How PTI-TOST, Control Strategy Principles and Acceptance Sampling Consensus Standards can Work Together to Achieve an Appropriate Quality Assessment Strategy of Delivered Dose Uniformity of OIPs INTRODUCTION In 2005, the FDA proposed a parametric test procedure for assessing the adequacy of the delivered dose uniformity for orally inhaled products (OIPs). Despite being a more desirable parametric test it has had little uptake amongst pharmaceutical companies. There are at least two possible reasons for this: first, more fit-for-purpose product will be falsely rejected and hence, will not be available to the patients; second, the new test has an explicitly defined minimum quality standard that is more stringent than the minimum quality standard implied by the registered, and deemed suitable, pharmacopoeial specifications. Both of these reasons have interesting corollaries: either the fixed quality standard should be redefined on a product specific basis to minimize the risk of falsely rejecting fit-for-purpose product and falsely accepting not-fit-for-purpose, or the underlying explicit quality standard is actually acceptable and complete understanding of acceptance sampling theory and practices needs to be fully utilized and integrated in the construction and implementation phases of the new test. The purpose of this poster is to show that a DDU acceptance sampling strategy could be developed that would incorporate the desirable parametric properties of the PTI-TOST, control strategy principles, standard acceptance sampling theory and practices outlined in already existing consensus standards to ensure appropriate quality assessment of DDU for OIPs. Helen Strickland 1 , Lee Clewley 2 and DDU Working Group 1 GSK, Zebulon, USA, GSK, London, UK FRAMEWORK Isolated Lot Inspection – A transactional Assessment and constructed to have at least a 95% probability of rejecting any batch whose true quality (i.e., batch characteristics) is at or above a pre- defined limiting quality limit (LQL). Implies that only the information obtained from the sample is used to infer whether or not a batch meets its critical requirements (i.e. does the batch meet the DQL at which the DDU characteristic is fit-for-patient purpose). Transactional testing or isolated lot testing does not allow for the use of prior process knowledge or the appropriate use of relevant historical process data. Lot-by-Lot Inspection - Constructed to have at least a 95% probability of accepting batches from a process whose true quality (i.e., average process characteristics) is at or less than a pre- defined acceptance quality limit (AQL). Essential to aggregate Assessment Lot-by-lot testing is performed with strict adherence to additional rules for switching to other sampling plans. Tightened acceptance sampling criteria or criteria for discontinuation of production until corrective action is in place) if deterioration in quality occurs Switching to a sampling plan with less producer risk is allowed if the demonstrated process quality is exceptionally better than the AQL Simulations of Consensus Standard Acceptance Sampling Systems Integrated with PTI-TOST to form part of DDU Control Strategy for OIPs Normal Density Curves Representing Stated DQL Delivered Dose Distributions  DD Distribution B PTI-TOST False Reject Rate=0.1% DD Distribution A PTI-TOST False Reject Rate =99.6% CURRENT SITUATION BACKGROUND The PTI-TOST was constructed to ensure meeting a specified Desired Quality Level (DQL). DQL explicitly set such that the delivered dose distribution of fit-for-purpose product contains no more than 6.25% of doses outside the 80-120% label claim interval in either tail of the distribution and that the average LC dose is between 85-115% The PTI-TOST construction automatically sets the limiting quality level to the DQL, and implies at least a 95% false reject rate for product defined as fit-for-purpose. Two PTI- TOST constructions below illustrate the challenge: (left) a coverage of 87.5%, 6.25% in each tail and a ‘typical’ population std. dev. of 13.04% which gives a false reject rate of 99.6%; (right) coverage 99.1%, std. dev. 6% and 0.04% in the tails with a 0.1% false reject rate. Delivered Dose Distribution Represents Typical OIP 98 %LC Process Mean 4% Between Batch Standard Deviation 6% Within Batch Standard Deviation ISOLATED LOT Application Batch Sample Size Batch Mean %LC Within Batch Standard Deviation %LC Individual Minimum %LC Individual Maximum %LC Lower PTI- TOST Bound %LC Upper PTI- TOST Bound %LC PTI-TOST Bounds Within 80 to 120 1 30 96.2 4.5 85.3 104.5 86.2 106.2 Yes 2 90 92.1 5.2 80.7 104.7 82.5 101.8 Yes 3 30 92.6 5.7 81.5 104.8 80.0 105.3 Yes 4 30 101.8 5.4 87.9 111.1 89.8 113.8 Yes 5 30 98.5 6.2 83.9 109.5 84.8 112.3 Yes Simulated Development Data Representing 5 Batches—PTI-TOST LOT-by-LOT Application Batch Sample Size Batch Mean %LC Within Batch Standard Deviation %LC Individual Minimum %LC Individual Maximum %LC Lower Traditional Tolerance Bound %LC Upper Traditional Tolerance Bound %LC TI Bounds Within 80 to 120 %LC # of Doses Outside 80 to 120 %LC 1 30 96.2 4.5 85.3 104.5 87.7 104.6 Yes 0 2 30 91.6 5.4 80.7 104.7 81.5 101.8 Yes 0 3 30 92.6 5.7 81.5 104.8 81.9 103.4 Yes 0 4 30 101.8 5.4 87.9 111.1 91.6 112.0 Yes 0 5 30 98.5 6.2 83.9 109.5 86.9 110.2 Yes 0 Simulated Development Data Representing 5 Batches TI 30 Sampling Plan Simulation notes:- Process Demonstrated Homogeneous Within Batch Variation. Data combined to compute PTI-TOST (n=150 K value=1.800) on Process—(84.3, 107.9) %LC. In addition, out of 150 units no results were observed outside 80 to 120 %LC; therefore, 95% confident no more than 1.98% of the doses are below 80 %LC and no more than 1.98% of the doses exceed 120 %LC (Binomial UCB on % Non-Conforming ) Routine Release using Continuous Verification • Assess each batch individually using criteria that minimizes the false reject rate of each individual batch that meets the DQL requirements. • Utilize Acceptance Control Charts (below) by defining Acceptable and Rejectable Process Zones based on products estimated within batch standard deviation for sequential sampling 10 + 30. • If batch falls within Indifference Process zone, may use PTI- TOST criteria to release batch. Monitoring charts for the mean (left) and standard deviation (right) Batch Mean, %LC 85 88 91 94 97 100 103 106 109 112 115 Batch Number 1 6 11 16 21 26 31 36 41 46 Batch SD, %LC 0 3 6 9 12 Batch Number 1 6 11 16 21 26 31 36 41 46

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
How PTI-TOST, Control Strategy Principles and Acceptance Sampling Consensus
Standards can Work Together to Achieve an Appropriate Quality Assessment Strategy of Delivered Dose Uniformity of OIPs
INTRODUCTION
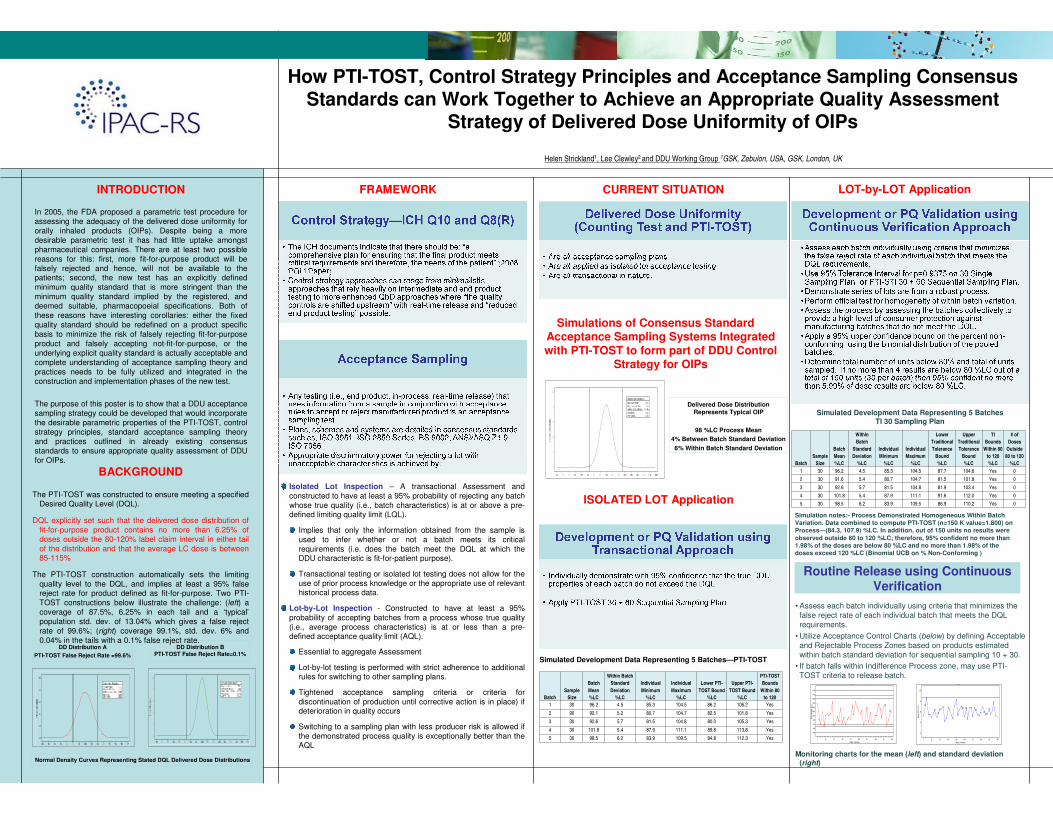
In 2005, the FDA proposed a parametric test procedure for
assessing the adequacy of the delivered dose uniformity for
orally inhaled products (OIPs). Despite being a more
desirable parametric test it has had little uptake amongst
pharmaceutical companies. There are at least two possible
reasons for this: first, more fit-for-purpose product will be
falsely rejected and hence, will not be available to the patients; second, the new test has an explicitly defined
minimum quality standard that is more stringent than the
minimum quality standard implied by the registered, and
deemed suitable, pharmacopoeial specifications. Both of
these reasons have interesting corollaries: either the fixed
quality standard should be redefined on a product specific
basis to minimize the risk of falsely rejecting fit-for-purpose
product and falsely accepting not-fit-for-purpose, or the
underlying explicit quality standard is actually acceptable and
complete understanding of acceptance sampling theory and
practices needs to be fully utilized and integrated in the
construction and implementation phases of the new test.
The purpose of this poster is to show that a DDU acceptance
sampling strategy could be developed that would incorporate
the desirable parametric properties of the PTI-TOST, control
strategy principles, standard acceptance sampling theory
and practices outlined in already existing consensus
standards to ensure appropriate quality assessment of DDU
for OIPs.
Helen Strickland1, Lee Clewley2 and DDU Working Group 1GSK, Zebulon, USA, GSK, London, UK
FRAMEWORK
Isolated Lot Inspection – A transactional Assessment and
constructed to have at least a 95% probability of rejecting any batch
whose true quality (i.e., batch characteristics) is at or above a pre-defined limiting quality limit (LQL).
Implies that only the information obtained from the sample is
used to infer whether or not a batch meets its critical
requirements (i.e. does the batch meet the DQL at which the DDU characteristic is fit-for-patient purpose).
Transactional testing or isolated lot testing does not allow for the
use of prior process knowledge or the appropriate use of relevant historical process data.
Lot-by-Lot Inspection - Constructed to have at least a 95%
probability of accepting batches from a process whose true quality
(i.e., average process characteristics) is at or less than a pre-defined acceptance quality limit (AQL).
Essential to aggregate Assessment
Lot-by-lot testing is performed with strict adherence to additional rules for switching to other sampling plans.
Tightened acceptance sampling criteria or criteria for
discontinuation of production until corrective action is in place) if deterioration in quality occurs
Switching to a sampling plan with less producer risk is allowed if
the demonstrated process quality is exceptionally better than the AQL
Simulations of Consensus Standard Acceptance Sampling Systems Integrated
with PTI-TOST to form part of DDU Control Strategy for OIPs
Normal Density Curves Representing Stated DQL Delivered Dose Distributions

DD Distribution BPTI-TOST False Reject Rate=0.1%
DD Distribution A
PTI-TOST False Reject Rate =99.6%
CURRENT SITUATION
BACKGROUND
The PTI-TOST was constructed to ensure meeting a specified Desired Quality Level (DQL).
DQL explicitly set such that the delivered dose distribution of
fit-for-purpose product contains no more than 6.25% of
doses outside the 80-120% label claim interval in either tail
of the distribution and that the average LC dose is between 85-115%
The PTI-TOST construction automatically sets the limiting
quality level to the DQL, and implies at least a 95% false reject rate for product defined as fit-for-purpose. Two PTI-
TOST constructions below illustrate the challenge: (left) a
coverage of 87.5%, 6.25% in each tail and a ‘typical’
population std. dev. of 13.04% which gives a false reject
rate of 99.6%; (right) coverage 99.1%, std. dev. 6% and
0.04% in the tails with a 0.1% false reject rate.
Delivered Dose Distribution
Represents Typical OIP
98 %LC Process Mean
4% Between Batch Standard Deviation
6% Within Batch Standard Deviation
ISOLATED LOT Application
Batch
Sample
Size
Batch
Mean
%LC
Within Batch
Standard
Deviation
%LC
Individual
Minimum
%LC
Individual
Maximum
%LC
Lower PTI-
TOST Bound
%LC
Upper PTI-
TOST Bound
%LC
PTI-TOST
Bounds
Within 80
to 120
1 30 96.2 4.5 85.3 104.5 86.2 106.2 Yes
2 90 92.1 5.2 80.7 104.7 82.5 101.8 Yes
3 30 92.6 5.7 81.5 104.8 80.0 105.3 Yes
4 30 101.8 5.4 87.9 111.1 89.8 113.8 Yes
5 30 98.5 6.2 83.9 109.5 84.8 112.3 Yes
Simulated Development Data Representing 5 Batches—PTI-TOST
LOT-by-LOT Application
Batch
Sample
Size
Batch
Mean
%LC
Within
Batch
Standard
Deviation
%LC
Individual
Minimum
%LC
Individual
Maximum
%LC
Lower
Traditional
Tolerance
Bound
%LC
Upper
Traditional
Tolerance
Bound
%LC
TI
Bounds
Within 80
to 120
%LC
# of
Doses
Outside
80 to 120
%LC
1 30 96.2 4.5 85.3 104.5 87.7 104.6 Yes 0
2 30 91.6 5.4 80.7 104.7 81.5 101.8 Yes 0
3 30 92.6 5.7 81.5 104.8 81.9 103.4 Yes 0
4 30 101.8 5.4 87.9 111.1 91.6 112.0 Yes 0
5 30 98.5 6.2 83.9 109.5 86.9 110.2 Yes 0
Simulated Development Data Representing 5 BatchesTI 30 Sampling Plan
Simulation notes:- Process Demonstrated Homogeneous Within Batch
Variation. Data combined to compute PTI-TOST (n=150 K value=1.800) on
Process—(84.3, 107.9) %LC. In addition, out of 150 units no results were
observed outside 80 to 120 %LC; therefore, 95% confident no more than
1.98% of the doses are below 80 %LC and no more than 1.98% of the
doses exceed 120 %LC (Binomial UCB on % Non-Conforming )
Routine Release using Continuous Verification
• Assess each batch individually using criteria that minimizes the
false reject rate of each individual batch that meets the DQL
requirements.
• Utilize Acceptance Control Charts (below) by defining Acceptable
and Rejectable Process Zones based on products estimated
within batch standard deviation for sequential sampling 10 + 30.
• If batch falls within Indifference Process zone, may use PTI-
TOST criteria to release batch.
Monitoring charts for the mean (left) and standard deviation (right)
n=10
Ba
tch
Mea
n, %
LC
85
88
91
94
97
100
103
106
109
112
115
Batch Number
1 6 11 16 21 26 31 36 41 46
n=10
Ba
tch
SD
, %
LC
0
3
6
9
12
Batch Number
1 6 11 16 21 26 31 36 41 46
Related Documents