Toczenie Frezowanie Stożki uchwytów Frezy monolityczne Wiercenie Informacje ogólne II Gatunki materiału obrabianego Stal, lista symboli metali nieżelaznych Tabela przeliczeniowa jednostek układu SI Tabela obliczeniowa twardości Właściwości gatunków Korloy Techniczna informacja odnośnie stali nierdzewnej Informacja techniczna - Toczenie Informacja techniczna - Frezowanie Informacja techniczna - Stożki uchwytów Informacja techniczna - Frezy monolityczne Informacja techniczna - Wiercenie Porównanie łamaczy wiór Tabela gatunków KORLOY Porównanie gatunków L02 L06 L07 L08 L09 L10 L12 L20 L24 L27 L30 L36 L37 L40 L Informacje techniczne Informacje ogólne I

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Toczenie
Frezowanie
Stożki uchwytów
Frezy monolityczne
Wiercenie
Informacje ogólne II
Gatunki materiału obrabianegoStal, lista symboli metali nieżelaznych
Tabela przeliczeniowa jednostek układu SITabela obliczeniowa twardościWłaściwości gatunków Korloy
Techniczna informacja odnośnie stali nierdzewnej
Informacja techniczna - Toczenie
Informacja techniczna - Frezowanie
Informacja techniczna - Stożki uchwytów
Informacja techniczna - Frezy monolityczne
Informacja techniczna - Wiercenie
Porównanie łamaczy wiórTabela gatunków KORLOY
Porównanie gatunków
L02L06L07L08L09L10
L12
L20
L24
L27
L30
L36L37L40
LInformacje techniczne
Informacje ogólne I

Informacje ogólne IL
02L
Infor
macje
og
ólne I
Tocz
enie
Frez
owan
ieW
ierce
nieSt
ożki
Info
rmac
je
tech
nicz
neFr
ezy
mono
litycz
neInf
orma
cje
ogóln
e II
XC10
-
C22C22EC22RC25C25EC25RC30C30EC30R
C35C35EC35RC40C40EC40R
-
C45C45EC45R-C50C50EC50R
-
C55C55EC55R
C60C60EC60R
-
-
-
-
30Г
35Г
40Г
40Г
45Г
45Г50Г
50Г
-
60Г
SM10C
SM15C
SM20C
SM25C
SM30C
SM35C
SM40C
SM43C
SM45C
SM48CSM50C
SM53C
SM55C
SM58C
C10
C15E4C15M2-
C25C25E4C25M2C30C30E4C30M2
C35C35E4C35M2C40C40E4C40M2
-
C45C45E4C45M2-C50C50E4C50M2
-
C55C55E4C55M2
C60C60E4C60M2
S10C
S15C
S20C
S25C
S30C
S35C
S40C
S43C
S45C
S458CS50C
S53C
S55C
S58C
040A10045A10045M10055M15
070M20C22, C22EC22RC25C25EC25R080A30080M30CC30C30EC30RC35C35EC35R080M40C40C40EC40R080A42
C45C45EC45R080A47080M50C50C50EC50R-
070M55C55C55EC55RC60C60EC60R
C10EC10R
C15EC15RC22C22EC22RC25C25EC25RC30C30EC30R
C35C35EC35RC40C40EC40R
-
C45C45EC45R-C50C50EC50R
-
C55C55EC55R
C60C60EC60R
1010 1015 1020 1025 1030 1035 1039 1040 1042 1043 1045 1046 - 1049 1050 1053 1055 1059 1060
Stal węglowa
KoreaTyp
KS
ISOISO
JaponiaJIS
U.S.A Wielka BrytaniaAISISAE
BSBS/EN
NiemcyDIN
DIN/EN
FrancjaNF
NF/EN
RosjaГOCT
Stale chromo-niklowe
Stale chromo-niklowe z dodatkiem molibdenu
Stale chromowe
SNC236SNC415(H)SNC631(H)SNC815(H)SNC836SNCM220
SNCM240
SNCM415SNCM420(H)SNCM431SNCM439SNCM447SNCM616SNCM625SNCM630SNCM815SCr415(H)
SCr420(H)
SCr430(H)
SCr435(H)
SCr440(H)
SCr445(H)
---15NiCr13-20NiCrMo220NiCrMoS2
41CrNiMo241CrNiMoS2----------
20Cr4(H)20CrS434Cr434CrS434Cr434CrS437Cr437CrS437Cr437CrS441Cr441CrS4
SNC236SNC415(H)SNC631(H)SNC815(H)SNC836SNCM220
SNCM240
SNCM415SNCM420(H)SNCM431SNCM439SNCM447SNCM616SNCM625SNCM630SNCM815SCr415(H)
SCr420(H)
SCr430(H)
SCr435(H)
SCr440(H)
SCr445(H)
---655M13(655H13)-805A20805M20805A22805M22-
----------
-
34Cr434CrS437Cr437CrS4
530M4041Cr441CrS4
---15NiCr13-20NiCrMo220NiCrMoS2
-
---------17Cr317CrS3-
34Cr434CrS437Cr437CrS4
41Cr441CrS4
-----20NCD2
-
----------
-
34Cr434CrS437Cr437CrS4
41Cr441CrS4
40XH-30XH3A---
-
-20XH2M(20XHM)-------15X15XA20X
30X
35X
40X
45X
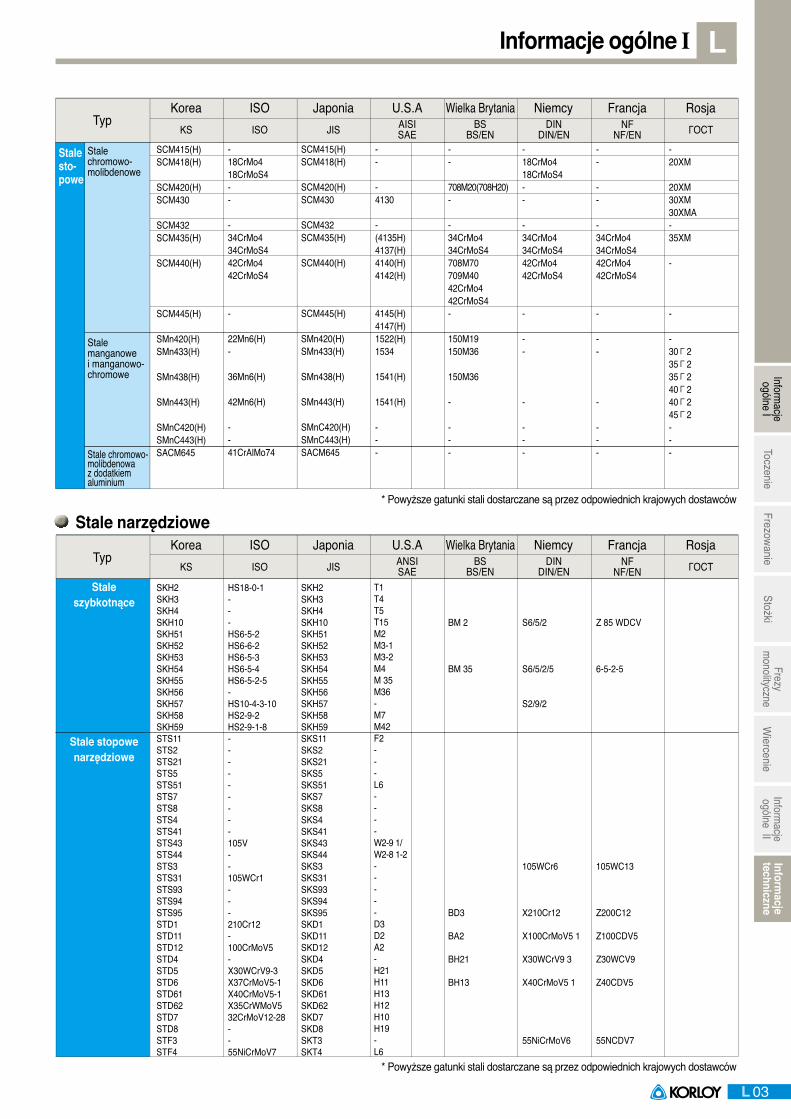
Stale sto-powe
- - - - - 86158617(H)8620(H)8622(H)86378640-4320(H)- 4340- - - - - - 5120(H)
5130(H)5132(H)5135(H)
5140(H)
Stale węglowe i stopowe konstrukcyjne
* Powyższe gatunki stali dostarczane są przez odpowiednich krajowych dostawców
KoreaTyp
KS
ISOISO
JaponiaJIS
U.S.A Wielka BrytaniaAISISAE
BSBS/EN
NiemcyDIN
DIN/EN
FrancjaNF
NF/EN
RosjaГOCT
Informacje ogólne I L
03L
Informacje ogólne I
ToczenieFrezowanie
Wiercenie
StożkiInform
acje techniczne
Frezy monolityczne
Informacje ogólne II
SCM415(H)SCM418(H)
SCM420(H)SCM430
SCM432SCM435(H)
SCM440(H)
SCM445(H)
SMn420(H)SMn433(H)
SMn438(H)
SMn443(H)
SMnC420(H)SMnC443(H)SACM645
-18CrMo418CrMoS4--
-34CrMo434CrMoS442CrMo442CrMoS4
-
22Mn6(H)-
36Mn6(H)
42Mn6(H)
--41CrAlMo74
SCM415(H)SCM418(H)
SCM420(H)SCM430
SCM432SCM435(H)
SCM440(H)
SCM445(H)
SMn420(H)SMn433(H)
SMn438(H)
SMn443(H) SMnC420(H)SMnC443(H)SACM645
--
708M20(708H20)-
-34CrMo434CrMoS4708M70709M4042CrMo442CrMoS4-
150M19150M36
150M36
-
---
-18CrMo418CrMoS4--
-34CrMo434CrMoS442CrMo442CrMoS4
-
--
-
---
--
--
-34CrMo434CrMoS442CrMo442CrMoS4
-
--
-
---
-20XM
20XM30XM30XMA-35XM
-
-
-30Г235Г235Г240Г240Г245Г2---
Stale sto-powe
- - - 4130
- (4135H)4137(H)4140(H)4142(H)
4145(H)4147(H)1522(H)1534
1541(H)
1541(H)
- - -
Stale chromowo-molibdenowe
Stale manganowe i manganowo-chromowe
Stale chromowo-molibdenowa z dodatkiem aluminium
Stale narzędzioweFrance"NFNF/EN"
Z 85 WDCV
6-5-2-5
105WC13
Z200C12
Z100CDV5
Z30WCV9
Z40CDV5
55NCDV7
SKH2SKH3SKH4SKH10SKH51SKH52SKH53SKH54SKH55SKH56SKH57SKH58SKH59STS11STS2STS21STS5STS51STS7STS8STS4STS41STS43STS44STS3STS31STS93STS94STS95STD1STD11STD12STD4STD5STD6STD61STD62STD7STD8STF3STF4
HS18-0-1---HS6-5-2HS6-6-2HS6-5-3HS6-5-4HS6-5-2-5-HS10-4-3-10HS2-9-2HS2-9-1-8---------105V--105WCr1---210Cr12-100CrMoV5-X30WCrV9-3X37CrMoV5-1X40CrMoV5-1X35CrWMoV532CrMoV12-28--55NiCrMoV7
SKH2SKH3SKH4SKH10SKH51SKH52SKH53SKH54SKH55SKH56SKH57SKH58SKH59SKS11SKS2SKS21SKS5SKS51SKS7SKS8SKS4SKS41SKS43SKS44SKS3SKS31SKS93SKS94SKS95SKD1SKD11SKD12SKD4SKD5SKD6SKD61SKD62 SKD7SKD8SKT3SKT4
BM 2
BM 35
BD3
BA2
BH21
BH13
Germany
S6/5/2
S6/5/2/5
S2/9/2
105WCr6
X210Cr12
X100CrMoV5 1
X30WCrV9 3
X40CrMoV5 1
55NiCrMoV6
T1T4T5T15M2M3-1M3-2M4M 35M36- M7M42F2- - - L6- - - - W2-9 1/W2-8 1-2- - - - - D3D2A2- H21H11H13H12H10H19- L6
Stale szybkotnące
Stale stopowe narzędziowe
* Powyższe gatunki stali dostarczane są przez odpowiednich krajowych dostawców
* Powyższe gatunki stali dostarczane są przez odpowiednich krajowych dostawców
KoreaTyp
KS
ISOISO
JaponiaJIS
U.S.A Wielka BrytaniaAISISAE
BSBS/EN
NiemcyDIN
DIN/EN
FrancjaNF
NF/EN
RosjaГOCT
KoreaTyp
KS
ISOISO
JaponiaJIS
U.S.A Wielka BrytaniaANSISAE
BSBS/EN
NiemcyDIN
DIN/EN
FrancjaNF
NF/EN
RosjaГOCT

Informacje ogólne IL
04L
Infor
macje
og
ólne I
Tocz
enie
Frez
owan
ieW
ierce
nieSt
ożki
Info
rmac
je
tech
nicz
neFr
ezy
mono
litycz
neInf
orma
cje
ogóln
e II
Stal nierdzewna
S250S250PbS 300
S300Pb
100Cr6
SUM11SUM12SUM21SUM22SUM22LSUM23SUM23LSUM24LSUM25SUM31SUM31LSUM32SUM41SUM42SUM43STB1STB2STB3
STB4STB5
--9S2011SMn2811SMnPb28--11SMnPb2812SMn35-----44SMn28-B1B2
--
SUM11SUM12SUM21SUM22SUM22LSUM23SUM23LSUM24LSUM25SUM31SUM31LSUM32SUM41SUM42SUM43SUJ1SUJ2SUJ3 SUJ4SUJ5
230M07
240M07
534A99
9SMn289SMnPb289SMn36
9SMnPb36
100Cr6
111011091212121312L131215-12L14-1117--113711411144-52100ASTM A485Grade 1--
Stal węglowa automatowa
Wysokowęglowa stal chromowa
Z12CMN17-07Az
Z11CN17-08
Z12CN18-09
Z8CNF18-09
Z7CN18-09
Z3CN19-11Z6CN19-09AzZ3CN18-10Az
Z8CN18-12Z10CN24-13Z8CN25-20Z7CND17-12-02Z6CND18-12-03Z3CND17-12-02Z3CND17-12-03
Z6CNT18-10Z6CNNb18-10Z6CN18-16Z8CA12Z3C14
Z8C17Z8CF17Z8CD17-01Z3CDT18-02Z1CD26-01
Z13C13Z11CF13Z20C13Z15CN16-02Z70C15Z6CNU17-04Z9CNA17-07
12X17•√9AH407X16H6
12X18H9
12X18H10E
08X18H10
03X18H11
06X18H11
10X23H18
03X17H14M3
08X18H10T08X18H12
12X17
20X1320X17H2
09X17H7IO
STS201STS202STS301STS301LSTS301J1STS302STS302BSTS303STS303SeSTS303CuSTS304
STS304LSTS304N1STS304LNSTS304J1STS305STS309SSTS310SSUS316
STS316L
STS316NSTS317STS321STS347STS384STS405STS410LSTS429STS430STS430FSTS434STS444STSXM27STS403STS410STS416STS420J1STS431STS440ASTS630STS631STS631J1
X12CrMnNiN17-7-5X12CrMnNiN18-9-5X10CrNi18-8X2CrNiN18-7
X12CrNiSi18-9-3X10CrNiS18-9
X5CrNi18-9X2CrNi18-9X2CrNi19-11X5CrNiN18-8X2CrNiN18-8
X6CrNi18-12
X6CrNi25-20X5CrNiMo17-12-2X3CrNiMo17-12-3X2CrNiMo17-12-2X2CrNiMo17-12-3X2CrNiMo18-14-3
X6CrNiTi18-10X6CrNiNb18-10X3NiCr18-16X6CrAl13
X6Cr17X7CrS17X6CrMo17-1X2CrMoTi18-2
X12Cr13X12CrS13X20Cr13X19CrNi16-2X70CrMo15X5CrNiCuNb16-4X7CrNiAl17-7
SUS201SUS202SUS301SUS301LSUS301J1SUS302SUS302BSUS303SUS303SeSUS303CuSUS304
SUS304LSUS304N1SUS304LNSUS304J1SUS305SUS309SSUS310SSUS316
SUS316L
SUS316NSUS317SUS321SUS347SUS384SUS405SUS410LSUS429SUS430SUS430FSUS434SUS444SUSXM27SUS403SUS410SUS416SUS420J1SUS431SUS440ASUS630SUS631SUS631J1
284S16301S21
302S25
303S21303S41
304S31
304S11
305S19
310S31316S31
316S11
317S16321S31347S31
405S17
430S17
434S17
410S21416S21420S29431S29
X12CrNi17-7X2CrNiN18-7X12CrNi17-7
X10CrNiS18-9
X5CrNi18-10
X2CrNi19-11
X2CrNiN18-10
X5CrNi18-12
X5CrNiMo27-12-2X5CrNiMo27-13-3X2CrNiMo17-13-2X2CrNiMo17-14-3
X6CrNiTi18-10X6CrNiNb18-10
X6CrAl13
X6Cr17X7CrS18X6CrMo17-1
X10Cr13
X20Cr13X20CrNi17-2
X7CrNiAl17-7
S20100S20200S30100
S30200S30215S30300S30323
S30400
S30403S30451S30453
S30500S30908S31008S31600
S31603
S31651S31700S32100S34700S38400S40500
S42900S43000S43020S43400S44400S44627S40300S41000S41600S42000S43100S44002S17400S17700
201202301
302302B303303Se
304
304L304N304LN
305309S310S316
316L
316N317321347384405
429430430F434444
403410416420431440AS17400S17700
Stale nierdze-wne
Stale austenityczne
Stale ferrytyczne
Stale martenzytyczne
Stale utwardzane wydzieleniowo
* Powyższe gatunki stali dostarczane są przez odpowiednich krajowych dostawców
* Powyższe gatunki stali dostarczane są przez odpowiednich krajowych dostawców
KoreaTyp
KS
ISOISO
JaponiaJIS
U.S.A Wielka BrytaniaAISISAE
BSBS/EN
NiemcyDIN
DIN/EN
FrancjaNF
NF/EN
RosjaГOCT
KoreaTyp
KS
ISOISO
JaponiaJIS
U.S.A Wielka BrytaniaAISISAE
BSBS/EN
NiemcyDIN
DIN/EN
FrancjaNF
NF/EN
RosjaГOCT
Informacje ogólne I L
05L
Informacje ogólne I
ToczenieFrezowanie
Wiercenie
StożkiInform
acje techniczne
Frezy monolityczne
Informacje ogólne II
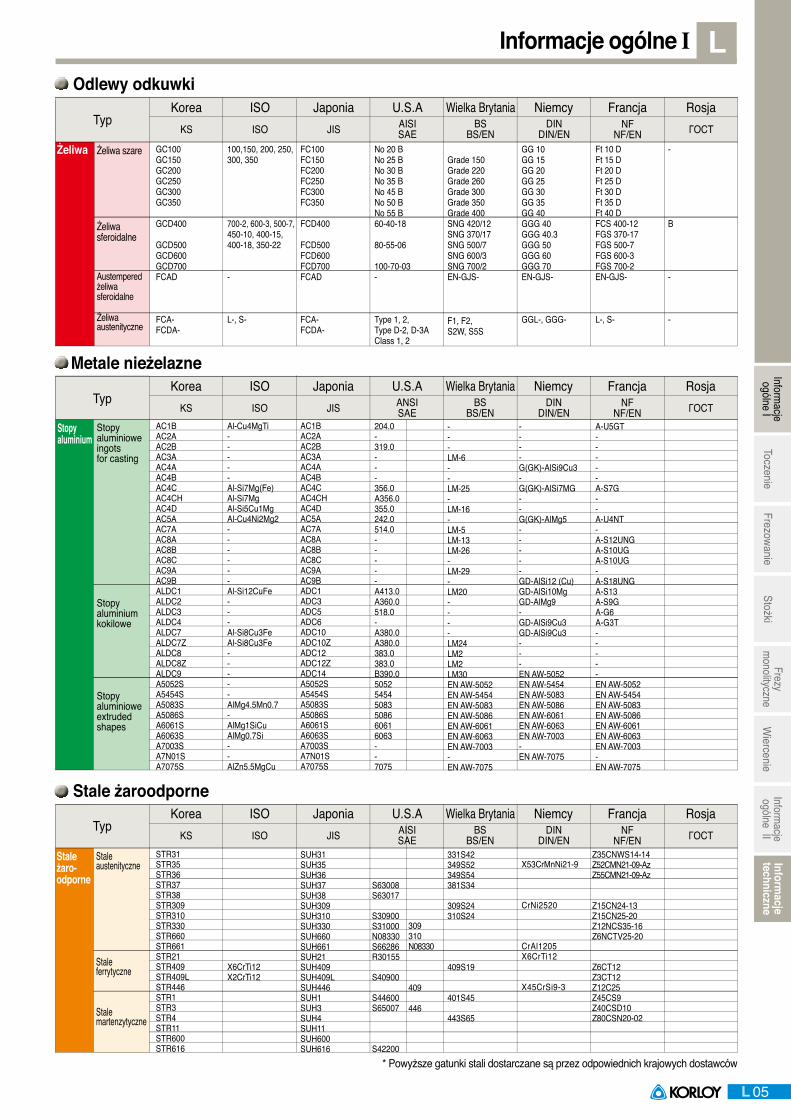
Odlewy odkuwki
Ft 10 DFt 15 DFt 20 DFt 25 DFt 30 DFt 35 DFt 40 DFCS 400-12FGS 370-17FGS 500-7FGS 600-3FGS 700-2EN-GJS-
L-, S-
-
B
-
-
GC100GC150GC200GC250GC300GC350
GCD400
GCD500GCD600GCD700FCAD
FCA-FCDA-
FC100FC150FC200FC250FC300FC350
FCD400
FCD500FCD600FCD700FCAD FCA-FCDA-
Grade 150 Grade 220Grade 260Grade 300Grade 350Grade 400SNG 420/12SNG 370/17SNG 500/7SNG 600/3SNG 700/2EN-GJS-
F1, F2,S2W, S5S
GG 10GG 15GG 20GG 25GG 30GG 35GG 40GGG 40GGG 40.3GGG 50GGG 60GGG 70EN-GJS-
GGL-, GGG-
No 20 BNo 25 BNo 30 BNo 35 BNo 45 BNo 50 BNo 55 B60-40-18
80-55-06
100-70-03-
Type 1, 2,Type D-2, D-3AClass 1, 2
Żeliwa
Austemperedżeliwa sferoidalne
Żeliwa austenityczne
Żeliwa szare
Żeliwa sferoidalne
Metale nieżelazne
Stale żaroodporne
100,150, 200, 250,300, 350
700-2, 600-3, 500-7,450-10, 400-15,400-18, 350-22
-
L-, S-
Stale żaro- odporne
Z35CNWS14-14Z52CMN21-09-AzZ55CMN21-09-Az
Z15CN24-13Z15CN25-20Z12NCS35-16Z6NCTV25-20
Z6CT12Z3CT12Z12C25Z45CS9Z40CSD10Z80CSN20-02
STR31STR35STR36STR37STR38STR309STR310STR330STR660STR661STR21STR409STR409LSTR446STR1STR3STR4STR11STR600STR616
X6CrTi12X2CrTi12
SUH31SUH35SUH36SUH37SUH38SUH309SUH310SUH330SUH660SUH661SUH21SUH409SUH409LSUH446SUH1SUH3SUH4SUH11SUH600SUH616
331S42349S52349S54381S34
309S24310S24
409S19
401S45
443S65
X53CrMnNi21-9
CrNi2520
CrAl1205X6CrTi12
X45CrSi9-3
S63008S63017
S30900S31000N08330S66286R30155
S40900
S44600S65007
S42200
309310N08330
409
446
Stale austenityczne
Stale ferrytyczne Stale martenzytyczne
A-U5GT-----A-S7G--A-U4NT-A-S12UNGA-S10UGA-S10UG-A-S18UNGA-S13A-S9GA-G6A-G3T-----EN AW-5052EN AW-5454EN AW-5083EN AW-5086EN AW-6061EN AW-6063EN AW-7003-EN AW-7075
AC1BAC2AAC2BAC3AAC4AAC4BAC4CAC4CHAC4DAC5AAC7AAC8AAC8BAC8CAC9AAC9BALDC1ALDC2ALDC3ALDC4ALDC7ALDC7ZALDC8ALDC8ZALDC9A5052SA5454SA5083SA5086SA6061SA6063SA7003SA7N01SA7075S
Al-Cu4MgTi-----Al-Si7Mg(Fe)Al-Si7MgAl-Si5Cu1MgAl-Cu4Ni2Mg2------Al-Si12CuFe---Al-Si8Cu3FeAl-Si8Cu3Fe-----AlMg4.5Mn0.7-AlMg1SiCuAlMg0.7Si--AlZn5.5MgCu
AC1BAC2AAC2BAC3AAC4AAC4BAC4CAC4CHAC4DAC5AAC7AAC8AAC8BAC8CAC9AAC9BADC1ADC3ADC5ADC6ADC10ADC10ZADC12ADC12ZADC14A5052SA5454SA5083SA5086SA6061SA6063SA7003SA7N01SA7075S
- - -LM-6--LM-25-LM-16-LM-5LM-13LM-26-LM-29-LM20 ----LM24LM2LM2LM30EN AW-5052EN AW-5454EN AW-5083EN AW-5086EN AW-6061EN AW-6063EN AW-7003-EN AW-7075
----G(GK)-AlSi9Cu3-G(GK)-AlSi7MG--G(GK)-AlMg5-----GD-AlSi12 (Cu)GD-AlSi10MgGD-AlMg9-GD-AlSi9Cu3GD-AlSi9Cu3---EN AW-5052EN AW-5454EN AW-5083EN AW-5086EN AW-6061EN AW-6063EN AW-7003-EN AW-7075
204.0-319.0---356.0A356.0355.0242.0514.0-----A413.0A360.0518.0-A380.0A380.0383.0383.0B390.0505254545083508660616063--7075
Stopy aluminiowe ingotsfor casting Stopy aluminium kokilowe Stopy aluminiowe extrudedshapes
Stopy aluminium
* Powyższe gatunki stali dostarczane są przez odpowiednich krajowych dostawców
KoreaTyp
KS
ISOISO
JaponiaJIS
U.S.A Wielka BrytaniaAISISAE
BSBS/EN
NiemcyDIN
DIN/EN
FrancjaNF
NF/EN
RosjaГOCT
KoreaTyp
KS
ISOISO
JaponiaJIS
U.S.A Wielka BrytaniaANSISAE
BSBS/EN
NiemcyDIN
DIN/EN
FrancjaNF
NF/EN
RosjaГOCT
KoreaTyp
KS
ISOISO
JaponiaJIS
U.S.A Wielka BrytaniaAISISAE
BSBS/EN
NiemcyDIN
DIN/EN
FrancjaNF
NF/EN
RosjaГOCT
Informacje ogólne IL
06L
Infor
macje
og
ólne I
Tocz
enie
Frez
owan
ieW
ierce
nieSt
ożki
Info
rmac
je
tech
nicz
neFr
ezy
mono
litycz
neInf
orma
cje
ogóln
e II
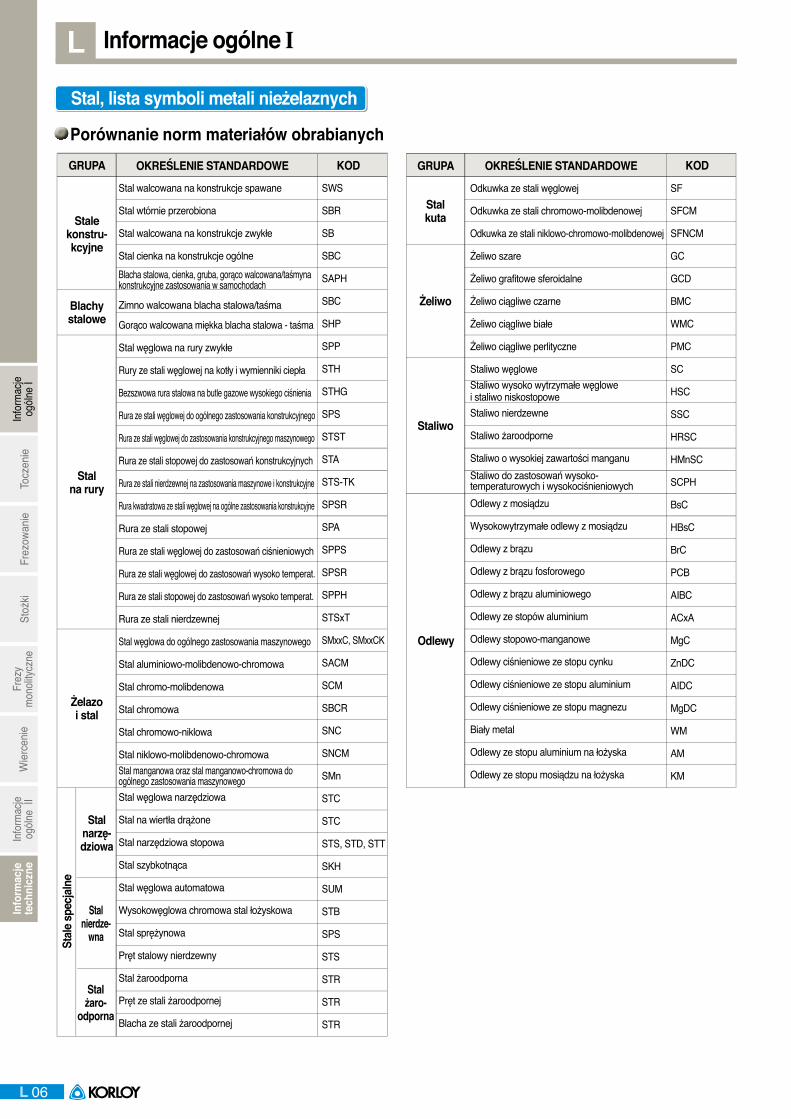
Porównanie norm materiałów obrabianych
Stal, lista symboli metali nieżelaznych
Stale
spec
jalne
GRUPA
Stalekonstru- kcyjne
Blachy stalowe
Stal na rury
Żelazo i stal
Stal narzę- dziowa
Stal nierdze-
wna
Stal żaro-
odporna
OKREŚLENIE STANDARDOWE KOD
Stal walcowana na konstrukcje spawane
Stal wtórnie przerobiona
Stal walcowana na konstrukcje zwykłe
Stal cienka na konstrukcje ogólneBlacha stalowa, cienka, gruba, gorąco walcowana/taśmynakonstrukcyjne zastosowania w samochodach
Zimno walcowana blacha stalowa/taśma
Gorąco walcowana miękka blacha stalowa - taśma
Stal węglowa na rury zwykłe
Rury ze stali węglowej na kotły i wymienniki ciepła
Bezszwowa rura stalowa na butle gazowe wysokiego ciśnienia
Rura ze stali węglowej do ogólnego zastosowania konstrukcyjnego
Rura ze stali węglowej do zastosowania konstrukcyjnego maszynowego
Rura ze stali stopowej do zastosowań konstrukcyjnych
Rura ze stali nierdzewnej na zastosowania maszynowe i konstrukcyjne
Rura kwadratowa ze stali węglowej na ogólne zastosowania konstrukcyjne
Rura ze stali stopowej
Rura ze stali węglowej do zastosowań ciśnieniowych
Rura ze stali węglowej do zastosowań wysoko temperat.
Rura ze stali stopowej do zastosowań wysoko temperat.
Rura ze stali nierdzewnej
Stal węglowa do ogólnego zastosowania maszynowego
Stal aluminiowo-molibdenowo-chromowa
Stal chromo-molibdenowa
Stal chromowa
Stal chromowo-niklowa
Stal niklowo-molibdenowo-chromowaStal manganowa oraz stal manganowo-chromowa doogólnego zastosowania maszynowegoStal węglowa narzędziowa
Stal na wiertła drążone
Stal narzędziowa stopowa
Stal szybkotnąca
Stal węglowa automatowa
Wysokowęglowa chromowa stal łożyskowa
Stal sprężynowa
Pręt stalowy nierdzewny
Stal żaroodporna
Pręt ze stali żaroodpornej
Blacha ze stali żaroodpornej
SWS
SBR
SB
SBC
SAPH
SBC
SHP
SPP
STH
STHG
SPS
STST
STA
STS-TK
SPSR
SPA
SPPS
SPSR
SPPH
STSxT
SMxxC, SMxxCK
SACM
SCM
SBCR
SNC
SNCM
SMn
STC
STC
STS, STD, STT
SKH
SUM
STB
SPS
STS
STR
STR
STR
Stal kuta
Żeliwo
Staliwo
GRUPA
Odlewy
OKREŚLENIE STANDARDOWE KOD
SF
SFCM
SFNCM
GC
GCD
BMC
WMC
PMC
SC
HSC
SSC
HRSC
HMnSC
SCPH
BsC
HBsC
BrC
PCB
AIBC
ACxA
MgC
ZnDC
AIDC
MgDC
WM
AM
KM
Odkuwka ze stali węglowej
Odkuwka ze stali chromowo-molibdenowej
Odkuwka ze stali niklowo-chromowo-molibdenowej
Żeliwo szare
Żeliwo grafitowe sferoidalne
Żeliwo ciągliwe czarne
Żeliwo ciągliwe białe
Żeliwo ciągliwe perlityczne
Staliwo węglowe Staliwo wysoko wytrzymałe węglowe i staliwo niskostopowe Staliwo nierdzewne
Staliwo żaroodporne
Staliwo o wysokiej zawartości manganu Staliwo do zastosowań wysoko- temperaturowych i wysokociśnieniowych Odlewy z mosiądzu
Wysokowytrzymałe odlewy z mosiądzu
Odlewy z brązu
Odlewy z brązu fosforowego
Odlewy z brązu aluminiowego
Odlewy ze stopów aluminium
Odlewy stopowo-manganowe
Odlewy ciśnieniowe ze stopu cynku
Odlewy ciśnieniowe ze stopu aluminium
Odlewy ciśnieniowe ze stopu magnezu
Biały metal
Odlewy ze stopu aluminium na łożyska
Odlewy ze stopu mosiądzu na łożyska
Informacje ogólne I L
07L
Informacje ogólne I
ToczenieFrezowanie
Wiercenie
StożkiInform
acje techniczne
Frezy monolityczne
Informacje ogólne II
1.01972×10-1 1.01972×102
1 7.5×10
1.18572×10-1
1×10-3 1
1×103 1×102
9.80665×10
1 9.80665 1×10-5
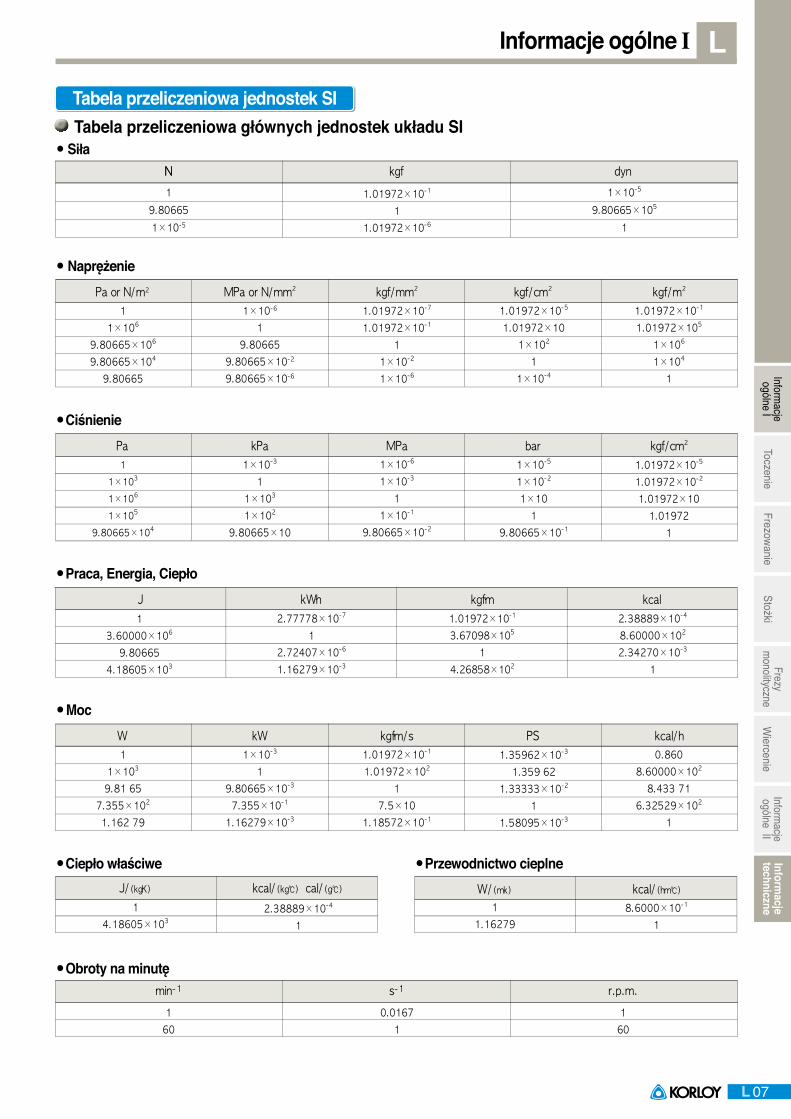
Tabela przeliczeniowa głównych jednostek układu SI
● Ciepło właściwe
1 1×106
9.80665×106 9.80665×104
9.80665
1×10-6 1
9.80665 9.80665×10-2 9.80665×10-6
1.01972×10-7
1.01972×10-1
1 1×10-2 1×10-6
1.01972×10-5 1.01972×10
1×102 1
1×10-4
1.01972×10-1
1.01972×105 1×106 1×104
1
NN
Pa or N/m2 MPa or N/mm2 kgf/mm2 kgf/cm2 kgf/m2
J/(kg·K) kcal/(kg·℃) cal/(g·℃)
kgf dyn 1.01972×10-1
1 1.01972×10-6
1×10-5 9.80665×105
1
1 4.18605×103
2.38889×10-4
1
● Przewodnictwo cieplne W/(m·k) kcal/(h·m·℃)
1 1.16279
8.6000×10-1
1
● Siła
1 60
min-1 s-1 r.p.m. 0.0167
11
60
● Obroty na minutę
● Naprężenie
1 1×103
1×106
1×105 9.80665×104
1×10-6 1×10-3
1 1×10-1
9.80665×10-2
1×10-5 1×10-2 1×10
1 9.80665×10-1
1.01972×10-5 1.01972×10-2 1.01972×10
1.01972 1
Pa kPa MPa bar kgf/cm2
● Ciśnienie
1 1×103 9.81 65
7.355×102 1.162 79
1×10-3 1
9.80665×10-3 7.355×10-1
1.16279×10-3
1.35962×10-3 1.359 62
1.33333×10-2 1
1.58095×10-3
0.860 8.60000×102
8.433 71 6.32529×102
1
W kW kgf·m/s PS kcal/h
● Moc
1 3.60000×106
9.80665 4.18605×103
2.77778×10-7 1
2.72407×10-6 1.16279×10-3
1.01972×10-1 3.67098×105
1 4.26858×102
2.38889×10-4 8.60000×102 2.34270×10-3
1
J kW·h kgf·m kcal
● Praca, Energia, Ciepło
Tabela przeliczeniowa jednostek SI
Informacje ogólne IL
08L
Infor
macje
og
ólne I
Tocz
enie
Frez
owan
ieW
ierce
nieSt
ożki
Info
rmac
je
tech
nicz
neFr
ezy
mono
litycz
neInf
orma
cje
ogóln
e II
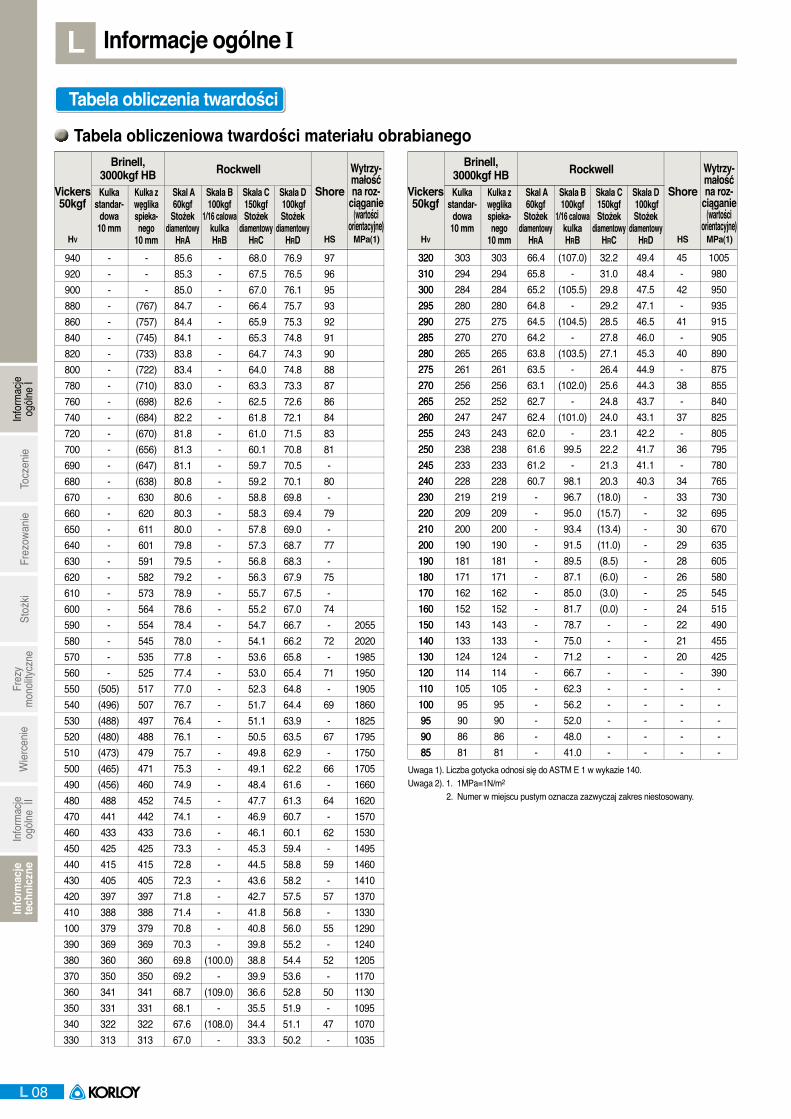
Tabela obliczeniowa twardości materiału obrabianego
Tabela obliczenia twardości
940 - - 85.6 - 68.0 76.9 97 920 - - 85.3 - 67.5 76.5 96 900 - - 85.0 - 67.0 76.1 95 880 - (767) 84.7 - 66.4 75.7 93 860 - (757) 84.4 - 65.9 75.3 92 840 - (745) 84.1 - 65.3 74.8 91 820 - (733) 83.8 - 64.7 74.3 90 800 - (722) 83.4 - 64.0 74.8 88 780 - (710) 83.0 - 63.3 73.3 87 760 - (698) 82.6 - 62.5 72.6 86 740 - (684) 82.2 - 61.8 72.1 84 720 - (670) 81.8 - 61.0 71.5 83 700 - (656) 81.3 - 60.1 70.8 81 690 - (647) 81.1 - 59.7 70.5 - 680 - (638) 80.8 - 59.2 70.1 80 670 - 630 80.6 - 58.8 69.8 - 660 - 620 80.3 - 58.3 69.4 79 650 - 611 80.0 - 57.8 69.0 - 640 - 601 79.8 - 57.3 68.7 77 630 - 591 79.5 - 56.8 68.3 - 620 - 582 79.2 - 56.3 67.9 75 610 - 573 78.9 - 55.7 67.5 - 600 - 564 78.6 - 55.2 67.0 74 590 - 554 78.4 - 54.7 66.7 - 2055 580 - 545 78.0 - 54.1 66.2 72 2020 570 - 535 77.8 - 53.6 65.8 - 1985 560 - 525 77.4 - 53.0 65.4 71 1950 550 (505) 517 77.0 - 52.3 64.8 - 1905 540 (496) 507 76.7 - 51.7 64.4 69 1860 530 (488) 497 76.4 - 51.1 63.9 - 1825 520 (480) 488 76.1 - 50.5 63.5 67 1795 510 (473) 479 75.7 - 49.8 62.9 - 1750 500 (465) 471 75.3 - 49.1 62.2 66 1705 490 (456) 460 74.9 - 48.4 61.6 - 1660 480 488 452 74.5 - 47.7 61.3 64 1620 470 441 442 74.1 - 46.9 60.7 - 1570 460 433 433 73.6 - 46.1 60.1 62 1530 450 425 425 73.3 - 45.3 59.4 - 1495 440 415 415 72.8 - 44.5 58.8 59 1460 430 405 405 72.3 - 43.6 58.2 - 1410 420 397 397 71.8 - 42.7 57.5 57 1370 410 388 388 71.4 - 41.8 56.8 - 1330 100 379 379 70.8 - 40.8 56.0 55 1290 390 369 369 70.3 - 39.8 55.2 - 1240 380 360 360 69.8 (100.0) 38.8 54.4 52 1205 370 350 350 69.2 - 39.9 53.6 - 1170 360 341 341 68.7 (109.0) 36.6 52.8 50 1130 350 331 331 68.1 - 35.5 51.9 - 1095 340 322 322 67.6 (108.0) 34.4 51.1 47 1070 330 313 313 67.0 - 33.3 50.2 - 1035
RockwellBrinell,3000kgf HB
Vickers50kgf
HV HS MPa(1)
Skal A 60kgf
Stożek diamentowy
HRA
Skala B 100kgf
1/16 calowa kulka HRB
Skala C 150kgf Stożek
diamentowy HRC
Skala D 100kgf Stożek
diamentowy HRD
Shore
Wytrzy-małość na roz-
ciąganie(wartości
orientacyjne)
Kulka z węglika spieka-nego
10 mm
Kulka standar-
dowa 10 mm
320310300295290285280275270265260255250245240230220210200190180170160150140130120110100959085
30329428428027527026526125625224724323823322821920920019018117116215214313312411410595908681
30329428428027527026526125625224724323823322821920920019018117116215214313312411410595908681
66.465.865.264.864.564.263.863.563.162.762.462.061.661.260.7
-----------------
(107.0)-
(105.5)-
(104.5)-
(103.5)-
(102.0)-
(101.0)-
99.5-
98.196.795.093.491.589.587.185.081.778.775.071.266.762.356.252.048.041.0
32.231.029.829.228.527.827.126.425.624.824.023.122.221.320.3
(18.0)(15.7)(13.4)(11.0)(8.5)(6.0)(3.0)(0.0)
---------
49.448.447.547.146.546.045.344.944.343.743.142.241.741.140.3
-----------------
45-
42-
41-
40-
38-
37-
36-
343332302928262524222120------
1005980950935915905890875855840825805795780765730695670635605580545515490455425390
-----
Uwaga 1). Liczba gotycka odnosi się do ASTM E 1 w wykazie 140. Uwaga 2). 1. 1MPa=1N/m2
2. Numer w miejscu pustym oznacza zazwyczaj zakres niestosowany.
320310300295290285280275270265260255250245240230220210200190180170160150140130120110100959085
RockwellBrinell,3000kgf HB
Vickers50kgf
HV HS MPa(1)
Skal A 60kgf
Stożek diamentowy
HRA
Skala B 100kgf
1/16 calowa kulka HRB
Skala C 150kgf Stożek
diamentowy HRC
Skala D 100kgf Stożek
diamentowy HRD
Shore
Wytrzy-małość na roz-
ciąganie(wartości
orientacyjne)
Kulka z węglika spieka-nego
10 mm
Kulka standar-
dowa 10 mm
Informacje ogólne I L
09L
Informacje ogólne I
ToczenieFrezowanie
Wiercenie
StożkiInform
acje techniczne
Frezy monolityczne
Informacje ogólne II
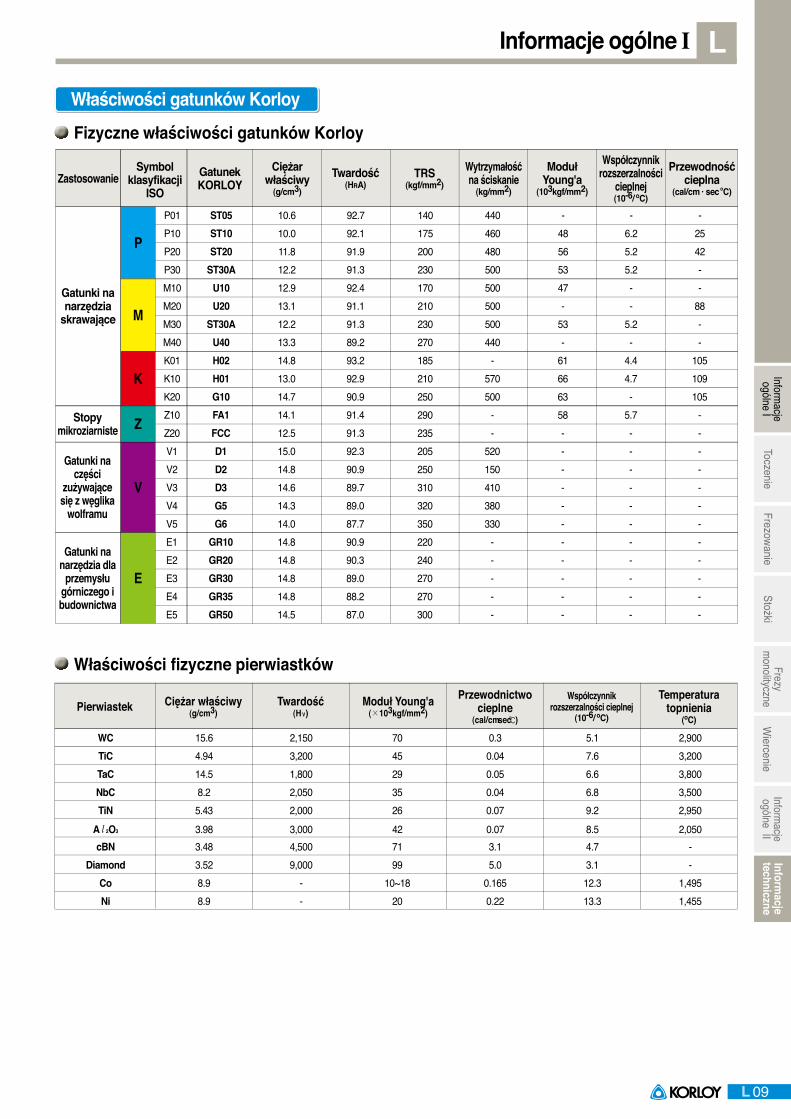
Fizyczne właściwości gatunków Korloy
Właściwości fizyczne pierwiastków
Właściwości gatunków Korloy
P01 ST05 10.6 92.7 140 440 - - - P10 ST10 10.0 92.1 175 460 48 6.2 25 P20 ST20 11.8 91.9 200 480 56 5.2 42 P30 ST30A 12.2 91.3 230 500 53 5.2 - M10 U10 12.9 92.4 170 500 47 - - M20 U20 13.1 91.1 210 500 - - 88 M30 ST30A 12.2 91.3 230 500 53 5.2 - M40 U40 13.3 89.2 270 440 - - - K01 H02 14.8 93.2 185 - 61 4.4 105 K10 H01 13.0 92.9 210 570 66 4.7 109 K20 G10 14.7 90.9 250 500 63 - 105 Z10 FA1 14.1 91.4 290 - 58 5.7 - Z20 FCC 12.5 91.3 235 - - - - V1 D1 15.0 92.3 205 520 - - - V2 D2 14.8 90.9 250 150 - - - V3 D3 14.6 89.7 310 410 - - - V4 G5 14.3 89.0 320 380 - - - V5 G6 14.0 87.7 350 330 - - - E1 GR10 14.8 90.9 220 - - - - E2 GR20 14.8 90.3 240 - - - - E3 GR30 14.8 89.0 270 - - - - E4 GR35 14.8 88.2 270 - - - - E5 GR50 14.5 87.0 300 - - - -
P
M
K
E
V
Z
Gatunki na narzędzia
skrawające
Stopy mikroziarniste
Gatunki na części
zużywające się z węglika
wolframu
Gatunki na narzędzia dla
przemysłu górniczego i budownictwa
Przewodność cieplna
(cal/cm · sec oC)
Współczynnik rozszerzalności
cieplnej(10-6/ oC)
Moduł Young'a
(103kgf/mm2)
Wytrzymałość na ściskanie
(kg/mm2)
TRS(kgf/mm2)
Twardość(HRA)
Ciężar właściwy
(g/cm3)
Gatunek KORLOY
Symbol klasyfikacji
ISOZastosowanie
WC 15.6 2,150 70 0.3 5.1 2,900 TiC 4.94 3,200 45 0.04 7.6 3,200 TaC 14.5 1,800 29 0.05 6.6 3,800 NbC 8.2 2,050 35 0.04 6.8 3,500 TiN 5.43 2,000 26 0.07 9.2 2,950 Aℓ2O3 3.98 3,000 42 0.07 8.5 2,050 cBN 3.48 4,500 71 3.1 4.7 - Diamond 3.52 9,000 99 5.0 3.1 - Co 8.9 - 10~18 0.165 12.3 1,495 Ni 8.9 - 20 0.22 13.3 1,455
Temperatura topnienia
(oC)
Współczynnik rozszerzalności cieplnej
(10-6/ oC)
Przewodnictwo cieplne
(cal/cm·sec·℃)
Moduł Young'a(×103kgf/mm2)
Twardość(HV)
Ciężar właściwy(g/cm3)Pierwiastek
Informacje ogólne IL
10L
Infor
macje
og
ólne I
Tocz
enie
Frez
owan
ieW
ierce
nieSt
ożki
Info
rmac
je
tech
nicz
neFr
ezy
mono
litycz
neInf
orma
cje
ogóln
e II
10L
Wier
cenie
Info
rmac
je
tech
nicz
neFr
ezy
mono
litycz
neInf
orma
cje
ogóln
e II
테이
퍼 종
류
L 10
1) Stale austenityczne: jest jeden z najbardziej ogólnych rodzajów stali nierdzewnych posiada najlepsze własności antykorozyjne ze względu na wysoką zawartość chromu i niklu. Duża zawartość niklu nie sprzyja obróbce. Stale nierdzewne austenityczne stosowane są zazwyczaj do wyrobu puszek, produktów chemicznych oraz na zastosowania konstrukcyjne (AISI 303, 304, 316).
2) Stale ferrytyczne: zawartość chromu tych stali jest podobna do stali austenitycznych, nie zawierają niklu co ułatwia obróbkę (AISI 410, 430, 434).
3) Stale martenzytyczne: jest to jedyna stal nierdzewna żaroodporna. Posiada dużą zawartość węgla, ale słabą odporność na korozję i stosowana jest na części wymagające dużej twardości (AISI 410, 420, 432).
4) Stale utwardzane wydzieleniowo: stop chromu z niklem, posiada wyższą twardość dzięki niższej temperaturze obróbki cieplnej oraz doskonałą odporność na korozję a równocześnie wytrzymałość (AISI 17, 15).
5) Stale austenityczno-ferrytyczne: mają podobne własności do stali austenitycznych i ferrytycznych, ale charakteryzują się lepszą żaroodpornością (dwa razy lepszą). Zazwyczaj stosowane, gdy wymagana jest odporność na podwyższoną temperaturę i korozję, taką jak np. skraplanie (AISI S2304, 2507).
1) Utwardzalność – powoduje przedwczesne zużycie narzędzia oraz złą kontrolę wiór.2) Niskie przewodnictwo cieplne – powoduje odkształcenie plastyczne krawędzi skrawającej oraz szybkie zużywanie się narzędzi.3) Narost – bardziej narażone na mikro wykruszenia krawędzie skrawające są przyczyną złej jakości powierzchni.4) Chemiczne powinowactwo pomiędzy narzędziem a materiałem obrabianym spowodowane przez utwardzanie oraz niskie przewodnictwo
materiału obrabianego, co może powodować nienormalne zużycie, wykruszanie się i/lub nienormalne pęknięcia.
1) Stosować narzędzia o wysokim przewodnictwie cieplnym. Niskie przewodnictwo stali nierdzewnych przyspiesza zużycie narzędzia wynikające ze spadku twardości krawędzi skrawającej płytki w wyniku jej podgrzewania się. Korzystniejsze jest użycie narzędzia o wyższym przewodnictwie cieplnym i użycie większej ilości chłodziwa.
2) Ostrzejsza krawędź skrawająca. Zachodzi konieczność użycia większych kątów natarcia oraz szerszych powierzchni łamacza celem zmniejszenia nacisku w wyniku oporów skrawania oraz nie dopuszczenia do narostów. Również sprzyja to lepszej kontroli wióra.
3) Optymalne parametry skrawania. Nieodpowiednie warunki obróbki takie, jak bardzo niskie lub wysokie prędkości lub też niskie wartości posuwu mogą być przyczyną krótkiej żywotności narzędzia ze względu na utwardzanie się obrabianego materiału.
4) Dobór odpowiedniego narzędzia. Narzędzia do stali nierdzewnej winny posiadać dużą wytrzymałość, powinny mieć mocną krawędź skrawającą oraz wyższą przyczepność warstwy.
‣ Stale nierdzewne znane są ze swoich doskonałych własności antykorozyjnych. ‣ Doskonałe własności antykorozyjne zawdzięczają dodatkowi chromu do stopu. W ogólnym przypadku stale nierdzewne zawierają 4%-10% chromu.
● Klasyfikacja i właściwości stali nierdzewnych.
● Czynniki utrudniające obróbkę stali nierdzewnych.
● Wskazówki do obróbki stali nierdzewnych.
Wytyczne do obróbki stali nierdzewnej
Informacja techniczna odnośnie stali nierdzewnej
Informacje ogólne I L
11L
Informacje ogólne I
ToczenieFrezowanie
Wiercenie
StożkiInform
acje techniczne
Frezy monolityczne
Informacje ogólne II
‣ Specjalnie zaprojektowane podłoże oraz warstwa przystosowana do szybkościowej obróbki stali nierdzewnej.
‣ Doskonałe wyniki skrawania w warunkach umiarkowanej prędkości do skrawania stali niskowęglowych oraz stali stopowych o niskiej zawartości węgla.
‣ Dłuższa żywotność narzędzia uzyskiwana dzięki doskonałej odporności na wykruszenia płytki. ‣ Możliwość uzyskania lepszych osiągów skrawania. Korloy oferuje różne kombinacje łamaczy wiór
do obróbki nawet przy dużych głębokościach skrawania.
● NC9025, do toczenia szybkościowego i ze średnią prędkością stali nierdzewnej.
● PC9030 do toczenia stali nierdzewnej z prędkością umiarkowaną do niskiej.
● PC9530, do frezowania stali nierdzewnej z prędkością umiarkowaną do niskiej.
▶ Nowe gatunki Korloy do obróbki stali nierdzewnych
‣ Dzięki zastosowaniu podłoża z drobnoziarnistego węglika, PC9030 posiada bardziej wytrzymałe podłoże do obrabiania stali nierdzewnych z prędkością umiarkowaną oraz obróbki przerywanej.
‣ Pokrycie PVD zastosowane dla tego gatunku sprzyja odporności na skrawanie oraz odporności do przylegania podczas obróbki trudno obrabialnych materiałów.
‣ Gatunek ekskluzywny dla stali nierdzewnej z wykorzystaniem jako podłoża wytrzymałego węglika oraz pokrycia PVD zapewniające doskonałe własności smarne płytki.
‣ Poprawna jakość powierzchni oraz zmniejszone zadziory dzięki zastosowaniu naszych łamaczy wiór z przeznaczeniem wyłącznie do stali nierdzewnych.
‣ Twarde podłoże z mikroziarnistego węglika głównie używane podczas obróbki zgrubnej i przerywanej przy frezowaniu stali nierdzewnych.
‣ Pokrycie PVD wprowadzone dla poprawy żywotności w zastosowaniu do stali nierdzewnych i niklowo-chromowych.
‣ Aby zredukować pękanie krawędzi Korloy zastosował podłoże z węglika i powłoki PVD dla zapobiegania narastaniu materiału w obrębie ostrza.
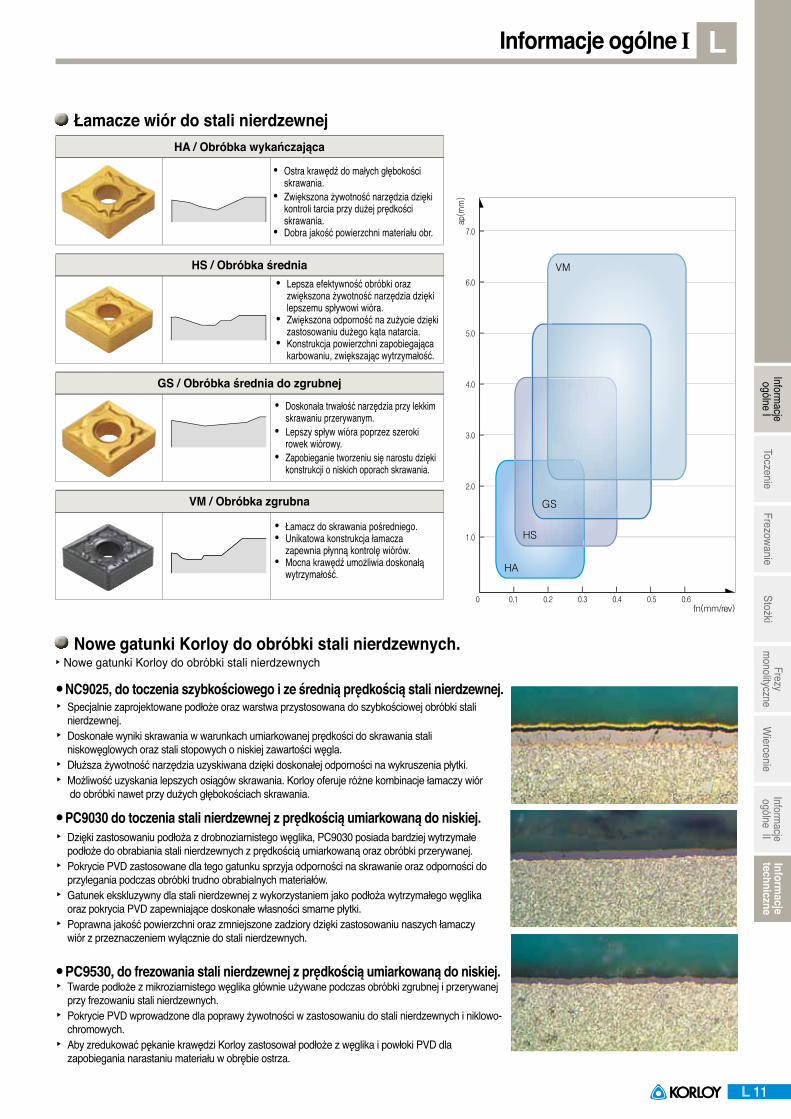
• Ostra krawędź do małych głębokości skrawania.
• Zwiększona żywotność narzędzia dzięki kontroli tarcia przy dużej prędkości skrawania.
• Dobra jakość powierzchni materiału obr.
HA / Obróbka wykańczająca
• Lepsza efektywność obróbki oraz zwiększona żywotność narzędzia dzięki lepszemu spływowi wióra.
• Zwiększona odporność na zużycie dzięki zastosowaniu dużego kąta natarcia.
• Konstrukcja powierzchni zapobiegająca karbowaniu, zwiększając wytrzymałość.
HS / Obróbka średnia
• Doskonała trwałość narzędzia przy lekkim skrawaniu przerywanym.
• Lepszy spływ wióra poprzez szeroki rowek wiórowy.
• Zapobieganie tworzeniu się narostu dzięki konstrukcji o niskich oporach skrawania.
GS / Obróbka średnia do zgrubnej
• Łamacz do skrawania pośredniego. • Unikatowa konstrukcja łamacza
zapewnia płynną kontrolę wiórów. • Mocna krawędź umożliwia doskonałą
wytrzymałość.
VM / Obróbka zgrubna
Łamacze wiór do stali nierdzewnej
Nowe gatunki Korloy do obróbki stali nierdzewnych.
ToczenieL
12L
Infor
macje
og
ólne I
Tocz
enie
Frez
owan
ieW
ierce
nieSt
ożki
Info
rmac
je
tech
nicz
neFr
ezy
mono
litycz
neInf
orma
cje
ogóln
e II
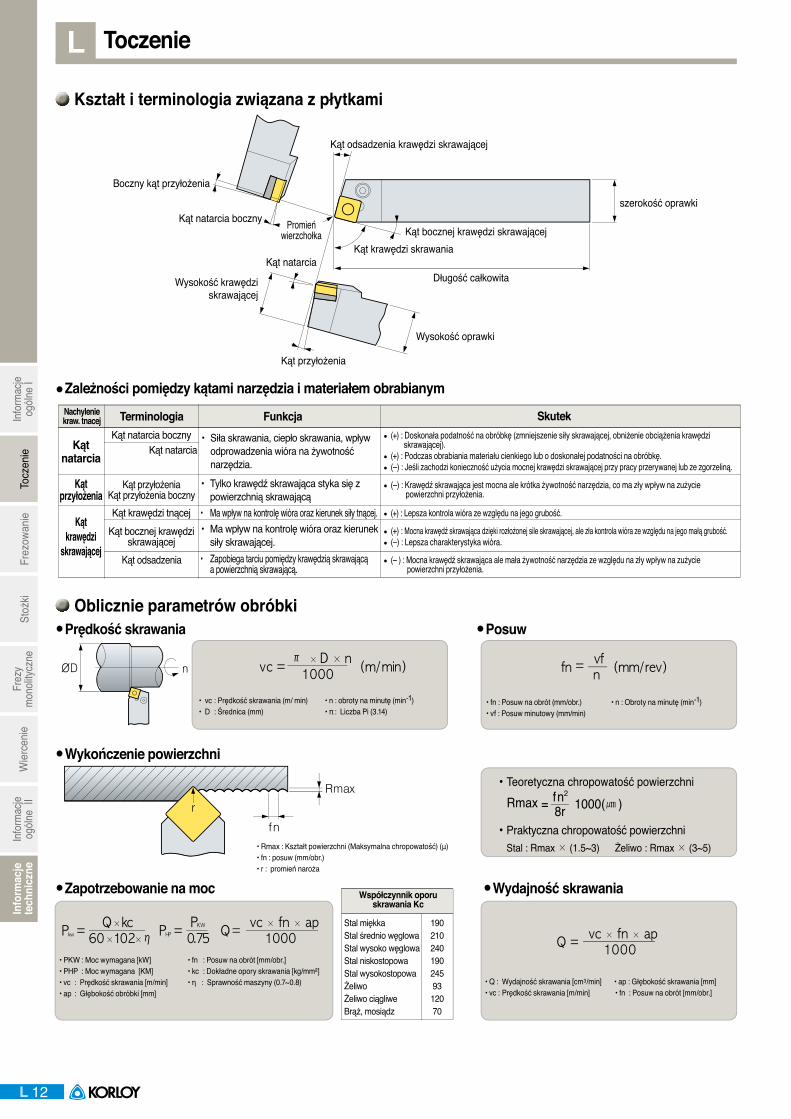
Kąt odsadzenia krawędzi skrawającej
Boczny kąt przyłożenia
Kąt natarcia boczny Promień wierzchołka
Kąt przyłożenia
Kąt natarcia
Wysokość krawędzi skrawającej
Wysokość oprawki
Kąt krawędzi skrawaniaKąt bocznej krawędzi skrawającej
szerokość oprawki
Długość całkowita
● Zależności pomiędzy kątami narzędzia i materiałem obrabianym
● Prędkość skrawania
● Wykończenie powierzchni
● Wydajność skrawania
● Posuw
vc = π × D × n (m/min) 1000 fn = vf (mm/rev) n
Q = vc × fn × ap 1000 Q = vc × fn × ap
1000Pkw = Q × kc 60 ×102× η PHP = PKW
0.75
● Zapotrzebowanie na moc
Kształt i terminologia związana z płytkami
Oblicznie parametrów obróbki
• (+) : Doskonała podatność na obróbkę (zmniejszenie siły skrawającej, obniżenie obciążenia krawędzi skrawającej).
• (+) : Podczas obrabiania materiału cienkiego lub o doskonałej podatności na obróbkę. • (–) : Jeśli zachodzi konieczność użycia mocnej krawędzi skrawającej przy pracy przerywanej lub ze zgorzeliną.
• (–) : Krawędź skrawająca jest mocna ale krótka żywotność narzędzia, co ma zły wpływ na zużycie powierzchni przyłożenia.
• (+) : Lepsza kontrola wióra ze względu na jego grubość.
• (+) : Mocna krawędź skrawająca dzięki rozłożonej sile skrawającej, ale zła kontrola wióra ze względu na jego małą grubość. • (–) : Lepsza charakterystyka wióra.
• (– ) : Mocna krawędź skrawająca ale mała żywotność narzędzia ze względu na zły wpływ na zużycie powierzchni przyłożenia.
SkutekNachylenie kraw. tnacej
Kąt natarcia
Kąt natarcia bocznyKąt natarcia
• Siła skrawania, ciepło skrawania, wpływ odprowadzenia wióra na żywotność narzędzia.
• Tylko krawędź skrawająca styka się z powierzchnią skrawającą
• Ma wpływ na kontrolę wióra oraz kierunek siły tnącej. • Ma wpływ na kontrolę wióra oraz kierunek
siły skrawającej. • Zapobiega tarciu pomiędzy krawędzią skrawającą
a powierzchnią skrawającą.
Kąt przyłożeniaKąt przyłożenia bocznyKąt krawędzi tnącej
Kąt bocznej krawędzi skrawającej
Kąt odsadzenia
Kąt przyłożenia
Kąt krawędzi
skrawającej
Terminologia Funkcja
• vc : Prędkość skrawania (m/ min)• D : Średnica (mm)
• n : obroty na minutę (min-1)• π : Liczba Pi (3.14)
• fn : Posuw na obrót (mm/obr.) • vf : Posuw minutowy (mm/min)
• n : Obroty na minutę (min-1)
• Rmax : Kształt powierzchni (Maksymalna chropowatość) (μ)• fn : posuw (mm/obr.)• r : promień naroża
• PKW : Moc wymagana [kW]• PHP : Moc wymagana [KM]• vc : Prędkość skrawania [m/min]• ap : Głębokość obróbki [mm]
• fn : Posuw na obrót [mm/obr.]• kc : Dokładne opory skrawania [kg/mm²]• η : Sprawność maszyny (0.7~0.8)
Współczynnik oporu skrawania Kc
Stal miękkaStal średnio węglowaStal wysoko węglowaStal niskostopowaStal wysokostopowaŻeliwoŻeliwo ciągliweBrąż, mosiądz
1902102401902459312070
Rmax = fn2
1000(㎛ ) 8r
•Teoretyczna chropowatość powierzchni
•Praktyczna chropowatość powierzchni Stal : Rmax × (1.5~3) Żeliwo : Rmax × (3~5)
• Q : Wydajność skrawania [cm3/min] • ap : Głębokość skrawania [mm]• vc : Prędkość skrawania [m/min] • fn : Posuw na obrót [mm/obr.]
Toczenie L
13L
Informacje ogólne I
ToczenieFrezowanie
Wiercenie
StożkiInform
acje techniczne
Frezy monolityczne
Informacje ogólne II
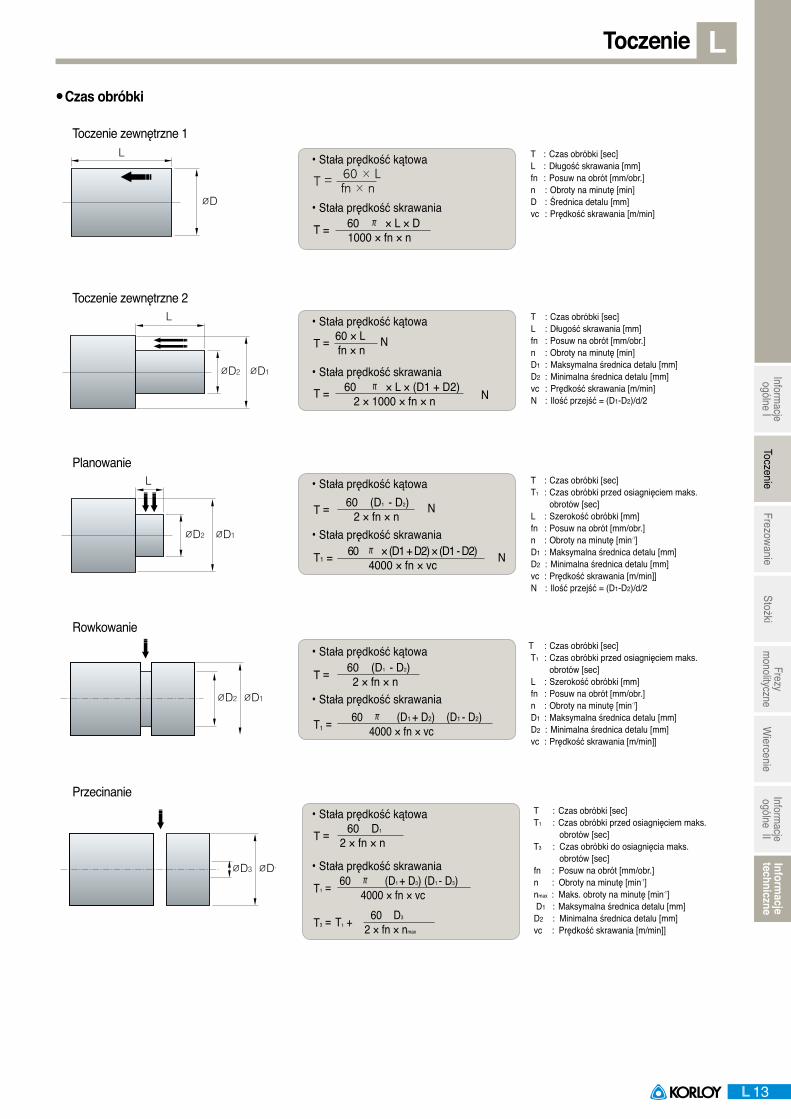
● Czas obróbki
Toczenie zewnętrzne 1
Planowanie
•Stała prędkość kątowa
T = 60 × L fn × n
•Stała prędkość skrawania T = 60 × π × L × D 1000 × fn × n
Toczenie zewnętrzne 2•Stała prędkość kątowa T = 60 × L × N fn × n
•Stała prędkość skrawania T = 60 × π × L × (D1 + D2) × N 2 × 1000 × fn × n
•Stała prędkość kątowa
T = 60 × (D1 - D2) × N 2 × fn × n•Stała prędkość skrawania T1 = 60 × π × (D1 + D2) × (D1 - D2) × N 4000 × fn × vc
Rowkowanie
•Stała prędkość kątowa
T = 60 × (D1 - D2) 2 × fn × n•Stała prędkość skrawania
T1 = 60 × π × (D1 + D2) × (D1 - D2) 4000 × fn × vc
Przecinanie •Stała prędkość kątowa T = 60 × D1 2 × fn × n
•Stała prędkość skrawania T1 = 60 × π × (D1 + D3) (D1 - D3) 4000 × fn × vc
T3 = 60 × D3 T1 + 2 × fn × nmax
T : Czas obróbki [sec] L : Długość skrawania [mm] fn : Posuw na obrót [mm/obr.] n : Obroty na minutę [min] D : Średnica detalu [mm] vc : Prędkość skrawania [m/min]
T : Czas obróbki [sec] L : Długość skrawania [mm] fn : Posuw na obrót [mm/obr.] n : Obroty na minutę [min] D1 : Maksymalna średnica detalu [mm] D2 : Minimalna średnica detalu [mm] vc : Prędkość skrawania [m/min] N : Ilość przejść = (D1-D2)/d/2
T : Czas obróbki [sec] T1 : Czas obróbki przed osiagnięciem maks. obrotów [sec] L : Szerokość obróbki [mm] fn : Posuw na obrót [mm/obr.] n : Obroty na minutę [min-1] D1 : Maksymalna średnica detalu [mm] D2 : Minimalna średnica detalu [mm] vc : Prędkość skrawania [m/min]] N : Ilość przejść = (D1-D2)/d/2
T : Czas obróbki [sec] T1 : Czas obróbki przed osiagnięciem maks. obrotów [sec] L : Szerokość obróbki [mm] fn : Posuw na obrót [mm/obr.] n : Obroty na minutę [min-1] D1 : Maksymalna średnica detalu [mm] D2 : Minimalna średnica detalu [mm] vc : Prędkość skrawania [m/min]]
T : Czas obróbki [sec] T1 : Czas obróbki przed osiagnięciem maks. obrotów [sec] T3 : Czas obróbki do osiagnięcia maks. obrotów [sec] fn : Posuw na obrót [mm/obr.] n : Obroty na minutę [min-1] nmax : Maks. obroty na minutę [min-1] D1 : Maksymalna średnica detalu [mm] D2 : Minimalna średnica detalu [mm] vc : Prędkość skrawania [m/min]]
ToczenieL
14L
Infor
macje
og
ólne I
Tocz
enie
Frez
owan
ieW
ierce
nieSt
ożki
Info
rmac
je
tech
nicz
neFr
ezy
mono
litycz
neInf
orma
cje
ogóln
e II
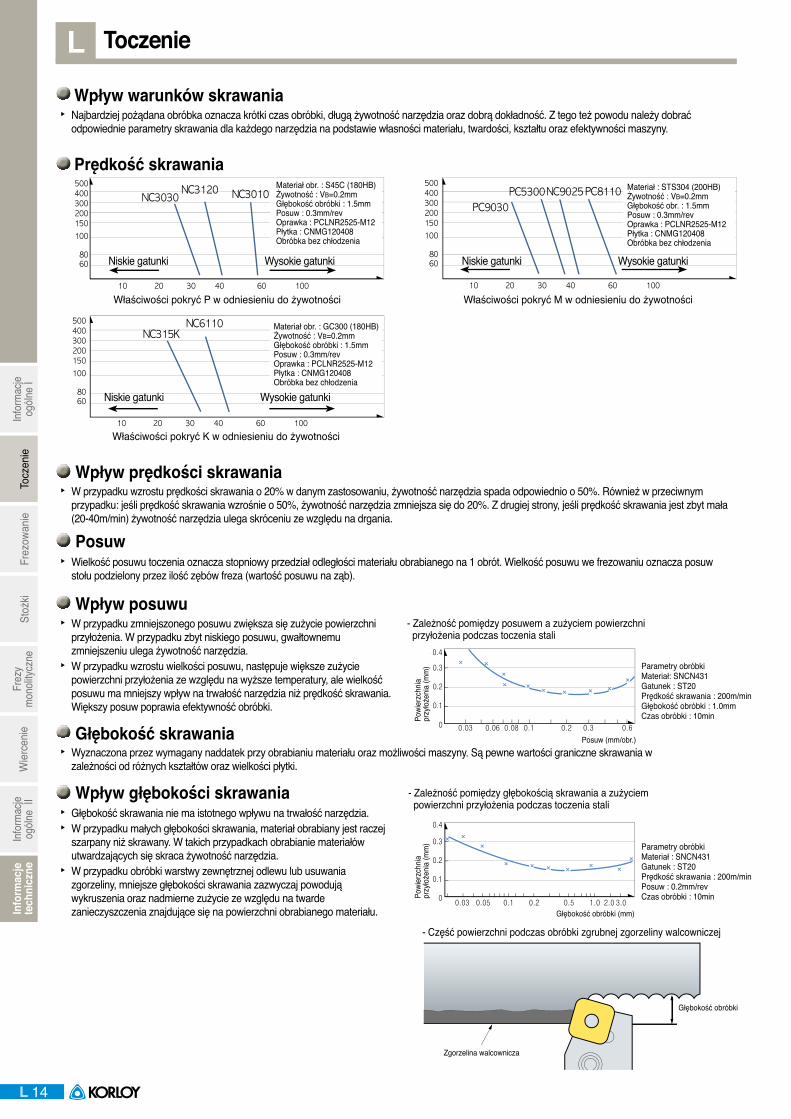
Wpływ warunków skrawania
Prędkość skrawania
‣ Najbardziej pożądana obróbka oznacza krótki czas obróbki, długą żywotność narzędzia oraz dobrą dokładność. Z tego też powodu należy dobrać odpowiednie parametry skrawania dla każdego narzędzia na podstawie własności materiału, twardości, kształtu oraz efektywności maszyny.
- Zależność pomiędzy posuwem a zużyciem powierzchni przyłożenia podczas toczenia stali
- Zależność pomiędzy głębokością skrawania a zużyciem powierzchni przyłożenia podczas toczenia stali
- Część powierzchni podczas obróbki zgrubnej zgorzeliny walcowniczej
‣ W przypadku wzrostu prędkości skrawania o 20% w danym zastosowaniu, żywotność narzędzia spada odpowiednio o 50%. Również w przeciwnym przypadku: jeśli prędkość skrawania wzrośnie o 50%, żywotność narzędzia zmniejsza się do 20%. Z drugiej strony, jeśli prędkość skrawania jest zbyt mała (20-40m/min) żywotność narzędzia ulega skróceniu ze względu na drgania.
‣ Wielkość posuwu toczenia oznacza stopniowy przedział odległości materiału obrabianego na 1 obrót. Wielkość posuwu we frezowaniu oznacza posuw stołu podzielony przez ilość zębów freza (wartość posuwu na ząb).
‣ Wyznaczona przez wymagany naddatek przy obrabianiu materiału oraz możliwości maszyny. Są pewne wartości graniczne skrawania w zależności od różnych kształtów oraz wielkości płytki.
Właściwości pokryć P w odniesieniu do żywotności
NC3030
Niskie gatunki Niskie gatunki
Niskie gatunki
Wysokie gatunki Wysokie gatunki
Wysokie gatunki
NC3120 NC3010
10 20 30 40 60 100
500400300200150100
8060
Właściwości pokryć M w odniesieniu do żywotności
Właściwości pokryć K w odniesieniu do żywotności
‣ W przypadku zmniejszonego posuwu zwiększa się zużycie powierzchni przyłożenia. W przypadku zbyt niskiego posuwu, gwałtownemu zmniejszeniu ulega żywotność narzędzia.
‣ W przypadku wzrostu wielkości posuwu, następuje większe zużycie powierzchni przyłożenia ze względu na wyższe temperatury, ale wielkość posuwu ma mniejszy wpływ na trwałość narzędzia niż prędkość skrawania. Większy posuw poprawia efektywność obróbki.
Wpływ prędkości skrawania
Posuw
Głębokość skrawania
Wpływ posuwu
Wpływ głębokości skrawania ‣ Głębokość skrawania nie ma istotnego wpływu na trwałość narzędzia. ‣ W przypadku małych głębokości skrawania, materiał obrabiany jest raczej
szarpany niż skrawany. W takich przypadkach obrabianie materiałów utwardzających się skraca żywotność narzędzia.
‣ W przypadku obróbki warstwy zewnętrznej odlewu lub usuwania zgorzeliny, mniejsze głębokości skrawania zazwyczaj powodują wykruszenia oraz nadmierne zużycie ze względu na twarde zanieczyszczenia znajdujące się na powierzchni obrabianego materiału.
NC315KNC6110
10 20 30 40 60 100
500400300200150100
8060
PC9030NC9025PC5300 PC8110
10 20 30 40 60 100
500400300200150100
8060
Materiał obr. : GC300 (180HB)Żywotność : VB=0.2mmGłębokość obróbki : 1.5mmPosuw : 0.3mm/revOprawka : PCLNR2525-M12Płytka : CNMG120408Obróbka bez chłodzenia
Materiał obr. : S45C (180HB)Żywotność : VB=0.2mmGłębokość obróbki : 1.5mmPosuw : 0.3mm/revOprawka : PCLNR2525-M12Płytka : CNMG120408Obróbka bez chłodzenia
Materiał : STS304 (200HB)Żywotność : VB=0.2mmGłębokość obr. : 1.5mmPosuw : 0.3mm/revOprawka : PCLNR2525-M12Płytka : CNMG120408Obróbka bez chłodzenia
Parametry obróbki Materiał : SNCN431Gatunek : ST20Prędkość skrawania : 200m/minPosuw : 0.2mm/revCzas obróbki : 10min
Parametry obróbki Materiał: SNCN431 Gatunek : ST20Prędkość skrawania : 200m/minGłębokość obróbki : 1.0mmCzas obróbki : 10min
Posuw (mm/obr.)
Powi
erzc
hnia
pr
zyłoż
enia
(mm
)Po
wier
zchn
ia
przy
łożen
ia (m
m)
Głębokość obróbki (mm)
Głębokość obróbki
Zgorzelina walcownicza
Toczenie L
15L
Informacje ogólne I
ToczenieFrezowanie
Wiercenie
StożkiInform
acje techniczne
Frezy monolityczne
Informacje ogólne II
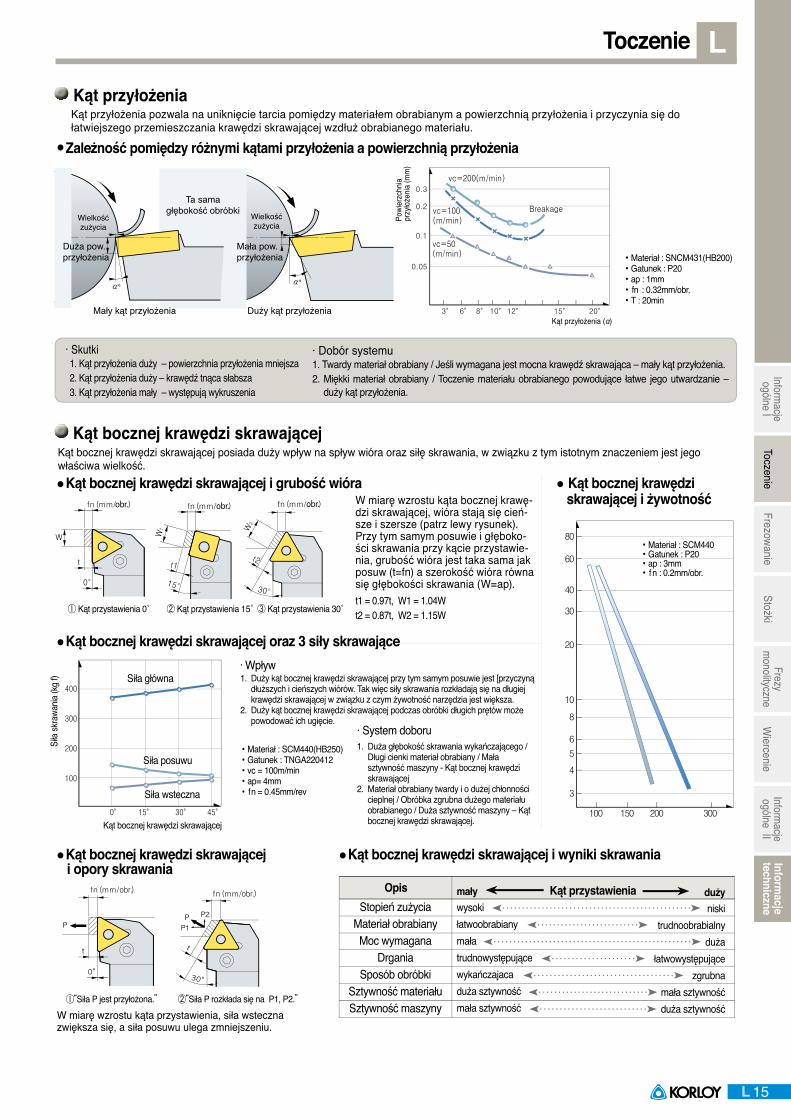
Mały kąt przyłożenia Duży kąt przyłożenia
Ta samagłębokość obróbki
Wielkośćzużycia
Wielkośćzużycia
Mała pow.przyłożenia
Duża pow.przyłożenia
Kąt przyłożeniaKąt przyłożenia pozwala na uniknięcie tarcia pomiędzy materiałem obrabianym a powierzchnią przyłożenia i przyczynia się do łatwiejszego przemieszczania krawędzi skrawającej wzdłuż obrabianego materiału.
● Zależność pomiędzy różnymi kątami przyłożenia a powierzchnią przyłożenia
Kąt bocznej krawędzi skrawającej posiada duży wpływ na spływ wióra oraz siłę skrawania, w związku z tym istotnym znaczeniem jest jego właściwa wielkość.
● Kąt bocznej krawędzi skrawającej i żywotność
● Kąt bocznej krawędzi skrawającej oraz 3 siły skrawające
● Kąt bocznej krawędzi skrawającej i opory skrawania
● Kąt bocznej krawędzi skrawającej i wyniki skrawania
● Kąt bocznej krawędzi skrawającej i grubość wióra
· Wpływ1. Duży kąt bocznej krawędzi skrawającej przy tym samym posuwie jest [przyczyną
dłuższych i cieńszych wiórów. Tak więc siły skrawania rozkładają się na długiej krawędzi skrawającej w związku z czym żywotność narzędzia jest większa.
2. Duży kąt bocznej krawędzi skrawającej podczas obróbki długich prętów może powodować ich ugięcie.
· System doboru1. Duża głębokość skrawania wykańczającego / Długi cienki materiał obrabiany / Mała sztywność maszyny - Kąt bocznej krawędzi skrawającej2. Materiał obrabiany twardy i o dużej chłonności cieplnej / Obróbka zgrubna dużego materiału obrabianego / Duża sztywność maszyny – Kąt bocznej krawędzi skrawającej.
W miarę wzrostu kąta bocznej krawę-dzi skrawającej, wióra stają się cień-sze i szersze (patrz lewy rysunek). Przy tym samym posuwie i głęboko-ści skrawania przy kącie przystawie-nia, grubość wióra jest taka sama jak posuw (t=fn) a szerokość wióra równa się głębokości skrawania (W=ap).t1 = 0.97t, W1 = 1.04Wt2 = 0.87t, W2 = 1.15W
W miarę wzrostu kąta przystawienia, siła wsteczna zwiększa się, a siła posuwu ulega zmniejszeniu.
obr.obr.obr. obr.obr.obr.
obr.
obr. obr.
obr.
obr.obr.obr.
Kąt bocznej krawędzi skrawającej
•Materiał : SNCM431(HB200)•Gatunek : P20•ap : 1mm•fn : 0.32mm/obr.•T : 20min
· Skutki 1. Kąt przyłożenia duży – powierzchnia przyłożenia mniejsza 2. Kąt przyłożenia duży – krawędź tnąca słabsza 3. Kąt przyłożenia mały – występują wykruszenia
· Dobór systemu 1. Twardy materiał obrabiany / Jeśli wymagana jest mocna krawędź skrawająca – mały kąt przyłożenia.2. Miękki materiał obrabiany / Toczenie materiału obrabianego powodujące łatwe jego utwardzanie –
duży kąt przyłożenia.
① Kąt przystawienia 0˚ ② Kąt przystawienia 15˚ ③ Kąt przystawienia 30˚
•Materiał : SCM440(HB250)•Gatunek : TNGA220412•vc = 100m/min•ap= 4mm•fn = 0.45mm/rev
•Materiał : SCM440•Gatunek : P20•ap : 3mm•fn : 0.2mm/obr.
①“Siła P jest przyłożona.” ②“Siła P rozkłada się na P1, P2.”
Stopień zużyciaMateriał obrabianyMoc wymagana
DrganiaSposób obróbki
Sztywność materiałuSztywność maszyny
Opis maływysokiłatwoobrabiany małatrudnowystępującewykańczajaca duża sztywność mała sztywność
dużyniski
trudnoobrabialnyduża
łatwowystępującezgrubna
mała sztywnośćduża sztywność
Kąt przyłożenia (α)
Powi
erzc
hnia
pr
zyłoż
enia
(mm
)
Siła główna
Kąt bocznej krawędzi skrawającej
Siła
skra
wania
(kg f
)
Siła posuwu
Siła wsteczna
Kąt przystawienia
ToczenieL
16L
Infor
macje
og
ólne I
Tocz
enie
Frez
owan
ieW
ierce
nieSt
ożki
Info
rmac
je
tech
nicz
neFr
ezy
mono
litycz
neInf
orma
cje
ogóln
e II
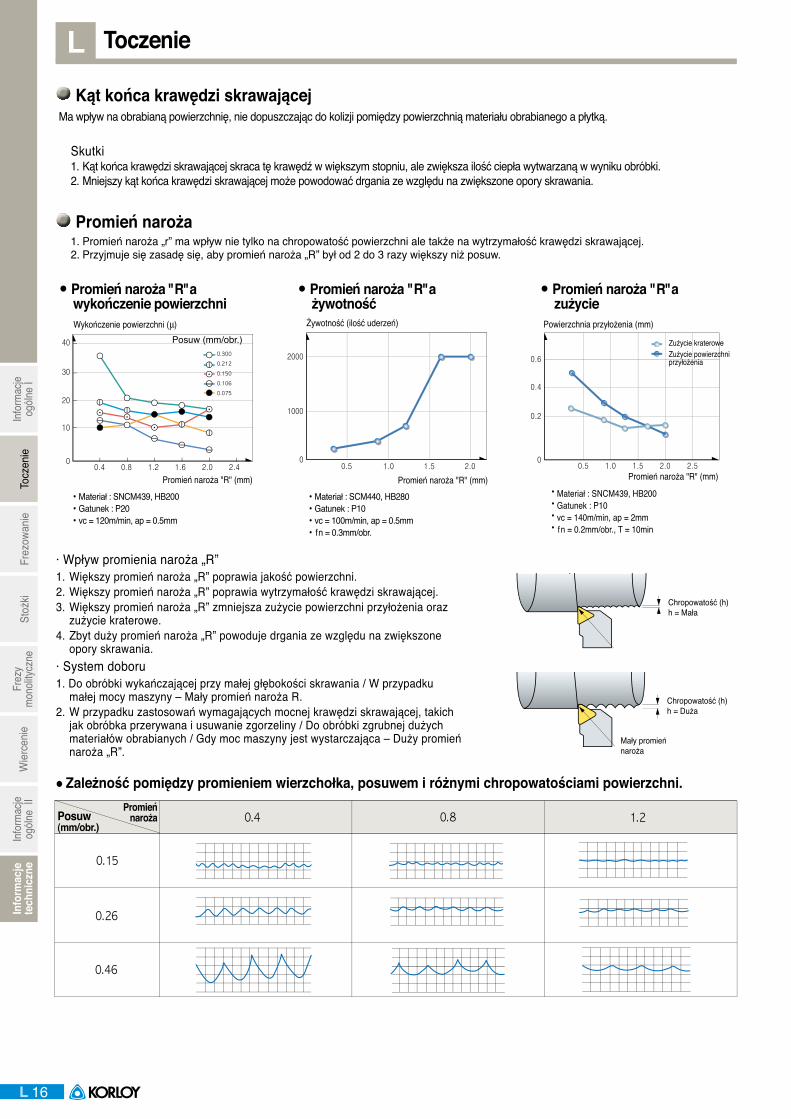
· Wpływ promienia naroża „R” 1. Większy promień naroża „R” poprawia jakość powierzchni.2. Większy promień naroża „R” poprawia wytrzymałość krawędzi skrawającej.3. Większy promień naroża „R” zmniejsza zużycie powierzchni przyłożenia oraz
zużycie kraterowe.4. Zbyt duży promień naroża „R” powoduje drgania ze względu na zwiększone
opory skrawania.· System doboru 1. Do obróbki wykańczającej przy małej głębokości skrawania / W przypadku
małej mocy maszyny – Mały promień naroża R.2. W przypadku zastosowań wymagających mocnej krawędzi skrawającej, takich
jak obróbka przerywana i usuwanie zgorzeliny / Do obróbki zgrubnej dużych materiałów obrabianych / Gdy moc maszyny jest wystarczająca – Duży promień naroża „R”.
Ma wpływ na obrabianą powierzchnię, nie dopuszczając do kolizji pomiędzy powierzchnią materiału obrabianego a płytką.
Skutki1. Kąt końca krawędzi skrawającej skraca tę krawędź w większym stopniu, ale zwiększa ilość ciepła wytwarzaną w wyniku obróbki.2. Mniejszy kąt końca krawędzi skrawającej może powodować drgania ze względu na zwiększone opory skrawania.
1. Promień naroża „r” ma wpływ nie tylko na chropowatość powierzchni ale także na wytrzymałość krawędzi skrawającej.2. Przyjmuje się zasadę się, aby promień naroża „R” był od 2 do 3 razy większy niż posuw.
● Promień naroża "R"a wykończenie powierzchni
● Zależność pomiędzy promieniem wierzchołka, posuwem i różnymi chropowatościami powierzchni.
● Promień naroża "R"a żywotność
● Promień naroża "R"a zużycie
Promień narożaPosuw
(mm/obr.)
0.15
0.4 0.8 1.2
0.26
0.46
Kąt końca krawędzi skrawającej
Promień naroża
Posuw (mm/obr.)Wykończenie powierzchni (μ)
Promień naroża "R" (mm)
Posuw (mm/obr.)Żywotność (ilość uderzeń)
Promień naroża "R" (mm) Promień naroża "R" (mm)
Posuw (mm/obr.)Powierzchnia przyłożenia (mm)
•Materiał : SNCM439, HB200•Gatunek : P20•vc = 120m/min, ap = 0.5mm
•Materiał : SCM440, HB280•Gatunek : P10•vc = 100m/min, ap = 0.5mm•fn = 0.3mm/obr.
•Materiał : SNCM439, HB200•Gatunek : P10•vc = 140m/min, ap = 2mm• fn = 0.2mm/obr., T = 10min
Mały promieńnaroża
Chropowatość (h)h = Mała
Chropowatość (h)h = Duża
Mały promieńnaroża
Chropowatość (h)h = Mała
Chropowatość (h)h = Duża
Zużycie krateroweZużycie powierzchni przyłożenia
Toczenie L
17L
Informacje ogólne I
ToczenieFrezowanie
Wiercenie
StożkiInform
acje techniczne
Frezy monolityczne
Informacje ogólne II
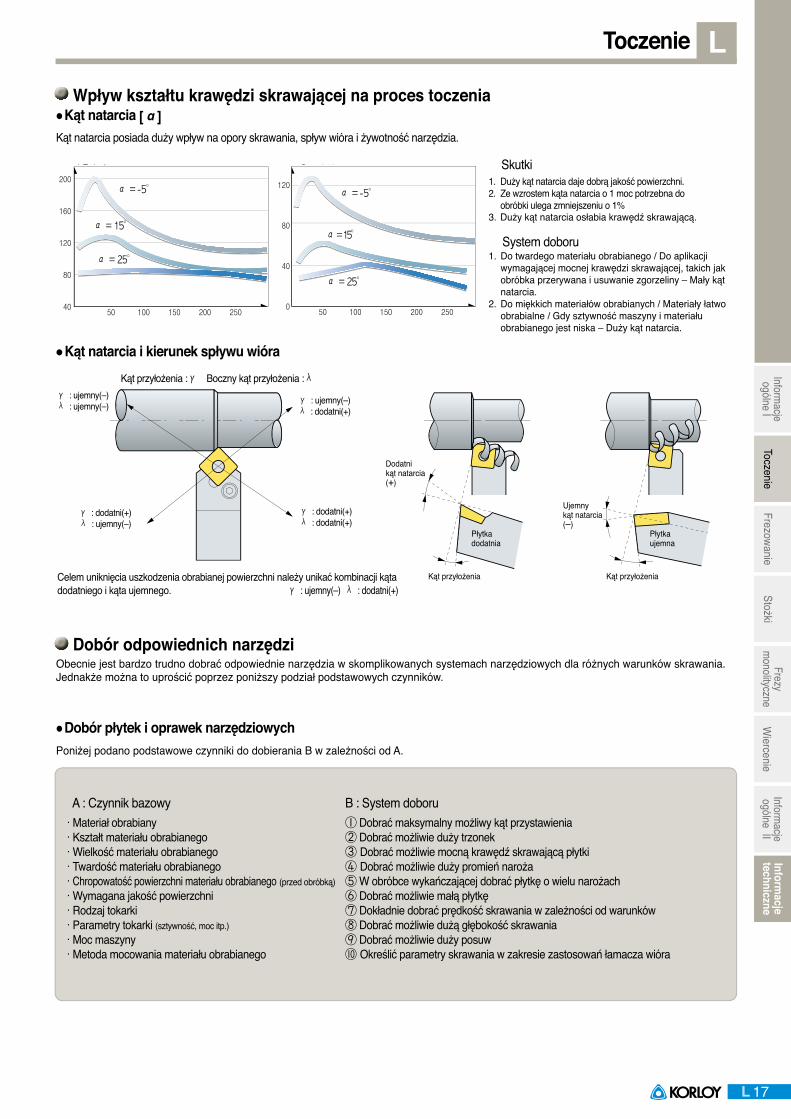
● Kąt natarcia [ α ]
● Kąt natarcia i kierunek spływu wióra
Kąt natarcia posiada duży wpływ na opory skrawania, spływ wióra i żywotność narzędzia.
● Dobór płytek i oprawek narzędziowych Poniżej podano podstawowe czynniki do dobierania B w zależności od A.
γ : ujemny(–)λ : ujemny(–)
γ : dodatni(+)λ : ujemny(–)
γ : ujemny(–) λ : dodatni(+)
γ : dodatni(+) λ : dodatni(+)
Kąt przyłożenia : γ Boczny kąt przyłożenia : λ
Celem uniknięcia uszkodzenia obrabianej powierzchni należy unikać kombinacji kąta dodatniego i kąta ujemnego. γ : ujemny(–) λ : dodatni(+)
α = -5°
α = 15°
α = 25°
α = -5°
α = 15°
α = 25°
á Skutki1. Duży kąt natarcia daje dobrą jakość powierzchni.2. Ze wzrostem kąta natarcia o 1 moc potrzebna do obróbki ulega zmniejszeniu o 1%3. Duży kąt natarcia osłabia krawędź skrawającą.
á System doboru 1. Do twardego materiału obrabianego / Do aplikacji
wymagającej mocnej krawędzi skrawającej, takich jak obróbka przerywana i usuwanie zgorzeliny – Mały kąt natarcia.
2. Do miękkich materiałów obrabianych / Materiały łatwo obrabialne / Gdy sztywność maszyny i materiału obrabianego jest niska – Duży kąt natarcia.
A : Czynnik bazowy B : System doboru
Obecnie jest bardzo trudno dobrać odpowiednie narzędzia w skomplikowanych systemach narzędziowych dla różnych warunków skrawania. Jednakże można to uprościć poprzez poniższy podział podstawowych czynników.
Wpływ kształtu krawędzi skrawającej na proces toczenia
Dobór odpowiednich narzędzi
Dodatnikąt natarcia(+)
Płytkadodatnia
Płytkaujemna
Kąt przyłożenia Kąt przyłożenia
Ujemnykąt natarcia(–)
Dodatnikąt natarcia(+)
Płytkadodatnia
Płytkaujemna
Kąt przyłożenia Kąt przyłożenia
Ujemnykąt natarcia(–)
· Materiał obrabiany · Kształt materiału obrabianego · Wielkość materiału obrabianego · Twardość materiału obrabianego · Chropowatość powierzchni materiału obrabianego (przed obróbką) · Wymagana jakość powierzchni· Rodzaj tokarki· Parametry tokarki (sztywność, moc itp.)· Moc maszyny· Metoda mocowania materiału obrabianego
① Dobrać maksymalny możliwy kąt przystawienia② Dobrać możliwie duży trzonek ③ Dobrać możliwie mocną krawędź skrawającą płytki④ Dobrać możliwie duży promień naroża⑤ W obróbce wykańczającej dobrać płytkę o wielu narożach ⑥ Dobrać możliwie małą płytkę⑦ Dokładnie dobrać prędkość skrawania w zależności od warunków⑧ Dobrać możliwie dużą głębokość skrawania ⑨ Dobrać możliwie duży posuw⑩ Określić parametry skrawania w zakresie zastosowań łamacza wióra
ToczenieL
18L
Infor
macje
og
ólne I
Tocz
enie
Frez
owan
ieW
ierce
nieSt
ożki
Info
rmac
je
tech
nicz
neFr
ezy
mono
litycz
neInf
orma
cje
ogóln
e II
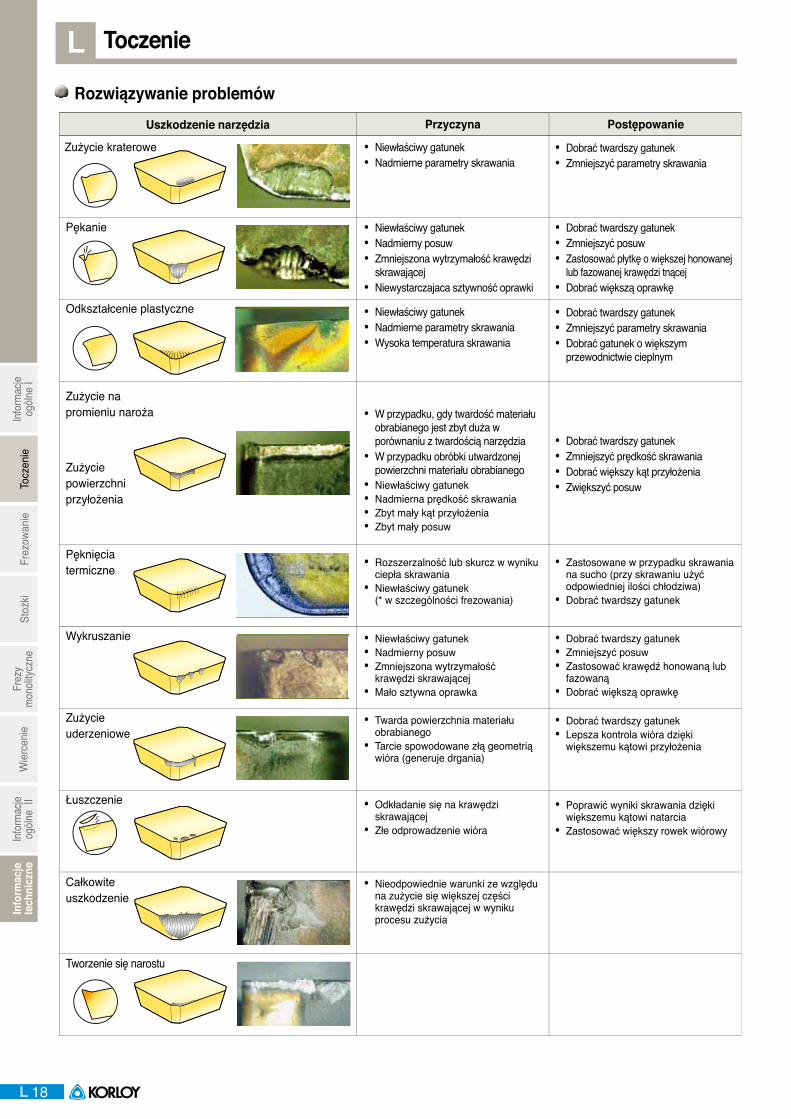
Rozwiązywanie problemówUszkodzenie narzędzia
Pękanie
Zużycie na promieniu naroża
Zużycie powierzchni przyłożenia
Łuszczenie
Przyczyna Postępowanie
• Niewłaściwy gatunek • Nadmierne parametry skrawania
• Niewłaściwy gatunek • Nadmierny posuw • Zmniejszona wytrzymałość krawędzi
skrawającej • Niewystarczajaca sztywność oprawki
• Niewłaściwy gatunek • Nadmierne parametry skrawania • Wysoka temperatura skrawania
• W przypadku, gdy twardość materiału obrabianego jest zbyt duża w porównaniu z twardością narzędzia
• W przypadku obróbki utwardzonej powierzchni materiału obrabianego
• Niewłaściwy gatunek • Nadmierna prędkość skrawania • Zbyt mały kąt przyłożenia • Zbyt mały posuw
• Rozszerzalność lub skurcz w wyniku ciepła skrawania
• Niewłaściwy gatunek (* w szczególności frezowania)
• Niewłaściwy gatunek • Nadmierny posuw • Zmniejszona wytrzymałość
krawędzi skrawającej • Mało sztywna oprawka
• Twarda powierzchnia materiału obrabianego
• Tarcie spowodowane złą geometrią wióra (generuje drgania)
• Odkładanie się na krawędzi skrawającej
• Złe odprowadzenie wióra
• Nieodpowiednie warunki ze względu na zużycie się większej części krawędzi skrawającej w wyniku procesu zużycia
• Dobrać twardszy gatunek • Zmniejszyć parametry skrawania
• Dobrać twardszy gatunek • Zmniejszyć posuw • Zastosować płytkę o większej honowanej
lub fazowanej krawędzi tnącej • Dobrać większą oprawkę
• Dobrać twardszy gatunek • Zmniejszyć parametry skrawania • Dobrać gatunek o większym
przewodnictwie cieplnym
• Dobrać twardszy gatunek • Zmniejszyć prędkość skrawania • Dobrać większy kąt przyłożenia • Zwiększyć posuw
• Zastosowane w przypadku skrawania na sucho (przy skrawaniu użyć odpowiedniej ilości chłodziwa)
• Dobrać twardszy gatunek
• Dobrać twardszy gatunek • Zmniejszyć posuw • Zastosować krawędź honowaną lub
fazowaną • Dobrać większą oprawkę
• Dobrać twardszy gatunek • Lepsza kontrola wióra dzięki
większemu kątowi przyłożenia
• Poprawić wyniki skrawania dzięki większemu kątowi natarcia
• Zastosować większy rowek wiórowy
Zużycie kraterowe
Odkształcenie plastyczne
Pęknięcia termiczne
Wykruszanie
Zużycie uderzeniowe
Całkowite uszkodzenie
Tworzenie się narostu
Toczenie L
19L
Informacje ogólne I
ToczenieFrezowanie
Wiercenie
StożkiInform
acje techniczne
Frezy monolityczne
Informacje ogólne II
Zmienna dokładność płytki.
Materiał obrabiany, separacja narzędzia.
Zwiększenie zużycia powierzchni przyłożenia.
Nieprawidłowe parametry skrawania.
Wykruszenie krawędzi skrawającej.
Przyleganie, narost
Niewłaściwe parametry skrawania
Drgania, wibracje
Niewłaściwe parametry skrawania
Niewłaściwe parametry skrawania
Niewłaściwe parametry skrawania
Niewłaściwe parametry skrawania
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
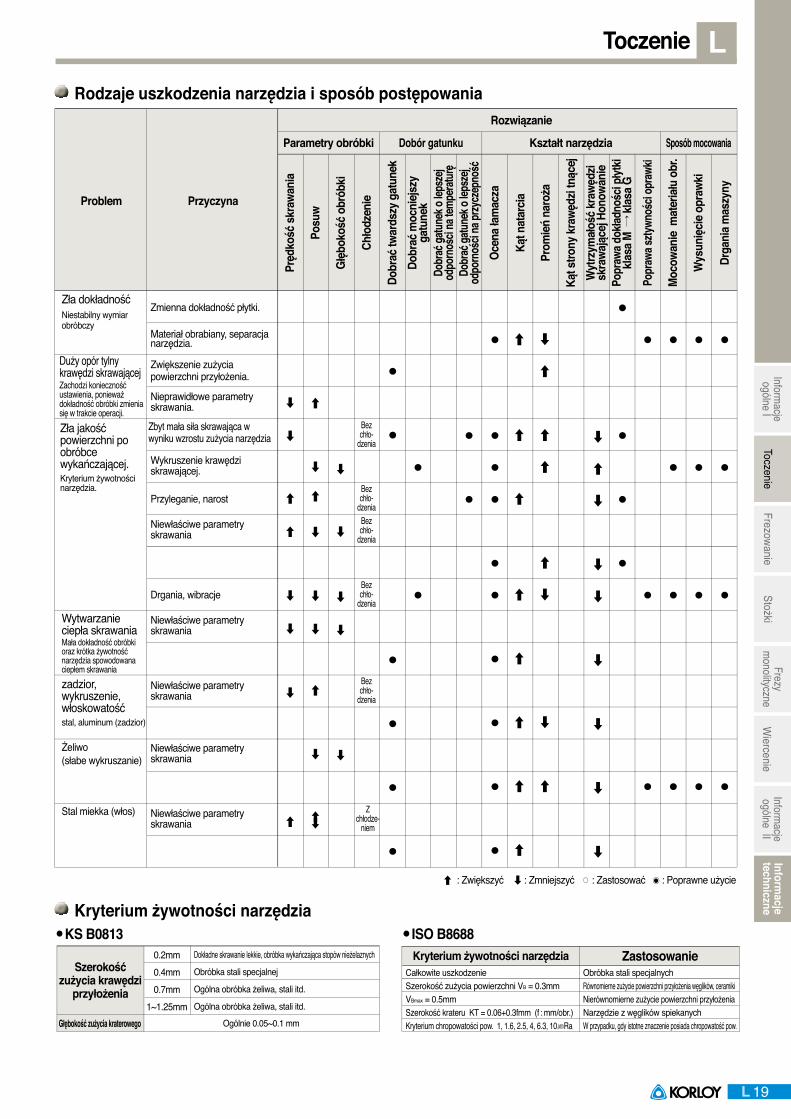
PrzyczynaProblem
Rozwiązanie
Parametry obróbki Dobór gatunku Kształt narzędzia Sposób mocowania
Zła dokładność Niestabilny wymiar obróbczy
Duży opór tylny krawędzi skrawającej Zachodzi konieczność ustawienia, ponieważ dokładność obróbki zmienia się w trakcie operacji.Zła jakość powierzchni po obróbce wykańczającej. Kryterium żywotności narzędzia.
Wytwarzanie ciepła skrawania Mała dokładność obróbki oraz krótka żywotność narzędzia spowodowana ciepłem skrawaniazadzior, wykruszenie, włoskowatość stal, aluminum (zadzior)
Żeliwo (słabe wykruszanie)
Stal miekka (włos)
●
●
●
●
● KS B0813 ● ISO B8688
Rodzaje uszkodzenia narzędzia i sposób postępowania
Kryterium żywotności narzędzia
⬆
⬆
⬆
⬆
⬆
⬆
⬆
⬆
⬇
⬆
⬆
⬆
⬆
⬇
⬇
⬆
⬇
⬆
⬇
⬇
⬇
⬇
⬇
⬇
⬇
⬇
⬇
⬆
⬆
⬇
⬇
⬇
⬆
⬆
⬇ ⬆
⬇
⬇
⬇
⬆
⬇
⬆⬇
⬇
⬇
⬇
⬇
⬇
Zbyt mała siła skrawająca w wyniku wzrostu zużycia narzędzia
Bez chło-
dzenia
Bez chło-
dzeniaBez chło-
dzenia
Bez chło-
dzenia
Bez chło-
dzenia
Z chłodze-
niem
Pręd
kość
skra
wani
a
Posu
w
Głęb
okoś
ć obr
óbki
Chło
dzen
ie
Dobr
ać tw
ards
zy g
atun
ekDo
brać
moc
niejs
zy
gatu
nek
Dobr
ać ga
tunek
o lep
szej
odpo
rnoś
ci na
temp
eratur
ęDo
brać
gatun
ek o
lepsz
ej od
porn
ości
na pr
zycz
epno
śćOc
ena ł
amac
za
Prom
ień n
aroż
a
Kąt n
atar
cia
Kąt s
trony
kraw
ędzi
tnąc
ejW
ytrz
ymało
ść kr
awęd
zi sk
rawa
jącej
Hono
wani
e Po
praw
a dok
ładno
ści p
łytki
klasa
M →
klas
a G
Wys
unięc
ie op
rawk
i
Drga
nia m
aszy
ny
Popr
awa s
ztywn
ości
opraw
ki
Moc
owan
ie m
ater
iału
obr.
⬆ : Zwiększyć ⬇ : Zmniejszyć ⃘: Zastosować ⦿ : Poprawne użycie
0.2mm0.4mm0.7mm
1~1.25mm
Szerokość zużycia krawędzi
przyłożenia
Dokładne skrawanie lekkie, obróbka wykańczająca stopów nieżelaznych
Obróbka stali specjalnej
Ogólna obróbka żeliwa, stali itd.
Ogólna obróbka żeliwa, stali itd.
Całkowite uszkodzenieSzerokość zużycia powierzchni VB = 0.3mmVBmax = 0.5mmSzerokość krateru KT = 0.06+0.3fmm (f : mm/obr.)Kryterium chropowatości pow. 1, 1.6, 2.5, 4, 6.3, 10㎛Ra
Obróbka stali specjalnychRównomierne zużycie powierzchni przyłożenia węglików, ceramikiNierównomierne zużycie powierzchni przyłożeniaNarzędzie z węglików spiekanychW przypadku, gdy istotne znaczenie posiada chropowatość pow.Głębokość zużycia kraterowego
Kryterium żywotności narzędzia Zastosowanie
Ogólnie 0.05~0.1 mm
Infor
macje
og
ólne I
Tocz
enie
Frez
owan
ieW
ierce
nieSt
ożki
Info
rmac
je
tech
nicz
neFr
ezy
mono
litycz
neInf
orma
cje
ogóln
e II
20L
FrezowanieL
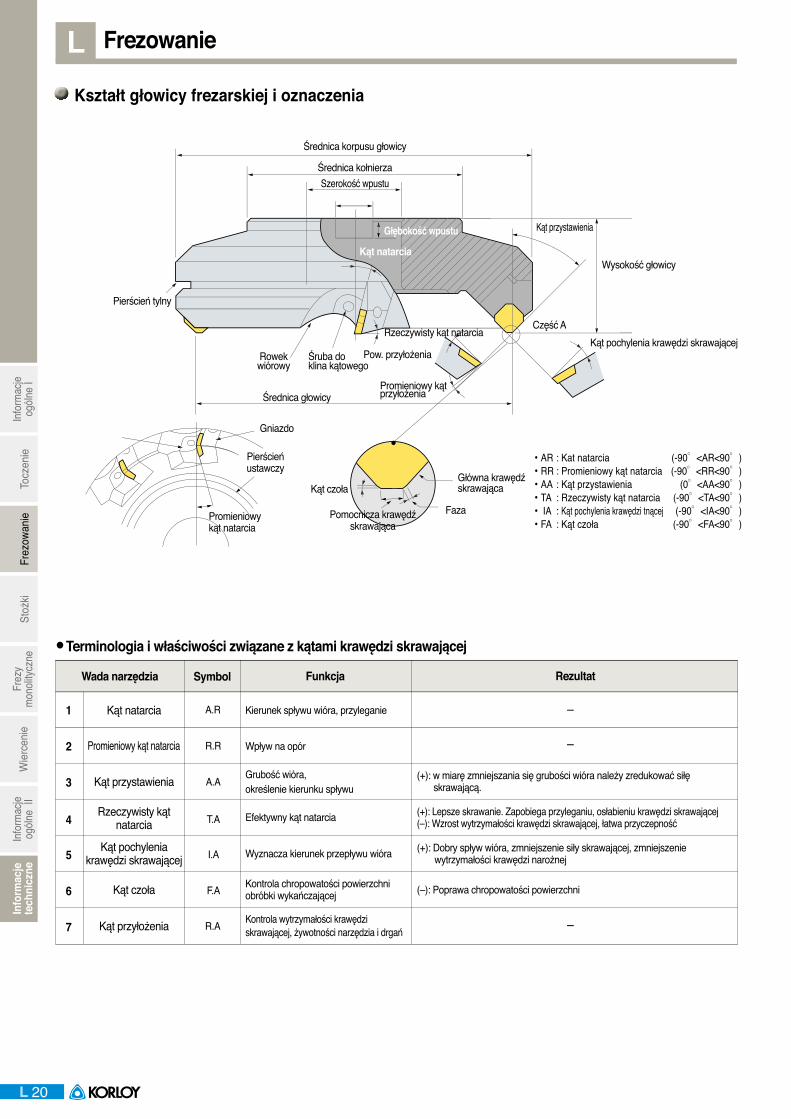
● Terminologia i właściwości związane z kątami krawędzi skrawającej
Kształt głowicy frezarskiej i oznaczenia
Gniazdo
Pierścień ustawczy
Kąt czoła
Promieniowy kąt natarcia
Główna krawędź skrawająca
Faza
•AR : Kat natarcia (-90°<AR<90°) •RR : Promieniowy kąt natarcia (-90°<RR<90°) •AA : Kąt przystawienia (0°<AA<90°) •TA : Rzeczywisty kąt natarcia (-90°<TA<90°) • IA : Kąt pochylenia krawędzi tnącej (-90°<IA<90°) •FA : Kąt czoła (-90°<FA<90°)
Pomocnicza krawędź skrawająca
Kąt natarcia
Głębokość wpustu
Średnica korpusu głowicy
Średnica kołnierzaSzerokość wpustu
Kąt przystawienia
Wysokość głowicy
Kąt pochylenia krawędzi skrawającej
Promieniowy kąt przyłożenia
Rzeczywisty kąt natarcia
Pow. przyłożeniaRowek wiórowy
Śruba do klina kątowego
Średnica głowicy
Część A
Pierścień tylny
A.R
R.R
A.A
I.A
F.A
R.A
T.A
Kierunek spływu wióra, przyleganie
Wpływ na opór
Grubość wióra, określenie kierunku spływu
Efektywny kąt natarcia
Wyznacza kierunek przepływu wióra
Kontrola chropowatości powierzchni obróbki wykańczającej
Kontrola wytrzymałości krawędzi skrawającej, żywotności narzędzia i drgań
(+): Lepsze skrawanie. Zapobiega przyleganiu, osłabieniu krawędzi skrawającej(–): Wzrost wytrzymałości krawędzi skrawającej, łatwa przyczepność
(+): Dobry spływ wióra, zmniejszenie siły skrawającej, zmniejszenie wytrzymałości krawędzi narożnej
(+): w miarę zmniejszania się grubości wióra należy zredukować siłę skrawającą.
–
–
–
(–): Poprawa chropowatości powierzchni
1
2
3
4
5
6
7
Wada narzędzia Symbol
Kąt natarcia
Promieniowy kąt natarcia
Kąt przystawienia
Rzeczywisty kąt natarcia
Kąt pochylenia krawędzi skrawającej
Kąt czoła
Kąt przyłożenia
Funkcja Rezultat
Informacje ogólne I
ToczenieFrezowanie
Wiercenie
StożkiInform
acje techniczne
Frezy monolityczne
Informacje ogólne II
21L
Frezowanie L
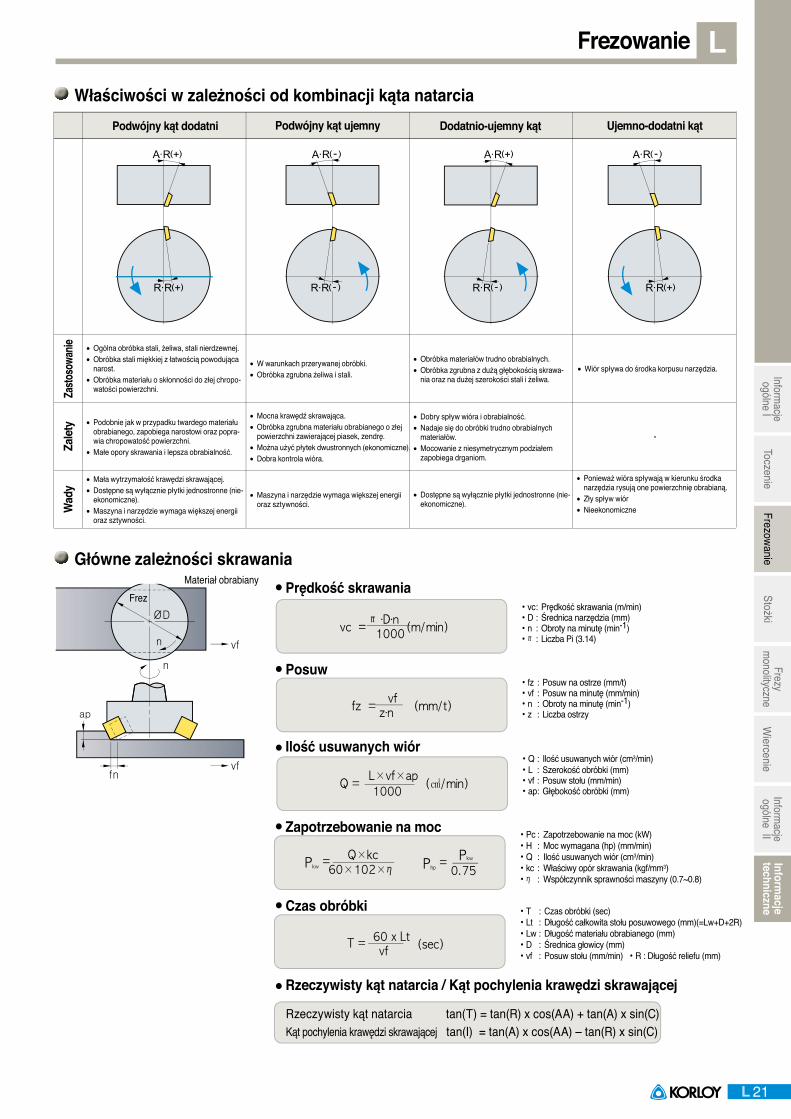
vc = π·D·n (m/min) 1000
● Prędkość skrawania
● Rzeczywisty kąt natarcia / Kąt pochylenia krawędzi skrawającej
fz = vf (mm/t) z·n
● Posuw
● Zapotrzebowanie na moc
Pkw = Q×kc 60×102×η Php = Pkw
0.75
● Czas obróbki
T = 60 x Lt (sec) vf
Rzeczywisty kąt natarcia tan(T) = tan(R) x cos(AA) + tan(A) x sin(C)Kąt pochylenia krawędzi skrawającej tan(I) = tan(A) x cos(AA) – tan(R) x sin(C)
● Ilość usuwanych wiór
Q = L×vf×ap (㎤/min) 1000
Właściwości w zależności od kombinacji kąta natarcia
Główne zależności skrawania
Podwójny kąt dodatni Podwójny kąt ujemny Dodatnio-ujemny kąt Ujemno-dodatni kąt
• Mała wytrzymałość krawędzi skrawającej. • Dostępne są wyłącznie płytki jednostronne (nie-ekonomiczne).
• Maszyna i narzędzie wymaga większej energii oraz sztywności.
• Ogólna obróbka stali, żeliwa, stali nierdzewnej. • Obróbka stali miękkiej z łatwością powodująca narost.
• Obróbka materiału o skłonności do złej chropo-watości powierzchni.
• W warunkach przerywanej obróbki. • Obróbka zgrubna żeliwa i stali.
• Obróbka materiałów trudno obrabialnych. • Obróbka zgrubna z dużą głębokością skrawa-nia oraz na dużej szerokości stali i żeliwa.
• Wiór spływa do środka korpusu narzędzia.
- • Podobnie jak w przypadku twardego materiału obrabianego, zapobiega narostowi oraz popra-wia chropowatość powierzchni.
• Małe opory skrawania i lepsza obrabialność.
• Mocna krawędź skrawająca. • Obróbka zgrubna materiału obrabianego o złej powierzchni zawierającej piasek, zendrę.
• Można użyć płytek dwustronnych (ekonomiczne). • Dobra kontrola wióra.
• Dobry spływ wióra i obrabialność. • Nadaje się do obróbki trudno obrabialnych materiałów.
• Mocowanie z niesymetrycznym podziałem zapobiega drganiom.
• Maszyna i narzędzie wymaga większej energii oraz sztywności.
• Dostępne są wyłącznie płytki jednostronne (nie-ekonomiczne).
• Ponieważ wióra spływają w kierunku środka narzędzia rysują one powierzchnię obrabianą.
• Zły spływ wiór • Nieekonomiczne
Zalet
yZa
stoso
wanie
Wad
y
•vc : Prędkość skrawania (m/min) •D : Średnica narzędzia (mm) •n : Obroty na minutę (min-1)•π : Liczba Pi (3.14)
•fz : Posuw na ostrze (mm/t) •vf : Posuw na minutę (mm/min) •n : Obroty na minutę (min-1)•z : Liczba ostrzy
•Q : Ilość usuwanych wiór (cm3/min) •L : Szerokość obróbki (mm) •vf : Posuw stołu (mm/min)•ap : Głębokość obróbki (mm)
•Pc : Zapotrzebowanie na moc (kW)•H : Moc wymagana (hp) (mm/min)•Q : Ilość usuwanych wiór (cm3/min)•kc : Właściwy opór skrawania (kgf/mm3)•η : Współczynnik sprawności maszyny (0.7~0.8)
•T : Czas obróbki (sec)•Lt : Długość całkowita stołu posuwowego (mm)(=Lw+D+2R)•Lw : Długość materiału obrabianego (mm)•D : Średnica głowicy (mm)•vf : Posuw stołu (mm/min) •R : Długość reliefu (mm)
Materiał obrabianyFrez
Infor
macje
og
ólne I
Tocz
enie
Frez
owan
ieW
ierce
nieSt
ożki
Info
rmac
je
tech
nicz
neFr
ezy
mono
litycz
neInf
orma
cje
ogóln
e II
22L
FrezowanieL
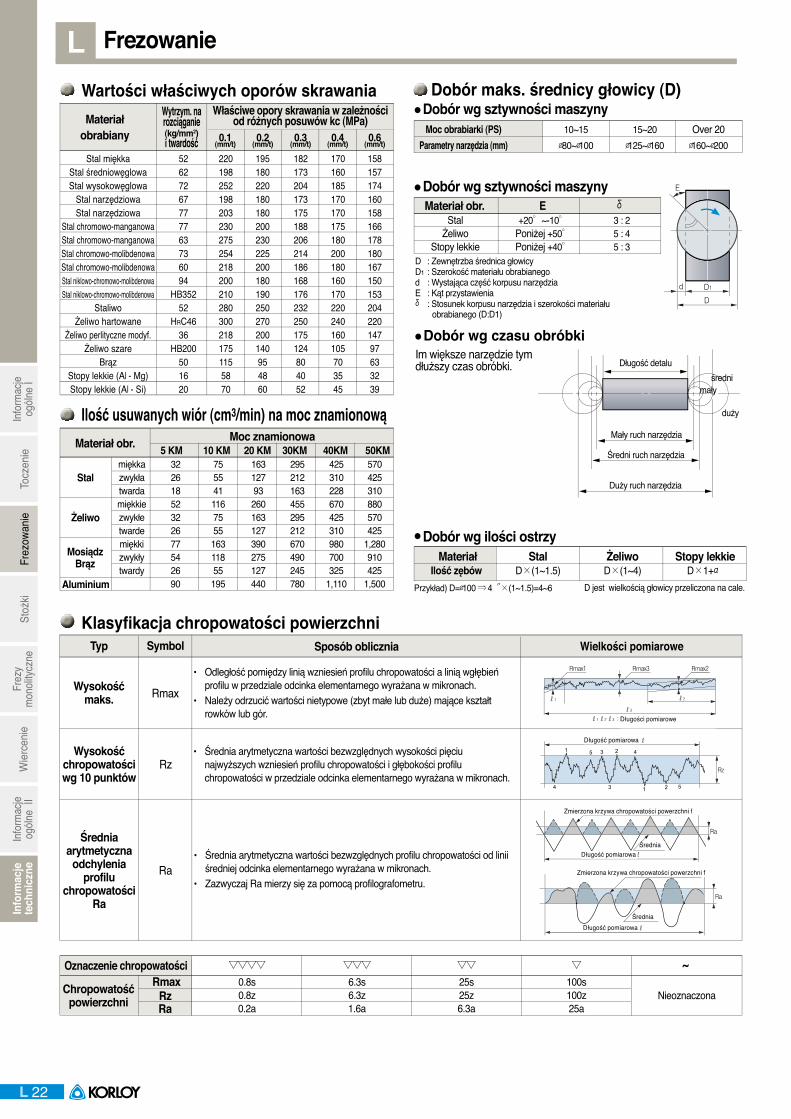
0.1(mm/t) 0.2(mm/t) 0.3(mm/t) 0.4(mm/t) 0.6(mm/t)
D : Zewnętrzba średnica głowicyD1 : Szerokość materiału obrabianego d : Wystająca część korpusu narzędziaE : Kąt przystawieniaδ : Stosunek korpusu narzędzia i szerokości materiału obrabianego (D:D1)
● Dobór wg sztywności maszyny
● Dobór wg sztywności maszyny
Im większe narzędzie tym dłuższy czas obróbki.
● Dobór wg ilości ostrzy
Materiał obr. E δ
Przykład) D=ø100 ⇒ 4〞×(1~1.5)=4~6 D jest wielkością głowicy przeliczona na cale.
Wartości właściwych oporów skrawania Dobór maks. średnicy głowicy (D)
Ilość usuwanych wiór (cm3/min) na moc znamionową
Klasyfikacja chropowatości powierzchni
Moc obrabiarki (PS) 10~15 15~20 Over 20 Parametry narzędzia (mm) ø80~ø100 ø125~ø160 ø160~ø200
● Dobór wg czasu obróbki
Stal +20°~-10° 3 : 2 Żeliwo Poniżej +50° 5 : 4 Stopy lekkie Poniżej +40° 5 : 3
RmaxRzRa
▽▽▽▽ ▽▽▽ ▽▽ ▽0.8s0.8z0.2a
6.3s6.3z1.6a
25s25z6.3a
100s100z25a
~
Materiał Stal Żeliwo Stopy lekkie Ilość zębów D×(1~1.5) D×(1~4) D×1+α
Materiał obrabiany
Wytrzym. na rozciąganie(kg/mm2) i twardość
Właściwe opory skrawania w zależności od różnych posuwów kc (MPa)
Żeliwo
Stal
Mosiądz Brąz
Aluminium
miękka 32 75 163 295 425 570 zwykła 26 55 127 212 310 425 twarda 18 41 93 163 228 310 miękkie 52 116 260 455 670 880 zwykłe 32 75 163 295 425 570 twarde 26 55 127 212 310 425 miękki 77 163 390 670 980 1,280 zwykły 54 118 275 490 700 910 twardy 26 55 127 245 325 425 90 195 440 780 1,110 1,500
Materiał obr.
Typ Symbol Sposób oblicznia Wielkości pomiarowe
Oznaczenie chropowatości
Chropowatość powierzchni Nieoznaczona
Stal miękka 52 220 195 182 170 158 Stal średniowęglowa 62 198 180 173 160 157 Stal wysokowęglowa 72 252 220 204 185 174 Stal narzędziowa 67 198 180 173 170 160 Stal narzędziowa 77 203 180 175 170 158 Stal chromowo-manganowa 77 230 200 188 175 166 Stal chromowo-manganowa 63 275 230 206 180 178 Stal chromowo-molibdenowa 73 254 225 214 200 180 Stal chromowo-molibdenowa 60 218 200 186 180 167 Stal niklowo-chromowo-molibdenowa 94 200 180 168 160 150 Stal niklowo-chromowo-molibdenowa HB352 210 190 176 170 153 Staliwo 52 280 250 232 220 204 Żeliwo hartowane HRC46 300 270 250 240 220 Żeliwo perlityczne modyf. 36 218 200 175 160 147 Żeliwo szare HB200 175 140 124 105 97 Brąz 50 115 95 80 70 63 Stopy lekkie (Al - Mg) 16 58 48 40 35 32 Stopy lekkie (Al - Si) 20 70 60 52 45 39
Wysokość maks.
Wysokość chropowatości wg 10 punktów
Średnia arytmetyczna
odchylenia profilu
chropowatości Ra
• Odległość pomiędzy linią wzniesień profilu chropowatości a linią wgłębień profilu w przedziale odcinka elementarnego wyrażana w mikronach.
• Należy odrzucić wartości nietypowe (zbyt małe lub duże) mające kształt rowków lub gór.
Rmax
Rz
Ra
• Średnia arytmetyczna wartości bezwzględnych wysokości pięciu najwyższych wzniesień profilu chropowatości i głębokości profilu chropowatości w przedziale odcinka elementarnego wyrażana w mikronach.
• Średnia arytmetyczna wartości bezwzględnych profilu chropowatości od linii średniej odcinka elementarnego wyrażana w mikronach.
• Zazwyczaj Ra mierzy się za pomocą profilografometru.
5 KM 10 KM 20 KM 30KM 40KM 50KMMoc znamionowa
Długość detalu
małyśredni
duży
Mały ruch narzędzia
Średni ruch narzędzia
Duży ruch narzędzia
Długości pomiarowe
Długość pomiarowa
Długość pomiarowa
Długość pomiarowa
Zmierzona krzywa chropowatości powerzchni f
Zmierzona krzywa chropowatości powerzchni f
Średnia
Średnia
Informacje ogólne I
ToczenieFrezowanie
Wiercenie
StożkiInform
acje techniczne
Frezy monolityczne
Informacje ogólne II
23L
Frezowanie L
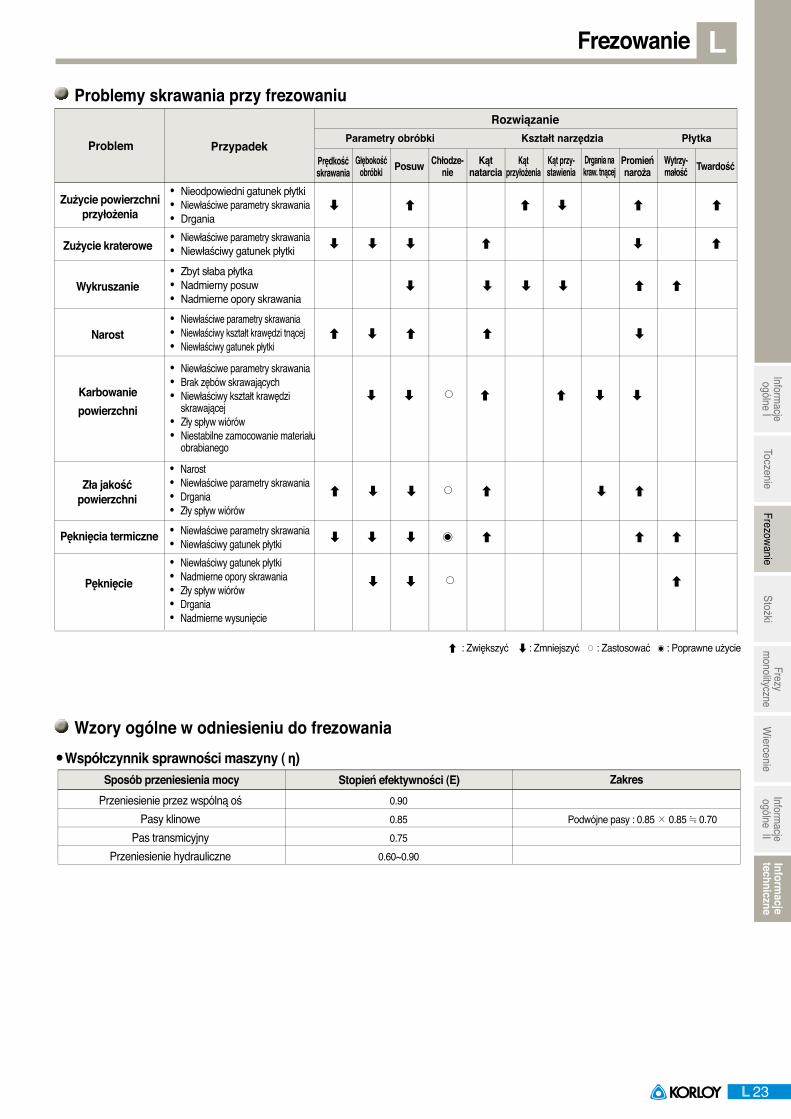
PrzypadekProblem
RozwiązanieParametry obróbki Kształt narzędzia Płytka
● Współczynnik sprawności maszyny ( η)
Problemy skrawania przy frezowaniu
Wzory ogólne w odniesieniu do frezowania
⬇ ⬆ ⬆ ⬇ ⬆ ⬆
⬇ ⬇ ⬇ ⬆ ⬇ ⬆
⬇ ⬇ ⬇ ⬇ ⬆ ⬆
⬆ ⬇ ⬆ ⬆ ⬇
⬇ ⬇ ⃘ ⬆ ⬆ ⬇ ⬇
⬆ ⬇ ⬇ ⃘ ⬆ ⬇ ⬆
⬇ ⬇ ⬇ ⦿ ⬆ ⬆ ⬆
⬇ ⬇ ⃘ ⬆
Prędkość skrawania
Głębokość obróbki Posuw Chłodze-
nieKąt przy-stawienia
Kąt przyłożenia
Kąt natarcia
Promień naroża
Drgania na kraw. tnącej
Wytrzy-małość Twardość
• Nieodpowiedni gatunek płytki • Niewłaściwe parametry skrawania • Drgania • Niewłaściwe parametry skrawania • Niewłaściwy gatunek płytki
• Zbyt słaba płytka • Nadmierny posuw • Nadmierne opory skrawania
• Niewłaściwe parametry skrawania • Niewłaściwy kształt krawędzi tnącej • Niewłaściwy gatunek płytki
• Niewłaściwe parametry skrawania • Brak zębów skrawających • Niewłaściwy kształt krawędzi
skrawającej • Zły spływ wiórów • Niestabilne zamocowanie materiału
obrabianego
• Narost • Niewłaściwe parametry skrawania • Drgania • Zły spływ wiórów
• Niewłaściwe parametry skrawania • Niewłaściwy gatunek płytki • Niewłaściwy gatunek płytki • Nadmierne opory skrawania • Zły spływ wiórów • Drgania • Nadmierne wysunięcie
Zużycie powierzchni przyłożenia
Zużycie kraterowe
Wykruszanie
Narost
Karbowanie powierzchni
Zła jakość powierzchni
Pęknięcia termiczne
Pęknięcie
Sposób przeniesienia mocy Stopień efektywności (E) Zakres Przeniesienie przez wspólną oś 0.90 Pasy klinowe 0.85 Podwójne pasy : 0.85 × 0.85 ≒ 0.70 Pas transmicyjny 0.75 Przeniesienie hydrauliczne 0.60~0.90
⬆ : Zwiększyć ⬇ : Zmniejszyć ⃘: Zastosować ⦿ : Poprawne użycie

StożkiL
24L
Infor
macje
og
ólne I
Tocz
enie
Frez
owan
ieW
ierce
nieSt
ożki
Info
rmac
je
tech
nicz
neFr
ezy
mono
litycz
neInf
orma
cje
ogóln
e II
0 1°29′27″ 9.045 3 9.201 6.442 50 53 6 - 4 0.2
1 1°25′43″ 12.065 3.5 12.230 9.396 53.5 57 9 M6 16 5 0.2
2 1°25′50″ 17.780 5 18.030 14.583 64 69 14 M10 24 5 0.2
3 1°26′16″ 23.825 5 24.076 19.759 81 86 19 M12 28 7 0.6
4 1°29′15″ 31.267 6.5 31.605 25.943 02.5 109 25 M16 32 9 1
5 1°30′26″ 44.399 6.5 4.741 37.584 129.5 136 35.7 M20 40 9 2.5
6 1°29′36″ 63.348 8 63.765 53.859 182 190 51 M24 50 12 4
7 1°29′22″ 83.058 10 83.578 70.058 250 260 65 M33 80 18.5 5
0 1°29′27″ 9.045 3 9.201 6.104 56.5 59.5 6.0 3.9 6.5 10.5 4 1
1 1°25′43″ 12.065 3.5 12.240 8.972 62.0 65.5 8.7 5.2 8.5 13.5 5. 1.2
2 1°25′50″ 17.780 5 18.030 14.034 75.0 80.0 13.5 6.3 10 16 6 1.6
3 1°26′16″ 23.825 5 24.076 19.107 94.0 99.0 18.5 7.9 13 20 7 2
4 1°29′15″ 31.267 6.5 31.605 25.164 117.5 124.0 24.5 11.9 16 24 8 2.5
5 1°30′26″ 44.399 6.5 4.741 36.531 149.5 156.0 35.7 15.9 19 29 10 3
6 1°29′36″ 63.348 8 63.765 52.399 210.0 218.0 51.0 19.0 27 40 13 4
7 1°29′22″ 83.058 10 83.578 68.186 286.0 296.0 66.8 28.6 35 54 19 5
Numer Stożek Kąt stożka (α) D a D1 d1 ℓ1 ℓ2 d2 b c e R r
19.2121
1
1
1
1
1
1
20.047
20.020
19.922
19.2541
19.002
19.180
19.231
● Stożek Morse'a (z płetwą)19.212
1
1
1
1
1
1
1
1
20.047
20.020
19.922
19.254
19.002
19.180
19.231
● Ostry stożek Brown'a (z gwintem)
● Ostry stożek Brown'a (z płetwą)
Numer Stożek Kąt stożka (α) D a D1 d ℓ1 ℓ2 d1 d2 k t r
4 10.221 2.4 10.321 8.890 8.0 31.0 34.2 2 0.2 - - 5 13.286 2.4 13.386 11.430 10.0 44.4 46.8 3 0.2 - - 6 15.229 2.4 15.330 12.700 11.0 60.0 62.7 3 0.2 M 8(1/4) 20 7 18.424 2.4 18.524 15.240 14.0 76.2 78.6 4 0.2 M10(3/8) 24 8 22.828 3.2 22.962 19.090 17.0 90.5 93.7 4 0.6 M12(1/2) 28 9 27.104 3.2 27.238 22.863 21.0 101.6 104.8 4 0.6 M12(1/2) 28 10 32.749 3.2 32.887 26.534 24.0 144.5 147.7 5 1.0 M16(5/8) 32 11 38.905 3.2 39.039 31.749 29.0 171.4 174.6 5 1.0 M16(5/8) 32 12 45.641 3.2 45.774 38.103 35.0 181.0 184.2 6 2.5 M20(3/4) 40 13 52.654 3.2 52.787 44.451 41.0 196.8 200.0 6 3.0 M20(3/4) 40 14 59.533 3.2 59.666 50.800 47.0 209.6 212.8 7 4.0 M24(1) 40 15 66.408 3.2 66.541 57.150 53.0 222.2 225.4 7 4.0 M24(1) 50 16 73.292 3.2 73.425 63.500 59.0 35.0 238.2 8 5.0 M30(11/8) 60
D a D1 d d1 ℓ1 ℓ2 t r d2 K
4 10.221 2.4 10.321 8.458 8.1 42.1 44.5 5.5 8.7 14.4 7.9 1.3 5 13.286 2.4 13.386 10.962 10.7 55.6 58.0 6.3 9.5 16.2 7.9 1.5 6 15.229 2.4 15.330 12.167 11.7 73.0 75.4 7.1 11.1 18.0 7.9 1.5 7 18.424 2.4 18.524 14.675 14.2 89.7 92.1 7.9 11.9 20.3 9.5 1.8 8 22.828 3.2 22.962 18.453. 18.0 104.8 108.0 8.7 12.7 22.0 9.5 2.0 9 28.104 3.2 27.238 22.200 21.8 117.5 120.7 9.5 14.3 25.4 11.1 2.5 10 32.749 3.2 32.887 25.751 25.7 162.7 165.9 11.1 16.7 28.1 11.1 2.8 11 38.905 3.2 39.039 30.985 30.7 189.7 192.9 11.1 16.7 30.0 12.7 3.3 12 45.641 3.2 45.774 37.246 37.1 201.6 204.8 12.7 190 32.5 12.7 3.8 13 52.654 3.2 52.787 43.589 43.4 217.5 220.7 12.7 19.0 35.7 15.9 4.3 14 59.533 3.2 59.666 49.841 49.8 232.6 235.8 14.2 21.4 41.2 19.0 4.8 15 66.408 3.2 66.541 56.186 56.1 245.3 248.5 14.2 21.4 44.4 22.2 5.3 16 73.292 3.2 73.425 62.441 62.2 260.4 263.6 15.8 23.8 50.0 25.4 5.8
D a D1 d1 d2 l1 l2 b c e R r
● Stożek Morse'a (z gwintem)
Numer.
Numer.
Stożki L
25L
Informacje ogólne I
ToczenieFrezowanie
Wiercenie
StożkiInform
acje techniczne
Frezy monolityczne
Informacje ogólne II
1.5 2.38 6 0.5 1 2 6
1.5 3 8 0.6 1.5 3 8
2 3 12 1 1.5 3 10
26 42 18 3.75 2 15.5 25 5 11 7.5 4.5 14.13 10 10 23 3 1 19 1
26 42 18 3.75 28.5 20 32 6.3 14.7 10 6 18.13 10 12 24.5 3 1 21 1.2
29 45 20 3.75 44 31.5 50 10 24 15 10 28.56 12.5 16 28 3 1.5 24 2
10.54 12 14 50 38 36.90 42 43 59.3 7 26 32 29 M16X1 10 6.8 6.8 13.997 7.648
12.5 16 14 63 48 46.53 53 55 72.3 7 34 40 37 M18X1 12 8 8.4 17.862 9.25
20 20 14 100 75 72,80 85 92 109.75 7 53 63 58 M24X1.5 16 12 12 27.329 15.00
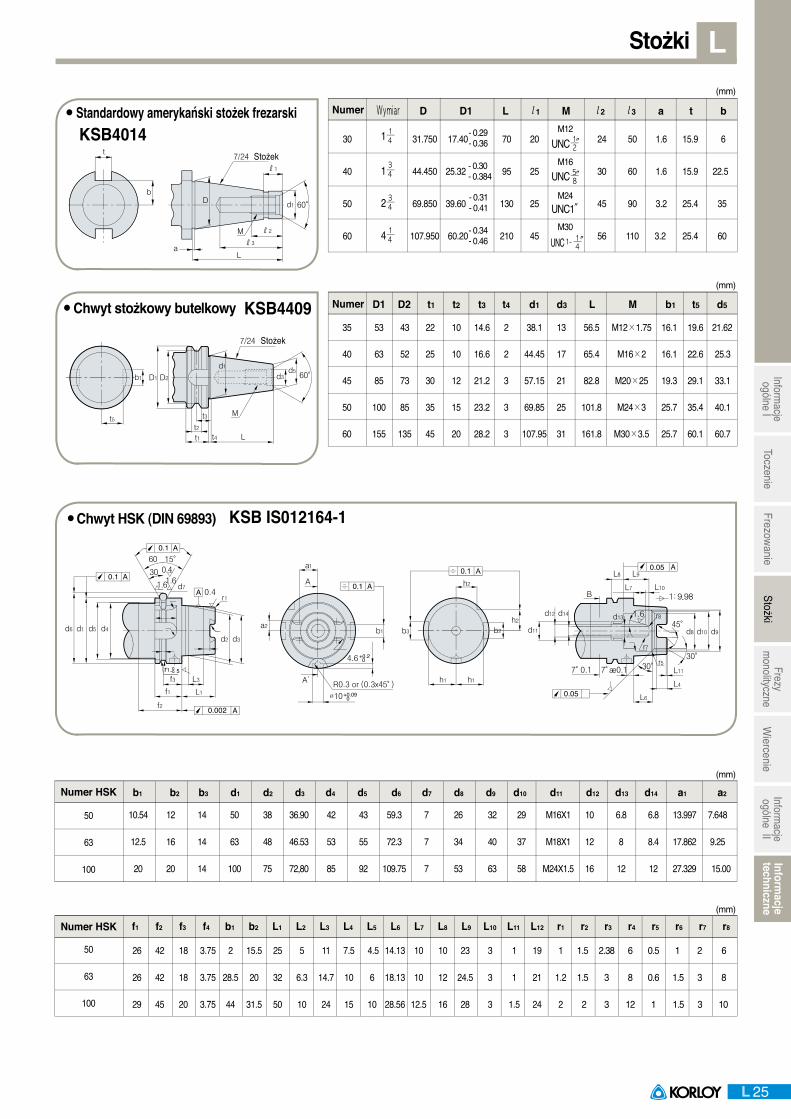
Wymiar D D1 L ℓ1 M ℓ2 ℓ3 a t b
30 31.750 17.40 70 20 24 50 1.6 15.9 6
40 44.450 25.32 95 25 30 60 1.6 15.9 22.5
50 69.850 39.60 130 25 45 90 3.2 25.4 35
60 107.950 60.20 210 45 56 110 3.2 25.4 60
35 53 43 22 10 14.6 2 38.1 13 56.5 M12×1.75 16.1 19.6 21.62
40 63 52 25 10 16.6 2 44.45 17 65.4 M16×2 16.1 22.6 25.3
45 85 73 30 12 21.2 3 57.15 21 82.8 M20×25 19.3 29.1 33.1
50 100 85 35 15 23.2 3 69.85 25 101.8 M24×3 25.7 35.4 40.1
60 155 135 45 20 28.2 3 107.95 31 161.8 M30×3.5 25.7 60.1 60.7
(mm)
1 4
4
4
4
1
3
1
UNC1″
1
2
4
- 0.29- 0.36
M12
M16
M24
M30
- 0.30- 0.384
- 0.31- 0.41
- 0.34- 0.46
(mm)
D1 D2 t1 t2 t3 t4 d1 d3 L M b1 t5 d5Numer
● Chwyt HSK (DIN 69893)
Numer HSK b1 b2 b3 d1 d2 d3 d4 d5 d6 d7 d8 d9 d10 d11 d12 d13 d14 a1 a2
50
63
100
50
63
100
(mm)
Numer HSK(mm)
f1 f2 f3 f4 b1 b2 L1 L2 L3 L4 L5 L6 L7 L8 L9 L10 L11 L12 r1 r2 r3 r4 r5 r6 r7 r8
● Standardowy amerykański stożek frezarski
● Chwyt stożkowy butelkowy
3
UNC ″21
UNC ″85
KSB4014
KSB4409
KSB IS012164-1
UNC 411- ″
Numer
Stożek
Stożek
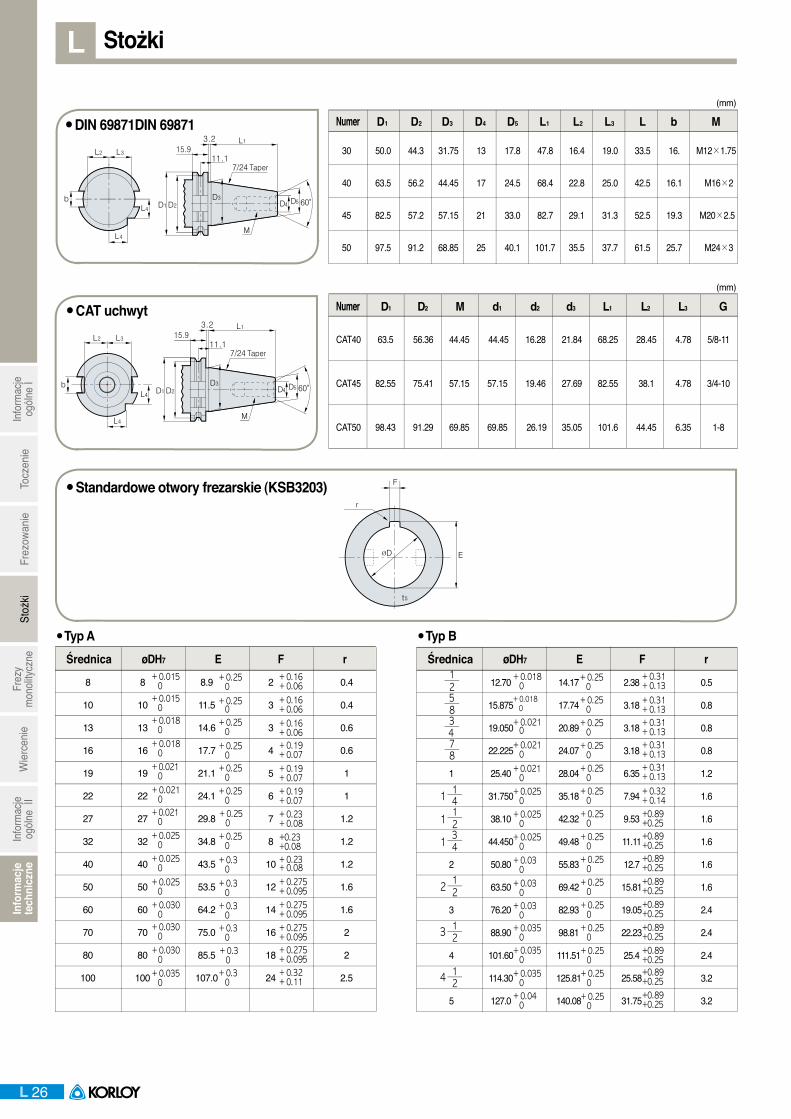
StożkiL
26L
Infor
macje
og
ólne I
Tocz
enie
Frez
owan
ieW
ierce
nieSt
ożki
Info
rmac
je
tech
nicz
neFr
ezy
mono
litycz
neInf
orma
cje
ogóln
e II
12.70 14.17 2.38 0.5
15.875 17.74 3.18 0.8
19.050 20.89 3.18 0.8
22.225 24.07 3.18 0.8
1 25.40 28.04 6.35 1.2
31.750 35.18 7.94 1.6
38.10 42.32 9.53 1.6
44.450 49.48 11.11 1.6
2 50.80 55.83 12.7 1.6
63.50 69.42 15.81 1.6
3 76.20 82.93 19.05 2.4
88.90 98.81 22.23 2.4
4 101.60 111.51 25.4 2.4
114.30 125.81 25.58 3.2
5 127.0 140.08 31.75 3.2
8 8 8.9 2 0.4
10 10 11.5 3 0.4
13 13 14.6 3 0.6
16 16 17.7 4 0.6
19 19 21.1 5 1
22 22 24.1 6 1
27 27 29.8 7 1.2
32 32 34.8 8 1.2
40 40 43.5 10 1.2
50 50 53.5 12 1.6
60 60 64.2 14 1.6
70 70 75.0 16 2
80 80 85.5 18 2
100 100 107.0 24 2.5
(mm)
● Standardowe otwory frezarskie (KSB3203)
(mm)
D1 D2 D3 D4 D5 L1 L2 L3 L b M
30 50.0 44.3 31.75 13 17.8 47.8 16.4 19.0 33.5 16. M12×1.75
40 63.5 56.2 44.45 17 24.5 68.4 22.8 25.0 42.5 16.1 M16×2
45 82.5 57.2 57.15 21 33.0 82.7 29.1 31.3 52.5 19.3 M20×2.5
50 97.5 91.2 68.85 25 40.1 101.7 35.5 37.7 61.5 25.7 M24×3
D1 D2 M d1 d2 d3 L1 L2 L3 G
CAT40 63.5 56.36 44.45 44.45 16.28 21.84 68.25 28.45 4.78 5/8-11
CAT45 82.55 75.41 57.15 57.15 19.46 27.69 82.55 38.1 4.78 3/4-10
CAT50 98.43 91.29 69.85 69.85 26.19 35.05 101.6 44.45 6.35 1-8
● Typ A Średnica øDH7 E F r
+ 0.015 0
+ 0.015 0
+ 0.018 0
+ 0.018 0
+ 0.021 0
+ 0.021 0
+ 0.021 0
+ 0.025 0
+ 0.025 0
+ 0.025 0
+ 0.030 0
+ 0.030 0
+ 0.030 0
+ 0.035 0
+ 0.25 0
+ 0.25 0
+ 0.25 0
+ 0.25 0
+ 0.25 0
+ 0.25 0
+ 0.25 0
+ 0.25 0
+ 0.3 0
+ 0.3 0
+ 0.3 0
+ 0.3 0
+ 0.3 0
+ 0.3 0
+ 0.16+ 0.06+ 0.16+ 0.06+ 0.16+ 0.06+ 0.19+ 0.07+ 0.19+ 0.07+ 0.19+ 0.07+ 0.23+ 0.08+0.23+0.08+ 0.23+ 0.08+ 0.275+ 0.095+ 0.275+ 0.095+ 0.275+ 0.095+ 0.275+ 0.095+ 0.32+ 0.11
● Typ B Średnica øDH7 E F r
+ 0.018 0
+ 0.018 0
+ 0.021 0
+ 0.021 0
+ 0.021 0
+ 0.025 0
+ 0.025 0
+ 0.025 0
+ 0.03 0
+ 0.03 0
+ 0.03 0
+ 0.035 0
+ 0.035 0
+ 0.035 0
+ 0.04 0
+ 0.25 0
+ 0.25 0
+ 0.25 0
+ 0.25 0
+ 0.25 0
+ 0.25 0
+ 0.25 0
+ 0.25 0
+ 0.25 0
+ 0.25 0
+ 0.25 0
+ 0.25 0
+ 0.25 0
+ 0.25 0
+ 0.25 0
+ 0.31+ 0.13+ 0.31+ 0.13+ 0.31+ 0.13+ 0.31+ 0.13+ 0.31+ 0.13+ 0.32+ 0.14+0.89+0.25+0.89+0.25+0.89+0.25+0.89+0.25+0.89+0.25+0.89+0.25+0.89+0.25+0.89+0.25+0.89+0.25
21
85
43
87
41
21
34
1
1
1
2
3
4
21
21
21
● DIN 69871DIN 69871
● CAT uchwyt
Numer
Numer
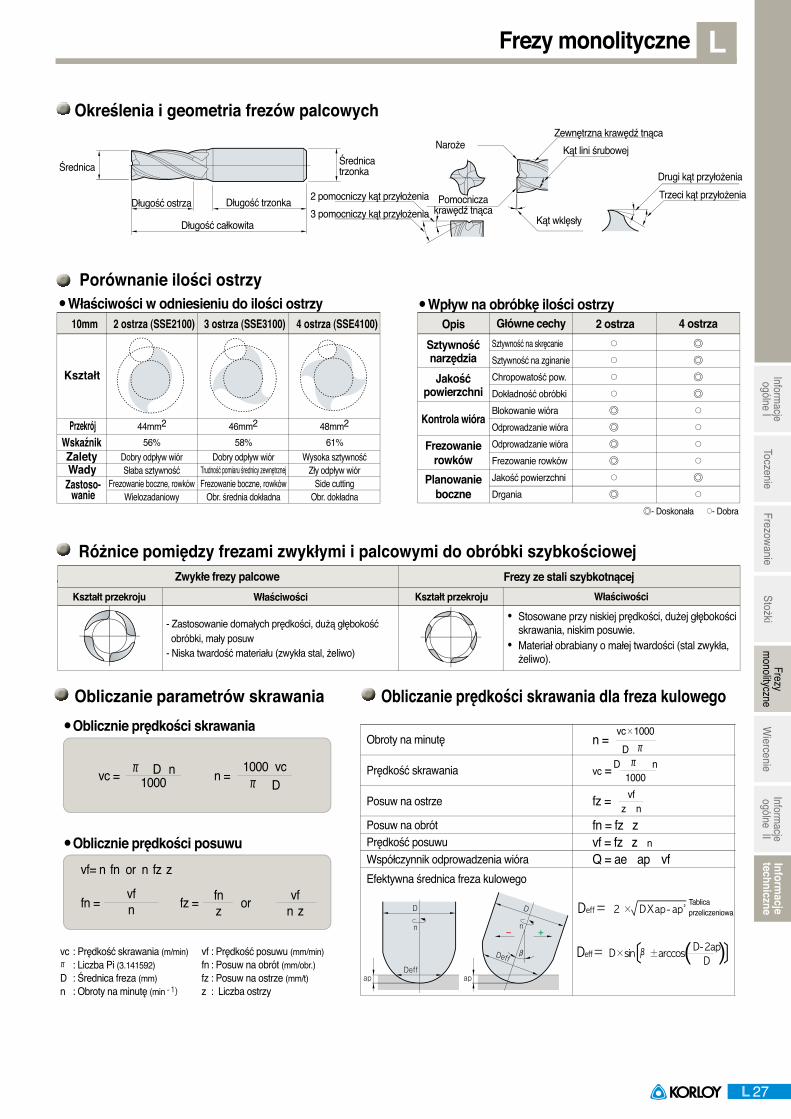
Frezy monolityczne L
27L
Informacje ogólne I
ToczenieFrezowanie
Wiercenie
StożkiInform
acje techniczne
Frezy monolityczne
Informacje ogólne II
vc =
vf= n• fn or n• fz• z
π • D • n1000 n = 1000• vc
π • D
fn = vfn fz = orfn
zvf
n• z
Określenia i geometria frezów palcowych
Obliczanie parametrów skrawania Obliczanie prędkości skrawania dla freza kulowego
Deff = D×sin β±arccos
Deff = 2 × DXap-ap²
[ ] ( ) D-2ap
D
◎◎◎◎○○○○◎○
◎- Doskonała ○- Dobra
● Właściwości w odniesieniu do ilości ostrzy
44mm2 46mm2 48mm2
56% 58% 61%
● Wpływ na obróbkę ilości ostrzy
○○○○◎◎◎◎○◎
Porównanie ilości ostrzy
Różnice pomiędzy frezami zwykłymi i palcowymi do obróbki szybkościowej
Zastoso-wanie
Kształt
WskaźnikPrzekrój
ZaletyWady
Dobry odpływ wiórSłaba sztywność
Frezowanie boczne, rowkówWielozadaniowy
Dobry odpływ wiórTrudność pomiaru średnicy zewnętrznej Frezowanie boczne, rowków
Obr. średnia dokładna
Wysoka sztywność Zły odpływ wiór
Side cuttingObr. dokładna
Główne cechyOpis 2 ostrza 4 ostrza
Jakość powierzchni
Kontrola wióra
Frezowanie rowków
Planowanie boczne
Sztywność narzędzia
Sztywność na skręcanie Sztywność na zginanieChropowatość pow. Dokładność obróbkiBlokowanie wióraOdprowadzanie wióraOdprowadzanie wióraFrezowanie rowkówJakość powierzchni Drgania
Kształt przekroju
Zwykłe frezy palcowe Frezy ze stali szybkotnącejWłaściwości Kształt przekroju Właściwości
- Zastosowanie domałych prędkości, dużą głębokość obróbki, mały posuw - Niska twardość materiału (zwykła stal, żeliwo)
• Stosowane przy niskiej prędkości, dużej głębokości skrawania, niskim posuwie.
• Materiał obrabiany o małej twardości (stal zwykła, żeliwo).
2 ostrza (SSE2100)¯ 10mm 3 ostrza (SSE3100) 4 ostrza (SSE4100)
Średnica trzonka
Długość ostrza
Średnica
Długość trzonka
Długość całkowita
Zewnętrzna krawędź tnącaKąt lini śrubowej
Kąt wklęsły
2 pomocniczy kąt przyłożenia3 pomocniczy kąt przyłożenia
Pomocnicza krawędź tnąca
Naroże
Drugi kąt przyłożeniaTrzeci kąt przyłożenia
● Oblicznie prędkości posuwu
● Oblicznie prędkości skrawania vc×1000D • πn =
D • π • n1000vc =vf
z • nfz =
fn = fz • zvf = fz • z • nQ = ae • ap • vf
Tablica przeliczeniowa
Obroty na minutę
Prędkość skrawania
Posuw na ostrze
Posuw na obrótPrędkość posuwuWspółczynnik odprowadzenia wióraEfektywna średnica freza kulowego
vc : Prędkość skrawania (m/min)π : Liczba Pi (3.141592)D : Średnica freza (mm)n : Obroty na minutę (min -1)
vf : Prędkość posuwu (mm/min)fn : Posuw na obrót (mm/obr.)fz : Posuw na ostrze (mm/t)z : Liczba ostrzy

Frezy monolityczneL
28L
Infor
macje
og
ólne I
Tocz
enie
Frez
owan
ieW
ierce
nieSt
ożki
Info
rmac
je
tech
nicz
neFr
ezy
mono
litycz
neInf
orma
cje
ogóln
e II
• Współczynnik ℓ/d Przykład: 3D, 15D, 22D
• Stopień deformacji jest oddziaływaniem siły reakcji na siłę zewnętrzną. • Proporcjonalny do trzeciej potęgi długości • Ustawić możliwie jak najmniejszą długość ostrza oraz długość całkowitą. • Im większa ilość ostrzy tym większa sztywność. • Im wskaźnik szerokości rowka wiórowego jest mniejszy, sztywność wiertła
jest wyższa.
δ = Pℓ3
3EI
● Współczynnik L/R ● Stopień deformacji w zależności od długości
Ι= 64πd4
Wpływ długości ostrza
0.20.30.40.50.60.70.80.91
1.52
2.53
3.54
4.55
5.56
6.57
7.58
8.59
9.510111213141516171819202122232425
20 30 40 50 60 70 80 90 100 120 140 150 180 200 250 300Średn. zewn.vc
31,83121,22115,91512,73210,6109,0957,9587,0746,3664,2443,1832,5462,1221,8191,5921,4151,2731,1571,061
979909849796749707670637579531490455424398374354335318303289277265255
47,74631,83123,87319,09915,91513,64211,93710,6109,5496,3664,7753,8203,1832,7282,3872,1221,9101,7361,5921,4691,3641,2731,1941,1231,0611,005
955868796735682637597562531503477455434415398382
63,66242,44131,83125,46521,22118,18915,91514,14712,7328,4886,3665,0934,2443,6383,1832,8292,5462,3152,1221,9591,8191,6981,5921,4981,4151,3401,2731,1571,061
979909849796749707670637606579554531509
79,57753,05239,78931,83126,52622,73619,89417,68415,91510,6107,9586,3665,3054,5473,9793,5373,1832,8942,6532,4492,2742,1221,9891,8721,7681,6751,5921,4471,3261,2241,1371,061
995969884838796758723692663637
95,49363,66247,74638,19731,83127,28423,87321,22119,00912,7329,5497,6396,3665,4574,7754,2443,8203,4723,1832,9382,7282,5462,3872,2472,1222,0101,9101,7361,5921,4691,3641,2731,1941,1231,0611,005
955909868830796764
111,40874,27255,70444,56337,13631,83127,85224,75722,28214,85411,1418,9137,4276,3665,5704,9514,4564,0513,7143,4283,1832,9712,7852,6212,4762,3452,2282,0261,8571,7141,5921,4851,3931,3111,2381,1731,1141,0611,013
969928891
127,32484,88363,66250,93042,44136,37831,83128,29425,46516,97712,73210,1868,4887,2766,3665,6595,0934,6304,2443,9183,6383,3953,1832,9962,8292,6812,5462,3152,1221,9591,8191,6981,5921,4981,4151,3401,2731,2131,1571,1071,0611,019
143,23995,49371,62057,29647,74640,92635,81031,83128,64819,09914,32411,4599,5498,1857,1626,3665,7305,2094,7754,4074,0933,8203,5813,3703,1833,0162,8652,6042,3872,2042,0461,9101,7901,6851,5921,5081,4321,3641,3021,2461,1941,146
159,155106,10379,57763,66253,05245,47339,78935,36831,83121,22115,91512,73210,6109,0957,9587,0746,3665,7875,3054,8974,5474,2443,9793,7453,5373,3513,1832,8942,6532,4492,2742,1221,9891,8721,7681,6751,5921,5161,4471,3841,3261,273
190,986127,32495,49376,39463,66254,56747,74642,44138,19725,46519,09915,27912,73210,9139,5498,4887,6396,9456,3665,8765,4575,0934,7754,4944,2444,0213,8203,4723,1832,9382,7282,5462,3872,2472,1222,0101,9101,8191,7361,6611,5921,528
222,817148,545111,40889,12774,27263,66255,70449,51544,56329,70922,28217,82514,85412,73211,1419,9038,9138,1027,4276,8566,3665,9425,5705,2434,9514,6914,4564,0513,7143,4283,1832,9712,7852,6212,4762,3452,2282,1222,0261,9381,8571,783
23,872159,155119,36695,49379,57768,20959,68353,05247,74631,83123,87319,09915,91513,64211,93710,6109,5498,6817,9587,3466,8216,3665,9685,6175,3055,0264,7754,3413,9793,6733,4103,1832,9842,8092,6532,5132,3872,2742,1702,0761,9891,910
286,479190,986143,239114,59295,49381,85171,62063,66257,29638,19728,64822,91819,09916,37014,32412,73211,45910,4179,5498,8158,1857,6397,1626,7416,3666,0315,7305,2094,7754,4074,0933,8203,5813,3703,1833,0162,8652,7282,6042,4912,3872,292
318,310212,207159,155127,324106,10390,94679,57770,73663,66242,44131,83125,46521,22118,18915,91514,14712,73211,57510,6109,7949,0958,4887,9587,4907,0746,7016,3665,7875,3054,8974,5474,2443,9793,7453,5373,3513,1833,0322,8942,7682,6532,546
397,887265,258198,944159,155132,629113,68299,47288,41979,57753,05239,78931,83126,52622,73619,89417,68415,91514,46913,26312,24311,36810,6109,9479,3628,8429,3777,9587,2346,6316,1215,6845,3054,9744,6814,4214,1883,9799,7893,6173,4603,3163,183
477,465318,310238,732190,986159,155136,419119,366106,10395,79363,66247,74638,19731,83127,28423,87321,22119,09917,36215,91514,69113,64212,73211,93711,23410,61010,0529,5498,6817,9587,3466,8216,3665,9685,6175,3055,0264,7754,5474,3414,1523,9793,820
Tabela przeliczeniowa obrotów wrzeciona (w obr/min) – średnica zewnętrzna.
δ = Wielkość odkształcenia ℓ= Długość skrawania I = Moment bezwładności ( )
P = Siła skrawania E = Współczynnik sprężystości•ℓ→ 2ℓ •δ1 → δ1
= 8δ1 = δ2
Prędkość skrawania (vc, m/min)
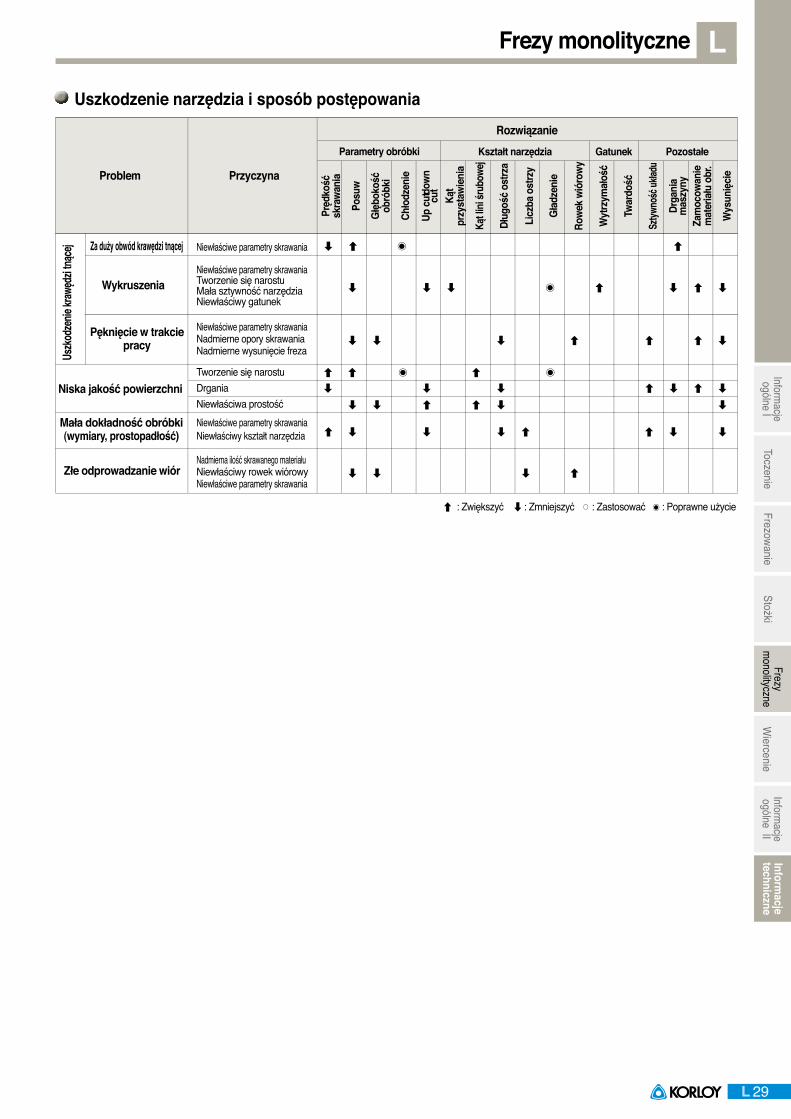
Frezy monolityczne L
29L
Informacje ogólne I
ToczenieFrezowanie
Wiercenie
StożkiInform
acje techniczne
Frezy monolityczne
Informacje ogólne II
Uszkodzenie narzędzia i sposób postępowania
PrzyczynaProblem
RozwiązanieParametry obróbki Kształt narzędzia Gatunek Pozostałe
⬇ ⬆ ⦿ ⬆
⬇ ⬇ ⬇ ⦿ ⬆ ⬇ ⬆ ⬇
⬇ ⬇ ⬇ ⬆ ⬆ ⬆ ⬇
⬆ ⬆ ⦿ ⬆ ⦿ ⬇ ⬇ ⬇ ⬆ ⬇ ⬆ ⬇ ⬇ ⬇ ⬆ ⬆ ⬇ ⬇
⬆ ⬇ ⬇ ⬇ ⬆ ⬆ ⬇ ⬇
⬇ ⬇ ⬇ ⬆
Niewłaściwe parametry skrawania
Niewłaściwe parametry skrawaniaTworzenie się narostuMała sztywność narzędziaNiewłaściwy gatunek Niewłaściwe parametry skrawania Nadmierne opory skrawaniaNadmierne wysunięcie freza
Tworzenie się narostuDrganiaNiewłaściwa prostośćNiewłaściwe parametry skrawania Niewłaściwy kształt narzędzia
Nadmierna ilość skrawanego materiałuNiewłaściwy rowek wiórowyNiewłaściwe parametry skrawania
Za duży obwód krawędzi tnącej
Uszk
odze
nie kr
awęd
zi tną
cej
Wykruszenia
Pęknięcie w trakcie pracy
Niska jakość powierzchni
Mała dokładność obróbki(wymiary, prostopadłość)
Złe odprowadzanie wiór
Pręd
kość
sk
rawa
nia
Posu
w
Głęb
okoś
ć ob
róbk
i
Chło
dzen
ie
Up cu
t·down
cu
tKą
t pr
zyst
awien
ia
Kąt li
ni śr
ubow
ej
Dług
ość o
strz
a
Licz
ba o
strz
y
Gład
zeni
e
Rowe
k wió
rowy
Wyt
rzym
ałość
Twar
dość
Sztyw
ność
układ
u
Drga
nia
mas
zyny
Zam
ocow
anie
mat
eriał
u ob
r.
Wys
unięc
ie
⬆ : Zwiększyć ⬇ : Zmniejszyć ⃘: Zastosować ⦿ : Poprawne użycie
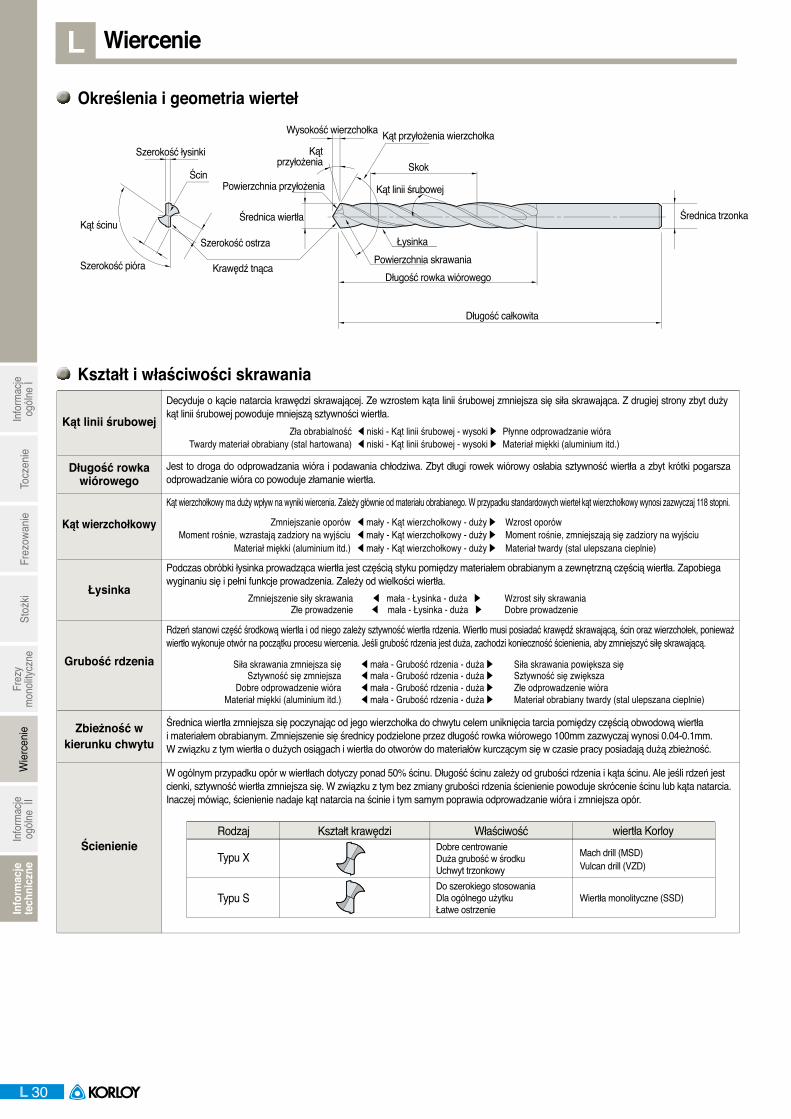
WiercenieL
30L
Infor
macje
og
ólne I
Tocz
enie
Frez
owan
ieW
ierce
nieSt
ożki
Info
rmac
je
tech
nicz
neFr
ezy
mono
litycz
neInf
orma
cje
ogóln
e II
Kształt i właściwości skrawania
Kąt linii śrubowej
Długość rowka wiórowego
Kąt wierzchołkowy
Łysinka
Grubość rdzenia
Zbieżność w kierunku chwytu
Ścienienie
Określenia i geometria wierteł
Rodzaj
Typu X
Typu S
Dobre centrowanieDuża grubość w środkuUchwyt trzonkowyDo szerokiego stosowania Dla ogólnego użytkuŁatwe ostrzenie
Mach drill (MSD)Vulcan drill (VZD)
Wiertła monolityczne (SSD)
Kształt krawędzi Właściwość wiertła Korloy
Szerokość łysinki
Ścin
Szerokość ostrza
Średnica wiertłaKąt ścinu
Szerokość pióra Krawędź tnąca
Łysinka
Średnica trzonka
Kąt przyłożenia wierzchołka
Kąt linii śrubowej
Wysokość wierzchołka
Powierzchnia skrawaniaDługość rowka wiórowego
Długość całkowita
Kąt przyłożenia Skok
Zła obrabialność ◀ niski - Kąt linii śrubowej - wysoki ▶ Płynne odprowadzanie wióra Twardy materiał obrabiany (stal hartowana) ◀ niski - Kąt linii śrubowej - wysoki ▶ Materiał miękki (aluminium itd.)
Decyduje o kącie natarcia krawędzi skrawającej. Ze wzrostem kąta linii śrubowej zmniejsza się siła skrawająca. Z drugiej strony zbyt duży kąt linii śrubowej powoduje mniejszą sztywności wiertła.
Zmniejszanie oporów ◀ mały - Kąt wierzchołkowy - duży ▶ Wzrost oporów Moment rośnie, wzrastają zadziory na wyjściu ◀ mały - Kąt wierzchołkowy - duży ▶ Moment rośnie, zmniejszają się zadziory na wyjściu Materiał miękki (aluminium itd.) ◀ mały - Kąt wierzchołkowy - duży ▶ Materiał twardy (stal ulepszana cieplnie)
Kąt wierzchołkowy ma duży wpływ na wyniki wiercenia. Zależy głównie od materiału obrabianego. W przypadku standardowych wierteł kąt wierzchołkowy wynosi zazwyczaj 118 stopni.
Zmniejszenie siły skrawania ◀ mała - Łysinka - duża ▶ Wzrost siły skrawania Złe prowadzenie ◀ mała - Łysinka - duża ▶ Dobre prowadzenie
Podczas obróbki łysinka prowadząca wiertła jest częścią styku pomiędzy materiałem obrabianym a zewnętrzną częścią wiertła. Zapobiega wyginaniu się i pełni funkcje prowadzenia. Zależy od wielkości wiertła.
Siła skrawania zmniejsza się ◀ mała - Grubość rdzenia - duża ▶ Siła skrawania powiększa się Sztywność się zmniejsza ◀ mała - Grubość rdzenia - duża ▶ Sztywność się zwiększa Dobre odprowadzenie wióra ◀ mała - Grubość rdzenia - duża ▶ Złe odprowadzenie wióra Materiał miękki (aluminium itd.) ◀ mała - Grubość rdzenia - duża ▶ Materiał obrabiany twardy (stal ulepszana cieplnie)
Rdzeń stanowi część środkową wiertła i od niego zależy sztywność wiertła rdzenia. Wiertło musi posiadać krawędź skrawającą, ścin oraz wierzchołek, ponieważ wiertło wykonuje otwór na początku procesu wiercenia. Jeśli grubość rdzenia jest duża, zachodzi konieczność ścienienia, aby zmniejszyć siłę skrawającą.
Jest to droga do odprowadzania wióra i podawania chłodziwa. Zbyt długi rowek wiórowy osłabia sztywność wiertła a zbyt krótki pogarsza odprowadzanie wióra co powoduje złamanie wiertła.
Średnica wiertła zmniejsza się poczynając od jego wierzchołka do chwytu celem uniknięcia tarcia pomiędzy częścią obwodową wiertła i materiałem obrabianym. Zmniejszenie się średnicy podzielone przez długość rowka wiórowego 100mm zazwyczaj wynosi 0.04-0.1mm. W związku z tym wiertła o dużych osiągach i wiertła do otworów do materiałów kurczącym się w czasie pracy posiadają dużą zbieżność.
W ogólnym przypadku opór w wiertłach dotyczy ponad 50% ścinu. Długość ścinu zależy od grubości rdzenia i kąta ścinu. Ale jeśli rdzeń jest cienki, sztywność wiertła zmniejsza się. W związku z tym bez zmiany grubości rdzenia ścienienie powoduje skrócenie ścinu lub kąta natarcia. Inaczej mówiąc, ścienienie nadaje kąt natarcia na ścinie i tym samym poprawia odprowadzanie wióra i zmniejsza opór.
Powierzchnia przyłożenia
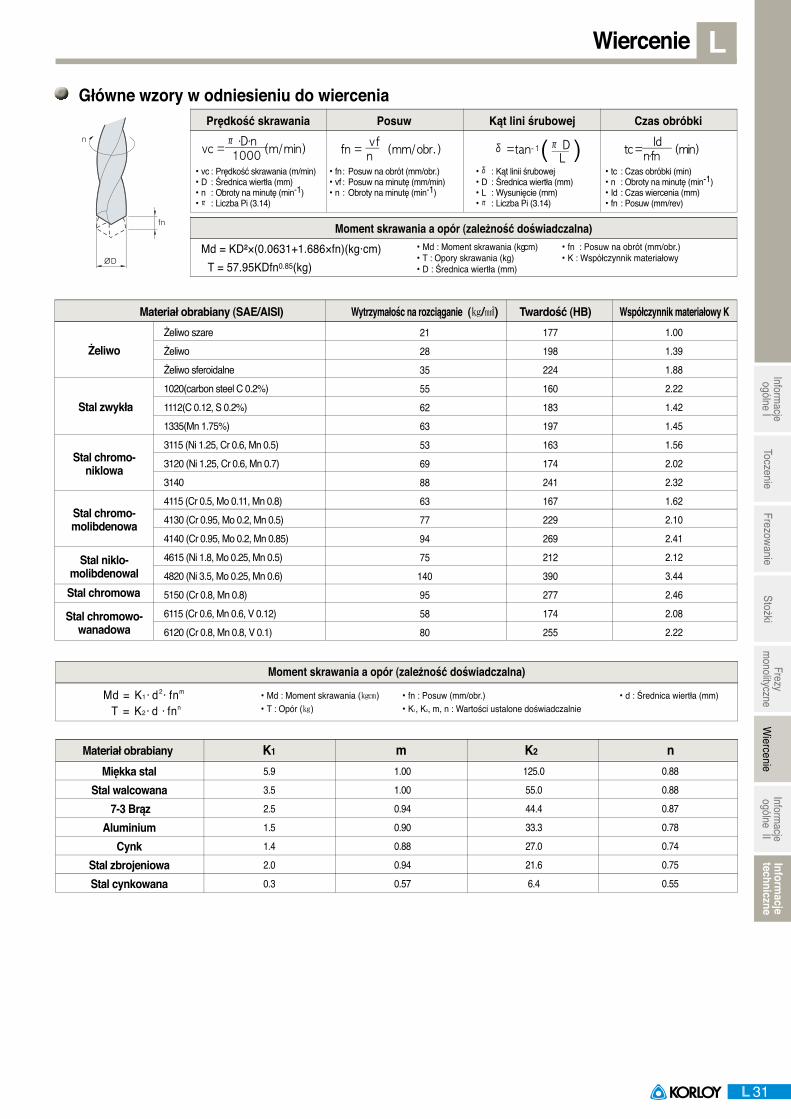
Wiercenie L
31L
Informacje ogólne I
ToczenieFrezowanie
Wiercenie
StożkiInform
acje techniczne
Frezy monolityczne
Informacje ogólne II
vc = π·D·n (m/min) 1000 fn = vf (mm/obr.) n δ=tan-1 πD L
Md = KD²×(0.0631+1.686×fn)(kg·cm) T = 57.95KDfn0.85(kg)
tc= Id (min) n·fn
21283555626353698863779475
140955880
177198224160183197163174241167229269212390277174255
1.001.391.882.221.421.451.562.022.321.622.102.412.123.442.462.082.22
Moment skrawania a opór (zależność doświadczalna)
Główne wzory w odniesieniu do wierceniaPrędkość skrawania Posuw Kąt lini śrubowej Czas obróbki
•vc : Prędkość skrawania (m/min) •D : Średnica wiertła (mm) •n : Obroty na minutę (min-1)•π : Liczba Pi (3.14)
•fn : Posuw na obrót (mm/obr.) •vf : Posuw na minutę (mm/min) •n : Obroty na minutę (min-1)
•δ : Kąt linii śrubowej•D : Średnica wiertła (mm) •L : Wysunięcie (mm)•π : Liczba Pi (3.14)
•tc : Czas obróbki (min) •n : Obroty na minutę (min-1) •Id : Czas wiercenia (mm)•fn : Posuw (mm/rev)
•Md : Moment skrawania (kg·cm)•T : Opory skrawania (kg)•D : Średnica wiertła (mm)
•fn : Posuw na obrót (mm/obr.) •K : Współczynnik materiałowy
Żeliwo szare Żeliwo Żeliwo sferoidalne 1020(carbon steel C 0.2%) 1112(C 0.12, S 0.2%) 1335(Mn 1.75%) 3115 (Ni 1.25, Cr 0.6, Mn 0.5) 3120 (Ni 1.25, Cr 0.6, Mn 0.7) 3140 4115 (Cr 0.5, Mo 0.11, Mn 0.8) 4130 (Cr 0.95, Mo 0.2, Mn 0.5) 4140 (Cr 0.95, Mo 0.2, Mn 0.85) 4615 (Ni 1.8, Mo 0.25, Mn 0.5) 4820 (Ni 3.5, Mo 0.25, Mn 0.6) 5150 (Cr 0.8, Mn 0.8) 6115 (Cr 0.6, Mn 0.6, V 0.12) 6120 (Cr 0.8, Mn 0.8, V 0.1)
Stal chromo-niklowa
Stal zwykła
Żeliwo
Stal chromo-molibdenowa
Stal niklo-molibdenowal
Stal chromowo-wanadowa
Stal chromowa
Materiał obrabiany (SAE/AISI) Wytrzymałośc na rozciąganie (㎏/㎟) Twardość (HB) Współczynnik materiałowy K
Materiał obrabiany K1 m K2 n
•Md : Moment skrawania (㎏·㎝) •fn : Posuw (mm/obr.) •d : Średnica wiertła (mm) •T : Opór (㎏) •K1, K2, m, n : Wartości ustalone doświadczalnie
Md = K1 · d2 · fnm
T = K2 · d · fnn
5.93.52.51.51.42.00.3
1.001.000.940.900.880.940.57
125.055.044.433.327.021.66.4
0.880.880.870.780.740.750.55
Miękka stalStal walcowana
7-3 BrązAluminium
CynkStal zbrojeniowaStal cynkowana
Moment skrawania a opór (zależność doświadczalna)
( )
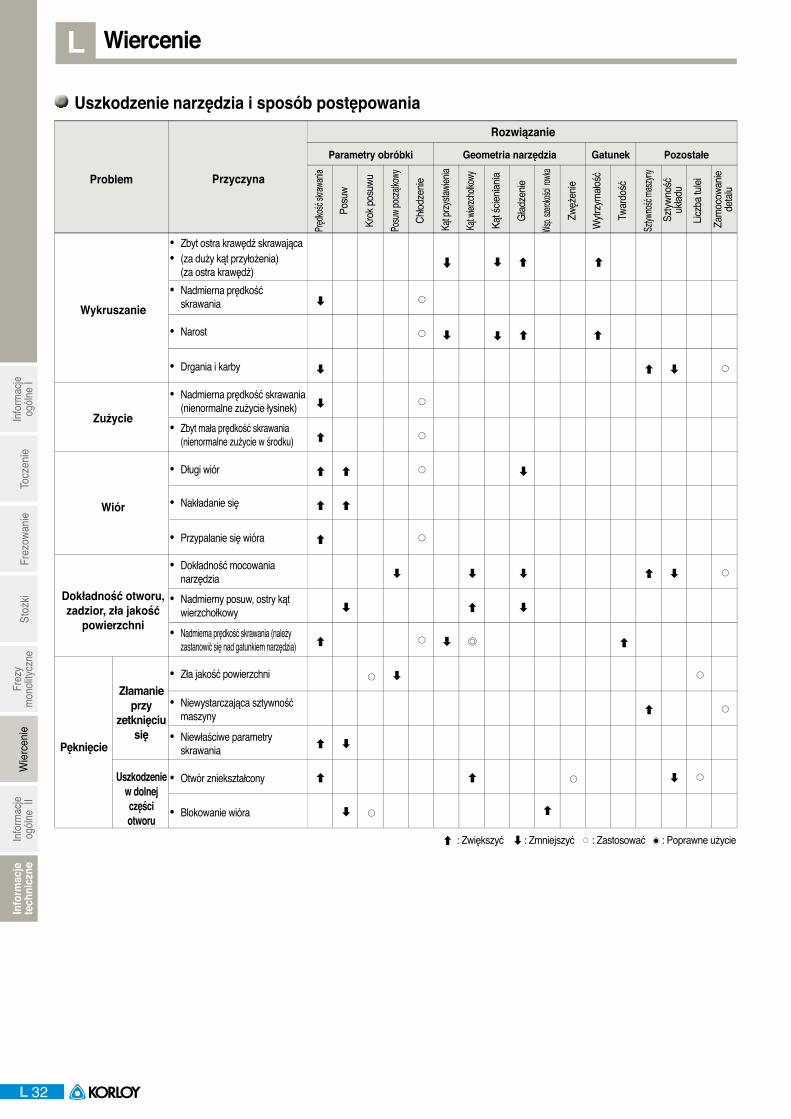
WiercenieL
32L
Infor
macje
og
ólne I
Tocz
enie
Frez
owan
ieW
ierce
nieSt
ożki
Info
rmac
je
tech
nicz
neFr
ezy
mono
litycz
neInf
orma
cje
ogóln
e II
⬇
⬇
⬇
⬆
⬆
⬆
⬆
⬆
⬆
⬆
⬇
⬇
⬆
⬇
⬇
⬇
⬆
⬆
⬆
⬇
⬇
⬇
⬆
⬇
⬆
◎
⬆
⬇ ⬇
⬇
⬆
⬆
⬆
⬆
⬆
⬆
⬇
⬇
⬇
⬇
⬇○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
Uszkodzenie narzędzia i sposób postępowania
Prędko
ść skr
awan
ia
Posu
w
Krok
posu
wu
Posu
w poc
zątko
wy
Chłod
zenie
Kąt p
rzysta
wienia
Kąt w
ierzch
ołkow
y
Kąt ś
cienia
nia
Gład
zenie
Wsp. s
zeroko
ści row
ka
Zwęż
enie
Wytr
zym
ałość
Twar
dość
Sztyw
ność
maszy
ny
Sztyw
ność
uk
ładu
Liczb
a tule
i
Zam
ocow
anie
detal
u
Wykruszanie
Zużycie
Wiór
Dokładność otworu, zadzior, zła jakość
powierzchni
Złamanie przy
zetknięciu się
Pęknięcie
Uszkodzenie w dolnej części otworu
• Zbyt ostra krawędź skrawająca • (za duży kąt przyłożenia)
(za ostra krawędź) • Nadmierna prędkość
skrawania
• Narost
• Drgania i karby
• Nadmierna prędkość skrawania (nienormalne zużycie łysinek)
• Zbyt mała prędkość skrawania (nienormalne zużycie w środku)
• Długi wiór
• Nakładanie się
• Przypalanie się wióra
• Dokładność mocowania narzędzia
• Nadmierny posuw, ostry kąt wierzchołkowy
• Nadmierna prędkość skrawania (należy zastanowić się nad gatunkiem narzędzia)
• Zła jakość powierzchni
• Niewystarczająca sztywność maszyny
• Niewłaściwe parametry skrawania
• Otwór zniekształcony
• Blokowanie wióra
PrzyczynaProblem
Rozwiązanie
Parametry obróbki Geometria narzędzia Gatunek Pozostałe
⬆ : Zwiększyć ⬇ : Zmniejszyć ⃘: Zastosować ⦿ : Poprawne użycie
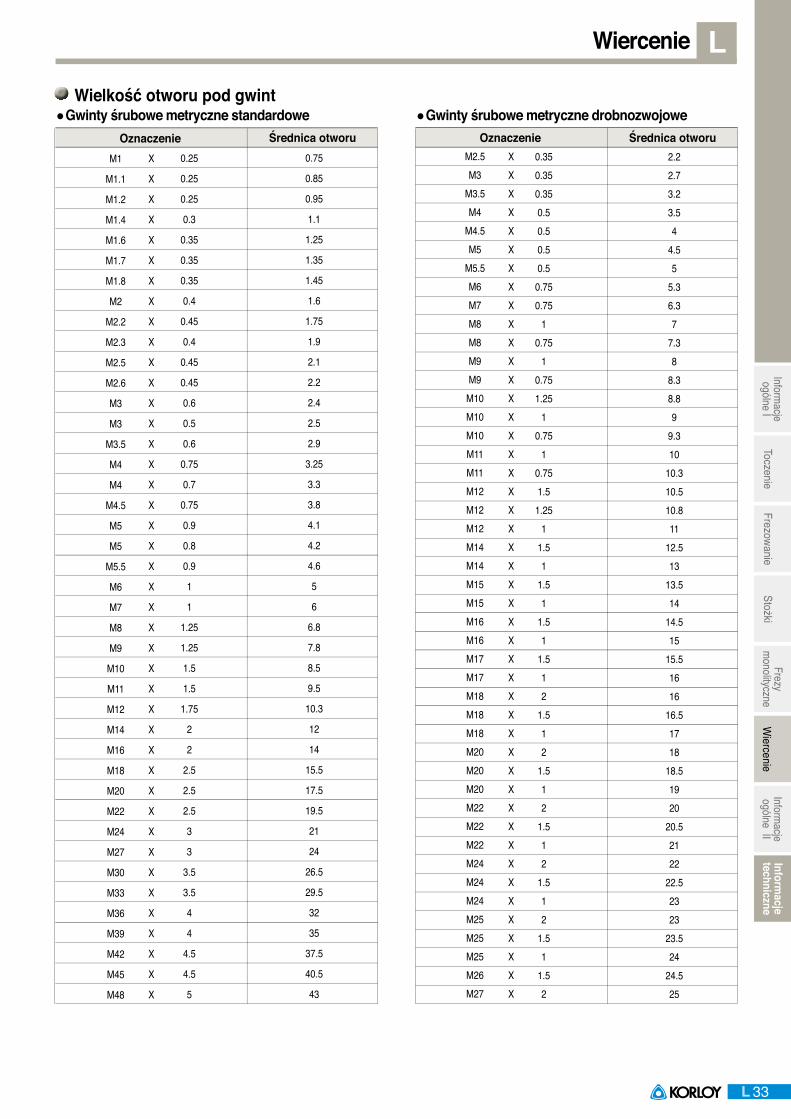
Wiercenie L
33L
Informacje ogólne I
ToczenieFrezowanie
Wiercenie
StożkiInform
acje techniczne
Frezy monolityczne
Informacje ogólne II
● Gwinty śrubowe metryczne standardowe ● Gwinty śrubowe metryczne drobnozwojowe
M1
M1.1
M1.2
M1.4
M1.6
M1.7
M1.8
M2
M2.2
M2.3
M2.5
M2.6
M3
M3
M3.5
M4
M4
M4.5
M5
M5
M5.5
M6
M7
M8
M9
M10
M11
M12
M14
M16
M18
M20
M22
M24
M27
M30
M33
M36
M39
M42
M45
M48
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
0.25
0.25
0.25
0.3
0.35
0.35
0.35
0.4
0.45
0.4
0.45
0.45
0.6
0.5
0.6
0.75
0.7
0.75
0.9
0.8
0.9
1
1
1.25
1.25
1.5
1.5
1.75
2
2
2.5
2.5
2.5
3
3
3.5
3.5
4
4
4.5
4.5
5
0.75
0.85
0.95
1.1
1.25
1.35
1.45
1.6
1.75
1.9
2.1
2.2
2.4
2.5
2.9
3.25
3.3
3.8
4.1
4.2
4.6
5
6
6.8
7.8
8.5
9.5
10.3
12
14
15.5
17.5
19.5
21
24
26.5
29.5
32
35
37.5
40.5
43
M2.5M3
M3.5M4
M4.5M5
M5.5M6M7M8M8M9M9
M10M10M10M11M11M12M12M12M14M14M15M15M16M16M17M17M18M18M18M20M20M20M22M22M22M24M24M24M25M25M25M26M27
XXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXX
0.350.350.350.50.50.50.5
0.750.75
10.75
10.751.25
10.75
10.751.5
1.251
1.51
1.51
1.51
1.512
1.512
1.512
1.512
1.512
1.51
1.52
2.2 2.7 3.2 3.5 4
4.5 5
5.3 6.3 7
7.3 8
8.3 8.8 9
9.3 10
10.3 10.5 10.8 11
12.5 13
13.5 14
14.5 15
15.5 16 16
16.51718
18.51920
20.52122
22.52323
23.524
24.525
Wielkość otworu pod gwint
Oznaczenie Średnica otworu Oznaczenie Średnica otworu

WiercenieL
34L
Infor
macje
og
ólne I
Tocz
enie
Frez
owan
ieW
ierce
nieSt
ożki
Info
rmac
je
tech
nicz
neFr
ezy
mono
litycz
neInf
orma
cje
ogóln
e II
● Metoda ostrzenia (MACH drill)
1) Aby przedłużyć żywotność wiertła należy usunąć przez szlifowanie niewielkie uszkodzenia i zużycie.2) Wielkość uszkodzenia i zużycia przed szlifowaniem nie powinna przekraczać 1.5mm.3) Jeśli wiertło jest pęknięte nie można go regenerować.4) Istnieje możliwość zlecenia szlifowania wierteł lub nabyć szlifierkę do ich regeneracji.
20°£ a
b8 ~15
1) Przygotowanie- Określenie miejsc do szlifowania.Sprawdzić uszkodzenia krawędzi skrawającej oraz zużycie. W przypadku stwierdzenia znacznego uszkodzenia należy usunąć je poprzez zgrubne szlifowanie.
Max.0.02mm
2) Operacja ostrzenia - Ustawianie wiertła. Wiertło mocuje się w uchwycie z tuleją zaciskową. Bicie nie może przekraczać 0.02mm.
20°£ a
b8 ~15
Wierzchołek
Ścienienie
N/L, Gładzenie
Ostrzeżenia
Uwaga
Procedura ostrzenia
• Zaleca się uchwyt z tuleją zaciskową ponieważ posiada dużą siłę zacisku (zwykły uchwyt wiertarski i uchwyt Keyless nie posiadają dostatecznej siły zacisku).
• Należy doprowadzić dostateczną ilość chłodziwa przy wejściu do otworu. • Standardowe ciśnienie oleju: 3-5 kg/cm2, Wydatek: 2-5 l/min.
● Dobór uchwytu na wiertło ● Ilość doprowadzonego chłodziwa
•Uchwyt z tuleją zaciskową •Zwykły uchwyt wiertarski • Doprowadzić większą ilość chłodziwa do wlotu otworu.
• Bicie na obwodzie wiertła zamocowanego nie powinno przekraczać 0.02mm. • Nie należy mocować części roboczej.
• Przy wysokowydajnym wierceniu. Duży opór, moment oraz pozioma siła skrawająca równocześnie element obrabiany powinien być mocowany w sposób pewny, aby uniknąć drgań.
● Sposób mocowania wiertła ● Sposób mocowania materiału obrabianego
•Bicie obwodowe powinno się zawierać w przedziale 0.02mm
•Nie mocować części roboczej • Należy mocno mocować, aby uniknąć
uginania się powodującego wykruszenia. • Należy mocować w sposób równomierny
i mocny (prawa strona i lewa, góra i dół).
Zazna-czenie
Wykruszenia

Wiercenie L
35L
Informacje ogólne I
ToczenieFrezowanie
Wiercenie
StożkiInform
acje techniczne
Frezy monolityczne
Informacje ogólne II
3) Ostrzenie – ostrzenie wierzchołka - Sprawdzić stopień uszkodzenia i zużycia wierzchołka i usunąć je całkowicie.- Różnica wysokości wargi nie powinna przekraczać 0.02mm.
Kąt wierzchołkowy(α) : 140°Wierzchołkowy kąt przyłożenia (β)t : 8°~ 15°
● Pogłębienie i wielkość otworu pod śrubę z łbem sześciokątnym
20°£ a
b8 ~15
20°£ a
b8 ~15
20°£ a
b8 ~15
20°£ a
b8 ~15
20°£ a
b8 ~15
Różnica wysokości wargi: Max. 0.02mm
4) Ostrzenie – ostrzenie ścienienia - Biorąc pod uwagę szerokość N/L, długość krawędzi skrawającej od osi wiertła nie powinna przekraczać 0.03-0.08mm celem wyważenia.- Ustawić tarczę w stosunku do osi wiertła pod kątem 34o-40o.
Kąt ścienienia (α)°: 155°~ 160°/ Kąt scienienia (b): 100°~ 105° Kąt przyłożenia ścienienia (c): 34°~ 40°
5) Ostrzenie – szlifowanie N/L i honowanie - Za pomocą tarczy diamentowej, szlifowanie, wzdłuż krawędzi skrawającej punkt wierzchołka.- Po operacji szlifowania należy je przetrzeć osełką.
Szerokość N/L (a): 0.05mm – 0.16mm / kąt N/L (b): 24-26.
• N/L ● WskazówkaWykonywanie wierzchołka- Bez tego wiertła centrującego, szerokość wierzchołka winna wynosić 0,10 mm.
● Zalecane warunki szlifowania - Tarcza diamentowa: ziarno 240-400- Dłuto diamentowe: ziarno 400-600- Osełka diamentowa: ziarno 800-1500
ISO (d)
Ød1
Ød′ØD
ØD′H
H′H″
33.45.553
2.73.3
44.5784
3.64.4
55.58.59.55
4.65.4
66.510116
5.56.5
8613148
7.48.6
101116
17.5109.210.8
1214182012
11.013.0
1416212314
12.815.2
1618242616
14.517.5
1820272918
16.519.5
2022303220
18.521.5
2224333522
20.523.5
2426363924
22.525.5
27304043272529
30334548302832
M3 M4 M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24 M27 M30
Śruba z łbem sześciokątnym (śruba mocująca) – wymiar
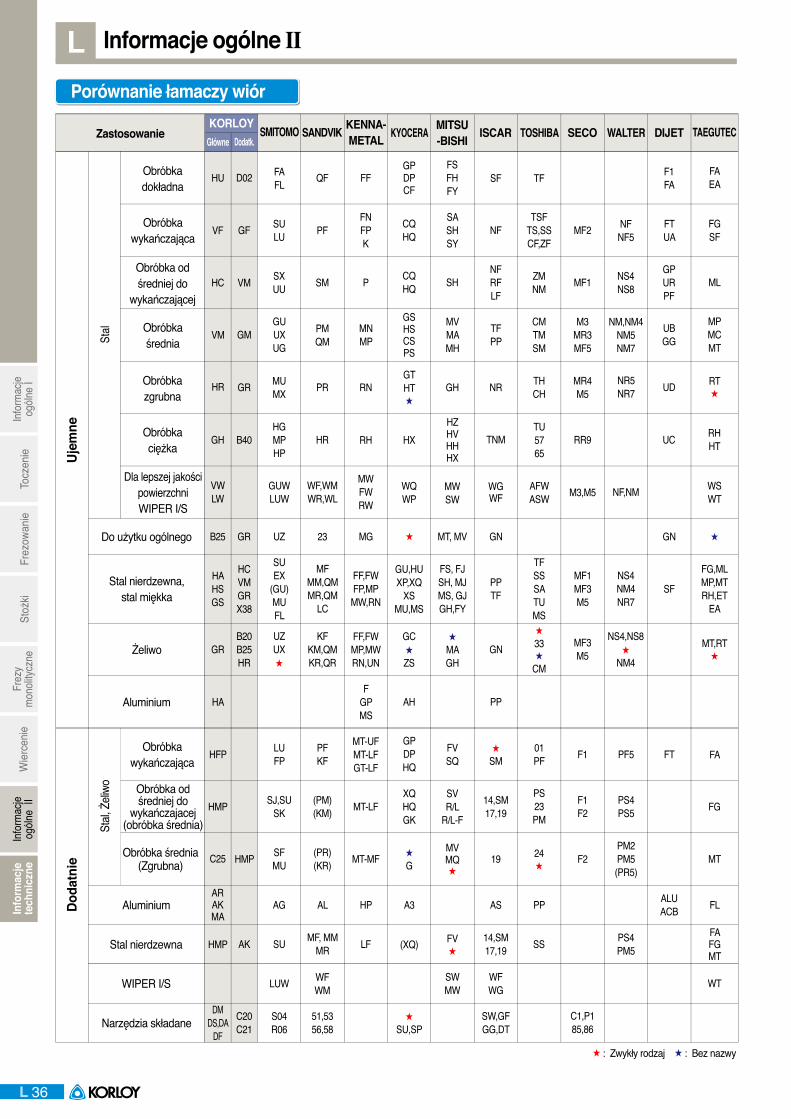
Informacje ogólne IIL
36L
Infor
macje
og
ólne I
Tocz
enie
Frez
owan
ieW
ierce
nieSt
ożki
Info
rmac
je
tech
nicz
neFr
ezy
mono
litycz
neInf
orma
cje
ogóln
e II
Porównanie łamaczy wiór
D02HU
HAHSGS
GR
HCVMGRX38
B20B25HR
UZUX★
KFKM,QMKR,QR
FF,FWMP,MWRN,UN
HA
HFP LUFP
PFKF
MT-UFMT-LFGT-LF
GPDPHQ
FVSQ
★SM
01PF F1 PF5 FT FA
FGHMP SJ,SUSK
(PM)(KM) MT-LF
XQHQGK
SVR/L
R/L-F
14,SM17,19
PS23PM
F1F2
PS4PS5
C25
ARAKMA
AG AL HP A3 AS PP ALUACB FL
HMP AK MF, MMMR
DMDS,DA
DF
C20C21
51,5356,58
★SU,SP
SW,GFGG,DT
C1,P185,86
S04R06
SU
WFWMLUW
LF (XQ) FV★
14,SM17,19
SWMW
WFWG
SSFAFGMT
WT
PS4PM5
HMP SFMU
(PR)(KR) MT-MF ★
GMVMQ★
19 24★ F2
PM2PM5(PR5)
MT
FGPMS
AH PP
GC★ZS
★MAGH
GN
★33★
CM
MF3M5
NS4,NS8★
NM4
MT,RT★
SUEX
(GU)MUFL
MFMM,QMMR,QM
LC
FF,FWFP,MPMW,RN
GU,HUXP,XQ
XSMU,MS
FS, FJSH, MJMS, GJGH,FY
PPTF
TFSSSATUMS
MF1MF3M5
NS4NM4NR7
SF
FG,MLMP,MTRH,ET
EA
FAFL QF
GPDPCF
FSFHFY
SF TF
ZMNM
F1FA
FAEA
GFVF SULU PF
FNFPK
FF
CQHQ
SASHSY
NFTSF
TS,SSCF,ZF
NFNF5MF2 FT
UAFGSF
VMHC SXUU SM P CQ
HQ SHNFRFLF
NS4NS8MF1
GPURPF
ML
B40GH
B25 GR UZ 23 MG ★ MT, MV GN GN ★
HGMPHP
HR RH HXHZHVHHHX
TNMTU5765
RR9 UC RHHT
GUWLUW
VWLW
WF,WMWR,WL
MWFWRW
WQWP
MWSW
WGWF
AFWASW M3,M5 NF,NM WS
WT
GMVMGUUXUG
PMQM
MNMP
GSHSCSPS
MVMAMH
TFPP
CMTMSM
NM,NM4NM5NM7
M3MR3MF5
UBGG
MPMCMT
GRHR MUMX PR RN
GTHT★
GH NR THCH
NR5NR7
MR4M5 UD RT
★
ZastosowanieKORLOY
Główne Dodatk.SANDVIK KENNA-
METALMITSU-BISHIKYOCERA ISCAR TOSHIBA SECO DIJET TAEGUTECWALTERSMITOMO
Obróbka wykańczająca
Obróbka dokładna
Obróbka od średniej do
wykańczającej
Stal
Obróbka ciężka
Dla lepszej jakości powierzchniWIPER I/S
Obróbka średnia
Obróbka zgrubna
Ujem
ne
Do użytku ogólnego
Stal nierdzewna, stal miękka
Żeliwo
Aluminium
Doda
tnie
Stal,
Żeli
wo Obróbka od średniej do
wykańczajacej(obróbka średnia)
Obróbka wykańczająca
Obróbka średnia (Zgrubna)
Aluminium
Stal nierdzewna
WIPER I/S
Narzędzia składane
★ : Zwykły rodzaj ★ : Bez nazwy

Informacje ogólne II L
37L
Informacje ogólne I
ToczenieFrezowanie
Wiercenie
StożkiInform
acje techniczne
Frezy monolityczne
Informacje ogólne II
P
P
K
M
S
CVD
PVD
3010
3020
3120
3030
500H
305K
6110
6010
315K
9020
325
335 TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
M T- TiCN
M T- TiCN
TiN
M T- TiCN
TiN
TiN
TiC
M T- TiCNTiC
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
3010
3020
3120
3030
500H
305K
6110
6010
315K
9020
325
335 TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
M T- TiCN
M T- TiCN
TiN
M T- TiCN
TiN
TiN
TiC
M T- TiCNTiC
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
3010
3020
3120
3030
500H
305K
6110
6010
315K
9020
325
335 TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
M T- TiCN
M T- TiCN
TiN
M T- TiCN
TiN
TiN
TiC
M T- TiCNTiC
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
3010
3020
3120
3030
500H
305K
6110
6010
315K
9020
325
335 TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
M T- TiCN
M T- TiCN
TiN
M T- TiCN
TiN
TiN
TiC
M T- TiCNTiC
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
3010
3020
3120
3030
500H
305K
6110
6010
315K
9020
325
335 TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
M T- TiCN
M T- TiCN
TiN
M T- TiCN
TiN
TiN
TiC
M T- TiCNTiC
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
3010
3020
3120
3030
500H
305K
6110
6010
315K
9020
325
335 TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
M T- TiCN
M T- TiCN
TiN
M T- TiCN
TiN
TiN
TiC
M T- TiCNTiC
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
3010
3020
3120
3030
500H
305K
6110
6010
315K
9020
325
335 TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
M T- TiCN
M T- TiCN
TiN
M T- TiCN
TiN
TiN
TiC
M T- TiCNTiC
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
3010
3020
3120
3030
500H
305K
6110
6010
315K
9020
325
335 TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
M T- TiCN
M T- TiCN
TiN
M T- TiCN
TiN
TiN
TiC
M T- TiCNTiC
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
3010
3020
3120
3030
500H
305K
6110
6010
315K
9020
325
335 TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
M T- TiCN
M T- TiCN
TiN
M T- TiCN
TiN
TiN
TiC
M T- TiCNTiC
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
3010
3020
3120
3030
500H
305K
6110
6010
315K
9020
325
335 TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
M T- TiCN
M T- TiCN
TiN
M T- TiCN
TiN
TiN
TiC
M T- TiCNTiC
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
3010
3020
3120
3030
500H
305K
6110
6010
315K
9020
325
335 TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
M T- TiCN
M T- TiCN
TiN
M T- TiCN
TiN
TiN
TiC
M T- TiCNTiC
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
3010
3020
3120
3030
500H
305K
6110
6010
315K
9020
325
335 TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
M T- TiCN
M T- TiCN
TiN
M T- TiCN
TiN
TiN
TiC
M T- TiCNTiC
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
3010
3020
3120
3030
500H
305K
6110
6010
315K
9020
325
335 TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
M T- TiCN
M T- TiCN
TiN
M T- TiCN
TiN
TiN
TiC
M T- TiCNTiC
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
3010
3020
3120
3030
500H
305K
6110
6010
315K
9020
325
335 TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
M T- TiCN
M T- TiCN
TiN
M T- TiCN
TiN
TiN
TiC
M T- TiCNTiC
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
3010
3020
3120
3030
500H
305K
6110
6010
315K
9020
325
335 TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
M T- TiCN
M T- TiCN
TiN
M T- TiCN
TiN
TiN
TiC
M T- TiCNTiC
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
3010
3020
3120
3030
500H
305K
6110
6010
315K
9020
325
335 TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
M T- TiCN
M T- TiCN
TiN
M T- TiCN
TiN
TiN
TiC
M T- TiCNTiC
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
3010
3020
3120
3030
500H
305K
6110
6010
315K
9020
325
335 TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
M T- TiCN
M T- TiCN
TiN
M T- TiCN
TiN
TiN
TiC
M T- TiCNTiC
M T- TiCN
TiN
M T- TiCN
TiN
M T- TiCN
NC3010
NC3020
NC3120
NC3030
NC5330
NC500H
NCM325
NCM335
NC6105
NC6110
NC315K
NC5330
NC9025
NC5330
NCM325
NCM335
NC5330
PC230
PC3500
PC5300
PC3545
PC3030T
PC203F
PC210F
P05-P15
P15-P25
P15-P30
P25-P35
P30-P40
P25-P35
P20-P30
P30-P40
K01-K10
K05-K15
K10-K20
K20-K30
M25-M35
M25-M35
M20-M30
M30-M40
S20-S30
P15-P30
P25-P35
P30-P40
P30-P50
P20-P30
P01-P10
P10-P20
Obróbka stali z wysokimi prędkościami.
Obróbka średnia stali.
Obróbka średnia stali.
Obróbka zgrubna i przerywana stali.
Ogólna obróbka stali miękich i kutych.
Ciężka obróbka stali.
Drezowanie stali z wysokimi prędkościami.
Ogólna obróbka żeliwa i żeliwa sferoidalnego.
Obróbka z małymi prędkościami i przerywana żeliwa.
Ogólna obróbka stali nierdzewnych.
Obróbka stali nierdzewnych.
Obróbka stali zwykłaej jakości. (Rekomendowany)
Obróbka przerywana stopów żaroodpornych.
Obróbka wykańczająca, i średnia stali.
Frezowanie średnie, zgrubne stali. (Rekomendowany).
Frezowanie średnie, zgrubne stali.
Frezowanie średnie, zgrubne ciężkie przerywane stali.
Gwintowanie stali.
Frezowanie z dużymi prędkościami frezami palcowymi.
Frezowanie zgrubne i przerywane stali, szybka obróbka żeliwa.
Ogólna obróbka żeliwa i żeliwa sferoidalnego.
Frezowanie z wysokimi prędkościami stali nierdzewnych.Frezowanie zgrubne i przerywane stali nierdzewnych.
Frezowanie z dużymi prędkościami stali i stopów.
● ● ●
● ● ●
● ● ●
● ●
● ●
● ●
● ● ● ●
●
● ● ● ● ●
● ● ● ● ●
● ● ●
● ● ● ● ●
● ● ● ● ● ●
● ● ●
●
●
●
●
●
● ●
● ● ●
●
● ● ● ● ● ●
● ● ● ●
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
★ Nowa powłoka TiAℓN
★ Nowa powłoka TiAℓN
★ Nowa powłoka TiAℓN
(Wysoka twardość/odponość na utlenianie)
(Wysoka twardość/odponość na utlenianie)
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
Kat. ISO Warstwa pokryciaToczenie Frezo- wanie
Plano-wanie
Rowko-wanie
Gwinto-wanie
Plano-wanie
Wiertła stałe
Frezypalcowe
WiertłaskładaneGatunek Zakres Zastosowanie
KORLOY Tabela gatunków
★ Nowa powłoka TiAℓN
(Wysoka twardość/odponość na utlenianie)

Informacje ogólne IIL
38L
Infor
macje
og
ólne I
Tocz
enie
Frez
owan
ieW
ierce
nieSt
ożki
Info
rmac
je
tech
nicz
neFr
ezy
mono
litycz
neInf
orma
cje
ogóln
e II
P
K
M
S
PC220
PC205F
PC225F
PC6510
PC5300
PC203F
PC220
PC205F
PC225F
PC215K
PC8110
PC5300
PC9030
PC9530
PC3545
PC3030T
PC210
PC205F
PC225F
PC8110
PC5300
PC3545
PC210
PC205F
PC225F
P15-P35
P15-P30
P20-P35
K01-K15
K15-K25
K01-K10
K15-K35
K10-K20
K15-K25
K15-K30
M01-M10
M20-M35
M20-M35
M20-M35
M30-M50
M20-M30
M15-M30
M15-M30
M20-M35
S01-S20
S15-S25
S30-S50
S15-S30
S15-S25
S20-S35
Ogólne wiercenie wiertłami stałymi poniżej φ 20Ogólne wiercenie wiertłami z chłodzeniem powyżej φ 16
Frezowanie z dużymi prędkościami żeliwa
Obróbka średnia i zgrubna żeliwaObróbka żeliwa z dużymi prędkościami I E/M
Obróbka ogólna E/M żeliwaOgólne wiercenie wiertłami stałymi poniżej φ 20Ogólne wiercenie wiertłami z chłodzeniem powyżej φ 16Frezowanie średnie i zgrubne żeliwa
Obróbka wykańczająca i średnia stali nierdzewnychToczenie/frezowanie zgrubne i średnie stali nierdzewnychToczenie średnie zgrub-ne i przerywane stali nierdzewnychFrezowanie średnie zgrubne i przerywane stali nierdzewnychFrezowanie zgrubne i ciężkie przerywane stali nierdzewnych
Gwintowanie stali nierdzewnych
Obróbka ogólna E/M stali nierdzewnych
Ogólne wiercenie wiertłami stałymi poniżej φ 20Ogólne wiercenie wiertłami z chłodzeniem powyżej φ 16
Obróbka ogólna E/M stopów żaroodpornych
Ogólne wiercenie wiertłami stałymi poniżej φ 20Ogólne wiercenie wiertłami z chłodzeniem powyżej φ 16
Toczenie wykańczające i średnie stopów żaroodpornych
Frezowanie zgrubne i ciężkie przerywane stopów żaroodpornych
Toczenie/frezowanie zgrubne i średnie sto-pów żaroodpornych
●
●
●
●
●
●
●
●
●
●
●
●
● ● ● ●
● ● ● ● ● ● ●
● ● ● ● ● ● ●
● ● ● ●
● ● ●
● ● ● ● ● ● ● ●
● ●
●
●
●
●
● ● ● ●
● ● ●
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
Kat. ISO Warstwa pokryciaToczenie Frezo- wanie
Plano-wanie
Rowko-wanie
Gwinto-wanie
Plano-wanie
Wiertła stałe
Frezypalcowe
WiertłaskładaneGatunek Zakres Zastosowanie
KORLOY Tabela gatunkówPV
D
★ Nowa powłoka TiAℓN
(Wysoka twardość/odponość na utlenianie)
★ Nowa powłoka TiAℓN
(Wysoka twardość/odponość na utlenianie)
★ Nowa powłoka TiAℓN
(Wysoka twardość/odponość na utlenianie)
★ Nowa powłoka TiAℓN
(Wysoka twardość/odponość na utlenianie)
★ Nowa powłoka TiAℓN
(Wysoka twardość/odponość na utlenianie)
★ Nowa powłoka TiAℓN
(Wysoka twardość/odponość na utlenianie)
★ Nowa powłoka TiAℓN
(Wysoka twardość/odponość na utlenianie)
★ Nowa powłoka TiAℓN
(Wysoka twardość/odponość na utlenianie)
★ Nowa powłoka TiAℓN
(Wysoka twardość/odponość na utlenianie)
★ Nowa powłoka TiAℓN
(Wysoka twardość/odponość na utlenianie)
Obróbka E/M stali

Informacje ogólne II L
39L
Informacje ogólne I
ToczenieFrezowanie
Wiercenie
StożkiInform
acje techniczne
Frezy monolityczne
Informacje ogólne II
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
DLC
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
DLC
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
DLC
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
Pokrycie Dia
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
TiC1
2
3
4
5
6
8
7
M T- TiCN
TiN
TiN
M T- TiCN
TiN
TiCM T- TiCN
M T- TiCN
TiAlN
TiAlN
TiN
TiN
TiAl(M )N
P
P
K
K
K
N
H
N
N
N
ST30A
H01
PC210C
G10
H01
CC105
CC115
CC125
CN1000
CN20
CN2000
CN30
CN1000
DBNX10
DBNX20
DBN210
DBNX25
DBN250
DBN350
DBN500
DBN700
DP90
DP150
DP200
PD1000
PD2000
PD3000
ND1000
ND2000
ND3000
P25-P35
K05-K15
N10-N20
K15-K25
N05-K15
P01-P10
P10-P20
P15-P25
P05-P15
P15-P25
P10-P20
P20-P30
K05-K10
H01-H10
H05-H15
H10-H20
H15-H25
H15-H25
H25-H35
K01-K10
K05-K15
N01-N10
N05-N15
N10-N20
N01-N20
N01-N20
N01-N20
N01-N20
N01-N20
N01-N20
Obróbka ogólna stali
Obróbka wykańczająca żeliwa, metali nieżelaznych
Obróbka wykańczająca żeliwa, metali nieżelaznychSzybkie lekkie toczenie stali (prcyzyjne wytaczanie)Obróbka średnia i lekka z wysokimi prędkościami staliFrezowanie średnie i zgrubne stali
Toczenie/frezowanie ogólne stali
Frezowanie zgrubne stali
Toczenie/frezowanie średnie zgrubne stali
Obróbka żeliwa z wysokimiSzybka obróbka ciągła/lekko przerywana stali żaroodpornych
Obróbka przerywana stali żaroodpornych (ciężka przer.)
Obróbka węglików spiekanych, ceramiki, zgrubna, stopów aluminium z krzemem, skał
Obróbka stali żaroodpornych z wysokimi prędkościami
Szybka obróbka przerywana stali żaroodpornych
Obróbka stopów aluminium z krzemem, stopów miedzi, gumy, drewna, węglaObróbka dokładna plastiku, drewna, aluminiumToczenie metali nieżelaznych (Al, itp)Frezowanie metali nieżelaznych (Al, itp)Obróbka E/M metali nieżelaznych (Al, itp)Toczenie metali nieżelaznych (grafit, aluminium, brąz)Frezowanie metali nieżela-znych (grafit, aluminium, brąz)Obróbka E/M metali nieżela-znych (grafit, aluminium, brąz)
Obróbka ciągła przerywana stali żaroodpornych
Obróbka żeliwa z wysokimi prędkościami
Bardzo ciężka obróbka żeliwaObróbka żeliwa z wysokimi prędkościami
Obróbka z wysokimi pręd-kościami stali (spieków)
Obróbka wykańczająca żeliwa, metali nieżelaznych
Obróbka średnia żeliwa
● ● ● ●
● ● ● ●
● ●
● ● ●
● ● ● ●
●
●
●
●
● ● ● ● ●
● ● ●
●
●
●
●
●
●
●
●
●
● ●
●
●
●
●
●
●
●
●
●
Kat. ISO Warstwa pokryciaToczenie Frezo- wanie
Plano-wanie
Rowko-wanie
Gwinto-wanie
Plano-wanie
Wiertła stałe
Frezypalcowe
WiertłaskładaneGatunek Zakres Zastosowanie
KORLOY Tabela gatunkówNi
epok
ryw
ane
Cerm
etal
CBN
PVD
DLC
Diame
ntow
e
★ Nowa powłoka TiAℓN
(Wysoka twardość/odponość na utlenianie)
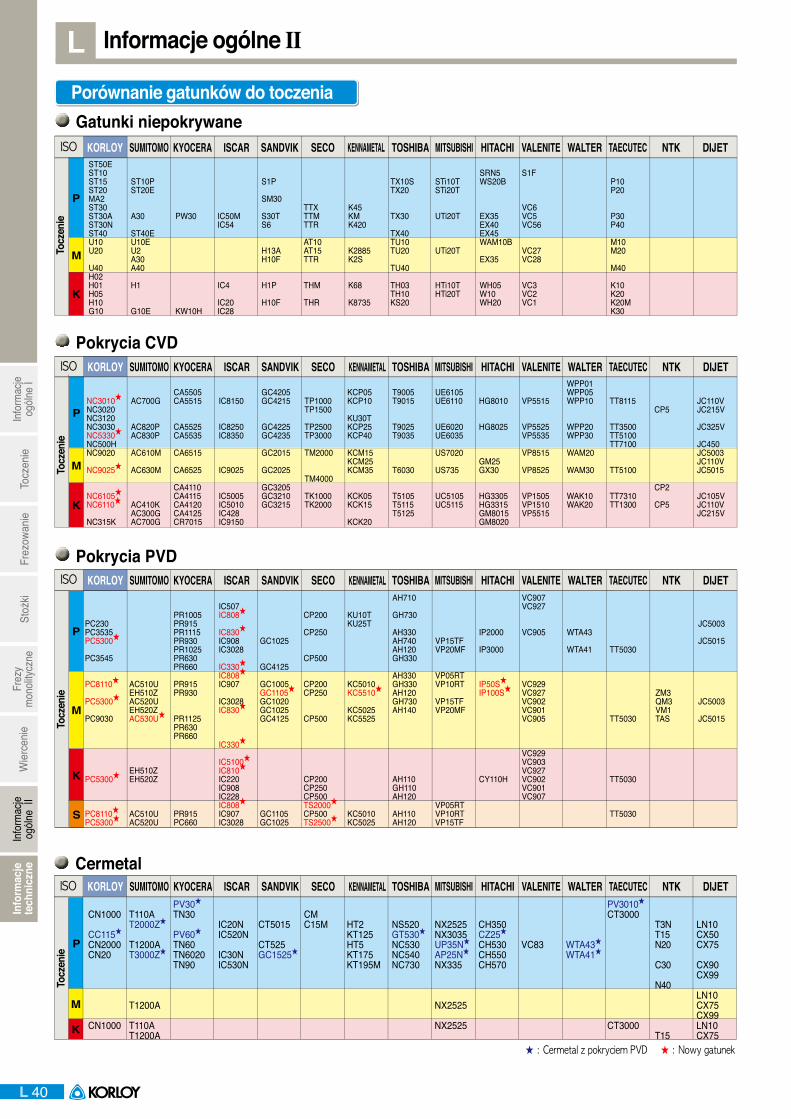
Informacje ogólne IIL
40L
Infor
macje
og
ólne I
Tocz
enie
Frez
owan
ieW
ierce
nieSt
ożki
Info
rmac
je
tech
nicz
neFr
ezy
mono
litycz
neInf
orma
cje
ogóln
e II
ST50EST10ST15ST20MA2ST30ST30AST30NST40U10U20
U40H02H01H05H10G10
ST10PST20E
A30
ST40EU10EU2A30A40
H1
G10E
PW30
KW10H
IC50MIC54
IC4
IC20IC28
S1P
SM30
S30TS6
H13AH10F
H1P
H10F
TTXTTMTTR
AT10AT15TTR
THM
THR
K45KMK420
K2885K2S
K68
K8735
TX10STX20
TX30
TX40TU10TU20
TU40
TH03TH10KS20
STi10TSTi20T
UTi20T
UTi20T
HTi10THTi20T
SRN5WS20B
EX35EX40EX45WAM10B
EX35
WH05W10WH20
S1F
VC6VC5VC56
VC27VC28
VC3VC2VC1
P10P20
P30P40
M10M20
M40
K10K20K20MK30
P
M
K
P
M
K
P
M
K
S
ISO KORLOY SUMITOMO KYOCERA ISCAR SANDVIK SECO KENNAMETAL TOSHIBA MITSUBISHI HITACHI VALENITE WALTER TAECUTEC NTK DIJET
ISO
ISO
NC3010★NC3020NC3120NC3030NC5330★NC500HNC9020
NC9025★
NC6105★NC6110★
NC315K
AC700G
AC820PAC830P
AC610M
AC630M
AC410KAC300GAC700G
CA5505CA5515
CA5525CA5535
CA6515
CA6525
CA4110CA4115CA4120CA4125CR7015
IC8150
IC8250IC8350
IC9025
IC5005IC5010IC428IC9150
GC4205GC4215
GC4225GC4235
GC2015
GC2025
GC3205GC3210GC3215
TP1000TP1500
TP2500TP3000
TM2000
TM4000
TK1000TK2000
KCP05KCP10
KU30TKCP25KCP40
KCM15KCM25KCM35
KCK05KCK15
KCK20
T9005T9015
T9025T9035
T6030
T5105T5115T5125
UE6105UE6110
UE6020UE6035
US7020
US735
UC5105UC5115
HG8010
HG8025
GM25GX30
HG3305HG3315GM8015GM8020
VP5515
VP5525VP5535
VP8515
VP8525
VP1505VP1510VP5515
WPP01WPP05WPP10
WPP20WPP30
WAM20
WAM30
WAK10WAK20
TT8115
TT3500TT5100TT7100
TT5100
TT7310TT1300
CP5
CP2
CP5
JC110VJC215V
JC325V
JC450JC5003JC110VJC5015
JC105VJC110VJC215V
Porównanie gatunków do toczenia
Pokrycia PVD
Gatunki niepokrywane
Pokrycia CVD
P
M
K
ISO
CN1000
CC115★CN2000CN20
CN1000
T110AT2000Z★
T1200AT3000Z★
T1200A
T110AT1200A
PV30★TN30
PV60★TN60TN6020TN90
IC20NIC520N
IC30NIC530N
CT5015
CT525GC1525★
CMC15M HT2
KT125HT5KT175KT195M
NS520GT530★NC530NC540NC730
NX2525NX3035UP35N★AP25N★NX335
NX2525
NX2525
CH350CZ25★CH530CH550CH570
VC83 WTA43★WTA41★
PV3010★CT3000
CT3000
T3NT15N20
C30
N40
T15
LN10CX50CX75
CX90CX99
LN10CX75CX99LN10CX75
★ : Cermetal z pokryciem PVD ★ : Nowy gatunek
Cermetal
VP15TFVP20MF
VP05RTVP10RT
VP15TFVP20MF
VP05RTVP10RTVP15TF
PC230PC3535PC5300★
PC3545
PC8110★
PC5300★
PC9030
PC5300★
PC8110★PC5300★
AC510UEH510ZAC520UEH520ZAC530U★
EH510ZEH520Z
AC510UAC520U
PR1005PR915PR1115PR930PR1025PR630PR660
PR915PR930
PR1125PR630PR660
PR915PC660
GC1025
GC4125
GC1005GC1105★GC1020GC1025GC4125
GC1105GC1025
CP200
CP250
CP500
CP200CP250
CP500
CP200CP250CP500TS2000★CP500TS2500★
KU10TKU25T
KC5010KC5510★
KC5025KC5525
KC5010KC5025
AH710
GH730
AH330AH740AH120GH330
AH330GH330AH120GH730AH140
AH110GH110AH120
AH110AH120
IP2000
IP3000
IP50S★IP100S★
CY110H
VC907VC927
VC905
VC929VC927VC902VC901VC905
VC929VC903VC927VC902VC901VC907
WTA43
WTA41 TT5030
TT5030
TT5030
TT5030
ZM3QM3VM1TAS
JC5003
JC5015
JC5003
JC5015
IC507IC808★
IC830★IC908IC3028
IC330★IC808★IC907
IC3028IC830★
IC330★
IC5100★IC810★IC220IC908IC228IC808★IC907IC3028
KORLOY SUMITOMO KYOCERA ISCAR SANDVIK SECO KENNAMETAL TOSHIBA MITSUBISHI HITACHI VALENITE WALTER TAECUTEC NTK DIJET
KORLOY SUMITOMO KYOCERA ISCAR SANDVIK SECO KENNAMETAL TOSHIBA MITSUBISHI HITACHI VALENITE WALTER TAECUTEC NTK DIJET
KORLOY SUMITOMO KYOCERA ISCAR SANDVIK SECO KENNAMETAL TOSHIBA MITSUBISHI HITACHI VALENITE WALTER TAECUTEC NTK DIJET
Tocz
enie
Tocz
enie
Tocz
enie
Tocz
enie

Informacje ogólne II L
41L
Informacje ogólne I
ToczenieFrezowanie
Wiercenie
StożkiInform
acje techniczne
Frezy monolityczne
Informacje ogólne II
NC5330★NCM325
NCM335NC5330★NCM325NCM335
NC5330★
ACP100
ACK100ACK200
IC520M
IC635
IC4050
GC4220
GC4230
GC4240
GC2040
GC3220
T20MT250M
T350MMH1000MP2500
MK1500
MK3000KC992M
T325
T3030
T1015
F7030
F5010
SM245
V01VN8
WQM15WKP25WQM25WKP35WQM35WQM25WTP35WXP45
WAK15WKP25WKP35
TT7800QM3
P
M
K
P
M
K
P
M
K
S
Pokrycia CVD
Cermetal
Pokrycia PVD
ISO
ISO
ISO
PC210F
PC3500PC3525PC3535
PC5300★
PC3545
PC5300★
PC9530
PC3545
PC8110★PC6510
PC5300★PC5300★
CN20
CN30
ACZ310
ACP200
ACZ330
ACP300ACZ350
ACP200
ACP300ACZ350
AC520U
T250A
T250A
PR730
PR830PR630
PR660
PR730
PR1025PR630PR660
PR510PR905
PC660
TN100M
TC60M
IC903IC908IC950
IC1008
IC928
IC903
IC900IC250IC928
IC328
DT7150IC900IC910IC950IC350IC328
IC30N
GC1010
GC1025GC1030
GC1030
GC1125GC1025GC2030GC1030
GC1025
CT530
MP3000★
F25MF30M
F40MT60M
F25M
F30M
F40M
TS2500
KC522MKUC20M
KC525MKUC30M
KC935MKC7140KC720KC5510KC7020
KC522MKC725MKC735MKC7030
KC722
KC510MKC915M
KC520M
KC510M
KT195M
GH330
AH120
AH120
AH140
AH120
NS540NS740
AP20MGP20M
VP15TF
UP20M
VP30RT
VP10MFVP15TF
VP20RT
VP15TF
NX2525
NX4545
NX2525
ATH80DPCA08MACS05EPCA12MPC20MJX1005TB6005JX1020CY9020
TB6045CY250PTH30E
PTH40HJX1020CY9020JX1015TB6020CY250
JX1045TB6045
JX1060TB6060
ACS05E
CH550CH570
VC935
VC928VC902VC901
VC903VC928
VC902VC901
WQM35
WSP45
TT7070TT7080TT7030
TT8020
TT9030
TT9080
TT8020
TT6290
TT6030TT6060TT9030
CT3000
CT5000C50
JC5003
JC5015
JC5030JC5040
JC5003
JC5015
JC5030JC5040
JC5003
JC5015
Porównanie gatunków do frezowania
★ : Cermetal z pokryciem PVD ★ : Nowy gatunek
KORLOY SUMITOMO KYOCERA ISCAR SANDVIK SECO KENNAMETAL TOSHIBA MITSUBISHI HITACHI VALENITE WALTER TAECUTEC NTK DIJET
KORLOY SUMITOMO KYOCERA ISCAR SANDVIK SECO KENNAMETAL TOSHIBA MITSUBISHI HITACHI VALENITE WALTER TAECUTEC NTK DIJET
KORLOY SUMITOMO KYOCERA ISCAR SANDVIK SECO KENNAMETAL TOSHIBA MITSUBISHI HITACHI VALENITE WALTER TAECUTEC NTK DIJET
Frez
owan
ieFr
ezow
anie
Frez
owan
ie

Infor
macje
og
ólne I
Tocz
enie
Frez
owan
ieW
ierce
nieSt
ożki
Info
rmac
je
tech
nicz
neFr
ezy
mono
litycz
neInf
orma
cje
ogóln
e II
Related Documents









