Materials Science and Engineering A 528 (2011) 3639–3645 Contents lists available at ScienceDirect Materials Science and Engineering A journal homepage: www.elsevier.com/locate/msea Hydrogen embrittlement of 4340 steel due to condensation during vaporized hydrogen peroxide treatment Mobbassar Hassan Sk, Ruel A. Overfelt ∗ , R. Lance Haney, Jeffrey W. Fergus National Center of Excellence for Research in the Intermodal Transport Environment, Materials Engineering, Auburn University, Auburn, AL 36849, United States article info Article history: Received 25 August 2010 Received in revised form 15 December 2010 Accepted 25 January 2011 Available online 1 February 2011 Keywords: Hydrogen embrittlement Hydrogen peroxide High-strength steel Fracture abstract Hydrogen peroxide vapor has been proposed as a sterilant/decontaminant for usage in buildings and transportation vehicles including emergency vehicles, buses, trains and aircraft. Although the efficacy of the process has been demonstrated, questions regarding the compatibility of vaporized hydrogen per- oxide treatments with the many diverse materials of construction have been raised. This paper presents results on the embrittlement of high strength AISI 4340 steel as a result of condensation of the vapor during exposure to vaporized hydrogen peroxide. Notched four point bending samples of AISI 4340 steel were tested using the standard test methods of ASTM F519-06 to quantify susceptibility to hydrogen embrittlement in this aggressive service environment. No embrittlement effects were observed for sam- ples exposed to strictly vapor phase hydrogen peroxide for concentrations up to 1000 ppm H 2 O 2 and exposure times of 4.8 h. Higher concentrations of 1300 and 1600 ppm H 2 O 2 led to the condensation of the vapor throughout the process chamber and brittle fracture of samples. These results were confirmed by examination of the fracture surfaces of samples using scanning electron microscopy. Samples that were not considered embrittled possessed dimpled fracture surfaces consistent with ductile failure. Embrittled samples exhibited inter-granular fractures along prior austenitic grain boundaries near the root of the notch – a common characteristic of hydrogen embrittlement. © 2011 Elsevier B.V. All rights reserved. 1. Introduction Vaporized hydrogen peroxide biodecontamination treatments provide rapid sterilization, intrinsic environmental friendliness (i.e., simple by-products composed of only water and oxygen), ease of usage and general compatibility with many materials and sys- tems. Vaporized hydrogen peroxide technology has been utilized for 20 years to sterilize medical and pharmaceutical instruments, devices and clean rooms [1,2]. A schematic of a typical, closed-loop hydrogen peroxide vapor generation system and process isolation chamber is shown in Fig. 1(a). Most hydrogen peroxide vapor generators use 35% (by weight) H 2 O 2 in water solution and flash vaporize the solution on a heated plate. Flash vaporization ensures that the concentration of H 2 O 2 in the generated vapor is the same as that in the original solu- tion. As shown in Fig. 1(b), typical sterilization/decontamination cycles consist of an initial phase where the temperature of the pro- cess chamber is stabilized and the relative humidity decreased to a predetermined level. During this dehumidification phase, warm, dry HEPA-filtered air flows into the enclosure to lower the rel- ative humidity which allows a higher concentration of hydrogen ∗ Corresponding author. Tel.: +1 334 844 5940; fax: +1 334 844 3400. E-mail address: [email protected] (R.A. Overfelt). peroxide vapor to be injected into the enclosure without conden- sation. The next phase is to flash vaporize the hydrogen peroxide and water solution to rapidly increase the amount of hydrogen per- oxide vapor to the desired concentration as well as minimize the total cycle time. During the sanitization/decontamination phase, a steady concentration of hydrogen peroxide vapor (typically 250 ppm for 90 min) is maintained to give the desired sanitiza- tion/decontamination cycle as often measured by the 6-log kill (i.e., 10 6 reduction) of a commercial biological indicator (BI) spore population of Geobacillus stearothermophilus. Once the sanitiza- tion/decontamination phase is completed, the enclosure is then aerated with fresh air while any residual hydrogen peroxide vapor breaks down into environmentally benign water and oxygen. Unger-Binczok et al. [3] note that the literature contains con- siderable disagreement on the optimum process conditions for vaporized hydrogen peroxide treatments. The levels of hydrogen peroxide and relative humidity in the process chamber are par- ticularly important for antimicrobial efficacy. Unger-Binczok et al. found that the higher the levels of H 2 O 2 vapor, the less important was the actual level of relative humidity. Conversely, high microbe inactivation rates were found at low levels of H 2 O 2 vapor when the levels of relative humidity were high. In fact, sub-visible levels of microcondensation were found to be necessary for high micro- bial inactivation rates. Unger-Binczok et al. note that sub-visible levels of microcondensation are associated with the formation of a 0921-5093/$ – see front matter © 2011 Elsevier B.V. All rights reserved. doi:10.1016/j.msea.2011.01.100

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Hh
MN
a
ARR1AA
KHHHF
1
p(otfd
gFwaHtccpda
0d
Materials Science and Engineering A 528 (2011) 3639–3645
Contents lists available at ScienceDirect
Materials Science and Engineering A
journa l homepage: www.e lsev ier .com/ locate /msea
ydrogen embrittlement of 4340 steel due to condensation during vaporizedydrogen peroxide treatment
obbassar Hassan Sk, Ruel A. Overfelt ∗, R. Lance Haney, Jeffrey W. Fergusational Center of Excellence for Research in the Intermodal Transport Environment, Materials Engineering, Auburn University, Auburn, AL 36849, United States
r t i c l e i n f o
rticle history:eceived 25 August 2010eceived in revised form5 December 2010ccepted 25 January 2011vailable online 1 February 2011
eywords:ydrogen embrittlement
a b s t r a c t
Hydrogen peroxide vapor has been proposed as a sterilant/decontaminant for usage in buildings andtransportation vehicles including emergency vehicles, buses, trains and aircraft. Although the efficacy ofthe process has been demonstrated, questions regarding the compatibility of vaporized hydrogen per-oxide treatments with the many diverse materials of construction have been raised. This paper presentsresults on the embrittlement of high strength AISI 4340 steel as a result of condensation of the vaporduring exposure to vaporized hydrogen peroxide. Notched four point bending samples of AISI 4340 steelwere tested using the standard test methods of ASTM F519-06 to quantify susceptibility to hydrogenembrittlement in this aggressive service environment. No embrittlement effects were observed for sam-ples exposed to strictly vapor phase hydrogen peroxide for concentrations up to 1000 ppm H O and
ydrogen peroxideigh-strength steelracture
2 2
exposure times of 4.8 h. Higher concentrations of 1300 and 1600 ppm H2O2 led to the condensation ofthe vapor throughout the process chamber and brittle fracture of samples. These results were confirmedby examination of the fracture surfaces of samples using scanning electron microscopy. Samples that werenot considered embrittled possessed dimpled fracture surfaces consistent with ductile failure. Embrittledsamples exhibited inter-granular fractures along prior austenitic grain boundaries near the root of the
teris
notch – a common charac. Introduction
Vaporized hydrogen peroxide biodecontamination treatmentsrovide rapid sterilization, intrinsic environmental friendlinessi.e., simple by-products composed of only water and oxygen), easef usage and general compatibility with many materials and sys-ems. Vaporized hydrogen peroxide technology has been utilizedor 20 years to sterilize medical and pharmaceutical instruments,evices and clean rooms [1,2].
A schematic of a typical, closed-loop hydrogen peroxide vaporeneration system and process isolation chamber is shown inig. 1(a). Most hydrogen peroxide vapor generators use 35% (byeight) H2O2 in water solution and flash vaporize the solution onheated plate. Flash vaporization ensures that the concentration of2O2 in the generated vapor is the same as that in the original solu-
ion. As shown in Fig. 1(b), typical sterilization/decontaminationycles consist of an initial phase where the temperature of the pro-
ess chamber is stabilized and the relative humidity decreased to aredetermined level. During this dehumidification phase, warm,ry HEPA-filtered air flows into the enclosure to lower the rel-tive humidity which allows a higher concentration of hydrogen∗ Corresponding author. Tel.: +1 334 844 5940; fax: +1 334 844 3400.E-mail address: [email protected] (R.A. Overfelt).
921-5093/$ – see front matter © 2011 Elsevier B.V. All rights reserved.oi:10.1016/j.msea.2011.01.100
tic of hydrogen embrittlement.© 2011 Elsevier B.V. All rights reserved.
peroxide vapor to be injected into the enclosure without conden-sation. The next phase is to flash vaporize the hydrogen peroxideand water solution to rapidly increase the amount of hydrogen per-oxide vapor to the desired concentration as well as minimize thetotal cycle time. During the sanitization/decontamination phase,a steady concentration of hydrogen peroxide vapor (typically250 ppm for 90 min) is maintained to give the desired sanitiza-tion/decontamination cycle as often measured by the 6-log kill(i.e., 106 reduction) of a commercial biological indicator (BI) sporepopulation of Geobacillus stearothermophilus. Once the sanitiza-tion/decontamination phase is completed, the enclosure is thenaerated with fresh air while any residual hydrogen peroxide vaporbreaks down into environmentally benign water and oxygen.
Unger-Binczok et al. [3] note that the literature contains con-siderable disagreement on the optimum process conditions forvaporized hydrogen peroxide treatments. The levels of hydrogenperoxide and relative humidity in the process chamber are par-ticularly important for antimicrobial efficacy. Unger-Binczok et al.found that the higher the levels of H2O2 vapor, the less importantwas the actual level of relative humidity. Conversely, high microbe
inactivation rates were found at low levels of H2O2 vapor whenthe levels of relative humidity were high. In fact, sub-visible levelsof microcondensation were found to be necessary for high micro-bial inactivation rates. Unger-Binczok et al. note that sub-visiblelevels of microcondensation are associated with the formation of a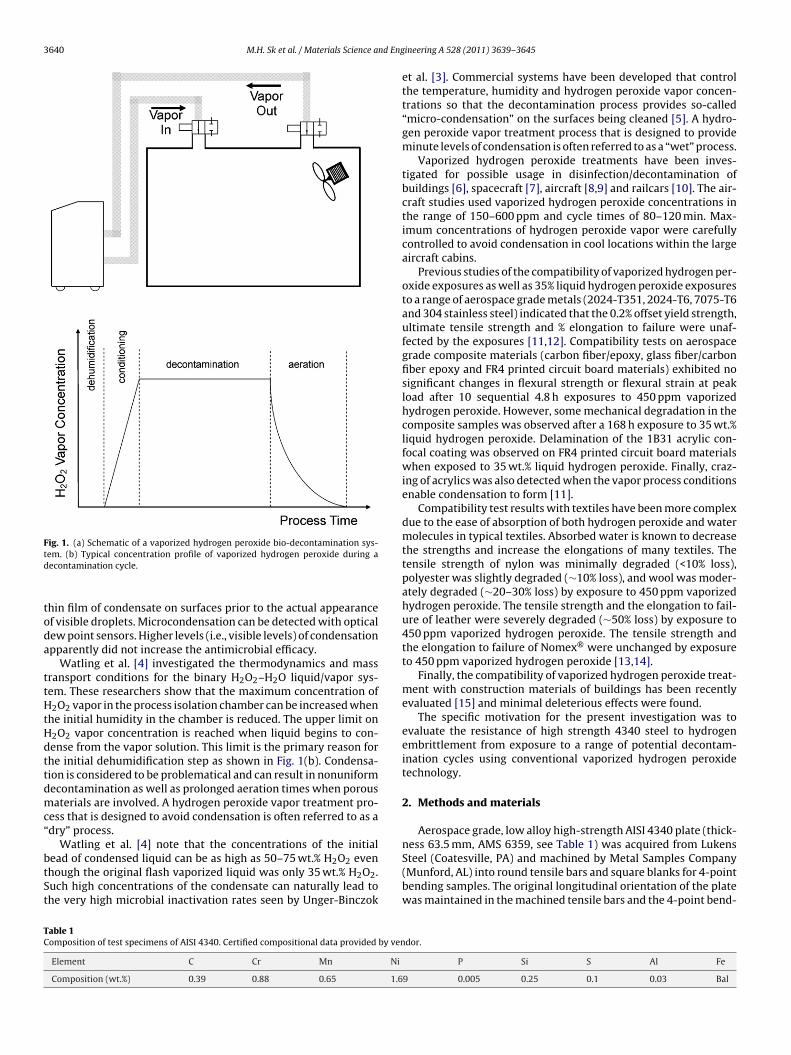
3640 M.H. Sk et al. / Materials Science and Eng
Ftd
toda
ttHtHdttdmc“
btSt
ness 63.5 mm, AMS 6359, see Table 1) was acquired from Lukens
TC
ig. 1. (a) Schematic of a vaporized hydrogen peroxide bio-decontamination sys-em. (b) Typical concentration profile of vaporized hydrogen peroxide during aecontamination cycle.
hin film of condensate on surfaces prior to the actual appearancef visible droplets. Microcondensation can be detected with opticalew point sensors. Higher levels (i.e., visible levels) of condensationpparently did not increase the antimicrobial efficacy.
Watling et al. [4] investigated the thermodynamics and massransport conditions for the binary H2O2–H2O liquid/vapor sys-em. These researchers show that the maximum concentration of2O2 vapor in the process isolation chamber can be increased when
he initial humidity in the chamber is reduced. The upper limit on2O2 vapor concentration is reached when liquid begins to con-ense from the vapor solution. This limit is the primary reason forhe initial dehumidification step as shown in Fig. 1(b). Condensa-ion is considered to be problematical and can result in nonuniformecontamination as well as prolonged aeration times when porousaterials are involved. A hydrogen peroxide vapor treatment pro-
ess that is designed to avoid condensation is often referred to as adry” process.
Watling et al. [4] note that the concentrations of the initial
ead of condensed liquid can be as high as 50–75 wt.% H2O2 evenhough the original flash vaporized liquid was only 35 wt.% H2O2.uch high concentrations of the condensate can naturally lead tohe very high microbial inactivation rates seen by Unger-Binczokable 1omposition of test specimens of AISI 4340. Certified compositional data provided by ven
Element C Cr Mn Ni
Composition (wt.%) 0.39 0.88 0.65 1.6
ineering A 528 (2011) 3639–3645
et al. [3]. Commercial systems have been developed that controlthe temperature, humidity and hydrogen peroxide vapor concen-trations so that the decontamination process provides so-called“micro-condensation” on the surfaces being cleaned [5]. A hydro-gen peroxide vapor treatment process that is designed to provideminute levels of condensation is often referred to as a “wet” process.
Vaporized hydrogen peroxide treatments have been inves-tigated for possible usage in disinfection/decontamination ofbuildings [6], spacecraft [7], aircraft [8,9] and railcars [10]. The air-craft studies used vaporized hydrogen peroxide concentrations inthe range of 150–600 ppm and cycle times of 80–120 min. Max-imum concentrations of hydrogen peroxide vapor were carefullycontrolled to avoid condensation in cool locations within the largeaircraft cabins.
Previous studies of the compatibility of vaporized hydrogen per-oxide exposures as well as 35% liquid hydrogen peroxide exposuresto a range of aerospace grade metals (2024-T351, 2024-T6, 7075-T6and 304 stainless steel) indicated that the 0.2% offset yield strength,ultimate tensile strength and % elongation to failure were unaf-fected by the exposures [11,12]. Compatibility tests on aerospacegrade composite materials (carbon fiber/epoxy, glass fiber/carbonfiber epoxy and FR4 printed circuit board materials) exhibited nosignificant changes in flexural strength or flexural strain at peakload after 10 sequential 4.8 h exposures to 450 ppm vaporizedhydrogen peroxide. However, some mechanical degradation in thecomposite samples was observed after a 168 h exposure to 35 wt.%liquid hydrogen peroxide. Delamination of the 1B31 acrylic con-focal coating was observed on FR4 printed circuit board materialswhen exposed to 35 wt.% liquid hydrogen peroxide. Finally, craz-ing of acrylics was also detected when the vapor process conditionsenable condensation to form [11].
Compatibility test results with textiles have been more complexdue to the ease of absorption of both hydrogen peroxide and watermolecules in typical textiles. Absorbed water is known to decreasethe strengths and increase the elongations of many textiles. Thetensile strength of nylon was minimally degraded (<10% loss),polyester was slightly degraded (∼10% loss), and wool was moder-ately degraded (∼20–30% loss) by exposure to 450 ppm vaporizedhydrogen peroxide. The tensile strength and the elongation to fail-ure of leather were severely degraded (∼50% loss) by exposure to450 ppm vaporized hydrogen peroxide. The tensile strength andthe elongation to failure of Nomex® were unchanged by exposureto 450 ppm vaporized hydrogen peroxide [13,14].
Finally, the compatibility of vaporized hydrogen peroxide treat-ment with construction materials of buildings has been recentlyevaluated [15] and minimal deleterious effects were found.
The specific motivation for the present investigation was toevaluate the resistance of high strength 4340 steel to hydrogenembrittlement from exposure to a range of potential decontam-ination cycles using conventional vaporized hydrogen peroxidetechnology.
2. Methods and materials
Aerospace grade, low alloy high-strength AISI 4340 plate (thick-
Steel (Coatesville, PA) and machined by Metal Samples Company(Munford, AL) into round tensile bars and square blanks for 4-pointbending samples. The original longitudinal orientation of the platewas maintained in the machined tensile bars and the 4-point bend-
dor.
P Si S Al Fe
9 0.005 0.25 0.1 0.03 Bal
nd Engineering A 528 (2011) 3639–3645 3641
iiai(mtCi9icrrissg15
aFsoaft4tcmC
M.H. Sk et al. / Materials Science a
ng samples. The rough-machined, square bar blanks were 56 mmn length and 10 mm on each side. The rough machined blanksnd accompanying tensile bars were austenitized at 830 ± 10 ◦Cn argon atmosphere, oil quenched, and then double tempered220 ± 10 ◦C for 2 h) at Auburn University (Auburn, AL). Finish
achining of test samples suitable for sustained-load, 4-point bendesting per ASTM F519-06 [16] was performed by Metal Samplesompany (Munford, AL). The four-point bending samples exhib-
ted center notches 3.5 mm deep with a radius of 0.25 mm and0◦ included angle (Type 1e Specimen). (The notch was machined
nto the short transverse direction of the original plate.) The stressoncentration factor of the notch was 3.1. All samples were stresselieved at 190 ± 10 ◦C for 4.5 h after final machining. The heat treatesponse of the material was verified by tensile and hardness test-ng of four samples per ASTM E8-00b [17]. A typical engineeringtress – engineering strain curve is shown in Fig. 2. The 0.2% yieldtrength, the tensile strength and the percent elongation (1.25 in.age length) of the samples were measured as 1690 ± 10 MPa,980 ± 10 MPa and 14.5% ± 0.1%, respectively. The hardness was2 ± 1 on the Rockwell C scale.
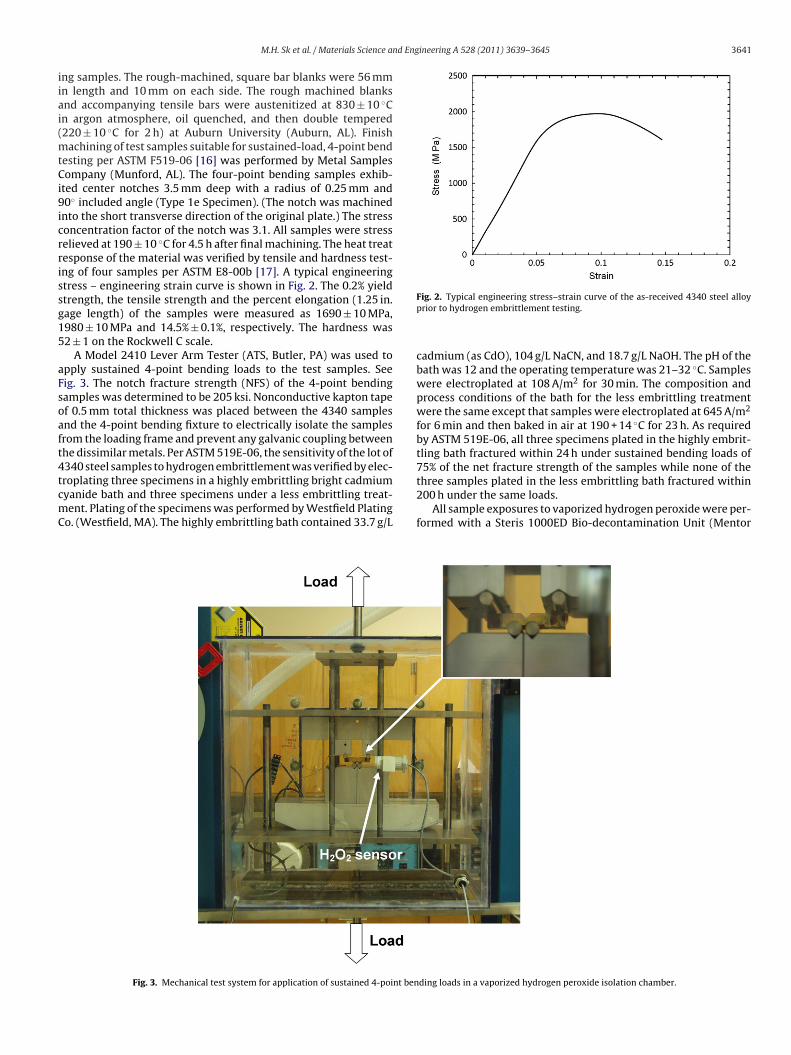
A Model 2410 Lever Arm Tester (ATS, Butler, PA) was used topply sustained 4-point bending loads to the test samples. Seeig. 3. The notch fracture strength (NFS) of the 4-point bendingamples was determined to be 205 ksi. Nonconductive kapton tapef 0.5 mm total thickness was placed between the 4340 samplesnd the 4-point bending fixture to electrically isolate the samplesrom the loading frame and prevent any galvanic coupling betweenhe dissimilar metals. Per ASTM 519E-06, the sensitivity of the lot of
340 steel samples to hydrogen embrittlement was verified by elec-roplating three specimens in a highly embrittling bright cadmiumyanide bath and three specimens under a less embrittling treat-ent. Plating of the specimens was performed by Westfield Platingo. (Westfield, MA). The highly embrittling bath contained 33.7 g/L
Fig. 3. Mechanical test system for application of sustained 4-point ben
Fig. 2. Typical engineering stress–strain curve of the as-received 4340 steel alloyprior to hydrogen embrittlement testing.
cadmium (as CdO), 104 g/L NaCN, and 18.7 g/L NaOH. The pH of thebath was 12 and the operating temperature was 21–32 ◦C. Sampleswere electroplated at 108 A/m2 for 30 min. The composition andprocess conditions of the bath for the less embrittling treatmentwere the same except that samples were electroplated at 645 A/m2
for 6 min and then baked in air at 190 + 14 ◦C for 23 h. As requiredby ASTM 519E-06, all three specimens plated in the highly embrit-tling bath fractured within 24 h under sustained bending loads of75% of the net fracture strength of the samples while none of the
three samples plated in the less embrittling bath fractured within200 h under the same loads.All sample exposures to vaporized hydrogen peroxide were per-formed with a Steris 1000ED Bio-decontamination Unit (Mentor
ding loads in a vaporized hydrogen peroxide isolation chamber.

3 nd Engineering A 528 (2011) 3639–3645
Octaiij14wwpwpwaa
tasa
pi2c
cots(twaiuatmHvrc
tt4atpciB
wpoecT
642 M.H. Sk et al. / Materials Science a
H) using Vaprox®1 (35 wt.% H2O2) as the sterilant in the enclosedhamber. The exposure chamber was dehumidified to 10% rela-ive humidity prior to hydrogen peroxide injection to minimizeny chance of unintended condensation of the hydrogen perox-de vapor. The ramp-up conditioning phase of hydrogen peroxidenjection was accomplished in 10 min. Samples were then sub-ected to the desired hydrogen peroxide vapor concentration (500,000, 1300 or 1600 ppm) under a sustained bending stress level of5% of the notched fracture strength for 4.8 h of decontaminationithout any subsequent aeration. The lack of an aeration phaseas intended to provide a worst case exposure to the hydrogeneroxide. After completion of the 4.8 h exposure, the stress levelas immediately increased to 75% of the NFS for 200 h. Hydrogeneroxide concentrations in the exposure chamber were monitoredith ATI Sensors (ATI Inc., Collegeville, PA, USA). These sensors
re reported by the manufacturer as having an accuracy of ± 5%t concentrations above ∼50 ppm.
The temperature of the exposure chamber increased from roomemperature at the beginning of bio-decontamination to 30–35 ◦Cfter approximately 75 min of cycle time. The temperature thentayed constant until the end of the 4.8 h bio-decontamination cyclefter which it slowly decreased back to room temperature.
Samples that did not fracture at 75% NFS within the 200 h testeriod were incrementally step loaded (ISL) by increasing the load
n 5% increments for 2 h at each incremental load (i.e., 80% NFS forh, then 85% NFS for 2 h, then 90% NFS for 2 h). This procedure wasontinued until sample failure.
Some exposure conditions led to visible condensation within thehamber and on the samples. Hydrogen peroxide concentrationsf liquid condensates from the hydrogen peroxide/water vaporreatments were characterized using (1) the standard sulfuric acidolution titration with potassium permanganate [18] as well as2) Fourier Transform Infrared Spectroscopy (FTIR) using a Spec-rum GX FTIR (Perkin Elmer, Shelton, CT, USA) spectrometer over aavenumber scan range from 2000 cm−1 to 1200 cm−1. This region
llows for simultaneous analysis of both H2O and H2O2 character-stic IR absorption [19]. The raw FTIR data were then processedsing the principal component analysis (PCA) method similar to Bund Brown [20], which provides pure component spectra of each ofhe chemical species contributing to the mixed chemical environ-
ent. Calibration standards were developed by diluting the 35 wt.%2O2 Vaprox® sterilant liquid with water. To correct for absorbanceariations in the total amount of H2O/H2O2 solution analyzed, theatios of the integrated area under the curve for the identified pureomponent spectra were calculated.
The susceptibility to hydrogen embrittlement from exposureo low concentrations of hydrogen peroxide/water liquid solu-ions was examined by placing droplets of 35 wt.% H2O2/H2O for.8 h in the notches of loaded samples as well as on the over-ll sample surface. To ensure that the solution remained fresh,he solutions were replaced each hour during the total exposureeriod and the chamber was humidified and heated to conditionsomparable to vaporized hydrogen peroxide treatment by inject-ng only water vapor into the chamber from the Steris 1000EDio-decontamination Unit.
Note that neither the vapor-exposures nor the liquid-exposuresere designed as accelerated aging tests but were designed sim-ly to investigate the susceptibility to hydrogen embrittlement
f high-strength 4340 steel under a variety of chemical servicenvironments associated with vaporized hydrogen peroxide pro-esses. The 75% NFS loading for 200 h is considered “aggressive.”he actual applicability of the test results contained in this paper1 Vaprox is a registered trademark of STERIS Corporation, Mentor, OH, USA.
Fig. 4. (a) Martensitic microstructure of the heat treated 4340 steel samples (2%nital etchant, HRC = 52). (b) Prior austenitic grain boundaries of the heat treatedsteel samples (modified Winsteard’s reagent).
for any specific application should be considered on a case-by-casebasis.
Examination of the fracture surfaces of samples was performedusing a JEOL JSM 7000F field emission scanning electron microscopeoperating at 20 kV with energy dispersive X-ray spectroscopy (EDS)employing an ultrathin window detector and Princeton Gamma-Tech analyzer.
Specimens were sectioned transverse to their long axis formetallographic analysis. Sectioned samples were mounted in bake-lite, ground and polished by standard metallographic techniques.Observation of the martensitic microstructures of the samples wasenabled by etching the samples in 2% Nital (2 ml HNO3 and 98 mlethanol) while the prior austenitic grain boundaries were revealedby etching with modified Winsteard’s reagent (100 ml of 1.2% sat-urated aqueous solution of picric acid, 2.5 ml of 40% solution ofsodium do-decyl benzene sulfonate as a wetting agent, 5 ml ofethanol, 10 drops of HCl). All etchants were applied by cottonswabs. Etching with Nital occurred at room temperature whileetching with the modified Winstead’s reagent was performed at65–70 ◦C. Metallographic examination of the samples was per-formed with an Olympus PME3 optical microscope. Grain sizemeasurements used the intercept method per ASTM E112-96 [21].
3. Results and discussion
Fig. 4(a) shows the martensitic microstructure of the quenchedand double tempered 4340 steel used in the present investiga-tion. No detectable microstructural changes occurred as a resultof the various exposures to hydrogen peroxide. The prior austen-ite grains are shown in Fig. 4(b) and exhibit an average grain
M.H. Sk et al. / Materials Science and Engineering A 528 (2011) 3639–3645 3643
Fca
dn
iac“ims44ooveh
h
H
f
H
Tlr
K
wvpp
pg
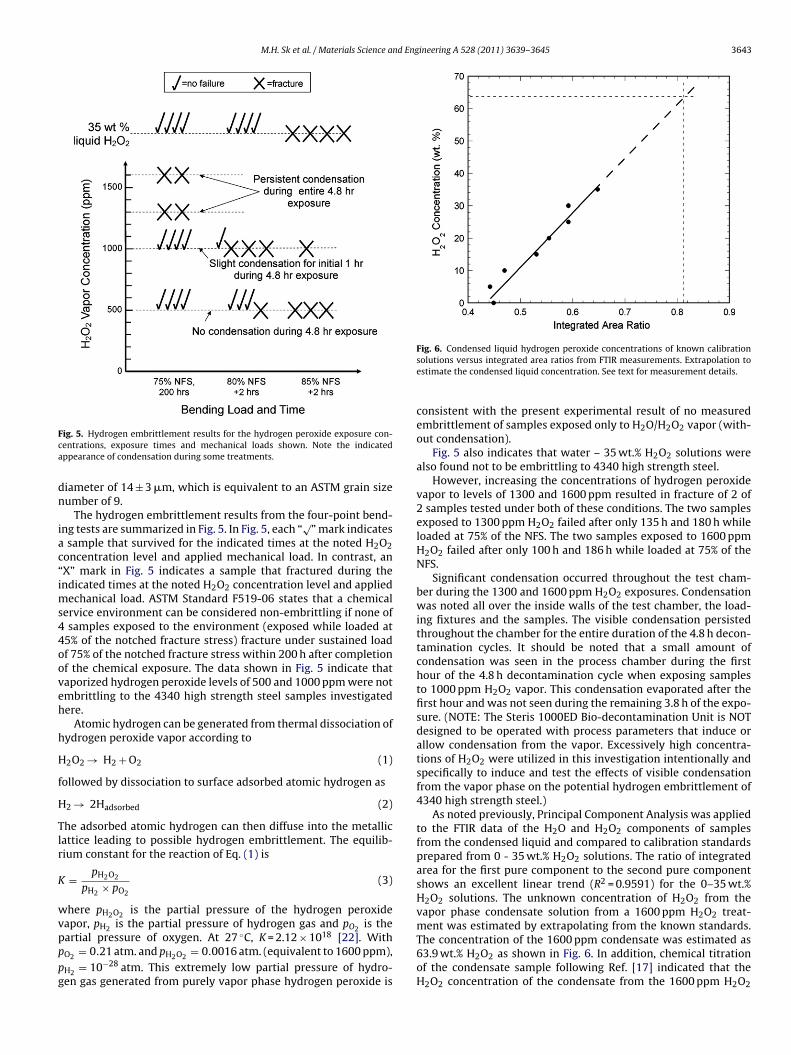
ig. 5. Hydrogen embrittlement results for the hydrogen peroxide exposure con-entrations, exposure times and mechanical loads shown. Note the indicatedppearance of condensation during some treatments.
iameter of 14 ± 3 �m, which is equivalent to an ASTM grain sizeumber of 9.
The hydrogen embrittlement results from the four-point bend-ng tests are summarized in Fig. 5. In Fig. 5, each “
√” mark indicates
sample that survived for the indicated times at the noted H2O2oncentration level and applied mechanical load. In contrast, anX” mark in Fig. 5 indicates a sample that fractured during thendicated times at the noted H2O2 concentration level and applied
echanical load. ASTM Standard F519-06 states that a chemicalervice environment can be considered non-embrittling if none ofsamples exposed to the environment (exposed while loaded at
5% of the notched fracture stress) fracture under sustained loadf 75% of the notched fracture stress within 200 h after completionf the chemical exposure. The data shown in Fig. 5 indicate thataporized hydrogen peroxide levels of 500 and 1000 ppm were notmbrittling to the 4340 high strength steel samples investigatedere.
Atomic hydrogen can be generated from thermal dissociation ofydrogen peroxide vapor according to
2O2 → H2 + O2 (1)
ollowed by dissociation to surface adsorbed atomic hydrogen as
2 → 2Hadsorbed (2)
he adsorbed atomic hydrogen can then diffuse into the metallicattice leading to possible hydrogen embrittlement. The equilib-ium constant for the reaction of Eq. (1) is
= pH2O2
pH2 × pO2
(3)
here pH2O2 is the partial pressure of the hydrogen peroxide
apor, pH2 is the partial pressure of hydrogen gas and pO2 is theartial pressure of oxygen. At 27 ◦C, K = 2.12 × 1018 [22]. WithO2 = 0.21 atm. and pH2O2 = 0.0016 atm. (equivalent to 1600 ppm),H2 = 10−28 atm. This extremely low partial pressure of hydro-en gas generated from purely vapor phase hydrogen peroxide is
Fig. 6. Condensed liquid hydrogen peroxide concentrations of known calibrationsolutions versus integrated area ratios from FTIR measurements. Extrapolation toestimate the condensed liquid concentration. See text for measurement details.
consistent with the present experimental result of no measuredembrittlement of samples exposed only to H2O/H2O2 vapor (with-out condensation).
Fig. 5 also indicates that water – 35 wt.% H2O2 solutions werealso found not to be embrittling to 4340 high strength steel.
However, increasing the concentrations of hydrogen peroxidevapor to levels of 1300 and 1600 ppm resulted in fracture of 2 of2 samples tested under both of these conditions. The two samplesexposed to 1300 ppm H2O2 failed after only 135 h and 180 h whileloaded at 75% of the NFS. The two samples exposed to 1600 ppmH2O2 failed after only 100 h and 186 h while loaded at 75% of theNFS.
Significant condensation occurred throughout the test cham-ber during the 1300 and 1600 ppm H2O2 exposures. Condensationwas noted all over the inside walls of the test chamber, the load-ing fixtures and the samples. The visible condensation persistedthroughout the chamber for the entire duration of the 4.8 h decon-tamination cycles. It should be noted that a small amount ofcondensation was seen in the process chamber during the firsthour of the 4.8 h decontamination cycle when exposing samplesto 1000 ppm H2O2 vapor. This condensation evaporated after thefirst hour and was not seen during the remaining 3.8 h of the expo-sure. (NOTE: The Steris 1000ED Bio-decontamination Unit is NOTdesigned to be operated with process parameters that induce orallow condensation from the vapor. Excessively high concentra-tions of H2O2 were utilized in this investigation intentionally andspecifically to induce and test the effects of visible condensationfrom the vapor phase on the potential hydrogen embrittlement of4340 high strength steel.)
As noted previously, Principal Component Analysis was appliedto the FTIR data of the H2O and H2O2 components of samplesfrom the condensed liquid and compared to calibration standardsprepared from 0 - 35 wt.% H2O2 solutions. The ratio of integratedarea for the first pure component to the second pure componentshows an excellent linear trend (R2 = 0.9591) for the 0–35 wt.%H2O2 solutions. The unknown concentration of H2O2 from thevapor phase condensate solution from a 1600 ppm H2O2 treat-ment was estimated by extrapolating from the known standards.
The concentration of the 1600 ppm condensate was estimated as63.9 wt.% H2O2 as shown in Fig. 6. In addition, chemical titrationof the condensate sample following Ref. [17] indicated that theH2O2 concentration of the condensate from the 1600 ppm H2O2
3644 M.H. Sk et al. / Materials Science and Engineering A 528 (2011) 3639–3645
Fva
te
o
F4t
ig. 7. Theoretical predictions of the H2O2 concentration in the condensed liquidersus initial relative humidity for the indicated values of process chamber temper-ture. Data taken from Watling et al. [4].
reatment was 63.7% H2O2, in excellent agreement with the FTIRstimate.
Watling et al. [4] performed theoretical predictions of theccurrence of H2O2–H2O vapor/liquid condensation in a bio-
ig. 8. Fracture surface of a non-embrittled sample exposed to 500 ppm H2O2 for.8 h exhibiting ductile failure by microvoid coalescence. (a) Fracture surface nearhe notch root. (b) Fracture surface approximately 5 mm away from the notch root.
Fig. 9. Fracture surface of an embrittled sample exposed to 1600 ppm H2O2 and
condensed liquid (approximately 64 wt.% H2O2) for 4.8 h. (a) Fracture surface nearthe notch root exhibiting extensive intergranular fracture at the prior austeniticgrain boundaries. (b) Fracture surface approximately 5 mm away from the notchroot exhibiting ductile failure by microvoid coalescence.decontamination chamber. As noted previously, the concentrationsof the initial liquid condensing from H2O2–H2O vapor can be as highas 50–75 wt.% H2O2 even though the original flash vaporized liquidwas only 35 wt.% H2O2. Although such high H2O2 concentrations incondensed liquids can lead to very high microbial inactivation rates,they cause increased susceptibility to hydrogen embrittlement for4340 high strength steel in these tests. Fig. 7 shows Watling et al.’s[4] theoretical predictions of the H2O2 concentration of the ini-tial condensed liquid for various values of initial relative humidityand process chamber temperature. Although the process chambertemperature exerts some influence on the predicted H2O2 con-centration of the condensate, the initial relative humidity is muchmore important. In the presence of condensing process conditions,a H2O–H2O2 solution will form and the concentration of H2O2 inthe solution (xH2O2 ) will be related to the H2O2 partial pressure(pH2O2 ) in the surrounding vapor according to
pH2O2 = xH2O2 × �H2O2 × poH2O2
, (4)
where �H2O2 is the activity coefficient of hydrogen peroxide in theH2O–H2O2 condensate and po
H2O2is the vapor pressure of pure
hydrogen peroxide. Assuming equilibrium conditions, tempera-
tures of 30–35 ◦C and the empirical formulae and fitting constantsreported by Watling et al. [4] and Scatchard et al. [23], yield anactivity coefficient of 0.72–0.81 for H2O–H2O2 solutions. Whenin equilibrium with H2O2 vapor of partial pressure of 0.0016 atm.(1600 ppm H2O2), the mole fraction H2O2 is thus predicted to be
nd Eng
x6mb
degwwsagsmnteniFzbozds
4
(
(
(
(
A
tTT
[
[
[
[
[
[
[
[
[[
[[
[
[
M.H. Sk et al. / Materials Science a
H2O2 = 0.44 − 0.55, corresponding to a solution concentration of0–70 wt.% H2O2. These theoretical estimates are in good agree-ent with the measured 63.7 wt.% H2O2 concentration evaluated
y titration.Hydrogen absorption into 4340 steel is known to decrease
uctility and induce brittle fracture in steel by preferentiallymbrittling the prior austenitic grain boundaries leading to inter-ranular fracture along those boundaries [24,25] or brittle cleavageithin grains [26]. The fracture surfaces of a number of samplesere examined using scanning electron microscopy. Samples that
urvived both the H2O2 exposure and the 75% NFS load for 200 hre considered as not having become embrittled during the hydro-en peroxide exposure per ASTM Standard F519-06. The fractureurfaces of these samples exhibited evidence of failure by fineicrovoid coalescence (i.e., ductile fracture) near the root of the
otch as well as several millimeters away from the notch root. Aypical fracture surface of such a sample is shown in Fig. 8. Note thextensive fine microvoid coalescence. However, samples that didot survive the 75% NFS load for 200 h after H2O2 exposure exhib-
ted evidence of brittle failure near the root of the notch as shown inig. 9(a). Even though some of the fracture surface in the notch rootone exhibits fine microvoid coalescence, extensive evidence ofrittle intergranular fracture is clearly seen throughout that regionf the sample. The embrittled region in the high-stress notch rootone served to precipitate premature fracture even though evi-ence of failure primarily by ductile microvoid coalescence can beeen in Fig. 9(b) several millimeters away from the notch root.
. Conclusions
1) Exposure of low-alloy, high strength 4340 steel to water vaporwith 500 or 1000 ppm hydrogen peroxide vapor for 4.8 h doesnot lead to hydrogen embrittlement per ASTM 519E-06.
2) Exposure of low-alloy, high strength 4340 steel to 35 wt.% H2O2in water for 4.8 h does not lead to hydrogen embrittlement perASTM 519E-06.
3) Operation of vaporized hydrogen peroxide decontaminationprocesses at 1300 or 1600 ppm hydrogen peroxide concen-tration can lead to significant condensation with very highconcentrations of H2O2 (60–70 wt.% H2O2) in the condensedliquid.
4) Exposure of low-alloy, high strength 4340 steel to vaporizedhydrogen peroxide treatments at 1600 ppm hydrogen peroxideconcentration for 4.8 h led to extensive condensation of highH2O2 concentration (∼64 wt.% H2O2) in the process chamberand hydrogen embrittlement of the steel per ASTM 519E-06.
cknowledgments
This project was funded by the U.S. Federal Aviation Adminis-ration (FAA) Office of Aerospace Medicine through the National Airransportation Center of Excellence for Research in the Intermodalransport Environment (RITE), Cooperative Agreement 07-C-RITE-
[
[
[
ineering A 528 (2011) 3639–3645 3645
AU. Although the FAA has sponsored this project, it neither endorsesnor rejects the findings of this research.
References
[1] N.A. Klapes, D. Vesley, Appl. Environ. Microbiol. 56 (2) (1990) 503–506.[2] A.L. Cummings, R.W. Childers, T.J. Mielnik, U.S. Patent No. 4,909,999, 1990.[3] B. Unger-Binczok, V. Kottke, C. Hertel, J. Rauschnabel, J. Pharm. Innov. 3 (2008)
123–133.[4] D. Watling, C. Ryle, M. Parks, M. Christopher, PDA J. Pharm. Sci. Technol. 56 (6)
(2002) 291–299.[5] J.V. Rogers, C.L. Sabourin, M.L. Taylor, K. Riggs, Y.W. Choi, W.R. Richter, D.C.
Rudnicki, Environmental Technology Verification Report – BIOQUELL ClarusC Hydrogen Peroxide Gas Generator, EPA/600/R-04/145, Washington, D.C.,March 2004.
[6] M.F. Verce, B. Jayaraman, T.D. Ford, A.J. Gadgil, T.M. Carlsen, Environ. Sci. Tech-nol. 42 (15) (2008) 5765–5771.
[7] S. Chung, R. Kern, R. Koukol, J. Barengoltz, H. Cash, Adv. Space Res. 42 (2008)1150–1160.
[8] W.F. Gale, H.S. Gale, J. Watson, Field Evaluation of whole Airliner Decon-tamination Technologies for a Narrow-Body Aircraft, FAA Office of AerospaceMedicine, Washington, D.C., DOT/FAA/AM-08/2, 2008.
[9] R.M. Shaftstall, R.P. Garner, J. Bishop, L. Cameron-Landis, D.L. Eddington, G. Hau,S. Spera, T. Mielnik, J.A. Thomas, Vaporized Hydrogen Peroxide (VHP) Decon-tamination of a Section of a Boeing 747 Cabin, FAA Office of Aerospace Medicine,Washington, D.C., DOT/FAA/AM-06/10, 2006.
10] W.F. Gale, H.S. Gale, J. Watson, Field Evaluation of whole Airliner Decontamina-tion Technologies – Wide-Body Aircraft with Dual Use Application for Railcars,FAA Office of Aerospace Medicine, Washington, D.C., DOT/FAA/AM-08/4,2008.
11] S.F. Chou, N.I. Sofyan, R.A. Overfelt, M.H. Sk, W.F. Gale, H.S. Gale, C.G. Shan-non, J.W. Fergus, J. Watson, Evaluation of the Effects of Hydrogen Peroxide onCommon Aviation Structural Materials, DOT/FAA/AM-09/23, December 2009.
12] W.F. Gale, N.I. Sofyan, H.S. Gale, M.H. Sk, S.F. Chou, J.W. Fergus, C.G. Shannon,Mater. Sci. Technol. 25 (1) (2009) 76–84.
13] S.F. Chou, R.A. Overfelt, W.F. Gale, H.S. Gale, C.G. Shannon, F. Buschle-Diller, J. Watson, Effects of Hydrogen Peroxide on Common Aviation Textiles,DOT/FAA/AM-09/16, August 2009.
14] S.F. Chou, W.F. Gale, H.S. Gale, C.G. Shannon, G. Buschle-Diller, N.I. Sofyan,Mater. Sci. Technol. 26 (1) (2010) 66–80.
15] M.D. Brickhouse, T. Lalain, P.W. Bartram, M. Hall, Z. Hess, L. Reiff, B. Mantooth,Z. Zander, D. Stark, P. Humphreys, B. Williams, S. Ryan, B. Martin, Effects ofVapor-based Decontamination Systems on Selected Building Interior Materi-als: Vaporized Hydrogen Peroxide, EPA/600/R-08-074, Washington, D.C., July2008.
16] A STM F 519-06, Standard Test Method for Mechanical Hydrogen Embrittle-ment Evaluation of Plating Coating Processes and Service Environments, ASTMInternational, Philadelphia, PA, 2006.
17] ASTM E8-00b, Standard Test Methods for Tension Testing of Metallic Materials,ASTM International, Philadelphia, PA, 2006.
18] C.E. Huckaba, F.G. Keyes, J. Am. Chem. Soc. 70 (1) (1948) 1640–1644.19] K. Nakamoto, Infrared and Raman Spectra of Inorganic and Coordination. Com-
pounds, Part A: Theory and Applications in Inorganic Chemistry, 6th ed., WileyPublishing, Hoboken, NJ, USA, 2009.
20] D. Bu, C. Brown, Appl. Spectrosc. 54 (8) (2000) 1214–1221.21] ASTM E112-96, Standard Test Methods for Determining Average Grain Size,
ASTM International, Philadelphia, PA, 1996.22] M.W. Chase Jr., NIST-JANAF, Thermo-chemical Table, Journal of Physical and
Chemical Reference Data, Monograph No. 9, 4th ed., Part 2, 1998, p. 1330.23] G. Scatchard, G.M. Kavanagh, L.B. Ticknor, J. Am. Chem. Soc. 74 (1952)
3715–3720.
24] P. Novak, R. Yuan, B.P. Somerday, P. Sofronis, R.O. Ritchie, J. Mech. Phys. Solids58 (2010) 206–226.25] X.-Y. Liu, J. Kameda, J.W. Anderegg, S. Takaki, K. Abiko, C.J. McMahon Jr., Mater.
Sci. Eng. A 492 (2008) 218–220.26] A.P. Moon, R. Balasubramaniam, B. Panda, Mater. Sci. Eng. A 527 (2010)
3259–3263.
Related Documents











