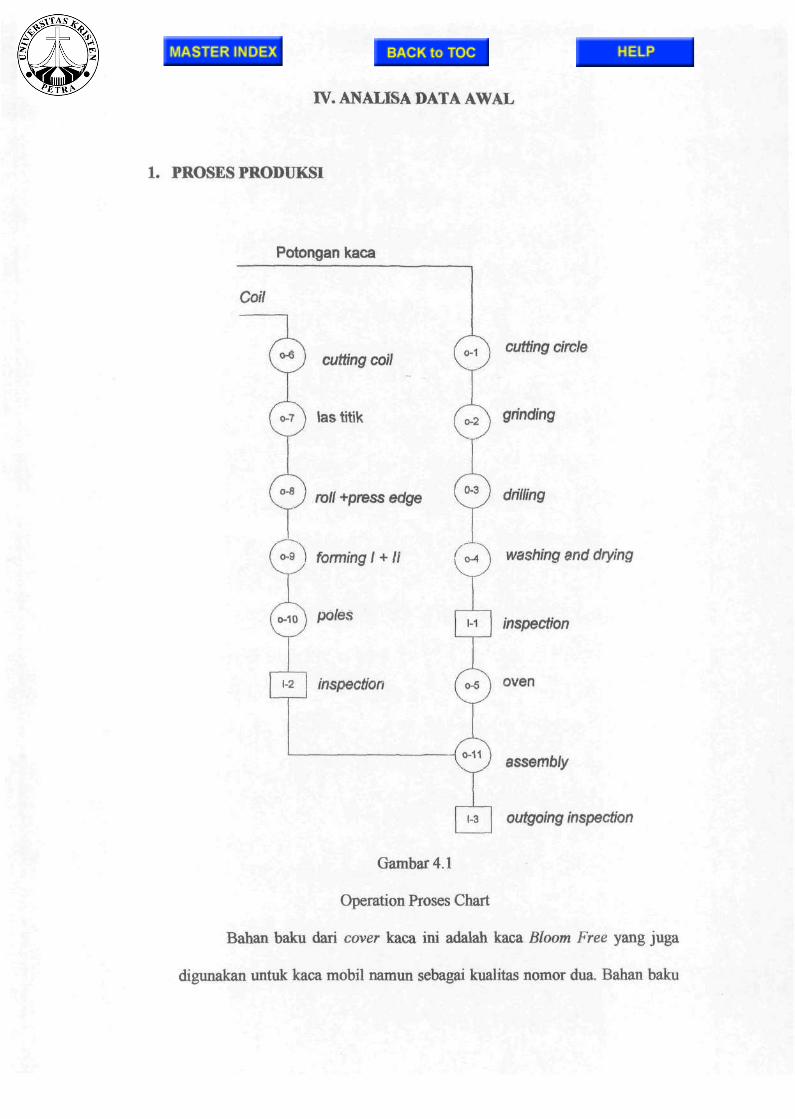
IV. ANALISA DATA AWAL 1. PROSES PRODUKSI Potongan kaca Coil 0-6 cuWng coil 0-7 ) las titik o-2 0.A cutting circle ghnding 1 mll+press edge K°*J dhlling 0-9^) formingl + li (+*) washinganddrying o-10 I-2 poles inspection 1-1 inspection o. 5 ) oven "vlV assembly I-3 outgoing inspection Gambar 4.1 Operation Proses Chart Bahan baku dari cover kaca ini adalah kaca Bloom Free yang juga digunakan untuk kaca mobil namun sebagai kualitas nomor dua. Bahan baku

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
IV. ANALISA DATA AWAL
1. PROSES PRODUKSI
Potongan kaca
Coil
0-6 cuWng coil
0-7 ) las titik o-2
0.A cutting circle
ghnding
1 mll+press edge K°*J dhlling
0-9 ) formingl + li (+*) washinganddrying
o-10
I-2
poles
inspection
1-1 inspection
o.5 ) oven
" v l V assembly
I-3 outgoing inspection
Gambar 4.1
Operation Proses Chart
Bahan baku dari cover kaca ini adalah kaca Bloom Free yang juga
digunakan untuk kaca mobil namun sebagai kualitas nomor dua. Bahan baku
30
ini didapatkan dari supplier dalam bentuk lembaran dengan panjang 2 m dan
lebar 1 m Lembaran tersebut akan dipotong sejajar dengan lebar bahan baku
sesuai dengan diameter cover kaca yang akan dibuat ditambah dengan
kelonggaran potong (0.5 - 1 cm). Diameter-diameter cover kaca yang dibuat
antaralain:
• 14cm,16cm,18cm^0cm^2cm,(cuameterkecil).
• 24 cm^6 cm, 28 cm,30 cm,32 cm,12 inc (diameter besar).
Pembuatan cover kaca ini terdiri atas satu line, dirnana didukung oleh
mesin-mesin antara lain:
1. Mesin potong circle.
Kapasitas produksi mesin ini berkisar antara 8 buah/menit (diameter besar)
sampai dengan 10 buah/menit (diameter kecil). Mesin ini dilengkapi
dengan logam khusus sebagai pemotong kaca yang diatur jarak dan
tekanan anginnya pada kisaran 0.2 ~ 0.4 Mpa. Diatar pula sandaran bawah
supaya kaca mudah dipatahkan.
2. Mesin gerinda.
Kapasitas mesin ini berkisar antara 10 buah/menit (diameter besar) sampai
dengan 12 buah/menit (diameter kecil). Mesin ini dilengkapi dengan/r'g
yang dapat diatur sesuai ukuran circle dan bantalan supaya permukaan
tidak scratch selama proses grinding serta stopper yang diatur sesuai
diameter kaca sebagai saklar otomatis pemutar kaca supaya lingkar kaca
tergerinda secara penuh (satu putaran / 360 °).
31
3. Mesin pembuat lubang.
Kapasitas mesin ini adalah 4 buah/menit/mesin. Mesin im' ada 8 unit yang
masing-masing memiliki jig untuk menempatkan kaca tepat pada mata bor
sesuai diameter kaca.
4. Mesin pencuci dan pengering.
Kapasitas mesin ini adalah 24 buah/menit Kaca masuk dalam mesin ini
melalui conveyor dan didalam mesin ini terdapat bak penampungan air
yang selalu diperiksa kejernihannya. Kaca yang masuk langsung disiram
air tapol (air yang sudah dicampur detergen) kemudian masuk ke dalam rol
pengering yang temperatumya diatur 60 ° C
5. Mesinoven
Kapasitas mesin ini adalah 6 buah/menit. Masing-masing mesin terdapat
16 cetakan dan satu buah punch, yang dilengkapi dengan temperature
controller. Jumlah mesin yang ada adalab 5 buah namun yang siap
digunakan adalah 4 buah.
Deskripsi aliran proses produksinya dapat dijelaskan sebagai berikut:
Bahan baku dari kaca yang sudah dipotong, dilakukan potong circle
oleh seorang opeiator dengan mesin potong circle (biasanya jadi 3-5
aVc/e/bahan). Tiga orang operator bersiap untuk menerima produk dari
potong circle yang dihantarkan dengan conveyor langsung. Masing-masing
32
operator mengambil produk dari potong circle satu-persatu dan menyisihkan
sisa potongnya. Circle-circle yang didapat ditumpuk dengan pembatas kertas
pada masing-masing lapisan kemudian dibawa ke mesin gerinda oleh operator
lain. Satu orang operator bersiap di mesin gerinda dan mengambil circle satu-
persatu untuk digerinda. Circle yang telah digerinda langsung dihantarkan ke
operator-operator drilling melalui conveyor langsung. Masing-masing operator
di mesin drilling mengambil circle satu-persatu dan melakukan drilling
kemudian langsung diletakkan di comeyor yang sama untuk diteruskan ke
mesin pencuci dan pengering. Circle-circle yang masuk dibilas dengan air
tapol (air yang dicampur dengan deterjen) kemudian dikeringkan dengan rol
pengering yang telah diatur suhunya ± 60 °C. Output dari mesin pencuci dan
pengering ini diperiksa dan dilap dengan kain majun oleh tiga sampai empat
karyawan dan disusun kembali dimana tiap lapisan dibatasi kertas supaya
tidak scratch. Susunan circle yang telah lolos pemeriksaan akan dibawa ke
mesin oven untuk membentukan circle menjadi lengkung. Output dari mesin
oven ini kemudian diperiksa lagi untuk menyisihkan circle lengkung yang
pecah, gupil, scratch, gelombang, dll. Proses selanjutnya adalah perakitan
antara circle kaca output dari oven dengan coil aluminium yang telah
diinspeksi.
2. PENGAMATAN PROSES
Proses dan aktivitas kritis merupakan hal utama yang diamati penulis
dimana memiliki pengaruh terhadap kualitas produk, namun ada baiknya juga
penemuan-penemuan di lapangan khususnya proses-proses pembentukan kaca
33
yang dapat lebih meningkatkan kualitas produk dalam hal ini adalah produk
cover kaca. Hasil pengamatan penulis pada masing-masing proses antara lain :
• Proses potong circle
Kertas pembatas bahan kaca yang tidak proporsional dapat
menyebabkan gesekan antar kaca pada waktu menuju mesin potong circle
sehingga menimbulkan beret yang tidak dalam namun panjang ( lebih
daripada sepertiga diameter circle ). Cacat jenis ini akan terlihat setelah
keluar dari mesin washing.
Mesin potong circle sering terjadi pemotongan yang kurang
lengkap. Hal ini akan menyulitkan operator dalam menyisihkan circle dari
kaca sisa sehingga produk setengah jadi harus dibuang.
Kecepatan konveyor yang terlalu cepat dapat menyebabkan
pecahnya circle kaca khususnya operator C ( terletak paling jauh dari
mesin potong circle ) karena panjang konveyor berbeda dengan operator
lainnya.
Operator mesin potong circle kadang memotong bagian yang out
ofarea karena hanya mengandalkan pengalaman tanpa adanya tolak ukur
yang jelas sehingga cacat jenis gupil akan muncul disini.
• Proses grinding
Bantalan yang kendor dapat mengakibatkan proses gerinda tidak
sempurna sehingga ada sisi circle yang tergerinda lebih banyak dari sisi
lainnya.
34
Selang air pada batu gerinda jika terlepas dapat mengakibatkan
circle pecah karena gesekan antara batu gerinda dan sisi circle
menimbulkan panas.
Kain penutup ptmch pada mesin gerinda jika terlalu tipis dapat
menimbulkan scratch pada permukaan circle.
Pengaturan tekanan hidrolik berpengaruh pada penempatan batu
gerinda, jika tekanan terlalu besar maka batu gehnda akan semakin
menonjol dan banyak mengerinda circle, sebaliknya jika tekanan kurang
maka penempatan batu gerinda akan mundur dan circle tidak tergerinda
dengan rata.
• Proses driliing
Alat potong yang buntu karena gram yang tidak bisa keluar akan
mengakibatkan circle pecab. Penekanan yang terlalu keras oleh operator
juga dapat mengakibatkan pecahnya circle kaca.
Alat ukur yang kurang jelas dapat menyebabkan operator salah
menentukan posisi circle yang akan dilubangi sebingga lubang tidak tepat
ditengah circle, selain itu faktor manusia selalu menjadi sorot utama
penyebab munculnya cacat jenis 'penceng' yaitu lubang antara sisi depan
dan belakang tidak lurus.
Cacat jenis beret di proses ini disebabkan karena mesin kocak
karena aus dan faktor manusia yaitu ketika alat drill belum naik, namun
operator menarik circle kaca dari posisi drill.

35
Cacat jenis gupil juga disebabkan mesin yang kocak karena aus
dan faktor manusia yang terburu-buru dan teriaiu besar gaya yang
digunakan operator untuk melubangi circle.
• Proses washing
Kecepatan conveyor yang tidak sama antara conveyor input ( yang
berasal dari proses drill) dan conveyor output ( yang terdapat pada mesin
washing ) menyebabkan circle kaca saling tindih sehingga cacat jenis beret
dapat muncul dari kejadian ini. Material handling yang kurang baik juga
akan menimbulkan goresan pada circle kaca karena pada proses ini paiing
banyak terjadi pemindahan circle kaca baik dari output mesin maupun
persiapan menuju proses seianjutnya yaitu pengeiapan dan sekaligus
inspeksi.
• Proses oven
Bahan circle yang retak dari proses sebeiumnya akan pecah ketika
pemanasan pada mesin oven, proses deformasi, maupun proses
pendinginan secara tiba-tiba. Penempatan circle kaca ke dalam cetakan
yang kurang tepat oleh operator dapat mengakibatkan juga pecahnya circle
kaca maupun pencengnya produk circle kaca serta lengketnya circle kaca
pada matras sehingga terjadi cacat kepanasan, gelombang, gupil. Matras
pada oven yang tidak berputar menyebabkan circle kaca mengalami
pemanasan yang tidak merata sehingga pada waktu ditumbuk, circle kaca
menjadi pecah, penceng, gelombang. Suhu daiam oven yang kurang
merata dapat menyebabkan hasil circle kaca yang bergelombang, selain itu
dapat juga menyebabkan circle kaca mengalami kelebihan ukuran / bahkan
36
kekecilan. Tinggi / rendah dari punch yang tidak tepat akan menyebabkan
circle kaca mengalami kelebihan ukuran / bahkan kekecilan juga.
Perubahan suhu yang cepat karena operator mendorong secara
cepat circle kaca yang keluar dari mesin oven menyebabkan bahan circle
kaca pecah. Operator yang tidak sengaja menabrakkan circle kaca yang
baru keluar dari oven dengan circle kaca yang menjalani proses
pendinginan pada rumah tawon mengakibatkan pecahnya circle kaca pada
rumah tawon tersebut. Tinggi / rendah dari pendingin sarang tawon sangat
mempengaruhi pecah / tidaknya circle kaca. Sisi samping conveyor yang
terbuka karena belt terlalu sempit khususnya pada oven IV memungkinkan
terjepit dan pecahnya circle kaca. Alat punch di dalam oven yang
tersangkut kotoran sisa pecahan kaca ketika melakukan proses deformasi
akan memecahkan circle kaca.
3. PERANCANGANMETODEPENGUKURANKECACATAN
3.1 Penentuan karakteristik mutu
Karakteristik mutu merupakan sifat atau standar yang menjadi
acuan bagi perusahaan dalam menentukan kualitas suatu produk. Penulis
menemukan beberapa hal yang menjadi karakteristik mutu, antara lain
• Proses potong circle
Ukuran circle: Diameter kaca yang dipotong harus sudah termasuk
kelonggaran minimum yang telah ditetapkan untuk
masing-masing tipe.
37
Sisi circle : Sisi circle tidak diperbolehkan gupil maupun geripis
yang sekiranya dapat menghambat proses selanjutnya.
• Proses grinding
Sisi circle : Sisi circle harus tergerinda dengan rata ( 360° ) atau
maksimal penampaan bekas gerinda sepanjang 7 mm
pada satu tempat.
• Proses drilling
Ketepatan : Lubang yang dibuat harus tepat ( pada posisi lubang)
dan center (ketika dipasang baut tidak miring).
Sekeliling : Sekeliling lubang tidak diperbolehkan gupil terlalu
besar terutama pada bagian permukaan circle yang
cekung (toleransi gupil maksimal ± 5 mm)
• Proses washing
Kebersihan : Kaca yang keluar dari mesin washing harus bebas dari
kotoran khususnya kotoran minyak.
Permukaan : Tidak diperbolehkan adanya beret yang dalam (terasa
jika diraba dengan kuku ) maupun beret yang dangkal
namun panjang (lebih dari 1/3 diameter)
Sisi circle : Tidak diperbolehkan sisi yang kasar ( bekas gerinda
pada satu tempat lebih dari 7 mm) atau gupil.
Lubang : Lubang yang dibuat harus tepat (pada posisi lubang)
dan center ( ketika dipasang baut tidak miring ).
Sekeliling lubang tidak diperbolehkan gupil terlalu
38
besar terutama pada bagian permukaan circle yang
cekung (toleransi gupil maksimal ± 5 mm)
• Proses oven
Kelengkungan: Simetrisatautidak
Ukuran : Kebesaran atau kekecilan
Permukaan : Tidak diperbolehkan adanya beret yang dalam (terasa
jika diraba dengan kuku) maupun beret yang dangkal
namun panjang (lebih dari 1/3 diameter).
Tidak diperbolehkan adanya gelembung / merintis
yang diameternya > 1 mm.
3.2 Penentuan jenis dan kriteria cacat
Penentuan jenis dan kriteria kecacatan sangat dibiituhkan untuk
menghindari perbedaan persepsi mengenai keputusan ahkir suatu produk
go or no-go. Penulis bersama managemen perusahaan menyusun dan
merevisi kriteria kecacatan seperti yang disajikan pada tabel 4.1.
3.3 Penentuan penyebab kecacatan masing-masing proses
Penggunaan salah satu tool dari 'Magmficent seven' yaitu diagram
sebab akibat memberikan kemudahan untuk mencari penyebab terjadinya
kecacatan. Diagram sebab akibat pada masing-masing proses dapat dilihat
pada lampiran 1. Terdapat tiga faktor utama yang perlu diperhatikan yang
menyebabkan terjadinya dispersi : bahan mentah, mesin atau peralatan,
dan metode kerja yang biasanya berkaitan dengan sumber daya manusia.

39
3.3. l.Proses potong circle
3.3.1.1. Bahanmentah
• Bahan baku kaca yang retak akan menyebabkan pecahnya
circle kaca pada waktu pelepasan sisa kaca.
3.3.1.2. Mesin atau peralatan
• Pemotongan yang kurang sempurna dapat menyebabkan
gwpi/nya circle kaca atau kelebihan kaca pada circle yang
mengakibatkan reject terhadap circle kaca tersebut.
• Penyetelan ukuran yang tidak benar dapat menyebabkan
circle kaca kebesaran atau kekecilan.
3.3.1.3. Operator
• Prosedur pelepasan kaca yang tidak benar dapat
menyebabkan pecahnya circle kaca sebelum menuju ke
proses selanjutnya.
3.3.2.Proses grinding
3.3.2.1. Bahanmentah
• Bahan baku dari proses ini berupa output dari proses potong
circle. Kecacatan yang berasal dari bahan baku pada proses
ini sangat kecil karena merupakan hasil saringan dari proses
potong circle, seperti geripis dan gupil yang cukup dalam
serta keretakan pada circle kaca.

Tabel 4.1 Kriteria Kecacatan Dan Penyebab Kecacatan
NO
1
2
3
4
5
6
7
8
9 10 11 12
JENIS KECACATAN
SCRATCH (BERET)
GRINDINGMARK (BEKAS GERINDA)
BUBBLE (MERINTIS) STAIN SPOT (TITIK FLEKS) FLATNESS (KERATAAN COVER ) PECAH
GUPIL
PENCENG
GELOMBANG KEPANASAN BESAR / KECIL SABLON
TIPE
Atribut
Atribut
Atribut
Atribut
Atribut
Atribut
Atribut
Atribut
Atribut Atribut Atribut Atribut
KRITERIA KECACATAN Scratch dalam 2 scratch/pcs Panjang > 5 mm dan terasa dalam menggunakan kuku Scratch tidak dalam 3 scratch/pcs Panjang > 10 mm dan tidak terlalu dalam menggunakan kuku Scratch yang sangat tipis dengan kuku tidak terasa Panjang > 1/3 dari diameter kaca Jarak scratch diatas antara satu dengan yang lain 20 cm Panjang > 7 mm (1 lokasi)
1 (Satu ) bubbfe /pleces diameter > 1 mm
3 Titik/p/eces > 1mm
Celah antara cover dan meja > 1 mm
Tidak diperboiehkan
Tidak diperbolehkan
Tidak diperbolehkan
Tidak diperbolehkan Tidak diperbolehkan Tidak diperbolehkan Tidak diperbolehkan
PENYEBAB KECACATAN Meja pelepasan kaca tidak bersih Bantalan oven rusak Gesekan antara kaca dengan kaca
Gesekan antara kaca dengan kaca
Posisi gerinda kurang tepat Batu gerinda habis Suhu oven terlalu tinggi Punch kotor Bantalan oven rusak
Suhu oven terlalu tinggi Matras tidak putar Potong circle kurang lengkap Circle kaca tidak tepat pada bantalan Penekanan mesln drlll terlalu keras Suhu oven rendah Setting pendingin kurang tepat Potong circle kurang lengkap Penekanan mesin driil terlalu keras Circle kaca lengket pada matras Matras tidak center Operator tidak tepat Suhu terlalu tinggi Suhu terlalu tinggi Pengaturan suhu & jangkauan punch Kaca kotor, operator tidak tepat
TERJADI PADA Potong circle Mesln oven Potong circle Mesin washing Material handling
Mesin gerinda
Mesin oven
Mesin oven
Mesin oven
Potong circle Mesin gerinda Mesin drill Mesin oven Mesin oven Potong circle Mesin drill Mesin oven Mesin oven Mesin oven Mesin oven Mesin oven Mesin oven Proses sablon
o
41
3.3.2.2. Mesin atau peralatan
• Penyetelan mesin merupakan faktor utama yang
menyebabkan reject Penyetelan mesin meliputi tinggi rendah
bantalan, besar kecil diameter, dan derajat putaran circle kaca.
• Batu gerinda yang sudah haius dapat mengakibatkan proses
gerinda kurang rata.
3.3.2.3. Operator
• Operator terkadang terburu-buru sehingga tidak tepat dalam
menempatkan circle kaca pada posisi tengah sehingga proses
gerinda tidak rata pada sekeliling sisi.
3.3.3. Proses drilling
3.3.3.1. Bahanmentah
• Bahan baku dari proses ini berapa output dari proses gerinda
Kecacatan yang berasal dari bahan baku pada proses ini
sangat kecil karena merupakan hasil saringan dari proses
gerinda, seperti geripis dan gupii yang cukup dalam.
3.3.3.2. Mesin atau peralatan
• Mesin yang aus dapat menyebabkan proses drilling tidak
stabil sehingga menyebabkan pecahnya circle kaca.
3.3.3.3. Operator
• Operator yang terburu-buru menarik circle kaca sebelum
melepaskan pedal mesin dapat menyebabkan beremydi
permukaan circle kaca.
42
3.3.4. Proses washing
3.3.4.1. Bahanmentah
• Bahan baku dari proses ini berupa output dari proses drilling.
Keeaeatan yang berasal dari bahan baku pada proses ini
sangat keeil karena merupakan hasil saringan dari proses
drilling, seperti geripis pada sisi maupun sekeliiing lubang
dan gupil pada sisi maupun sekeliling lubang yang cukup
dalam serta keretakan pada circle kaca.
3.3.4.2. Mesin atau peralatan
• Kecepatan konveyor yang tidak sama pada mesin washing
dapat menyebabkan saling tindih antara circle kaca sehingga
permukaan kaca beret.
3.3.4.3. Operator
• Pada proses washing ini merupakan proses yang memiliki
tingkat material handling yang paling banyak, dimana tenaga
manusia sangat berperan. Operator terkadang kurang hati-hati
dalam memindahkan circle kaca.
3.3.5. Proses oven
3.3.5.1. Bahanmentah
• Bahan baku dari proses ini berupa output dari proses washing.
Kecacatan yang berasal dari bahan baku pada proses ini
sangat kecil, seperti geripis pada sisi maupun sekeliling

43
lubang dan gupil pada sisi maupun sekeliling lubang yang
cukup dalam, beret pada permukaan serta retak.
3.3.5.2. Mesin atau peralatan
• Penyetelan suhu oen yang kurang tepat dapat mengakibatkan
kualitas circle kaca menurun. Jika suhu terlalu rendah akan
menyebabkan circle kaca pecah pada saat deformasi, jika
suhu tinggi circle kaca jarang sekali pecah namun timbul
gelembung udara atau merintis pada permukaan kaca.
• Penyetelan pendingin sarang tawon mempengaruhi bagus atau
tidaknya struktur kristalisasi dari circle kaca.
• Penyetelan matras dan punch oven mempengaruhi penceng
atau tidaknya circle kaca setelah keluar dari oven.
» Penyetelan kecepatan konveyor mernpengaruhi bagus atau
tidaknya struktur kristalisasi dari circle kaca.
3.3.5.3. Operator
• Kurang cepatnya aliran informasi antara bagian inspeksi
circle kaca dan operator mesin oven menyebabkan sederetan
circle kaca mengalami cacat penceng, gelombang, kepanasan,
besar atau kecil, merintis, serta pecahnya circle kaca.
• Kurang tepatnya operator oven menempatkan circle kaca
menyebabkan circle la&c&penceng, lengket matras.
44
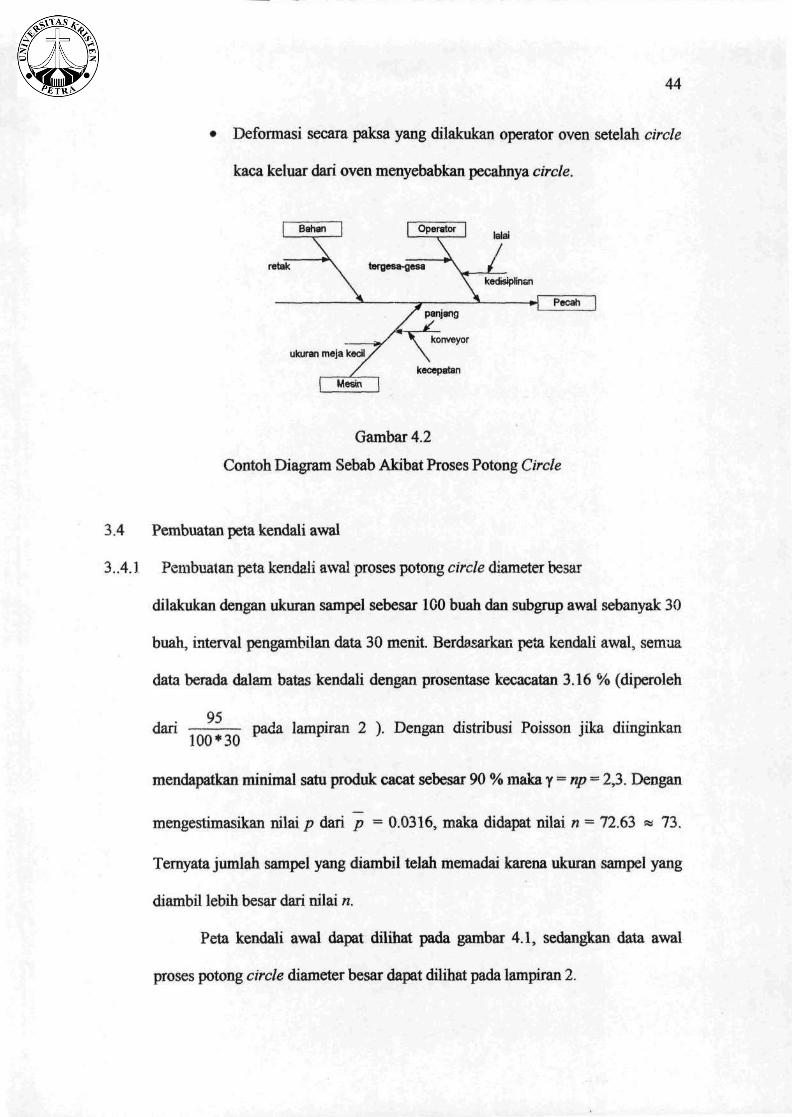
• Deformasi secara paksa yang dilakukan operator oven setelah circle
kaca keluar dari oven menyebabkan pecahnya circle.
retak \ tergesa-gesa kedtsiplinsn
Pecah panjang
konveyor ukuran meja kecH/' \
/ kecepatan j Mesin I
Gambar 4.2
Contoh Diagram Sebab Akibat Proses Potong Circle
3.4 Pembuatan peta kendali awal
3. .4. ] Pembuatan peta kendali awal proses potong circle diameter besar
dilakukan dengan ukuran sampel sebesar 100 buah dan subgrup awal sebanyak 30
buah, interval pengambilan data 30 menit. Berdasarkan peta kendali awal, semua
data berada dalam batas kendali dengan prosentase kecacatan 3.16 % (diperoleh
95 dari pada lampiran 2 ). Dengan distribusi Poisson jika diinginkan
100*30
mendapatkan minimal satu produk cacat sebesar 90 % maka y-np- 2,3. Dengan
mengestimasikan nilai p dari p » 0.0316, maka didapat nilai n - 72.63 « 73.
Ternyata jumlah sampel yang diambil telah memadai karena ukuran sampel yang
diambil lebih besar dari nilai n.
Peta kendali awal dapat dilihat pada gambar 4.1, sedangkan data awal
proses potong circle diameter besar dapat dilihat pada lampiran 2.

45
Peta kendali awal proses potong circle diameter besar 0.10
LCL=0.08420
P=0.03167
LCL=0
20
Sample Niffiber
Gambar 4.3
Peta kendali p awal proses potong circle diameter besar
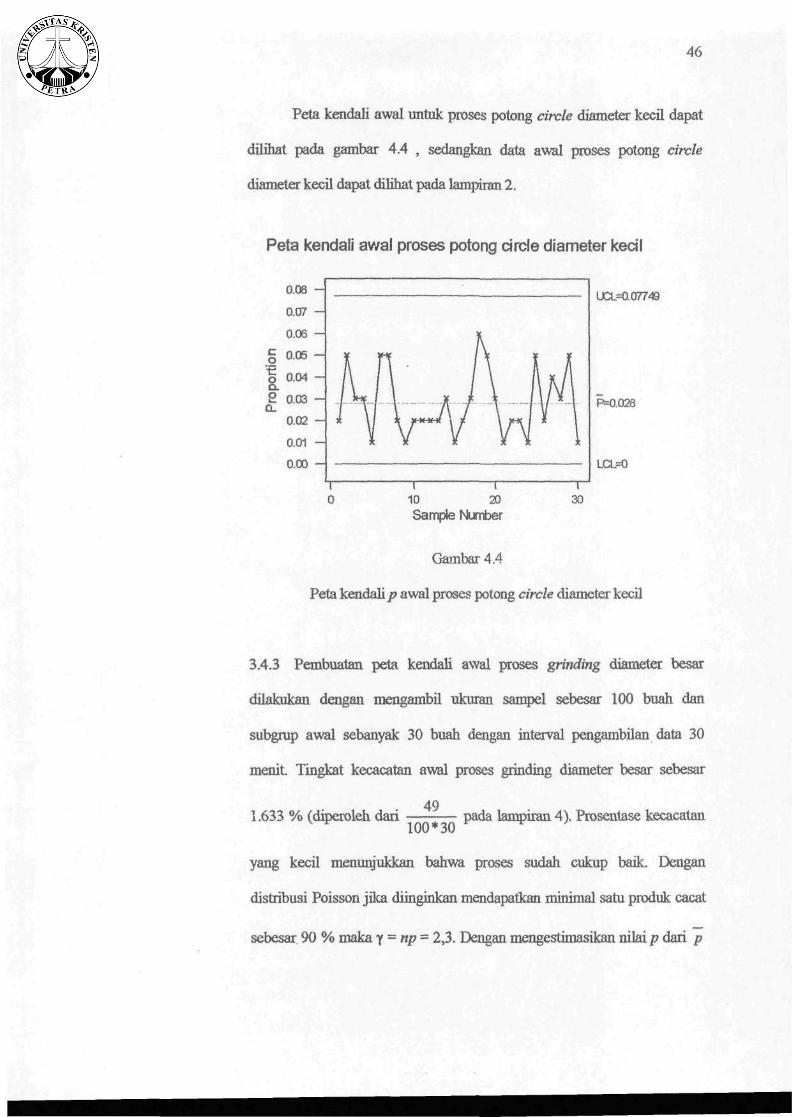
3.4.2 Pembuatan peta kendali awal proses potong circle diameter kecil
dilakukan dengan mengambil ukuran sampel sebesar 100 buah dan
subgrup av/al sebanyak 30 buah dengan interval pengambilan data 30
menit. Berdasarkan peta kendali awal proses potong circle, proses telah
84 terkendali dengan prosentase kecacatan 2.8 % (diperoleh dari
pada lampiran 3). Dengan distribusi Poisson jika diinginkan mendapatkan
minimal satu produk cacat sebesar 90 % maka y = np = 2,3. Dengan
mengestimasikan nilai p dari p - 0.028, maka didapat nilai n = 82.14 »
83. Ternyata jumlah sampel yang diambil telah memadai karena ukuran
sampel yang diambil lebih besar dari nilai n.
46
Peta kendali awal untuk proses potong circle diameter kecil dapat
diJihat pada gambar 4.4 , sedangkan data awal proses potong circle
diameter kecil dapat dilihat pada lampiran 2.
Peta kendali awal proses potong circle diameter kecil
r o 10 20
Sample Number
T 30
LCL=0.07749
PO.028
LCL=0
Gambar4.4
Peta kendali p awal proses potong circle diameter kecil
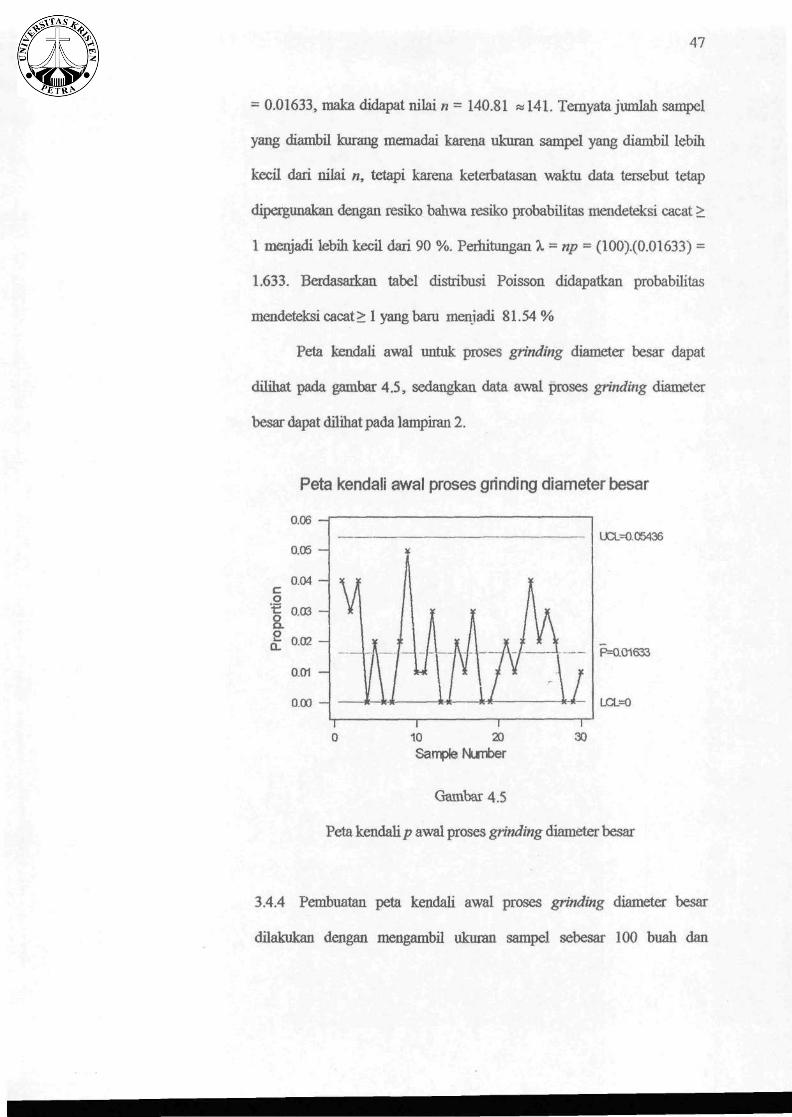
3.4.3 Pembuatan peta kendali awal proses grinding diameter besar
dilakukan dengan mengambil ukuran sampel sebesar 100 buah dan
subgrup awal sebanyak 30 buah dengan interval pengambilan data 30
menit. Tingkat kecacatan awal proses grinding diameter besar sebesar
49 1.633 % (diperoleh dan pada lampuan 4). Prosentase kecacatan
100*30 yang kecil menuiu'ukkan bahwa proses sudah cukup baik. Dengan
distribusi Poisson jika ddmginkan mendapatkan minimal satu produk cacat
sebesar 90 % maka y = np = 2,3. Dengan mengestimasikan nilai p dari p
47
= 0.01633, maka didapat nilai n = 140.81 »141. Temyata jumlah sampel
yang diambil kurang memadai karena ukuran sampel yang diambil lebih
kecil dari nilai n, tetapi karena keterbatasan waktu data tersebut tetap
dipergunakan dengan resiko bahwa resiko probabilitas mendeteksi cacat >
1 menjadi lebih kecil dari 90 %. Perhitungan X = np = (100).(0.01633) •
1.633. Berdasarkan tabel distribusi Poisson didapatkan probabilitas
mendeteksicacat> 1 yangbaru meniadi 81.54%
Peta kendali awal untuk proses grinding diameter besar dapat
dililiat pada gambar 4.5, sedangkan data awal proses grinding diameter
besar dapat dilihat pada lampiran 2.
Peta kendali awal proses grinding diameter besar
UCL=0 05436
P=0.01633
LCL=0
1 I T 0 10 20 30
Sample Number
Gambar4.5
Peta kendah' p awal proses grinding diameter besar
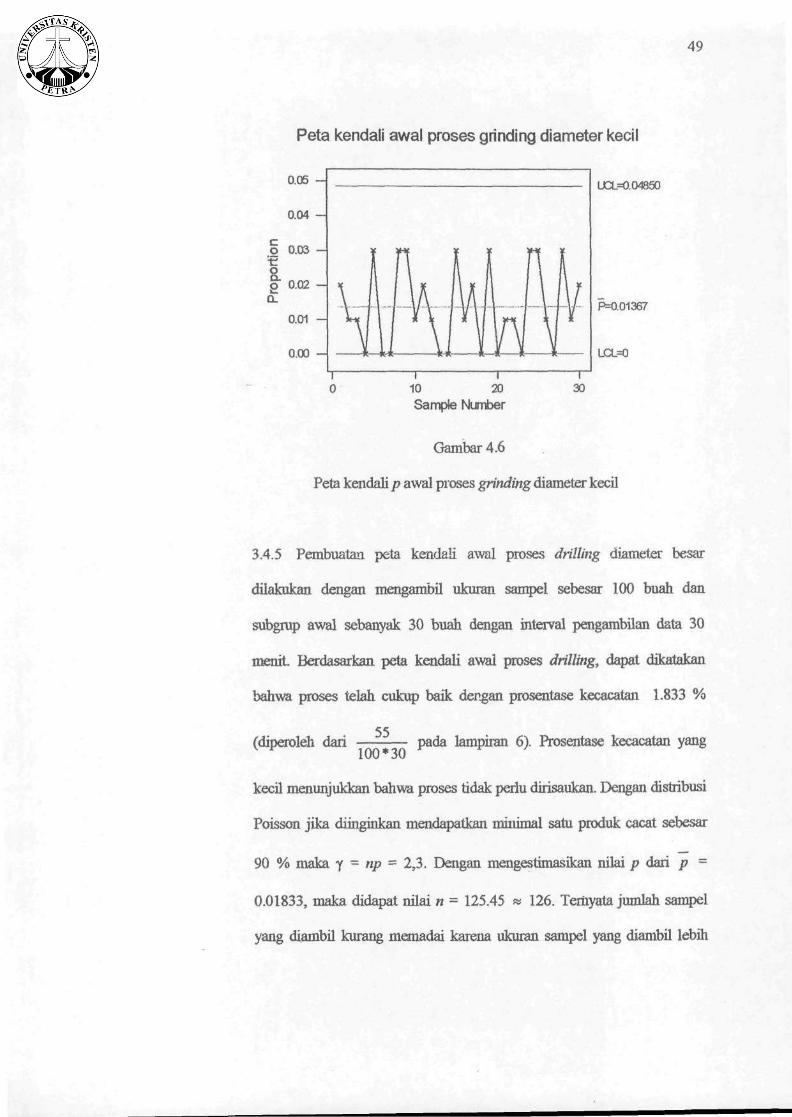
3.4.4 Pembuatan peta kendah awal proses grinding diameter besar
dilakukan dengan mengambil ukuran sampel sebesar 100 buah dan
U.ttJ -
48
subgrup awal sebanyak 30 buah dengan interval pengambilan data 30
menit Berdasarkan peta kendali awal proses grinding, dapat dikatakan
bahwa proses telah telah cukup baik dengan prosentase kecacatan 1.366 %
41 (diperoleh dan — pada lampiran 5). Dengan distribusi Poisson jika
diinginkan mendapatkan minimal satu produk cacat sebesar 90 % maka y
= np = 2,3- Dengan mengestimasikan nilai p dari p = 0.01366, maka
didapat nilai n = 168.29 «169. Temyata jumlah sampel yang diambil
kurang memadai karena ukuran sampel yang diambil lebih kecil dari nilai
n, tetapi karena keterbatasan waktu data tersebut tetap dipergunakan
dengan resiko bahwa resiko probabilitas mendeteksi cacat > 1 menjadi
lebih kecil dari 90 %. Perhitungan X = np = (100).(0.01366) = 1.366.
Berdasarkan tabel distribusi Poisson didapatkan probabmtas mendeteksi
cacat> 1 yang baru menjadi 76.5 %
Peta kendali awal untuk proses grinding diameter kecil dapat
dilihat pada gambar 4.6, sedangkan data awal proses grinding diameter
kecil dapat dilihat pada lampiran 2.
49
Peta kendali awal proses grinding diameter kecil
LCL=0.04350
P=O01367
LCL=0
0 10 20 30
Sample Number
Gambar 4.6
Peta kendali p awal proses grinding diameter kecil
3.4.5 Pembuatan peta kendali awal proses drilting diameter besar
dilakukan dengan mengambil ukuran sampel sebesar 100 buah dan
subgrup awal sebanyak 30 buah dengan interval pengambilan data 30
menit Berdasarkan peta kendali awai proses drilting, dapat dikatakan
bahwa proses telah cukup baik dengan prosentase kecacatan 1.833 %
(diperoleh dari pada lampiran 6). Prosentase kecacatan yang
kecil menunjukkan bahwa proses tidak perlu dirisaukan. Dengan distribusi
Poisson jika diinginkan mendapatkan miiiimal satu produk cacat sebesar
90 % maka y - np = 2,3. Dengan mengestimasikan nitei p dari p =
0.01833, maka didapat nilai n = 125.45 » 126. Teriryata jumlah sampel
yang diambil kurang memadai karena ukuran sampel yang diambil lebih
0.05 -
0.04 -
50
kecil dari nilai n, tetapi karena keterbatasan waktu data tersebut tetap
dipergunakan dengan resiko bahwa resiko probabilitas mendeteksi cacat >
1 menjadi lebih kecil dari 90 %. Perliitungan X = np~ (100).(0.01833) =
1.833 Berdasarkan tabel distribusi Poisson didapatkan probabilitas
mendeteksi cacat> 1 yang baru menjadi 85 %
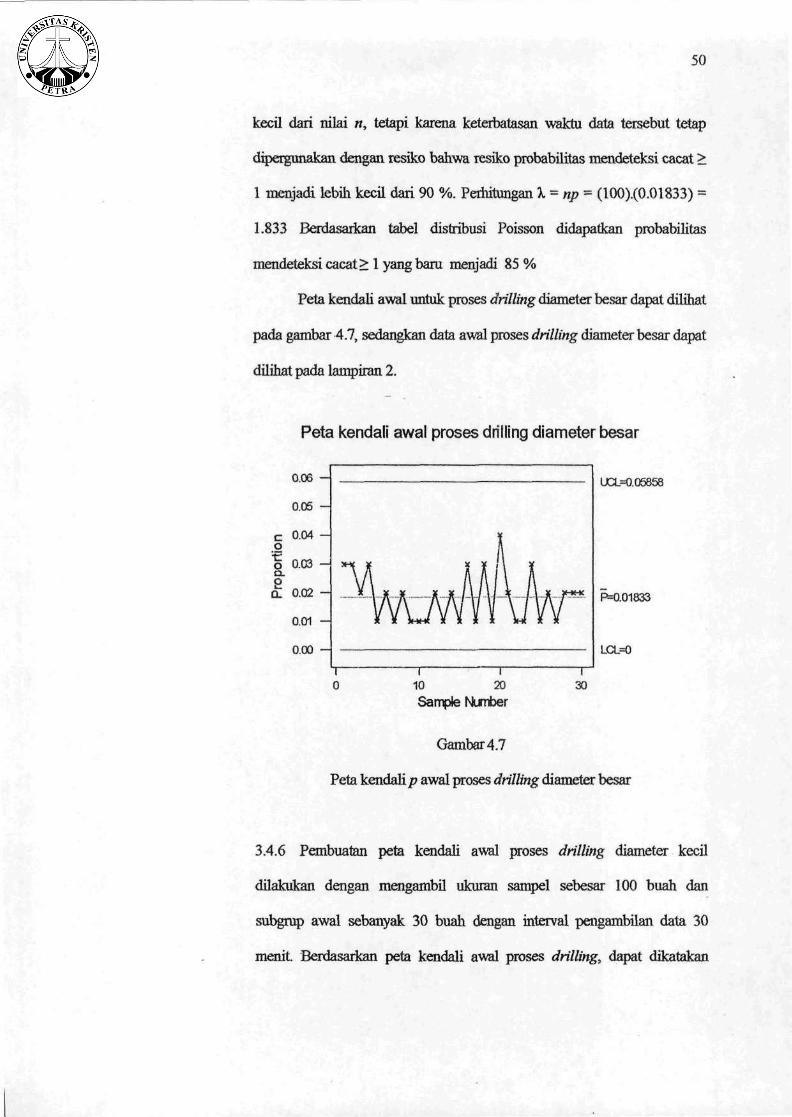
Peta kendali awal untuk proses drilling diameter besar dapat dilihat
pada gambar 4.7, sedangkan data awal proses drilling diameter besar dapat
dilihat pada lampiran 2.
Peta kendali awal proses drilling diameter besar
0.06
0.05
c 0.04 o
o 0.C3 o. 2
CL 0.02
0.01
0.00 0 10 20 30
SampteNumber
Gambar4.7
Peta kendalip awal proses drilling diameter besar
3.4.6 Pembuatan peta kendali awal proses drilling diameter kecil
dilakukan dengan mengambil ukuran sampel sebesar 100 buah dan
subgrup awal sebanyak 30 buah dengan interval pengambilan data 30
menit. fierdasarkan peta kendali awal proses drilling, dapat dikatakan
UCL=0.05858
— P=0.01833
LCL=0
51
bahwa proses telah cukup baik dengan prosentase kecacatan 1.733 %
52 (diperoleh dan — pada lampiran 7). Prosentase kecacatan yang
kecil menunjukkan bahwa proses tidak perlu dirisaukan. Dengan distribusi
Poisson jika diinginkan mendapatkan minimal satu produk cacat sebesar
90 % maka y = np = 2,3. Dengan mengestimasikan nilai p dari p =
0.01733, maka didapat nilai n ~ 132.69 « 133. Ternyata jumlah sampel
yang diambil kurang memadai karena ukuran sampel yang diambil lebih
kecil dari nilai n, tetapi karena keterbatasan waktu data tersebut tetap
dipergunakan dengan resiko bahwa resiko probabilitas mendeteksi cacat >
1 menjadi lebih kecil dari 90 %. Perhitungan l = np = (100).(0.01733) =
1.733. Berdasarkan tabel distribusi Poisson didapatkan probabilitas
mendeteksi cacat> 1 yang baru menjadi 83.4 %
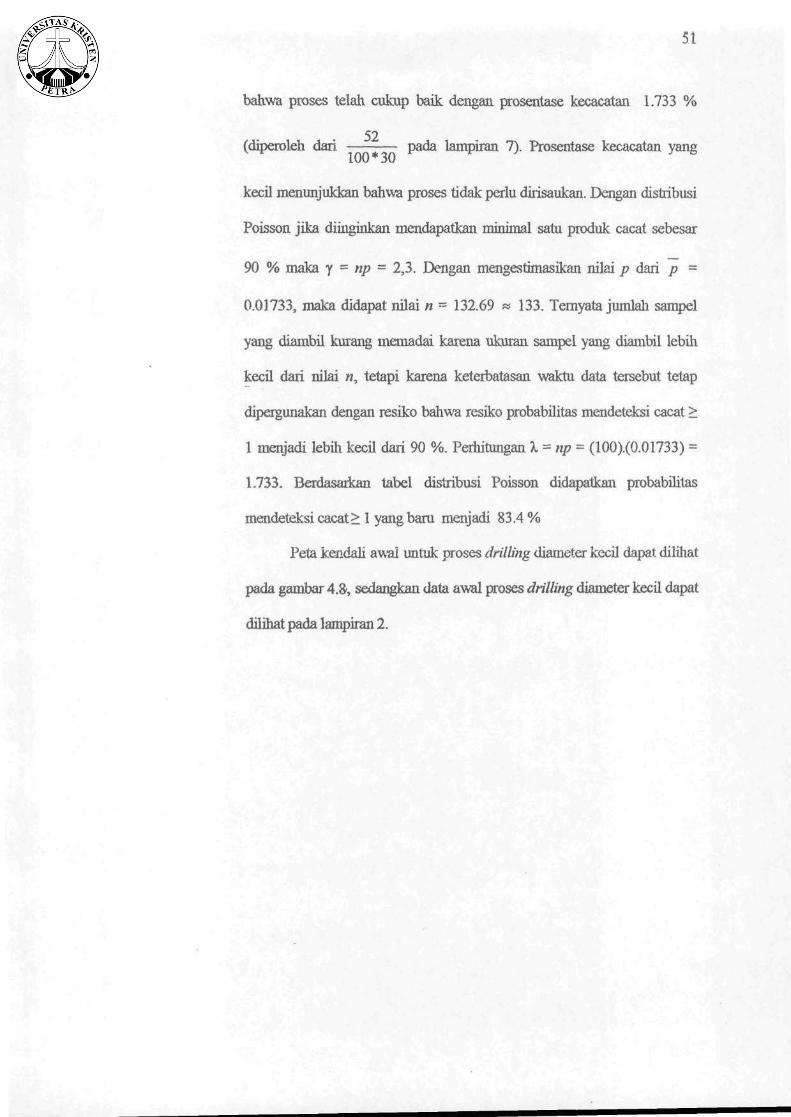
Peta kendali awal untuk proses drillmg diameter kecil dapat dilihat
pada gambar 4.8, sedangkan data awal proses drilling diameter kecil dapat
dilihat pada lampiran 2.
52
Peta kendali awal proses drilling diameter kecil
0.06
0.05
0.04 -c o
s 003
o. £ 0.02
0.01
0.00
0 10 20 30
Sampte Number
Gambar4.8
Peta kendali/j awal proses drilling diameter kecil
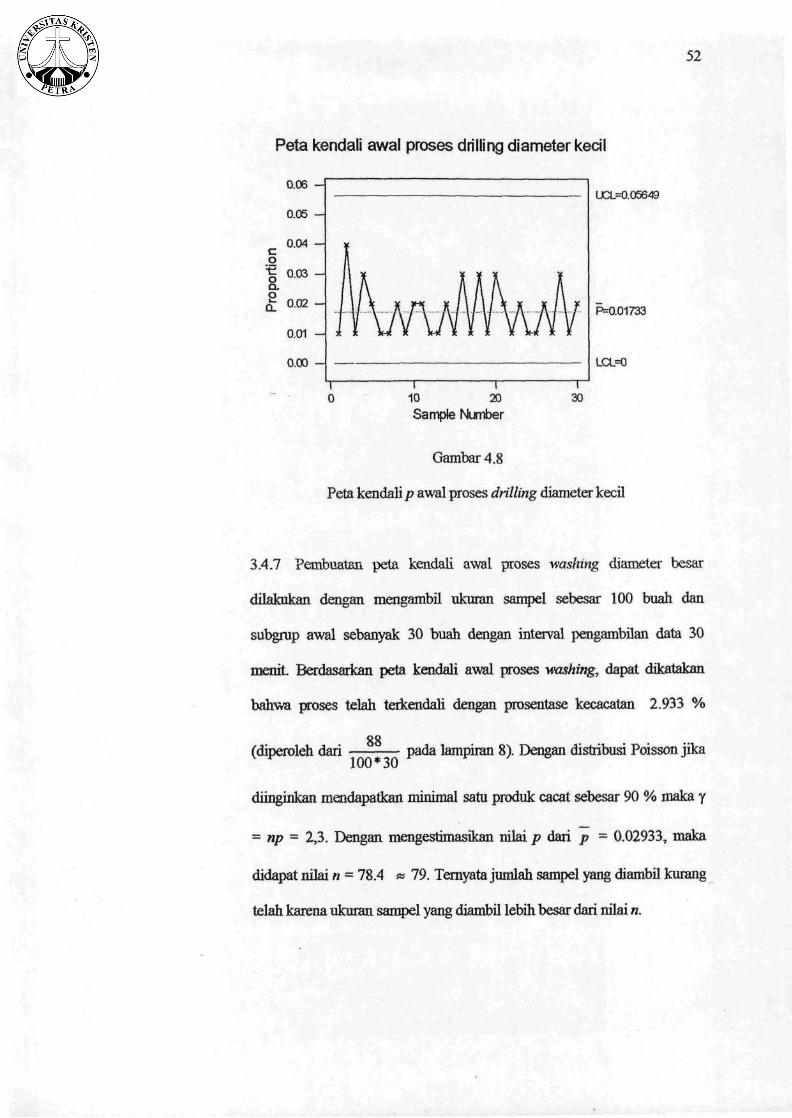
3.4.7 Pembuataii peta kendali awal proses washing diameter besar
dilakukan dengan mengambil ukuran sampel sebesar 100 buah dan
subgrup awal sebanyak 30 buah dengan interval pengambilan data 30
menit Berdasarkan peta kendali awal proses washing, dapat dikatakan
bahwa proses telah terkendali dengan prosentase kecacatan 2.933 %
88 (diperoleh dari pada lampiran 8). Dengan distribusi Poisson jika
diinginkan mendapatkan minimal satu produk cacat sebesar 90 % maka y
= np = 2,3. Dengan niengestimasikan nilai p dari p = 0.02933, maka
didapat nilai n = 78.4 « 79. Ternyata jumlah sampel yang diambil kurang
telah karena ukuran sampel yang diambil lebih besar dari nilai n.
IXL=0.05649
P=0.01733
LCL=0
53
Peta kendali awal untuk proses washing diameter besar dapat
dilihat pada gambar 4.9, sedangkan data awai proses washing diameter
besar dapat dilihat pada lampiran 2.
Peta kendali awal proses washing diameter besar
0.08 -
0.00 -
10 20 Sample Nunber
30
UCL=0.07996
P=0.02933
LCL=0
Gambar4.9
Peta kendah\p awal proses washing diameter besar
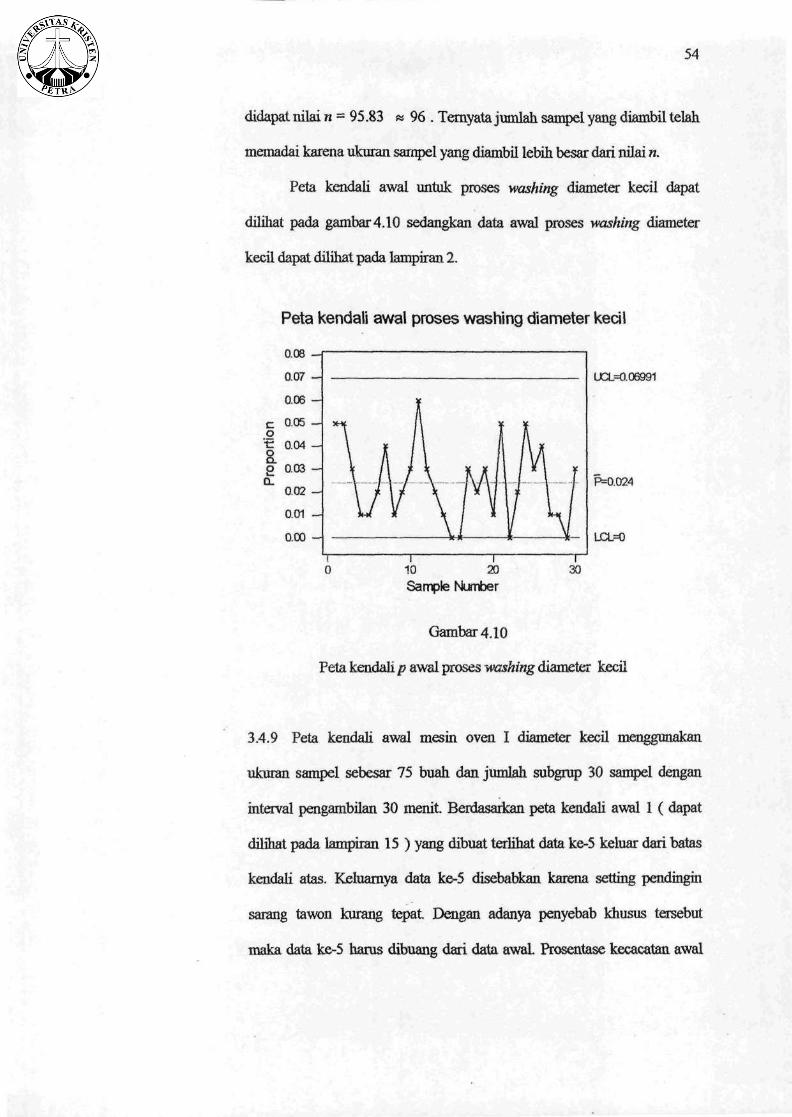
3.4.8 Pembuatan peta kendali awal proses washing diameter kecil
dilakukan dengan mengambil ukuran sampel sebesar 100 buali dan
subgrup awal sebanyak 30 buah dengan interval pengambilan data 30
menit. Berdasarkan peta kendali awal proses washing, dapat dikatakan
bahwa proses telah terkendali dengan prosentase kecacatan 2.4 %
72 (diperoleh dari pada lampiran 9). Dengan distribusi Poisson jika
100*30
diinginkan mendapatkan niinimal satu produk cacat sebesar 90 % maka y
= np = 2,3. Dengan mengestimasikan nilai p dari p = 0.024 , maka
54
didapat nilai n = 95.83 « 96 . Ternyata jumlah sampel yang diambil telah
memadai karena ukuran sampel yang diambil lebih besar dari nilai n.
Peta kendali awal untuk proses washing diameter kecil dapat
dilihat pada gambar4.10 sedangkan data awal proses washing diameter
kecil dapat dilihat pada lampiran 2.
Peta kendali awal proses washing diameter kedl
0.08 -
0.07 -
0.06 -
n 005 -o '•C 0.04 -o D. g 0.03 -o.
002 -
0.01
0.03
GambaM.lO
Peta kendali p awal proses washing diameter kecil
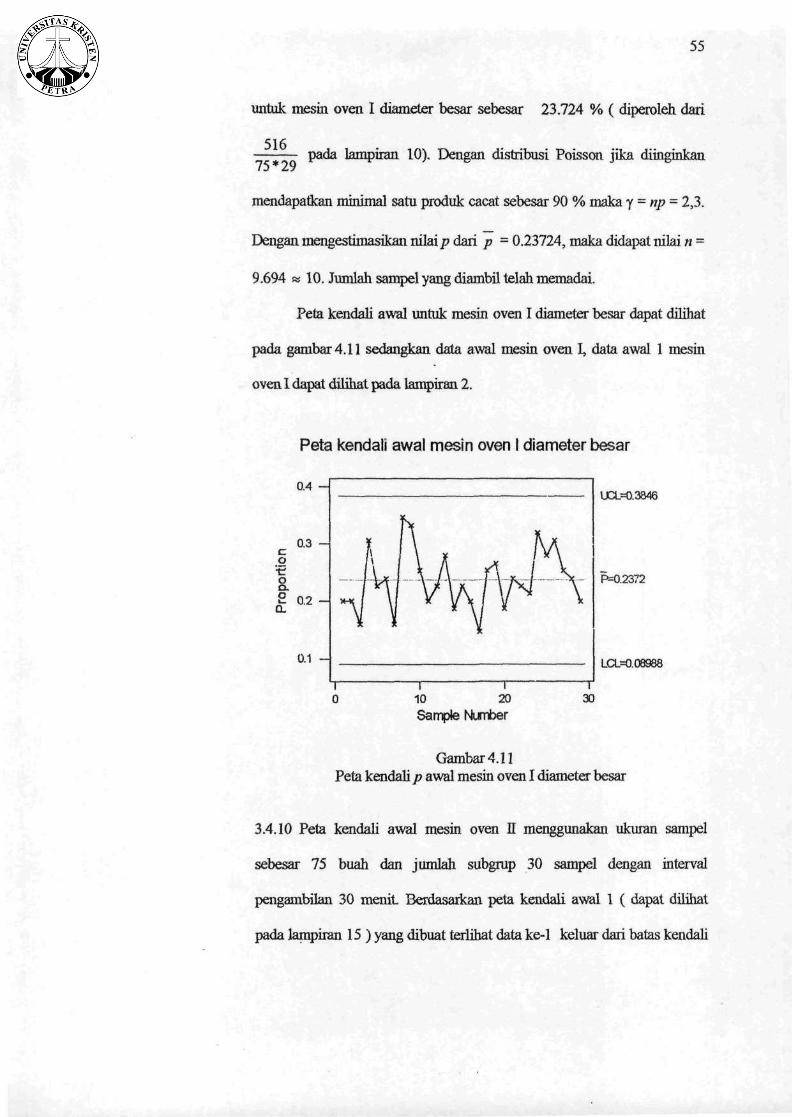
3.4.9 Peta kendali awal mesin oven I diameter kecil menggunakan
ukuran sampel sebesar 75 buah dan jumlah subgrup 30 sampel dengan
interval pengambilan 30 menit. Berdasarkan peta kendali awal 1 ( dapat
dilihat pada lampiran 15 ) yang dibuat terlihat data ke-5 keluar dari batas
kendali atas. Keluamya data ke-5 disebabkan karena setting pendingin
sarang tawon kurang tepat Dengan adanya penyebab khusus tersebut
maka data ke-5 harus dibuang dari data awal. Prosentase kecacatan awal
UCL=0.06991
P=0.024
LCL=0
20 Sample Number
55
untuk mesin oven I diameter besar sebesar 23.724 % ( diperoleh dari
pada lampiran 10). Dengan distribusi Poisson jika diinginkan
mendapatkan rninirnal satu produk cacat sebesar 90 % maka y = np = 2,3.
Dengan mengestimasikan nilaip dari p = 0.23724, maka didapat nilai n =
9.694 « 10. Jumlah sampel yang diambil telah memadai.
Peta kendali awal untuk mesin oven I diameter besar dapat dilihat
pada gambar4.11 sedangkan data awal mesin oven I, data awal 1 mesin
ovenl dapat dilihat pada lampiran 2.
Peta kendali awal mesin oven I diameter besar
UCL=0.3846
P=0.2372
LCL=0.08988
20
Sample Number
Gambar 4.11 Peta kendah p awal mesin oven I diameter besar
3.4.10 Peta kendah awal mesin oven H menggunakan ukuran sampel
sebesar 75 buah dan jumlah subgrup 30 sampel dengan interval
pengambilan 30 menit Berdasarkan peta kendali awal 1 ( dapat dilihat
pada lampiran 15) yang dibuat terlihat data ke-1 keluar dari batas kendah

56
atas. Keluarnya data ke-1 disebabkan karena setting geser sehingga antara
punch dan matras tidak center. Dengan adanya penyebab khusus tersebut
maka data ke-1 harus dibuang dari data awal. Prosentase kecacatan awal
untuk mesin oven I diameter besar sebesar 24.09 % ( diperoleh dari
524 — pada lampiran 11). Dengan distribusi Poisson jika diinginkan
mendapatkan minimal satu produk cacat sebesar 90 % maka y = np = 2,3.
Dengan mengestimasikan nilai p dari p = 0.2409, maka didapat nilain =
9.54 « 10. Temyata jumlah sampel yang diambil telah memadai karena
ukuran sampel yang diambil lebih besar dari nilai n.
Peta kendali awal untuk mesin oven H diameter besar dapat dilihat
pada gambar 4.12, sedangkan data awal mesin oven H, data awal 1 mesin
oven II dapat dilihat pada lampiran 2.
Peta kendaliawal mesin oven II diameter besar
0.4 - r
T 10 20 Sample Number
UCL=0.3706
P=0.2257
LCL=0.08092
Gambar 4.12
Peta kendali p awal mesin oven II diameter besar

57
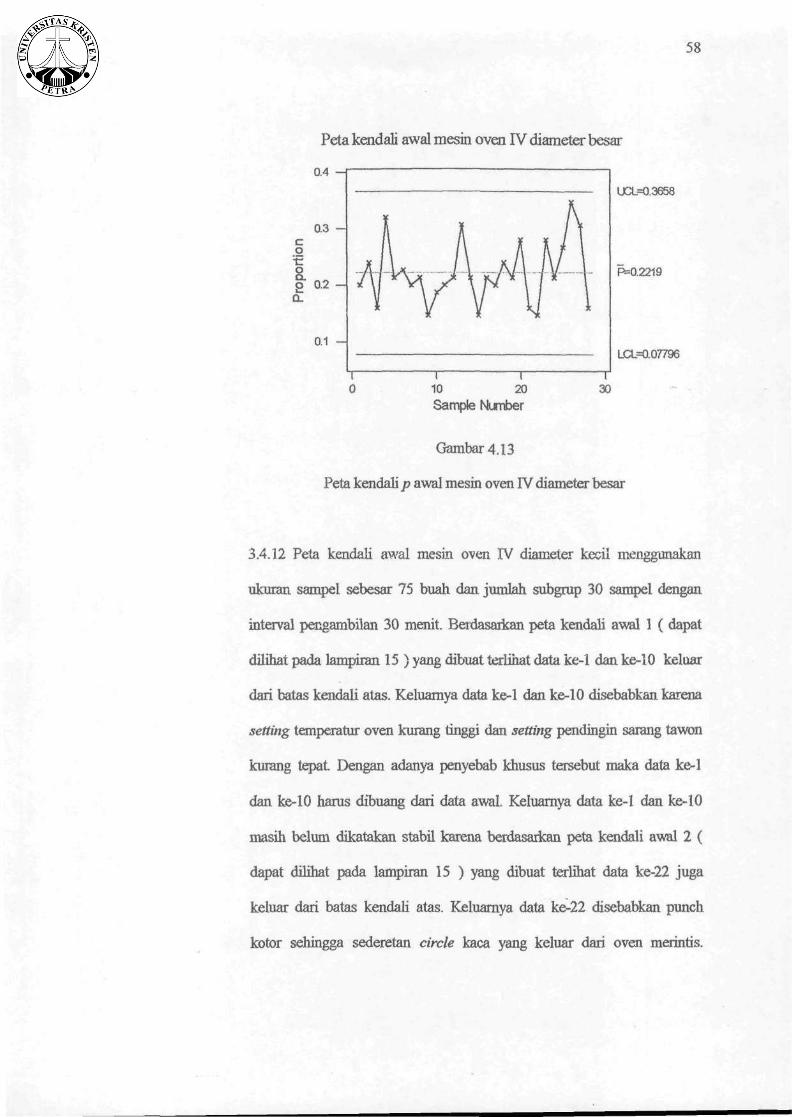
3.4.11 Peta kendali awal mesin oven IV menggunakan ukuran sampel
sebesar 75 buah dan jumlah subgrup 30 sampel dengan interval
pengambilan 30 meuit. Berdasarkan peta kendali awal 1 ( dapat dilihat
pada lampiran 15 ) yang dibuat terlihat data ke-28 keluar dari batas
kendali atas. Keluamya data ke-28 disebabkan karena setting geser
sehingga antara punch dan matras tidak center. Dengan adanya penyebab
khusus tersebut maka data ke-28 harus dibuang dari data awal. Keluarnya
data ke-28 masih belum dikatakan stabil karena berdasarkan peta kendali
awal 2 ( dapat dilihat pada lampiran 15 ) yang dibuat terlihat data ke-26
juga keluar dari batas kendali atas. Keluamya data ke-26 disebabkan
karena setting pendingin tawon terlalu tinggi. Dengan adanya penyebab
khusus tersebut maka data ke-26 harus dibuang dari data awal sehingga
diperoleh data yang stabil dengan 28 subgrup awal. Prosentase kecacatan
awal untuk mesin oven IV diameter besar sebesar 22.19 % ( diperoleh
dari pada lampiran 12). Dengan distribusi Poisson jika diinginkan
mendapatkan minimal satu produk cacat sebesar 90 % maka y - np = 2,3-
Dengan mengestimasikan nilai p dari p = 0.2219, maka didapat nilai n =
10.364 « 1 1 . sehingga sampel yang diambil telah memadai. Peta kendali
awal untuk mesin oven IV diameter besar dapat dilihat pada gambar4.13,
sedangkan data awal mesin oven IV, data awal 1 mesin oven IV dan data
awal 2 mesin oven W diameter besar dapat dilihat pada lampiran 2.
58
Peta kendah awal mesin oven IV diameter besar
0.4 - r
r~ —r 10 20 Sample Number
UCL=0.3658
P=0.2219
LCL=0.07796
Gambar4.13
Peta kendah p awal mesin oven IV diameter besar
3.4.12 Peta kendali awal mesin oven IV diameter kecil menggunakan
ukuran sampel sebesar 75 buah dan jumlah subgrup 30 sampel dengan
interval pengambilan 30 menit. Berdasarkan peta kendali awal 1 ( dapat
dilihat pada lampiran 15 ) yang dibuat terlihat data ke-1 dan ke-10 keluar
dari batas kendali atas. Keluamya data ke-1 dan ke-10 disebabkan karena
setting temperatur oven kurang tinggi dan setting pendingin sarang tawon
kurang tepat. Dengan adanya penyebab khusus tersebut maka data ke-1
dan ke-10 harus dibuang dari data awal. Keluamya data ke-1 dan ke-10
masih belum dikatakan stabil karena berdasarkan peta kendali awal 2 (
dapat dilihat pada lampiran 15 ) yang dibuat terlihat data ke-22 juga
keluar dari batas kendah atas. Keluamya data ke-22 disebabkan punch
kotor sehingga sederetan circle kaca yang keluar dari oven merintis.

59
Dengan adanya penyebab khusus tersebut maka data ke-22 juga harus
dibuang dari data awal sehingga diperoleh data yang stabil dengan 27
subgrup awaL Prosentase kecacatan awal untuk mesin oven IV diameter
•5/r i
kecil sebesar 17.82 % ( diperoleh dari pada lampiran 13). Dengan
distribusi Poisson jika diinginkan mendapatkan minimal satu produk cacat
sebesar 90 % maka y = np = 2,3- Dengan mengestimasikan nilai p dari p
= 0.1782, maka didapat nilai « = 12.9 « 13. Ternyata jumlah sampel yang
diambil telah memadai karena ukuran sampel yang diambil lebih besar
dari nilai n.
Peta kendali awal untuk mesin oven IV diameter kecil dapat dilihat
pada gambar4.14, sedangkan data awal mesin oven IV diameter kecil
dapat dilihat. pada lampiran 2.
Peta kendali avvai mesin oven IV diameter kecil
UCL=0.3109
P=0.1783
LCL=0.04569
0 10 20 30
Sample Number
Gambar4.l4
Peta kendali/) awal mesin oven IV diameter kecil
60
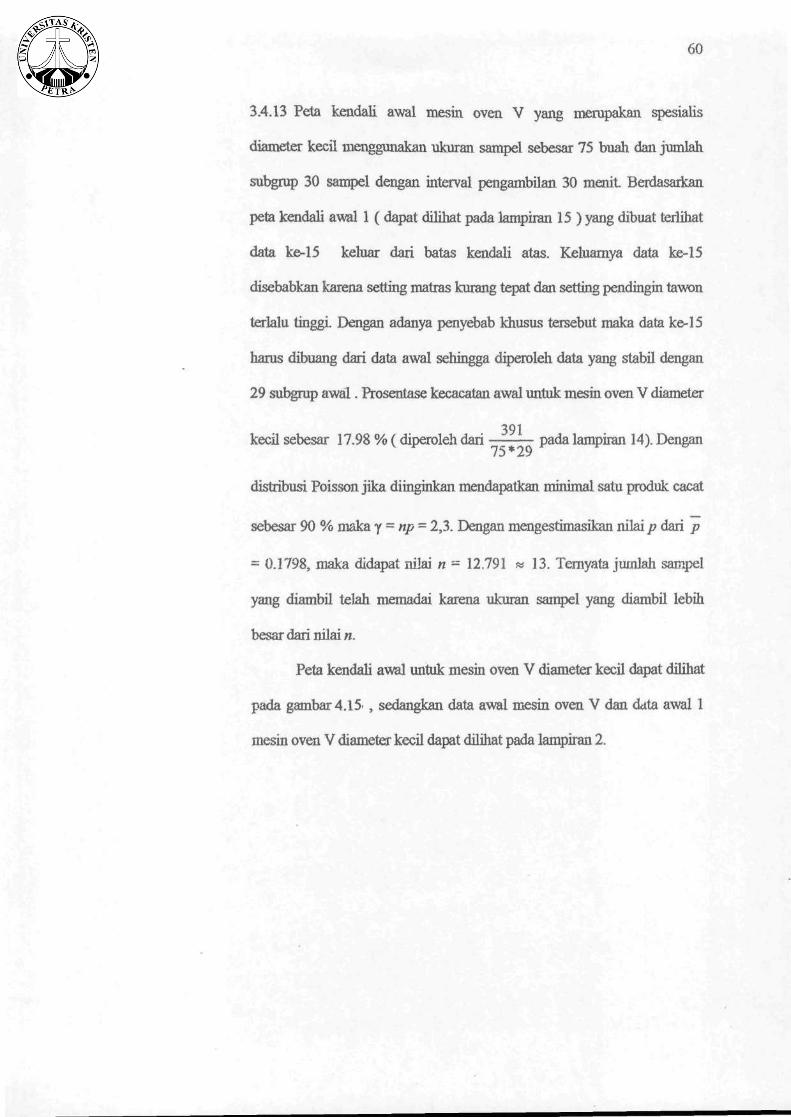
3.4.13 Peta kendali awal mesin oven V yang merupakan spesialis
diameter kecii menggunakan ukuran sampel sebesar 75 buah dan jumlah
subgrup 30 sampel dengan interval pengambilan 30 menit Berdasarkan
peta kendali awal 1 ( dapat dilihat pada lampiran 15 ) yang dibuat terlihat
data ke-15 keluar dari batas kendali atas. Keluamya data ke-15
disebabkan karena setting matras kurang tepat dan setting pendingin tawon
terlalu tinggi. Dengan adanya penyebab khusus tersebut maka data ke-15
harus dibuang dari data awal sehingga diperoleh data yang stabil dengan
29 subgrup awal. Prosentase kecacatan awal untuk mesin oven V diameter
391 kecil sebesar 17.98 % (diperoleh dan pada lampiran 14). Dengan
distribusi Poisson jika diinginkan mendapatkan nunimal satu produk cacat
sebesar 90 % maka y = np = 2,3. Dengan mengestimasikan nilai p dari p
= 0.1798, maka didapat nilai n - 12.791 » 13. Temyata jurnlah sampel
yang diambil telah memadai karena ukuran sampel yang diambil lebih
besardarinilain.
Peta kendali awal untuk mesin oven V diameter kecil dapat dilihat
pada gambar 4.15. , sedangkan data awal mesin oven V dan data awal 1
mesin oven V diameter kecil dapat dilihat pada lampiran 2.

61
Peta kendali awal mesin oven V diameter kecil
0.3 -
o 0.2 -'•e o a. o
0.1
0.0
o n r~ 10 20 Sample Number
LCL=0.3128
P=0.1798
LCL=0.04675
30
Gambar 4.15
Peta kendali p awal mesin oven V diameter kecil
ANALISA TINGKAT KECACATAN AWAL DAN KECAKAPAN
PROSES
Laporan mengenai tingkat kecacatan awal dan kecakapan proses untuk
produk cover kaca disajikan berdasarkan golongannya pada tabel 42,4.3,4.4,
4.5, dan4.6.
Tabel4.2
Kecacatan Awal Produk Cover kaca di proses potong circle
Diameter
Besar
Kecil
Tingkat kecacatan awal
0.0316 0.028
Kecakapan proses
0.9684
0.972
Proses potong circle memiliki kecacatan awal yang tidak perlu dirisaukan.
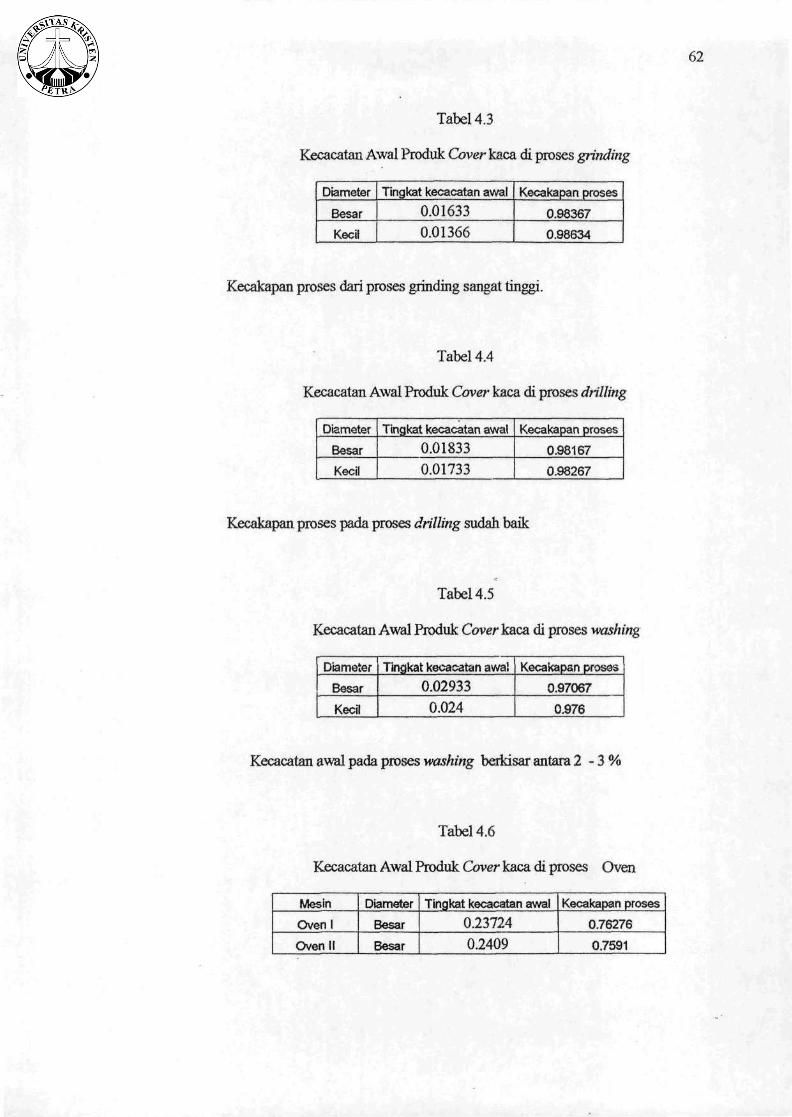
Tabel4.3
Kecacatan Awal Produk Cover kaca di proses grinding
Diameter
Besar
Kecil
Tingkat kecacatan awal
0.01633 0.01366
Kecakapan proses
0.98367
0.98634
Kecakapan proses dari proses grinding sangat tinggi.
Tabel 4.4
Kecacatan Awal Produk Cover kaca di proses drilling
Diameter
Besar
Kecil
Tingkat kecacatan awa!
0.01833
0.01733
Kecakapan proses
0.98167
0.98267
Kecakapan proses pada proses drilling sudah baik
Tabel4.5
Kecacatan Awal Produk Cover kaca di proses washing
Diameter
Besar
Kecil
Tingkat kecacatan awal
0.02933
0.024
Kecakapan proses
0.97067
0.976
Kecacatan awal pada proses washing berkisar antara 2 - 3 %
Tabel 4.6
Kecacatan Awal Produk Cover kaca di proses Oven
Mesin
Oven I
Ovenll
Diameter
Besar
Besar
Tingkat kecacatan awal
0.23724
0.2409
Kecakapan proses
0.76276
0.7591

63
Tabel 4.6
Kecacatan Awal Produk Cover kaca di proses Oven (Lanjutan)
Mesin
Oven IV Oven IV OvenV
Diameter
Besar Kecil Kecil
Tingkat kecacatan awal
0.2219 0.1713 0.1798
Kecakapan proses
0.7781 0.8287 0.8202
Kecacatan awal pada proses oven tinggi berkisar antara 15 - 25 %
Tingkat kecacatan awal ditunjukkan dalam peta kendali p sebagai
p dan kecakapan proses adalah (l-p). Tingkat kecacatan awal dan kecakapan
proses digunakan untuk mengetehui kondisi awal dari masing-masing proses.
1. PEMBUATAN KURVA KO (KARAKTERISTIK OPERASI)
Kurva KO bertujuan untuk mengukur kemampuan dari peta
kendali untuk mendeteksi pergeseran pada nilai nominal p ke nilai iain dari p
( sebagai sumbu x ) dan nilai (3 ( sebagai sumbu y ). Nilai 13 dihitung dengan
rumuspadalandasanteori : p =p(p <EKAP p)-p(p <BKBP p)
Pembuatan Kurva KO Proses Potong Circle
5.. 1.1 Kurva KO Proses Potong Circle Diameter Besar
BKA = 0.08420
BKB = 0
n*(BKA) = 8.42«8
n*(BKB) = 0
P=p(p <BKAP p)-p(p <BKBP p)
=p(D<&\p)-p(D<0\p)
64
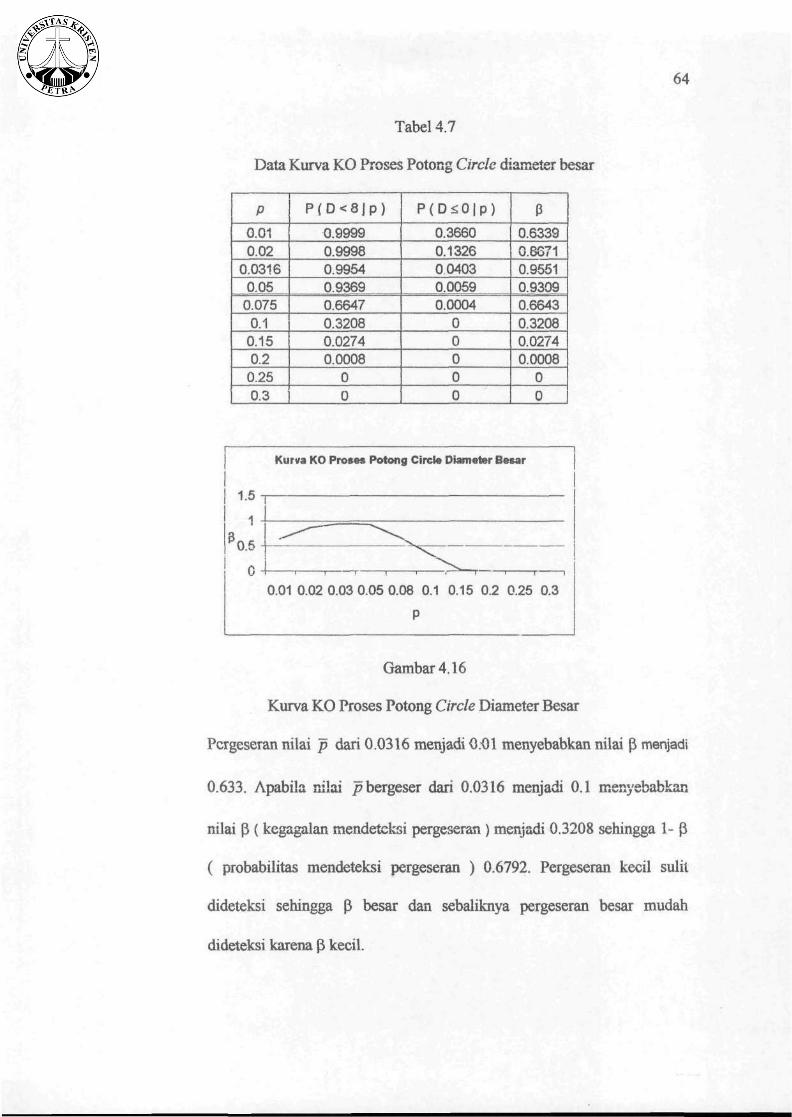
Tabel 4.7
Data Kurva KO Proses Potong Circlc diameter besar
p
0.01 0.02 0.0316 0.05 0.075 0.1 0.15 0.2 0.25 0.3
P(D<8Jp)
0.9999 0.9998 0.9954 0.9369 0.6647 0.3208 0.0274 0.0008 0 0
P(D*0|p)
0.3660 0.1326 0 0403 0.0059 0.0004 0 0 0 0 0
P 0.6339
LO.8671
0.9551 0.9309 0.6643 0.3208 0.0274 0.0008 0 0
Kurva KO Proses Potong Circle Diameter Besar
1.5
0.5
0.01 0.02 0.03 0.05 0.08 0.1 0.15 0.2 0.25 0.3
P
Gambar4.16
Kurva KO Proses Potong Circle Diameter Besar
Pcrgeseran nilai p dari 0.0316 menjadi 0.01 menyebabkan nilai P menjadi
0.633. Apabila nilai ^bergeser dari 0.0316 menjadi 0.1 menyebabkan
nilai p ( kegagalan mendeteksi pergeseran ) menjadi 0.3208 sehingga 1- {5
( probabilitas mendeteksi pergeseran ) 0.6792. Pergeseran kecil sulit
dideteksi sehingga (3 besar dan sebaliknya pergeseran besar mudah
dideteksi karena p kecil.
65
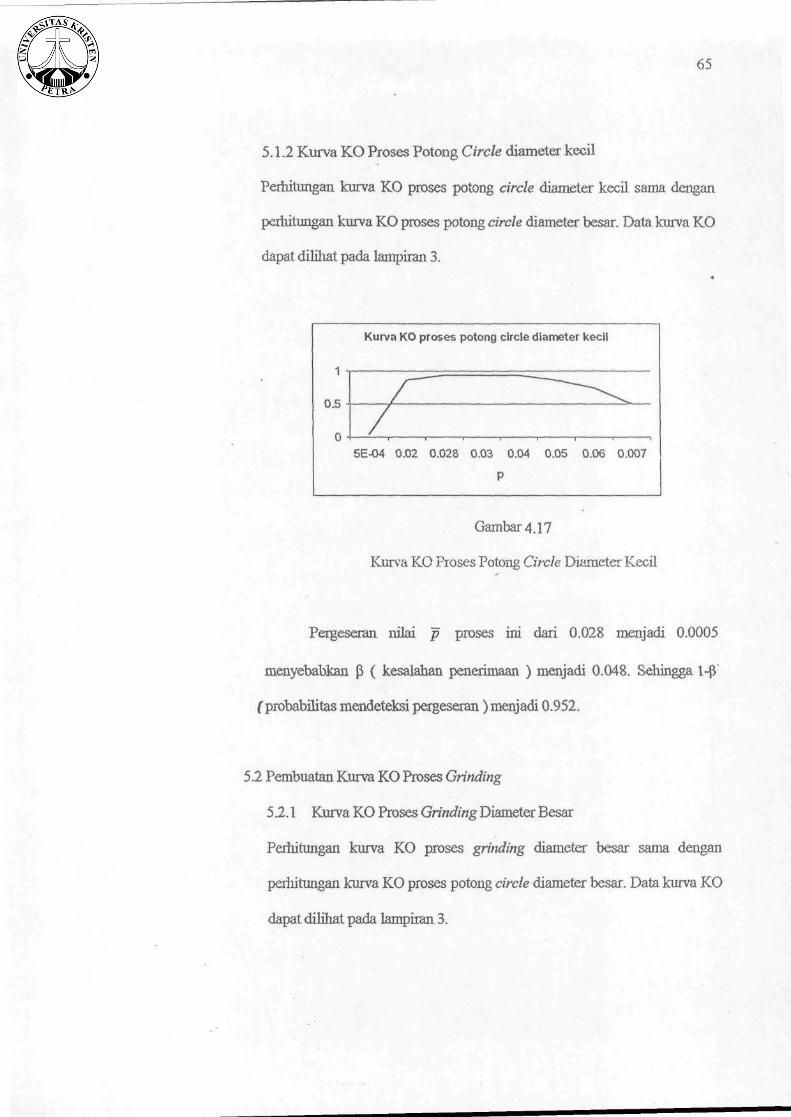
5.1.2 Kurva KO Proses Potong Circle diameter kecil
Perhitungan kurva KO proses potong circle diameter kecil sama dengan
perhitungan kurva KO proses potong circle diameter besar. Data kurva KO
dapat dilihat pada lampiran 3.
Kurva KO proses potong circle diameter kecil
1
0.5
0
5E-04 0.02 0.028 0.03 0.04 0.05 0.06 0.007
P
Gambar4.17
Kurva KO Proses Potong Circle Diameter Kecil
Pergeseran nilai p proses ini dari 0.028 menjadi 0.0005
menyebabkan P ( kesalahan penerimaan ) menjadi 0.048. Sehingga 1-p
f probabilitas mendeteksi pergeseran) menjadi 0.952.
5.2 Pembuatan Kurva KO Proses Grinding
5.2.1 Kurva KO Proses Grinding Diameter Besar
Perhitungan kurva KO proses grinding diameter besar sama dengan
perhitungan kurva KO proses potong circle diameter besar. Data kurva KO
dapat dilihat pada lampiran 3.
66
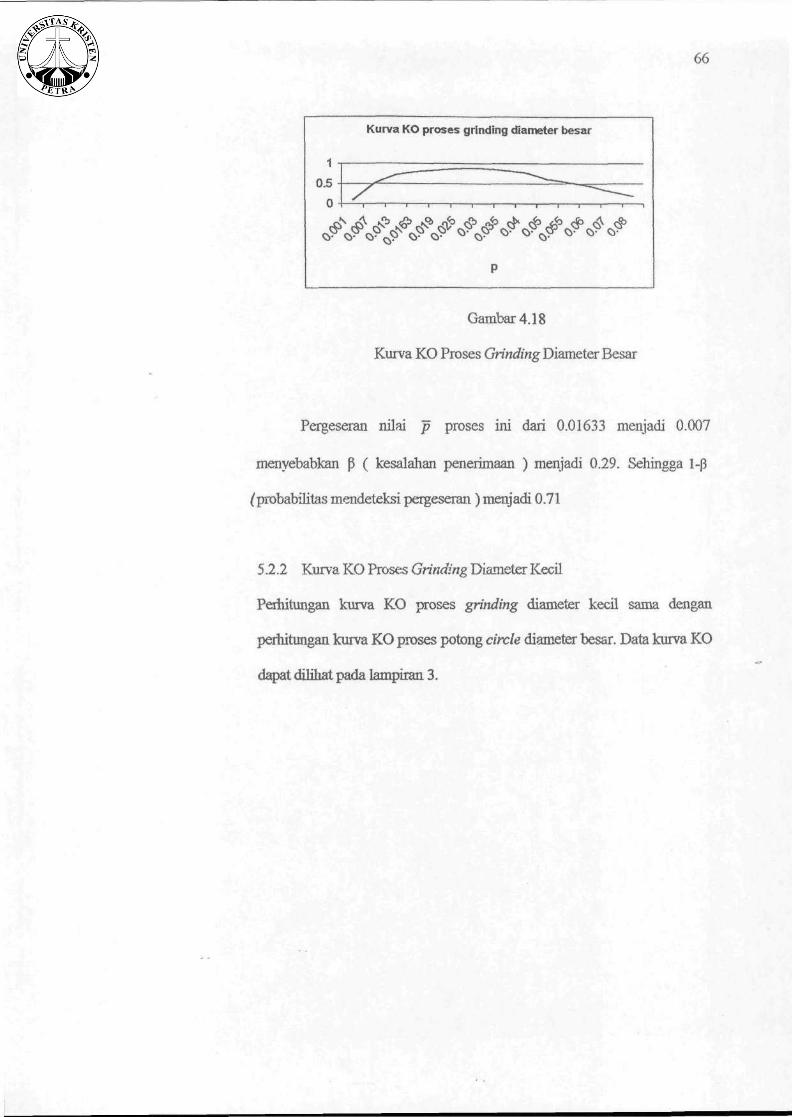
Kurva KO proses grinding diameter besar
^VVVl^^^^/^^ **
Gambar4.18
Kurva KO Proses Grinding Diameter Besar
Pergeseran nilai p proses ini dari 0.01633 menjadi 0.007
menyebabkan p ( kesalahan penerimaan ) menjadi 0.29. Sehingga l-p
^piobabilitas mendeteksi pergeseran ) menjadi 0.71
5.2.2 Kurva KO Proses Grinding Diameter Kecil
Perhitungan kurva KO proses gririding diameter kecil sama dengan
perhitungan kurva KO proses potong circle diameter besar. Data kurva KO
dapat dilihat pada lampiran 3.
67
Kurva KO Proses Grinding Diameter Kecil
0.8
0.6
0.4
0.2
~ r 0.01 0.01 0.01 0.01 0.02 0.03 0.04 0.05 0.06 0.07
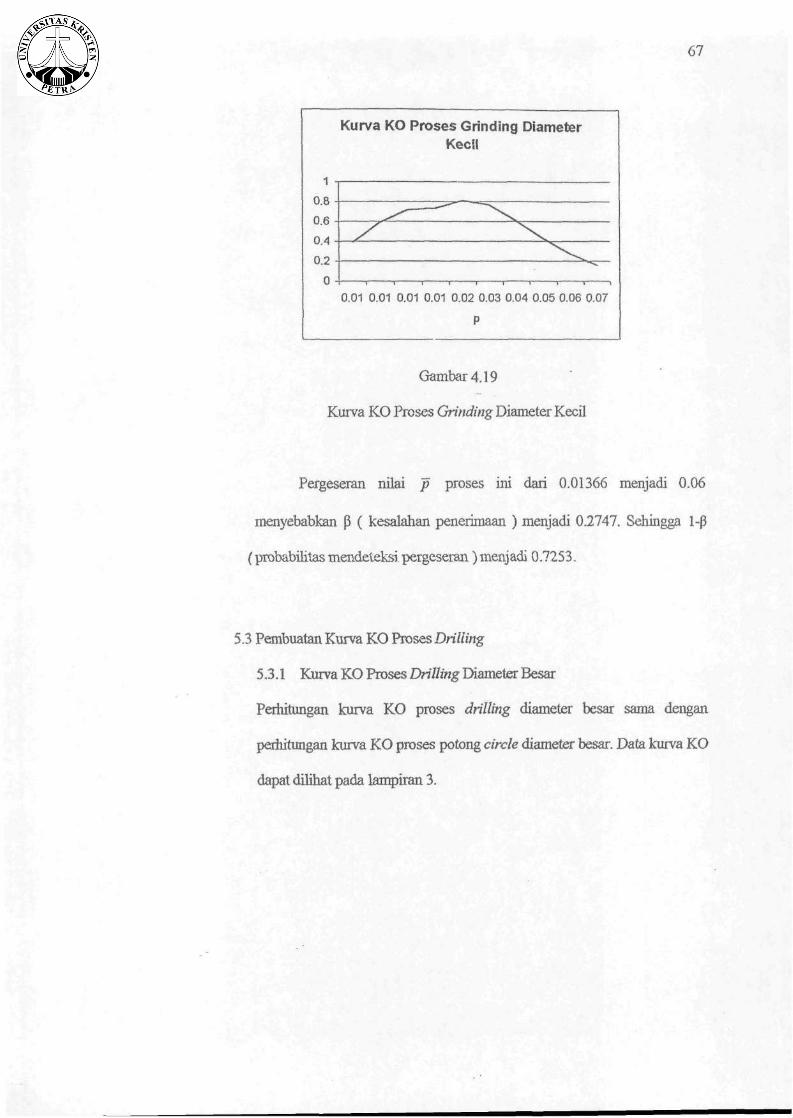
Gambar4.19
Kurva KO Proses Grinding Diameter Kecil
Pergeseran nilai p proses ini dari 0.01366 menjadi 0.06
menyebabkan p ( kesalahan penerimaan ) menjadi 0.2747. Sehingga 1-J3
(probabilitas mendeleksi pergeseran) menjadi 0.7253.
5.3 Pembuatan Kurva KO Proses Drilling
5.3.1 Kurva KO Proses Drilling Diameter Besar
Perhitungan kurva KO proses drillmg diameter besar sarna dengan
perhitungan kurva KO proses potong circle diameter besar. Data kurva KO
dapat dilihat pada lampiran 3.
Kurva KO proses drilling drameter besar
0.5
0 -i 1 1 1 1 1 1 1 1
0.005 0.008 0.015 0.018 0.019 0.04 0.05 0.055
68
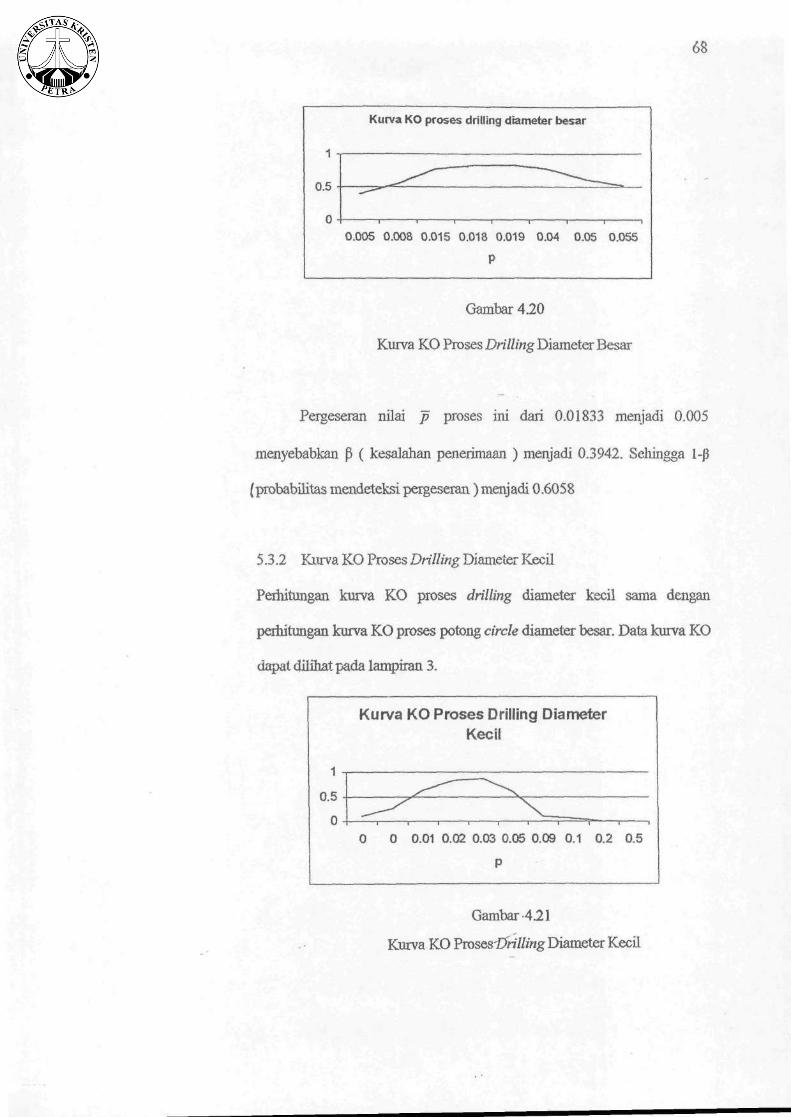
Gambar 4.20
Kurva KO Proses Drilling Diameter Besar
Pergeseran nilai p proses ini dari 0.01833 menjadi 0.005
menyebabkan p ( kesalahan penerimaan ) menjadi 0.3942. Sehingga 1-J3
(probabilitas mendeteksi pergeseran ) menjadi 0.6058
5.3.2 Riirva KO Proses Drilling Diameter Kecil
Perhitungan kurva KO proses drilling diameter kecil sama dengan
perhitungan kurva KO proses potong circle diameter besar. Data kurva KO
dapat dilihat pada lamptran 3.
Kurva KO Proses Drilling Diameter Kecil
0.5
1 1 1 1 1 1 r
0 0 0.01 0.02 0.03 0.05 0.09 0.1 0.2 0.5
Gambar421
Kurva KO Vroses-D'rilling Diameter Kecil
69
Pergeseran nilai p proses ini dari 0.01733 menjadi 0.1
menyebabkan |3 ( kesalahan penerimaan ) menjadi 0.057. Sehingga 1-0
(probabilitas mendeteksi pergeseran) menjadi 0.943
5.4 Pembuatan Kurva KO Proses Washing
5.4.1 Kurva KO Proses Washing Diameter Besar
Perhitungan kurva KO proses washing diameter besar sama deirgan
periiitungarr kurva KO proses potong circle diameter besar. Data kurva KO
dapat dilihat pada lampiran 3.
Kurva KO Proses Washing Diameter Besar
1 i — = = = — 0.5 -/- \ -
0 -| 1 1 1 1 1 i i -^ 1 1 1
0 0 0 0.02 0.03 0.05 0.1 0.5 0.8 0.85
P
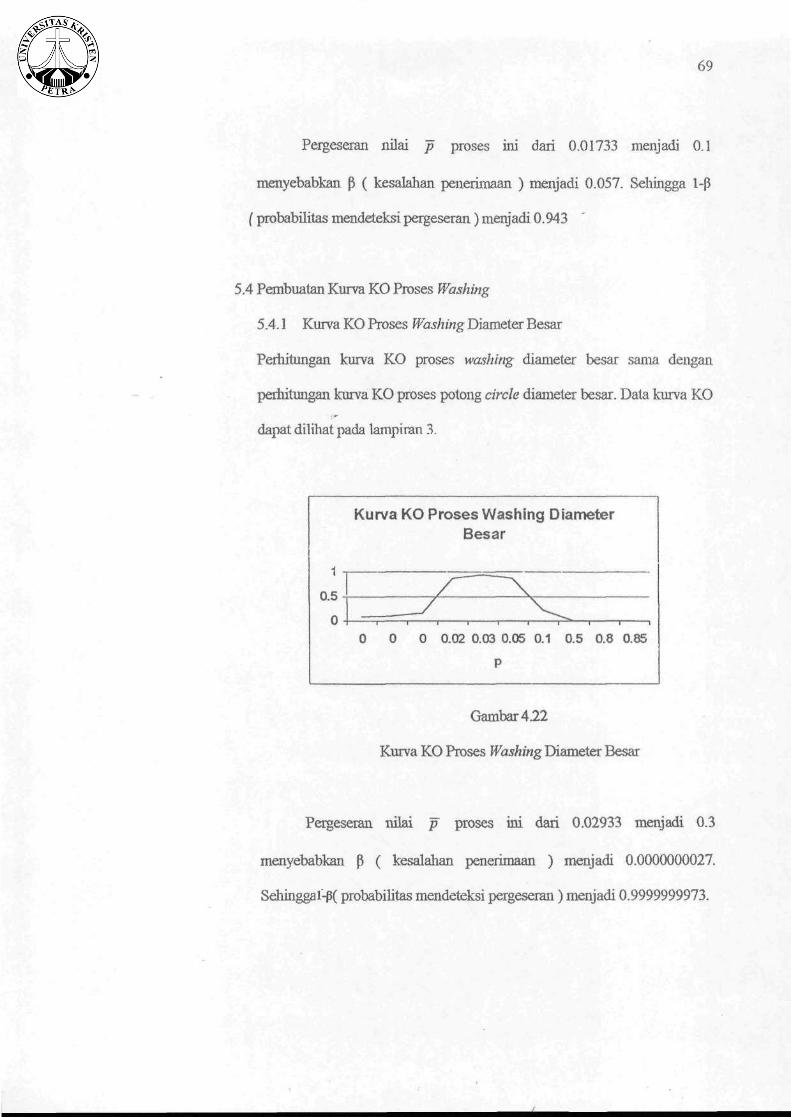
Gambar422
Kurva KO Proses Washing Diameter Besar
Pergeseran nilai p proses ini dari 0.02933 menjadi 0.3
menyebabkan p ( kesalahan penerirnaan ) menjadi 0.0000000027.
Sehinggai-p( probabilitas mendeteksi pergeseran) menjadi 0.9999999973.
70
5.4.2 Kurva KO Proses Washing Diameter Kecil
Perhitungan kurva KO proses washing diameter kecil sama dengan
perhitungan kurva KO proses potong circle diameter besar. Data kurva KO
dapat dilihat pada lampiran 3.
Kurva KO proses washing diameter kecil
1 i
0.5 -/- ^ ^ ^ ^
0 -i 1 1 1 1 1 1 ~ " * " 1
0.0018 0.02 0.024 0.05 0.07 0.09 0.3
P
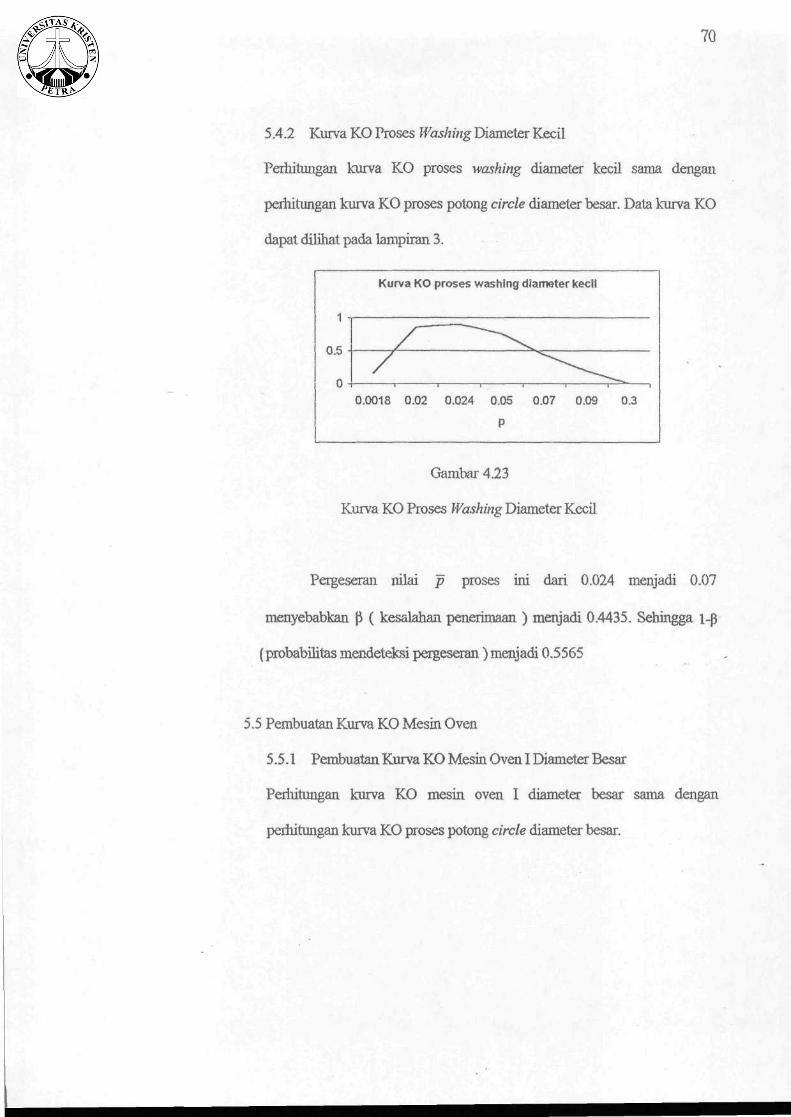
Gambar 4.23
Kurva KO Proses Washing Diameter Kecil
Pergeseran nilai p proses ini dari 0.024 menjadi 0.07
menyebabkan jJ ( kesalahan r^erimaan ) menjadi 0.4435. Sehingga i~p
(probabilitas mendeteksi pergeseran) menjadi 0.5565
5.5 Pembuatan Kurva KO Mesin Oven
5.5.1 PembuatanKurvaKOMesinOvenlDiameterBesar
Perititungan kurva KO mesin oven I diameter besar sama dengan
peihitungan kurva KO proses potong circle diameter besar.
71
1 « ; ^
1 -
0.5-
n -
Kurva KO Mesin Oven 1 Diameter Besar
s^~ N^ _ / ^ .
« i i i • - : i \ i < i
0 0.01 0.01 0.05 0.1 0.15 0.24 0.4 0.5 0.6
P
Gambar 4.24
Kurva KO Mesin Oven I Diameter Besar
Pergeseran nilai p proses ini dari 0.2372 menjadi 0.05
menyebabkan p ( kesalahan peneiimaan ) menjadi 0.081. Sehinggal-R
(probabilitas mendeteksi pergeseran) menjadi 0.919
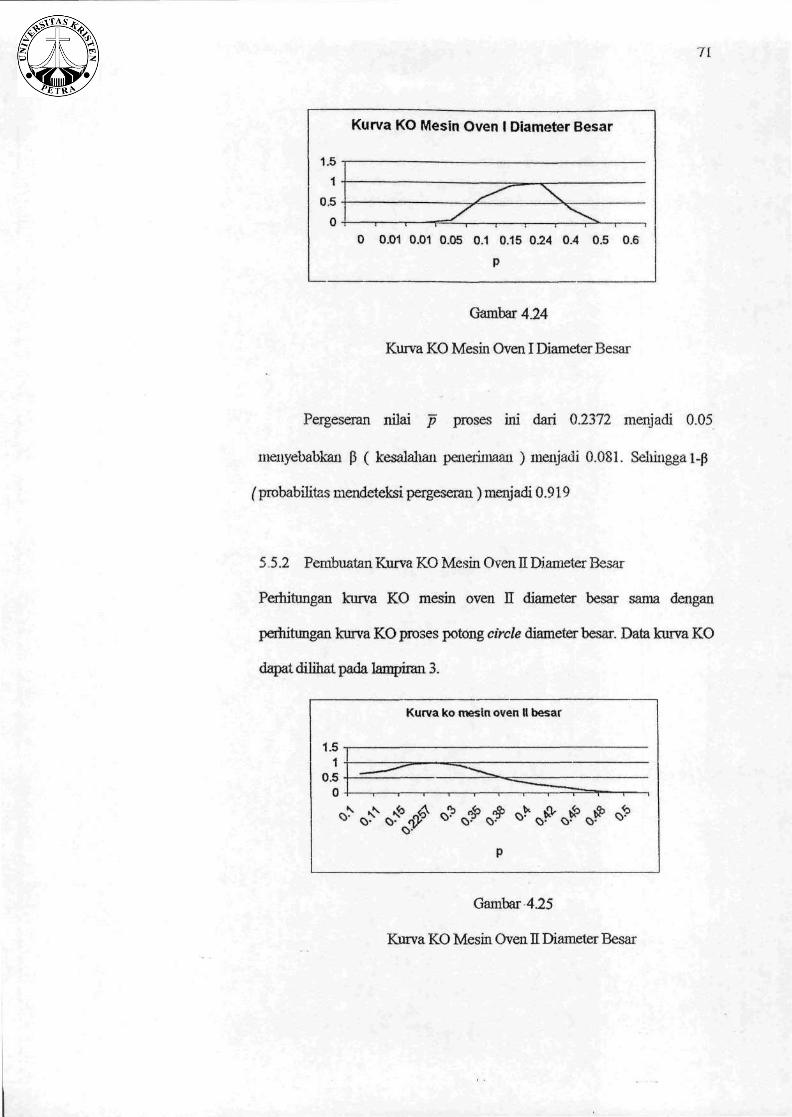
5.5.2 Pembuatan Kurva KO Mesin Oven II Diameter Besar
Perhitungan kurva KO mesin oven II diameter besar sama dengan
perhitungan kurva KO proses potong circle diameter besar. Data kurva KO
dapat dilihat pada larnpiran 3.
Kurva ko mestn oven II besar
1.5 1
0.5
* w / &&& ******** &
Gambar 4.25
Kurva KO Mesin Oven II Diameter Besar
72
Pergeseran nilai p proses ini dari 0.2257 menjadi 0.5
menyebabkan $ ( kesalahan penerimaan ) menjadi 0.01. Sehingga l-j5
(probabilitas mendeteksi pergeseran ) menjadi 0.99
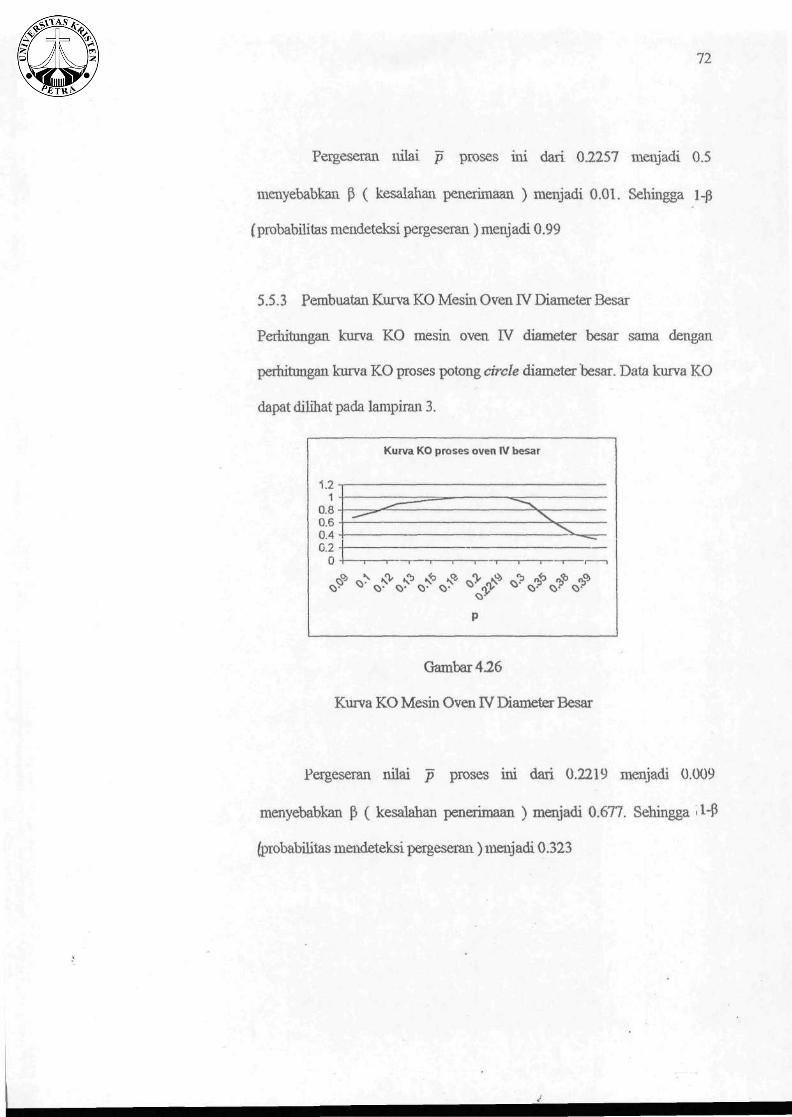
5.5.3 Pembuatan Kurva KO Mesin Oven IV Diameter Besar
Periutungan kurva KO mesin oven IV diameter besar sama dengan
perhitungan kurva KO proses potong circle diameter besar. Data kurva KO
dapat dilihat pada lampiran 3.
Gam.bar4.26
Kurva KO Mesin Oven IV Diameter Besar
Pergeseran nilai p proses ini dari 0.2219 menjadi 0.009
menyebabkan p1 ( kesalahan penerimaan ) menjadi 0.677. Sehingga >1-P
(probabilitas mmdeteksi pergeseran) menjadi 0.323
73
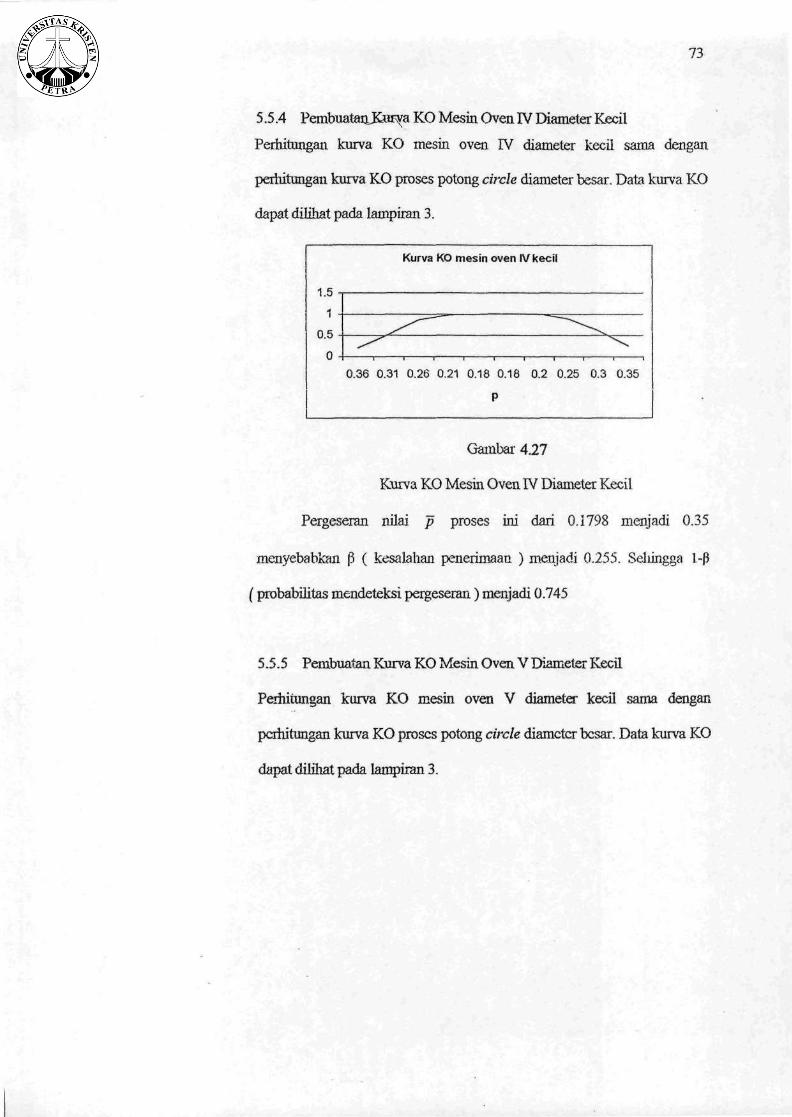
5.5.4 PembuatanJKMrya KO Mesin Oven IV Diameter Kecil
Perhitungan kurva KO mesin oven IV diameter kecil sama dengan
perliitungan kurva KO proses potong circle diameter besar. Data kurva KO
dapat dililiat pada lampiran 3.
Kurva KO mesin oven IV kecil
1.5
1
0.5
~T i i I " I
0.36 0.31 0.26 0.21 0.18 0.18 0.2 0.25 0.3 0.35
Gambar 4.27
Kurva KO Mesin Oven IV Diameter Kecil
Pergeseran nilai p proses ini dari 0.3798 menjadi 0.35
menyebabkan p ( kesalahan penerimaan ) menjadi 0.255. Seliingga 1-0
(probabilitas mendeteksi pergeseran) menjadi 0.745
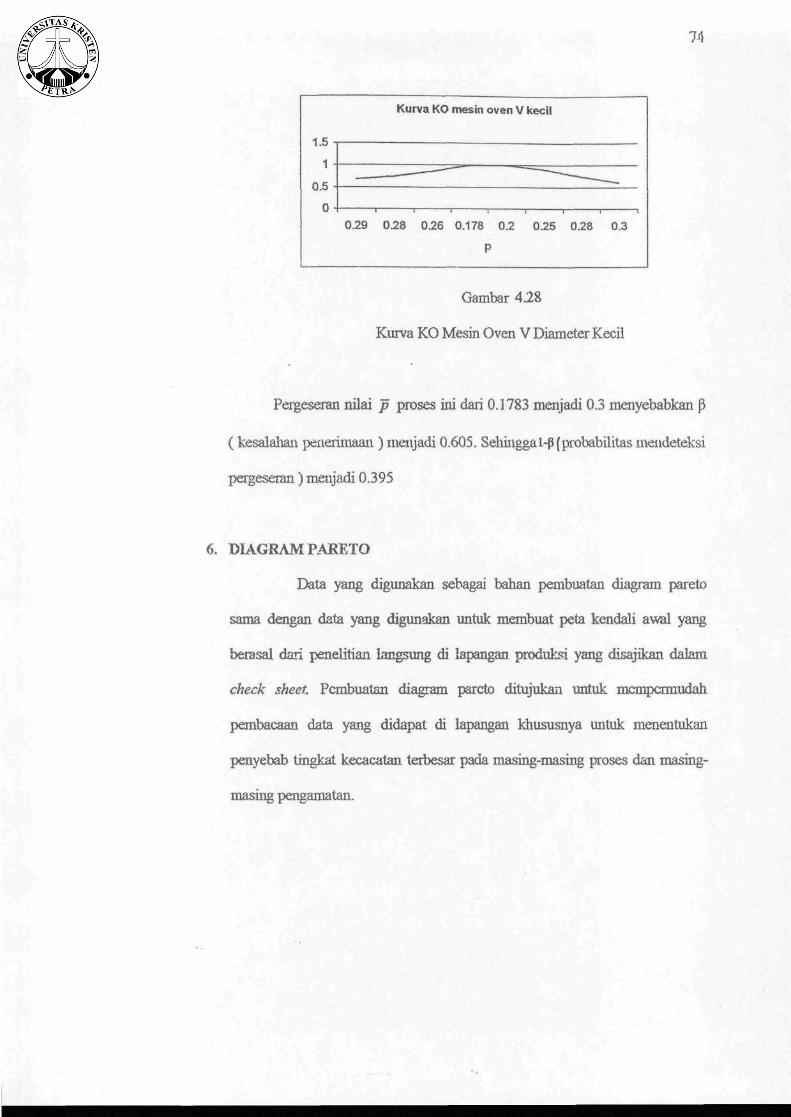
5.5.5 Pembuatan Kurva KO Mesin Oven V Diameter Kecil
Perhitungan kurva KO mesin oven V diameter kecil sama dengan
pcrhitungan kurva KO proscs potong circle diamctcr bcsar. Data kurva KO
dapat dililiat pada lampiran 3.
74
Gambar 4.2S
Kurva KO Mesin Oven V Diameter Kecil
Pergeseran nilai p proses ini dari 0.1783 menjadi 0.3 menyebabkan |3
( kesalahan penerimaan ) menjadi 0.605. Sehinggal-p(probabilitas mendeteksi
pergeseran ) menjadi 0.395
6. DIAGRAMPAJRETO
Data yang digunakan sebagai bahan pembuatan diagram pareto
sama dengan data yang digunakan untuk membuat peta kendali awal yang
berasal dari penelitian langsung di lapangan produksi yang disajikan dalam
check sheet, Pcmbuatan diagram parcto ditujukan untuk mcrnpcrmudah
pembacaan data yang didapat di lapangan khususnya untuk menentukan
penyebab tingkat kecacatan terbesar pada masing-masing proses dan masing-
masing pengamatan.
75
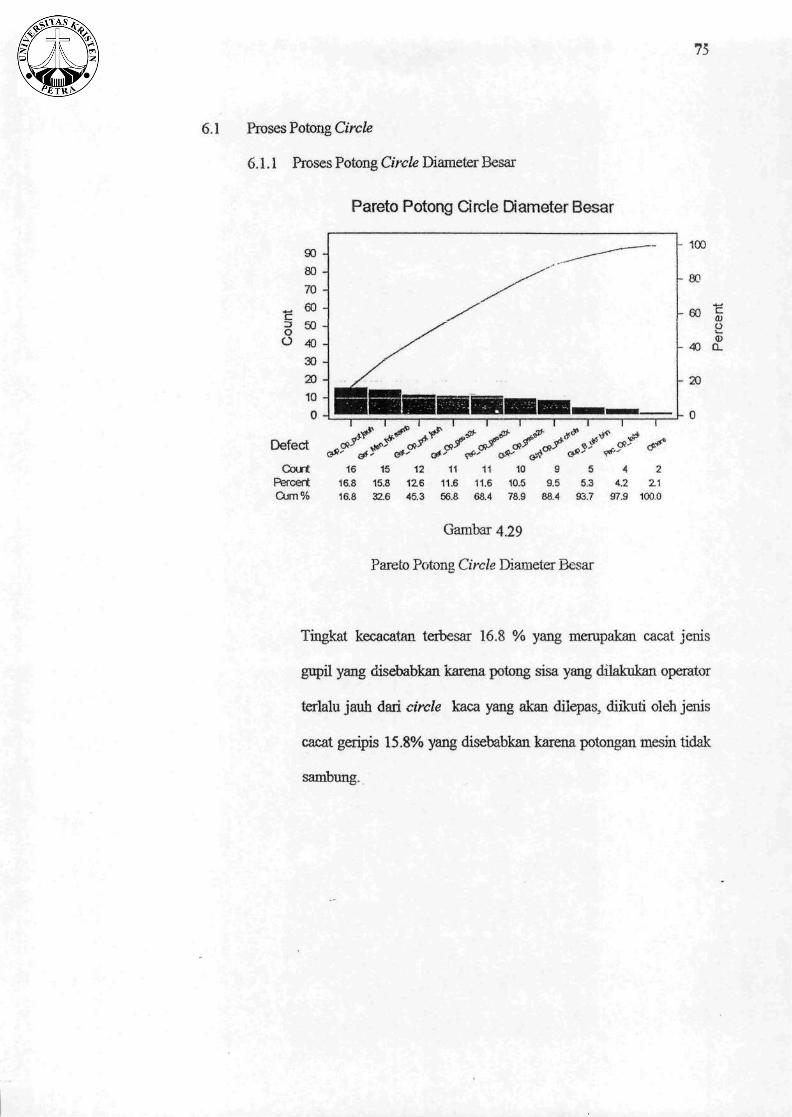
6.1 Proses Potong Circle
6.1.1 Proses Potong Circle Diameter Besar
Pareto Potong Circle Diameter Besar
O*' ( ^ ? 0 * ' O*' e#" » « ' rC? O* < *
Court Percent Cum%
O*' ( ^ ' 0*'~ 0 » ~ ' V*'"' O*'" (JJ^
16 15 12 11 11 10 9 5 4 2 16.8 15.8 1Z6 11.6 11.6 10.5 9.5 5.3 4.2 21 16.8 32.6 45.3 56.8 68.4 78.9 88.4 93.7 97.9 1000
Gambar 4.29
Pareto Potong Circle Diameter Besar
Tingkat kecacatan terbesar 16.8 % yang merupakan cacat jenis
gupil yang disebabkan karena potong sisa yang dilakukan operator
terlalu jauh dari circle kaca yang akan dilepas, diikuti oleh jenis
cacat geripis 15.8% yang disebabkan karena potongan mesin tidak
sambung.

76
6.1.2 Proses potong circle diameter kecil
Pareto Potong Circle Diameter Kecil
Percent 20.2 17.9 14.3 10.7 9.5 9.5 8.3 4.8 4.8 C u m % 20.2 38.1 52.4 63.1 72.6 82.1 90.5 95.2 100.0
Gambar 4.30
Pareto Potong Circle Diameter Kecil
Tingkat kecacatan terbesar 20.2 % yang merupakan cacat jenis geripis
yang disebabkan karena potongan mesin tidak sambung. diikuti oleh jenis
cacat geripis-17.8% yang disebabkan karena potong sisa yang dilakukan
operator terlalu j auh dari circle. kaca yang akan dilepas..
77
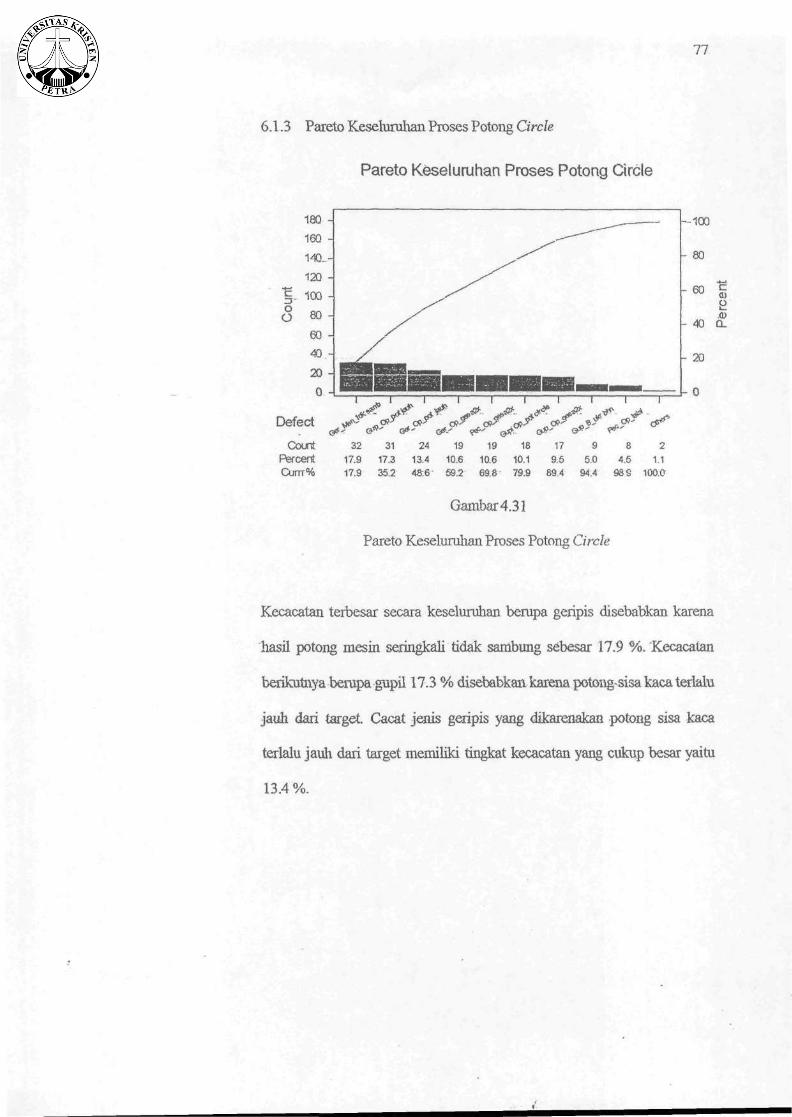
6.1.3 Pareto Keseluruhan Proses Potong Circle
Pareto Keseluruhan Proses Potong Circle
O O
180
160 -\
140-
120
100
80
60
40
20 -
0
Defect
Court Ftercert CurrT%
—I—T~l 1
+* <t* +* ,# • _ «
1 1 1 1 1—
&£* o*" e*' «*' 18 17 9 8 2
100
h 80
60 1 _.
h 40 Q_
20
I- 0
&> ec*' e*' G -32 31 24 19 19
17.9 17.3 13.4 10.6 10.6 10.1 9.5 5.0
17.9 35.2 48.6 59.2 69.8 79.9 89 4 94.4
4.5 1.1 98 S 100.0
Gainbar4.31
Pareto Keseluruhan Proses Potong Circle
Kecacatan terbesar secara keseluruhan berupa geripis disebabkan karena
hasil potong mesin seringkali tidak sanlbung sebesar 17.9 %. Kecacatan
berikutnya berupa gupil 17.3 % disebabkan karena pototig-sisa kacaterlalu
jauh dari target. Cacat jenis geripis yang dikarenakan potong sisa kaca
terlalu jauh dari target memiliki tingkat kecacatan yang cukup besar yaitu
13.4 %.
78
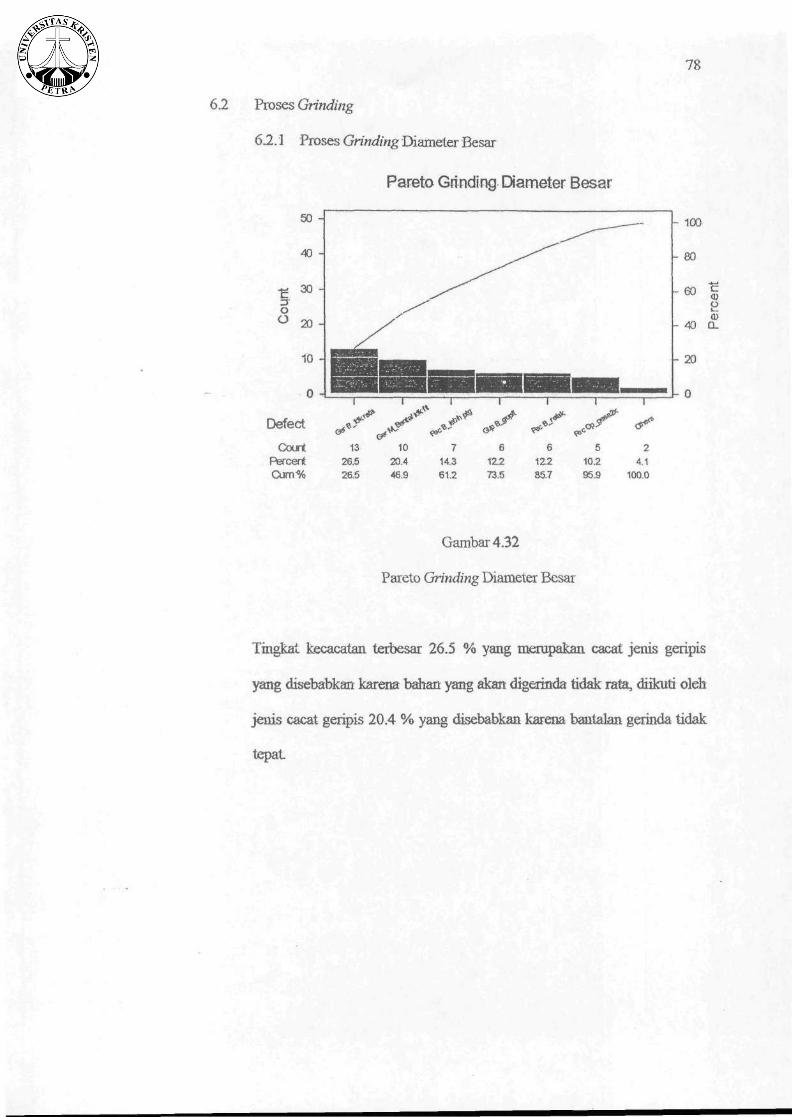
6.2 Proses Grinding
62.1 Proses Grinding Diameter Besar
Pareto Grinding Diameter Besar
50 -
40
-£ 30
o ° 20
10
Defect Count
Percert Cum%
13 26.5 26.5
& 10
20.4 46.9
7
14.3
61.2
6 12.2 73.5
^ .«^
6 12.2 85.7
5 10.2 95.9
2
4.1
100.0
100
60 c
o l _
0 40 O.
20
Gambar 4.32
Pareto Grinding Diameter Besar
Tingkat kecacatan terbesar 26.5 % yang merupakan cacat jenis geripis
yang disebabkan karena bahan yang akan digerinda ridak rata, diikuti oleh
jenis cacat geripis 20.4 % yang disebabkan karena bantalan gerinda tidak
tepat
79
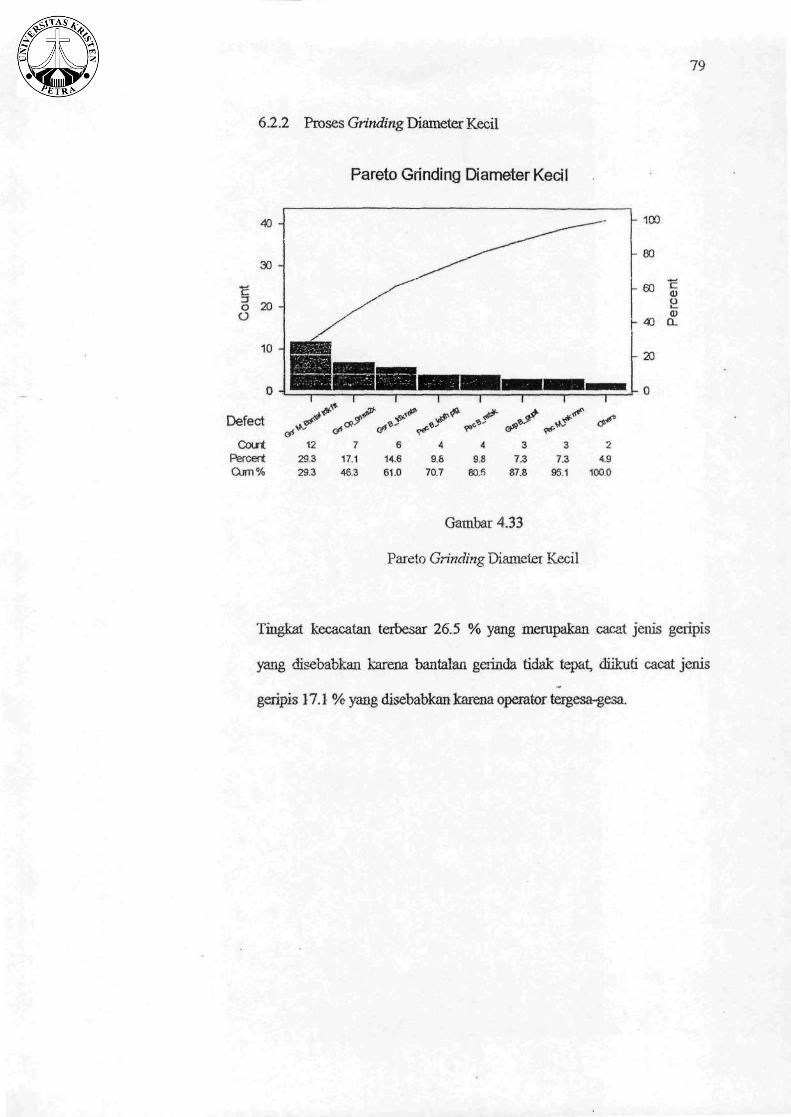
6.2.2 Proses Grinding Diameter Kecil
40
30
c o 20 O
10
o 4
Pareto Grinding Diameter Kecil
r i
^ Defect .«**
Court 12 7 Percert 29.3 17.1
0 * " ' ^ -
6 4 14.6 9.8
1 i I T T
.«r «*
* i *
Oim% 29.3 46.3 61.0 70.7
4 3 3 2 9.8 7.3 7.3 4.9
80.5 87.8 95.1 100.0
100
80
- 6 0 c
O l _
40 O-
20
J- 0
Gambar 4.33
Pareto Grinding Diametei Kecil
Tingkat kecacatan terbesar 26.5 % yang merupakan cacat j'enis geripis
yang disebabkan karena bantalan geiinda tidak tepat, diikuti cacat jenis
geripis 17.1 % yang disebabkan karena operator tergesa-gesa.
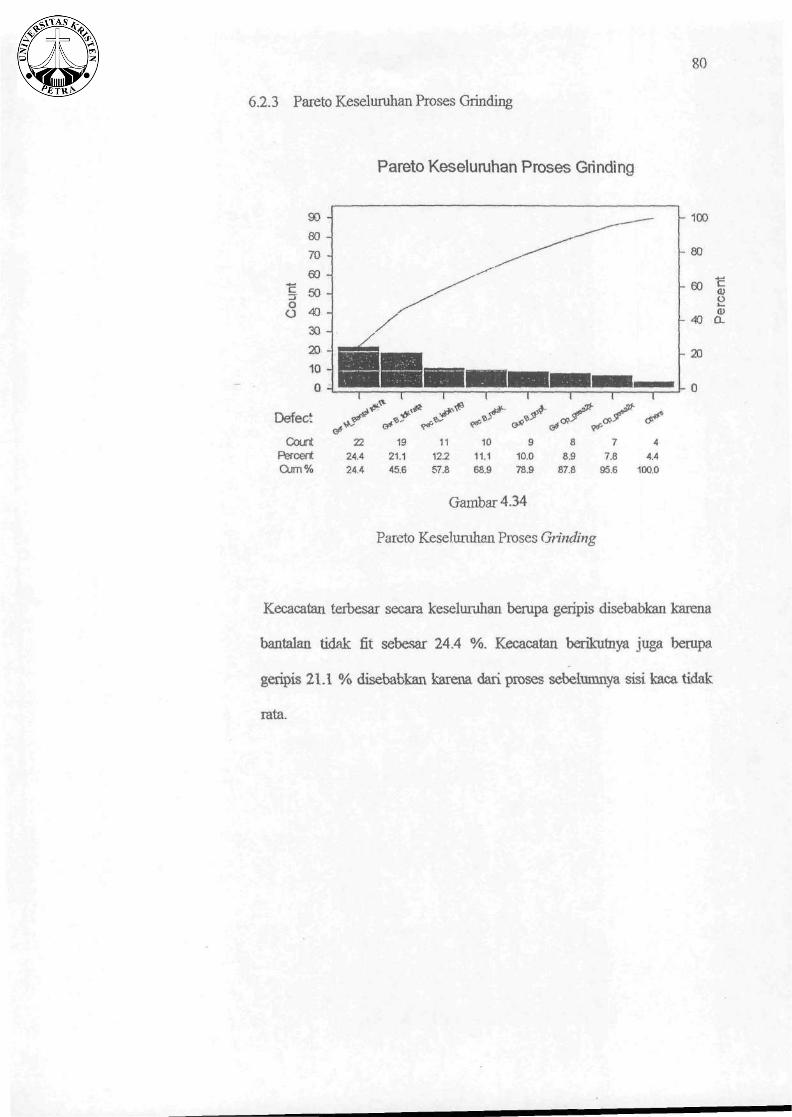
6.2.3 Pareto Keseluruhan Proses Grinding
80
Pareto Keseluruhan Proses Grinding
90 -
80 -
70 -
60 -
I 50-o « -
30 -
20
10
0
Defect J^J^J?* , > S-JSjS • COUt 22 19 11 10 9 8 7 4
Rsrcent 24.4 211 12.2 11.1 10.0 8.9 7.8 4.4
C u m % 24.4 45.6 57.8 68.9 78.9 87.8 95.6 100.0
Gambar4.34
Pareto Keseluruhan Proses Grinding
Kecacatan terbesar secara keseluruhan berupa geripis disebabkan karena
bantalan tidak fit sebesar 24.4 %. Kecacatan berikutaya juga berupa
geripis 21.1 % disebabkan karena dari proses sebelumnya sisi kaca tidak
rata.

81
6.3 Proses Drilling
6.3.1 Proses Drilling Diameter Besar
Pareto Drilling Diameter Besar
Court 8 8 8 7 6 6 5 5 2 Ftercert 14.5 14.5 14.5 12.7 10.9 10.9 9.1 9.1 3.6 CUm% 14.5 29.1 43.6 56.4 67.3 78.2 87.3 96.4 100.0
Gambar 4.35
Pareto Drilling Diameter Besar
Tiugkat kecacatan terbesar 14.5 % yang merupakan cacat jenis gupil yang
disebabkan karena mesin kocak karena aus dan 14.5 % juga adalah jenis
cacat pecahyang disebabkankarenamatarfw//buntu.danpenekananyang
terlalu keras, diikuti oleh jenis cacat penceng 12.7 % yang disebabkan
karena alat ukur pada mesin kurang jelas.

82
6.3.2 Proses Drilling Diameter Kecil
Pareto Drilling D'ameter Kecil
i i i
5 Count 8 8 8 6 6 5 4 4 3 Percent 15.4 15.4 15.4 11.5 11.5 9.6 7.7 7.7 5.8 Cum% 15.4 30.8 46.2 57.7 695 78.8 86.5 94.2 100.0
Gambar 4.36
Pareto Drilling Diameter Kecil
Tingkat kecacatan terbesar 15.4 % yang merupakan cacat jenis gupil dan
pecah yang disebabkan karena penekanan yang dilakukan operator terlalu
keras, juga sebesar 15.4 % cacat jenis peneeng- terjadi karena operator
tergesa-gesa. Cacat jenis.penceng 11.5 % yang disebabkan karena mesin
kocak karena aus.
83
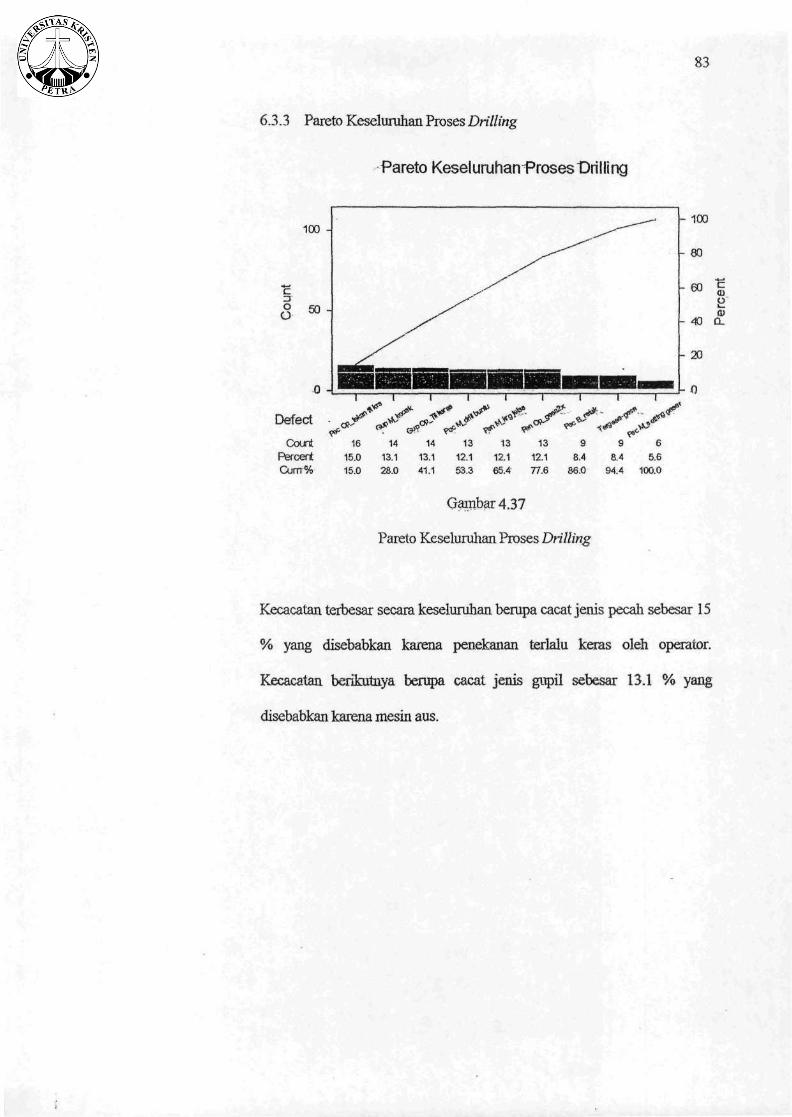
6.3.3 Pareto Keseluruhan Proses Drilling
Pareto Keseiuruhan~ProsesDrilling
c**- J » ^ ^ v* .<#* Defect
COUrt 16 14 14 13 13 Ffercert 15.0 13.1 13.1 12.1 12.1 12.1 8.4 8.4 5.6 CunT% 15.0 28.0 41.1 53.3 65.4 77.6 86.0 94.4 100.0
13 9 9 6
Gainbar4.37
Pareto Keseluruhan Proses Drilling
Kecacatan terbesar secara keseluruhan berupa cacat jenis pecah sebesar 15
% yang disebabkan karena penekanan terlalu keras oleh operator.
Kecacatan berikutnya berupa cacat jenis gitpil sebesar 13.1 % yang
disebabkan karena mesin aus.
84
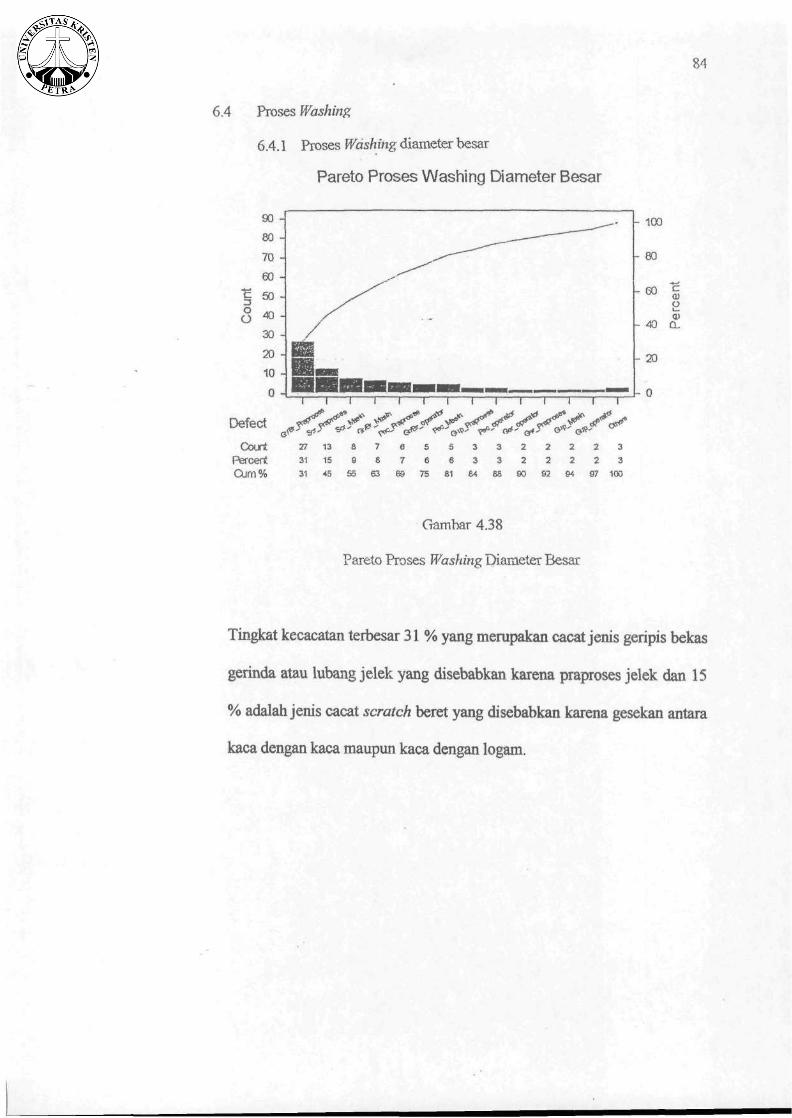
6.4 Proses Washing
6.4.1 Proses Wdshing diameter besar
Pareto Proses Washing Diameter Besar
90 -
80 -
70 -
60 -
s *-30 -
20 -
10 -
0 -T I i i r i i i i i i i r ~ r
Defect ^C^gCK^J^C^^C^^^ ^ps <&> & rap <*&•> (jf*1' « * © * ' ?^ ' « * ' o * ' o" © * '
CoUTt 27 13 8 7 6 5 5 3 3 2 2 2 2 3 Percent 3 1 1 5 9 8 7 6 6 3 3 2 2 2 2 3 Q j m % 31 45 55 63 69 75 81 64 68 90 S2 94 97 100
Gambar 4.38
Pareto Proses Washing Diaraeter Besar
Tingkat kecacatan terbesar 31 % yang merupakan cacat jenis geripis bekas
gerinda atau lubang jelek yang disebabkan karena praproses jelek dan 15
% adalah jenis cacat scratch beret yang disebabkan karena gesekan antara
kaca dengan kaca maupun kaca dengan logam.
85
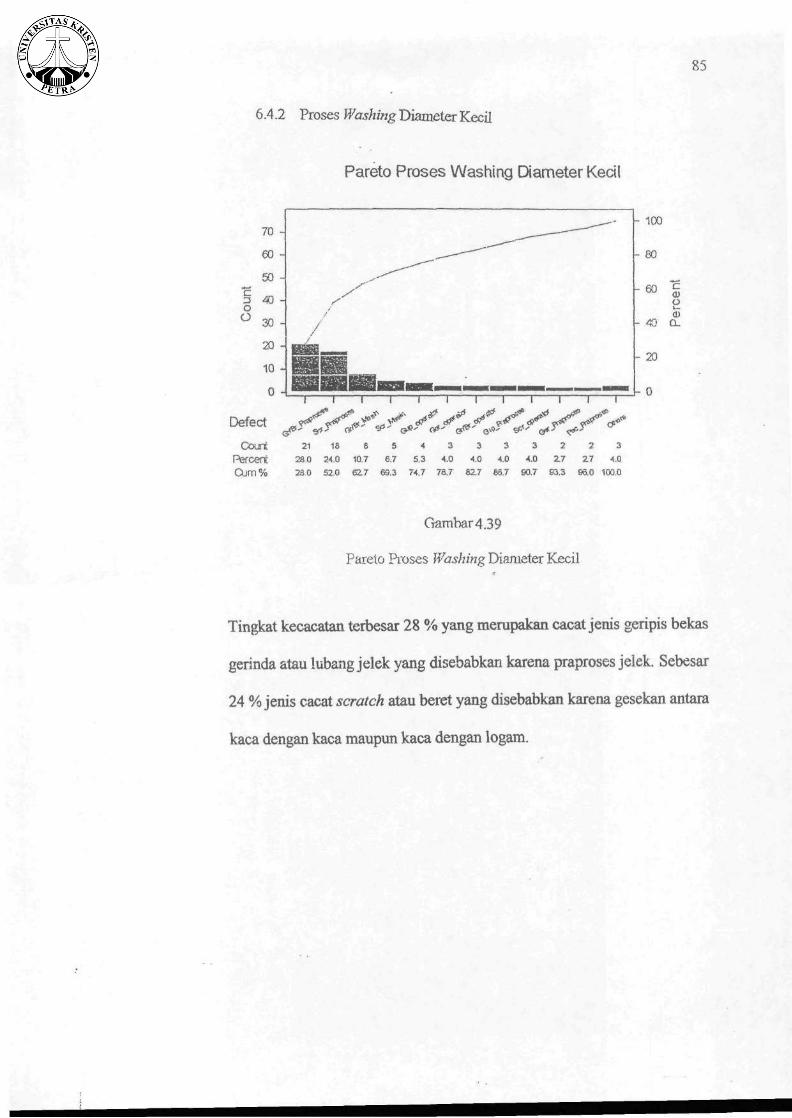
6.4.2 Vvoses WashmgDmmeterKecil
Pareto Proses Washing Diameter Kecil
Count 21 18 8 5 4 3 3 3 3 2 2 3
Ptercert 28.o 24.0 10.7 6.7 s.3 4.0 4.0 4.0 4.0 2.7 2.7 4.0 O j m % 28.0 52.0 62.7 69.3 74.7 78.7 8Z7 86.7 90.7 93.3 96.0 100.0
Gambar4.39
Pareto Proses Washing Diameter Kecil
Tingkat kecacatan terbesar 28 % yang merupakan cacat jenis geripis bekas
gerinda atau lubang jelek yang disebabkan karena praproses jelek. Sebesar
24 % jenis cacat scratch atau beret yang disebabkan karena gesekan antara
kaca dengan kaca maupun kaca dengan logam.
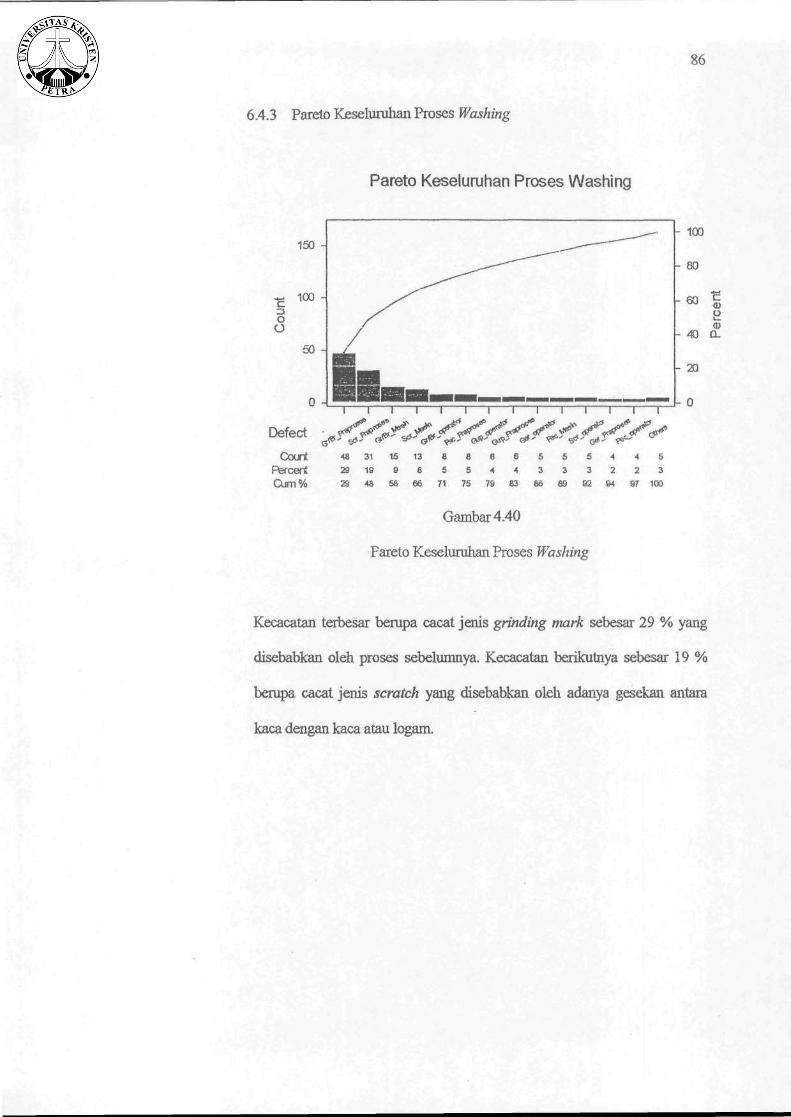
6.4.3 Pareto Keseluruhan Proses Washing
Pareto Keseluruhan Proses Washing
86
150 -
50 -
o 4 Wmtmmmmmm,
Defect ^ ^ K ^ ^ ^ ^ ^ ^ ^ l ^ Count 48 31 1 5 1 3 8 8 6 6 5 5 5 4 4 5
FfefCert 29 19 9 8 5 5 4 4 3 3 3 2 2 3 C u m % 29 48 58 66 71 75 79 83 86 89 92 84 97 tOO
Gambar4.40
Pareto Keseluruhan Proses Washing
- 100
- 80
- 60 ^
o L_
a>
- 4 0 D-
- 20
- 0
Kecacatan terbesar berupa cacat jenis grinding mark sebesar 29 % yang
disebabkan oleh proses sebelumnya. Kecacatan berikutnya sebesar 19 %
berupa cacat jenis scratch yang disebabkan oleh adanya gesekan antara
kaca dengan kaca atau logam.

87
6.5 Proses Oven
6.5.1 Mesin Oven I dianieter besar
Pareto Mesm Uven l mameter Besar
Gambar 4.41
Pareto Mesin Oven I Diameter Besar
Tingkat kecacatan terbesar sebesar 20 %, 13 % dan 12 % adalah cacat
jenis pecah yang disebabkan oleh suhu oven yang kurang tepat dan
deformasi paksa yang dilakukan operator setelah circle kaca keluar dari
oven, pecah karena kurang tepatnya tinggi atau rendah pendingin sarang
tawon, serta pecah didekat lubang karena pemuaian yang tidak merata.
88
c o O
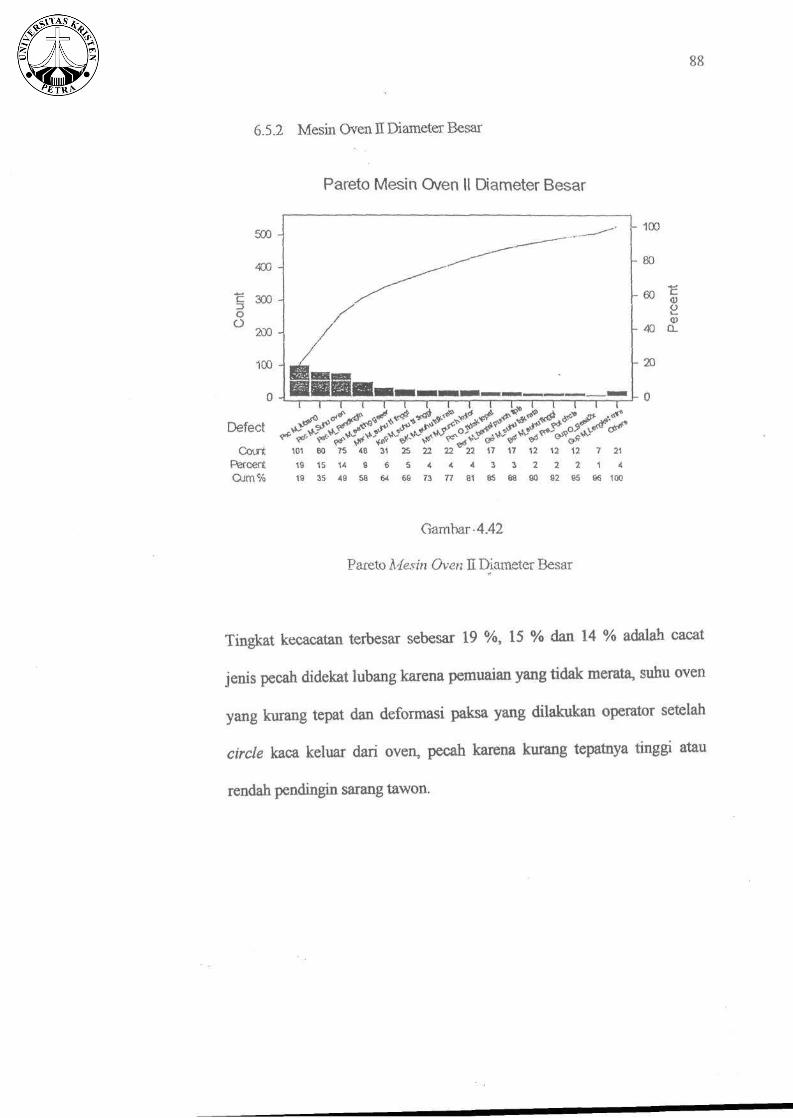
6.5.2 Mesin Oven H Diameter Besar
500 -
400 -
300
200 -
100 -
0
Pareto Mesin Oven II Diameter Besar
Defect ,
Court Psrcert Cum%
Gamhar-4.42
Pareto Mesin Oven II Diameter Besar
Tingkat kecacatan terbesar sebesar 19 %, 15 % dan 14 % adalah cacat
jenis pecah didekat lubang karena pemuaian yang tidak merata, suhu oven
yang kurang tepat dan deformasi paksa yang dilakukan operator setelah
circle kaca keluar dari oven, pecah karena kurang tepatnya tinggi atau
rendah pendingin sarang tawon.
89
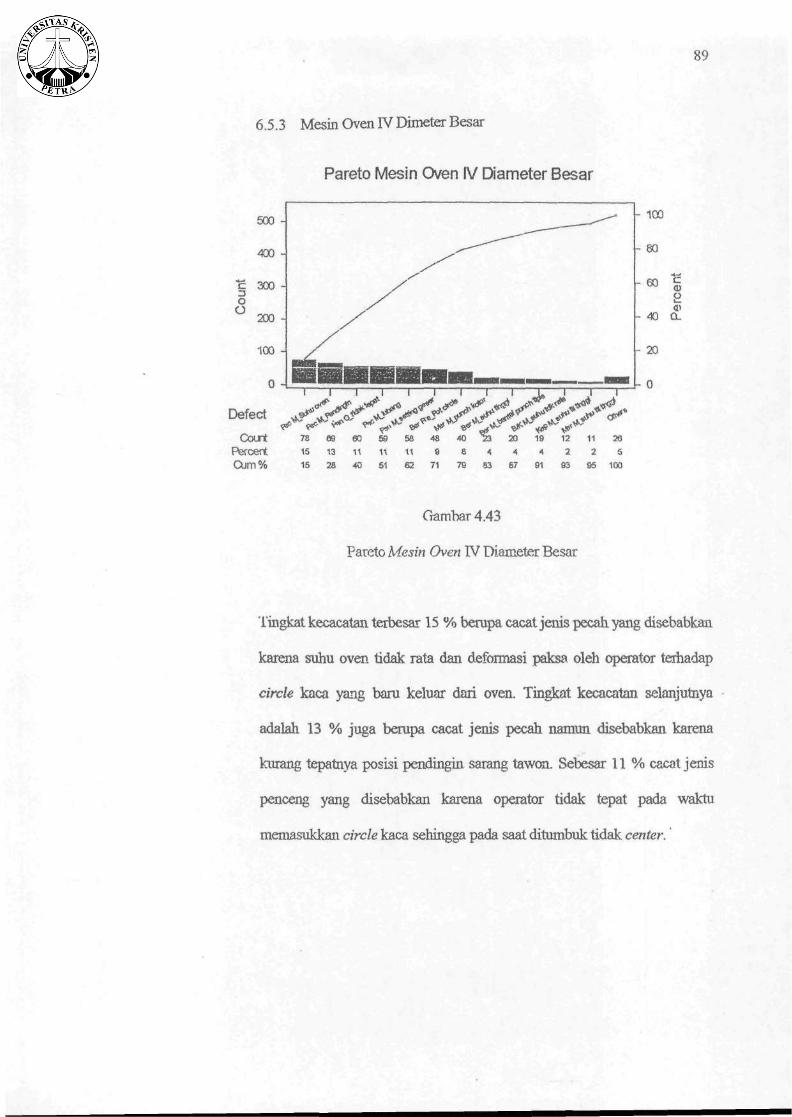
6.5.3 Mesin Oven IV Dimeter Besar
Pareto Mesin Oven IV Diameter Besar
Gambar 4.43
Fareto Mesin Oven IV Diameter Besar
Tingkat kecacatan terbesar 15 % berupa cacat jenis pecah yang disebabkan
karena suhu oven tidak rata dan deformasi paksa oleh operator terhadap
circle kaca yang baru keluar dari oven. Tingkat kecacatan selanjutnya
adalah 13 % juga berupa cacat jenis pecah namun disebabkan karena
kurang tepatnya posisi pendingin sarang tawon. Sebesar 11 % cacat jenis
penceng yang disebabkan karena operator tidak tepat pada waktu
memasukkan circle kaca sehingga pada saat ditumbuk tidak center.
90
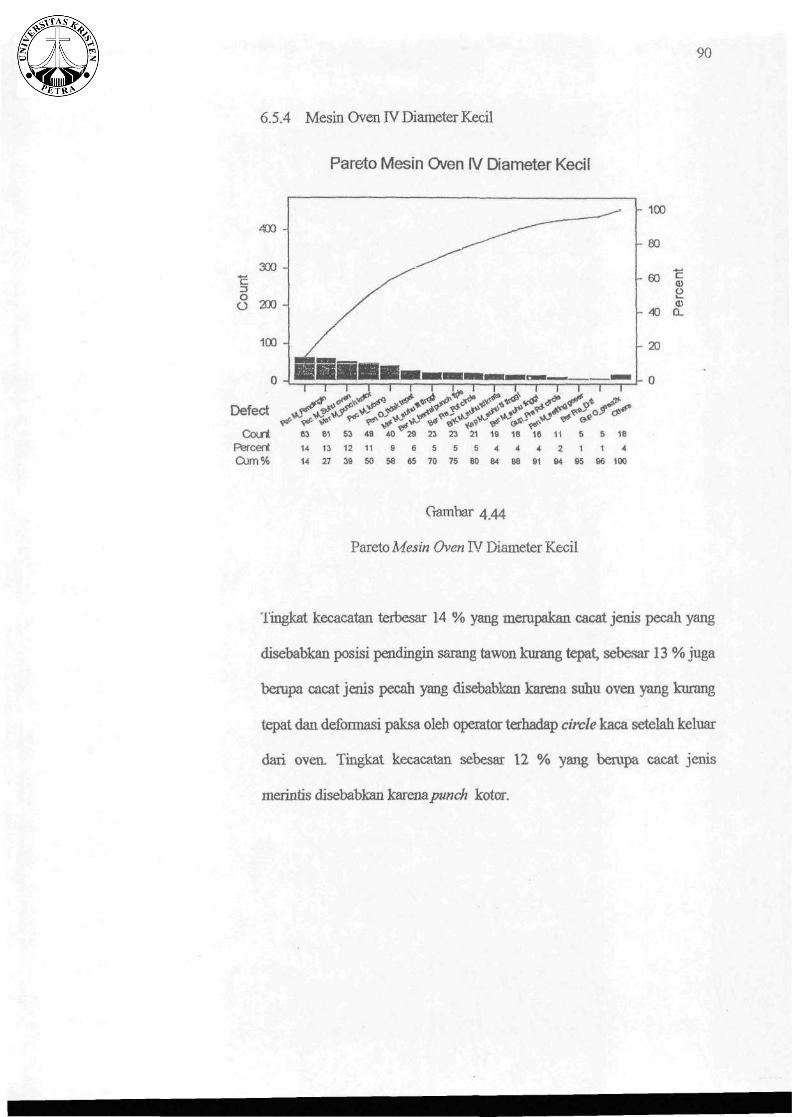
6.5.4 Mesin Oven IV Diameter Kecil
400
300 -I c
O 200
100 -
0 -I
Pareto Mesin Oven IV Diameter Kecil
i — i — i — i — i — r u i i r
100
80
60 c
o <D
h 40 a.
20
o
Court 63 61 53 48 40 " 29 23 23 21 19 18 16 11 5 5 16
Ftercent 1 4 1 3 1 2 1 1 9 6 5 5 5 4 4 4 2 1 1 4 Q j m % 14 27 3S 50 58 65 70 75 60 84 88 91 94 95 96 100
Gambar 4 44
Pareto Meswj Ovew IV Diameter Kecil
Tingkat kecacatan terbesar 14 % yang merupakan cacat jenis pecah yang
disebabkan posisi pendingin sarang tawon kurang tepat, sebesar 13 % juga
berupa cacat jenis pecah yang disebabkan karena suhu oven yang kurang
tepat dan deformasi paksa oleh operator terhadap circle kaca setelah keluar
dari oven. Tingkat kecacatan sebesar 12 % yang berupa cacat jenis
merintis disebabkan karena/w«c/i kotor.

91
6.5.5 Mesin Oven V Diameter Kecil
Pareto Mesin OvenlV Diameter Kecil
Cou
nt
400 -
300 -
200 -
100 -
0 -
/
B S H B B I M » B
I I I I I I I I I I
- ^
mmmmm M
« I I I I I . I
100
80
60 £ o u <U
40 0-
20
Defect
Court 50 43 32 31 31 30 28 26 23 20 19 19 16 11 10 9 18
12 10 8 7 7 7 7 6 6 5 5 5 4 3 2 2 4 12 22 30 38 45 52 59 65 71 75 80 85 88 91 94 96 100
Percent Cum%
Gambar 4.45
Pareto Mesin Ch'enN Diameter Kecil
Tingkat kecacatan terbesar adalali 12 % merupakan cacat jenis penceng
yang disebabkan oleh setting mesin geser kemudian sebesar 10 % berupa
cacat jenis pecah yang disebabkan karena posisi pendinginsarang tawon
kurangtepat
92
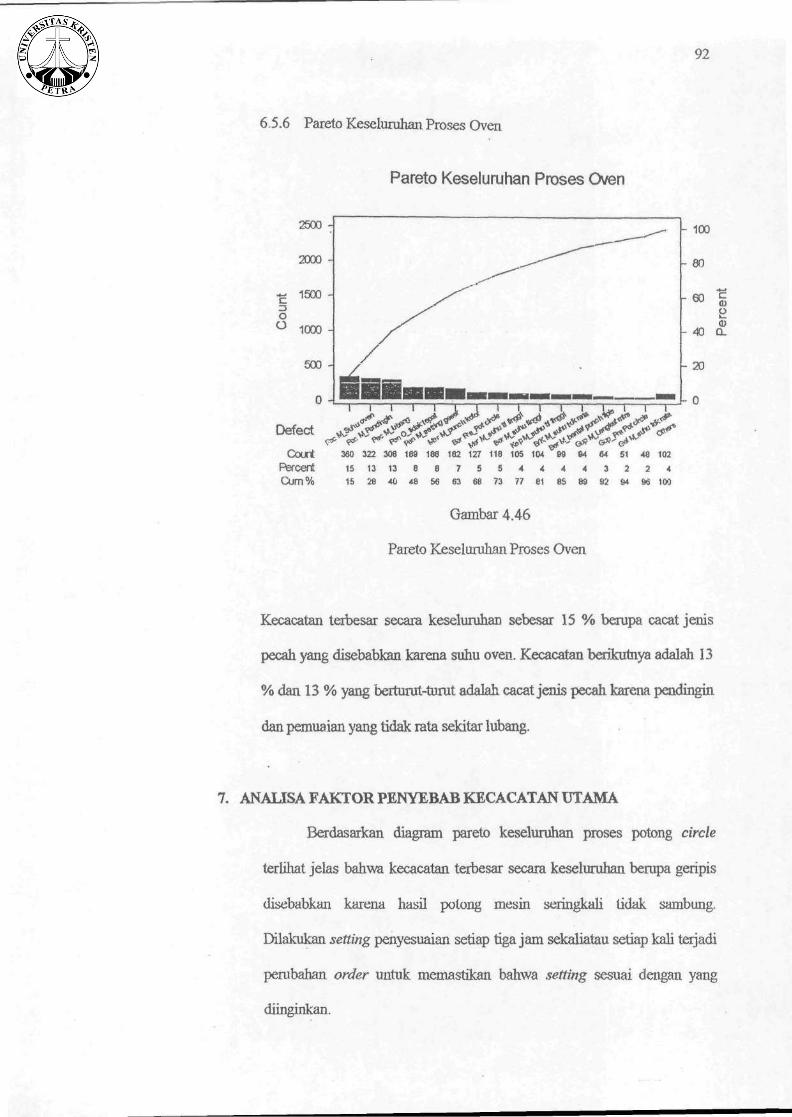
6.5.6 Pareto Keseluruhan Proses Oven
Pareto Keseluruhan Proses Oven
2500 -
2000 -
~ 1500 -
O
° 1000 -
500
0 -
Defect ^ S * 5 2 » S * £ / ^ ^ COUrt 360 322 308 188 188 182 127 118 105 104 »9 84 64 51 48 102
Percei t 15 13 13 8 8 7 5 5 4 4 4 4 3 2 2 4 C u m % 15 26 40 48 56 63 68 73 77 81 85 8$ 92 94 96 100
Gambar 4.46
Pareto Keseluruhan Proses Oven
Kecacatan terbesar secara keseluruhan sebesar 15 % berupa cacat jenis
pecah yang disebabkan karena suhu oven. Kecacatan berikutnya adalah 13
% dan 13 % yang berturut-turut adalah cacat jenis pecah karena pendingin
dan pemuaian yang tidak rata sekitar lubang.
7. ANALISAFAKTORPEiNYEBABKECACATANUTAMA
Berdasarkan diagram pareto keseluruhan proses potong circle
terliliat jelas bahwa kecacatan terbesar secara keseluruhan berupa geripis
disebabkan karena hasil potong mesin seringkali tidak sambung.
Dilakukan setting penyesuaian setiap tiga jam sekaliatau setiap kali terjadi
perubahan order untuk memastikan bahwa setting sesuai dengan yang
diinginkan.
93
Pareto keseluruhan pada proses grinding memperlihatkan bahwa
penyebab kecacatan terbesar adalah berupa geripis disebabkan karena
bantalan tidak fit. Antisipasi yang dilakukan adalah memperbaiki setting
bantalan supaya dapat secara tepat dan fleksibel dirubah sesuai ukuran
diameter yang ada.
Berdasarkan pareto pada proses drilling diperoleh penyebab
kecacatan utama yaitu cacat jenis pecah yang disebabkan karena
penekanan terlalu keras oleh operator. Penyebab dari kecacatan ini adalah
faktor manusia karena diperlukan ketelitian dan kedisiplinan kerja.
Tingkat kecacatan utama pada proses washing adalah praproses
seperti grinding mark dan scratch. Perlu diperhatikan untuk proses-proses
sebelumnya agar dapat meningkatkan kualitasnya baik secara beitahap
maupun secara langsuug dengan cara meningkatkan ketelitian inspeksi
oleh operator sebelumnya yaitu operator potong circle, operator grinding
dan operator drilling.
Pareto keseluruhan proses oven menunjukkan bahwa jenis
kecacatan utama adalah pecah yang digolongkan menjadi tiga bentuk yaitu
pecah kristal, pecah lubang, dan pecah sisi, kemudian diikuti oleh jenis
cacat penceng dan merintis yang cukup tinggi prosentase kecacatannya .
Usulan perbaikan yang dilakukan pada proses oven ini akan lebih detail
dijelaskan pada bab 5.
Related Documents











