BANGLADESH UNIVERSITY OF TEXTILES INDUSTRIAL ATTACHMENT REPORT OF R.K. SPINNING MILLS LTD (From 16 th may to 16 th July) Supervised By: Mohamma d Sultan Lecturer,Dept of Yarn Manufacturing Engineering Bangladesh University Of Textiles 1

industrial attachment report
Jan 29, 2016
industrial attachment report on R.K Spinning mills ltd.Every technical topics of production and quality department are highlighted in 11 chapters here.Hope the trainees will find it helpful for them.
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
BANGLADESH UNIVERSITY OF
TEXTILES
INDUSTRIAL ATTACHMENT REPORT
OF
R.K. SPINNING MILLS LTD (From 16th may to 16th July)
Supervised By:
Mohammad Sultan
Lecturer,Dept of Yarn Manufacturing Engineering
Bangladesh University Of Textiles
Submitted by
NAME STUDENT ID Yasin Al Faysal 2011-1-100
Md: Abdul Hamid 2011-1-261
1
ACKNOWLEDGEMENT
We are very fortunate that we were well-supported and cooperated at all points during our industrial attachment training in R.K. SPINNING MILLS LIMITED. It is high time to express our gratitude to all related with our training session. First of all we are grateful to Prof. Mashud Ahmed(Vice Chancellor,Bangladesh University of Textiles).Our heartiest thanks goes to our honorable teacher Dr. Hosne Ara Begum (Associate Professor and Head, Department of Yarn Manufacturing Engineering) , Md. Reajul Islam (Lecturer) along with supervisor Md Sultan(Lecturer) for arranging our mill training with convenience. We also express our heartiest gratitude to our training supervisors B.M Selim Ahmed (QM), Keshob Mazumder (Sr.QC).Their thoughtful advices, logical directions and relentless efforts have made it possible to implement the training faithfully.
Md Fazlul Hoque,Assistant General Manager of the R.K. SPINNING MILLS LTD. who gave us the opportunity to complete our industrial training with great success is remembered with honor over here. Special thanks goes to Mr. Nuruzzaman, Manager (Production) as well as supervising officer of our training session, who arranged the training session with a systematic schedule and provide us all sort of help.
Finally we place our sincere acknowledgement to all those officers, staffs and technicians for their cordial behavior and helpful support to gather the necessary information during the training period.
2
CONTENTS
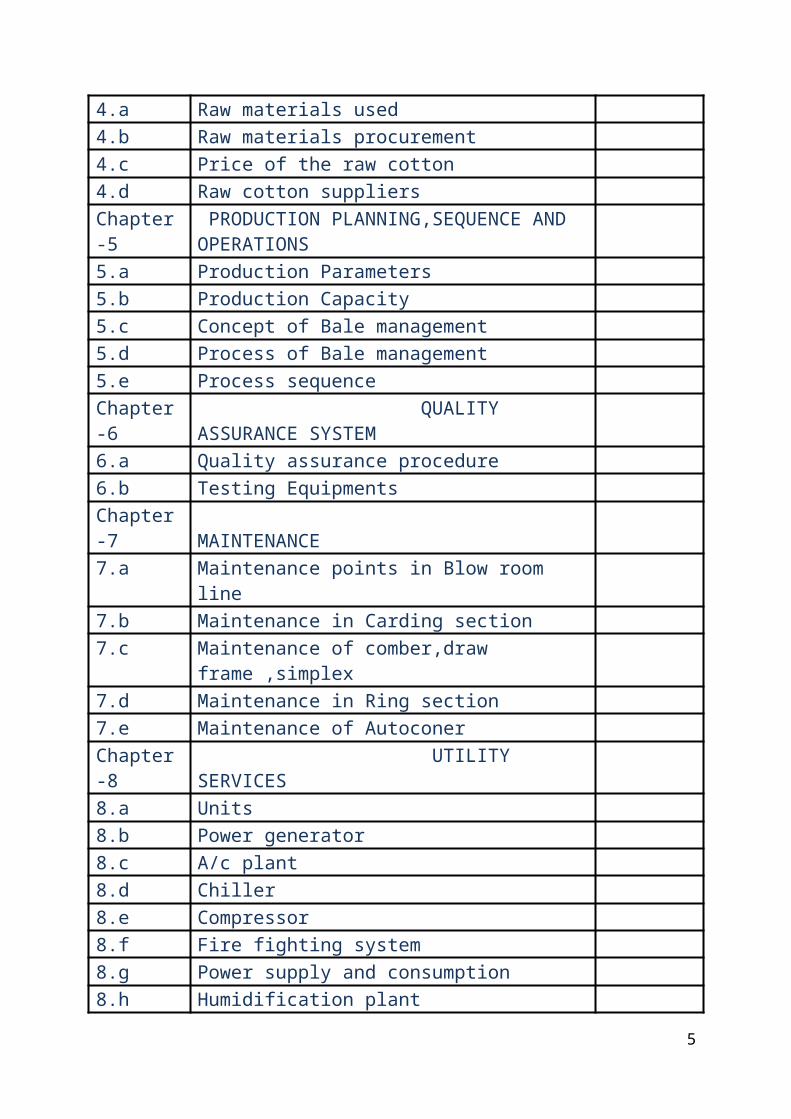
Chapter-1 PROJECT DESCRIPTION Page1.1 Company Profile 51.2 Shift Classification 51.c Machines in the mill 61.d Origin of the machines, tools and equipments 61.e Product mix 61.f Production Capacity 61.g Different Departments 61.h Physical infrastructures 71.i Stuff facilities 7Chapter-2 MANPOWER MANAGEMENT2.a Manpower setup 82.b Officers and stuffs2.c Workers rights and privileges 2.d Point of compliances2.e Major duties of production officer2.f Nature and scope2.g Management Information system{MIS}Chapter-3 MACHINE DESCRIPTION3.a Layout Plans of 1st and 2nd floor3.b Blow room section3.c Carding section3.d Drawing section3.e Lap former3.f Comber3.g Simplex section3.h Ring section3.i Winding section3.j Finishing sectionChapter-4 RAW MATERIALS4.a Raw materials used4.b Raw materials procurement4.c Price of the raw cotton
3
4.d Raw cotton suppliersChapter-5 PRODUCTION PLANNING,SEQUENCE AND
OPERATIONS5.a Production Parameters5.b Production Capacity5.c Concept of Bale management5.d Process of Bale management5.e Process sequenceChapter-6 QUALITY ASSURANCE SYSTEM6.a Quality assurance procedure6.b Testing EquipmentsChapter-7 MAINTENANCE7.a Maintenance points in Blow room line7.b Maintenance in Carding section7.c Maintenance of comber,draw frame ,simplex7.d Maintenance in Ring section7.e Maintenance of AutoconerChapter-8 UTILITY SERVICES8.a Units8.b Power generator8.c A/c plant8.d Chiller8.e Compressor8.f Fire fighting system8.g Power supply and consumption8.h Humidification plantChapter-9 STORE AND INVENTORY
CONTROL9.a Raw Materials9.b Finished yarn9.c Engineering stocksChapter-10 COST ANALYSIS10.a Types of cost10.b Product cost10.c Formula of various costChapter-11 MARKETING ACTIVITIES
Brand name,Buyers of the products,competitors
4
Chapter-12 CONCLUSION Chapter-1 PROJECT DESCRIPTION
R.K. Spinning Mills limited
1.1 Company Profile:
Name of the mill : R.K. Spinning Limited.
Location of the mill : Godnyle ,Chowdhuribari, Narayonganj.
Type of the mill : 100% Cotton Spinning Mill.
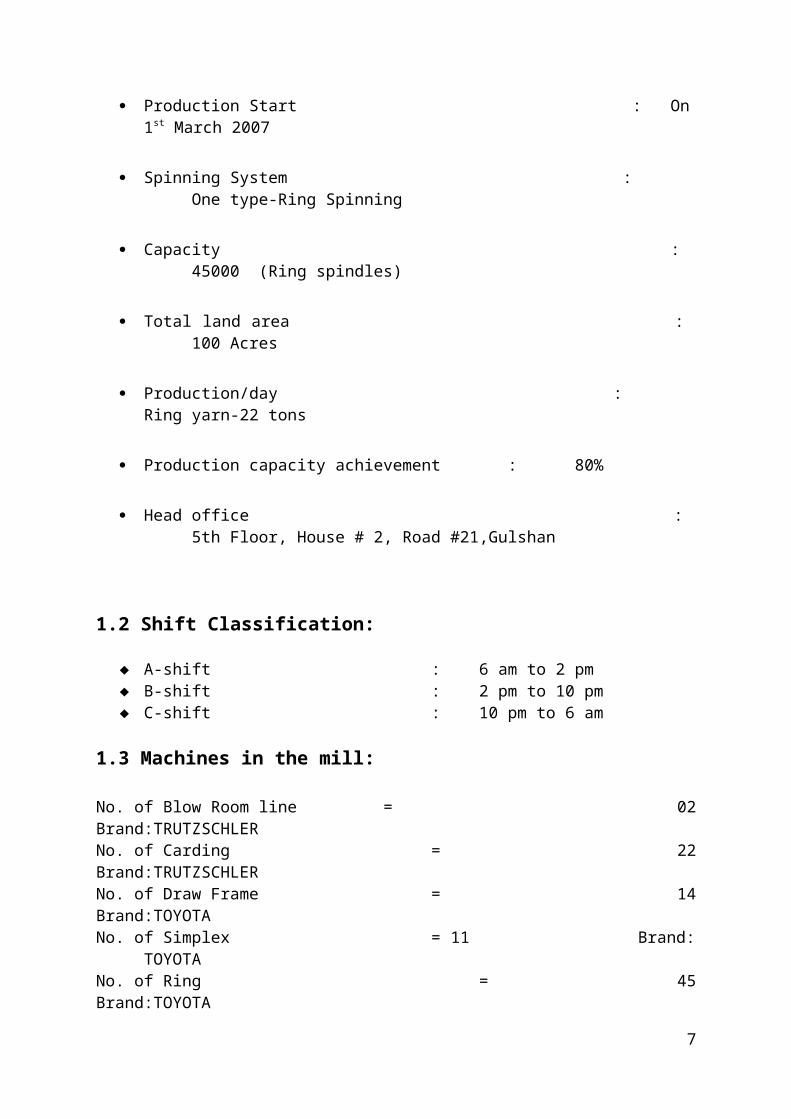
Production Start : On 1st March 2007
Spinning System : One type-Ring Spinning
Capacity : 45000 (Ring spindles)
Total land area : 100 Acres
Production/day : Ring yarn-22 tons
Production capacity achievement : 80%
Head office : 5th Floor, House # 2, Road #21,Gulshan
1.2 Shift Classification:
A-shift : 6 am to 2 pm B-shift : 2 pm to 10 pm C-shift : 10 pm to 6 am
1.3 Machines in the mill:
No. of Blow Room line = 02 Brand:TRUTZSCHLERNo. of Carding = 22 Brand:TRUTZSCHLERNo. of Draw Frame = 14 Brand:TOYOTANo. of Simplex = 11 Brand: TOYOTA
5

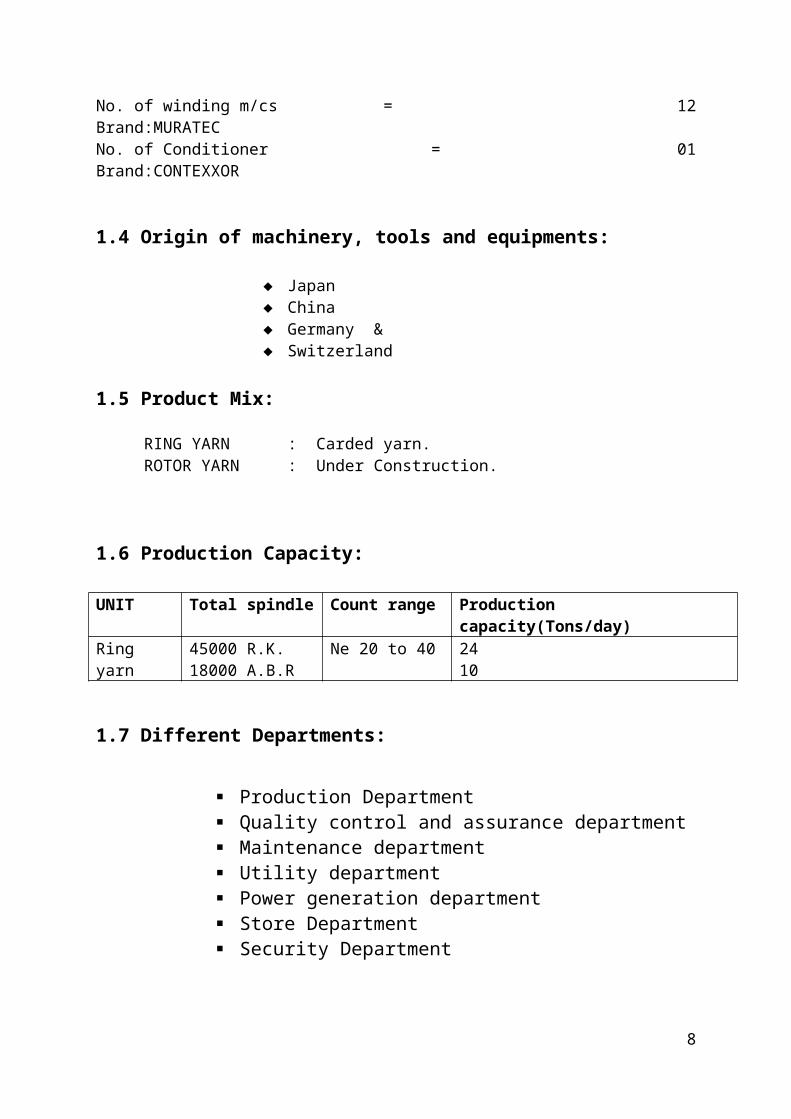
No. of Ring = 45 Brand:TOYOTANo. of winding m/cs = 12 Brand:MURATECNo. of Conditioner = 01 Brand:CONTEXXOR
1.4 Origin of machinery, tools and equipments:
Japan China Germany & Switzerland
1.5 Product Mix:
RING YARN : Carded yarn.ROTOR YARN : Under Construction.
1.6 Production Capacity:
UNIT Total spindle Count range Production capacity(Tons/day)Ring yarn 45000 R.K.
18000 A.B.RNe 20 to 40 24
10
1.7 Different Departments:
Production Department Quality control and assurance department Maintenance department Utility department Power generation department Store Department Security Department
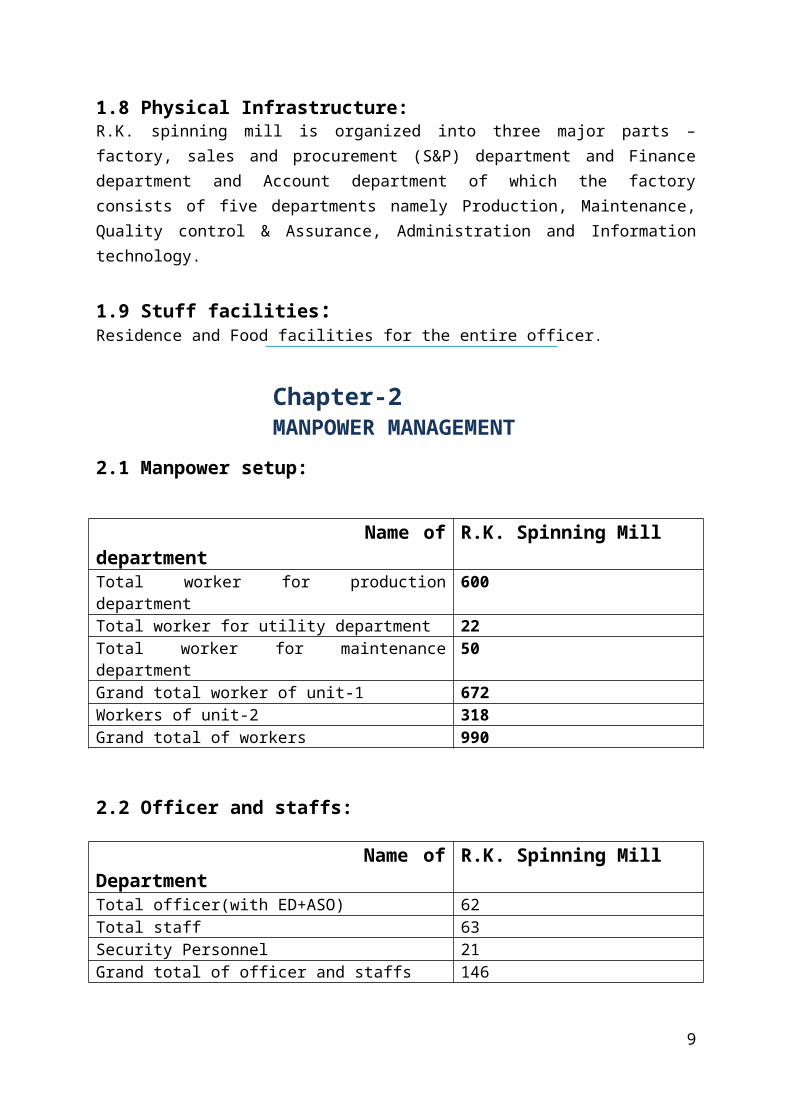
1.8 Physical Infrastructure:R.K. spinning mill is organized into three major parts –factory, sales and procurement (S&P) department and Finance department and Account department of which the factory consists of five departments namely Production, Maintenance, Quality control & Assurance, Administration and Information technology.
1.9 Stuff facilities:Residence and Food facilities for the entire officer.
6
Chapter-2MANPOWER MANAGEMENT
2.1 Manpower setup:
Name of department R.K. Spinning MillTotal worker for production department 600Total worker for utility department 22Total worker for maintenance department 50Grand total worker of unit-1 672Workers of unit-2 318Grand total of workers 990
2.2 Officer and staffs:
Name of Department R.K. Spinning MillTotal officer(with ED+ASO) 62Total staff 63Security Personnel 21Grand total of officer and staffs 146
So the total no. of worker with officers and staffs is 1136
2.3 Worker rights and privileges:
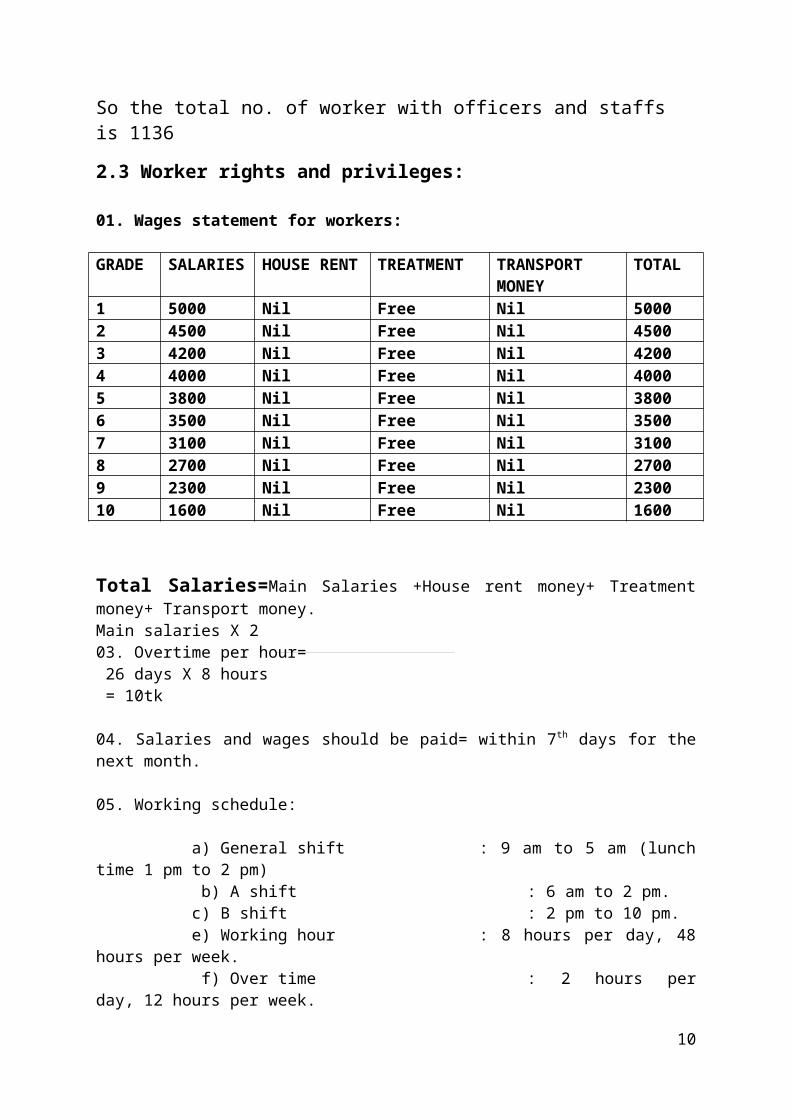
01. Wages statement for workers:
GRADE SALARIES HOUSE RENT
TREATMENT TRANSPORT MONEY
TOTAL
1 5000 Nil Free Nil 50002 4500 Nil Free Nil 45003 4200 Nil Free Nil 42004 4000 Nil Free Nil 40005 3800 Nil Free Nil 38006 3500 Nil Free Nil 35007 3100 Nil Free Nil 31008 2700 Nil Free Nil 27009 2300 Nil Free Nil 230010 1600 Nil Free Nil 1600
Total Salaries=Main Salaries +House rent money+ Treatment money+ Transport money.
7
Main salaries X 2 03. Overtime per hour= 26 days X 8 hours = 10tk
04. Salaries and wages should be paid= within 7th days for the next month.
05. Working schedule:
a) General shift : 9 am to 5 am (lunch time 1 pm to 2 pm) b) A shift : 6 am to 2 pm.c) B shift : 2 pm to 10 pm.e) Working hour : 8 hours per day, 48 hours per week. f) Over time : 2 hours per day, 12 hours per week.g) Weekly holyday : Friday or any day in a week.
06. Holiday:a) For occasion : 11 days.b) Normal holiday : 10 days.c) Vacation for illness : 14 daysd) Weekly holiday : 1 day.
2.4 Point of compliance:
01. Training of workers (Syllabus and training program): a) IWAY b) Fire c) First aid d) Machine safety e) Electrical safety f) PPE g) Labor law rights and privilege h) Dangerous operation.
02. Fire fighting evacuation: a) Extinguisher b) Team c) Evacuation plan d) Fire drill e) Alarm f) Records keeping.
03. First aid: a) Box b) Medicine c) Team.
04. Toilet 05. Drinking water
8
06. Noise level07. Safety instruction on machine safety devices08. Compensation and benefit09. Working hour and weekly holidays10. Harassment abuse and disciplinary practices11. Issue of appointment latter.12. Grievance police and welfare.13. Personal file and list of workers with date of birth.14. Attendance registers and card (Shift wise).
2.5 Major duties and responsibility of production officer:
1. smooth running of the section.2. Make the junior officers understand how to operate the whole production process.3. All of the junior officers and workers of his shift keep themselves busy to their duties
under his supervision.4. Always ask his officers what steps they have to taken for the betterment of the
factory.5. Check the worker setting to the machine. In case of worker shortage in a particular
machine and fill up gap deputing worker from another section.6. Collection of necessary information and instruction from the previous shift for the To
control production process and quality parameters of the machine.7. To ensure target production of each machine with appropriate quality.8. To control the workers so that they can operate the machine as per instruction.9. In case of machine breakdown he has try best to start it as early as possible.10. Secure conventional rules and regulation inside of the factory.11. To arrange necessary punishment for the worker if they violet discipline.12. Ensure cleanliness of all machine and floor.13. Ensure use of proper dress, waste bag, cleaning stick of the worker.14. To keep eyes on worker to minimize machine down time.15. Ensure sorting of contamination and heavy particle from the lay down.16. Ensure use of waste sliver and pneumafil in the in the Blow room.17. Prevent lot, count mixing in different production stage.18. Checking of machine setting, drafting zone cleaning.19. To train up the learners.20. To take necessary steps to reduce soft wastage.21. In case of any problem regarding production, maintenance etc. take decision when the
high officials are not available in the section.22. To keep the workers always busy with their duty so that they don’t get time for
unnecessary gossip.23. Checking of sticker, defective cone, and package weight in finishing avoiding mixing.24. Sometimes he works himself through different machine if necessary.25. To check the production report prepared by assistant officer at the end of the shift. If
production isn’t achieved as per target create pressure on worker.26. At last hand over the shift with all information to the coming shift and leave the
section.
PURPOSE :
To control shift according to the plan made by the production manager.
9
Territory: Production section (major)Quality control section& maintenance section (minor)
Nature and scope:
Role within the organization:Responsible for own shift production with good quality and minimum time. Environment:
Production officer has to work under huge stress. He has to work in acute heat under physical and mental pressure. Also he has to work in acute heat all the year round.
Tasks:a) Areas for development
Responsible for training the production people to get maximum and quality output
from them.
b) ControlHe has to control the production and the people according to the plan to get the
optimum efficiency.
c) OrganizingHe watches over the process of spinning and introduces required system it needed for
quality produced during spinning.
d) Re-viewing
Production officer review the activities of shift in charge and supervisors every month
according to the production manager order.
e) Planning
Production officer has to plan in all the sections for the smooth flow of production. He
has to distribute the work of the worker for balancing their work.
f) Administration
He checks daily and monthly production report including reprocess of dyeing section
as well as the daily production report.
g) Leadership
He made the worker to give their best by inspiring and motivating. He commit
himself to the company and faster that same kind of commitment in his followers. He knows
10
their strengths, weakness, hope and goals. He demonstrates strength of character by their
word and actions.
h) Management contact
The jobholder consults with production manager in matter of production planning and
work distribution of the people. He also consults with quality assurance manager in case of
quality falls as well as the production quality for the individual buyers.
2.7 Management Information system (MIS):
Management information system (MIS) is very important for any production process which
helps the management to get correct information about productivity of different machine,
machine efficiency, idle spindle, end breaks, product quality, process parameter i.e. hank,
count, T.P.I. wastage % doffing time, creeping time, CV %, thick, thin, neps, etc. which are
necessary to make correct decisions and take the correct course of acting it is clearly essential
that they should not be confused by superfluous information, hampered by delayed
information or mislead by confusing information.
11

Chapter-3
MACHINE DESCRIPTION
Layout of Ring Spinning Unit
12

BLOW ROOM SECTION:
3.1 Blow Room Line
Introduction:The Blow Room is the first processing stage in Yarn Manufacturing Process. Starting with bale management it performs the opening, cleaning, dust removal, sometimes blending and accelerates even feed of the material to the card. The Blow Room section is obviously sophisticated one, equipped with modern machines, which are suitable to go for quality production. In order to produce carded yarn, combed yarn and rotor yarn the Blow Room section is divided into parts or lines referred to as ring line.
3.1.1 Machines available in Blow Room section:
1. Blendomat machine 2. Maxi-flo machine 3. Securomat machine 4 .MPM machine 5. Clenomat machine
Two types of detector are available. These are 1. Metal detector 2. Fire detector
Fig: Blow Room Section
13

01. Blendomat machine: No of machine : 1 Model : A-11 Manufacturer : Trutzschler Year of manufacturing : 2005 Country of origin : Germany Traverse drive speed : 12m/min Take of depth : 1700mm Main frequency : 50-60 Hz Use of electricity : 110V~400V Production : 1800kg/hr (in 1 assortment) Material used : cotton
02. Maxi-flo machine: No of machine : 1 Model : B-11 Manufacturer : Trutzschler Year of manufacturing : 2005 Country of origin : Germany Cleaning intensity : 5 Relative waste amount : 8 Main frequency : 50~60Hz Use of electricity : 110V~400V
Production : 1000kg
14
03. Securomat machine: No of machine : 2 Model : B-70 Manufacturer : Trutzschler Year of manufacturing : 2005 Country of origin : Germany Main frequency : 50Hz Use of electricity : 415V Production : Up to800kg/hr Material used : cotton Blending chamber : Six Storage capacity : 350-400kg Working width : 1200mm Length : 7700mm Width : 1510mm Height : 4000mm
04. MPM machine: No of machine : 2 Model : B-60 Manufacturer : Trutzschler Year of manufacturing : 2002/2005 Country of origin : Germany Main frequency : 50Hz Use of electricity : 400V Production : 600kg/hr Material used : cotton Cleaning intensity : 1.0 Working width : 1200mm Cleaning cylinder : 400mm dia Speed : 500 to 1300 rpm Relative waste amount : 1 3.1.2Blow room line for Ring Yarn (Trutzschler line ):
Blendomat (BDT)
Securomat(Sc)
Precleaner(CLP)
Integrated Mixer(MI 6)
Cleanomat(CLC-1)
Foreign Part Separatore(SFP)
15

3.1.2 Beating points:
Major beating points: 2 i. Maxi-flo ii. MPM
Minor beating points:i. Waste opener B2/5
Dust collection system:i. Air suction system
Mixing system in Blow room: I. Completely auto mixing system
Delivery system towards the card line: I. Chute feed system
Beater r.p.m setting: Beater is set according to cleaning intensity and relative amount of waste.
Cleaning intensity: Range: 1to 10
Relative amount of waste: i. Range: 1 to 10 ii. Grid bar setting wider: 10 (maximum) iii. Grid bar setting closer: 1 (minimum)
3.1.3Comments on blow room : The blow room section of R.K.Spinning Mills Ltd is equipped with modern machinery. Production rate is also satisfactory. But it should be noted that this spinning deals with 100% cotton only, used to produce knitted yarn. As a result it consists only to Blow Room lines, which does not exhibit any variations and complexity in machine sequence as well as in operational procedures as it would be seen in a mill producing blended yarn. For different count of yarn, weight should be varied. But in R.K. Spinning Mills Ltd, It is not carried out; waste extraction percentage is not measured regularly. In Blow Room section, maintaining a std. R.H. is a must .As auto mixing is available, a proper mixing and opening of material is obtained. The overall performance of the Blow Room is good
16
3.2 Carding Section:
Fig : Carding Machine
3.2.1Introduction:
Carding is the heart of spinning .The card line available in is equipped with chute feed system,high speed machines suitable for constant production at a high rate. In order to produce both card and combed yarn simultaneously the card line is divided in to two parts including DK903 and TC03
Particulars obtained:
Total no of machines : 22Output : card sliver
17

Specification:
Model : TC-03Manufacturer : TrutzschlerYear of manufacturing : 2005Country of origin : GermanyProduction capacity : 150m/min (variation)Sliver weight : 92.5 grs/ydFlat speed : 0.33 m/minSliver length per can : 6870mSliver hank : 0.11 NeNo of licker in : 03Licker in speed : 1904rpmCylinder dia : 51 inchCylinder rpm : 850No of flat : 79(total), 24(in action), 55(out of action).Machine height : 1845mmMachine weight : 6200kg (without can coiler)Total draft : 109Opening roller speed : 837rpmDelivery speed : 254m/minCan dia : 36 inchCan height : 1200mmCan content : 45kg
3.2.2 Regulating action for constant feeding to the card:
To get a constant & uniform feed to the card, two methods are implemented. In the first case the volume of the mat is input to the control panel of the card mechanism, which regulates the feed to the card by servo- motor. The motor speed increases or decreases according to the volume of the incoming material to the card m/c so that a constant feed volume is obtained.
3.2.3 No of operating zone Feeding zone. Cleaning zone. (Taker - in) Carding zone. Sliver formation.
18

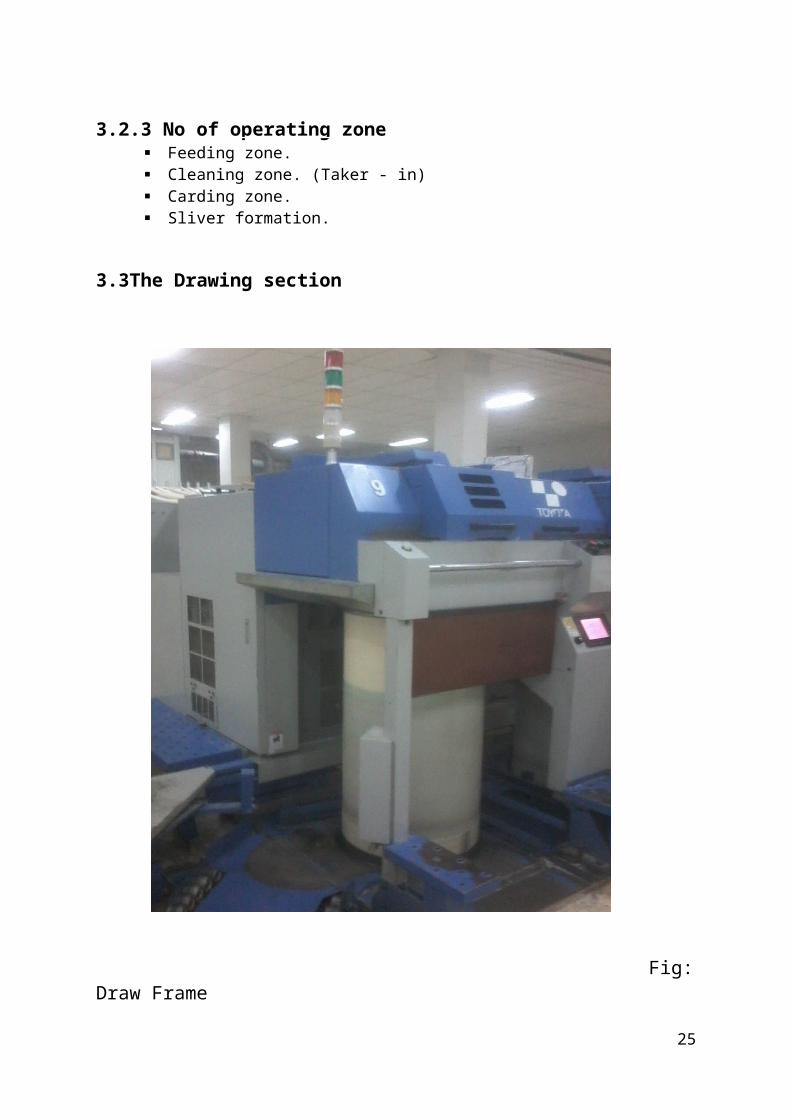
3.3The Drawing section
Fig: Draw Frame3.3.1 Introduction:
The drawing frame is an essential machine in any spinning mill. The drawing section of R.K.
Spinning mills Ltd. consists of ten draw frames. Drawing provides elongation of sliver,
therefore more parallel and oriented fiber arrangement in the sliver is obtained. The purpose
of drawing is to reduce soft large mass of fibers into the final usual yarn size and also to
reduce trash and neps.
19
3.3.2 Breaker Draw frame:
No of machine : 04
Specification:
Model : DX-8
Manufacturer : Toyota Year of manufacturing : 2005
Country of origin : JapanDrafting System : 3 over 3Doubling : 6Sliver length per can : 5000mDelivery speed : 700m/minDrafting zone pressure control : Hard pressureCot roller dia : 38mmFeed sliver weight : 75grain/yardDelivery sliver weight : 75grains/yard
3.3.3 Finisher Draw frame:
No of machine : 7
Specification:
Model :DX-10 Manufacturer : Toyota Year of manufacturing : 2005 Country of origin : Japan Drafting system : 4 over 3
Doubling : 6(maximum 8)Delivery speed : 560 rpmCan capacity : 2500mDraft range : 5.17-6.83
3.3.4 Comments on drawing section:
Humidity in drawing section cannot be controlled always. As a result of it roller lapping may
be occurred which causes defective in production. This section is kept in running condition
maximum time to ensure the feed material of next process.
20

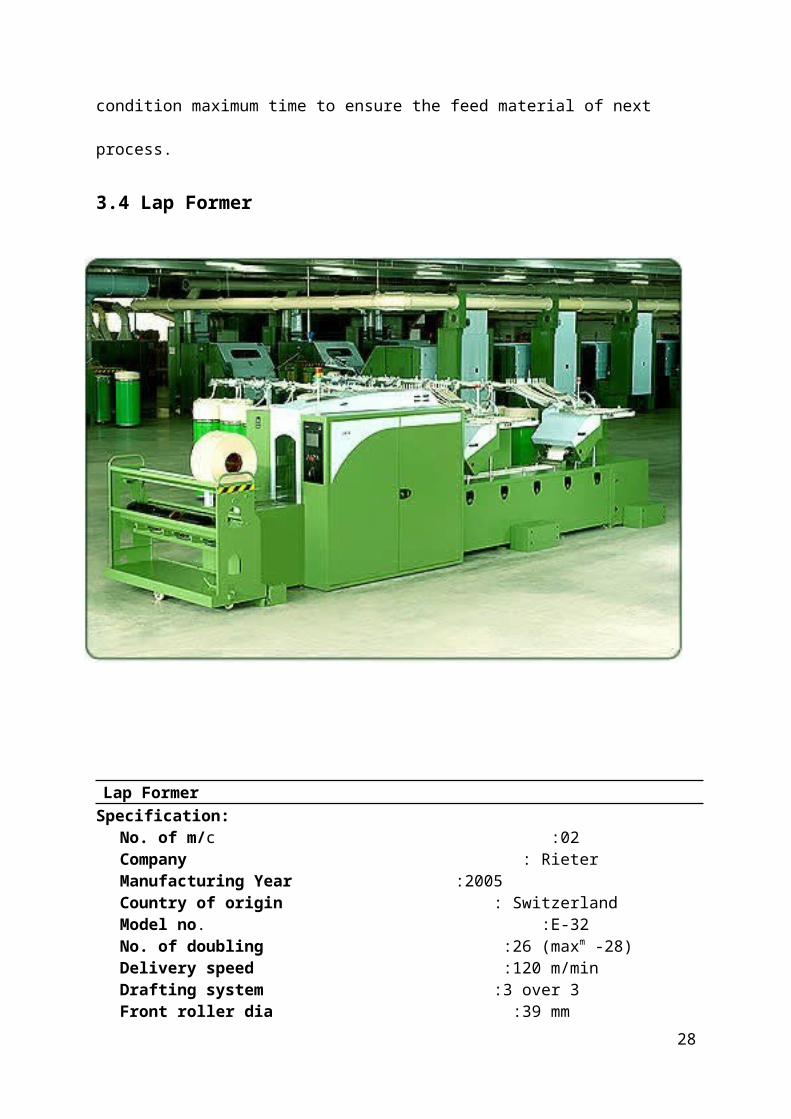
3.4 Lap Former
Lap FormerSpecification:
No. of m/c :02Company : RieterManufacturing Year :2005Country of origin : SwitzerlandModel no. :E-32No. of doubling :26 (maxm -28)Delivery speed :120 m/minDrafting system :3 over 3Front roller dia :39 mmBack roller dia :32 mmLap dia :650 mm (maxm)Delivery length :230 mmLap weight :20 kgLap width :300 mmSpool dia :200 mmTop roller hardness :83 shore
21

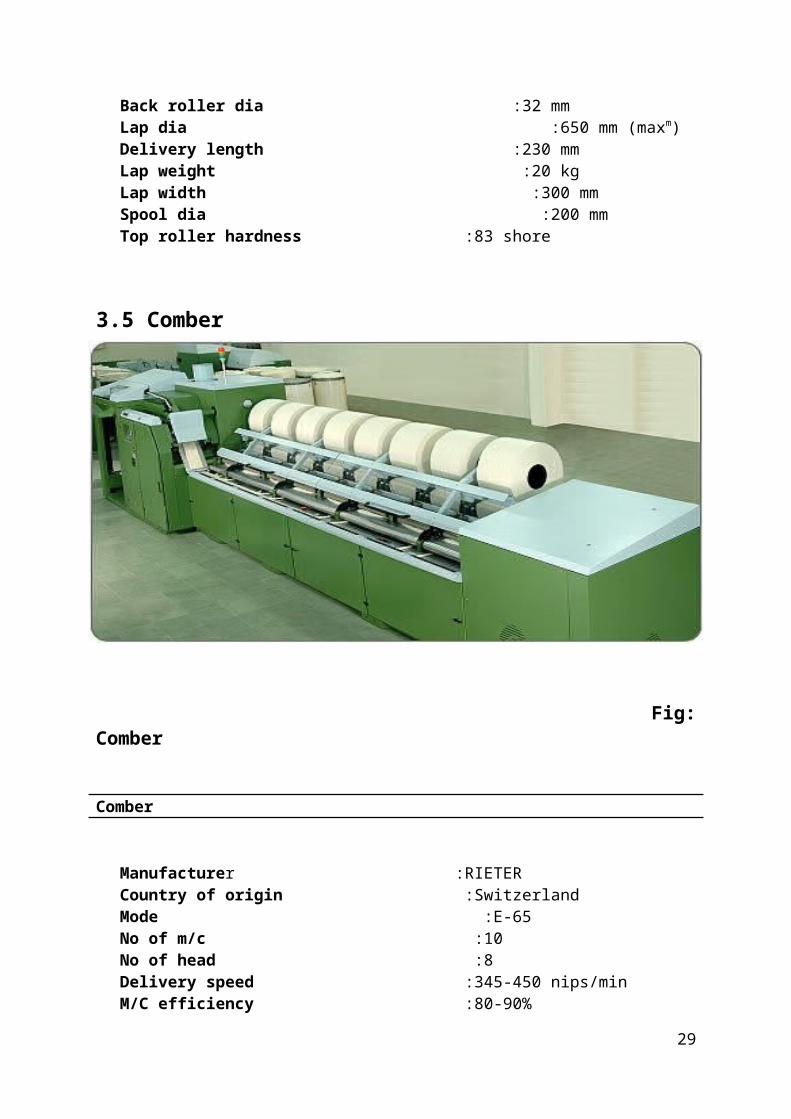
3.5 Comber
Fig: Comber
Comber
Manufacturer :RIETERCountry of origin :SwitzerlandMode :E-65No of m/c :10No of head :8 Delivery speed :345-450 nips/minM/C efficiency :80-90%Drafting system :3 over 3Can size :(25 mm*600 mm*1200 mm)Feed/nip :4.7 mmNoil% :8-25%Auto stop motion : YesAuto doffing : YesLap dia 550 mmLap length 230 mmLap weight :80 gm/mSpool dia :200 mmProblem indicating lamp system: YesDelivery per m/c OneRoller dia:
Top Front detaching R/r dia 24.5 mmTop Back detaching R/r dia 24.5 mmBottom Front detaching R/r dia 25 mmBottom Back detaching R/r dia 25 mm
22

Draw box roller dia:o Front-35 mmo Middle-27 mmo Back-27 mm
Total draft:9.12-25.12 Signal system: Yellow(Can change) Roller hardness:Front-76,middle-80,back-80 (shore) Roller gauge:
Front to middle: 41 mm Middle to back: 44mm
Power consumption for comber:3.79kw
3.6 The Simplex Section
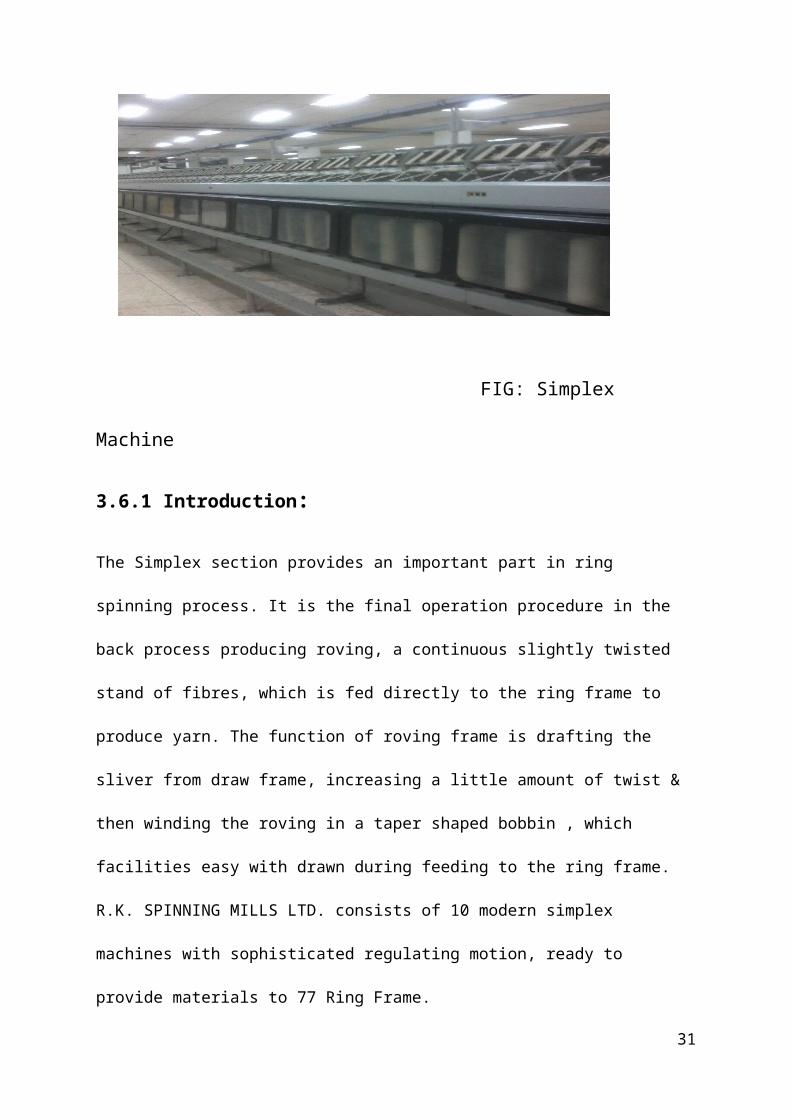
FIG: Simplex Machine
3.6.1 Introduction:
The Simplex section provides an important part in ring spinning process. It is the final
operation procedure in the back process producing roving, a continuous slightly twisted stand
of fibres, which is fed directly to the ring frame to produce yarn. The function of roving
frame is drafting the sliver from draw frame, increasing a little amount of twist & then
winding the roving in a taper shaped bobbin , which facilities easy with drawn during feeding
to the ring frame. R.K. SPINNING MILLS LTD. consists of 10 modern simplex machines
with sophisticated regulating motion, ready to provide materials to 77 Ring Frame.
23
Particulars Obtained:
No of simplex : 12
Specification:
Model :FL-100 Manufacturer : Toyota Year of manufacturing : 2004 Country of origin : Japan
Drafting system : 4 Over 4Sliver hank : .7-10 .5Drafting roller dia : 28.5 mmBottom apron thickness : 1.4 mmTop apron length : 37 mmNo of Spindle : 120Bobbin contain : 120Flyer revolution : 1180 rpmBobbin length : 2054mPressure Arm: Model PK- 1500
3.6.2 Diameter of different rollers:
Roller type Top roller dia Bottom roller dia(mm)Front roller 28 28.52nd roller 28 28.53rd roller 28 28.5Back roller 28 28.5
3.6.3 Signal system:
Color MeaningsRed For roving breakageGreen For doffingYellow For sliver breakageWhite Auto stop indication by light
3.6.4 Comments on simplex section:Different colors of bobbin are used for different counts. So there is no possibility of mixing of different count roving. Sometimes sliver breakage occurs mainly due to lake of supervision, which can be indicated easily.
24
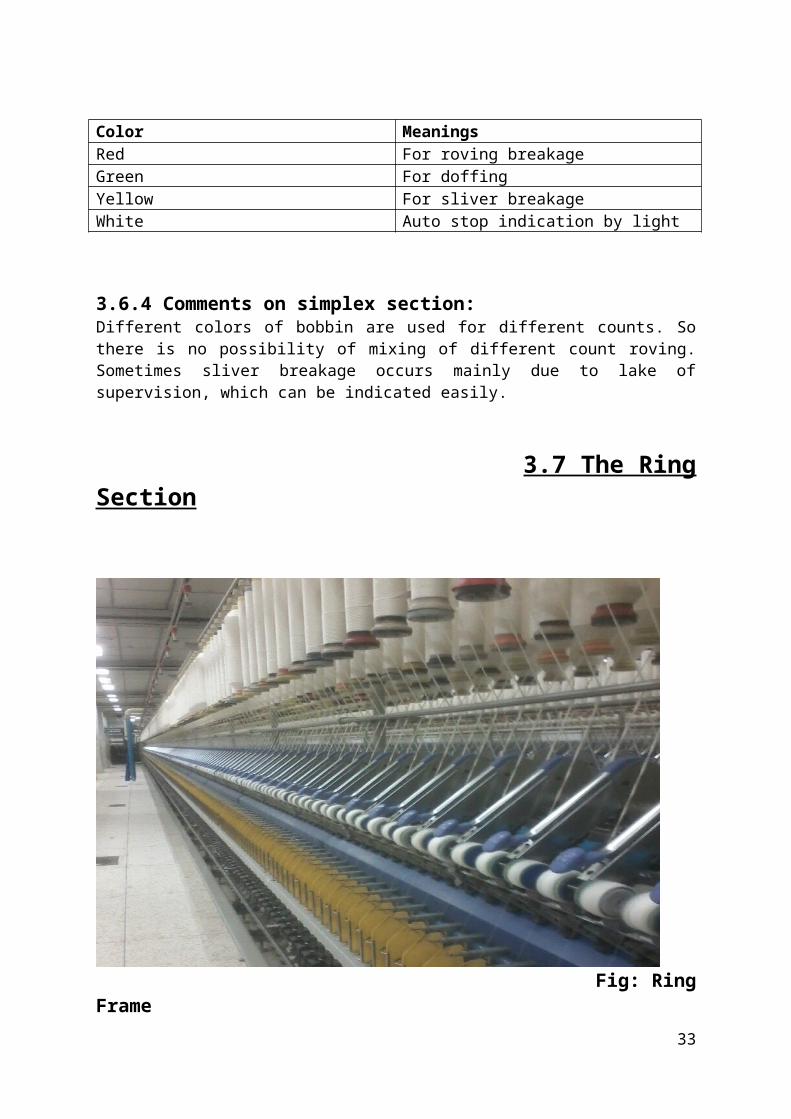
3.7 The Ring Section
Fig: Ring Frame
3.7.1 Introduction:Ring frame section is the last section in a spinning mill producing ring yarn. The R.K. Spinning Mills Limited consists of 45 ring frames providing 45000 spindles. All the ring frames are modern once with auto doffing and auto stop motion.
Particulars obtained: Number of ring frame : 45
Machine specification:Model :RX-10
Manufacturer : Toyota Year of manufacturing : 2005 Country of origin : Japan
Spindle speed : 20000 r.p.mNo of spindle per machine : 1004Drafting system : 3 over 3Ring cup dia : 40 mmPneumatic suction : Yes
25

Pressure in drafting zone : 14 lbs
Apron brand :AccotexTop apron origin : Kureha, JapanTop apron size : (37*27.8*1.0) mm³
Bottom apron origin : Accotex, GermanyBottom apron size :( 36.9*30*1.1) mm³ (Length x Width x Thickness)
Origin of cot roller : Precitex, IndiaCot roller size : (19*30*28) mm³(Inner dia*Outer dia*Width)
Traveller type : c typeTraveller no.
Traveller no Yarn count(Ne)
1 20
1/0 24
2/0 26
3/0 30
4/0 34
Roller dia: Front roller : 27 mm Middle roller : 27 mm Back roller : 27 mm
Roller pressure: Back roller : 2-2.3 bar Middle roller : 2-2.3 bar Front roller : 2-2.3 bar
3.7.2 Comments on ring section:In this section, the humidity plant controls humidity but temperature cannot be fully controlled. Sometimes temperature is increases in such a high rate that it creates an unbearable situation for the workers and the officers. The end breakage rate is low for the proper maintenance and modern machineries. So the production is quite satisfactory.
3.8Winding section
Particulars obtained: No. of machines : 12
Machine specification:Model :Savio Polar, Savio Orion
Manufacturer : Savio
26

Year of manufacturing : 2007 Country of origin : Italy No of drums per machine : 64 Speed range : 800~2000 m/min
Groups of per machine : Max 4Package length : 25000 mPackage mass : 2.5 Kg
Electronic clearer:The electronic clearer is a standard feature of the Autoconer but is not made by SAVIO. Information on functions, setting and operation can be obtained from the respective manufacturers Uster-Quantum2 and Loepfe.
Comments on winding section:In this section, the humidity plant controls humidity but temperature cannot be fully controlled. Sometimes temperature is increases in such a high rate that it creates an unbearable situation for the workers and the officers. The end breakage rate is low for the proper maintenance and modern machinery. So the production is quite satisfactory
3.9 Rotor Spinning
Particulars Obtined No. Of machines : 2
Machine specification: Model : RIETER-BT-903 Rotor model : A22-R-CHAH Rotor Dia : 40/48 mm Rotor Speed : 65000rpm Rotor angle : 45 degree Rotor groove dia : 51,41 mm Rotor groove angle : 45 degree Rotor bearing : Brand-kinex,RD(slovakia) Model no.73-1-50 Naval : Ribbed type(ceramic),Model:CR7-CH No of Head : 192 Opening roller dia : 74mm Opening roller speed : 7000rpm
3.9 Finishing Section
3.9.1 Introduction:Yarn bobbins which are to be supplied to mark should under go the following operations:
Yarn bobbin Heat section Cone winding (Package form) Packing (Carton)
27
Storing
3.9.2 Heat setting or Twist setting:For the heat setting, one room is provided and required temperature and humidity are supplied to the room. And the package of yarn placed on the creel for the specified time by this process heat setting / twist setting is done.
28
Chapter-4
RAW MATERIALS
4.1 Raw Material Used:
Productivity, quality and profitability all are depend on raw materials. Raw material is main factor in every factory. R.K. spinning mills Ltd, only cotton yarn is produce. As cotton is not grown in our country, so all of this cotton are imported from foreign countries. R.K.spinning mills has used several types of cotton, which are imported different countries.
The factory has used the following cottons in the past years:
Serial no Country of origin Micronaire
01 Australia 4.58
02 USA 4.63
03 ZIMBABWE 4.18
04 UGANDA 4.1
05 INDIA 4.8
06 UZBEKISTAN 4.5
4.2 Raw material procurement:
R.K. spinning mill runs on 100% imported raw cotton. R.K. mill mainly uses Shanker-6, India J-34 raw cotton from India, CIS (Commonwealth Independent States) raw cotton from Uzbekistan. The cotton is bought on credit from India & Uzbekistan.
At first the cotton is booked. The price of the cotton depends on it pick. After the price and other terms and condition are set, it is brought by transport through Benapol port.After shipping, it requires around 27-35 days to rich Chittagong port. The cotton has to be inspected before or after shipping. But if it is inspected in Uzbekistan, then it is cost around 6000-7000 USD. So it is inspected in Chittagong which cost around 2000 USD.
The cotton has to be inspected before and after transporting. After the cotton lands on Benapol port it is checked for weight and moisture content. If any irregularity is found in weight of the material, then monetary claims from the port after being cleared from the port by C&F agents. Then it is transported to the factory by trucks.
4.3 Price of the raw cotton:
Name Price(Rate $ per Lbs)
29

Australia 1.5India .75CIS .90Uganda 1
4.4 Raw cotton suppliers:
Supplier`s Name CountryCotton Corporation BangladeshCotton Club BangladeshQueensland Cotton AustraliaOLAM SingaporeGHANDHI Cotton India
30
Chapter-5
Production Planning & Sequences & Operations
5.1 Production Parameters:
Yarn type
Yarn count
Roving hank
Total draft
Break draft TPI
Spacer color
Space mm Trav
eler No
SpeedY.T.factor
Cops fillingmm
Carded 20 0.70 29.16 1.19 19.51 White 3.75 01 14000 4.32 4328 0.70 40.02 1.19 20.15 Cream 3.00 2/0 14000 4.23 4530 0.07 42.30 1.19 20.24 Cream 3.00 2/0 14500 3.66 4540 1.25 54.80 1.19 23.60 Chocolate 2.50 4/0 14000 3.69 4450 1.25 40.55 1.19 30.81 Chocolate 2.50 6/0 15500 4.32 50
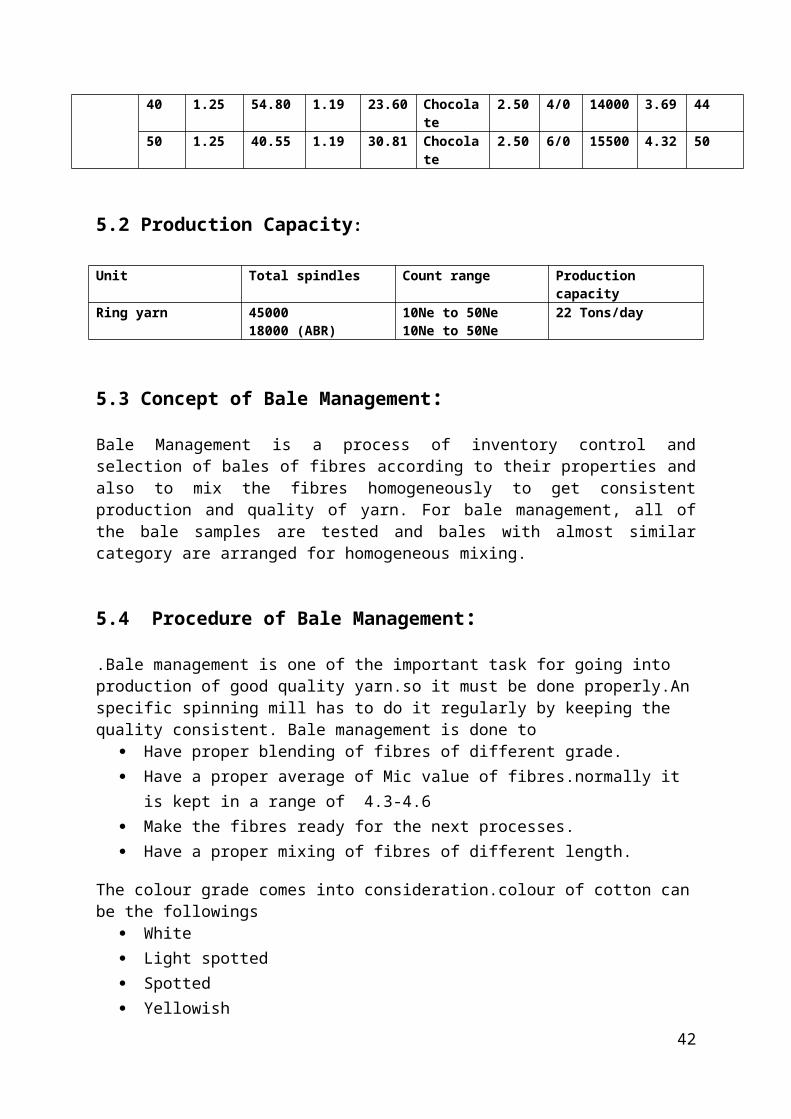
5.2 Production Capacity:
Unit Total spindles Count range Production capacityRing yarn 45000
18000 (ABR)10Ne to 50Ne10Ne to 50Ne
22 Tons/day
5.3 Concept of Bale Management:
Bale Management is a process of inventory control and selection of bales of fibres according to their properties and also to mix the fibres homogeneously to get consistent production and quality of yarn. For bale management, all of the bale samples are tested and bales with almost similar category are arranged for homogeneous mixing.
5.4 Procedure of Bale Management:
.Bale management is one of the important task for going into production of good quality yarn.so it must be done properly.An specific spinning mill has to do it regularly by keeping the quality consistent. Bale management is done to
Have proper blending of fibres of different grade. Have a proper average of Mic value of fibres.normally it is kept in a range of 4.3-4.6 Make the fibres ready for the next processes. Have a proper mixing of fibres of different length.
The colour grade comes into consideration.colour of cotton can be the followings White Light spotted Spotted Yellowish Tinged
31

Mainly to have good end product white,light spotted and rarely spotted are used.then i will have to consider the maturity of fibres and check out if there is any kind of dead fibres in it.then the strength of the fibres should also be checked.the short fibre index is also an important fact.it should also be taken care of.So these are the facts i will have to consider for going into a successful bale management for consistent quality.Here i have made a bale management report for 33 bales given in the below.
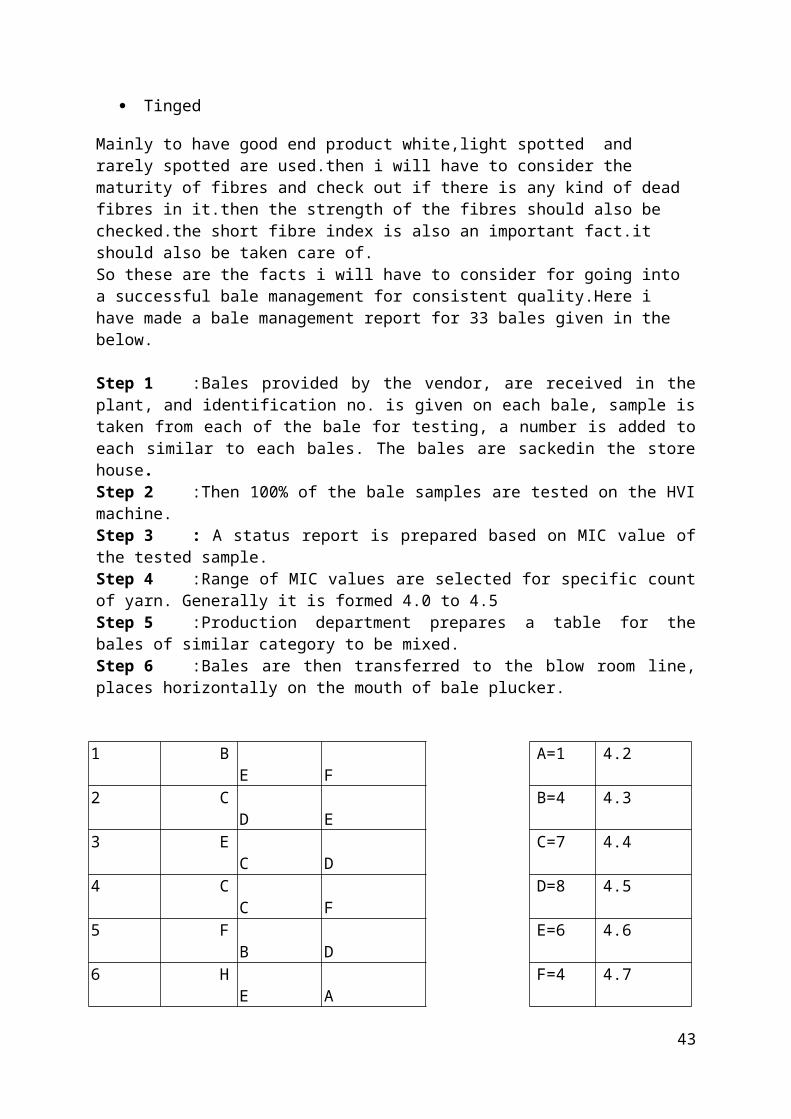
Step 1 :Bales provided by the vendor, are received in the plant, and identification no. is given on each bale, sample is taken from each of the bale for testing, a number is added to each similar to each bales. The bales are sackedin the store house. Step 2 :Then 100% of the bale samples are tested on the HVI machine. Step 3 : A status report is prepared based on MIC value of the tested sample.Step 4 :Range of MIC values are selected for specific count of yarn. Generally it is formed 4.0 to 4.5Step 5 :Production department prepares a table for the bales of similar category to be mixed.Step 6 :Bales are then transferred to the blow room line, places horizontally on the mouth of bale plucker.
1 B E F A=1 4.2
2 C D E B=4 4.3
3 E C D C=7 4.4
4 C C F D=8 4.5
5 F B D E=6 4.6
6 H E A F=4 4.7
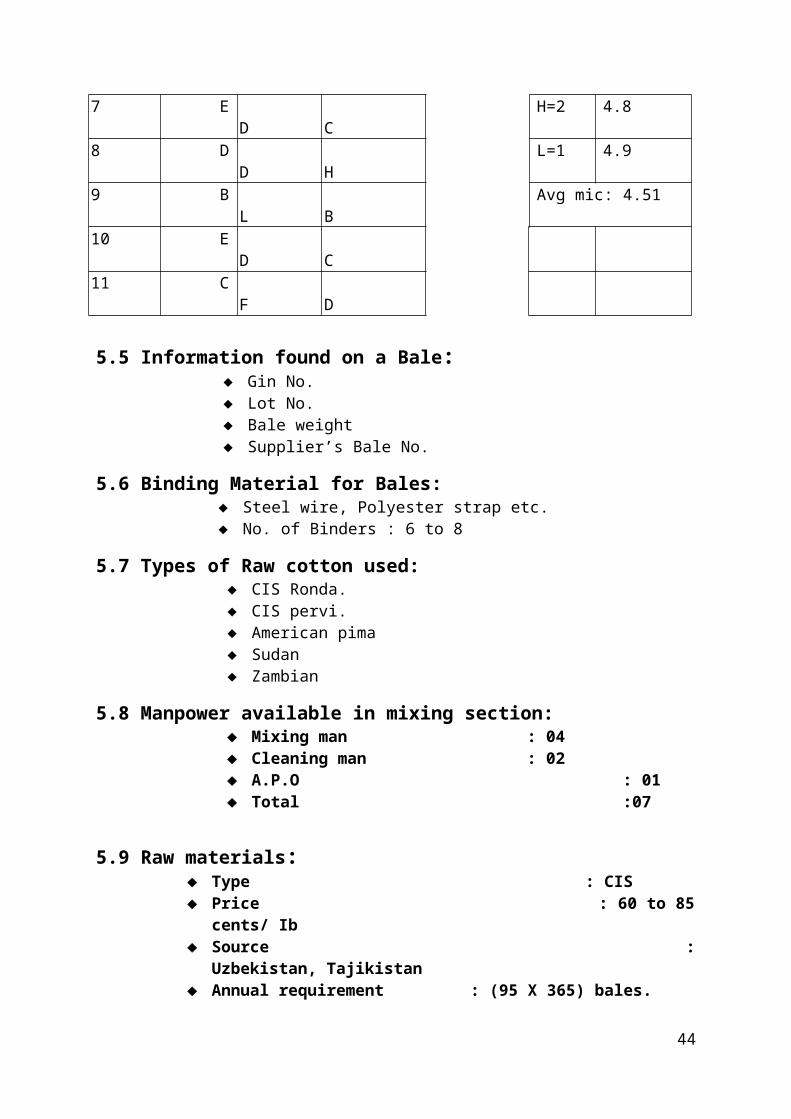
7 E D C H=2 4.8
8 D D H L=1 4.9
9 B L B Avg mic: 4.51
10 E D C
11 C F D
5.5 Information found on a Bale: Gin No. Lot No. Bale weight Supplier’s Bale No.
5.6 Binding Material for Bales: Steel wire, Polyester strap etc. No. of Binders : 6 to 8
32
5.7 Types of Raw cotton used: CIS Ronda. CIS pervi. American pima Sudan Zambian
5.8 Manpower available in mixing section: Mixing man : 04 Cleaning man : 02 A.P.O : 01 Total :07
5.9 Raw materials: Type : CIS Price : 60 to 85 cents/ Ib Source : Uzbekistan, Tajikistan Annual requirement : (95 X 365) bales.
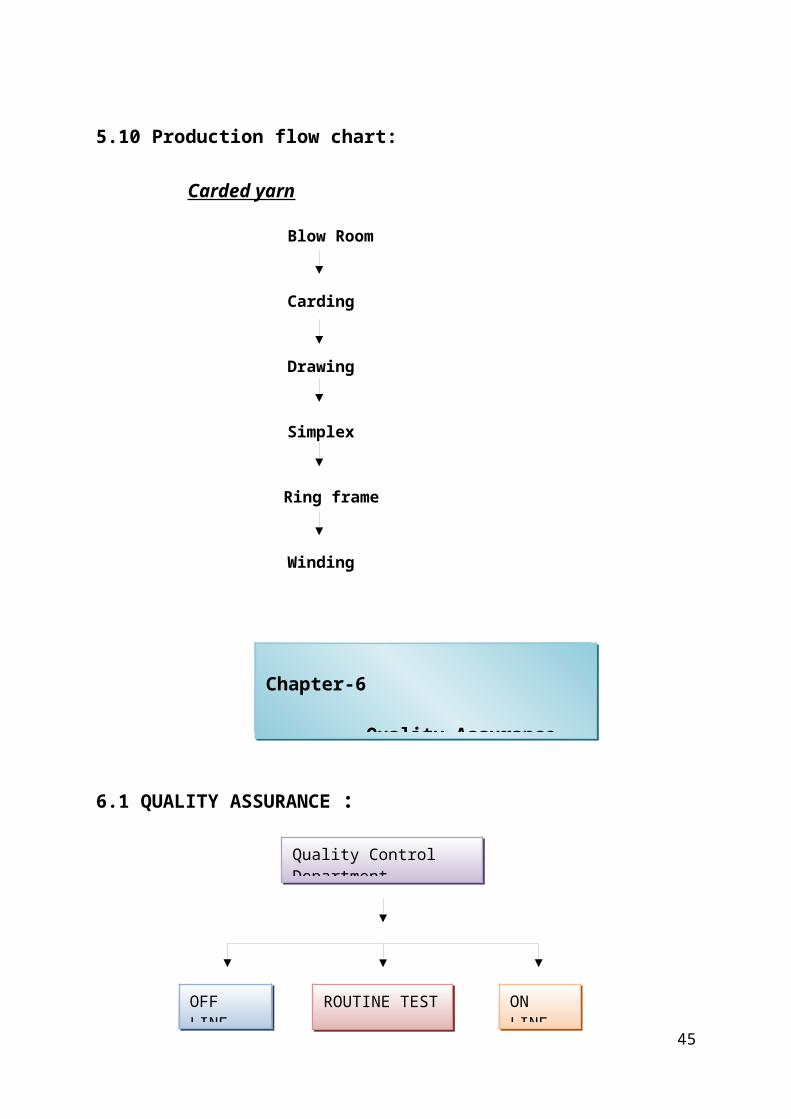
5.10 Production flow chart:
Carded yarn
Blow Room
Carding
Drawing
Simplex
Ring frame
Winding
33
Chapter-6
Quality Assurance System

6.1 QUALITY ASSURANCE :
6.2 Information about testing equipment:
6.2.1Wrap Reel:Manufacturer : WIRAModel : 5-SKRM-36Country : UKFunction : To measure the length of yarn..6.2.2 Yarn Strength Tester:Manufacturer : PREMIERModel : Tensomaxx 7000Country : IndiaFunction : To measure the RKM of yarn.
6.2.3 HVI1000 (High volume instrument) Tester:Manufacturer : USTERModel : Premier artCountry : SwitzerlandFunction : Determination of –
Micronaire Value Color Trash % Length Strength Uniformity Elongation Moisture regain %
6.2.4 AFIS(Advance Fiber Information System):
Manufacturer : USTERModel : AFIS PRO 2Country : Switzerland
34
Quality Control Department
OFF LINE ON LINE
ROUTINE TEST
Function : Determination of raw cotton’s nep, Trash,Maturity ratio. : Determination of sliver neps, Trash.
6.2.5 Uster Evenness Tester:Manufacturer : USTERModel : Uster Tester 7000Country : IndiaFunction : Determination of the following faults in theYarn, roving and sliver.
Imperfection (Thick, Thin, Neps) Unevenness ( U %, CV% & Diagram) Hairiness & CV% of hairiness.
Reports of USTER Tester is given below
For Roving :
U% CVm % CVm%{1m} CVm%{3m} index Rel cnt %1 3.57 4.48 1.86 1.11 2.89 1.82 3.69 4.61 1.80 1.04 2.98 1.13 3.91 4.92 1.57 1.06 3.18 -1.14 3.80 4.75 1.81 1.36 3.07 -1.7MeanCV%
3.74 4.69 1.71 1.14 3.03 0.0
USP01
<5
For Yarn:(Pkg from Auto coner)
Nr U%
CVm%
Index Thin-50%/km
Thick+50%/km
Neps+200%/km
H sh RelCnt%
1/1 11.28 14.39 1.38 0.0 112.5 435.0 8.48 1.93 .71/2 11.71 14.85 1.42 10.0 117.5 475.0 9.04 2.09 -0.82/1 11.21 14.25 1.37 0.0 112.5 307.5 7.99 1.77 -1.52/2 11.05 14.06 1.35 2.5 122.5 297.5 7.95 1.77 1.6MeanCV
11.31 14.39 1.38 301 116.3 393.8 8.36 1.89 0.0
Max 11.71 14.95 1.42 10.0 122.6 475.0 9.04 9.04 1.6Min 11.05 14.06 1.35 0.0 112.5 297.5 7.95 7.95 -1.5USP01 10 <5 9 54 >95 73
6.2.6 Digital Twist Tester: Manufacturer : WIRA Model : DE 5 Country : UK
35
Function : Determination of yarn T.P.I.
6.2.7 Optical yarn reader: Manufacturer : Capio Model : OYR 1513 Country : Italy Function : To measuring slub dia, length &distance between two slub.
6.3 Quality assurance procedure: Raw cotton is tested from HVI spectrum m/c 100% raw cotton is tested here. Carded sliver & Draw frame and combed sliver are also tested here by Uster
evenness tester. Roving & Yarn are tested by Uster evenness tester & Uster AFIS Pro. Yarn from Winding m/c are tested here randomly. Strength of yarn is tested by single yarn strength tester.
6.4 Comments:In R.K. spinning Mills Ltd, they have modern and time quality machineries for production and then quality control department is strong. They maintain a good quality of production by process control. I came to know that they are bringing modern testing machinery like Uster, HVI etc. for high quality control.
36
Chapter-7
Maintenance
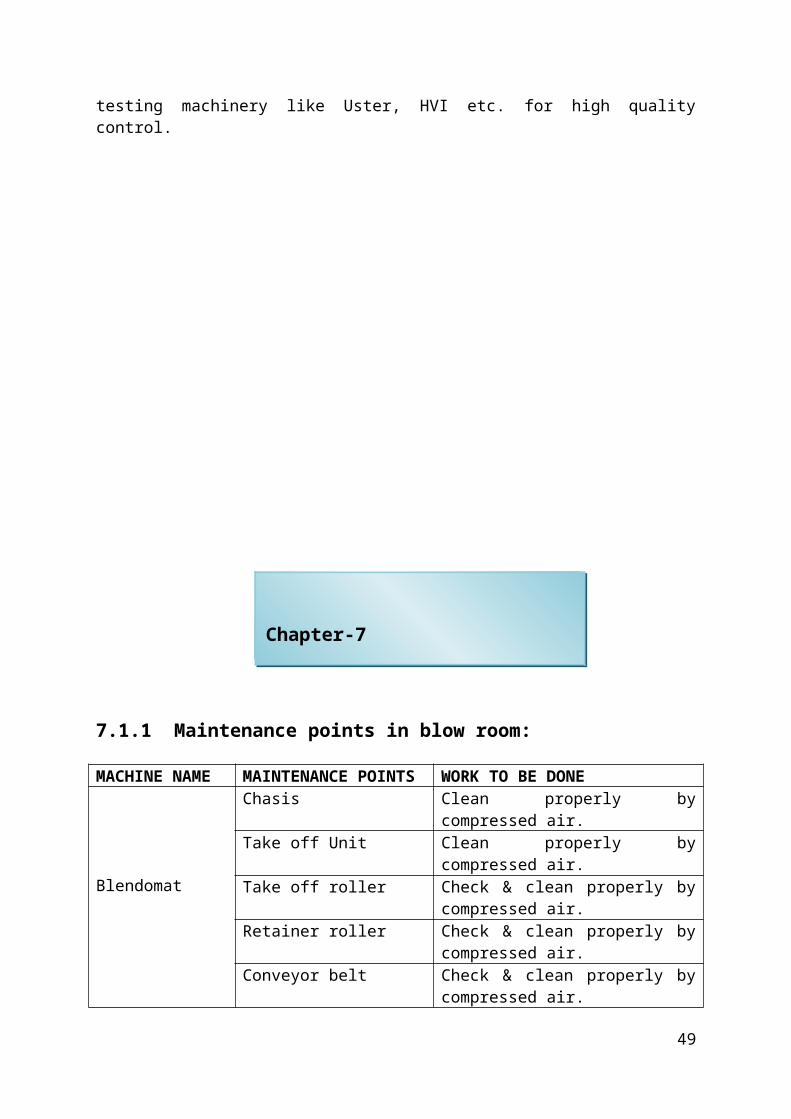
7.1.1 Maintenance points in blow room:
MACHINE NAME MAINTENANCE POINTS
WORK TO BE DONE
Blendomat
Chasis Clean properly by compressed air.Take off Unit Clean properly by compressed air.Take off roller Check & clean properly by compressed
air.Retainer roller Check & clean properly by compressed
air.Conveyor belt Check & clean properly by compressed
air.Sensor Lenses to be cleaned by soft cloth.Control cabinet Clean by skilled person.
Maxi-flo
Cleaning cylinder Properly clean & check any damage.Cleaning grid Check any damage & position.Airlock cylinder Check & clean properly.Gear and drive motor Clean properly.Sensor Lenses to be cleaned by soft cloth.
Securomat
Chamber Clean properly by compressed air.Upright lattice Properly clean & check any damage.Blending roller Properly clean & check any damage.Take off roller Properly clean & check any damage.Sensor Lenses to be cleaned by soft cloth.V-belt and pulley Clean, check belt & chain tension.
MPM
Lamellar chute Cleaned by soft cloth &compressed air.Perforated roller Check & clean properly by compressed
air.Opening and cleaning cylinder
Properly clean & check any damage.
Cleaning grid Check any damage & position.Gear and drive motor Clean properly.Sensor Lenses to be cleaned by soft cloth.
ClenomatTube Light Clean by soft cloth.CCD camera Lenses to be cleaned by soft cloth.Sensor Lenses to be cleaned by soft cloth.
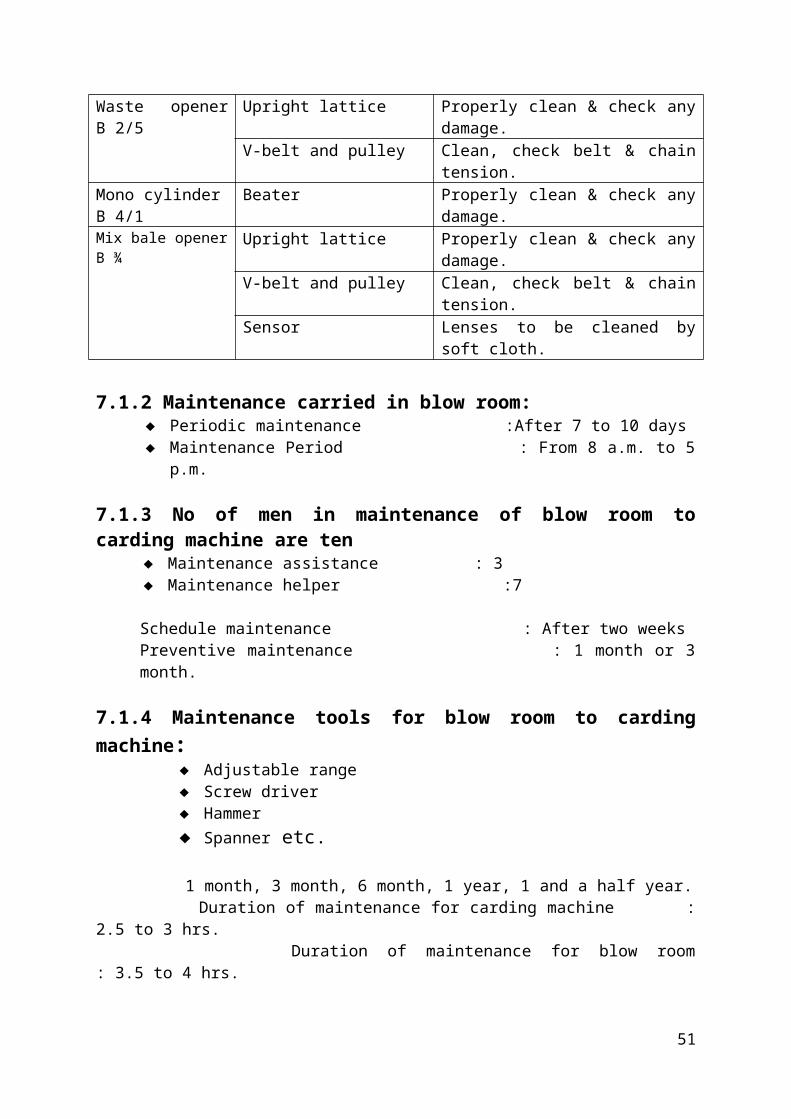
Waste opener B 2/5 Upright lattice Properly clean & check any damage.V-belt and pulley Clean, check belt & chain tension.
Mono cylinderB 4/1
Beater Properly clean & check any damage.
Mix bale openerB ¾
Upright lattice Properly clean & check any damage.V-belt and pulley Clean, check belt & chain tension.Sensor Lenses to be cleaned by soft cloth.
7.1.2 Maintenance carried in blow room: Periodic maintenance :After 7 to 10 days
37

Maintenance Period : From 8 a.m. to 5 p.m.
7.1.3 No of men in maintenance of blow room to carding machine are ten Maintenance assistance : 3 Maintenance helper :7
Schedule maintenance : After two weeksPreventive maintenance : 1 month or 3 month.
7.1.4 Maintenance tools for blow room to carding machine: Adjustable range Screw driver Hammer Spanner etc.
1 month, 3 month, 6 month, 1 year, 1 and a half year. Duration of maintenance for carding machine : 2.5 to 3 hrs. Duration of maintenance for blow room : 3.5 to 4 hrs.
7.1.6Maintenance procedure: At the beginning of the maintenance operation, all the covers of the machines are opened and the machine is cleaned with a cloth internallythis is called as general cleaning. Inside the machine the conveyor belt tension (if present) is checked and wooden lattice is also cleaned and conveyor belt is cleaned if needed. Jam in the two sides of spiked lattice is opened and under cover of spiked lattice is opened and cleaned. Jam in the sides of the bearing house of evener roller, cleaner roller with oils orlubricants as instructed by the manufacturer. China box is checked and jamis cleaned if necessary. M/C parts are checked conveniently and or changed if necessary.
7.1.7 Examples of maintenance procedure instructed by the manufacturer:
Name of the machine : BlendomatMaintenance and Lubricating schedule : Every month
Item ActionPlucker roller Inspect for sign of damageHead slewing Ensure cleanTraverse Inspect and clean cowl plate grilleFlexible pipe Check conditionInternal structure comb Ensure clean
Maintenance and Lubricating schedule: Six month
Item ActionPlucker roller Check condition of the teethPlucker roller drivers V-belt drive checkHead lifting drive Duplex drive chain-chain tension
38
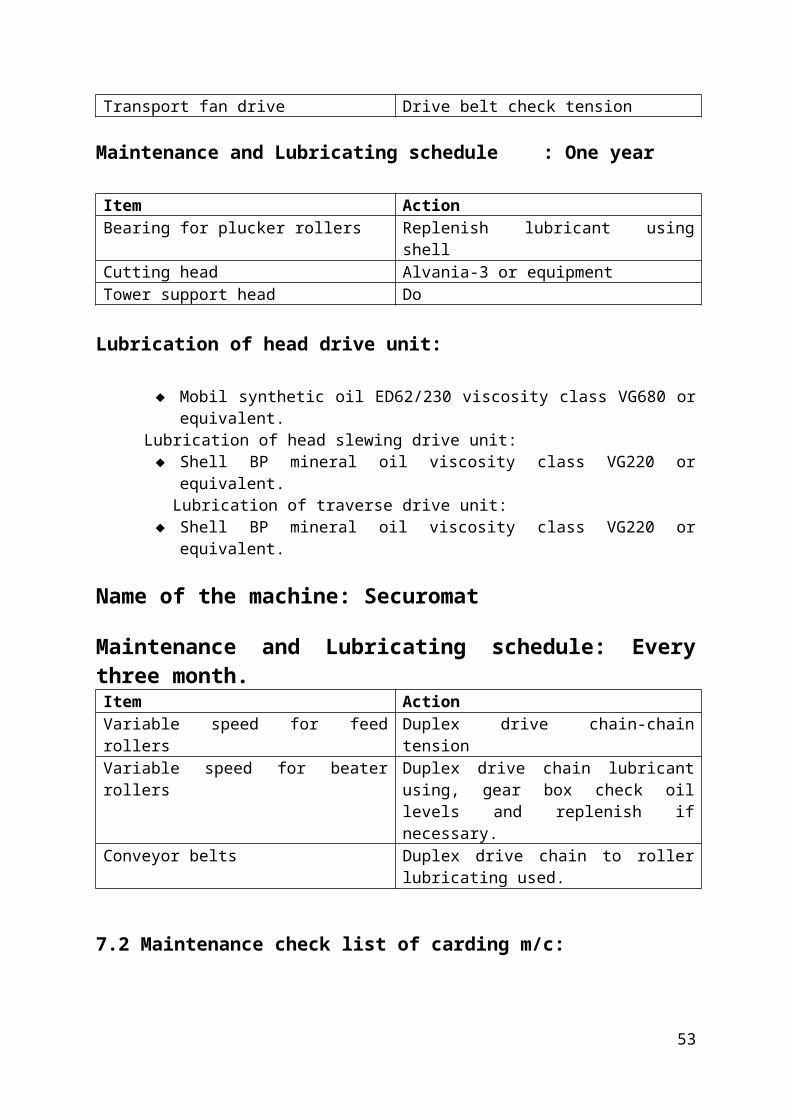
Head slew drive Duplex drive chain-chain tensionTransport fan drive Drive belt check tension
Maintenance and Lubricating schedule : One year
Item ActionBearing for plucker rollers Replenish lubricant using shellCutting head Alvania-3 or equipmentTower support head Do
Lubrication of head drive unit:
Mobil synthetic oil ED62/230 viscosity class VG680 or equivalent.Lubrication of head slewing drive unit:
Shell BP mineral oil viscosity class VG220 or equivalent. Lubrication of traverse drive unit:
Shell BP mineral oil viscosity class VG220 or equivalent.
Name of the machine: Securomat
Maintenance and Lubricating schedule: Every three month.Item ActionVariable speed for feed rollers Duplex drive chain-chain tensionVariable speed for beater rollers Duplex drive chain lubricant using, gear box
check oil levels and replenish if necessary.Conveyor belts Duplex drive chain to roller lubricating used.
7.2 Maintenance check list of carding m/c:
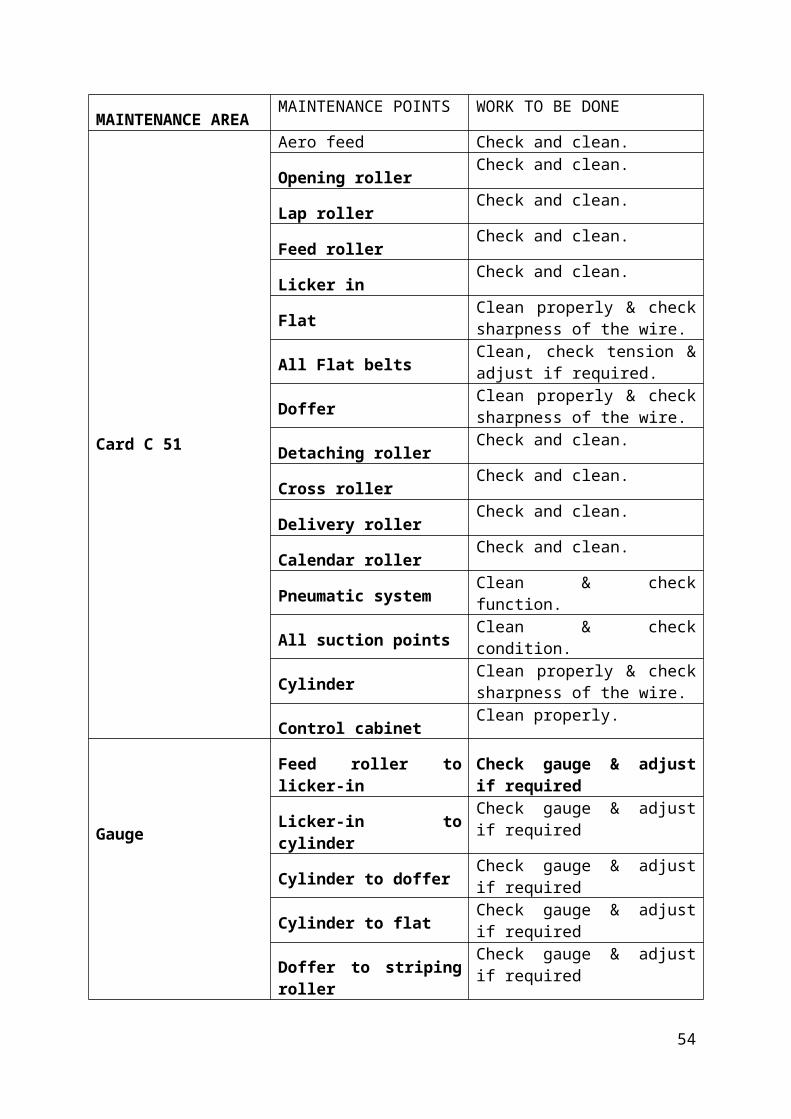
MAINTENANCE AREAMAINTENANCE POINTS WORK TO BE DONE
Card C 51
Aero feed Check and clean.
Opening rollerCheck and clean.
Lap rollerCheck and clean.
Feed rollerCheck and clean.
Licker inCheck and clean.
FlatClean properly & check sharpness of the wire.
All Flat beltsClean, check tension & adjust if required.
DofferClean properly & check sharpness of the wire.
Detaching rollerCheck and clean.
39
Cross rollerCheck and clean.
Delivery rollerCheck and clean.
Calendar rollerCheck and clean.
Pneumatic systemClean & check function.
All suction pointsClean & check condition.
CylinderClean properly & check sharpness of the wire.
Control cabinetClean properly.
Gauge
Feed roller to licker-in Check gauge & adjust if required
Licker-in to cylinderCheck gauge & adjust if required
Cylinder to dofferCheck gauge & adjust if required
Cylinder to flatCheck gauge & adjust if required
Doffer to striping rollerCheck gauge & adjust if required
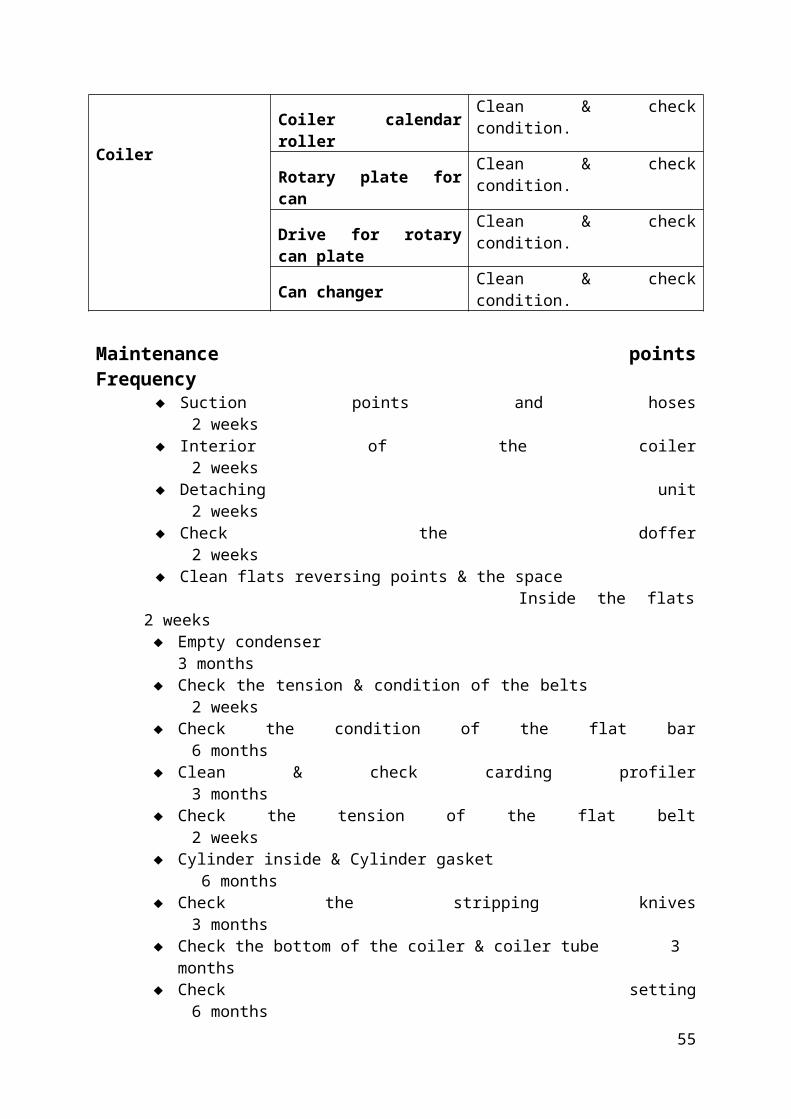
Coiler
Coiler calendar rollerClean & check condition.
Rotary plate for canClean & check condition.
Drive for rotary can plate
Clean & check condition.
Can changerClean & check condition.
Maintenance points Frequency Suction points and hoses 2 weeks Interior of the coiler 2 weeks Detaching unit 2 weeks Check the doffer 2 weeks Clean flats reversing points & the space
Inside the flats 2 weeks Empty condenser 3 months Check the tension & condition of the belts 2 weeks Check the condition of the flat bar 6 months Clean & check carding profiler 3 months Check the tension of the flat belt 2 weeks Cylinder inside & Cylinder gasket 6 months Check the stripping knives 3 months Check the bottom of the coiler & coiler tube 3 months Check setting 6 months
40

7.3Maintenance of draw frame, comber & simplex: Nine people are involved in D, C, S maintenance. Number of maintenance assistant – 4 Number of maintenance helper – 5 Schedule maintenance – After 2 weeks Preventive maintenance – 1 month, 2 month, 3 month
Maintenance check list of Breaker drawing:
MAINTENANCE AREAMAINTENANCE POINTS WORK TO BE DONE
Outer surface Outer surface of the whole machine Clean properly by compressed air.
Drafting zone
Pressure bar, dead weight, condenser, trumpet.
Clean properly check its condition.
Top roller Cleaning by washing powder & grinding after 5000 hour.
Bottom roller Clean & check its gauge, reset if required.
Gear box Planetary gear box Check oil level & put oil if required.
Electrical parts Motor, fan, creel light barrier Clean & check by electrical person.
Nut-BoltTop roller lock, pulley nut-bolt, creel nut-bolt, drafting zone nut-bolt.
Check tightness & make perfect tightness if required.
Belt tension and condition Flat belt, V-belt, timing belt Clean the entire belt, check tension adjust if required.
Suction system Filter box, filter screen, fan blade. Clean properly filters & blade condition.
Can changer
Can plate Check & clean properly.Power cylinder Check & clean properly.
GearClean & check meshing condition, vibration, abnormal noise etc.
7.4 Maintenance procedure of lap former:At first, the gear box is opened and grease is applied to all gears. Top and bottom rollers are opened and cleaned with sprit. Top roller, feed roller, calendar roller, sliver table, sliver guide, counter shaft, conveyer belt, guide roller, lap plate, lap drum, bobbin box, bobbin feeder, creel parts are cleaned . In all the bearings and gearings of the above parts lubrication is carried out. All the nuts and bolts are checked. If any parts of the m/c are damaged, it is either changed or repaired. Then the whole m/c is set sincerely and the m/c is started experimentally to watch if the m/c is running smoothly.
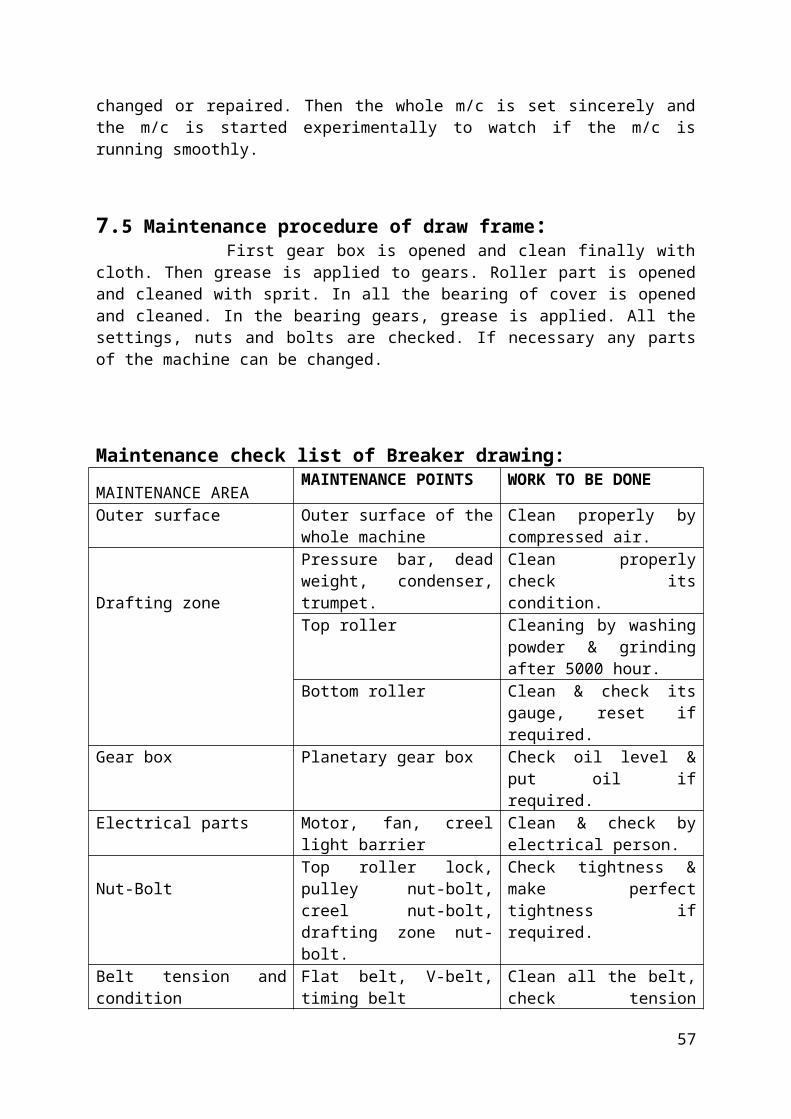
7.5 Maintenance procedure of draw frame: First gear box is opened and clean finally with cloth. Then grease is applied to gears. Roller part is opened and cleaned with sprit. In all the bearing of cover is opened and cleaned. In the bearing gears, grease is applied. All the settings, nuts and bolts are checked. If necessary any parts of the machine can be changed.
41
Maintenance check list of Breaker drawing:
MAINTENANCE AREAMAINTENANCE POINTS WORK TO BE DONE
Outer surface Outer surface of the whole machine
Clean properly by compressed air.
Drafting zone
Pressure bar, dead weight, condenser, trumpet.
Clean properly check its condition.
Top roller Cleaning by washing powder & grinding after 5000 hour.
Bottom roller Clean & check its gauge, reset if required.
Gear box Planetary gear box Check oil level & put oil if required.
Electrical parts Motor, fan, creel light barrier Clean & check by electrical person.
Nut-BoltTop roller lock, pulley nut-bolt, creel nut-bolt, drafting zone nut-bolt.
Check tightness & make perfect tightness if required.
Belt tension and condition Flat belt, V-belt, timing belt Clean all the belt, check tension adjust if required.
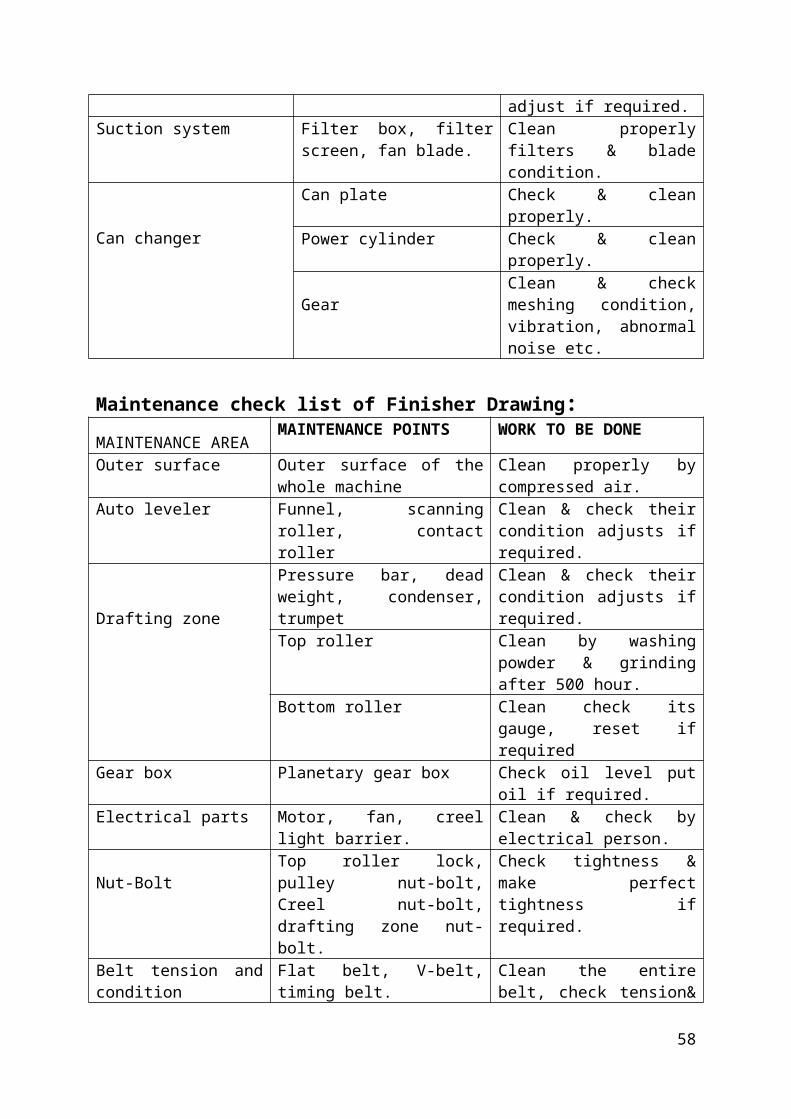
Suction system Filter box, filter screen, fan blade.
Clean properly filters & blade condition.
Can changer
Can plate Check & clean properly.Power cylinder Check & clean properly.
GearClean & check meshing condition, vibration, abnormal noise etc.
Maintenance check list of Finisher Drawing:
MAINTENANCE AREAMAINTENANCE POINTS WORK TO BE DONE
Outer surface Outer surface of the whole machine
Clean properly by compressed air.
Auto leveler Funnel, scanning roller, contact roller
Clean & check their condition adjusts if required.
Drafting zone
Pressure bar, dead weight, condenser, trumpet
Clean & check their condition adjusts if required.
Top roller Clean by washing powder & grinding after 500 hour.
Bottom roller Clean check its gauge, reset if required
Gear box Planetary gear box Check oil level put oil if required.
Electrical parts Motor, fan, creel light barrier. Clean & check by electrical person.
Nut-BoltTop roller lock, pulley nut-bolt, Creel nut-bolt, drafting zone nut- bolt.
Check tightness & make perfect tightness if required.
Belt tension and Flat belt, V-belt, timing belt. Clean the entire belt, check
42
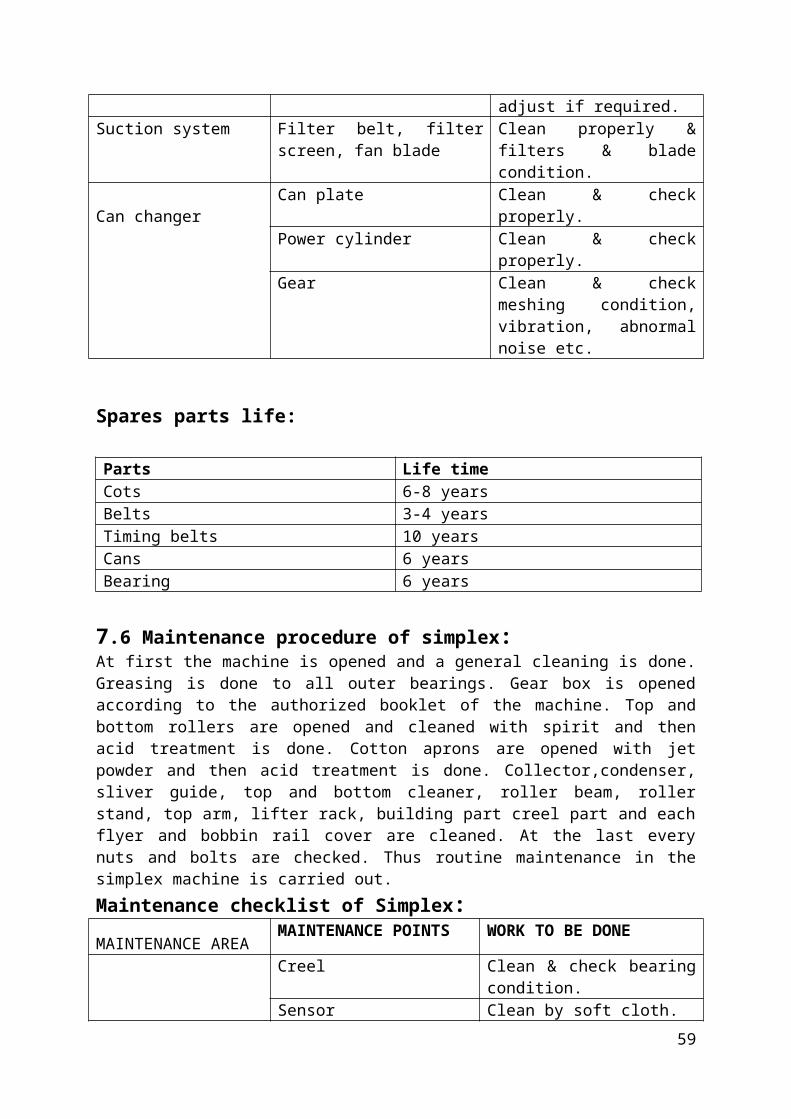
condition tension& adjust if required.Suction system Filter belt, filter screen, fan
bladeClean properly & filters & blade condition.
Can changerCan plate Clean & check properly.Power cylinder Clean & check properly.Gear Clean & check meshing
condition, vibration, abnormal noise etc.
Spares parts life:
Parts Life timeCots 6-8 yearsBelts 3-4 yearsTiming belts 10 yearsCans 6 yearsBearing 6 years
7.6 Maintenance procedure of simplex:At first the machine is opened and a general cleaning is done. Greasing is done to all outer bearings. Gear box is opened according to the authorized booklet of the machine. Top and bottom rollers are opened and cleaned with spirit and then acid treatment is done. Cotton aprons are opened with jet powder and then acid treatment is done. Collector,condenser, sliver guide, top and bottom cleaner, roller beam, roller stand, top arm, lifter rack, building part creel part and each flyer and bobbin rail cover are cleaned. At the last every nuts and bolts are checked. Thus routine maintenance in the simplex machine is carried out.
Maintenance checklist of Simplex:
MAINTENANCE AREAMAINTENANCE POINTS WORK TO BE DONE
Back side
Creel Clean & check bearing condition.
Sensor Clean by soft cloth.Balancing spring and chain. Clean & check greasing.Creel chain Clean & check greasing.Rack groove Clean & check greasing.Grease level in the grease pump.
Check grease level & apply grease if required.
Drafting zone
Top and bottom roller Clean & gauge check & adjust if required.
Condenser assembly Clean & check assembly & adjust if required.
Traverse bar and sliver guide. Clean & check setting.Neck bearing of bottom roller. Clean & check & replace if
required.Cradle unit Clean & check & replace if
required.
43
Pressure arm Check height gauge & readjust if required.
Top and bottom apron Clean properly by detergent & replace if required.
Yarn clearer Clean by brush replace if required.
Flyer railFlyer cap Clean set properly.Flyer and its gear Clean & check gear-meshing
condition.Shaft Clean & check condition.
Bobbin rail Bobbin rail and seal Clean & check the gear condition.
Outer surface Outer surface of the machine Clean the outer surface properly.
Auto doffing Auto doffing in machine. Auto doffing system is clean by compressed air.
7.7 Maintenance procedure for Ring frame:First machine cover is opened. All the top aprons and bottom aprons are opened with “Surf ultra”. Here acid treatment is done. It is also cleaned with ammonia. In all the middle bearing, necessary amount of grease is applied. Ring plate is taken down and all the ring caps are cleaned with corium 97. After cleaning all the gears, sufficient amount with corium 97.If any part of machine is damaged or rough, it is changed or repaired. In this way, all the works of maintenance is done successfully.Maintenance checklist of Ring frame:MAINTENANCE POINTS WORK TO BE DONE INTERVALCog belt tension Cleaning & checking condition if required. 30 days.Bottom apron tension bracket Cleaning & checking condition if required. 30 days.Tape tension roller condition. Cleaning & checking condition if required. 30 days.All type of timing belt condition for head stock & tail stock.
Cleaning & checking condition if required. 30 days.
ROBO doff, lifting rod, drive Cleaning & checking condition if required. 30 days.Brushes of servo discs Cleaning & checking condition if required. 30 days.Cot roller Cleaning & checking condition if required. 30 days.Cradle Cleaning & checking condition if required. 30 days.Top & bottom apron Cleaning & checking condition if required. 30 days.Spindle & spindle break Cleaning & checking condition if required. 30 days.Pneumatic line, mono meter & pressure regulator
Cleaning & checking condition if required. 30 days.
Pressure hose condition Cleaning & checking condition if required. 30 days.Gripper membranes condition Cleaning & checking condition if required. 30 days.Filter box, filter cloth, seal of filter drum.
Cleaning & checking condition if required. 240 days
Suction tubes gauge 1mm Cleaning & checking condition if required. 30 days.Sensors Cleaning & checking condition if required. 30 days.Ring cup, balloon control ring & lappet guide.
Cleaning & checking condition if required. 120 days.
44
Ring rail, lappet bar setting gauge. Cleaning & checking condition if required. 120 days.
Spinning traveler cleaner gauge Cleaning & checking condition if required. 120 days.Auto doffer, beam & conveyor belt centre
Cleaning & checking condition if required. 90 days.
Roller eccentricity & bearing condition check (back & middle roller)
Cleaning & checking condition if required. 730 days.
Front roller eccentricity, bearing condition
Cleaning & checking condition if required. 365 days.
Driving shaft eccentricity & bearing condition check
Cleaning & checking condition if required. 730 days.
Machine leveling Cleaning & checking condition if required. 730 days.
Maintenance of ring frame:
Twenty three persons are involved in ring frame maintenance No of maintenance assistants -6 Grade-1 = 2
Grade-2=4 No of maintenance helper-17 Schedule maintenance : after one month Cleaning, checking and lubrication are included in ring frame maintenance Lubrication schedule: 6 months (spindle oil), grease (driving shaft), 1 year (gear oil),
1 month (bottom roller).
7.8 Maintenance checklist of Autoconer:
MAINTENANCE AREA
MAINTENANCE POINTS WORK TO BE DONE
Waxing deviceWaxing shaft Cleaning & checking any damaged (cut)Pressure fork Cleaning & checking any damaged (cut)Yarn trap Remove the yarn accumulationGuide plate Cleaning the wax properly
Splice unit
Splice cutter Cleaning and apply RS-400Prism and its cover Cleaning the prism by compressed airUntwist nozzle Clean/wash by petrol & brush, checking
the positionClamping guide Cleaning by clothFeeder arm Checking the position
Tension deviceRubber sleeve Cleaning and checkingSensor Cleaning carefully & adjust if requiredCuter Cleaning and apply RS-400Lower end sensor Cleaning the sensing area
Cradle holderPackage adapter Check for unobstructed rotationSliding part (cradle) Cleaning and apply silicon oilCradle sensor Check its cover and screw
45

MagazineCircular magazine Check, clean and re-fixing.Chute door Cleaning and centering check.Elector Cleaning and movement check.Bobbin peg Cleaning.
Conveyor beltTensioning device
Remove cover from the belt tensioning device of the conveyor belt & remove yarn jam if required.
Deflection roller Remove loose yarn ends from the deflection rollers.
Maintenance procedure for Autoconer: Ten persons are involved for winding m/c maintenance No of maintenance assistant-3
Grade-1=1 Grade-2=2 No of maintenance helper -7 Schedule maintenance is done for winding m/c 60 drums consist in a winding m/c Every day except Friday 12 drums maintenance maintenance schedule for a winding m/c :45 days Frequency of each drum maintenance : 45 days Cleaning, checking, lubricating is done in winding m/c maintenance.
Lubrication schedule: Sliding part of gamo, cradle -6 months Driving part inside winding unit - 3 months Winding unit outside cam drives and cassette type gear -1 month Line shaft driving chain -2 months Bearing centre for (right side) : 6 months Bearing centre for(left side) : 6 months Line shaft gear motor : 6 months Cam shaft bearing : 3 months Blower shaft : 1 month Cassette type joint gear cover : 1 month
7.9 List of Maintenance equipments for general purpose: 1. Dial gauge : used measure roller eccentricity. 2. Tightening tools : used to tight bottom roller. 3. Thickness gauge : to measure thickness. 4. Straightening gauge : used to measure straightness of bottom roller after joining. 5. Grease pump : use to apply grease. 6. Stropping pliers : to open or close the ring.7. Spring piece for level plate : for leveling parts of m/cs. 8. Bobbin rail jack : use to level the bobbin rail. 9. Weight gauge : use to adjust top arm pressure.
46

10. Plumb bubs : use to alignment of the bobbin wheel. 11. Carding gauge. :Used to measure the distances among doffer,cylinder & liker in 12. Outside calipers : use to measure the dia. 13. Roller setting gauge : use set roller to roller distance. 14. L- key : use to open lock guard of m/cs. 15. Ring spanner. 16. Spindle gauge : use to set spindle at the center of the ring. 17. Double end spanner : use to open the nut bolts. 18. Soft hammer.
The utility department undertakes the following units: Power generator A/C plant Waste collection plant Chiller boiler Workshop service
47
Chapter- 8
Utility Services

Water treatment & water supply Civil works Fire fighting system
8.1 Power generator:R.K. SPINNING MILLS LTD. generates its own power from natural gas. It has five generators in SRSL & three generators in SSL. The generators specifications are as follows:
SRSL:No of generators : 5Model : JGS320GNLManufacturer :JENBACHERCountry of origin :AustriaYear of manufacture :2000Engine type :Gas engineEngine rpm :1500No of cylinder :20Cylinder volume :370 literLine pressure :14.5 psiCapacity :6000KW
SSL:No of generators :3Model :JGS320Manufacturer :JENBACHERCountry of origin :AustriaYear of manufacture :2006Engine type :Gas engineEngine rpm :1500No of cylinder :20Cylinder volume :370 literLine pressure :10 psiCapacity :1064KW
8.2 A/C plant:The factory consists of five A/C plants in SRSL and the two A/C plant in SSL.
The A/C plant in R.K. for Blow room Carding Simplex Rotor Ring
The manufacture of A/C plant for R.K.is BESTAIR.The main task of A/C plant is to maintain specific humidity in the factory shed, for this it circulates the cooling air. A/C plant without chilling helps to maintain only the RH% without
48
much difficulty. They can be classified generally as either unitary or central station. Central system is the most widely used system in the textile industry.
The systems principal components are1. Air moving devices-fans2. Mixing devices for air and washer i.e. Air washers.Air moving devices are always two types,
1. Return Air fans2. Supply Air fans
The return air fans return the air to the plant room from where it may circulate or exhausted in the mill.The supply air fans-supply air to the mill from plant room.Air washer is a device for intimately mixing water and air. The mixing water and air supply by nozzle.
The following components are a must in a A/C plants: Return Air and Supply Air fans Air washer Return Air floor grills Return Air trenches Exhaust damper Fresh air damper Supply air ducts and grills Face and bypass dampers on the air washer Control panel for Automatic control the RH and Temperature
The fresh air come from outside, air is sucked by fan. Then the air humidified in the washer room. In the washer room air and water is mixing then it supply by nozzle through the supply air fan. Supply air fan supply the cooling air through the supply air grills on the floor.The invisible dusts are sucked through the air floor grills. The invisible waste is separate by filter and fresh air sucked by return air. Then the air is circulating again in the washer room. It is continuous process. The humidity and temperature controlling depend on the machine performance, machine life and on personnel.A/C plant is most needed for textile industries mainly spinning shed. If A/C plant will run smoothly then the operators will feel comfortable and performance will be optimum. Otherwise all these will suffer.
Supply & Return Air Capacity:Section Supply Air Capacity Return Air CapacityCarding 74000 CMH 17180 CMHDrawing 70000 CMH 237820 CMHLap former 70000 CMH 237820 CMHComber 70000 CMH 237820 CMHSimplex 50000 CMH 46700 CMH
49

Ring 452000 CHM 436640 CMHAuto coner 70000 CMH 67900 CMHRotor 106000 CMH 100020 CMH
Number of Air Change Cycle per hour:Section Air Change Rate/ HrCarding 29.7Drawing 11.9Lap former 11.9Comber 11.9Simplex 11.8Ring 40.4Autoconer 20.8Rotor 27.3
IMPORTANCE OF RH AND TEMPERATURE:The atmospheric conditions with respect to temperature and humidity play very important part in the manufacturing process of textile yarns. The properties like dimensions, weight, tensile strength, elastic recovery, electrical resistance, rigidity etc of all textile fibre whether natural or synthetic are influenced by moisture regain.Moisture regain is the ratio of the moisture bone-dry weight of the material expressed as percentage.Many properties of textile materials vary considerably with moisture regain, which in turn is affected by the ambient Relative Humidity (RH) and Temperature. If a dry textile material is placed in a room with a particular set of ambient conditions, it absorbs moisture and in course of lime, attains equilibrium.Some physical properties of textile materials which is affected by RH is given below:
Strength of COTTON goes up when R.H.% goes up Strength of VISCOSE goes down when R.H.% goes up Elongation% goes up with increased R.H.% for most textile fibers The tendency for generation of static electricity due to friction decreases as RH goes
up At higher levels of RH, there is also a tendency of the fibers to stick together
Temperature alone does not have a great effect on the fibers. However the temperature dictates the amount of moisture the air will hold in suspension and therefore, temperature and humidity must be considered together.
RELATIVE HUMIDITY & TEMPERATURE FOR DIFFERENT DEPARTMENT:Section R.H% Temperature
C FBlowroom 49.6 38.5 101.3Carding 54.5 37.9 100.22Comber 55.0 37.5 99.5Simplex 60.2 37.7 99.86Ring 58.3 38.0 100.4Autoconer 63.0 39.0 102.2Rotor 59.8 39.1 102.38
50
8.3 Chiller:The main purpose of chiller is to supply chilled water to the A/C plant. Here three chiller in R.K.
Types of Chiller in this mill:
1. Steam fire Chiller 2. Hot water Chiller
Hot water chillerNo of chiller : 02Model : THW LT/42, THW LT16Manufacture : ThermaxCountry of origin : IndiaYear of manufacture: 2000
Steam fired chillerManufacture : Thermax No of chiller : 01Model : EW 770 VCountry of origin : IndiaYear of manufacture: 2000
REQUIRED COOLING LOADSection CapacityCarding 245.2 RTDrawing 245.2 RTLap former 245.2 RTComber 245.2 RTSimplex 245.2 RTRing 159.4 RTAutoconer 588.5 RT
CAPACITY OF CHILLERSRSLName CapacitySteam fired chiller (1) 437 RTHot water chiller(2) 425 RT
160 RT Total=1022 RT
51

8.4 Compressor:In spinning factory, compressed air is necessary for operation of various machines. Moreover it is also used for different cleaning purpose. The compressed air is providing by different compressed machine. SRSL and SSL consist of following compressor machine.
No of machine : 5 Manufacturer : Atlas capco, Motivair Year of manufacturing : 2001 Country of origin : England, Belgium Type : Screw Type
Total capacity : 346 m3/minPressure capacity : 10 bar max
8.5 Fire fighting system: Cotton fibre catches and spreads fire very fast. So any kind of accidents related to fire generation can turn into a devastating calamity in a cotton spinning mill. That is way the factory has a well equipped fire fighting system. Water lines are spread throughout the factory. External and internal fire fighting group are always ready to action. Some worker are well training, they can take any action against the fire. Some time worker practice to quickly out from the factory during fire alarm is start, it is help to make any action against fire and reduce any kind of injury.
Number of fire fighters:
Shift R.K. Spinning Mill
P/A16
P/B16
P/C16
Fire extinguisher:
FIRE EXTINGUISHER NAME R.K. Spinning Mill
ABC POWER BOX24
CO210
FOAM06
EXIT BOX05
HOSE CABINET BOX05
SMOKE DETECTOR03
FIRE ALARM04
52
Boiler Section:
Boiler:Create Steam for Chiller by generator exhaust.
Safety against fire hazard:Particular obtained:Automatic fire door:
One pair between Blow room and pre-spinning One pair between Blow pre-spinning and spinning One pair between spinning and finishing
Firefighting equipment:Section No of fire existing No of water drum Water in each bucketBlow room 6 5 10Pre spinning 13 9 10Spinning 20 4 8Yarn finishing 5 - -Power sub stating 3 - -Store & godown 3 4 8Generator House 2 - -Total 52 22 36
Hose pipe points: North west of blow room : 2 South west of blow room : 1 Simples gate generator : 2 East of yarn finishing section : 1
8.6 Power supply & consumptionMain power source : Generator Substitute line : DESA Generator :
No. of generator: 5 Manufacturer: Caterpillar, U.S.A Model No: M- 3516 R.P.M: 1500 Capacity of each generator: 1025KW. Existing power producing capacity: o Generator 1 – 670KW
53
o Generator 2 – 590KWo Generator 3 – 650KWo Generator 4 – 550KWo Generator 3 – 650KW
DESA Line: Substation:Jarun, Konabari, Gazipur. Supply: 1415 volts. No. of step down transformer: 3 Transformer capacity: 1500KVA No. of low tension distribution board: 14 Fluctuation: 2-5%
8.7 Humidification plantParticulars obtained:
Manufacturer: Singapore Total No. of m/c: 5 Machine presentation:
- For back process: 1- For ring section : 2- For finishing section: 1- Comber: 1
No. of air change (Filtration): 30 times per hour. Air spreading system: By different duel line.
Relative humidity in different section: Back process : 45% Ring section: 52% Finishing section: 65%
Remarks: R.K.spinning mills Ltd. tries to maintain proper humidity required for different sections. So fewer problems is occurred in processing materials from back to finishing section. There is no system for temperature controlling slightly by controlling the humidity.
9.1 Raw materials: Import processing by head office. Physical received by stock spare LC or invoice as bale or Kg.
54
CHAPTER-9
Store & Inventory control
The raw materials are provided for lay down according to lay down plane given from Q.C Department.
The inventory systems are divided into four groups:1. Raw cotton inventory2. Finisher yarn inventory3. Wastage yarn inventory4. Spare parts and materials inventory
The inventory is maintained in first in first out system. When the store keeper receive some goods, they write a note in the receive book. They also inform inventory related department. Then the department made MRR (Material Receiving Report). They made BIN card which contain its name, amount and other necessary information. Then the material stored in the store. If any department requires any item, they prepare a SR (Requisition Slip) for the particular item and send it to store. The store then checks its availability and delivers as required.
1. Raw cotton inventory:In case of raw cotton inventory, QCA department sampling every bale and numbering the bale according to micronaire value.
2. Finished yarn inventory:Different lots of finished yarn given to the from the production department by Transfer Memo. The store produces its daily monthly production report based on the yarns are delivered to order of the marketing department, the yarns are delivered to the buyers.
3. Wastage yarn inventory:Different wastage produces from different department. Such as hard waste, pneumafil, FS, dropping etc they are measured every day and transferred to store same procedure.
4. Spare parts and materials inventory:Different type machine parts are stored in the store. When any kind of machine parts broken, damage etc then this machine parts collect from store.
9.2 Finished Yarn:
Received from production department. Delivered to the customers. Count, Lot/ LC.
9.3 Engineering stock/ spares:
All kinds of spare parts are received and stock maintained. At first received by reporting system.
Stock purchase requiting (SPR)
55

Material receiving report (MRR)
Posting to bin card
Issue
Balance position.
** Gate pass is required for receiving or delivering.Quality certified:
SPR No. MRR No. Chalan No. User name Ref.
Manpower summary of store department:Position Number Gender QualificationStore officer 1 Male B.ComStore assistance 2 Male M.A & B.AOffice assistance 1 Male B.Com
Remarks:R.K. spinning mills Ltd. tries to maintain proper stock report required for different sections. So fewer problems is occurred in processing materials from back to finishing section. The store department & inventory control system of this mill is well organized.
10.1 Types of cost:There are three types of cost:
Manufacturing cost. Selling cost. Marketing cost.
56
CHAPTER-10
Cost Analysis
10.2Product cost: Product cost consists of the following costs:
** Cost of raw material: L/C price C & F value Landing cost Transport cost Carrying, Loading& Unloading cost.
** Conversion cost: Bale management cost. Wastage cost. Machine cost. Machine depreciation change. Fuel cost. Lubricant cost. Electricity cost. Spares cost. Manpower cost. Salary & Wages. Bank interest. Establishment cost.
** Packing cost: Paper cone. H.D.P.E bag (High density poly ethylene). P.P bag / Hosiery bag/ Cartoon. Lebel. Jute twine / wrapping.
10.3 Formula of various costs:
Marketing cost = (Manufacturing cost +Selling cost + Distribution cost.) Selling cost = (Manufacturing cost + certain amount of profit.) Gross profit = (Selling cost – Manufacturing cost.) Net profit = Gross profit – (Bank charge + All sorts of Taxes.)
Selling price:
Selling price depends on the following costs: ( 60- 70)% Raw material cost.
57
( 2- 2.5)% Spares cost. ( 12- 17)% financial charge. ( 3- 10)% Wages cost. ( 3- 4)% Electricity cost. ( 1.3- 2)% Packing cost.
Brand name:1. R.K. spinningMills Ltd
Buyer of the product:1. Denim:
Hamim denim ltd Pacific denim ltd Chittagong denim ltd Royal denim ltd Sinha denim ltd
2. Textile: Sinha yarn dyeing ltd
58
CHAPTER-11
Marketing Activities
Sinha knitting ltd Adnan textile ltd Asian textile ltd Dacca dyeing ltd Radiance group Regent textile ltd Mascot group
Competitors:1. Square textile2. Shamim textile3. Ages cotton4. Akij textile5. Thermax textile6. Sayham textile7. Nasa textile8. Shirin textile9. Al-Haj Karim textile
Buyers’ compliance: IKEA (IWAY)
Conclusion
Technical education and its adoption in practical field we involved inextricably, without the implementation of the knowledge gathered in technical education its success bound to suffer. Therefore, this eight weeks long industrial as a partial fulfillment of our B.Sc textile engineering course helped us to accomplish the gap between the theoretical and practical knowledge by providing an elementary idea about industrial environment processing machines, tools, equipments production system and maintenance, administration and management system.
Our selected R.K.SPINNING MILLS LIMITED may be regarded as the pioneer if modern spinning mills in our country. It was established a few years ago with latest model of different machineries with in a very short time it earned name and fame at home and abroad for its quality in production and administrative facilities. It is now not only providing knitted yarn to the local market, fabric mils but also exporting them to foreign countries at a satisfactory level. It mainly uses online process control and its quality control department
59
Conclusion

helped us to achieve a profound knowledge about spinning mills production sequence maintenance. Quality control & assurance as well as its organization structure.
We tried our best to gather all necessary information but it is true that within this short period it is quiet impossible to achieve 100% success but as a whole this industry training was a satisfactory one again we should like to thank the authority of R.K. SPINNING MILLS LIMITED as well as honorable teachers for their altruistic help and advice.
60
Related Documents











