IDENTIFICACIÓN DE OPORTUNIDADE DE MEJORA EN LA GESTIÓN DEL MANTENIMIENTO DE LAS MÁQUINAS EN LA EMPRESA HAPPYLAND CON SIX SIGMA IDENTIFICATION OF OPPORTUNITIES FOR IMPROVEMENT IN THE MACHINE MAINTENANCE MANAGEMENT IN COMPANY WITH SIX SIGMA HAPPYLAND Arana Díaz Víctor, Cortez Pastor Lucero, Grau Zegarra Diana, Guerrero Vargas Eddy 1 Estudiantes de Ingeniería Industrial. Universidad Privada del Norte [email protected] ; [email protected] ; [email protected] ; [email protected] RESUMEN Este artículo, presenta una aplicación de Six Sigma como técnica que facilita la identificación de mejora en la gestión del mantenimiento de las máquinas de Happyland, con el objetivo de obtener una mejora en el funcionamiento de las máquinas buscando la satisfacción de las necesidades de los clientes. Se muestra la importancia del Six Sigma como técnica para reducir la variabilidad en el mantenimiento de las máquinas, permitiendo así reducir las fallas de las máquinas y contribuir así a la satisfacción del cliente, basado en la identificación de factores críticos de calidad.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

IDENTIFICACIÓN DE OPORTUNIDADE DE MEJORA EN LA GESTIÓN DELMANTENIMIENTO DE LAS MÁQUINAS EN LA EMPRESA HAPPYLAND CON SIX
SIGMA
IDENTIFICATION OF OPPORTUNITIES FOR IMPROVEMENT IN THE MACHINEMAINTENANCE MANAGEMENT IN COMPANY WITH SIX SIGMA HAPPYLAND
Arana Díaz Víctor, Cortez Pastor Lucero, Grau Zegarra Diana,Guerrero Vargas Eddy 1
Estudiantes de Ingeniería Industrial. Universidad Privada delNorte
[email protected]; [email protected];[email protected]; [email protected]
RESUMEN
Este artículo, presenta una aplicación de Six Sigma como técnica
que facilita la identificación de mejora en la gestión del
mantenimiento de las máquinas de Happyland, con el objetivo de
obtener una mejora en el funcionamiento de las máquinas buscando
la satisfacción de las necesidades de los clientes. Se muestra la
importancia del Six Sigma como técnica para reducir la
variabilidad en el mantenimiento de las máquinas, permitiendo así
reducir las fallas de las máquinas y contribuir así a la
satisfacción del cliente, basado en la identificación de factores
críticos de calidad.

PALABRAS CLAVES:Gestión del mantenimiento, mantenimiento,
máquinas, mejora, Six Sigma, Happy Land.
ABSTRACT
This article presents an application of Six Sigma as a technique
that facilitates the identification of improved maintenance
management Happyland machines, in order to obtain an improvement
in the operation of the machines looking for the satisfaction of
customer needs. The importance of Six Sigma is displayed as a
technique to reduce variability in the maintenance of the
machines, thus decreasing the failures of machines and thus
contribute to customer satisfaction, based on the identification
of critical quality factors.
KEYWORDS: Maintenance Management, maintenance, machine,
improvement, Six Sigma, Happy Land.
1. INTRODUCCIÓN
El mantenimiento como "Toda actividad humana orientada a mantener
en operación una planta en forma correcta, económica, segura y con
buena calidad; a través de las técnicas y los medios tanto
materiales como humanos para la realización de dicha actividad".
Si bien es un concepto textual muy largo y aparentemente
rebuscado, al analizarlo nos damos cuenta de que presenta un
extracto de todo cuanto se hace en una industria por implementar
programas de mantenimiento.

La importancia del mantenimiento entonces, dado lo que hemos visto
hasta ahora es muy grande, pues sus objetivos son la base para un
adecuado funcionamiento de los centros de producción de una
empresa. Así como para una persona es muy importante mantenerse en
forma para realizar ciertas actividades diarias sin presentar un
desgaste o fatiga excesivos, o simplemente para poder afrontar los
desafíos rutinarios, es también importante para una empresa
mantener en óptimas condiciones de operación todas sus plantas
para obtener el máximo rendimiento de las mismas, y el mínimo en
desgaste y costos de reparaciones.
El problema de la empresa Happyland son los constantes problemas
que sufren los juegos mecánicos ya que como son utilizados
constantemente y el mantenimiento no es adecuado las paras en las
máquinas son por un tiempo muy alargado generando así perdidas
económicas y al mismo tiempo genera un insatisfacción con los
clientes.
Básicamente podemos decir que el mantenimiento es una actividad
que conserva la calidad del servicio y además asegura la
satisfacción y seguridad de los clientes.
En este trabajo se trata de solucionar el problema de
mantenimiento de las máquinas a través del Six Sigma tratando de
reducir al mínimo las fallas en las máquinas.
2. GESTIÓN DEL MANTENIMIENTO DE LAS MÁQUINAS DE LA EMPRESA HAPPY
LAND Y SU RELACIÓN CON EL SIX SIGMA
En el mundo de la técnica una gran verdad es que todo artefacto
creado por el ser humano siempre tiene algún defecto, falla o
debilidad, por más pequeñas e insignificantes que esas

imperfecciones sean, o que con el tiempo su mecanismo interno
puede llegar a desajustarse hasta funcionar de forma errónea
siempre que no se realice oportunamente el debido proceso de
mantenimiento técnico del aparato (Alan M. Turing)
Tras el análisis de las objeciones, Turing reconoce que sólo
presenta argumentos negativos, y que carece de argumentos
positivos para validar su sistema. Apunta, sin citarlo
expresamente, a que la inteligencia podría definirse atendiendo al
emergentismo, como una “propiedad emergente” de la complejidad del
procesamiento. Las reservas y críticas a sus planteamientos no se
hicieron esperar, pero su visión del futuro le llevó a proyectarse
al año 2000 cuando, según su previsión “el empleo de las palabras
y la opinión académica habrá variado y se podrá hablar de máquinas
pensantes sin que se produzcan descalificaciones” (Turing 2000).
Las máquinas de pinball tipo Perla de Oriente, tienen una serie de
errores que pueden le sirven al operador para saber que causo una
falla y error en el funcionamiento o el su uso, este aparece en la
parte central destellando el numero en el display de la parte de
abajo y que esta al centro en donde se colocan los créditos que
se están apostando.
Cuadro de Lista de errores que se presentan en las máquinas
Estos errores listados abajo como sigue1 Salida de moneda, el sensor hooper esta atorada una
moneda o no salió completamente.2 Perdida de balance, la máquina fue movida y el péndulo
(campana) se activo3 Créditos ganados, el hooper no pudo pagar completo el

premio. No había suficientes monedas.4 Fallas en los contadores de monedas, el contador no
sirve, o está desconectado. (ojo)5 Error en la memoria6 Archivos de memoria destrozados7 Campo de juego ( en donde las pelotas entran está
atascado o no sale8 SSR (resetear)9 Se excedió el límite del score (resetear)10 IC protección11 Tarjeta de música
Los más comunes, el conocido código 2 se refiere a que la maquina
fue movida por lo que la campana se activó, esta es muy importante
porque puede proteger tu máquina de posibles trampas al jugar,
dándole ventaja al jugador si no está bien ajustada la campana,
para quitar el error simplemente se apaga y se enciende la
máquina. El código 0 se refiere al monedero este se encuentra
desconectado, está invertido la señal que proviene del propio
monedero, revisar el sw NO/NC del monedero. El código 4 es sobre
los contadores de monedas de entrada y de salida, si
no están conectados o si alguno de ellos eta abierto el circuito
por dentro o tiene demasiada resistencia. Este error también es
marcado cuando la tableta principal tiene uno de los circuitos
integrados quemados (75452 U48 U49, así como los PC817 marcados
como U44 y U45), por lo regular si algún tramposo hizo un
cortocircuito en ella a través de un agujero , revisa tu maquina
en el acrílico decorado grande, donde se marcan los números y las
banderas y ve si hay un pequeño agujero en el número ocho, si

es así deberás taparlo y mandar a arreglar la tableta principal.
El código 5 se refiere a la memoria RAM 6264 marcada como U32 que
está dañada y hay que remplazarla. (BARBOIANU,
Catalin. Probability Guide to Gambling 2008)
Basada en aplicar un bajo costo inicial, es una falsa economía si
la falta de
Confiabilidad, ineficiencia, excesivo mantenimiento y afectaciones
a la calidad,
Consumen la ventaja inicial del costo. Acciones durante el ciclo
de vida efectuadas para reducir el costo de la reposición de
partes y de las actividades necesarias normalmente resultan en
disminuciones de la disponibilidad y la producción, así como en el
incremento de los costos en el largo plazo. Minimizar la
importancia de las especificaciones de los materiales, adquiriendo
Equipo que apenas cumpla y/o que cumpla con alguno de los
requerimientos, Considerando con ventajas de oportunidad y costos,
son ejemplos de cómo los ahorros en las procuras pueden causar
enormes pérdidas en la operación.
(AARON DONIZ, 2011)
Para la exitosa aplicación de un programa de Seis Sigma es
necesario el compromiso del equipo de trabajo y de todos los
miembros de la compañía, además de establecer controles que
permitan mantener los beneficios para evitar volver a prácticas
inadecuadas. El artículo explora como compañía mediante la

aplicación de los pasos Seis Sigma, logra disminuir la cantidad de
producto no conforme, con el uso de herramientas de calidad que
permite un adecuado control estadístico. El diseño e
implementación del programa reducirá la cantidad de producto no
conforme aumentando reducir los costos de no calidad en CP
100.000.000, además de lograr procesos estadísticamente
controlados, dando lugar a una menor variabilidad y a una mayor
facilidad en el control y la medición
3. METODOLOGÍA
Se utiliza un enfoque metodológico basado en una adaptación DMAIC
(definir, medir, analizar, mejorar y Control) al mejoramiento del
mantenimiento de las máquinas de la empresa Happy Land, A
continuación, se describe cada uno de los componente metodológicos
utilizado.
Tabla N°1 Metodología del mejoramiento del sistema de
mantenimiento de las máquinas de la empresa Happyland
DEFINIR
En esta etapa se
establece el estado actual de
la empresa.
Se identifican factores
Críticos o CTQs (Critical to
Quality) para el mantenimiento
de las máquinas buscando las
posibles oportunidades de
mejora.
MEDIR
Se realiza una medición
cuantitativa de los CTQs
buscando establecer las causas
de las fallas de las máquinas
buscando el aumento de la
eficiencia y eficacia.
Se mide las veces en que
fallas las máquinas
La medición incluye el
cálculo de los Cp Cpk y Nivel

Six Sigma del mantenimiento de
las máquinas.ANALIZAR
Se realiza un análisis de
los resultados de la medición,
Incluye el uso de herramientas
como: Diagrama de Pareto causa
– efecto, comparación de los
Cp, CpK y nivel Sigma.
Se establece la
oportunidad de mejora
incluyendo una descripción de
las causas raíces o enfoque de
solución.
MEJORAR
Se diseñan las soluciones
midiendo el Cp, Cpk y nivel
Six Sigma del proceso mejorado
y luego se evalúa el
incremento de la eficiencia y
eficacia de las máquinas
Además se hace un
análisis de las horas en que
las máquinas se encuentran
funcionando.
CONTROLAR
Se diseña un sistema de indicadores o gráficos de control
estadístico que nos permita medir y realizar un seguimiento
del funcionamiento de las máquinas controlando cuales son las
máquinas que suelen tener más fallas.
La metodología presentada en la tabla N°1, será utilizada como
marco de referencia para mejorar el sistema de gestión de
mantenimiento, desde su planeación hasta su realización efectiva y
control. El enfoque metodológico puede ser adaptado en empresas
que cuenten con máquinas y estas a su vez necesiten mantenimiento.

CTQs, Factores críticos en el mantenimiento de las máquinas
4. RESULTADOS Y DISCUSIÓN:
4.1 Descripción de la empresa, cadena de suministro y sistema
logístico.
La Sociedad Happyland Perú es parte de un sólido conglomerado de
empresas transnacionales, considerado dentro de las tres más
sólidas empresas del rubro del entretenimiento y diversión
familiar a nivel latinoamericano y en el Perú, actualmente cuenta
con más de 29 locales ubicados estratégicamente en las principales
ciudades del país.
Cada uno de estos locales presenta una amplia variedad amplia
variedad y novedad de juegos, ofreciendo una excelente atención y
los más altos estándares de seguridad para asegurar la total
satisfacción de sus clientes.
Para desarrollar los flujos de información, productos, servicio y
dinero en la cadena de suministro, la empresa planea, ejecuta y
monitorea los siguientes procesos logísticos:
a. Procedimientos para compra y almacenamiento para tarjetas
magnéticas, happyfood, suministros, equipos y herramientas.
b. Procedimientos para Colocación de stock en área de counter y
almacenamiento de productos y suministros.
c. Procedimientos para la venta de tarjetas magnéticas, y
productos para consumo del cliente, servicio de recarga.
4.2 Definir.

En esta etapa se define el proceso de mantenimiento, los ítems a
calificar, observaciones y responsables del proceso. Es en este
proceso donde se definirán los suministros necesarios, para luego
realizar el pedido de abastecimiento, posteriormente recibirlos y
puedan ser utilizados. A continuación presentamos el procedimiento
de mantenimiento realizado en la empresa en la Tabla N°2
Tabla N°2. Procedimiento de mantenimiento por listado de ítems.
LISTADO DE CHEQUEO DIARIO Y SEMANAL
Juego:___________________________________________Local_______________
Código:__________________________________ Semana del ________ al _______
ITEM OPERACIONES DIARIAS L M M J V S D1 Verificar la presión de neumáticos por tacto
2 Laterates de pista, terminales de conexión
3 Limpieza de pista
4 Limpieza interna de autos
5 Verificar sujeción y estado de planchas estriadas
6 Verificar estado de baquelitas aislantes de pista
7 Tuvo rectangular de impacto
8 Verificar cinturones o banda de seguridad
7 Verificar funcionamiento de amperímetro y
voltímetro10 Verificar iluminación de autos acrílicos
11 Verificar operación de pedal
12 Verificar rejas perimetrales y estructura
13 Protección de volantes
14 Sujeción de molinete
15 Perno de sujeción de baranda de seguridad
16 Prueba funcional

ITEM OPERACIONES SEMANALES L M M J V S D1 Verificar presión (30 a 35 PSI)
2 Verificar funcionamiento de contador de
activaciones de juego3 Salida de voltaje del rectificador (48 v)
4 Verificar circuito de mando de sistema
5 Inspección de motores y carbones de contacto
6 Inspección de terminales y cableado eléctrico de
circuito7 Inspección de espárragos de sujeción del motor
8 Inspección de zapata (frenos de adbesto)
9 Topes de giro
10 Revisión de vías de contacto
11 Topes de equilibrio
12 Estado de aro de motor vulcanizado (15mm)
13 Verificar ruedas de metal fundido
14 Verificar rodamientos (pro sonido y giro)
15 Pulverizado de motores
16 Lustrado de pista
17 Aspirado de autos y pista
18 Prueba Funcional
Ítems Observaciones1
2
3
4
5
6
7
En esta área se colocan losrequerimientos de suministros.
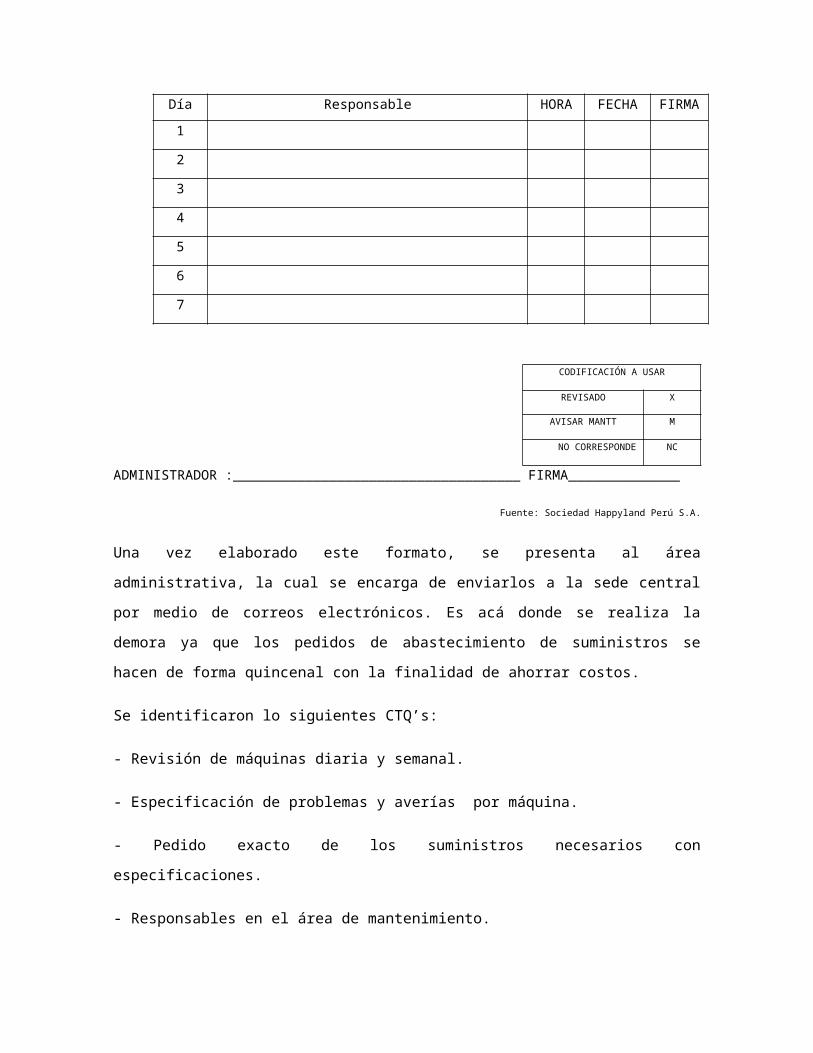
Día Responsable HORA FECHA FIRMA1
2
3
4
5
6
7
CODIFICACIÓN A USAR
REVISADO X
AVISAR MANTT M
NO CORRESPONDE NC
ADMINISTRADOR :____________________________________ FIRMA______________
Fuente: Sociedad Happyland Perú S.A.
Una vez elaborado este formato, se presenta al área
administrativa, la cual se encarga de enviarlos a la sede central
por medio de correos electrónicos. Es acá donde se realiza la
demora ya que los pedidos de abastecimiento de suministros se
hacen de forma quincenal con la finalidad de ahorrar costos.
Se identificaron lo siguientes CTQ’s:
- Revisión de máquinas diaria y semanal.
- Especificación de problemas y averías por máquina.
- Pedido exacto de los suministros necesarios con
especificaciones.
- Responsables en el área de mantenimiento.

- Resolución de problemas de averías al momento de la manipulación
por el cliente.
- Reporte inmediato al finalizar la semana de inspección al área
de administración.
De los CTQ’s identificados, seleccionaremos el que está
relacionado con la especificación de problemas y pedido de
suministros, ya que se inclina a la planificación y prevención de
averías, de tal manera que al momento de la manipulación por parte
del cliente se reduzcan los riesgos de averías.
4.3 Medir.
- Se tomaron las muestras de fallas por máquinas y su número deinspecciones.
En la Tabla N°3 se muestran la relación de máquinas por tipo,donde se define la cantidad de fallas sufridas por la máquina apartir del número de inspecciones.
Relación de máquinas por tipoN° deinspecciones
Nro. de Fallas Proporción
Simuladores1 Nascar 10 0 0.002 Scud Race 10 3 0.303 Moto Racing 10 1 0.104 Pump Dance 10 1 0.105 Pump fiesta 10 0 0.006 Dirty Driving 10 0 0.00
Redemption7 Bowiing 10 4 0.408 Crazy Hope 10 4 0.409 Go fishing 10 0 0.00
10 Apple Friendzzy 10 1 0.1011 Dino Pop 10 3 0.3012 Cocodrilo Panic 10 1 0.1013 Tycon Dream 10 0 0.0014 Astro Invation 10 6 0.6015 Beat The Invader 10 6 0.6016 Mr. Wolf 10 2 0.20

17 Spider Spplating 10 1 0.1018 Spider Stoping 10 1 0.1019 War if the caribbean 10 0 0.0020 Win up go 10 0 0.0021 Racing ape 10 0 0.00
Kiddis22 Pato 10 2 0.2023 Candy 10 1 0.1024 Caballo 10 4 0.4025 Panda 10 0 0.0026 Carrosa 10 2 0.2027 Ferrari 10 3 0.3028 Bombero 10 7 0.7029 Jirafa 10 5 0.5030 Submarino 10 2 0.20
Juegos Mecánicos31 Scooter 10 7 0.7032 Jump around 10 2 0.2033 Pulpo Paul 10 1 0.10
TOTAL 70
Muestra33 máquinas
Promedio 2.121Mediana 1.000Moda 1.000Desviación 2.162
En seguida se definen los límites de fallas para determinaraquellas máquinas que están fuera del estándar.
Cálculo de límites
En eta parte se realizan los cálculos de los límites permisiblesde fallas y se definen aquellas máquinas que están fuera delcontrol por fallas o procedimientos inconclusos en elmantenimiento.

TOTAL INSPECCIONES FALLAS330 70
P 0.212121212
Figura 1: Cálculos de los límites teniendo en cuenta el total demáquinas
Tabla de cálculo de límites sin las máquinas astro invation, beatthe invader, bomberos y scooter
LC 2.12121212
LCS 5.99952649
LCI -1.75710224
1 4 7 10 13 16 19 22 25 28 31
-4
-2
0
2
4
6
8N° de fallas

TOTAL INSPECCIONES FALLA290 44
P 0.15172414
Máquina
N° deInspecciones
N° deFallas
14AstroInvation 10 6
15Beat theinvader 10 6
Figura 2: Recalculo de límites eliminando las máquinas bomberos,Scooter, Astro Inovation, Beat The Invader los cuales tenían elmayor número de fallas
LC 1.51724138LCS 4.92067393LCI -1.88619117
1 4 7 10 13 16 19 22 25 28
-3
-2
-1
0
1
2
3
4
5
6
N° de Fallas
Límite Central
Límice Superior Central
Límite Central Inferior

GRÁFICOS POR VARIABLESPodría recolectar datos sobre las ventas mensuales en solesdurante los últimos dos años. Esto daría 24 datos y podría indicarsi las ventas fueron afectadas por causas especiales o si toda lavariación se ha dado por causas comunes.
Podemos concluir que las ventas bajanconsiderablemente en los meses de setiembre,octubre, noviembre, por causas comunes; eluso excesivo de las maquinas hacen quenecesiten mantenimiento constante.
Gráficos por atributos
MES VENTASEnero 163155Febrero 179470.5Marzo 197417.55Abril 177675.79
5Mayo 159908.21
55Junio 143917.39
4Julio 129525.65
46Agosto 116573.08
91Setiembre
104915.7802
Octubre 94424.20217
Noviembre
103866.6224
Diciembre
114253.2846
Enero 125678.6131
Febrero 138246.4744
Marzo 124421.827
Abril 111979.6443
Mayo 100781.6798
0
50000
100000
150000
200000
250000VENTAS

=Total dedefectos = 72 = 2.182Total Subgrupos 33
LCS=2.182+3*((2.182)^0.5) =
6.61347831
LCI=2.182-3*((2.182)^0.5) =
-2.24947831
CUADRO DE CÁLCULO DE LÍMITES DE CONTROL
Nro deinspecciones
Nrodefallas
Proporción
LCS LCI
1 Nascar 10 0 0.00 6.613 -2.249
2 ScudRace 10 3 0.30 6.613 -2.249
3 MotoRacing
10 1 0.10 6.613 -2.249
4 Pump Dance 10 1 0.10 6.613 -2.249
5 Pump 10 0 0.00 6.613 -

Fiesta 2.2496 Dirty
Driving10 0 0.00 6.613 -
2.2497 Bowling 10 4 0.40 6.613 -
2.2498 Crazy Hope 10 4 0.40 6.613 -
2.2499 Go fishing 10 0 0.00 6.613 -
2.24910 Apple
Friendzzy10 1 0.10 6.613 -
2.24911 Dino Pop 10 3 0.30 6.613 -
2.24912 Cocodrilo
Panic10 1 0.10 6.613 -
2.24913 Tycon
Dream10 0 0.00 6.613 -
2.24914 Astro
Invation10 6 0.60 6.613 -
2.24915 Beat the
invader10 6 0.60 6.613 -
2.24916 MrWolf 10 2 0.20 6.613 -
2.24917 Spider
Spplating10 1 0.10 6.613 -
2.24918 Spider
Stoping10 1 0.10 6.613 -
2.24919 War of the
Caribbean10 0 0.00 6.613 -
2.24920 Win up go 10 0 0.00 6.613 -
2.24921 Racingape 10 0 0.00 6.613 -
2.24922 Pato 10 2 0.20 6.613 -
2.24923 Candy 10 1 0.10 6.613 -
2.24924 Caballo 10 4 0.40 6.613 -
2.24925 Panda 10 0 0.00 6.613 -
2.24926 Carrosa 10 2 0.20 6.613 -

2.24927 Ferrari 10 3 0.30 6.613 -
2.24928 Bombero 10 7 0.70 6.613 -
2.24929 Jirafa 10 5 0.50 6.613 -
2.24930 Submarino 10 2 0.20 6.613 -
2.24931 Scooter 10 7 0.70 6.613 -
2.24932 Jump
around10 2 0.20 6.613 -
2.24933 Pulpo Paul 10 1 0.10 6.613 -
2.249
Figura 3: Gráficos por atributos de Control
Observamos que el juego mecánico “Scooter” y el Kiddi “Bombero”son los juegos que presentan mayores fallas debido a la falta demantenimiento, o la realización inadecuada de este, en el gráficoobservamos la relación Número de falla por máquina.
Pareto
-4
-2
0
2
4
6
8
# fallasLCSLCI

En este diagrama hemos definido 7 máquinas que representan el 20%del total, pero con un nivel de importancia del 80% en cuanto amantenimiento se refiere, es decir, se necesitará emplear mayortiempo y mayor inversión en ellas.
CUADRO PARA CALCULAR PARETO
N° deMáquina
Máquinas N° deFallas
N° Máquina Máquinas N°Fallas
1 Bombero 7 18 Pump Dance 12 Scooter 7 19 Apple Friendzzy 13 Astro
Invation6 20 Cocodrilo Panic 1
4 Beat Theinvader
6 21 Spider Spplating 1
5 Jirafa 5 22 Spider Stoping 16 Bowling 4 23 Candy 17 Crazy Hope 4 24 Pulpo Paul 18 Caballo 4 25 Nascar 09 ScudRace 3 26 Pump Fiesta 010 Dino Pop 3 27 Dirty Driving 011 Ferrari 3 28 Go Fishing 012 MrWolf 2 29 Trycon Dream 013 Pato 2 30 War of the
Caribbean0
14 Carrosa 2 31 Win up go 015 Submarino 2 32 Racingape 016 Jum around 2 33 Panda 017 Moto Racing 1
Bombero Scooter Astro Invation
Beat the invader
Jirafa Bowling Crazy Hope
0
1
2
3
4
5
6
7
87 7
6 6
5
4 4
DIAGRAMA PARETO

Diagrama de Pareto del número de fallas de las máquinas
Cálculo de “6 SIGMA”Se define el nivel
TOTAL DEDEFECTO 70 SIGMA DPMOTOTALUNIDADES 330 4.3 2555
4.25 3030
DPO0.0030303 4.2 3467
DPMO3030.30303
%rendimiento99.6969697 SIGMA 4.25
4.4 Análisis del proceso.
A partir de los cálculos elaborados por atributos, por variables,Pareto y six sigma, podemos resumir los puntos críticos hallados apartir de un diagrama de Ishikawa.Este diagrama nos presenta los los 6 componentes más importantesde la empres, los cuales influirán en el proceso de observación,análisis y mejora para el proceso de mantenimiento, que cada unode ellos se encargaran de operar la maquinaria y de la atención alcliente en cuanto a solución de problemas por averias en elmomento de la manipulación.

- Los técnicos requieren aumentar su eficiencia al momento derealizar sus labores.- Los materiales deben ser pedidos, con las especificacionesnecesarias y clasificados por nivel de necesidad.- Se requieren mejoras en los procesos de comunicación entrelas áreas de mantenimiento y administración.- Se requieren mejora de manejo de manuales.- Se requieren programas de capacitación.- El sistema de incentivo requiere modificaciones y definiciónde niveles, por cada área.
4.5 Mejora.
Después de haber definido los factores críticos que acarrean losproblemas de mantenimiento de la empresa se presentan lossiguientes planes de mejor para la empresa, teniendo en cuenta losformatos que utiliza, y los cálculos realizados, a continuación semencionan las siguientes propuestas.
- Actualización de los manuales de reparación de máquinas, para sucorrecta programación pues los simuladores y máquinas redemptionsufren paralizaciones en plena manipulación debido a la malaprogramación.
- Clasificar los pedidos de suministros por niveles de necesidad,tales como necesidades urgentes, moderados y no muy importantes,
FALLAS ENLAS MAQUINAS

para que la gestión de pedido de abastecimiento se realice conmayor planificación y no tenga influencia significativa en loscostos que enfrenta la empresa.
- Es importante la planeación de la mano de obra se lleva a cabocon el objeto de estimar la cantidad, calidad y tiempo delpersonal necesario para realizar un trabajo. Del mismo modoresalta la planeación del equipo y materiales necesarios tienecomo finalidad determinar el tipo y cantidad de materiales, asícomo seleccionar y obtener el equipo y herramientas por utilizardurante la realización de un trabajo determinado.
- Se debe realizar capacitaciones periódicas al personal contradoen el área de mantenimiento.
4.6 Control.
Para lograr un control estricto y garantizar el cumplimientoeficaz del proceso de mantenimiento se proponen los siguientespuntos:
- Actualización y redefinición de estándares de calidad al momentode realizar el mantenimiento teniendo en cuenta los siguientespuntos.
PARAMETRO INDICADOR TÉCNICASEquilibrio de fases Medidas de tensión e intensidadConsumos anómalos Medidas de intensidad y potenciaEstado de devanados,excentricidad, desequilibrio
Espectros de corriente y vibración
Severidad de servicio Control y recuento de arranques ymaniobras
Resistencia de aislamiento Medida de resistencias, índice depolarización
Contaminación de devanados Corriente de absorción y fugaTemperatura de devanados Medidas de temperatura, termografíasEstado de escobillas Termografías, análisis estroboscópicoFallos de aislamiento Factor de pérdidas dieléctricas,
análisis de descargas parcialesFunción o respuesta Medidas eléctricas, simulación,
sistemas expertosCalentamiento Avisos sonoros, termografía

Fuente: “IMPLEMENTACIÓN DE MANTENIMIENTO PREVENTIVO/PREDICTIVO EN EQUIPO BIOMEDICO EN EL INSTITUTO MEXICANO DEL SEGURO SOCIAL”
- La implementación de un software para el control de
mantenimiento eficaz también es un punto importante que podría ser
de mucha ayuda para la empresa, así tenemos el software GIM
(Gestión Integral del Mantenimiento) que es una eficaz herramienta
para la gestión informatizada del mantenimiento, que integra en su
totalidad las actividades de los departamentos de organización de
activos; mantenimiento planificado (preventivo, predictivo,
conductivo) y no planificado; gestión de múltiples almacenes
(pedidos, proveedores, facturación, etc.); recursos humanos
(propios y subcontratados), entre otros.
El programa genera la documentación necesaria como órdenes de
trabajo, informes, historiales, gráficos, etc., los cuales
facilitan el trabajo de gestión, la toma de decisiones
objetivamente, así como la obtención de certificaciones tipo ISO,
QS, etc.
5. CONCLUSIONES
Se logró realizar el estudio del funcionamiento de las
máquinas de la empresa Happy Land y se logró determinar que
necesitan mantenimiento y un control adecuado.
A través de los gráficos de control se logró determinar
cuáles máquinas nos las que fallan demasiado y generan más
pérdidas para la empresa

Para el mejoramiento de las máquinas de la empresa Happy Land
se desarrolló la metodología basada en la adaptación DMAIC de Six
Sigma, permitiendo así, medir el desempeño de las máquinas,
definir oportunidades de mejora que impacten en los clientes,
controlar y mejorar la eficiencia y eficacia de las máquinas.
El eficaz mantenimiento de las maquinas no solo dependerá de
los procedimientos que se siga para el mantenimiento, si no
también es importante la motivación e incentivo que reciba el
operario. El tema de capacitaciones es relevante para la
superación de las expectativas y calidad del trabajo realizado.
La empresa debe optar por el mantenimiento preventivo de
máquinas, teniendo en cuenta el planeamiento y programación de los
suministros para que este pueda ser desarrollado y concretado de
forma efectiva.
El proceso de mantenimiento debe tener en cuenta el historial
de averías y medidas con su respectivo registro, valoración de
niveles que indiquen un comportamiento anómalo, su análisis y
finalmente su programación para realizar las actividades de
manteniendo.
Se deben establecer mecanismos para identificar nuevas
técnicas preventivas y de monitoreo e incorporar aquellas que sean
viables y adaptables a las técnicas de mantenimiento vigentes en
al empresa.
6. BIBLIOGRAFÍA

HUMBERTO GUTIÉRREZ Y ROMAN DE LA VARA S., Control Estadístico dela calidad y Seis Sigma 2da Edición.
PLABO VERDOY, JORGE MATEU, SANTIAGO SAGASTA Y RAUL SIRVENT, Manualde Control estadístico de la calidad: Teoría y Aplicaciones.
DALE BESTERFIELD, Control de la calidad, 2009, 552 pag.
JAMES R. EVANS, Administración y Control de calidad 7ma Edición,Ediciones Paraninfo, S.A. 2009.
BARBARA WHEAT, Six Sigma Fácil, Ediciones Granica, 2004.
Six-Sigma Methodology applied to industrial process; RobertsonDavid & Smith Hanniel; encontrado en:http://www.industrialprocess.service.usa.com; 2001.
Related Documents











