44th International Conference on Environmental Systems ICES-2014-273 13-17 July 2014, Tucson, Arizona International Conference on Environmental Systems 1 Inspiration Mars ETDU Air Management System Test Results Tyler Ball 1 and Barry Finger 2 Paragon Space Development Corporation, Tucson, AZ, 85714 Christian Junaedi 3 Precision Combustion Inc., North Haven, CT 06473 Meagan Rich 4 Giner Inc., Newton, MA 02466 Matt Cates 5 TDA Research, Wheat Ridge, CO 80033 The Inspiration Mars Environmental Control and Life Support Systems (ECLSS) Technology Demonstration Unit (ETDU) program has completed testing six key elements which enable closed loop life support. Of those six elements, four are included in the Air Management System (AMS): CO 2 Reduction Assembly (CRedA), CO 2 Removal Assembly (CRemA), Oxygen Production Assembly (OPA), and the Trace Contaminant Control Assembly (TCCA). Each of the four assemblies was tested at the Paragon facilities in Tucson and was shown to meet or exceed the key functional requirements for closed loop life support. I. Nomenclature ACB = Activated Carbon Bed HCHO = Formaldehyde AGS = Acid Gas Scrubber HTCO = High Temperature Catalytic Oxidizer AMS = Air Management System IM = Inspiration Mars CRedA = CO 2 Reduction Assembly ISS = International Space Station CRemA = CO 2 Removal Assembly OPA = Oxygen Production Assembly ECLSS = Environmental Control and Life PBS = Product Breakdown Structure Support System ppCO 2 = Partial Pressure of CO 2 ETDU = ECLSS Technology Demo Unit TCCA = Trace Contaminant Control Assembly II. Introduction nspiration Mars is a privately-funded program to launch two crew members on a 500 day fast free trajectory that launches in January 2018 and swings by Mars. The discovery of a trajectory allowing for an opportunity to send a space vehicle from Earth, have it fly around Mars, and return to Earth in a relatively short time period, on the order of 500 days (Earth-Mars free-return mission) enables a unique opportunity for mankind. Preliminary analyses have shown that the required technology to facilitate such a manned voyage is, or will be in place in time for the next launch opportunity in January of 2018. 1 AMS IPT Lead, 3481 E. Michigan St., Tucson, AZ 85714 2 Director of ECLSS, 1322 Space Park Dr., Houston, TX 77058, Senior AIAA Member 3 Manager, Microlith ® Research, 410 Sackett Point Rd, North Haven, CT 06473 4 Design and Test Engineer, 89 Rumford Ave, Newton, MA 02466 5 Senior Engineer, 12345 W. 52 nd Ave., Wheat Ridge, CO 80033 I

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
1
Inspiration Mars ETDU Air Management System Test
Results
Tyler Ball1 and Barry Finger2
Paragon Space Development Corporation, Tucson, AZ, 85714
Christian Junaedi3
Precision Combustion Inc., North Haven, CT 06473
Meagan Rich4
Giner Inc., Newton, MA 02466
Matt Cates5
TDA Research, Wheat Ridge, CO 80033
The Inspiration Mars Environmental Control and Life Support Systems (ECLSS)
Technology Demonstration Unit (ETDU) program has completed testing six key elements
which enable closed loop life support. Of those six elements, four are included in the Air
Management System (AMS): CO2 Reduction Assembly (CRedA), CO2 Removal Assembly (CRemA), Oxygen Production Assembly (OPA), and the Trace Contaminant Control
Assembly (TCCA). Each of the four assemblies was tested at the Paragon facilities in
Tucson and was shown to meet or exceed the key functional requirements for closed loop life
support.
I. Nomenclature
ACB = Activated Carbon Bed HCHO = Formaldehyde
AGS = Acid Gas Scrubber HTCO = High Temperature Catalytic Oxidizer
AMS = Air Management System IM = Inspiration Mars
CRedA = CO2 Reduction Assembly ISS = International Space Station
CRemA = CO2 Removal Assembly OPA = Oxygen Production Assembly
ECLSS = Environmental Control and Life PBS = Product Breakdown Structure
Support System ppCO2 = Partial Pressure of CO2
ETDU = ECLSS Technology Demo Unit TCCA = Trace Contaminant Control Assembly
II. Introduction
nspiration Mars is a privately-funded program to launch two crew members on a 500 day fast free trajectory that
launches in January 2018 and swings by Mars. The discovery of a trajectory allowing for an opportunity to send a space vehicle from Earth, have it fly around Mars, and return to Earth in a relatively short time period, on the order
of 500 days (Earth-Mars free-return mission) enables a unique opportunity for mankind. Preliminary analyses have
shown that the required technology to facilitate such a manned voyage is, or will be in place in time for the next
launch opportunity in January of 2018.
1 AMS IPT Lead, 3481 E. Michigan St., Tucson, AZ 85714 2 Director of ECLSS, 1322 Space Park Dr., Houston, TX 77058, Senior AIAA Member 3 Manager, Microlith® Research, 410 Sackett Point Rd, North Haven, CT 06473 4 Design and Test Engineer, 89 Rumford Ave, Newton, MA 02466 5 Senior Engineer, 12345 W. 52nd Ave., Wheat Ridge, CO 80033
I

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
2
However, before the full scale development of the flight system can begin, we must first determine that the state
of the art technologies of today will, in fact, be sufficient to execute such a mission successfully. Or, if the required
technologies are not mature enough today, is there a path to mature those required technologies to support a January
2018 launch.
Paragon was tasked to develop a bench-top level closed Environmental Control and Life Support System
(ECLSS) that is sufficient to demonstrate key technologies, and to show that there is a path to mature these technologies to meet the requirements of such a mission. Within the 12 month period of performance (January 2013
through December 2013), we were tasked to procure and/or develop key ECLSS components, conduct laboratory
bench-top testing, and to generate performance parameters and data.
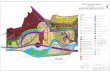
This paper summarizes the testing efforts for the key ECLSS components chosen for testing within the Air
Management System (AMS). These components include the Trace Contaminant Control Assembly (TCCA), CO2
Removal Assembly (CRemA), CO2 Reduction Assembly (CRedA), and the O2 Production Assembly (OPA). Figure
1 outlines the assumed ECLSS architecture to illustrate the relationship of these four AMS components (highlighted
in blue) to the rest of ECLSS.
Figure 1: Inspiration Mars ECLSS Product Breakdown Structure (PBS)
ECLSS Architecture*
Air Management System
Pressure Control Subsystem
Absolute Pressure
O2 Partial Pressure
Pressure Relief
Gas StorageAtmosphere Monitoring
Air Revitalization Subsystem
Air Filtration
Post Fire Recovery
Trace Contaminant Control
CO2 Removal
CO2 Reduction
O2 Production
Temperature Control
Humidity Control
Circulation
Fire Detection & Supression Subsystem
Water Management System
Food Management System
Waste Management System
Thermal Control System
*PBS does not include Crew
Provisions such as medical
equipment, clothing, and
exercise equipment. Crew
provisions are tracked as a
separate System.

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
3
While there were many technology options available to fulfill the four selected elements, the specific technology
chosen was based on technology readiness level, complexity, reliability, cost, and time to procure. Mass and
volume were considered as well, but since these technologies were produced for bench top performance tests, it was
well understood that the ETDU assemblies were not mass or volume constrained. The most constraining metrics
were cost and procurement time which resulted in hardware that was specifically designed for bench top
demonstrations with a minimal flight-like design or packaging considerations. The following sections in this paper will walk through each of the four subassemblies, with a focus on the driving functional requirements and the results
from their performance testing.
III. CO2 Reduction Assembly (CRedA)
A. CRedA Overview
While several CO2 reduction technologies have been developed over the years12, a Sabatier based system was
chosen for the CRedA as designed and manufactured by Precision-Combustion, Inc. (PCI). Designing a suitable
reactor for the exothermic Sabatier reaction is a key challenge. A low operating temperature is preferred for the
Sabatier reaction in order to achieve high reactant conversions and CH4 selectivity due to the thermodynamic limitations at higher operating temperatures. However, the reaction is severely kinetically limited at low operating
temperatures, which will result in reaction quenching due to slow rates of reaction. To remedy this, typical Sabatier
reactors are operated with long residence times (i.e., low gas hourly space velocity (GHSV)) resulting in bulky
systems. Additionally, commonly used pellet catalyst beds have low heat transfer coefficients which create another
challenge when trying to achieve uniform reactor operating temperatures. Local hot spots are typically encountered
in pellet catalyst beds which lead to catalyst deactivation due to metal sintering, resulting in the need to significantly
oversize the beds. PCI’s Sabatier Reactor, previously integrated into a 4-crew CO2 Reduction Assembly, achieved
high CO2 conversion and high CH4 selectivity at high space velocities without catalyst degradation (tested for 1000
hours). This novel approach was made possible by the use of high-heat-transfer and high-surface area Microlith®
catalytic substrates, allowing catalyst operation at conditions favorable for thermodynamic equilibrium of the
Sabatier reaction.
PCI designed, developed, integrated, and demonstrated bench-top hardware with its Microlith®-based Sabatier reactor technology for the recovery of water from CO2. This CO2 reduction approach utilized the Sabatier
technology developed for NASA’s ECLSS and ISRU applications and is based on PCI’s patented Microlith®
technology. The Sabatier reactor prototype has demonstrated weight and size savings as well as durability for long-
term missions, with the capability to achieve high CO2 conversion and high water selectivity at space velocities of
30,000-60,000 hr-1. The combination of the Microlith® substrates and durable, novel catalyst coating and reactor
design permitted efficient Sabatier reactor operation that favors high reactant conversion, high selectivity, and long-
term durability which is an improvement to the equivalent ISS state-of-the-art. The major advantages of the system
were realized through the use of metal substrates to provide structural integrity (i.e., less partition of catalysts) and
enhanced thermal control for the exothermic process. PCI developed a complete CRedA to recover water from cabin
CO2 for a 2-crew mission for bench-top ECLSS hardware demonstration by integrating the existing Microlith®
Sabatier technology with the necessary balance of plant components, including condenser, phase separator, pumps, sensors, valves, and controls. The reactor was approximately 0.9 liter, consisting of a heat exchanger, cooling
system, recuperator, and less than 30 mL of catalyst. The schematic for CRedA is shown in Figure 2 while a
conceptual model of the complete CRedA is shown in Figure 3.

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
4
Figure 2: CRedA Schematic
Figure 3: Model of CRedA as designed by PCI
B. CRedA Driving Requirements and Test Objectives

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
5
The driving performance requirements for CRedA are provided in Table 1.
Table 1: CRedA Driving Performance Requirements
No Title
Performance
Requirement Rationale
1 Crew Size 2 Established crew size for Inspiration Mars
2 CO2 production per crew
member per day 1 kg/CM-d
Size CRedA to process all metabolically
produced CO2 (NASA CO2 production rate at an average of 450 Btu/hr is 1 kg/CM-day)
3 H2O Production Rate 0.7 kg/CM-day
Water production rate assuming an 85%
theoretical conversion to water which is the
baseline efficiency in the IM ECLSS model
4 Duty Cycle ≤ 50%
The shorter duty cycle allows time for the crew
to perform nominal maintenance and
contingency repairs
It is well understood that metabolic loads vary greatly depending on the person and the type of activity being
performed. Given the overall length of the mission, which will require many hours of sleep and high activity, it was
decided that the average values presented in the table would be sufficient at this point in the program. In addition,
the current assumption for the mission includes 10 m3 of free volume per crewmember which will provide a
significant buffer during peak load situations. A thorough analysis of the expected transient metabolic loads and
their effect on atmospheric conditions will be performed in a follow-up program.
Nominal operation would be at a 100% duty cycle with CO2 delivered from CRemA. The 50% duty cycle
requirement was meant to allow for downtime in long duration operation due to maintenance or repairs. After that downtime, CRedA could be operated at a higher CO2 flow rate to catch up the water production. The derived test
objectives and verification methods for CRedA bench testing is shown in Table 2.
Table 2: Test Objectives and Verification Methods
Number Objective Verification Method
1 Operate at a duty cycle of ≤50% Record the CO2 flow rate from the mass flow controller and
ensure that it is flowing at a rate ≥ 0.162 kg/hr (1.5 SLPM)
2 Process CO2 nominally for 1 week
Record the CO2 processing over the course of 1 week of operation and verify:
Average CO2 Processing Rate ≥ 2 kg/day (0.081 kg/hr or
0.75 SLPM)
3
Produce water nominally for 1 week at
a minimum CO2 reduction efficiency
of 85%
Record the mass of water produced over time and use it to
verify that:
� −�����
����
≥ �% �� �����������
�������
≥ �%
The process for calculating the efficiency involved several calculations. First, due to the inefficiencies of the
condenser, it was well known that a small portion of the water produced was wasted in the product stream. For each
test, the measured temperature of the product stream was used to calculate the mass of water lost (assuming it was
fully saturated at that temperature). The total water produced was then defined as the sum of the actual collected water and the calculated water lost. The ratio of the stoichiometric ideal water production rate (based on the rate of
supplied CO2) provided the CO2 reduction efficiency. The ideal Sabatier reaction is shown in Eq. (1).
��� + ���� → ��� + ���� (1)

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
6
The largest unknown in this calculation was the amount of water lost in the product stream, which made up
approximately 2-4% of the total water production. While these calculations are a reasonably close approximation,
more accurate results could be obtained by directly measuring the product CO2 and humidity.
C. CRedA Test Results All of the CRedA testing was performed in the month of October 2013. First, the system as a whole was leak
checked to verify that none of the fittings or valves had become loose or damaged during shipment. Next, a series of
performance tests was performed including a 1-week long endurance test. Following the last performance test, a
sample of the collected water was sent out for water quality analysis. The results of these tests are presented here.
1. System Leak Check
The complete CRedA system was checked for leaks with pressurized N2 for 16 hours and the pressure decay was
recorded. This data is shown in Figure 4.
Figure 4: CRedA Leak Test Results
The system demonstrated a leak rate of about 0.2 psig per hour over the course of the test. This level of leak was
consistent with the commercial hardware used on CRedA and was sufficient for the purpose of demonstrating
performance.
2. Test 1 - 50% Duty Cycle with 4 H2 to 1 CO2
The first performance test that was run was at a CO2 processing rate equivalent to 50% duty cycle
(corresponding to 1.5 SLPM of CO2) with a 4:1 ratio of H2 to CO2 (corresponding to 6 SLPM of H2). The purpose of this test was to show compliance with the first test objective which specifies processing CO2 at the rate required
to achieve a 50% duty cycle. The steady performance of the system can be seen in the system temperature data
shown in Figure 5.

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
7
Figure 5: 50% Duty Cycle Temperature Data (H2:CO2 ratio of 4:1)
The set point for the reactor temperature was controlled via the “Reactor Outlet #1 TC” which was set to the
optimal temperature of 280°C. After about 30 minutes the temperature came to steady state conditions and the
CRedA was able to hold those conditions throughout the duration of the test with little variability. The one
exception to this is the obvious perturbations of the reactor outlet temperature early in the test. This was due to an
inadvertent shut-off of the hydrogen supply to the CRedA during testing which was quickly corrected. As the
hydrogen supply was removed, the CRedA demonstrated how it would safely shut itself down using the built-in
safety alarms and automated shutdown sequence, and also safely and quickly start back up once the hydrogen was resupplied. This unintentional shutdown event demonstrated the robustness of the CRedA control and safety
systems that provide protection to the operator and the reactor by safely shutting down the system due to off-spec
operating conditions. Throughout testing, the condensed water was collected and its mass was measured in order to
verify the water production efficiency of the CRedA. The rate of water collection is shown in Figure 6.
Figure 6: CRedA Water Collection Profile (50% Duty Cycle and H2:CO2 ratio of 4:1)

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
8
CRedA used ambient lab air to condense the product water and as a result, the physical water collection did not
include a small amount of moisture contained in the waste gas stream. As the purpose of the test was not to evaluate
the efficiency of the condenser, it was necessary to calculate the amount of water that was not condensed and add
that to the production. To do this, it was assumed that the waste gas was fully saturated. Given the waste gas flow
rate along with the condenser outlet temperature, the mass flow rate of water vapor was calculated. The total water production was calculated to be 1.86 g/min which equated to an efficiency of 83.1%. This test successfully showed
that CRedA can process CO2 at the 50% duty cycle flow rate and produce a steady supply of water at 1.86 g/min. A
summary of these results is shown in Table 3.
Table 3: 50% Duty Cycle Test Results
Test Duty
Cycle
H2:CO2
Ratio
Water
Collection
Rate (g/min)
Water
Waste Rate
(g/min)
Total Water
Production
(g/min)
Theoretical
Maximum Water
Production
(g/min)
Efficiency
1 50 4:1 1.79 ~0.07 1.86 2.23 83.1%
3. Test 2 - 100% Duty Cycle with 4 H2 to 1 CO2
The CRedA was completely shut down and cooled off after the completion of the first test in order to
demonstrate the ability to cycle the hardware. Once it was completely cooled off, the system was restarted for a second test with CO2 flowing at 0.75 SLPM and H2 flowing at 3 SLPM which is equivalent to a 100% duty cycle.
The purpose of this test was to show compliance with objectives 2 and 3 which were to demonstrate one week
straight of performance at 100% duty cycle and to achieve a CO2 reduction efficiency at a minimum of 85%. The
operating conditions, other than the flow rates, were identical to the first test described above. The plot of system
temperature over time can be seen in Figure 7.
Figure 7: 100% Duty Cycle Temperature Data (H2:CO2 ratio of 4:1)
Given the same temperature set points from the previous test, the data looks almost identical. The CRedA
operated uninterrupted for the total duration of the test which ran for 183 hours (7.6 days) at the optimal operating

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
9
temperature. These results meet the second objective by showing continuous operation for more than 7 days. The
water collection data for this test is shown in Figure 8.
Figure 8: CRedA Water Collection (100% Duty Cycle, H2:CO2 ratio of 4:1)
The average water collection over the course of this test was 0.94 g/min. The same process was followed to
calculate the water vapor that escaped with the waste gas stream which resulted in a total water production of
approximately 0.967 g/min which is equivalent to an efficiency of 86.5%. The flow rate allowed for a higher
residence time for the process stream which resulted in a higher efficiency. These results verify the third test
objective, which were to demonstrate an efficiency greater than or equal to 85%. A summary of the water production results are shown in Table 4.
Table 4: 100% Duty Cycle Test Results
Test Duty
Cycle
H2:CO2
Ratio
Water
Collection
Rate (g/min)
Water Waste
Rate (g/min)
Total Water
Production
(g/min)
Theoretical
Maximum Water
Production
(g/min)
Efficiency
2 100 4:1 0.94 ~0.03 0.97 1.12 86.5%
4. Test 3 - 100% Duty Cycle with 3.5 H2 to 1 CO2
During the Inspiration Mars mission, it is expected that the crew will be H2 limited meaning that there will be an
excess of CO2 to react with the amount of H2 that is produced via water electrolysis. Given that operating scenario,
it becomes more important to utilize as much hydrogen as possible knowing that excess CO2 will be vented overboard. The CRedA, as currently designed, has the flexibility to operate at various H2:CO2 ratios. Given the IM
concept of operations, it was of interest to see if the CRedA could operate at a lower H2:CO2 ratio. Test number
three was performed for this purpose at an H2:CO2 ratio of 3.5. The temperature data for this test are shown in
Figure 9.

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
10
Figure 9: 100% Duty Cycle Temperature Data (100% Duty Cycle and H2:CO2 ratio of 3.5:1)
The reduced flow rate of H2 extended the time it took to get the reactor up to the operating temperature (almost 4
hours instead of 30 minutes). Once up to the steady-state temperature, the CRedA had a very stable and consistent reaction as shown by the plot. The water collection data are shown in Figure 10.
Figure 10: CRedA Water Collection (3.5:1 H2 to CO2 @ 100% Duty Cycle)

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
11
The average water collection over the course of this test was 0.84 g/min. The same process was followed to
calculate the water vapor that escaped with the waste gas which resulted in a total water production of 0.86 g/min
which is equivalent to a CO2 conversion efficiency of 76.8%. However, since it was hydrogen utilization that was
the goal, the efficiency with respect to hydrogen conversion was 87.7%. A different way to look at the data was to
define a new metric: water production/hydrogen supply. By using the data from the second test, this was calculated
to be 0.322 g H2O/(min*SLPM of H2). The same calculation using the data from third test yielded a value of 0.327 g H2O/(min*SLPM of H2). By both comparisons, it is clear that there is not a significant advantage to operating the
CRedA at a lower H2:CO2 ratio. The reduced efficiency at producing water does not overcome the advantage of
operating at a lower hydrogen supply rate for this particular configuration. Design optimization can be pursued in
the future to enable higher efficiency operation of the CRedA at a H2:CO2 ratio of 3.5:1.
5. Water Quality Testing
During the IM mission, the concept of operations involves feeding water produced by the CRedA to the OPA for
water electrolysis. The OPA will require a certain water quality in order to not damage the hardware over time. In
order to provide an early indication of how clean the water produced by CRedA is, a sample of water was sent out
for testing. The tests were similar to those performed on the Primary Water Processor product water. A summary of
the tests and the results is given in Table 5.
Table 5: Water Quality Test Results
Test
Number Test Name Result Units
Minimum
Reporting Limit
SM 2320B Bicarbonate
Alkalinity Not Detected mg/L 3
SM 2510B Specific
Conductance 5.03 umhos/cm 1
SM 2540C Total Dissolved
Solids (TDS) Not Detected mg/L 3
SM 4500
NH3 Ammonia as N Not Detected mg/L 0.046
SM 5310C
Total Organic
Compounds
(TOC)
Not Detected mg/L 0.50
Paragon Test pH 6.24 n/a n/a
In general, these results show that the water produced by the CRedA is very clean. The specific conductance
was low and the pH was close to neutral. These results support the concept of sending water from the CRedA
directly to the OPA without the need for extensive water processing.
6. Summary of Testing at PCI
Prior to shipment of the CRedA to Paragon, PCI was able to perform a series of tests to verify proper
performance. The test matrix for those tests is shown in Table 6.
Table 6: PCI Test Matrix
Parameters Values
Duty Cycle 50% (1.5 SLPM CO2) and 100% (0.75 SLPM CO2)
H2:CO2 Ratio 3.5, 4.0, and 4.5
Water in CO2 Stream Up to 5% by mass
Many of the tests were very similar to those performed at Paragon with the addition of a H2:CO2 ratio of 4.5 and
a test including water vapor in the CO2 supply stream. PCI had the ability to feed a slip stream of the product gas to
a Gas Chromatograph (GC) equipped with a thermal conductivity detector in order to verify the CO2 conversion and
water production rate via mass balance calculation.

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
12
One additional CRedA performance test was run with 5% water vapor by mass in the CO2 supply stream. The
H2O collected was greater than the H2O generated due to the presence of about 0.13 g/min of water in the feed
stream. The performance of the CRedA was very similar to the dry test with only a minor reduction in the CO2
conversion efficiency (0.5% absolute reduction). A summary of the conversion efficiencies for the tests at PCI are
provided in Table 7.
Table 7: Summary of PCI Test Results
H2:CO2 Ratio
Water in CO2
Stream (% by
mass)
CO2 Conversion
(50% Duty Cycle;
1.5 SLPM CO2)
CO2 Conversion
(100% Duty Cycle;
0.75 SLPM CO2)
Water Production/H2
Consumption
((grams/min)/(SLPM
H2))
50% DC 100% DC
3.5 0 ~80.8% ~83.7% 0.38 0.36
4.0 0 ~89.0% ~93.0% 0.33 0.35
4.0 5 ~88.5% -- 0.33 --
4.5 0 ~95.5% ~98.8% 0.32 0.31
In general, the CO2 conversion efficiency results reported by PCI were higher than the derived results calculated
at Paragon. The difference is likely due to the difficulty at Paragon of quantifying the amount of water in the waste
gas stream. While assuming the waste stream was saturated was likely a fair assumption, there may have been a
small amount of liquid water carried in the waste gas stream that was not accounted for in the calculations. This is
supported by PCI’s calculation of about 5% of the product water in the waste stream while the Paragon calculations
were about 3-4%. It should be noted that the percentage of water vented in the product stream could be significantly
reduced by using a more effective condenser. For reference, a 3-5% waste would result in about 14-24 kg of
additional water required for the 500 day mission.
Although the Sabatier reaction was not significantly affected by the presence of 5% water vapor in the supply stream, there will be other operational problems created by the presence of water in the CO2 stream that will need to
be solved. The balance of plant equipment not tested here (such as the CO2 compressor, flow controllers, etc.) will
also need to be designed to handle water in the CO2 stream. One possible approach would be to ensure the
allowable water is maintained in vapor form in order to prevent unwanted condensation. Particular attention will
need to be paid to the integration of CRedA with the upstream components to ensure the complete system functions
properly.
Another interesting difference in the results has to do with the hydrogen utilization efficiency. The last two
columns of Table 7 show that the efficiency went down slightly as the H2:CO2 ratio was increased to 4.5, but also
that it noticeably increased when the ratio was lowered to 3.5. While the tests at Paragon were only able to show a
marginal increase, the PCI tests show it to increase about a 15% over the 4:1 ratio test. Given the discrepancy of
these two sets of hydrogen utilization results, the lower production efficiency should be utilized in system
sizing/performance calculations using the current CRedA prototype unless or until future testing is completed and verifies that a tangible advantage can be achieved at the lower H2:CO2 ratio.
D. CRedA Conclusions
Successful testing of the CRedA was completed at Paragon during the month of October, 2013. A series of tests
were performed which verified all three of the test objectives: (1) CRedA was able to process CO2 at a rate
equivalent to a 50% duty cycle, (2) CRedA was able to operate nominally for 1 week uninterrupted, and (3) CRedA
was able to demonstrate an efficiency of greater than 85%.
Additional tests were run to verify the product water quality and it was found to be very clean which supports its
use for water electrolysis in the OPA.
Finally, additional tests were run to evaluate the possibility of operating the CRedA at a lower H2:CO2 ratio in
order to use H2 more efficiently. Using the current CRedA configuration (currently optimized for operation at a H2:CO2 ratio of 4:1), tests at Paragon showed very little benefit while tests at PCI showed up to a 15% increase in
the water production-to-hydrogen supply ratio. It is recommended that future tests under a separate contract be
performed to fully understand the possible benefits of operating at lower H2:CO2 ratios and to optimize prototype
design and system control to allow for nominal operation at a lower H2:CO2 ratio.

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
13
While there were minor differences in the results obtained by Paragon and PCI, much of the variation can be
explained by the different data used for calculating the operating efficiency. PCI was able to utilize a GC to
examine the product stream while Paragon relied on product water mass data along with approximations for the non-
condensed water. Regardless of the method, both sets of tests confirmed that the system functioned properly for
more than 1 week and that the required efficiency and water production rate were successfully achieved.
IV. CO2 Removal Assembly (CRemA)
A. CRemA Overview
A thermo-vacuum regenerable molecular sieve based system similar to that employed on the ISS was chosen for
the CRemA as designed and manufactured by TDA Research. This configuration used multiple flow directing
valves through a two-bed molecular sieve type system with water management performed by a zeolite based
desiccant wheel. The CO2 scrubbing beds consisted of a type-5A zeolite. Since the ISS CO2 Removal Assembly
(CDRA) is designed for 4 kg/d CO2 removal and the IM requirement is 2 kg/d, the CRemA used a ½-scale system
and tubing sized to maintain close to the same fluid velocity. The basic schematic for CRemA is shown in Figure
11.
Figure 11: CRemA Schematic
The major difference between the IM CRemA configuration and the ISS CDRA is the use of the desiccant wheel
over two dedicated desiccant beds. The advantage to the desiccant wheel design is that it removes three of the five
flow directing valves which have been the source of failures on the ISS CDRA.
TDA’s desiccant wheel design came from a collaboration with Jacobs ESCG, HSC, and TDA to develop a
humidity control system to minimize the water loss during the evaluation of the CAMRAS unit at the ISS. Because
the re-supply of water to the ISS represents a high logistics penalty, the removal of humidity from the inlet of the CAMRAS is required to prevent water loss to space during vacuum regeneration. TDA’s flight-qualified desiccant
wheel incorporated into the flight experiment is currently being evaluated at the ISS. The use of a regenerable
desiccant wheel is much more compact than the current two bed desiccant system on CDRA in addition to
eliminating three flow directing valves. An image of the flight qualified desiccant wheel built by TDA for the
previous collaboration (and which is now on the ISS) is shown in Figure 12.
Figure 12: Flight Qualified Desiccant Wheel built at TDA, Currently on ISS

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
14
An image of the IM CRemA in the IM test facility at Paragon is shown in Figure 13.
Figure 13: IM ETDU CRemA
B. CRemA Driving Requirements and Test Objectives
The requirements that will be used to verify performance of the CRemA are shown in Table 8.
Table 8: CRemA Driving Performance Requirements
No Title Performance
Requirement Rationale
1 Crew Size 2 Established crew size for Inspiration Mars
2 CO2 Loading per Crew
member per day 1 kg CO2/Cm-d
Baseline NASA CO2 Production Rate at an
average of 450 Btu/hr
3 Average Cabin CO2 Partial Pressure Limit6
5.32 mmHg (709 Pa) SMAC 180 day requirement
4 Cabin Air Inlet Water
Content
≤50% RH at 75°F (dew
point of 55° F)
The CRemA must be sized to remove this
quantity of water from the cabin air inlet stream
and return it to the cabin air discharge.
5 Water Content in CO2
Desorb Stream < 5% by mass
This is the acceptable range water content for the
process stream which will be sent to the CO2
Reduction Assembly
6 Duty Cycle 100% This assembly will run continuously
6 It is understood that transient concentrations of CO2 may exceed this property during periods of high metabolic
rates.

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
15
The original dew point requirement for the inlet to CRemA was set at 66.6° F in an attempt to design a system
that could handle higher water content than the ISS CDRA. While that target is achievable, it was found that the
solution came with too large of an impact to the mass, volume, and power required by the desiccant wheel. The
flight implementation of the CRemA would likely be downstream of the cabin condensing heat exchanger which is
assumed to limit the water content to a dew point no higher than 55° F. This dew point requirement is similar to that
required by the ISS CDRA and is what was assumed for the final CRemA cabin air inlet water content requirement. The derived test objectives and verification methods are shown in Table 9.
Table 9: Performance Testing Objectives and Verification Methods
Number Objective Verification Method
1 Remove 2 kg/day of CO2 from the process
stream
Record the CO2 mass flow rate via the inlet CO2
concentration and the total process flow rate introduced
into the CRemA, subtract the CO2 mass that is reintroduced at the outlet, and verify that the difference
is ≥ 2 kg/day (0.772 SLPM)
2
Remove CO2 at a flow rate and efficiency
required to maintain a steady state average
Cabin CO2 partial pressure of 5.32 mmHg (709 Pa)
Record the CO2 inlet concentration, CO2 outlet
concentration, and the total process flow rate and
confirm the following relationship:
���� !""#$
� %&!'
∗1
*"+& ",--
∗ ./ ≤ 5.32 5567 (709 .<)
3 Provide a CO2 desorb stream with a water
content < 5% by mass
Record the humidity, pressure and dew point of the
desorb stream. Given that data, calculate the average
daily water content and verify that it is < 5% by mass
4 Operate Nominally for 1 week (100% duty
cycle)
Show that objectives 1-3 can be achieved continuously
over a 1 week period
CO2 was supplied to the CRemA via a dedicated cylinder which was mixed with lab air to generate the process stream. Roughly 1/3 of the CO2 supplied came from the lab meaning that the total CO2 flow rate was calculated
from the mixed CO2 concentration at the inlet along with the total flow rate. Objective two was meant to ensure that
the CO2 removal efficiency was sufficient to maintain the required cabin ppCO2 of 5.32 mmHg. Objective 1 could
be met at a relatively high inlet CO2 partial pressure, but without a minimum per pass removal efficiency, the second
objective would not be met.
Performance objective number 3 was verified by measuring the dew point and pressure at the desorb outlet. A
representative maximum dew point that meets the 5% requirement in Tucson was 30.75° C at 93 kPa (13.5 psia).
Requirement number 4 from Table 8 was not stressed during testing in the Tucson facilities, but results of humidity
stress testing at TDA will be presented. That requirement sizes the desiccant wheel by specifying the maximum
water content on the inlet stream. As the lab air in Tucson had some level of humidity, the desiccant wheel was
required to remove water from the process stream but was not challenged with its maximum design capacity. The
relative humidity will be measured to ensure that it does not exceed the 55° F dew point requirement.
C. CRemA Test Results
CRemA flow testing and week-long performance testing occurred during the month of December 2013. The
system was flow tested both before and after performance testing to verify any changes during the week-long test.
Performance testing occurred from December 9-20. Although testing was only required to occur for 7 continuous
days, testing was extended for two reasons. First, the facility data acquisition system failed during the first night of
testing which caused the loss of 17 hours of data. While the system was running normally during that time, no
useful performance data was captured. Second, the CO2 tank supplying CRemA ran out of gas on the afternoon of
the 14th and the problem went unnoticed until the morning of Monday the 16th. Again, CRemA continued to
function properly for those two days but the CO2 load on the system during this time was less than the nominal 2-
person design point. In the end, CRemA was operated for over 11 days with 9 days of nominal 2-person performance recorded.

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
16
1. Flow Testing
The facility flowbench was used to measure the CRemA total system flow rate both before and after the long
duration performance testing. As the flowbench adds a small amount of pressure drop to whatever system it is measuring, a supplemental fan attached to the flowbench can be used to compensate for that load. During the initial
flow testing, the original method chosen for adding the compensation was difficult to implement due to the
insensitivity of the CRemA system pressure drop gauge. The analog gauge has a range of 0-60 inH2O and was
therefore not sensitive enough to measure a fraction of an inch of water as imparted by the flowbench. During the
post long-duration testing, it was determined that the flowbench pressure drop sensor could be used to determine
appropriate compensation. The data for each of the flow tests is included in Table 10.
Table 10: Summary of CRemA Flow Testing
Pre or Post
Performance
Test
Air
Temperature
(° C)
Flowbench
Nozzle (in)
Flowbench
Static
Pressure
(psi)
Nozzle
Pressure
Drop
(inH2O)
CRemA
System
Pressure
Drop
(inH2O)
Measured Flow
Rate (SCFM)
Pre 31 1.0 13.52 0.21 36 9.107
Post 35.09 1.0 13.30 0.22 36 9.19
The relatively consistent readings from the start to the end of the performance testing confirm that the CRemA system flow rate remained consistent throughout testing. Since the reading at the end of testing included flow bench
compensation, the total system flow rate of 9.19 SCFM (260.2 SLPM) will be assumed for the following system
performance calculations.
2. CO2 Removal Results
The CO2 removal calculation was based on the total system flow rate, inlet CO2 concentration, and the outlet
CO2 concentration. The raw CO2 data is shown in Figure 14.
Figure 14: CO2 In and Out of CRemA during Performance Testing
The cyclical nature of the outlet CO2 concentration can clearly be seen in the plot. As one of the zeolite beds
starts to adsorb CO2, the outlet CO2 concentration starts very low and gradually builds until the bed becomes adequately loaded. The peak indicates the point at which the beds rotate (i.e. swing) and the loaded bed is desorbed
with heat and vacuum.
7 not compensated with the flowbench fan

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
17
The two testing issues described above can be identified in this plot. First, the vacuum sensor used in the data
acquisition system had a signal error which caused the loss of about 17 hours of data immediately following the first
bed swing (which is why the chart starts at hour 17). The second issue was the CO2 supply tank ran out just after
hour 123 which is clearly indicated by the sudden drop in both inlet and outlet CO2 concentration. This plot shows
that CRemA operated continuously for over 11 days. The first 17 hours included nominal CO2 removal operation,
but they will not be counted towards the week long performance requirement. The instantaneous CO2 removal rate over testing can be seen in Figure 15.
Figure 15: Instantaneous CO2 Removal Rate
The mass of CO2 removed was integrated over each swing cycle and over each day. On average, about 236 grams
of CO2 was removed by each cycle and 2.82 kg of CO2 per nominal day. The daily removal performance is
summarized in Figure 16.
Figure 16: CO2 Removal Daily Performance in Week-Long Testing
The week-long test required nominal performance for seven days. The first objective of that performance
required removing 2 kg of CO2 per day. This data shows that CRemA was able to remove over 2 kg of CO2 for 9
days. The first day and part of day two included only partial data due to the acquisition error. Due to the excellent
removal performance by CRemA, it was still able to remove the required 2 kg on day two. Days three, four, and

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
18
five consisted of nominal performance. On the afternoon of day 6, the CO2 ran empty but not before just over 2 kg
of CO2 was removed for that day. Day 7 showed very little CO2 removal as no extra CO2 was added to the system,
although it was able to pull 201 grams from the lab air. Day eight was another partial day as the new CO2 tank was
only supplying CO2 for 16 hours of that day. Days nine, ten, and eleven consisted of nominal operation and CRemA
was shut down in the afternoon on day twelve just prior to removing 2 kg for that day. While issues arose during
testing, CRemA managed to run continuously regardless of the issues and was able to remove about 40% more CO2 per day than required and operate for over 11 days continuously.
3. CO2 Removal Efficiency Results
The CO2 removal efficiency requirement exists to ensure that for open loop testing, an equivalent closed loop
performance can be achieved. Given a certain performance, the steady state room average CO2 concentration in an
enclosed space will generally follow the expression listed in objective 2 of Table 9. An average per pass removal
efficiency was calculated based on 4 consecutive cycles as 66.46%, meaning CRemA removes about two-thirds of
the CO2 that enters it. Given that value, a 2 kg/day CO2 load, and a scrubbing rate of 9.12 SCFM, the expression is
evaluated as follows:
>.>�? �@A
B.C� �@A∗
C
>.DDED∗ 760 5567 = 3.4 5567 (454.4 .<) ≤ 5.32 5567 (709 .<) (2)
This expression shows that given a two person load and a per pass removal efficiency and flow rate as tested, the
average cabin partial pressure will be around 3.4 mmHg. However, it should be noted that the performance test
processed much more than a 2 person load (nominally 2.82 kg/day). Given a load of only 2 kg/day, the inlet
concentration would have to decrease which will affect the per pass removal efficiency. Given the current results, it
is clear that the solution is bound as the tested inlet ppCO2 concentration was 577 Pa (4.33 mmHg) and the system
was able to greatly exceed the two person load requirement. For example, if it were possible for a 2 kg/day load to
generate a ppCO2 of 4.33 mmHg, CRemA has been shown to remove about 2.8 kg/day. In that scenario, CRemA
will remove CO2 at a higher rate than it is generated and therefore drive the average ppCO2 even lower. Given these
results, it is unnecessary to perform additional open loop testing in an attempt to determine the per pass removal
efficiency at exactly a two person CO2 processing rate. This performance metric can better be identified in closed loop testing in a separate follow on program. These results have sufficiently shown that CRemA meets the CO2
removal efficiency requirement.
4. Water Processing Results
Two water processing requirements were levied on CRemA: (1) desorb CO2 with less than 5% water by mass
and (2) operate nominally with an inlet water dew point of up to 55° F. Both of these requirements are
accomplished by the use of the desiccant wheel on CRemA which removes water from the inlet air and returns it to
the outlet air.
a. Performance Testing at Paragon
The first requirement was verified by measuring the desorb humidity throughout performance testing at Paragon.
The mixing ratio and temperature of the desorb gas during the performance test at Paragon can be seen in Figure 17.

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
19
Figure 17: Desorb Gas Temperature and Mixing Ratio
This data shows that the desorb gas remained relatively dry throughout the entire test. The one excursion from very dry was in the hours of 70-95 where the desiccant wheel was deactivated due to a false alarm. Without the
desiccant wheel operating, water was able to penetrate the zeolite beds and exhaust with the CO2. However, due to
the relatively dry lab air used in this testing, the maximum mass fraction of water in the desorb stream only reached
0.15% and was during the time the desiccant wheel was not operating. During nominal operation, the desiccant
wheel essentially removed all of the water from the incoming air. For the purposes of ETDU testing, this data is
sufficient to show that the desorb gas has less than 5% water by mass. In addition to measuring the water in the
desorb stream, the humidity at both the inlet and outlet of CRemA were also monitored and can be seen in Figure
18.
Figure 18: Temperature (°C) and RH at CRemA Inlet and Outlet
The data shows relatively constant readings for all but the 15 hours when the desiccant wheel was inoperative. With
the desiccant wheel turned off, the desiccant wheel heater was also inactive which allowed the air to exit CRemA at
close to room temperature. The data suggest that the water content at the outlet is higher than the inlet. This can be
seen more clearly by looking at a calculation of the water flow rate as shown in Figure 19.

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
20
Figure 19: Water Transport through CRemA
As shown in Figure 19, outlet water flow rate managed to remain consistently above the inlet water flow rate
throughout the entire test which according to this data averaged 1-2 grams of water production per minute. The only
point during the test where the outlet water content was recorded as lower than the inlet was during the short time
when the desiccant wheel was inoperable. And during that time, the water that made it into the zeolite beds appears
to have largely been desorbed with the CO2. There are two theories behind the data showing a net water production by CRemA. First, the previous testing at
TDA could have left residual water in the zeolite beds that were slowly drying out. While possible, it would have
been more plausible if the amount of water leaving CRemA declined over time rather than remained constant. The
second and more likely theory was that the outlet RH sensor provided erroneous elevated readings. Regardless of
the cause, the data shows that during this testing water was not accumulating inside CRemA which allowed it to
continually process CO2. While these results are encouraging, it is necessary to stress the system with the maximum
allowed amount of water at the inlet to ensure proper performance. While this type of testing was not required for
the week long testing, it was performed at TDA prior to the delivery of CRemA to Paragon.
b. TDA Performance Test Results with High Water Content
TDA was able to vary a few of the operating parameters on CRemA in order to determine what would provide the best performance while meeting all requirements. The half cycle time was varied to determine if it had an effect
on CO2 removal rate or the amount of water lost in the desorb gas. A 120 minute half cycle was chosen and a
sampling of their CO2 removal results can be seen in Figure 20.

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
21
Figure 20: TDA Instantaneous CO2 Removal Results
The average CO2 removal per day for testing at TDA was about 2.1 kg/day. While still meeting requirements,
the lower removal rate is due to a reduced system flow rate due to the higher elevation in Denver and a lower inlet
CO2 partial pressure of 3.8 mmHg. If the same processing rate existed in Denver as in Tucson, then the average
CO2 removal results from TDA would have been closer to 2.4 kg/day.
The performance of the desiccant wheel was extensively tested at TDA to ensure that CO2 removal performance
was not hindered by the inlet water and that an excess of water was not desorbed with the CO2. The results of desiccant wheel testing are shown in Figure 21.

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
22
Figure 21: Desiccant Wheel Performance
These performance curves show how the inlet dew point and the desiccant wheel regeneration temperature affect
the amount of water lost in the CO2 desorb stream. Since TDA did not measure the CO2 desorb stream humidity,
they used the assumption that 100% of the water vapor entering the CO2 beds was leaving with the CO2. These
results show that given this conservative assumption the only point at which the water loss is greater than the 5% requirement is at the highest required dew point of 55° F. However, it was found that only about 70% of that water
was adsorbed by the zeolite beds indicating that all of the data points can be shifted down about 30%. Given this
data, it is clear that the desiccant wheel successfully demonstrated that CRemA can meet the 5% water by mass
desorb requirement at a 55° inlet dew point. Added performance can be achieved at the higher wheel regeneration
temperature at the cost of additional power.
In addition to the desorb requirement, the CO2 removal performance was also tested with humidity over several
days. A summary of the testing (which included half cycle variations) can be seen in Table 11.

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
23
Table 11: Summary of CRemA testing at TDA
The various tests show that the CO2 removal performance remained relatively constant throughout each variation
as well as acceptable water loss in the desorb gas. The only performance failure was that in a couple of the 100
minute half cycle test, the water loss exceeded the 5% requirement. For this reason, the final configuration consisted
of a 120 minute half cycle (which includes a 30 minute cool down period). Given these settings, the CRemA was shown to meet all performance requirements.
D. CRemA Conclusions
During the month of December 2013, the IM ETDU CO2 Removal Assembly was successfully tested. The
system flow rate was tested both before and after the long duration testing and was shown to be 9.2 SCFM. CRemA
was successfully operated continuously for 11 days. Of those 11 days, 9 of them met or exceeded the required 2
kg/day CO2 removal requirement. Given the average per pass removal efficiency of 66.5%, it was shown that the
average cabin CO2 partial pressure requirement of 5.32 mmHg can be achieved given the relatively low test inlet
concentration (4.33 mmHg) and CO2 removal performance greater than 2 kg/day. The predicted closed loop CO2
partial pressure was calculated to be as low as 3.4 mmHg at a 2 kg/day CO2 load.
Testing at Paragon demonstrated that CRemA was able to easily process a low amount of water without reducing
CO2 removal or desorbing it with the CO2. Results from testing at TDA showed that CRemA was able to process air at the required 55° F dew point and still remove the required CO2 per day while limiting the amount of water lost in
the desorb stream to less than 5% by mass. Given these results, it is clear that CRemA has successfully met all of
the test objectives in Table 9 and requirements listed in Table 8.
V. O2 Production Assembly (OPA)
A. OPA Overview
The O2 Production Assembly utilized a static vapor feed water electrolysis stack as designed and manufactured
by Giner Inc. The IM flight concept utilized two stacks in parallel, each of which can supply oxygen at the rate consumed by two-people. The basic schematic for this implementation is shown in Figure 22.

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
24
Figure 22: Conceptual Flight OPA Schematic
The Giner designed electrolyzer utilized a water management membrane (WaMM), an electrically conductive film, that transported water by means of a concentration gradient from the water chamber into the hydrogen
compartment of the cell. The use of the WaMM resulted in a number of benefits for the electrolyzer system
including: 1) no need for gas/water separators on either the anode or cathode side, 2) no water delivery pump was
required, 3) allowed for a bipolar stack configuration, and 4) reduces water purity requirement because the WaMM
can perform in-situ distillation of the feed water. As a result, the overall system was much simpler in comparison to
a conventional electrolyzer system.
Figure 23 is an illustration of the simplified electrolyzer system including all critical components for nominal
bench top operation. Pressurized nitrogen (or a pump) is used to pass water through a deionizing bed3 and feed the
stack. Product hydrogen and oxygen exit the stack at near ambient temperature and pressure.
Figure 23: Basic Test Setup for OPA using Giner Static Vapor Feed Electrolyzer
The WaMM static vapor feed stack was designed for optimal operation in dead-ended mode. The stack had an
active area of 50 cm2. The stack had eight ports: two for each of hydrogen, oxygen, and water and two dead-ended
spare ports. Only one water, hydrogen, and oxygen port needed to be utilized for stack operation. The second water

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
25
port was used as a water “outlet” for purging the stack prior to start up and after a period of operation. The cross-
section of an individual cell in the stack is shown in Figure 24.
Figure 24: Cross Section of a Single Electrolyzer Cell
The stack consisted of a Giner WaMM and a Giner N117 MEA. Carbon fiber diffusion media was used in the
water and hydrogen compartments, and a platinum plated titanium screen pack was the oxygen diffusion media. The
current collectors and separators were also titanium. This type of static vapor feed stack has been designed for
aerospace operation where weight and reliability are critical. The stack weighs approximately 9.5 lbs. and a similar
style stack has demonstrated reliable operation in both continuous and cyclic modes for over 5000 hours without
failure. An image of the stack integrated into the Paragon OPA test stand is shown in Figure 25.
Figure 25: IM ETDU OPA
B. OPA Driving Requirements and Test Objectives
The requirements that were used to verify performance of the OPA are shown in Table 12 and the derived test
objectives and verification methods are for a single electrolyzer stack and are shown in Table 2.
Table 12: Driving Requirements for OPA
No Title Performance
Requirement Rational
1 Crew Size 2 Established crew size for Inspiration Mars
2 O2 Production Rate per Crew 0.835 kg /Cm-d Baseline NASA O2 Consumption Rate at an
average of 450 Btu/hr
3 Duty Cycle ≤75%
The shorter duty cycle allows time for the crew
to perform nominal maintenance and contingency repairs

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
26
Table 13: Test Objectives and Verification Methods
Number Objective Verification Method
1 Operate at a Duty Cycle of ≤ 75% by
producing O2 at 0.046 kg/hr
Record the oxygen Production rate and verify that it
can be generated at a rate greater than 0.046 kg/hr
(590 sccm)
2 Operate Nominally for 1 week
Record the oxygen production rate over the course of
1 week of operation and verify a minimum oxygen
production of 0.835 kg/day (or 637.8 standard liters
per day or an average of 443 sccm)
While the capability of operating at a duty cycle at less than or equal to 75% was a performance requirement, it
was also be acceptable to show that the OPA could produce oxygen at the minimum required rate (590 sccm)
continuously over a 1 week time period or longer. It was also acceptable to run for a portion of the week at the rate
associated with a 75% duty cycle and reduce to a rate equivalent to a 100% duty cycle (443 sccm) for the balance of
the week.
C. OPA Test Results The OPA functional testing was conducted over the course of nine days, beginning on December 10, 2013 to
confirm that the system is capable of meeting the requirements outlined in Table 2. The results of this testing are
presented here.
1. Test Issues and Resolutions
An issue occurred during initial testing involving the back pressure regulators which were also used for flow
measurement. The controllers used an actively controlled valve to control the back pressure and also measured the
temperature and flow rate. It turned out that the controllers could not be adequately configured to provide a steady
flow of either hydrogen or oxygen. Instead, the product gas was released in short cyclical bursts as the controllers
relieved at the pressure set point. The controllers were unable to accurately measure the flow rate from these bursts
as the flow quickly increased and decreased with each pressure release. However, the product gas temperatures and pressures were able to be recorded. Alternatively, the oxygen flow rate was manually measured using an inverted
graduated cylinder filled with water. This procedure was repeated multiple times and averaged for each
measurement. In addition the water consumption rate was continuously monitored throughout the duration of the
test.
The other issue that arose during testing was regarding the O2 sensor. The sensor was intended to be used to
ensure that the product gas was primarily oxygen. After the first performance test was completed, the system was
shut down to allow time for analysis and to assess initial operation before the week long performance testing was
initiated. The shutdown procedure resulted in depressurizing the stack which then caused condensation to form on
the downstream instruments. While dry nitrogen was blown through both the hydrogen and oxygen outlet lines for
several hours, the O2 sensor never recovered from the contact with liquid water. From that point on, the O2 sensor
erroneously recorded values in the 70-80% range compared to the near 100% range during the initial test.
However, the hydrogen sensor that was located on the oxygen outlet stream performed nominally throughout all testing. While the primary purpose of this sensor was to detect if there was a hydrogen leak and shut the OPA off
automatically if necessary, a secondary use was to determine the purity of the oxygen stream. Since the system was
pressurized, lab air could not flow into the oxygen stream. The only possible contaminants that could be flowing in
the oxygen were hydrogen and water vapor. The hydrogen sensor was configured to detect H2 from 0-4% with an
accuracy of +/- 4000 PPM (or 0.4%). Throughout testing, the concentration of H2 recorded by the sensor never
exceeded 4000 PPM meaning that it could have been as low as 0% for the entire test. For this electrolysis stack,
nominal H2 leakage results in about 20 PPM H2 within the O2 stream which is far below both the flammability limit
and the resolution of the H2 sensor used in this test. Water vapor was therefore the larger contaminant and at our
stack operating temperature, the oxygen was expected to be near saturated. In order to be conservative, it was
assumed that the oxygen stream was 0.4% H2 and 4.56% water vapor (the water fraction of saturated O2 at 30° C)
which resulted in an actual O2 concentration that was 95% of the measured reading. The actual concentration was likely higher, but for the purposes of these results, the 95% fraction was assumed and all flow rates presented
hereafter will reflect that conservative reduction.

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
27
2. Test 1 – 75% Duty Cycle
On the first day of testing, the OPA was operated at a maximum duty cycle of 75% for approximately two hours
to verify its capability to produce oxygen at a minimum of 590 sccm (i.e. operate at a rate that would produce the
daily O2 quantity in 18 hours or less). At the initial setting of 33.9 volts, the OPA produced 794 sccm of O2 which is equivalent to a duty cycle of 56% which far exceeds the 75% requirement. In an attempt to reduce the flow rate to
the 75% duty cycle set point, the stack voltage was reduced to 33 volts. The flow rate was measured to be 721 sccm
which is equivalent to a 61% duty cycle. At this point in the testing, we were unsure about the unsteady nature of
the production caused by the back pressure controllers and wanted to make sure that the cyclical release of oxygen
and hydrogen were not creating any unnecessary stress on the OPA. The system was shut down and Giner was
contacted. After discussing the pressure cycling with them, it was determined that it was not going to damage the
hardware and that a similar phenomenon had occurred with similar hardware they had tested. Prior to the start of the
week long testing, the OPA was again run at greater than 75% duty cycle flow rates to show repeatability. A stack
voltage of 33.1 was selected and the flow was measured to be 736 sccm which is equivalent to a 60% duty cycle.
Given these results, it is clear that the OPA is capable at operating at 75% duty cycle and demonstrated performance
all the way down to a duty cycle of 56%. This performance supports the use of two stacks in a flight system, either
of which can supply up to a 2 person production rate at 100% duty cycle or a 1 person rate at 50% duty cycle.
3. Test 2 – 100% Duty Cycle
a. Oxygen Production and Stack Temperature
Beginning on the afternoon of December 10, the OPA was run at the 100% duty cycle level for nine days to
confirm its capability to produce oxygen at a rate of 443 sccm for 7 days. The oxygen flow rate and stack
temperature results can be seen in Figure 26.
Figure 26: O2 Production During 100% Duty Cycle
It was determined that the temperature of the stack was a good indicator of the oxygen production rate as shown
in the figure. The initial voltage set point of 32.1 volts appeared to provide sufficient oxygen production at the start
of the test. However, as this test started immediately following the second round of 75% duty cycle testing, it
appears that the stack cooled off significantly during the first night of testing as the flow rate was measured much
lower the following morning. The stack voltage was increased to 32.4 volts which quickly increased the production
rate above the 100% duty cycle requirement. Over the course of the 9 days of testing, the voltage was increased

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
28
slightly on three other occasions as a similar dip in stack temperature and O2 production was detected. The final
operating voltage was 33 volts which is where the OPA operated for the last 99 hours of testing. At that set point,
the OPA drew about 6.8 amps of current and produced an average of 486 sccm of O2 (91% duty cycle). The total run
time for the OPA was 225.6 hours. Neglecting the first nights data and the 23 hours of data surrounding the data
point at 130 hrs which also fell below the required production rate, this data still shows the OPA produced oxygen at
the required rate for 180.4 hours or 7.5 days. This is sufficient evidence to show that the OPA met the second test objective by operating nominally for 1 week.
b. Operating Pressure and Gas Temperatures
Throughout testing, the back pressure controllers provided data on the hydrogen and oxygen back pressures as
well as the gas temperatures. This data is shown in Figure 27 through Figure 29.
Figure 27: O2 and H2 Pressure During 100% Duty Cycle
Figure 28: Selected Pressure Data Showing Cycles

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
29
Figure 29: O2 and H2 Temperature During 100% Duty Cycle Test
All of this data was obtained from the back pressure controllers and the noise induced by the unsteady nature of the
control is evident. The back pressure set point was 35 psia for both gasses and the data shows that on average that
control point was achieved. The swings in pressure resulted in bursts of O2 and H2 being released from the
controllers. The hydrogen pressure data includes noise that frequently hit zero psia as indicated by the green points
on the horizontal axis of Figure 27. The temperature readings were less noisy and showed the gas to be from 30-
35°C during the test with noticeable jumps when the voltage was adjusted.
It was confirmed in subsequent testing that the fluctuations were caused by the electronic back pressure
regulators. Spring actuated back pressure regulators were installed both on the O2 and H2 product lines and the O2
flow rate was observed to be steady with respect to the supplied stack voltage. Using this setup, the O2 flow rate
was measured with the inline mass flow meter and the results were directly compared to the manual inverted
graduated cylinder method and were found to be acceptably close.
c. Water Consumption
Throughout testing, the mass of water in the reservoir was recorded to verify the consistent performance of the
system. This data is presented in Figure 30.
Figure 30: Water Mass During 100% Duty Cycle

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
30
This data shows a consumption rate of 0.06 kg per hour or 60 ml/hour. Over the 225 hours of testing, the OPA
consumed 13.98 liters of water and produced about 6700 standard liters of oxygen.
d. Hydrogen Concentration
The amount of hydrogen in the oxygen stream was measured throughout the test both as a safety control and to verify the purity of the oxygen. The results from the hydrogen sensor are shown in Figure 31.
Figure 31: H2 Concentration During 100% Duty Cycle
The accuracy of the H2 sensor is ±4000 PPM or 0.4%, and it can be seen that the H2 concentration remained below
this threshold. Given this data and the assumption that the outlet gas was fully saturated with water vapor, the gas
flow rates reported here are actually 95% of the measured rates (0.4% H2 + 4.6% H2O).
D. OPA Conclusions
The testing of the OPA was successfully completed during the month of December, 2013. Two tests were
performed; one test verified the system’s capacity to perform at the 75% duty cycle level and produce at least 590
sccm of O2, and the second test verified the system’s capability to perform at the 100% duty cycle level and produce
at least 443 sccm for at least seven days of operation. Both of these goals were met and exceeded. At the maximum
flow rate at which the OPA was operated, it produced 794 sccm which is equivalent to a 56% duty cycle and
supports the concept of having two stacks in a flight program where a single stack can produce up a 2-person load of
oxygen. The week-long testing provided over 225 hours of data of which 7.5 days met the 100% duty cycle requirement. These test results show that the ETDU OPA met all of its testing requirements.
0 50 100 150 200 2500
500
1000
1500
2000
2500
3000
3500
4000H2 PPM - 100% Duty Cycle
Runtime (hrs)
H2
PP
M

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
31
VI. Trace Contaminant Control Assembly (TCCA)
A. TCCA Overview
The TCCA was largely based on the design of the ISS Trace Contaminant Control System4 which has been shown to be highly effective and reliable over years of operation. A schematic of the TCCA as designed by Paragon
is shown in Figure 32.
Figure 32: TCCA Schematic
The bulk of the trace contaminant removal occurred in the activated carbon bed (ACB) which was the first
component to see the air. This bed was similar to that employed on the ISS which has been shown to be a simple but
highly effective solution for a majority of normal trace contaminant loading. The other key features were the
Microlith®-based high temperature catalytic oxidizer (HTCO) designed and developed by PCI, a regenerative heat
exchanger, and a reactive plastic5 LiOH based acid gas scrubber (AGS). A bypass valve was included as only one third of the total flow was required to pass through the HTCO to maintain nominal contaminant removal
performance.
While adsorption in the activated carbon bed can remove most volatile contaminants from air, light
hydrocarbons (e.g. methane) and alcohols along with carbon monoxide are best removed using thermal catalytic
oxidation. NASA trade assessments of candidate thermal catalytic oxidation process technologies have demonstrated
that the unique reactor design based upon an ultra-short channel length, Microlith® substrate provides the solution
for improving process economics and performance of thermal catalytic oxidation processes over traditional reactor
designs employing catalysts supported on pellets or ceramic monoliths6. PCI has previously developed and delivered
a Microlith®-based, direct electrically heated, catalytic oxidizer prototype to NASA with demonstrated size, weight
and cost savings. This device is currently undergoing advanced “technology readiness level” tests at NASA, having
logged more than 17,000 hours of operation with exposure to random launch vibration loads and multiple thermal
cycles up to 400°C without notable reactor performance and catalyst activity degradation7. The catalytic oxidizer requires continuous power for operation and needs a recuperative heat exchanger. An image of the HTCO fabricated
by PCI for the TCCA is shown in Figure 33 while an image of the complete TCCA is shown in Figure 34.

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
32
Figure 33: High Temperature Catalytic Oxidizer for the TCCA
Figure 34: IM ETDU TCCA
B. TCCA Driving Requirements and Test Objectives
The requirements for the TCCA are shown in Table 14 and the IM contaminants and their respective generation
rates are shown in Table 15.
Table 14: TCCA Driving Requirements
No Title Performance
Requirement Rational
1 Crew Size 2 Established crew size for Inspiration Mars
2 Contaminant Load Model
Contaminant generation rates and maximum
allowable concentrations
shown in Table 15.
Meet the mature and well documented
contaminant generation rate established by NASA as well as the 180-day spacecraft
maximum allowable concentration limits
established for the IM mission plan.
3 Duty Cycle 100%
The TCCA runs continuously except for short
duration planned down time to perform nominal
maintenance and contingency repairs

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
33
Table 15: Trace contaminant generation rates and the corresponding 180-day spacecraft maximum
allowable concentrations (SMAC) that the TCCA must not exceed.
No Contaminant
1 person
generation rate
(mg/day)
No of
crew
Equipment
Generation Rate
(mg/day)8
Total generation
rate (mg/day)
180-Day
SMAC
(mg/m3)
1 Acetone 19
2
10.8 49 52
2 Ammonia 50 0.25 100 2
3 Benzene 2.2 0.07 4.4 0.2
4 Carbon Monoxide 18 6 42 17
5 Formaldehyde 0.4 0.012 0.81 0.12
6 Methanol 0.9 3.9 5.7 90
7 Methane 329 1.92 660 3800
NASA has extensively studied and documented4,8 both human and equipment contamination rates and that data
were used to generate the load model used for the IM ETDU program. It should be noted that the off-gassing due to
the equipment is a fairly conservative assumption as the current plan is to select materials of construction that off-
gas at the same rate or less than heritage spacecraft.
1. Reduced Contaminant Selection
The purpose of TCCA testing was to show that the TCCA could remove a representative subset of the trace
contaminants presented in Table 15 for a seven day test. Due to the inherent difficulty and complexity required to
include each trace contaminant, only a select few were chosen for IM ETDU testing. The representative subset of contaminants included formaldehyde, ammonia, carbon monoxide, and methane. These specific contaminants were
chosen as their combination stressed each key component within the TCCA. The formaldehyde and ammonia
stressed the different activated carbon media while the carbon monoxide and methane stressed the HTCO and the
AGS. In addition, those four contaminants alone constitute 46% of the ISS specification load8. Due to the extensive
testing that has been performed on the ISS TCCA and the similarities with the two designs, successful contaminant
removal testing of this subset of contaminants will provide sufficient evidence to indicate that the TCCA will be
able to remove the complete list of contaminants.
2. Open Loop Testing Rationale
Due to the scope of the ETDU effort and the maturity of the technology used in the TCCA, it was determined that a qualitative testing approach would be sufficient with regards to chemical challenge testing. The system will
be operated in an open loop configuration with the contaminants supplied at elevated rates. The elevated rates are
needed for two reasons. First, in any given filtration system some percentage of the contaminants will pass through
the system completely. In an open loop test, in order to show that the TCCA removes the contaminants at the
minimum rate (the metabolic generation rate), the supply rate has to be elevated to account for that inefficiency.
The second reason for elevating the contaminants is that measuring the chemical loading at the inlet and outlet was
very difficult for all of the selected chemicals. By elevating the loading, both of these problems could be mitigated.
However, it should be noted that mitigating this problem also introduces a level of uncertainty as to the exact
performance capabilities of the system. The intent of this testing was to demonstrate performance while detailed
closed loop performance testing will be accomplished in follow up closed chamber testing not associated with the
ETDU program.
3. Elevated Contaminant Approach
By looking at testing performed on the ISS TCCA4, it became clear that a high residence activated carbon bed
has a very high per pass removal efficiency (about 100% for ammonia). That particular test did not use
formaldehyde but a similar high efficiency removal can be assumed. The Catalytic Oxidizer Assembly (COA) was
shown to have 100% removal of carbon monoxide and 55% removal of methane. While 55% was more than
sufficient, the methane removal efficiency was designed to be much greater and it was thought that the lower
8 Assuming 3000 kg of equipment

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
34
performance achieved may have been the result of an improperly packed bed. The HTCO used in the current design
was meant as direct replacement of the ISS COA and has been shown to provide excellent contaminant removal
performance.
It was determined that the ETDU TCCA would be tested assuming a conservative (i.e., low) per pass removal
efficiency with the understanding that this performance will likely be exceeded. If the low efficiency could be
achieved or greatly exceeded, then it would be clear that the system will meet all requirements. The theoretical relationship between per pass removal efficiency and the closed loop steady-state concentration is provided in Eq.
(3). IJKLMNOPLQLM RSTTUV
IRWXSY∗
C
ZTQX TN[[∗ 1,000,000 ≤ ]^_ aaA (3)
Where:
QContaminant Supply = Volumetric Generation rate of Contaminant by the Crew (SCFM)
QScrub = Total Volumetric Flow Rate through removal component in TCCA (SCFM)
ηper pass = Per Pass Removal Efficiency (PPRE) (%)
SMACPPM = Spacecraft Maximum Allowable Concentration per requirements in Table 15 (in PPM)
The volumetric flow rates for the TCCA were 5 SCFM for the ACB and 1.67 SCFM for the HTCO. The system
flow rates were selected so that the contaminants do not ever reach half of the SMAC requirement. Due to the
nominally low inlet concentrations for each of the test contaminants, it proved to be difficult to develop methods for
measuring the removal performance in an open loop test. Mass spectrometry was determined to be inadequate due to the interferences with trace gasses in the atmospheric air. While colorimetric tubes were initially thought to
provide sufficient measurement, it was found that the data obtained from those tubes was too qualitative.
Alternative sorbent tubes were selected for NH3 and formaldehyde while grab samples were taken for CO and CH4
detection and data using those tubes will be presented. The analysis for each of the trace contaminants was
performed by ALS testing using the methods shown in Table 16.
Table 16: Contaminant Testing Methods and Reporting Limits
Contaminant Method Sorbent Tube
Typical Minimum
Reporting Limit for
IM Testing (PPM)
Ammonia OSHA ID-164 Modified SKC 226-29 0.9
Carbon Monoxide 25C Modified N/A (Summa Canister) 10
Formaldehyde TO-11A (Formaldehyde
Only)
SKC 226-120 0.0054
Methane 25C Modified N/A (Summa Canister) 1.0
These specific methods were selected as they provided sufficient sensitivity to detect removal performance for
these gasses. While they are much more sensitive than other detection methods, they still cannot easily resolve the
small concentration due to crew production rates. Consequently, the contaminant loading for the ETDU TCCA
during this testing was artificially elevated in order to accommodate our limited detection capability. This increased
loading did not affect the life of the HTCO, but it did load the ACB at a higher rate than designed. At this increased
loading, the ACB was expected to last for about 15 days, which was more than sufficient for ETDU testing.
Methane and carbon monoxide required a different measurement method as the same test method (25C
modified) could be used to measure both contaminants.
Ideally, the open loop inlet concentration for each contaminant should be less than or equal to the max cabin concentration (in the case 180 day SMAC). In this scenario, if the system is shown to have a contaminant removal
rate that that is greater than the assumed production rate, then it is clear that the system can control to a
concentration lower than the requirement. Given the detection limitations just described, ammonia and carbon
monoxide were tested at inlet concentrations higher than the SMAC while formaldehyde and methane were tested
lower than the SMAC. Given the constraints of the ETDU program, definitive removal performance results of
carbon monoxide and ammonia at flight conditions will be provided in future testing in a separate effort. However,
given the very high expected per pass removal efficiency, the results presented here will provide strong evidence of
proper removal of all of the contaminants.

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
35
4. Test Objectives
The TCCA was designed to meet and exceed the requirements listed in Table 14. The open loop test, as just
described, provided a means to verify that minimum removal efficiencies could be achieved. Testing was not meant
to characterize total sorbent capacity as that will be accomplished in follow on testing in a separate effort. The inlet
and outlet concentrations for the four contaminants with respect to the previously described elevated loadings are provided in Table 2.
Table 17: Performance Testing Objectives and Verification Methods
Number Objective
Verification Method
Scrubbing
Flow Rate
(SCFM)
Target Inlet
Concentration
(mg/m3)
Target Outlet
Concentration,
50% PPRE
(mg/m3)
Max Outlet
Concentration
to meet SMAC
(mg/m3)
1
Maintain cabin Formaldehyde
concentration less than 0.059
mg/m3 for one week
5 0.061 0.031 0.059
2
Maintain cabin Ammonia
concentration less than 2.16
mg/m3 for one week
5 2.82 1.41 2.16
3
Maintain cabin Carbon
Monoxide concentration less than 56.61 mg/m3 for one
week
1.67 57.20 47.65 56.51
4
Maintain cabin Methane
concentration less than 32.77
mg/m3 for one week
1.67 32.8 27.32 32.77
As just described, the target inlet concentrations were largely determined based on the available detection
capabilities. The objective was to verify performance by demonstrating a contaminant removal rate greater than the
production rates listed in Table 15. Based on those production rates, the minimum per pass removal efficiency for
each contaminant was derived by rearranging Eq. (4)
*"+& ",-- bcd = ��ed/,bcd+d/ fe,g
� %&!'
∗1
]^_ aaA
∗ 1,000,000
(4)
For example, the minimum per pass removal for formaldehyde was calculated to be 3.2%, meaning that 3.2% of the
formaldehyde passing through the TCCA need be removed to meet the SMAC. The max outlet concentration for
each contaminant listed in Table 17 reflects this calculated minimum per pass removal. While the minimum per pass
removal for each contaminant to meet SMAC was relatively low, it was expected that the TCCA would far exceed
the requirement, meaning the controlled level for the contaminants will be far less than the SMAC.
The actual verification was performed by analyzing the inlet and outlet gas concentrations. These results are presented in the following section.
C. TCCA Test Results
TCCA leak, flow, and performance testing occurred during the month of November 2013. First, the system was
leak checked to verify that none of the harmful contaminants were leaking from the system and were being
processed properly. Once that was completed, the TCCA was flow tested in order to ensure proper flow through the
different parts of the assembly. Finally, the week-long performance testing was performed with all contaminants
flowing.

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
36
1. Leak Testing
The TCCA was leak checked in pieces as different components were rated to different pressures making it
impossible to leak check the entire system at the same time. During operation, the TCCA does not experience high
pressures anywhere in the system as the only driving force is the TCCA fan which does not generate more than 10
kPa (or 40 inches of water or 1.45 psi). The only exception is that during bench top testing, the contaminants were supplied to their respective mass flow controllers at about 40 psi but were introduced to the TCCA with no
measureable increase in pressure.
The system was broken up into three pieces for leak testing: (1) TCCA inlet side, (2) TCCA outlet side, and (3)
Contaminant supply lines. The inlet and outlet side of the TCCA were created by pressuring before and after the
TCCA fan (i.e. inlet and outlet respectively). The inlet side was pressurized to 10 psig and a pressure decay test was
performed over a 5 hour time period. The result using an analog gauge showed about 0.5 psig/hour leak which met
the 1 psig/hour requirement. The first leak test on the outlet side showed that some of the seals on the AGS were
leaking. It was determined that a better seal could be made with thicker silicone. Replacement seals were integrated
into the TCCA and the leak check was repeated. Over a two hour period pressurized to 13 psig, no discernable leak
was detected. The contaminant supply lines were pressurized from the regulator connection point to the mass flow
controllers. The three lines were pressurized at 50 psig for about 17 hours and no discernable leak was detected.
2. Flow Testing
The original test plan involved using the Paragon flow bench to tune the TCCA fan to the design flow rates
through both the system as a whole (5 SCFM) and the HTCO (1.67 SCFM). Due to the low flow rates involved in
the system and the difficulty in making the connection with the flow bench, that plan was aborted. Alternatively, the
integrated mass flow meter in the TCCA was used to tune the system. The bypass valve was completely closed so
that 100% of the flow passed through the HTCO (and the flowmeter) in order to characterize the flow through the
system as a whole as measured by the ACB differential pressure sensor and the flowmeter. While the flowmeter
was not sized for 5 SCFM flow, it was able to record data over 3 SCFM. These results are shown in Figure 35.
Figure 35: ACB Flow Rate vs. Pressure Drop
Given the linearity of pressure drop versus flow through the ACB, it was reasonable to assume that the equation
shown in Figure 35would provide the pressure drop as the design flow rate. For 5 SCFM, the pressure drop through
the ACB was calculated to be 2.42 inH2O. The process of tuning the bypass valve in order to get the design flow rate through the HTCO was iterative.
With the HTCO heated to the design temperature, the bypass valve and the TCCA fan were both adjusted until the design total flow rate was achieved (i.e. the pressure drop through the ACB) and the HTCO flow rate was achieved
(via the integrated flowmeter). For reference, the flow versus pressure drop across the AGS (which is representative
of flow through the HTCO) is shown in Figure 36.

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
37
Figure 36: Flow vs. Pressure drop through the AGS
For reference, the pressure drop through the AGS at the design flow rate of 1.67 SCFM was determined to be 0.226 inH2O.
3. Temperature and Flow Data over 1 Week Performance Testing
The 1-week performance testing with contaminant loading occurred from November 20-27 of 2013. During that
testing, the temperature at several locations in the TCCA was recorded. Also, system and contaminant flow rates (as
well as associated pressure drops) were continuously recorded. The temperatures over the 1-week test can be seen
in Figure 37.
Figure 37: TCCA Temperatures over 1 Week Testing
The key temperatures of the system were primarily the temperatures within the HTCO which indicated proper
performance. HTCO 0 represents the HTCO inlet gas temperature, HTCO 3 represents the catalyst bed temperature,
HTCO 2 is the HTCO outlet gas temperature near the catalyst bed, and HTCO 1 is the gas temperature as it leaves the HTCO and enters the regenerative heat exchanger. The “outlet” temperature was the air temperature as the
contaminant free air exited the TCCA. This data shows consistent performance throughout the 1-week test with the
reactor holding steady at the design temperature of 400°C. The contaminant flow rates as well as the HTCO flow
rate over the week long testing can be seen in Figure 38.

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
38
Figure 38: Flow Rates over 1 Week Testing
The flow rate through the HTCO can be seen holding constant at about 48 SLPM (or 1.69 SCFM) over the 1-week
test (see scale on the right). The three remaining curves indicate contaminant flow during testing. As required
during sampling for HCHO using the initial colorimetric tubes, the NH3 flow was turned off which is clearly visible
in the plot. Towards the latter end of testing, it was determined that our supply of HCHO was not going to last for
the whole week at our target loading. In order to continue taking HCHO samples for removal performance each day, HCHO was only turned on while taking samples after hour 112. Due to measurement methods used in this
bench top testing, the rate at which the contaminants were supplied to the TCCA over this one week test was
elevated over nominal metabolic production rates so that the removal performance could be measurable. Although
HCHO flow was limited towards the end of the test, the total amount supplied during the test far exceeded a normal
one week loading by two crew members. For reference, the amount of each contaminant supplied during this testing
vs. a nominal 1 week production by two crew members is provided in Table 18. Given the elevated loading, it was
considered sufficient that the HCHO was only run for a partial week as several weeks’ worth of HCHO had already
been supplied.
Table 18: Week Long Contaminant Loads
Contaminant Actual Mass Injected In 1
Week Testing (mg)
Mass Produced by 2 People in 1
week (mg)
Equivalent Number of 2-
Person Days Simulated
During 1 Week Test
HCHO 61 5 85
NH3 3,635 700 36
CO 78,315 252 2,175
CH4 46,892 4606 71
In addition to the direct flow rate data, the pressure drop across the AGS and ACB were recorded over the test
and those results are shown in Figure 39.

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
39
Figure 39: Pressure Drop across ACB and AGS over Time
The ACB pressure drop shows periodic spikes in data as the inlet port to that sensor was also used for the inlet
contaminant sampling. During those periods, the differential pressure sensor measured relative to ambient rather
than the ACB inlet pressure. The AGS shows a very steady pressure drop throughout testing while the ACB shows
a slight decrease over time. Given the relatively constant reading on the HTCO flow meter and the constant pressure drop across the AGS, it is a reasonable assumption that the system flow rate did not decrease over time.
This means that the slight decrease in pressure drop across the ACB could be a result of the bed settling over time.
4. Contaminant Removal Results
Early during contaminant removal testing, it was determined that a laboratory sample pump was operating at a
much lower flow rate than expected as the measured contaminant concentrations at both the inlet and outlet were
much lower than predicted. Qualitatively (data not shown), we were able to demonstrate that the contaminants were
being removed by the TCCA as the indicated outlet concentrations were consistently less than the inlet
concentrations.
A replacement pump and flow calibrator were obtained as well as the more accurate sample tubes provided by ALS as listed in Table 16. The last three days of testing included the use of the more accurate tubes for HCHO and
NH3 sampling while the canister sampling throughout testing provided sufficient results for both CO and CH4. The
NH3 removal performance for the last three days is shown in Table 19.
Table 19: Ammonia Removal Performance
Location Day 6 Day 7 Day 8 Average
Inlet (PPM) 4.3 3.2 2.9 3.5 Outlet (PPM)
Not Detected (0.96 MRL)
Not Detected (0.9 MRL)
Not Detected (0.85 MRL)
N/A
In the first day of sampling, it was determined that the inlet sample port was not in a desirable location for a well-
mixed reading. The inlet differential pressure port for the ACB differential pressure reading was quickly determined
to be a better location where the gas had more time to mix before sampling. However, it was shown that the
readings taken from both locations were quite variable. Future testing by other programs should include a method
for ensuring that the gas is well mixed before pulling gas samples. The average of the three NH3 samples reported

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
40
here was 3.5 PPM while the target was 4 PPM. It is believed that the inlet concentration was closer to the target and
that the limited samples and poor mixing made it difficult to get a good reading. However, for the purpose of the
performance analysis, the average inlet concentration of 3.5 PPM is used as the more conservative assumption to
quantify NH3 removal performance.
The mixing problem was not an issue at the outlet as the gas had traveled through the entire TCCA at that point.
All three measured outlet readings were below the detectable limit (0.9 PPM). Using a conservative assumption of 0.9 PPM NH3 at the outlet results in a 74% removal performance, which far exceeds the 50% removal target of 2
PPM. In reality, the ACB likely has a much higher removal performance for ammonia, and additional testing with
longer duration sample times would be required to more accurately measure the lower outlet concentration.
The HCHO sample measurements over the last three days can be seen in Table 20.
Table 20: Formaldehyde Removal Performance
Location Day 6 Day 7 Day 8 Average
Inlet (PPM) 0.057 0.046 0.045 0.049 Outlet (PPM)
Not Detected (0.0055 MRL)
Not Detected (0.0053 MRL)
Not Detected (0.0054 MRL)
N/A
The same comments about inlet mixing are applicable to the HCHO sampling, although the average of the three
samples that were taken (0.049 PPM) was remarkably close to the 0.05 PPM target. As with the NH3, the HCHO at
the outlet was found to be below the detectable limit. Given a conservative outlet concentration assumption of
0.0054 PPM (the average MRL), this testing shows an 89% removal performance which far exceeds the 50% target
of 0.025 PPM. In reality, the ACB likely has a much higher removal performance for HCHO. Again, additional
testing with longer duration sample times would be required to more accurately measure the lower outlet
concentration.
Both the CO and CH4 were sampled for 7 days to quantify removal performance by the TCCA HTCO. The CO
removal performance over the week can be seen in Figure 40.
Figure 40: CO Removal Performance during 1 Week Testing
This chart provides a good example of the mixing problem that was experienced at the inlet. While the outlet
provided consistent readings throughout the week, the inlet varied widely. The average reading at the inlet for the
seven samples was 63.6 PPM which was noticeably higher than the target of 50 PPM. Using these readings, the
removal performance for the TCCA was calculated to be 42.6%. Knowing that only 33% of the flow was diverted
through the HTCO, it is obvious that this reading is inflated due to the poor inlet readings as that would require
130% removal performance by the HTCO. By assuming an inlet concentration of 50 PPM, the TCCA removal
performance falls to a reasonable 27% which is equivalent to about 82% removal from the HTCO. The target
HTCO CO removal performance was 50% (equivalent to outlet concentration of 41.6 PPM) which was far
exceeded. It is likely that the HTCO has a higher removal performance, but the methods used here are not precise

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
41
enough to accurately characterize it. Data provided by the HTCO manufacturer, PCI, will be presented in a
following section which provides better performance data for the HTCO alone. The CH4 removal performance from
the 1-week testing is shown in Figure 41.
Figure 41: CH4 Removal Performance during 1 Week Testing
The trend of this data is identical to the CO results because the CO and CH4 were introduced at an identical flow rate
from the same gas cylinder and sampled at the same time. The only difference was that the minimum reporting limit
(MRL) for the CH4 was about 1 PPM while it was 10 PPM for CO. The average inlet reading for CH4 was
calculated to be 63 PPM from this data. As with the CO data, it will be assumed that the CH4 inlet concentration
was 50 PPM. Given this assumption, the TCCA was shown to have about a 32% removal performance which is
equivalent to a 96.9% removal performance for the HTCO which far exceeds the 50% target. As CH4 is the harder of the two contaminants for the HTCO to remove due to its high stability, this data supports the previous statement
that the 82% CO removal is likely a low estimate. However, for the purposes of TCCA ETDU testing, these results
clearly show that CO and CH4 are successfully removed at a far higher efficiency than required.
5. PCI Test Results for the HTCO
Initial performance mapping was performed by PCI at two different flow rates: 1.67 SCFM and 2.7 SCFM with
50 PPM each of CH4 and CO at the inlet. The temperature results during the tests at PCI showing similar
performance as the test at Paragon are shown in Figure 42.

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
42
Figure 42: Temperature data for HTCO testing performed at PCI
PCI was able to utilize a gas chromatograph (GC) to directly measure the CO and CH4 concentration at the inlet
and outlet of the HTCO. The results of their testing (data not shown) demonstrated >95% removal performance.
PCI successfully demonstrated highly effective CO and CH4 removal performance and those results confirm that the
efficiencies calculated from testing at Paragon (at least on CO removal) are likely on the conservative side.
D. TCCA Conclusions
During the month of November in 2013, the Inspiration Mars ETDU Trace Contaminant Control Assembly was
successfully tested. The system was leak checked and flow tested as well as flow balanced to achieve the design
flows of 5 SCFM and 1.67 SCFM for the total flow and HTCO flow, respectively. A 1-week performance test was
accomplished with the introduction of HCHO, NH3, CO, and CH4. While some complications arose in the gas sampling, a solution was found during testing which allowed for reliable performance data to be obtained for each
contaminant by the end of testing.
The temperature and flow results showed continuous and steady performance throughout the 1-week long
testing. The contaminant removal performance was shown to exceed the requirements of test as well as elevated
target removal rates. A summary of the removal performance is shown in Table 21.
It should be noted that the per pass removal efficiency based on the outlet concentrations listed in Table 21
already far exceeds the removal efficiency required to maintain SMAC levels (refer to Table 17 for the minimum
removal requirements). These results show that the TCCA has been successfully tested and that it has met and or
greatly exceeded all of the test objectives for IM ETDU.
Table 21: Summary of Overall Contaminant Removal Performance from TCCA
Contaminant Scrubbing Flow Rate,
(SCFM)
Actual Inlet Concentration,
(mg/m3 (PPM))
Target Outlet Concentration,
50% PPRE
(mg/m3 (PPM))
Actual Average Outlet Concentration, (mg/m3
(PPM))
Average Per Pass Removal
Efficiency,
(PPRE)
Formaldehyde
(HCHO) 5
0.061
(0.05 PPM)
0.031
(0.025 PPM)
Less than 0.0066
(Less than 0.0054 PPM) >89%
Ammonia
(NH3) 5
2.45
(3.5 PPM)
1.22
(1.75 PPM)
Less than 0.63
(Less than 0.9 PPM) >74%

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
43
Carbon
Monoxide
(CO)
1.67 57.209
(50 PPM)
47.65
(41.6 PPM)
41.61
(36.5 PPM) ~27%
Methane (CH4) 1.67 32.89
(50 PPM)
27.32
(41.6 PPM)
22.44
(34 PPM) ~32%
VII. Conclusions
The purpose of the Inspiration Mars ETDU Air Management System testing was to bring together four key air
management assemblies required for the long duration closed loop life support and demonstrate their performance
over a week of continuous testing. This paper walked through the testing of each of the four critical assemblies: the
CO2 Reduction Assembly (CRedA), the CO2 Removal Assembly (CRemA), the O2 Production Assembly (OPA), and the Trace Contaminant Control Assembly (TCCA). An overview of the design of each of these assemblies was
provided as well as their driving requirements and the derived test objectives. While the basic technological
approach for each assembly was based on a similar technology in use on the ISS, each assembly also incorporated
advancements in technology for improved performance over current ISS technology. Through testing, both at the
Paragon facilities and by PCI and TDA, each of the assemblies was shown to meet or exceed their performance
requirements. The collection and demonstration of such critical ECLSS technology within a single facility has only
occurred at a handful of times and the Inspiration Mars program has reminded the world that long duration human
spaceflight is still within our reach.
Acknowledgements
We would like to acknowledge the support from the key component suppliers to the IM ETDU Air Management
System. Saurabh A. Vilekar and Kyle Hawley from PCI both provided key training and support for CRedA and for
the HTCO. Cortney Mittlesteadt at Giner Inc. provided excellent support for the OPA design. Finally, Gokhan O.
Alptekin at TDA Research for his support in the design and testing of the CRemA. It was the team that made it all
possible.
References
1 Jones, Harry W. Carbon Dioxide Reduction System Trade Studies. 41st International Conference on Environmental
Systems, Portland, OR. 17-21 July, 2011. AIAA 2011-5099
2 Samplatsky, Darren J., Grohs, Kevin, Edeen, Marybeth, Crusan, Jason, Burkey, Russel. Development and
Integratoin of the Flight Sabatier Assembly on the ISS. 41st International Conference on Environmental Systems,
Portland, OR. 17-21 July, 2011. AIAA 2011-5151
3 Carpenter, Joyce E, et. al. Investigation into the High-Voltage Shutdown of the Oxygen Generation Subsystem
Aboard the International Space Station. 42nd International Conference on Environmental Systems, San Diego, CA.
15-19 July, 2012. AIAA 2012-3613
4 Perry, J. L. Performance Testing of a Trace Contaminant Control Subassembly for the International Space Station.
28th International Conference on Environmental Systems, Danvers, Mass. July 13-16, 1998. SAE Technical Papers Series 981621.
5 Aguilera, Tatiana and Perry, J. Root Cause Assessment of Pressure Drop Rise of the Packed Bed of Lithium
Hydroxide in the International Space Stace Trace Contaminant Control System. SAE 2009-01-2433
6 Perry, J. L., Tomes, K. M., and Tatara, J. D., Thermal Catalytic Oxidation of Airborne Contaminants by a Reactor
Using Ultra-Short Channel Length, Monolithic Catalyst Substrates. NASA/TM—2005–214061.
9 50 PPM assumed

44th International Conference on Environmental Systems ICES-2014-273
13-17 July 2014, Tucson, Arizona
International Conference on Environmental Systems
44
7 Perry, J. L., Tomes, K. M., Roychoudhury, S., Tatara, J. D., Performance Characterization of a Prototype Ultra-
Short Channel Monolith Catalytic Reactor for Air Quality Control Applications. SAE 2005-01-2868.
8 Perry, J.L. A Design Basis for Spacecraft Cabin Trace Contaminant Control. SAE 2009-01-2592
Related Documents