07/07/2014 1 302044 Metrology and Quality Control AJB AISSMS College of Engineering, Pune Unit 1: Measurement standards and Comparators By, Mr. A J Bhosale Asst. Professor Dept. of Mechanical Engineering AISSMS CoE Pune 302044 Metrology and Quality Control AJB AISSMS College of Engineering, Pune Syllabus: Unit – I Measurement standards and comparators Principles of Engineering metrology, Measurement standards, Types and sources of errors, Accuracy and Precision, introduction to uncertainty in measurement, linear and angular measuring instruments and their applications. Calibration: Concept and procedure, traceability, Gauge R&R Comparators: Mechanical, Pneumatic, Optical, Electrical (LVDT).Checking all geometrical forms.

Introduction to Measurement
Dec 27, 2015
Metrology, Comparators
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
07/07/2014
1
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Unit 1:
Measurement standards and
Comparators By,
Mr. A J Bhosale
Asst. Professor
Dept. of Mechanical Engineering
AISSMS CoE Pune
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Syllabus:
Unit – I Measurement standards and comparators
Principles of Engineering metrology, Measurement
standards, Types and sources of errors, Accuracy and
Precision, introduction to uncertainty in measurement,
linear and angular measuring instruments and their
applications.
Calibration: Concept and procedure, traceability,
Gauge R&R
Comparators: Mechanical, Pneumatic, Optical,
Electrical (LVDT).Checking all geometrical forms.
07/07/2014
2
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Principles of Metrology:
• Definition: Metrology word is derived from two Greekwords such as metro which means measurement and logywhich means science.
• Metrology is the science of precision measurement.
• The engineer can say it is the science of measurement oflengths and angles and all related quantities like width,depth, diameter and straightness with high accuracy.
• Metrology demands pure knowledge of certain basicmathematical and physical principles.
• The development of the industry largely depends on theengineering metrology.
• Metrology is also concerned with the establishment,reproduction and conservation and transfer of units ofmeasurements and their standards
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Metrology is mainly concerned with:
(1) Establishing the units of measurements, ensuring the
uniformity of measurements.
(2) Developing methods of measurement.
(3) Errors of measurement(Calibration).
(4) Accuracy of measuring instruments and their care.
(5) Industrial inspection and its various techniques
07/07/2014
3
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Necessity and importance of Metrology:
In design, design engineer should not only check his
design from the point of view of the strength or
economical production, but he should also keep in mind
how the dimensions specified can be checked or
measured.
Higher productivity and accuracy can be achieved by
properly understood, introduced the Metrology.
You can improve the measuring accuracy and
dimensional and geometrical accuracies of the product.
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Introduction to Measurement:
• Measurement is defined as the process of numerical
evaluation of a dimension or the process of comparison
with standard measuring instruments.
• The elements of measuring system include the
instrumentation, calibration standards, environmental
influence, human operator limitations and features of the
work-piece.
• The basic aim of measurement in industries is to check
whether a component has been manufactured to the
requirement of a specification or not.
07/07/2014
4
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Types of Metrology:
1) Legal Metrology: 'Legal metrology' is that part of
metrology which treats units of measurements, methods
of measurements and the measuring instruments, in
relation to the technical and legal requirements.
The activities of the service of 'Legal Metrology' are:
(i) Control of measuring instruments;
(ii) Testing of prototypes/models of measuring instruments;
(iii) Examination of a measuring instrument to verify its
conformity to the statutory(legal) requirements etc.
Legal Metrology.pdf
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
2) Dynamic Metrology. 'Dynamic metrology' is the technique ofmeasuring small variations of a continuous nature. The techniquehas proved very valuable, and a record of continuousmeasurement, over a surface, for instance, has obvious advantagesover individual measurements of an isolated character.
3) Deterministic Metrology.
• Deterministic metrology is a new philosophy in which partmeasurement is replaced by process measurement.
• In this, the system processes are monitored by temperature,pressure, flow, force etc. sensors, these sensors are fast and non-intrusive.
• The new techniques such as 3D error compensation by CNC(Computer Numerical Control) systems and expert systems areapplied, leading to fully adaptive control.
• This technology is used for very high precision manufacturingmachinery and control systems to achieve micro technology andnanotechnology accuracies.

07/07/2014
5
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Institutes & Organisations related to Metrology
• CGPM (General Conference on Weights and Measures)
• CIPM( International Committee for Weights and
Measures)
• BIPM (International Bureau of Weights and Measures)
• NIST(National Institute of Standards & Technology)-
US
• NPL (National Physical Laboratory)-India & UK
• IILM (Indian Institute of Legal Metrology)
• NABL (National Accreditation Board for Testing and
Calibration Laboratories)-India
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Measurement Standards:
1) Primary Standards:
• These are fundamental standards like meter that does notchange their value & it is strictly followed & preciselydefined there should be one and one only one materialstandard preserved under most careful conditions.
• This has no direct application to a measuring problemencountered in engineering.
• These are used only at rare intervals and solely forcomparison with secondary standards.
• E.g.- BIPM (Bureau International des Poids et Measures)
• The International Bureau of Weights and Measures (BIPM)
• Headquarter- Paris, France, established on 20 May1875.

07/07/2014
6
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
2) Secondary Standards:
• These are close copies of primary standards as regards indesign, material and length.
• Any error existing in these bars is recorded by comparisonwith primary standards with long intervals.
• These standards are distributed to number of places for safecustody and used in their turn for occasional comparisonwith tertiary standards.
3) Tertiary Standards:
• Tertiary standards are the first standards to be used forreference purposes in laboratories and workshops.
• These should also be maintained as a reference forcomparison at intervals with working standards.
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
4) Working Standards:
• These standards are necessary for use in metrology
laboratories and similar institutions
Sometimes standards are classified as:
1) Reference Standards (used for reference purposes)
2) Calibration Standards(used for calibration of inspection
and working standards)
3) Inspection Standards (used by inspectors)
4) Working Standards (used by operators)
07/07/2014
7
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Line Standard:
• The measurement of distance may be made between two
parallel lines or two surfaces.
• When, the length, being measured, is expressed as a
distance between the centres of two engraved lines as in
a steel rule, it is known as line measurement.
• Line standards are used for direct length comparison and
they have no auxiliary devices.
Line Standard
Meter Yard
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
1) International Standard Prototype- Meter :
The metre or meter is a base unit of length in the metric
system used around the world for general and scientific
purposes.
Historically, the metre was defined by the French
Academy of Sciences as the length between two marks
on a platinum-iridium bar, which was designed to
represent 1⁄10,000,000 of the distance from the equator to
the north pole through Paris.
In 1983, it was redefined by the International Bureau of
Weights and Measures (BIPM) as the distance travelled
by light in free space(vacuum) in 1⁄299,792,458 of a second.
07/07/2014
8
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
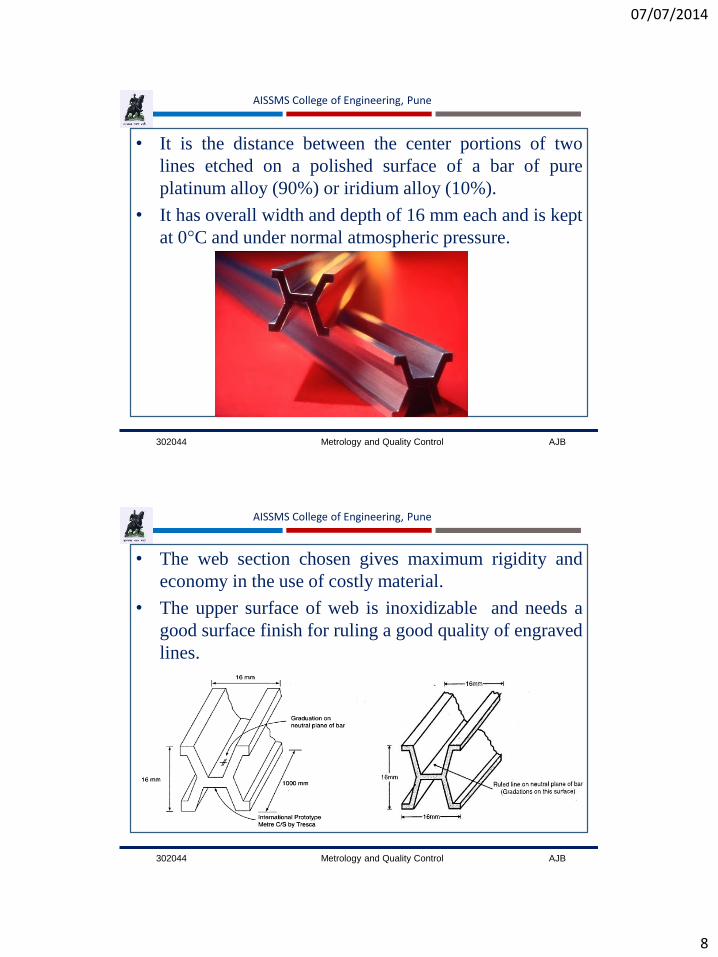
• It is the distance between the center portions of two
lines etched on a polished surface of a bar of pure
platinum alloy (90%) or iridium alloy (10%).
• It has overall width and depth of 16 mm each and is kept
at 0°C and under normal atmospheric pressure.
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
• The web section chosen gives maximum rigidity and
economy in the use of costly material.
• The upper surface of web is inoxidizable and needs a
good surface finish for ruling a good quality of engraved
lines.
07/07/2014
9
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
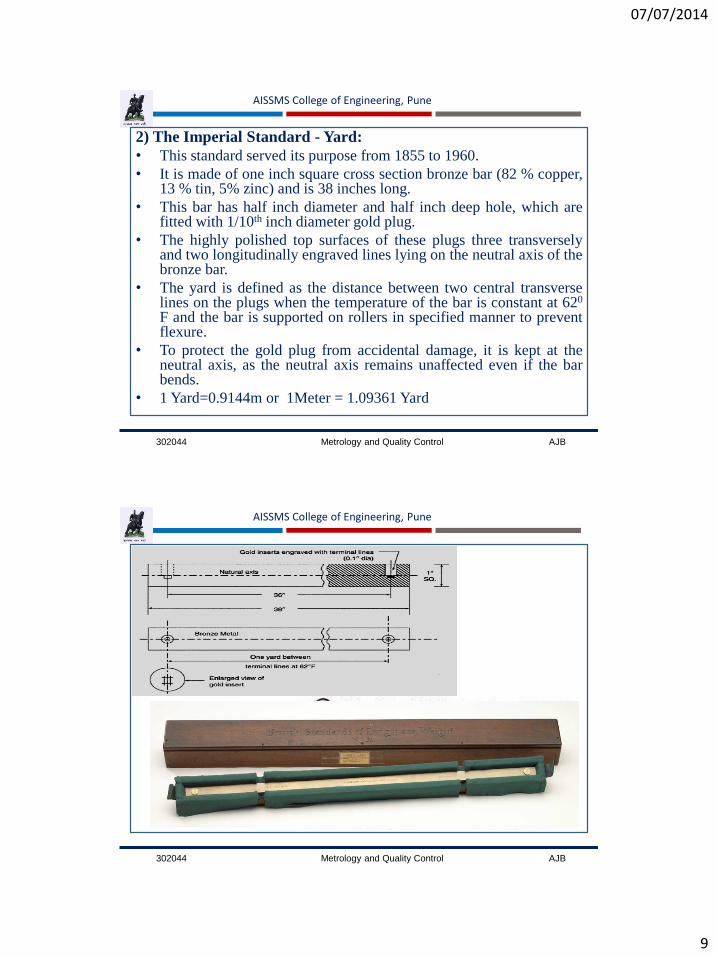
2) The Imperial Standard - Yard:
• This standard served its purpose from 1855 to 1960.
• It is made of one inch square cross section bronze bar (82 % copper,13 % tin, 5% zinc) and is 38 inches long.
• This bar has half inch diameter and half inch deep hole, which arefitted with 1/10th inch diameter gold plug.
• The highly polished top surfaces of these plugs three transverselyand two longitudinally engraved lines lying on the neutral axis of thebronze bar.
• The yard is defined as the distance between two central transverselines on the plugs when the temperature of the bar is constant at 620
F and the bar is supported on rollers in specified manner to preventflexure.
• To protect the gold plug from accidental damage, it is kept at theneutral axis, as the neutral axis remains unaffected even if the barbends.
• 1 Yard=0.9144m or 1Meter = 1.09361 Yard
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
v

07/07/2014
10
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Characteristics of Line Standards:
1. Accurate engraving on the scales can be done but it isdifficult to take full advantage of this accuracy. For example,a steel rule can be read to about ±0.2 mm of true dimension.
2. It is easier and quicker to use a scale over a wide range.
3. The scale markings are not subject to wear althoughsignificant wear on leading end leads to under sizing.
4. There is no 'built in' datum in a scale which would allow easyscale alignment with the axis of measurement, this againleads to under sizing.
5. Scales are subjected to the parallax effect, a source of bothpositive and negative reading errors.
6. For close tolerance length measurement (except inconjunction with microscopes) scales are not convenient tobe used.
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
2) End Standards:
• Most of the times engineer is concerned with themeasurement between two surfaces.
• When the distance is measured as a separation of twoparallel surfaces, then this is called as End Standards.
• The main difference between line standard and endstandard is that, in case of line standard we take everyvalue of line engraved into consideration and then onlyconclusion is drawn.
• But in the end standard only two faces are taken intoconsideration and no importance is given tointermediate value or reading between that to parallelfaces.

07/07/2014
11
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Characteristics of End Standards:
1. Highly accurate and well suited to close tolerancemeasurements.
2. Time-consuming in use.
3. Dimensional tolerance as small as 0.0005 mm can beobtained.
4. Subjected to wear on their measuring faces.
5. To provide a given size, the groups of blocks are "wrung"together. Faulty wringing leads to damage.
6. There is a "built-in" datum in end standards, because theirmeasuring faces are flat and parallel and can be positivelylocated on a datum surface.
7.They are not subject to the parallax effect.
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
1) End Bars:
• These are used for the measurement of larger sizes of
work. These consist of carbon steel round bar about 20
mm in diameter and made in sizes varying from 10 mm
to 1200 mm.
• The faces of End bars lapped and hardened at the ends
are available in sets of various lengths.
• These bars are generally not found in majority of works
but in standardising laboratories.
07/07/2014
12
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
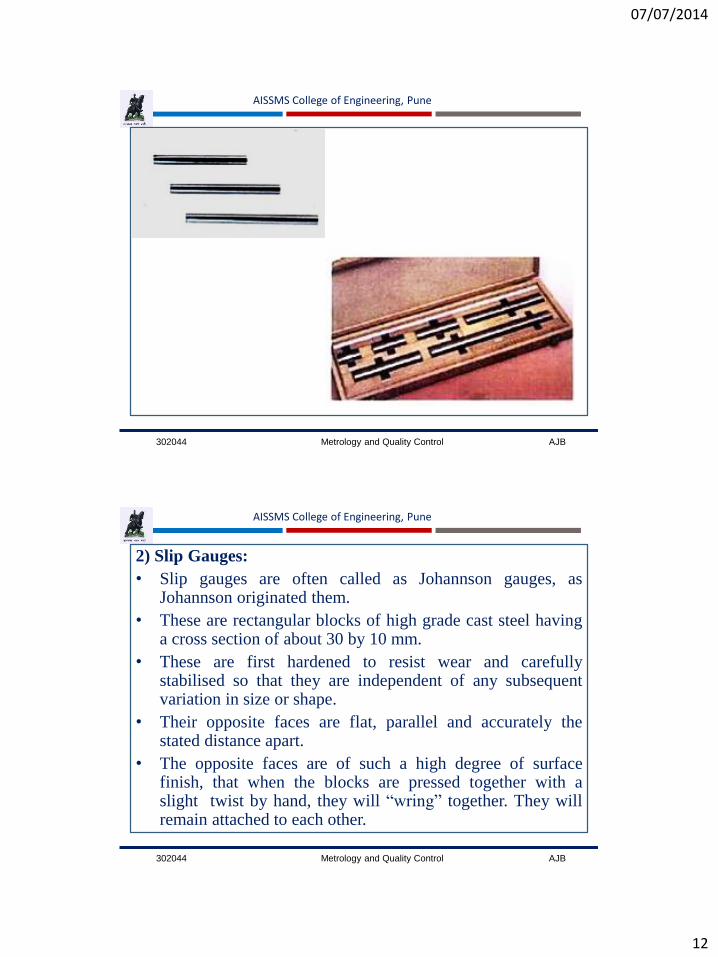
2) Slip Gauges:
• Slip gauges are often called as Johannson gauges, asJohannson originated them.
• These are rectangular blocks of high grade cast steel havinga cross section of about 30 by 10 mm.
• These are first hardened to resist wear and carefullystabilised so that they are independent of any subsequentvariation in size or shape.
• Their opposite faces are flat, parallel and accurately thestated distance apart.
• The opposite faces are of such a high degree of surfacefinish, that when the blocks are pressed together with aslight twist by hand, they will “wring” together. They willremain attached to each other.
07/07/2014
13
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
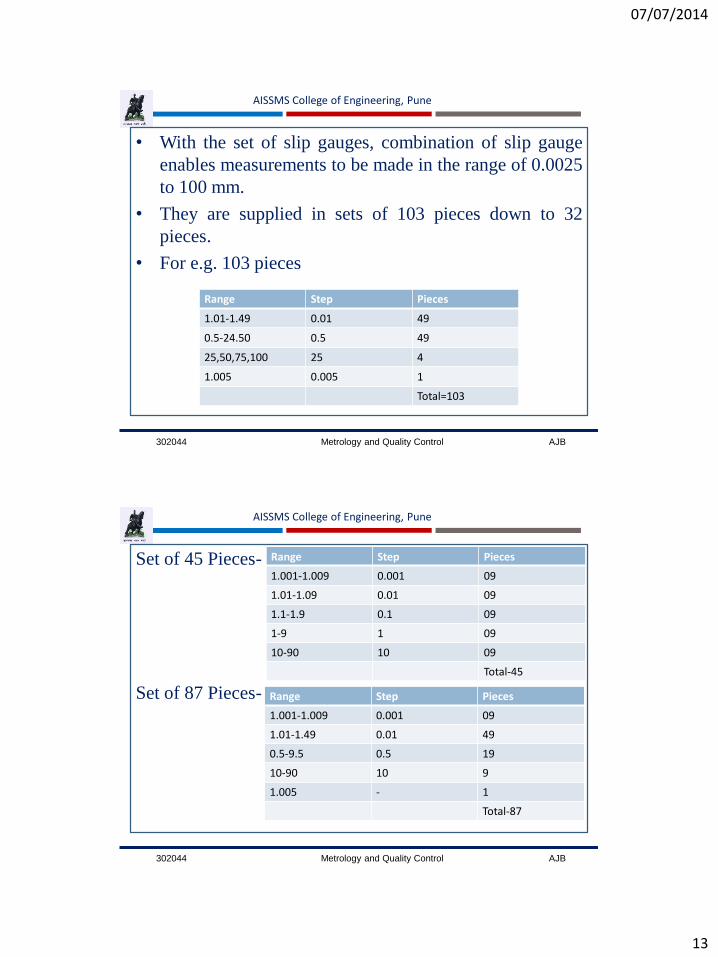
• With the set of slip gauges, combination of slip gauge
enables measurements to be made in the range of 0.0025
to 100 mm.
• They are supplied in sets of 103 pieces down to 32
pieces.
• For e.g. 103 pieces
Range Step Pieces
1.01-1.49 0.01 49
0.5-24.50 0.5 49
25,50,75,100 25 4
1.005 0.005 1
Total=103
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Set of 45 Pieces-
Set of 87 Pieces-
Range Step Pieces
1.001-1.009 0.001 09
1.01-1.09 0.01 09
1.1-1.9 0.1 09
1-9 1 09
10-90 10 09
Total-45
Range Step Pieces
1.001-1.009 0.001 09
1.01-1.49 0.01 49
0.5-9.5 0.5 19
10-90 10 9
1.005 - 1
Total-87
07/07/2014
14
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
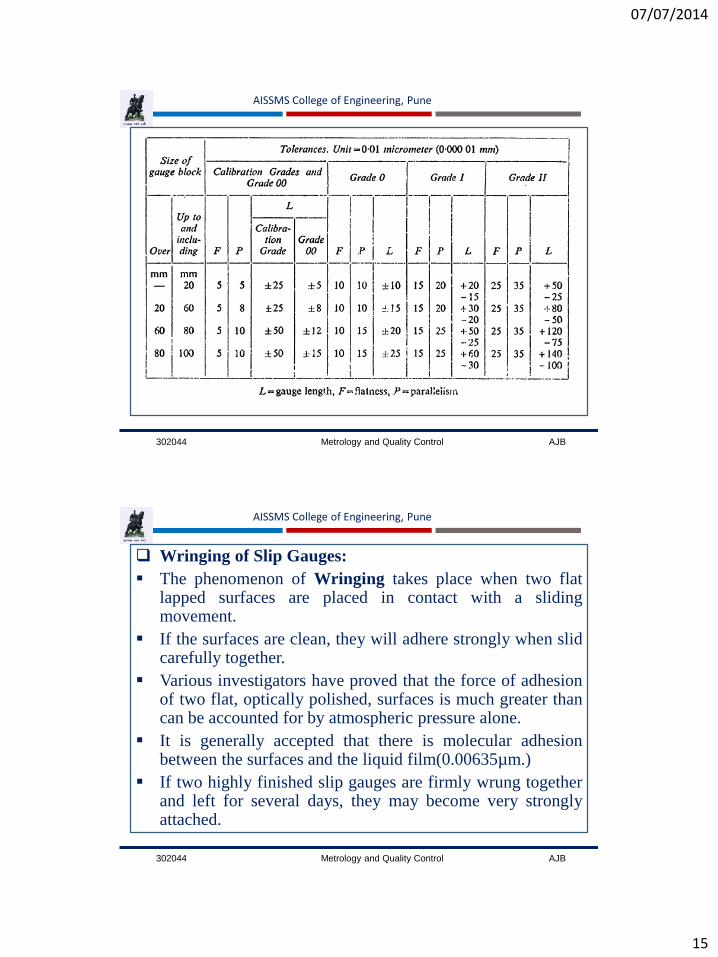
Slip gauges are classified according to their guaranteed accuracy:
AA for Master Slip Gauges(Accurate upto- ± 2 micron/meter)
A for Reference purpose,(Accurate upto- ± 4 micron/meter)
B for working slip gauges(Accurate upto- ± 8 micron/meter)
As regards grades or classes of slip gauges, these could also be
designed in five grades as under:
1) Grade 2- Workshop Grade- Used for setting up machine tools,
positioning milling cutters and checking mechanical widths.
2) Grade 1-Used for more precise work such as setting up sine bars,
sine tables, checking gap gauges and setting dial test indicators to
zero.
3) Grade 0-Inspection Grade- Confined to Tool-room or machine
shop inspection.
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
4) Grade 00-Used in standard room and kept for work ofthe highest precision only.
5) Calibration Grade-Special grade, with the actual sizesof the slips stated or calibrated on a special chartsupplied with the set.
• They are not costly as Grade 00, because these are notmade to specific or set tolerances.
• It must be remembered that a slip gauges, like any otherengineering component, cannot be made to an exactsize.
• As closer the limits the more expensive the slip gaugesbut in case of calibration grade, greater tolerances onlength are permissible.
07/07/2014
15
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Wringing of Slip Gauges:
The phenomenon of Wringing takes place when two flatlapped surfaces are placed in contact with a slidingmovement.
If the surfaces are clean, they will adhere strongly when slidcarefully together.
Various investigators have proved that the force of adhesionof two flat, optically polished, surfaces is much greater thancan be accounted for by atmospheric pressure alone.
It is generally accepted that there is molecular adhesionbetween the surfaces and the liquid film(0.00635µm.)
If two highly finished slip gauges are firmly wrung togetherand left for several days, they may become very stronglyattached.

07/07/2014
16
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Wringing Process:
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Wringing Process:
1. Wiping a clean gauge block across an oiled pad.
2. Wiping any extra oil off the gauge block using a dry
pad.
3. The block is then slid perpendicularly across the other
block while applying moderate pressure until they form
a cruciform.
4. Finally, the block is rotated until it is inline with the
other block.
07/07/2014
17
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
3) Wavelength Standards:
• In 1829, Jacqnes Babinet, a French philosopher, suggestedthat wave lengths of monochromatic light might be used asnatural and invariable units of length.
• It was nearly a century later that the Seventh GeneralConference of Weights and Measures in Paris approved thedefinition of a standard of length relative to the meter interms of the wavelength of the red radiation of cadmium.
• In 1892, A. A. Michelson, assisted by J R Benoit at BIPM,made the first determination of the meter in wavelength.
• Material standards are liable to destruction and theirdimensions change slightly with time.
• But with the monochromatic light we have the advantage ofconstant wavelength and since the wavelength is not aphysical one, it need not be preserved.
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
• This is reproducible standard of length and the error ofreproduction can be of the order of 1 part in 100 millions.
• It is because of this reason that International standardmeasures the meter in terms of wavelength of krypton 86(Kr 86).
• Light wavelength standard, for some time, had to beobjected because of the impossibility of producing puremonochromatic light as wavelength depends upon theamount of isotope impurity in the elements.
• But now with rapid development in atomic energy industry,pure isotopes of natural elements have been produced.
• Krypton 86, Mercury 198 and Cadmium 114 are possiblesources of radiation of wavelength suitable as naturalstandard of length.

07/07/2014
18
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Orange-red line of krypton-86 propagating in a vacuum
1650763.73 x wavelength of the radiation
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Advantages of Wavelength Standards:
1. It is not influence by effects of variations of environmental
temperature, pressure, humidity and ageing because it is not a
material standard.
2. There is no need to store it under security and thus there is no
fear of its being destroyed as in the case yard and meter.
3. It is easily available to all standardizing houses, laboratories
and industries.
4. It can be easily transferred to other standards.
5. This standard can be used for making comparative statement
much higher accuracy.
6. It is easily reproducible.

07/07/2014
19
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Accuracy & Precision:
• The purpose of measurement is to determine the true
dimensions of a part. But no measurement can be made
absolutely accurate. There is always some error.
• The amount of error depends upon the following factors:
1. The accuracy and design of the measuring instrument
2. The skill of the operator
3. Method adopted for measurement
4. Temperature variations
5. Elastic deformation of the part or instrument etc.

07/07/2014
20
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
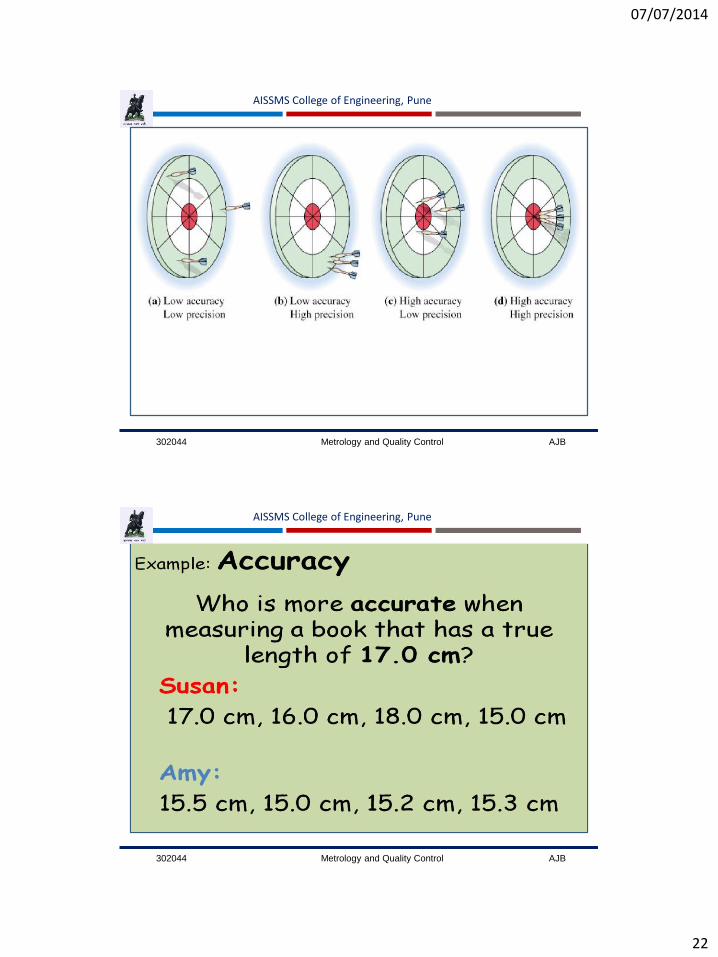
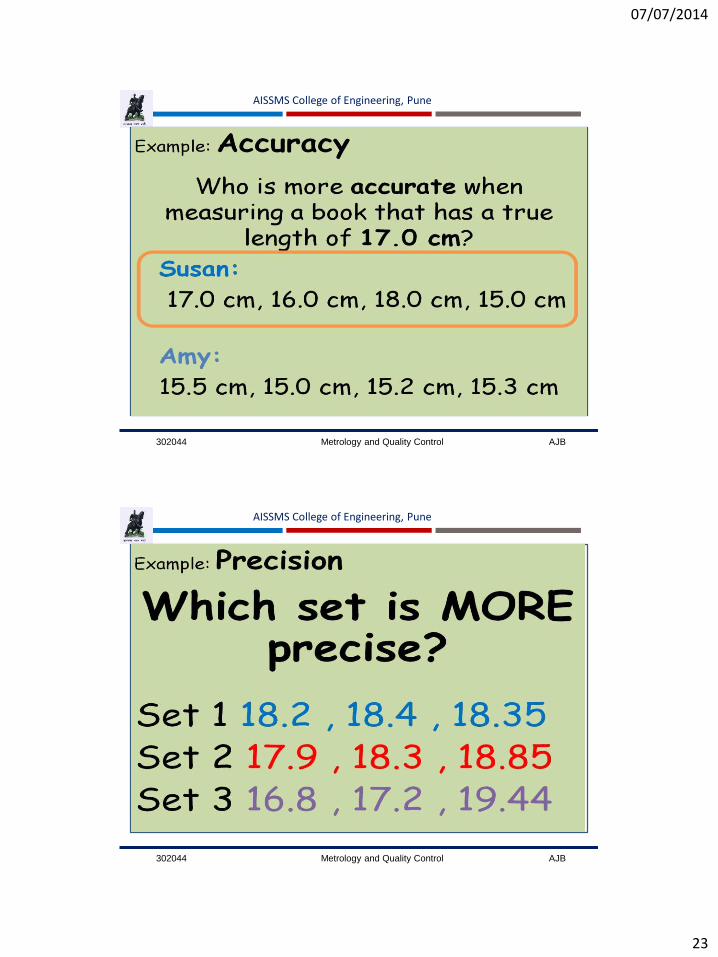
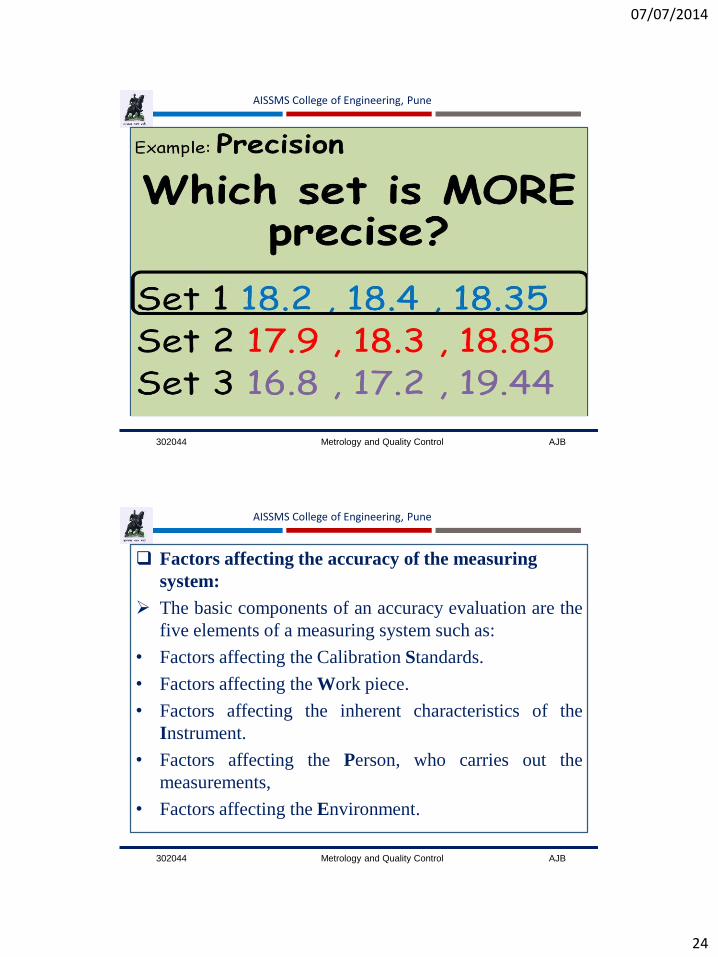
Precision:
• Precision is the repeatability of the measuring process.
• It refers to the group of measurements for the same characteristicstaken under identical conditions. It does not have any meaningfor single measurement.
• It indicates to what extent the identically performedmeasurements agree with each other.
• If the instrument is not precise it will give different (widelyvarying) results for the same dimension when measured again andagain.
• The set of observations will scatter about the mean. The scatter ofthese measurements is designated as σ, the standard deviation.
• It is used as an index of precision. The less the scattering moreprecise is the instrument. Thus, lower, the value of σ, the moreprecise is the instrument.
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Accuracy:
• Accuracy is the degree to which the measured value of
the quality characteristic agrees with the true value.
• The difference between the true value and the measured
value is known as error of measurement.
• It is practically difficult to measure exactly the true
value and therefore a set of observations is made whose
mean value is taken as the true value of the quality
measured.

07/07/2014
21
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
07/07/2014
22
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
07/07/2014
23
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
07/07/2014
24
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Factors affecting the accuracy of the measuring
system:
The basic components of an accuracy evaluation are the
five elements of a measuring system such as:
• Factors affecting the Calibration Standards.
• Factors affecting the Work piece.
• Factors affecting the inherent characteristics of the
Instrument.
• Factors affecting the Person, who carries out the
measurements,
• Factors affecting the Environment.
07/07/2014
25
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
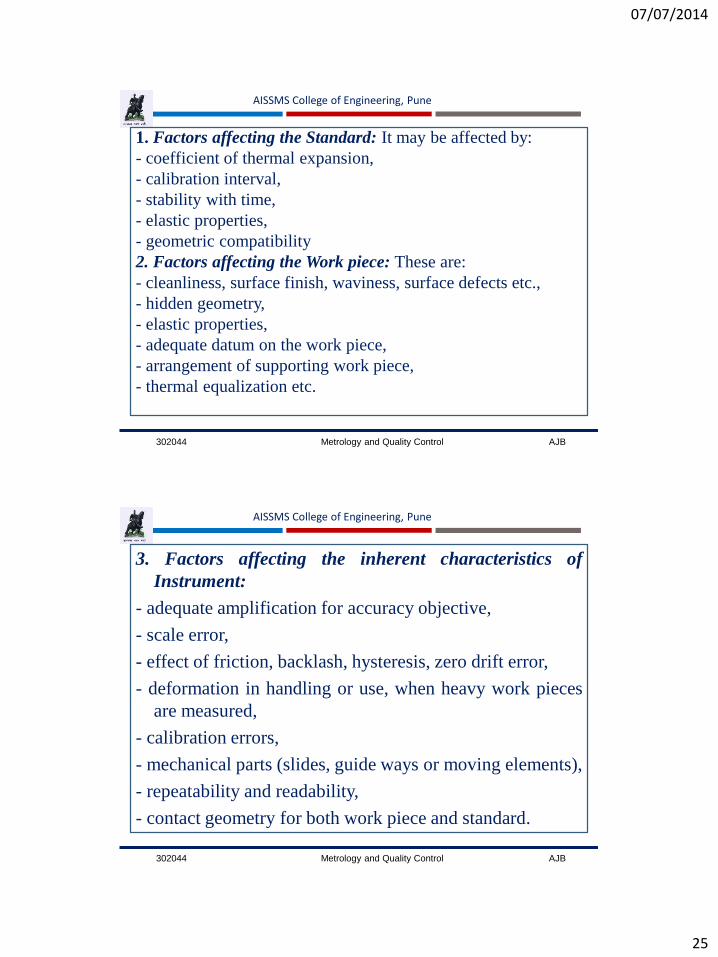
1. Factors affecting the Standard: It may be affected by:
- coefficient of thermal expansion,
- calibration interval,
- stability with time,
- elastic properties,
- geometric compatibility
2. Factors affecting the Work piece: These are:
- cleanliness, surface finish, waviness, surface defects etc.,
- hidden geometry,
- elastic properties,
- adequate datum on the work piece,
- arrangement of supporting work piece,
- thermal equalization etc.
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
3. Factors affecting the inherent characteristics of
Instrument:
- adequate amplification for accuracy objective,
- scale error,
- effect of friction, backlash, hysteresis, zero drift error,
- deformation in handling or use, when heavy work pieces
are measured,
- calibration errors,
- mechanical parts (slides, guide ways or moving elements),
- repeatability and readability,
- contact geometry for both work piece and standard.
07/07/2014
26
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
4. Factors affecting Person :
- training, skill,
- sense of precision appreciation,
- ability to select measuring instruments and standards,
- sensible appreciation of measuring cost,
- attitude towards personal accuracy achievements,
- planning measurement techniques for minimum cost, consistent withprecision requirements etc.
5. Factors affecting Environment:
- temperature, humidity etc.,
- clean surrounding and minimum vibration enhance precision,
- adequate illumination,
- temperature equalization between standard, work piece, and instrument,
- thermal expansion effects due to heat radiation from lights,
- heating elements, sunlight and people,
- manual handling may also introduce thermal expansion.
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Repeatability:
• It is the ability of measuring instrument to repeat the
same results for the measurements for the same quantity,
when the measurement is carried out,
- By the same observer,
- With the same instrument,
- Under same conditions,
- Without any change in location,
- Without the change in method of measurement,
- And the measurements are carried out in short interval
of time.
07/07/2014
27
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Reproducibility:
• Reproducibility is the consistency of pattern of variation
in measurement i.e. closeness of the agreement
between the results of measurements of the same
quantity, when individual measurements are carried
out:
by different observers,
by different methods,
using different instruments,
under different conditions, locations, times etc.
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Magnification:
• In order to measure small differences in dimensions themovement of the measuring tip in contact with the workmust be magnified.
• For this the output signal from measuring instrument isto be magnified.
• This magnification means increasing the magnitude ofoutput signal of measuring instrument many times tomake it more readable.
Sensitivity:
• The ability of measuring instrument to detect smalldifferences in quantity being measured.

07/07/2014
28
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Types of Error: Error
Static Loading Dynamic
Environmental Reading Systematic RandomCharacteristic
Parallax Interpolation
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Systematic Error:
• These error include calibration errors, error due tovariation in the atmospheric condition, variation incontact pressure etc.
• If properly analysed, these errors can be determined andreduced or even eliminated hence also calledcontrollable errors.
• All other systematic errors can be controlled inmagnitude and sense except personal error.
• These errors results from irregular procedure that isconsistent in action. These errors are repetitive in natureand are of constant and similar form
07/07/2014
29
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Random Error:
• These errors are caused due to variation in position of
setting standard and work-piece errors.
• Due to displacement of level joints of instruments, due
to backlash and friction, these error are induced.
• Specific cause, magnitude and sense of these errors
cannot be determined from the knowledge of measuring
system or condition of measurement.
• These errors are non-consistent and hence the name
random errors.
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
READING ERROR:
Parallax error :
• Occurs when the line of vision is not in line with measuringvalue.
• Error can be reduced by placing a mirror behind the pointer,as this ensures normal reading
Interpolation error:
• This occurs when the pointer shows some value which is between any two graduation marks.
• Depends Thickness of graduation marks, Spacing of the scale divisions Thickness of the pointer.
• Error can be reduced Using a magnifier over the scale or Using a digital read out system
07/07/2014
30
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
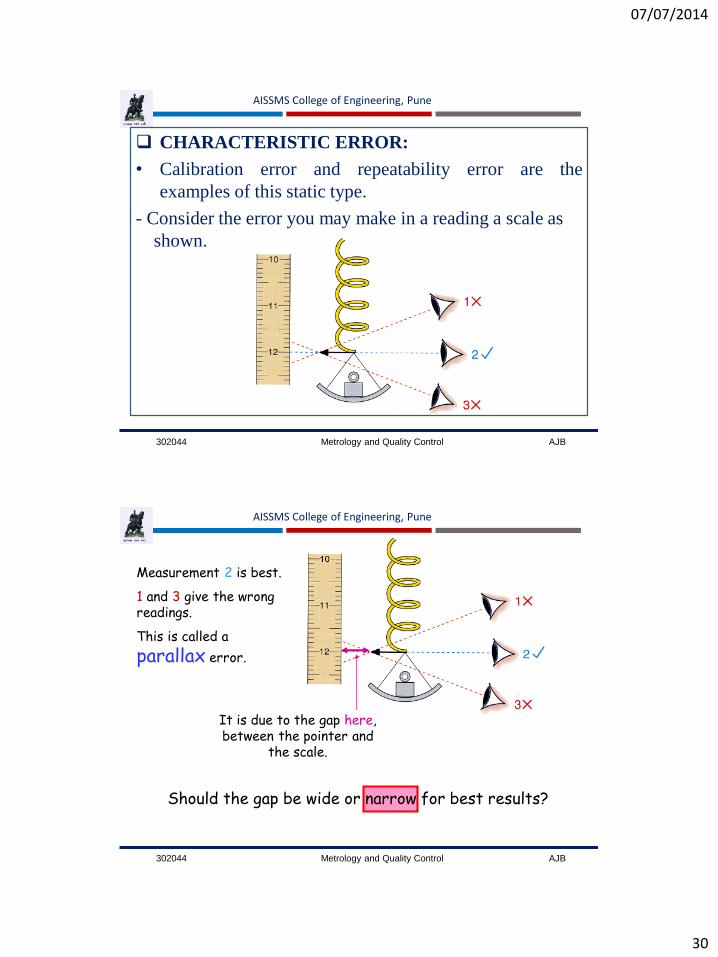
CHARACTERISTIC ERROR:
• Calibration error and repeatability error are the
examples of this static type.
- Consider the error you may make in a reading a scale as
shown.
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Should the gap be wide or narrow for best results?
Measurement 2 is best.
1 and 3 give the wrong readings.
This is called a
parallax error.
It is due to the gap here, between the pointer and
the scale.
07/07/2014
31
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
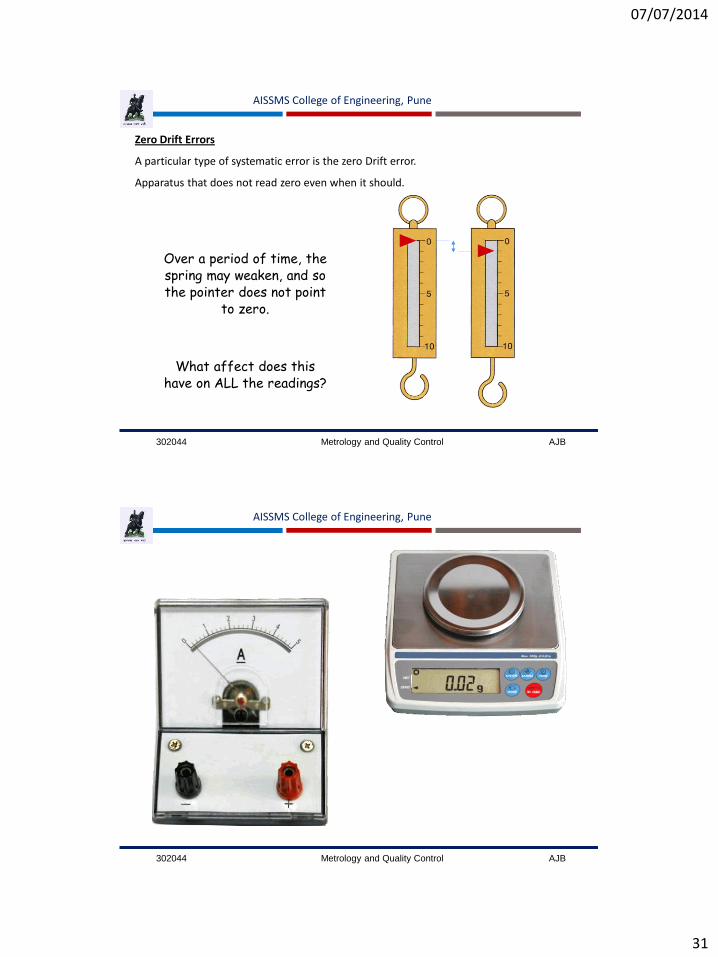
Zero Drift Errors
A particular type of systematic error is the zero Drift error.
Apparatus that does not read zero even when it should.
Over a period of time, the spring may weaken, and so the pointer does not point
to zero.
What affect does this have on ALL the readings?
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
07/07/2014
32
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
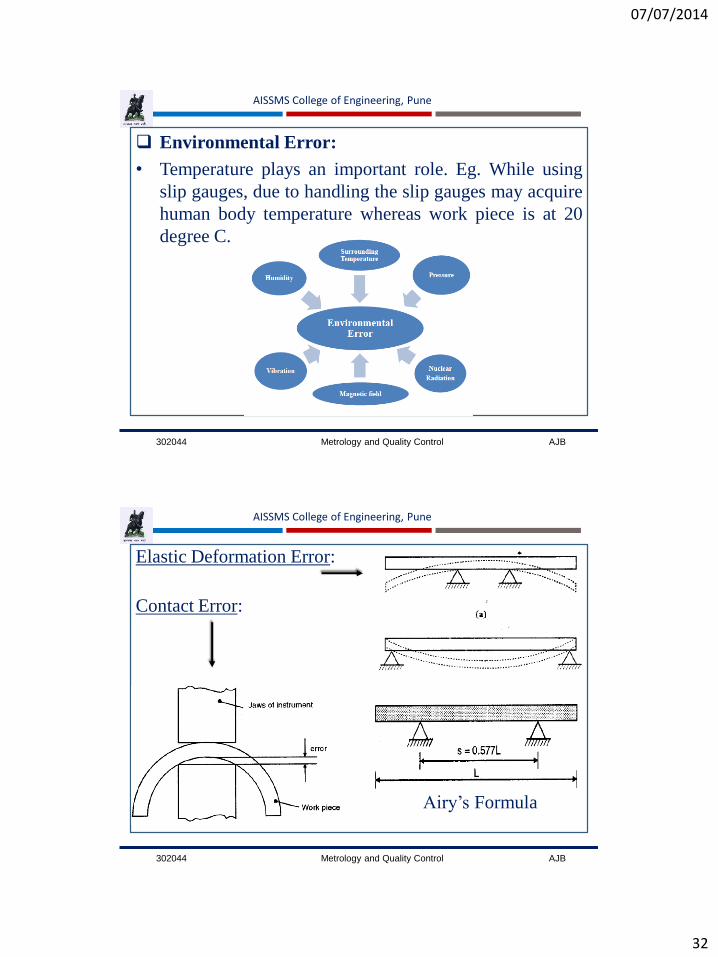
Environmental Error:
• Temperature plays an important role. Eg. While using
slip gauges, due to handling the slip gauges may acquire
human body temperature whereas work piece is at 20
degree C.
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Elastic Deformation Error:
Contact Error:
Airy’s Formula

07/07/2014
33
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
The ± 1 second is called the absolute uncertainty
Every measurement has an uncertainty or error.
e.g. time = 5 seconds ± 1 second
There are three main types of uncertainty.
Random Uncertainties
Systematic Errors
Reading Uncertainties
Uncertainties
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Repeated measurements of the same quantity, gives a range of readings.
The random uncertainty is found using:
readings of number
reading minreading maxyuncertaint random
Taking more measurements will help eliminate (or reduce) random uncertainties.
The mean is the best estimate of the true value.
07/07/2014
34
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
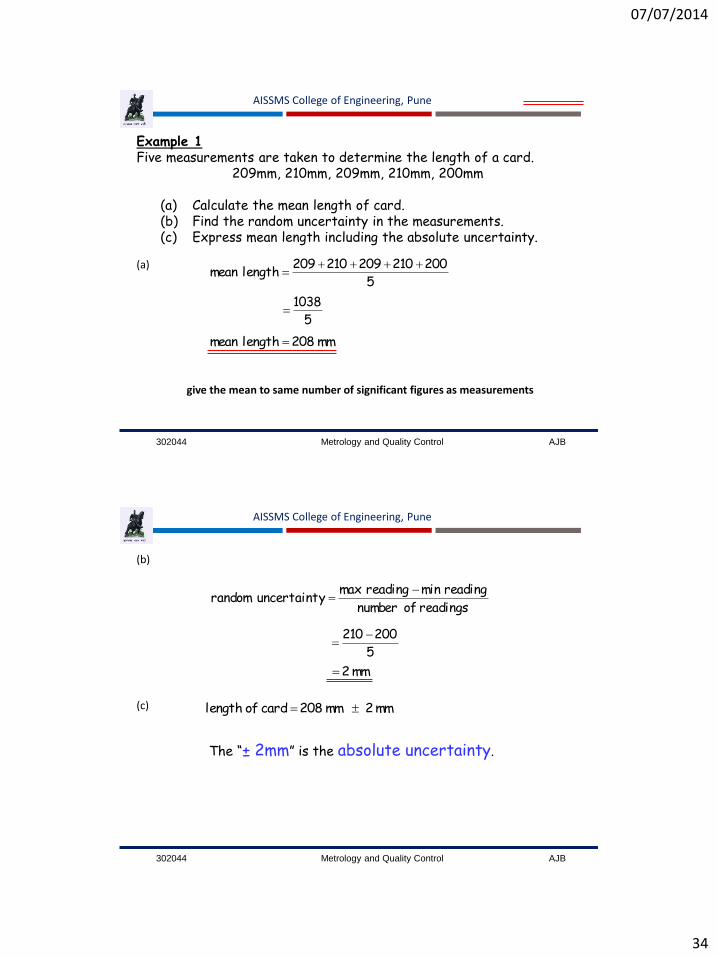
5
200210209210209length mean
5
1038
mm 208length mean
give the mean to same number of significant figures as measurements
(a)
Example 1Five measurements are taken to determine the length of a card.
209mm, 210mm, 209mm, 210mm, 200mm
(a) Calculate the mean length of card.(b) Find the random uncertainty in the measurements.(c) Express mean length including the absolute uncertainty.
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
(b)
readings of number
reading minreading maxyuncertaint random
5
200210
mm 2
(c) mm 2 mm 208card of length
The “± 2mm” is the absolute uncertainty.
07/07/2014
35
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
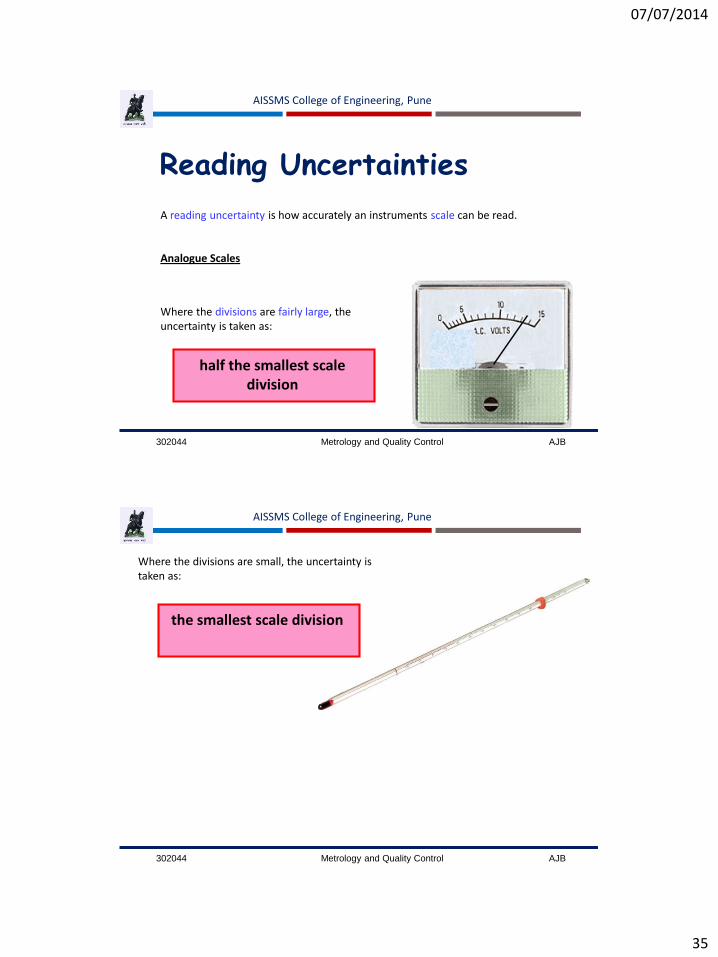
Reading Uncertainties
A reading uncertainty is how accurately an instruments scale can be read.
Analogue Scales
Where the divisions are fairly large, the uncertainty is taken as:
half the smallest scale division
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Where the divisions are small, the uncertainty is taken as:
the smallest scale division

07/07/2014
36
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Digital Scale
For a digital scale, the uncertainty is taken as:
the smallest scale reading
e.g. voltage = 29.7 mV ± 0.1 mV
This means the actual reading could be anywhere from
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
For a digital meter the uncertainty is taken as the smallest
scale reading.
e.g. Voltage = 29.7 mV ± 1 mV
(actual reading could be from 29.65 to 29.74)???

07/07/2014
37
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Percentage Uncertainty
The percentage uncertainty is calculated as follows:
100reading
yuncertaint absoluteyuncertaint %
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Example 1
Calculate the percentage uncertainty of the measurement:
d = 8cm ± 0.5cm
100reading
yuncertaint absoluteyuncertaint %
1008
0.5
100 0.0625
% 6.25
(d = 8cm ± 6.25%)

07/07/2014
38
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
COMPARATORS
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Comparison Measurement:
• Process consisting of comparing measurement of part toknown standard or master of exact dimension required
• Comparators
– Any instrument used to compare size of workpiece to knownstandard
– Incorporate some means of amplification to compare part sizeto set standard• Standard usually gauge blocks (Slip Gauges).
07/07/2014
39
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
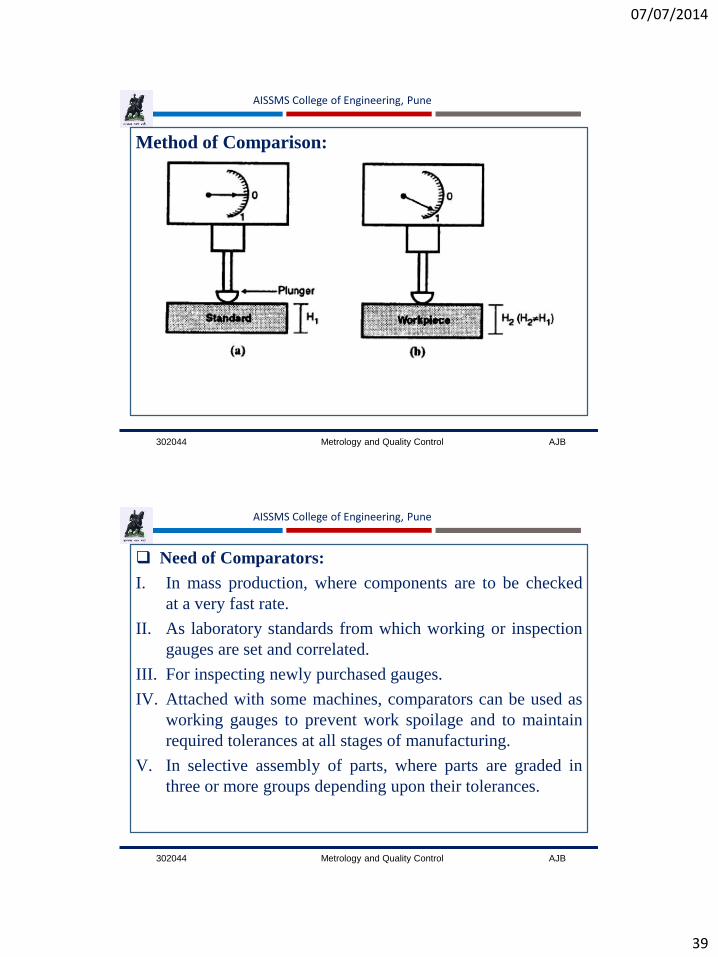
Method of Comparison:
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Need of Comparators:
I. In mass production, where components are to be checked
at a very fast rate.
II. As laboratory standards from which working or inspection
gauges are set and correlated.
III. For inspecting newly purchased gauges.
IV. Attached with some machines, comparators can be used as
working gauges to prevent work spoilage and to maintain
required tolerances at all stages of manufacturing.
V. In selective assembly of parts, where parts are graded in
three or more groups depending upon their tolerances.
07/07/2014
40
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Characteristics of Good Comparators:
1. It should be compact.
2. It should be easy to handle.
3. It should give quick response or quick result.
4. It should be reliable, while in use.
5. There should be no effects of environment on the comparator.
6. Its weight must be less.
7. It must be cheaper.
8. It must be easily available in the market.
9. It should be sensitive as per the requirement.
10. The design should be robust.
11. It should be linear in scale so that it is easy to read and get uniformresponse.
12. It should have less maintenance.
13. It should have hard contact point, with long life.
14. It should be free from backlash and wear.
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Types of Comparator:
COMPARATOR
MECHANICAL ELECTRICAL OPTICAL PNEUMATIC
07/07/2014
41
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
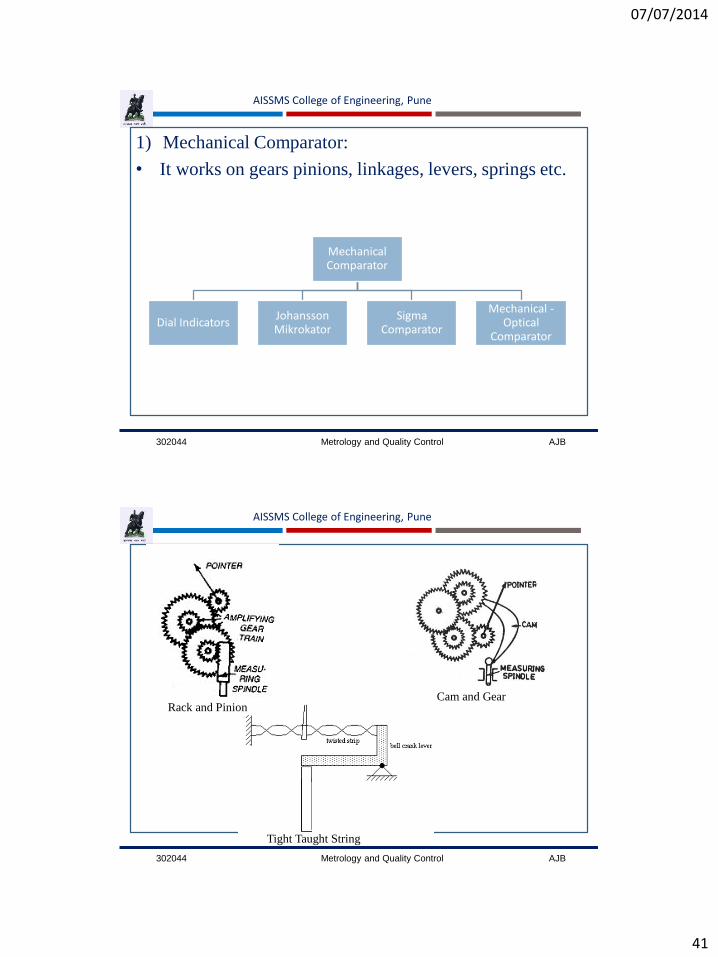
1) Mechanical Comparator:
• It works on gears pinions, linkages, levers, springs etc.
Mechanical Comparator
Dial IndicatorsJohansson Mikrokator
Sigma Comparator
Mechanical -Optical
Comparator
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Rack and PinionCam and Gear
Tight Taught String
07/07/2014
42
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
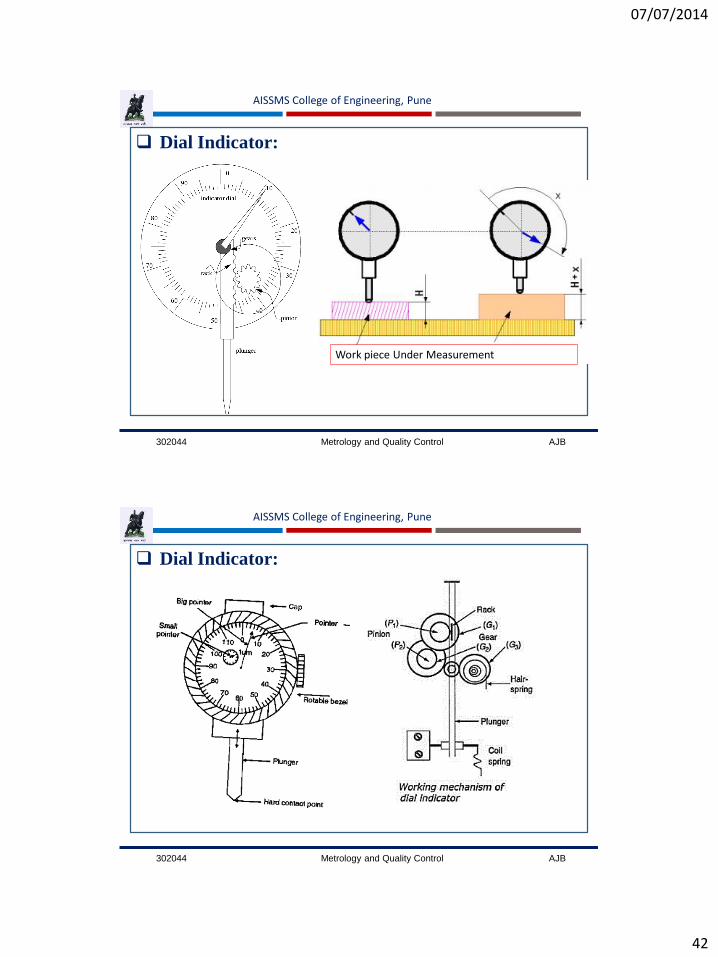
Dial Indicator:
Work piece Under Measurement
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Dial Indicator:

07/07/2014
43
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Applications:
1. Comparing two heights or distances between narrow limits.
2. To determine the errors in geometrical form such as ovality,
roundness and taper.
3. For taking accurate measurement of deformation such as in
tension and compression.
4. To determine positional errors of surfaces such as parallelism,
squareness and alignment, flatness.
5. To check the alignment of lathe centers by using suitable
accurate bar between the centers.
6. To check trueness of milling machine arbours and to check
the parallelism of shaper arm with table surface or vice.
07/07/2014
44
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
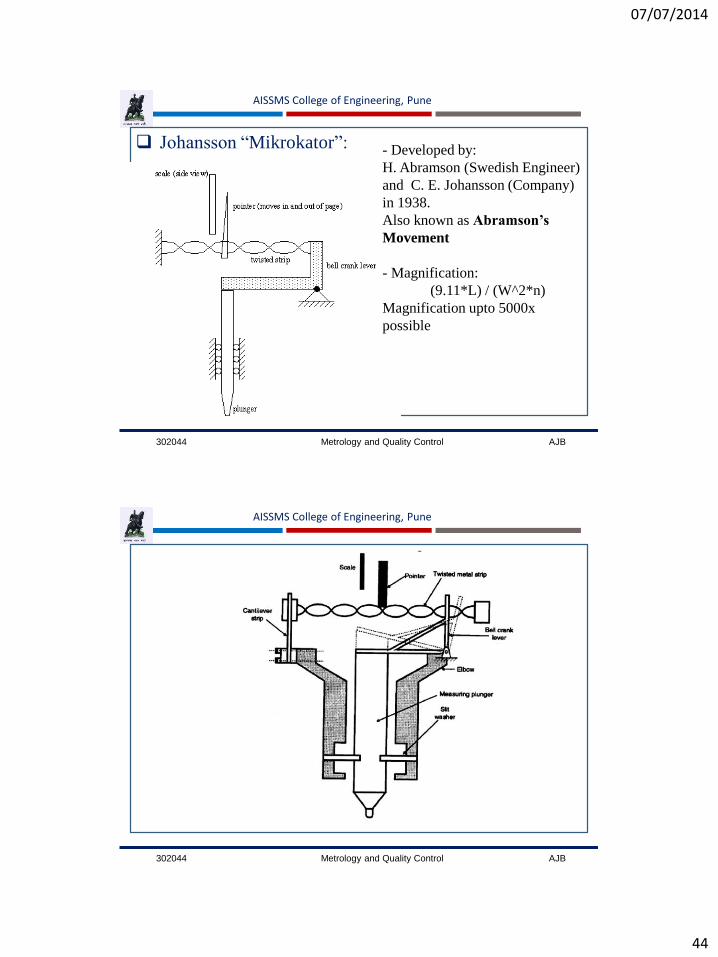
Johansson “Mikrokator”: - Developed by:
H. Abramson (Swedish Engineer)
and C. E. Johansson (Company)
in 1938.
Also known as Abramson’s
Movement
- Magnification:
(9.11*L) / (W^2*n)
Magnification upto 5000x
possible
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
07/07/2014
45
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
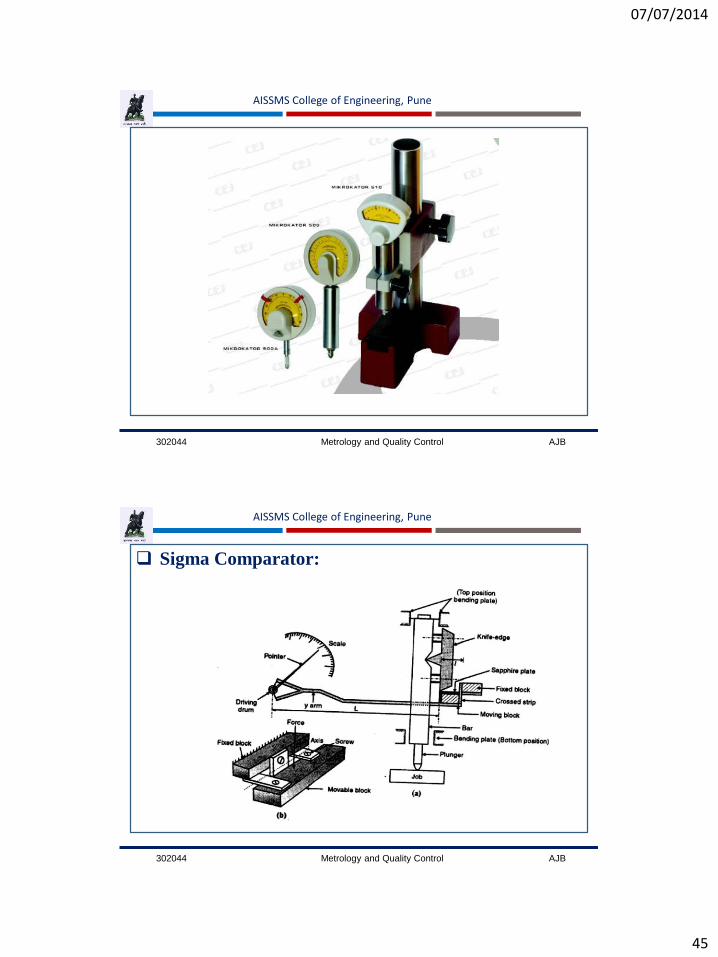
Sigma Comparator:
07/07/2014
46
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
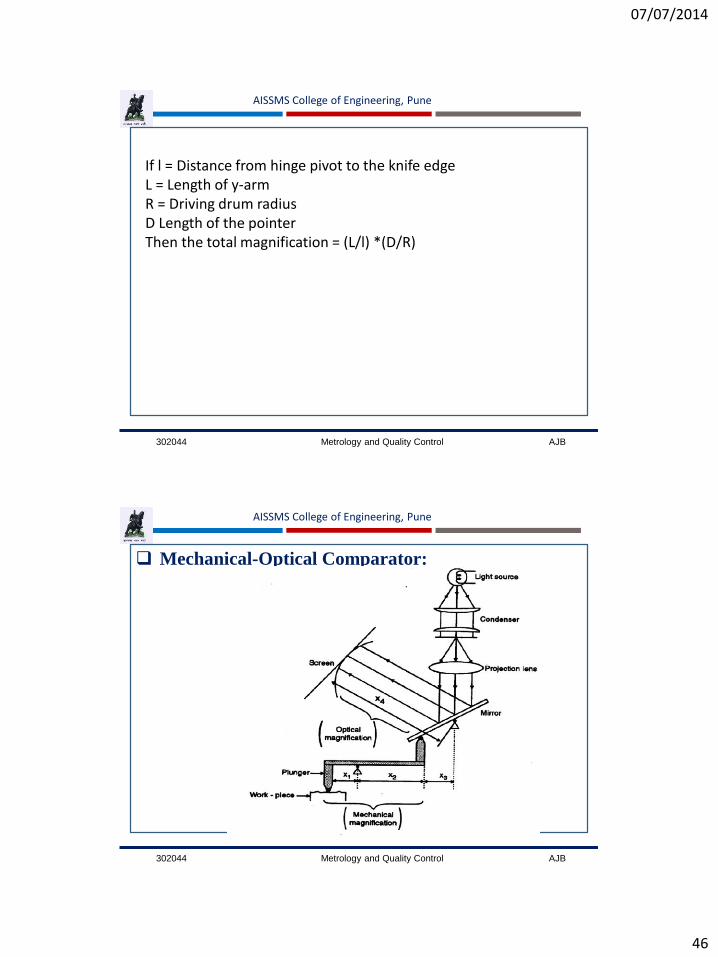
If l = Distance from hinge pivot to the knife edgeL = Length of y-armR = Driving drum radiusD Length of the pointerThen the total magnification = (L/l) *(D/R)
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Mechanical-Optical Comparator:
07/07/2014
47
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
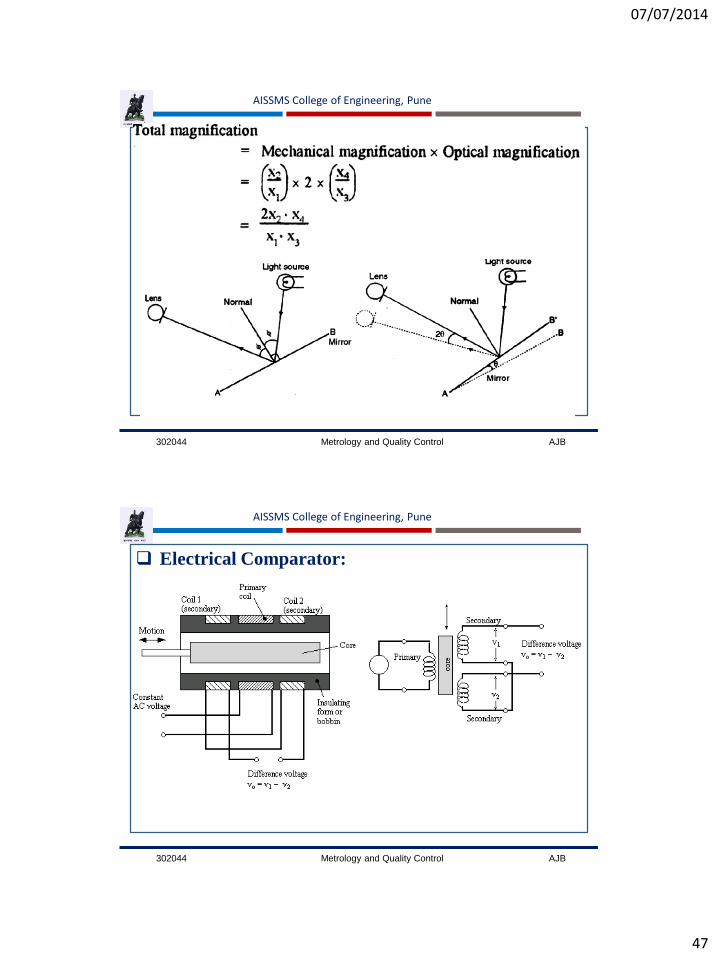
Electrical Comparator:
07/07/2014
48
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
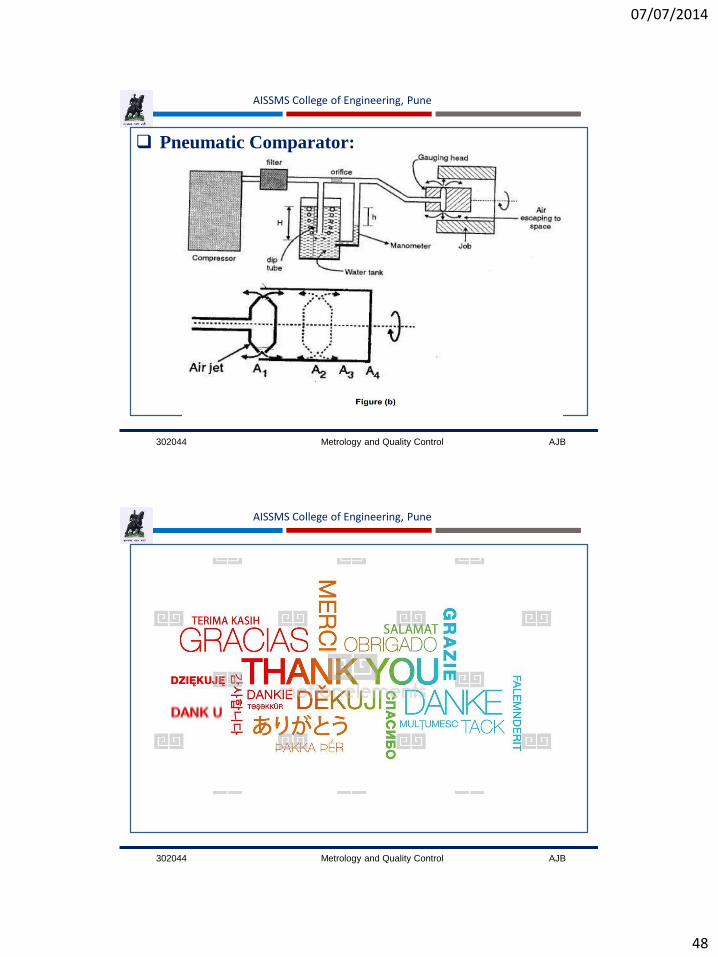
Pneumatic Comparator:
302044 Metrology and Quality Control AJB
AISSMS College of Engineering, Pune
Related Documents











