Chillers Data Centers Hospitals Water Efficiency and You

Introducing nereus for cooling 09112014 gn (2)
Jul 14, 2015
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Chillers
Data Centers
Hospitals
Water Efficiency
and You

Executive SummaryWater Misalignment• Current Water Practices are
unsustainable
• We face
– Epic Drought
– Pressure like never before on water
• Current WT industries method of
delivery sets incorrect incentives
– Maximize
• the sale of high margin “Specialty “
product
– Minimize
• “Service “ Time
– Almost Ignore
• Water and energy use
In the end, the current services delivery
method simply ignores the key issues and
costs customers more to operate chiller
system than should be the case
Resources Wasted• Water
– Excessive Water
• Make up
• Bleed
– Excessive & Dangerous Chemical
• Antiscale
• Biocide
• Acids
– Excessive Utility Use
• Electrical Use
– Chiller inefficient Kw / Tn
• Process management
– Staff assigned no / low value activities
• Daily water testing
– Important information not communicated
• H/E
– Approach, Heat Flux, Etc
• Tower efficiency
• Atmospheric conditions
– Wet bulb, dew point, humidity
– Out of spec conditions not reported until
damage is done vs with in seconds

Getting Started• No Cost to Client
– Water Samples provided to SWS LLC
• City & Tower
– System Information
• Cost
– Water, Sewer, Power, Descaling
– Tns total system design
– % Load On Line
» Fall, Winter, Spring, Summer
» Days in each season
• Output with in 2 weeks
– Savings available, Cap Ex, Op Ex
• Pilot is available
• Process guarantee
– $ savings will be delivered
– Water will be saved
– System will operate with less scale than is currently the case
– System will operate with less corrosion than is currently the case
– System will operate with less energy than is currently the case

Preface - Drought
Houston – We Have A Problem

Preface - Inefficiency

No Water
From Water Project
Reservoirs are Drying Up
Preface – Surface Water

Preface – Ground Water

Preface - Food Prices

Preface
People, Food, Energy – All Need H2O

Preface – Energy Cost Up

Executive Summary
Too Many Big Straws in The Milkshake

Help Do Your Part to Help Us Help You
Save 1,000,000,000 GPY

The Data on Water
• As data centers get larger, they are getting
thirstier as well. The enormous volume of
water required to cool high-density cloud
computing server farms is making water
management a growing priority for data
center operators. A 15-megawatt data center
can use up to 360,000 gallons of water a
day, according to James Hamilton, a data
center designer and researcher at
Amazon.com.

The Data on Water
• Hospitals on average use 136,000
gallons of water / year / bed for cooling

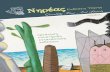
Get the Water Chemistry Right
Proper Water Chemistry Allows Higher Cycles
-
2,000,000
4,000,000
6,000,000
8,000,000
10,000,000
12,000,000
14,000,000
2 4 6 8
Annual Water Use 500 Tn Chiller

Carbonate Based Scales• 6/18 of common scales in cooling applications
are associated with Carbonate / BiCarbonate
– Calcite
– Aragonite
– Witherite
– Strontianite
– Calcium Oxalate
– Stederite
• Eliminate this with H+
CO3-2 + 2H+= CO2 + H200 0
0
Condensafe II
In the past Today
danger

Carbonate Based Scales• 4/18 of common scales in
cooling applications are
associated with Sulfate
– Anhydrite
– Gypsum
– Barite
– Celestite
• Eliminate this by not feeding
H2SO4
CO3-2 + 2H+= CO2 + H200 0
0
Condensafe II
In the past Today
danger

Condensafe II
• Synthetic
• Functional replacement for H2SO4
• On June 18, 2008
– Dr. Robert Scheuplein, Toxicologist and Veteran Director of the Office of
Toxicology Sciences at FDA’s Center for Food Safety and Applied Nutrition.
• Dr. Scheuplein has assessed that the active ingreadient in Condensafe II is “Generally Recognized as Safe
(GRAS) in accordance with FDA assessment guidelines.
• Condensafe product formulations
– carry a triple zero Hazardous Materials Information System Score
– An A rating with regards to required PPE
– Are 100% biodegradable in 30 days or less per EPA, Design for the Environment,
– OECD and Hach Reactor method guidelines and meet or exceed stringent Direct Release Guidelines for 10 day
bio-degradation.
– The entire family of SAFE products
• are non-regulated by the
– US D.O.T.,
– CANADIAN TDG, IMO and IATA.
• are classified as non-voc, non-corrosive, non-mutagenic, and non-toxic.
• show no potential for the generation of carbon dioxide under NIOSH 7903, OSHA & ACGIH testing protocols.

All Good Cooling Inhibitors Contain Common
Building Blocks – BZT
• BZT is a corrosion inhibitor and/or yellow metal deactivator based on 1,2,3-
benzotrizole.
– BZT prevents corrosion of yellow metals such as copper, copper alloys, bronze, and other
metals.
– BZT inhibits the corrosion of steel, cast iron, cadmium and nickel alloys under certain
conditions.
– BZT reduces the corrosive influence of copper ions on various metals.
– HEDP
• HEDP is an organophosphoric acid corrosion / scale inhibitor.
– HEDP can chelate with Fe, Cu, and Zn ions to form stable chelating compounds.
– HEDP shows excellent scale and corrosion inhibition effects under temperature 250℃.
– HEDP has good chemical stability under high pH value, hard to be hydrolyzed, and hard to be
decomposed under ordinary light and heat conditions.
– HEDP acid/alkali and chlorine oxidation tolerance are better than that of other
organophosphoric acids (salt).
– HEDP can react with metal ions in water systems to form hexa-element chelating complex,
with calcium ion in particular.
– PBTC
• PBTC acts as a crystal modifying agent and threshold inhibitor for calcium and other
metal salts.
– PBTC is widely used in industry as a sequestering agent and calcium carbonate scale inhibitor.
– In systems that utilize oxidizing microbiocides, such as bromine, PBTC exhibits superior
stability under oxidizing conditions compared to other organophosphonate compounds.
– Silica Control Polymer
• ACUMER 5000 is a proprietary multifunctional polymer with a molecular weight of
5000 that provides outstanding silica and magnesium silicate scale inhibition.
– ACUMER 5000 prevents silica-based scale formation by dispersing colloidal silica and by
preventing magnesium silicate scale formation at heat transfer surfaces

Alternatives
• Do Nothing
• Dolphin and or Magnets
– Relies on Low Cycles
• Wastes Water
• Deposits
• Corrosion
• Softeners
– Improper water chemistry results in corrosion
• Other Water Treatment Companies
– Low degree of monitoring
– Disincentive to provide service

Traditional Water Treatment
• Monitored
– Conductivity
– pH
• Controlled
– pH
– Conductivity
– Antiscale pump on and off

Dolphin
• Controls nothing
• Tower is bled to keep – Cycles Low
– Water Use High• Essentially once through cooling

Softeners
Softeners are not recommended for galvanized towers
• Historically, maximum service life was obtained by maintaining the chemistry of
the circulating water at an essentially neutral state (pH of 6.5 to 9.0) and
allowing the natural formation of a protective, light crystalline film on the zinc
surface which retarded the formation of white rust.
• While there is still some disagreement on the actual cause of the recent increase
in reported cases of "white rust", various water treatment experts are concluding
that some of the newer, higher alkaline, treatment chemistries actually inhibit the
formation of protective films on the galvanized surface and thus allow the
development of white rust.
• There are also indications that soft water (less than 30 ppm total hardness),
when combined with these high pH conditions, can exacerbate the problem.

We Use Water More Effectively


Nereus On Line Chemistry
• Conductivity
– Controls cycles of concentration
• pH
– Controls alkalinity / LSI / Scale
• ORP
– Controls biocide feed
– Biological control
• Antiscalant
– Controls scale
• Ca
• Si
• Fe

Nereus On Line Meters
• Make Up– Water Use and cost
• Bleed– Sewer discharge and cost
• Recirculation– Supply to Heat Exchangers
• Temperature– Air Dry
– Air Wet bulb
– Heat exchanger supply water
– Heat exchanger return water
– Refrigerant condensing temperature
• Chemical inventory levels
• Chemical feed rate

Nereus Auxilary
• Corrosion coupons– System metallurgy
• Biological Testing– Total Aerobic Count
– Sulfate Reducing Bacteria
– Mold
– Fungus

Nereus Calculations
• Tower– Efficiency and efficiency vs design
– Approach and approach vs design
– Delta T and delta T vs design
• Heat Exchanger– Approach and approach vs design
– Heat Flux in BTU / Sq. Ft. / Hr. and Heat flux vs
design
– $ lost due to fouling
• Today / this Month / YTD
• Yr over Yr
• Water– $ / Day, Month, Yr
– $ vs budget Day / Month / Yr
– Yr over Yr
• Sewer– $ / Day, Month, Yr
– $ vs budget Day / Month / Yr
– Yr over Yr
• Chemical– % Tank level
– $ / Day, Month, Yr
– $ vs budget Day / Month / Yr
– Yr over Yr

Nereus Calculations
• Refrigeration tns on line
• Refrigeration as a % of design max
• Cost / Tn of refrigeration for – Water actual / actual vs budget / Yr vs Yr
– Sewer actual / actual vs budget / Yr vs Yr
– Chemical actual / actual vs budget / Yr vs Yr
– Power actual / actual vs budget / Yr vs Yr
• Refrigeration Efficiency– Kw / Tn refrigeration actual / actual vs budget / Yr vs Yr

Nereus vs Old School

We Use Water More Effectively

Getting Started• No Cost to Client
– Water Samples provided to SWS LLC
• City & Tower
– System Information
• Cost
– Water, Sewer, Power, Descaling
– Tns total system design
– % Load On Line
» Fall, Winter, Spring, Summer
» Days in each season
• Output with in 2 weeks
– Savings available, Cap Ex, Op Ex
• Process guarantee
– $ savings will be delivered
– System will operate with less scale than is currently the case
– System will operate with less corrosion than is currently the case
– System will operate with less energy than is currently the case

Appendix
• Chiller Facts
• Measuring
• Definitions
• Chillers
• Fouling
• Chiller Efficiency
• Improving Chiller Efficiency
• Typical Water Treatment Problems
• Pitting

Chiller FactsThis article has been published in Maintenance Technology and Hotel Engineer Magazines.
• Chillers are the single largest energy-using component in most facilities, and can
typically consume over 50% of the electrical usage.
• Chillers use approximately 20% of the total electrical power generated in North America
• U.S. Department of Energy estimates that chillers expend up to 30% in additional
energy through inefficiency.
• With over 100,000 chillers in the United States alone, inefficiency costs industry billions
of dollars in energy annually.
• Chillers running inefficiently also result in decreased equipment reliability, increased
maintenance intervals and shortened lifespan. The slightest decrease in chiller
performance can have a major impact on efficiency.
• For instance, every 1°F increase in condenser water temperature above full load
design can decrease chiller efficiency by 1% to 2%.
• A failing or neglected water treatment program can reduce efficiency 10% to 35% or
more in extreme cases.

Measuring
• The metric for water usage in the data center is defined at a
high level as Water Usage Effectiveness or WUE
Annual Water Usage
IT Equipment Energy
• The units of WUE are liters/kilowatt-hour (L/kWh).
• IT Equipment Energy. This includes the load associated with all
of the IT equipment, including computer, storage, and network
equipment, along with supplemental equipment such as KVM
switches, monitors, and workstations/laptops used to monitor
or otherwise control the data center
• “We think that 0.22 L/kWh is a great result, but it should be
noted that the WUE concept is fairly new and, to our
knowledge, no one else has publicly reported WUE yet,” writes
Facebook’s Daniel Lee. “

Definitions
• 1 ppm
– 1 Lb. of something / 1,000,000 Lbs. of something
– Ex 1 pounds antiscale / 1,000,000 Lbs water
– 10 pounds antiscale / 1,000,000 Lbs water
– Our Dose of antiscale
• 100 – 200 pounds antiscale / 1,000,000 Lbs water
• 10 – 20 / 100,000
• 1 - 2/ 10,000
• 2 – 4 / 20,000 Find 2 guys at an average a’s game
• Q or Heat Flux = BTU / Sq. Ft. / Hr
• 1 Tn Refrigeration = 12,000 BTU / Hr rejected
• Cycles = How many times a feed water is concentrated up
• Bleed = water removed from the system to control cycles

Definitions
• Heat exchangers were initially developed to use plain (or
smooth) heat transfer surfaces.
– An Enhanced heat transfer surface has a special surface geometry
that provides a higher thermal performance, per unit base surface
area than a plain surface.
Internal Enhancement External Enhancement

Chillers
• What is a Chiller?
– A chiller is a water-cooled air conditioning system that cools inside air, creating a
more comfortable and productive environment.
– Chillers are also used in the manufacturing environment to provide "process"
cooling to equipment in an effort to maximize productivity.
• With large facilities, such as commercial buildings, hospitals, universities,
government facilities and theme parks, the cost of energy to generate
cooling in excess of 50 tons is cost prohibitive with air-cooled units.
• Water-cooled chillers produce higher tonnage at lower costs per ton,
creating greater energy efficiency.
• Typical Home
– has 3-5 tons of cooling capacity.
• Typical Data Center
– has 300 – 1000 + tns cooling
– Older = smaller
– Newer = larger
• Typical Hospital
– has 2 – 5 tns / bed

Chillers
• How a Complete Chiller System
Works
– Chillers circulate chilled water to
air-handlers in order to transfer
heat from air to water.
– This water then returns to the
evaporator side of the chiller
where the heat is passed from the
water to a liquid refrigerant (freon).
– The refrigerant leaves the
evaporator as a cold vapor and
enters the compressor where it is
compressed into a hot vapor.
– Upon leaving the compressor, the
vapor enters the condenser side of
the chiller where heat is
transferred from the refrigerant to
the water side of the condenser
where it is circulated to an open
cooling tower for the final removal
of heat via evaporation in the
cooling tower.
Closed Chilled Water Loop Open Tower Water Loop
Potential Fouling Points
On Water Side

Fouling• 240 ton chiller
– Greg Bush Regional Services Lead for Americas
• SAP GFM Data Center Services
• Regional Energy Manager for Americas
– In the case of SAP at $0.15 kWH
– $5,600.00 a year in wasted electricity per degree approach
fowling. This is a meter verified number.
• Chiller in study has efficiency of .65 Kw per ton annualized.
EPA statement said a 1000 ton chiller at
$0.11 per kWH is $10,000.00 a year of
wasted energy per degree fouling

Chiller Efficiency
• Chiller efficiency is the amount of energy (electricity) it takes to produce a "ton" of
cooling. It is expressed as kw/ton.
– All chillers have a designed kw/ton efficiency that was established when the chiller was
commissioned.
– Plant design, water treatment, maintenance practices, chiller age, cooling tower design,
cooling load and plant operations dramatically effect chiller operating efficiency and
operating costs.
• A chiller "operator" is known by several titles, including Stationary Engineer, HVAC
Engineer and Service Technician.
– Operation and maintenance includes collecting and logging data from various gauges,
controls and meters located on or near the chiller.
• There are essentially three types of maintenance performed on chillers;
– Water chemistry is maintained to keep proper balance and minimize the effects of scale,
corrosion and micro-biological / debris fouling.
– Mechanical maintenance includes proper lubrication, adequate liquid refrigerant, oil levels
and pump curve tests.
– Operational procedures include eddy-current tests, oil analysis, calibration of gauges and
meters and other various tests.

Improving Chiller Efficiency
• The best way to provide precise data, obtain concrete results and minimize problems
is to verify flow rates to the chiller for tonnage measurements and other
calculations to determine efficiency.
Four methods for determining flow are
inline flow meter, external flow meter, delta pressure and delta temperature.
• The use of delta temperature along with a flow meter or delta pressure gauge creates a powerful
diagnostic tool that can detect problems affecting efficiency in the chiller system.
• Increase the Chill Water Temperature and Lower the Entering Condenser Water Temperature For
constant speed chillers, every 1°F increase in chill water temperature can increase chiller energy
efficiency 1 to 2%. For variable speed chillers, every 1°F increase in chill water temperature can result in
a 2 to 4% efficiency increase.
• Take advantage of wet bulb conditions in the cooling tower system to lower the chiller's entering
condenser water temperature. This can result in a 1 to 1.5% efficiency improvement for every 1°F below
the chiller full load design.

Improving Chiller Efficiency
• A good water treatment program is a necessity for efficiency. Maintaining the proper
water treatment will prevent costly problems.
– If a problem(s) already exists, take the necessary steps to correct it immediately.
• Biocide and Scale/Corrosion Protection
– A water treatment program provides a biocide program that minimizes microbiological
growth along with excellent scale/corrosion protection.
– Microbes, if not properly controlled, can cause numerous problems, such as forming sticky
slime deposits in the tube bundle of a chiller, possibly reducing heat transfer efficiency 15%
or more.
– The situation can be compounded by the formation of permanent scale or iron deposits on
the sticky site. If this occurs, an additional 10 to 20% loss in heat transfer efficiency may
result.

Typical Problems Encountered
• Tower Basin
– Calcium deposits
– Corrosion Tubercle
• Tubercle removed
• Under Deposit Corrosion
• Corrosion Perforation– Under Deposit Corrosion

Pitting
• All forms of corrosion, with the exception of some types of high-
temperature corrosion, occur through the action of the electrochemical
cell.
• The elements that are common to all corrosion cells are:
– An anode where oxidation and metal loss occur,
– A cathode where reduction and protective effects occur,
– Metallic and electrolytic ( system water ) paths between the anode and
cathode through which electronic and ionic current flows,
– A potential difference that drives the cell.
• The driving potential may be the result of differences between the characteristics of
dissimilar metals, surface conditions, and the environment, including chemical
concentrations.

Pitting
• Pitting corrosion is a localized form of corrosion by which cavities or
"holes" are produced in the material.
• Pitting is considered to be more dangerous than uniform corrosion
damage because it is more difficult to detect, predict and design against.
• Corrosion products often cover the pits.– A small, narrow pit with minimal overall metal loss can lead to the failure of an entire
engineering system.
– Pitting corrosion, which, for example, is almost a common denominator of all types of
localized corrosion attack, may assume different shapes.
• Pitting is initiated by:– Localized chemical or mechanical damage to the protective oxide film; water chemistry
factors which can cause breakdown of a passive film are acidity, low dissolved oxygen
concentrations (which tend to render a protective oxide film less stable) and high
concentrations of chloride (as in seawater)
– Localized damage to, or poor application of, a protective coating
– The presence of non-uniformities in the metal structure of the component, e.g. nonmetallic
inclusions.
• Theoretically, a local cell that leads to the initiation of a pit can be caused
by – an abnormal anodic site ( under a deposit ) surrounded by normal surface which acts as a
cathode,
– or by the presence of an abnormal cathodic site surrounded by a normal surface in which a
pit will have disappeared due to corrosion.

Theory
• Water Chemistry– Lack of proper water treatment chemistry allows deposits to occur
– Ca, Mg, Fe
– Deposits cause corrosion
– Corrosion products cause more deposits / corrosion with out proper treatment

Observations
• Corrosion
• Corrosion Products
• Corrosion products covered with
scale
• Scale is chips off and anode is
formed
• Small anode
• Combined with large cathode
• Pitting is expected
Related Documents