INDEXABLE CARBIDE turning and milling

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

INDEXABLE CARBIDEturning and milling
Indexable Carbide covers:Layout 1 1/21/07 11:17 PM Page 1
The basic idea behind TMX cutting tools is surprisingly simple. They are engineered and manufactured to deliver just one thing—unmatched efficiency. Our engineers in Massachusetts
are involved in all stages of product creation, development and quality assurance.
This TMX Carbide and Indexable Catalog represents our fastest growingproduct line. We are BisonTMX, the metalworking tool division ofToolmex Corporation. BisonTMX is a manufacturer and wholesaler withdistribution throughout Canada, the United States and Latin America.
If machining performance and your bottom line are important, thentest our products against what you are currently using.
Let us become your favorite source for cutting tools. To learn moreabout our offering call 1-800-992-4766 or visit www.bisontmx.com.
Indexable Carbide covers:Layout 1 1/21/07 11:17 PM Page 2

MILLING INSERTSM2 ISO Milling Insert NomenclatureM4 Milling InsertsM31 Technical Overview of GradesM36 Milling Insert Geometry Descriptions
INDEXABLE TOOLS FOR MILLINGM38 HRM Tools: Part Number Series 6-555-M41 PRO-X Mills: Part Number Series 6-556-M42 FMR Button Cutters: Part Number Series 6-212-M43 FMA 45 Degree Face Mills: Part Number Series 6-200-M44 FMP 90 Degree Face Mills: Part Number Series 6-211-M46 AMSA 2000S Alpha Mills: Part Number Series 6-010-M46 AMSA 3000S Alpha Mills: Part Number Series 6-016-M47 APXT 1035 / APKT 1003 End Mills with Weldon Shank:
Part Number Series 6-110-M47 APXT 11T3 End Mills with Weldon Shank: Part Number Series 6-111-M48 ADKT 1505 End Mills with Weldon Shank: Part Number Series 6-215-M48 APXT / APKT 1604 End Mills with Weldon Shank:
Part Number Series 6-116-M49 APKT End Mills with R8 Shank: Part Number Series 6-941-M50 APKT “TURBO” Face Mills: Part Number Series 6-955-M51 TDGW End Mills: Part Number Series 6-945-M52 Shell End Mill Holders: Part Number Series 7-186-M53 Face Mill Holders: Part Number Series 7-182-M53 Shell End Mill Arbors with R8 Shank: Part Number Series 7-065-M54 Milling SpecificationsM56 Milling Trouble Shooting242 Product Index
TMX Indexable Tooling 800.992.4766 • www.bisontmx.com M1
SE
CTI
ON
CO
NTE
NTS
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:22 AM Page M1

M2 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
INSERT NOMENCLATURE
4A P K TTolerance
Classdimensions (inch)
d = IC m t (thickness)
A +0.0010 +0.0002 +0.0010
C +0.0010 +0.0005 +0.0010
H +0.0005 +0.0005 +0.0010
E +0.0010 +0.0010 +0.0010
G +0.0010 +0.0010 +0.005
J +0.002 - +0.006 +0.0002 +0.001
K +0.002 - +0.006 +0.0005 +0.001
L +0.002 - +0.006 +0.0010 +0.001
M +0.002 - +0.006 +0.003 - +0.008 +0.005
U +0.003 - +0.01 +0.005 - +0.015 +0.005
Clearance Angle
B C
D E
F N
Special
P O
Insert Shape
A O
R S
T W
X V
I.S.O. Milling Insert Nomenclature
Cutting Edge Length, Diameter of Inscribed Circle
ASA IC = d
Metric inch inch
03 04 03 06 03 1.2 (5) 0.156
05 06 05 09 05 1.8 (7) 0.219
06 07 06 11 06 2 (8) 0.250
09 11 09 16 09 3 0.375
12 15 12 22 12 4 0.500
16 19 15 27 15 5 0.625
19 23 19 33 19 6 0.750
25 31 25 44 25 8 1.000
Cross Section Type
A G
M N
R T
Special Type
W X
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:23 AM Page M2
7MX3 2
Chipbreakers
MA MF MM MR
MX KH X45 X83
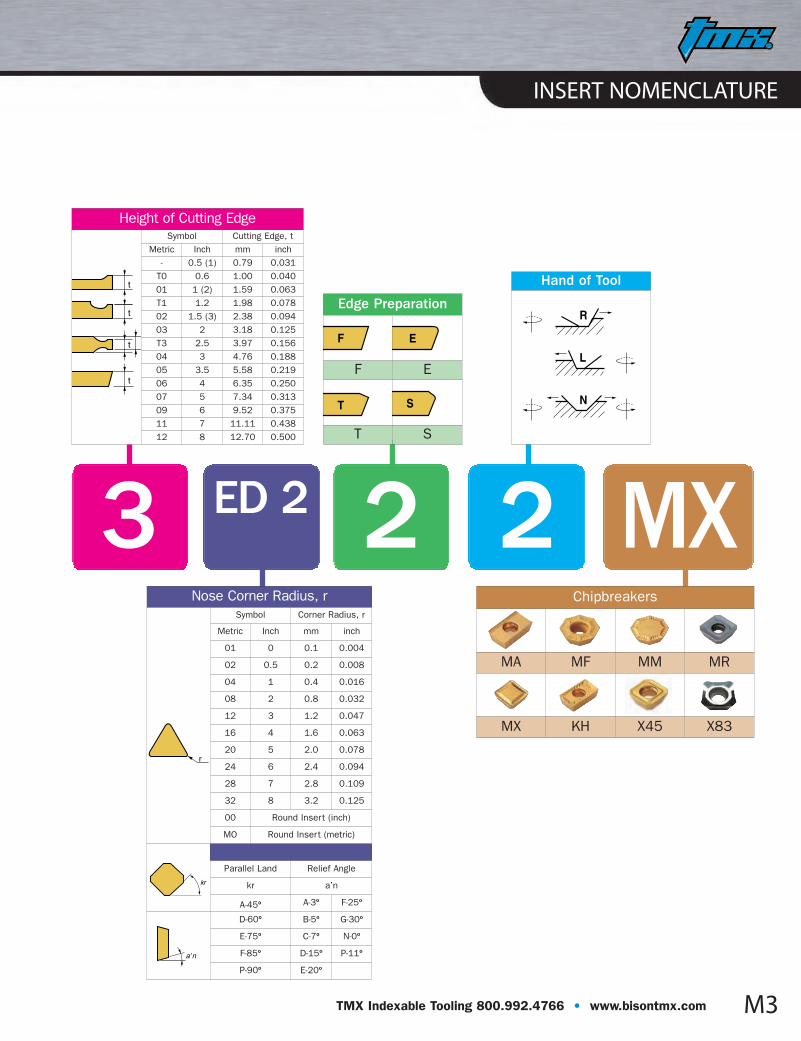
Height of Cutting EdgeSymbol Cutting Edge, t
Metric Inch mm inch- 0.5 (1) 0.79 0.031
T0 0.6 1.00 0.04001 1 (2) 1.59 0.063T1 1.2 1.98 0.07802 1.5 (3) 2.38 0.09403 2 3.18 0.125T3 2.5 3.97 0.15604 3 4.76 0.18805 3.5 5.58 0.21906 4 6.35 0.25007 5 7.34 0.31309 6 9.52 0.37511 7 11.11 0.43812 8 12.70 0.500
ED 2 2Nose Corner Radius, r
Symbol Corner Radius, r
Metric Inch mm inch
01 0 0.1 0.004
02 0.5 0.2 0.008
04 1 0.4 0.016
08 2 0.8 0.032
12 3 1.2 0.047
16 4 1.6 0.063
20 5 2.0 0.078
24 6 2.4 0.094
28 7 2.8 0.109
32 8 3.2 0.125
00 Round Insert (inch)
MO Round Insert (metric)
Parallel Land Relief Angle
kr a’n
A-45º A-3º F-25º
D-60º B-5º G-30º
E-75º C-7º N-0º
F-85º D-15º P-11º
P-90º E-20º
Edge Preparation
F E
T S
Hand of Tool
M3TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
INSERT NOMENCLATURE
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:23 AM Page M3
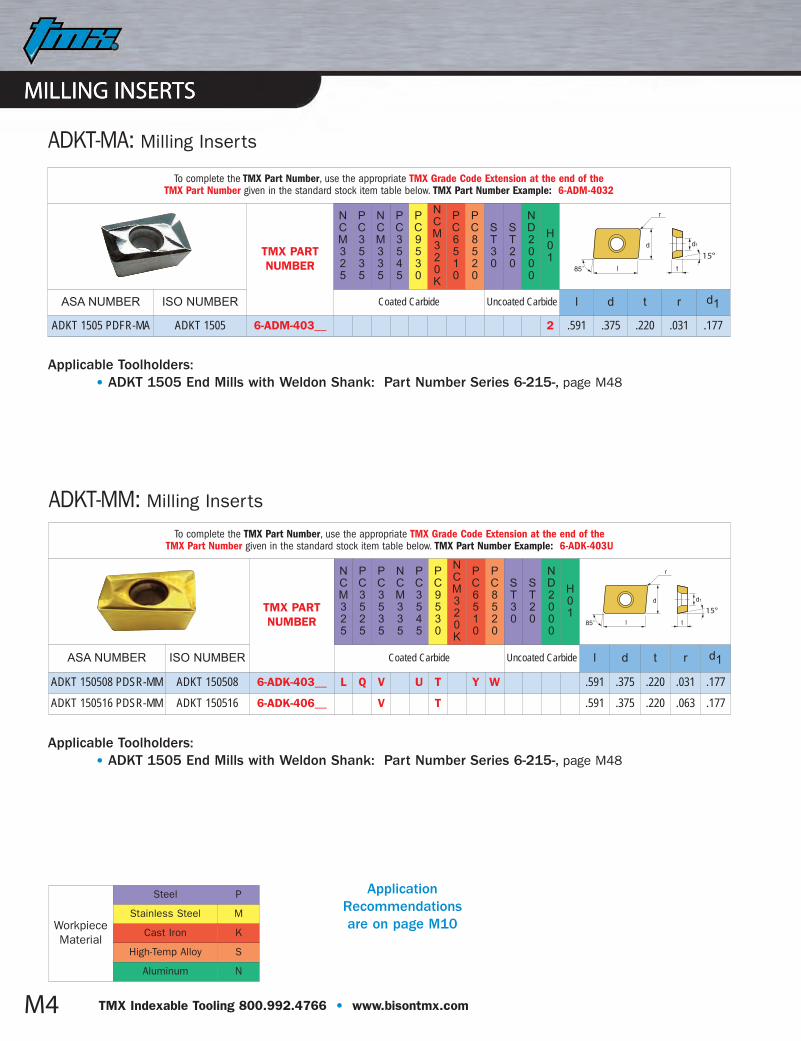
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-ADM-4032
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01 15°
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r d1
ADKT 1505 PDFR-MA ADKT 1505 6-ADM-403__ 2 .591 .375 .220 .031 .177
ADKT-MA: Milling Inserts
ADKT-MM: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-ADK-403U
TMX PARTNUMBER
NCM325
PC3525
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01 15°
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r d1
ADKT 150508 PDSR-MM ADKT 150508 6-ADK-403__ L Q V U T Y W .591 .375 .220 .031 .177
ADKT 150516 PDSR-MM ADKT 150516 6-ADK-406__ V T .591 .375 .220 .063 .177
Applicable Toolholders: • ADKT 1505 End Mills with Weldon Shank: Part Number Series 6-215-, page M48
Applicable Toolholders: • ADKT 1505 End Mills with Weldon Shank: Part Number Series 6-215-, page M48
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
ApplicationRecommendations are on page M10
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.comM4
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:23 AM Page M4

APKT-KH: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-APK-503V
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r d1
APKT 160408 PDSR-KH APKT 160408 6-APK-503__ L V .650 .376 .227 .031 .175
Applicable Toolholders: • APKT “TURBO” Face Mills: Part Number Series 6-955-, page M50• APXT/APKT 1604 End Mills with Weldon Shank: Part Number Series 6-116-, page M48• AMSA 3000S Alpha Mills: Part Number Series 6-016-, page M46• APKT End Mills with R8 Shank: Part Number Series 6-941-, page M49
APKT 1035-MA: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-APM-3023
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r d1
APKT 1035 PDFR-MA APKT 1035 6-APM-302__ 3 .407 .263 .120 .020 .173
APKT 1035 is compatible with Industry Standard AP_T1003
Applicable Toolholders: • AMSA 2000S Alpha Mills: Part Number Series 6-010-, page M46• APXT 1035/APKT 1003 End Mills with Weldon Shank: Part Number Series 6-110-, page M47
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
ApplicationRecommendations are on page M10
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.com M5
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:23 AM Page M5
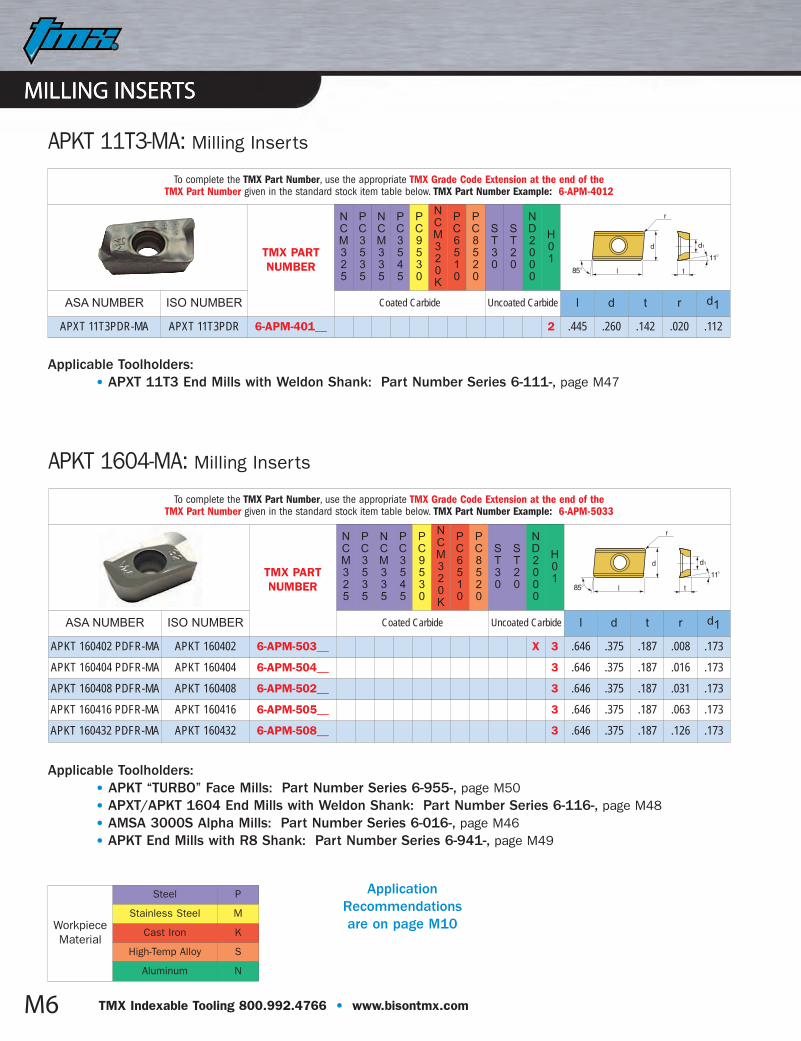
APKT 11T3-MA: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-APM-4012
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r d1
APXT 11T3PDR-MA APXT 11T3PDR 6-APM-401__ 2 .445 .260 .142 .020 .112
Applicable Toolholders: • APXT 11T3 End Mills with Weldon Shank: Part Number Series 6-111-, page M47
APKT 1604-MA: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-APM-5033
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r d1
APKT 160402 PDFR-MA APKT 160402 6-APM-503__ X 3 .646 .375 .187 .008 .173
APKT 160404 PDFR-MA APKT 160404 6-APM-504__ 3 .646 .375 .187 .016 .173
APKT 160408 PDFR-MA APKT 160408 6-APM-502__ 3 .646 .375 .187 .031 .173
APKT 160416 PDFR-MA APKT 160416 6-APM-505__ 3 .646 .375 .187 .063 .173
APKT 160432 PDFR-MA APKT 160432 6-APM-508__ 3 .646 .375 .187 .126 .173
Applicable Toolholders: • APKT “TURBO” Face Mills: Part Number Series 6-955-, page M50• APXT/APKT 1604 End Mills with Weldon Shank: Part Number Series 6-116-, page M48• AMSA 3000S Alpha Mills: Part Number Series 6-016-, page M46• APKT End Mills with R8 Shank: Part Number Series 6-941-, page M49
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
ApplicationRecommendations are on page M10
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.comM6
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:23 AM Page M6
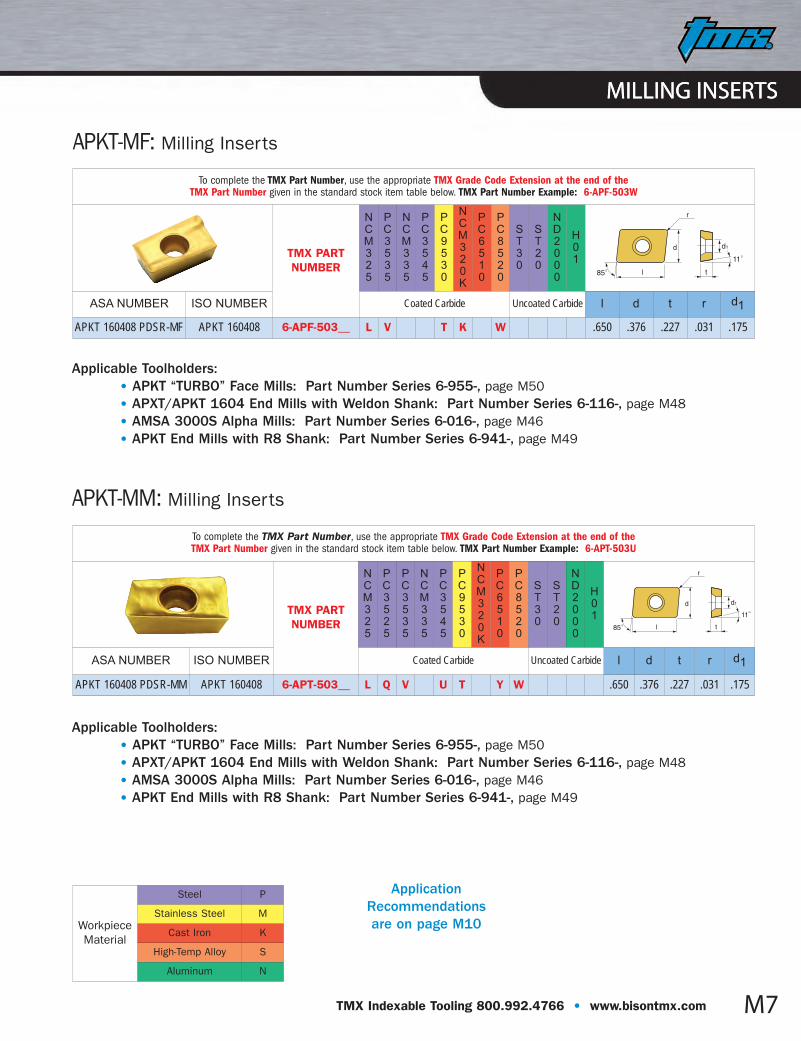
APKT-MF: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-APF-503W
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r d1
APKT 160408 PDSR-MF APKT 160408 6-APF-503__ L V T K W .650 .376 .227 .031 .175
Applicable Toolholders: • APKT “TURBO” Face Mills: Part Number Series 6-955-, page M50• APXT/APKT 1604 End Mills with Weldon Shank: Part Number Series 6-116-, page M48• AMSA 3000S Alpha Mills: Part Number Series 6-016-, page M46• APKT End Mills with R8 Shank: Part Number Series 6-941-, page M49
APKT-MM: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-APT-503U
TMX PARTNUMBER
NCM325
PC3525
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r d1
APKT 160408 PDSR-MM APKT 160408 6-APT-503__ L Q V U T Y W .650 .376 .227 .031 .175
Applicable Toolholders: • APKT “TURBO” Face Mills: Part Number Series 6-955-, page M50• APXT/APKT 1604 End Mills with Weldon Shank: Part Number Series 6-116-, page M48• AMSA 3000S Alpha Mills: Part Number Series 6-016-, page M46• APKT End Mills with R8 Shank: Part Number Series 6-941-, page M49
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
ApplicationRecommendations are on page M10
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.com M7
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:23 AM Page M7

APXT-MF: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-AXF-503W
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r d1
APXT 160408 PDSR-MF APXT 160408 6-AXF-503__ T W .650 .376 .227 .031 .175
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders: • APKT “TURBO” Face Mills: Part Number Series 6-955-, page M50• APXT/APKT 1604 End Mills with Weldon Shank: Part Number Series 6-116-, page M48• AMSA 3000S Alpha Mills: Part Number Series 6-016-, page M46• APKT End Mills with R8 Shank: Part Number Series 6-941-, page M49
APXT 1035-MM: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-APX-302V
TMX PARTNUMBER
NCM325
PC3525
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
G1 0
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r d1
APXT 1035 PDSR-MM APKT 1035 6-APX-302__ L Q V N U T Y W 5 2 .407 .263 .120 .020 .173
APXT 103508 PDSR-MM APXT 103508 6-APX-303__ V .407 .263 .120 .031 .173
APXT 103516 PDSR-MM APXT 103516 6-APX-306__ V .407 .263 .120 .062 .173
APKT 1035 is Compatible with Industry Standard AP_T1003Applicable Toolholders:
• AMSA 2000S Alpha Mills: Part Number Series 6-010-, page M46• APXT 1035/APKT 1003 End Mills with Weldon Shank: Part Number Series 6-110-, page M47
ApplicationRecommendations are on page M10
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.comM8
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:23 AM Page M8

APXT 11T3-MM: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-APX-401V
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r d1
APXT 11T3 PDSR-MM APXT 11T3 6-APX-401__ L V T .445 .260 .142 .020 .112
TMX Cutter Bodies Required for APXT 11T3Applicable Toolholders:
• APXT 11T3 End Mills with Weldon Shank: Part Number Series 6-111-, page M47
APXT 1604-MM: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-APX-503V
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC230
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r d1
APXT 160408 PDSR-MM APXT 160408 6-APX-503__ L V N M T Y W .650 .376 .227 .031 .175
APXT 160416 PDSR-MM APXT 160416 6-APX-505__ L V M T .650 .376 .227 .063 .175
APXT 160432R PDSR-MM APXT 160432 6-APX-507__ L V T Y .650 .376 .227 .126 .175
APXT 160432L PDSR-MM APXT 160432L 6-APX-507L__ V .650 .376 .227 .126 .175
Applicable Toolholders: • APKT “TURBO” Face Mills: Part Number Series 6-955-, page M50• APXT/APKT 1604 End Mills with Weldon Shank: Part Number Series 6-116-, page M48• AMSA 3000S Alpha Mills: Part Number Series 6-016-, page M46• APKT End Mills with R8 Shank: Part Number Series 6-941-, page M49
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
ApplicationRecommendations are on page M10
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.com M9
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:23 AM Page M9

Application Recommendations
WorkpieceMaterial
Cutter Bodies Under .75" Diameter Cutter Bodies .75" Diameter and LargerGrade
TMX GradeCodeV (sfm) fz (ipt) V (sfm) fz (ipt)
P
500~1,000 .001~.004 500~1,000 .004~.008 NCM325 L
500~800 .001~.004 500~800 .004~.010 PC3535 V
400~800 .001~.004 400~800 .004~.010 NCM335 N
300~500 .001~.004 300~500 .004~.010 PC3545 U
230~590 .001~.004 230~590 .002~.008 ST30 5
225~600 .001~.004 225~600 .002~.006 ST20 6
250~700 .001~.004 250~700 .001~.005 ST10 7
T 170~660 .001~.003 170~660 .002~.008 PC9530 T
K500~820 .001~.004 500~820 .004~.010 NCM320K K
500~800 .001~.004 500~800 .004~.010 PC6510 Y
S 100~260 .001~.003 100~260 .002~.008 PC8520 W
N 900~2,700 .002~.006 900~2,700 .004~.012 H01 2
Application Recommendations: for inserts on pages M4 thru M9ADKT-MA, ADKT-MM, APKT-KH, APKT 1035-MA, APKT 11T3-MA, APKT 1604-MA, APKT-MF, APKT-MM, APXT-MF, APXT 1035-MM, APXT 11T3-MM and APXT 1604-MM
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.comM10
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:23 AM Page M10

WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
ApplicationRecommendations are on page M13
OFCN: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-OFN-070U
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r
OFCN 070408SN OFCN 070408SN 6-OFN-070__ L V U Y .291 .709 .187 .031
OFCW: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-OFW-05TL
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r d1
OFCW 05T3SN OFCW 05T3SN 6-OFW-05T__ L .200 .500 .156 .020 .173
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.com M11
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:23 AM Page M11

OFKR-MA, MM: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-OFR-0703
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC230
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r
OFKR 070FN-MA OFKR 0704FN-MA 6-OFR-070__ 3 .291 .709 .187 .031
OFKR 070408SN-MM OFKR 070408SN-MM 6-OFR-070__ L V M .291 .709 .187 .031
OFKT-MA, MM: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-OFT-05TV
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01 5
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r d1
OFKT 05T3SN-MM OFKT 05T3SN-MM 6-OFT-05T__ L V N T .205 .500 .156 .020 .173
OFKT 0704SN-MM OFKT 0704SN-MM 6-OFT-070__ L Y .291 .709 .187 .020 .228
OFKT 0704FN-MA OFKT 0704FN-MA 6-OFT-070__ 3 .291 .709 .187 .020 .228
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
ApplicationRecommendations are on page M13
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.comM12
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:23 AM Page M12

Application Recommendations
WorkpieceMaterial
Cutter Bodies Under .75" Diameter Cutter Bodies .75" Diameter and LargerGrade
TMX GradeCodeV (sfm) fz (ipt) V (sfm) fz (ipt)
P
500~1,000 .002~.006 500~1,000 .006~.012 NCM325 L
500~800 .002~.006 500~800 .006~.015 PC3535 V
400~800 .002~.006 400~800 .006~.015 NCM335 N
300~500 .002~.006 300~500 .006~.015 PC3545 U
230~590 .002~.006 230~590 .003~.012 ST30 5
225~600 .002~.006 225~600 .003~.009 ST20 6
T 170~660 .002~.005 170~660 .003~.012 PC9530 T
K500~820 .002~.006 500~820 .006~.015 NCM320K K
500~800 .002~.006 500~800 .006~.015 PC6510 Y
S 100~260 .002~.005 100~260 .003~.012 PC8520 W
N 900~2,700 .003~.009 900~2,700 .006~.018 H01 3
Application Recommendations: for inserts on pages M11 and M12OFCN, OFCW, OFKR-MA, OFKR-MM, OFKT-MA, OFKT-MM
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.com M13
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:24 AM Page M13
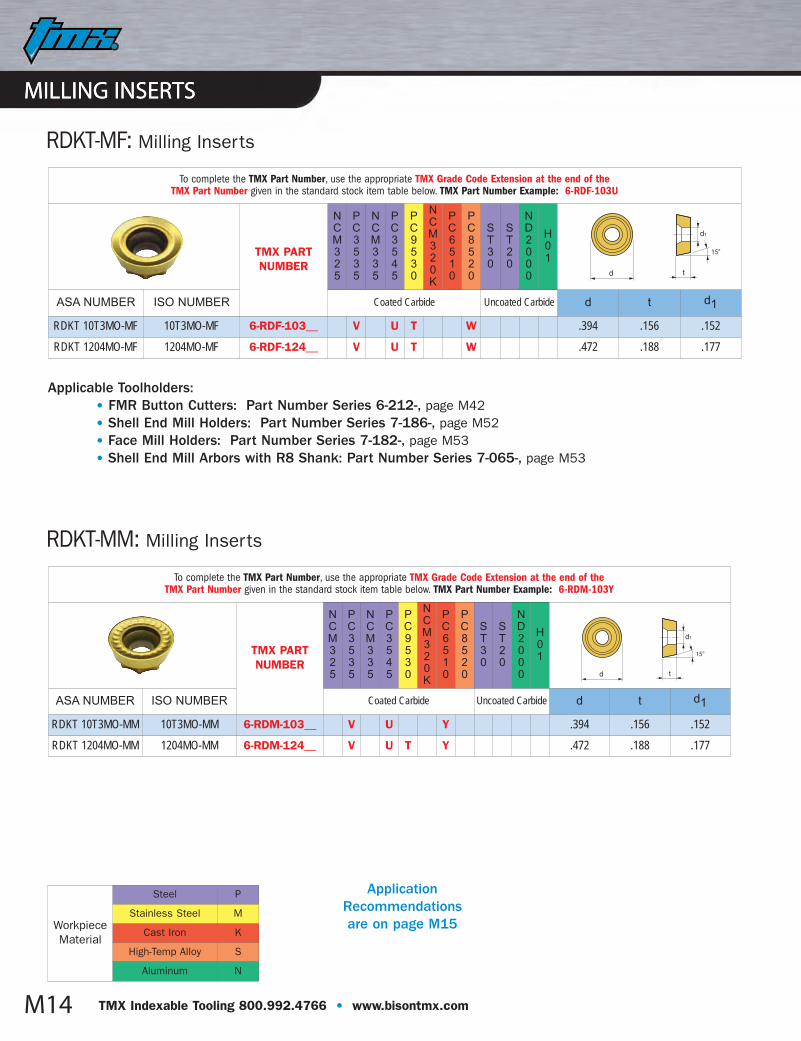
RDKT-MF: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-RDF-103U
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01
15°
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide d t d1
RDKT 10T3MO-MF 10T3MO-MF 6-RDF-103__ V U T W .394 .156 .152
RDKT 1204MO-MF 1204MO-MF 6-RDF-124__ V U T W .472 .188 .177
Applicable Toolholders: • FMR Button Cutters: Part Number Series 6-212-, page M42• Shell End Mill Holders: Part Number Series 7-186-, page M52• Face Mill Holders: Part Number Series 7-182-, page M53• Shell End Mill Arbors with R8 Shank: Part Number Series 7-065-, page M53
RDKT-MM: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-RDM-103Y
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01 15°
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide d t d1
RDKT 10T3MO-MM 10T3MO-MM 6-RDM-103__ V U Y .394 .156 .152
RDKT 1204MO-MM 1204MO-MM 6-RDM-124__ V U T Y .472 .188 .177
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
ApplicationRecommendations are on page M15
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.comM14
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:24 AM Page M14
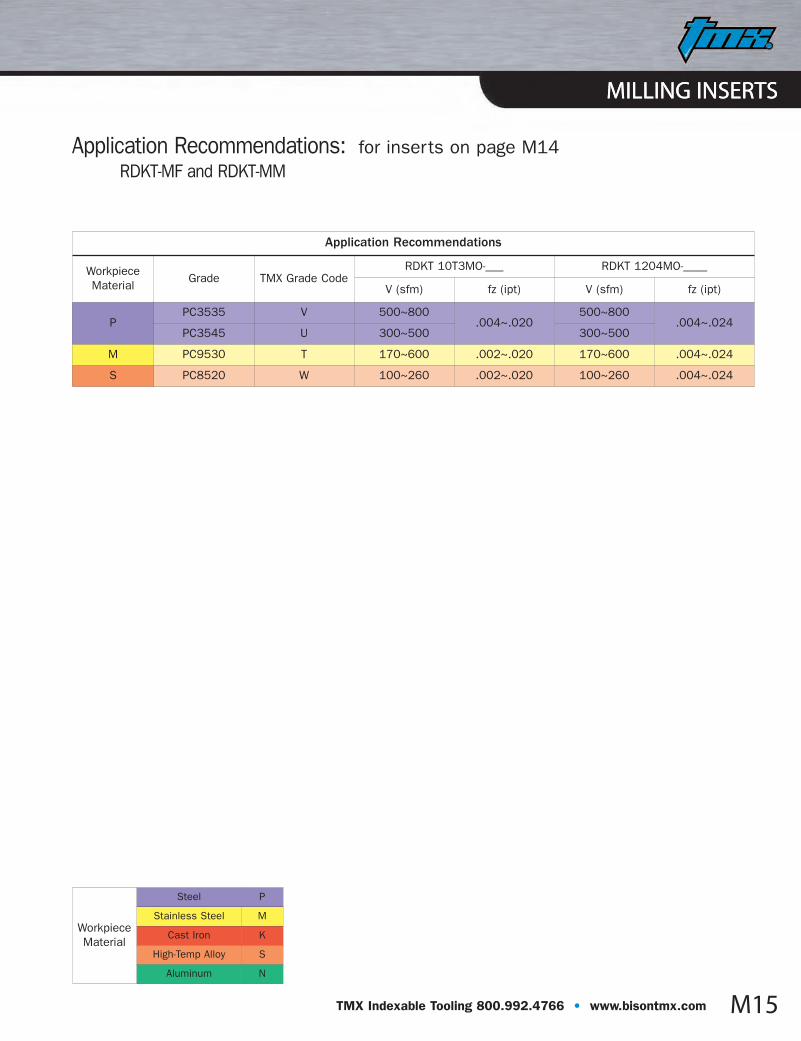
Application Recommendations
WorkpieceMaterial
Grade TMX Grade CodeRDKT 10T3MO-___ RDKT 1204MO-____
V (sfm) fz (ipt) V (sfm) fz (ipt)
PPC3535 V 500~800
.004~.020500~800
.004~.024PC3545 U 300~500 300~500
M PC9530 T 170~600 .002~.020 170~600 .004~.024
S PC8520 W 100~260 .002~.020 100~260 .004~.024
Application Recommendations: for inserts on page M14RDKT-MF and RDKT-MM
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.com M15
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:24 AM Page M15

RPHT: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-RPT-08ML
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide d t d1
RPHT 0803MO RPHT 0803MO 6-RPT-08M__ L .312 .125 .135
RPMM: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-RPM-43A5
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide d t d1
RPMM 120400ENN 120400ENN 6-RPM-43A__ L 5 .500 .188 .216
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.comM16
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:24 AM Page M16

SDET-MA: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SDE-A094W
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r a d1
SDET 09M402R-MA 09M402R-MA 6-SDE-A094__ 2 .375 .375 .157 .020 .047 .157
Applicable Toolholders: • FMPSA 90 Degree Face Mills with Weldon Shank: Part Number Series 6-211-, page M45• FMPCA 90 Degree Face Mills with Arbor Mount: Part Number Series 6-211-, page M44• Face Mill Holders: Part Number Series 7-182-, page M53• Shell End Mills with R8 Shank: Part Number Series 7-186-, page M52• Shell End Mill Arbors with R8 Shank: Part Number Series 7-065-, page M53
SDMT: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SDM-322L
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r d1
SDMT 322 090308 6-SDM-322__ L .375 .375 .125 .031 .173
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.com M17
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:24 AM Page M17

SDXT-MF, MM: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SDX-F0945W
TMX PART NUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r a d1
SDXT 09M405R-MF 09M405R-MF 6-SDX-F0945__ T W .375 .375 .157 .020 .047 .157
SDXT 130508R-MF 130508R-MF 6-SDX-F1358__ T W .531 .531 .219 .031 .087 .219
SDXT 09M405R-MM 09M405R-MM 6-SDX-M0945__ V U T Y .375 .375 .157 .020 .047 .157
SDXT 130508R-MM 130508R-MM 6-SDX-M1358__ V U T Y .531 .531 .219 .031 .087 .219
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders: • FMPSA 90 Degree Face Mills with Weldon Shank: Part Number Series 6-211-, page M45• FMPCA 90 Degree Face Mills with Arbor Mount: Part Number Series 6-211-, page M44• Face Mill Holders: Part Number Series 7-182-, page M53 • Shell End Mills with R8 Shank: Part Number Series 7-186-, page M52• Shell End Mill Arbors with R8 Shank: Part Number Series 7-065-, page M53
SEAN / SECN: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SEA-42A6
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC130
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
G10 20
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t a
SEAN 42AFN SEAN 1203 6-SEA-42A__ 6 2 .500 .500 .125 .091
SECN 42AFTN SECN 1204 6-SEC-42A__ L V N T Y 5 2 .500 .500 .125 .091
SECN 53AFN SECN 1504 6-SEC-53A__ L V .625 .625 .188 .094
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.comM18
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:24 AM Page M18
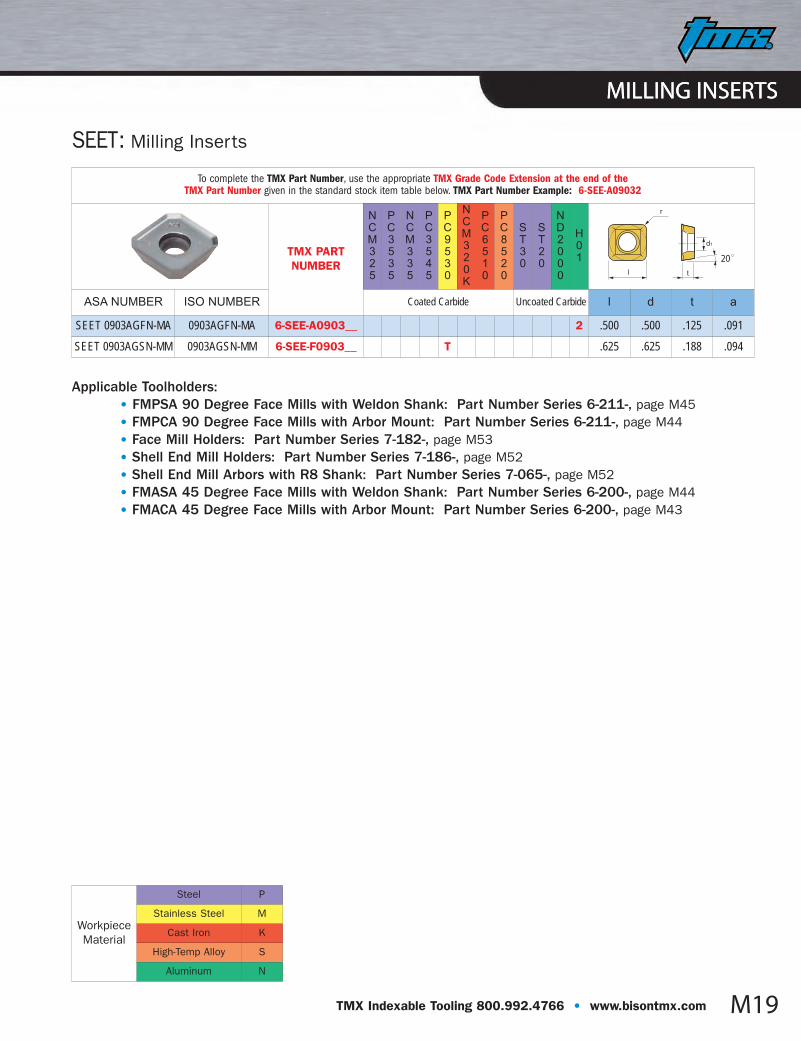
SEET: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SEE-A09032
TMX PART NUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01 20
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t a
SEET 0903AGFN-MA 0903AGFN-MA 6-SEE-A0903__ 2 .500 .500 .125 .091
SEET 0903AGSN-MM 0903AGSN-MM 6-SEE-F0903__ T .625 .625 .188 .094
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders: • FMPSA 90 Degree Face Mills with Weldon Shank: Part Number Series 6-211-, page M45• FMPCA 90 Degree Face Mills with Arbor Mount: Part Number Series 6-211-, page M44• Face Mill Holders: Part Number Series 7-182-, page M53• Shell End Mill Holders: Part Number Series 7-186-, page M52• Shell End Mill Arbors with R8 Shank: Part Number Series 7-065-, page M52• FMASA 45 Degree Face Mills with Weldon Shank: Part Number Series 6-200-, page M44• FMACA 45 Degree Face Mills with Arbor Mount: Part Number Series 6-200-, page M43
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.com M19
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:24 AM Page M19

SEHT-X45: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SEH-43TL
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
G10 20
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t a
SEHT 43 AFTN-X45 43 AFTN-X45 6-SEH-43T__ L V 5 2 .500 .500 .188 .105
SEHT-X83: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SEG-43T2
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01 20
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t a
SEHT 43 AFFN-X83 43 AFFN-X83 6-SEG-43T__ 2 .500 .500 .188 .105
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.comM20
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:24 AM Page M20

SEKR-MX: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SER-42AL
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t a
SEKR 42 AFSN-MX SEKR 1203 6-SER-42A__ L V N T .500 .500 .125 .091
SEKR 43 AFSN-MX SEKR 1204 6-SER-43A__ V .500 .500 .188 .091
SEKR 53 AFSN-MX SEKR 1504 6-SER-53A__ L .625 .625 .188 .091
SEKN: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SEK-42A6
TMX PART NUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
NC6510
PC8520
ST30
ST20
ND2000
G10 20
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t a
SEKN 42AFN SEKN 42AFN 6-SEK-42A__ 6 2 .500 .500 .125 .091
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.com M21
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:24 AM Page M21

SEKT: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SET-13A2
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01 20
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t a
SEKT 13T3 AFGN-X225 SEKT 13T3 AFGN-X225 6-SET-13A__ 2 .528 .528 .156 .060
SEKT 13T3 AGN-X142 SEKT 13T3 AGN-X142 6-SET-13H__ V U .528 .528 .156 .060
SEKT 13T3 AGSN-X200 SEKT 13T3 AGSN-X200 6-SET-13L__ V .528 .528 .156 .060
SEKT 13T3 AGN-X155 SEKT 13T3 AGN-X155 6-SET-13M__ V U T Y W .528 .528 .156 .060
Recommended Cutting Conditions
WorkpieceMaterial
GradeTMX
GradeCode
X200 X155 X142 X225
V (sfm) fz (ipt) V (sfm) fz (ipt) V (sfm) fz (ipt) V (sfm) fz (ipt)
PPC3535 V 600~990 .002~.008 500~990 .004~.012 500~990 .004~.012 - -
PC3545 U 300~500 .004~.010 300~500 .004~.014 300~500 .005~.016 - -
M PC9530 T 200~600 .002~.006 200~600 .004~.010 200~600 .004~.010 - -
K PC6510 Y 500~800 .002~.008 500~800 .004~.012 400~700 .004~.016 - -
AL H01 2 - - - - - - 1150~3280 .004~.014
S PC8520 W 50~200 .002~.006 50~200 .004~.008 - - - -
Application ChipbreakerTMX PartNumber
Cutting EdgeShape
Chipbreaker Features
Finish X200 6-SET-13L__Finish chipbreaker / Edge prepRecommended for materials prone to built up edge, like some stainless steels, titanium and high temperature alloys
Medium X155 6-SET-13M__Medium chipbreaker / Edge prepRecommended for all purpose cutting
Roughing X142 6-SET-13H__Roughing chipbreaker / Edge prepFor aggressive feeds and depths of cut
Aluminum X225 6-SET-13A__Engineered for AluminumDead sharp edge is also useful on very soft steels and gummy material
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.comM22
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:24 AM Page M22

SEXT-MF: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SXX-F144W
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01 20
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r d1
SEXT 0903AGSN-MF 0903AGSN-MF 6-SXX-F0903__ W .375 .375 .125 .083 .134
SEXT 14M4AGSN-MF 14M4AGSN-MF 6-SXX-F144__ W .551 .551 .157 .104 .173
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
SEXT-MM: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SXX-F144W
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01 20
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r d1
SEXT 0903AGSN-MM 0903AGSN-MM 6-SXX-M0903__ V Y .375 .375 .125 .083 .134
SEXT 14M4AGSN-MM 14M4AGSN-MM 6-SXX-M144__ V U T Y .551 .551 .157 .104 .173
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.com M23
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:24 AM Page M23

SEXT-MR: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SXX-F144W
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01 20
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r d1
SEXT 14M4AGSN-MR 14M4AGSN-MR 6-SXX-R144__ U .551 .551 .157 .104 .173
SFKN: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SFT-12T3V
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t a
SFKN 42.5AZTN SFKN 12T3AZTN 6-SFT-12T3__ V .500 .500 .156 .087
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.comM24
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:24 AM Page M24

SPCN / SPKN: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SPK-42RB
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM310K
PC6510
PC8520
ST30
ST20
ND2000
G10 11°
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t a b
SPCN 42EDR SPCN 1203 6-SPC-42R__ B .500 .500 .125 .055 .039
SPKN 42EDL SPKN 1203 6-SPK-42L__ L 6 2 .500 .500 .125 .055 .039
SPKN 42ED-R SPKN 1203 6-SPK-42R__ L 6 .500 .500 .125 .055 .039
SPKN 53ED-L SPKN 1504 6-SPK-53L__ L 6 2 .625 .625 .188 .055 .039
SPKN 53ED-R SPKN 1504 6-SPK-53R__ L 6 2 .625 .625 .188 .055 .039
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
SPMT: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SPM-050V
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM310K
PC6510
PC8520
ST30
ST20
ND2000
G10 11°
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r
SPMT 050203-DM SPMT 050203-DM 6-SPM-050__ V T 0.197 0.197 0.079 0.012
SPMT 060204-DM SPMT 060204-DM 6-SPM-060__ V T 0.236 0.236 0.079 0.016
SPMT 070203-DM SPMT 070203-DM 6-SPM-070__ V T 0.276 0.276 0.079 0.012
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.com M25
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:24 AM Page M25
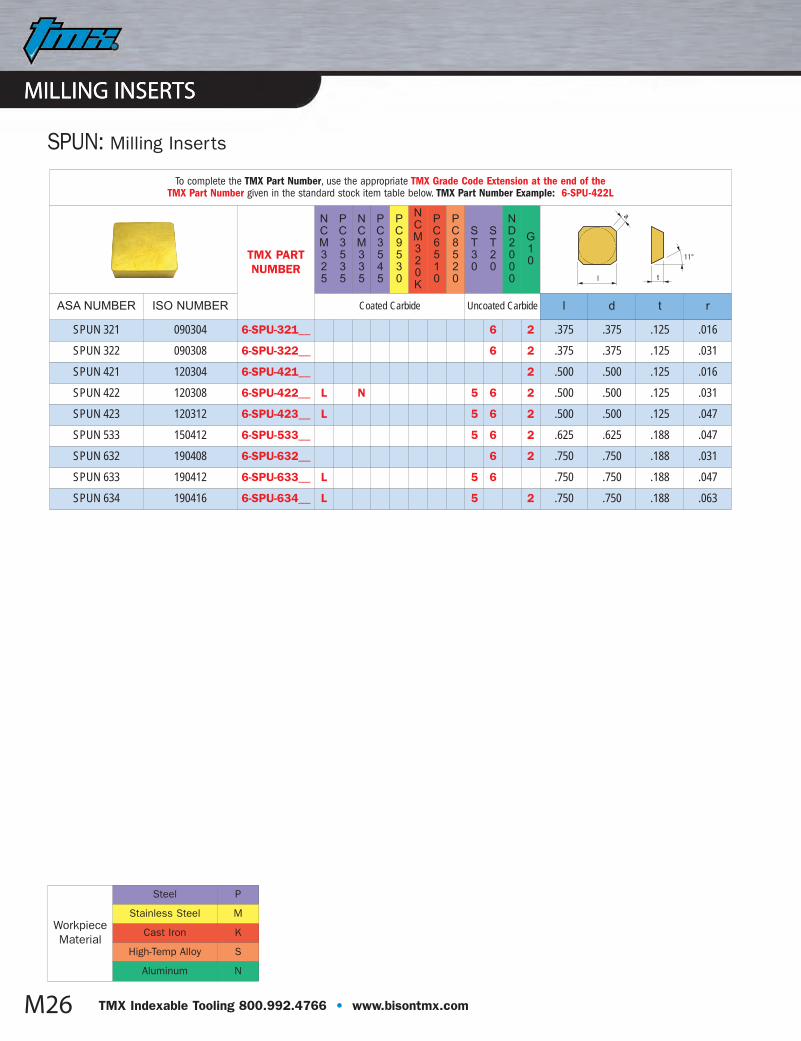
SPUN: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SPU-422L
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
G10 11°
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r
SPUN 321 090304 6-SPU-321__ 6 2 .375 .375 .125 .016
SPUN 322 090308 6-SPU-322__ 6 2 .375 .375 .125 .031
SPUN 421 120304 6-SPU-421__ 2 .500 .500 .125 .016
SPUN 422 120308 6-SPU-422__ L N 5 6 2 .500 .500 .125 .031
SPUN 423 120312 6-SPU-423__ L 5 6 2 .500 .500 .125 .047
SPUN 533 150412 6-SPU-533__ 5 6 2 .625 .625 .188 .047
SPUN 632 190408 6-SPU-632__ 6 2 .750 .750 .188 .031
SPUN 633 190412 6-SPU-633__ L 5 6 .750 .750 .188 .047
SPUN 634 190416 6-SPU-634__ L 5 2 .750 .750 .188 .063
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.comM26
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:25 AM Page M26

TPCN: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-TPK-32RL
TMX PARTNUMBER
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
G10
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t a b
TPCN 32PPR TPCN 32PPR 6-TPK-32R__ L 6 2 .649 .375 .125 .047 .039-.047
TPCN 43PDR TPCN 43PDR 6-TPK-43D__ 5 .866 .500 .188 .050-.055 .028-.050
TPCN 43PPR TPCN 43PPR 6-TPK-43R__ L 5 6 2 .866 .500 .188 .050-.055 .028-.050
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
TDGW: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-TDW-215L
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
G10 15°
ISO NUMBERTMX PART NUMBER
Coated Carbide Uncoated Carbide l d t a b
TDGW 21.51E 6-TDW-215__ L 5 2 .433 .250 .125 .028 .028
TDGW 321E 6-TDW-321__ L 5 2 .650 .375 .125 .047 .039-.047
TDGW 432E 6-TDW-432__ L 5 2 .866 .500 .188 .050-.055 .028-.050
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.com M27
Applicable Toolholders: • TDGW End Mills: Part Number Series 6-945-, page M51
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:25 AM Page M27
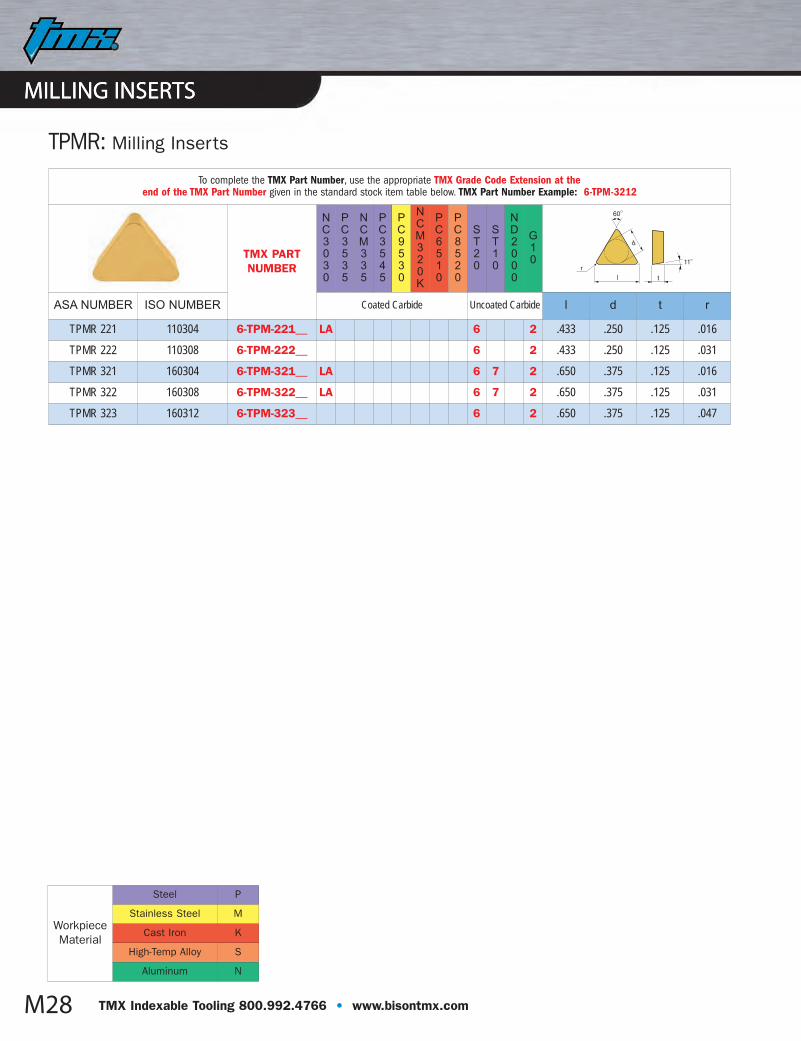
TPMR: Milling Inserts
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-TPM-3212
TMX PARTNUMBER
NC3030
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST20
ST10
ND2000
G10
ASA NUMBER ISO NUMBER Coated Carbide Uncoated Carbide l d t r
TPMR 221 110304 6-TPM-221__ LA 6 2 .433 .250 .125 .016
TPMR 222 110308 6-TPM-222__ 6 2 .433 .250 .125 .031
TPMR 321 160304 6-TPM-321__ LA 6 7 2 .650 .375 .125 .016
TPMR 322 160308 6-TPM-322__ LA 6 7 2 .650 .375 .125 .031
TPMR 323 160312 6-TPM-323__ 6 2 .650 .375 .125 .047
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.comM28
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:25 AM Page M28

WDKT-MH: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-WDK-0816T
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
G10 15°
ISO NUMBER TMX PART NUMBER Coated Carbide Uncoated Carbide d t f r d1
WDKT 080316ZDSR-MH 6-WDK-0816__ V U T Y W .315 .125 .047 .063 .130
WDKT 10T320ZDSR-MH 6-WDK-1020__ V U T Y W .394 .156 .059 .079 .169
WDKT 130520ZDSR-MH 6-WDK-1320__ V U T Y W .531 .219 .083 .079 .219
WDKT 150625ZDSR-MH 6-WDK-1530__ V U T Y W .591 .250 .138 .098 .219
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders: • HRMS 08_10 End Mills: Part Number Series 6-555-, page M38• HRMS 13_15 End Mills: Part Number Series 6-555-, page M39• Face Mill Holders: Part Number Series 7-182-, page M53• Shell End Mill Holders: Part Number Series 7-186-, page M52• Shell End Mill Arbors with R8 Shank: Part Number Series 7-065-, page M53
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.com M29
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:25 AM Page M29

WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
XEKT-MA: Milling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-XEK-19043
NCM325
PC3535
NCM335
PC3545
PC9530
NCM320K
PC6510
PC8520
ST30
ST20
ND2000
H01
ISO NUMBER TMX PART NUMBER Coated Carbide Uncoated Carbide l l2 l1 t r d2
XEKT 19M504FR-MA 6-XEK-1904__ 3 .709 .646 .055 .197 .016 .069
XEKT 19M508FR-MA 6-XEK-1908__ 3 .709 .646 .039 .197 .031 .069
XEKT 19M516FR-MA 6-XEK-1916__ 3 .689 .646 .039 .197 .111 .069
XEKT 19M532FR-MA 6-XEK-1932__ 3 .669 .646 .039 .197 .355 .069
Applicable Toolholders: • PRO-X Mills: Part Number Series 6-556-, page M41
MILLING INSERTSMILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.comM30
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:25 AM Page M30

M31TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MILLING TECH REFERENCE
Grade Descriptions
Workpiece P M K S
Cutting Condition High MediumSpeed Speed
LowSpeed
Intermittent &Heavy Duty
High MediumSpeed Speed
LowSpeed
High MediumSpeed Speed
LowSpeed
ISO P01 P10 P20 P30 P40 P50 M10 M20 M30 M40 K01 K10 K20 K30 K40 S10 S20
Coated Carbide
Uncoated Carbide
NCM325
NCM335
PC3535
PC3545
ST10
ST20
ST30H01
G10
PC8520PC9530
NCM310K
PC6510
NCM320K
NEWNEW
Selection of TMX Grades for Milling
PVD Coated PC8000 Series:• Applications in Ni and Co heat-resistant alloys.• Resists wear, notching, and built-up edge.• Excellent chemical stability.
PVD Coated PC3000 and PC9000 Series:• Excellent thermal stability.• Tough and wear resistant in a broad range of speeds. • Wide range of applications such as finishing, semi-roughing,
roughing, and interrupted cutting of carbon, alloy and stainless steels.
CVD Coated NC3000 Series:• High performance cutting efficiency.• 2–3 times the wear resistance of C7 carbide with the
toughness of C6 carbide.• Excellent performance in wet cutting conditions due to high
resistance to thermal cracking.• Superior resistance for plastic deformation and built-up-edge.
CVD Coated NC6000 Series:• Grade incorporates a wear resistant film and tough carbide.• A layered coating that facilitates lubricity and the monitoring
of wear.• Applications in cast iron.
Special Features of TMX Coated Carbide
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:25 AM Page M31

TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Features of TMX Coated CarbideAlumina Layer (A�2O3)• Excellent wear resistance at high cutting speeds.• Thermal stability and oxidation resistant properties deliver consistent
hardness at extreme temperatures.
Titanium Carbon Layer (TiC) • Excellent wear resistance at medium to low cutting speeds.• Excellent adhesion with carbide substrate
Titanium Carbonitride Layer (TiCN)• Enhances wear resistance and toughness.
Titanium Aluminum Nitride Layer (TiAlN)• Excellent heat and wear resistance for cutting at high speeds.• Exceptional performance for rough and interrupted cutting applications
for carbon, alloy and stainless steels.
Titanium-Nitride Layer (TiN)• Excellent oxidation resistance at high temperatures.• Thermal shock resistant property ensures consistent performance in
milling applications.
Wear Resistance
Flank Wear
Work PieceSAE1045d : 0.06inchf : 0.008iprt : 9min
Cutting Speed
*AISI : American Iron and Steel Institute
MILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.comM32
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:25 AM Page M32
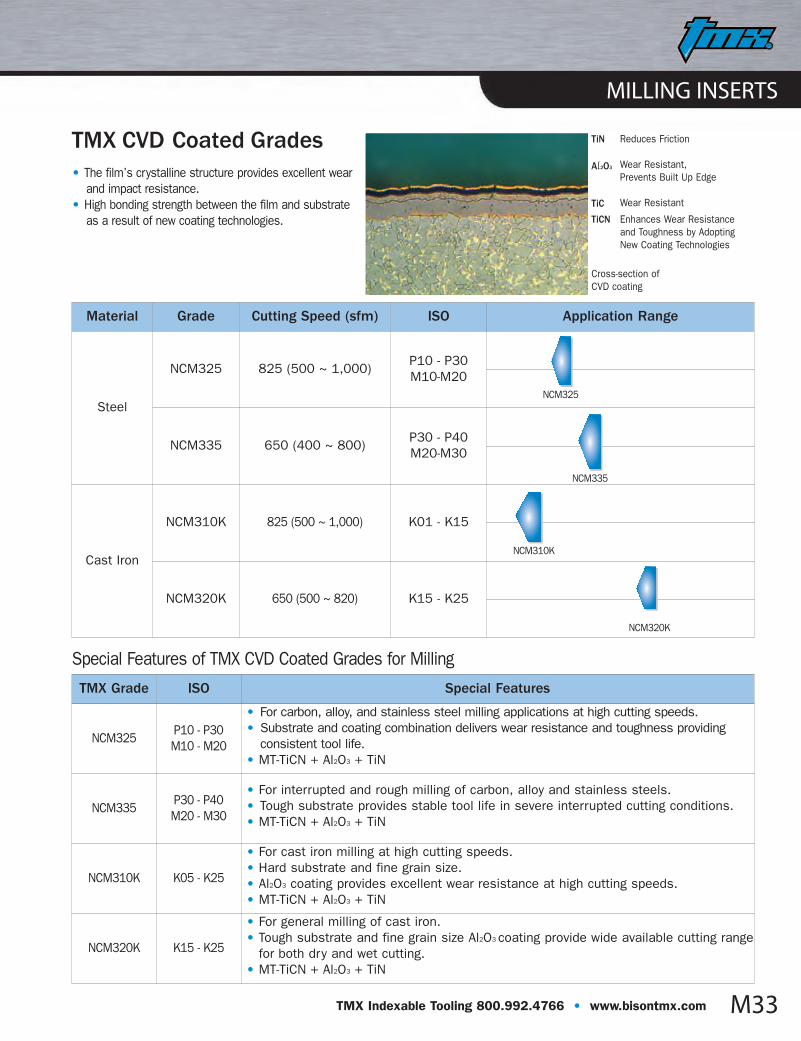
Material Grade Cutting Speed (sfm) ISO Application Range
Steel
NCM325 825 (500 ~ 1,000)P10 - P30M10-M20
NCM335 650 (400 ~ 800)P30 - P40M20-M30
Cast Iron
NCM310K 825 (500 ~ 1,000) K01 - K15
NCM320K 650 (500 ~ 820) K15 - K25
NCM310K
NCM325
NCM335
NCM320K
TMX Grade ISO Special Features
NCM325P10 - P30 M10 - M20
• For carbon, alloy, and stainless steel milling applications at high cutting speeds.• Substrate and coating combination delivers wear resistance and toughness providing
consistent tool life.• MT-TiCN + Al2O3 + TiN
NCM335P30 - P40M20 - M30
• For interrupted and rough milling of carbon, alloy and stainless steels.• Tough substrate provides stable tool life in severe interrupted cutting conditions. • MT-TiCN + Al2O3 + TiN
NCM310K K05 - K25
• For cast iron milling at high cutting speeds.• Hard substrate and fine grain size.• Al2O3 coating provides excellent wear resistance at high cutting speeds.• MT-TiCN + Al2O3 + TiN
NCM320K K15 - K25
• For general milling of cast iron.• Tough substrate and fine grain size Al2O3 coating provide wide available cutting range
for both dry and wet cutting.• MT-TiCN + Al2O3 + TiN
TMX CVD Coated Grades• The film’s crystalline structure provides excellent wear
and impact resistance.• High bonding strength between the film and substrate
as a result of new coating technologies.
TiN
A�2O3
TiC
TiCN
Reduces Friction
Wear Resistant, Prevents Built Up Edge
Wear Resistant
Enhances Wear Resistance and Toughness by Adopting New Coating Technologies
Cross-section ofCVD coating
Special Features of TMX CVD Coated Grades for Milling
MILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.com M33
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:25 AM Page M33

Grade Selection
TMX Grade ISO Special Features
PC3535 P25 - P40• Designed for milling steel.• Tough substrate with Nano-TiAlN coating provides excellent wear resistance and toughness.• Nano-TiAlN coating.
PC9530 M20 - M40• For medium to rough stainless steel milling.• Tough sub-micron substrate provides excellent high speed cutting performance.• TiAlN coating.
NEW
Material Coating Grade Cutting Speed (sfm) ISO Application Range
Steel TiAlN PC3535 650 (500 ~ 800)
P20
P30
P40
StainlessSteel
TiAlN PC9530 420 (170 ~ 660)
M20
M30
M40
PC3535
PC9530
TMX PVD Coated Grades for Milling
• PVD is a thin coating applied at a low temperature resulting in greater edge strength when compared to other processes. The thin coating also helps maintain cutting edge sharpness.
• PVD coated carbide typically last 2~4 times longer than uncoated carbide cutting tools.• The titanium base can machine excellent surface finishes and hold close tolerances
due to the low affinity to the work piece materials.
Cross-section view of PVD coating
Special Features of TMX PVD Coated Grades for Milling
MILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.comM34
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:25 AM Page M34
TMX’s Newest Grade for Stainless Steel Machining
PC9530, stainless steel milling at low to medium cutting speeds
• Tough ultra-fine carbide substrate for rough or interrupted cuts.• PVD coated for better tool life in stainless and Ni-Cr steels.• PVD coated for enhanced chipping and adhesion resistance during machining
of ductile materials.• Unique geometries improve surface finishes and limit burring.
NEW
MILLING TECH REFERENCE
TMX Indexable Tooling 800.992.4766 • www.bisontmx.com M35
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:25 AM Page M35

Shape Special Features
MXApplication: General Milling
. Excellent heat resistance.
Recommended Cutting ConditionsV = 500 ~ 825 sfmf = 0.004 ~ 0.012 ipt
MF Application: Finish Milling. Special design for light cutting of gummy materials like stainless steel. . Provides fine surface finishes and longer tool life.
Recommended Cutting ConditionsV = 500 ~ 990 sfmf = 0.002 ~ 0.008 ipt
MMApplication: Medium Milling. All purpose chipbreaker design.
Recommended Cutting ConditionsV = 500 ~ 825 sfmf = 0.002 ~ 0.012 ipt
MRApplication: Roughing
. Tough cutting edge provides stable and consistent cutting performance, even in severe intermittent cutting conditions.
Recommended Cutting ConditionsV = 500 ~ 825 sfmf = 0.004 ~ 0.012 ipt
MA Application: Aluminum Milling. Suitable design for aluminum machining. Sharp, ground cutting edge and mirror-finished face prevents built up edge
Recommended Cutting ConditionsV = 990 ~ 3300 sfmf = 0.004 ~ 0.014 ipt
KHApplication: Roughing
. Tough cutting edge provides stable and consistent cutting performance, even in severe intermittent cutting conditions.
Recommended Cutting ConditionsV = 500 ~ 825 sfmf = 0.004 ~ 0.012 ipt
X45Application: Medium Milling. All purpose chipbreaker design.
Recommended Cutting ConditionsV = 500 ~ 825 sfmf = 0.002 ~ 0.012 ipt
X83 Application: Aluminum Milling. Suitable design for aluminum machining. Sharp, ground cutting edge and mirror-finished face prevents built up edge
Recommended Cutting ConditionsV = 990 ~ 3300 sfmf = 0.004 ~ 0.014 ipt
“MX”
Ser
ies
“Fut
ure
Nill
”Ser
ies
TMX Chipbreakers
“KH
”Ser
ies
“X”
Ser
ies
MILLING INSERTS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.comM36
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:25 AM Page M36
TMX Indexable Tooling 800.992.4766 • www.bisontmx.com M37
NO
TES
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:25 AM Page M37
MILLING TOOLS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.comM38
TMX Part
NumberType
HRMSA High
Feed End Mill
Weldon Shank,
Coolant Thru
Dimensions (inch)
ØD L Ød
l1
(depth
of cut)
l2
Axial
depth
(max
depth of
cut)
Teeth
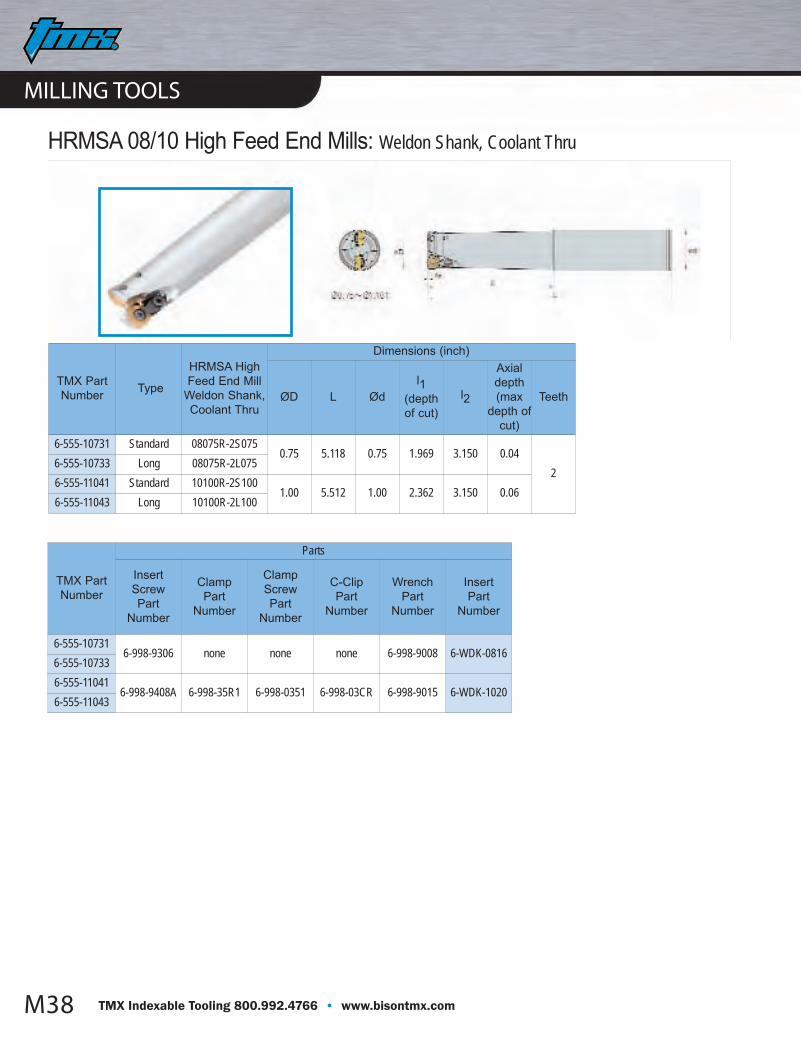
6-555-10731 Standard 08075R-2S0750.75 5.118 0.75 1.969 3.150 0.04
26-555-10733 Long 08075R-2L075
6-555-11041 Standard 10100R-2S1001.00 5.512 1.00 2.362 3.150 0.06
6-555-11043 Long 10100R-2L100
HRMSA 08/10 High Feed End Mills: Weldon Shank, Coolant Thru
TMX Part
Number
Parts
Insert
Screw
Part
Number
Clamp
Part
Number
Clamp
Screw
Part
Number
C-Clip
Part
Number
Wrench
Part
Number
Insert
Part
Number
6-555-107316-998-9306 none none none 6-998-9008 6-WDK-0816
6-555-10733
6-555-110416-998-9408A 6-998-35R1 6-998-0351 6-998-03CR 6-998-9015 6-WDK-1020
6-555-11043
MILLING TOOLS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.com M39
TMX Part
NumberType
HRMSA High
Feed End Mill
Weldon Shank,
Coolant Thru
Dimensions (inch)
ØD L Ød
l1
(depth
of cut)
l2
Axial
depth
(max
depth
of cut)
Teeth
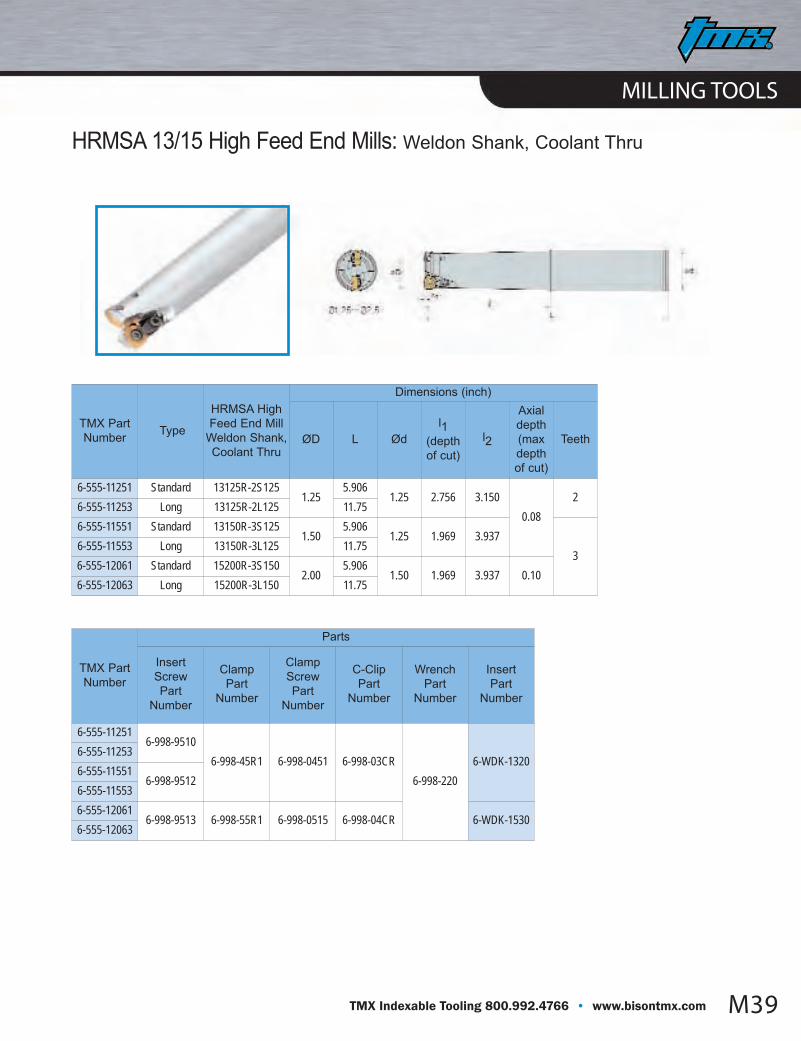
6-555-11251 Standard 13125R-2S1251.25
5.9061.25 2.756 3.150
0.08
26-555-11253 Long 13125R-2L125 11.75
6-555-11551 Standard 13150R-3S1251.50
5.9061.25 1.969 3.937
36-555-11553 Long 13150R-3L125 11.75
6-555-12061 Standard 15200R-3S1502.00
5.9061.50 1.969 3.937 0.10
6-555-12063 Long 15200R-3L150 11.75
HRMSA 13/15 High Feed End Mills: Weldon Shank, Coolant Thru
TMX Part
Number
Parts
Insert
Screw
Part
Number
Clamp
Part
Number
Clamp
Screw
Part
Number
C-Clip
Part
Number
Wrench
Part
Number
Insert
Part
Number
6-555-112516-998-9510
6-998-45R1 6-998-0451 6-998-03CR
6-998-220
6-WDK-13206-555-11253
6-555-115516-998-9512
6-555-11553
6-555-120616-998-9513 6-998-55R1 6-998-0515 6-998-04CR 6-WDK-1530
6-555-12063

MILLING TOOLS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.comM40
TMX Part
Number
HRMCA
High Feed
Face Mill,
Arbor
Mounted,
Coolant
Thru
Dimension (inch)
øD ød ød1
H
depth
of cut
a b d2 d3 E
Axial
depth
(max
depth
of cut)
Teeth
6-555-22053 13200R-3 2 1.772 0.75 1.75 .321 .220 .413 0.630 0.787.080
3
6-555-23053 13300R-5 3 2.205 1.0 2 .384 .248 .551 0.827 0.866 5
6-555-22563 15250R-3 2.5 1.772 0.75 1.75 .321 .220 .413 0.630 0.787
.100
3
6-555-23064 15300R-4 3 2.205 1.0 2 .384 .248 .551 0.827 0.866 4
6-555-24065 15400R-6 4 3.386 1.5 2 .636 .394 - 2.205 1.181 6
HRMCA High Feed Face Mills: Arbor Mounted, Coolant Thru
TMX Part
Number
Parts
Insert
Screw
Part
Number
Clamp
Part
Number
Clamp
Screw
Part
Number
C-Clip
Part
Number
Wrench
Part
Number
Insert
Part
Number
Arbor Bolt
(not
included)
6-555-22053
6-998-95136-998-45R1 6-998-0451 6-998-03CR
6-998-220
6-WDK-13203/8-24 UNF
6-555-23053 1/2-20 UNF
6-555-22563
6-998-55R1 6-998-0515 6-998-04CR 6-WDK-1530
3/8-24 UNF
6-555-230646-998-9516
1/2-20 UNF
6-555-24065 3/4-16 UNF
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:25 AM Page M40

MILLING TOOLS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.com M41
PAXSA Pro-X End Mills: for Aluminum Applications, Shank Mounted
Part Number Description ØD Ød l L
Axial depth
(max depth
of cut)
Teeth
Maximum
Ramp
Angle
Insert Screw Wrench
6-556-11012 PAXSA 5100HR-A 1.00 1.00 2.362 5.512 0.669 2 17.95
XEKT 19M5 6-998-9408A 6-998-90156-556-11212 PAXSA 5125HR-A 1.25 1.25 2.756 5.906 0.669 2 12.6
6-556-11513 PAXSA 5150HR-A 1.50 1.50 2.756 6.299 0.669 3 9.91
Part
NumberDescription ØD ØD2 Ød Ød1 Ød2 a b F
Axial
depth
(max
depth
of cut)
Teeth
Maximum
Ramp
Angle
Insert ScrewWren
ch
6-556-21513 PAXCA5150HR-A 1.50 1.417 0.50 0.287 0.433 0.250 0.169 1.575 0.669 3 11.31
XEKT 19M56-998-9408A
6-998-9015
6-556-22014 PAXCA5200HR-A 2.00 1.772 0.75 0.413 0.630 0.313 0.220 1.969 0.669 4 7.24
6-556-22515 PAXCA5250HR-A 2.50 1.772 0.75 0.413 0.630 0.313 0.220 1.969 0.669 5(4-B) 5.10
6-556-23015 PAXCA5300HR-A 3.00 2.205 1.00 0.551 0.827 0.375 0.248 1.969 0.669 5 3.86
6-556-24016 PAXCA5400HR-A 4.00 3.386 1.50 - 2.205 0.625 0.394 1.969 0.669 6 3.94
PAXCA Pro-X End Mills: for Aluminum Applications, Arbor Mounted

MILLING TOOLS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.comM42
Part
NumberDescription D D1 L d l1 l2 l3 l5 h Teeth Insert
Insert
Screw
6-212-11031 FMRSA3100RD-S 1.000 0.591 4.528 1.000 1.378
1.140 0.500 0.515 0.923
2
RDKT10T3M0 6-998-935086-212-11032 FMRSA3100RD-M 1.000 0.591 7.874 1.000 2.756 2
6-212-11231 FMRSA3125RD-S 1.250 0.866 4.921 1.250 1.575 3
6-212-11232 FMRSA3125RD-M 1.250 0.866 7.874 1.250 2.756 3
FMR Face Mills: Button Cutters with Weldon Shank
Pitch Part Number Description D c d1 d2 H a b d3 d4 I Teeth
Extra ClosePitch
6-212-22031 FMRCA3200RD-H 2.000 1.606 1.772 0.750 1.750 0.321 0.220 0.413 0.630 0.787 5
6-212-24031 FMRCA3400RD-H 4.000 3.606 2.874 1.250 2.000 0.510 0.319 - 1.772 1.181 8
Coarse Pitch 6-212-22043 FMRCA4200RD 2.000 1.528 1.772 0.750 1.750 0.321 0.220 0.413 0.630 0.787 4
Close Pitch
6-212-23042 FMRCA4300RD-M 3.000 2.528 2.205 1.000 2.000 0.384 0.248 0.551 0.827 0.866 6
6-212-24042 FMRCA4400RD-M 4.000 3.528 2.874 1.250 2.000 0.510 0.319 - 1.772 1.181 7
6-212-25042 FMRCA4500RD-M 5.000 4.528 3.386 1.500 2.500 0.636 0.394 - 2.205 1.181 8
Part Number Insert Insert Screw
6-212-22031RDKT10T3M0 6-998-93508
6-212-24031
6-212-22043
RDKT1204M0 6-998-94106-212-23042
6-212-24042
6-212-25042
FMR Face Mills: Button Cutters, Arbor Mounted
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:26 AM Page M42

MILLING TOOLS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.com M43
TMX Part
NumberDescription ØD Ød F a b Ød1 Ød2 E Ad Teeth
Insert
Screw
Insert
WrenchShim
Shim
ScrewInsert
6-200-22032 FMACA3200R 2.000 0.750 1.750 0.321 0.220 0.413 0.630 0.787
.156
4
6-998-9307 6-998-9009Not
ApplicableNot
ApplicableSEXT0903
6-200-24032 FMACA3400R 4.000 1.250 2.000 0.510 0.319 H 1.772 0.866 7
6-200-22031 FMACA3200H 2.000 0.750 1.750 0.321 0.220 0.413 0.630 0.787 6
6-200-24031 FMACA3400H 4.000 1.250 2.000 0.510 0.319 H 1.772 0.866 12
6-200-23043 FMACA4300R 3.000 1.000 2.000 0.384 0.248 0.551 0.827 0.866
.256
5
6-998-93512 6-998-90156-998-9042F
6-998-9509F
SEXT14M4
6-200-24043 FMACA4400R 4.000 1.250 2.000 0.510 0.319
H
1.772 0.866 5
6-200-26043 FMACA4600R 6.000 2.000 2.500 0.758 0.433 2.953 1.181 7
6-200-28043 FMACA4800R 8.000 2.500 2.500 1.012 0.551 _ 1.496 8
6-200-24042 FMACA4400R-M 4.000 1.250 2.000 0.510 0.315H
1.772 0.866 7
6-200-24041 FMACA4400R-H 4.000 1.250 2.000 0.510 0.315 1.772 0.866 10
FMACA: FMA 45 Degree Face Mills, Arbor Mounted
For toolholders larger than 3 inches in diameter, the d1 dimension does not apply.
< 2.5" Ø > 8" Ø3" to 6" Ø
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:26 AM Page M43
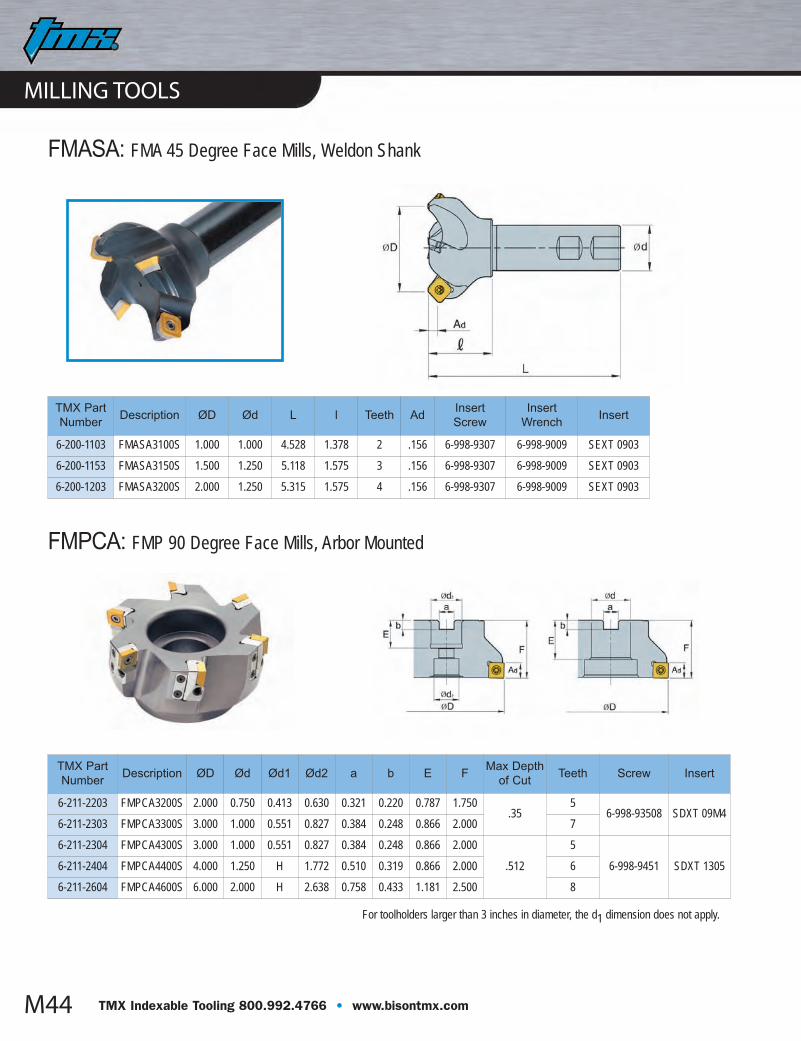
MILLING TOOLS
TMX Indexable Tooling 800.992.4766 • www.bisontmx.comM44
TMX Part
NumberDescription ØD Ød Ød1 Ød2 a b E F
Max Depth
of CutTeeth Screw Insert
6-211-2203 FMPCA3200S 2.000 0.750 0.413 0.630 0.321 0.220 0.787 1.750.35
56-998-93508 SDXT 09M4
6-211-2303 FMPCA3300S 3.000 1.000 0.551 0.827 0.384 0.248 0.866 2.000 7
6-211-2304 FMPCA4300S 3.000 1.000 0.551 0.827 0.384 0.248 0.866 2.000
.512
5
6-998-9451 SDXT 13056-211-2404 FMPCA4400S 4.000 1.250 H 1.772 0.510 0.319 0.866 2.000 6
6-211-2604 FMPCA4600S 6.000 2.000 H 2.638 0.758 0.433 1.181 2.500 8
FMPCA: FMP 90 Degree Face Mills, Arbor Mounted
For toolholders larger than 3 inches in diameter, the d1 dimension does not apply.
TMX Part
NumberDescription ØD Ød L l Teeth Ad
Insert
Screw
Insert
WrenchInsert
6-200-1103 FMASA3100S 1.000 1.000 4.528 1.378 2 .156 6-998-9307 6-998-9009 SEXT 0903
6-200-1153 FMASA3150S 1.500 1.250 5.118 1.575 3 .156 6-998-9307 6-998-9009 SEXT 0903
6-200-1203 FMASA3200S 2.000 1.250 5.315 1.575 4 .156 6-998-9307 6-998-9009 SEXT 0903
FMASA: FMA 45 Degree Face Mills, Weldon Shank
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:26 AM Page M44

M45TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MILLING TOOLS
TMX Part
NumberDescription ØD Ød L l
Max Depth
of CutTeeth Screw Wrench Insert
6-211-1103 FMPSA3100S 1.000 1.000 4.528 1.378.35
26-998-93508 6-998-9015 SDXT 09M4
6-211-1123 FMPSA3125S 1.250 1.000 4.921 1.575 3
6-211-1204 FMPSA4200S 2.000 1.250 5.315 1.772 .512 4 6-998-9451 6-998-9020 SDXT 1305
FMPSA: FMP 90 Degree Face Mills, Weldon Shank
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:26 AM Page M45

M46 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MILLING TOOLS
TMX Part
NumberDescription ØD Ød l L Teeth Ad Insert
6-010-0381 AMSA2037S-AP10-Ni 0.370
APKT 1003APXT 1035
6-010-0632 AMSA2062S-AP10-Ni 0.625 0.625 0.984 3.543 2 0.433
6-010-0752 AMSA2075S-AP10-Ni 0.750 0.75 1.181 3.937 2 0.433
6-010-0753 AMSA2075S-3F-Ni 0.750 0.75 1.181 3.937 2 0.433
6-010-1003 AMSA2100S-AP10-Ni 1.000 1.0 1.378 4.528 3 0.433
6-010-1004 AMSA2100S-4F-Ni 1.000 1.0 1.378 4.528 3 0.433
6-010-1254 AMSA2125S-AP10-Ni 1.250 1.0 1.575 4.921 4 0.433
AMSA 2000S: APKT 1003 / APXT 1035 Alpha Mills
TMX Part
NumberDescription ØD Ød l L Teeth Ad Insert
6-016-1002 AMSA3100S-Ni 1.000 1.0 1.378 4.528 2 0.630
APKT 16046-016-1253 AMSA3125S-Ni 1.250 1.25 1.575 4.921 3 0.630
6-016-1504 AMSA3150S-Ni 1.500 1.25 1.654 5.118 4 0.630
6-016-2005 AMSA3200S-Ni 2.000 1.25 1.772 5.315 5 0.630
AMSA 3000S: APKT 1604 Alpha Mills
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:26 AM Page M46

M47TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MILLING TOOLS
TMX Part
NumberDescription ØD Ød L
l (overall
depth of cut)
Max
Depth of
Cut
TeethScrew Part
Number
Wrench
Part
Number
Insert
6-110-0501 APXT 1035 EM 1/2 x 1/2 x 1FL 0.500 0.500 3.94 0.98 0.35 1
6-998-4110 6-998-208APXT1035APKT1035APKT1003
6-110-0602 APXT 1035 EM 5/8 x 5/8 x 2FL 0.625 0.625 3.94 0.98 0.35 2
6-110-0702 APXT 1035 EM 3/4 x 3/4 x 1FL 0.750 0.750 3.94 1.18 0.35 2
APXT 1035/APKT1003 End Mills: Weldon Shank (no coolant thru hole)
TMX Part
NumberDescription ØD Ød L
l (overall
depth of cut)
Max
Depth of
Cut
TeethScrew Part
Number
Wrench
Part
Number
Insert
6-111-0602 APXT 11T3 EM 5/8 x 5/8 x 2FL 0.625 0.625 3.94 0.98 0.39 2
6-998-4110 6-998-208 APXT11T36-111-0702 APXT 11T3 EM 3/4 x 3/4 x 2FL 0.750 0.750 3.94 1.18 0.39 2
6-111-1003 APXT 11T3 EM 1 x 1 x 3FL 1.000 1.000 3.94 1.38 0.39 3
APXT 11T3 End Mills: Weldon Shank (no coolant thru hole)
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:26 AM Page M47
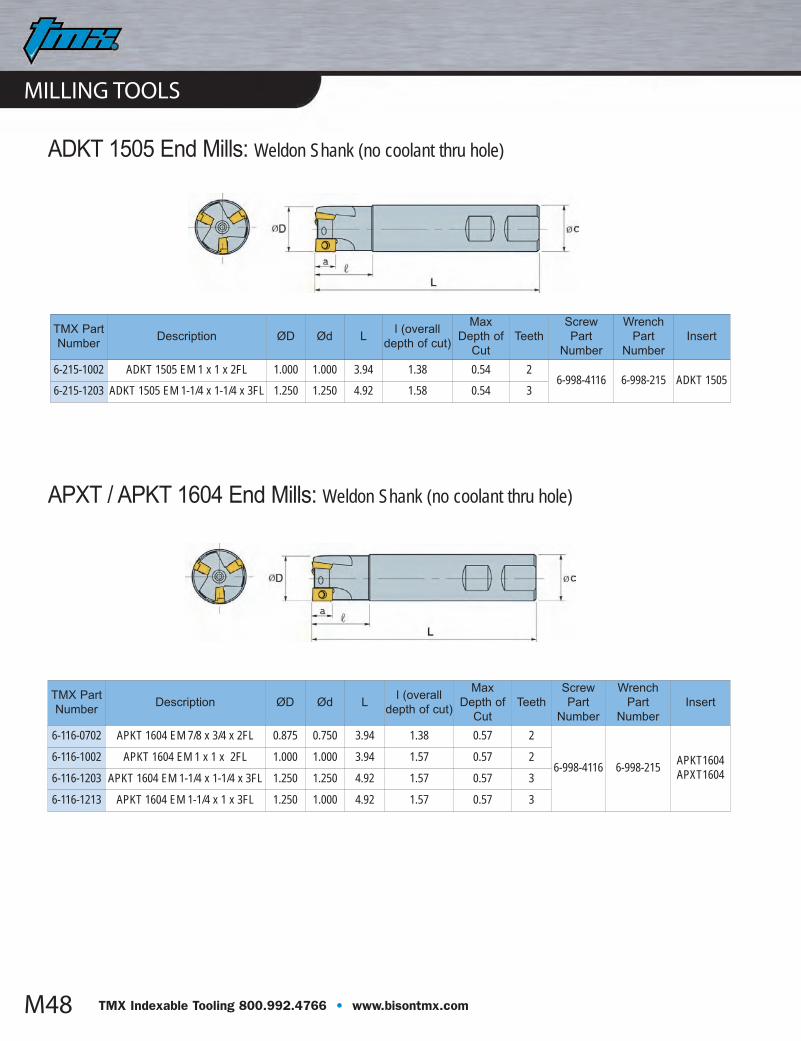
M48 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MILLING TOOLS
TMX Part
NumberDescription ØD Ød L
l (overall
depth of cut)
Max
Depth of
Cut
Teeth
Screw
Part
Number
Wrench
Part
Number
Insert
6-116-0702 APKT 1604 EM 7/8 x 3/4 x 2FL 0.875 0.750 3.94 1.38 0.57 2
6-998-4116 6-998-215APKT1604APXT1604
6-116-1002 APKT 1604 EM 1 x 1 x 2FL 1.000 1.000 3.94 1.57 0.57 2
6-116-1203 APKT 1604 EM 1-1/4 x 1-1/4 x 3FL 1.250 1.250 4.92 1.57 0.57 3
6-116-1213 APKT 1604 EM 1-1/4 x 1 x 3FL 1.250 1.000 4.92 1.57 0.57 3
APXT / APKT 1604 End Mills: Weldon Shank (no coolant thru hole)
TMX Part
NumberDescription ØD Ød L
l (overall
depth of cut)
Max
Depth of
Cut
Teeth
Screw
Part
Number
Wrench
Part
Number
Insert
6-215-1002 ADKT 1505 EM 1 x 1 x 2FL 1.000 1.000 3.94 1.38 0.54 26-998-4116 6-998-215 ADKT 1505
6-215-1203 ADKT 1505 EM 1-1/4 x 1-1/4 x 3FL 1.250 1.250 4.92 1.58 0.54 3
ADKT 1505 End Mills: Weldon Shank (no coolant thru hole)
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:26 AM Page M48
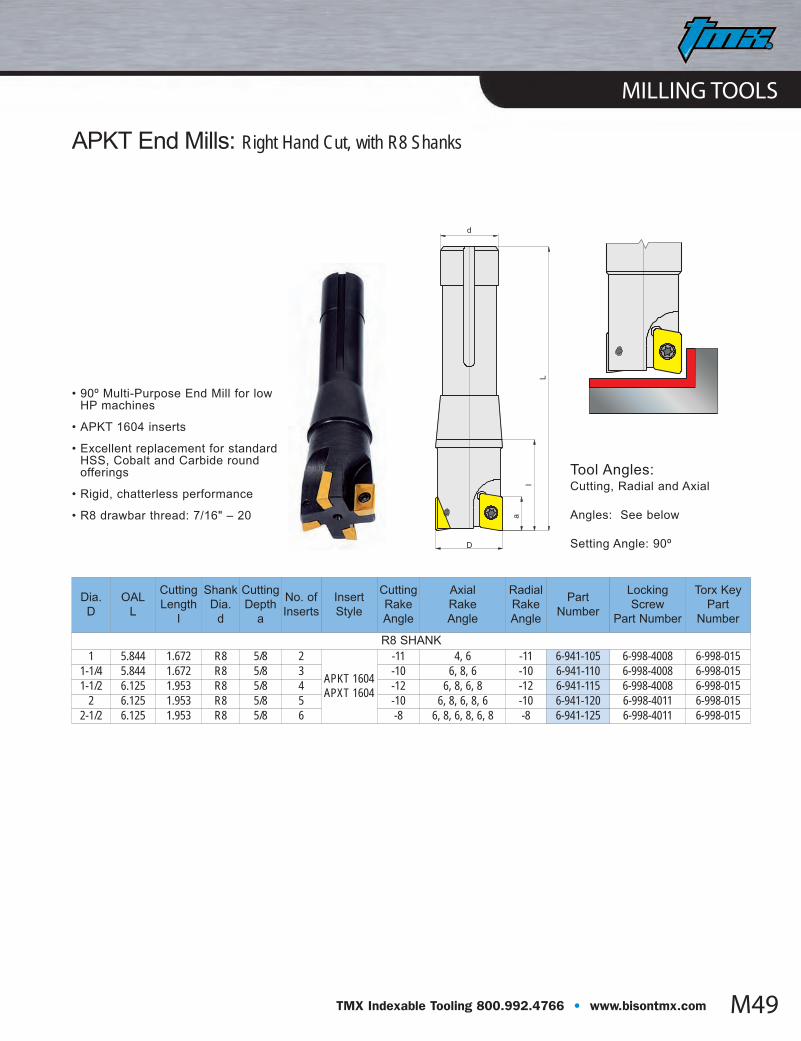
M49TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MILLING TOOLS
APKT End Mills: Right Hand Cut, with R8 Shanks
DL
l
a
d
Tool Angles:Cutting, Radial and Axial
Angles: See below
Setting Angle: 90º
Dia.
D
OAL
L
Cutting
Length
I
Shank
Dia.
d
Cutting
Depth
a
No. of
Inserts
Insert
Style
Cutting
Rake
Angle
Axial
Rake
Angle
Radial
Rake
Angle
Part
Number
Locking
Screw
Part Number
Torx Key
Part
Number
R8 SHANK
1 5.844 1.672 R8 5/8 2
APKT 1604APXT 1604
-11 4, 6 -11 6-941-105 6-998-4008 6-998-0151-1/4 5.844 1.672 R8 5/8 3 -10 6, 8, 6 -10 6-941-110 6-998-4008 6-998-0151-1/2 6.125 1.953 R8 5/8 4 -12 6, 8, 6, 8 -12 6-941-115 6-998-4008 6-998-015
2 6.125 1.953 R8 5/8 5 -10 6, 8, 6, 8, 6 -10 6-941-120 6-998-4011 6-998-0152-1/2 6.125 1.953 R8 5/8 6 -8 6, 8, 6, 8, 6, 8 -8 6-941-125 6-998-4011 6-998-015
• 90º Multi-Purpose End Mill for lowHP machines
• APKT 1604 inserts
• Excellent replacement for standardHSS, Cobalt and Carbide round offerings
• Rigid, chatterless performance
• R8 drawbar thread: 7/16" – 20
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:26 AM Page M49

M50 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MILLING TOOLS
“TURBO” Face Milling Cutters, APKT: Right Hand Cut
d 90°
a
H
D
Tool Angles:Cutting Rake Angle: -11º, -8º-6º
Radial Rake Angle: -11º, -8º-6º
Axial Rake Angle: 7º, 9º
Setting Angle: 90º
• 90º APKT 1604 inserts compliment this cutter’s
unique geometry.
• Irregularly spaced flutes allow faster stock removal,
reduced harmonics and chattering.
• Minimizes heat and friction.
Dia.Arbor
Hole
Cutting
Depth
Key
Way
No. of
Inserts
Insert
Style
TMX Part
Number
Arbor
Screw
Arbor
Screw Hex
Key
Insert Screw
Part Number
Torx Key Part
Number
2 3/4 5/8 .32 5 APKT 1604 6-955-020 6-999-2571 6-999-585 6-998-4008 6-998-0153 1 5/8 .32 6 APKT 1604 6-955-030 - - 6-998-4008 6-998-0154 1-1/4 5/8 .50 8 APKT 1604 6-955-040 - - 6-998-4008 6-998-0154 1-1/2 5/8 .62 8 APKT 1604 6-955-045 - - 6-998-4008 6-998-015
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:26 AM Page M50

M51TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MILLING TOOLS
TDGW End Mills: Right Hand Cut, with Weldon or R8 Shanks
D
D1
a
L1
L
d
Tool Angles:Cutting Rake Angle: +15”
Axial Rake Angle: 0º
Radial Rake Angle: 0º
• 15º Positive triangular screw down inserts.
• Ideal upgrade from current HSS, Cobalt and Solid Carbide offerings.
• 45º, 60º, 82º, and 90º RH Cut
• Available in 3 piece sets
Included
Angle
Angle per
Side
Cutter BodyShank
Ød
OAL
LL1 a Inserts
Insert
Part Number
End Mill
Part
Number
Locking
Screw
Part No.
Torx
Key
Part No.ØD
Min
ØD1
Max
60º 30º 0.25 0.656 3/8 2-1/4 1 .335 1 6-TDW-215__ 6-945-610 6-998-2505 6-998-008
60º 30º 0.50 1.125 1/2 2-1/2 1 .524 1 6-TDW-321__ 6-945-615 6-998-4008 6-998-015
60º 30º 0.75 1.375 3/4 3-1/2 1-1/4 .524 1 6-TDW-321__ 6-945-620 6-998-4008 6-998-015
82º 41º 0.25 0.797 3/8 2-1/4 1 .291 1 6-TDW-215__ 6-945-810 6-998-2505 6-998-008
82º 41º 0.50 1.344 1/2 2-1/2 1 .453 1 6-TDW-321__ 6-945-815 6-998-4008 6-998-015
82º 41º 0.75 1.563 3/4 3-1/2 1-1/4 .453 3 6-TDW-321__ 6-945-820 6-998-4008 6-998-015
90º 45º 0.25 0.828 3/8 2-1/4 1 .272 1 6-TDW-215__ 6-945-910 6-998-2505 6-998-008
90º 45º 0.50 1.391 1/2 2-1/2 1 .425 1 6-TDW-321__ 6-945-915 6-998-4008 6-998-015
90º 45º 0.75 1.641 3/4 3-1/2 1-1/4 .425 3 6-TDW-321__ 6-945-920 6-998-4008 6-998-015
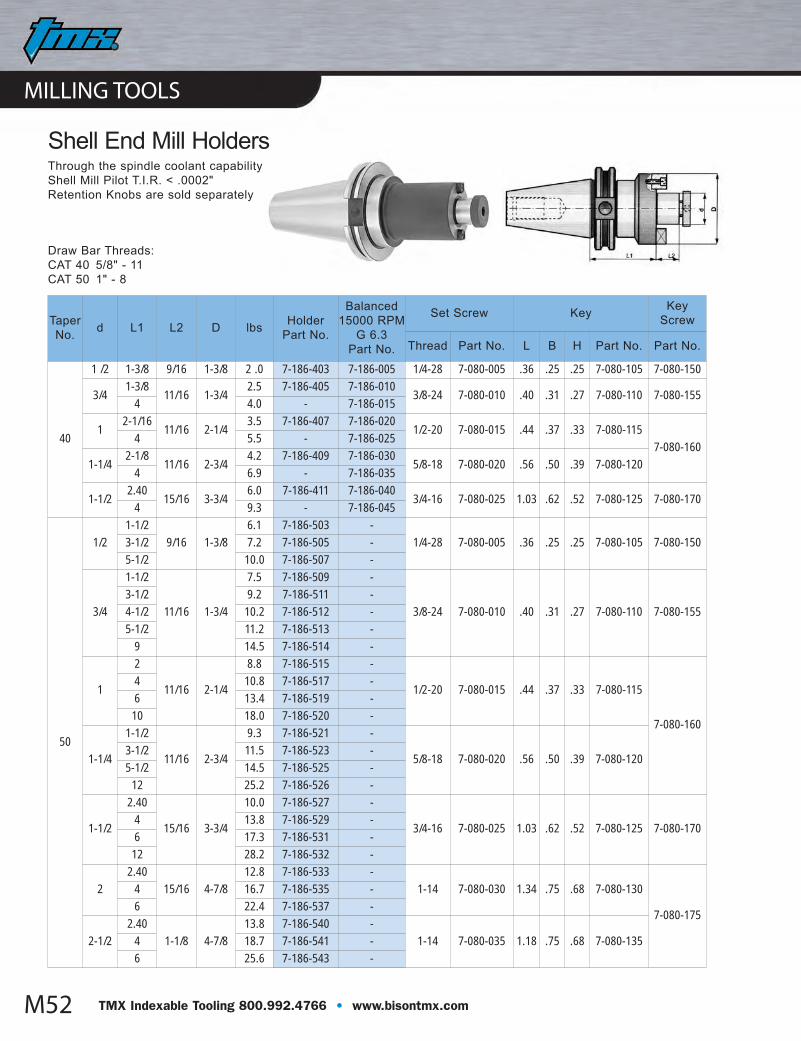
M52 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MILLING TOOLS
Shell End Mill Holders
Taper
No.d L1 L2 D lbs
Holder
Part No.
Balanced
15000 RPM
G 6.3
Part No.
Set Screw KeyKey
Screw
Thread Part No. L B H Part No. Part No.
40
1 /2 1-3/8 9/16 1-3/8 2 .0 7-186-403 7-186-005 1/4-28 7-080-005 .36 .25 .25 7-080-105 7-080-150
3/41-3/8
11/16 1-3/42.5 7-186-405 7-186-010
3/8-24 7-080-010 .40 .31 .27 7-080-110 7-080-1554 4.0 - 7-186-015
12-1/16
11/16 2-1/43.5 7-186-407 7-186-020
1/2-20 7-080-015 .44 .37 .33 7-080-115
7-080-1604 5.5 - 7-186-025
1-1/42-1/8
11/16 2-3/44.2 7-186-409 7-186-030
5/8-18 7-080-020 .56 .50 .39 7-080-1204 6.9 - 7-186-035
1-1/22.40
15/16 3-3/46.0 7-186-411 7-186-040
3/4-16 7-080-025 1.03 .62 .52 7-080-125 7-080-1704 9.3 - 7-186-045
50
1/2
1-1/2
9/16 1-3/8
6.1 7-186-503 -
1/4-28 7-080-005 .36 .25 .25 7-080-105 7-080-1503-1/2 7.2 7-186-505 -
5-1/2 10.0 7-186-507 -
3/4
1-1/2
11/16 1-3/4
7.5 7-186-509 -
3/8-24 7-080-010 .40 .31 .27 7-080-110 7-080-155
3-1/2 9.2 7-186-511 -
4-1/2 10.2 7-186-512 -
5-1/2 11.2 7-186-513 -
9 14.5 7-186-514 -
1
2
11/16 2-1/4
8.8 7-186-515 -
1/2-20 7-080-015 .44 .37 .33 7-080-115
7-080-160
4 10.8 7-186-517 -
6 13.4 7-186-519 -
10 18.0 7-186-520 -
1-1/4
1-1/2
11/16 2-3/4
9.3 7-186-521 -
5/8-18 7-080-020 .56 .50 .39 7-080-1203-1/2 11.5 7-186-523 -
5-1/2 14.5 7-186-525 -
12 25.2 7-186-526 -
1-1/2
2.40
15/16 3-3/4
10.0 7-186-527 -
3/4-16 7-080-025 1.03 .62 .52 7-080-125 7-080-1704 13.8 7-186-529 -
6 17.3 7-186-531 -
12 28.2 7-186-532 -
2
2.40
15/16 4-7/8
12.8 7-186-533 -
1-14 7-080-030 1.34 .75 .68 7-080-130
7-080-175
4 16.7 7-186-535 -
6 22.4 7-186-537 -
2-1/2
2.40
1-1/8 4-7/8
13.8 7-186-540 -
1-14 7-080-035 1.18 .75 .68 7-080-1354 18.7 7-186-541 -
6 25.6 7-186-543 -
Through the spindle coolant capability
Shell Mill Pilot T.I.R. < .0002"
Retention Knobs are sold separately
Draw Bar Threads:
CAT 40 5/8" - 11
CAT 50 1" - 8
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:26 AM Page M52
M53TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MILLING TOOLS
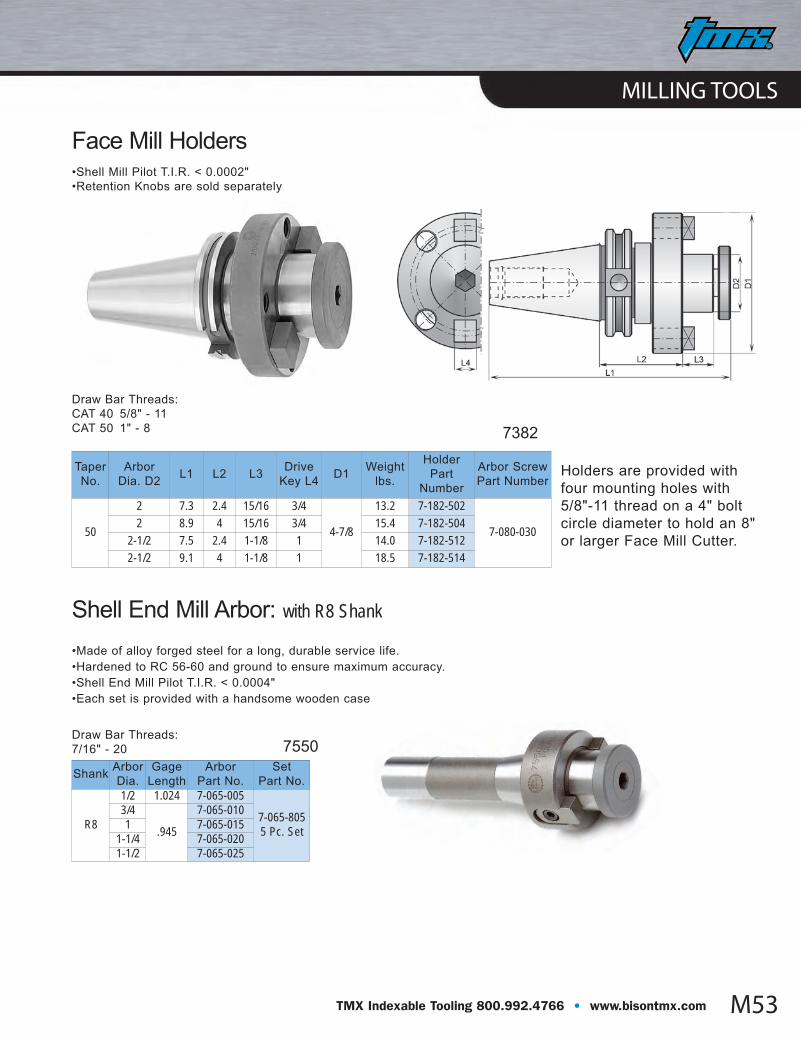
Face Mill Holders•Shell Mill Pilot T.I.R. < 0.0002"
•Retention Knobs are sold separately
Draw Bar Threads:
CAT 40 5/8" - 11
CAT 50 1" - 8
Taper
No.
Arbor
Dia. D2L1 L2 L3
Drive
Key L4D1
Weight
lbs.
Holder
Part
Number
Arbor Screw
Part Number
50
2 7.3 2.4 15/16 3/4
4-7/8
13.2 7-182-502
7-080-0302 8.9 4 15/16 3/4 15.4 7-182-504
2-1/2 7.5 2.4 1-1/8 1 14.0 7-182-512
2-1/2 9.1 4 1-1/8 1 18.5 7-182-514
Holders are provided with
four mounting holes with
5/8"-11 thread on a 4" bolt
circle diameter to hold an 8"
or larger Face Mill Cutter.
7382
•Made of alloy forged steel for a long, durable service life.
•Hardened to RC 56-60 and ground to ensure maximum accuracy.
•Shell End Mill Pilot T.I.R. < 0.0004"
•Each set is provided with a handsome wooden case
Shell End Mill Arbor: with R8 Shank
ShankArbor
Dia.
Gage
Length
Arbor
Part No.
Set
Part No.
R8
1/2 1.024 7-065-005
7-065-805 5 Pc. Set
3/4
.945
7-065-0101 7-065-015
1-1/4 7-065-0201-1/2 7-065-025
7550Draw Bar Threads:
7/16" - 20
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:26 AM Page M53

M54 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MILLING TOOLS
Terminology and function of cutting edge angle
Title Symbol Function Effects
1Rake angle-axis
directionA, R Chip flow, deposit
2Rake angle-reverse
directionR, R Effect on thrust
3Major cutting edge
angleA, A Depth of cut, chip flow
In case of large angle, reduce the
depth of cut and cutting resistance
4 Real rake angle T, A Actual rake angle
5Cutting edge
inclination angleI, A Chip flow
Large angle- Free chip flow, low
cutting forces
6 Front rake angle F, A Toughness Small angles increase toughness
7 Relief angleEffect on strength, tool life and
chattering
Milling Terminology
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:26 AM Page M54

M55TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MILLING TOOLS
Cutting speed Power requirements
Feed
V=π • D • N
(sfm)12
f=F
(ipr)Z • N
W=Q×Ks
(Kw)60×120×η
H=W
(Kw)0.75
W=L×F×d
(Kw)1000
• V: Cutting speed (sfm)• D: Cutter diameter (inch)• N: Revolution per a minute (rpm)• π: Pi (3.14)
• W : Power requirement (kw)• H : Horsepower requirement
hp)• Q : Chip removal rate
(cm3 /min)• L : Width of cut (mm)• F : Feed per a minute (mm/min)• d : Depth of cut (mm)• Ks: Specific cutting resistance
(kg/mm2)• η : Mechanical efficiency
• fz: Inch per tooth (ipt)• F: Inch per minute (ipm)• Z: Number of teeth• N: Revolutions per a minute (rpm)
Cutting Formulas
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:26 AM Page M55
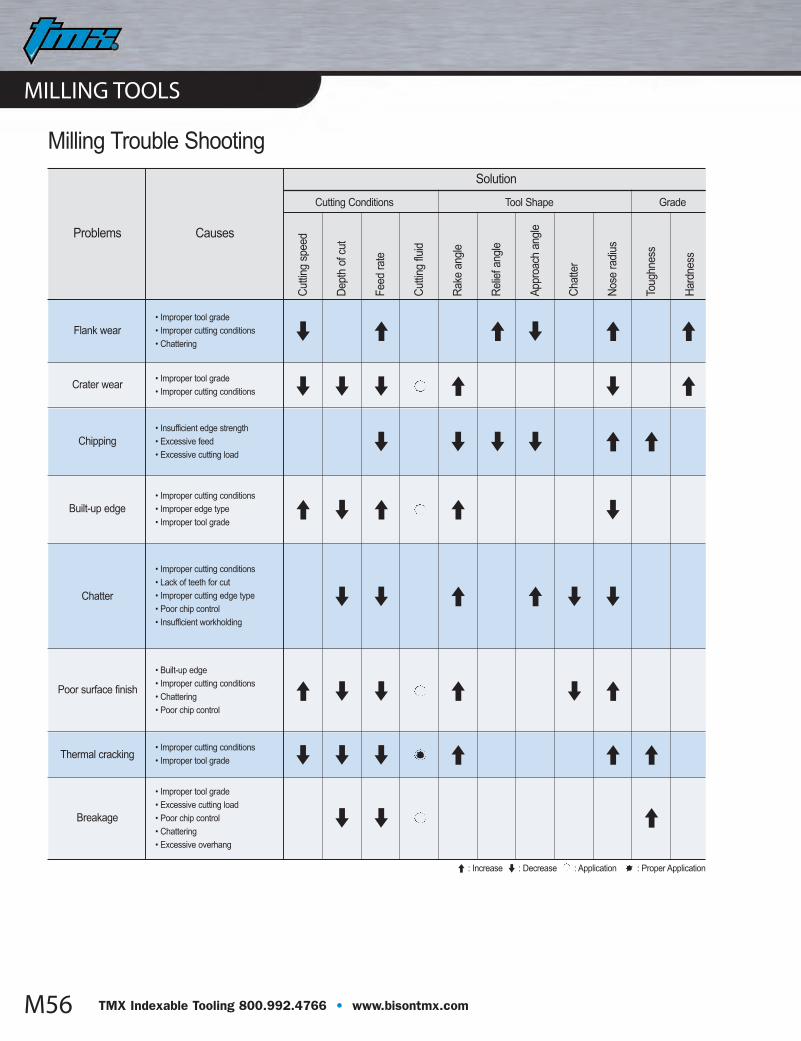
M56 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MILLING TOOLS
Problems
Flank wear
Crater wear
Chipping
Built-up edge
Chatter
Poor surface finish
Thermal cracking
Breakage
• Improper tool grade
• Improper cutting conditions
• Chattering
• Improper tool grade
• Improper cutting conditions
• Insufficient edge strength
• Excessive feed
• Excessive cutting load
• Improper cutting conditions
• Improper edge type
• Improper tool grade
• Improper cutting conditions
• Lack of teeth for cut
• Improper cutting edge type
• Poor chip control
• Insufficient workholding
• Built-up edge
• Improper cutting conditions
• Chattering
• Poor chip control
• Improper cutting conditions
• Improper tool grade
• Improper tool grade
• Excessive cutting load
• Poor chip control
• Chattering
• Excessive overhang
Causes
Solution
Cutting Conditions Tool Shape Grade
Cut
ting
spee
d
Dep
th o
f cut
Fee
d ra
te
Cut
ting
fluid
Rak
e an
gle
Rel
ief a
ngle
App
roac
h an
gle
Cha
tter
Nos
e ra
dius
Toug
hnes
s
Har
dnes
s
: Increase : Decrease : Application : Proper Application
Milling Trouble Shooting
p1-56 Milling FINAL:Indexable Carblde 2006 1/23/07 4:26 AM Page M56
SE
CTI
ON
CO
NTE
NTS
T57TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
TURNING INSERTST58 ISO Turning Insert NomenclatureT60 Turning InsertsT149 Technical Overview of GradesT155 Inserts for Stainless SteelT160 Inserts for AluminumT162 Turning Insert RecommendationsT168 Insert Geometry Specifications
INDEXABLE TOOLS FOR TURNINGT174 Turning Toolholder NomenclatureT176 Toolholder Options for Clamping
Style “M” Mounting SystemsT178 MCLN R/L Toolholders:
Part Number Series 6-711-T178 MCMNN Toolholders:
Part Number Series 6-710-T179 MCRN R/L Toolholders:
Part Number Series 6-712-T179 MDJNN R/L Toolholders:
Part Number Series 6-715-T180 MDPNN Toolholders:
Part Number Series 6-714-T180 MRGN R/L Toolholders:
Part Number Series 6-700-T181 MSDNN Toolholders:
Part Number Series 6-734-T181 MSKN R/L Toolholders:
Part Number Series 6-737-T182 MSRN R/L Toolholders:
Part Number Series 6-736-T182 MSSN R/L Toolholders:
Part Number Series 6-735-T183 MTENN Toolholders:
Part Number Series 6-741-T183 MTFN R/L Toolholders:
Part Number Series 6-746-T184 MTGN R/L Toolholders:
Part Number Series 6-742-T184 MTJN R/L Toolholders:
Part Number Series 6-740-T185 MVJN R/L Toolholders:
Part Number Series 6-755-T185 MVVNN Toolholders:
Part Number Series 6-754-T186 MWLN R/L Toolholders:
Part Number Series 6-750-T187 Toolholder Options for Clamping
Style “S” Mounting SystemsT188 SCLC R/L Toolholders:
Part Number Series 6-800-T188 SCMNCN Toolholders:
Part Number Series 6-801-T189 SDJC R/L Toolholders:
Part Number Series 6-805-T189 SDPCN R/L Toolholders:
Part Number Series 6-804-
T190 SSDCN Toolholders: Part Number Series 6-810-
T190 STECN Toolholders: Part Number Series 6-813-
T191 STFCN R/L Toolholders: Part Number Series 6-814-
T191 STGC R/L Toolholders: Part Number Series 6-815-
T192 STJC R/L Toolholders: Part Number Series 6-816-
T192 SVJC R/L Toolholders: Part Number Series 6-806-
T193 5 Piece Mini Toolholder and Boring Bar Set: Part Number 6-890-510
T194 Boring Bar NomenclatureT196 Boring Bar Options for Clamping
Style “M” Mounting SystemsT197 SI-MCLN R/L Boring Bars:
Part Number Series 6-760-T197 SI-MDUN R/L Boring Bars:
Part Number Series 6-770-T198 SI-MTUN R/L Boring Bars:
Part Number Series 6-783-T198 SI-MVUN R/L Boring Bars:
Part Number Series 6-785-T199 SI-MWLN R/L Boring Bars:
Part Number Series 6-765-T200 Boring Bar Options for Clamping
Style “S” Mounting SystemsT201 SI-SCLC R/L Boring Bars:
Part Number Series 6-870-T201 SI-SCLC R/L Boring Bar Sets:
Part Number Series 6-870-T201 SI-SDUC R/L Boring Bars:
Part Number Series 6-875-T202 SI-STUC R/L Boring Bars:
Part Number Series 6-884-T202 3 Piece Boring Bar Set:
Part Number 6-884-500T203 SI-SVUC R/L Boring Bars:
Part Number Series 6-887-T203 SI-SWUC R/L Boring Bars:
Part Number Series 6-889-T204 SI-SCLCR Mini Boring Bar Sets:
Part Number Series 6-871-T205 SI-CTFPR Boring BarsT206 Turning SpecificationsT212 Forms of Tool FailureT213 Turning Trouble Shooting241 Part Number Cross Reference Tables246 Product Index
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:17 AM Page T57

TURNING INSERTS
T58 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
T N M GTolerance
Classdimensions (inch)
d = IC m t (thickness)
A +0.0010 +0.0002 +0.0010
C +0.0010 +0.0005 +0.0010
H +0.0005 +0.0005 +0.0010
E +0.0010 +0.0010 +0.0010
G +0.0010 +0.0010 +0.005
J +0.002 - +0.006 +0.0002 +0.001
K +0.002 - +0.006 +0.0005 +0.001
L +0.002 - +0.006 +0.0010 +0.001
M +0.002 - +0.006 +0.003 - +0.008 +0.005
U +0.003 - +0.01 +0.005 - +0.015 +0.005
Clearance Angle
B C
D E
F N
Special
P O
Insert Shape
C D K R
S T V W
Cross Section Type
A G M N
Special Type
P R T X
ISO Turning Insert Nomenclature
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:18 AM Page T58

TURNING INSERTS
T59TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
7HM3 3 2
Chipbreakers
AK B20 B25 C05
C25 GF GH GM
GR HA HC HH
HM HR HS HU
HW HFP HMP TA
VF X104 X150
Nose Corner Radius, rSymbol Corner Radius, r
Metric Inch mm inch
01 0 0.1 0.004
02 0.5 0.2 0.008
04 1 0.4 0.016
08 2 0.8 0.032
12 3 1.2 0.047
16 4 1.6 0.063
20 5 2.0 0.078
24 6 2.4 0.094
28 7 2.8 0.109
32 8 3.2 0.125
00 Round Insert (inch)
MO Round Insert (metric)
Height of Cutting EdgeSymbol Cutting Edge, t
Metric Inch mm inch- 0.5 (1) 0.79 0.031
T0 0.6 1.00 0.04001 1 (2) 1.59 0.063T1 1.2 1.98 0.07802 1.5 (3) 2.38 0.09403 2 3.18 0.125T3 2.5 3.97 0.15604 3 4.76 0.18805 3.5 5.58 0.21906 4 6.35 0.25007 5 7.34 0.31309 6 9.52 0.37511 7 11.11 0.43812 8 12.70 0.500
Cutting Edge Length, Diameter of Inscribed Circle
ASA IC = d
Metric inch inch
03 04 03 06 03 - 02 1.2 (5) 0.156
04 05 04 08 04 08 03 1.5 (6) 0.188
05 06 05 09 05 09 03 1.8 (7) 0.219
- - - - 06 - - - 0.236
06 07 06 11 06 11 04 2 0.250
08 09 07 13 07 13 05 2.5 0.313
- - - - 08 - - - 0.315
09 11 09 16 09 16 06 3 0.375
- - - - 10 - - - 0.394
11 13 11 19 11 19 07 3.5 0.438
- - - - 12 - - - 0.472
12 15 12 22 12 22 08 4 0.500
14 17 14 24 14 24 09 4.5 0.563
16 19 15 27 15 27 10 5 0.625
- - - - 16 - - - 0.630
17 21 17 30 17 30 11 5.5 0.688
19 23 19 33 19 33 13 6 0.750
- - - - 20 - - - 0.787
22 27 22 38 22 38 15 7 0.875
- - - - 25 - - - 0.984
25 31 25 44 25 44 17 8 1.000
32 38 31 54 31 54 21 10 1.250
- - - - 32 - - - 1.260
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:18 AM Page T59
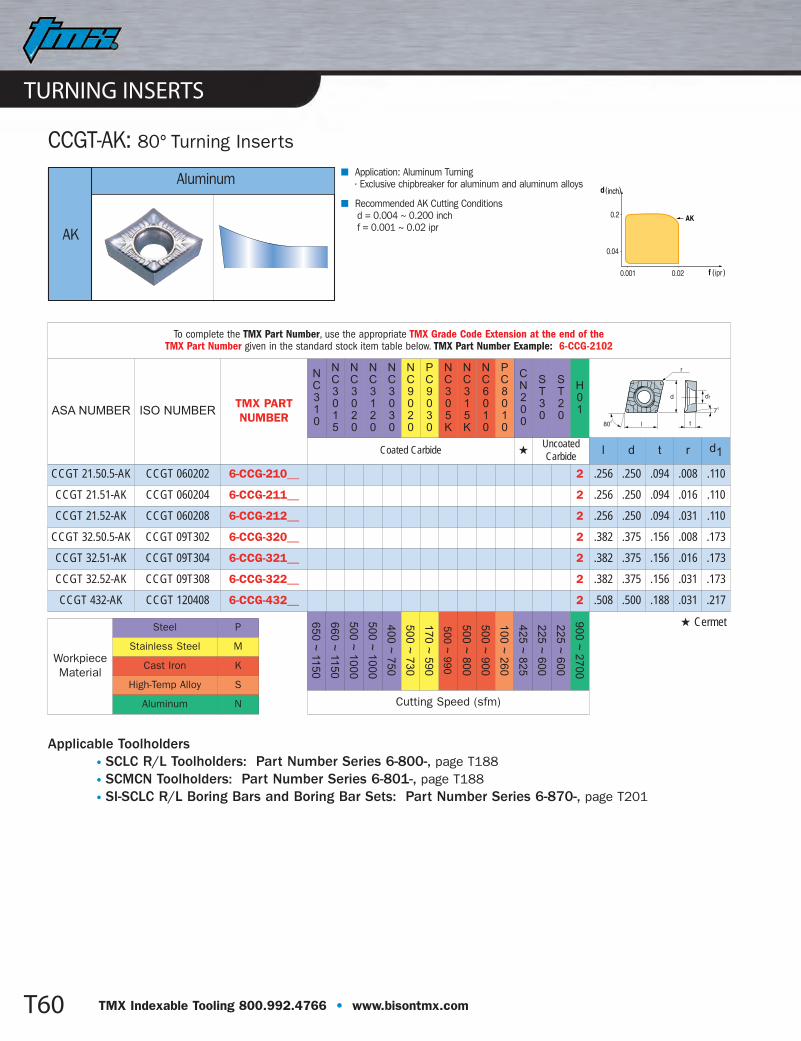
TURNING INSERTS
T60 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
� Cermet65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-CCG-2102
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r d1
CCGT 21.50.5-AK CCGT 060202 6-CCG-210__ 2 .256 .250 .094 .008 .110
CCGT 21.51-AK CCGT 060204 6-CCG-211__ 2 .256 .250 .094 .016 .110
CCGT 21.52-AK CCGT 060208 6-CCG-212__ 2 .256 .250 .094 .031 .110
CCGT 32.50.5-AK CCGT 09T302 6-CCG-320__ 2 .382 .375 .156 .008 .173
CCGT 32.51-AK CCGT 09T304 6-CCG-321__ 2 .382 .375 .156 .016 .173
CCGT 32.52-AK CCGT 09T308 6-CCG-322__ 2 .382 .375 .156 .031 .173
CCGT 432-AK CCGT 120408 6-CCG-432__ 2 .508 .500 .188 .031 .217
Aluminum
CCGT-AK: 80° Turning Inserts
AK
Application: Aluminum Turning. Exclusive chipbreaker for aluminum and aluminum alloys
Recommended AK Cutting Conditionsd = 0.004 ~ 0.200 inchf = 0.001 ~ 0.02 ipr
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • SCLC R/L Toolholders: Part Number Series 6-800-, page T188• SCMCN Toolholders: Part Number Series 6-801-, page T188• SI-SCLC R/L Boring Bars and Boring Bar Sets: Part Number Series 6-870-, page T201
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:18 AM Page T60

TURNING INSERTS
T61TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-CCT-211KB
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r d1
CCGT 21.51-C05 CCGT 060204 6-CCT-211__ KB .256 .250 .094 .016 .110
CCGT 32.51-C05 CCGT 09T304 6-CCT-321__ KB .382 .375 .156 .016 .173
CCGT 32.52-C05 CCGT 09T308 6-CCT-322__ KB LA .382 .375 .156 .031 .173
CCGT 432-C05 CCGT 120408 6-CCT-432__ KB .508 .500 .188 .031 .217
Finish
CCGT-C05: 80° Turning Inserts
C05
C05
Application: Finish. Free cutting design. Gummy materials like stainless steel, titanium, high tempalloys, etc.
. Low carbon steels
Recommended C05 Cutting Conditionsd = 0.02 ~ 0.08 inchf = 0.002 ~ 0.008 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • SCLC R/L Toolholders: Part Number Series 6-800-, page T188• SCMCN Toolholders: Part Number Series 6-801-, page T188• SI-SCLC R/L Boring Bars and Boring Bar Sets: Part Number Series 6-870-, page T201
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:18 AM Page T61
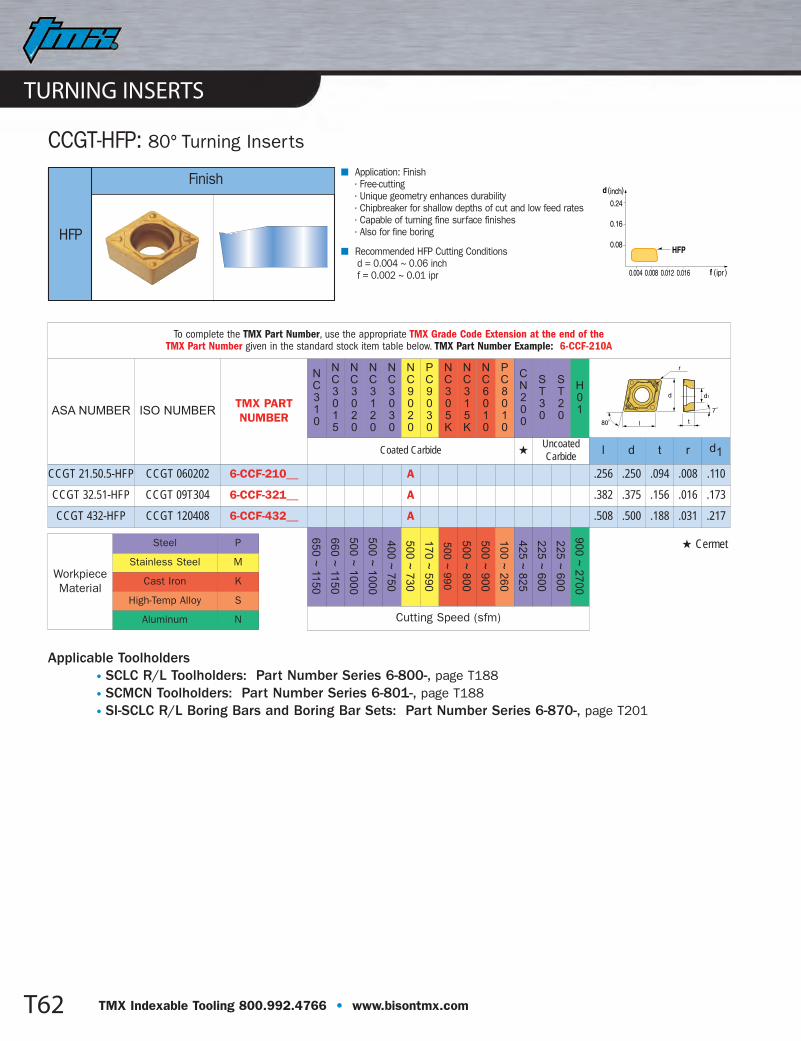
TURNING INSERTS
T62 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-CCF-210A
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r d1
CCGT 21.50.5-HFP CCGT 060202 6-CCF-210__ A .256 .250 .094 .008 .110
CCGT 32.51-HFP CCGT 09T304 6-CCF-321__ A .382 .375 .156 .016 .173
CCGT 432-HFP CCGT 120408 6-CCF-432__ A .508 .500 .188 .031 .217
Finish
CCGT-HFP: 80° Turning Inserts
HFP
Application: Finish. Free-cutting. Unique geometry enhances durability. Chipbreaker for shallow depths of cut and low feed rates. Capable of turning fine surface finishes. Also for fine boring
Recommended HFP Cutting Conditionsd = 0.004 ~ 0.06 inchf = 0.002 ~ 0.01 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • SCLC R/L Toolholders: Part Number Series 6-800-, page T188• SCMCN Toolholders: Part Number Series 6-801-, page T188• SI-SCLC R/L Boring Bars and Boring Bar Sets: Part Number Series 6-870-, page T201
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:18 AM Page T62
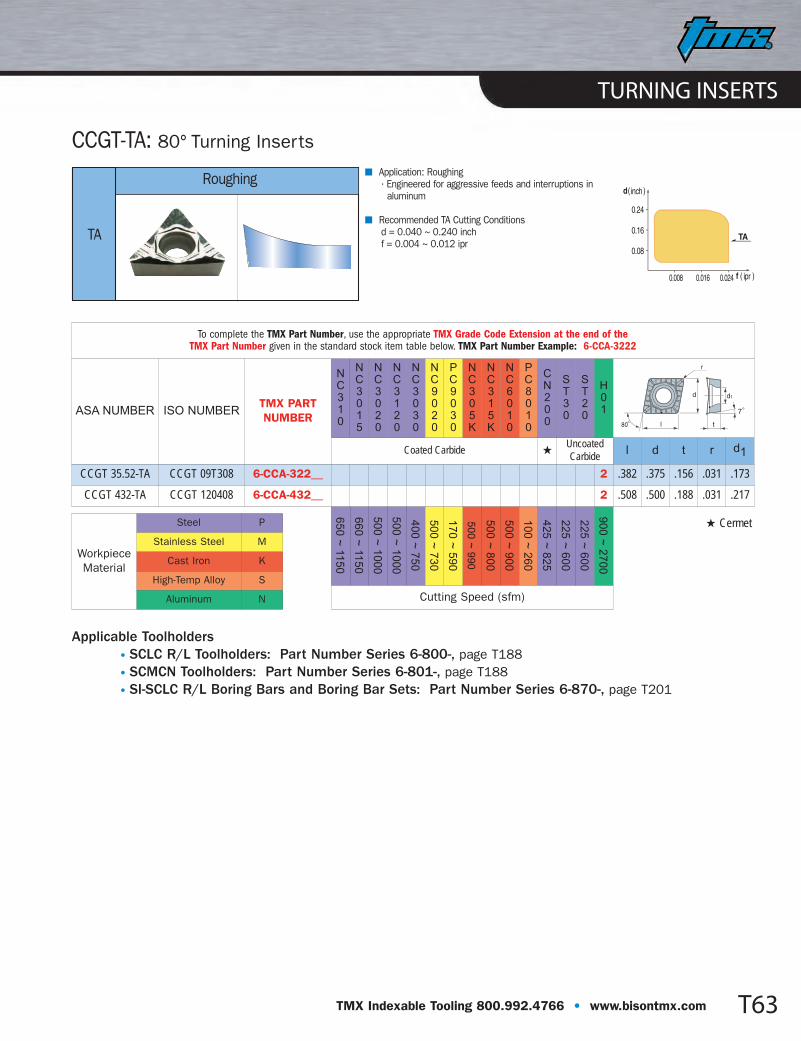
TURNING INSERTS
T63TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-CCA-3222
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r d1
CCGT 35.52-TA CCGT 09T308 6-CCA-322__ 2 .382 .375 .156 .031 .173
CCGT 432-TA CCGT 120408 6-CCA-432__ 2 .508 .500 .188 .031 .217
Roughing
CCGT-TA: 80° Turning Inserts
TA
Application: Roughing. Engineered for aggressive feeds and interruptions in
aluminum
Recommended TA Cutting Conditionsd = 0.040 ~ 0.240 inchf = 0.004 ~ 0.012 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • SCLC R/L Toolholders: Part Number Series 6-800-, page T188• SCMCN Toolholders: Part Number Series 6-801-, page T188• SI-SCLC R/L Boring Bars and Boring Bar Sets: Part Number Series 6-870-, page T201
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:18 AM Page T63

TURNING INSERTS
T64 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
30
0~
260
0
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-CCM-210KA
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
G10
Coated Carbide �UncoatedCarbide l d t r d1
CCMT 21.50.5-C25 CCMT 060202 6-CCM-210__ KA L E .256 .250 .094 .008 .110
CCMT 21.51-C25 CCMT 060204 6-CCM-215__ G J KA L A S E .256 .250 .094 .016 .110
CCMT 21.52-C25 CCMT 060208 6-CCM-225__ KA .256 .250 .094 .031 .110
CCMT 2.522-C25 CCMT 080308 6-CCM-252__ LA .319 .312 .125 .031 .134
CCMT 32.51-C25 CCMT 09T304 6-CCM-321__ G J KA LA A S E .382 .375 .156 .008 .173
CCMT 32.52-C25 CCMT 09T308 6-CCM-322__ G J KB LA A S E 5 .382 .375 .156 .016 .173
CCMT 431-C25 CCMT 120404 6-CCM-431__ J KA A S E .508 .500 .188 .016 .217
CCMT 432-C25 CCMT 120408 6-CCM-432__ J KA LA A S E 5 2 .508 .500 .188 .031 .217
Medium
CCMT-C25: 80° Turning Inserts
C25
Application: Medium. Interrupted cuts. Free cutting . I.D. and O.D. turning
Recommended C25 Cutting Conditionsd = 0.04 ~ 0.12 inchf = 0.004 ~ 0.012 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • SCLC R/L Toolholders: Part Number Series 6-800-, page T188• SCMCN Toolholders: Part Number Series 6-801-, page T188• SI-SCLC R/L Boring Bars and Boring Bar Sets: Part Number Series 6-870-, page T201
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:18 AM Page T64

TURNING INSERTS
T65TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
115
0
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~9
90
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
270
0
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-CCN-210G
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r d1
CCMT 21.50.5-HMP CCMT 060202 6-CCN-210__ G KB LA E C .256 .250 .094 .008 .110
CCMT 21.51-HMP CCMT 060204 6-CCN-211__ G J KA L A S E C .256 .250 .094 .016 .110
CCMT 21.52-HMP CCMT 060208 6-CCN-212__ KB A S E C .256 .250 .094 .031 .110
CCMT 32.50.5-HMP CCMT 09T302 6-CCN-320-__ G J KA A S E C .382 .375 .156 .008 .173
CCMT 32.51-HMP CCMT 09T304 6-CCN-321__ G J KB L A E C .382 .375 .156 .016 .173
CCMT 32.52-HMP CCMT 09T308 6-CCN-322__ G J KA LA A S I E .382 .375 .156 .031 .173
CCMT 431-HMP CCMT 120404 6-CCN-431__ G J L A S E .508 .500 .188 .016 .217
CCMT 432-HMP CCMT 120408 6-CCN-432__ G J KA L A E .508 .500 .188 .031 .217
Medium
CCMT-HMP: 80° Turning Inserts
HMP
Application: Medium. Versatile chipbreaker
Recommended HMP Cutting Conditionsd = 0.02 ~ 0.14 inchf = 0.002 ~ 0.016 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • SCLC R/L Toolholders: Part Number Series 6-800-, page T188• SCMCN Toolholders: Part Number Series 6-801-, page T188• SI-SCLC R/L Boring Bars and Boring Bar Sets: Part Number Series 6-870-, page T201
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:18 AM Page T65
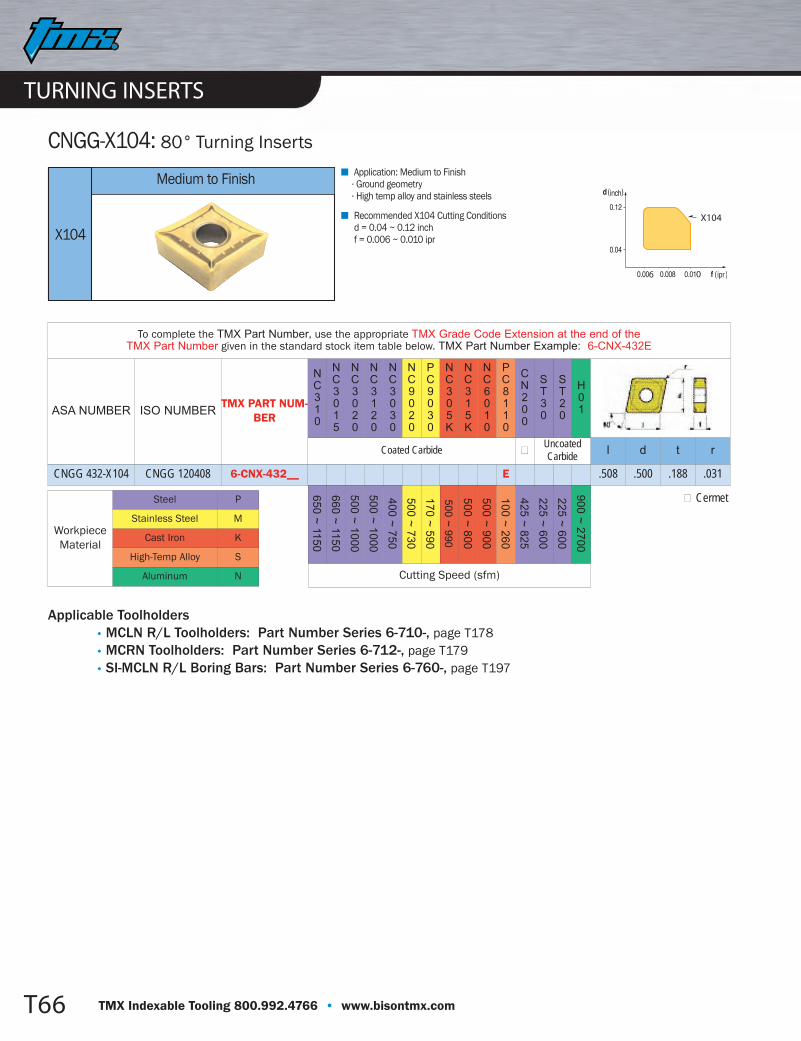
TURNING INSERTS
T66 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
650~1150
660~1150
500~1000
500~1000
400~750
500~730
170~590
500~990
500~800
500~900
100~260
425~825
225~600
225~600
900~2700
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of theTMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-CNX-432E
ASA NUMBER ISO NUMBERTMX PART NUM-
BER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8110
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
CNGG 432-X104 CNGG 120408 6-CNX-432__ E .508 .500 .188 .031
Medium to Finish
CNGG-X104: 80° Turning Inserts
6 0
X104
X104
Application: Medium to Finish. Ground geometry. High temp alloy and stainless steels
Recommended X104 Cutting Conditionsd = 0.04 ~ 0.12 inchf = 0.006 ~ 0.010 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders•MCLN R/L Toolholders: Part Number Series 6-710-, page T178•MCRN Toolholders: Part Number Series 6-712-, page T179• SI-MCLN R/L Boring Bars: Part Number Series 6-760-, page T197
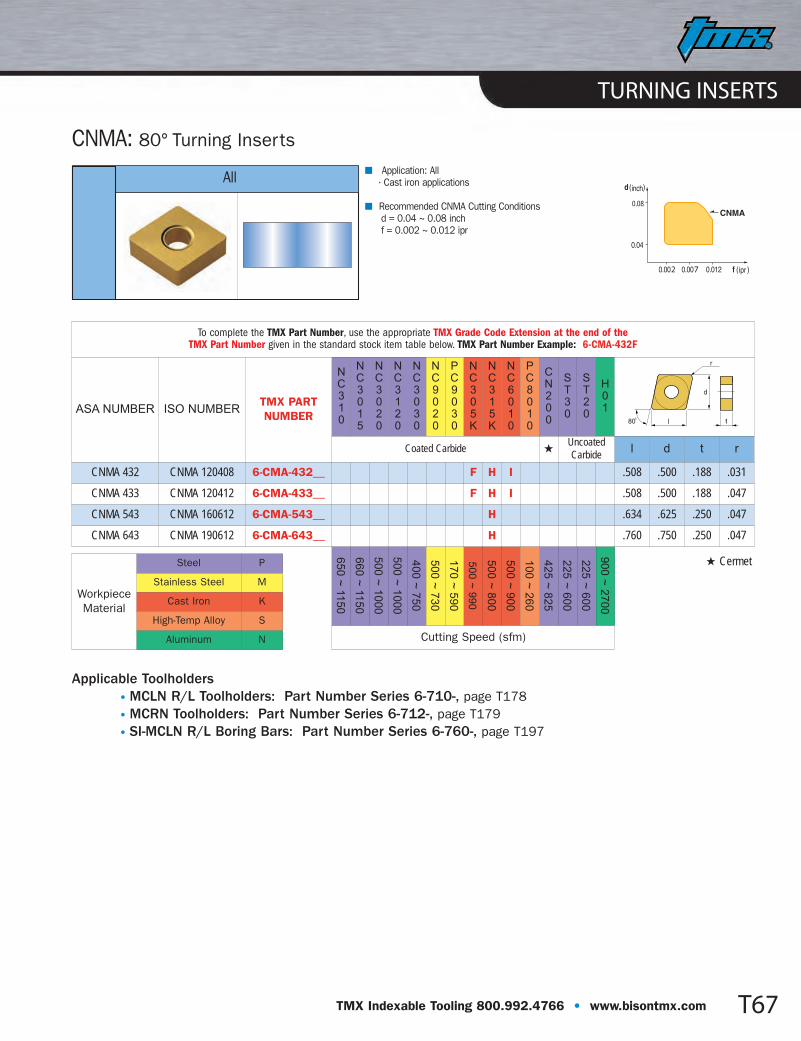
TURNING INSERTS
T67TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-CMA-432F
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
CNMA 432 CNMA 120408 6-CMA-432__ F H I .508 .500 .188 .031
CNMA 433 CNMA 120412 6-CMA-433__ F H I .508 .500 .188 .047
CNMA 543 CNMA 160612 6-CMA-543__ H .634 .625 .250 .047
CNMA 643 CNMA 190612 6-CMA-643__ H .760 .750 .250 .047
All
CNMA: 80° Turning Inserts
0.08
2 7
CNMA
Application: All. Cast iron applications
Recommended CNMA Cutting Conditionsd = 0.04 ~ 0.08 inchf = 0.002 ~ 0.012 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MCLN R/L Toolholders: Part Number Series 6-710-, page T178• MCRN Toolholders: Part Number Series 6-712-, page T179• SI-MCLN R/L Boring Bars: Part Number Series 6-760-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:18 AM Page T67

TURNING INSERTS
T68 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-CMH-642KA
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
CNMM 642-HH CNMM 190608 6-CMH-642__ KA L I .760 .750 .250 .031
CNMM 643-HH CNMM 190612 6-CMH-643__ LA I .760 .750 .250 .047
Roughing
CNMM-HH: 80° Turning Inserts
HH
Application: Roughing. Stout geometry for extreme feeds and depth of cuts. Free cutting design
Recommended HH Cutting Conditionsd = 0.16 ~ 0.52 inchf = 0.018 ~ 0.06 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MCLN R/L Toolholders: Part Number Series 6-710-, page T178• MCRN Toolholders: Part Number Series 6-712-, page T179• SI-MCLN R/L Boring Bars: Part Number Series 6-760-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:19 AM Page T68

TURNING INSERTS
T69TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-CMM-646KA
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
CNMM 646-GH CNMM 190624 6-CMM-646__ KA .760 .750 .250 .094
Heavy Duty
CNMM-GH: 80° Turning Inserts
0.012 0.051
0.43
0.12
GHGH
Application: Heavy Duty. Stout geometry for extreme feeds and depth of cuts. Free cutting design
Recommended GH Cutting Conditionsd = 0.12 ~ 0.43 inchf = 0.012 ~ 0.051 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MCLN R/L Toolholders: Part Number Series 6-710-, page T178• MCRN Toolholders: Part Number Series 6-712-, page T179• SI-MCLN R/L Boring Bars: Part Number Series 6-760-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:19 AM Page T69

TURNING INSERTS
T70 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
30
0-
26
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-CNA-432LA
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
G1 0
Coated Carbide �UncoatedCarbide l d t r
CNMG 432-B25 CNMG 120408 6-CNA-432__ LA 2 .508 .500 .187 .031
CNMG 643-B25 CNMG 190612 6-CNA-643__ L 2 .760 .750 .250 .047
General Purpose
CNMG-B25: 80° Turning Inserts
B25
Application: General Purpose. All purpose chipbreaker
Recommended B25 Cutting Conditionsd = 0.08 ~ 0.235 inchf = 0.01 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MCLN R/L Toolholders: Part Number Series 6-710-, page T178• MCRN Toolholders: Part Number Series 6-712-, page T179• SI-MCLN R/L Boring Bars: Part Number Series 6-760-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:19 AM Page T70
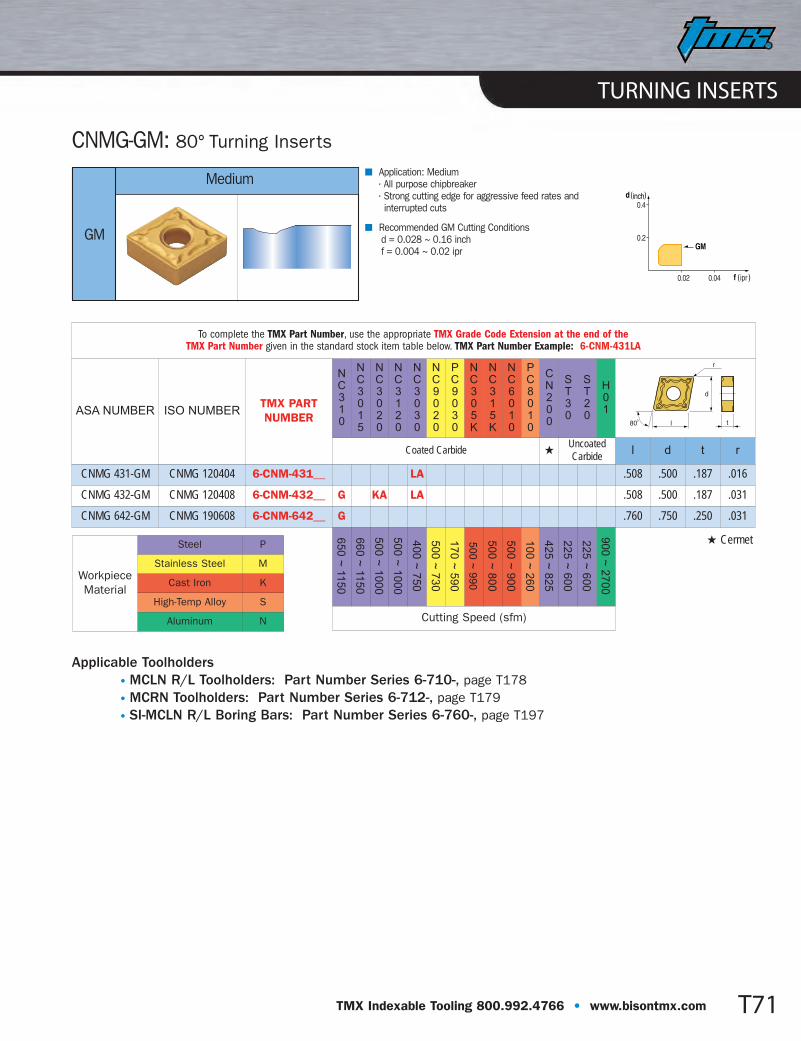
TURNING INSERTS
T71TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-CNM-431LA
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
CNMG 431-GM CNMG 120404 6-CNM-431__ LA .508 .500 .187 .016
CNMG 432-GM CNMG 120408 6-CNM-432__ G KA LA .508 .500 .187 .031
CNMG 642-GM CNMG 190608 6-CNM-642__ G .760 .750 .250 .031
Medium
CNMG-GM: 80° Turning Inserts
GM
Application: Medium. All purpose chipbreaker. Strong cutting edge for aggressive feed rates and
interrupted cuts
Recommended GM Cutting Conditionsd = 0.028 ~ 0.16 inchf = 0.004 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MCLN R/L Toolholders: Part Number Series 6-710-, page T178• MCRN Toolholders: Part Number Series 6-712-, page T179• SI-MCLN R/L Boring Bars: Part Number Series 6-760-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:19 AM Page T71
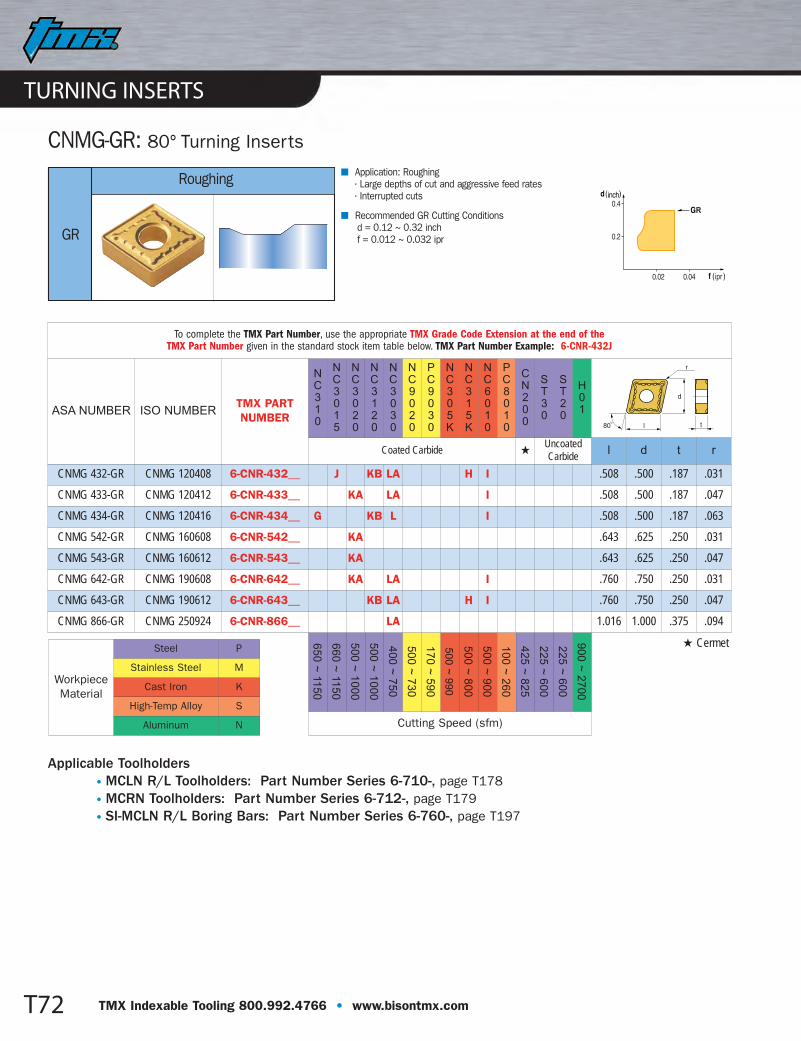
TURNING INSERTS
T72 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
115
0
50
0~
10
00
50
0~
10
00
40
0~
750
50
0~
730
17
0~
590
500
~990
50
0~
800
50
0~
900
10
0~
260
42
5~
825
22
5~
600
22
5~
600
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-CNR-432J
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
CNMG 432-GR CNMG 120408 6-CNR-432__ J KB LA H I .508 .500 .187 .031
CNMG 433-GR CNMG 120412 6-CNR-433__ KA LA I .508 .500 .187 .047
CNMG 434-GR CNMG 120416 6-CNR-434__ G KB L I .508 .500 .187 .063
CNMG 542-GR CNMG 160608 6-CNR-542__ KA .643 .625 .250 .031
CNMG 543-GR CNMG 160612 6-CNR-543__ KA .643 .625 .250 .047
CNMG 642-GR CNMG 190608 6-CNR-642__ KA LA I .760 .750 .250 .031
CNMG 643-GR CNMG 190612 6-CNR-643__ KB LA H I .760 .750 .250 .047
CNMG 866-GR CNMG 250924 6-CNR-866__ LA 1.016 1.000 .375 .094
Roughing
CNMG-GR: 80° Turning Inserts
GR
Application: Roughing. Large depths of cut and aggressive feed rates. Interrupted cuts
Recommended GR Cutting Conditionsd = 0.12 ~ 0.32 inchf = 0.012 ~ 0.032 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MCLN R/L Toolholders: Part Number Series 6-710-, page T178• MCRN Toolholders: Part Number Series 6-712-, page T179• SI-MCLN R/L Boring Bars: Part Number Series 6-760-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:19 AM Page T72
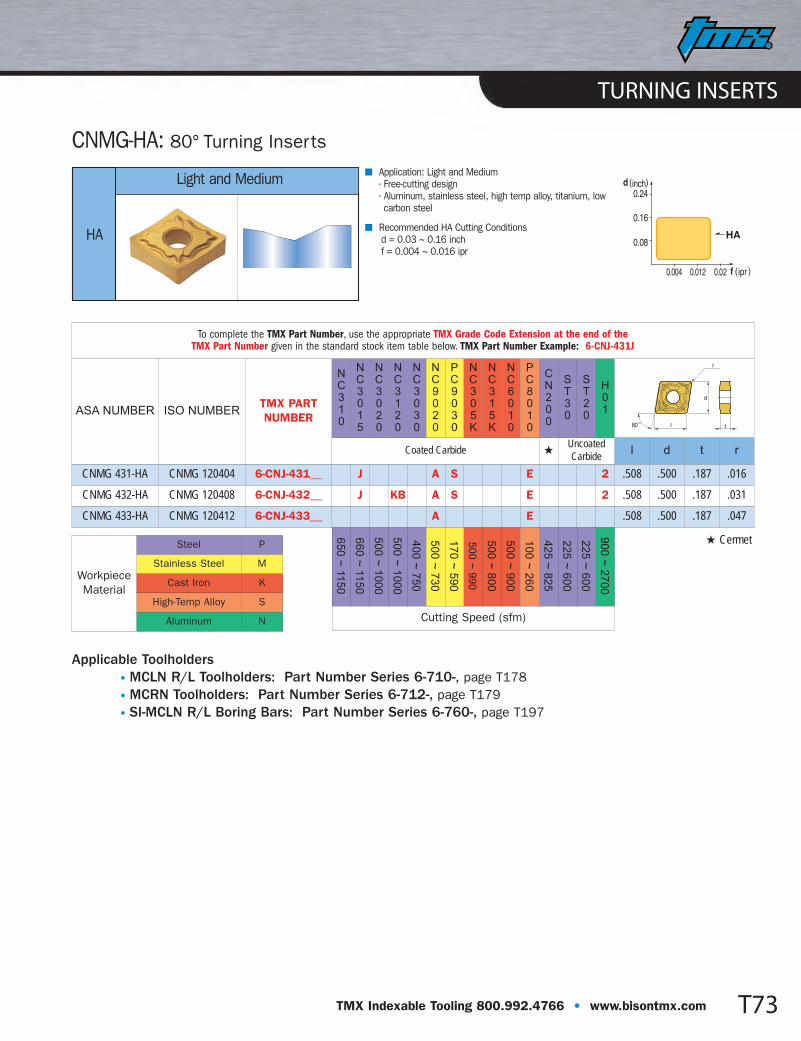
TURNING INSERTS
T73TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-CNJ-431J
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
CNMG 431-HA CNMG 120404 6-CNJ-431__ J A S E 2 .508 .500 .187 .016
CNMG 432-HA CNMG 120408 6-CNJ-432__ J KB A S E 2 .508 .500 .187 .031
CNMG 433-HA CNMG 120412 6-CNJ-433__ A E .508 .500 .187 .047
Light and Medium
CNMG-HA: 80° Turning Inserts
HAHA
Application: Light and Medium. Free-cutting design. Aluminum, stainless steel, high temp alloy, titanium, lowcarbon steel
Recommended HA Cutting Conditionsd = 0.03 ~ 0.16 inchf = 0.004 ~ 0.016 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MCLN R/L Toolholders: Part Number Series 6-710-, page T178• MCRN Toolholders: Part Number Series 6-712-, page T179• SI-MCLN R/L Boring Bars: Part Number Series 6-760-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:19 AM Page T73

TURNING INSERTS
T74 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-CND-431KB
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
CNMG 431-HC CNMG 120404 6-CND-431__ J KB .508 .500 .187 .016
CNMG 432-HC CNMG 120408 6-CND-432__ J KB A S .508 .500 .187 .031
Finish to Medium
CNMG-HC: 80° Turning Inserts
30.03
0.016
HCHC
Application: Finish to Medium. Chipbreaker works well with varying depths of cut
Recommended HC Cutting Conditionsd = 0.03 ~ 0.16 inchf = 0.003 ~ 0.016 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MCLN R/L Toolholders: Part Number Series 6-710-, page T178• MCRN Toolholders: Part Number Series 6-712-, page T179• SI-MCLN R/L Boring Bars: Part Number Series 6-760-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:19 AM Page T74

TURNING INSERTS
T75TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Medium
CNMG-HM: 80° Turning Inserts
HM
Application: Medium. All purpose chipbreaker
Recommended HM Cutting Conditionsd = 0.04 ~ 0.2 inchf = 0.004 ~ 0.02 ipr
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-CNH-321KA
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
CNMG 321-HM CNMG 09T304 6-CNH-321__ KA L .382 .375 .125 .016
CNMG 431-HM CNMG 120404 6-CNH-431__ G J KA LA A S E .508 .500 .187 .016
CNMG 432-HM CNMG 120408 6-CNH-432__ G J KA KB LA A S E C .508 .500 .187 .031
CNMG 433-HM CNMG 120412 6-CNH-433__ KA A S E .508 .500 .187 .047
CNMG 542-HM CNMG 160608 6-CNH-542__ KA L .634 .625 .250 .031
CNMG 543-HM CNMG 160612 6-CNH-543__ L .634 .625 .250 .047
CNMG 643-HM CNMG 190612 6-CNH-643__ G KA LA .760 .750 .250 .047
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MCLN R/L Toolholders: Part Number Series 6-710-, page T178• MCRN Toolholders: Part Number Series 6-712-, page T179• SI-MCLN R/L Boring Bars: Part Number Series 6-760-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:19 AM Page T75

TURNING INSERTS
T76 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
750
50
0~
730
17
0~
590
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
270
0
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-CNG-432LA
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
CNMG 432-HR CNMG 120408 6-CNG-432__ G J KB LA A I .508 .500 .187 .031
CNMG 433-HR CNMG 120412 6-CNG-433__ G J KA L A I .508 .500 .187 .047
CNMG 542-HR CNMG 160608 6-CNG-542__ KA L I E .634 .625 .250 .031
CNMG 543-HR CNMG 160612 6-CNG-543__ KA LA I E .634 .625 .250 .047
CNMG 544-HR CNMG 160616 6-CNG-544__ KB L .634 .625 .250 .063
CNMG 642-HR CNMG 190608 6-CNG-642__ KA L .760 .750 .250 .031
CNMG 643-HR CNMG 190612 6-CNG-643__ G J KB LA A I .760 .750 .250 .047
CNMG 644-HR CNMG 190616 6-CNG-644__ KA L A .760 .750 .250 .063
Roughing
CNMG-HR: 80° Turning Inserts
HR
Application: Roughing. Large depths of cut and aggressive feeds. Interrupted cuts
Recommended HR Cutting Conditionsd = 0.1 ~ 0.28 inchf = 0.01 ~ 0.026 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MCLN R/L Toolholders: Part Number Series 6-710-, page T178• MCRN Toolholders: Part Number Series 6-712-, page T179• SI-MCLN R/L Boring Bars: Part Number Series 6-760-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:19 AM Page T76

TURNING INSERTS
T77TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-CNC-431A
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
CNMG 431-HS CNMG 120404 6-CNC-431__ A S E .508 .500 .187 .016
CNMG 432-HS CNMG 120408 6-CNC-432__ A S E .508 .500 .187 .031
CNMG 433-HS CNMG 120412 6-CNC-433__ A S E .508 .500 .187 .047
CNMG 643-HS CNMG 190612 6-CNC-643__ A .760 .750 .250 .047
CNMG 644-HS CNMG 190616 6-CNC-644__ E .760 .750 .250 .063
Medium
CNMG-HS: 80° Turning Inserts
HS
Application: Medium. Designed for stainless steel and high temp alloys. High rake angle decreases build up edge. Land design for increased edge strength
Recommended HS Cutting Conditionsd = 0.04 ~ 0.16 inchf = 0.004 ~ 0.016 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MCLN R/L Toolholders: Part Number Series 6-710-, page T178• MCRN Toolholders: Part Number Series 6-712-, page T179• SI-MCLN R/L Boring Bars: Part Number Series 6-760-, page T197
0.16
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:19 AM Page T77

TURNING INSERTS
T78 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-CNI-432KA
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
CNMG 432-HW CNMG 120408 6-CNI-432__ J KA A .508 .500 .187 .031
CNMG 433-HW CNMG 120412 6-CNI-433__ G J KA A .508 .500 .187 .047
Wiper, Finish
CNMG-HW: 80° Turning Inserts
HW
Application: Wiper, Finish. Reinforced chip pocket for aggressive speeds and feeds. Wiper geometry for excellent surface finishes at high feedrates
Recommended HW Cutting Conditionsd = 0.012 ~ 0.08 inchf = 0.004 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MCLN R/L Toolholders: Part Number Series 6-710-, page T178• MCRN Toolholders: Part Number Series 6-712-, page T179• SI-MCLN R/L Boring Bars: Part Number Series 6-760-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:19 AM Page T78
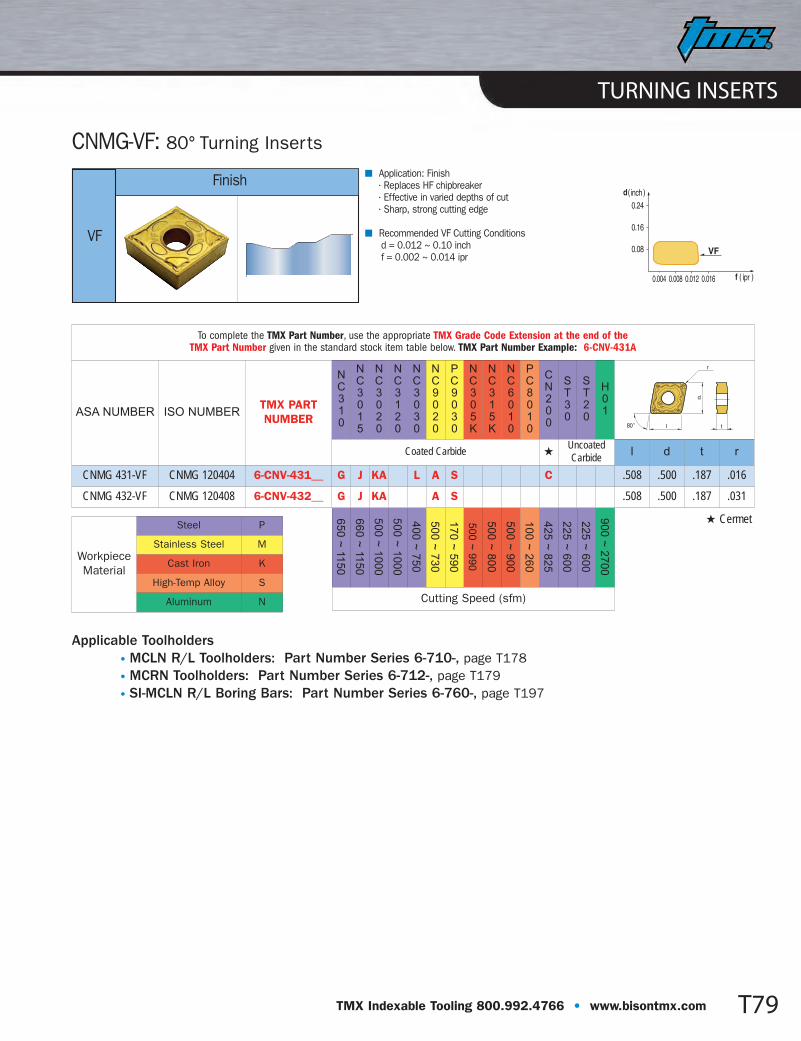
TURNING INSERTS
T79TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-CNV-431A
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
CNMG 431-VF CNMG 120404 6-CNV-431__ G J KA L A S C .508 .500 .187 .016
CNMG 432-VF CNMG 120408 6-CNV-432__ G J KA A S .508 .500 .187 .031
Finish
CNMG-VF: 80° Turning Inserts
VF
Application: Finish. Replaces HF chipbreaker. Effective in varied depths of cut. Sharp, strong cutting edge
Recommended VF Cutting Conditionsd = 0.012 ~ 0.10 inchf = 0.002 ~ 0.014 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MCLN R/L Toolholders: Part Number Series 6-710-, page T178• MCRN Toolholders: Part Number Series 6-712-, page T179• SI-MCLN R/L Boring Bars: Part Number Series 6-760-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:19 AM Page T79
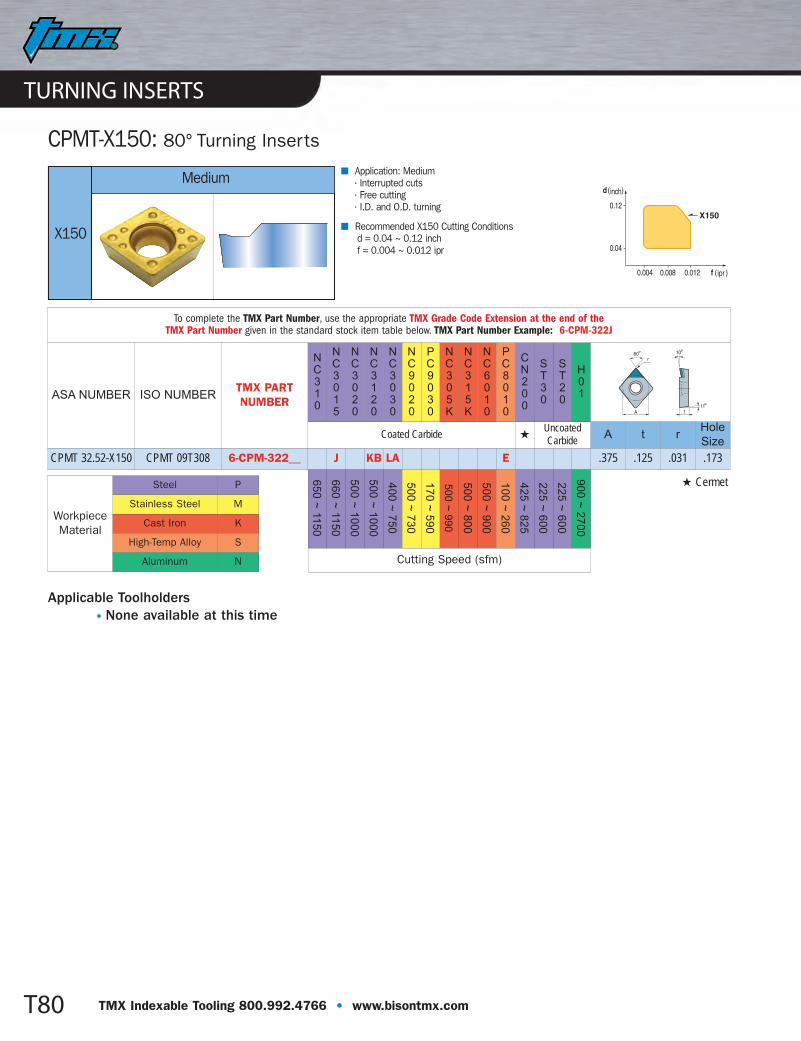
TURNING INSERTS
T80 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-CPM-322J
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide A t r
Hole
Size
CPMT 32.52-X150 CPMT 09T308 6-CPM-322__ J KB LA E .375 .125 .031 .173
Medium
CPMT-X150: 80° Turning Inserts
X150
X150
Application: Medium. Interrupted cuts. Free cutting . I.D. and O.D. turning
Recommended X150 Cutting Conditionsd = 0.04 ~ 0.12 inchf = 0.004 ~ 0.012 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • None available at this time
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:20 AM Page T80
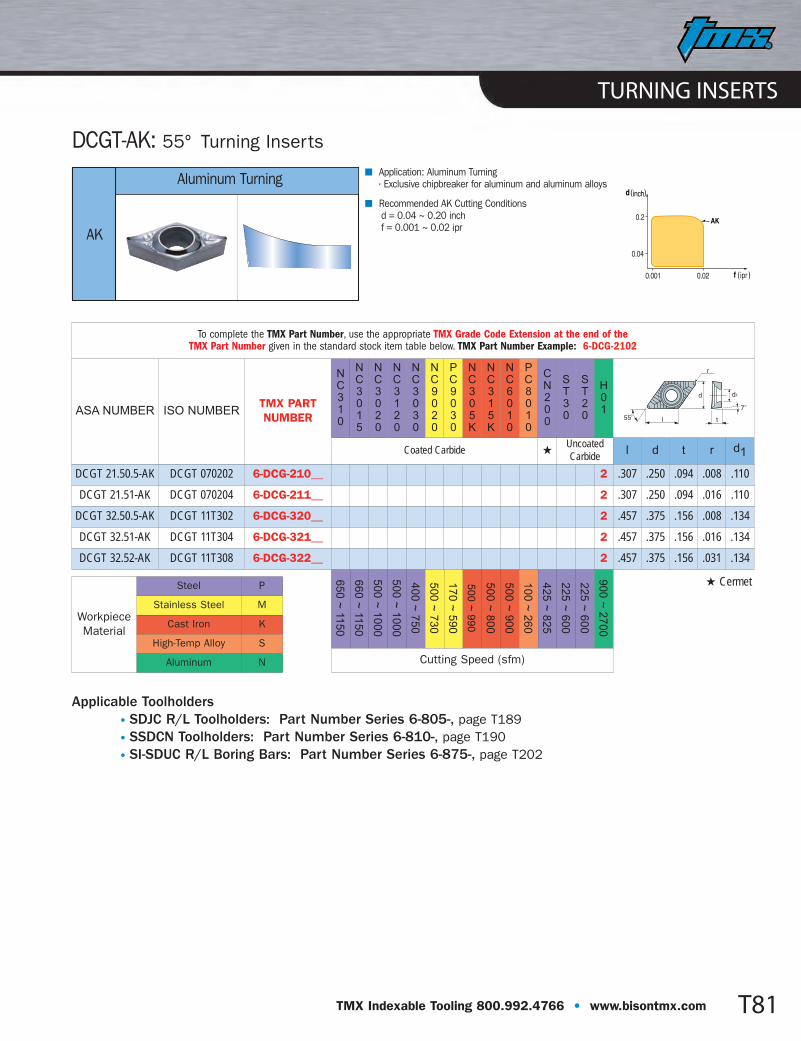
TURNING INSERTS
T81TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-DCG-2102
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r d1
DCGT 21.50.5-AK DCGT 070202 6-DCG-210__ 2 .307 .250 .094 .008 .110
DCGT 21.51-AK DCGT 070204 6-DCG-211__ 2 .307 .250 .094 .016 .110
DCGT 32.50.5-AK DCGT 11T302 6-DCG-320__ 2 .457 .375 .156 .008 .134
DCGT 32.51-AK DCGT 11T304 6-DCG-321__ 2 .457 .375 .156 .016 .134
DCGT 32.52-AK DCGT 11T308 6-DCG-322__ 2 .457 .375 .156 .031 .134
Aluminum Turning
DCGT-AK: 55° Turning Inserts
AK
Application: Aluminum Turning. Exclusive chipbreaker for aluminum and aluminum alloys
Recommended AK Cutting Conditionsd = 0.04 ~ 0.20 inchf = 0.001 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • SDJC R/L Toolholders: Part Number Series 6-805-, page T189• SSDCN Toolholders: Part Number Series 6-810-, page T190• SI-SDUC R/L Boring Bars: Part Number Series 6-875-, page T202
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:20 AM Page T81

TURNING INSERTS
T82 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-DCA-3212
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r d1
DCGT 32.51-TA DCGT 11T304 6-DCA-321__ 2 .457 .375 .156 .016 .134
DCGT 32.52-TA DCGT 11T308 6-DCA-322__ 2 .457 .375 .156 .031 .134
Roughing
DCGT-TA: 80° Turning Inserts
0.24TA
TA
Application: Roughing. Engineered for aggressive feeds and interruptions in
aluminum
Recommended TA Cutting Conditionsd = 0.040 ~ 0.240 inchf = 0.004 ~ 0.029 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • SDJC R/L Toolholders: Part Number Series 6-805-, page T189• SSDCN Toolholders: Part Number Series 6-810-, page T190• SI-SDUC R/L Boring Bars: Part Number Series 6-875-, page T202
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:20 AM Page T82
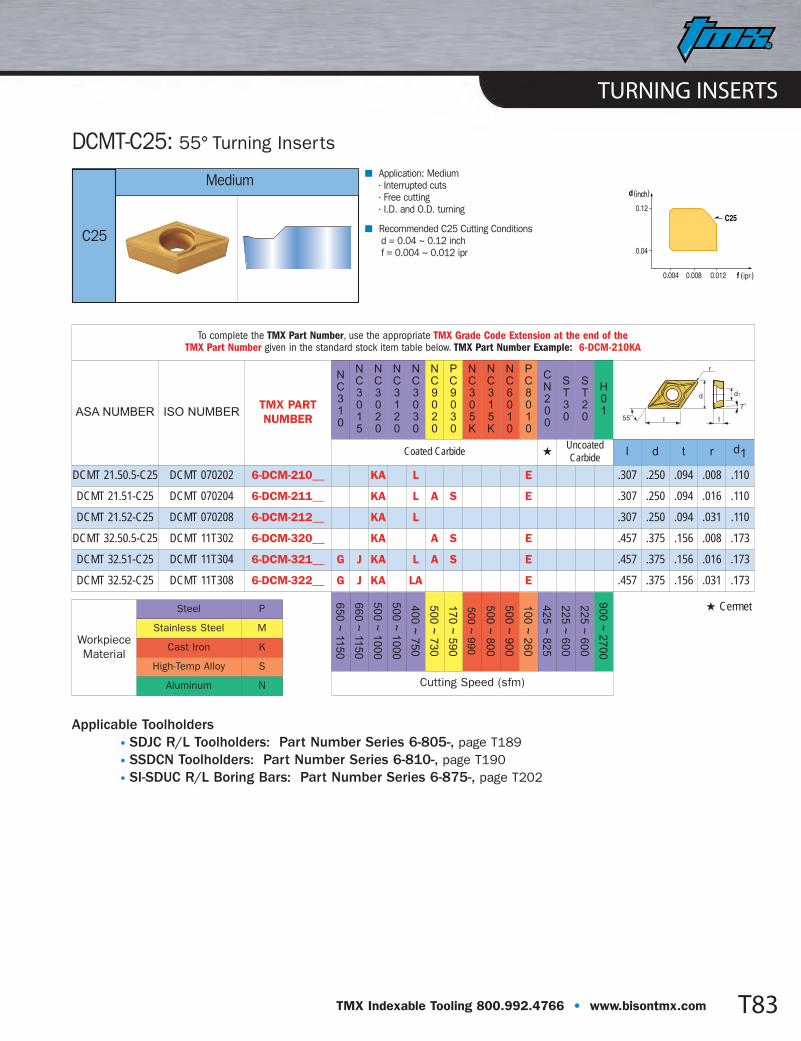
TURNING INSERTS
T83TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-DCM-210KA
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r d1
DCMT 21.50.5-C25 DCMT 070202 6-DCM-210__ KA L E .307 .250 .094 .008 .110
DCMT 21.51-C25 DCMT 070204 6-DCM-211__ KA L A S E .307 .250 .094 .016 .110
DCMT 21.52-C25 DCMT 070208 6-DCM-212__ KA L .307 .250 .094 .031 .110
DCMT 32.50.5-C25 DCMT 11T302 6-DCM-320__ KA A S E .457 .375 .156 .008 .173
DCMT 32.51-C25 DCMT 11T304 6-DCM-321__ G J KA L A S E .457 .375 .156 .016 .173
DCMT 32.52-C25 DCMT 11T308 6-DCM-322__ G J KA LA E .457 .375 .156 .031 .173
Medium
DCMT-C25: 55° Turning Inserts
C25
Application: Medium. Interrupted cuts. Free cutting . I.D. and O.D. turning
Recommended C25 Cutting Conditionsd = 0.04 ~ 0.12 inchf = 0.004 ~ 0.012 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • SDJC R/L Toolholders: Part Number Series 6-805-, page T189• SSDCN Toolholders: Part Number Series 6-810-, page T190• SI-SDUC R/L Boring Bars: Part Number Series 6-875-, page T202
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:20 AM Page T83
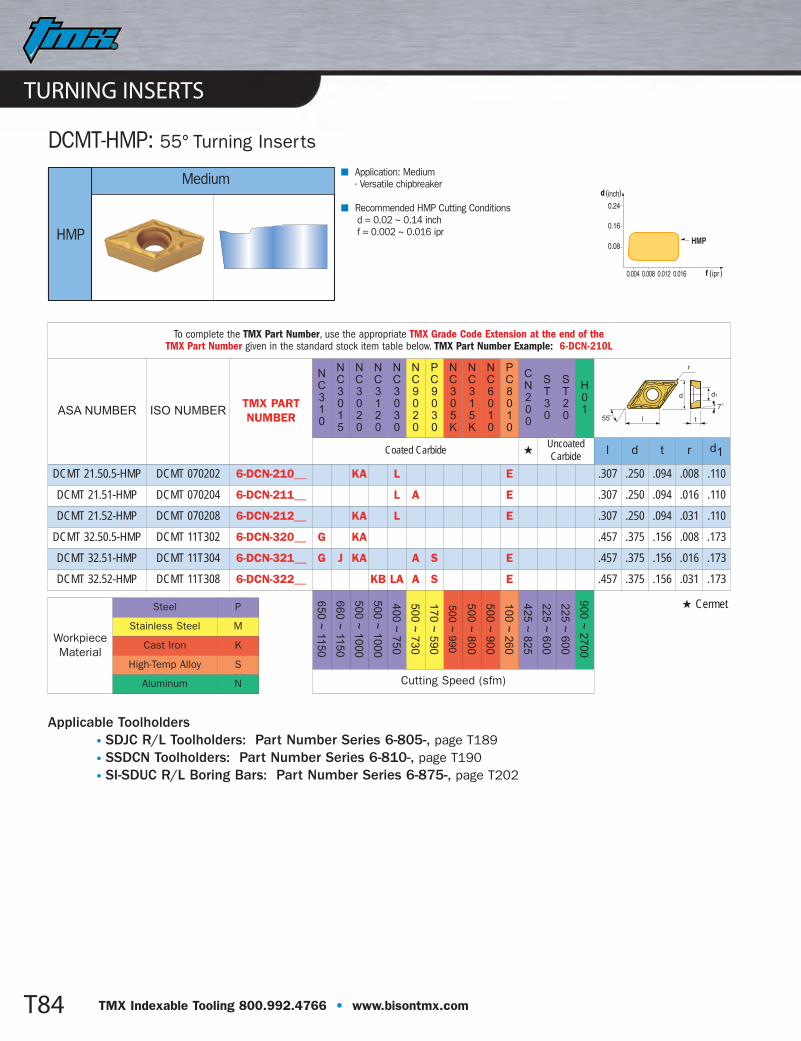
TURNING INSERTS
T84 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-DCN-210L
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r d1
DCMT 21.50.5-HMP DCMT 070202 6-DCN-210__ KA L E .307 .250 .094 .008 .110
DCMT 21.51-HMP DCMT 070204 6-DCN-211__ L A E .307 .250 .094 .016 .110
DCMT 21.52-HMP DCMT 070208 6-DCN-212__ KA L E .307 .250 .094 .031 .110
DCMT 32.50.5-HMP DCMT 11T302 6-DCN-320__ G KA .457 .375 .156 .008 .173
DCMT 32.51-HMP DCMT 11T304 6-DCN-321__ G J KA A S E .457 .375 .156 .016 .173
DCMT 32.52-HMP DCMT 11T308 6-DCN-322__ KB LA A S E .457 .375 .156 .031 .173
Medium
DCMT-HMP: 55° Turning Inserts
HMP
Application: Medium. Versatile chipbreaker
Recommended HMP Cutting Conditionsd = 0.02 ~ 0.14 inchf = 0.002 ~ 0.016 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • SDJC R/L Toolholders: Part Number Series 6-805-, page T189• SSDCN Toolholders: Part Number Series 6-810-, page T190• SI-SDUC R/L Boring Bars: Part Number Series 6-875-, page T202
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:20 AM Page T84

TURNING INSERTS
T85TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-DNU-431E
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
DNGG 431-HU DNGG 150404 6-DNU-431__ E .610 .500 .187 .016
Finish
DNGG-HU: 55° Turning Inserts
HU
Application: Finish. Capable of producing fine surface finishes. Free cutting. Excellent chip control for finishing, depths of cut, and feeds
Recommended HU Cutting Conditionsd = 0.004 ~ 0.06 inchf = 0.001 ~ 0.01 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MDJN R/L Toolholders: Part Number Series 6-715-, page T179• MDPNN Toolholders: Part Number Series 6-714-, page T180• SI-MDUN R/L Boring Bars: Part Number Series 6-770-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:20 AM Page T85

TURNING INSERTS
T86 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-DNC-432F
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
DNMG 432-B20 DNMG 150408 6-DNC-432__ F .610 .500 .187 .031
DNMG 433-B20 DNMG 150412 6-DNC-433__ F .610 .500 .187 .047
Light and Medium
DNMG-B20: 55° Turning Inserts
B20
Application: Light and Medium. Cast iron chipbreaker
Recommended B20 Cutting Conditionsd = 0.06 ~ 0.16 inchf = 0.006 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MDJN R/L Toolholders: Part Number Series 6-715-, page T179• MDPNN Toolholders: Part Number Series 6-714-, page T180• SI-MDUN R/L Boring Bars: Part Number Series 6-770-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:20 AM Page T86
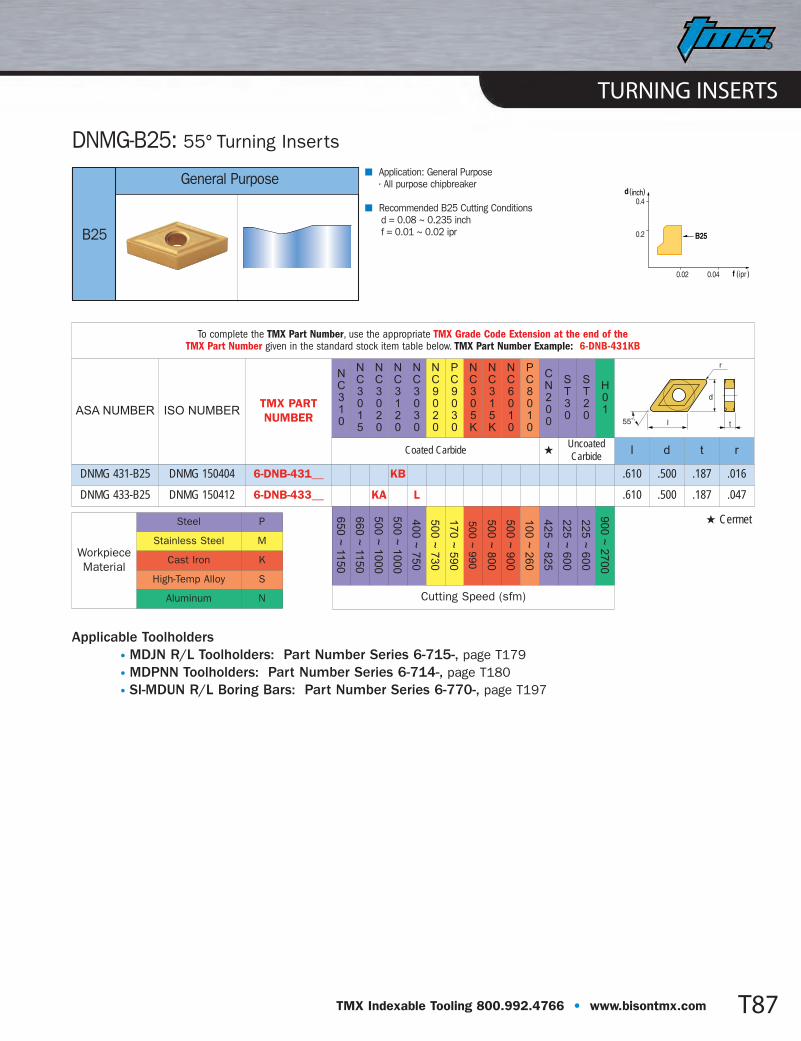
TURNING INSERTS
T87TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-DNB-431KB
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
DNMG 431-B25 DNMG 150404 6-DNB-431__ KB .610 .500 .187 .016
DNMG 433-B25 DNMG 150412 6-DNB-433__ KA L .610 .500 .187 .047
General Purpose
DNMG-B25: 55° Turning Inserts
B25
Application: General Purpose. All purpose chipbreaker
Recommended B25 Cutting Conditionsd = 0.08 ~ 0.235 inchf = 0.01 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MDJN R/L Toolholders: Part Number Series 6-715-, page T179• MDPNN Toolholders: Part Number Series 6-714-, page T180• SI-MDUN R/L Boring Bars: Part Number Series 6-770-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:20 AM Page T87

TURNING INSERTS
T88 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
40
0~
76
0
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-DNM-431M
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
PC230
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
DNMG 431-GM DNMG 150404 6-DNM-431__ KA LA M .610 .500 .187 .016
DNMG 432-GM DNMG 150408 6-DNM-432__ KA L M .610 .500 .187 .031
Medium
DNMG-GM: 80° Turning Inserts
GM
Application: Medium. All purpose chipbreaker. Strong cutting edge for aggressive feed rates and
interrupted cuts
Recommended GM Cutting Conditionsd = 0.028 ~ 0.16 inchf = 0.004 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MDJN R/L Toolholders: Part Number Series 6-715-, page T179• MDPNN Toolholders: Part Number Series 6-714-, page T180• SI-MDUN R/L Boring Bars: Part Number Series 6-770-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:20 AM Page T88

TURNING INSERTS
T89TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-DNG-432KA
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
DNMG 432-GR DNMG 150408 6-DNG-432__ KA .610 .500 .187 .031
Roughing
DNMG-GR: 55° Turning Inserts
GR
Application: Roughing. Large depths of cut and aggressive feed rates. Interrupted cuts
Recommended GR Cutting Conditionsd = 0.12 ~ 0.32 inchf = 0.012 ~ 0.032 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MDJN R/L Toolholders: Part Number Series 6-715-, page T179• MDPNN Toolholders: Part Number Series 6-714-, page T180• SI-MDUN R/L Boring Bars: Part Number Series 6-770-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:20 AM Page T89

TURNING INSERTS
T90 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-DNP-431A
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
DNMG 431-HA DNMG 150404 6-DNP-431__ A S E 2 .610 .500 .187 .016
DNMG 432-HA DNMG 150408 6-DNP-432__ A S E 2 .610 .500 .187 .031
Light and Medium
DNMG-HA: 55° Turning Inserts
HAHA
Application: Light and Medium. Free-cutting design. Aluminum, stainless steel, high temp alloy, titanium, lowcarbon steel
Recommended HA Cutting Conditionsd = 0.03 ~ 0.16 inchf = 0.004 ~ 0.016 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MDJN R/L Toolholders: Part Number Series 6-715-, page T179• MDPNN Toolholders: Part Number Series 6-714-, page T180• SI-MDUN R/L Boring Bars: Part Number Series 6-770-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:20 AM Page T90

TURNING INSERTS
T91TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-DND-431J
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
DNMG 431-HC DNMG 150404 6-DND-431__ J .610 .500 .187 .016
DNMG 432-HC DNMG 150408 6-DND-432__ J .610 .500 .187 .031
Finish to Medium
DNMG-HC: 55° Turning Inserts
30.03
0.016
HCHC
Application: Finish to Medium. Chipbreaker works well with varying depths of cut
Recommended HC Cutting Conditionsd = 0.03 ~ 0.16 inchf = 0.003 ~ 0.016 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MDJN R/L Toolholders: Part Number Series 6-715-, page T179• MDPNN Toolholders: Part Number Series 6-714-, page T180• SI-MDUN R/L Boring Bars: Part Number Series 6-770-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:20 AM Page T91

TURNING INSERTS
T92 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-DNN-331S
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
DNMG 331-HM DNMG 110404 6-DNN-331__ KA A S .457 .375 .187 .016
DNMG 332-HM DNMG 110408 6-DNN-332__ KA A S E .457 .375 .187 .031
DNMG 333-HM DNMG 110412 6-DNN-333__ KA A S E .457 .375 .187 .047
DNMG 431-HM DNMG 150404 6-DNN-431__ G KA LA A S E .610 .500 .187 .016
DNMG 432-HM DNMG 150408 6-DNN-432__ J KA LA A S E .610 .500 .187 .031
DNMG 433-HM DNMG 150412 6-DNN-433__ KB L E .610 .500 .187 .047
Medium
DNMG-HM: 55° Turning Inserts
HM
Application: Medium. All purpose chipbreaker
Recommended HM Cutting Conditionsd = 0.04 ~ 0.2 inchf = 0.004 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MDJN R/L Toolholders: Part Number Series 6-715-, page T179• MDPNN Toolholders: Part Number Series 6-714-, page T180• SI-MDUN R/L Boring Bars: Part Number Series 6-770-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:21 AM Page T92
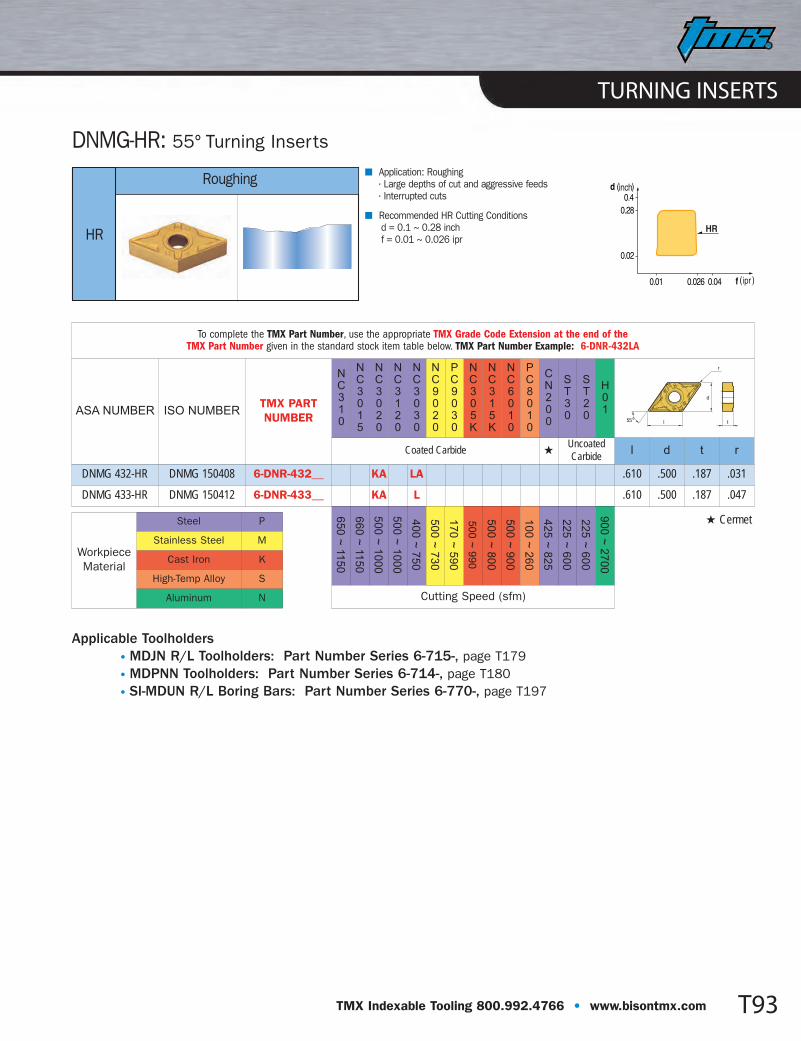
TURNING INSERTS
T93TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-DNR-432LA
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
DNMG 432-HR DNMG 150408 6-DNR-432__ KA LA .610 .500 .187 .031
DNMG 433-HR DNMG 150412 6-DNR-433__ KA L .610 .500 .187 .047
Roughing
DNMG-HR: 55° Turning Inserts
HR
Application: Roughing. Large depths of cut and aggressive feeds. Interrupted cuts
Recommended HR Cutting Conditionsd = 0.1 ~ 0.28 inchf = 0.01 ~ 0.026 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MDJN R/L Toolholders: Part Number Series 6-715-, page T179• MDPNN Toolholders: Part Number Series 6-714-, page T180• SI-MDUN R/L Boring Bars: Part Number Series 6-770-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:21 AM Page T93

TURNING INSERTS
T94 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-DNS-432A
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
DNMG 432-HS DNMG 150408 6-DNS-432__ A S E .610 .500 .187 .031
DNMG 433-HS DNMG 150412 6-DNS-433__ A S E .610 .500 .187 .047
Medium
DNMG-HS: 55° Turning Inserts
HS
Application: Medium. Designed for stainless steel and high temp alloys. High rake angle decreases build up edge. Land design for increased edge strength
Recommended HS Cutting Conditionsd = 0.04 ~ 0.16 inchf = 0.004 ~ 0.016 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MDJN R/L Toolholders: Part Number Series 6-715-, page T179• MDPNN Toolholders: Part Number Series 6-714-, page T180• SI-MDUN R/L Boring Bars: Part Number Series 6-770-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:21 AM Page T94

TURNING INSERTS
T95TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-DNV-331G
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
DNMG 331-VF DNMG 110404 6-DNV-331__ G KA .457 .375 .187 .016
DNMG 332-VF DNMG 110408 6-DNV-332__ G KA .457 .375 .187 .031
DNMG 431-VF DNMG 150404 6-DNV-431__ G J KA .610 .500 .187 .016
DNMG 432-VF DNMG 150408 6-DNV-432__ G J KA .610 .500 .187 .031
Finish
DNMG-VF: 55° Turning Inserts
VF
Application: Finish. Replaces HF chipbreaker. Effective in varied depths of cut. Sharp, strong cutting edge
Recommended VF Cutting Conditionsd = 0.012 ~ 0.10 inchf = 0.002 ~ 0.014 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MDJN R/L Toolholders: Part Number Series 6-715-, page T179• MDPNN Toolholders: Part Number Series 6-714-, page T180• SI-MDUN R/L Boring Bars: Part Number Series 6-770-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:21 AM Page T95
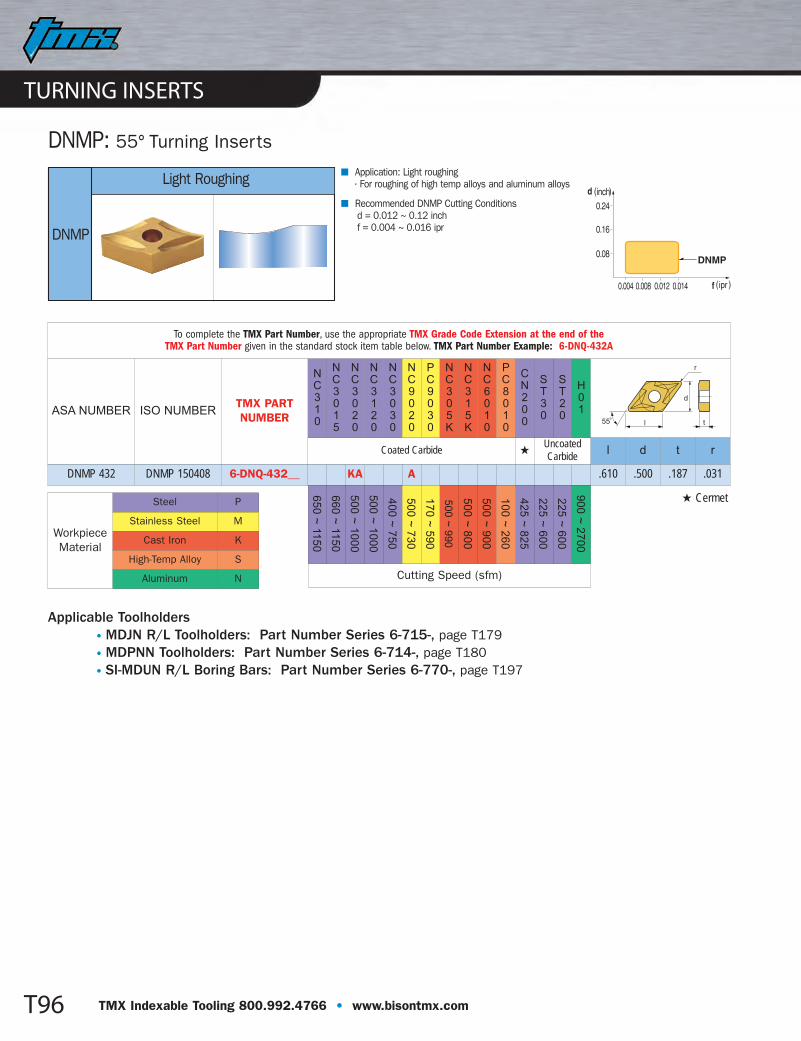
TURNING INSERTS
T96 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-DNQ-432A
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
DNMP 432 DNMP 150408 6-DNQ-432__ KA A .610 .500 .187 .031
Light Roughing
DNMP: 55° Turning Inserts
0.24
0.16
0.08
0.004 0.008 0.012 0.014
inch
DNMP
DNMP
Application: Light roughing . For roughing of high temp alloys and aluminum alloys
Recommended DNMP Cutting Conditionsd = 0.012 ~ 0.12 inchf = 0.004 ~ 0.016 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MDJN R/L Toolholders: Part Number Series 6-715-, page T179• MDPNN Toolholders: Part Number Series 6-714-, page T180• SI-MDUN R/L Boring Bars: Part Number Series 6-770-, page T197
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:21 AM Page T96
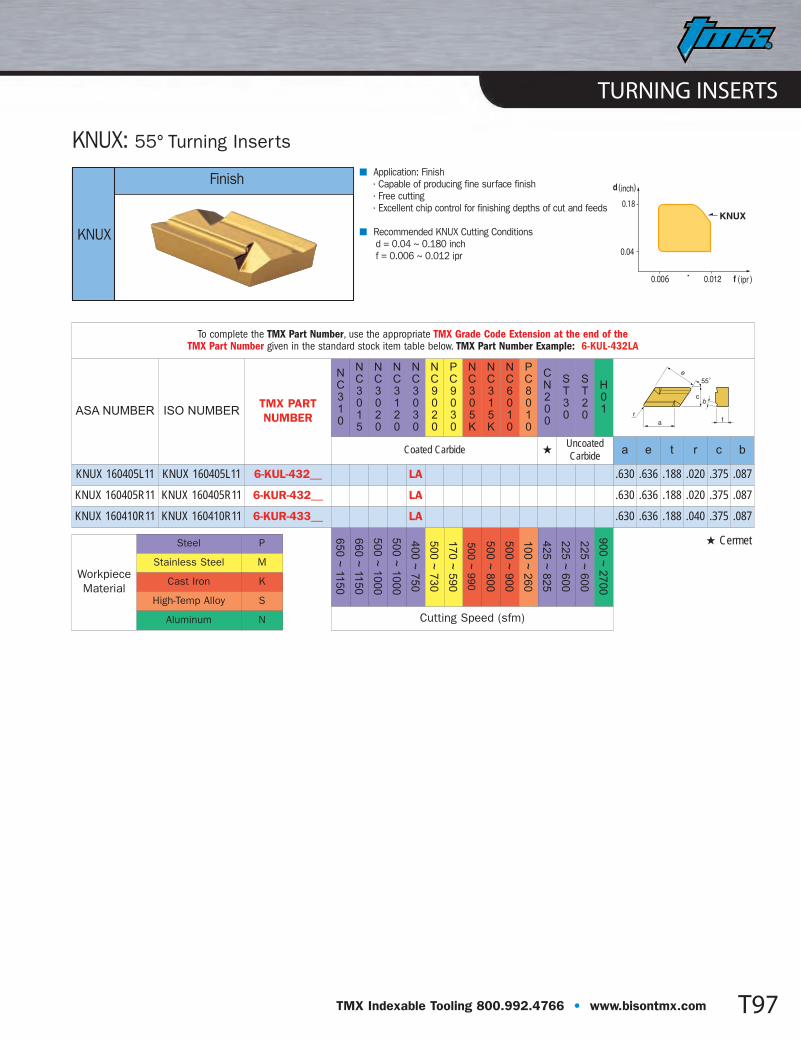
TURNING INSERTS
T97TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-KUL-432LA
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide a e t r c b
KNUX 160405L11 KNUX 160405L11 6-KUL-432__ LA .630 .636 .188 .020 .375 .087
KNUX 160405R11 KNUX 160405R11 6-KUR-432__ LA .630 .636 .188 .020 .375 .087
KNUX 160410R11 KNUX 160410R11 6-KUR-433__ LA .630 .636 .188 .040 .375 .087
Finish
KNUX: 55° Turning Inserts
0.18
6
KNUX
KNUX
Application: Finish. Capable of producing fine surface finish. Free cutting. Excellent chip control for finishing depths of cut and feeds
Recommended KNUX Cutting Conditionsd = 0.04 ~ 0.180 inchf = 0.006 ~ 0.012 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:21 AM Page T97

TURNING INSERTS
T98 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-RCG-1032
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide d t d1
RCGT 1003MO-AK 1003MO-AK 6-RCG-103__ 2 .394 .125 .157
RCGT 1204MO-AK 1204MO-AK 6-RCG-124__ 2 .472 .188 .173
Aluminum Turning
RCGT-AK: Round Turning Inserts
AK
Application: Aluminum Turning. Exclusive chipbreaker for aluminum and aluminum alloys
Recommended AK Cutting Conditionsd = 0.04 ~ 0.20 inchf = 0.001 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:21 AM Page T98
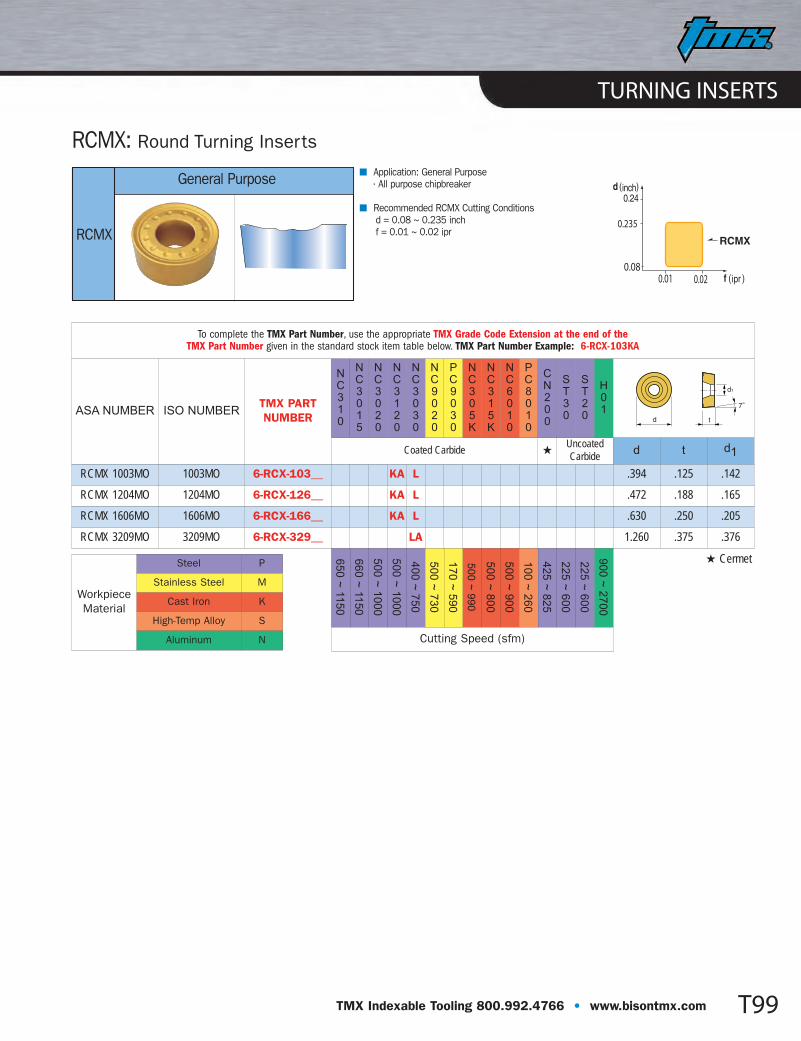
TURNING INSERTS
T99TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-RCX-103KA
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide d t d1
RCMX 1003MO 1003MO 6-RCX-103__ KA L .394 .125 .142
RCMX 1204MO 1204MO 6-RCX-126__ KA L .472 .188 .165
RCMX 1606MO 1606MO 6-RCX-166__ KA L .630 .250 .205
RCMX 3209MO 3209MO 6-RCX-329__ LA 1.260 .375 .376
General Purpose
RCMX: Round Turning Inserts
0.080.02
0.235
0.01
RCMXRCMX
Application: General Purpose. All purpose chipbreaker
Recommended RCMX Cutting Conditionsd = 0.08 ~ 0.235 inchf = 0.01 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:21 AM Page T99

TURNING INSERTS
T100 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-RNM-64E
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide d t
RNMG 64-B25 190600 6-RNM-64E__ E .750 .250
General Purpose
RNMG-B25: Round Turning Inserts
B25
Application: General Purpose. All purpose chipbreaker
Recommended B25 Cutting Conditionsd = 0.16 ~ 0.4 inchf = 0.02 ~ 0.04 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MRGN R/L Toolholders: Part Number Series 6-700-, page T180
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:21 AM Page T100
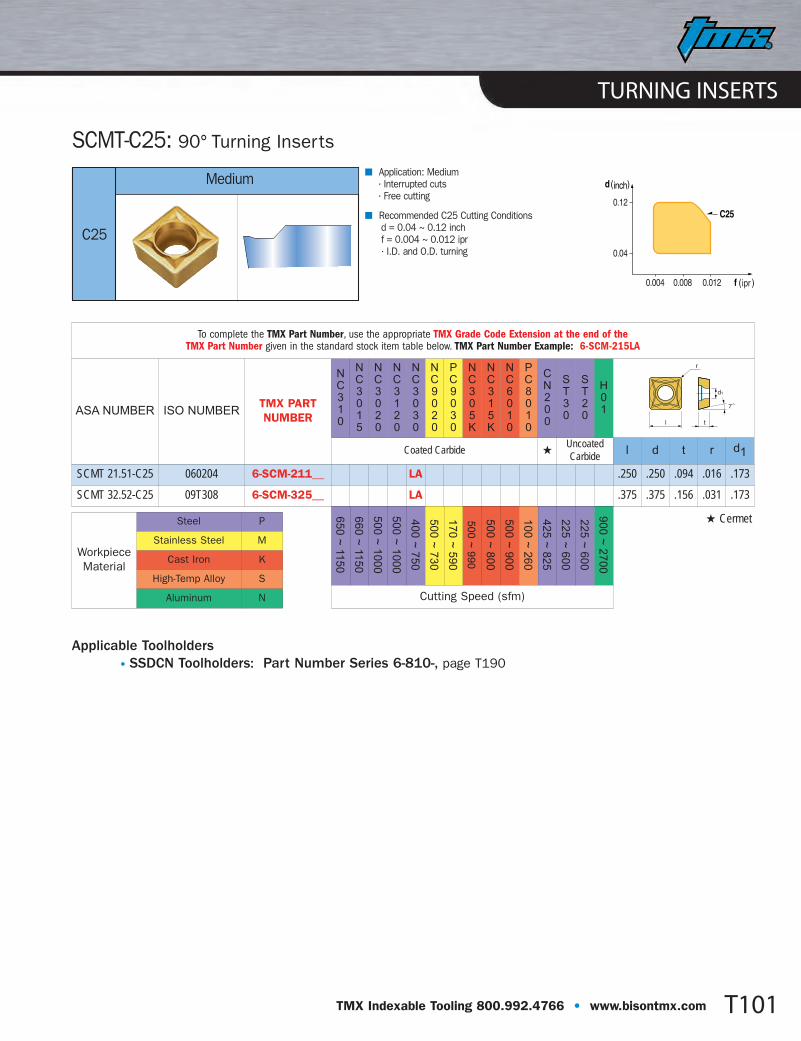
TURNING INSERTS
T101TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SCM-215LA
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r d1
SCMT 21.51-C25 060204 6-SCM-211__ LA .250 .250 .094 .016 .173
SCMT 32.52-C25 09T308 6-SCM-325__ LA .375 .375 .156 .031 .173
Medium
SCMT-C25: 90° Turning Inserts
C25
Application: Medium. Interrupted cuts. Free cutting
Recommended C25 Cutting Conditionsd = 0.04 ~ 0.12 inchf = 0.004 ~ 0.012 ipr. I.D. and O.D. turning
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • SSDCN Toolholders: Part Number Series 6-810-, page T190
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:21 AM Page T101

TURNING INSERTS
T102 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SNG-6335
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
SNGN 633 190412 6-SNG-633__ 5 .750 .750 .188 .047
SNGN: 90° Turning Inserts
SNGN
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:21 AM Page T102

TURNING INSERTS
T103TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SNB-432I
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
SNMG 432 120408 6-SNB-432__ I .500 .500 .188 .031
Light and Medium
SNMG-B20: 90° Turning Inserts
B20
Application: Light and Medium. Cast iron chipbreaker
Recommended B20 Cutting Conditionsd = 0.06 ~ 0.16 inchf = 0.006 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MSDNN Toolholders: Part Number Series 6-734-, page T181• MSKN R/L Toolholders: Part Number Series 6-737-, page T181• MSRN R/L Toolholders: Part Number Series 6-736-, page T182• MSSN R/L Toolholders: Part Number Series 6-735-, page T182
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:21 AM Page T103

TURNING INSERTS
T104 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SNM-434E
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
SNMG 432-B25 120408 6-SNM-432__ L .500 .500 .188 .031
SNMG 434-B25 120416 6-SNM-434__ E .500 .500 .188 .063
SNMG 543-B25 150612 6-SNM-543__ E .625 .625 .250 .047
SNMG 643-B25 190612 6-SNM-643__ J .750 .750 .250 .047
SNMG 644-B25 190616 6-SNM-644__ J L .750 .750 .250 .063
General Purpose
SNMG-B25: 90° Turning Inserts
B25
Application: General Purpose. All purpose chipbreaker
Recommended B25 Cutting Conditionsd = 0.08 ~ 0.235 inchf = 0.01 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MSDNN Toolholders: Part Number Series 6-734-, page T181• MSKN R/L Toolholders: Part Number Series 6-737-, page T181• MSRN R/L Toolholders: Part Number Series 6-736-, page T182• MSSN R/L Toolholders: Part Number Series 6-735-, page T182
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:22 AM Page T104

TURNING INSERTS
T105TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SNN-432L
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
SNMG 432-GM 120408 6-SNN-432__ L .500 .500 .188 .031
SNMG 643-GM 190612 6-SNN-643__ LA .750 .750 .250 .047
Medium
SNMG-GM: 90° Turning Inserts
GM
Application: Medium. All purpose chipbreaker. Strong cutting edge for aggressive feed rates and
interrupted cuts
Recommended GM Cutting Conditionsd = 0.028 ~ 0.16 inchf = 0.004 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MSDNN Toolholders: Part Number Series 6-734-, page T181• MSKN R/L Toolholders: Part Number Series 6-737-, page T181• MSRN R/L Toolholders: Part Number Series 6-736-, page T182• MSSN R/L Toolholders: Part Number Series 6-735-, page T182
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:22 AM Page T105

TURNING INSERTS
T106 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SNR-432KA
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
SNMG 432-GR 120408 6-SNR-432__ KA .500 .500 .188 .031
SNMG 542-GR 150608 6-SNR-542__ KB .625 .625 .250 .031
SNMG 543-GR 150612 6-SNR-543__ KA L .625 .625 .250 .047
SNMG 643-GR 190612 6-SNR-643__ G KA .750 .750 .250 .047
SNMG 644-HR 190616 6-SNR-644__ E .750 .750 .250 .063
SNMG 866-GR 250924 6-SNR-866__ KA LA 1.000 1.000 .375 .094
Roughing
SNMG-GR: 90° Turning Inserts
GR
Application: Roughing. Large depths of cut and aggressive feed rates. Interrupted cuts
Recommended GR Cutting Conditionsd = 0.12 ~ 0.32 inchf = 0.012 ~ 0.032 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MSDNN Toolholders: Part Number Series 6-734-, page T181• MSKN R/L Toolholders: Part Number Series 6-737-, page T181• MSRN R/L Toolholders: Part Number Series 6-736-, page T182• MSSN R/L Toolholders: Part Number Series 6-735-, page T182
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:22 AM Page T106

TURNING INSERTS
T107TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SNH-432G
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
SNMG-HM 432 120408 6-SNH-432__ G J LA .500 .500 .188 .031
SNMG-HM 433 120412 6-SNH-433__ E .500 .500 .188 .047
SNMG-HM 643 190612 6-SNH-643__ J .750 .750 .250 .047
Medium
SNMG-HM: 90° Turning Inserts
HM
Application: Medium. All purpose chipbreaker
Recommended HM Cutting Conditionsd = 0.04 ~ 0.2 inchf = 0.004 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MSDNN Toolholders: Part Number Series 6-734-, page T181• MSKN R/L Toolholders: Part Number Series 6-737-, page T181• MSRN R/L Toolholders: Part Number Series 6-736-, page T182• MSSN R/L Toolholders: Part Number Series 6-735-, page T182
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:22 AM Page T107

TURNING INSERTS
T108 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
15
0~
30
0
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SNJ-432J
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC500H
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
SNMG 432-HR 120408 6-SNJ-432__ J .500 .500 .188 .031
SNMG 433-HR 120412 6-SNJ-433__ J L .500 .500 .188 .047
SNMG-542-HR 150608 6-SNJ-542__ J .625 .625 .250 .031
SNMG-543-HR 150612 6-SNJ-543__ J .625 .625 .250 .047
SNMG 642-HR 190608 6-SNJ-642__ J .750 .750 .250 .031
SNMG 643-HR 190612 6-SNJ-643__ J LA D .750 .750 .250 .047
SNMG 644-HR 190616 6-SNJ-644__ J .750 .750 .250 .063
Roughing
SNMG-HR: 90° Turning Inserts
HR
Application: Roughing. Large depths of cut and aggressive feeds. Interrupted cuts
Recommended HR Cutting Conditionsd = 0.1 ~ 0.28 inchf = 0.01 ~ 0.026 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MSDNN Toolholders: Part Number Series 6-734-, page T181• MSKN R/L Toolholders: Part Number Series 6-737-, page T181• MSRN R/L Toolholders: Part Number Series 6-736-, page T182• MSSN R/L Toolholders: Part Number Series 6-735-, page T182
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:22 AM Page T108
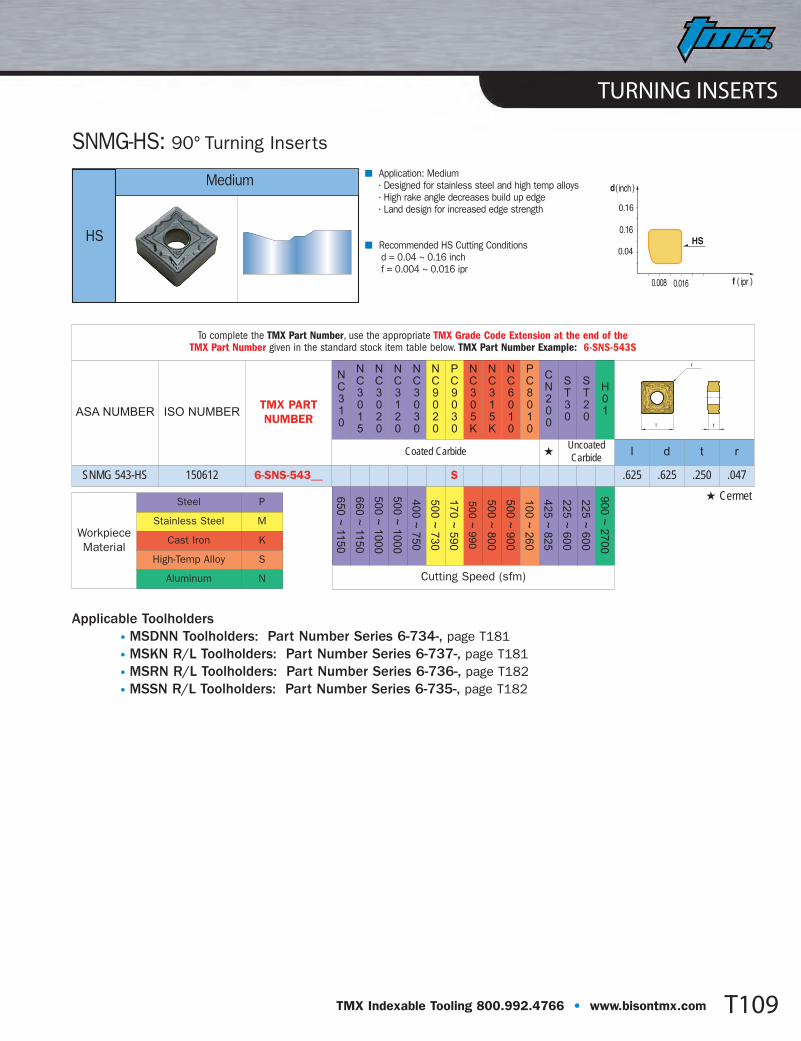
TURNING INSERTS
T109TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SNS-543S
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
SNMG 543-HS 150612 6-SNS-543__ S .625 .625 .250 .047
Medium
SNMG-HS: 90° Turning Inserts
HS
Application: Medium. Designed for stainless steel and high temp alloys. High rake angle decreases build up edge. Land design for increased edge strength
Recommended HS Cutting Conditionsd = 0.04 ~ 0.16 inchf = 0.004 ~ 0.016 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MSDNN Toolholders: Part Number Series 6-734-, page T181• MSKN R/L Toolholders: Part Number Series 6-737-, page T181• MSRN R/L Toolholders: Part Number Series 6-736-, page T182• MSSN R/L Toolholders: Part Number Series 6-735-, page T182
0.16
0.04
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:22 AM Page T109
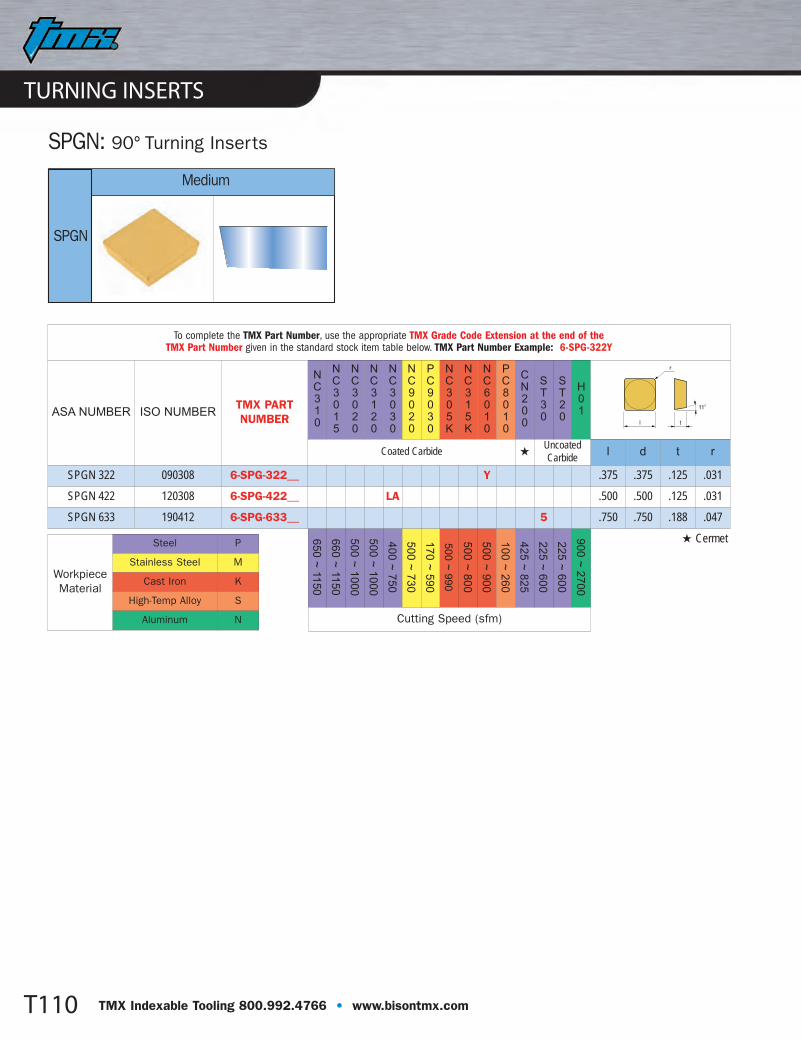
TURNING INSERTS
T110 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SPG-322Y
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
SPGN 322 090308 6-SPG-322__ Y .375 .375 .125 .031
SPGN 422 120308 6-SPG-422__ LA .500 .500 .125 .031
SPGN 633 190412 6-SPG-633__ 5 .750 .750 .188 .047
Medium
SPGN: 90° Turning Inserts
SPGN
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:22 AM Page T110

TURNING INSERTS
T111TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-TCG-2112
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r d1
TCGT 21.51-AK 110204 6-TCG-211__ 2 .433 .250 .094 .016 .110
TCGT 32.51-AK 16T304 6-TCG-321__ 2 .650 .375 .156 .016 .173
TCGT 32.52-AK 16T308 6-TCG-322__ 2 .650 .375 .156 .031 .173
Aluminum Turning
TCGT-AK: 60° Turning Inserts
AK
Application: Aluminum Turning. Exclusive chipbreaker for aluminum and aluminum alloys
Recommended AK Cutting Conditionsd = 0.004 ~ 0.200 inchf = 0.001 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • STECN Toolholders: Part Number Series 6-813-, page T190• STFC R/L Toolholders: Part Number Series 6-814-, page T191• STGC R/L Toolholders: Part Number Series 6-815-, page T191• STJC R/L Toolholders: Part Number Series 6-816-, page T192• SI-STUC R/L Boring Bars: Part Number Series 6-884-, page T202
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:22 AM Page T111

TURNING INSERTS
T112 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-TCA-3212
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r d1
TCGT 32.51-TA 16T304 6-TCA-321__ 2 .650 .375 .156 .016 .173
TCGT 32.52-TA 16T308 6-TCA-322__ 2 .650 .375 .156 .031 .173
Roughing
TCGT-TA: 60° Turning Inserts
0.24TA
TA
Application: Roughing. Engineered for aggressive feeds and interruptions in
aluminum
Recommended TA Cutting Conditionsd = 0.040 ~ 0.240 inchf = 0.004 ~ 0.024 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • STECN Toolholders: Part Number Series 6-813-, page T190• STFC R/L Toolholders: Part Number Series 6-814-, page T191• STGC R/L Toolholders: Part Number Series 6-815-, page T191• STJC R/L Toolholders: Part Number Series 6-816-, page T192• SI-STUC R/L Boring Bars: Part Number Series 6-884-, page T202
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:22 AM Page T112

TURNING INSERTS
T113TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-TCT-322KB
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r d1
TCGT 32.52-C05 16T308 6-TCT-322__ KB 2 .650 .375 .156 .031 .173
Finishing
TCGT-C05: 60° Turning Inserts
C05
C05
Application: Finish. Free cutting design. Gummy materials like stainless steel, titanium, high tempalloys, etc.
. Low carbon steels
Recommended C05 Cutting Conditionsd = 0.02 ~ 0.08 inchf = 0.002 ~ 0.008 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • STECN Toolholders: Part Number Series 6-813-, page T190• STFC R/L Toolholders: Part Number Series 6-814-, page T191• STGC R/L Toolholders: Part Number Series 6-815-, page T191• STJC R/L Toolholders: Part Number Series 6-816-, page T192• SI-STUC R/L Boring Bars: Part Number Series 6-884-, page T202
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:22 AM Page T113

TURNING INSERTS
T114 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-TCM-210KA
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r d1
TCMT 21.50.5-C25 110202 6-TCM-210__ KA .433 .250 .094 .008 .110
TCMT 21.51-C25 110204 6-TCM-211__ G J KA LA A S E .433 .250 .094 .016 .110
TCMT 21.52-C25 110208 6-TCM-212__ KA L A S E .433 .250 .094 .031 .110
TCMT 32.51-C25 16T304 6-TCM-321__ G J KA L A S E .650 .375 .156 .016 .173
TCMT 32.52-C25 16T308 6-TCM-322__ G J KA L A S E .650 .375 .156 .031 .173
Medium
TCMT-C25: 60° Turning Inserts
C25
Application: Medium. Interrupted cuts. Free cutting
Recommended C25 Cutting Conditionsd = 0.04 ~ 0.12 inchf = 0.004 ~ 0.012 ipr. I.D. and O.D. turning
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • STECN Toolholders: Part Number Series 6-813-, page T190• STFC R/L Toolholders: Part Number Series 6-814-, page T191• STGC R/L Toolholders: Part Number Series 6-815-, page T191• STJC R/L Toolholders: Part Number Series 6-816-, page T192• SI-STUC R/L Boring Bars: Part Number Series 6-884-, page T202
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:22 AM Page T114
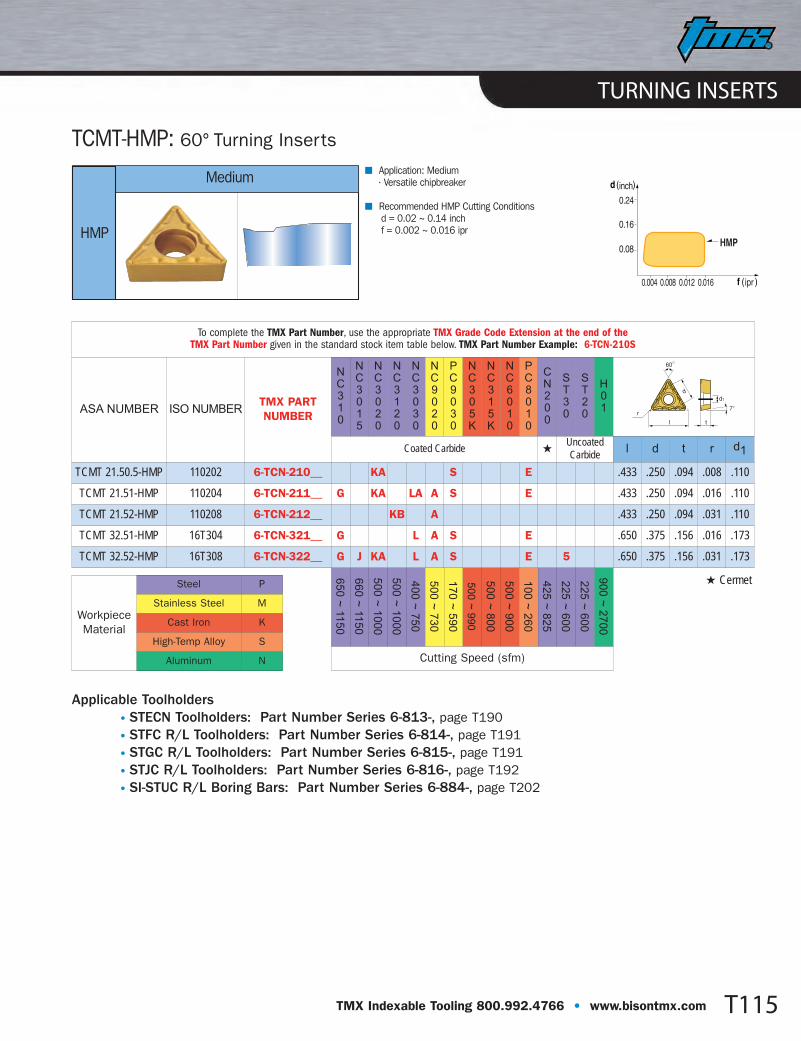
TURNING INSERTS
T115TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-TCN-210S
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r d1
TCMT 21.50.5-HMP 110202 6-TCN-210__ KA S E .433 .250 .094 .008 .110
TCMT 21.51-HMP 110204 6-TCN-211__ G KA LA A S E .433 .250 .094 .016 .110
TCMT 21.52-HMP 110208 6-TCN-212__ KB A .433 .250 .094 .031 .110
TCMT 32.51-HMP 16T304 6-TCN-321__ G L A S E .650 .375 .156 .016 .173
TCMT 32.52-HMP 16T308 6-TCN-322__ G J KA L A S E 5 .650 .375 .156 .031 .173
Medium
TCMT-HMP: 60° Turning Inserts
HMP
Application: Medium. Versatile chipbreaker
Recommended HMP Cutting Conditionsd = 0.02 ~ 0.14 inchf = 0.002 ~ 0.016 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • STECN Toolholders: Part Number Series 6-813-, page T190• STFC R/L Toolholders: Part Number Series 6-814-, page T191• STGC R/L Toolholders: Part Number Series 6-815-, page T191• STJC R/L Toolholders: Part Number Series 6-816-, page T192• SI-STUC R/L Boring Bars: Part Number Series 6-884-, page T202
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:23 AM Page T115

TURNING INSERTS
T116 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-TNM-322LA
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
TNMG 322-B25 160308 6-TNM-322__ LA 2 .650 .250 .125 .031
TNMG 331-B25 160404 6-TNM-331__ L .650 .375 .188 .016
TNMG 332-B25 160408 6-TNM-332__ L .650 .375 .188 .031
TNMG 432-B25 220432 6-TNM-432__ LA 6 .866 .500 .188 .031
TNMG 438-B25 270608 6-TNM-438__ 2 .866 .500 .188 .125
TNMG 542-B25 270608 6-TNM-542__ LA 1.083 .625 .250 .031
TNMG 543-B25 270612 6-TNM-543__ LA 1.083 .625 .250 .047
General Purpose
TNMG-B25: 60° Turning Inserts
B25
Application: General Purpose. All purpose chipbreaker
Recommended B25 Cutting Conditionsd = 0.08 ~ 0.235 inchf = 0.01 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MTENN Toolholders: Part Number Series 6-741-, page T183• MTFN R/L Toolholders: Part Number Series 6-746-, page T183• MTGN R/L Toolholders: Part Number Series 6-742-, page T184• MTJN R/L Toolholders: Part Number Series 6-740-, page T184• SI-MTUN R/L Boring Bars: Part Number Series 6-783-, page T198
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:23 AM Page T116
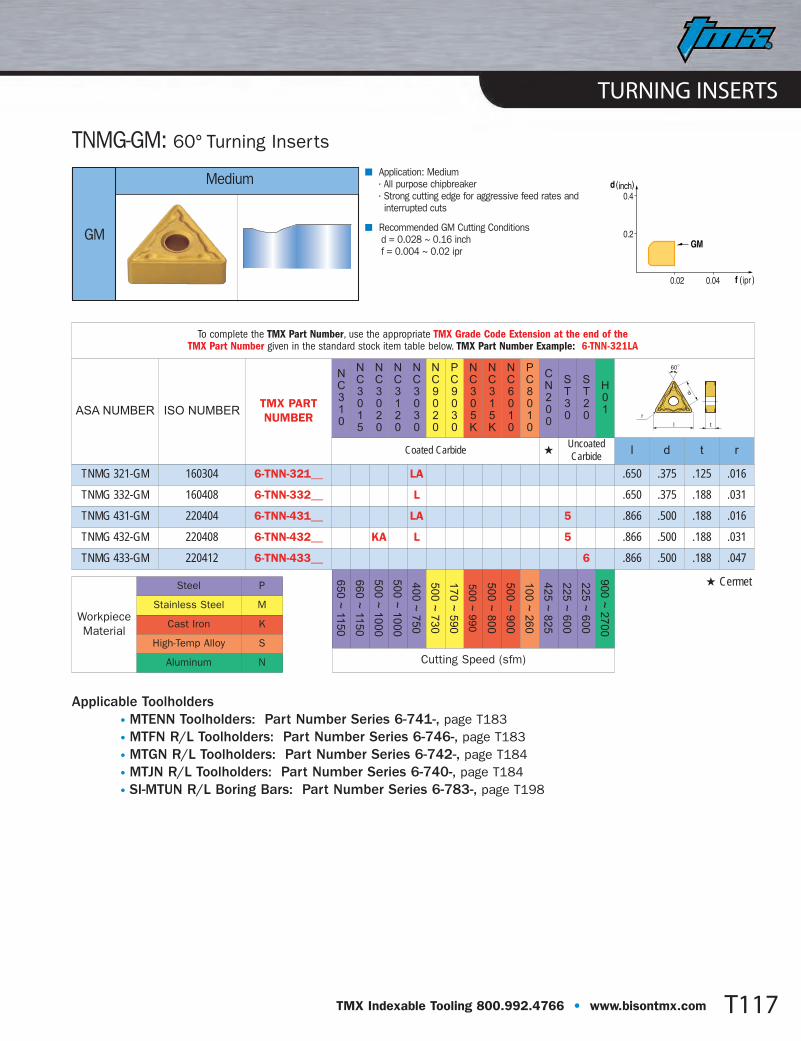
TURNING INSERTS
T117TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Medium
TNMG-GM: 60° Turning Inserts
GM
Application: Medium. All purpose chipbreaker. Strong cutting edge for aggressive feed rates and
interrupted cuts
Recommended GM Cutting Conditionsd = 0.028 ~ 0.16 inchf = 0.004 ~ 0.02 ipr
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-TNN-321LA
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
TNMG 321-GM 160304 6-TNN-321__ LA .650 .375 .125 .016
TNMG 332-GM 160408 6-TNN-332__ L .650 .375 .188 .031
TNMG 431-GM 220404 6-TNN-431__ LA 5 .866 .500 .188 .016
TNMG 432-GM 220408 6-TNN-432__ KA L 5 .866 .500 .188 .031
TNMG 433-GM 220412 6-TNN-433__ 6 .866 .500 .188 .047
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MTENN Toolholders: Part Number Series 6-741-, page T183• MTFN R/L Toolholders: Part Number Series 6-746-, page T183• MTGN R/L Toolholders: Part Number Series 6-742-, page T184• MTJN R/L Toolholders: Part Number Series 6-740-, page T184• SI-MTUN R/L Boring Bars: Part Number Series 6-783-, page T198
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:23 AM Page T117
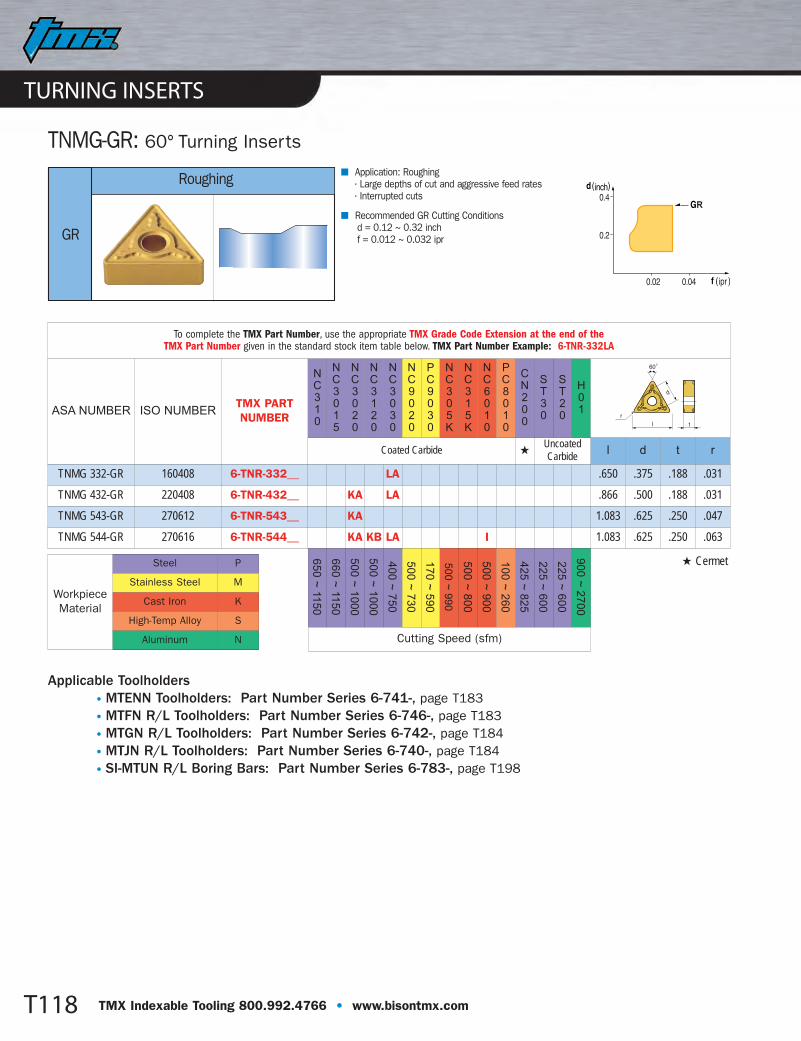
TURNING INSERTS
T118 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-TNR-332LA
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
TNMG 332-GR 160408 6-TNR-332__ LA .650 .375 .188 .031
TNMG 432-GR 220408 6-TNR-432__ KA LA .866 .500 .188 .031
TNMG 543-GR 270612 6-TNR-543__ KA 1.083 .625 .250 .047
TNMG 544-GR 270616 6-TNR-544__ KA KB LA I 1.083 .625 .250 .063
Roughing
TNMG-GR: 60° Turning Inserts
GR
Application: Roughing. Large depths of cut and aggressive feed rates. Interrupted cuts
Recommended GR Cutting Conditionsd = 0.12 ~ 0.32 inchf = 0.012 ~ 0.032 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MTENN Toolholders: Part Number Series 6-741-, page T183• MTFN R/L Toolholders: Part Number Series 6-746-, page T183• MTGN R/L Toolholders: Part Number Series 6-742-, page T184• MTJN R/L Toolholders: Part Number Series 6-740-, page T184• SI-MTUN R/L Boring Bars: Part Number Series 6-783-, page T198
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:23 AM Page T118
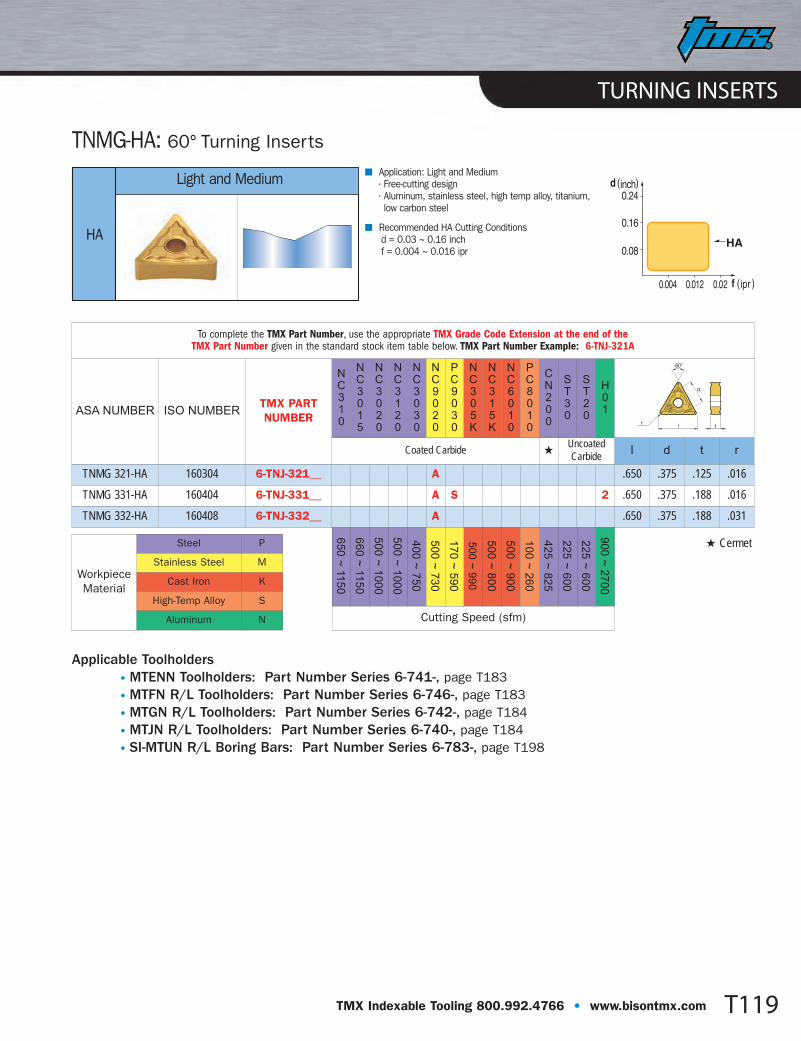
TURNING INSERTS
T119TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Light and Medium
TNMG-HA: 60° Turning Inserts
HAHA
Application: Light and Medium. Free-cutting design. Aluminum, stainless steel, high temp alloy, titanium, low carbon steel
Recommended HA Cutting Conditionsd = 0.03 ~ 0.16 inchf = 0.004 ~ 0.016 ipr
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-TNJ-321A
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
TNMG 321-HA 160304 6-TNJ-321__ A .650 .375 .125 .016
TNMG 331-HA 160404 6-TNJ-331__ A S 2 .650 .375 .188 .016
TNMG 332-HA 160408 6-TNJ-332__ A .650 .375 .188 .031
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MTENN Toolholders: Part Number Series 6-741-, page T183• MTFN R/L Toolholders: Part Number Series 6-746-, page T183• MTGN R/L Toolholders: Part Number Series 6-742-, page T184• MTJN R/L Toolholders: Part Number Series 6-740-, page T184• SI-MTUN R/L Boring Bars: Part Number Series 6-783-, page T198
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:23 AM Page T119

TURNING INSERTS
T120 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-TND-331J
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
TNMG 331-HC 160404 6-TND-331__ J .650 .375 .188 .016
TNMG 332-HC 160408 6-TND-332__ J .650 .375 .188 .031
TNMG 432-HC 220408 6-TND-432__ J .866 .500 .188 .031
Finish to Medium
TNMG-HC: 60° Turning Inserts
HC
Application: Finish to Medium. Chipbreaker works well with varying depths of cut
Recommended HC Cutting Conditionsd = 0.03 ~ 0.16 inchf = 0.003 ~ 0.016 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MTENN Toolholders: Part Number Series 6-741-, page T183• MTFN R/L Toolholders: Part Number Series 6-746-, page T183• MTGN R/L Toolholders: Part Number Series 6-742-, page T184• MTJN R/L Toolholders: Part Number Series 6-740-, page T184• SI-MTUN R/L Boring Bars: Part Number Series 6-783-, page T198
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:23 AM Page T120

TURNING INSERTS
T121TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-TNH-331G
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
TNMG 321-HM 160304 6-TNH-321__ KA .650 .375 .125 .016
TNMG 331-HM 160404 6-TNH-331__ G KA L E .650 .375 .188 .016
TNMG 332-HM 160408 6-TNH-332__ G J KA L A S E .650 .375 .188 .031
TNMG 333-HM 160412 6-TNH-333__ KA L E .650 .375 .188 .047
TNMG 431-HM 220404 6-TNH-431__ G J KA LA A E .866 .500 .188 .016
TNMG 432-HM 220408 6-TNH-432__ J KA LA A S E .866 .500 .188 .031
TNMG 433-HM 220412 6-TNH-433__ KA L A E .866 .500 .188 .047
Medium
TNMG-HM: 60° Turning Inserts
HM
Application: Medium. All purpose chipbreaker
Recommended HM Cutting Conditionsd = 0.04 ~ 0.2 inchf = 0.004 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MTENN Toolholders: Part Number Series 6-741-, page T183• MTFN R/L Toolholders: Part Number Series 6-746-, page T183• MTGN R/L Toolholders: Part Number Series 6-742-, page T184• MTJN R/L Toolholders: Part Number Series 6-740-, page T184• SI-MTUN R/L Boring Bars: Part Number Series 6-783-, page T198
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:23 AM Page T121

TURNING INSERTS
T122 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Roughing
TNMG-HR: 60° Turning Inserts
HR
Application: Roughing. Large depths of cut and aggressive feeds. Interrupted cuts
Recommended HR Cutting Conditionsd = 0.1 ~ 0.28 inchf = 0.01 ~ 0.026 ipr
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-TNG-332I
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
TNMG 332-HR 160408 6-TNG-332__ KA L I .650 .375 .188 .031
TNMG 333-HR 160412 6-TNG-333__ G KA L I .650 .375 .188 .047
TNMG 432-HR 220408 6-TNG-432__ G KA L .866 .500 .188 .031
TNMG 433-HR 220412 6-TNG-433-__ G KA L .866 .500 .188 .047
TNMG 542-HR 270608 6-TNG-542__ KA L 1.083 .625 .250 .031
TNMG 644-HR 330616 6-TNG-644__ KA L I 1.299 .750 .312 .063
TNMG 666-HR 330924 6-TNG-666__ L I 1.299 .750 .375 .094
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MTENN Toolholders: Part Number Series 6-741-, page T183• MTFN R/L Toolholders: Part Number Series 6-746-, page T183• MTGN R/L Toolholders: Part Number Series 6-742-, page T184• MTJN R/L Toolholders: Part Number Series 6-740-, page T184• SI-MTUN R/L Boring Bars: Part Number Series 6-783-, page T198
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:23 AM Page T122
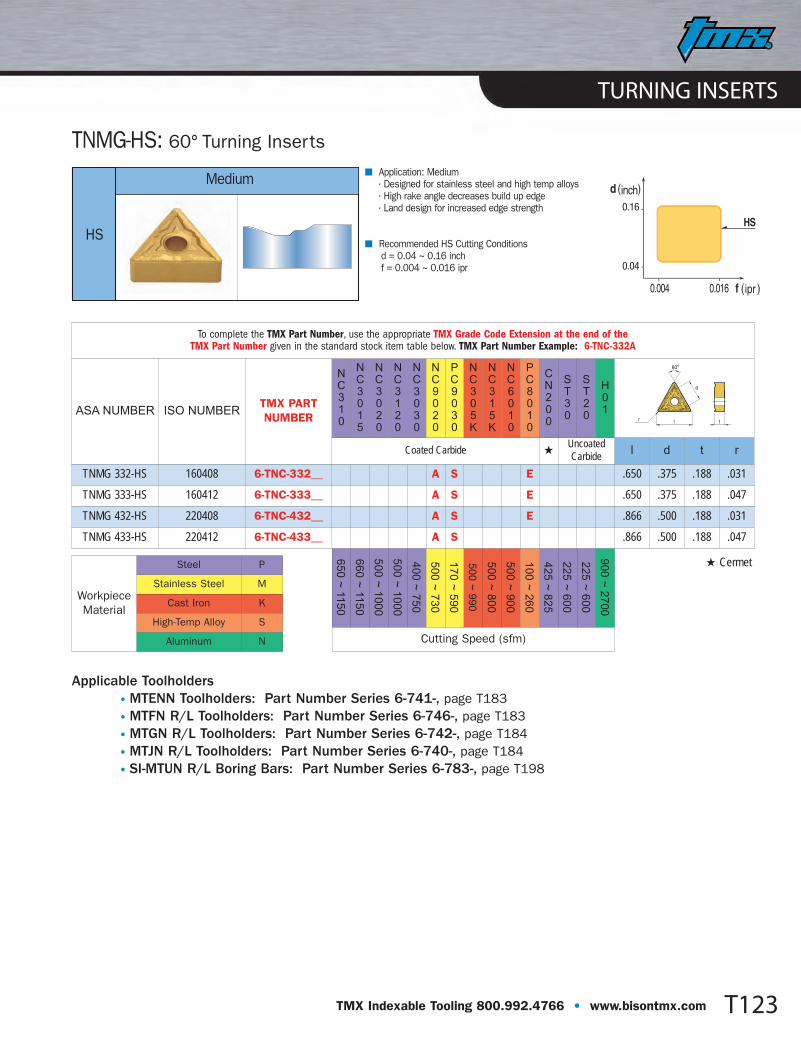
TURNING INSERTS
T123TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-TNC-332A
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
TNMG 332-HS 160408 6-TNC-332__ A S E .650 .375 .188 .031
TNMG 333-HS 160412 6-TNC-333__ A S E .650 .375 .188 .047
TNMG 432-HS 220408 6-TNC-432__ A S E .866 .500 .188 .031
TNMG 433-HS 220412 6-TNC-433__ A S .866 .500 .188 .047
Medium
TNMG-HS: 60° Turning Inserts
HS
Application: Medium. Designed for stainless steel and high temp alloys. High rake angle decreases build up edge. Land design for increased edge strength
Recommended HS Cutting Conditionsd = 0.04 ~ 0.16 inchf = 0.004 ~ 0.016 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MTENN Toolholders: Part Number Series 6-741-, page T183• MTFN R/L Toolholders: Part Number Series 6-746-, page T183• MTGN R/L Toolholders: Part Number Series 6-742-, page T184• MTJN R/L Toolholders: Part Number Series 6-740-, page T184• SI-MTUN R/L Boring Bars: Part Number Series 6-783-, page T198
0.16
0.04
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:23 AM Page T123

TURNING INSERTS
T124 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-TNV-331G
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
TNMG 331-VF 160404 6-TNV-331__ G J KA L A S .650 .375 .188 .016
TNMG 332-VF 160408 6-TNV-332__ J KA L A S .650 .375 .188 .031
TNMG 431-VF 220404 6-TNV-431__ G J KA L A S .866 .500 .188 .016
TNMG 432-VF 220408 6-TNV-432__ G J KB L A .866 .500 .188 .031
Finish
TNMG-VF: 60° Turning Inserts
VF
Application: Finish. Replaces HF chipbreaker. Effective in varied depths of cut. Sharp, strong cutting edge
Recommended VF Cutting Conditionsd = 0.012 ~ 0.10 inchf = 0.002 ~ 0.014 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MTENN Toolholders: Part Number Series 6-741-, page T183• MTFN R/L Toolholders: Part Number Series 6-746-, page T183• MTGN R/L Toolholders: Part Number Series 6-742-, page T184• MTJN R/L Toolholders: Part Number Series 6-740-, page T184• SI-MTUN R/L Boring Bars: Part Number Series 6-783-, page T198
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:23 AM Page T124

TURNING INSERTS
T125TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~9
90
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
270
0
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-TPG-321KB
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
TPGN 221 110304 6-TPG-221__ KA .433 .250 .125 .016
TPGN 222 110308 6-TPG-222__ 5 .433 .250 .125 .031
TPGN 321 160304 6-TPG-321__ KB LA 6 5 2 .650 .375 .125 .016
TPGN 322 160308 6-TPG-322__ KB LA 6 5 2 .650 .375 .125 .031
TPGN 323 160312 6-TPG-323__ L .650 .375 .125 .047
TPGN 324 160316 6-TPG-324__ LA 6 .650 .375 .125 .063
TPGN 431 220404 6-TPG-431__ L 5 .866 .500 .188 .016
TPGN 432 220408 6-TPG-432__ L .866 .500 .188 .031
TPGN: 60° Turning Inserts
TPGN
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • SI-CTFPR R/L Boring Bars: Part Number Series 6-939-, page T205
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:23 AM Page T125
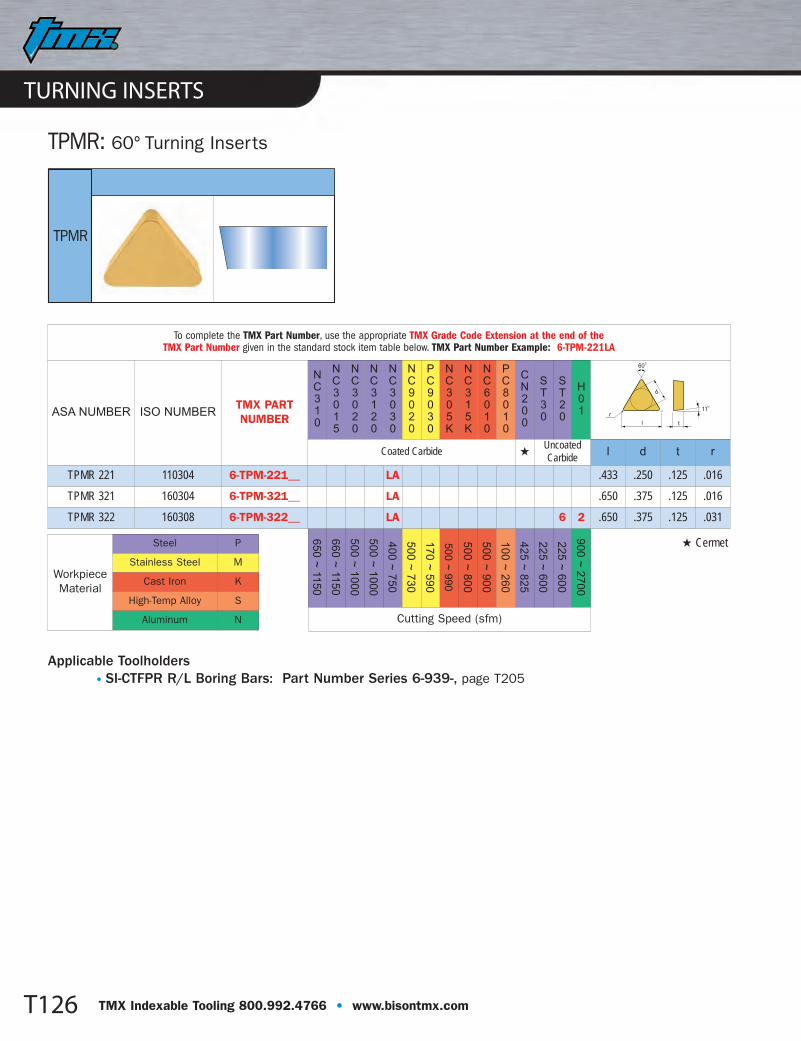
TURNING INSERTS
T126 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-TPM-221LA
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
TPMR 221 110304 6-TPM-221__ LA .433 .250 .125 .016
TPMR 321 160304 6-TPM-321__ LA .650 .375 .125 .016
TPMR 322 160308 6-TPM-322__ LA 6 2 .650 .375 .125 .031
TPMR: 60° Turning Inserts
TPMR
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • SI-CTFPR R/L Boring Bars: Part Number Series 6-939-, page T205
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:23 AM Page T126

TURNING INSERTS
T127TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-TPU-2125
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
TPUN 212 110212 6-TPU-212__ 5 .433 .250 .125 .031
TPUN 321 160304 6-TPU-321__ 5 .650 .375 .125 .016
TPUN 322 160308 6-TPU-322__ KA LA 5 6 .650 .375 .125 .031
TPUN 323 160312 6-TPU-323__ 5 .650 .375 .125 .047
TPUN 432 220408 6-TPU-432__ KA L 5 6 .866 .500 .188 .031
TPUN 433 220412 6-TPU-433__ LA .866 .500 .188 .047
TPUN 434 220416 6-TPU-434__ 5 .866 .500 .188 .063
TPUN: 60° Turning Inserts
TPUN
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • SI-CTFPR R/L Boring Bars: Part Number Series 6-939-, page T205
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:23 AM Page T127
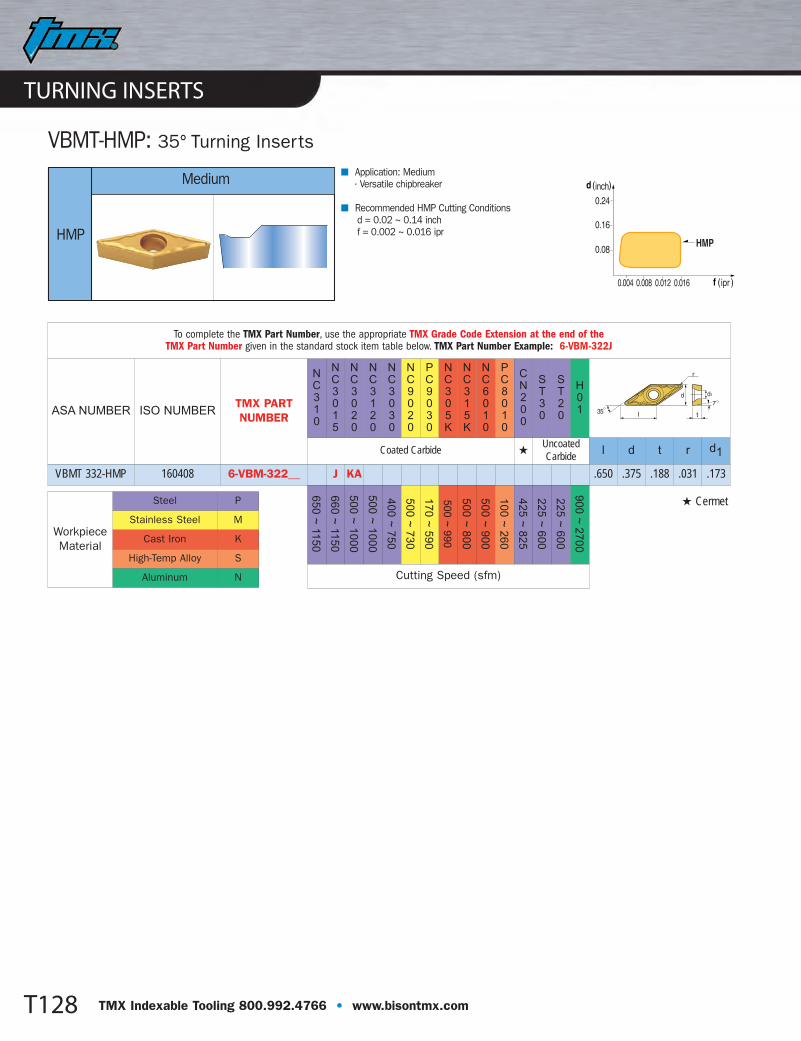
TURNING INSERTS
T128 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-VBM-322J
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r d1
VBMT 332-HMP 160408 6-VBM-322__ J KA .650 .375 .188 .031 .173
Medium
VBMT-HMP: 35° Turning Inserts
HMP
Application: Medium. Versatile chipbreaker
Recommended HMP Cutting Conditionsd = 0.02 ~ 0.14 inchf = 0.002 ~ 0.016 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:23 AM Page T128

TURNING INSERTS
T129TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-VCG-2202
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r d1
VCGT 220-AK 110301 6-VCG-220__ 2 .433 .250 .125 .004 .110
VCGT 220.5-AK 110302 6-VCG-225__ 2 .433 .250 .125 .008 .110
VCGT 222-AK 110308 6-VCG-222__ 2 .433 .250 .125 .031 .110
VCGT 330.5-AK 160402 6-VCG-335__ 2 .654 .375 .188 .008 .173
VCGT 331-AK 160404 6-VCG-331__ 2 .654 .375 .188 .016 .173
VCGT 332-AK 160408 6-VCG-332__ 2 .654 .375 .188 .031 .173
Aluminum Turning
VCGT-AK: 35° Turning Inserts
AK
Application: Aluminum Turning. Exclusive chipbreaker for aluminum and aluminum alloys
Recommended AK Cutting Conditionsd = 0.004 ~ 0.200 inchf = 0.001 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • SVJC R/L Toolholders: Part Number Series 6-806-, page T192• SI-SVUC R/L Boring Bars: Part Number Series 6-887-, page T203
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:24 AM Page T129
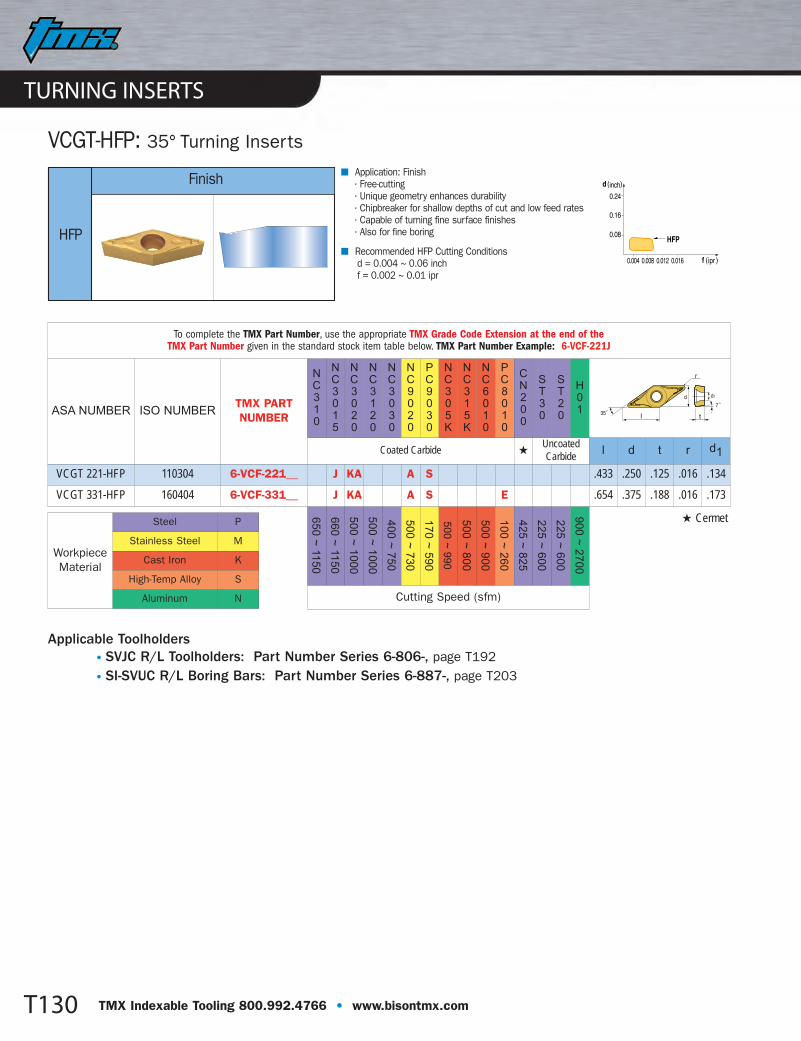
TURNING INSERTS
T130 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-VCF-221J
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r d1
VCGT 221-HFP 110304 6-VCF-221__ J KA A S .433 .250 .125 .016 .134
VCGT 331-HFP 160404 6-VCF-331__ J KA A S E .654 .375 .188 .016 .173
Finish
VCGT-HFP: 35° Turning Inserts
HFP
Application: Finish. Free-cutting. Unique geometry enhances durability. Chipbreaker for shallow depths of cut and low feed rates. Capable of turning fine surface finishes. Also for fine boring
Recommended HFP Cutting Conditionsd = 0.004 ~ 0.06 inchf = 0.002 ~ 0.01 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • SVJC R/L Toolholders: Part Number Series 6-806-, page T192• SI-SVUC R/L Boring Bars: Part Number Series 6-887-, page T203
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:24 AM Page T130

TURNING INSERTS
T131TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-VCM-331A
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r d1
VCMT 331-HMP 160404 6-VCN-331__ KA A .654 .375 .188 .016 .173
VCMT 332-HMP 160408 6-VCN-332__ KA A .654 .375 .188 .031 .173
VCMT 331-HMP 160404 6-VMC-331__ E .654 .375 .188 .016 .173
VCMT 332-HMP 160408 6-VMC-332__ E .654 .375 .188 .031 .173
Medium
VCMT-HMP: 35° Turning Inserts
HMP
Application: Medium. Versatile chipbreaker
Recommended HMP Cutting Conditionsd = 0.02 ~ 0.14 inchf = 0.002 ~ 0.016 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • SVJC R/L Toolholders: Part Number Series 6-806-, page T192• SI-SVUC R/L Boring Bars: Part Number Series 6-887-, page T203
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:24 AM Page T131

TURNING INSERTS
T132 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-VGJ-332A
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
VNGG 332-HA 160408 6-VGJ-332__ A E 2 .654 .375 .188 .031
Light and Medium
VNGG-HA: 35° Turning Inserts
HAHA
Application: Light and Medium. Free-cutting design. Aluminum, stainless steel, high temp alloy, titanium, lowcarbon steel
Recommended HA Cutting Conditionsd = 0.03 ~ 0.16 inchf = 0.004 ~ 0.016 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MVJN R/L Toolholders: Part Number Series 6-755-, page T185• MVVN R/L Toolholders: Part Number Series 6-754-, page T185• SI-MVUN R/L Boring Bars: Part Number Series 6-785-, page T198
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:24 AM Page T132
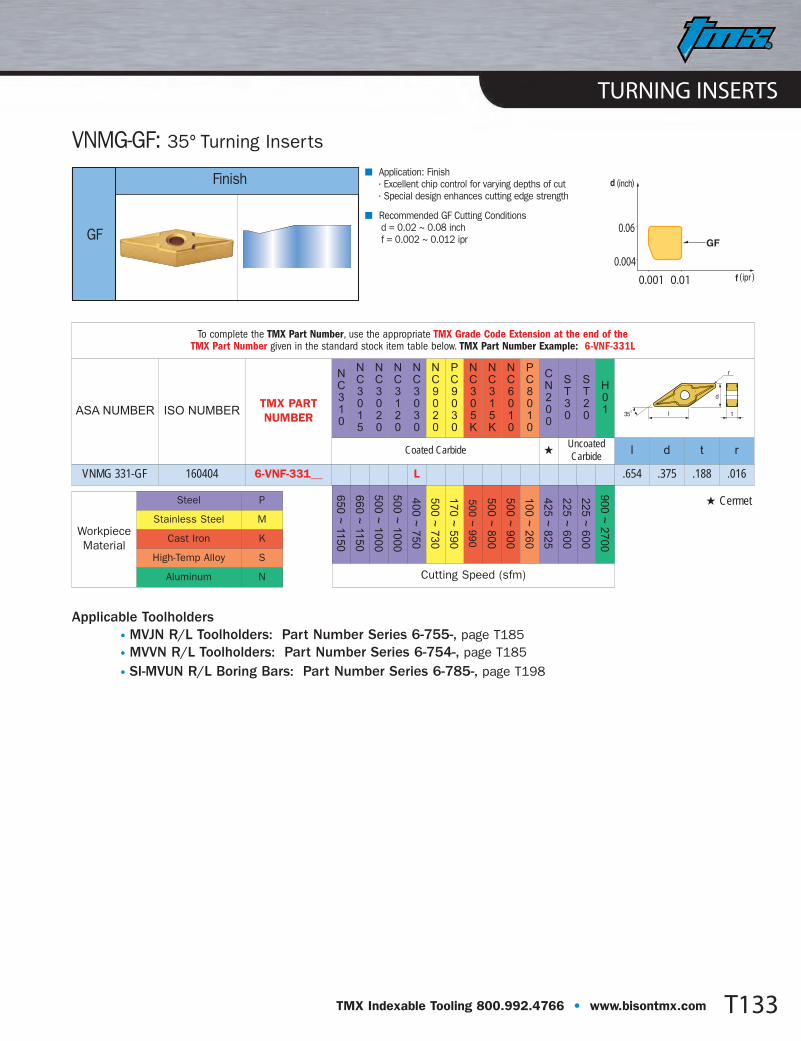
TURNING INSERTS
T133TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Finish
VNMG-GF: 35° Turning Inserts
0.06
0.004
0.001 0.01
GFGF
Application: Finish. Excellent chip control for varying depths of cut. Special design enhances cutting edge strength
Recommended GF Cutting Conditionsd = 0.02 ~ 0.08 inchf = 0.002 ~ 0.012 ipr
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-VNF-331L
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
VNMG 331-GF 160404 6-VNF-331__ L .654 .375 .188 .016
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MVJN R/L Toolholders: Part Number Series 6-755-, page T185• MVVN R/L Toolholders: Part Number Series 6-754-, page T185• SI-MVUN R/L Boring Bars: Part Number Series 6-785-, page T198
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:24 AM Page T133

TURNING INSERTS
T134 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
40
0~
76
0
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-VNG-331M
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
PC230
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
VNMG 331-GM 160404 6-VNG-331__ M .654 .375 .188 .016
VNMG 332-GM 160408 6-VNG-332__ KA LA .654 .375 .188 .031
Medium
VNMG-GM: 35° Turning Inserts
GM
Application: Medium. All purpose chipbreaker. Strong cutting edge for aggressive feed rates and
interrupted cuts
Recommended GM Cutting Conditionsd = 0.028 ~ 0.16 inchf = 0.004 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MVJN R/L Toolholders: Part Number Series 6-755-, page T185• MVVN R/L Toolholders: Part Number Series 6-754-, page T185• SI-MVUN R/L Boring Bars: Part Number Series 6-785-, page T198
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:24 AM Page T134
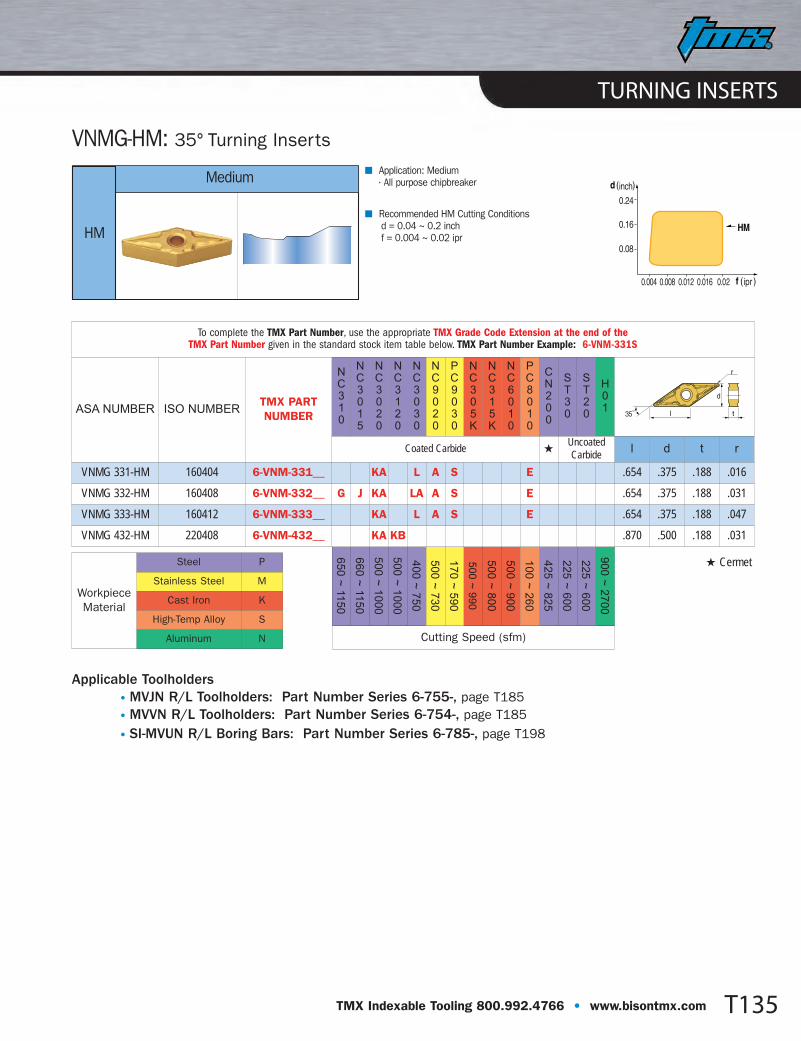
TURNING INSERTS
T135TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-VNM-331S
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
VNMG 331-HM 160404 6-VNM-331__ KA L A S E .654 .375 .188 .016
VNMG 332-HM 160408 6-VNM-332__ G J KA LA A S E .654 .375 .188 .031
VNMG 333-HM 160412 6-VNM-333__ KA L A S E .654 .375 .188 .047
VNMG 432-HM 220408 6-VNM-432__ KA KB .870 .500 .188 .031
Medium
VNMG-HM: 35° Turning Inserts
HM
Application: Medium. All purpose chipbreaker
Recommended HM Cutting Conditionsd = 0.04 ~ 0.2 inchf = 0.004 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MVJN R/L Toolholders: Part Number Series 6-755-, page T185• MVVN R/L Toolholders: Part Number Series 6-754-, page T185• SI-MVUN R/L Boring Bars: Part Number Series 6-785-, page T198
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:24 AM Page T135

TURNING INSERTS
T136 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-VNS-332E
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
VNMG 332-HS 160408 6-VNC-332__ A S E .654 .375 .188 .031
Medium
VNMG-HS: 35° Turning Inserts
HS
Application: Medium. Designed for stainless steel and high temp alloys. High rake angle decreases build up edge. Land design for increased edge strength
Recommended HS Cutting Conditionsd = 0.04 ~ 0.16 inchf = 0.004 ~ 0.016 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MVJN R/L Toolholders: Part Number Series 6-755-, page T185• MVVN R/L Toolholders: Part Number Series 6-754-, page T185• SI-MVUN R/L Boring Bars: Part Number Series 6-785-, page T198
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:24 AM Page T136

TURNING INSERTS
T137TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-VNV-330A
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
VNMG 330.5-VF 160402 6-VNV-330__ KA A .654 .375 .188 .008
VNMG 331-VF 160404 6-VNV-331__ G J KB L A S .654 .375 .188 .016
VNMG 332-VF 160408 6-VNV-332__ G J KA L A S .654 .375 .188 .031
Finish
VNMG-VF: 35° Turning Inserts
VF
Application: Finish. Replaces HF chipbreaker. Effective in varied depths of cut. Sharp, strong cutting edge
Recommended VF Cutting Conditionsd = 0.012 ~ 0.10 inchf = 0.002 ~ 0.014 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MVJN R/L Toolholders: Part Number Series 6-755-, page T185• MVVN R/L Toolholders: Part Number Series 6-754-, page T185• SI-MVUN R/L Boring Bars: Part Number Series 6-785-, page T198
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:24 AM Page T137

TURNING INSERTS
T138 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-VNP-331A
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
VNMP 331 160404 6-VNP-331__ KA L A .654 .375 .188 .016
VNMP 332 160408 6-VNP-332__ KA L A .654 .375 .188 .031
Light and Medium
VNMP: 35° Turning Inserts
0.080.02
0.235
0.01
VNMPVNMP
Application: Light and Medium. Free-cutting design. Aluminum, stainless steel, high temp alloy, titanium, low carbon steel
Recommended VNMP Cutting Conditionsd = 0.02 ~ 0.16 inchf = 0.008 ~ 0.016 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MVJN R/L Toolholders: Part Number Series 6-755-, page T185• MVVN R/L Toolholders: Part Number Series 6-754-, page T185• SI-MVUN R/L Boring Bars: Part Number Series 6-785-, page T198
0.16
0.160.008
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:24 AM Page T138

TURNING INSERTS
T139TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-WNM-332LA
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
WNMG 332-GM 060408 6-WNM-332__ LA .256 .375 .188 .031
Medium
WNMG-GM: 80° Turning Inserts
GM
Application: Medium. All purpose chipbreaker. Strong cutting edge for aggressive feed rates and
interrupted cuts
Recommended GM Cutting Conditionsd = 0.028 ~ 0.16 inchf = 0.004 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MWLN R/L Toolholders: Part Number Series 6-750-, page T186• SI-MWLN R/L Boring Bars: Part Number Series 6-765-, page T199
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:24 AM Page T139

TURNING INSERTS
T140 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-WNR-432LA
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
WNMG 432-GR 080408 6-WNR-432__ KA LA .343 .500 .188 .031
Roughing
WNMG-GR: 80° Turning Inserts
GR
Application: Roughing. Large depths of cut and aggressive feed rates. Interrupted cuts
Recommended GR Cutting Conditionsd = 0.12 ~ 0.32 inchf = 0.012 ~ 0.032 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MWLN R/L Toolholders: Part Number Series 6-750-, page T186• SI-MWLN R/L Boring Bars: Part Number Series 6-765-, page T199
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:24 AM Page T140
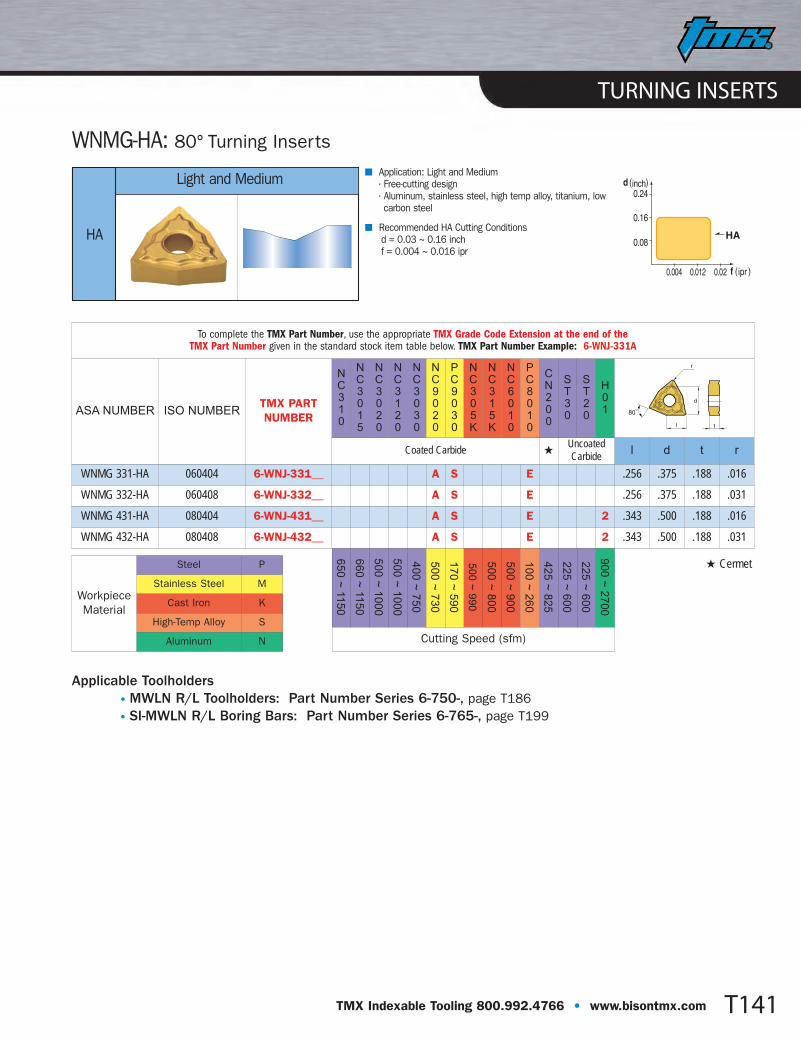
TURNING INSERTS
T141TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-WNJ-331A
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
WNMG 331-HA 060404 6-WNJ-331__ A S E .256 .375 .188 .016
WNMG 332-HA 060408 6-WNJ-332__ A S E .256 .375 .188 .031
WNMG 431-HA 080404 6-WNJ-431__ A S E 2 .343 .500 .188 .016
WNMG 432-HA 080408 6-WNJ-432__ A S E 2 .343 .500 .188 .031
Light and Medium
WNMG-HA: 80° Turning Inserts
HAHA
Application: Light and Medium. Free-cutting design. Aluminum, stainless steel, high temp alloy, titanium, lowcarbon steel
Recommended HA Cutting Conditionsd = 0.03 ~ 0.16 inchf = 0.004 ~ 0.016 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MWLN R/L Toolholders: Part Number Series 6-750-, page T186• SI-MWLN R/L Boring Bars: Part Number Series 6-765-, page T199
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:24 AM Page T141
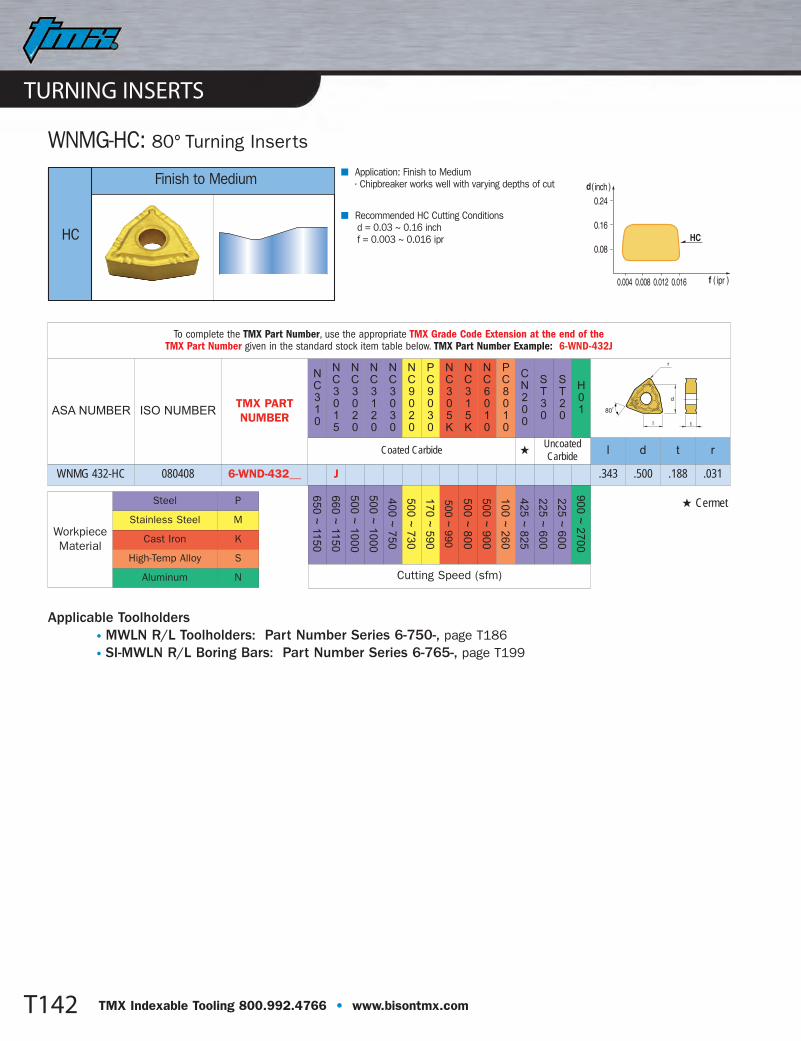
TURNING INSERTS
T142 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-WND-432J
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
WNMG 432-HC 080408 6-WND-432__ J .343 .500 .188 .031
Finish to Medium
WNMG-HC: 80° Turning Inserts
HC
Application: Finish to Medium. Chipbreaker works well with varying depths of cut
Recommended HC Cutting Conditionsd = 0.03 ~ 0.16 inchf = 0.003 ~ 0.016 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MWLN R/L Toolholders: Part Number Series 6-750-, page T186• SI-MWLN R/L Boring Bars: Part Number Series 6-765-, page T199
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:24 AM Page T142
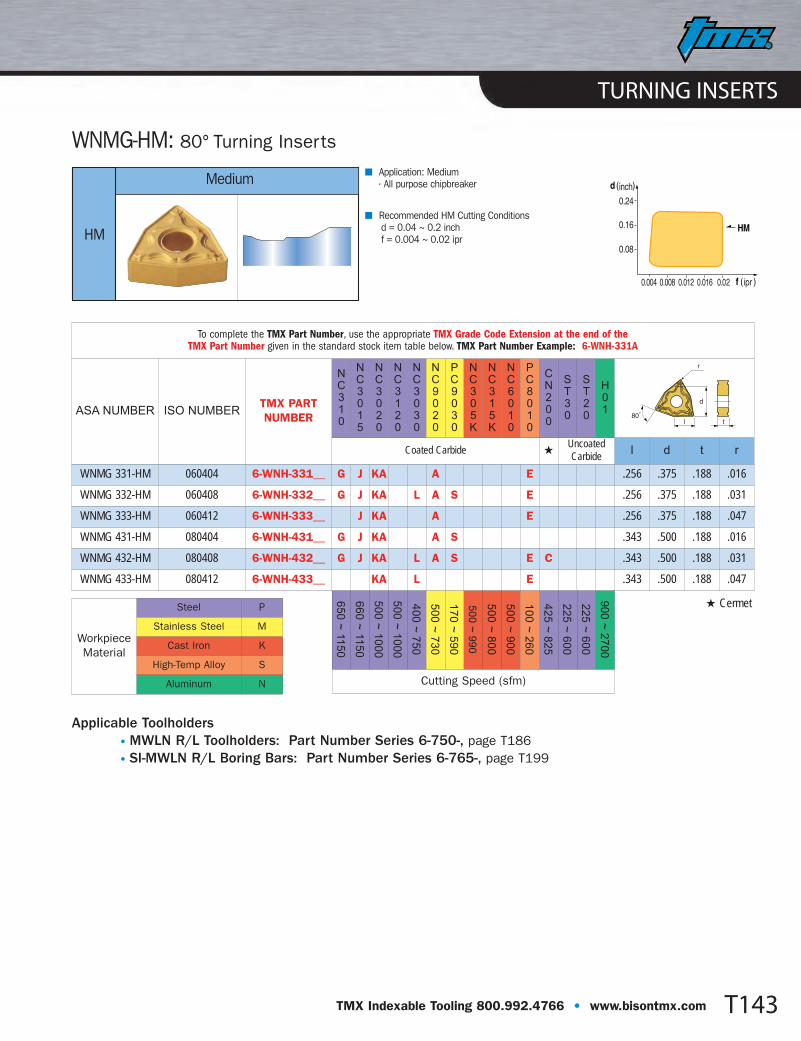
TURNING INSERTS
T143TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-WNH-331A
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
WNMG 331-HM 060404 6-WNH-331__ G J KA A E .256 .375 .188 .016
WNMG 332-HM 060408 6-WNH-332__ G J KA L A S E .256 .375 .188 .031
WNMG 333-HM 060412 6-WNH-333__ J KA A E .256 .375 .188 .047
WNMG 431-HM 080404 6-WNH-431__ G J KA A S .343 .500 .188 .016
WNMG 432-HM 080408 6-WNH-432__ G J KA L A S E C .343 .500 .188 .031
WNMG 433-HM 080412 6-WNH-433__ KA L E .343 .500 .188 .047
Medium
WNMG-HM: 80° Turning Inserts
HM
Application: Medium. All purpose chipbreaker
Recommended HM Cutting Conditionsd = 0.04 ~ 0.2 inchf = 0.004 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MWLN R/L Toolholders: Part Number Series 6-750-, page T186• SI-MWLN R/L Boring Bars: Part Number Series 6-765-, page T199
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:24 AM Page T143

TURNING INSERTS
T144 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-WNG-432A
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
WNMG 432-HR 080408 6-WNG-432__ G J KA L A .343 .500 .188 .031
WNMG 433-HR 080412 6-WNG-433__ G KA L .343 .500 .188 .047
Roughing
WNMG-HR: 80° Turning Inserts
HR
Application: Roughing. Large depths of cut and aggressive feeds. Interrupted cuts
Recommended HR Cutting Conditionsd = 0.1 ~ 0.28 inchf = 0.01 ~ 0.026 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MWLN R/L Toolholders: Part Number Series 6-750-, page T186• SI-MWLN R/L Boring Bars: Part Number Series 6-765-, page T199
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:24 AM Page T144
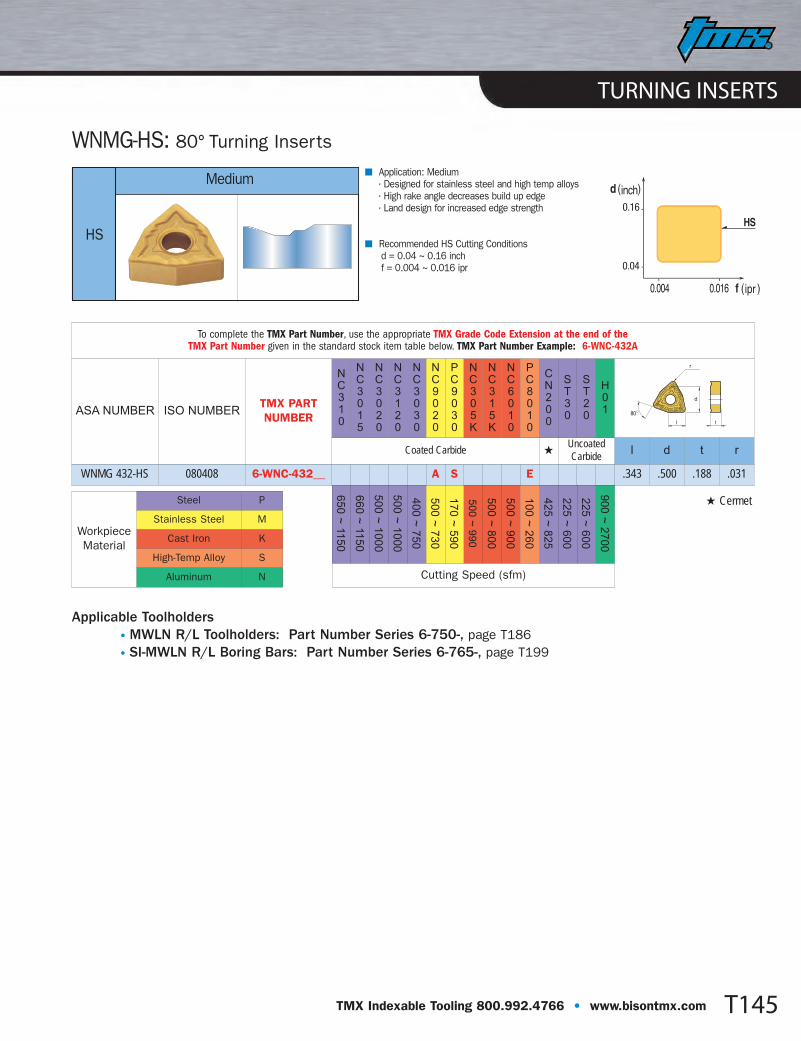
TURNING INSERTS
T145TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-WNC-432A
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
WNMG 432-HS 080408 6-WNC-432__ A S E .343 .500 .188 .031
Medium
WNMG-HS: 80° Turning Inserts
HS
Application: Medium. Designed for stainless steel and high temp alloys. High rake angle decreases build up edge. Land design for increased edge strength
Recommended HS Cutting Conditionsd = 0.04 ~ 0.16 inchf = 0.004 ~ 0.016 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MWLN R/L Toolholders: Part Number Series 6-750-, page T186• SI-MWLN R/L Boring Bars: Part Number Series 6-765-, page T199
0.16
0.04
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:24 AM Page T145

TURNING INSERTS
T146 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-WNN-432H
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
WNMG 432-HW 080408 6-WNN-432__ G J LA H .343 .500 .188 .031
Wiper, Finish
WNMG-HW: 80° Turning Inserts
HW
Application: Wiper, Finish. Reinforced chip pocket for aggressive speeds and feeds. Wiper geometry for excellent surface finishes at high feedrates
Recommended HW Cutting Conditionsd = 0.012 ~ 0.08 inchf = 0.004 ~ 0.02 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MWLN R/L Toolholders: Part Number Series 6-750-, page T186• SI-MWLN R/L Boring Bars: Part Number Series 6-765-, page T199
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:24 AM Page T146

TURNING INSERTS
T147TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
65
0~
11
50
66
0~
11
50
50
0~
10
00
50
0~
10
00
40
0~
75
0
50
0~
73
0
17
0~
59
0
500
~990
50
0~
80
0
50
0~
90
0
10
0~
26
0
42
5~
82
5
22
5~
60
0
22
5~
60
0
90
0~
27
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-WNV-331J
ASA NUMBER ISO NUMBERTMX PARTNUMBER
NC310
NC3015
NC3020
NC3120
NC3030
NC9020
PC9030
NC305K
NC315K
NC6010
PC8010
CN200
ST30
ST20
H01
Coated Carbide �UncoatedCarbide l d t r
WNMG 331-VF 060404 6-WNV-331__ J KA A .256 .375 .188 .016
WNMG 332-VF 060408 6-WNV-332__ J KA L A .256 .375 .188 .031
WNMG 431-VF 080404 6-WNV-431__ J KA L A .343 .500 .188 .016
WNMG 432-VF 080408 6-WNV-432__ G J L A S .343 .500 .188 .031
Finish
WNMG-VF: 80° Turning Inserts
VF
Application: Finish. Replaces HF chipbreaker. Effective in varied depths of cut. Sharp, strong cutting edge
Recommended VF Cutting Conditionsd = 0.012 ~ 0.10 inchf = 0.002 ~ 0.014 ipr
� Cermet
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Applicable Toolholders • MWLN R/L Toolholders: Part Number Series 6-750-, page T186• SI-MWLN R/L Boring Bars: Part Number Series 6-765-, page T199
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:24 AM Page T147

T148 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
NO
TES
p57-148 TurningInserts FINAL:Indexable Carblde 2006 1/25/07 2:24 AM Page T148

TURNING TECH REFERENCE
T149TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Workpiece P M K S
Cutting Condition High MediumSpeed Speed
LowSpeed
Intermittent &Heavy Duty
High MediumSpeed Speed
LowSpeed
High MediumSpeed Speed
Low SpeedHigh
SpeedMediumSpeed
LowSpeed
ISO P01 P10 P20 P30 P40 P50 M10 M20 M30 M40 K01 K10 K20 K30 K40 S01 S10 S20
Coated Carbide
Cermet
Uncoated Carbide
NC310NC3015
NC3120
NC3030
NEW
CN200
ST10
ST20
ST30
H01
G10
NC9020
NC3030
PC9030
NC305K
NC6010
NC315K
NC3020
PC230
PC8010
NC500H
PVD Coated PC8000 Series:• Applications in Ni and Co heat-resistant alloys.• Resists wear, notching, and built-up edge.• Excellent chemical stability.
PVD Coated PC3000 and PC9000 Series:• Excellent thermal stability.• Tough and wear resistant in a broad range of speeds. • Wide range of applications such as finishing, semi-roughing,
roughing, and interrupted cutting of carbon, alloy and stainlesssteels.
CVD Coated NC3000 Series:• High performance cutting efficiency.• 2 - 3 times the wear resistance of C7 carbide with the
toughness of C6 carbide.• Excellent performance in wet cutting conditions due to high
resistance to thermal cracking.• Superior resistance for plastic deformation and built-up-edge.
CVD Coated NC6000 Series:• Grade incorporates a wear resistant film and tough carbide.• A layered coating that facilitates lubricity and the monitoring of
wear.• Applications in cast iron.
Grade DescriptionsSelection of TMX Grades for Turning
Special Features of TMX Coated Carbide
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:00 AM Page T149

TURNING TECH REFERENCE
T150 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Features of TMX Coated CarbideAlumina layer (A�2O3)• Excellent wear resistance at high cutting speeds.• Thermal stability and oxidation resistant properties deliver consistent
hardness at extreme temperatures.
Titanium Carbon layer (TiC) • Excellent wear resistance at medium to low cutting speeds.• Excellent adhesion with carbide substrate.
Titanium Carbonitride layer (TiCN)• Enhances wear resistance and toughness.
Titanium Aluminum Nitride layer (TiAlN)• Excellent heat and wear resistance for cutting at high speeds.• Exceptional performance for rough and interrupted cutting applications
for carbon, alloy and stainless steels.
Titanium-Nitride layer (TiN)• Excellent oxidation resistance at high temperatures.• Thermal shock resistant property ensures consistent performance in
milling applications.
Wear Resistance
Flank Wear
Work PieceSAE1045d : 0.06inchf : 0.008iprt : 9min
Cutting Speed
*AISI : American Iron and Steel Institute
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:00 AM Page T150

TURNING TECH REFERENCE
T151TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Material Cutting Conditions Grade Cutting Speed (sfm) ISO Application Range
Steel
Continuous
NC310 925 (725 ~ 1,150) P01
NC3015 825 (650 ~ 1,050) P10
NC3120 725 (600 ~ 975) P20
InterruptedNC3120 600 (500 ~ 650) P30
NC3030 500 (400 ~ 650) P40
Cast IronContinuous
NC305K 725(500 ~ 875) K01
NC315K 725(500 ~ 875)K10
K20
Interrupted NC315K 600(500 ~ 825) K30
Stainless Steel
Continuous NC9020 550(400 ~ 725)M01
M10
Interrupted NC3030 325(250 ~ 400)M20
M30
NC305K
NC315K
NC310NC3015
*NC3120
NEW
NC3030
NC9020 NC3030
TMX CVD Coated Grades
Grade Selection for Turning
• The film’s crystalline structure provides excellent wear and impact resistance.
• High bonding strength between the film and substrateas a result of new coating technologies.
TiN
A�2O3
TiC
TiCN
Reduces Friction
Wear Resistant, Prevents Built Up Edge
Wear Resistant
Enhances Wear Resistance and Toughness by Adopting New Coating Technologies
Cross-section ofCVD coating
*NC3120 is a Al2O3 multi layer CVD coating. The outer layer is aluminum oxide and black in color.
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:00 AM Page T151

TURNING TECH REFERENCE
T152 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
TMX Grade ISO Special Features
NC310 P01 - P20
• For turning of steel at high cutting speeds.• Optimal for high speed machining of steel due to the combination of hard substrate
and CVD A�2O3 film.• MT-TiCN + Al2O3 + TiN
NC3015 P10 - P30• For turning of steel and cast iron at medium cutting speeds.• Consistent tool life due to the combination of tough substrate and CVD film.• MT-TiCN + Al2O3 + TiN
NC3020 P15 - P30
• For turning of steel at medium cutting speeds.• Excellent combination of tough substrate and coating resulting in superior chip
resistance, providing stable and consistent cutting performance.• MT-TiCN + Al2O3 + TiN
NC3120 P15 - P30
• For turning of steel at medium cutting speeds.• Excellent combination of tough substrate and coating resulting in superior chip
resistance, providing stable and consistent cutting performance.• MT-TiCN + Al2O3
NC3030P25 - P35M15 - M25
• For roughing and interrupted cutting of carbon, alloy, and stainless steels at medium cutting speeds.
• Tough substrate provides wide range of applications.• MT-TiCN + Al2O3 + TiN
NC305K K05 - K15• For cast iron turning at high cutting speeds.• Hard substrate and thick CVD Al2O3 coating provides excellent wear resistance.• MT-TiCN + Al2O3 + TiN
NC315K K10 - K30
• For general turning of cast iron.• Special substrate suitable for fast feed and large depths of cut. • Thick CVD Al2O3 coating provides stable and consistent cutting performance.• MT-TiCN + Al2O3 + TiN
NC6110 K05 - K15• Ideal for general purpose cast iron turning.• MT-TiCN + Al2O3
NC9020 M10 - M25
• For stainless steel turning at high cutting speeds.• Substrate has excellent thermal properties and CVD coating provides excellent
chipping resistance resulting in longer tool life.• MT-TiCN + Al2O3 + TiN
NEW
Special Features of TMX CVD Coated Grades for Turning
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:00 AM Page T152

TURNING TECH REFERENCE
T153TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
TMX PVD Coated Grades for Turning
Grade Selection for Turning
• PVD is a thin coating applied at a low temperature resulting in greater edge strength when compared to other processes. The thin coating also helps maintain cutting edge sharpness.
• PVD coated carbide typically last 2~4 times longer than uncoated carbide cutting tools.• The titanium base can machine excellent surface finishes and hold close tolerances
due to the low affinity to the work piece materials.
Cross-section view of PVD coating
TMX Grade ISO Special Features
PC9030M20 - M30
S30
• For medium, rough and interrupted turning of stainless steel, titanium, and high temperature alloys.
• Tough sub-micron substrate with PVD TiAlN coating has a low coefficient of friction, whichresists built-up-edge resulting in extended and consistent tool life.
• TiAlN
PC8010S10 - S20M01 - M10
• Medium to finish turning of titanium and high temperature alloys. • Finish turning of stainless steels.• TiAlN + TiN
Material Coating GradeCutting Speed
(sfm)ISO Application Range
Stainless Steel TiAlN
PC8010 600 (500 ~ 800)M01
M10
PC9030 400 (200 ~ 600)
M20
M30
M40
HighTemperature
AlloysTiAIN
PC8010 120 (80 ~ 250)S10
S20
PC9030 80 (50 ~ 150) S30
PC9030
PC8010
PC8010
PC9030
Special Features of TMX PVD Coated Grades for Turning
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:00 AM Page T153
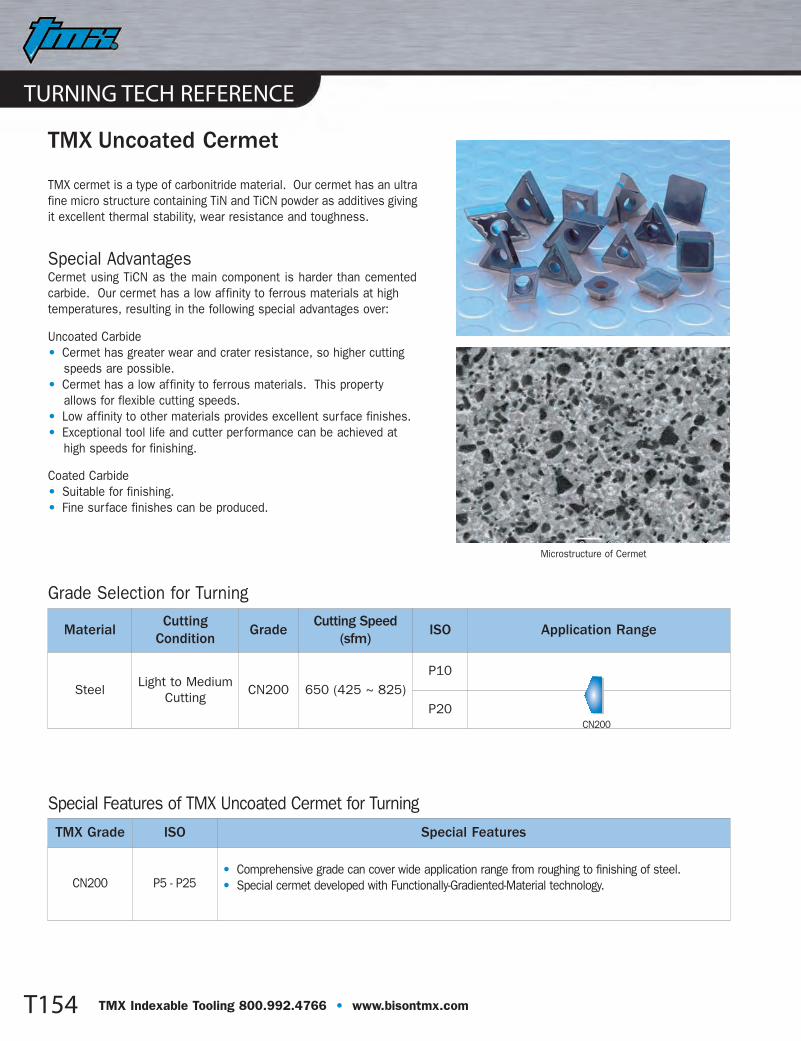
TURNING TECH REFERENCE
T154 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
TMX Uncoated Cermet
Grade Selection for Turning
TMX cermet is a type of carbonitride material. Our cermet has an ultrafine micro structure containing TiN and TiCN powder as additives givingit excellent thermal stability, wear resistance and toughness.
Special Advantages Cermet using TiCN as the main component is harder than cementedcarbide. Our cermet has a low affinity to ferrous materials at high temperatures, resulting in the following special advantages over:
Uncoated Carbide• Cermet has greater wear and crater resistance, so higher cutting
speeds are possible.• Cermet has a low affinity to ferrous materials. This property
allows for flexible cutting speeds.• Low affinity to other materials provides excellent surface finishes.• Exceptional tool life and cutter performance can be achieved at
high speeds for finishing.
Coated Carbide• Suitable for finishing. • Fine surface finishes can be produced.
Microstructure of Cermet
MaterialCutting
ConditionGrade
Cutting Speed(sfm)
ISO Application Range
SteelLight to Medium
CuttingCN200 650 (425 ~ 825)
P10
P20CN200
TMX Grade ISO Special Features
CN200 P5 - P25• Comprehensive grade can cover wide application range from roughing to finishing of steel.• Special cermet developed with Functionally-Gradiented-Material technology.
Special Features of TMX Uncoated Cermet for Turning
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:00 AM Page T154

TURNING TECH REFERENCE
T155TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Inserts for Stainless Steel
• Stainless steel is known for its excellent anti-corrosive properties.• Anti-corrosive properties are due to the chrome content. • Most stainless steels contain 4% ~ 10% chrome.
Classification and Features of Stainless Steels
• Austenitic: The most popular stainless steel. It has the best corrosion resistance, because of high Chromium and Nickel content. High Nickel content makes it more difficult to machine. The most common applications of austenitic stainless steels are for food processing, food storage, chemical products, medical devices, and construction purposes. AISI 303, 304 and 316 are some popular examples.
• Ferritic: It has similar Chromium content to Austenitic, but does not contain Nickel. The result is a free machining stainless steel. AISI 410, 430 and 434 are some examples.
• Martensitic: The only stainless steel capable of being heat treated. It has a high carbon content, which reduces its corrosionresistance. It is used for hardened applications. AISI 410, 420 and 432 are some examples.
• Precipitation Hardening: Chromium-Nickel alloy has improved hardness due to its low temperature heat treat process. Excellent corrosion resistance and toughness make it popular for aerospace applications. 17-4PH and 15-5PH are examples.
Stainless Steel Machining Properties
• Work hardening causes premature tool wear and hampers chip control. • Low thermal conductivity causes plastic deformation of the cutting edge and accelerates tool wear.• Built-up edge increases micro chipping on the cutter's edge and produces poor surface finishes.• Chemical affinity caused by work hardening and low thermal conductivity of work piece results in accelerated wear, chipping
and abnormal fractures in carbide.
Tips for Machining Stainless Steels
• Use a tool with higher thermal conductivity: Low thermal-conductivity of stainless steels generates a tremendous amount of heat during the machining process at the cutter's edge.
• Sharp cutting edge: To control chips, it is necessary to increase the rake angle and chip breaker land to reduce the cutting force and prevent built up edge.
• Optimal cutting conditions: It is important to stay close to the application recommendations. If the cutting speeds are tooslow, or too fast the tool will prematurely wear. Conservative feed rates can cause work hardening, decreasing the tool life.
• Choose an appropriate tool: Tools for stainless steels should be tough, have excellent edge strength and high coating adhesion.
1
2
3
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:00 AM Page T155

TURNING TECH REFERENCE
T156 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Stainless Steel, Titanium and High Temperature Alloy Chipbreakers
HA
HA
Finishing
• Sharp cutting edge for shallow depths of cut.• Increased tool life through reduced friction at high cutting speeds.• Capable of machining fine finishes.
HS
HS
Medium
• Improved chip flow enhances cutting efficiency and increasestool life.
• Extended land and positive rake angle increases wear resistance, resists notching and enhances toughness.
GS
GS
Medium Roughing
• Excellent tool life for light interruption applications.• Wide chip pocket for better chip flow. • Free cutting geometry resists built-up-edge.
HM
HM
Roughing
• Recommended for interrupted applications.• Unique chip breaker design provides smooth chip control.• Strong land provides excellent toughness.
0.28
0.24
0.20
0.16
0.12
0.08
0.04
0.004 0.008 0.012 0.016 0.020 0.024 0.028
Feed(ipr)
d(in
ch)
X104
Medium
• Ground geometry.• Ideal for high temp alloy and stainless steel applications.
NEW
HU
Finishing
• Designed for machining fine surface finishes with low cutting force due to sharp cutting edge.
• Designed to ensure stable chip control at ultra fine finishing conditions.
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:00 AM Page T156
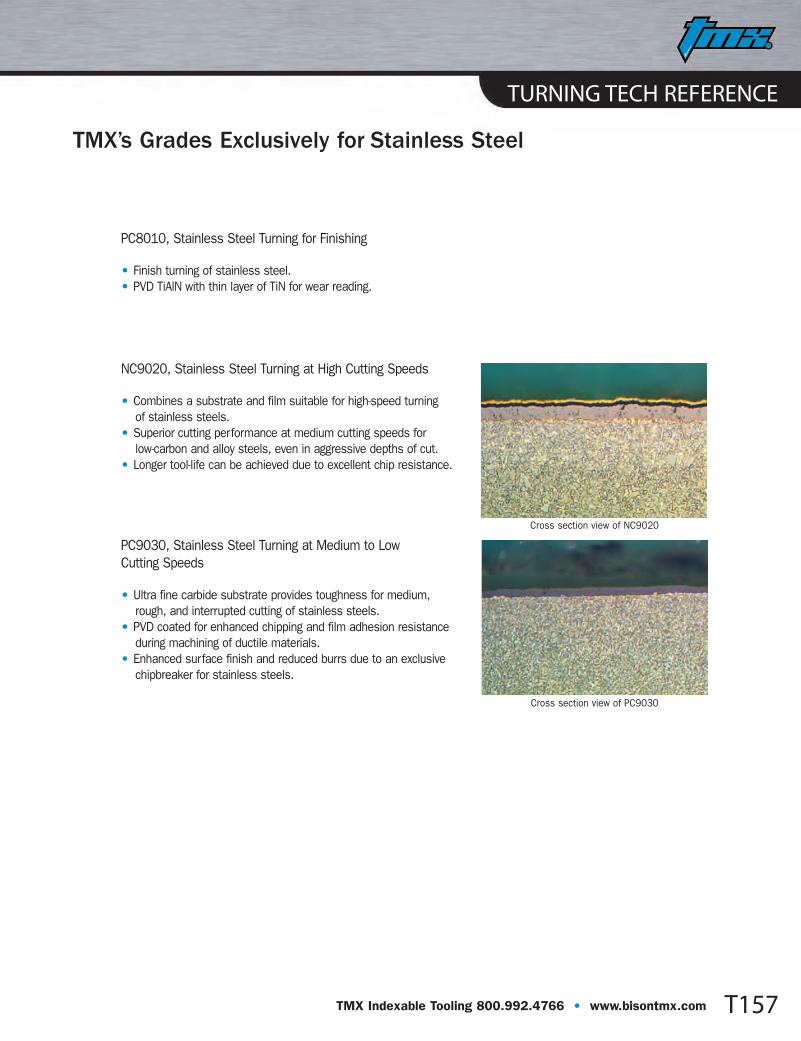
TURNING TECH REFERENCE
T157TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
PC8010, Stainless Steel Turning for Finishing
• Finish turning of stainless steel.• PVD TiAlN with thin layer of TiN for wear reading.
NC9020, Stainless Steel Turning at High Cutting Speeds
• Combines a substrate and film suitable for high-speed turning of stainless steels.
• Superior cutting performance at medium cutting speeds for low-carbon and alloy steels, even in aggressive depths of cut.
• Longer tool-life can be achieved due to excellent chip resistance.
PC9030, Stainless Steel Turning at Medium to Low Cutting Speeds
• Ultra fine carbide substrate provides toughness for medium, rough, and interrupted cutting of stainless steels.
• PVD coated for enhanced chipping and film adhesion resistance during machining of ductile materials.
• Enhanced surface finish and reduced burrs due to an exclusive chipbreaker for stainless steels.
TMX’s Grades Exclusively for Stainless Steel
Cross section view of NC9020
Cross section view of PC9030
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:00 AM Page T157

TURNING TECH REFERENCE
T158 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Technical Guide for Chipbreakers
Function of ChipbreakersChip control is very important for productivity. Long, stringy chips will wrap or nest on toolsand work pieces. Removing the chips by hand is dangerous and counter-productive.
Functions of chipbreakers for turning applications:
• Make shorter chips
• Decrease cutting force
• Decrease down time for chip removal
Features of H-Series
• The H-series has been designed with the HARMONY concept. Testing various depths of cuts and chipbreakers, more efficient geometries were developed. Chipbreakers have been designed to improve chip control, increase edge strength and decrease cutting force. The result is a more productive insert.
• The "H" series is designed to work in finish, medium, and rough depths of cut.
When the depth of cut is less than nose radius• Depth of cut 0.020~0.060 inch, finish or medium-finish cut.• Main chipbreaker breaks the chip and sub finish chipbreaker controls chip flow.
Chip Flow in Relation to Depth of Cut for H-Series:
d
R
d<Nose R
When the depth of cut is equal to nose radius• Depth of cut 0.031~0.080 inch, medium-finish cut.• Main and sub chipbreaker break the chip.d
R
d=Nose R
When the depth of cut is 2~4 times the nose radius• Depth of cut 0.06~0.18 inch, medium cut.• Rough chipbreaker breaks the chip.
d
R
d=Nose R 4
When the depth of cut is 5~8 times the nose radius• Depth of cut 0.16~0.235 inch, medium-rough cutting range.• Side of rough chipbreaker breaks the chip.
d
R
d=Nose R 6.5
+
+
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:00 AM Page T158

TURNING TECH REFERENCE
T159TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Technical Guide for Steel ChipbreakersApplication of Chipbreakers
H-Series Cutting Edge Design
d(inch)
f(ipr)
0.52
0.40
STEEL
0.20
HH
HR
HM
HC
VF (HF)
HU0.04
0.004 0.020 0.040 0.052
Chipbreaker Cutting Edge Chipbreaker Cutting Edge Chipbreaker Cutting Edge
HA HC VF (HF)
HH HM HR
HW HFP HMP
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:24 AM Page T159
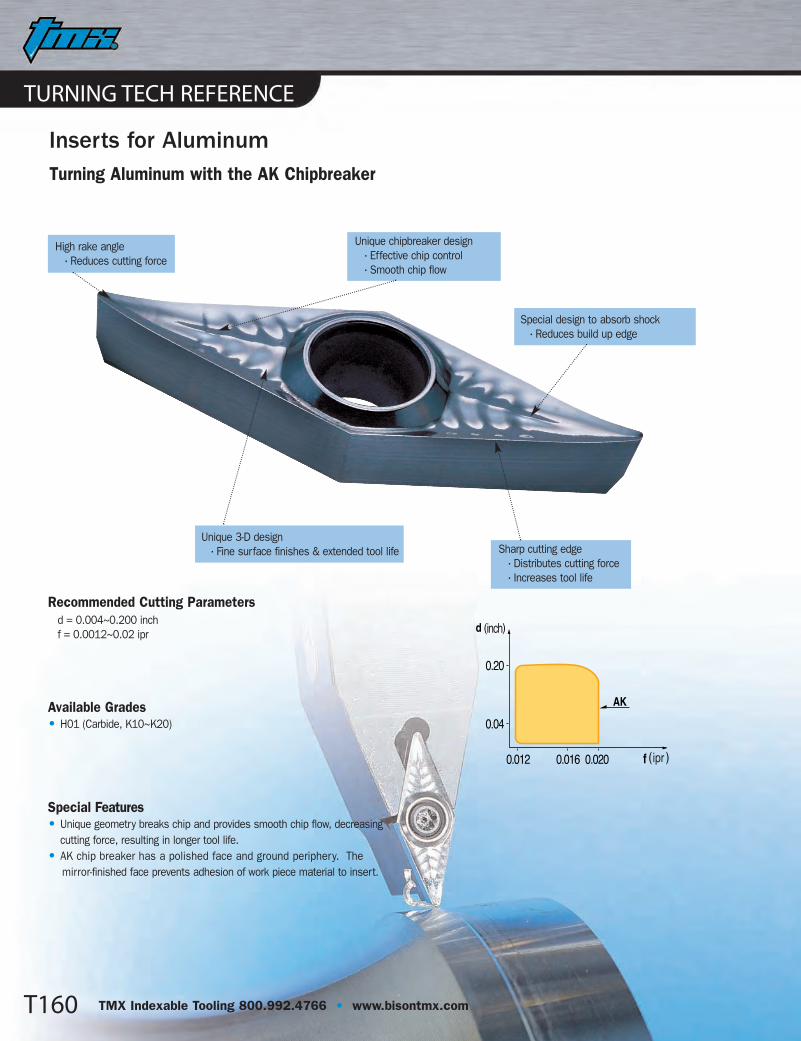
TURNING TECH REFERENCE
T160 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Inserts for AluminumTurning Aluminum with the AK Chipbreaker
Recommended Cutting Parametersd = 0.004~0.200 inchf = 0.0012~0.02 ipr
Available Grades• H01 (Carbide, K10~K20)
Special Features• Unique geometry breaks chip and provides smooth chip flow, decreasing
cutting force, resulting in longer tool life.• AK chip breaker has a polished face and ground periphery. The
mirror-finished face prevents adhesion of work piece material to insert.
Special design to absorb shock . Reduces build up edge
Unique 3-D design. Fine surface finishes & extended tool life
Unique chipbreaker design. Effective chip control. Smooth chip flow
Sharp cutting edge . Distributes cutting force. Increases tool life
High rake angle . Reduces cutting force
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:00 AM Page T160
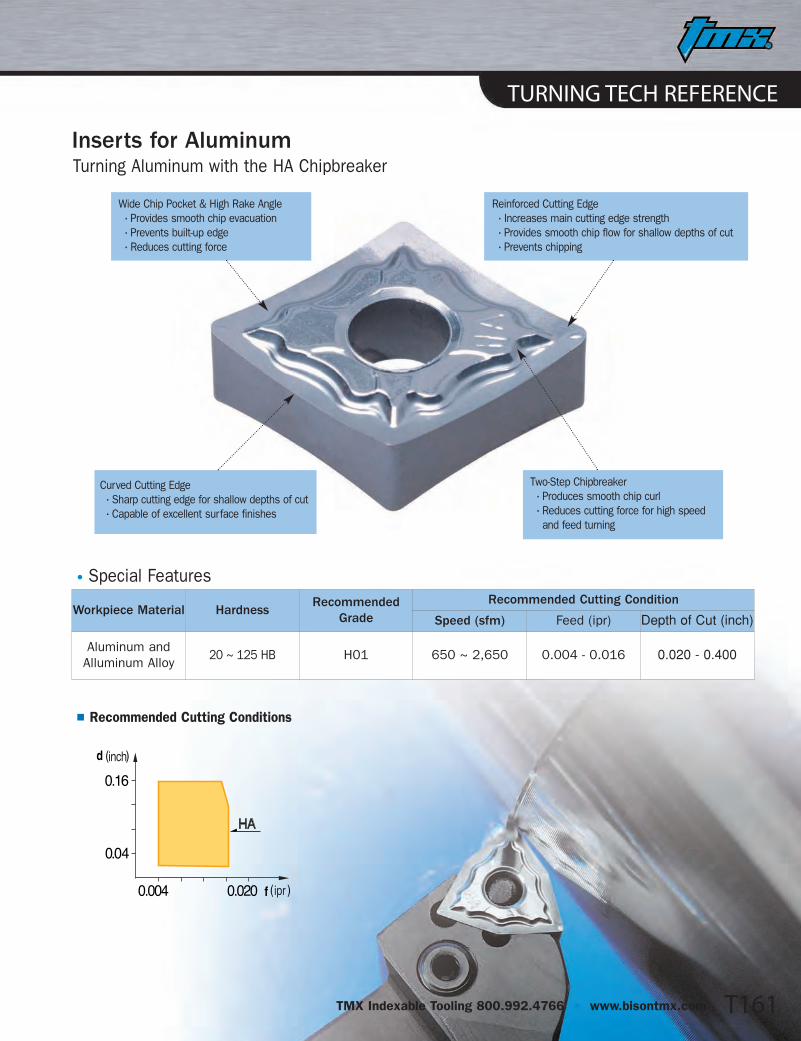
TURNING TECH REFERENCE
T161TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Inserts for AluminumTurning Aluminum with the HA Chipbreaker
Wide Chip Pocket & High Rake Angle. Provides smooth chip evacuation. Prevents built-up edge. Reduces cutting force
Curved Cutting Edge. Sharp cutting edge for shallow depths of cut. Capable of excellent surface finishes
Two-Step Chipbreaker. Produces smooth chip curl. Reduces cutting force for high speedand feed turning
Reinforced Cutting Edge . Increases main cutting edge strength. Provides smooth chip flow for shallow depths of cut. Prevents chipping
• Special Features
Recommended Cutting Conditions
Workpiece Material HardnessRecommended
GradeRecommended Cutting Condition
Speed (sfm) Feed (ipr) Depth of Cut (inch)
Aluminum andAlluminum Alloy
20 ~ 125 HB H01 650 ~ 2,650 0.004 - 0.016 0.020 - 0.400
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:00 AM Page T161

TURNING TECH REFERENCE
T162 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Workpiece Material: SAE 12L14, SAE 1018Low Carbon SteelsHardness: less than 180 HB
Insert Shape
80° 80° 55° 60° 35° 90°
Depth of Cut(inch)
ChipbreakerFeed (ipr)
GradeSelection
CuttingSpeed(sfm)
[NEGA]CN__G
[NEGA]WN__G
[NEGA]DN__G
[NEGA]TN__G
[NEGA]VN__G
[NEGA]SN__G
0.020 ~ 0.039
~ 0.079Finishing
VF (HF)0.003 ~ 0.006
~ 0.012
NC310NC3015NC3120CN200
1025957875875
CNMG WNMG DNMG TNMG VNMG
p. T79 p. T147 p. T95 p. T124 p. T137
0.03 ~ 0.08
~ 0.14Medium-Finshing
HA0.004 ~ 0.010
~ 0.016
NC3015NC3120NC3030
1000750
CNMG WNMG DNMG TNMG
p. T73 p. T141 p. T90 p. T119
0.031~ 0.059
~ 0.138Medium-Finshing
HC0.004 ~ 0.008
~ 0.014
NC310NC3015NC3120CN200
975950825825
CNMG WNMG DNMG TNMG
p. T74 p. T142 p. T91 p. T120
0.059 ~ 0.098
~ 0.197Medium cutting, Medium-Roughing
HM0.006 ~
0.01~ 0.02
NC310NC3015NC3120NC3030CN200
875825750700725
CNMG WNMG DNMG TNMG VNMG SNMG
p. T75 p. T143 p. T92 p. T121 p. T135 p. T107
0.100 ~ 0.160
~ 0.280Roughing
HR0.01 ~ 0.018
~ 0.026
NC310NC3015NC3120NC3030
500475425325
CNMG WNMG DNMG TNMG SNMG
p. T76 p. T144 p. T93 p. T122 p. T108
0.197 ~ 0.280
~ 0.440Heavy duty
HH0.02 ~ 0.04
~ 0.044
NC3015NC3120NC3030
500425325
CNMM
p. T68
Depth of Cut(inch)
ChipbreakerFeed(ipr)
GradeCuttingSpeed(sfm)
[POSI]CC__T
[POSI]WC__T
[POSI]DC__T
[POSI]TC__T
[POSI]VC__T
[POSI]SC__T
0.004 ~ 0.020
~ 0.059Finishing
HFP0.002 ~ 0.006~ 0.01
NC310NC3015NC3120
925850825
CCGT VCGT
p. T62 p. T1300.020 ~ 0.059
~ 0.138Medium cutting,
Medium-Roughing
HMP0.003~ 0.008
~ 0.016
NC310NC3015NC3120CN200
850800750750
CCMT DCMT TCMT VBMT
p. T65 p. T84 p. T115 p. T128
0.039~ 0.079
~ 0.118Medium cutting
C250.004 ~
0.01~ 0.014
NC310NC3015NC3120
825750725
CCMT DCMT TCMT SCMT
p. T64 p. T83 p. T114 p. T101: 1st Choice
Turning Insert Recommendations
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:00 AM Page T162

TURNING TECH REFERENCE
T163TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Workpiece Material: SAE 4140, 4130, 31300, etc. Medium Carbon SteelsHardness: 180 ~ 260 HB
Insert Shape
80° 80° 55° 60° 35° 90°
Depth of Cut(inch)
ChipbreakerFeed (ipr)
GradeSelection
CuttingSpeed(sfm)
[NEGA]CN__G
[NEGA]WN__G
[NEGA]DN__G
[NEGA]TN__G
[NEGA]VN__G
[NEGA]SN__G
0.012 ~ 0.040
~ 0.080Ultra Fine Finishing
HW0.004 ~ 0.012
~ 0.020
NC310NC3015NC3120
990900820
CNG(M)G WNMG
p. T78 p. T146
0.020 ~ 0.039
~ 0.079Finishing
VF (HF)0.003 ~ 0.006
~ 0.012
NC310NC3015NC3120CN200
725650625600
CNMG WNMG DNMG TNMG VNMG
p. T79 p. T147 p. T95 p. T124 p. T137
0.031~ 0.059
~ 0.138Medium-Finshing
HC0.004 ~ 0.008
~ 0.014
NC310NC3015NC3120NC3030CN200
700650600525550
CNMG WNMG DNMG TNMG
p. T74 p. T142 p. T91 p. T120
0.059 ~ 0.098
~ 0.197General Medium
HM0.004 ~ 0.010
~ 0.016
NC310NC3015NC3120NC3030CN200
650600550500525
CNMG WNMG DNMG TNMG VNMG SNMG
p. T75 p. T143 p. T92 p. T121 p. T135 p. T107
0.098 ~ 0.138
~ 0.280Roughing
HR0.01 ~ 0.018
~ 0.026
NC310NC3015NC3120NC3030
550525500425
CNMG WNMG DNMG TNMG SNMG
p. T76 p. T144 p. T93 p. T122 p. T108
0.197 ~ 0.280
~ 0.440Heavy duty
HH0.02 ~ 0.04
~ 0.044
NC310NC3015NC3120NC3030
425400375300
CNMM
p. T68
Depth of Cut(inch)
ChipbreakerFeed(ipr)
GradeCuttingSpeed(sfm)
[POSI]CC__T
[POSI]WC__T
[POSI]DC__T
[POSI]TC__T
[POSI]VC__T
[POSI]SC__T
0.004 ~ 0.020
~ 0.059Finishing
HFP0.002 ~ 0.006~ 0.01
NC310NC3015NC3120
925850825
CCGT VCGT
p. T62 p. T130
0.020 ~ 0.059
~ 0.138Medium-FinishingGeneral Medium
HMP0.003~ 0.008
~ 0.016
NC310NC3015NC3120NC3030CN200
700625600500550
CCMT DCMT TCMT VBMT
p. T65 p. T84 p. T115 p. T128
0.039~ 0.079
~ 0.118Medium-Roughing
C250.004 ~
0.01~ 0.014
NC310NC3015NC3120NC3030
650600550500
CCMT DCMT TCMT SCMT
p. T64 p. T83 p. T114 p. T101: 1st Choice
Turning Insert Recommendations
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:00 AM Page T163
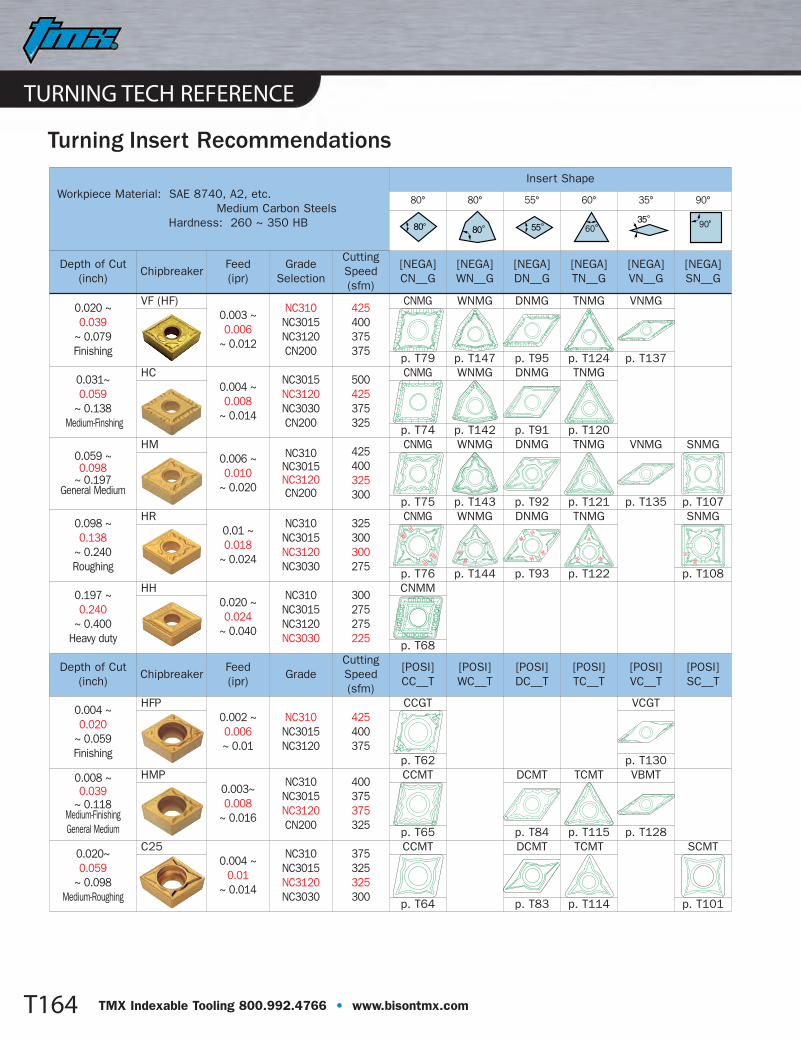
TURNING TECH REFERENCE
T164 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Workpiece Material: SAE 8740, A2, etc. Medium Carbon Steels
Hardness: 260 ~ 350 HB
Insert Shape
80° 80° 55° 60° 35° 90°
Depth of Cut(inch)
ChipbreakerFeed (ipr)
GradeSelection
CuttingSpeed(sfm)
[NEGA]CN__G
[NEGA]WN__G
[NEGA]DN__G
[NEGA]TN__G
[NEGA]VN__G
[NEGA]SN__G
0.020 ~ 0.039
~ 0.079Finishing
VF (HF)0.003 ~ 0.006
~ 0.012
NC310NC3015NC3120CN200
425400375375
CNMG WNMG DNMG TNMG VNMG
p. T79 p. T147 p. T95 p. T124 p. T137
0.031~ 0.059
~ 0.138Medium-Finshing
HC0.004 ~ 0.008
~ 0.014
NC3015NC3120NC3030CN200
500425375325
CNMG WNMG DNMG TNMG
p. T74 p. T142 p. T91 p. T120
0.059 ~ 0.098
~ 0.197General Medium
HM0.006 ~ 0.010
~ 0.020
NC310NC3015NC3120CN200
425400325300
CNMG WNMG DNMG TNMG VNMG SNMG
p. T75 p. T143 p. T92 p. T121 p. T135 p. T107
0.098 ~ 0.138
~ 0.240Roughing
HR0.01 ~ 0.018
~ 0.024
NC310NC3015NC3120NC3030
325300300275
CNMG WNMG DNMG TNMG SNMG
p. T76 p. T144 p. T93 p. T122 p. T108
0.197 ~ 0.240
~ 0.400Heavy duty
HH0.020 ~ 0.024
~ 0.040
NC310NC3015NC3120NC3030
300275275225
CNMM
p. T68
Depth of Cut(inch)
ChipbreakerFeed(ipr)
GradeCuttingSpeed(sfm)
[POSI]CC__T
[POSI]WC__T
[POSI]DC__T
[POSI]TC__T
[POSI]VC__T
[POSI]SC__T
0.004 ~ 0.020
~ 0.059Finishing
HFP0.002 ~ 0.006~ 0.01
NC310NC3015NC3120
425400375
CCGT VCGT
p. T62 p. T130
0.008 ~ 0.039
~ 0.118Medium-FinishingGeneral Medium
HMP0.003~ 0.008
~ 0.016
NC310NC3015NC3120CN200
400375375325
CCMT DCMT TCMT VBMT
p. T65 p. T84 p. T115 p. T128
0.020~ 0.059
~ 0.098Medium-Roughing
C250.004 ~
0.01~ 0.014
NC310NC3015NC3120NC3030
375325325300
CCMT DCMT TCMT SCMT
p. T64 p. T83 p. T114 p. T101
Turning Insert Recommendations
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:00 AM Page T164

TURNING TECH REFERENCE
T165TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Workpiece Material: 416, 430, etc. Ferritic / Martensitic Stainless
SteelsHardness: 135 ~ 275 HB
Insert Shape
80° 80° 55° 60° 35° 90°
Depth of Cut(inch)
ChipbreakerFeed (ipr)
GradeSelection
CuttingSpeed(sfm)
[NEGA]CN__G
[NEGA]WN__G
[NEGA]DN__G
[NEGA]TN__G
[NEGA]VN__G
[NEGA]SN__G
0.020 ~ 0.060
~ 0.100Medium-Finshing
HA0.0012 ~
0.006~ 0.012
PC8010NC9020PC9030
650625575
CNMG WNMG DNMG TNMG
p. T73 p. T141 p. T90 p. T119
0.04~ 0.1
~ 0.16Medium--Cutting
HS0.004 ~
0.01~ 0.016
PC8010NC9020PC9030
650600525
CNG(M)G WNG(M)G DNG(M)G TNG(M)G VNG(M)G SNG(M)G
p. T77 p. T145 p. T94 p. T123 p. T136 p. T109
0.039 ~ 0.079
~ 0.157General Medium
HM0.004 ~ 0.010
~ 0.016
PC8010NC9020PC9030
550525400
CNMG WNMG DNMG TNMG VNMG SNMG
p. T75 p. T143 p. T92 p. T121 p. T135 p. T107
0.04 ~ 0.06
~ 0.08Medium-Finshing
X1040.003 ~
0.01~ 0.016
PC8010 550
CNGG
p. T66
Depth of Cut(inch)
ChipbreakerFeed(ipr)
GradeCuttingSpeed(sfm)
[POSI]CC__T
[POSI]WC__T
[POSI]DC__T
[POSI]TC__T
[POSI]VC__T
[POSI]SC__T
0.005 ~ 0.020
~ 0.059Finishing
HFP0.002 ~ 0.006~ 0.01
PC8010NC9020PC9030
650600525
CCGT VCGT
p. T62 p. T130
0.020 ~ 0.039
~ 0.118Medium-FinishingGeneral Medium
HMP0.004 ~ 0.008
~ 0.012
PC8010NC9020PC9030
550525450
CCMT DCMT TCMT VBMT
p. T65 p. T84 p. T115 p. T128
0.020~ 0.05
~ 0.120Medium-Roughing
C250.006 ~
0.01~ 0.014
PC8010NC9020PC9030
550500525
CCMT DCMT TCMT SCMT
p. T64 p. T83 p. T114 p. T101
Turning Insert Recommendations
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:00 AM Page T165
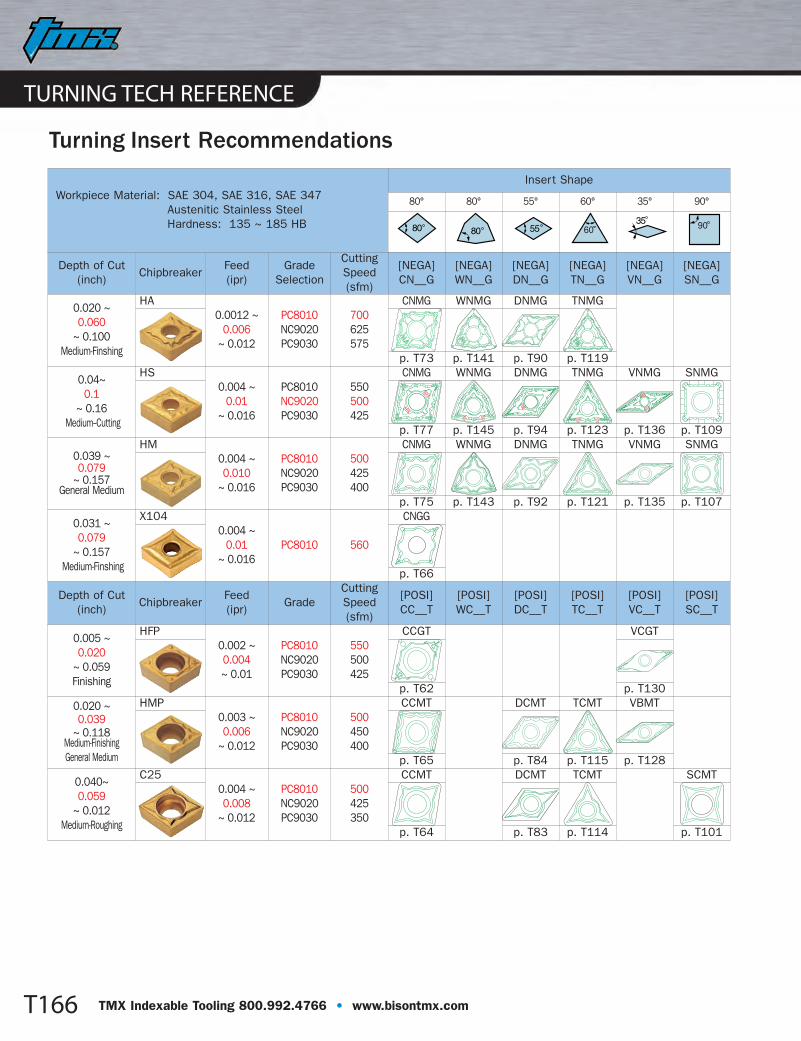
TURNING TECH REFERENCE
T166 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Workpiece Material: SAE 304, SAE 316, SAE 347 Austenitic Stainless SteelHardness: 135 ~ 185 HB
Insert Shape
80° 80° 55° 60° 35° 90°
Depth of Cut(inch)
ChipbreakerFeed (ipr)
GradeSelection
CuttingSpeed(sfm)
[NEGA]CN__G
[NEGA]WN__G
[NEGA]DN__G
[NEGA]TN__G
[NEGA]VN__G
[NEGA]SN__G
0.020 ~ 0.060
~ 0.100Medium-Finshing
HA0.0012 ~
0.006~ 0.012
PC8010NC9020PC9030
700625575
CNMG WNMG DNMG TNMG
p. T73 p. T141 p. T90 p. T119
0.04~ 0.1
~ 0.16Medium--Cutting
HS0.004 ~
0.01~ 0.016
PC8010NC9020PC9030
550500425
CNMG WNMG DNMG TNMG VNMG SNMG
p. T77 p. T145 p. T94 p. T123 p. T136 p. T109
0.039 ~ 0.079
~ 0.157General Medium
HM0.004 ~ 0.010
~ 0.016
PC8010NC9020PC9030
500425400
CNMG WNMG DNMG TNMG VNMG SNMG
p. T75 p. T143 p. T92 p. T121 p. T135 p. T107
0.031 ~ 0.079
~ 0.157Medium-Finshing
X1040.004 ~
0.01~ 0.016
PC8010 560
CNGG
p. T66
Depth of Cut(inch)
ChipbreakerFeed(ipr)
GradeCuttingSpeed(sfm)
[POSI]CC__T
[POSI]WC__T
[POSI]DC__T
[POSI]TC__T
[POSI]VC__T
[POSI]SC__T
0.005 ~ 0.020
~ 0.059Finishing
HFP0.002 ~ 0.004~ 0.01
PC8010NC9020PC9030
550500425
CCGT VCGT
p. T62 p. T130
0.020 ~ 0.039
~ 0.118Medium-FinishingGeneral Medium
HMP0.003 ~ 0.006
~ 0.012
PC8010NC9020PC9030
500450400
CCMT DCMT TCMT VBMT
p. T65 p. T84 p. T115 p. T128
0.040~ 0.059
~ 0.012Medium-Roughing
C250.004 ~ 0.008
~ 0.012
PC8010NC9020PC9030
500425350
CCMT DCMT TCMT SCMT
p. T64 p. T83 p. T114 p. T101
Turning Insert Recommendations
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:00 AM Page T166

TURNING TECH REFERENCE
T167TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Workpiece Material: No35B, No45B, 060-40-18, etc.Gray Cast Iron, Ductile Cast IronHardness: 135 ~ 185 HBTensile Strength: less than 450N/ß±
Insert Shape
80° 80° 55° 60° 35° 90°
Depth of Cut(inch)
ChipbreakerFeed (ipr)
GradeSelection
CuttingSpeed(sfm)
[NEGA]CN__G
[NEGA]WN__G
[NEGA]DN__G
[NEGA]TN__G
[NEGA]VN__G
[NEGA]SN__G
0.005 ~ 0.015~0.04
Finishing
0.002 ~ 0.004~ 0.02
NC305KNC6110
650 ~1650
~ 2300975
CNMA
p. T67
0.02 ~ 0.08
~ 0.14Medium-Finshing
B200.004 ~ 0.008
~ 0.012NC305K
DNMG SNMG
p. T86 p. T103
0.004 ~ 0.12
~ 0.18Medium-Roughing
GR0.008 ~ 0.014~ 0.02
NC305KNC6110NC315K
825725
CNMG WNMG DNMG TNMG SNMG
p. T72 p. T140 p. T89 p. T118 p. T106
0.04~ 0.1
~ 0.16General Medium
HM0.006 ~
0.01~ 0.02
NC305KNC315K
500 ~825
~1150
CNMG WNMG DNMG TNMG VNMG SNMG
p. T75 p. T143 p. T92 p. T121 p. T135 p. T107
0.10 ~ 0.14
~ 0.24Roughing
HR0.01 ~ 0.014
~ 0.024
NC6110NC315K
750650
CNMG WNMG DNMG TNMG SNMG
p. T76 p. T144 p. T93 p. T122 p. T108
0.16 ~ 0.26~0.4
Heavy duty
GH0.012 ~ 0.0028~ 1.043
NC315K 500
CNMM
p. T69
Turning Insert Recommendations
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:00 AM Page T167

TURNING TECH REFERENCE
T168 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Shape Application Range Special Features
HWApplication: Wiper, Finish
. Reinforced chip pocket for aggressive speeds and feeds
. Wiper Geometry for excellent surface finishes at high feed rates
Recommended Cutting Conditionsd = 0.012~0.08inchf = 0.004 ~ 0.02ipr
HUApplication: Finish . Capable of producing fine surface finishes. Free cutting. Excellent chip control for finishing, depths of cut, and feeds
Recommended Cutting Conditionsd = 0.004 ~ 0.06 inchf = 0.001 ~ 0.01 ipr
VF (HF)
0.10
0.012
0.002 0.014
VF
Application: Finish . Replaces the HF chipbreaker. Effecctive in varied depths of cut. Sharp, strong cutting edge
Recommended Cutting Conditionsd = 0.012 ~ 0.1 inchf = 0.002 ~ 0.014 ipr
HCApplication: Finish to Medium. Chipbreaker works well with varying depths of cut
Recommended Cutting Conditionsd = 0.03 ~ 0.16 inchf = 0.003 ~ 0.016 ipr
HA
HA
Application: Light to Medium. Free-cutting. Unique geometry enhances durability
Recommended Cutting Conditionsd = 0.03 ~ 0.16inchf = 0.004 ~ 0.016ipr
HM
Application: Medium. All purpose chipbreaker
Recommended Cutting Conditionsd = 0.01 ~ 0.2inchf = 0.004 ~ 0.02ipr
HSApplication: Medium
. Designed for stainless steel and high-temp alloys
. High rake angle on land increases wear resistance
Recommended Cutting Conditionsd = 0.04 ~ 0.16inchf = 0.004 ~ 0.016ipr
“H”
Ser
ies
Insert Geometry Specifications
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:00 AM Page T168

TURNING TECH REFERENCE
T169TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Shape Application Range Special Features
HRApplication: Roughing
. Large depths of cut and aggressive feeds
. Interrupted cuts
Recommended Cutting Conditionsd = 0.1 ~ 0.28inchf = 0.01 ~ 0.028ipr
HHApplication: Heavy Duty
. Stout geometry for extreme feeds and depth of cut
. Unique design of dot on cutting edge makes smooth chip flow andreduce cutting force
Recommended Cutting Conditionsd = 0.16 ~ 0.5inchf = 0.018 ~ 0.06ipr
GF
0.06
0.004
0.001 0.01
GF
Application: Finish . Capable of producing fine surface finishes. Free cutting. Excellent chip control for finishing, depths of cut, and feeds
Recommended Cutting Conditionsd = 0.004 ~ 0.06 inchf = 0.001 ~ 0.01 ipr
GMApplication: Medium
. All purpose chip breaker.
. Strong cutting edge for aggressive feed rates and interrupted cuts
Recommended Cutting Conditions
d = 0.03 ~ 0.16inchf = 0.004 ~ 0.02ipr
GRApplication: Roughing. Large depths of cut and aggressive feed rates. Interrupted cuts
Recommended Cutting Conditionsd = 0.12 ~ 0.32 inchf = 0.012 ~ 0.032 ipr
GH
0.012 0.051
0.43
0.12
GH
Application: Heavy Duty. Stout geometry for extreme feeds and depth of cuts. Free cutting design
Recommended Cutting Conditionsd = 0.12 ~ 0.43 inchf = 0.012 ~ 0.051 ipr
“H”
Ser
ies
“G”
Ser
ies
Insert Geometry Specifications
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:00 AM Page T169

TURNING TECH REFERENCE
T170 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Shape Application Range Special Features
B20
Application: Light, Medium. Cast iron chipbreaker
Recommended Cutting Conditionsd = 0.06 ~ 0.16 inchf = 0.006 ~ 0.02 ipr
B25
Application: General Purpose . All purpose chipbreaker
Recommended Cutting Conditionsd = 0.08 ~ 0.235 inchf = 0.01 ~ 0.02 ipr
HFPApplication: Finish
. Chipbreaker for shallow depths of cut and low feed rates
. Capable of turning fine surface finishes.
. Also for boring.
Recommended Cutting Conditionsd = 0.004 ~ 0.06 inchf = 0.002 ~ 0.01 ipr
HMP
Application: Medium. Versatile chipbreaker
Recommended Cutting Conditionsd = 0.12 ~ 0.32 inchf = 0.012 ~ 0.032 ipr
CO5
C05
Application: Finish. Free cutting design. Gummy materials like stainless steel, titanium, high temp alloys,etc.
. Low carbon steels
Recommended Cutting Conditionsd = 0.02 ~ 0.08 inchf = 0.002 ~ 0.008 ipr
C25 Application: Medium. Interrupted cuts. Free cutting. ID & OD Turning
Recommended Cutting Conditionsd = 0.04 ~ 0.12 inchf = 0.004 ~ 0.012 ipr
“B”
Ser
ies
“H-P
osi”
Ser
ies
“C”
Ser
ies
Insert Geometry Specifications
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:01 AM Page T170
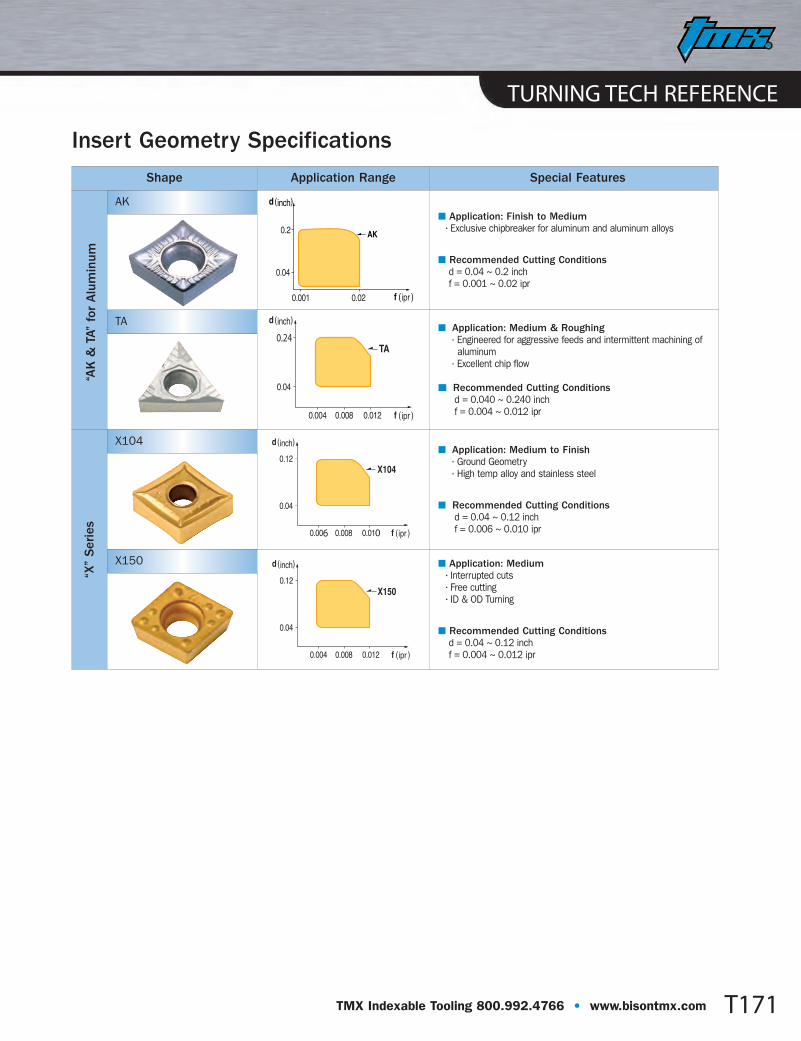
TURNING TECH REFERENCE
T171TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Shape Application Range Special Features
AKApplication: Finish to Medium
. Exclusive chipbreaker for aluminum and aluminum alloys
Recommended Cutting Conditionsd = 0.04 ~ 0.2 inchf = 0.001 ~ 0.02 ipr
TA0.24
TA
Application: Medium & Roughing. Engineered for aggressive feeds and intermittent machining of
aluminum. Excellent chip flow
Recommended Cutting Conditionsd = 0.040 ~ 0.240 inchf = 0.004 ~ 0.012 ipr
X104
6 0
X104
Application: Medium to Finish. Ground Geometry. High temp alloy and stainless steel
Recommended Cutting Conditionsd = 0.04 ~ 0.12 inchf = 0.006 ~ 0.010 ipr
X150
X150
Application: Medium. Interrupted cuts. Free cutting. ID & OD Turning
Recommended Cutting Conditionsd = 0.04 ~ 0.12 inchf = 0.004 ~ 0.012 ipr
“AK
&TA
”fo
rA
lum
inum
“X”
Ser
ies
Insert Geometry Specifications
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:01 AM Page T171

T172 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
NO
TES
p149-172 TurningTechRef FINAL:Indexable Carblde 2006 1/25/07 3:01 AM Page T172

T173TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
NO
TES
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T173

TURNING TOOLHOLDERS
T174 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Insert Relief AngleHolder Style
M C L N R
Clamp Pin & Clamp ScrewPin
Clamping System Insert Shape
A C
M
U
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T174

TURNING TOOLHOLDERS
T175TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
C
Hand of Tool
Shank Size
Insert Inner Circle
Total Length of Holder
16 D3
Square shank size in 1/16" increments
1st digit = in 1/8" increments
2nd digit = in 1/4" increments
ORWH
IC 1.2 = 5/32" 3 = 3/8"
1.5 = 3/16" 4 = 1/2"
1.8 = 7/32" 5 = 5/8"
2 = 1/4" 6 = 3/4"
2.5 = 5/16" 8 = 1"
10 = 1 1/4"
Insert IC
5 = 5/16 x 5/16
6 = 3/8 x 3/8
8 = 1/2 x 1/2
10 = 5/8 x 5/8
12 = 3/4 x 3/4
16 = 1 x 1
85 = 1-1/4 x 1
20 = 1-1/4 x 1-1/4
24 = 1-1/2 x 1-1/2
86 = 1-1/2 x 1
32 = 2 x 2
Common Shank
Sizes
J = 3.5
A = 4
B = 4.5
C = 5
D = 6
E = 7
F = 8
Length in
inches
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T175
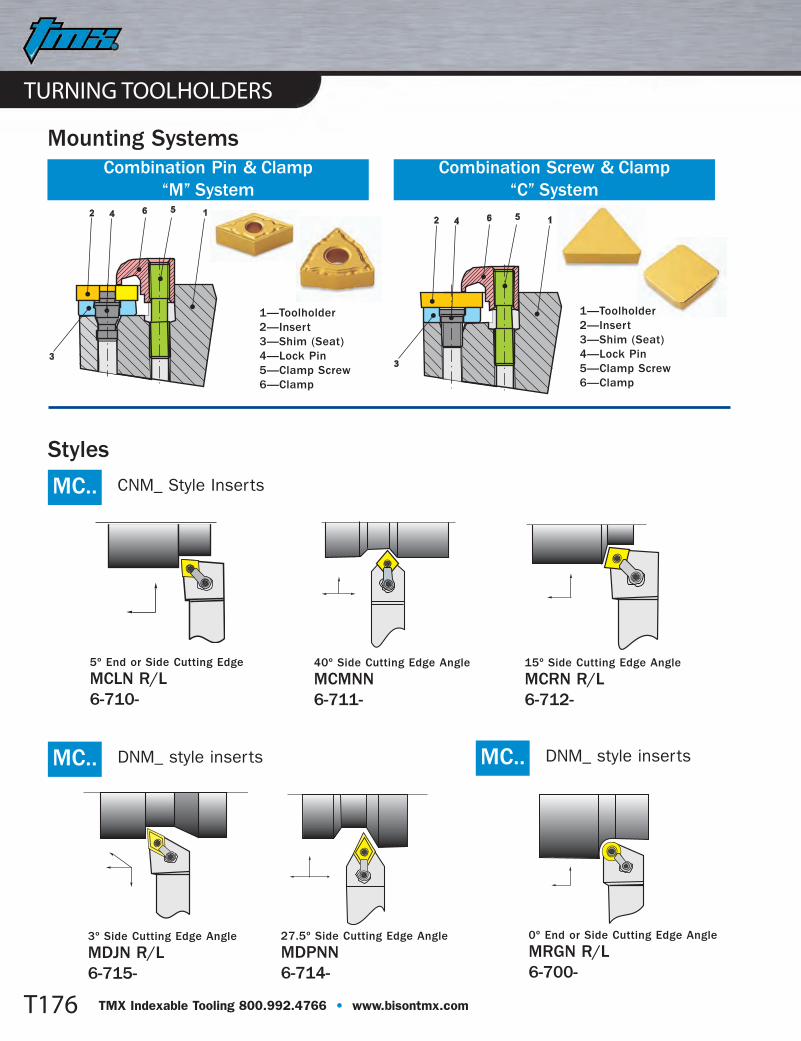
TURNING TOOLHOLDERS
T176 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Mounting SystemsCombination Pin & Clamp
“M” System
1—Toolholder2—Insert3—Shim (Seat)4—Lock Pin5—Clamp Screw6—Clamp
Combination Screw & Clamp “C” System
1—Toolholder2—Insert3—Shim (Seat)4—Lock Pin5—Clamp Screw6—Clamp
Styles
MC.. CNM_ Style Inserts
5º End or Side Cutting Edge
MCLN R/L6-710-
40º Side Cutting Edge Angle
MCMNN6-711-
15º Side Cutting Edge Angle
MCRN R/L6-712-
MC.. DNM_ style inserts
3º Side Cutting Edge Angle
MDJN R/L6-715-
27.5º Side Cutting Edge Angle
MDPNN6-714-
0º End or Side Cutting Edge Angle
MRGN R/L6-700-
MC.. DNM_ style inserts
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T176

TURNING TOOLHOLDERS
T177TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Styles (Continued)
MC.. SNM_ Style Inserts
45º Side Cutting Edge Angle
MSDNN6-734-
15º End Cutting Edge Angle
MSKN R/L6-737-
15º Side Cutting Edge Angle
MSRN R/L6-736-
45º Side Cutting Edge Angle
MSSN R/L6-735-
MT.. TNM_ style inserts
30º Side Cutting Edge Angle
MTENN6-741-
0º End Cutting Edge Angle
MTFN R/L6-746-
0º Side Cutting Edge Angle
MTGN R/L6-742-
3º Side Cutting Edge Angle
MTJN R/L6-740-
MV.. VNM_ style inserts
3º Side Cutting Edge Angle
MVJN R/L6-755-
17.5º Side Cutting Edge Angle
MVVNN6-754-
5º End or Side Cutting Edge Angle
MWLN R/L6-750-
MW.. WNM_ style inserts
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T177

TURNING TOOLHOLDERS
T178 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MCLN R/L ToolholdersSystem M & C for Negative 80º
Diamond CNM_ Inserts H1
F
L
B
HMCLNR/L
MCLNR/L
95O
95O
H =H1
MCMNN ToolholdersSystem M & C for Negative 80º
Diamond CNM_ Inserts
L
B
HH1
50O
MCMNN
MCMNN
H =H1
40º Side Cutting Edge Angle
StyleShankH = B
OALL
HeadF
CNM_Inser t
Par t Number 6-710- Spare Par ts: Par t Number 6-998-
Toolholders SetsShim
ShimScrew
LockPin
ClampClampScrew
HexKeyRH LH RH
MCLNR/L 12-4BMCLNR/L 16-4DMCLNR/L 20-4DMCLNR/L 24-4D
3/41
1-1/41-1/2
4-1/2666
1.01.251.50
2
43_
012R016R020R024R
012L016L020L024L
512R516R
––
-6009ICSN-433
-6543*-6265NL-46
-6415CL-20
-6526XNS-48
-150&
-153
MCLNR/L 16-5DMCLNR/L 20-5DMCLNR/L 24-5D
11-1/41-1/2
61.251.50
254_
116R120R124R
116L120L124L
–––
-6015ICSN-533
-6545*-6270NL-58 -6411
CL-12-6531
XNS-510
-153&
-159MCLNR/L 16-6DMCLNR/L 20-6DMCLNR/L 24-6E
11-1/41-1/2
667
1.251.50
264_
216R220R224R
216L220L224L
–––
-6020ICSN-633
-6547*-6275NL-68
150&
-159
5º End or Side Cutting Edge Angle
Sets Include Holder and 10 TiN Coated Inserts
StyleShankH = B
OALL
CNM_Inser t
ToolholderPar t Numbers
Spare Par ts: Par t Number 6-998-
ShimShimScrew
Lock Pin ClampClampScrew
HexKey
MCMNN 16-4D 1 6 43_ 6-711-016-6009
ICSN-433-6543*
-6265NL-46
-6415CL-20
-6526XNS-48
-150&
-153
MCMNN 20-5D 1-1/4 6 54_ 6-711-120-6015
ICSN-533-6545*
-6270NL-58 -6411
CL-12-6531
XNS-510
-153&
-159
MCMNN 20-6D 1-1/4 6 64_ 6-711-220-6020
ICSN-633-6547*
-6275NL-68
156&
-159
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T178
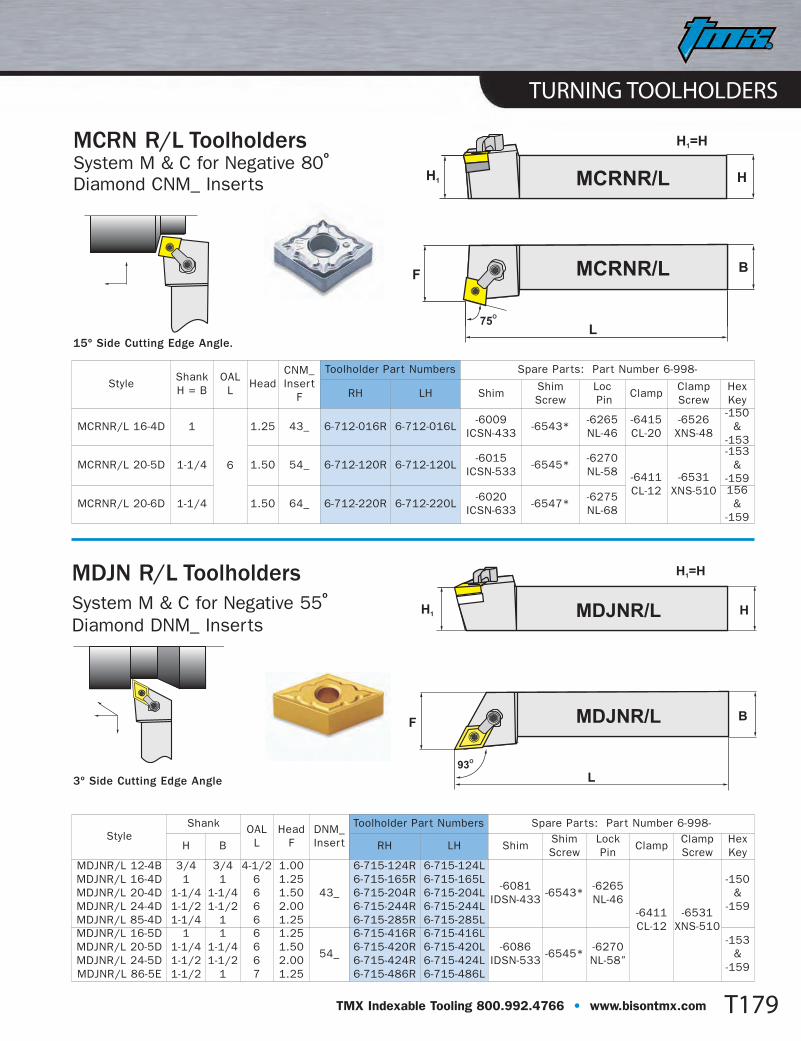
TURNING TOOLHOLDERS
T179TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MCRN R/L ToolholdersSystem M & C for Negative 80º
Diamond CNM_ Inserts H1
F
L
B
HMCRNR/L
MCRNR/L
75O
H =H1
15º Side Cutting Edge Angle.
MDJN R/L ToolholdersSystem M & C for Negative 55º
Diamond DNM_ Inserts
H =H1
H1
FB
HMDJNR/L
MDJNR/L
93O
L3º Side Cutting Edge Angle
StyleShankH = B
OALL
HeadCNM_Inser t
F
Toolholder Par t Numbers Spare Par ts: Par t Number 6-998-
RH LH ShimShimScrew
LocPin
ClampClampScrew
HexKey
MCRNR/L 16-4D 1
6
1.25 43_ 6-712-016R 6-712-016L-6009
ICSN-433-6543*
-6265NL-46
-6415CL-20
-6526XNS-48
-150&
-153
MCRNR/L 20-5D 1-1/4 1.50 54_ 6-712-120R 6-712-120L-6015
ICSN-533-6545*
-6270NL-58 -6411
CL-12-6531
XNS-510
-153&
-159
MCRNR/L 20-6D 1-1/4 1.50 64_ 6-712-220R 6-712-220L-6020
ICSN-633-6547*
-6275NL-68
156&
-159
StyleShank OAL
LHead
FDNM_Inser t
Toolholder Par t Numbers Spare Par ts: Par t Number 6-998-
H B RH LH ShimShimScrew
LockPin
ClampClampScrew
HexKey
MDJNR/L 12-4BMDJNR/L 16-4DMDJNR/L 20-4DMDJNR/L 24-4DMDJNR/L 85-4D
3/41
1-1/41-1/21-1/4
3/41
1-1/41-1/2
1
4-1/26666
1.001.251.502.001.25
43_
6-715-124R6-715-165R6-715-204R6-715-244R6-715-285R
6-715-124L6-715-165L6-715-204L6-715-244L6-715-285L
-6081IDSN-433
-6543*-6265NL-46
-6411CL-12
-6531XNS-510
-150&
-159
MDJNR/L 16-5DMDJNR/L 20-5DMDJNR/L 24-5DMDJNR/L 86-5E
11-1/41-1/21-1/2
11-1/41-1/2
1
6667
1.251.502.001.25
54_
6-715-416R6-715-420R6-715-424R6-715-486R
6-715-416L6-715-420L6-715-424L6-715-486L
-6086IDSN-533
-6545*-6270NL-58”
-153&
-159
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T179
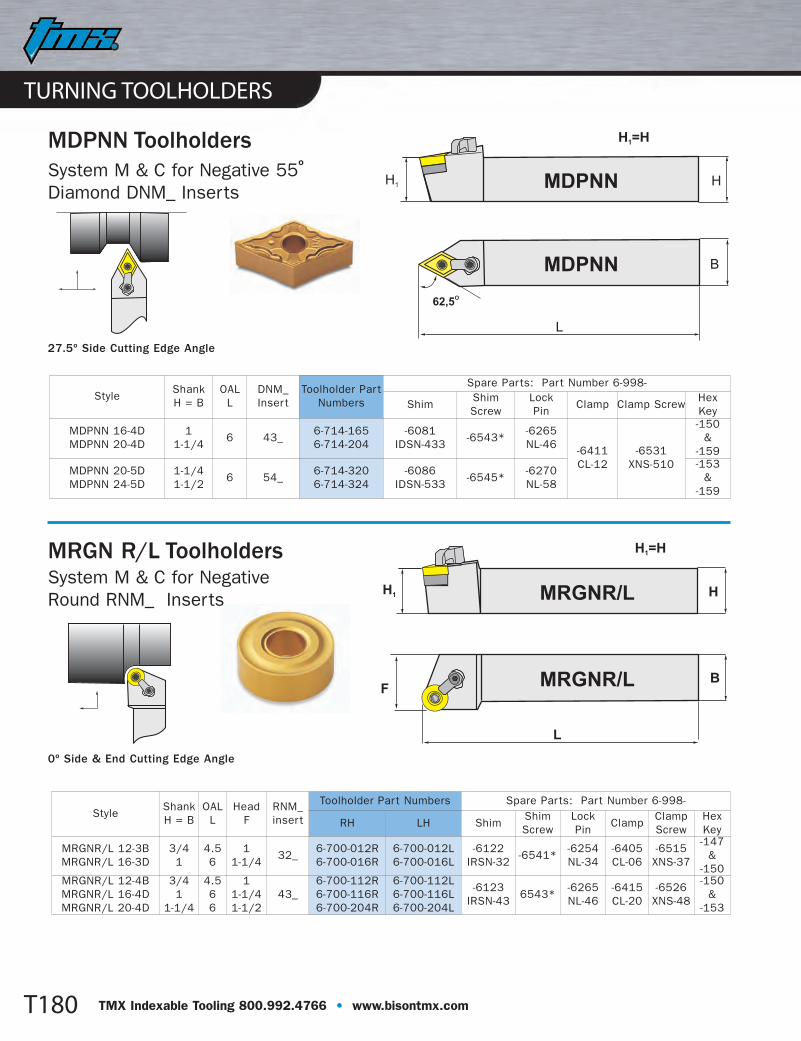
TURNING TOOLHOLDERS
T180 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MDPNN ToolholdersSystem M & C for Negative 55º
Diamond DNM_ Inserts
H =H1
H1
B
HMDPNN
MDPNN
62,5O
L
27.5º Side Cutting Edge Angle
MRGN R/L ToolholdersSystem M & C for Negative Round RNM_ Inserts
H1
F
L
B
HMRGNR/L
MRGNR/L
H =H1
0º Side & End Cutting Edge Angle
StyleShankH = B
OALL
DNM_Inser t
Toolholder Par tNumbers
Spare Par ts: Par t Number 6-998-
ShimShimScrew
LockPin
Clamp Clamp ScrewHexKey
MDPNN 16-4DMDPNN 20-4D
11-1/4
6 43_6-714-1656-714-204
-6081IDSN-433
-6543*-6265NL-46 -6411
CL-12-6531
XNS-510
-150&
-159
MDPNN 20-5DMDPNN 24-5D
1-1/41-1/2
6 54_6-714-3206-714-324
-6086IDSN-533
-6545*-6270NL-58
-153&
-159
StyleShankH = B
OALL
HeadF
RNM_inser t
Toolholder Par t Numbers Spare Par ts: Par t Number 6-998-
RH LH ShimShimScrew
LockPin
ClampClampScrew
HexKey
MRGNR/L 12-3BMRGNR/L 16-3D
3/41
4.56
11-1/4
32_6-700-012R6-700-016R
6-700-012L6-700-016L
-6122IRSN-32
-6541*-6254NL-34
-6405CL-06
-6515XNS-37
-147&
-150MRGNR/L 12-4BMRGNR/L 16-4DMRGNR/L 20-4D
3/41
1-1/4
4.566
11-1/41-1/2
43_6-700-112R6-700-116R6-700-204R
6-700-112L6-700-116L6-700-204L
-6123IRSN-43
6543*-6265NL-46
-6415CL-20
-6526XNS-48
-150&
-153
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T180

TURNING TOOLHOLDERS
T181TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MSDNN ToolholdersSystem M & C for Negative Square SNM_ Inserts
L
B
HH1
45O
MSDNN
MSDNN
H =H1
45º Side Cutting Edge Angle
MSKN R/L ToolholdersSystem M & C for Negative Square SNM_ Inserts H1
F
L
B
HMSKNR/L
MSKNR/L
H =H1
75O
15º End Cutting Edge Angle
StyleShank OAL SNM_
Inser tToolholder Par t
Numbers
Spare Par ts: Par t Number 6-998-
B H L ShimShimScrew
LockPin
ClampClampScrew
HexKey
MSDNN 12-4BMSDNN 16-4DMSDNN 85-4D
3/411
3/41
1-1/4
4.566
43_6-734-4126-734-4166-734-485
-6100ISSN-433
-6543*-6265NL-46
-6415CL-20
-6526XNS-48
-150&
-153MSDNN 16-5DMSDNN 20-5DMSDNN 85-5DMSDNN 86-5E
11-1/4
11
11-1/41-1/41-1/2
6667
54_
6-734-5166-734-5206-734-5856-734-586
-6108ISSN-533
-6545*-6270NL-58
-6411CL-12
-6531XNS-510
-153&
-159
MSDNN 16-6DMSDNN 20-6DMSDNN 24-6EMSDNN 85-6DMSDNN 86-6E
11-1/41-1/2
11
11-1/41-1/21-1/41-1/2
66767
64_
6-734-6166-734-6206-734-6246-734-6856-734-686
-6113ISSN-633
-6547*-6275NL-68
156&
-159
StyleShankH = B
OALL
HeadF
SNM_Inser t
Toolholder Par t Numbers Spare Par ts: Par t Number 6-998-
RH LH ShimShimScrew
LockPin
ClampClampScrew
HexKey
MSKNR/L 12-4BMSKNR/L 16-4D
3/41
4.56
11-1/4
43_6-737-012R6-737-016R
6-737-012L6-737-016L
-6100ISSN-433
-6543*-6265NL-46
-6415CL-20
-6526XNS-48
-150&
-153
MSKNR/L 16-5DMSKNR/L 20-5D
11-1/4
61-1/41-1/2
54_6-737-116R6-737-120R
6-737-116L6-737-120L
-6108ISSN-533
-6545*-6270NL-58 -6411
CL-12-6531
XNS-510
-153&
-159
MSKNR/L 20-6DMSKNR/L 24-6E
1-1/41-1/2
67
1-1/22
64_6-737-220R6-737-224R
6-737-220L6-737-224L
-6113ISSN-633
-6547*-6275NL-68
156&
-159
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T181

TURNING TOOLHOLDERS
T182 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MSRN R/L ToolholdersSystem M & C for Negative Square SNM_ Inserts
H1
F
L
B
HMSRNR/L
MSRNR/L
75O
H =H1
15º Side Cutting Edge Angle
MSSN R/L ToolholdersSystem M & C for Negative Square SNM_ Inserts
H1
F
L
B
HMSSNR/L
MSSNR/L45O
H =H1
45º Side Cutting Edge Angle
StyleShankH = B
OALL
HeadF
SNM_Inser t
Toolholder Par t Numbers Spare Par ts: Par t Number 6-998-
RH LH ShimShimScrew
LockPin
ClampClampScrew
HexKey
MSRNR/L 12-4BMSRNR/L 16-4DMSRNR/L 20-4D
3/41
1-1/4
4.566
.8801.1301.350
43_6-736-124R6-736-165R6-736-204R
6-736-124L6-736-165L6-736-204L
-6100ISSN-433
-6543*-6265NL-46
-6415CL-20
-6526XNS-48
-150&
-153
MSRNR/L 16-5DMSRNR/L 20-5D
11-1/4
61.1031.353
54_6-736-316R6-736-320R
6-736-316L6-736-320L
-6108ISSN-533
-6545*-6270NL-58
-6411CL-12
-6531XNS-510
-153&
-159MSRNR/L 16-6DMSRNR/L 20-6DMSRNR/L 24-6E
11-1/41-1/2
667
1.0711.3151.821
64_6-736-416R6-736-420R6-736-424R
6-736-416L6-736-420L6-736-424L
-6113ISSN-633
-6547*-6275NL-68
156&
-159
StyleShank OAL
L
Head SNM_Inser t
Toolholder Par t Numbers Spare Par ts: Par t Number 6-998-
H = B F RH LH ShimShimScrew
LockPin
ClampClampScrew
HexKey
MSSNR/L 12-4BMSSNR/L 16-4D
3/41
4-1/26
0.6750.925
43_6-735-124R6-735-165R
6-735-124L6-735-165L
-6100ISSN-433
-6543*-6265NL-46
-6415CL-20
-6526XNS-48
-150&
-153MSSNR/L 16-5DMSSNR/L 20-5D
11-1/4
6.847
1.09054_
6-735-216R6-735-220R
6-735-216L6-735-220L
-6108ISSN-533
-6545*-6270NL-58 -6411
CL-12-6531
XNS-510
-153&
-159MSSNR/L 20-6DMSSNR/L 24-6E
1-1/41-1/2
67
1.0111.492
64_6-735-320R6-735-324R
6-735-320L6-735-324L
-6113ISSN-633
-6547*-6275NL-68
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T182

TURNING TOOLHOLDERS
T183TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MTENN ToolholdersSystem M & C for Negative 60º
Triangle TNM_ InsertsH1
L
B
H
30O
MTENN
MTENN
H1=H
45º Side Cutting Edge Angle
MTFN R/L ToolholdersSystem M & C for Negative 60º
Triangle TNM_ InsertsH1
F
L
B
HMTFNR/L
MTFNR/L
H =H1
90O
15º End Cutting Edge Angle
StyleShankH = B
HeadF
OALL
TNM_Inser t
ToolholderPar t Numbers
Spare Par ts: Par t Number 6-998-
ShimShimScrew
LockPin
ClampClampScrew
HexKey
MTENN 10-3BMTENN 12-3BMTENN 64-3D
5/83/43/4
5/83/41
4.54.56
33_6-741-3106-741-3126-741-364
-6053ITSN-333
-6541*-6255NL-34L
-6405CL-06
-6515XNS-37
-147&
-150MTENN 12-4BMTENN 16-4DMTENN 85-4DMTENN 86-4E
3/4111
3/41
1-1/41-1/2
4.5667
43_6-741-4126-741-4166-741-4856-741-486
-6060ITSN-433
-6543*-6265NL-46
-6415CL-20
-6526XNS-48
-150&
-153
MTENN 16-5DMTENN 20-5DMTENN 24-5EMTENN 86-5E
11-1/41-1/2
1
11-1/41-1/21-1/2
6677
54_
6-741-5166-741-5206-741-5246-741-585
-6070ITSN-533
-6547*-6270NL-58
-153
StyleShankH = B
OALL
HeadF
TNM_Inser t
Toolholder Par t Numbers Spare Par ts: Par t Number 6-998-
RH LH ShimShimScrew
LockPin
ClampClampScrew
HexKey
MTFNR/L 12-3BMTFNR/L 16-3D
3/41
4.56
11-1/4
33_6-746-012R6-746-016R
6-746-012L6-746-016L
-6053ITSN-333
-6541*-6255NL-34L
-6405CL-6
-6515XNS-37
-147&
-150
MTFNR/L 16-4DMTFNR/L 20-4D
11-1/4
61-1/41-1/2
43_6-746-216R6-746-220R
6-746-216L6-746-220L
-6060ITSN-433
-6543*-6265NL-46 -6415
CL-20-6526
XNS-48
-150&
-153
MTFNR/L 20-5D 1-1/4 6 1-1/2 54_ 6-746-320R 6-746-320L-6070
ITSN-533-6545*
-6270NL-58
-153
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T183

TURNING TOOLHOLDERS
T184 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MTGN R/L ToolholdersSystem M & C for Negative 60º
Triangle TNM_ InsertsH1
F
L
B
HMTGNR/L
MTGNR/L
H =H1
90O
0º Side Cutting Edge Angle
MTJN R/L ToolholdersSystem M & C for Negative 60º
Triangle TNM_ Inserts
L
F
H1
B
HMTJNR/L
93O
MTJNR/L
H =H1
45º Side Cutting Edge Angle
StyleShankH = B
OALL
HeadF
TNM_Inser t
Toolholder Par t Numbers Spare Par ts: Par t Number 6-998-
RH LH ShimShimScrew
LockPin
ClampClampScrew
HexKey
MTGNR/L 12-3BMTGNR/L 16-3D
3/41
4.56
11-1/4
33_6-742-012R6-742-016R
6-742-012L6-742-016L
-6053ITSN-333
-6541*-6255NL-34L
-6405CL-6
-6515XNS-37
-147&
-150
MTGNR/L 16-4DMTGNR/L 20-4D
11-1/4
61-1/41-1/2
43_6-742-216R6-742-220R
6-742-216L6-742-220L
-6060ITSN-433
-6543*-6265NL-46 -6415
CL-20-6526
XNS-48
-150&
-153
MTGNR/L 20-5D 1-1/4 6 1-1/2 54_ 6-742-320R 6-742-320L-6070
ITSN-533-6545*
-6270NL-58
-153
StyleShank
OALL
HeadF
TNM_Inser t
Toolholder Par t Numbers Spare Par ts: Par t Number 6-998-
H B RH LH ShimShimScrew
LockPin
ClampClampScrew
HexKey
MTJNR/L 10-3BMTJNR/L 12-3BMTJNR/L 16-3D
5/83/41
5/83/41
4-1/24-1/2
6
.6751.0001.250
33_6-740-010R6-740-012R6-740-016R
6-740-010L6-740-012L6-740-016L
-6053ITSN-333
-6541*-6255NL-34L
-6405CL-6
-6515XNS-37
-147&
-150
MTJNR/L 16-4DMTJNR/L 20-4D
11-1/4
11-1/4
6 1.250 43_6-740-116R6-740-120R
6-740-116L6-740-120L
-6060ITSN-433
-6543*-6265NL-46
-6411CL-20
-6520XNS-48
-150&
-159MTJNR/L 16-5DMTJNR/L 20-5DMTJNR/L 24-5DMTJNR/L 24-5EMTJNR/L 85-5DMTJNR/L 86-5E
11-1/41-1/21-1/2
11
11-1/41-1/21-1/21-1/41-1/2
666767
1.2501.5002.0002.0001.2501.250
54_
6-740-216R6-740-220R6-740-224R6-740-226R6-740-230R6-740-235R
6-740-216L6-740-220L6-740-224L6-740-226L6-740-230L6-740-235L
-6070ITSN-533
-6545*-6270NL-58
-6411CL-20
-6520XNS-48
-153
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T184
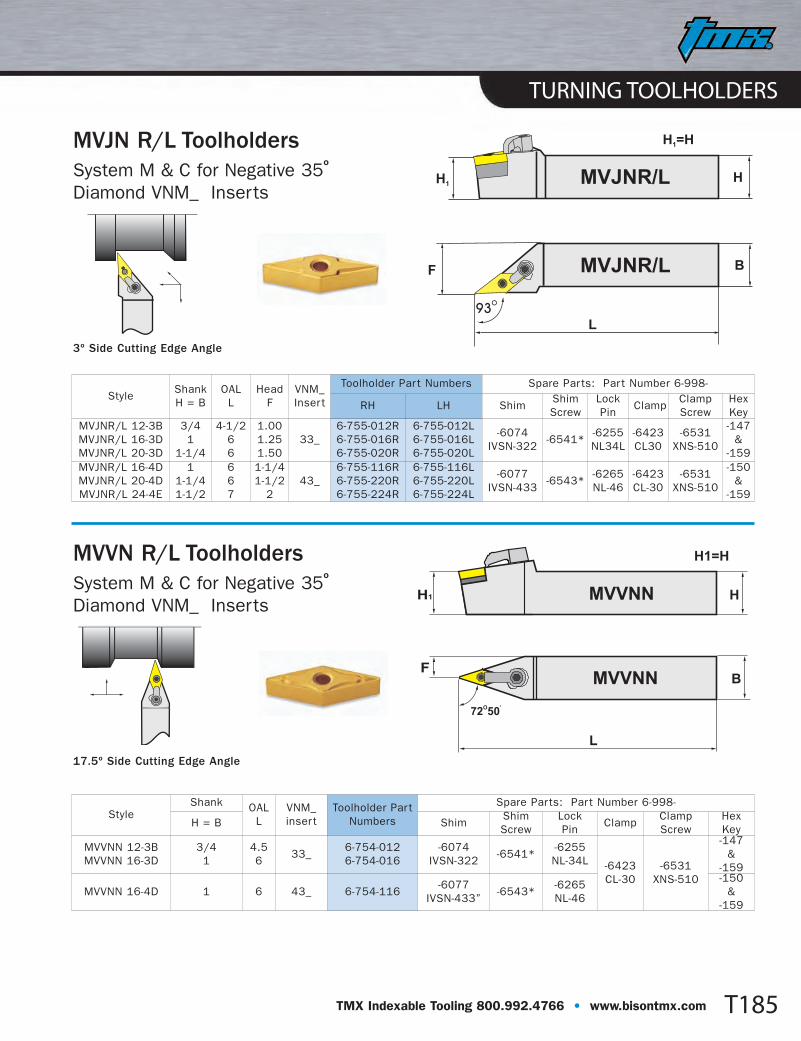
TURNING TOOLHOLDERS
T185TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MVJN R/L ToolholdersSystem M & C for Negative 35º
Diamond VNM_ Inserts
L
93O
F
H1
MVJNR/L
HMVJNR/L
B
H =H1
3º Side Cutting Edge Angle
MVVN R/L ToolholdersSystem M & C for Negative 35º
Diamond VNM_ Inserts
MVVNN
MVVNN
B
HH1
F
72 50O ’
L
H1=H
17.5º Side Cutting Edge Angle
StyleShankH = B
OALL
HeadF
VNM_Inser t
Toolholder Par t Numbers Spare Par ts: Par t Number 6-998-
RH LH ShimShimScrew
LockPin
ClampClampScrew
HexKey
MVJNR/L 12-3BMVJNR/L 16-3DMVJNR/L 20-3D
3/41
1-1/4
4-1/266
1.001.251.50
33_6-755-012R6-755-016R6-755-020R
6-755-012L6-755-016L6-755-020L
-6074IVSN-322
-6541*-6255NL34L
-6423CL30
-6531XNS-510
-147&
-159MVJNR/L 16-4DMVJNR/L 20-4DMVJNR/L 24-4E
11-1/41-1/2
667
1-1/41-1/2
243_
6-755-116R6-755-220R6-755-224R
6-755-116L6-755-220L6-755-224L
-6077IVSN-433
-6543*-6265NL-46
-6423CL-30
-6531XNS-510
-150&
-159
StyleShank OAL
LVNM_inser t
Toolholder Par tNumbers
Spare Par ts: Par t Number 6-998-
H = B ShimShimScrew
LockPin
ClampClampScrew
HexKey
MVVNN 12-3BMVVNN 16-3D
3/41
4.56
33_6-754-0126-754-016
-6074IVSN-322
-6541*-6255NL-34L -6423
CL-30-6531
XNS-510
-147&
-159
MVVNN 16-4D 1 6 43_ 6-754-116-6077
IVSN-433”-6543*
-6265NL-46
-150&
-159
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T185

TURNING TOOLHOLDERS
T186 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MWLN R/L ToolholdersSystem M & C for Negative 80º
Trigon WNM_ Inserts
F
H1
B
H
MWLNR/L
MWLNR/L
L
H =H1
95O
95O
5º End or Side Cutting Edge Angle
StyleShankH = B
OALL
HeadF
WNM_Inser ts
Toolholder Par t Numbers Sets Spare Par ts: Par ts Number 6-998-
RH LH Par t RH ShimLockPin
ClampsClampScrew
HexKey
MWLNR/L 12-3B 3/4 4.5 1 33_ 6-750-012R 6-750-012L --6033
IWSN-332-6255NL-34L
-6405CL-6
-6515XNS-37
-147&
-150MWLNR/L 12-4BMWLNR/L 16-4DMWLNR/L 20-4DMWLNR/L 24-4E
3/41
1-1/41-1/2
4-1/2667
11-1/41-1/2
2
43_
6-750-112R6-750-116R6-750-120R6-750-124R
6-750-112L6-750-116L6-750-120L6-750-124L
6-750-512R6-750-516R
--
-6035IWSN-433
-6265NL-46
-6415CL-20
-6526XNS-48
-153&
-150
MWLNR/L 16-5DMWLNR/L 20-5DMWLNR/L 24-5E
11-1/41-1/2
667
1-1/41-1/2
254_
6-750-216R6-750-220R6-750-224R
6-750-216L6-750-220L6-750-224L
---
-6041IWSN-533
-6270NL-58
-153
* Engineered to prevent chips from jamming in insert pockets.
*
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T186

TURNING TOOLHOLDERS
T187TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Styles
SC.. CCMT Style Inserts
5º End or Side CuttingEdge Angle
SCLC R/L6-800-
40º Side Cutting Edge Angle
SCMNCN 6-801-
SD.. DCMT style inserts
3º Side Cutting Edge Angle
SDJC R/L6-805-
27.5º Side Cutting Edge Angle
SDPCN R/L6-804-
45º Side Cutting Edge Angle
SSDCN6-810-
SS..
ST.. TCMT style inserts
30º Side Cutting Edge Angle
STECN6-813-
0º End Cutting Edge Angle
STFCN R/L6-814-
0º Side Cutting Edge Angle
STGC R/L6-815-
3º Side Cutting Edge Angle
STJC R/L6-816-
SV.. VCMT style inserts
3º Side Cutting Edge Angle
SVJC R/L6-806-
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T187

TURNING TOOLHOLDERS
T188 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
SCLC R/L ToolholdersSystem S for Positive 80º
Diamond CCMT Inserts
L
F BSCLCR/L B
H95
O
95O
5º End or Side Cutting Edge Angle
SCMCN ToolholdersSystem S for Positive 80º
Diamond CCMT Inserts50
O
L
B B
H
SCMCN
40º Side Cutting Edge Angle
StyleShank
OALL
HeadF
CC_TInser t
Toolholder Par t NumbersSpare Par ts
Par t No. 6-998-
H = B RH LHInser tScrew
TorxKey
SCLCR 04-2SCLCR/L 06-2J
.3153/8
2.363-1/2
.3940.500
21.5_6-800-042R6-800-062R
-6-800-062L
-2506 -007
SCLCR/L 08-3ASCLCR/L 10-3BSCLCR/L 12-3BSCLCR/L 16-3D
1/25/83/41
44-1/24-1/2
6
0.6250.7501.0001.250
32.5_
6-800-103R6-800-113R6-800-123R6-800-163R
6-800-103L6-800-113L6-800-123L6-800-163L
-4008-015
SCLCR/L 12-4BSCLCR/L 16-4D
3/41
4-1/26
1.0001.250
43_6-800-224R6-800-264R
6-800-224L6-800-264L
-5012
StyleShankH = B
OALL
CC_TInser t
ToolholderPar t
Numbers
Spare Par tsPar t No. 6-998-Inser tScrew
TorxKey
SCMCN 06-2J 3/8 3-1/2 21.5_ 6-801-062 -2506 -007SCMCN 08-3ASCMCN 10-3BSCMCN 12-3B
1/25/83/4
44-1/24-1/2
32.5_6-801-1036-801-1136-801-123
-4008-015
SCMCN 12-4BSCMCN 16-4D
3/41
4-1/26
43_6-801-2246-801-264
-5012
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T188

TURNING TOOLHOLDERS
T189TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
SDJC R/L ToolholdersSystem S for Positive 55ºDiamond DCMT Inserts
F BSDJCR/L
93O
L
B
H
3º Side Cutting Edge Angle
SDPCN ToolholdersSystem S for Positive 55ºDiamond DCMT Inserts B
HL
BSDPCN
62.5O
27.5º Side Cutting Edge Angle
Style Shank OALL Head DC_T
Insert
Toolholder Part Numbers Spare PartsPart No. 6-998-
RH LH InsertScrew
TorxKey
SDJCR/L 04-2SDJCR/L 06-2JSDJCR/L 08-2A
.3153/81/2
2.363-1/24
0.3940.5000.625
21.5_6-805-042R6-805-062R6-805-082R
6-805-042L6-805-062L6-805-082L
-2506 -007
SDJCR/L 08-3ASDJCR/L 10-3BSDJCR/L 12-3BSDJCR/L 16-3D
1/25/83/41
44-1/24-1/26
0.6250.7500.8751.250
32.5_
6-805-103R6-805-113R6-805-123R6-805-163R
6-805-103L6-805-113L6-805-123L6-805-163L
-4008-015
SDJCR/L 12-4BSDJCR/L 16-4D
3/41
4-1/26
1.0001.250 43_ 6-805-224R
6-805-264R6-805-224L6-805-264L -5012
Style ShankH = B
OALL
CC_TInsert
ToolholderPart Numbers
Spare PartsPart No. 6-998-InsertScrew
TorxKey
SCMCN 06-2J 3/8 3-1/2 21.5_ 6-804-062 -2506 -007SCMCN 10-3BSCMCN 12-3B
5/83/4
4-1/24-1/2 32.5_ 6-804-113
6-804-123 -4008-015
SCMCN 12-4BSCMCN 16-4D
3/41
4-1/26 43_ 6-804-224
6-804-264 -5012

TURNING TOOLHOLDERS
T190 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
SSDCN ToolholdersSystem S for Positive Square SCMT Inserts B B
H
SSDCN
45O
L
45º Side Cutting Edge Angle
STECN ToolholdersSystem S for Positive 60º
Triangle TCMT or TCGT Inserts
L
B
60O
STECN B
H
30º Side Cutting Edge Angle
StyleShankH = B
OALL
SC_TInser t
ToolholderPar t Numbers
Spare Par tsPar t No. 6-998-Inser tScrew
TorxKey
SSDCN 04-2 .315 2.36 21.5_ 6-810-042 -2506 -007SSDCN 08-3A
SSDCN 10-3BSSDCN 12-3B
1/25/83/4
44-1/24-1/2
32.5_6-810-1086-810-1106-810-112
-4008-015
SSDCN 16-4DSSDCN 20-4D
11-1/4
66
43_6-810-2166-810-220
-5012
StyleShank
OALL
TC_TInser t
ToolholderPar t Numbers
Spare Par tsPar t No. 6-998-
H BInser tScrew
TorxKey
STECN 06-2STECN 08-2JSTECN 10-2A
3/81/25/8
3/81/25/8
2-1/23-1/2
421.5_
6-813-0066-813-0086-813-010
-2506 -007
STECN 12-3BSTECN 64-3D
3/43/4
3/41
4-1/26
32.5_6-813-1126-813-164
-4008 -015
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T190

TURNING TOOLHOLDERS
T191TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
STFC R/L ToolholdersSystem S for Positive 60º
Triange TCMT or TCGT Inserts
L
90OF BSTFCR/L B
H
0º End Cutting Edge Angle
STGC R/L ToolholdersSystem S for Positive 60º
Triange TCMT or TCGT Inserts
L
F BSTGCR/L B
H90
O
1º Side Cutting Edge Angle
StyleShankH=B
OALL
HeadF
TC_TInser t
Toolholder Par t NumbersSpare Par ts
Par t No. 6-998-
RH LHInser tScrew
TorxKey
STFCR/L 06-2STFCR/L 08-2JSTFCR/L 10-2A
3/81/25/8
2-1/23-1/2
4
.500
.625
.75021.5_
6-814-006R6-814-008R6-814-010R
6-814-006L6-814-008L6-814-010L
-2506 -007
STFCR/L 10-3BSTFCR/L 12-3BSTFCR/L 16-3D
5/83/41
4-1/24-1/2
6
.750
.8751.125
32.5_6-814-110R6-814-112R6-814-116R
6-814-110L6-814-112L6-814-116L
-4008 -015
StyleShankH = B
OALL
HeadF
TC_TInser ts
Toolholder Par t NumbersSpare Par ts
Par t No. 6-998-
RH LHInser tScrew
TorxKey
STGCR/L 06-2STGCR/L 08-2JSTGCR/L 10-2A
3/81/25/8
2-1/23-1/2
4
0.5000.6250.750
21.5_6-815-062R6-815-082R6-815-110R
6-815-062L6-815-082L6-815-110L
-2506 -007
STGCR/L 10-3BSTGCR/L 12-3BSTGCR/L 16-3D
5/83/41
4-1/24-1/2
6
0.7500.8751.250
32.5_6-815-113R6-815-123R6-815-163R
6-815-113L6-815-123L6-815-163L
-4008 -015
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T191

TURNING TOOLHOLDERS
T192 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
STJC R/L ToolholdersSystem S for Positive 60º
Triangle TCMT or TCGT Inserts
L
F BSTJCR/L B
H93
O
3º Side Cutting Edge Angle
SVJC R/L ToolholdersSystem S for Positive 35º
Diamond VCMT or VCGT Inserts
B
H
L93
O
F SVJCR/L B
3º Side Cutting Edge Angle
StyleShankH=B
OALL
HeadF
TC_TInser t
Toolholder Par t NumbersSpare Par ts
Par t No. 6-998-
RH LHInser tScrew
TorxKey
STJCR/L 08-2J 1/2 3-1/2 .625 21.5_ 6-816-082R 6-816-082L -2506 -007
STJCR/L 12-3B 3/4 4-1/2 .875 32.5_ 6-816-123R 6-816-123L -4008 -015
StyleShankH=B
OALL
HeadF
VC_TInser t
Toolholder Par t NumbersSpare Par ts
Par t No. 6-998-
RH LHInser tScrew
TorxKey
SVJCR/L 06-2JSVJCR/L 08-2ASVJCR/L 10-2B
3/81/25/8
3-1/24
4-1/2
0.5000.6250.750
22_6-806-062R6-806-082R6-806-102R
6-806-062L6-806-082L6-806-102L
-2506 -007
SVJCR/L 12-3BSVJCR/L 16-3CSVJCR/L 16-3D
3/411
4-1/256
1.0001.2501.250
33_6-806-123R6-806-163R6-806-167R
6-806-123L6-806-163L6-806-167L
-3509 -015
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T192

TURNING TOOLHOLDERS
T193TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
C25 Application Range Special Features
• Application: Medium. Interrupted cuts. Free cutting. ID & OD Turning
• Recommended Cutting Conditionsd = 0.04 ~ 0.12 inchf = 0.004 ~ 0.012 ipr
5 Piece Mini Toolholderand Boring Bar SetPart Number 6-890-510
Applications:
5º End or Side Cutting Edge Angle,
Right Hand
6-800-042R
3º Side Cutting Edge Angle,
Right Hand
6-805-042R
3º Side Cutting Edge Angle,
Left Hand
6-805-042L
45º Side Cutting Edge Angle6-810-042
5º End & Side Cutting Edge Angle,
Right Hand
6-870-042R
Toolholder Style Shank OAL FInser tStyle
Toolholder and Boring Bar Par t Numbers Set
Par t No.
Spare Par tsPar t No. 6-998-
RH LH N Screw Torx Key
SCLCR 4-2
.315
2.36 .394 CCMT 21.51-C25 6-800-042R - -
6-890-510-2506
-007SDJC R/L 4-2 2.36 .394 DCMT 21.51-C25 6-805-042R 6-805-042L -SSDCN 4-2 2.36 .157 SCMT 21.51-C25 - - 6-810-042
SI-SCLCR 4-2 3.98 .354 CCMT 21.5 6-870-042R - - -2504
• For roughing and interrupted cutting of carbon, alloy, and stainless steels at medium cutting speeds.• Tough substrate provides wide range of applications.• MT-TiCN + Al2O3 + TiN
Special Features of TMX CVD Coated Grade NC3030 for Turning
Each Set Includes:•A Quality Storage Case•4 Toolholders as Listed Below•1 SI-SCLCR Boring Bar•1 Wrench•2 Spare Screws•10 TiN Inserts
4 pieces: 6-CCM-211LA CCMT4 pieces: 6-DCM-211LA DCMT2 pieces: 6-SCM-211LA SCMT
This set is ideal forprecision turningand boring.
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T193

BORING BARS
T194 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Boring Bar Style
S I M D J
Clamp
Pin & Clamp Screw
Pin
Clamping System
Insert Shape
20
J
K
F
L
S
U
W
Boring Bar Type
I - Integral
Shank Material
SAHC
- steel
- steel, with coolant hole
- heavy metal
- carbide
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T194

BORING BARS
T195TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
I
Hand of Tool
Bar Diameter
Insert Inner Circle
R 4
IC 1.2 = 5/32" 3 = 3/8"
1.5 = 3/16" 4 = 1/2"
1.8 = 7/32" 5 = 5/8"
2 = 1/4" 6 = 3/4"
2.5 = 5/16" 8 = 1"
10 = 1 1/4"
Insert IC
N 2020
R
L
Bar diameter in 1/16” increments
d
4 1/4"
6 3/8"
8 1/2"
10 5/8"
12 3/4"
16 1"
20 1-1/4"
24 1-1/2"
28 1-3/4"
32 2"
Common Boring Bar
Diameters
Holder Rake
NP
- negative
- positive
TSpecial
T - Threaded coolant hole
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T195

BORING BARS
T196 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Mounting SystemsCombination Pin & Clamp
“M” System
1—Toolholder2—Insert3—Shim (Seat)4—Lock Pin5—Clamp Screw6—Clamp
Combination Screw & Clamp “C” System
1—Toolholder2—Insert3—Shim (Seat)4—Lock Pin5—Clamp Screw6—Clamp
Styles
MC.. CNM.. Style Inserts
5º End or Side Cutting Edge
SI-MCLN R/L6-760-
3º Side Cutting Edge Angle
SI-MDUN R/L6-770-
3º Side Cutting Edge Angle
SI-MTUN R/L6-783-
MV.. VNM.. Style Inserts
3º Side Cutting Edge Angle
SI-MVUN R/L6-785-
5º Side Cutting Edge Angle
SI-MWLN R/L6-765-
MW.. WNM.. Style Inserts
MC.. CNM.. Style Inserts MC.. CNM..
Style Inserts
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T196

BORING BARS
T197TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
SI-MCLN R/L Boring BarsSystem M & C for Negative 80º Diamond CNM_ Inserts(with or without coolant hole)
L
F
SI-MCLNR/L- ..-.
95O
A-AA
A
ÆDminÆ
ÆdÆ
5º End or Side CuttingEdge Angle
SI-MDUN R/L Boring BarsSystem M & C for Negative 55º Diamond DNM_ Inserts(with or without coolant hole)
L
SI-MDUNR/L- ..-.
F 93O
A-AA
A
ÆDminÆ
ÆdÆ
3º Side CuttingEdge Angle
Boring BarStyle
ShankSized
Min.Bore
OALL
CenterLineF
CNM_Insert
Boring Bar Part Numbers Spare Parts Part Numbers 6-998-
RH LH Shim LockPin Clamp Clamp
ScrewHexKey
SI-MCLNR/L 16-4SI-MCLNR/L 20-4SI-MCLNR/L 24-4SI-MCLNR/L 28-4SI-MCLNR/L 32-4
1.01-1/41-1/21-3/42
1.4011.5301.7802.0302.562
12.014.014.014.016.0
.640
.765
.8901.0151.281
43_
6-760-164R6-760-204R6-760-244R6-760-284R6-760-294R
6-760-164L6-760-204L6-760-244L6-760-284L6-760-294L
-6009ICSN-433
-6265NL-46
-6415CL-20
-6526XNS-48
150&153
SI-MCLNR/L 24-5 1-1/2 2.374 14.0 1.187 54_ 6-760-315R 6-760-315L -6015ICSN-533
-6270NL-58 -6411
CL-12-6531XNS-510
-153 &-159”
SI-MCLNR/L 32-6 2.0 2.562 18.0 1.281 64_ 6-760-326R 6-760-326L -6020ICSN-633
-6275NL-68
-156 &-159
Boring Bars with Thru-the-Bar Coolant HoleAI-MCLNR 16-4TAI-MCLNR 20-4TAI-MCLNR 24-4TAI-MCLNR 28-4T
1.01-1/41-1/21-3/4
1.4011.5301.7802.030
12.014.014.014.0
.640
.765
.8901.015
43_
6-760-564R6-760-604R6-760-644R6-760-684R
564L604L 644L
-
-6009ICSN-433
-6265NL-46
-6415CL-20
-6526XNS-48
150&153
Boring BarStyle
ShankSize
Min.Bore
LengthL
CenterLine F
DNM_Insert
Boring Bar Part Numbers Spare Parts Part No. 6-998-
RH LH Shim ShimScrew
LockPin Clamp Clamp
Screw Hex Key
SI-MDUNR/L 20-4SI-MDUNR/L 24-4SI-MDUNR/L 28-4SI-MDUNR/L 32-4
1-1/41-1/21-3/42
1.7052.0002.2502.500
14141416
1.0001.1251.2501.375
43_
6-770-120R6-770-124R6-770-128R6-770-132R
6-770-120L6-770-124L6-770-128L6-770-132L
-6081IDSN-433 -6543 -6265
NL-46-6411CL-12 -6531
XNS-510
-150&
-159
SI-MDUNR/L 28-5SI-MDUNR/L 32-5
1-3/42
2.2503.000
1416
1.2501.375 54_ 6-770-228R
6-770-232R6-770-228L6-770-232L
-6086IDSN-533 -6545 -6270
NL-58-6423CL-30
-153 &-159

BORING BARS
T198 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
SI-MTUN R/L Boring BarsSystem M & C for Negative 60º Triangle TNM_ Inserts
L
F 93o
SI-MTUNR/L- ..-.
A
A
A-A
ÆDminÆ
ÆdÆ
3º End Cutting Edge Angle
SI-MVUN R/L Boring BarsSystem M & C for Negative 35º Diamond VNM_ Inserts
L
F 93o
SI-MVUNR/L- ..-.
A
A
A-A
ÆDminÆ
ÆdÆ3º Side Cutting Edge Angle
Boring BarStyle
ShankSize
Min.Bore
OALL F TNMG
Insert
Boring Bar Part Numbers Spare Parts Part No. 6-998-
RH LH Shim ShimScrew
LockPin Clamp Clamp
ScrewHexKey
SI-MTUNR/L 12-3 3/4 1 10 0.5 33_ 6-783-012R 6-783-012L - - -6251NL-33 -6405
CL-06
-6513XNS-36 147
&150
SI-MTUNR/L 16-3SI-MTUNR/L 20-3SI-MTUNR/L 24-3
1.01-1/41-1/2
1.2801.5302.060
12.014.014.0
.640
.765
.89033_
6-783-016R6-783-020R6-783-024R
6-783-016L6-783-020L6-783-024L
-6053ITSN-333 -6541 -6255
NL-34L-6515XNS-37
SI-MTUNR/L 20-4SI-MTUNR/L 24-4
1-1/41-1/2
1.5302.060 14.0 .765
.890 43_6-783-120R6-783-124R
6-783-120L6-783-124L -6060
ITSN-433 -6543 -6265NL-46
-6415CL-20
-6526XNS-48
-150&
-153SI-MTUNR/L 32-4 2.0 2.562 16.0 1.281 6-783-132R 6-783-132L
Boring BarStyle
ShankSize
Min.Bore
OALL F VNM_
Insert
Boring Bar Part Numbers Spare Parts Part No. 6-998-
RH LH Shim ShimScrew
LockPin Clamp
No.6ClampScrew
HexKey
SI-MVUNR/L 16-3SI-MVUNR/L 20-3SI-MVUNR/L 24-3
11-1/41-1-/2
2.0002.2502.500
121414
1.0001.1251.250
33_6-785-016R6-785-020R6-785-024R
6-785-016L6-785-020L6-785-024L
-6074IVSN-322 -6541* -6255
NL34L -6423CL30
-6531XNS-510
-147&
-159SI-MVUNR/L 28-4SI-MVUNR/L 32-4
1-3/42
3.0003.250
1416
1.5001.625 43_ 6-785-128R
6-785-132R6-785-128L6-785-132L
-6077IVSN-433 -6543* -6265
NL-46-150 &-159

BORING BARS
T199TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
SI-MWLN R/L Boring BarsSystem M & C for Negative 80º Trigon WNM_ Inserts(with or without coolant hole)
A
AL
F
5o
SI-MWLNR/L-..
A-A
ÆDminÆ
ÆdÆ3º Side & End CuttingEdge Angle
Boring BarStyle
ShankSize
d
Min.Bore
OALL
FWNM_Inser t
Boring Bar Par t Numbers Spare Par ts Par t No. 6-998-
RH LH ShimShimScrew
LockPin
ClampClampScrew
HexKey
SI-MWLNR/L 12-3 3/4 .93 10.0 .500 33_ 6-765-123R 6-765-123L - --6251NL-33
-6405CL-6
-6513XNS-36
-147 &-150
SI-MWLNR/L 12-4SI-MWLNR/L 16-4
3/41.0
.931.280
10.012.0
.500
.64043_
6-765-124R6-765-164R
6-765-124L6-765-164L
- --6260NL-44 -6415
CL-2
-6520XNS-46
-150&
-153SI-MWLNR/L 20-4SI-MWLNR/L 24-4
1-1/41-1/2
1.5301.780
14.014.0
.765
.89043_
6-765-204R6-765-244R
6-765-204L6-765-244L
-6035IWSN-433
-6543*-6265NL-46
-6526XNS-48
Boring Bars with Thru the Bar Coolant Hole
AI-MWLNR/L 16-4T 1.0 1.280 12.0 .640 43_ 6-765-564R 6-765-564L - --6260NL-44 -6415
CL-20
-6520XNS-46
-150&
-153AI-MWLNR/L 20-4TAI-MWLNR/L 24-4T
1-1/41-1/2
1.5301.780
14.014.0
.765
.89043_
6-765-604R6-765-644R
6-765-604L6-765-644L
-6035IWSN-433
-6543*-6265NL-46
-6526XNS-48
6-998-6251/NL-33 is not produced to the industry standard. It has a special design to allow boring of smaller diameters.
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T199
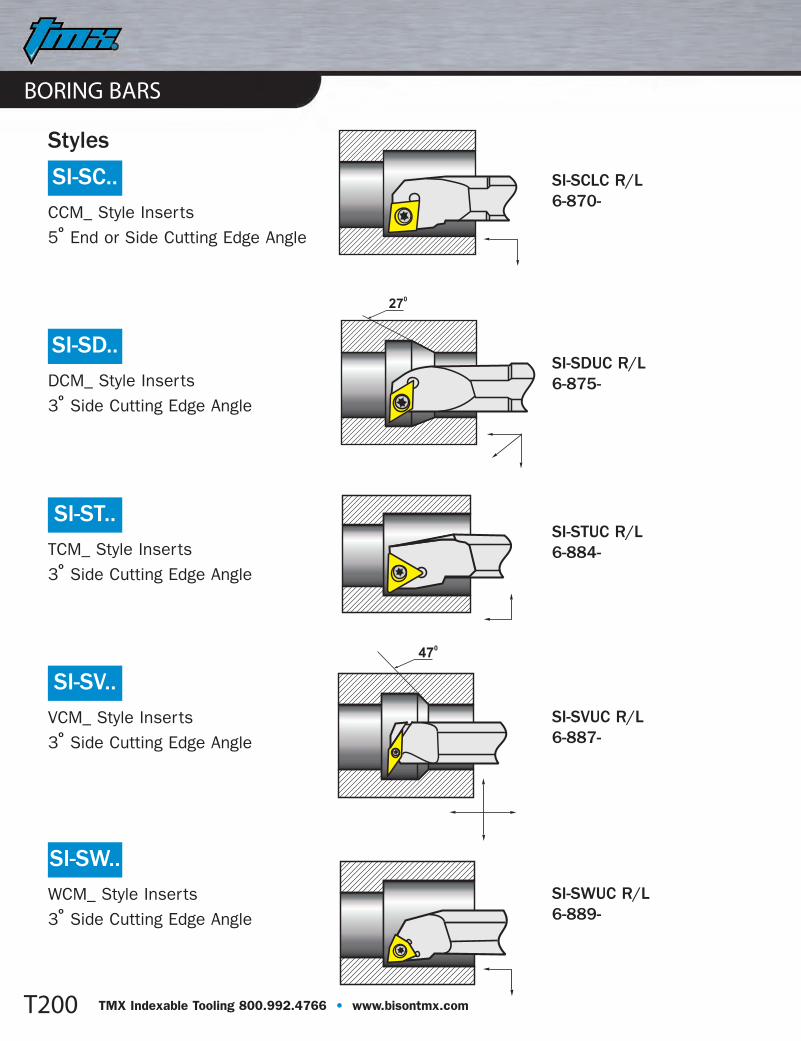
BORING BARS
T200 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Styles
SI-SC..CCM_ Style Inserts5º End or Side Cutting Edge Angle
SI-SCLC R/L6-870-
SI-SD..DCM_ Style Inserts3º Side Cutting Edge Angle
SI-SDUC R/L6-875-
270
SI-ST..TCM_ Style Inserts3º Side Cutting Edge Angle
SI-STUC R/L6-884-
SI-SV..VCM_ Style Inserts3º Side Cutting Edge Angle
SI-SVUC R/L6-887-
470
SI-SW..WCM_ Style Inserts3º Side Cutting Edge Angle
SI-SWUC R/L6-889-
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T200

BORING BARS
T201TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
SI-SCLC R/L Boring BarsSystem S for Positive 80º Diamond CCMT or CCGT Inserts
ÆDminÆ ÆdÆ
L
F 95O
95O
A-AA
A
3º Side & End CuttingEdge Angle
SI-SCLC R/L Boring Bar SetsSystem S for Positive 80º Diamond CCMT or CCGT Inserts
Boring BarStyle
ShankSize
d
Min.Bore
D
OALL
FCC_T
Inser ts
Boring Bar Par t NumbersSpare Par ts
Par t No 6-998-
RH LHLockingScrew
HexKey
SI-SCLCR/L 4-2 SI-SCLCR/L 6-2SI-SCLCR/L 8-2
SI-SCLCR/L 10-2
.315
.375
.500
.625
.354
.468
.560
.850
4678
.1875
.2500.290.405
-21.5_
6-870-042R6-870-062R6-870-082R6-870-085R
6-870-042L6-870-062L6-870-082L6-870-085L
-2506 -007
SI-SCLCR/L 8-3SI-SCLCR/L 10-3SI-SCLCR/L 12-3SI-SCLCR/L 16-3
.500
.625
.7501.000
.625
.8121.0001.120
78
1012
.312.4060.5000.6094
-32.5_
6-870-093R6-870-103R6-870-123R6-870-163R
6-870-093L6-870-103L6-870-123L6-870-163L
-4008 -015
Boring Bar SetPar t Numbers
Sets Include
.3153/8
(.375)1/2
(.500)5/8
(.625)3/4
(.750)CCMT21.51
CCMT32.52
SpareScrews
TorxKey
6-870-500 1 1 1 - - 6 - 2 2
6-870-515 - 1 1 1 - 2 4 2 2
6-870-510 - - 1 1 1 - 6 1 1
6-870-505 1 1 1 1 1 4 6 2 2
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T201
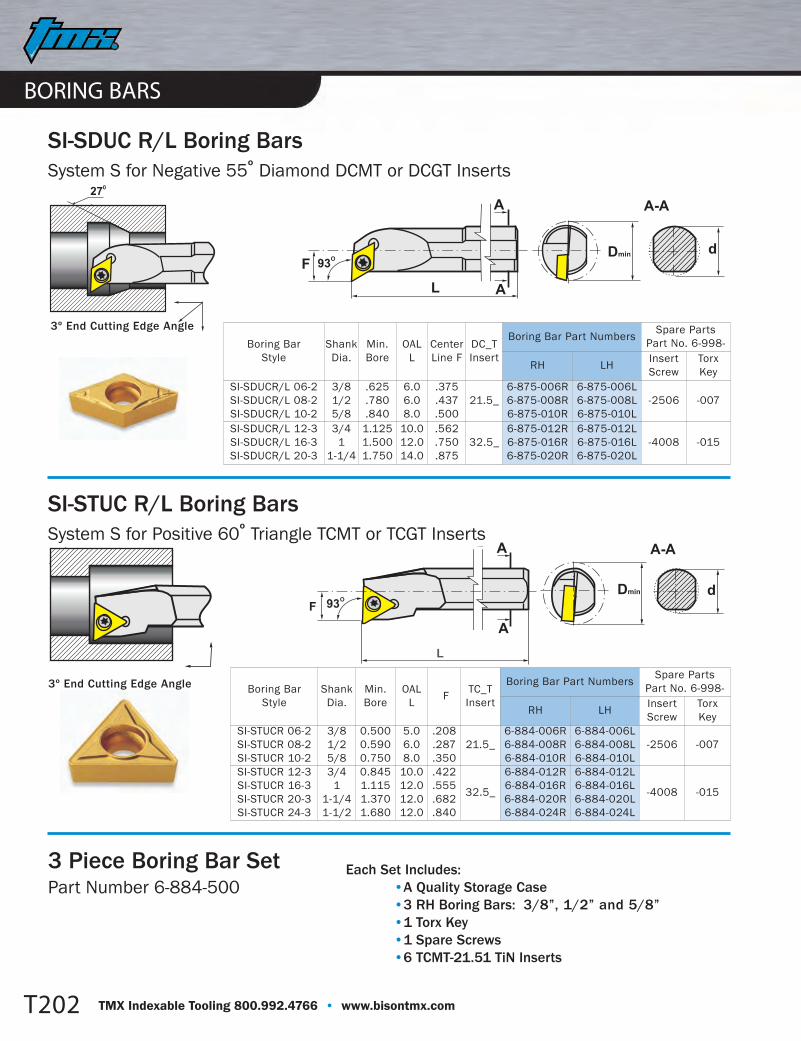
BORING BARS
T202 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
SI-SDUC R/L Boring BarsSystem S for Negative 55º Diamond DCMT or DCGT Inserts
A-A
L
F 93O
ÆDminÆ ÆdÆ
A
A
270
3º End Cutting Edge Angle
SI-STUC R/L Boring BarsSystem S for Positive 60º Triangle TCMT or TCGT Inserts
ÆDminÆ ÆdÆ
93O
A-AA
A
3º End Cutting Edge Angle
Boring BarStyle
ShankDia.
Min.Bore
OALL
CenterLine F
DC_TInsert
Boring Bar Part Numbers Spare PartsPart No. 6-998-
RH LH InsertScrew
TorxKey
SI-SDUCR/L 06-2SI-SDUCR/L 08-2SI-SDUCR/L 10-2
3/81/25/8
.625
.780
.840
6.06.08.0
.375
.437
.50021.5_
6-875-006R6-875-008R6-875-010R
6-875-006L6-875-008L6-875-010L
-2506 -007
SI-SDUCR/L 12-3SI-SDUCR/L 16-3SI-SDUCR/L 20-3
3/41
1-1/4
1.1251.5001.750
10.012.014.0
.562
.750
.87532.5_
6-875-012R6-875-016R6-875-020R
6-875-012L6-875-016L6-875-020L
-4008 -015
Boring BarStyle
ShankDia.
Min.Bore
OALL F TC_T
Insert
Boring Bar Part Numbers Spare PartsPart No. 6-998-
RH LH InsertScrew
TorxKey
SI-STUCR 06-2SI-STUCR 08-2SI-STUCR 10-2
3/81/25/8
0.5000.5900.750
5.06.08.0
.208
.287
.35021.5_
6-884-006R6-884-008R6-884-010R
6-884-006L6-884-008L6-884-010L
-2506 -007
SI-STUCR 12-3SI-STUCR 16-3SI-STUCR 20-3SI-STUCR 24-3
3/41
1-1/41-1/2
0.8451.1151.3701.680
10.012.012.012.0
.422
.555
.682
.840
32.5_
6-884-012R6-884-016R6-884-020R6-884-024R
6-884-012L6-884-016L6-884-020L6-884-024L
-4008 -015
3 Piece Boring Bar SetPart Number 6-884-500
Each Set Includes:•A Quality Storage Case•3 RH Boring Bars: 3/8”, 1/2” and 5/8”•1 Torx Key•1 Spare Screws•6 TCMT-21.51 TiN Inserts

BORING BARS
T203TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
SI-SVUC R/L Boring BarsSystem S for Positive 35º Diamond VCMT or VCGT Inserts
ÆDminÆ ÆdÆ
L
F 93O
A-AA
A
470
3º End Cutting Edge Angle
SI-SWUC R/L Boring BarsSystem S for Positive 80º Trigon WCMT or WCGT Inserts
ÆDminÆ ÆdÆ
o
L
F 93O
A-AA
A
3º End Cutting Edge Angle
Boring BarStyle
ShankDia.
Min.Bore
OALL
FVC_TInser t
Boring Bar Par t NumbersSpare Par ts
Par t No. 6-998-
RH LHInser tScrew
TorxKey
SI-SVUCR/L 12-2SI-SVUCR/L 16-2
3/41
1.1251.500
10.012.0
.625
.75022_
6-887-122R6-887-162R
6-887-122L6-887-162L
-2506 -007
SI-SVUCR/L 16-3SI-SVUCR/L 20-3
11-1/4
2.0002.250
12.014.0
.7501.000
33_6-887-163R6-887-203R
6-887-163L6-887-203L
-3509 -15
Boring BarStyle
ShankDia.
Min.Bore
OALL
FVC_TInser t
Boring Bar Par t NumbersSpare Par ts
Par t No. 6-998-
RH LHInser tScrew
TorxKey
SI-SWUCR/L 08-3SI-SWUCR/L 10-3SI-SWUCR/L 12-3
1/25/83/4
.625
.8121.000
68
10
.311
.405
.50032.5_
6-889-083R6-889-103R6-889-123R
6-889-083L6-889-103L6-889-123L
-4008 -015
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T203
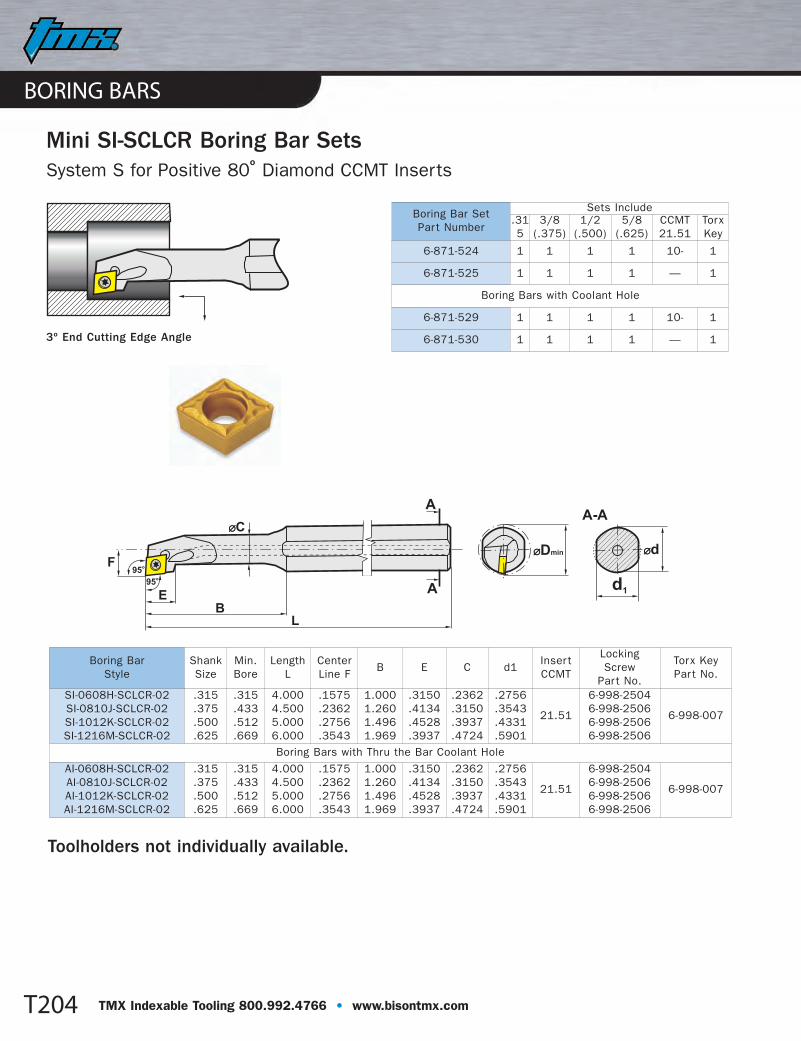
BORING BARS
T204 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Mini SI-SCLCR Boring Bar SetsSystem S for Positive 80º Diamond CCMT Inserts
3º End Cutting Edge Angle
d1
BE
ÆCÆ
95o
F
L
95o
ÆDminÆ ÆdÆ
A-AA
A
Boring Bar Set Par t Number
Sets Include.315
3/8(.375)
1/2(.500)
5/8(.625)
CCMT21.51
TorxKey
6-871-524 1 1 1 1 10- 1
6-871-525 1 1 1 1 — 1
Boring Bars with Coolant Hole
6-871-529 1 1 1 1 10- 1
6-871-530 1 1 1 1 — 1
Boring BarStyle
ShankSize
Min.Bore
LengthL
CenterLine F
B E C d1Inser tCCMT
LockingScrew
Par t No.
Torx KeyPar t No.
SI-0608H-SCLCR-02SI-0810J-SCLCR-02SI-1012K-SCLCR-02SI-1216M-SCLCR-02
.315
.375
.500
.625
.315
.433
.512
.669
4.0004.5005.0006.000
.1575
.2362
.2756
.3543
1.0001.2601.4961.969
.3150
.4134
.4528
.3937
.2362
.3150
.3937
.4724
.2756
.3543
.4331
.5901
21.51
6-998-25046-998-25066-998-25066-998-2506
6-998-007
Boring Bars with Thru the Bar Coolant Hole
AI-0608H-SCLCR-02AI-0810J-SCLCR-02AI-1012K-SCLCR-02AI-1216M-SCLCR-02
.315
.375
.500
.625
.315
.433
.512
.669
4.0004.5005.0006.000
.1575
.2362
.2756
.3543
1.0001.2601.4961.969
.3150
.4134
.4528
.3937
.2362
.3150
.3937
.4724
.2756
.3543
.4331
.5901
21.51
6-998-25046-998-25066-998-25066-998-2506
6-998-007
Toolholders not individually available.
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T204

BORING BARS
T205TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
SI-CTFPR Boring BarsFor Triangle TPU Inserts(right hand only)
0º End Cutting Edge Angle
A-AA
A
90°F
E
L
dD
d D L C E Inser tsBoring Bar
Par tNumbers
ShimShimScrew
Chipbreaker LockingScrew
Hex KeyFine Medium Coarse
5/8 0.827 8.250 .709 1.181 TPU-21_ 6-939-172 - -6-999-
8596-999-
860-
6-999-265
6-999-583
3/4 1.063 9.875 .925 1.378 TPU-32_ 6-939-173 - -
6-999-863
6-999-864
6-999-865
6-999-271
6-999-5841 1.339 11.75 1.201 1.575 TPU-32_ 6-939-174 - -
1-1/4 1.693 14.0 1.516 1.772 TPU-32_ 6-939-175 6-999-391
6-999-400
6-999-582&
6-999-584
1-1/2 2.086 15.0 1.889 1.968 TPU-32_ 6-939-176 6-999-3946-999-
8676-999-
8686-999-
8696-999-
275
6-999-582&
6-999-5852 2.559 16.0 2.362 1.968 TPU-43_ 6-939-178 6-999-394
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T205

TURNING SPECIFICATIONS
T206 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Toolholder Terminology
Cutting Formulas
Side relief angle
End cutting edge angle
Side rake angleNose radius
Cutting edge angle
Cutting edge inclination
Cutting edge height
Back relief angle
Shank height
Total length
Side cutting edge angle
Shank width
Surface Finish Roughness
Steel : Rmax × (1.5 ~ 3)Cast iron : Rmax × (3 ~ 5)
• Actual surface roughness
Cutting Speed (surface feet/min)
V (sfm) =π • D (inches) • N (rpm)
12
D = Workpiece diameter (inches)
f = Feed Rate in inches per revolution (ipr)
F = Feed rate in inches per minute (ipm)
N = Revolutions per minute (rpm)π = Pi (3.14)
r = Nose radius
Rmax = Maximum height roughness (μ)V = Cutting speed in surface feet per minute (sfm)
Revolutions per Minute (rpm)
N (rpm) =12 • V (sfm)
π • D (inches)
Feed Rate (inches/min)
F (ipm) = f (ipr) • N (rpm)
Theoretical Surface Roughness
Rmax = f 21000 ( μ)
8 • r
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T206
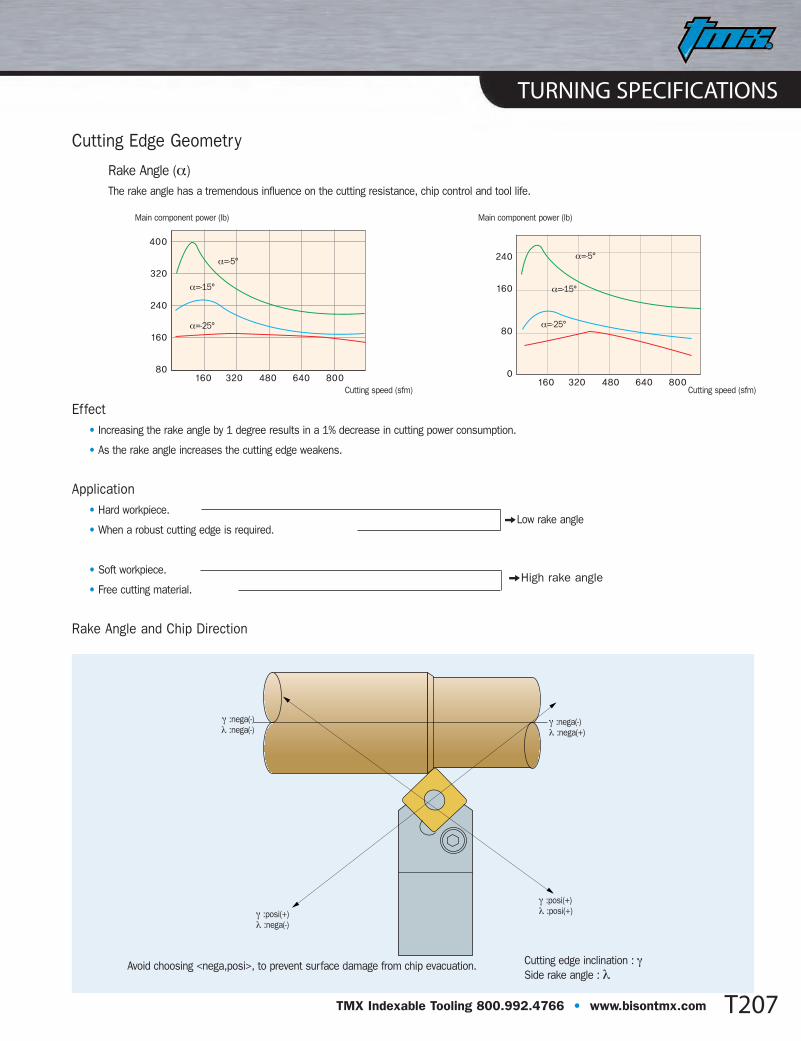
TURNING SPECIFICATIONS
T207TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Rake Angle (α)
Cutting Edge Geometry
The rake angle has a tremendous influence on the cutting resistance, chip control and tool life.
γ :nega(-)λ :nega(-)
γ :nega(-)λ :nega(+)
γ :posi(+)λ :posi(+)γ :posi(+)
λ :nega(-)
Cutting edge inclination : γSide rake angle : λ
Avoid choosing <nega,posi>, to prevent surface damage from chip evacuation.
Effect• Increasing the rake angle by 1 degree results in a 1% decrease in cutting power consumption.
• As the rake angle increases the cutting edge weakens.
Application• Hard workpiece.
• When a robust cutting edge is required.
• Soft workpiece.
• Free cutting material.
Rake Angle and Chip Direction
Main component power (lb)
Cutting speed (sfm)
α=-5°
α=-15°
α=-25°
Main component power (lb)
Cutting speed (sfm)
Low rake angle
α=-5°
α=-15°
α=-25°
High rake angle
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T207

TURNING SPECIFICATIONS
T208 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Relationship Between Relief Angle and Wear
Relief Angle
Wear volume
Wear of relief surface
Wear volume
Wear of relief surface
Low relief angle
α°
High relief angle
α°
Wea
r of r
elie
f sur
face
(inc
h)
Relief angle
• Workpiece : 8740• Grade : P20• d : 0.04inch• f : 0.013 ipr• T : 20 minutes
Effect• A greater relief angle will decrease the wear of the relief surface.
• A greater relief angle results in weaker cutting edges.
• An inadequate relief angle will result in chatter.
Application• Hard workpiece
• When a robust cutting edge is required.
• Soft workpiece
• Work hardening materials
Low relief angle
High relief angle
The relief angle reduces friction between the workpiece and insert.
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T208
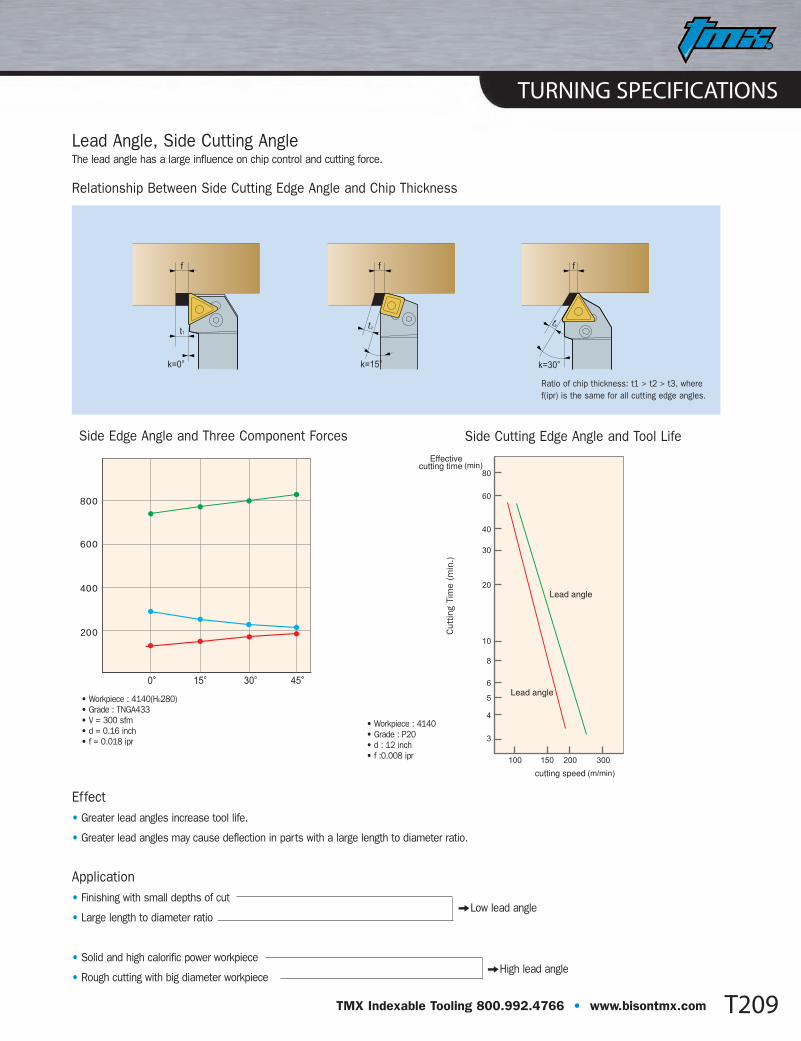
TURNING SPECIFICATIONS
T209TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Relationship Between Side Cutting Edge Angle and Chip Thickness
Side Edge Angle and Three Component Forces Side Cutting Edge Angle and Tool Life
Lead Angle, Side Cutting AngleThe lead angle has a large influence on chip control and cutting force.
• Workpiece : 4140(HB280)• Grade : TNGA433• V = 300 sfm• d = 0.16 inch• f = 0.018 ipr
• Workpiece : 4140• Grade : P20• d : 12 inch• f :0.008 ipr
Effect• Greater lead angles increase tool life.
• Greater lead angles may cause deflection in parts with a large length to diameter ratio.
Application• Finishing with small depths of cut
• Large length to diameter ratio
• Solid and high calorific power workpiece
• Rough cutting with big diameter workpiece
Low lead angle
High lead angle
Ratio of chip thickness: t1 > t2 > t3, wheref(ipr) is the same for all cutting edge angles.
Effectivecutting time
cutting speed
Cut
ting
Tim
e (m
in.)
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T209
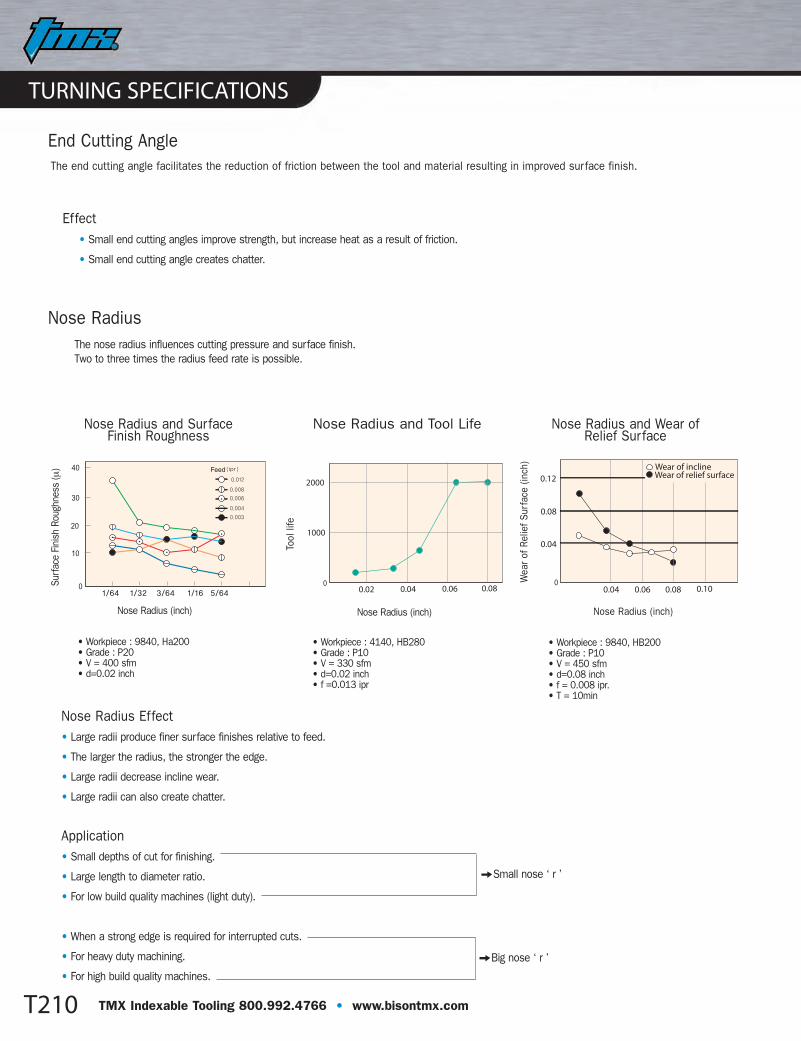
TURNING SPECIFICATIONS
T210 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Effect
End Cutting AngleThe end cutting angle facilitates the reduction of friction between the tool and material resulting in improved surface finish.
Nose Radius and Surface Finish Roughness
Nose RadiusThe nose radius influences cutting pressure and surface finish.Two to three times the radius feed rate is possible.
• Small end cutting angles improve strength, but increase heat as a result of friction.
• Small end cutting angle creates chatter.
Surf
ace
Fini
sh R
ough
ness
(μ)
Nose Radius (inch)
• Workpiece : 9840, Ha200• Grade : P20• V = 400 sfm• d=0.02 inch
Nose Radius and Tool Life
Tool
life
Nose Radius (inch)
2000
1000
0.02 0.04 0.06 0.08
• Workpiece : 4140, HB280• Grade : P10• V = 330 sfm• d=0.02 inch• f =0.013 ipr
Nose Radius and Wear of Relief Surface
Wea
r of
Rel
ief S
urfa
ce (i
nch)
Nose Radius (inch)
Wear of inclineWear of relief surface0.12
0.08
0.04
0.04 0.06 0.08 0.10
• Workpiece : 9840, HB200• Grade : P10• V = 450 sfm• d=0.08 inch• f = 0.008 ipr.• T = 10min
Nose Radius Effect• Large radii produce finer surface finishes relative to feed.
• The larger the radius, the stronger the edge.
• Large radii decrease incline wear.
• Large radii can also create chatter.
Application• Small depths of cut for finishing.
• Large length to diameter ratio.
• For low build quality machines (light duty).
• When a strong edge is required for interrupted cuts.
• For heavy duty machining.
• For high build quality machines.
Big nose ‘ r ’
Small nose ‘ r ’
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T210

TURNING SPECIFICATIONS
T211TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Selection of Insert and Tool Holder
Basic Factors:
Selection of ToolsThe following factors need to be considered when selecting the appropriate tool:
• Material • Surface condition
• Shape • Surface finish required
• Size • Lathe type
• Lathe condition to be used (rigidity, years in service, etc.) • Horsepower
• Hardness • Workholding
Application:
• Select tool allowing the largest approach angle.
• Select an insert with the smallest geometry corresponding to the applicable cutting speed and conditions.
• Select the largest shank.
• Select most rigid insert geometry available.
• Select the largest depth of cut within the limits cutting conditions.
• Select the highest feed within the limits of cutting conditions.
• Select the largest nose radius.
• Use appropriate depths of cut and feeds within the effective range of chipbreaker.
ISO Tool Wear Type Application
Complete Wear High speed tool steel
Relief Face Wear, VB = 0.012 inches In generation of even wear of relief face (tungsten, ceramic, etc.)
VBmax = 0.02 inches In generation of uneven wear of relief face
Rake Face Wear, Kr = 0.0002 + 0.012 inches (f:ipr) Tungsten carbide applications
Surface Finish: 1, 1.6, 2.5, 6.3, 10 mmRa Surface finish requirements
KS B0813
Flank Wear
0.08 inches Finishing, Non-ferrous Alloy
0.016 inches Alloy Steel
0.028 inches General Conditions, Cast Iron
0.04 ~ 0.05 inches Roughing, Cast Iron
Depth of Wear 0.002 ~ 0.004 inches
Reading Tool LIfe:
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T211
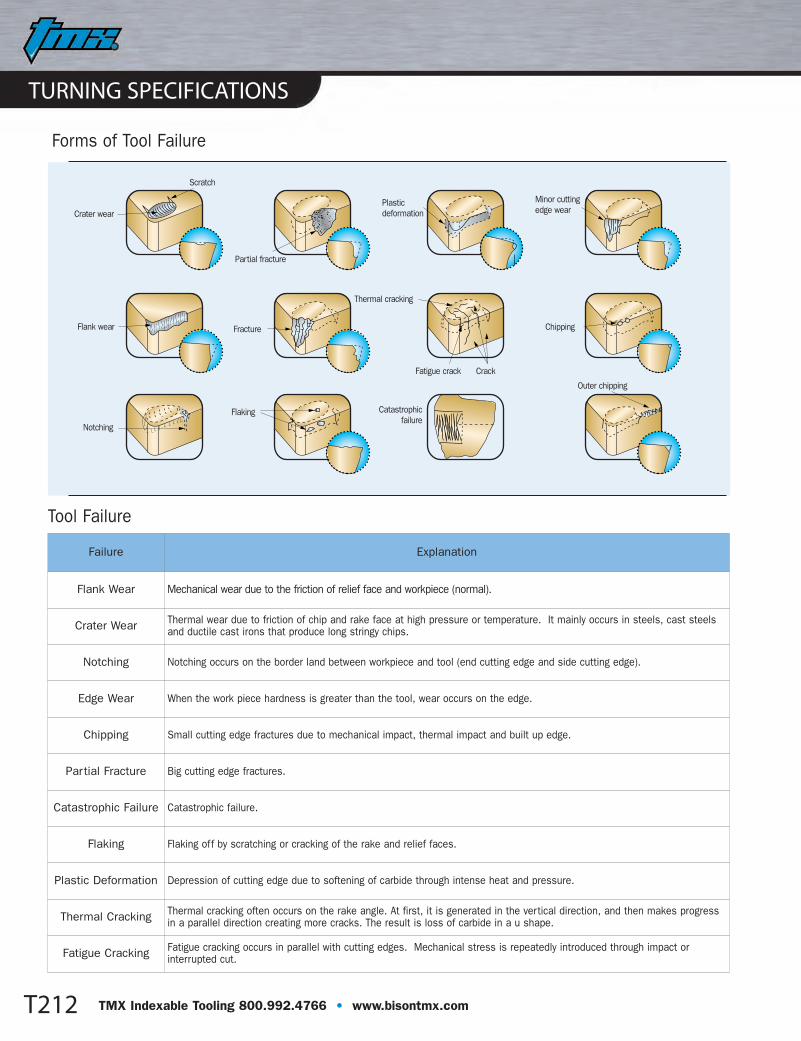
TURNING SPECIFICATIONS
T212 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Forms of Tool Failure
Tool Failure
Crater wear
Flank wear
Notching
Flaking Catastrophic failure
Fracture
Thermal cracking
Fatigue crack Crack
Chipping
Outer chipping
Scratch
Partial fracture
Plastic deformation
Minor cutting edge wear
Failure Explanation
Flank Wear Mechanical wear due to the friction of relief face and workpiece (normal).
Crater Wear Thermal wear due to friction of chip and rake face at high pressure or temperature. It mainly occurs in steels, cast steels and ductile cast irons that produce long stringy chips.
Notching Notching occurs on the border land between workpiece and tool (end cutting edge and side cutting edge).
Edge Wear When the work piece hardness is greater than the tool, wear occurs on the edge.
Chipping Small cutting edge fractures due to mechanical impact, thermal impact and built up edge.
Partial Fracture Big cutting edge fractures.
Catastrophic Failure Catastrophic failure.
Flaking Flaking off by scratching or cracking of the rake and relief faces.
Plastic Deformation Depression of cutting edge due to softening of carbide through intense heat and pressure.
Thermal Cracking Thermal cracking often occurs on the rake angle. At first, it is generated in the vertical direction, and then makes progress in a parallel direction creating more cracks. The result is loss of carbide in a u shape.
Fatigue Cracking Fatigue cracking occurs in parallel with cutting edges. Mechanical stress is repeatedly introduced through impact or interrupted cut.
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T212
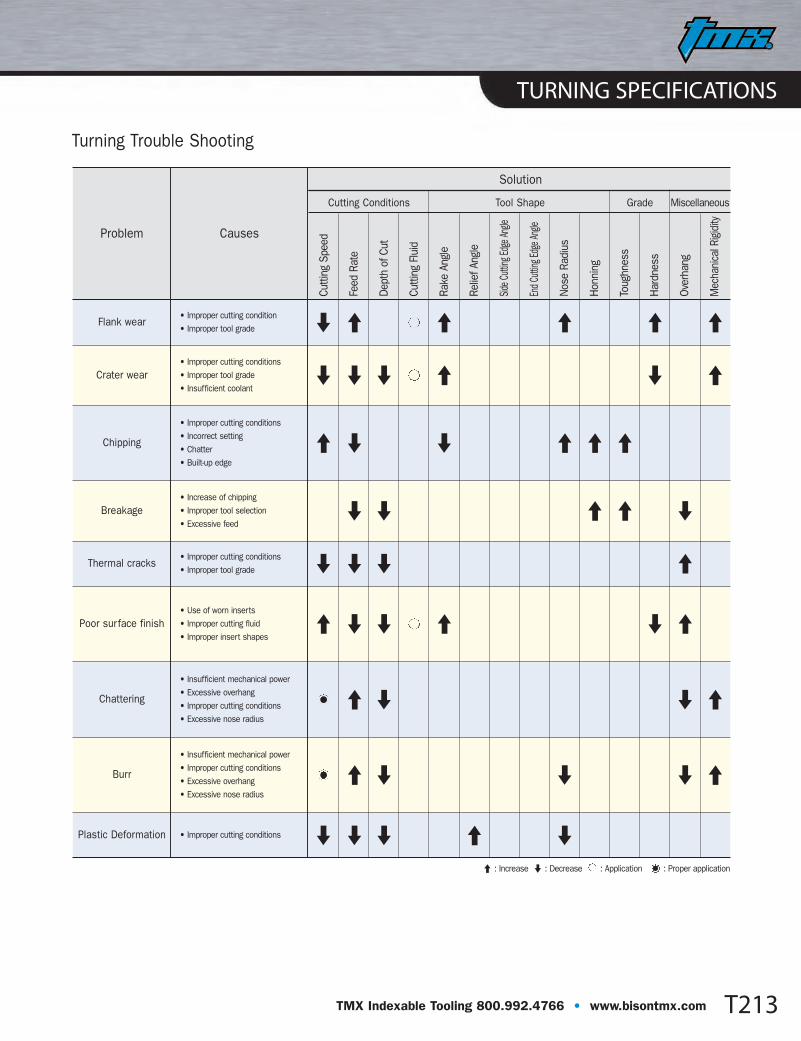
TURNING SPECIFICATIONS
T213TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Turning Trouble Shooting
Problem
Flank wear
Crater wear
Chipping
Breakage
Thermal cracks
Poor surface finish
Chattering
Burr
Plastic Deformation
• Improper cutting condition• Improper tool grade
• Improper cutting conditions• Improper tool grade• Insufficient coolant
• Improper cutting conditions• Incorrect setting• Chatter• Built-up edge
• Increase of chipping• Improper tool selection• Excessive feed
• Improper cutting conditions• Improper tool grade
• Use of worn inserts• Improper cutting fluid• Improper insert shapes
• Insufficient mechanical power• Excessive overhang• Improper cutting conditions• Excessive nose radius
• Insufficient mechanical power• Improper cutting conditions• Excessive overhang• Excessive nose radius
• Improper cutting conditions
Causes
Solution
Cutting Conditions Tool Shape Grade Miscellaneous
Cutti
ng S
peed
Feed
Rat
e
Dept
h of
Cut
Cutti
ng F
luid
Rake
Ang
le
Relie
f Ang
le
Side C
utting
Edge
Angle
End C
utting
Edge
Angle
Nose
Rad
ius
Honn
ing
Toug
hnes
s
Hard
ness
Over
hang
Mec
hani
cal R
igidi
ty
: Increase : Decrease : Application : Proper application
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T213

T214 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
NO
TES
p173-214 TurningTools FINAL:US50~130 1/21/07 11:07 PM Page T214
CG215TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
CUT-OFF AND GROOVING INSERTSCG216 Cut-Off and Grooving InsertsCG220 Technical Overview of Grades
TOOLHOLDERS FOR CUT-OFF AND GROOVINGCG222 GTN Double Ended Adjustable Blades: Part Number Series 6-895- CG222 GTN Tool Blocks: Part Number Series 6-895-CG223 SPBA-S Positive Stop Double Ended Adjustable Blades:
Part Number Series 6-495-CG223 SPHA Positive Stop Integral Toolholders: Part Number Series 6-496-CG224 MGEHR/L M.G.T. Holders for External Machining:
Part Number Series 6-400-CG225 MGIVR/L M.G.T. Holders for Internal Machining:
Part Number Series 6-450-
SE
CTI
ON
CO
NTE
NTS
p215-226 CutoffGrooving FINAL:Indexable Carblde 2006 1/21/07 11:10 PM Page CG215
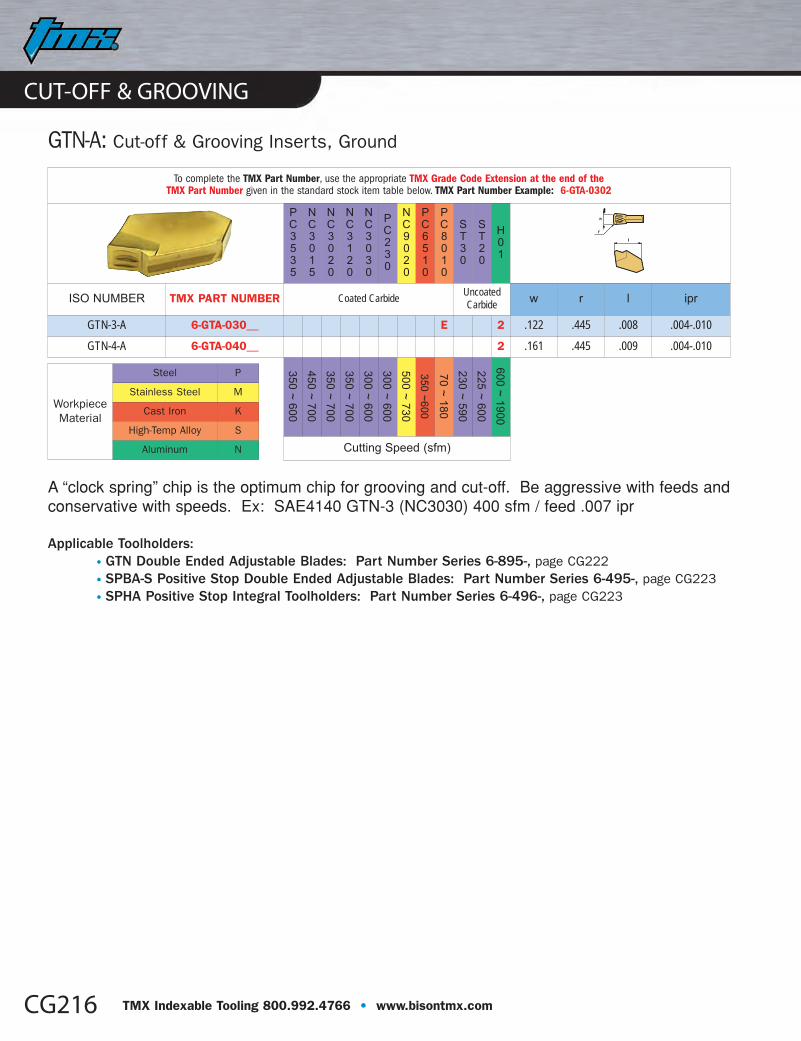
CUT-OFF & GROOVING
CG216 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
35
0~
60
0
45
0~
70
0
35
0~
70
0
35
0~
70
0
30
0~
60
0
30
0~
60
0
50
0~
73
0
350
~600
70
~1
80
23
0~
59
0
22
5~
60
0
60
0~
19
00
GTN-A: Cut-off & Grooving Inserts, Ground
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
A “clock spring” chip is the optimum chip for grooving and cut-off. Be aggressive with feeds andconservative with speeds. Ex: SAE4140 GTN-3 (NC3030) 400 sfm / feed .007 ipr
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-GTA-0302
PC3535
NC3015
NC3020
NC3120
NC303 0
PC230
NC9020
PC6510
PC8010
ST30
ST20
H01
ISO NUMBER TMX PART NUMBER Coated CarbideUncoatedCarbide w r l ipr
GTN-3-A 6-GTA-030__ E 2 .122 .445 .008 .004-.010
GTN-4-A 6-GTA-040__ 2 .161 .445 .009 .004-.010
Applicable Toolholders: • GTN Double Ended Adjustable Blades: Part Number Series 6-895-, page CG222• SPBA-S Positive Stop Double Ended Adjustable Blades: Part Number Series 6-495-, page CG223• SPHA Positive Stop Integral Toolholders: Part Number Series 6-496-, page CG223
p215-226 CutoffGrooving FINAL:Indexable Carblde 2006 1/21/07 11:10 PM Page CG216
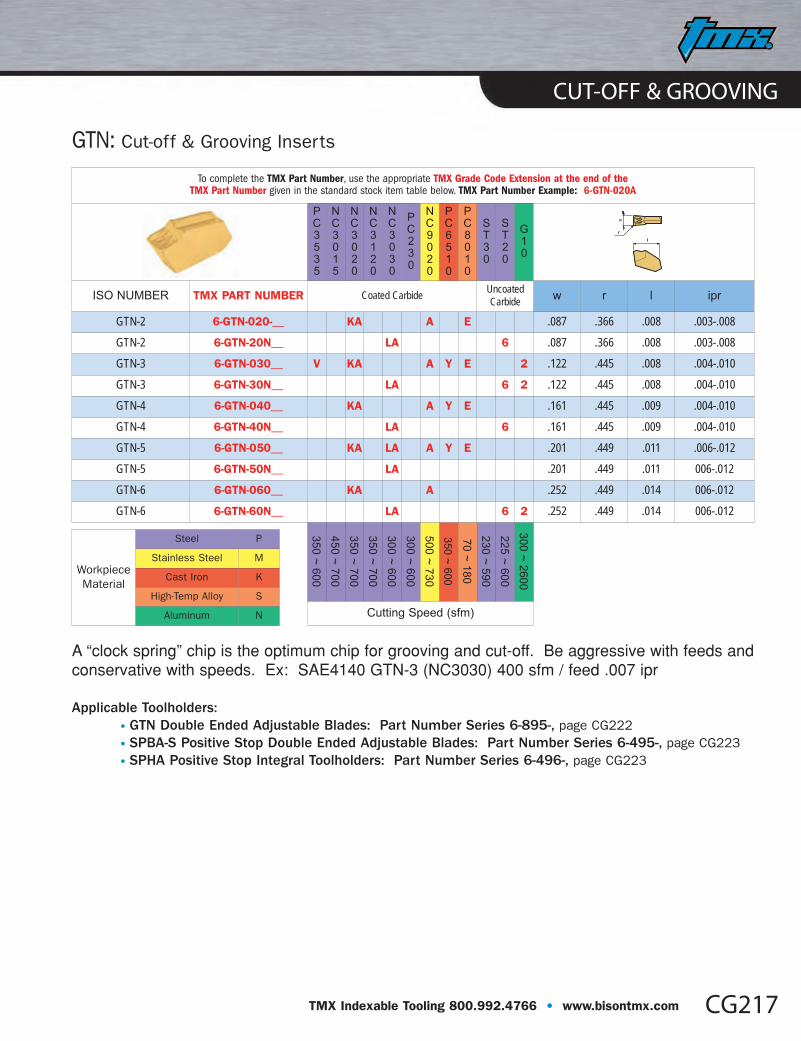
CUT-OFF & GROOVING
CG217TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
35
0~
60
0
45
0~
70
0
35
0~
70
0
35
0~
70
0
30
0~
60
0
30
0~
60
0
50
0~
73
0
350
~600
70
~1
80
23
0~
59
0
22
5~
60
0
30
0~
26
00
GTN: Cut-off & Grooving Inserts
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-GTN-020A
PC3535
NC3015
NC3020
NC3120
NC3030
PC230
NC9020
PC6510
PC8010
ST30
ST20
G10
ISO NUMBER TMX PART NUMBER Coated CarbideUncoatedCarbide w r l ipr
GTN-2 6-GTN-020-__ KA A E .087 .366 .008 .003-.008
GTN-2 6-GTN-20N__ LA 6 .087 .366 .008 .003-.008
GTN-3 6-GTN-030__ V KA A Y E 2 .122 .445 .008 .004-.010
GTN-3 6-GTN-30N__ LA 6 2 .122 .445 .008 .004-.010
GTN-4 6-GTN-040__ KA A Y E .161 .445 .009 .004-.010
GTN-4 6-GTN-40N__ LA 6 .161 .445 .009 .004-.010
GTN-5 6-GTN-050__ KA LA A Y E .201 .449 .011 .006-.012
GTN-5 6-GTN-50N__ LA .201 .449 .011 006-.012
GTN-6 6-GTN-060__ KA A .252 .449 .014 006-.012
GTN-6 6-GTN-60N__ LA 6 2 .252 .449 .014 006-.012
A “clock spring” chip is the optimum chip for grooving and cut-off. Be aggressive with feeds andconservative with speeds. Ex: SAE4140 GTN-3 (NC3030) 400 sfm / feed .007 ipr
Applicable Toolholders: • GTN Double Ended Adjustable Blades: Part Number Series 6-895-, page CG222• SPBA-S Positive Stop Double Ended Adjustable Blades: Part Number Series 6-495-, page CG223• SPHA Positive Stop Integral Toolholders: Part Number Series 6-496-, page CG223
p215-226 CutoffGrooving FINAL:Indexable Carblde 2006 1/21/07 11:10 PM Page CG217

CUT-OFF & GROOVING
CG218 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Cutting Speed (sfm)
MGMN-G: Cut-off & Grooving
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-MGG-150KB
PC3535
NC3015
NC3020
NC3120
NC3030
PC230
NC9020
PC6510
PC8010
ST30
ST20
H01
ISO NUMBER TMX PART NUMBER Coated CarbideUncoatedCarbide w r l t h
MGMN 150-G 6-MGG-150__ KB LA .059 .006 .630 .047 .138
MGMN 200-G 6-MGG-200__ KB LA .079 .008 .630 .063 .138
35
0~
60
0
45
0~
70
0
35
0~
70
0
35
0~
70
0
30
0~
60
0
30
0~
60
0
50
0~
73
0
350
~600
70
~1
80
23
0~
59
0
22
5~
60
0
60
0~
19
00
• Reduce the cutting speed (SFM) by 30% for deep grooving and cut-off.
• It is extremely important to not crowd chips while turning. Stopping .01 - .02 inches prior to previous pass usually works well. The shoulder should resemble stairs.
• It is very important to take the load off of the blade at the end of every turning pass. Feeding backwards in the x and z axis .01 - .020 inches is adequate.
• Chatter is the result of conservative feeds, depth of cut, or both.
• Depth of cut should be no less than 1.2 times the insert radius. This is a good starting point, except full radius inserts.
• Feed rate minimum should be no less than 1/2 of the insert’s radius except for full radius inserts.
Technical Notes for MGMN Inserts
Applicable Toolholders for MGMN Inserts:• MGEH R/L M.G.T. Toolholders for External Machining: Part Number Series 6-400-, page CG224• MGIV R/L M.G.T. Toolholders for Internal Machining: Part Number Series 6-450-, page CG225
p215-226 CutoffGrooving FINAL:Indexable Carblde 2006 1/21/07 11:10 PM Page CG218
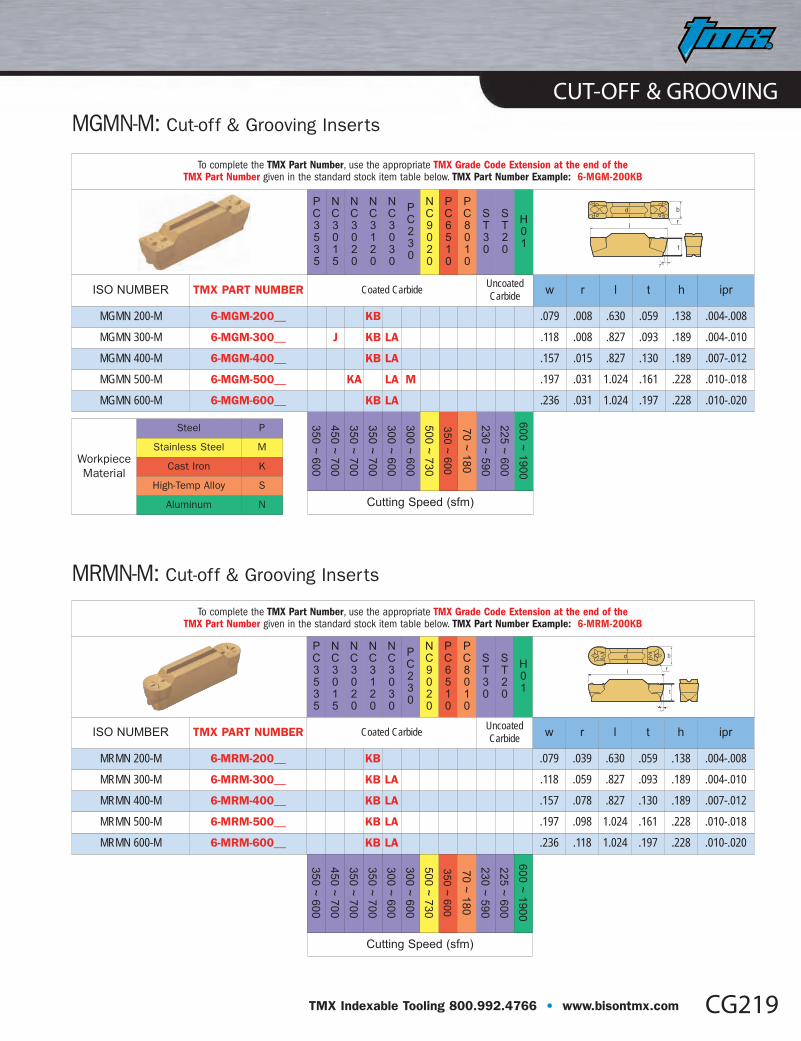
CUT-OFF & GROOVING
CG219TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
Cutting Speed (sfm)
35
0~
60
0
45
0~
70
0
35
0~
70
0
35
0~
70
0
30
0~
60
0
30
0~
60
0
50
0~
73
0
350
~600
70
~1
80
23
0~
59
0
22
5~
60
0
600
~1
90
0
MRMN-M: Cut-off & Grooving Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-MRM-200KB
PC3535
NC3015
NC3020
NC3120
NC3030
PC230
NC9020
PC6510
PC8010
ST30
ST20
H01
ISO NUMBER TMX PART NUMBER Coated CarbideUncoatedCarbide w r l t h ipr
MRMN 200-M 6-MRM-200__ KB .079 .039 .630 .059 .138 .004-.008
MRMN 300-M 6-MRM-300__ KB LA .118 .059 .827 .093 .189 .004-.010
MRMN 400-M 6-MRM-400__ KB LA .157 .078 .827 .130 .189 .007-.012
MRMN 500-M 6-MRM-500__ KB LA .197 .098 1.024 .161 .228 .010-.018
MRMN 600-M 6-MRM-600__ KB LA .236 .118 1.024 .197 .228 .010-.020
MGMN-M: Cut-off & Grooving Inserts
Cutting Speed (sfm)
35
0~
60
0
45
0~
70
0
35
0~
70
0
35
0~
70
0
30
0~
60
0
30
0~
60
0
50
0~
73
0
350
~600
70
~1
80
23
0~
59
0
22
5~
60
0
60
0~
19
00
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-MGM-200KB
PC3535
NC3015
NC3020
NC3120
NC3030
PC230
NC9020
PC6510
PC8010
ST30
ST20
H01
ISO NUMBER TMX PART NUMBER Coated CarbideUncoatedCarbide w r l t h ipr
MGMN 200-M 6-MGM-200__ KB .079 .008 .630 .059 .138 .004-.008
MGMN 300-M 6-MGM-300__ J KB LA .118 .008 .827 .093 .189 .004-.010
MGMN 400-M 6-MGM-400__ KB LA .157 .015 .827 .130 .189 .007-.012
MGMN 500-M 6-MGM-500__ KA LA M .197 .031 1.024 .161 .228 .010-.018
MGMN 600-M 6-MGM-600__ KB LA .236 .031 1.024 .197 .228 .010-.020
p215-226 CutoffGrooving FINAL:Indexable Carblde 2006 1/21/07 11:10 PM Page CG219

CUT-OFF & GROOVING
CG220 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Special Features of TMX Coated Carbide
TMX welcomes you to a new era in coated carbide inserts.
PVD Coated PC8000 Series has the following features:• Applications in Ni and Co heat-resistant alloys.• Resists wear, notching, and built-up edge.• Excellent chemical stability.
PVD Coated PC3000 and PC9000 Series have the following features:• Excellent thermal stability.• Tough and wear resistant in a broad range of speeds. • Wide range of applications such as finishing, semi-roughing,
roughing, and interrupted cutting of carbon, alloy, and stainlesssteels.
CVD Coated NC3000 Series has the following features:• High performance cutting efficiency.• 2 to 3 times the wear resistance of C7 carbide with the
toughness of C6 carbide.• Excellent performance in wet cutting conditions due to high
resistance to thermal cracking.• Superior resistance for plastic deformation and built-up-edge.
CVD Coated NC6000 Series has the following features:• Grade incorporates a wear resistant film and tough carbide.• A layered coating that facilitates lubricity and the monitoring
of wear.• Applications in cast iron.
p215-226 CutoffGrooving FINAL:Indexable Carblde 2006 1/21/07 11:10 PM Page CG220

CUT-OFF & GROOVING
CG221TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
TMX CVD Coated GradesTMX Grade ISO Special Features
NC3015 P10 - P30• For turning of steel and cast iron at medium cutting speeds.• Consistent tool life due to the combination of tough substrate and CVD film. • MT-TiCN + Al2O3 + TiN
NC3020 P15 - P30
• For turning of steel at medium cutting speeds.• Excellent combination of tough substrate and coating with superior chipping resistance
provides stable and consistent cutting performance.• MT-TiCN + Al2O3 + TiN
NC3120 P15 - P30
• For turning of steel at medium cutting speeds.• Excellent combination of tough substrate and coating with superior chipping resistance
provides stable and consistent cutting performance.• MT-TiCN + Al2O3
NC3030P25 - P35M15 - M25
• For roughing and interrupted cutting of carbon, alloy, and stainless steels at medium cutting speeds.
• Tough substrate provides wide range of applications.• MT-TiCN + Al2O3 + TiN
NC9020 M10 - M25
• For stainless steel turning at high cutting speeds.• Substrate has excellent thermal properties and CVD coating with excellent chipping
resistance providing longer tool life.• MT-TiCN + Al2O3 + TiN
NEW
TMX Grade ISO Special Features
PC3535 P25 - P40• Designed for milling steel.• Tough substrate with Nano-TiAlN coating provides excellent wear resistance and toughness.• Nano-TiAlN coating.
PC8010S10 - S20M01 - M10
• Medium to finish turning titanium and high temperature alloys. • Finish turning of stainless steels.• TiAlN + TiN
TMX PVD Coated Grades Special Features
• PVD is a thin coating applied at a low temperature. The lower application temperature results ingreater edge strength when compared to other processes. The thin coating also helps maintaincutting edge sharpness.
• PVD coated carbide typically last 2~4 times longer than uncoated carbide cutting tools.• The titanium base can machine excellent surface finishes and hold close tolerances due to the
low affinity to the workpiece materials.
Cross-section view of PVD coating
NEW
p215-226 CutoffGrooving FINAL:Indexable Carblde 2006 1/21/07 11:10 PM Page CG221
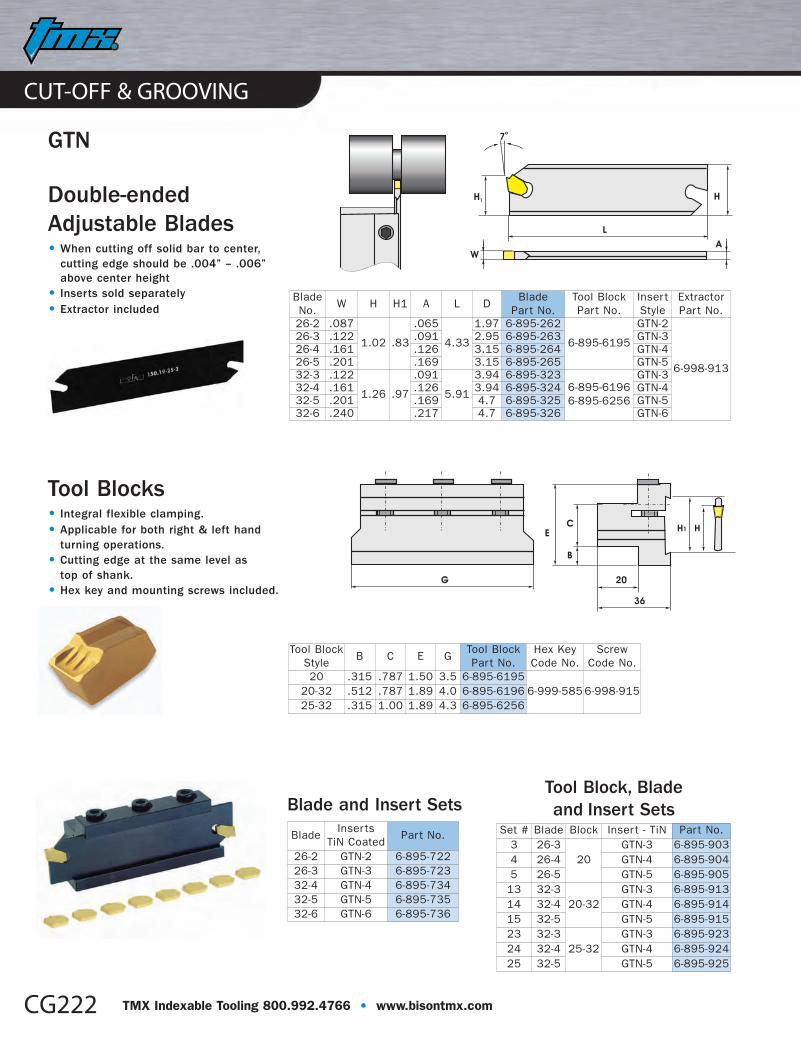
CUT-OFF & GROOVING
CG222 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Tool Block, Blade and Insert Sets
GTN
Double-endedAdjustable Blades• When cutting off solid bar to center,
cutting edge should be .004” – .006” above center height
• Inserts sold separately• Extractor included
Tool Blocks• Integral flexible clamping.• Applicable for both right & left hand
turning operations.• Cutting edge at the same level as
top of shank.• Hex key and mounting screws included.
Blade and Insert Sets
L
A
W
7o
H1
H
EH
B
C
20
36
H1
G
BladeNo.
W H H1 A L DBlade
Par t No.Tool BlockPar t No.
Inser tStyle
ExtractorPar t No.
26-2 .087
1.02 .83
.065
4.33
1.97 6-895-262
6-895-6195
GTN-2
6-998-913
26-3 .122 .091 2.95 6-895-263 GTN-326-4 .161 .126 3.15 6-895-264 GTN-426-5 .201 .169 3.15 6-895-265 GTN-532-3 .122
1.26 .97
.091
5.91
3.94 6-895-3236-895-61966-895-6256
GTN-332-4 .161 .126 3.94 6-895-324 GTN-432-5 .201 .169 4.7 6-895-325 GTN-532-6 .240 .217 4.7 6-895-326 GTN-6
BladeInser ts
TiN CoatedPar t No.
26-2 GTN-2 6-895-72226-3 GTN-3 6-895-72332-4 GTN-4 6-895-73432-5 GTN-5 6-895-73532-6 GTN-6 6-895-736
Set # Blade Block Inser t - TiN Par t No.3 26-3
20GTN-3 6-895-903
4 26-4 GTN-4 6-895-9045 26-5 GTN-5 6-895-905
13 32-320-32
GTN-3 6-895-91314 32-4 GTN-4 6-895-91415 32-5 GTN-5 6-895-91523 32-3
25-32GTN-3 6-895-923
24 32-4 GTN-4 6-895-92425 32-5 GTN-5 6-895-925
Tool BlockStyle
B C E GTool BlockPar t No.
Hex KeyCode No.
ScrewCode No.
20 .315 .787 1.50 3.5 6-895-61956-999-585 6-998-91520-32 .512 .787 1.89 4.0 6-895-6196
25-32 .315 1.00 1.89 4.3 6-895-6256
p215-226 CutoffGrooving FINAL:Indexable Carblde 2006 1/21/07 11:10 PM Page CG222

CUT-OFF & GROOVING
CG223TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Right-hand shown
Feed direction
SPBA-S Positive Stop Double Ended Adjustable Blade
Part Number Description H = h W L d S Insert
6-496-103 SPHAR 062-S-3-Ni 0.625 0.625 4.0 1.260 0.637 GTN-3-A, GTN-3
6-496-123 SPHAR 075-S-3-Ni 0.750 0.750 4.8 1.575 0.762 GTN-3-A, GTN-3
6-496-124 SPHAR 075-S-4-Ni 0.750 0.750 4.8 1.969 0.766 GTN-4-A, GTN-4
6-496-125 SPHAR 075-S-5-Ni 0.750 0.750 4.8 2.362 0.770 GTN-5
6-496-163 SPHAR 100-S-3-Ni 1.000 1.000 6.0 1.969 1.012 GTN-3-A, GTN-3
6-496-164 SPHAR 100-S-4-Ni 1.000 1.000 6.0 2.362 1.016 GTN-4-A, GTN-4
6-496-165 SPHAR 100-S-5-Ni 1.000 1.000 6.0 2.756 1.020 GTN-5
SPHA Positive Stop Integral Toolholder
Feed direction
Part Number Description H W L h Insert
6-495-262 SPB100-2-S-Ni 1.000 0.063 4.4 0.827 GTN-2
6-495-263 SPB100-3-S-Ni 1.000 0.094 4.4 0.827 GTN-3-A, GTN-3
6-495-264 SPB100-4-S-Ni 1.000 0.126 4.4 0.827 GTN-4-A, GTN-4
6-495-265 SPB100-5-S-Ni 1.000 0.157 4.4 0.827 GTN-5
6-495-323 SPB125-3-S-Ni 1.250 0.094 6.0 0.984 GTN-3-A, GTN-3
6-495-324 SPB125-4-S-Ni 1.250 0.126 6.0 0.984 GTN-4-A, GTN-4
6-495-325 SPB125-5-S-Ni 1.250 0.157 6.0 0.984 GTN-5
6-495-326 SPB125-6-S-Ni 1.250 0.205 6.0 0.984 GTN-6
p215-226 CutoffGrooving FINAL:Indexable Carblde 2006 1/21/07 11:10 PM Page CG223

CUT-OFF & GROOVING
CG224 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Part Number Description H = h W L S Tmax Insert
6-400-1015 MGEHR10-1.5-Ni 0.625 0.625 4.0 0.635 0.57 MGMN 150-G
6-400-1215 MGEHR12-1.5-Ni 0.750 0.750 5.0 0.760 0.57 MGMN 150-G
6-400-122 MGEHR12-2-Ni 0.750 0.750 5.0 0.760 0.57 MGMN 200-G, MGMN 200-M, MRMN 200-M
6-400-123 MGEHR12-3-NI 0.750 0.750 5.0 0.764 0.70 MGMN 300-M, MRMN 300-M
6-400-124 MGEHR12-4-Ni 0.750 0.750 5.0 0.766 0.70 MGMN 400-M, MRMN 400-M
6-400-125 MGEHR12-5-Ni 0.750 0.750 5.0 0.770 0.90 MGMN 500-M, MRMN 500-M
6-400-126 MGEHR12-6-Ni 0.750 0.750 5.0 0.774 0.90 MGMN 600-M, MRMN 600-M
6-400-1615 MGEHR16-1.5-Ni 1.000 1.000 6.0 1.010 0.57 MGMN 150-G
6-400-162 MGEHR16-2-Ni 1.000 1.000 6.0 1.010 0.57 MGMN 200-G, MGMN 200-M, MRMN 200-M
6-400-163 MGEHR16-3-Ni 1.000 1.000 6.0 1.014 0.70 MGMN 300-M, MRMN 300-M
6-400-164 MGEHR16-4-Ni 1.000 1.000 6.0 1.016 0.70 MGMN 400-M, MRMN 400-M
6-400-165 MGEHR16-5-Ni 1.000 1.000 6.0 1.020 0.90 MGMN 500-M, MRMN 500-M
6-400-166 MGEHR16-6-Ni 1.000 1.000 6.0 1.024 0.90 MGMN 600-M, MRMN 600-M
6-400-166A MGEHR16-6A-Ni 1.000 1.000 6.0 1.024 0.59 MGMN 600-M, MRMN 600-M
6-400-203 MGEHR20-3-Ni 1.250 1.250 6.8 1.264 0.70 MGMN 300-M, MRMN 300-M
6-400-204 MGEHR20-4-Ni 1.250 1.250 6.8 1.266 0.70 MGMN 400-M, MRMN 400-M
6-400-205 MGEHR20-5-Ni 1.250 1.250 6.8 1.270 0.90 MGMN 500-M, MRMN 500-M
6-400-206 MGEHR20-6-Ni 1.250 1.250 6.8 1.274 0.90 MGMN 600-M, MRMN 600-M
6-400-206A MGEHR20-6A-Ni 1.250 1.250 6.8 1.274 0.90 MGMN 600-M, MRMN 600-M
MGEH R/L M.G.T. Holder for External Machining
p215-226 CutoffGrooving FINAL:Indexable Carblde 2006 1/21/07 11:10 PM Page CG224

CUT-OFF & GROOVING
CG225TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MGIV R/L M.G.T. Holder for Internal Machining
Right-hand shown
Feed direction
Part Number Description D d L l Tmax H S Insert
6-450-1015 MGIVR1210-1.5-Ni 0.750 0.625 5.0 1.378 .15 0.545 0.445 MGMN 150-G
6-450-102 MGIVR1210-2-Ni 0.750 0.625 5.0 1.378 .19 0.545 0.488 MGMN 200-G,MGMN 200-M,MRMN 200-M
6-450-1215 MGIVR1612-1.5-Ni 1.000 0.750 6.0 1.772 .15 0.670 0.516 MGMN 150-G
6-450-122 MGIVR1612-2-Ni 1.000 0.750 6.0 1.772 .19 0.670 0.551 MGMN 200-G,MGMN 200-M,MRMN 200-M
6-450-123 MGIVR1612-3-NI 1.000 0.750 6.0 1.772 .23 0.670 0.614 MGMN 200-G,MGMN 200-M,MRMN 200-M
6-450-124 MGIVR1612-4-Ni 1.000 0.750 6.0 1.772 .23 0.670 0.614 MGMN 400-M, MRMN 400-M
6-450-1615 MGIVR2016-1.5-Ni 1.250 1.000 8.0 1.772 .15 0.920 MGMN 150-G
6-450-162 MGIVR2016-2-Ni 1.250 1.000 8.0 1.772 .19 0.920 MGMN 200-G,MGMN 200-M,MRMN 200-M
6-450-163 MGIVR2016-3-Ni 1.250 1.000 8.0 1.772 .23 0.920 0.744 MGMN 300-M, MRMN 300-M
6-450-164 MGIVR2016-4-Ni 1.250 1.000 8.0 1.772 .23 0.920 0.744 MGMN 400-M, MRMN 400-M
6-450-165 MGIVR2016-5-Ni 1.250 1.000 8.0 1.772 .31 0.920 0.764 MGMN 500-M, MRMN 500-M
6-450-205 MGIVR2420-5-Ni 1.500 1.250 10.0 2.559 .31 1.170 0.846 MGMN 500-M, MRMN 500-M
p215-226 CutoffGrooving FINAL:Indexable Carblde 2006 1/21/07 11:10 PM Page CG225

CG226 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
NO
TES
p215-226 CutoffGrooving FINAL:Indexable Carblde 2006 1/21/07 11:10 PM Page CG226

D227TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
DRILLING INSERTSD228 Chipbreaker Geometry DescriptionsD230 Drilling Inserts
INDEXABLE DRILLSD234 WCMT Indexable Insert Drills with Helical Flute: Part Number Series 6-660-D234 WCMT Indexable Insert Drills with Straight Flute: Part Number Series 6-661-D235 Special Features of TMX’s SPDrills and NPDrillsD236 NPD Indexable Drills with Helical Flute: Part Number Series 6-663-D236 SPD Indexable Drills with Helical Flute: Part Number Series 6-663-D237 Recommended Cutting Condition GuideD240 Trouble Shooting TipsD240 Safety Instructions
SE
CTI
ON
CO
NTE
NTS
p227-240 Drilling FINAL:Indexable Carblde 2006 1/21/07 11:15 PM Page D227

DRILLING
D228 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Economical: NPET, NPMT and SPMT Inserts Feature Four Cutting Edges per Insert
SPMT Inserts for SPDrills
• Aluminum: H01• Stainless Steel: PC9530• Steel: PC3535
21
4 3
• Inserts fit in both internal and external flutes saving time and reducing inventory.• Excellent chip control.• Special chipbreaker design for holes < 7⁄8" diameter.• Excellent chip control.• SPDrill hole size: 1⁄2" thru 7⁄8" diameter.
Chipbreaker and Grade Application
p227-240 Drilling FINAL:Indexable Carblde 2006 1/21/07 11:15 PM Page D228

DRILLING
D229TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
• NPDrill hole size: 1" thru 21⁄8" diameter.• Strong cutting edge.• Excellent performance at aggressive feeds.
NPMT and NPET Inserts - DM, DS, DR, DA
Chipbreaker and Grade Application
NPMT and NPET Inserts for NPDrills
Each NPET and NPMT insert features four cutting edges. Edges 1 & 2 for external flutes, and edges 3 & 4 for internal flutes.
3
1
2
2
1
4
4
3
• Inserts fit in both internal and external flutes saving time and reducing inventory.• Excellent chip control.
DM DS DR DA
PC3535 PC9530 PC3535 H01
Steel Stainless Steel Soft Steel Aluminum
p227-240 Drilling FINAL:Indexable Carblde 2006 1/21/07 11:15 PM Page D229
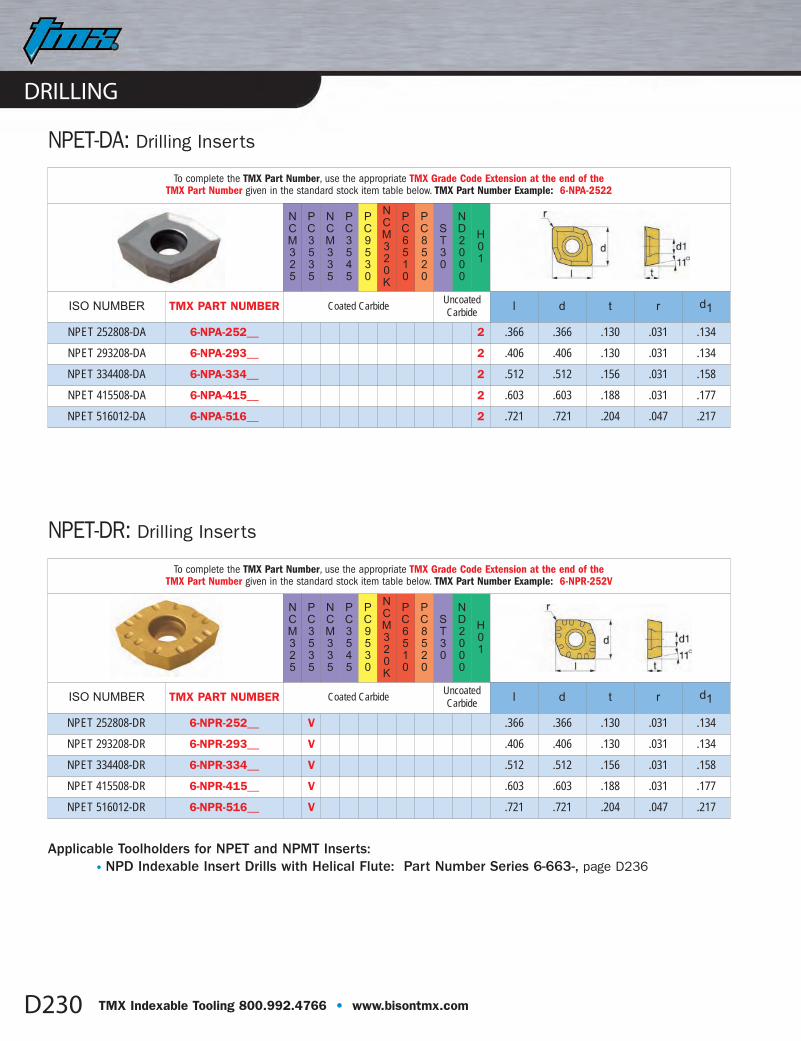
DRILLING
D230 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
NPET-DA: Drilling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-NPA-2522
NCM325
PC3535
NCM335
PC3545
PC9530
NCM 320K
PC6510
PC8520
ST30
ND2000
H01
ISO NUMBER TMX PART NUMBER Coated CarbideUncoatedCarbide l d t r d1
NPET 252808-DA 6-NPA-252__ 2 .366 .366 .130 .031 .134
NPET 293208-DA 6-NPA-293__ 2 .406 .406 .130 .031 .134
NPET 334408-DA 6-NPA-334__ 2 .512 .512 .156 .031 .158
NPET 415508-DA 6-NPA-415__ 2 .603 .603 .188 .031 .177
NPET 516012-DA 6-NPA-516__ 2 .721 .721 .204 .047 .217
NPET-DR: Drilling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-NPR-252V
NCM325
PC3535
NCM335
PC3545
PC9530
NCM 320K
PC6510
PC8520
ST30
ND20 00
H01
ISO NUMBER TMX PART NUMBER Coated CarbideUncoatedCarbide l d t r d1
NPET 252808-DR 6-NPR-252__ V .366 .366 .130 .031 .134
NPET 293208-DR 6-NPR-293__ V .406 .406 .130 .031 .134
NPET 334408-DR 6-NPR-334__ V .512 .512 .156 .031 .158
NPET 415508-DR 6-NPR-415__ V .603 .603 .188 .031 .177
NPET 516012-DR 6-NPR-516__ V .721 .721 .204 .047 .217
Applicable Toolholders for NPET and NPMT Inserts:• NPD Indexable Insert Drills with Helical Flute: Part Number Series 6-663-, page D236
p227-240 Drilling FINAL:Indexable Carblde 2006 1/21/07 11:15 PM Page D230

DRILLING
D231TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
NPMT-DM: Drilling
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-NPM-252V
NCM325
PC3535
NCM335
PC3545
PC9530
NCM 320K
PC6510
PC8520
ST30
ND2000
H01
ISO NUMBER TMX PART NUMBER Coated CarbideUncoatedCarbide l d t r d1
NPMT 22408-DM 6-NPM-222__ V .328 .328 .098 .031 .110
NPMT 252808-DM 6-NPM-252__ V .366 .366 .130 .031 .134
NPMT 293208-DM 6-NPM-293__ V .406 .406 .130 .031 .134
NPMP 334408-DM 6-NPM-334__ V .512 .512 .156 .031 .158
NPMT 415508-DM 6-NPM-415__ V .603 .603 .188 .031 .177
NPMT 516012-DM 6-NPM-516__ V .721 .721 .204 .047 .217
NPMT-DS: Drilling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-NPM-252T
NCM325
PC3535
NCM335
PC3545
PC9530
NCM 320K
PC6510
PC8520
ST30
ND2000
H01
ISO NUMBER TMX PART NUMBER Coated CarbideUncoatedCarbide l d t r d1
NPMT 22408-DS 6-NPM-222__ T .328 .328 .098 .031 .110
NPMT 252808-DS 6-NPM-252__ T .366 .366 .130 .031 .134
NPMT 293208-DS 6-NPM-293__ T .406 .406 .130 .031 .134
NPMP 334408-DS 6-NPM-334__ T .512 .512 .156 .031 .158
NPMT 415508-DS 6-NPM-415__ T .603 .603 .188 .031 .177
NPMT 516012-DS 6-NPM-516__ T .721 .721 .204 .047 .217
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
p227-240 Drilling FINAL:Indexable Carblde 2006 1/21/07 11:15 PM Page D231

DRILLING
D232 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
SPET-DA: Drilling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SPA-0502
NCM325
PC3535
NCM335
PC3545
PC9530
NCM 320K
PC6510
PC8520
ST30
ND2000
H01
ISO NUMBER TMX PART NUMBER Coated CarbideUncoatedCarbide l d t r d1
SPET 050203-DA 6-SPA-050__ 2 .209 .209 .094 .012 .091
SPET 060204-DA 6-SPA-060__ 2 .244 .244 .098 .016 .098
SPET 070204-DA 6-SPA-070__ 2 .283 .283 .098 .016 .110
SPMT-DM: Drilling Inserts
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-SPM-050V
NCM325
PC3535
NCM335
PC3545
PC9530
NCM 320K
PC6510
PC8520
ST30
ND2000
H01
ISO NUMBER TMX PART NUMBER Coated CarbideUncoatedCarbide d t r d1
SPMT 050203-DM 6-SPM-050__ V T .209 .209 .094 .012
SPMT 060204-DM 6-SPM-060__ V T .244 .244 .098 .016
SPMT 070203-DM 6-SPM-070__ V T .283 .283 .098 .016
Applicable Toolholders for SPET and SPMT Inserts• SPD Indexable Insert Drills with Helical Flute: Part Number Series 6-663-, page D236
p227-240 Drilling FINAL:Indexable Carblde 2006 1/21/07 11:15 PM Page D232

DRILLING
D233TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
WCMT-C20: Drilling Inserts
WorkpieceMaterial
Steel P
Stainless Steel M
Cast Iron K
High-Temp Alloy S
Aluminum N
To complete the TMX Part Number, use the appropriate TMX Grade Code Extension at the end of the TMX Part Number given in the standard stock item table below. TMX Part Number Example: 6-WCM-215L
NCM325
PC3535
NCM335
PC3545
PC9530
NCM 320K
PC6510
PC8520
ST30
ND2000
H01
ASA NUMBER TMX PART NUMBER Coated CarbideUncoatedCarbide l d t r d1
WCMT 1.81.52-C20 6-WCM-181__ L
WCMT 21.52-C20 6-WCM-215__ L .169 .250 .094 .031 .118
WCMT 2.522-C20 6-WCM-252__ L .212 .313 .125 .031 .134
WCMT 32.52-C20 6-WCM-325__ L .256 .375 .157 .031 .157
WCMT 432-C20 6-WCM-432__ L .342 .500 .188 .031 .169
Applicable Toolholders: • Indexable Insert Drills with Helical Flute: Part Number Series 6-660-, page D234• Indexable Insert Drills with Straight Flute: Part Number Series 6-661-, page D234
p227-240 Drilling FINAL:Indexable Carblde 2006 1/21/07 11:15 PM Page D233

DRILLING
D234 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Indexable Insert Drills, WCMTThrough Spindle Coolant
Drilling Boring Facing Turning
1/4 NPT Inlet
Lc
Dcd
L
DStraight Flute
h
Lc
Dcd
L
D
1/4 NPT Inlet
Helical Flute
•Through the spindle coolant capacity.
•Straight Flute drilling depth: 2 x diameter.
•Helical Flute drilling depth: 3 x diameter
DrillDiameter
D
ShankDiameter
d
EffectiveDepth
LLC DC h
Drill Par t Number
Inser tSet Screw
Par t NumberWrench
Par t Number
STRAIGHT FLUTE0.687 1.00 1.37 2.25 1.375 .85 6-661-068 WCMT 1.81.52
6-998-2506 6-998-0070.750 1.00 1.50 2.25 1.375 .85 6-661-075WCMT 21.52
0.875 1.00 1.75 2.25 1.375 .85 6-661-0871.000 1.25 2.00 2.25 1.50 1.06 6-661-100
WCMT 2.522 6-998-3007 6-998-0091.125 1.25 2.25 2.25 1.50 1.06 6-661-1121.250 1.25 2.50 2.25 1.50 1.06 6-661-125
WCMT 32.52 6-998-3509 6-998-0151.437 1.50 2.87 2.75 2.00 1.32 6-661-1431.500 1.50 3.00 2.75 2.00 1.32 6-661-150
HELICAL FLUTE0.687 1.00 2.06 2.25 1.375 .85 6-660-068 WCMT 1.81.52
6-998-2506 6-998-0070.750 1.00 2.25 2.25 1.375 .85 6-660-075WCMT 21.52
0.875 1.00 2.63 2.25 1.375 .85 6-660-0871.000 1.25 3.00 2.25 1.50 1.06 6-660-100
WCMT 2.522 6-998-3007 6-998-0091.125 1.25 3.38 2.25 1.50 1.06 6-660-1121.250 1.25 3.75 2.25 1.50 1.06 6-660-125
WCMT 32.52 6-998-3509 6-998-0151.437 1.50 4.31 2.75 2.00 1.32 6-660-1431.500 1.50 4.50 2.75 2.00 1.32 6-660-150
p227-240 Drilling FINAL:Indexable Carblde 2006 1/21/07 11:15 PM Page D234
tdonovan
Typewritten Text

Nickel Plated Drill Body
NPDrill Sizes Available
• 1" thru 21⁄8" diameters (stock sizes increase in 1⁄8" increments)
• Nickel plated body resists wear, providing longer drill body life.
• Excellent surface finish.
SPDrill Sizes Available
• 1⁄2" thru 7⁄8" diameters (stock sizes increase in 1⁄8" increments)
TMX Indexable Drills are Stocked in the Following Sizes
DRILLING
D235TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
New Larger Capacity Flutes Offer Excellent Chip Evacuation• Innovative new design features an expanded flute size,
resulting in excellent chip evacuation.
• Extreme chip evacuation at high speeds.
• Rigid shank for smooth quiet operation, extending tool life.
• Excellent hole diameter repeatability.
NPDRILL & SPDRILL SPECIAL FEATURES
p227-240 Drilling FINAL:Indexable Carblde 2006 1/21/07 11:15 PM Page D235

DRILLING
D236 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
TMX Premium Indexable Drills
Indexable Drill Dimensions (inches) To complete the TMX Part Number, use the appropriate TMX Grade Code
Extension at the end of the TMX Part Number given in the standard
stock item table below. TMX Part Number Example: 6-SPA-050V
CoatedCarbide
DIA D1 D2 L L1 L2 L3 PC3535
PC9530
TMX Part Number Description ISO Part NumberTMX PartNumber
V T
3x
Dia
met
er
6-662-050 SPD 1⁄2 x 3⁄4 0.5 (1⁄2) 0.75 0.95 4.17 1.54 2.21 1.97 SPMT 050203-DM 6-SPM-050__ • •6-662-0625 SPD 5⁄8 x 1 0.625 (5⁄8) 1.00 1.34 4.84 1.89 2.64 2.21 SPMT 060204-DM 6-SPM-060__ • •6-662-075 SPD 3⁄4 x 1 0.750 (3⁄4) 1.00 1.34 5.24 2.24 3.03 2.21 SPMT 060204-DM 6-SPM-060__ • •6-662-0875 SPD 7⁄8 x 1 0.875 (7⁄8) 1.00 1.34 5.67 2.60 3.47 2.21 SPMT 070204-DM 6-SPM-070__ • •
3x
Dia
met
er
6-663-100 NPD 1 x 11⁄4 1.000 (1) 1.25 1.73 6.30 2.95 3.94 2.36 NPMT 252808-DM/DS 6-NPM-252__ • •6-663-1125 NPD 1 1⁄8 x 11⁄4 1.125 (11⁄8) 1.25 1.73 6.73 3.31 4.37 2.36 NPMT 252808-DM/DS 6-NPM-252__ • •6-663-125 NPD 11⁄4 x 11⁄4 1.25 (11⁄4) 1.25 1.73 7.28 3.78 4.92 2.36 NPMT 293208-DM/DS 6-NPM-293__ • •6-663-1375 NPD 13⁄8 x 11⁄2 1.375 (13⁄8) 1.50 1.93 8.15 4.13 5.39 2.76 NPMT 334008-DM/DS 6-NPM-334__ • •6-663-150 NPD 11⁄2 x 11⁄2 1.5 (11⁄2) 1.50 1.93 8.58 4.49 5.83 2.76 NPMT 334008-DM/DS 6-NPM-334__ • •6-663-1625 NPD 15⁄8 x 11⁄2 1.625 (15⁄8) 1.50 2.28 9.06 4.84 6.30 2.76 NPMT 415508-DM/DS 6-NPM-415__ • •6-663-175 NPD 13⁄4 x 11⁄2 1.75 (13⁄4) 1.50 2.28 9.45 5.20 6.69 2.76 NPMT 415508-DM/DS 6-NPM-415__ • •6-663-1875 NPD 17⁄8 x 11⁄2 1.875 (17⁄8) 1.50 2.28 9.88 5.55 7.13 2.76 NPMT 415508-DM/DS 6-NPM-415__ • •6-663-200 NPD 2 x 11⁄2 2.0 (2) 1.50 2.32 10.51 6.02 7.76 2.76 NPMT 415508-DM/DS 6-NPM-415__ • •6-663-2125 NPD 21⁄8 x 11⁄2 2.125 (21⁄8) 1.50 2.68 10.95 6.38 8.19 2.76 NPMT 516012-DM/DS 6-NPM-516__ • •
TMX SPD & NPD Indexable Drill Selection
SPDrill NPDrill
p227-240 Drilling FINAL:Indexable Carblde 2006 1/21/07 11:15 PM Page D236

DRILLING
D237TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Power Relative to
Cutter Diameter
Coolant Flow Rate Relative to Cutter Diameter
.51
Pow
er (
HP)
• The power consumption can be affected by machine efficiency or insert wear.
• Optimum coolant pressure for NPD & SPD is 71 PSI or greater.
• Coolant pressure can vary with working conditions.
Machining
InclinedSurface
EnlargingHoles
InterferedHole
OverlappedStockHalf Circle
Decrease the recommended feed rate 30-50% when performing the machining operations listedbelow.
16.1
2.171.571.18.790
2.7
5.4
8.0
10.7
7.5
Cutter Diameter (inches)
f=.008 inches/rev.
f=.006 inches/rev.
f=.004 inches/rev.
f=.002 inches/rev.
p227-240 Drilling FINAL:Indexable Carblde 2006 1/21/07 11:15 PM Page D237

DRILLING
D238 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
TMX PREMIUM INSERTS3x Diameter
Cutting Speed Feed Rate: mm/rev, inch/rev
Work Piece Insert and Grade m/minDiameter
13 - 15 mm Diameter
16 - 24 mm Diameter
25 -32 mm Diameter
33 - 40 mm Diameter41 mm
ISO
WorkpieceMaterial
BrinellHardness
(HB)Choice Insert
TMXGrade
ft/minDiameter
.51” - .59”Diameter
.64” - .95”Diameter .98”
- 1.26”Diameter
1.30” - 1.57”Diameter
1.61”
P
LowCarbonSteel
80~180
1st DM PC3535180 (130~230) .04-.08 .04-.08 .05 - .08 .05 - .10 .08 - .12
600 (430~760) .0016-.0032 .0016-.0032 .0020-.0032 .0020-.0040 .0032-.0048
2nd DR PC9530160 (110~210) .04-.08 .04-.10 .05 - .10 .05 - .10 .08 - .12
530 (360~700) .0016-.0032 .0016-.0040 .0020-.0040 .0020-.0040 .0032-.0048
HighCarbonSteel
180~280 1st DM PC3535130 (80~180) .04-.08 .04-.10 .05-.12 .08-.15 .10-.20
430 (265~600) .0016-.0032 .0016-.0040 .0020-.0048 .0032-.0060 .0040-.0080
P
Low AlloySteel
140~260
1st DM PC3535120 (70~170) .04-.10 .06 - .12 .10-.15 .11-.20 .13-.25
400 (230~560) .0016-.0040 .0024-.0048 .0040-.0060 .0044-.0080 .0052-.0100
2nd DS PC9530100 (650~500) .04-.10 .06 - .13 .10-.18 .11-.20 .13-.25
330 (500~650) .0016-.004 .0024-.0052 .0040-.0064 .0044-.0080 .0052-.0100
Low AlloySteel(heat)
200~400 1st DM PC353570 (40~120) .04-.08 .04-.10 .06-.13 .10-.18 .12-.20
230 (132~400) .0016-.0032 .0016-.0040 .0024-.0056 .0040-.0072 .0048-.0080
High AlloySteel
50~260
1st DM PC353590 (50~140) .04-.08 .04-.10 .08-.14 .10-.18 .12-.20
300 (165~462) .0016-.0032 .0016-.0040 .0032-.0056 .0040-.0072 .0048-.0080
2nd DS PC953080 (50~130) .04-.08 .04-.10 .08-.14 .10-.18 .12-.20
265 (165~430) .0016-.0032 .0016-.0040 .0032-.0056 .0040-.0072 .0048-.0080
High AlloySteel(heat)
220~450 1st DM PC353550 (30~100) .04-.08 .04-.10 .06-.12 .08-.14 .10-.18
165 (100~340) .0016-.0032 .0016-.0040 .0024-.0048 .0032-.0056 .0040-.0072
M
Austenite135~275
Ni>8%
1st DS PC953080 (50~130) .04-.08 .04-.10 .06-.12 .08-.14 .10-.18
265 (165~430) .0016-.0032 .0016-.0040 .0024-.0048 .0032-.0056 .0040-.0072
2nd DM PC953080 (50~130) .04-.08 .04-.10 .06-.12 .08-.14 .10-.18
265 (165~430) .0016-.0032 .0016-.0040 .0024-.0048 .0032-.0056 .0040-.0072
Austenite(CastSteel)
150~250
1st DS PC953070 (40~110) .04-.08 .04-.10 .06-.12 .08-.14 .10-.18
230 (132~365) .0016-.0032 .0016-.0040 .0024-.0048 .0032-.0056 .0040-.0072
2nd DM PC953070 (40~110) .04-.08 .04-.10 .06-.12 .08-.14 .10-.18
230 (132~365) .0016-.0032 .0016-.0040 .0024-.0048 .0032-.0056 .0040-.0072
p227-240 Drilling FINAL:Indexable Carblde 2006 1/21/07 11:15 PM Page D238

DRILLING
D239TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
TMX PREMIUM INSERTS3x Diameter
Cutting Speed Feed Rate: mm/rev, inch/rev
Work Piece Insert and Grade m/min Diameter
13 - 15 mm Diameter
16 - 24 mm Diameter
25 -32 mm Diameter
33 - 40 mm Diameter41 mm
ISOWork Piece
Material
BrinellHardness
(HB)Choice Insert
TMXGrade
ft/minDiameter
.51” - .59”Diameter
.64” - .95”Diameter
.98” - 1.26”Diameter
1.30” - 1.57”Diameter
1.61”
M
FerriteMartensite
135~275
1st DS PC9530110 (60~150) .04-.08 .04-.12 .06 - .14 .08 - .18 .12 - .20
365 (200~500) .0016-.0032 .0016-.0048 .0024-.0056 .0032-.0072 .0048-.0080
2nd DM PC9530100 (60~140) .04-.08 .04-.12 .06 - .14 .08 - .18 .12 - .20
330 (200~462) .0016-.0032 .0016-.0048 .0024-.0056 .0032-.0072 .0048-.0080
Ni Alloy 130~400
1st DS PC953040 (30~80) .04-.06 .04-.08 .06-.10 .08-.12 .08-.15
132 (100~265) .0016-.0024 .0016-.0032 .0024-.0040 .0032-.0048 .0032-.0060
2nd DM PC953040 (30~80) .04-.06 .04-.08 .06-.10 .08-.12 .08-.15
132 (100~265) .0016-.0024 .0016-.0032 .0024-.0040 .0032-.0048 .0032-.0060
K
Gray 150~220 1st DM PC6510180 (140~230) .04-.12 .06 - .14 .08 - .18 .10 - .20 .12-.25
600 (465~760) .0016-.0048 .0024-.0056 .0032-.0072 .0040-.0080 .0048-.0100
Ductile 130~240 1st DM PC6510130 (90~180) .04-.10 .05-.12 .06 - .14 .08-.20 .10 - .22
430 (300~600) .0016-.0040 .0020-.0048 .0024-.0056 .0032-.0080 .0040-.0088
Graphite 200~300 1st DM PC6510120 (70~150) .04-.10 .05-.12 .06 - .14 .08-.18 .10 - .22
400 (230~500) .0016-.0040 .0020-.0048 .0024-.0056 .0032-.0072 .0040-.0088
S
Aluminum 30~150 1st DA H01200 (150~250) .04-.12 .06 - .14 .08 - .16 .10 - .20 .12-.25
660 (500~825) .0016-.0048 .0024-.0056 .0032-.0064 .0040-.0080 .0048-.0100
Copper 150~160 1st DA H01150 (100~200) .04-.10 .04-.10 .06-.12 .10 - .15 .12-.18
500 (330~660) 0016-.0040 .0016-.0040 .0024-.0048 .0040-.0060 .0048-.0072
p227-240 Drilling FINAL:Indexable Carblde 2006 1/21/07 11:15 PM Page D239

DRILLING
D240 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
TROUBLESHOOTING TIPSProblem Possible Causes Solution
Chatter orVibration
Jammed chip Increase RPM, feed rate, and coolant pressure
Lack of rigidity in set-up Increase rigidity
Long Chips Incorrect speed and feed ratesAlloy, Carbon Steel: Increase RPM & increase feed rate
Soft Steel, Stainless: Increase RPM & decrease feed rate
Excessive Wearof Inserts
RPM is too high Decrease RPM
Improper insert grade selection Refer to insert grade selection table
Low coolant pressure Increase coolant pressure
InsertsChipping orBreaking
Improper insert grade selection Refer to insert grade selection table
Inadequate coolant supply Check coolant volume and pressure
Incorrect speed and feed rates Adjust speed and feed rates according to tables provided
Drill is off-center or misaligned Check tool holder TIR, adjust as necessary
HighPitch/Irregular
Noise
Incorrect operating conditions Decrease RPM and decrease feed rate
Flank wear Change insert
Flank Wear
Insert grade is too soft Refer to insert grade selection table
Cutting speed is too high Decrease RPM
Feed rate is extremely low Increase feed rate
Flank angle is too small Increase flank angle
DRILL SAFETY INSTRUCTIONS
� Always keep safety guards in place during entire drill operation.
� Do not touch the tools with bare hands.
� Always wear safety glasses and protective clothing to prevent burns or other injuries.
� Use special tools for removal of hot or sharp chips.
� Operator must have access to a fire extinguisher.
� Clamp work pieces securely.
� Apply recommended cutting conditions for a safe and efficient operation.
� Use adequate ventilation when grinding, some materials produce potentially hazardous dusts.
p227-240 Drilling FINAL:Indexable Carblde 2006 1/21/07 11:15 PM Page D240

241TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
INDICES242 Part Number Cross Reference Table for Negative Type Turning Inserts243 Part Number Cross Reference Table for Positive Type Turning Inserts244 Grade Cross Reference Table for Turning Inserts245 Grade Crossover Chart for Part Numbers Created Prior to 2005246 Crossover Chart for Turning: Part Numbers Created Prior to 2005247 Index by Part Description251 Index by Part Number254 Terms and Conditions
SE
CTI
ON
CO
NTE
NTS
p241-256 Carbide Index FINAL:Indexable Carblde 2006 1/21/07 11:16 PM Page 241

INDEX
242 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
APPLICATIONTMX SAND-
VIKISCAR
KENNAMETAL
SECOCAR-
BOLOY
SUMITO-MO
KYOCERA CER-ATIP
MIT-SUBISHI
TUNG-ALLOY
TOSHIBA
STELL-RAM
VALEN-ITE
INGER-SOLL
WALTERMain Sub
NEGATIVE
TYPE
INSERTS
STEEL
EXTREMEFINISHING
HU QF SF FF FF1 EFA GP, DP FH, FS TF 1A
FINISHINGVF PF NF
FNFP
MF2ESKESPELU
HQ, XP SA TS, NS 2B F2 FG NF3
HA PPK
_NMPESU 28 M2
MEDIUMFINISHING
HC HM SMPCT
ESX,ESU
CQ MJ 2N F5 MC NS6
MEDIUMROUGHING
HM GM PM, QM TF MN M3 EGUEUXEUG
GS, HS,CS
MA,MH, MV
TM, ZM4U, 4T,
3GM3, M5 MT
NM4NM6
ROUGHING HR GR PR NR, GN RN M5,MR7
EMUEMXENZ
GT, HT GH TH, DM 5V R3 RT NM9
HEAVY HH GH HRTNM,NM
RH, RM,RP, SP,
HPRR9, R4
EHGENPEHP
HXHZ, HV,HH, HX
TU R6 RH NR6
WIPER HWWF,
WM, WRWFWG
MW, FW W-M3ELUWEGUW
WQ MW, SW ASW W3, W6 NF, NM
GENERAL B25 GR 23 GN MG EUZ MT
STAINLESSSTEEL
EXTREMEFINISHING
HU QF SF FF FF1 TF 1A
FINISHING VF MF NF LF XP SA F2 NF4
FINISHING,GUMMY
HA PP MS, GP MF1 ESU GU, HU FS, FJTS, SS,
283F M2 ML
MEDIUMFINISHING
HC P, CT F5
MEDIUMFINISHING,GROUND
X104 FS MF1
MEDIUMROUGHING
HS MM TF FP, MP MF3
EMUEEXEFLEUP
XQ, SUMS, SH,
MJSM 3J MP NM4
ROUGHING HM QM, MR NR RP GH 4T M5 NR4
CAST IRON
FINISHING B20 KF GN FF MF3 EUZ GC 4U F2NS4NS8
MEDIUMROUGHING
GR B25 KM, QM NR MP M5 EUX GH 33, CM 4T M5 NM5
ROUGHING HR KR, QR RNEMUENZ
ZS R3 NM4
ALUMINUM HA PP, 12F, GP,MS
AL EUP AH MJ 28 3F
SUPERALLOY
EXTREMEFINISHING
HU SF FJ 3F
FINISHING VF NF FS SA F5 NF4
FINISHING HA_NMP
MFPP MS MF
ESUEEX
TK MJ TM, 28 3J
MEDIUMFINISHING
X104_NGG_NGP
VL M1
MEDIUMROUGHING
HS MF, 23 TF RP MR3 EMU HU, SU MS TH 2N
ROUGHING HM NR MR4 GJ 4M M5 NM4 No
Des
igna
tion
Com
mom
Sty
le C
hipb
reak
er
Part Number Cross Reference Table for Negative Type Turning Inserts
p241-256 Carbide Index FINAL:Indexable Carblde 2006 1/21/07 11:16 PM Page 242
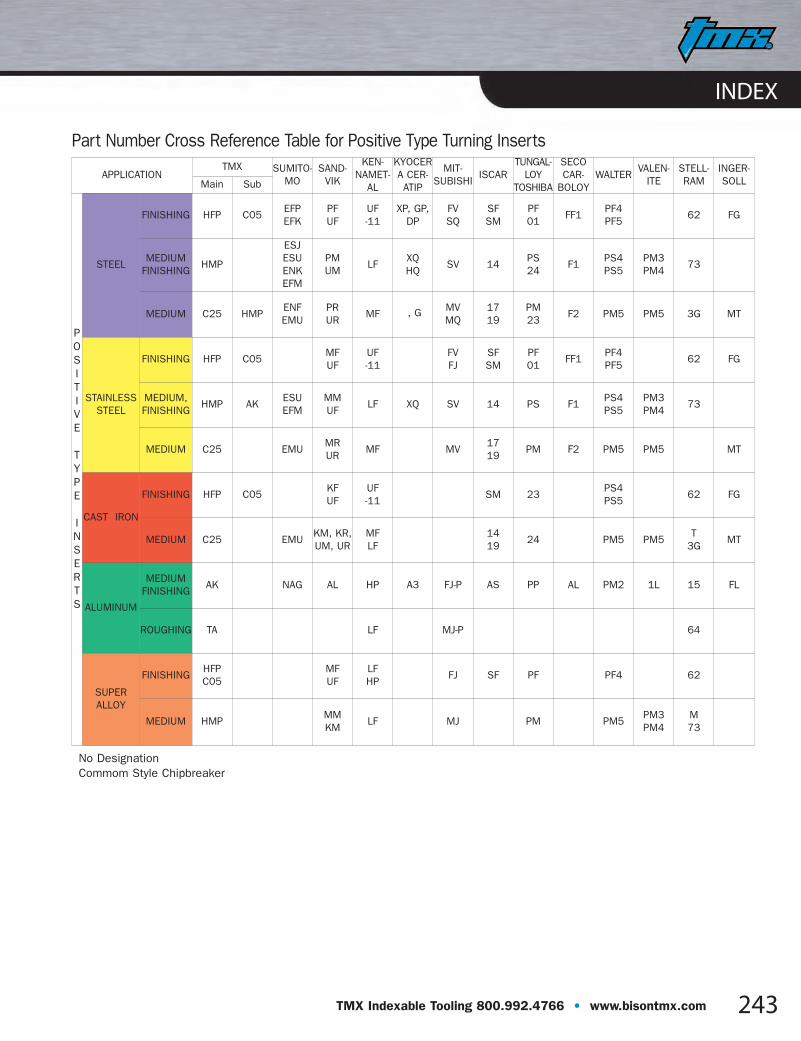
INDEX
243TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
APPLICATIONTMX SUMITO-
MOSAND-
VIK
KEN-NAMET-
AL
KYOCERA CER-ATIP
MIT-SUBISHI
ISCARTUNGAL-
LOYTOSHIBA
SECOCAR-
BOLOYWALTER
VALEN-ITE
STELL-RAM
INGER-SOLLMain Sub
POSITI VE
TYPE
INSERTS
STEEL
FINISHING HFP C05EFPEFK
PFUF
UF-11
XP, GP,DP
FVSQ
SFSM
PF01
FF1PF4PF5
62 FG
MEDIUMFINISHING
HMP
ESJESUENKEFM
PMUM
LFXQHQ
SV 14PS24
F1PS4PS5
PM3PM4
73
MEDIUM C25 HMPENFEMU
PRUR
MF , G MVMQ
1719
PM23
F2 PM5 PM5 3G MT
STAINLESSSTEEL
FINISHING HFP C05MFUF
UF-11
FVFJ
SFSM
PF01
FF1PF4PF5
62 FG
MEDIUM,FINISHING
HMP AKESUEFM
MMUF
LF XQ SV 14 PS F1PS4PS5
PM3PM4
73
MEDIUM C25 EMUMRUR
MF MV1719
PM F2 PM5 PM5 MT
CAST IRON
FINISHING HFP C05KFUF
UF-11
SM 23PS4PS5
62 FG
MEDIUM C25 EMUKM, KR,UM, UR
MFLF
1419
24 PM5 PM5T
3GMT
ALUMINUM
MEDIUMFINISHING
AK NAG AL HP A3 FJ-P AS PP AL PM2 1L 15 FL
ROUGHING TA LF MJ-P 64
SUPERALLOY
FINISHINGHFPC05
MFUF
LFHP
FJ SF PF PF4 62
MEDIUM HMPMMKM
LF MJ PM PM5PM3PM4
M73
Part Number Cross Reference Table for Positive Type Turning Inserts
No Designation Commom Style Chipbreaker
p241-256 Carbide Index FINAL:Indexable Carblde 2006 1/21/07 11:16 PM Page 243

INDEX
244 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
ISO TMX SUMITOMOKYOCERACERATIP
ISCAR SANDVIKCAR-
BOLOYSECO
KEN-NAMETAL
TOSHIBATUNGAL-
LOY
MIT-SUBISHI
VALEN-ITE
WALTERSTELL-RAM
INGERSOLL
UNCOATED COATED UNCOATED COATED COATED COATED COATED COATED COATED COATED COATED COATED COATED COATED UNCOATED COATED
P05 AC700G GC4005 T9005 UE6005 WAP1
P10(C7)
ST10 NC3010 TP1000KC9110KC5010KU10T
UE6010 WAP10 NL37 TT1300
P15 NC3015 CR7015 IC9015 GC4015 T9015 VP5515 TT1500
P20(C6)
ST20NC3020NC3120
AC2000
CA5025CA5525CA225
CR7025
IC9025IC8048
GC4025GC4225GC1020
TP2000TP200
KC9125KC5025KU25T
T9025 UE6020 VP5525WAP20WAP25
NL25MP37
TT2500
P30(C5)
ST30 NC3030 AC3000IC635IC9054IC3028
GC4035GC235
TP3000
KC9140KC8050KC9040KU30T
T9035 UE6035 VP5535WPA30WAP35
NL30NL40SFZ
TT5100KT450TT8020
P40 NC500H TP40 NL92
M10 PC8010 EH510Z
CA5015PR905PR915PR930
IC907GC1025GC2015
CP200KC5010KU10T
WAM10NL25
SP4063SP4064
M20 NC9020 AC304CR9025PR730PR830
IC9025 GC2025 TP200KC9225KC5025KU25T
T6020US7020VP15TFUP20M
VP5525 WAM20NL30NL40SFZ
TT5100
M30PC9030NC3030
AC3000PR630PR660
IC635IC3028
GC2035GC4035GC235
TP3000TP400TP40
CP500
KC9240KC8050KC9040KU30T
AH120T6030
US735 VP8535 WAM30 NL92 TT8020
K05 NC305K AC300G UC5105 SC1519
K10(C2)
G10 NC6110CA4010PR510
IC9007GC1690GC3015GC3005
TK1000KC9315KC5010KU10T
T5010 UC5115 VP1510 WAK10NL25MP37
TT1300
K15(C3)
NC315K AC700GIC428IC4028IC9015
GC3025TK2000TP1000
KC9325KC5025KU25T
T5020 VP5515WAK15WAK20
TT1500
K25 TP200 WAK25 NL30
S10 PC8010 EH510Z CA5015 IC907GC1005GC1025
CP200KC5510KC5010KU10T
AH110 VP10RT VP7615
SFZSP3036SP3064SP4036SP4064
S20 EH520Z CP250 VP15TF TT5100
S30 PC9030 PR660 IC3028 CP500KC5525KC5025KU25T
AH120 VP8535 NL92 TT8020
N10(C2)
H01 H1 IC20 H10 KX, HX KC5410 TH10 HTi10 VPUS10 WXN10 GH1 K10
Grade Cross Reference Table for Turning Inserts
p241-256 Carbide Index FINAL:Indexable Carblde 2006 1/21/07 11:16 PM Page 244
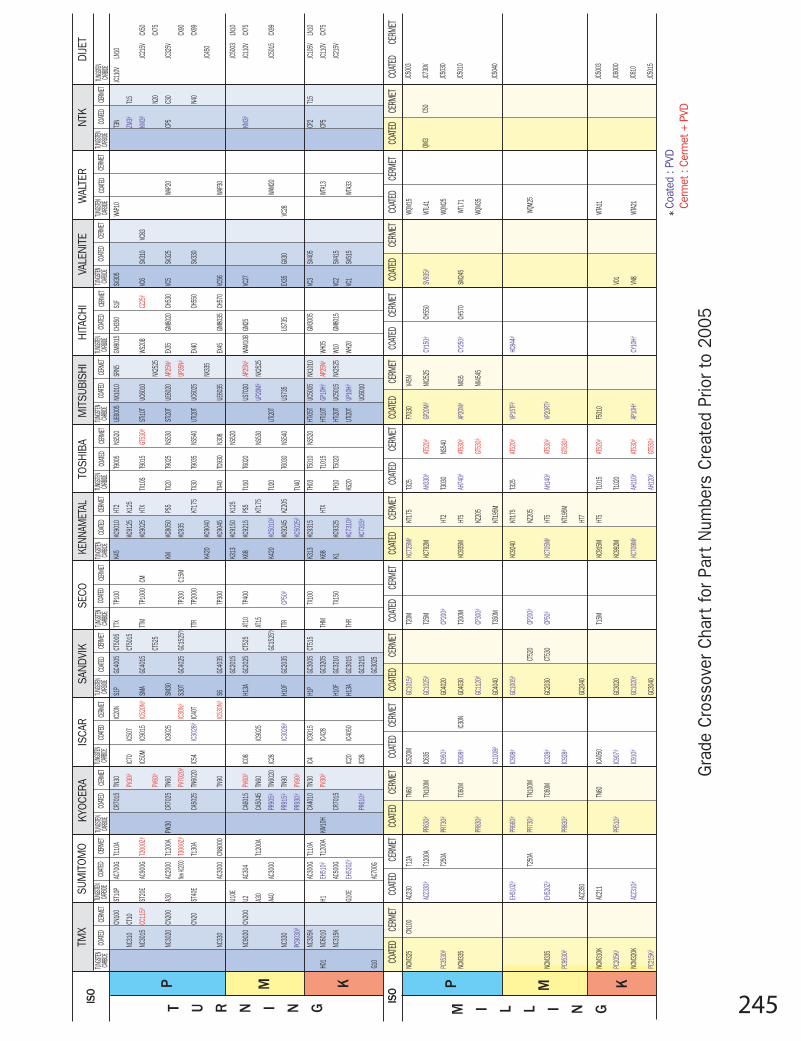
Coat
ed :
PVD
Cerm
et :
Cerm
et +
PVD
*
Gra
de C
ross
over
Cha
rt fo
r Pa
rt N
umbe
rs C
reat
ed P
rior
to 2
005
T U R N I N G
P M K
M I L L I N G
P M K
TMX
TUNGST
EN CAR
BIDE
COATE
DCE
RMET
TUNGST
EN CAR
BIDE
COATE
DCE
RMET
TUNGST
EN CAR
BIDE
COATE
DCE
RMET
TUNGST
EN CAR
BIDE
COATE
DCE
RMET
TUNGST
EN CAR
BIDE
COATE
DCE
RMET
TUNGST
EN CAR
BIDE
COATE
DCE
RMET
TUNGST
EN CAR
BIDE
COATE
DCE
RMET
TUNGST
EN CAR
BIDE
COATE
DCE
RMET
TUNGST
EN CAR
BIDE
COATE
DCE
RMET
TUNGST
EN CAR
BIDE
COATE
DCE
RMET
TUNGST
EN CAR
BIDE
COATE
DCE
RMET
TUNGST
EN CAR
BIDE
COATE
DCE
RMET
TUNGST
EN CAR
BIDE
COATE
DCE
RMET
TUNGST
EN CAR
BIDE
ISO
ISO
COAT
EDCE
RMET
COAT
EDCE
RMET
COAT
EDCE
RMET
COAT
EDCE
RMET
COAT
EDCE
RMET
COAT
EDCE
RMET
COAT
EDCE
RMET
COAT
EDCE
RMET
COAT
EDCE
RMET
COAT
EDCE
RMET
COAT
EDCE
RMET
COAT
EDCE
RMET
COAT
EDCE
RMET
COAT
EDCE
RMET
SUM
ITOM
ODI
JET
NTK
WAL
TER
VALE
NITE
HITA
CHI
MIT
SUBI
SHI
TOSH
IBA
KENN
AMET
ALSE
COSA
NDVI
KIS
CAR
KYOC
ERA
CN10
0ST
10P
AC70
0GT1
10A
CR70
15TN
30IC2
0NS1
PGC
4005
CT50
05TT
XTP
100
K45
KC90
10HT
2
NC31
0CT
10PV
30�
IC70
IC507
CT50
15KC
9125
K125
NC30
15CC
115�
ST20
EAC
900G
T200
0Z�
IC50M
IC901
5IC5
20N�
SMA
GC40
15TT
MTP
1000
CMKC
9025
HTX
PV60
�CT
525
NC30
20CN
200
A30
AC20
00T1
200A
PW30
CR70
25TN
60IC9
025
SM30
KMKC
8050
PS5
New AC
2000
T300
0Z�
PV70
20�
IC30N
�S3
0TGC
4025
GC15
25°⁄
TP20
0C1
5MKC
935
CN20
ST40
ET1
30A
CA50
25TN
6020
IC54
IC302
8�IC4
0TTT
RTP
2000
KT17
5
K420
KC90
40
NC33
0AC
3000
CN80
00TN
90IC5
30N�
S6GC
4035
TP30
0KC
9045
U10E
GC20
15K3
13KC
9150
K125
NC90
20CN
200
U2AC
304
CA60
15PV
60�
IC08
H13A
GC20
25CT
525
AT10
TP40
0K6
8KC
9215
PS5
A30
T120
0ACA
5045
TN60
IC902
5AT
15KT
175
A40
AC30
00PR
905�
TN60
20IC2
8GC
1525
°⁄K4
20KC
5010
�
NC33
0PR
915�
TN90
IC302
8�H1
0FGC
2035
TTR
CP50
�KC
9245
KZ20
5
PC90
30�
PR93
0�PV
90�
KC50
25�
NC30
5KAC
300G
T110
ACA
4010
TN30
IC4IC9
015
H1P
GC30
05CT
515
TX10
0K3
13KC
9315
H01
NC60
10H1
EH51
0�T1
200A
KW10
HPV
30�
IC428
GC32
05TH
MK6
8HT
X
NC31
5KAC
500G
CR70
15H1
0FGC
3210
TX15
0K1
KC93
25
G10E
EH52
0Z�
IC20
IC405
0H1
3AGC
3015
THR
KC73
10�
PR61
0�IC2
8GC
3215
KC73
15�
G10
AC70
0GGC
3025
T900
5NS
520
TX10
ST9
015
GT53
0�
TX20
T902
5NS
530
TX30
T903
5NS
540
TX40
TD93
0N3
08
NS52
0
TU10
T602
0
NS53
0
TU20
T603
0NS
540
TU40
TH03
T501
0NS
520
T101
5
TH10
T502
0
KS20
UE60
05NX
1010
SRN5
GM80
15CH
350
S1F
SV30
5WA
P10
T3N
JC110
VLN
10
ZM3�
T15
STi10
TUC
6010
WS20
BCZ
25�
VC6
SV31
0VC
83KM
3�JC2
15V
CX50
NX25
25N2
0CX
75
STi20
TUE
6020
AP25
N�EX
35GM
8020
CH53
0VC
5SV
325
WAP2
0CP
5C3
0JC3
25V
UP35
N�CX
90
UTi20
TUC
6025
EX40
CH55
0SV
330
N40
CX99
NX33
5JC4
50
UE60
35EX
45GM
8035
CH57
0VC
56WA
P30
JC500
3LN
10
US70
20AP
25N�
WAM1
0BGM
25VC
27KM
3�JC1
10V
CX75
UP20
M�NX
2525
UTi20
TWA
M20
JC501
5CX
99
US73
5US
735
EX35
GX30
VC28
HTi05
TUC
5005
NX10
10GM
3005
VC3
SV40
5CP
2T1
5JC1
05V
LN10
HTi10
TGP
10H�
AP25
N�WH
05WT
A13
CP5
JC110
VCX
75
HTi20
TUC
5015
NX25
25W1
0GM
8015
VC2
SV41
5JC2
15V
UTi20
TUP
10H�
WH20
VC1
SV51
5WT
A33
UC60
10
NCM3
25CN
100
AC23
0T1
2ATN
60IC5
20M
GC10
15�
T20M
KC72
5M�
KT17
5T3
25F7
030
V45N
WQM1
5
ACZ3
30�
T120
0APR
630�
TN10
0MIC6
35GC
1025
�T2
5MKC
792M
AH33
0�AT5
20�
GP20
M�NX
2525
CY15
0�CH
550
SV93
5�WT
L41
PC35
30�
T250
APR
730�
IC950
�GC
4020
CP20
0�HT
2T3
030
NS54
0WQ
M25
NCM3
35TC
60M
IC908
�IC3
0NGC
4030
T200
MKC
935M
HT5
AH74
0�AT5
30�
AP20
M�NX
55CY
250�
CH57
0SM
245
WTL7
1
PR83
0�GC
1120
�CP
300�
KZ20
5GT
530�
NX45
45WQ
M35
IC100
8�GC
4040
T350
MKT
195M
EH51
0Z�
PR66
0�IC9
08�
GC10
05�
KC92
40KT
175
T325
AT520
�VP
15TF�
HC84
4�
T250
APR
730�
TN10
0MCT
520
CP20
0�KZ
205
WQM2
5
NCM3
35EH
520Z
�TC
60M
IC328
�GC
2030
CT53
0CP
50�
KC70
5M�
HT5
AH14
0�AT5
30�
VP20
RT�
PC95
30�
PR83
0�IC9
28�
KT19
5MGT
530�
ACZ3
50GC
2040
HT7
NCM3
10K
AC21
1TN
60IC4
050
T15M
KC91
5MHT
5T1
015
AT520
�F5
010
WTA1
1
PC20
5K�
PR51
0�IC9
07�
GC30
20KC
992M
T102
0V0
1
NCM3
20K
ACZ3
10�
IC910
�GC
1020
�KC
709M
�AH
110�
AT530
�AP
10H�
CY10
H�VN
8WT
A21
PC21
5K�
GC30
40AH
120�
GT53
0�
JC500
3
QM3
C50
JC730
V
JC503
0
JC501
0
JC504
0
JC500
3
JC600
0
JC610
JC501
5
245
p241-256 Carbide Index FINAL:Indexable Carblde 2006 1/21/07 11:16 PM Page 245

INDEX
246 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Crossover Chart for Turning:Part Numbers Created Prior to 2005
APPLICATION SUMITO-MO SANDVIK KENNA-
METAL KYOCERA MITSUBI-SHI ISCAR TOSHIBA SECO WALTER DIJET
TMX
Main Sub
NEGATIVE
STEELS
CAST
IRON
STEEL
EXTREMEFINISHING
WIPER
FINISHING
MEDIUMFINISHING
MEDIUMROUGHING
GENERAL
STAINLESSSTEEL
MILD STEEL
CAST IRON
ALUMINIUM
INDEXABLEDRILLIN-DEXABLE
STAINLESS STEELMILD STEEL
ALUMINIUM& ALLOY
HEAVY
ROUGHING
MEDIUMROUGHING
MEDIUMFINISHING
FINISHING
HU FA QF FF GP FH SF TF FF1 F1
DP F1, F2 FA
CF
HF GF SU, SK PF FN CQ SH NF TS, AS MF2 NF FT
SP FP HQ 11 NF3 UA
LU FW 17 NF5
HC HM SX SM CQ SH NF MJ MF1 NS4 GP
UU HQ RF NS8 UR
LF PF
HM GM GU PM MN GS MA TF TM M3 NM, NM4 UB
UX QM MP HS MH PP MR3 NM5, NM6 GG
UG MW CS NM7
HR GR MU PR RN GT GH NR TH MR4 NR5 UD
MX CT HT M5 NR7
� MR7
GH HG HR RH HX HZ, HV TNM TU RR9 UC
HH MP SP HH 57 R4
HP HP HX 65
HW LUW WF MW WQ MW WF ASW M3 NF, PF
GUW WM FW SW WG M5 NM, PM
WR
B25 GR UZ 23 MG � MT, MV GN GN
HA SU, EX MF FF, FW GU, HU FS, FJ PP TF MF1 NS4 SF
HS HM MU, FL MM, QM FP, MP XP, XQ SH, MJ TF SS MF3 NM4
GS GR (GU) MR MW, RN XS MS, GJ SA M5 NR7
GH TU, MS
GR B20 UZ KF FF, FW GC � GN � MF3 NS4, NS8
B25 UX KM, QM MP, MW � � 33, CM M5 �
HR H KR, QR RN ZS � NM4
HA F AH PP
GP
MS
HFP C05 FP PF MT-UF GP FV 01 F1 PF4 FT
FK KF MT-LF DP SQ SM PF PF5
GT-LF HQ
HMP SJ, SU (PM) MF XQ R/L 14, SM PS F1 PS4
SK (KM) HQ R/L-F 17, 19 23 F2 PS5
PM
C25 HMP SF (PR) MT-MF � MV 19 24 F2 PM2, PM5
MU (KR) GM G MQ � (PR5)
�
AK AG AL HP A3 AS PP Al ALU
ACB
HMP AK MU MF, MM LF (XQ) FV 14, SM SS PS4
MR � 17, 19 PM5
C20 C21 S04 51, 53 � SW, GF C1, P1
DS,DA R06 56, 58 SU, SP GG, DT 85, 86 DM
�N
oD
esig
natio
n�
Com
mom
Styl
eCh
ipbr
eake
r
POSITIVE
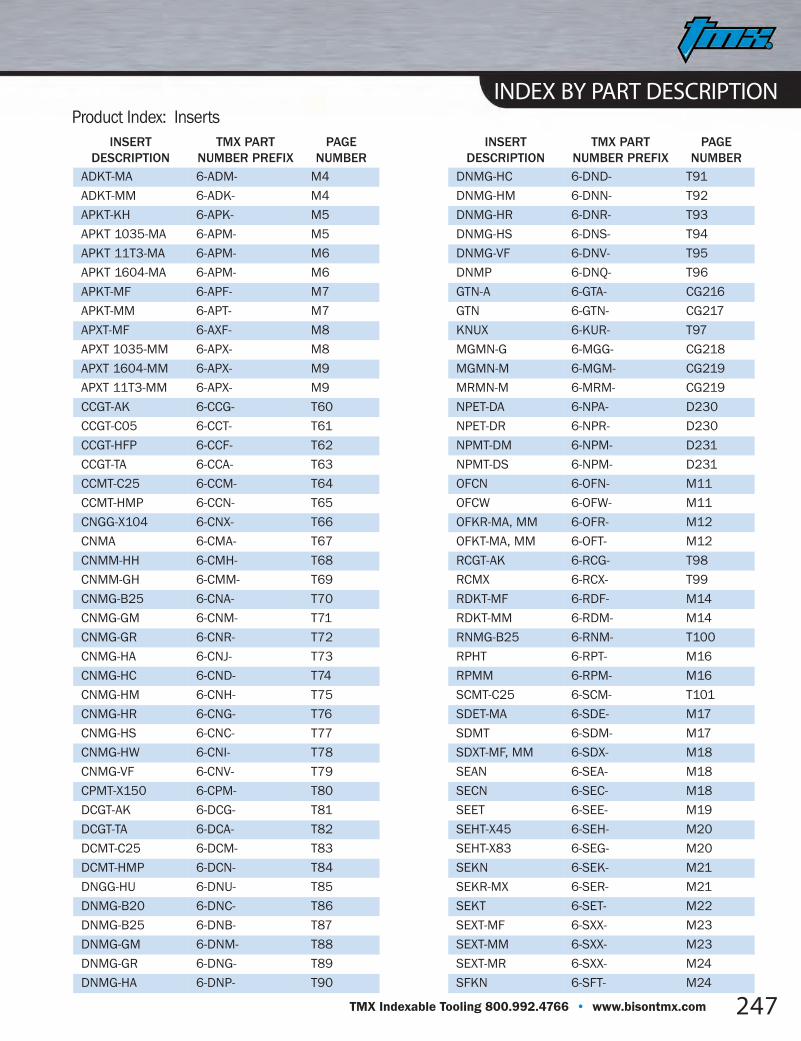
INDEX BY PART DESCRIPTION
247TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Product Index: InsertsINSERT
DESCRIPTIONTMX PART
NUMBER PREFIXPAGE
NUMBERINSERT
DESCRIPTIONTMX PART
NUMBER PREFIXPAGE
NUMBERADKT-MA 6-ADM- M4 DNMG-HC 6-DND- T91ADKT-MM 6-ADK- M4 DNMG-HM 6-DNN- T92APKT-KH 6-APK- M5 DNMG-HR 6-DNR- T93APKT 1035-MA 6-APM- M5 DNMG-HS 6-DNS- T94APKT 11T3-MA 6-APM- M6 DNMG-VF 6-DNV- T95APKT 1604-MA 6-APM- M6 DNMP 6-DNQ- T96APKT-MF 6-APF- M7 GTN-A 6-GTA- CG216APKT-MM 6-APT- M7 GTN 6-GTN- CG217APXT-MF 6-AXF- M8 KNUX 6-KUR- T97APXT 1035-MM 6-APX- M8 MGMN-G 6-MGG- CG218APXT 1604-MM 6-APX- M9 MGMN-M 6-MGM- CG219APXT 11T3-MM 6-APX- M9 MRMN-M 6-MRM- CG219CCGT-AK 6-CCG- T60 NPET-DA 6-NPA- D230CCGT-C05 6-CCT- T61 NPET-DR 6-NPR- D230CCGT-HFP 6-CCF- T62 NPMT-DM 6-NPM- D231CCGT-TA 6-CCA- T63 NPMT-DS 6-NPM- D231CCMT-C25 6-CCM- T64 OFCN 6-OFN- M11CCMT-HMP 6-CCN- T65 OFCW 6-OFW- M11CNGG-X104 6-CNX- T66 OFKR-MA, MM 6-OFR- M12CNMA 6-CMA- T67 OFKT-MA, MM 6-OFT- M12CNMM-HH 6-CMH- T68 RCGT-AK 6-RCG- T98CNMM-GH 6-CMM- T69 RCMX 6-RCX- T99CNMG-B25 6-CNA- T70 RDKT-MF 6-RDF- M14CNMG-GM 6-CNM- T71 RDKT-MM 6-RDM- M14CNMG-GR 6-CNR- T72 RNMG-B25 6-RNM- T100CNMG-HA 6-CNJ- T73 RPHT 6-RPT- M16CNMG-HC 6-CND- T74 RPMM 6-RPM- M16CNMG-HM 6-CNH- T75 SCMT-C25 6-SCM- T101CNMG-HR 6-CNG- T76 SDET-MA 6-SDE- M17CNMG-HS 6-CNC- T77 SDMT 6-SDM- M17CNMG-HW 6-CNI- T78 SDXT-MF, MM 6-SDX- M18CNMG-VF 6-CNV- T79 SEAN 6-SEA- M18CPMT-X150 6-CPM- T80 SECN 6-SEC- M18DCGT-AK 6-DCG- T81 SEET 6-SEE- M19DCGT-TA 6-DCA- T82 SEHT-X45 6-SEH- M20DCMT-C25 6-DCM- T83 SEHT-X83 6-SEG- M20DCMT-HMP 6-DCN- T84 SEKN 6-SEK- M21DNGG-HU 6-DNU- T85 SEKR-MX 6-SER- M21DNMG-B20 6-DNC- T86 SEKT 6-SET- M22DNMG-B25 6-DNB- T87 SEXT-MF 6-SXX- M23DNMG-GM 6-DNM- T88 SEXT-MM 6-SXX- M23DNMG-GR 6-DNG- T89 SEXT-MR 6-SXX- M24DNMG-HA 6-DNP- T90 SFKN 6-SFT- M24

INDEX BY PART DESCRIPTION
248 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
INSERTDESCRIPTION
TMX PARTNUMBER PREFIX
PAGENUMBER
INSERTDESCRIPTION
TMX PARTNUMBER PREFIX
PAGENUMBER
SNGN 6-SNG- T102 VNMG-GF 6-VNF- T133SNMG-B20 6-SNB- T103 VNMG-GM 6-VNG- T134SNMG-B25 6-SNM- T104 VNMG-HM 6-VNM- T135SNMG-GM 6-SNN- T105 VNMG-HS 6-VNC- T136SNMG-GR 6-SNR- T106 VNMG-VF 6-VNV- T137SNMG-HM 6-SNH- T107 VNMP 6-VNP- T138SNMG-HR 6-SNJ- T108 WCMT-C20 6-WCM- D233SNMG-HS 6-SNS- T109 WDKT-MH 6-WDK- M29SPCN 6-SPC- M25 WNMG-GM 6-WNM- T139SPET-DA 6-SPA- D232 WNMG-GR 6-WNR- T140SPGN 6-SPG- T110 WNMG-HA 6-WNJ- T141SPKN 6-SPK- M25 WNMG-HC 6-WND- T142SPMT 6-SPM- D232, M25 WNMG-HM 6-WNH- T143SPUN 6-SPU- M26 WNMG-HR 6-WNG- T144TCGT-AK 6-TCG- T111 WNMG-HS 6-WNC- T145TCGT-TA 6-TCA- T112 WNMG-HW 6-WNN- T146TCMT-C05 6-TCT- T113 WNMG-VF 6-WNV- T147TCMT-C25 6-TCM- T114 XEKT-MA 6-XEK- M30TCMT-HMP 6-TCN- T115TDGW 6-TDW- M27TNMG-B25 6-TNM- T116TNMG-GM 6-TNN- T117TNMG-GR 6-TNR- T118TNMG-HA 6-TNJ- T119TNMG-HC 6-TND- T120TNMG-HM 6-TNH- T121TNMG-HR 6-TNG- T122TNMG-HS 6-TNC- T123TNMG-VF 6-TNV- T124TPCN 6-TPK- M27TPGN 6-TPG- T125TPMR 6-TPM- M28, T126TPUN 6-TPU- T127VBMT-HMP 6-VBM- T128VCGT-AK 6-VCG- T129VCGT-HFP 6-VCF- T130VCMT-HMP 6-VCM- T131VNGG-HA 6-VCJ- T132
Product Index: Inserts

INDEX BY PART DESCRIPTION
249TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
TURNINGTOOLHOLDER
TMX PART NUMBER PREFIX
PAGENUMBER
BORING BARTMX PART
NUMBER PREFIXPAGE
NUMBERMCLN R/L 6-710- T178 SI-CTFPR 6-939- T205MCMNN 6-711- T178 SI-MCLN R/L 6-760- T197MCRN R/L 6-712- T179 SI-MDUN R/L 6-770- T197MDJN R/L 6-715- T179 SI-MTUN R/L 6-783- T198MDPNN 6-714- T180 SI-MVUN R/L 6-785- T198MRGN R/L 6-700- T180 SI-MWLN R/L 6-765- T199MSDNN 6-734- T181 SI-SCLC R/L 6-870- T201MSKN R/L 6-737- T181 SI-SDUC R/L 6-875- T202MSRN R/L 6-736- T182 SI-STUC R/L 6-884- T202MSSN R/L 6-735- T182 SI-SVUC R/L 6-887- T203MTENN 6-741- T183 SI-SWUC R/L 6-889- T203MTFN R/L 6-746- T183MTGN R/L 6-742- T184MTJN R/L 6-740- T184MVJN R/L 6-755- T185MVVN R/L 6-754- T185MWLN R/L 6-750- T186SCLC R/L 6-800- T188SCMCN 6-801- T188SDJC R/L 6-805- T189SDPCN 6-804- T189SSDCN 6-810- T190STECN 6-813- T190STFC R/L 6-814- T191STGC R/L 6-815- T191STJC R/L 6-816- T192SVJC R/L 6-806- T192
Product Index: Turning Toolholders and Boring Bars
TOOLHOLDER AND BORING BAR SETS
TMX PART NUMBER ORPART NUMBER PREFIX
PAGENUMBER
5 Pc Mini Toolholder and Boring Bar Set with Inserts 6-890-510 T193SI-SCLC R/L Boring Bar Sets 6-870- T2013 Piece Boring Bar Set 6-884-500 T202Mini SI-SCLC R/L Boring Bar Sets 6-871- T204
p241-256 Carbide Index FINAL:Indexable Carblde 2006 1/21/07 11:17 PM Page 249

INDEX BY PART DESCRIPTION
250 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
MILLING TOOLHOLDERS
TMX PART NUMBER PREFIX
PAGENUMBER
ADKT 1505 End Mills, Weldon Shank 6-215- M48APKT 1003/APXT 1035 AMSA 2000S 6-010- M46APKT 1604 AMSA 3000S 6-016- M46APKT End Mills, R8 Shank 6-941- M49APKT/APXT 1604 End Mills, Weldon Shank 6-116- M48APXT 1035/APKT 1003 End Mills, Weldon Shank 6-110- M47APXT 11T3 End Mills, Weldon Shank 6-111- M47Face Mill Holder 7-182- M53FMACE: FMA 45˚ Face Mill, Arbor Mounted 6-200- M43FMASA: FMA 45˚ Face Mill, Weldon Shank 6-200- M44FMPCA: FMP 90˚ Face Mill, Arbor Mounted 6-211- M44FMPSA: FMP 90˚ Face Mill, Weldon Shank 6-211- M45FMRC/SA Button Cutter 6-212- M42HRMC Face Mills 6-555- M40HRMS 08_10 End Mills 6-555- M38HRMS 13_15 End Mills 6-555- M39PAXCA Pro-X Mills 6-556- M41Shell End Mill Arbors, R8 Shank 7-065- M53Shell End Mill Holders 7-186- M52TDGW End Mills 6-945- M51Turbo Face Mills 6-955- M50
CUT-OFF & GROOVING
TOOLHOLDERS
TMX PART NUMBER PREFIX
PAGENUMBER
GTN Blades 6-895- CG222MGEH R/L 6-400- CG224MGIV R/L 6-450- CG225SPBA-S 6-495- CG223SPHA 6-496- CG223
Product Index: Cut-off & Grooving
Product Index: Milling
INDEXABLE DRILLS
TMX PART NUMBER PREFIX
PAGENUMBER
NP Drills 6-663- D236SP Drills 6-662- D236WCMT Helical Flute 6-660- D234WCMT Straight Flute 6-661- D234
Product Index: Indexable Drills
p241-256 Carbide Index FINAL:Indexable Carblde 2006 1/21/07 11:17 PM Page 250
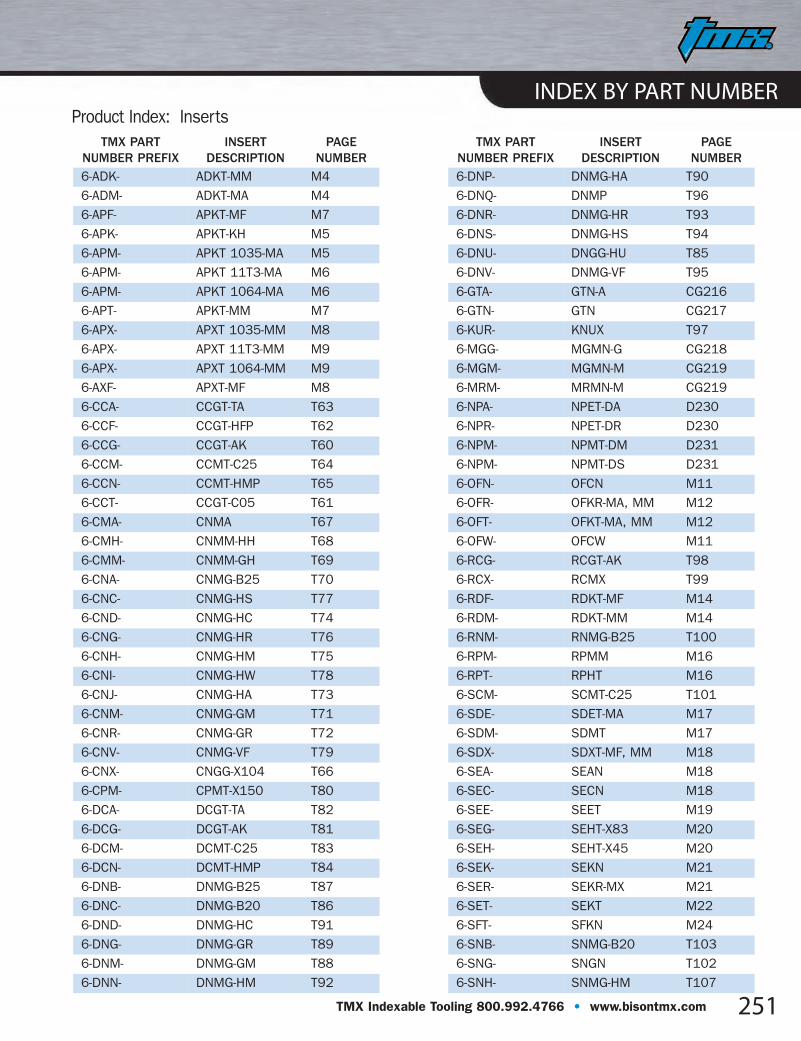
INDEX BY PART NUMBER
251TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Product Index: InsertsTMX PART
NUMBER PREFIXINSERT
DESCRIPTIONPAGE
NUMBERTMX PART
NUMBER PREFIXINSERT
DESCRIPTIONPAGE
NUMBER6-ADK- ADKT-MM M4 6-DNP- DNMG-HA T906-ADM- ADKT-MA M4 6-DNQ- DNMP T966-APF- APKT-MF M7 6-DNR- DNMG-HR T936-APK- APKT-KH M5 6-DNS- DNMG-HS T946-APM- APKT 1035-MA M5 6-DNU- DNGG-HU T856-APM- APKT 11T3-MA M6 6-DNV- DNMG-VF T956-APM- APKT 1064-MA M6 6-GTA- GTN-A CG2166-APT- APKT-MM M7 6-GTN- GTN CG2176-APX- APXT 1035-MM M8 6-KUR- KNUX T976-APX- APXT 11T3-MM M9 6-MGG- MGMN-G CG2186-APX- APXT 1064-MM M9 6-MGM- MGMN-M CG2196-AXF- APXT-MF M8 6-MRM- MRMN-M CG2196-CCA- CCGT-TA T63 6-NPA- NPET-DA D2306-CCF- CCGT-HFP T62 6-NPR- NPET-DR D2306-CCG- CCGT-AK T60 6-NPM- NPMT-DM D2316-CCM- CCMT-C25 T64 6-NPM- NPMT-DS D2316-CCN- CCMT-HMP T65 6-OFN- OFCN M116-CCT- CCGT-C05 T61 6-OFR- OFKR-MA, MM M126-CMA- CNMA T67 6-OFT- OFKT-MA, MM M126-CMH- CNMM-HH T68 6-OFW- OFCW M116-CMM- CNMM-GH T69 6-RCG- RCGT-AK T986-CNA- CNMG-B25 T70 6-RCX- RCMX T996-CNC- CNMG-HS T77 6-RDF- RDKT-MF M146-CND- CNMG-HC T74 6-RDM- RDKT-MM M146-CNG- CNMG-HR T76 6-RNM- RNMG-B25 T1006-CNH- CNMG-HM T75 6-RPM- RPMM M166-CNI- CNMG-HW T78 6-RPT- RPHT M166-CNJ- CNMG-HA T73 6-SCM- SCMT-C25 T1016-CNM- CNMG-GM T71 6-SDE- SDET-MA M176-CNR- CNMG-GR T72 6-SDM- SDMT M176-CNV- CNMG-VF T79 6-SDX- SDXT-MF, MM M186-CNX- CNGG-X104 T66 6-SEA- SEAN M186-CPM- CPMT-X150 T80 6-SEC- SECN M186-DCA- DCGT-TA T82 6-SEE- SEET M196-DCG- DCGT-AK T81 6-SEG- SEHT-X83 M206-DCM- DCMT-C25 T83 6-SEH- SEHT-X45 M206-DCN- DCMT-HMP T84 6-SEK- SEKN M216-DNB- DNMG-B25 T87 6-SER- SEKR-MX M216-DNC- DNMG-B20 T86 6-SET- SEKT M226-DND- DNMG-HC T91 6-SFT- SFKN M246-DNG- DNMG-GR T89 6-SNB- SNMG-B20 T1036-DNM- DNMG-GM T88 6-SNG- SNGN T1026-DNN- DNMG-HM T92 6-SNH- SNMG-HM T107
p241-256 Carbide Index FINAL:Indexable Carblde 2006 1/21/07 11:17 PM Page 251

INDEX BY PART NUMBER
252 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
TMX PART NUMBER PREFIX
INSERT DESCRIPTION
PAGENUMBER
TMX PART NUMBER PREFIX
INSERT DESCRIPTION
PAGENUMBER
6-SNJ- SNMG-HR T108 6-VNC- VNMG-HS T1366-SNM- SNMG-B25 T104 6-VNF- VNMG-GF T1336-SNN- SNMG-GM T105 6-VNG- VNMG-GM T1346-SNR- SNMG-GR T106 6-VNM- VNMG-HM T1356-SNS- SNMG-HS T109 6-VNP- VNMP T1386-SPA- SPET-DA D232 6-VNV- VNMG-VF T1376-SPC- SPCN M25 6-WCM- WCMT-C20 D2336-SPG- SPGN T110 6-WDK- WDKT-MH M296-SPK- SPKN M25 6-WNC- WNMG-HS T1456-SPM- SPMT D232, M25 6-WND- WNMG-HC T1426-SPU- SPUN M26 6-WNG- WNMG-HR T1446-SXX- SEXT-MF M23 6-WNH- WNMG-HM T1436-SXX- SEXT-MM M23 6-WNJ- WNMG-HA T1416-SXX- SEXT-MR M24 6-WNM- WNMG-GM T1396-TCA- TCGT-TA T112 6-WNN- WNMG-HW T1466-TCG- TCGT-AK T111 6-WNR- WNMG-GR T1406-TCM- TCMT-C25 T114 6-WNV- WNMG-VF T1476-TCN- TCMT-HMP T115 6-XEK- XEKT-MA M306-TCT- TCMT-C05 T1136-TDW- TDGW M276-TNC- TNMG-HS T1236-TND- TNMG-HC T1206-TNG- TNMG-HR T1226-TNH- TNMG-HM T1216-TNJ- TNMG-HA T1196-TNM- TNMG-B25 T1166-TNN- TNMG-GM T1176-TNR- TNMG-GR T1186-TNV- TNMG-VF T1246-TPG- TPGN T1256-TPK- TPCN M276-TPM- TPMR M28,T1266-TPU- TPUN T1276-VBM- VBMT-HMP T1286-VCF- VCGT-HFP T1306-VCG- VCGT-AK T1296-VCJ- VNGG-HA T1326-VCM- VCMT-HMP T131
Product Index: Inserts
p241-256 Carbide Index FINAL:Indexable Carblde 2006 1/21/07 11:17 PM Page 252
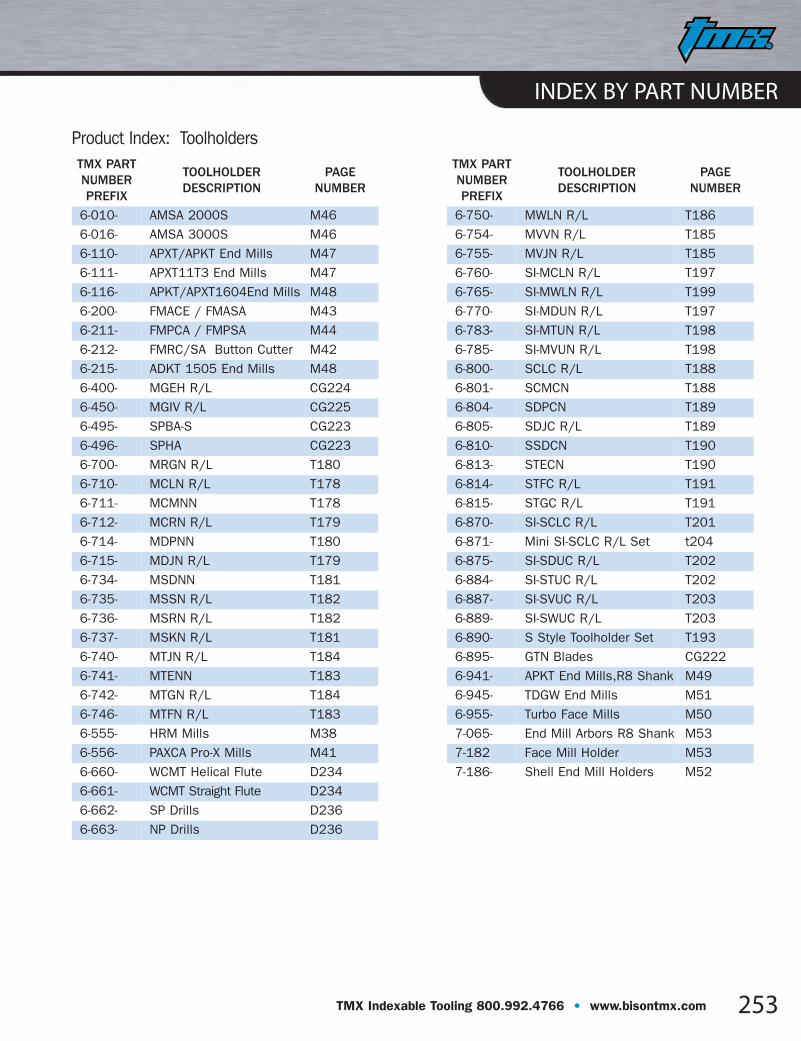
INDEX BY PART NUMBER
253TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
TMX PART NUMBER PREFIX
TOOLHOLDER DESCRIPTION
PAGENUMBER
TMX PART NUMBERPREFIX
TOOLHOLDER DESCRIPTION
PAGENUMBER
6-010- AMSA 2000S M46 6-750- MWLN R/L T1866-016- AMSA 3000S M46 6-754- MVVN R/L T1856-110- APXT/APKT End Mills M47 6-755- MVJN R/L T1856-111- APXT11T3 End Mills M47 6-760- SI-MCLN R/L T1976-116- APKT/APXT1604End Mills M48 6-765- SI-MWLN R/L T1996-200- FMACE / FMASA M43 6-770- SI-MDUN R/L T1976-211- FMPCA / FMPSA M44 6-783- SI-MTUN R/L T1986-212- FMRC/SA Button Cutter M42 6-785- SI-MVUN R/L T1986-215- ADKT 1505 End Mills M48 6-800- SCLC R/L T1886-400- MGEH R/L CG224 6-801- SCMCN T1886-450- MGIV R/L CG225 6-804- SDPCN T1896-495- SPBA-S CG223 6-805- SDJC R/L T1896-496- SPHA CG223 6-810- SSDCN T1906-700- MRGN R/L T180 6-813- STECN T1906-710- MCLN R/L T178 6-814- STFC R/L T1916-711- MCMNN T178 6-815- STGC R/L T1916-712- MCRN R/L T179 6-870- SI-SCLC R/L T2016-714- MDPNN T180 6-871- Mini SI-SCLC R/L Set t2046-715- MDJN R/L T179 6-875- SI-SDUC R/L T2026-734- MSDNN T181 6-884- SI-STUC R/L T2026-735- MSSN R/L T182 6-887- SI-SVUC R/L T2036-736- MSRN R/L T182 6-889- SI-SWUC R/L T2036-737- MSKN R/L T181 6-890- S Style Toolholder Set T1936-740- MTJN R/L T184 6-895- GTN Blades CG2226-741- MTENN T183 6-941- APKT End Mills,R8 Shank M496-742- MTGN R/L T184 6-945- TDGW End Mills M516-746- MTFN R/L T183 6-955- Turbo Face Mills M506-555- HRM Mills M38 7-065- End Mill Arbors R8 Shank M536-556- PAXCA Pro-X Mills M41 7-182 Face Mill Holder M536-660- WCMT Helical Flute D234 7-186- Shell End Mill Holders M526-661- WCMT Straight Flute D2346-662- SP Drills D2366-663- NP Drills D236
Product Index: Toolholders
p241-256 Carbide Index FINAL:Indexable Carblde 2006 1/21/07 11:17 PM Page 253

INDEX
254 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
Terms and Conditions – 2007• Prices are subject to change without notice
• F.O.B. Natick Massachusetts Warehouse
• Payment: net 30
• Return Policy:
1. All returns are subject to the discretion of theToolmex Corporation.
2. All returns require prior approval, and an assignedRMA number to the requested return.
3. When calling to request an RMA, please have thefollowing information available:(a) Your purchase order number.(b) Our order number or invoice number.(c) Our part number.(d) Reason for return.
4. Merchandise must be in original packaging and inresalable condition.
5. All returns are subject to inspection prior to creditissued to the customer.
6. The following Return Charges may apply:(a) Toolmex error – No Restocking Charge and NoFreight Charge.(b) Customer error – returned in original carton – inresalable condition.• New order of equal or greater value placed attime of return – No Restocking Charge.• No Replacement order – 10% Restocking Charge.(c) Customer error – not in original carton – 25%Repackaging Charge.(d) Customer error – merchandise not inresalable condition – no credit due.(e) Large authorized returns not packaged well –25% Repackaging Charge.
Customer error – the customer is responsible for allfreight charges – original order and returns.7. Defective Returns are subject to evaluation prior to
credit being issued. Immediate replacement orderswill be billed. Credit will be issued after thereturned product has been evaluated.
8. No credit will be issued on authorized returns dueto the following conditions:(a) Item has been used – not in resalablecondition.(b) Item has been modified by customer.(c) Item has been damaged.(d) Item returned does not match item authorized toreturn.
The material will be returned to the customer at theirexpense or disposed of at our end.9. Cancellation of Order: Such requests may be
subjected to a maximum 50% Cancellation Charge,depending on our availability to cancel with our sup-pliers.
10. Unauthorized returns with no paperwork will not beprocessed, and no credit due to customer. Suchreturns are subject to be returned tocustomer with all freight charges theresponsibility of the customer.
11. Claims: All Claims must be made within seven daysfrom receipt of merchandise.
12. Short Shipments: Toolmex must be notified within30 days of all short shipments.
13. Damaged or Lost Shipments:(a) UPS – Notify your local UPS office and ToolmexCorporation immediately. Keepdamaged tools and packaging until you areadvised to dispose of them.(b) TRUCK - Toolmex Corporation is not liable formerchandise damaged or lost by truckingcompanies. Please have the driver note the dam-age or shortage on the freight bill. Thecustomer should file a claim with the truckingcompany, and reorder the product with Toolmex.
14. Warranty: Our products have a one year LimitedWarranty. Warranty coverage begins on the daythe product is purchased by the customer. Afterone year from the date of purchase the product isnon-returnable.
255TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
NO
TES
p241-256 Carbide Index FINAL:Indexable Carblde 2006 1/21/07 11:17 PM Page 255
256 TMX Indexable Tooling 800.992.4766 • www.bisontmx.com
NO
TES
p241-256 Carbide Index FINAL:Indexable Carblde 2006 1/21/07 11:17 PM Page 256
Related Documents