ORIGINAL CONTRIBUTION Influence of microcrystalline cellulose fiber (MCCF) on the morphology of poly(3-hydroxybutyrate) (PHB) Ahmed Mohamed El-Hadi Received: 4 February 2012 / Revised: 15 July 2012 / Accepted: 18 August 2012 # Springer-Verlag 2012 Abstract Biopolymer composites were prepared from poly (3-hydroxybutyrate) (PHB)/microcrystalline cellulose fiber (MCCF)/plastiziers/poly(vinyl acetate) by melt extrusion. The morphology, crystal structure, and non-isothermal crys- tallization of these composites were investigated by polar- ized optical microscopy (POM), differential scanning calorimetry, Fourier transform infrared spectrometer, and wide-angle X-ray diffraction. The results of DSC indicate that the addition of small amount of MCCF improved the crystallization rate. Non-isothermal crystallization shows that the composites 1 and 2 have lower crystallization half time (t 0.5 ) than that of pure PHB. Higher MCCF contents in PHB (composite 4) lead to a decrease in the crystallization rate. POM micrographs show that the MCCF were well dispersed in the PHB matrix and served as a nucleating agent with a strong change in PHB morphology. Increasing the isothermal crystallization temperature above 120 °C, leads to the formation of banded spherulites with large regular band spacing. Decreasing the isothermal crystalliza- tion temperature below 100 °C produces more and small spherulites. Keywords Polymer blends . Microcrystalline cellulose fiber . Poly(3-hydroxybutyrate) (PHB) . Morphology . Crystal structure Introduction Biopolymer composites are designed to produce new mate- rials with significant mechanical properties and biological behavior. It is very important to know the chemical compo- sition of individual polymer as well as the ratio at which the miscibility can occur to include combination between two or more different polymers. In biopolymers processing, some special conditions are required, because the morphology of poly(3-hydroxybutyrate) (PHB) depends on crystallization conditions [1–3]. PHB is thermoplastic polyester, produced from renew- able resources by fermentation. It is biodegradable through enzymatic pathways [4–6]. The mechanical properties and degradation rates of PHB depend on their morphology and crystallinity [7]. PHB is brittle, with a crystallinity of 70 % because of its secondary crystallization during storage at room temperature after processing. PHB is unstable in the molten state above its melting point at 175 °C [3, 8]. To overcome these problems, several ways have been sug- gested. One way is physical blending, which is the effective method to modify PHB. PHB is blending with microcrys- talline cellulose fiber (MCCF) as nucleation agent with proposed to increase the crystallization rate, poly(vinyl ac- etate) (PVAc) as amorphous polymer to reduce crystallinity, and plasticizer to reduce its glass transition. MCCF is crys- talline cellulose derived from high-quality wood pulp. There is an interest to use cellulose fibers and PHB as thermo- plastics, because they are biodegradable, renewable, and environmentally friendly. It can be used as reinforcement such as high strength in polymer. MCCF is presented as powdered particles with the size of 20–80 μm. PHB and MCCF blends can be used in packing of stored food prod- ucts compared with other synthetic fibers. PHB is blended with natural fibers like wood flour [9], wood fiber [10, 11], flax [12–15], cellulose fiber [16, 17], pineapple fiber [18], bamboo fiber [ 19], wheat straw fiber [ 20], cellulose A. M. El-Hadi Department of Physics, Faculty of Applied Science, Umm Al-Qura University, Makkah, Saudi Arabia A. M. El-Hadi (*) Department of Basic Science, Higher Institute for Engineering and Technology, El Arish, North Sinai, Egypt e-mail: [email protected] Colloid Polym Sci DOI 10.1007/s00396-012-2784-x

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
ORIGINAL CONTRIBUTION
Influence of microcrystalline cellulose fiber (MCCF)on the morphology of poly(3-hydroxybutyrate) (PHB)
Ahmed Mohamed El-Hadi
Received: 4 February 2012 /Revised: 15 July 2012 /Accepted: 18 August 2012# Springer-Verlag 2012
Abstract Biopolymer composites were prepared from poly(3-hydroxybutyrate) (PHB)/microcrystalline cellulose fiber(MCCF)/plastiziers/poly(vinyl acetate) by melt extrusion.The morphology, crystal structure, and non-isothermal crys-tallization of these composites were investigated by polar-ized optical microscopy (POM), differential scanningcalorimetry, Fourier transform infrared spectrometer, andwide-angle X-ray diffraction. The results of DSC indicatethat the addition of small amount of MCCF improved thecrystallization rate. Non-isothermal crystallization showsthat the composites 1 and 2 have lower crystallization halftime (t0.5) than that of pure PHB. Higher MCCF contents inPHB (composite 4) lead to a decrease in the crystallizationrate. POM micrographs show that the MCCF were welldispersed in the PHB matrix and served as a nucleatingagent with a strong change in PHB morphology. Increasingthe isothermal crystallization temperature above 120 °C,leads to the formation of banded spherulites with largeregular band spacing. Decreasing the isothermal crystalliza-tion temperature below 100 °C produces more and smallspherulites.
Keywords Polymer blends . Microcrystalline cellulosefiber . Poly(3-hydroxybutyrate) (PHB) . Morphology .
Crystal structure
Introduction
Biopolymer composites are designed to produce new mate-rials with significant mechanical properties and biologicalbehavior. It is very important to know the chemical compo-sition of individual polymer as well as the ratio at which themiscibility can occur to include combination between two ormore different polymers. In biopolymers processing, somespecial conditions are required, because the morphology ofpoly(3-hydroxybutyrate) (PHB) depends on crystallizationconditions [1–3].
PHB is thermoplastic polyester, produced from renew-able resources by fermentation. It is biodegradable throughenzymatic pathways [4–6]. The mechanical properties anddegradation rates of PHB depend on their morphology andcrystallinity [7]. PHB is brittle, with a crystallinity of 70 %because of its secondary crystallization during storage atroom temperature after processing. PHB is unstable in themolten state above its melting point at 175 °C [3, 8]. Toovercome these problems, several ways have been sug-gested. One way is physical blending, which is the effectivemethod to modify PHB. PHB is blending with microcrys-talline cellulose fiber (MCCF) as nucleation agent withproposed to increase the crystallization rate, poly(vinyl ac-etate) (PVAc) as amorphous polymer to reduce crystallinity,and plasticizer to reduce its glass transition. MCCF is crys-talline cellulose derived from high-quality wood pulp. Thereis an interest to use cellulose fibers and PHB as thermo-plastics, because they are biodegradable, renewable, andenvironmentally friendly. It can be used as reinforcementsuch as high strength in polymer. MCCF is presented aspowdered particles with the size of 20–80 μm. PHB andMCCF blends can be used in packing of stored food prod-ucts compared with other synthetic fibers. PHB is blendedwith natural fibers like wood flour [9], wood fiber [10, 11],flax [12–15], cellulose fiber [16, 17], pineapple fiber [18],bamboo fiber [19], wheat straw fiber [20], cellulose
A. M. El-HadiDepartment of Physics, Faculty of Applied Science, Umm Al-QuraUniversity,Makkah, Saudi Arabia
A. M. El-Hadi (*)Department of Basic Science, Higher Institute for Engineering andTechnology,El Arish, North Sinai, Egypte-mail: [email protected]
Colloid Polym SciDOI 10.1007/s00396-012-2784-x
nanowhisker [21], jute yarn [22–24], lignocelluloses [25],vegetable fibers [26], hemp fiber [27], short abaca fiber [28,29], and sugarcane bagasse fibers [30–32]. In recentyears, a lot of studies have been focused on the crys-tallization behavior of PHB, especially on effects ofnucleating agent addition. Nucleating agent was usedto improve optical transparency, decrease the cycle timein the injection molding, and reduce the size of thePHB spherulites.
The aim of this work is to investigate the influence ofnucleation MCCF on the spherulite of PHB using the polar-ized optical microscopy (POM).
Experimental
Materials
PHB crystallinity at 60 % (MW02.3×105gmol−1) was sup-plied from Biomer®, Germany, whereas tributyl citrate andPVAc (MW00.51×105gmol−1) were purchased fromSigma-Aldrich Chemicals Ltd.
Preparation of compositions
The compositions of PHB/PVAc/tributyl citrate/MCCFcomposites were prepared with different weight ratios as
Table 1 Composition of blends
Sample Composition (wt.%)
Composite 1 PHB/PVAc/tributyl citrate/MCCF (75/10/10/5)
Composite 2 PHB/PVAc/tributyl citrate/MCCF (70/10/10/10)
Composite 3 PHB/PVAc/tributyl citrate/MCCF (65/10/10/15)
Composite 4 PHB/PVAc/tributyl citrate/MCCF (60/10/10/20)
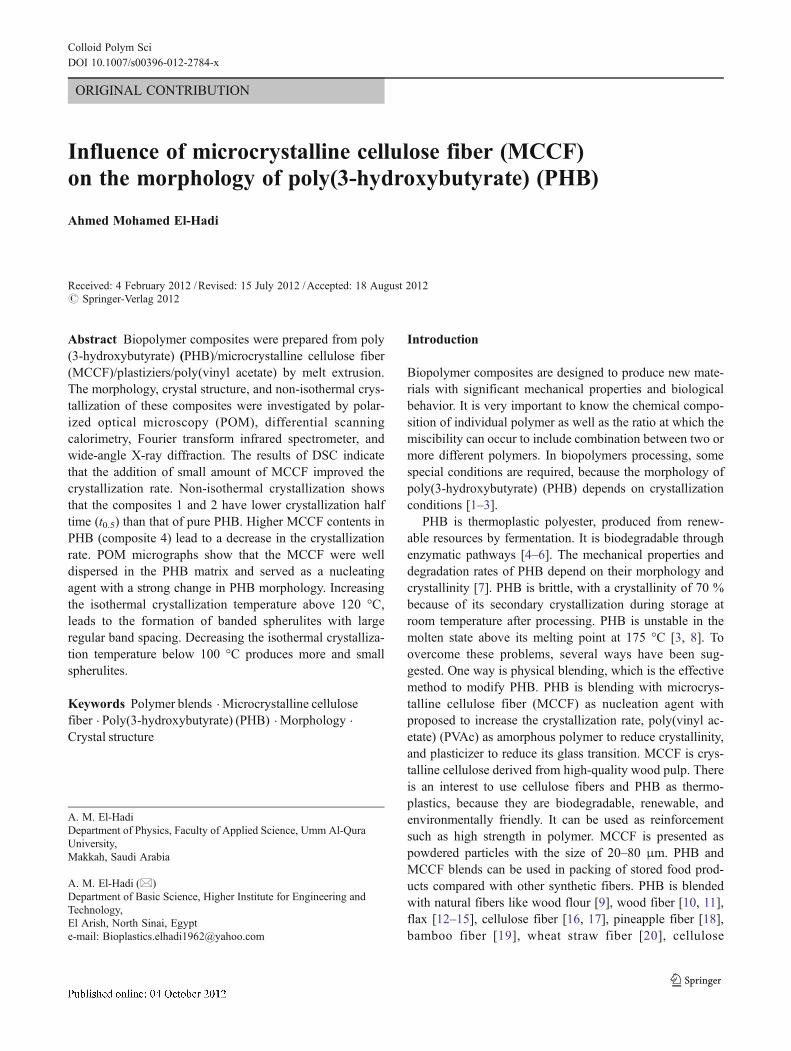
Fig. 1 DSC curves of non-isothermal crystallization at different cooling rates for composite 1 with 5 wt.% MCCF after A Tmpt of 200 and B 180 °Cand those of melting behaviors (A′, B′)
Colloid Polym Sci
follows: (100/0/0/0), (0/0/0/100) (75/10/10/5), (70/10/10/10), (65/10/10/15), and (60/10/10/20). The informationabout the composites was given in Table 1. All compositeswere prepared by melting in a single screw extruder, withdiameter of 18 mm and L/D ratio of 25 (self manufacture).The extruder has three barrel temperature gradients (140,160, and 170 °C) and its screw speed was maintained at120 rpm for all samples. The strand of composites is cooledin a water bath and cut to small pieces.
Differential scanning calorimetry
Non-isothermal crystallization behaviors of the sampleswere examined with (differential scanning calorimetryQ2000) differential scanning calorimeter. Temperature andheat flow calibrations of the instrument were achieved with
high purity indium (In) metal. PHB and its blend samplesweighing about 3–5 mg in an aluminum pan were heatedfrom room temperature to 200 or 180 °C with heating rate of10 °Cmin−1. Samples were kept at this temperature for2 min to eliminate thermal history. Then they were cooledto different cooling rate of 5, 10, 15, and 20 °Cmin−1 byusing liquid nitrogen cooling device. Samples were keptunder a dry nitrogen atmosphere.
Polarized optical microscopy
The evolution of microstructure for all composites underinvestigation was examined using POM Nikon polarizingmicroscope (Nikon Eclipse E600) equipped with hot stage(Instec STC200). Small amount of polymer is placed be-tween two microscopy glass slides as sandwich and inserted
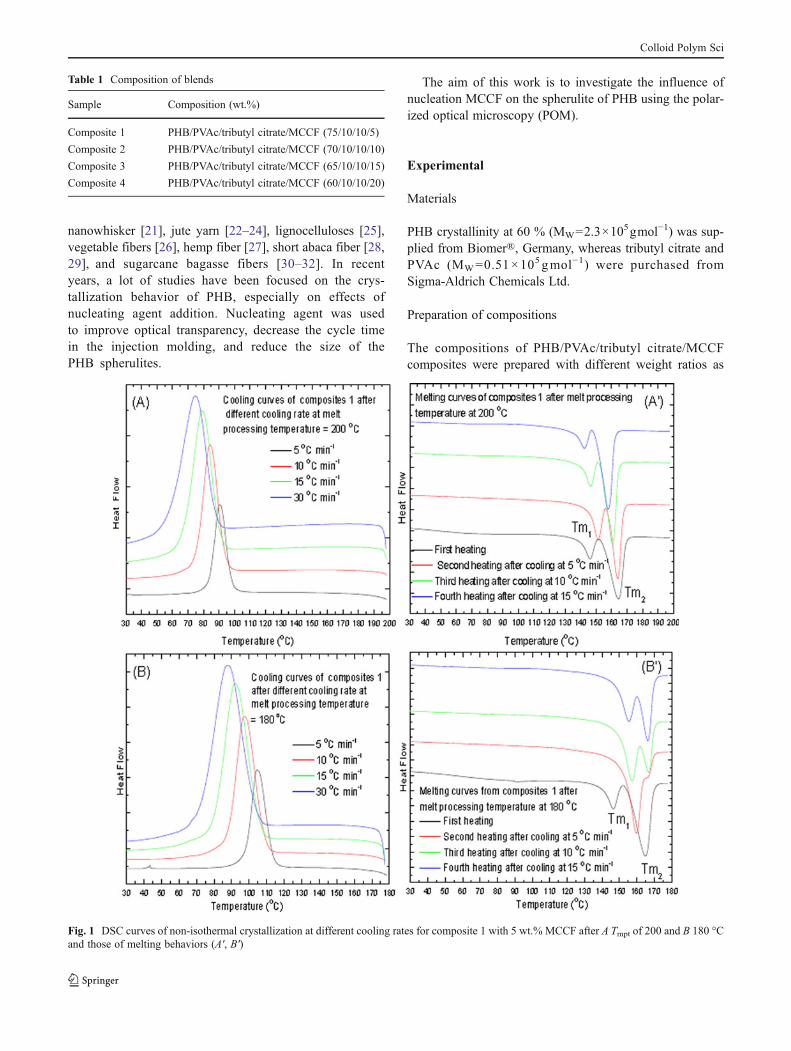
Fig. 2 DSC curves of non-isothermal crystallization at different cooling rates for composite 2 with 10 wt.% MCCF after A Tmpt of 200and B 180 °C and those of melting behaviors (A′, B′)
Colloid Polym Sci
to hot stage and melted at 200 °C. After melting, thin filmwith approximately 0.05–0.1 mm in thickness was obtainedby applying small pressing on top of the cover glass. Inorder to observe the crystal morphology (spherulite), theblend samples were heated on the stage from room temper-ature of up to 200 °C and then kept at this temperature for3 min and then cooled to the crystallization temperature(Tc080–120 °C) and maintained at this temperature for thetime necessary for isothermal crystallization, where thegrowing of spherulites are started.
Wide-angle X-ray diffraction
The crystalline phases were analyzed by wide-angle X-ray diffraction (WAXD) measured with Panalytical
X’pert PRO diffractometer with Ni-filtered Cu Ka radi-ation, the Netherlands, λ01.54178 Å in the range of 5–35° at 40 kV. The WAXD data for PHB compositeswere obtained at room temperature (~25 °C) with a scanrate of (2°) 2θmin−1. Films are cut into rectangularpieces (4 cm2) and mounted on the matrix prior toanalysis.
FT-IR spectrometer
Infrared spectra were recorded with Fourier transform infra-red (FT-IR) 6100 Jasco spectrometer in the wavenumberrange of 550–4,000 cm−1. The films are cut into rectangularpieces (4 cm2), and all spectra are recorded at roomtemperature.
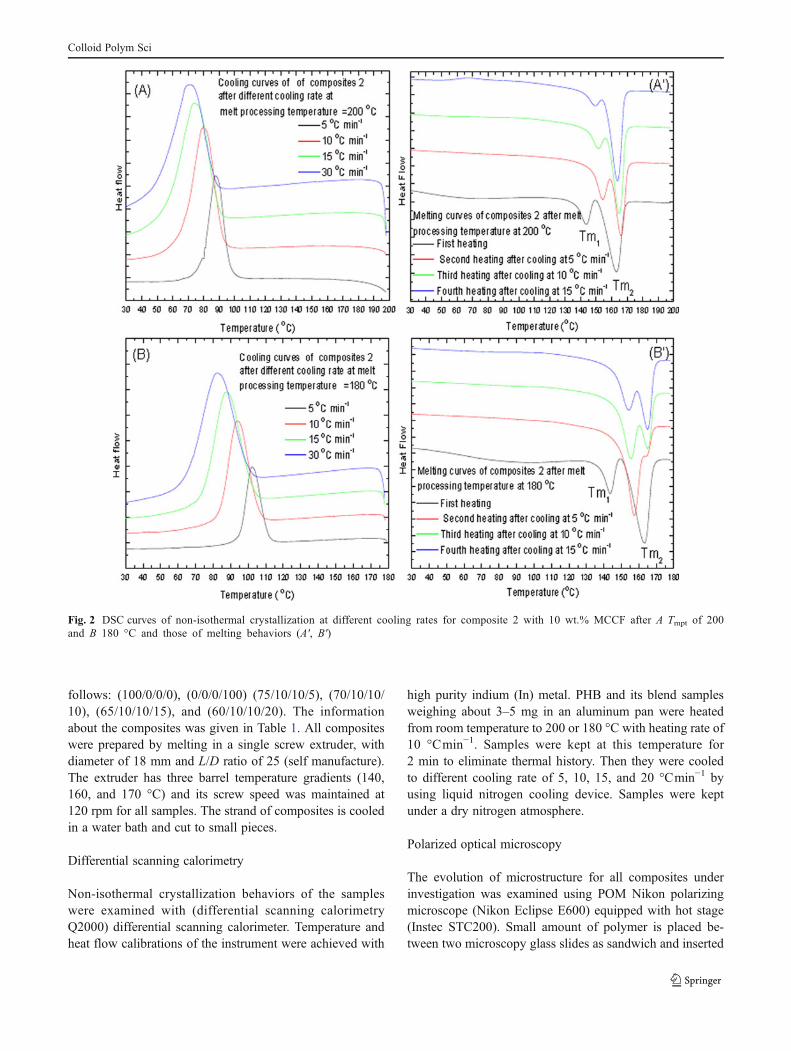
Fig. 3 DSC curves of non-isothermal crystallization at different cooling rates for composite 3 with 15 wt.% MCCF after A Tmpt of 200and B 180 °C and those of melting behaviors (A′, B′)
Colloid Polym Sci
Results and discussion
Non-isothermal crystallization kinetics and meltingbehavior of PHB composites
In previous works [1–3], it has been reported that the PVAccan be used as compatibilizer. Also, the melting temperature(Tm) of PHB is shifted to lower temperature with the addi-tion of PVAc and plasticizers. The depressions in meltingtemperature of PHB phase in the composites from 176 (neatPHB) to 165 °C (composites) indicated that there is a strongintermolecular interaction between PHB and PVAc [1–3].All composite samples show the similar Tm at 165 °C,suggesting that they have almost the same plasticizers andPVAc content in the amorphous region.
By analyzing the crystallization from the molten state atdifferent cooling rates, some important parameters can beobtained, such as the onset crystallization temperature (Ton),Tc peak, and the melting temperature (Tm).
The crystallinity (Xc (%)) was determined from the fol-lowing equation:
Xc %ð Þ ¼ ΔHm=ΔHoð Þ � 100ð Þ
where ΔHm is the enthalpy of melting and ΔHo is thetheoretical enthalpy value for a 100 % crystalline PHB,which is taken to be 146 Jg−1 [1–3].
DSC analysis showed that MCCF behaves as nucle-ating agent and enhances the crystallization rate of PHBin composites 1, 2, and 3 at melt-processing temperature
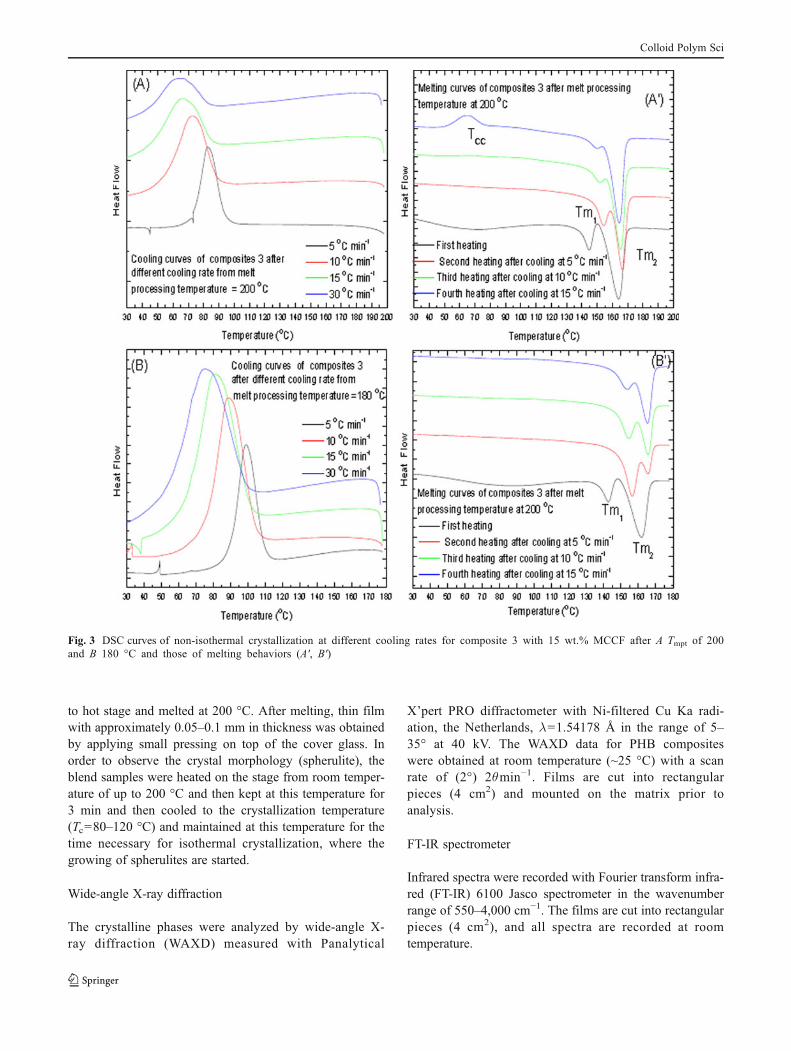
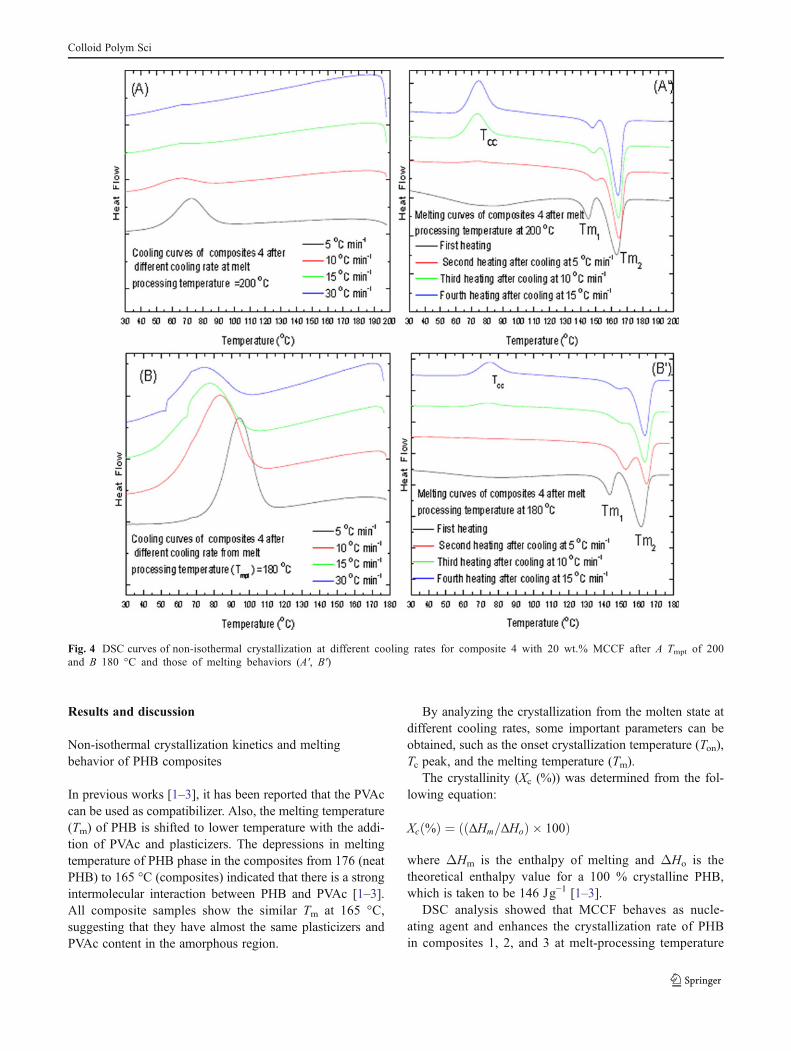
Fig. 4 DSC curves of non-isothermal crystallization at different cooling rates for composite 4 with 20 wt.% MCCF after A Tmpt of 200and B 180 °C and those of melting behaviors (A′, B′)
Colloid Polym Sci
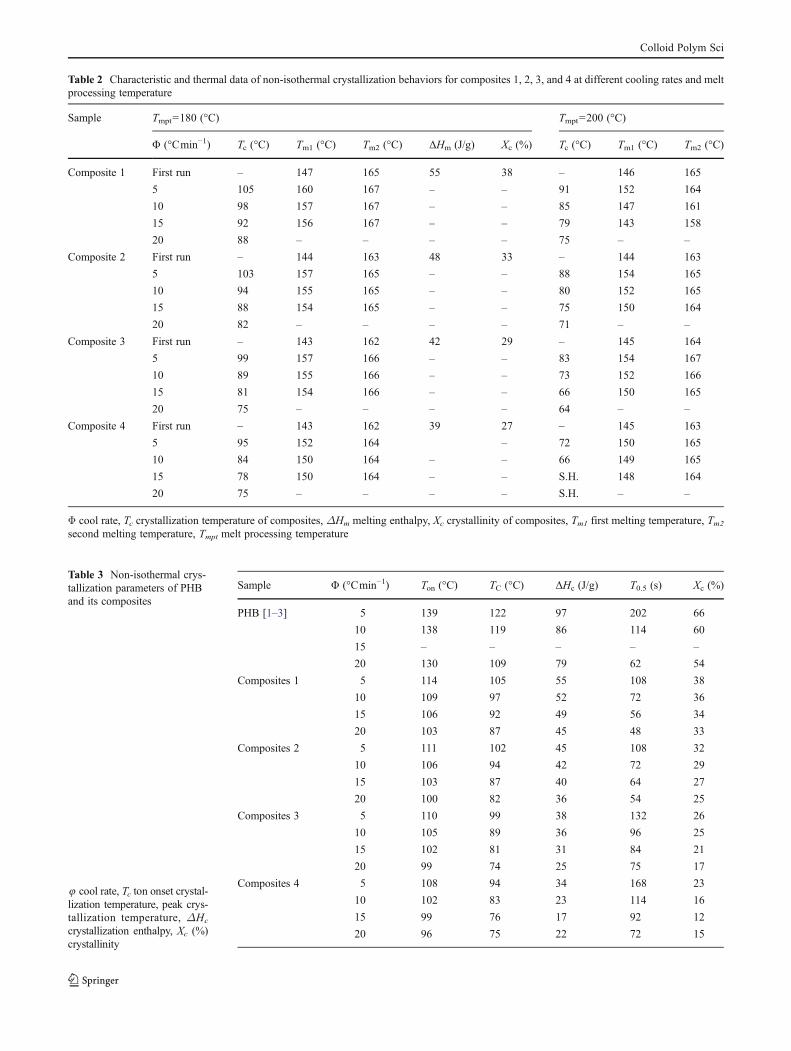
Table 2 Characteristic and thermal data of non-isothermal crystallization behaviors for composites 1, 2, 3, and 4 at different cooling rates and meltprocessing temperature
Sample Tmpt0180 (°C) Tmpt0200 (°C)
Φ (°Cmin−1) Tc (°C) Tm1 (°C) Tm2 (°C) ΔHm (J/g) Xc (%) Tc (°C) Tm1 (°C) Tm2 (°C)
Composite 1 First run – 147 165 55 38 – 146 165
5 105 160 167 – – 91 152 164
10 98 157 167 – – 85 147 161
15 92 156 167 – – 79 143 158
20 88 – – – – 75 – –
Composite 2 First run – 144 163 48 33 – 144 163
5 103 157 165 – – 88 154 165
10 94 155 165 – – 80 152 165
15 88 154 165 – – 75 150 164
20 82 – – – – 71 – –
Composite 3 First run – 143 162 42 29 – 145 164
5 99 157 166 – – 83 154 167
10 89 155 166 – – 73 152 166
15 81 154 166 – – 66 150 165
20 75 – – – – 64 – –
Composite 4 First run – 143 162 39 27 – 145 163
5 95 152 164 – 72 150 165
10 84 150 164 – – 66 149 165
15 78 150 164 – – S.H. 148 164
20 75 – – – – S.H. – –
Φ cool rate, Tc crystallization temperature of composites, ΔHm melting enthalpy, Xc crystallinity of composites, Tm1 first melting temperature, Tm2second melting temperature, Tmpt melt processing temperature
Table 3 Non-isothermal crys-tallization parameters of PHBand its composites
Sample Φ (°Cmin−1) Ton (°C) TC (°C) ΔHc (J/g) T0.5 (s) Xc (%)
PHB [1–3] 5 139 122 97 202 66
10 138 119 86 114 60
15 – – – – –
20 130 109 79 62 54
Composites 1 5 114 105 55 108 38
10 109 97 52 72 36
15 106 92 49 56 34
20 103 87 45 48 33
Composites 2 5 111 102 45 108 32
10 106 94 42 72 29
15 103 87 40 64 27
20 100 82 36 54 25
Composites 3 5 110 99 38 132 26
10 105 89 36 96 25
15 102 81 31 84 21
20 99 74 25 75 17
Composites 4 5 108 94 34 168 23
10 102 83 23 114 16
15 99 76 17 92 12
20 96 75 22 72 15
8 cool rate, Tc ton onset crystal-lization temperature, peak crys-tallization temperature, ΔHc
crystallization enthalpy, Xc (%)crystallinity
Colloid Polym Sci
(Tmpt)0180 °C. The half crystallization time (t0.5) canused to evaluate the rate of crystallization by usingequation:
t0:5 ¼ Ton � Tc8
where, Ton is the crystallization onset temperature, Tc istemperature where the exothermal shows a peak, and 8
is the cooling rate (°Cmin−1), t0.5 (in seconds) repre-sents the time for the system to reach 50 % of relativedegree of crystallinity. The t0.5 values of composites 1,2, and 3 are smaller than that of neat PHB [1–3]. In
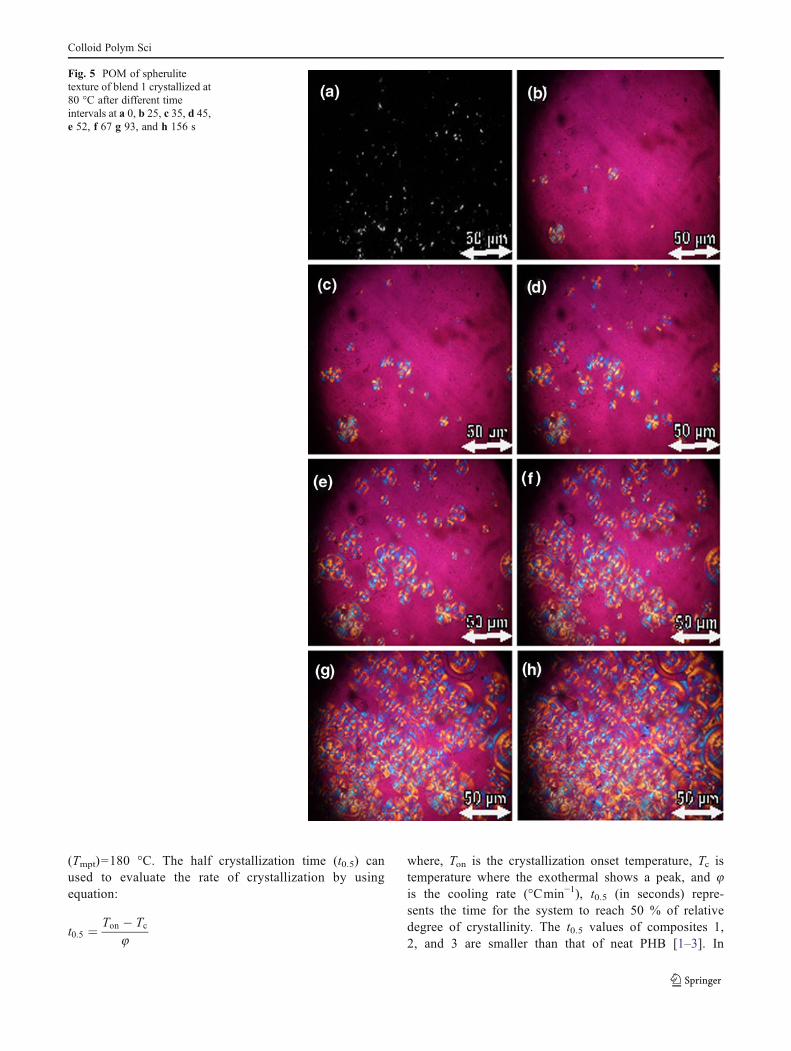
Fig. 5 POM of spherulitetexture of blend 1 crystallized at80 °C after different timeintervals at a 0, b 25, c 35, d 45,e 52, f 67 g 93, and h 156 s
Colloid Polym Sci
Figs. 1(A, B), 2(A, B), 3(A, B), and 4(A, B) show thenon-isothermal crystallization exotherm curves of com-posites 1, 2, 3, and 4 at four different cooling ratesfrom 5 to 20 °C. Tc shifts toward lower temperatureswith increasing cooling rate. For all composites, as thecooling rate was increased, both Tc and Ton shifted tolower temperatures, indicating that at a lower coolingrate, the crystallization starts earlier. This is because thepolymer chains have enough time to arrange regularlywhen the cooling rate is lower. When the samples arecooled quickly, the motion of the chains could notfollow the cooling rate; therefore, more supercooling isrequired to initiate crystallization at a higher coolingrate. Melt processing at higher temperatures affectPHB. This leads to a degradation process. Therefore,the crystallization after the melting depends on the Tmpt.It is clear from Figs. 1(A, B), 2(A, B), 3(A, B), and4(A, B) that by increasing the temperature of melt
processing from 180 to 200 °C, the crystallization peaksshift to lower crystallization temperature.
The composite 1 exhibits the smallest t0.5 (1.8 min atTmpt0180 °C, 805 °Cmin−1), and its crystallization rate is1.86 times than that of pure PHB (3.36 min at Tmpt0185 °C,805 °Cmin−1). The crystallization starts at higher temper-atures when cooling rate is lowere. Because the cooling rateis low, the melt polymer chains have enough response timeto crystallize. While, at a higher cooling rate, the crystalli-zation is finished in a shorter time and the activation ofnuclei occurs at lower temperatures. Higher temperature ofmelt processing at Tmpt0200 °C leads to slower crystalliza-tion kinetics and broadening peaks, but the rate of crystalli-zation at 180 °C is faster and has a sharp peak. It was foundthat the MCCF do not behave as a nucleation agent and donot cause an increase in the crystallization rate of PHB byincreasing the Tmpt (200 °C) because the degradation ofPHB occurs. It is known that the thermal degradation occur
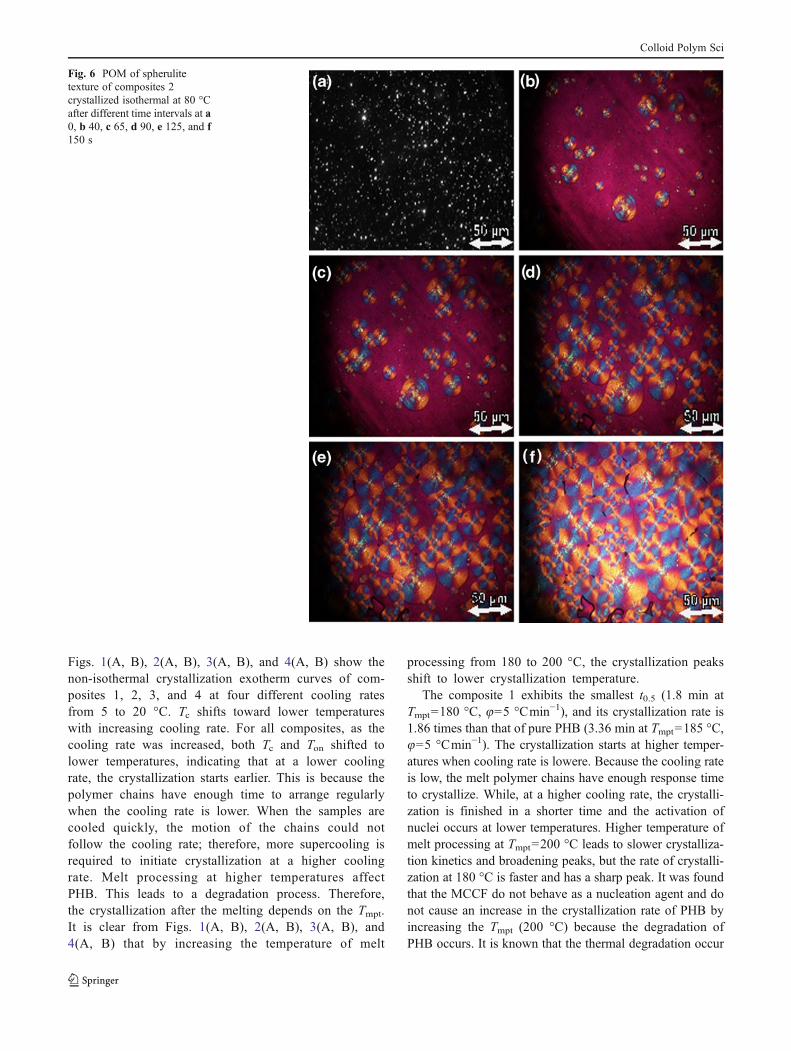
Fig. 6 POM of spherulitetexture of composites 2crystallized isothermal at 80 °Cafter different time intervals at a0, b 40, c 65, d 90, e 125, and f150 s
Colloid Polym Sci
for a PHB after it reaches the melting point directly, becausePHB is sensitive to high Tmpt (200 °C). The difference in Tcby applied Tmpt0200 and 180 °C can observed. Therefore,Tmpt0Tm+15 is advised so that thermal degradation doesnot occur. The change in the rate of crystallization isreflected in the crystallization half time (t0.5) that decreasesfrom 2.2 min at Tmpt0200 °C to 1.8 min at Tmpt0180 °C(805 °Cmin−1). At processing temperatures higher thanmelting temperature, reduction in viscosity has been ob-served, leading to the need of longer time for crystallizationprocess to complete. The presence of the cold crystallizationpeak of composites 3 and 4 indicates that after the firstcooling, the crystallization of these composites is incom-plete when cooling rate was increased to 15 and 20 °Cmin−1
after Tmpt0200 °C. These composites can still crystallizeduring the second heating process. Table 2 shows the Tc andmelting point (Tm) of the PHB and its composites 1, 2, 3,and 4. Figures 1(A′, B′), 2(A′, B′), 3(A′, B′), and 4(A′, B′) of
composites 1, 2, 3, and 4 show two melting peaks; a smallone at ca. 145 °C (low temperature) and a large one at 165 °C(high temperature). These two melting peaks are inducedduring processing, i.e., two different lamellar thicknesses havebeen developed, both with the same crystal structures. Afterre-melting as shown in Figs. 1(B′), 2(B′), 3(B′), and 4(B′), onecan see that low-temperature crystals reorganize into crystalswith high temperature. As for the melting behavior in eachsample that it crystallized after melting, the peak meltingtemperature is decreased with increasing cooling rate to someextent when Tmpt0200 °C, but when Tmpt0180 °C it remainedunchanged. When the cooling rate is increased, it is notpossible to arrange the polymer chains to lattice in a shorttime, leading to lower melting peak temperature.
Table 3 summarizes the data from the non-isothermal crys-tallization exotherm curves at various cooling rates for PHBand its composites. The t0.5 of neat PHB [1–3] was higher thanthat of composites 1 and 2 for each cooling rate.
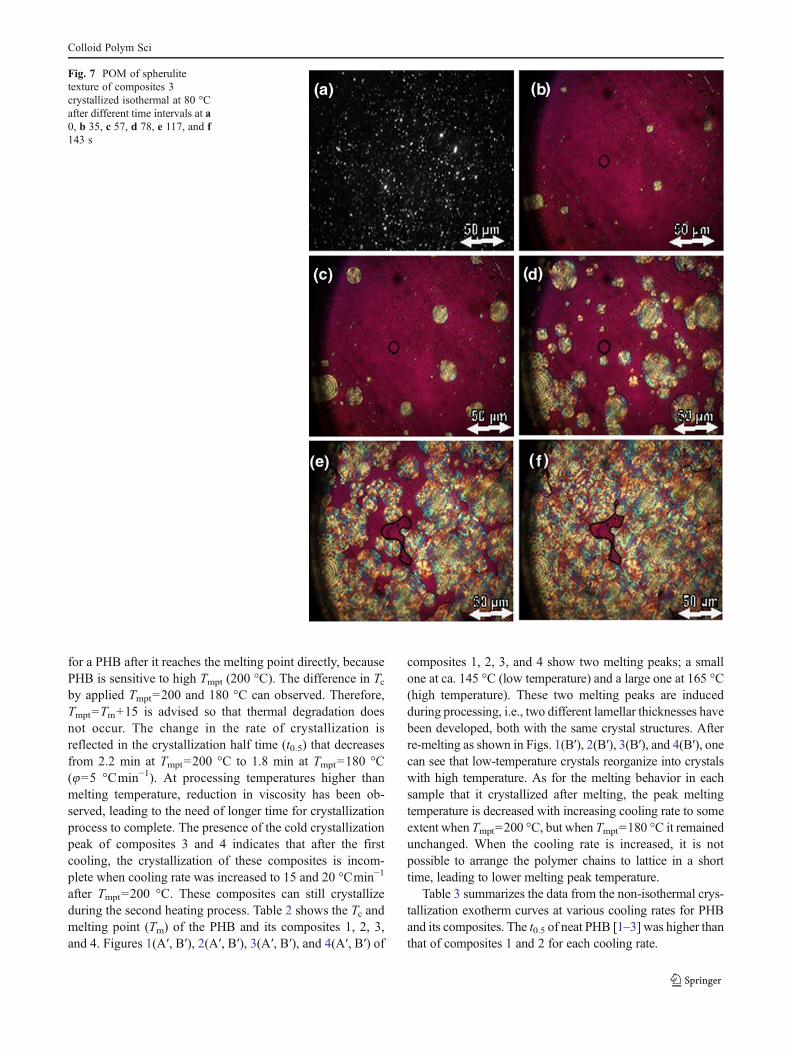
Fig. 7 POM of spherulitetexture of composites 3crystallized isothermal at 80 °Cafter different time intervals at a0, b 35, c 57, d 78, e 117, and f143 s
Colloid Polym Sci
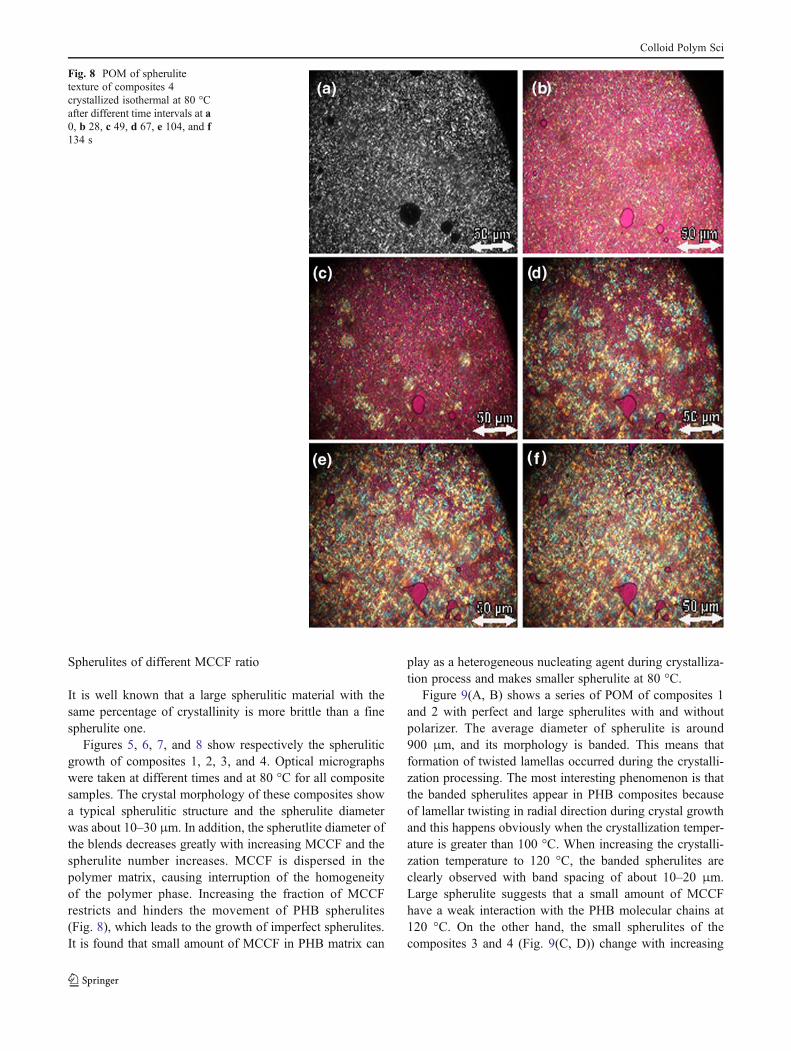
Spherulites of different MCCF ratio
It is well known that a large spherulitic material with thesame percentage of crystallinity is more brittle than a finespherulite one.
Figures 5, 6, 7, and 8 show respectively the spheruliticgrowth of composites 1, 2, 3, and 4. Optical micrographswere taken at different times and at 80 °C for all compositesamples. The crystal morphology of these composites showa typical spherulitic structure and the spherulite diameterwas about 10–30 μm. In addition, the spherutlite diameter ofthe blends decreases greatly with increasing MCCF and thespherulite number increases. MCCF is dispersed in thepolymer matrix, causing interruption of the homogeneityof the polymer phase. Increasing the fraction of MCCFrestricts and hinders the movement of PHB spherulites(Fig. 8), which leads to the growth of imperfect spherulites.It is found that small amount of MCCF in PHB matrix can
play as a heterogeneous nucleating agent during crystalliza-tion process and makes smaller spherulite at 80 °C.
Figure 9(A, B) shows a series of POM of composites 1and 2 with perfect and large spherulites with and withoutpolarizer. The average diameter of spherulite is around900 μm, and its morphology is banded. This means thatformation of twisted lamellas occurred during the crystalli-zation processing. The most interesting phenomenon is thatthe banded spherulites appear in PHB composites becauseof lamellar twisting in radial direction during crystal growthand this happens obviously when the crystallization temper-ature is greater than 100 °C. When increasing the crystalli-zation temperature to 120 °C, the banded spherulites areclearly observed with band spacing of about 10–20 μm.Large spherulite suggests that a small amount of MCCFhave a weak interaction with the PHB molecular chains at120 °C. On the other hand, the small spherulites of thecomposites 3 and 4 (Fig. 9(C, D)) change with increasing
Fig. 8 POM of spherulitetexture of composites 4crystallized isothermal at 80 °Cafter different time intervals at a0, b 28, c 49, d 67, e 104, and f134 s
Colloid Polym Sci

MCCF in PHB matrix as nonbanded and banded with adecrease in the band spacing. MCCF makes a fine structureand extends into the spherulitic morphology of the PHBmatrix. All pictures show that fiber is distributed randomlyon PHB matrix. The MCCF can give transverse crystals togrow from the microfibers into the bulk of the matrix. Thecrystallization of PHB blends is also affected by the
processing conditions. By increasing the isothermal temper-ature above 120 °C, fewer spherulites are produced withlarger size. By decreasing the isothermal temperature lowerthan 100 °C produces more spherulites with smaller size.
Figure 10 shows POM images at 50 s for composites 2and 3, after cooling from melting to room temperature. Itwas observed that when MCCF are formed in the PHB
Fig. 9 POM of spherulitetexture of composites 1, 2, 3,and 4 crystallized isothermal at120 °C with optical polarizer Acomposites 1, B 2, C 3, and D 4and without optical polarizer A′composites 1, B′ 2, C′ 3, and D′composites 4
Colloid Polym Sci
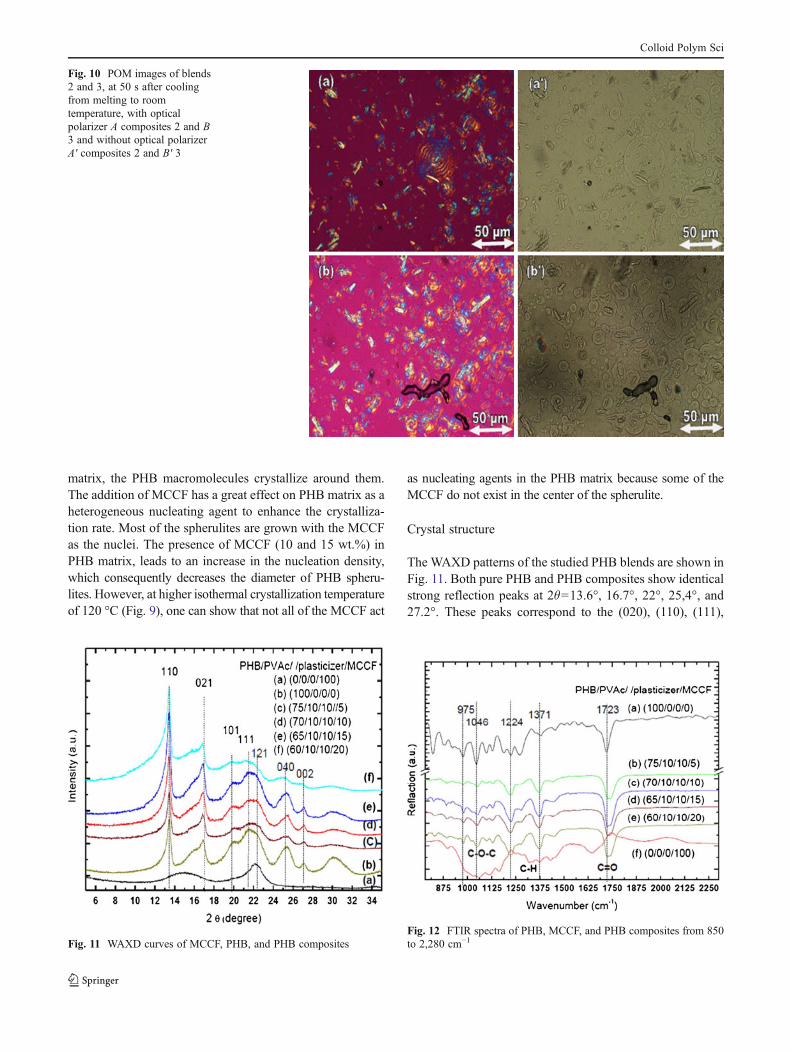
matrix, the PHB macromolecules crystallize around them.The addition of MCCF has a great effect on PHB matrix as aheterogeneous nucleating agent to enhance the crystalliza-tion rate. Most of the spherulites are grown with the MCCFas the nuclei. The presence of MCCF (10 and 15 wt.%) inPHB matrix, leads to an increase in the nucleation density,which consequently decreases the diameter of PHB spheru-lites. However, at higher isothermal crystallization temperatureof 120 °C (Fig. 9), one can show that not all of the MCCF act
as nucleating agents in the PHB matrix because some of theMCCF do not exist in the center of the spherulite.
Crystal structure
The WAXD patterns of the studied PHB blends are shown inFig. 11. Both pure PHB and PHB composites show identicalstrong reflection peaks at 2θ013.6°, 16.7°, 22°, 25,4°, and27.2°. These peaks correspond to the (020), (110), (111),
Fig. 10 POM images of blends2 and 3, at 50 s after coolingfrom melting to roomtemperature, with opticalpolarizer A composites 2 and B3 and without optical polarizerA′ composites 2 and B′ 3
Fig. 11 WAXD curves of MCCF, PHB, and PHB compositesFig. 12 FTIR spectra of PHB, MCCF, and PHB composites from 850to 2,280 cm−1
Colloid Polym Sci
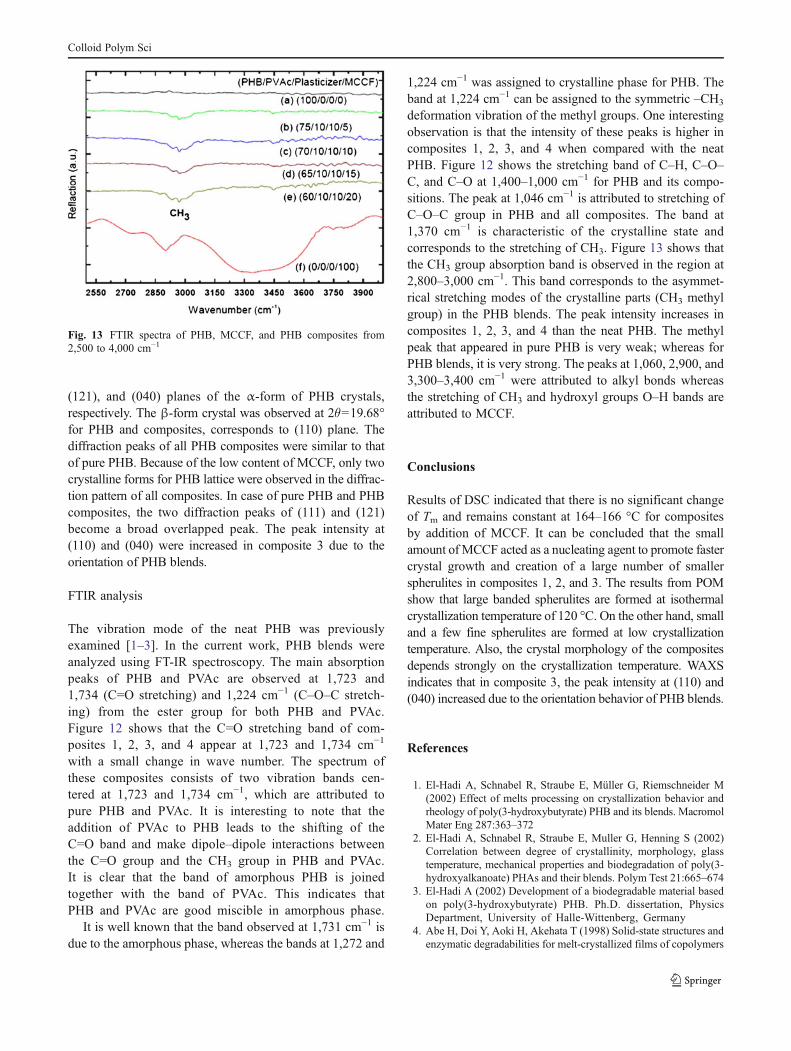
(121), and (040) planes of the α-form of PHB crystals,respectively. The β-form crystal was observed at 2θ019.68°for PHB and composites, corresponds to (110) plane. Thediffraction peaks of all PHB composites were similar to thatof pure PHB. Because of the low content of MCCF, only twocrystalline forms for PHB lattice were observed in the diffrac-tion pattern of all composites. In case of pure PHB and PHBcomposites, the two diffraction peaks of (111) and (121)become a broad overlapped peak. The peak intensity at(110) and (040) were increased in composite 3 due to theorientation of PHB blends.
FTIR analysis
The vibration mode of the neat PHB was previouslyexamined [1–3]. In the current work, PHB blends wereanalyzed using FT-IR spectroscopy. The main absorptionpeaks of PHB and PVAc are observed at 1,723 and1,734 (C0O stretching) and 1,224 cm−1 (C–O–C stretch-ing) from the ester group for both PHB and PVAc.Figure 12 shows that the C0O stretching band of com-posites 1, 2, 3, and 4 appear at 1,723 and 1,734 cm−1
with a small change in wave number. The spectrum ofthese composites consists of two vibration bands cen-tered at 1,723 and 1,734 cm−1, which are attributed topure PHB and PVAc. It is interesting to note that theaddition of PVAc to PHB leads to the shifting of theC0O band and make dipole–dipole interactions betweenthe C0O group and the CH3 group in PHB and PVAc.It is clear that the band of amorphous PHB is joinedtogether with the band of PVAc. This indicates thatPHB and PVAc are good miscible in amorphous phase.
It is well known that the band observed at 1,731 cm−1 isdue to the amorphous phase, whereas the bands at 1,272 and
1,224 cm−1 was assigned to crystalline phase for PHB. Theband at 1,224 cm−1 can be assigned to the symmetric –CH3
deformation vibration of the methyl groups. One interestingobservation is that the intensity of these peaks is higher incomposites 1, 2, 3, and 4 when compared with the neatPHB. Figure 12 shows the stretching band of C–H, C–O–C, and C–O at 1,400–1,000 cm−1 for PHB and its compo-sitions. The peak at 1,046 cm−1 is attributed to stretching ofC–O–C group in PHB and all composites. The band at1,370 cm−1 is characteristic of the crystalline state andcorresponds to the stretching of CH3. Figure 13 shows thatthe CH3 group absorption band is observed in the region at2,800–3,000 cm−1. This band corresponds to the asymmet-rical stretching modes of the crystalline parts (CH3 methylgroup) in the PHB blends. The peak intensity increases incomposites 1, 2, 3, and 4 than the neat PHB. The methylpeak that appeared in pure PHB is very weak; whereas forPHB blends, it is very strong. The peaks at 1,060, 2,900, and3,300–3,400 cm−1 were attributed to alkyl bonds whereasthe stretching of CH3 and hydroxyl groups O–H bands areattributed to MCCF.
Conclusions
Results of DSC indicated that there is no significant changeof Tm and remains constant at 164–166 °C for compositesby addition of MCCF. It can be concluded that the smallamount of MCCF acted as a nucleating agent to promote fastercrystal growth and creation of a large number of smallerspherulites in composites 1, 2, and 3. The results from POMshow that large banded spherulites are formed at isothermalcrystallization temperature of 120 °C. On the other hand, smalland a few fine spherulites are formed at low crystallizationtemperature. Also, the crystal morphology of the compositesdepends strongly on the crystallization temperature. WAXSindicates that in composite 3, the peak intensity at (110) and(040) increased due to the orientation behavior of PHB blends.
References
1. El-Hadi A, Schnabel R, Straube E, Müller G, Riemschneider M(2002) Effect of melts processing on crystallization behavior andrheology of poly(3-hydroxybutyrate) PHB and its blends. MacromolMater Eng 287:363–372
2. El-Hadi A, Schnabel R, Straube E, Muller G, Henning S (2002)Correlation between degree of crystallinity, morphology, glasstemperature, mechanical properties and biodegradation of poly(3-hydroxyalkanoate) PHAs and their blends. Polym Test 21:665–674
3. El-Hadi A (2002) Development of a biodegradable material basedon poly(3-hydroxybutyrate) PHB. Ph.D. dissertation, PhysicsDepartment, University of Halle-Wittenberg, Germany
4. Abe H, Doi Y, Aoki H, Akehata T (1998) Solid-state structures andenzymatic degradabilities for melt-crystallized films of copolymers
Fig. 13 FTIR spectra of PHB, MCCF, and PHB composites from2,500 to 4,000 cm−1
Colloid Polym Sci

of (R)-3-hydroxybutyric acid with different hydroxyalkanoic acids.Macromolecules 31:1791–1797
5. Steinbuchel A (2003) Biopolymers: general aspects and specialapplications, vol. 10. Wiley, Weinheim, pp 516–530
6. Omar S, Rayes A, Eqaab A, Voß I, Steinbüchel A (2001) Effect ofdifferent cultivation conditions on cell growth and poly (3-hydrox-ybutyrate) accumulation in a Bacillus megateriumstrain isolatedfrom Saudi-Arabia. Biotechnol Lett 23:1119–1123
7. Scandola M, Focarete ML, Adamus G, Sikorska W, BaranowskaI, Świerczek S, Gnatowski M, Kowalczuk M, Jedliński Z (1997)Polymer blends of natural poly(3-hydroxybutyrate-co-3-hydrox-yvalerate) and a synthetic atactic poly(3-hydroxybutyrate).Characterization and biodegradation studies. Macromolecules30:2568–2574
8. Barham PJ, Keller A, Otun EL, Holmes PA (1984) Crystallization andmorphology of a bacterial thermoplastic: poly-3-hydroxybutyrate. JMater Sci 19:2781–2794
9. Fernandes EG, Pietrini M, Chiellini E (2004) Bio-based polymericcomposites comprising wood flour as filler. Biomacromolecules5:1200–1205
10. Anderson SP (2007) Master’s thesis, Washington State University11. Singh S, Mohanty AK (2007) Wood fiber reinforced bacterial
bioplastic composites: fabrication and performance evaluation.Compos Sci Technol 67:1753–1763
12. Wong S, Shanks RA, Hodzic A (2002) Properties of poly(3-hydroxybutyric acid) composites with flax fibres modified byplasticiser absorption. Macromol Mater Eng 287:647–655
13. Wrobel-Kwiatkowska M, Szopa J, Dyminska L, Maczka M,Hanuza J (2009) Spectroscopic characterization of geneticallymodified flax fibres enhanced with poly-3-hydroxybutyric acid. JMol Struct 920:214–219
14. Barkoula NM,Garkhail SK, Peijs T (2010) Biodegradable compositesbased on flax/polyhydroxybutyrate and its copolymer with hydroxy-valerate. Ind Crop Prod 31:34–42
15. Lee SG, Choi SS, Park WH, Cho D (2003) Characterization ofsurface modified flax fibers and their biocomposites with PHB.Macromol Symp 197:89–99
16. Bhardwaj R, Mohanty AK, Drzal LT, Pourboghrat F, Misra M(2006) Renewable resource based green composites from recycledcellulose fiber and poly(3-hydroxybutyarte-co-3-hydroxyvalerate)bioplastic. Biomacromolecules 7:2044–2051
17. Gatenholm P, Kubat J, Mathiasson A (1992) Biodegradable naturalcomposites. I. Processing and properties. J Appl Polym Sci45:1667–1677
18. Luo S, Netravali AN (1999) Interfacial and mechanical propertiesof environment-friendly “green” composites made from pineapple
fibers and poly(hydroxybutyrate-co-valerate) resin. J Mater Sci34:3709–3719
19. Lee S-H, Wang S (2006) Biodegradable polymers/bamboo fiberbiocomposite with bio-based coupling agent. Compos A 37:80–91
20. Avella M, La Rota G, Martuscelli E, Raimo M, Sadocco P, ElegirG, Riva R (2000) Poly(3-hydroxybutyrate-co-3-hydroxyvalerate)and wheat straw fibre composites: thermal, mechanical propertiesand biodegradation behavior. J Mater Sci 35:829–836
21. Jiang L, Morelius E, Zhang J, Wolcott M, Holbery J (2008) Studyof the poly(3-hydroxybutyrate-co-3-hydroxyvalerate)/cellulosenanowhisker composites prepared by solution casting and meltprocessing. J Compos Mater 42:2629–2645
22. Mohanty AK, Khan MA, Sahoo S, Hinrichsen G (2000) Effect ofchemical modification on the performance of biodegradable juteyarn-Biopol® composites. J Mater Sci 35:2589–2595
23. Mohanty AK, Misra M, Drzal LT (2002) Sustainable bio-compositesfrom renewable resources: opportunities and challenges in the greenmaterials world. J Polym Environ 10:19–26
24. Belhassen R, Méndez JA, Boufi S, López JP, Puig J, Pèlach A,Mutjé P (2009) Preparation and properties of biocomposites basedon jute fibers and blend of plasticized starch and poly(β-hydrox-ybutyrate). J Appl Polym Sci 114:313–321
25. Vila C, Campos AR, Cristovao C, Cunha AM, Santos V, Parajo JC(2000) Sustainable bio composites based on auto hydrolysis oflignocellulose substrates. Compos Sci Technol 68:944–952
26. Zini E, Focarete ML, Noda I, Scandola M (2007) Bio-composite ofbacterial poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) reinforcedwith vegetable fibers. Compos Sci Technol 67:2085–2094
27. Keller A (2003) Compounding and mechanical properties of biode-gradable hemp fiber composites. Compos Sci Technol 63:1307–1316
28. Shibata M, Takachiyo KI, Ozawa K, Yosomiya R, Takeishi H(2002) Biodegradable polyester composites reinforced with shortabaca fiber. J Appl Polym Sci 85:129–138
29. Teramoto N, Urata K, Ozawa K, Shibata M (2004) Biodegradationof aliphatic polyester composites reinforced by abaca fiber. PolymDegrad Stab 86:401–409
30. da Silva Pinto CE, Wypych F (2009) Studies of the effect ofmolding pressure and incorporation of sugarcane bagasse fiberson the structure and properties of poly(3-hydroxy butyrate).Compos A 40:573–582
31. Hodzic A, Coakley R, Curro R, Brendt CC, Shanks RA (2007)Design and optimization of biopolyester bagasse fiber composites.J Biobased Mater Bioenergy 1:46–55
32. Cao Y, Shibata S, Fukumoto I (2006) Mechanical properties ofbiodegradable composites reinforced with bagasse fiber before andafter alkali treatments. Compos A 37:423–429
Colloid Polym Sci
Related Documents











