In-Plant Training Program At SK+F Eskayef Bangladesh Ltd. Introduction SK+F symbolizes a name-a state of mind. From the inception in 1990, it has today burgeoned into one of the top line conglomerates in Bangladesh. Eskayef Bangladesh Limited, the flagship company, is holding the strong leadership position in the pharmaceutical industry of Bangladesh since 1990 and is now on its way to becoming a high performance global player. Eskayef Bangladesh Limited is an organization with equal emphasis on Leadership, Technology, Quality & Passion. Eskayef Bangladesh Limited is the leading generic pharmaceutical manufacturer in Bangladesh producing quality essential and other ethical drugs & medicines. Eskayef Bangladesh Limited has three GMP compliant formulation plants. The Tongi unit plant started its operation to meet challenges of globalization & to expand export horizon. Tongi plant is situated at Tongi, Gazipur. It is constructed as per the requirement of the UK MHRA. All the facilities and equipment have been designed and built to ensure cGMP compliance. All facility is an excellent blend of modern architecture, advanced technology, quality assurance and professionalism. It enjoys its brilliant is the prominent Drag manufacturing company in Bangladesh. It has started its production & Drag delivery from 1990. Eskayef Bangladesh Limited Tongi Plant is especially established for achieving the MHRA approval. For this reason, this unit provides the products with high quality. According to the training schedule we have visited all the departments of Eskayef Bangladesh Limited. The process of manufacturing & of maintaining qualities according to the cGMP guidelines were observed & in this light standard operating procedure (SOP) has been developed. All performances in the factory are highly documented.

In-Plant Training Program
Mar 12, 2016
Â
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
In-Plant Training ProgramAt
SK+F Eskayef Bangladesh Ltd.
Introduction
SK+F symbolizes a name-a state of mind. From the inception in 1990, it has today burgeoned into one of the top line conglomerates in Bangladesh. Eskayef Bangladesh Limited, the flagship company, is holding the strong leadership position in the pharmaceutical industry of Bangladesh since 1990 and is now on its way to becoming a high performance global player. Eskayef Bangladesh Limited is an organization with equal emphasis on Leadership, Technology, Quality & Passion.
Eskayef Bangladesh Limited is the leading generic pharmaceutical manufacturer in Bangladesh producing quality essential and other ethical drugs & medicines. Eskayef Bangladesh Limited has three GMP compliant formulation plants. The Tongi unit plant started its operation to meet challenges of globalization & to expand export horizon.Tongi plant is situated at Tongi, Gazipur. It is constructed as per the requirement of the UK MHRA. All the facilities and equipment have been designed and built to ensure cGMP compliance.
All facility is an excellent blend of modern architecture, advanced technology, quality assurance and professionalism. It enjoys its brilliant is the prominent Drag manufacturing company in Bangladesh. It has started its production & Drag delivery from 1990. Eskayef Bangladesh Limited Tongi Plant is especially established for achieving the MHRA approval. For this reason, this unit provides the products with high quality.
According to the training schedule we have visited all the departments of Eskayef Bangladesh Limited. The process of manufacturing & of maintaining qualities according to the cGMP guidelines were observed & in this light standard operating procedure (SOP) has been developed. All performances in the factory are highly documented.
Besides, Eskayef Bangladesh Limited providing local pharmaceutical needs & has been exporting its products to the many countries. It has been also receiving the order from the many Pharmaceutical Industry ( Tole Manufacturing ).
Eskayef Bangladesh Limited not only provide the high quality Drugs but also prevent the nature from its wastage affect. For this reason, it has established ETP plant which destroys the harmful effect of various toxic chemicals.
As a result of completing in-plant training in a well organized & well reputed company such as Eskayef Bangladesh Limited, our theoretical concept has become developed on the basis of practical view.
About Tongi Plant :
Area (Infrastructure):Total area of Tongi Plant is 39,000 square feet (approximate) and the capacity of Warehouse 7,34,000 square feet.

Manufacturing Dosage Facilities:
Tablet (Uncoated, Film Coated, Enteric Coated Tablet)CapsuleLiquidSachetTopical Preparation
HVAC System:
Total manufacturing area is under HVAC System.
Power Back up System:
Normally Electricity supplied from Dhaka Electric Supply Company (DESCO) & 24 hours back up power supply available through 03 Generators having capacity of 1250 KVA.
Purified Water System:
Water treatment plant have the capacity of 1000 Ltr./hr following Reverse Osmosis & UV Radiation Technology.
Current Plant Capacity:
Present production capacity in value is 120 Crore Taka & in unit packs 1.61 Crore Packs per year.
Waste Management System:
Have separate area for waste disposal under the supervision of the authorized person according to the standard operating procedure (SOP) following the direction of WHO guideline.Manufacturing Dosage Facilities:Tablet CapsuleEye dropVialDry Syrup
HVAC System:
Total manufacturing area is under HVAC System.
Power Back up System:
Captive own power supply from gas generator of 2.2 MW capacity which is back up by 800 KW diesel generator.
Purified Water System:
Water treatment plant has the capacity of 1000 Ltr./hr following Reverse Osmosis Technology and the capacity of WFI 800 kg / hr.
Distribution channel :
Transcom Distribution Co. Ltd. (TDLC) is the sole distributor of Eskayef products throughout Bangladesh.
Eskayef at a glance
Company name : Eskayef Bangladesh LimitedCompany logo :Company slogan : Excellence through qualityCompany type : Private limited companyAcquisition from : SmithKline & FrenchCompany started : 1990Ownership : Transcom groupFactories : Mirpur (generic), Tongi (generic & cepha)Marketing office : Taneem Square, Banani, DhakaCommercial Dept. : Taneem Square, Banani, DhakaInternational Business : Taneem Square, Banani, DhakaFinance & Accounts : Gulshan Tower, Gulshan 2, DhakaAHND office : Motijheel C/A, DhakaAnnual turnover : BDT 3000 million , US$ 44 millionWeb address : www.skfbd.comE-mail : [email protected] Director : Mr. A M FaruqueEmployees : 1500IMS ranking : 5th largest in Bangladesh Pharma IndustryPrime brand : Losectil (omeprazole)Business : Formulation, Consumer, Bulk Pellets, AHND
Distribution : Transcom Distribution Company Limited, TDCL
Depots : 20 DepotsRegions : 20 Regions
Vision & mission :
Eskayef envisions a leading role for itself as a catalyst for improvement of the healthcare environment.
The company's mission is to maintain people's health and combat disease to enhance the quality of human life so that people may live longer, healthier and more meaningful lives.Business :

Eskayef Bangladesh Ltd. started its operation with pharmaceutical finished products for the home market. Over time we have diversified our operations into bulk products as well as animal health and nutrition products.
Finished Products :
Backed by our strong technical and marketing teams we offer 149 products in 55 therapeutic segments.
Bulk Products :
We produce Timed Release Blended Pellets. Eskayef is the first and only pellet manufacturer in Bangladesh.
Animal Health and Nutrition Products :
We manufacture 28 animal health and nutrition products in 57 dosage forms and market them throughout Bangladesh.
Export :
Eskayef Bangladesh Ltd. has been showing a significant outcome in exporting medicines to many countries. Eskayef Bangladesh Ltd. has started supplying medicines in 16 countries like Germany, UAE, Nepal, Bhutan, Sri Lanka, Myanmar, Vietnam, Ghana, Iraq, Indonesia, Kenya, Guatemala, Belize, Yemen, Macau and Somalia.
Marketing of International Brands :
We are the sole agent in Bangladesh for marketing the ophthalmic products of Allergan Pharmaceuticals Ltd., Ireland in Bangladesh.
People :
The workforce of Eskayef consists of more than 1200 to 1500 appropriately qualified, trained and skilled personnel who are drawn from different disciplines that have a bearing on the pharmaceutical industry. Our team of dedicated professionals includes a panoply of pharmacists, medical graduates, microbiologists, chemists, engineers and business management experts. Their competencies, experience and strict adherence to the work ethic go into the manufacturing and marketing of each of the company's products.
Quality Approach
Our Total Quality System is our key strength. We have inherited the Standard Operating Procedures and Quality-Approach of SmithKline & French. Our WHO audited plants produce the products conforming to the highest international standards. And to maintain the excellence that we strive to achieve we use the most advanced technology for quality control and at each and every stage of the manufacturing process.
History:
The chairman of Transcom group planted a seed of dream in 1885. As the years went by the seed began to grow and soon turned into a full-grown tree with its leaves branching out in innumerable ventures. The company which started its business in the jute and tea sectors gradually diversified its operations into: Health care sectorHousehold electronic productsBeveragePrint mediaRestaurant franchiseSoftware, andDistribution ChannelToday, TRANSCOM is one of the leading conglomerate companies of the country. The dream has turned into reality by the pragmatic vision of Mr. Latifur Rahman, the Chairman of TRANSCOM GROUP and Eskayef Bangladesh Limited and the company proudly stands symbolizing the epic tree of the seed that was planted 120 years ago. Continuing its journey towards diversification, TRANSCOM entered the health care sector and acquired ownership of the world-renowned multinational pharmaceutical company SmithKline & French in the wake of the merger between SmithKline & French, USA and Beecham, UK in 1990. After the acquisition, the new company was styled - Eskayef Bangladesh Ltd and that has subsequently culminated under the bold and dynamic leadership of Mr. A M Faruque, the driving force and the Managing Director of Eskayef Bangladesh Limited.
Profile of MD
Mr. A M Faruque is the Managing Director of Eskayef Bangladesh Ltd., one of the top five pharmaceutical companies in Bangladesh. He started his pharmaceuticals career with Fisons Bangladesh Ltd. in 1974. In his long and illustrious career, he has also served in different positions in ICI, Hoechst, Smith Kline & French and Gulf Pharmaceuticals Industries, UAE. Mr. Faruque rejoined SK&F as Marketing Manager in the United Kingdom Overseas Group (UKOG), based at Welwyn Garden city, Hertfordshire, UK. After that he was relocated to the Bangladesh Smith Kline & French operation as their Marketing Manager till 1990, prior acquisition of the company by Transcom group, one of the leading conglomerate companies of Bangladesh.
Mr. Faruque started working at Eskayef Bangladesh Limited as a Plant Manager. Later on he served as the General
Manager and then the Executive Director of the company from till July 2004. Since July 15, 2004 he has been assigned with the responsibility of Managing Director of Eskayef Bangladesh Ltd. It is to be mentioned here that in the history of Bangladesh pharma market this is the first instance, where a private limited company, Eskayef, has appointed a Managing Director from the professional stratum.
Having started with a modest business of 1.20 crore taka in 1990, Eskayef Bangladesh Ltd. has now an annual turnover of 350 crore taka. This phenomenal growth was achieved under the bold and dynamic leadership of Mr. A M Faruque, the driving force and the navigator of Eskayef Bangladesh Limited. Keen to explore newer horizon, Mr. Faruque also has turned its focus on exporting the products. With its pioneering venture in international market with Nepal, Eskayef has expanded its business to Germany, UAE, Sri Lanka, Belize, Vietnam, Yemen and some other Central American countries.
True to his vision of offering world-class healthcare products, Mr. Faruque has undertaken a new project to expand its state-of-the-art pharmaceutical operations under the exclusive technical supervision of an UK pharmaceutical consultant. The new facility is being designed to conform to international cGMP with particular emphasis on meeting MHRA standards of the UK in order to facilitate exports to overseas markets.
Mr Faruque has obtained BSc (Hons) and MSc in Chemistry from Dhaka University. He has undergone an extensive training on marketing and sales force management in Ashridge Management College, UK.
Backed by our strong technical and marketing teams we offer 160 products in 59 therapeutic segments.
TOTAL PRODUCT LIST
BRAND GENERIC NAME AMBOTEN Ambroxol HCl ANAPRIL Enalapril maleate AROCEF Cefadroxil monohydrate AROTIDE Salmeterol and fluticasone BONFLEX Glucosamine sulfate 250 mg & chondroitin sulfate 200 mg BRIZY Levosalbbutamol BROMID Hyoscine butylbromide CARBAZIN Carbamazepine CARBAZIN CR Carbamazepine CARBOLIN Carbocisteine CARDON Losartan potassium CARDOPLUS Losartan potassium + Hydrochlorothiazide CEDNIR Cefdinir CEFLON Cefaclor CELIPRESS Celiprolol hydrochloride CLORON Clonazepam CORTIDER Hydrocortisone acetate COSAT Co-trimoxazole CRESTON Rosuvastatin DANAMET Danazol DAYPROX Oxaprozin
DELOXI Duloxetine HCl DESODIN Desloratadine DEXPOTEN Dextromethorphan HBr + Pseudoephedrine + Triprolidine HCl DEZIDE Hydrochlorothiazide + Triamterene DIALON Glimepiride DIETIL Orlistat DILATOR Bambuterol DORENTA Diphenhydramine hydrochloride EDENIL Furosemide + Spironolactone EFOPAM Nefopam hydrochloride EMEZIN Meclizine hydrochloride EMEZIN PLUS Meclizine HCl and Pyridoxine HCl ESORAL Esomeprazole ETORIX Etoricoxib EXPOTEN Guaiphenesin+ Pseudoephedrine HCl+ Triprolidine HCl EZY XINC Zinc sulfate monohydrate USP FACID Fusidic acid / Sodium fusidate FACID-HC 2% fusidic acid with 1% hydrocortisone acetate FENOBAC Baclofen FEOFOL Ferrous sulfate + Folic acid FEOFOL-CI Carbonyl iron and folic acid FEOZIN Falic Acid USP and Zinc Sulfata Monohydarate USP FLUCLOXIN Flucloxacillin FLUCODER Fluconazole FOLVIT Ferrous sulfate , folic acid, vitamin B-complex and vitamin C FOLVIT CI Carbonyl iron, folic acid, vitamin C, vitamin B complex GASNIL Simethicone USP Paediatric Drops GATINOX Gatifloxacin GELICON Gemfibrozil GLUNOR Metformin hydrochloride GLUNOR XR Metformin hydrochloride GTN 2.6 SR Nitroglycerin HANDIRUB Chlorhexidine Gluconate & Isopropyl Alcohol solution HUNNY Glycerol & Liquid sucrose Hi-C Ascorbic Acid USP IRBES Irbesartan KETONIC Ketorolac tromethamine KILMAX Cefuroxime KYNOL Ketoprofen KYNOL D Dexketoprofen trometamol LAMIDIN Lamivudine
LAXITOL Lactitol monohydrate LIPICON Atorvastatin calcium LODIBEN Amlodipine +Benazepril LOSECTIL Omeprazole LOSECTIL DR Omeprazole LOSECTIL PFS Omeprazole LOSITA Escitalopram LUMONA Montelukast MEBIDAL Mebhydroline MECOPEN Mecobalamin METCO Metronidazole METOPA Metformin hydrochloride and Pioglitazone hydrochloride MILAM Midazolam MIXAVIT Cod liver oil with multivitamin MUPIRON Mupirocin
MYCOFIN CREAM Terbinafine hydrochloride
MYCOFIN TABLET Terbinafine
NAPROX Naproxen NEOREX Cefalexin NEORICE Rice Based ORs
NEOSALINE Sodium chloride, potassium chloride, trisodium citrate as dihydrate and anhydrous glucose
NIMODI Nimodipine NOCLOG Clopidogrel NOFICON Fenofibrate BP Capsula NORIUM Flunarizine NRG Glucose ONTIN Cetirizine ORADIN Loratadine ORADIN PLUS OSTOCAL Calcium carbonate OSTOCAL D Calcium carbonate + vitamin D3
OSTOCAL M Calcium carbonate + Magnesium + Manganese+ Boron + Zinc + Vitamin-D3 + Copper
OSTOCAL-C Calcium Lactate Gluconate INN, Calcium Carbonate USP and Ascorbic Acid (Vitamin-C)
PANORAL Pantoprazole PARLOX Sparfloxacin PEPTIL-H Ranitidine PEROSA Permethrin 5% (w/w) creame

PRIOCIN Erythromycin PRIOVIT Vit.A + Vit.E + Vit.C PROACTIN Cyproheptadine [email protected] parisii [email protected] hacker QUINOX Ciprofloxacin Quinox DS Ciprofloxacin Quinox XR 1000 Ciprofloxacin REOMEN Clomiphene citrate RESTOL Bromazepam RIDON Domperidone ROXIM Cefixime SALOMAX Salbutamol 100 mcg SENSIT Flupentixol dihydrochloride and melitracen hydrochloride SENTIX Flupentixol dihydrochloride SIDOPIN Amlodipine SIDOPLUS Amlodipine + Atenolol SK-CEF Cephradine SK-FLU Oseltamivir Phosphate SK-MOX Amoxicillin SOFTI Zinc and castor oil SOLBION Vitamin B1, B6 & B12
SOLVITONE Vitamin B-complex SOMINEX Eszopiclone STARIN Cefpodoxime proxetil STOMA Aluminium hydrox. + Magnesium hydrox. SULIDAC Sulindac TAMEN Paracetamol TAMEN-X Paracetamol and Caffeine TELABID Trifluoperazine +Isopropamide TELAZINE Trifluoperazine TIMOTHY Tiemonium methylsulfate film coated tablet / syrup / injection TOPERIN Tolperisone hydrochloride TOPRESS Metoprolol tartrate TOTI Ketotifen fumarate TOZA Nitazoxanide TRIJECT Ceftriaxone sodium injection TUFFOX Aceclofenac TUFNIL Tolfenamic acid TULAC Lactulose oral solution TUMY Calcium carbonate

URITOL Tolterodine tartrate UROKIT Potassium citrate UROSIN Tamsulosin hydrochloride VEDILOL Carvedilol BP Coated Tablet VERON Mebeverine HCl VINCET Vinpocetine VIROXI Aciclovir VITRUM GOLD Multivitamin and multimineral Supplement VITRUM SILVER Multivitamins and Multimineralsl VOLMAX Diclofenac sodium XENOXIN Levofloxacin XENTHOL 30 Methyl salicylate 30% & Menthol 8% cream XINC Zinc sulfate XINC B Zinc and vitamin B complex ZATRAL Alfuzosine hydrochloride ZEEFOL Iron+Folic acid+Zinc ZEEFOL-CI Carbonyl iron, folic acid and zinc ZILVIT Zinc,carbonyl iron, folic acid, vitamin B complex and vitamin C ZITHROX Azithromycin dihydrate ZOFRA ODT Ondansetron
Warehouse : GenericDate :21.06.2010
Instructor : Shujib Biswas, Warehous Officer.
Key Service Benefits Of Warehouse :
Compliance
Fit for purpose facilitiesWritten Standard Operating ProceduresWarehouse personnel are trained in GWP Matters (hygiene, Protective clothing,handling Of Goods, computersystems And Preventativemaintenance Interface and computer systems validation
Increase productivity and efficiency
With an outsourced warehouse, we let you focus on your core business activities and reduce or eliminate your capital investment in non-core areas such as equipment and facilities.
Certainty and reliability
With a proven track record and an impressive customer portfolio, we will work to defined service levels to improve your entire supply chain.
Fast, accurate, detailed
A professional and progressive company, with the added partner resources of POD, Couriers Please, Star Track, Toll, Australia Post, Jet Express and more.
A complete, integrated solution
Supply chain management, leading edge technology and the most comprehensive distribution network available.
Responsive
Dedicated support personnel and regular service reviews ensure that our services continue to provide the best solution for your business needs. We’ll adapt as you grow.
Materials that are stored :
Raw materials ( RM )Packaging materials ( PM )Finished goods ( FG )
Functions :
1.Receiving Raw Materials : Receiving raw materials from approved source according to SOP.2. Storing Materials : Storing raw materials, finished goods and packaging materials.3. Dispensing : Dispensing raw materials, distributing packaging materials and loading finished products to the booth for marketing.
Central warehouse : warehouse-1 and warehouse-2
Source of RM :
Remo – Big Source Ganashasthya and Square Pharmaceuticals.
Dealing Documents :Receiving Record :Receiving Record No.Materials Name Batch No.Manufacturer SupplierQuantity Remarks BMR request form Manufacturing Order Finished Order
Central Warehouse : Unit- 01
Temperature : CRT ( 15-25 degree celcius )
Observation :
1.Sampling Booth : In Which sampling of raw materials is done.The following raw materials are available that were observed…Active :161Excipients : 160
2.Narcotic Station :
Stored according to govt. Regulations. The drugs that are stored in narcotic station are very much potent CNS stimulant and sometimes called controlled drugs.Stored in a locking system.Example : Dexpoten , Clonazepam, Pseudoephedrin ( Max. 3000 kg every year )
3. Capsule shell storing ( RH – 25-65% )Raw Materials Room Ext – 01: Active materials at CRT condition Raw Materials Room Ext – 02: Active materials at CRT condition Raw Materials Room Ext – 03: Active materials at CRT condition
4. Packing Materials Ext-01 : Bottle label Leaflet Zinc syrup Dexpoten
5. Packaging Material Ext-02 :
Cap Storing -22, 25, 28 Color : White , Blue, Gold, BrownPet bottle
Central Warehouse : Unit -02
Temperature : Ambient ( below 40 degree celcius )Observation :Maximum-Minimum thermometer
Log book Cold room Temperature range : 2-8 degree celcius.Observed temperature : 5 degree celcius.Stored materials : Na frusitate, Benzyl alcohol, Injectables.
Cool roomTemperature range : 8-15 degree celcius.Observed temperature : 12 degree celcius.Stored Materials : Omeprazol E.C Pellates, Mg powder, Flavor’s, orange flavor powder, Essence, etc.
Shelf blockContains : Glass bottle, Plastic bottle, Raw materials that are not degraded in ambient conditions.
Solvent Room ( SR ) :
Temperature : AmbientStored Solvent :Methanol , Ethanol, Nitric Acid, HCl, isopropile alcohol, carbon tetrachloride, etc.
Miscellaneous bottle Stored -1 :Bottle ( Bengal bottle from Hindustan )EGC shell Room.
Warehouse : Cepha Block21.06.2010
Entering the Cepha block :
Instructor : Nazir , Warehouse Officer , Cepha block
Cephalosporine Collection :Active materials : Various generations of cephalosporinExcipients :Methyl hydroxy benzoatePropylene glycolArocef – 500Etc
Cold room Temperature range : 2-8 degree celcius.Observed temperature : 5 degree celcius.Stored materials : Benzyl alcohol, Injectables.
Cool roomTemperature range : 8-15 degree celcius.Observed temperature : 12 degree celcius.Stored Materials : Cefradin with l-Arginine, Flavor’s, orange flavor powder, Essence, etc. Room – 2003 :Flip off Seal. Eg- Triject 500Cap Color : Golden, Pink, Sky.Cap Size : 22, 25, 26, 28Bottle Size : 70, 75, 100 ml
Shoe Cover Aprone Head Mask Handirub spray
Room – 2005 :Engineering work shop : Change Part.
Room -2007 :Master Carton size : 48-130Syringe disposable Master Carton specifications : Tablet, Capsule, PFS, Injections.
Room – 2008 :Vial : 7.5, 15, 30 mlRubber Stopper – Blue colorFlip off sealCarton Leaflet
Room – 2013 :Simplification : Finished Goods ( FG )Eg : SK-Cef ( Cefixim 500mg )Master Carton : 24*100Shelf-Life : PFS -2 years, Injectable-3 years.
Room- 2125 :Simplifications : Buffer RoomUtilization : Mainly for finished goods delivery.
Room – 2126 :Simplifications : Waste disposal roomUtilization : For storing waste products with waste packaging materials
Production : Solid Dosage FormUnit : Manufacturing Unit – 02Date : 02.02.2010
Entering Procedure :
Instructor : Ishtiaq Ahmed, Asst. Manager, MU – 2
Wet granulation :Wet granulation is a process of using a liquid binder to lightly agglomerate the powder mixture. The amount of liquid has to be properly controlled, as over-wetting will cause the granules to be too hard and under-wetting will cause them to be too soft and friable. Aqueous solutions have the advantage of being safer to deal with than solvent-based systems.
Officers Chage Room
Shoe cover
Aprone and Head masking
Handirub Spraying
Procedure
Step 1: The active ingredient and excipients are weighed and mixed.Step 2: The wet granulate is prepared by adding the liquid binder–adhesive to the powder blend and mixing thoroughly. Examples of binders/adhesives include aqueous preparations of cornstarch, natural gums such as acacia, cellulose derivatives such as methyl cellulose, gelatin, and povidone.
Step 3: Screening the damp mass through a mesh to form pellets or granules.
Step 4: Drying the granulation. A conventional tray-dryer or fluid-bed dryer are most commonly used.
Step 5: After the granules are dried, they are passed through a screen of smaller size than the one used for the wet mass to create granules of uniform size.
Low shear wet granulation processes use very simple mixing equipment, and can take a considerable time to achieve a uniformly mixed state. High shear wet granulation processes use equipment that mixes the powder and liquid at a very fast rate, and thus speeds up the manufacturing process. Fluid bed granulation is a multiple-step wet granulation process performed in the same vessel to pre-heat, granulate, and dry the powders. It is used because it allows close control of the granulation process.
Dry granulation :
Dry granulation processes create granules by light compaction of the powder blend under low pressures. The compacts so-formed are broken up gently to produce granules (agglomerates). This process is often used when the product to be granulated is sensitive to moisture and heat. Dry granulation can be conducted on a tablet press using slugging tooling or on a roll press called a roller compactor. Dry granulation equipment offers a wide range of pressures to attain proper densification and granule formation. Dry granulation is simpler than wet granulation, therefore the cost is reduced. However, dry granulation often produces a higher percentage of fine granules, which can compromise the quality or create yield problems for the tablet. Dry granulation requires drugs or excipients with cohesive properties, and a 'dry binder' may need to be added to the formulation to facilitate the formation of granules.
Direct Compression :
The term “direct compression” is defined as the process by which tablets are compressed directly from powder mixture of API and suitable excipients. No pretreatment of the powder blend by wet or dry granulation procedure is required.
The events that motivates the industry people to use direct compression technique
I.Commercial availability of the directly compressible excipients possessing both good compressibility and good flowability.
SorbitolFor example, Spray dried lactose, Anhydrous lactose, Starch-1500, microcrystalline cellulose, Di-Pac

II. Major advances in tablet compression machinery,i) Improved positive die feedingii) Precompression of powder blend
Merits
i)Direct compression is more efficient and economical process as compared to other processes, because it involves only dry blending and compaction of API and necessary excipients.
ii)The most important advantage of direct compression is economical process.Reduced processing time, reduced labor costs, fewer manufacturing steps, and less number of equipments are required, less process validation, reduced consumption of power.
iii)Elimination of heat and moisture, thus increasing not only the stability but also the suitability of the process for thermolabile and moisture sensitive API’s.
iv)Particle size uniformity.v)Prime particle dissolution.
In case of directly compressed tablets after disintegration, each primary drug particle is liberated. While in the case of tablets prepared by compression of granules, small drug particles with a larger surface area adhere together into larger agglomerates; thus decreasing the surface area available for dissolution.
vi)The chances of batch-to-batch variation are negligible, because the unit operations required for manufacturing processes is fewer.
vii)Chemical stability problems for API and excipient would be avoided.viii)Provides stability against the effect of aging which affects the dissolution rates.
Merits over wet granulation process
The variables faced in the processing of the granules can lead to significant tableting problems. Properties of granules formed can be affected by viscosity of granulating solution, the rate of addition of granulating solution, type of mixer used and duration of mixing, method and rate of dry and wet blending. The above variables can change the density and the particle size of the resulting granules and may have a major influence on fill weight and compaction qualities. Drying can lead to unblending as soluble API migrates to the surface of the drying granules.
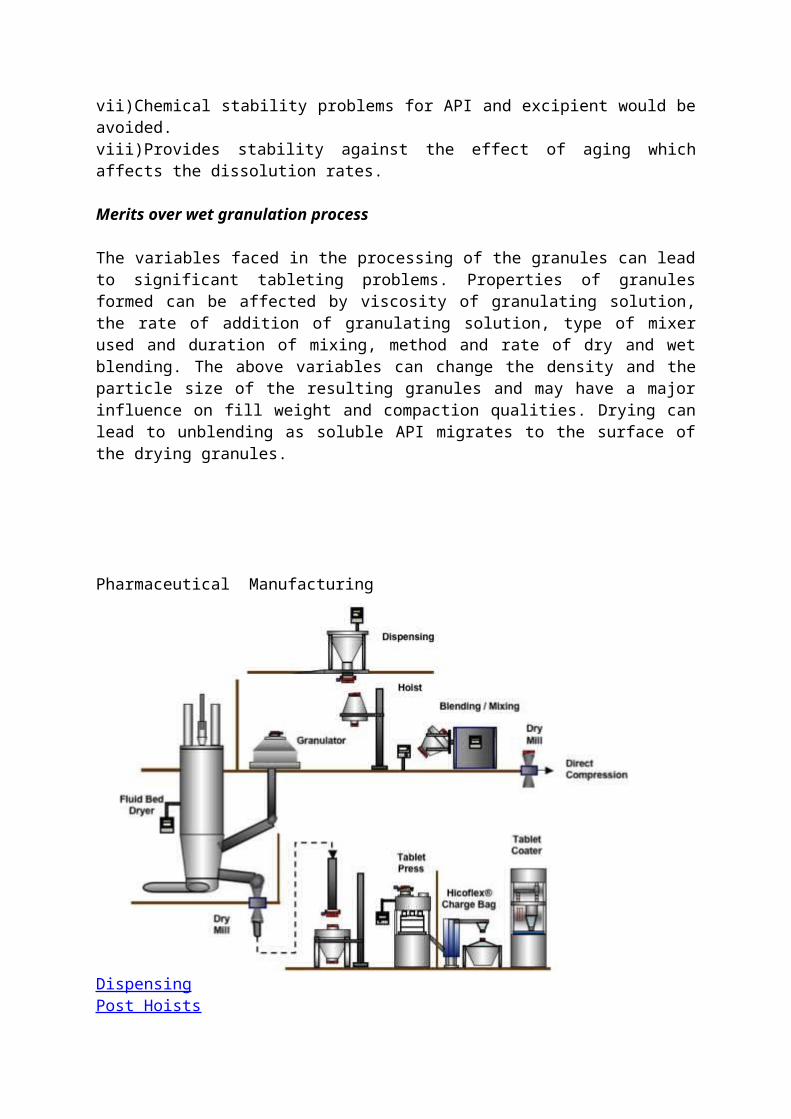
Pharmaceutical Manufacturing
Dispensing Post Hoists Blending Granulation & Drying Tablet Compression Containment Interfaces (Hicoflex®) Tablet Coating
Room : P- 23Specifications : Wash Bay -2Pressure Difference : 10-30 pas ( between corridor and room )Instrument and materials :Document
IPA for CleaningVim ( detergent )Jet
SalineClotechDetolGlass cleaner
Tablet coating
Many tablets today are coated after being pressed. Although sugar-coating was popular in the past, the process has many drawbacks. Modern tablet coatings are polymer and polysaccharide based, with plasticizers and pigments included. Tablet coatings must be stable and strong enough to survive the handling of the tablet, must not make tablets stick together during the coating process, and must follow the fine contours of embossed characters or logos on tablets. Coatings are necessary for tablets that have an unpleasant taste, and a smoother finish makes large tablets easier to swallow. Tablet coatings are also useful to extend the shelf-life of components that are sensitive to moisture or oxidation. Opaque materials like titanium dioxide can protect light-sensitive actives from photodegradation[citation needed]. Special coatings (for example with pearlescent effects) can enhance brand recognition.
If the active ingredient of a tablet is sensitive to acid, or is irritant to the stomach lining, an enteric coating can be used, which is resistant to stomach acid, and dissolves in the less acidic area of the intestines. Enteric coatings are also used for medicines that can be negatively affected by taking a long time to reach the small intestine, where they are absorbed. Coatings are often chosen to control the rate of dissolution of the drug in the gastrointestinal tract. Some drugs will be absorbed better at different points in the digestive system. If the highest percentage of absorption of a drug takes place in the stomach, a coating that dissolves quickly and easily in acid will be selected. If the rate of absorption is best in the large intestine or colon, then a coating that is acid resistant and dissolves slowly would be used to ensure it reached that point before dispersing. The area of the gastrointestinal tract with the best absorption for any particular drug is usually determined by clinical trials.
Room : P- 22Specifications : Coating -2Pressure Difference : 10-30 pas ( between corridor and room )Instrument and materials :
GS Coater: Origin : ItalyId : T-04-013-001Capacity : 350 kg max.( 450 Lt )Inlet air flow : 50 pasPan negative pressure : -1 psigPan rpm : 13Operation : Dried Fe. Sulfate TR pelletsTypes of coating : Sustained release, Enteric coating, Wax coating.Spray nozzle : 04
Pressure Pump Eudragit L-30, B-55
Room P-21Specifications : Seiving RoomPressure Difference : 10-30 pas ( between corridor and room )Instrument and materials :
Vibratory sifter-06Id : T-04-072-006Mesh : 40/60 ( shamsur rahman )Operation : pellets powder sieving
Room P-18Specifications : Oven-01Pressure Difference : 10-30 pas ( between corridor and room )Instrument and materials :
22/36 PelletesNon perile seeds ( NPS )
Ingredients : Sucrose BP, Maize starch, Lactose BP, Povidon, etc.Steam heated Oven
Id : T-04-025-002Origin : Indo GermanTemperature Range : 50-100 degree celcius
Room P-17Specifications : Centrifugal Fluidized CoaterPressure Difference : 10-30 pas ( between corridor and room )Instrument and materials :
CF Coater :Id : T-04-013-002RPM : 100Capacity : 35 kgCoating time : Product dependent, around 1 hr.Volt : 400
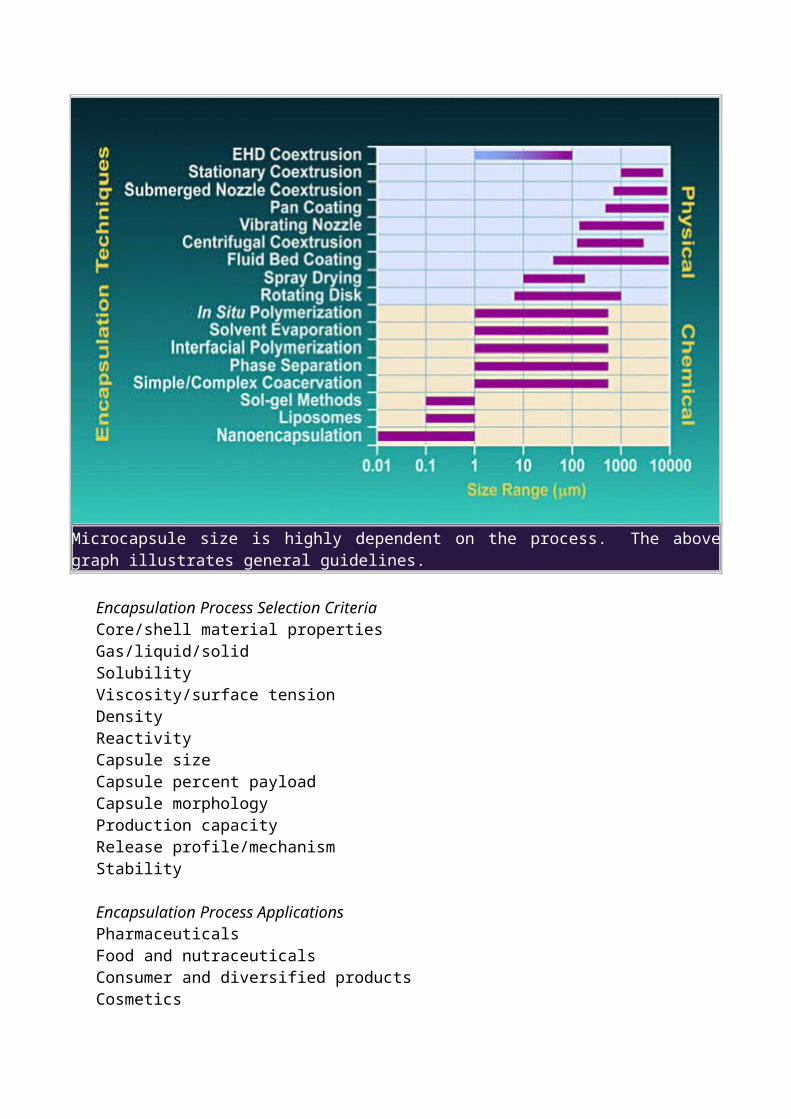
Encapsulation Process :
When selecting the appropriate encapsulation process to meet customer objectives, Southwest Research Institute (SwRI) scientists, with collaborative support from clients, evaluate and balance a variety of performance and formulation criteria.
Microcapsule size is highly dependent on the process. The above graph illustrates general guidelines.
Encapsulation Process Selection CriteriaCore/shell material propertiesGas/liquid/solidSolubilityViscosity/surface tensionDensity

ReactivityCapsule sizeCapsule percent payloadCapsule morphologyProduction capacityRelease profile/mechanismStability
Encapsulation Process ApplicationsPharmaceuticalsFood and nutraceuticalsConsumer and diversified productsCosmeticsAgricultural and Industrial
Room P-12
Specifications : EncapsulationPressure Difference : 10-30 pas ( between corridor and room )Instrument and materials :
Automatic Capsule filling Machine :Brand : SejongOrigin : KoreaId : T-04-027-001Volume : 20 mg ( in operation )Product : Losectil pellets ( omeprazole ) during operation.Output : 1000 capsule / min.Capacity : 800-1000 capsuleRpm : 70Process : ………………………..
Room P-13Specifications : CompressionPressure Diference : 10-30 pas ( between corridor and room )Instrument and materials :
Rotary Tablet press Machine :Brand : SejongOrigin : KoreaId : T-04-016-001Model : MRC- 37DHopper : 02Capacity : 5 lac /hr ( 105 rpm )Outlet : 02
Room P-14
Specifications : Oven -02Pressure Difference : 10-30 pas ( between corridor and room )Instrument and materials :Steam heated Oven

Id : T-04-025-002Origin : Indo GermanTemperature Range : 50-100 degree celcius
Room P-11
Specifications : Clean StorePressure Difference : 10-30 pas ( between corridor and room )Instrument and materials :
Peppermint oilSieveContainerDrum
Room P-09
Specifications : IBS ( Intermediate bulk store )Pressure Difference : 10-30 pas ( between corridor and room )Instrument and materials :
Container NPS : Fe sulfate, diclofenac , ascorbic acid, folic acidTablet : Tamen, Alben-DS, Solbion
Room P-10
Specifications : Wash bayPressure Difference : 10-30 pas ( between corridor and room )Instrument and materials :
Various types machine washing
Room P-08
Specifications : IBS-1 ( Intermediate bulk store )Pressure Difference : 10-30 pas ( between corridor and room )Instrument and materials :Container NPS : Fe sulfate, diclofenac , ascorbic acid, folic acidTablet : Tamen, Alben-DS, Solbion, etc.
Room P-01
Specifications : FBCPressure Difference : 10-30 pas ( between corridor and room )Instrument and materials :
Fluidized Bed CoaterId : T-04-013-003Coating : Pelletes ( in operation )Operation : Coating and Drying concomitantly.
Peristaltic Pump
Specificity : For solution coatingId : T-04-061-003
Room P-02
Specifications : GranulationPressure Difference : 10-30 pas ( between corridor and room )Instrument and materials :
High Speed MixerId : T-04-036-001
Fluid Bed DryerId : T-04-031-001
Room P-03
Specifications : Coating -1Pressure Difference : 10-30 pas ( between corridor and room )Instrument and materials :
Nicomac Coating SystemBrand : NicomacId : T-04-013-004Operation : All types of coating.Capacity : 450 kg.
Room P-05
Specifications : Blending -01Pressure Difference : 10-30 pas ( between corridor and room )Instrument and materials :
Room P-06
Specifications : Blending -2Pressure Difference : 10-30 pas ( between corridor and room )Instrument and materials :
Gansons Multimill ( 1000 L )Double Cone BlenderNicomac Coating system ( 500 L )
Room : Pellets SectionExtruder-35Spheronizer – 500
Room : Dispensing Bulk StoreLog BookElectronic balance
Department : Quality ControlSite : Generic PortionStarting Date : 22 June, 2010
Ending Date : 24 June, 2010
Instructor : Kazi Mohammad Rafiqul Islam Sr. Officer , Analytical developmet.
Briefing ;
Assurance: The act of giving confidence, the state of being certain or the act of making certain.Quality assurance: The planned and systematic activities implemented in a quality system so that quality requirements for a product or service will be fulfilled.Control: An evaluation to indicate needed corrective responses; the act of guiding a process in which variability is attributable to a constant system of chance causes.Quality control: The observation techniques and activities used to fulfill requirements for quality.
GMP Quality Assurance and Compliance Procedures
How to Write Standard Operating Procedure All Documents - Classification, Definition and Approval Matrix GMP Quality Documentation Management and Change Control Documentation Rule for GMP Documents GMP Quality Documentation - Control, Tracking and Distribution Preparation, Maintenance and Change Control of Master Documents Pharmaceutical Deviation Report System Shelf Life of Product Vendor Selection and Evaluation Procedure Vendor Certification Procedure Pharmaceutical Product Complaint Procedure Annual Product Review Manufacturing Rework Procedure Responsibility of Authorized Person Procedure for Product Identification and Traceability GMP Audit Procedures Example of Checklist for Batch Documentation Evaluation of Batch Documentation and Release for Sale GMP Training Procedure How to Write GMP Training Materials House Keeping Audit Procedure Management and Control of Contract Work Criteria for Sourcing of Raw Materials, Critical Packaging Components and Imported Finished Goods Quality Concern Investigation Process
Analysis that are done :Raw materials analysisFinished products analysisStability analysis
Equipments :Exclusive

Non exclusive
From warehouse to QC :Commercial requisition Materials in warehousePreparing receiving record Sending it to QC Sampling completion Analysis in QC lab Passed Bill Paying to Manufacturer.
Analysis of Sample :Physical Parameters
Appearance Odor
IdentificationFTIRHPLCUV spectrophotometerGas ChromatographyHPTLCAAS
Potency test ( Assay )Water content determination
Dried basis ( LOD )Anhydrous basis ( KFT )
Impurity test
Potency Expression :As dried basis ( depending on LOD )As anhydrous basis ( depending on KFT ) As it is
Simple Calculation :
AB/DB = ( As it is *100 ) / (100-LOD/AB )
Stability Study :
Stability Chambers, Stability Rooms, and Environmental Chambers by Parameter Generation & Control.
Parameter Generation & Control (PGC) specializes in humidity control chambers and environmental chambers by providing precise relative humidity and temperature control with walk-in rooms, reach-in chambers, and relative humidity generators to serve existing structures. Precise humidity control systems are our specialty.
Our products include:
Stability chambers and stability rooms for the pharmaceutical industry that exceed ICH guidelines in regards to temperature and relative humidity control.Temperature humidity chambers and temperature/relative humidity generating units for mini-environments within the Semiconductor industry.
TAPPI rooms for the paper industry.
Environmental test chambers for temperature and relative humidity calibration utilizing chilled mirror technology.
Environmental chambers and environmental rooms for stress testing of products within various industries.
Relative humidity calibrations chambers to the Metrology industry for relative humidity and temperature sensor calibration.
WHO guideline :
25 degree celcius 60 % Relative Humidity ( Long Term-1 year, UK )30 degree celcius 70 % Relative Humidity ( Long Term-1 year, Asia )
40 degree celcius 75 % Relative Humidity ( Stress Condition-6 months ) ICS ( International Conference of Harmonization ) guideline :
Grade – AGrade – BGrade – C
Grade – D
Observation :
Room : Central QC labInstruments :
Dissolution Tester-1 :
Id : T-07-029-001Brand : Logan Instrument Corp.Origin :UKCriteria :
8 Container 8 PaddleHeaterMotorRPM : Adjusted ( Approx. 50 )
Dissolution Tester -2 :
Id : T-07-029-002Brand : ErwekaOrigin :GermanyCriteria :
8 Container 8 PaddleHeaterMotor
Product : Feofol pellets ( in operation )Media : USP buffer.Volume : 500 mlRPM : 50Temp. : 37 dc
De Ionization Water Plant :Id : T-07-105-001Brand : Barnstead Origin : USACriteria :
Water ContainerFiltering chamber
Ball Valve :
HPLC :Id : T-07-040-005Brand : ShimadzuOrigin : Kyoto, JapanVolt : 220-240Freq. : 50-60 HzTotal quantity in lab : 05Criteria :
ReservoirPumpAutomatic sample injection portSophisticated columnDetectorController unitSupporting unit :
DegasserColumn ovenSoftware
UV- Specttrometry :
Atomic Absorption SpectroscopyCriteria :
Oxiacetylene Flame : 3000 dcPressure : 7 barOperational wavelength : 589 nm
Simple View of Sampling Procedure :
Preparing RR Checking for quarantined Inspection For broken or torned If exposed in environment No need for sampling If not exposed in environment Sampling done. Materials in Sampling booth Appropriate Apparatus and hand masking Excipients sampling If bellow or equal 3 then all should be sampled If 3-100 then root over n+1 If Greater than 100 then 11 should be sampled Active ingredients Each bag should be Sampled.
Room : R-3Instruments :Laminar Air Flow ( LAF ) / Fume hood operator
Id : T-07-117-001Desk of LAF :
Base alkali Sauer : Basic SubstancesAcidos acid Sauer : Acidic Substances
Muffle Furnance
Id : T-07-058-001Brand : NaberthermTemperature Range : 30-3000 dc
Atomic Absorption Spectrophotometer ( AAS )Id : T-07-005-001Brand : ShimadzuOrigin : Japan
Automated Melting Point System :Brand : OptimeltCapacity : max. 350 dc
Refractometer :Brand : Bellinghum and Stanley
TOC Analyzer :Id : T-17-086-001Brand : ShimadzuOrigin : JapanVolt : 220-240VA : max.1200
Potentiometer :Id : T-07-085-002Brand : MetrohmOrigin : Switzerland
Contains :TitrantSample SolutionStirrerTitrando ( 0.1 M EDTA, 0.1M KOH etc. )
Karl Fisher Titration :Id : T-07-109-001Brand : MetrohmOrigin : Switzerland
Electric balance :
Id : T-07-006-003Brand : SartoriousCapacity : Upto 220 gm
Vacuum Pump V-700
Brand : Buchi Origin : Switzerland
Volt : 100-240 VAcFreq. : 50-60 HzPower : 210 w
Vacuum Controller V-850
Brand : Buchi Origin : Switzerland
Volt : 30 VDcFreq. : 50-60 HzPower : 10 w
Heating bath B-491
Brand : Buchi Origin : Switzerland
Volt : 220-240 VAcFreq. : 50-60 HzPower : 1700 w
Distillation Chiller B- 741 Brand : Buchi
Origin : SwitzerlandTemperature range : +10 dcRefrigerant : 280 Volt : 220-240 VAcFreq. : 50-60 Hz
Tecator Digester :
Brand : Foss Origin : Switzerland
Tecator Scrubber
Brand : Foss Origin : Switzerland
Freq. : 50-60 HzVolt : 100-240Pressure : 50w
Foss Water :
Brand : Kjeltech-2100Origin : Switzerland
Room : R-02
Instruments and materials :
Retention Sample of raw materialsSmall Chamber : 28Large Chamber : 28Very large Chamber : 32
P.P CapLifletPellatesShipper labelBottle labelPlastic ContainerAlu Alu tubeMeasuring CupPhysicians sampleDropper / SpoonsCarton
Test Sieve :
Mesh Size : 20, 24, 12, 250, 28, 60, 25100, 325, 300, 200, 35, 325 100 mesh size ………………….150 Micron20 mesh size …………………..850 Micron60 mesh size …………………..250 Micron24 mesh size …………………..710 Micron12 mesh size …………………..1.40 Micron250 mesh size …………………63 Micron28 mesh size …………………..600 Micron35 mesh size …………………..425 Micron200 mesh size …………………75 Micron
RM Register Book
Hardness Tester HDT – 300Room : Wash Bay Glass wearEye WasherWater bath ( Above 100 dc )Glass Wear drying oven
Id : T-07-025-003Measuring cylinder
Room : R-01Instruments :
Ultrasonic Bath :Id : T-07-075-002Origin : Switzerland
Inhalar Equipment :Brand : Erweka Origin : Germany
Centrifuge 5702 :Id : T-07-043-002Brand : EppendorfOrigin : Germany
Refrigerator
Tap- Ds :
Tap density testerBrand : LoganOrigin : UK
LOD Oven :
Id : T-07-025-004Brand : MemmartOrigin :Temperature : 105-110 dcOperation time : 14.49 hr
Vacuum Oven :
Id : T-07-025-005Brand : MemmartOrigin :Temperature : 60-62 dcOperation time : 15.46 hr
Department : QCRoom : Packaging Materials
Instructor : Sabina
Checking of Packaging Materials :Design of MaterialsPrinting of MaterialsSupplierReceiving RecordSending RR to QCSampling Analysis in QC lab
Observation of Packaging Materials :
Paper :Art Card eg- OradinFinish BoardUV laminated glossy. eg- BonflexUV laminated mat . eg- AmbotonChromolax. Eg- AlbenOffset : Generally lifletArt Paper : usually for labeling.
Metal :Wat : Cork + Aluminium + Polythin Alu- Foil : Aluminium + PolythinCap : AluminiumTube : AluminiuBlister : Blister. Eg- Tamen
Test of Metal :Wat : 5M NaOH 8 hrAlu – foil : 5M NaOH 8 hrCap : 12.5 % Cu-sulfate 8hrTube : 12.5 % Cu-sulfate 8hrScotch tep testAcetone cotton for thickness test
Amber glass :Considerations :
HeightDiameterColor heightExtra neck diameterAppearance
Ampoul :
Clean Ampoule :Generally PrintedType-1 Glass for preventing any sort of leachingTest : Heating at 90ºC +Titration with 0.2 N sulfuric acid
Amber Ampule :Printed Non printedTest : Heating at 90ºC +Titration with 0.2 N sulfuric acid
Plastic :Handerub bottleTest : Normal Water pouring test.
Sampling Booth :
Instructor : Tajul , QC Officer, Generic block
Period of Sampling :
=
Department : Quality ControlSub- Department : MicrobiologyDate :27.06.2010
Instructor : Sanowar, Microbiologist, Generic blockInstructs on :
Types of water :Portable waterSoft waterPurified waterWFISterile WFI
RR QC Data Entry
Log BookRR send to warehouse Sampling

Injectable Analysis :
Endotoxin test :
An endotoxin assay utilizing Limulus lysate (LAL) and a chromogenic peptide substrate is described. The assay of picograms of a compound, present in significant quantities almost everywhere, is obviously associated with a serious risk of contamination. Measures to avoid and detect contamination have been considered. When a quantitative assay like the present one is used, the inhibitory effects of samples analyzed are obvious and also possible to quantify. Methods to avoid such inhibitory effects have been studied and the simplest procedure seems to be dilution with endotoxin-free water, in some cases also combined with heat treatment (75 degrees C for 5 min).
Particulate matter test
Sterility test :
A sensitive sterility testing procedure for the detection of microbial contamination in petrolatum-based ointments is described. The method involves dissolving the ointment in filter-sterilized isopropyl myristate and filtering through a membrane filter. Improved sensitivity is obtained by blending the membrane in Trypticase Soy Broth before incubation. Filter-sterilized isopropyl myristate is shown to be less toxic to microorganisms than heat-sterilized isopropyl myristate. The isopropyl myristate method is more sensitive than the polyethylene glycol-ether method for the detection of microbial contamination.
Environmental Monitoring :
Grade – AGrade – BGrade – CGrade – D
Cleaning Validation :Microbial removalResidual removal
Limit test :Bacterial countFungal count
LAL Test :
The sensitivity of Limulus amebocyte lysate (LAL) to LAL-reactive glucans (LRGs) and lipid A was tested by using commercially available and experimentally formulated LAL reagents. The glucans included two kinds of beta-(1,3)-D-glucans, laminarin and curdlan, and cellulosic material, LAL-reactive material (LAL-RM), extracted from a hollow-fiber (Cuprophan) hemodialyzer. LAL-RM loses its LAL activity when it is digested with cellulase and thus appears to be a beta-(1,4)-D-glucan or a mixed glucan containing a substantial proportion of beta-(1,4) linkages. All LAL reagents tested were at least 1,000-fold more sensitive to endotoxin than to LRGs. The presence of the surfactant Zwittergent was shown to interfere
with reactivity to LRGs; LAL reagents without added Zwittergent reacted more strongly to LRGs than did the same reagents containing Zwittergent. Chloroform extraction of LAL increased the reagents' sensitivity to both endotoxin and LRGs, but it was not responsible for LRG reactivity. The addition of Zwittergent significantly reduced the sensitivity of LAL reagents to lipid A. LAL without the surfactant was equally sensitive to endotoxin and lipid A. Both curdlan and LAL-RM amplified or enhanced the LAL response to endotoxin. Kinetic turbidimetric studies demonstrated that the enhancement was dependent on the glucan concentration.
Mode of Action of endotoxin :
The pathogenetic sequence of reactions mediated by endotoxin (LPS) leading to the production of sepsis involves the oxygen radicals or reactive oxygen species, which has been evaluated in the present review. Among reactive oxygen species hydroxyl radical either singly or in combination with peroxynitrite, produces tissue damage often observed during septic injury. Inactivation of these damaging radicals by antioxidants or nitric oxide inhibitor(s) may be helpful for protecting sepsis mediated derangements but the application of these agents as drugs in humans has not been fully successful. Transcription factor NF- B is reported to be the oxygen sensor in LPS induced endotoxemia. Polyphenols, especially the catechin group of compounds, are important therapeutic agents, which may be used for the treatment of endotoxin mediated sepsis. Observation of Microbiology Lab :BalanceSpecific Culture MediaFungal Culture MediaGrowth promotion testGrowth inhibiting testIncubator ( Memmert ) 16-22 dcConductometer ( Metrohm )PH meterLasir Particle measuring system ( Non viable )Air sampling Machine ( Viable )Systec V- 95 Autoclave ( Germany )Bi -septic Cabinet :For endotoxin testCulture PreparationSubculture Preparation Bio assayHVAC systemSterilizing Oven230 dc for 2 hrSometimes up to 14 days
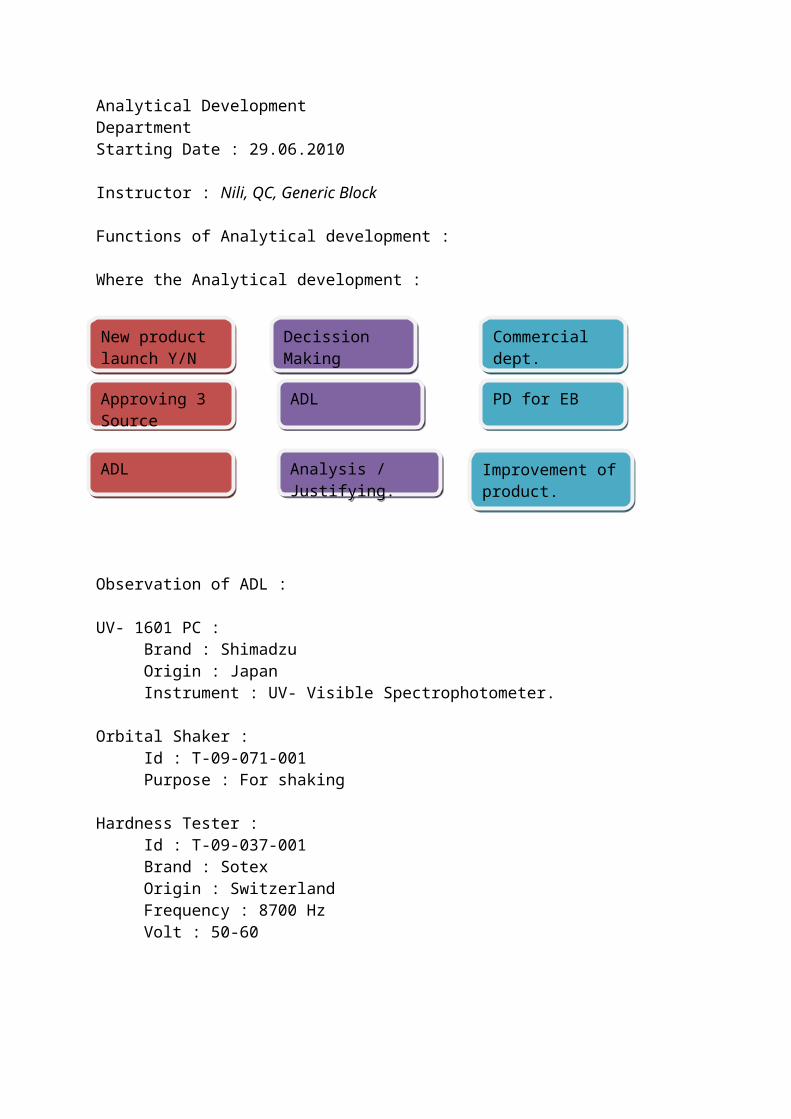
Analytical DevelopmentDepartmentStarting Date : 29.06.2010
Instructor : Nili, QC, Generic Block
Functions of Analytical development :
Where the Analytical development :
Observation of ADL :
UV- 1601 PC :Brand : ShimadzuOrigin : JapanInstrument : UV- Visible Spectrophotometer.
Orbital Shaker : Id : T-09-071-001
Purpose : For shaking
Hardness Tester :Id : T-09-037-001Brand : SotexOrigin : SwitzerlandFrequency : 8700 HzVolt : 50-60
New product launch Y/N
Decission Making Commercial dept.
Approving 3 Source
ADL PD for EB
ADL Analysis / Justifying. Improvement of product.
Dissolution Tester :Id : T-09-023-001Brand : LoganOrigin : UKPurpose : Determination of release pattern
DesiccatorsElectronic BalanceFume hoodDisintegration Tester :
Brand : ErwekaOrigin : GermanyPurpose : For determining disintegration time of tablet
Centrifuge :Brand : EppendorfOrigin : Germany.
PH Meter 827Water bath : 6 holesPower Sonic Ultrasonic bath.
For aiding in solubilization.
Vacuum Pressure Pump. Production : Liquid Dosage FormUnit : Manufacturing Unit – 01Observing Date : 30.06.2010
Instructor : Ripon Saha Roy, Deputy Production Manager, MU-01 Borun Kumar Roy, Sr. Production Pharmacist, MU-01 Jahad, Sr. Production Pharmacist, MU-01
Dispensing Booth :
RR Check :RR No.Material nameBatch No.ManufacturerSupplierQuantity, etc
Passed Check :Material nameRR No.QC Reference no.Batch no.Re-evaluation dateStorage ConditionAnalyst

Sampled Check :InitialDate
Loose Tag Check ( Sometimes ):Manufacturer nameRR no.QC reference no..
Cleaning Check :Area/ Machine/ Others
Types of CleaningPrevious ProductCleaned byChecked by
Liquid Compounding -01Unit : 01Instruments :
Compounding Vessel ( 1000 L )Holding Vessel (1000 L )Bin ( 50,100 L )HomogenezerLog BookBMR ( Bach Manufacturing Record )Stirrer
Bottle Deboxing Room
BottleAutomatic Bottle Washing and Filling Machine :Brand : KomatechOrigin : KoreaWashing : RW, PW, Air DryingRPM : Around 40Washing holder : 28Filling Nozle : 04 ( 15 ml released / nozzle )Capping stick : 24Checking unitConveyer : 1Wheel : 4 Piece
Automatic bottle Labeling Machine :RPM : Around 40Label with gumLabeling wheel : 01
Liquid Compounding -01Unit : 02
Instruments :
Steam Jacketed Mixing Vessel :Capacity : 1000 LBrand : LocalOrigin : BangladeshSteam line Pressure : 0-14 kg / scmTypes of Operation : Syrup, Oral SolutionProduct in-line Point
Holding Vessel - 02 :Capacity : 3600 LBrand : LocalOrigin : Bangladesh
Homogeniger – 02
Tolley :Capacity : 1000 kg
Filter Press :Brand : Indo GarmanOrigin : IndiaCapacity : 8*6
Basic Operational View in Liquid Compounding – 1 :
Steam jacketed mixing tank
Storage Tank
Filter Press
Compounding vessel in unit-1
Holding Vessel in unit -1
To filling machine nozzle
Bottle Washing & Filling
Labeling Packaging

Liquid Compounding -02
Instruments :
Steam Jacketed Mixing Tank :
Capacity : 3750 LBrand : Water Town Pharmaceutical Equipment CompanyOrigin : ChinaPressure : 0-0.6 MpaTypes of Operation : Syrup, Oral SolutionVolume Indicator PointProduct in-line PointSpray ballVen filter
Storage Tank :Capacity : 3200 LBrand : LocalOrigin : Bangladesh
Pump : ( 4 Pieces )
Automatic Bottle Washing Machine :Brand : Yoo SungOrigin : KoreaRpm : Around 40
Automatic liquid filling Machine :Brand : StrunckOrigin : GermanyHolder : 24Holder in Wheel : 06Rpm : Around 40Filling Nozle : 3 ( 5 ml / Operation )
Labelling and printing Machine :Brand : AmbicaOrigin : IndiaRPM : Around 40Label with gumLabeling wheel : 01

Basic Operational View in Liquid Compounding – 2 :
Liquid Compounding -03
Instruments :
External cleaning Machine :
Rpm : 60-180Cleaning by : Normal WaterBottle specifications : 50-500 ml
Automatic Ultrasonic Bottle washing Machine :Origin : China SunHolding capacity : 1800Rpm : 40Washing Stage : Potable water Purified water Compressed Air
Holding / class : 16
Filling and Cap sealing :Origin : China sun
Steam jacketed mixing tank
Storage Tank
Filter Press
To filling Nozle by pump
Output from Filling nozle
Bottle Washing & Filling
Labeling Packaging
Nozle : 15 ( 100 ml / nozzle )Cap filling holder : 10Cap sealing : 83 Bottle / minRpm : Around : 85
Bottle labeling and packaging unit :Origin : China SunRpm : 60-150
Steam Jacketed Mixing Tank :
Capacity : 3750 LBrand : Water Town Pharmaceutical Equipment CompanyOrigin : ChinaPressure : 0-0.6 MpaTypes of Operation : Syrup, Oral SolutionVolume Indicator PointProduct in-line PointSpray ballVen filter
Storage Tank :Capacity : 3200 LBrand : LocalOrigin : Bangladesh
Pump : ( 4 Pieces )
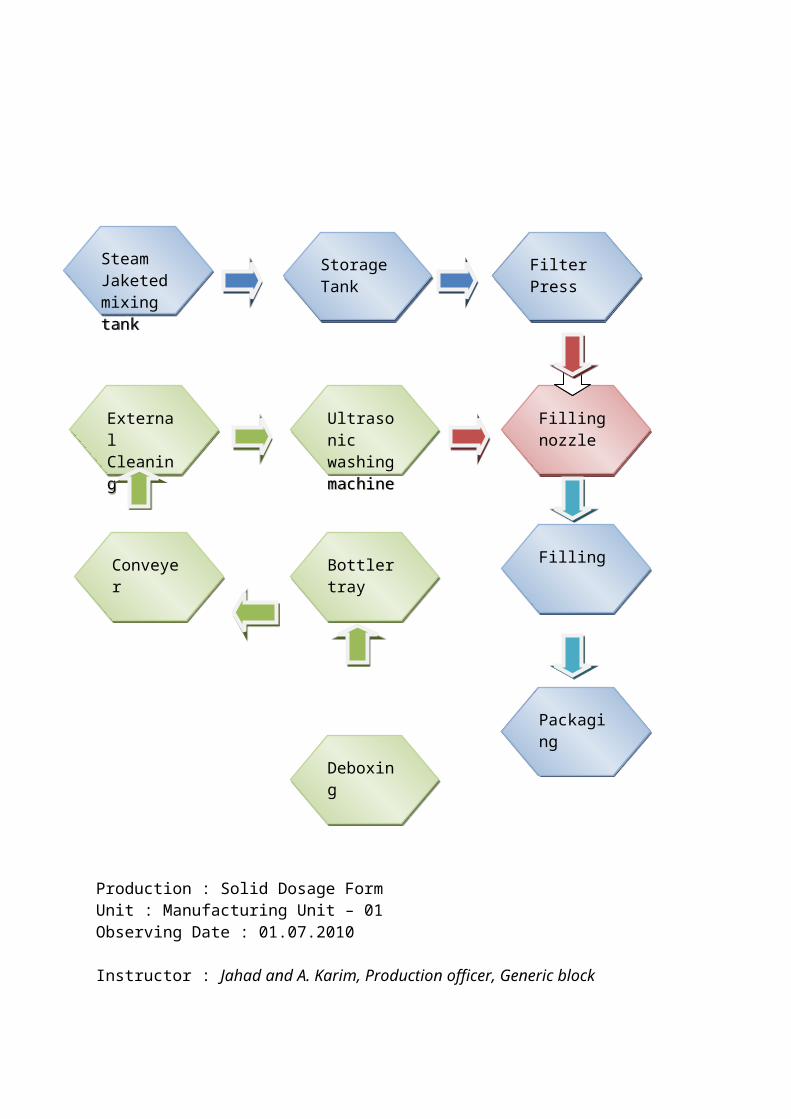
Basic Operational View in Liquid Compounding – 3 :

Production : Solid Dosage FormUnit : Manufacturing Unit – 01Observing Date : 01.07.2010
Instructor : Jahad and A. Karim, Production officer, Generic block
Observation :
Sachet filling Machine – 01 :Brand : EnflexOrigine : SpainModel : F-14RollaerScalling Unit : 85/70Eye mark sensorLower sealing – 145 dcVertical sealing – 155 dcBatch PrinterScizerVacuum Pump – 04
Steam Jaketed mixing tank
Storage Tank
Filter Press
Filling nozzle
Ultrasonic washing machine
External Cleaning
Conveyer Bottler tray
Deboxing
Filling
PackagingPackaging
Filling from HopperNitrogen gas incorporating unitUpper sealing – 165 dcFinger for turningRoom Temperature : 19-25 dcRH : Up to 40%Rpm : 2400 sachet / hr
Sachet filling Machine – 02 :Brand : EnflexOrigine : SpainModel : F-14 DXRollerScalling Unit : Cutting at 140 ( 70/70 )Eye mark sensorLower sealing – 145 dcVertical sealing – 155 dcBatch Printer - 02Scizer - 02Vacuum Pump – 04Filling from Hopper - 02Nitrogen gas incorporating unitUpper sealing – 175 dcFinger for turning – 16 L + 36URoom Temperature : 19-25 dcRH : Up to 40%Rpm : 2400 sachet / hrCurrent volt : 370-390
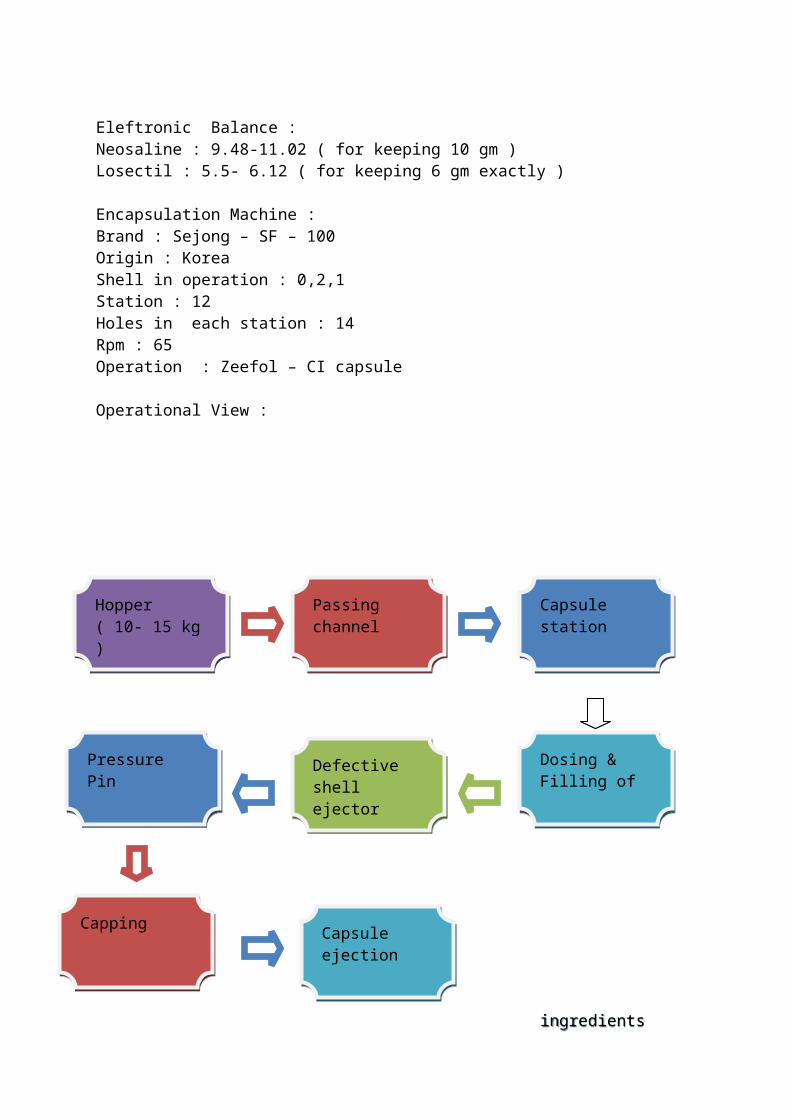
Eleftronic Balance : Neosaline : 9.48-11.02 ( for keeping 10 gm )Losectil : 5.5- 6.12 ( for keeping 6 gm exactly )
Encapsulation Machine :Brand : Sejong – SF – 100Origin : KoreaShell in operation : 0,2,1Station : 12Holes in each station : 14Rpm : 65Operation : Zeefol – CI capsule
Operational View :
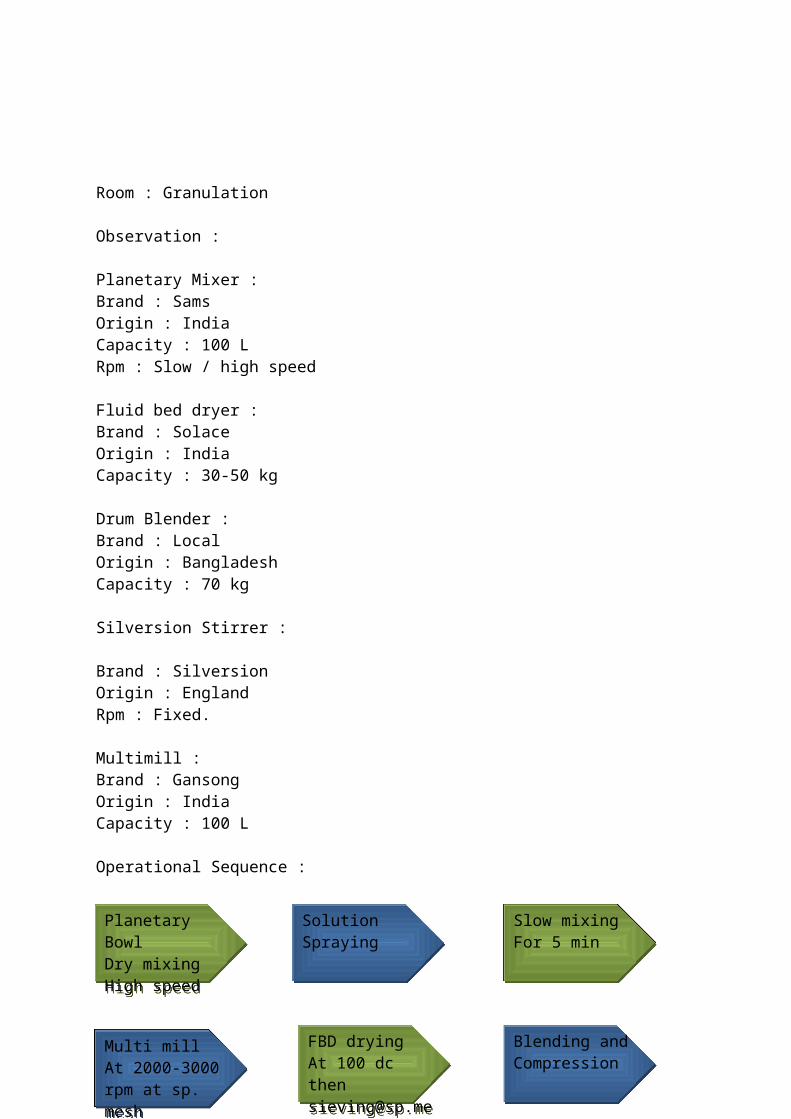
Room : Granulation
Observation :
Planetary Mixer :Brand : SamsOrigin : IndiaCapacity : 100 LRpm : Slow / high speed
Fluid bed dryer :Brand : SolaceOrigin : IndiaCapacity : 30-50 kg
Drum Blender :Brand : LocalOrigin : BangladeshCapacity : 70 kg
Silversion Stirrer :
Brand : SilversionOrigin : EnglandRpm : Fixed.
Hopper ( 10- 15 kg )
Passing channel Capsule station
Pressure Pin Defective shell ejector
Dosing & Filling of ingredients
Capping Capsule ejection

Multimill :Brand : GansongOrigin : IndiaCapacity : 100 L
Operational Sequence :
Room : Sieving Observation :
Double cone blender :Capacity : 50 LOrigin : India
Vibratory Sifter :Mesh : 12, 24, 30Origin : India
Kilburn Oven :Capacity : 30-50 kgOrigin : IndiaTemperature : 0-120 dc
Room : Compression
Clit Tablet Compression Machine- 01 :Brand : ClitOrigin : IndiaStation : 12 Type : DRpm : 15-20 Feed frameUpper trait and Lower traitAntidevice lockHopper : 02 ( 15-20 )Quantity : 20000 / hr
Planetary Bowl Dry mixingHigh speed
Solution Spraying Slow mixingFor 5 min
Multi millAt 2000-3000 rpm at sp. mesh
FBD dryingAt 100 dc then [email protected]
Blending andCompression

Clit Tablet Compression Machine - 02:Brand : ClitOrigin : IndiaStation : 27Type : DRpm : 15-20 Feed frameUpper trait and Lower traitAntidevice lockHopper : 02 ( 15-20 )Quantity : 70000 / hr
Tablet polishing Machine :Origin : Indian
Blender :Brand : Gratig Double cone blenderOrigin : TaiwanRpm : 25Frequency : 50 HzStone : 8 bar- 120 psi
Room : Packing HallDate : 03.07.2010
Instructor : Badol, Asst. Product Manager
Observation :
Blister Machine – 01 :Brand : Hoong A Origine : KoreaBottom foil – 236 mmPre heater : 120 dcForming unit pressure : 6-8 barHopper capacity : 20kgChannel : 15Chut : 15Sealing unit : 200 dcFeed checks : 12 SensorCooling unit : 15 dcSlitter unit : 70-80 d cRpm : 28
Blister Packing – 02Brand : Horn NoackOrigin : GermanyRpm ; 25-30Heater Plate : 140 d c
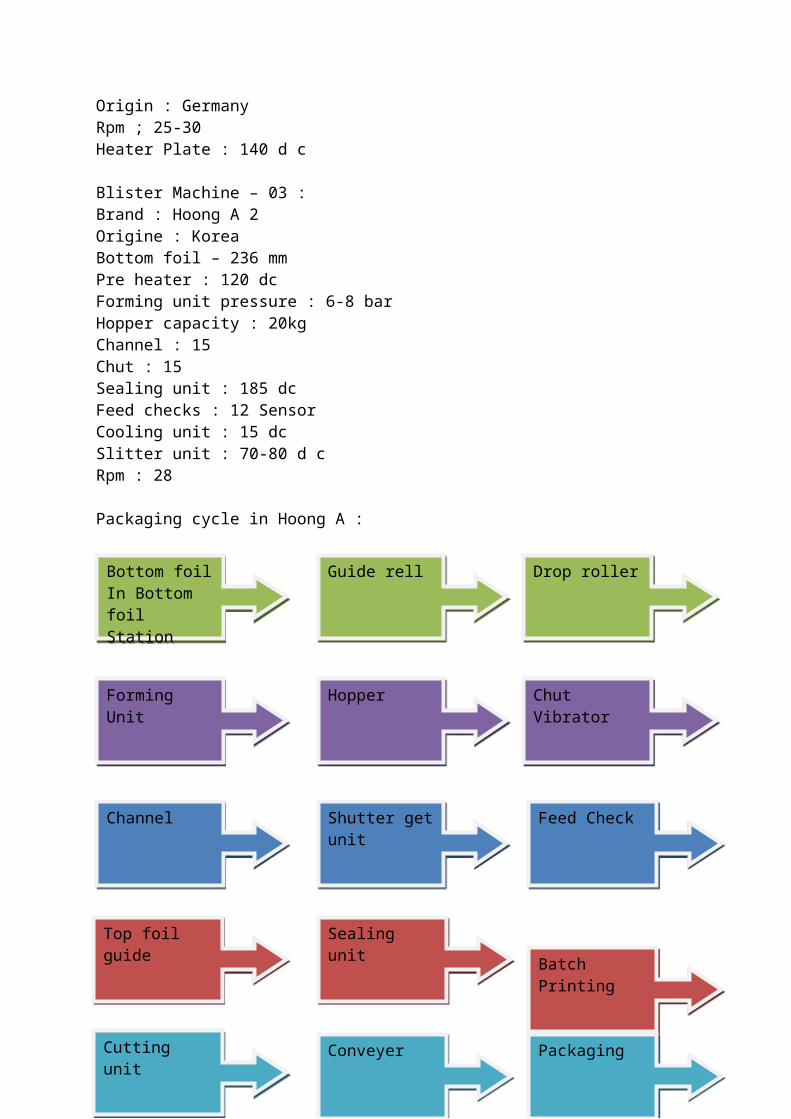
Blister Machine – 03 :Brand : Hoong A 2Origine : KoreaBottom foil – 236 mmPre heater : 120 dcForming unit pressure : 6-8 barHopper capacity : 20kgChannel : 15Chut : 15Sealing unit : 185 dcFeed checks : 12 SensorCooling unit : 15 dcSlitter unit : 70-80 d cRpm : 28
Packaging cycle in Hoong A :
Bottom foilIn Bottom foilStation
Drop rollerGuide rell
Forming Unit Hopper Chut Vibrator
Channel Shutter get unit Feed Check
Top foil guide Sealing unit Batch Printing
Cutting unit Conveyer Packaging
Room : Packaging HallUnit : Topical Application
Temperature : 19-25dcRH : 55%
Instruments :
Glen – 160 Planetary MixerOrigin : Verginia, USABeater Rpm : 13-30Steam jacketed vessel :Capacity : 150LWorking Capacity : 120 LOrigin : Local
Steam jacketed Vessel :Capacity : 50 LWorking Capacity : 40 LOrigin : Local
Emulsifying Stirrer :Capacity : FixedWorking Capacity : FixedOrigin : LocalType : Silversion
Filling And Sealing Room :
Semisolid Filling and Sealing Machine :Brand : Kalix DupyOrigine : FranceHopper Capacity : 60-70 kgDosing nozzle : 10gmDice : 16 pieceRpm : 15-20
Manual Liquid filling machine
Department : Quality AssuranceSub-Department : In-Process Control ( IPC )Unit : Manufacturing Unit – 01Date : 05.07.2010
Instructor : Khaza Nazimuddin, QA Officer, MU - 01 Rajib, QA Officer, MU- 01
Observation :
Viscometer :
Brand : BrokfieldOrigin : USARpm : 50Running Viscosity : 242 cp
pH- Meter :Brand : MetrohmOrigin : SwitzerlandPurpose : Detrmining the pH of the liquid formulation
Leak Tester : Brand : ErwekaOrigin : GermanyVacuum Pressure : 550 Mbar
Room Condition: HVAC system
Department : Quality AssuranceSub-Department : In-Process Control ( IPC )Unit : Manufacturing Unit – 02Date : 07.07.2010
Instructor : Liton, QA Officer, MU- 02
Observation :
Electric Balance : Brand : ErwekaOrigin : Germany
KF Titrator :Brand : MetrohmOrigin : Switzerland Titer : 5.0045 mg/ml
Hardness Tester : Brand : SotexOrigin : Switzerland
Friability Tester :Brand : LoganOrigin : USA
Electric Balance : Brand : SartoriusOrigin : Switzerland
Disintegration Tester :Brand : PharmatestOrigin : Germany
LOD Oven : Brand : MemmartOrigin : USATemperature : Up to 250 dc
Drying Oven : ( Fixed Temperature )Product Development DepartmentDated : 08.07.2010
Instructors : Shushmita Laila, Development Maneger. Nazma Begum, Sr. Development Pharmacist Juwel, Sr. Development Pharmacist
Involved Issue :Formulation DevelopmentPacking Materials DevelopmentScale UpExisting Product DevelopmentTrouble Shouting of Existing product
Where The PD :
Marketing Proposal
PreformulationStudy
Sourcing
Sample fromSources
QC PD
ADL EB in PD ADLThen Again PD
PB in PD ADLThen Again PD
Commercial Batch Production

Instruments :
Dissolution Tester-1 :Id : T-07-029-001Brand : Logan Instrument Corp.Origin :UKCriteria :
8 Container 8 PaddleHeaterMotorRPM : Adjusted ( Approx. 50 )
Disintegration Tester.HPLC Hardness TesterFriability TesterOthers Instruments :
All Instruments in the Manufacturing Unit-01 are used when needed. Calibration, Maintenance, ValidationAnd Engineering DepartmentDated : 09.07.2010
Calibration :Instructor : Sara
Instruments :
Sound MeterThermo Hygrometer CalibratorPressure ProbStop Watch Anemometer ProbTemperature ProbData LoggerUniversal CalibratorTester ( Germany )Infra- Red ThermometerDistance Meter ( By Laser )Aerotest Alpha ( Compressed Air Check )Pressure CheckerAir Compressor Check in top floor.
Validation and Documentation :Instructor : Luna
Responsibility of Technical Services Department ( TSD ) :Calibration

ValidationTrainingNew employee trainingSOPBasic trainingIn- Plant trainingOperator trainingOfficer training.Project Engineering
Documents Preserving :Soft entry Hard entryLog Book
Validation :
The ICH guidelines achieved a great deal in harmonising the definitions of the required validation characteristics and their basic requirements. However, they provide only a basis for a general discussion of the validation parameters, their calculation and interpretation. It is the responsibility of the analyst to identify parameters which are relevant to the performance of the given analytical procedure as well as to design proper validation protocols including acceptance criteria and to perform an appropriate evaluation.
In order to fulfil this resposibility properly, the background of the validation parameters and their consequences must be understood. In this part, the general concept of an integrated validation is discussed. The interdependencies to other ICH guidelines and topics during drug development (e.g. impurities and degradants, stability and specification design) must be taken into account to define the required acceptance criteria.
Evaluation of the results in order to prove the suitability of the analytical procedure must be based on the specification limits. Important parameters and aspects are discussed for the individual validation characteristics. In the following parts, these parameters will be discussed in detail. Examples will be given for their interpretation in order to facilitate the selection of parameters which are relevant to the performance and suitability of the given analytical procedure.
Classification of Validation :
Equipment Validation
Design Qualification ( DQ )Factory Acceptance Test ( FAT )Installation Qualification ( IQ )Operation Qualification ( OP )Performance Qualification ( PQ )
Method Validation
Test According to Controlled Direction
Three times Check : If Reproducible result, validated.
Process ValidationSame Process, Three timesIf reproducible result, validatedCleaning ValidationRange maintaining
Cleaning with purified waterInvolving ADLInvolving Microbiology
Four Ways of Validation :
Retrospective Validation ( After Commercial data, existing data analysis )Prospective Validation ( Before Commercialization, for new product )Concurrent Validation ( Market and Validation Concurrently ) Re- Validation ( Again Validity Check )
Engineering Department :
Instructor : Jahid, Mechanical Engineer.Effluent Treatment plant :Types of Treatment :Chemical treatmentBiological treatment
Effluent Treatment Pattern:
Waste water Pipe Equalization tank Alum + Lime +DAP + Uria
Primary settling tank
Aerated tank
Filter
Clarified tank
Filter
Upper part of water
Discharging
Sediment water
Condensed effluent
Pump
Drain
Sun light heating
Dried cake of sediment
Transferring dried sediment to outer zone
Water Boiller :400kg Steam / hr450- 500 dcAir Compressor :
Water Treatment Plant ( WTP )
Instructor : Abul Khair, Engineering Officer.
Purified Water Plant :
Water For Injection ( WFI ) :Instruments of WTP :System : Steel Mass, ItalyVessel : ChinaPipe : China
Ambient Air 8 kg Load / cm Cooling Unit
FilteringCompressed Air
Raw Water ( Heated )
Multi grade Filter
StorageTank ( 3000 L )
C- Grade Filter
Water Softener Unit ( Resin Column )
Cartridge Filter( 5 Micron )
Cartridge Filter( 3 Micron )
Soft Water Storage Tank
Reverse Osmosis( RO ) Membrane
Heat Exchanger
EDIPurified Water
Purified Water Heating Chamber( 100 dc )
Cooling Chamber( 25-30 dc )
Vartical 3 ColumnHeating At100 dc Again
WFI( 94 dc )
Water Loop System :
Purified Water :
PW Main Vessel ( 5000 L )PW Generic Distribution Vessel ( 2500 L )PW Cepha Block Distribution Vessel ( 2500 L )PW always in circulatory moment with 18 - 25 dc temperature.
Water For Injection :
WFI Main Vessel ( 5000 L )WFI Generic Distribution Vessel ( 2500 L )WFI Cepha Block Distribution Vessel ( 2500 L )WFI always in circulatory moment with above 85 dc temperature
HVAC System :
Part of HVAC System :
Chiller : 5.15 dc, 4.51 dc.Heat ExchangerAHUDucting SystemFilterHEPA ( H- 13 )……….Efficiency 99.9%Fine filter ( F- 9 ) …….Efficiency 95%Gross filter ( G- 4 )…...Efficiency 65%
Common Sequence in AHU Unit :
Return Air DamperSmoke detector
Fire damperSmoke alarm
G-4Fresh air
Exhaust Air Cooling PointHeating Coil
F- 9 : 5 mic.mF- 9 : 3 mic.m
To HEPA filterIn the terminalOf the room.
Department : Quality Control
Site : Cepha BlockDate : 10.07.2010
Instructor : Ismail Bablu, QC Manager, Cepha Block.Tanvir, QC Officer.
Observations :
High Performance TLC ( HPTLC ) :
Improved resolution of complex brain ganglioside mixtures was achieved by high-performance thin-layer chromatography. The percentage distribution of individual gangliosides was then determined by direct densitometric seanning, employing a transmittance mode, of the resorcinol-positive spots on the plate. As little as 90 pmol (29 ng) of lipid-bound sialic acid could be detected with a good signal-to-noise ratio. A linear detector response was observed up to 3.0 μg of lipid-bound sialic acid. The brain white matter ganglioside patterns of eight animal species, including human, chimpanzee, monkey, chicken, bovine, sheep, and pig, were examined in detail.
In addition, human brain gray matter, rat cerebral, rat brain gray matter, and rat cerebellar ganglioside patterns were also studied. Ganglioside GM4 (G7) was found to be one of the major components in primate and chicken brain white matter, but it represented only a minor ganglioside in other species. Other major gangliosides in all brain samples studied were GM1, GD1a, GD1b, and GT1b. GM1 was more abundant in white matter than in gray matter. GT1a, a recently discovered ganglioside species, was found in all species examined, but was most abundant in the rat cerebellum. The latter source also contained high proportions of GT1b and GQ1b.
Fourier Transform IR ( FTIR ) :
Biologically important apatite analogues have been examined by Fourier Transform Infrared Spectroscopy (FT-IR), and a method developed to quantitatively assess their crystalinity. Changes in the phosphate v1 and v3 regions, 900–1,200 cm-1, for a series of synthetic (containing hydroxide, fluoride, or carbonate ion) and biological apatites with crystal sizes of 100–200 A were analyzed with curve-fitting and second derivative spectroscopy. The v1,v3 contour was composed of three main subbands. Correlations were noted between two spectral parameters and crystal size as determined by x-ray diffraction. The percentage area of a component near 1,060 cm-1 decreased as the length of the c-axis of the hydroxyapatite (HA) compounds increased, while the frequency of a band near 1,020 cm-1 increased with increasing length of the apatite c-axis.
These parameters are thus proposed as indices of crystallinity for biological (poorly crystalline) HA. The FT-IR spectra of highly crystalline apatitic compounds were also analyzed. For crystal sizes of 200–450 A, the percentage area of the phosphate v1 band (near 960 cm-1) decreased with increasing HA crystal size. IR indices of crystallinity have thus been developed for both well crystallized and poorly crystallized HA derivatives. The molecular origins of the various contributions to the v1,v3 contour are discussed, and a
preliminary application of the method to a microscopic biological sample (rat epiphyseal growth plate) is illustrated.
Mainly for Identity
Peak against all functional groupBrand : ShimadzuOrigin : Japan
Polarimeter :Brand : PerkineimerOrigin : England
High Performance Liquid Chromatography ( HPLC ) :
Gas Chromatography ( GC ):Brand : ShimadzuOrigin : JapanGas UnitHead SpaceColumnGlass Column 300mPac ColumnDetectorFIDTCDSupporting UnitColumn Oven ( 500 dc )Inj. Port
Department : Quality ControlSub-Department : MicrobiologyDate : 11.07.2010
Instructor : Abdullah, Microbiologist, QC- Cepha Block.
Tests That are Perfomed :Microbial Limit TestEndo toxin TestArea Qualification TestSterility TestWater AnalysisLAL Test
Instruments :
Bio septic Cabinet : 2Dynamic Pass BoxAutoclaveIncubator ( Memmert )
Sterilizing OvenKinetic LAL Analyzer ( BioTek )Double Door Autoclave ( Systec )Liquid Particle Counter ( Pamas, USA )Shaking Water Bath ( Germany ) Production Unit : Solid Dosage FormSite : Dedicated Cephalosporin PlantDate : 12.07.2010
Sound health is vital to our meaningful and worthwhile existence. In finding sustainable solutions to healthcare challenges, Eskayef is committed to improve the healthcare environment in Bangladesh by providing access to safe, effective and affordable medicines and related healthcare services to the people who need them.In order to prevent cross-contamination between products as well as to safeguard the workers' health and environmental safety, cephalosporin products must be manufactured in separate and dedicated self-contained areas with separate air handling facilities. True to its vision of offering world-class healthcare products, the new dedicated state-of-the-art cephalosporin plant has contructed under the exclusive technical supervision of one of the leading European pharmaceutical consultants.
This new facility is being designed to conform to international cGMP with particular emphasis
on meeting standards of the UK.Eskayef’s cephalosporin plantInfrastructureBuilding: » Basement : 10,500 sft (Store and Warehouse)» Ground floor : 11,400 sft (Change Room, Utility unit, Garment Washing Room, Material Receiving Unit, Training, Room, Library, Canteen etc)
» First floor : 11,400 sft (Production floor)» Second floor : 11,400 sft (Utility Unit, Quality Control Unit and Microbiological Laboratory Unit)
Manufacturing dosage forms» Oral solid: Tablet (Coated & uncoated) Capsule
» Oral liquid: Powder for suspension
» Parenteral: Vial Ampoule
Salient features of manufacturing plant
The dedicated cephalosporin plant has designed from Elomatic life science. All kinds of designs specially manufacturing specification, utility and production floor are designed by Elomatic life science, a renowned engineering and technical consultation services in Finland.Completely isolated from other facilities, independent facility.
HVAC (Heating, Ventilation & Air-Conditioning) system: Most upgraded world-class HVAC system is designed. Terminal HEPA (High Efficency Particulate Air) filters exist in all processessing areas.
The plant is completely auto-controlled by Central Building Management System (BMS) from Siemens.
Purified water, Water For Injection and Purified Steam system of European origin (Italy) are installed for cephalosporin products. Cold loop temperature is maintained <12°c. The entire production unit floor is composed of Self Leveling EPOXY coating with anitmicrobial component.
Captive power generator is available to guarantee uninterrupted power supply to the plant. Gas power generator- 2.4 MW is available in this plant.
Manufacturing equipments
Sourcing of most of the equipments for the facility is made from Europe with provisions for proper validation and to guarantee consistent performance and reliability.Vial lines including washing, sterilization, filling, labeling etc. complete operations are built up from European source (Italy). These systems also include auto weight control system.Autoclave and machinaries of dry powder for suspensions are also from European source (Italy).
UPGRADED WORLD-CLASS STANDARD HVAC SYSTEM
HVAC stands for "heating, ventilation and air-conditioning". The three functions of heating, ventilation and air-conditioning are closely interrelated. All seek to provide thermal comfort, acceptable indoor air quality, reasonable installation, operation and maintenance costs. HVAC systems can provide ventilation, reduce air infiltration and maintain pressure relationships between spaces.
Heating, ventilating and air-conditioning (HVAC) systems can play several roles to reduce the environmental impact of buildings. The primary function of HVAC systems is to provide
healthy and comfortable interior conditions for occupants; well-designed, efficient systems do this with minimal non-renewable energy and air and water pollutant emissions.
Heating: Heating systems may be classified as central or local. Central heating is often used in cold climates to heat private houses and public buildings. Such a system contains a boiler, furnace, or heat pump to heat water, steam, or air, all in a central location such as a furnace room in a home or a mechanical room in a large building. The system also contains piping or ductwork to distribute the heated fluid, and radiators to transfer this heat to the air. The radiators may be mounted on walls or buried in the floor to give under-floor heat.In boiler fed or radiant heating systems, all but the simplest systems have a pump to circulate the water and ensure an equal supply of heat to all the radiators.
The heated water can also be fed through another heat exchanger inside a storage cylinder to provide hot running water. Ventilation: Ventilation is the process of "changing" or replacing of air in any space to remove moisture, odors, smoke, heat, dust and airborne bacteria. Ventilation includes both the exchange of air to the outside as well as circulation of air within the building. It is one of the most important factors for maintaining acceptable indoor air quality in buildings.
Air-conditioning: An air conditioning system provides cooling, ventilation and humidity control for all or part of a house or building. The Freon or other refrigerant provides cooling through a process called the refrigeration cycle. The refrigeration cycle consists of four essential elements to create a cooling effect. A compressor provides compression for the system. This compression causes the cooling vapor to heat up. The compressed vapor is then cooled by heat exchange with the outside air, so that the vapor condenses to a fluid, in the condenser. The fluid is then pumped to the inside of the building, where it enters an evaporator. In this evaporator, small spray nozzles spray the cooling fluid into a chamber, where the pressure drops and the fluid evaporates. Since the evaporation absorbs heat form the surroundings, the surroundings cool off, and thus the evaporator absorbs or adds heat to the system. The vapor is then returned to the compressor. A metering device acts as a restriction in the system at the evaporator to ensure that the heat being absorbed by the system is absorbed at the proper rate.
Terminal HEPA (high efficiency particulate air) filters: HEPA filter is a type of high-efficiency air filter.
Function: HEPA filters can remove at least 99.97% of airborne particles 0.3 micrometres (µm) in diameter. Particles of this size are the most difficult to filter and are thus considered the most penetrating particle size (MPPS). Particles that are larger or smaller are filtered with even higher efficiency.
BUILDING MANAGEMENT SYSTEM (BMS)
Building Management System (BMS) is a high technology system installed on buildings that controls and monitors the building’s mechanical and electrical equipment such us air handling and cooling plant systems, lighting, power systems, fire systems, and security systems
building technologies are a leading supplier of products, systems and services for security, safety, comfort, eco-efficiency and economy in buildings.
PURIFIED WATER, WATER FOR INJECTION & PURIFIED STEAM SYSTEM
Purified water, water for injection and purified steam system are constructed by Stilmas, an Italian company specialized in the research, development and construction of the most advanced water treatment, distillation and purification plants, as well as ultra pure steam production systems in accordance with the latest guidelines and regulations set by FDA, cGMP and International Pharmacopoeias.
Water for Injection
Water for injection Purified water generation unit Purified steam systemCold loop temperature is maintained below 12°c, which ensures no microbiol growth.
SELF LEVELING EPOXY SURFACING
The production floor is made by self leveling EPOXY with anitmicrobial components in the entire process area. Self leveling epoxy (SLE) is a durable, cost-effective moderate duty floor surfacing that will provide a performance level in between a troweled surfacer and a protective coating.

Application:
Suited for painting the floor require it is very clean, beautiful, no dust and no bacterium. Also especially suited for the area that requires abrasion resistance, pressure resistance, impact resistance and anticorrosion such as production area, laboratory, office etc.
Key features:
Dust proof, wet proof, abrasion resistant and chemicals resistant.The surface is smooth and beautiful, easy to construct and maintain, with a little elasticity.Good adhesion, resistant to compress and impact.
Thickness: 3 mm.
CAPTIVE POWER GENERATION UNI
Captive power generator is available to guarantee uninterrupted power supply to the plant. Gas power generator- 2.4 MW is available in this plant.
Simple Overview :
Blending MachineBeen 1000 LVibratory Sifter ( Bangladesh )
Double Cone Blender :Origin : BangladeshCapacity : 30 kg
High Speed Tablet Press :Origin : ChinaRpm : 1 lac / hr
Encapsulation Machine :Brand : SejongOrigin : Korea
Capsule Polishing Machine : Brand : SejongOrigin : Korea
Inspection Machine Auto Tablet Coating Machine : Capacity -80 kgBottle Washing MachineFilling and sealing MachineMacro Drying Machine ( Italy )
Blister – 01Brand : BuchonOrigin : KoreaFor Tablet and Capsule Packaging
Blister – 02Brand : BuchonOrigin : KoreaFor Vial and Ampule packaging
Dilema Autoclave : Brand : DilemaOrigin : Italy
Washing Machine : Brand : RomacoOrigin : Italy
Blister Packing Operation :
PVC Wheel
Guide Wheel
Forming Unit( 108 dc )
Feed TrayThen GuideRell
Dropper
Sealing ( 145 dc )
Cooling Unit
ConveyerCutter Secondary Packaging
Unit : Quality AssuranceSub- Unit : In-Process ControlSite : Cepha- BlockDate : 12.07.2010
Instructor : Responsibility :
Documentation PreservingEach Step checking in manufacturingLine clearance checking Finding out any sort of problemNon- Viable Particles CountSampling InspectionAnalysis of each COFA for each batchDeviation AnalysisOut of Specification ( OOS ) AnalysisRe working Procedure Batch history Documentation
Instruments :
Leak Tester :Brand : ErwekaOrigin : Germany
Electric Balance : Brand : ErwekaOrigin : Germany
KF Titrator :Brand : MetrohmOrigin : Switzerland Titer : 5.0045 mg/ml
Hardness Tester : Brand : SotexOrigin : Switzerland
Friability Tester :Brand : LoganOrigin : USA
Electric Balance : Brand : SartoriusOrigin : Switzerland
Disintegration Tester :Brand : Pharmatest

Origin : Germany
LOD Oven : Brand : MemmartOrigin : USATemperature : Up to 250 dc
Drying Oven : ( Fixed Temperature ) Department : Liquid Sterile BlockDate : 12.07.2010
Instructor : Muhammad Maruful Hasan, Sr. QA Officer Mahmud
Site Specification :
Class – D : Washing, Labelling, BlisteringClass – C : Compounding AreaClass – B : Filling AreaClass – A : Under Laminar Air flow / Instrument.
During Operation :Class- A becomes Class- BClass- B becomes Class- CClass- C becomes Class- DClass- D becomes Class- E
Common Operation :
Instruments :
Lasair Perticle Counter :Brand : ClimetOrigin : USABalance in Dispensing roomCirculating Hot Air Tunnel Laminar Flow Bactericidal Dryer :Brand : SRM
Mixing Pipe Filter0.2 micron
Holding Tank
Filling Packaging

Origin : China
Ultrasonic bottle washing Machine :Origin : China.
Common Cycle of Washing and drying :
Rpm change during filling :1 ml : 280 rpm2 ml : 270 rpm3 ml : 250 rpm5 ml : 240 rpm10 ml : 180 rpm
Rpm Change during washing :
10 ml : 10.5 rpm5 ml : 5.3 rpm2ml : 2.15 rpm1 ml : 1.1 rpm
Common cycle from dispensing to filling :
Filling Operation:
TrayConveyer
Tunnel ConveyerMotor
Holder Rinsing OuterSurface
Bottle Inverssion
Compressed Air
PurifiedWater
Compressed Air
WFI
Compressed Air Wheel Preheating UnitHeating Unit( 290 dc )
Depyrogenation
CoolingUnit

Slide CalipersBuchon Blister Packing Machine ( 18 rpm )Ampule Labelling Machine ( China )
Tests :SIP ( Sterilization in- Process ) :
Dispensing Mixing Compounding Holding Pump
Pump
Product Filling
Heating
Gripping
Scaling
Ejection
FP-Test to QC
N2-gas fillingTunnel Conveyer
Bottle
WH
Intermediate vassel
Marketing
Pure Steam
AutoclavingAt121 dc for 20 minutes
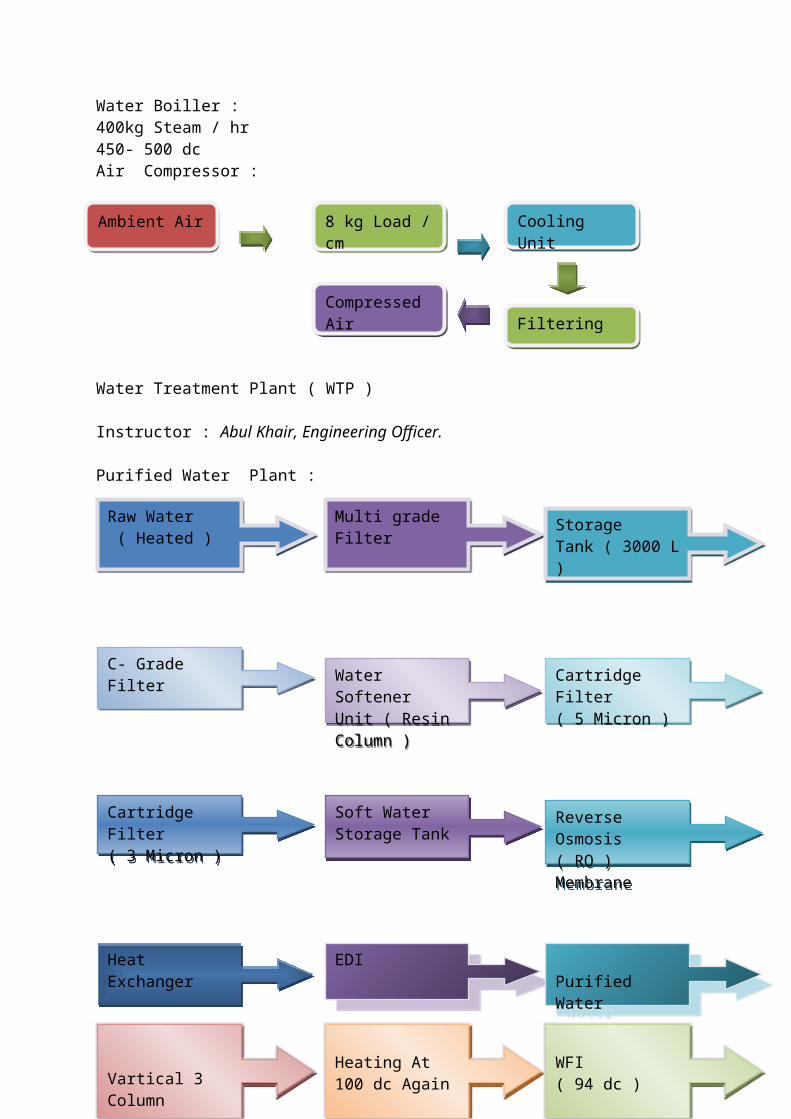
Filtration Integrity test :
Department : DocumentationDate : 12.07.2010
Instructor : Md. Nezab Uddin Deputy Quality Compliance Manager
Definition of Documentation ;
Filter is Submarged in WFI
Pressure Driving
If BubbleIs formed over3200 psi
Filter isEffective
PassedIntegrity test
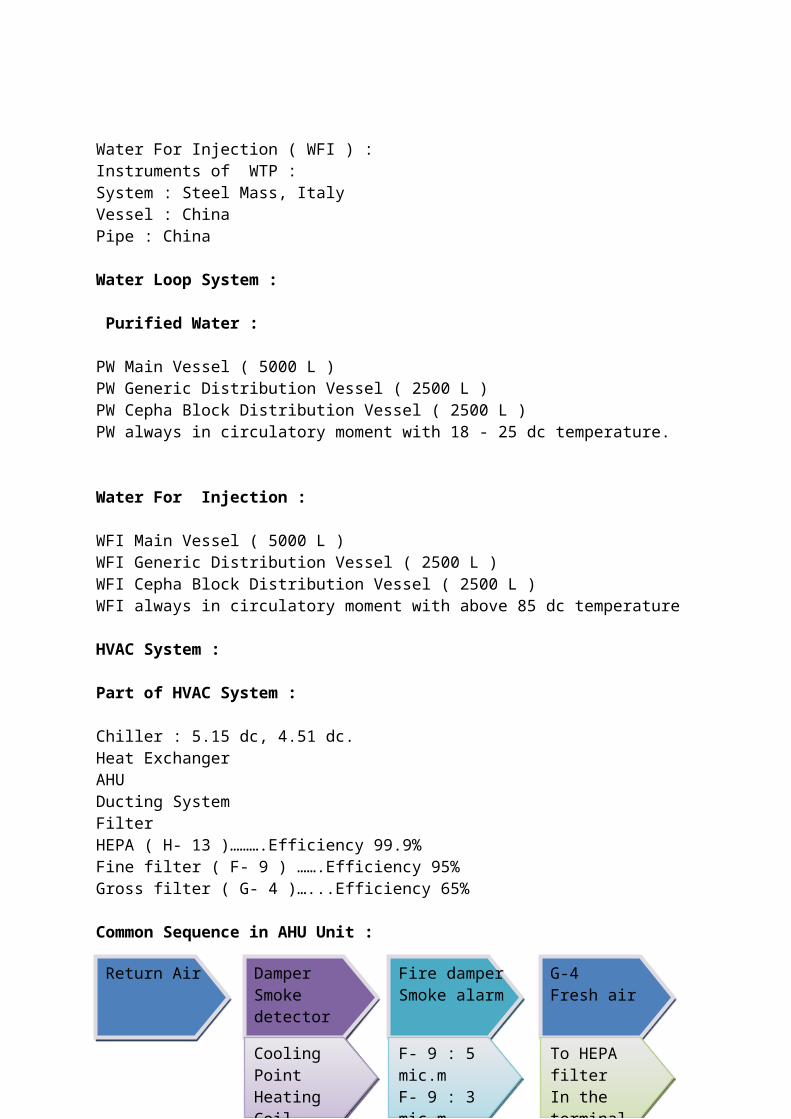
From Birth to Marketing of A Product :
Documentation Pattern in Eskayef :
Site Master file :Site for Cepha BlockSite for Generic BlockSite for MU-1 and MU-2
Validation Master Plan :Validation Policy ( for product and process )Validated Products
SOP : Procedure Set upMaintaining Procedure
Validation Protocol : Written Way of validationApproving and Execution
Specifications :Limit of Test
Supplier Commercial Store
QC Sample
Approved ManufacturingPlane
Dispensing
Compounding PackingFilling
Final ProductTo QC
Ware house Distribution &Patient

Confirming The ParametersFP Specifications
Batch Document :BMRBPRCOFACleaned tagTo be cleaned tagLine Clearance Check listPacking materials specifications
QMS ( Quality Management System ) document :Participation of all personDeviation managementCorrective and Preventive action ( CAPA )Out of specification ( OOS )Rejection Audit and ReportingOOs Reporting & Investigation Form :DateSign of Dept. HeadNo. of OOSInvestigation
Deviation Reporting & Investigation form :
DateSign of Dept. HeadNo. of DeviationInvestigation
Investigation Analysis Recommendation of Head
HeadQA
Accepty/n
PreventiveMeasure
CAPA Correlation Date Selection &Follow up
Head of QA& Closing
Investigation Analysis Recommendation of Head
HeadQA
Accepty/n
PreventiveMeasure
CAPA Correlation Date Selection &Follow up
Head of QA& Closing

Change Control : Change in Controlled way Change Request form
Market Compliance Handling :
Rejection : Same Procedure is maintained
Auditing :
Internal Reporting :Vendor Auditing Record ( VAR )Assessment
External auditing :Should be Completed within 6 monthsMeeting in each monthFollow Up
Others Documentation :Validation ReportControl DirectionAnalytical Note BookLog BookCalibration RecordMaintenance RecordEnvironmental Monitoring RecordViable : Settle Plate, Finger print, Active air sampling, Soft sample Non Viable : Particles count of 0.5 & 5 micron size.
Eng.Dept.
Risk Analysis
Operationy/n
Impacted Thing
Drawing Impaction
Review Recommendation
Correlation Date selection &Follow up
Closing
Head of QA
Analysis ofRetention Sample
Analysis of Current Sample
Batch Document Observing
CAPA
Related Documents











