Hierarchical forest management with anticipation: an application to tactical–operational planning integration D. Beaudoin, J.-M. Frayret, and L. LeBel Abstract: This paper examines the problem of harvest capacity planning at a tactical level. Annual capacity planning allows planners to determine the number of contractors to hire per period throughout the year and to define the duration of their contracts. In practice, this process usually involves the analysis of historical data regarding the operational use of capacity and aggregated demand forecast, the output of which then serves to plan harvest operations. Although this form of hierarchical planning reduces the complexity of the task, the decomposition into subproblems that must be successively resolved can lead to infeasibility or poor use of harvesting capacity. The specific problem addressed here resides in how one can consider the operational impact of harvesting decisions taken at the tactical level to ensure a plan’s feasibility at the operational level. We present a tactical planning process based on Schneeweiss’ generic hierarchical modeling ap- proach. A computational experiment demonstrates how a tactical planning process is influenced by the input of the opera- tional level anticipation model. The anticipation approach we propose appears to be a valid method to better integrate key operational-level decisions into tactical plans. Re ´sume ´: Cet article traite du proble `me tactique de planification de la capacite ´ de re ´colte. La planification annuelle de la capacite ´ permet aux planificateurs de de ´terminer le nombre d’entrepreneurs a ` engager durant l’anne ´e et de de ´finir la dure ´e de leurs contrats. En pratique, ce processus implique l’analyse de donne ´es historiques concernant l’utilisation ope ´ration- nelle de la capacite ´ et de donne ´es de pre ´vision de demande agre ´ge ´e. Le re ´sultat de cette analyse sert ensuite a ` planifier les ope ´rations de re ´colte. Me ˆme si cette planification hie ´rarchique re ´duit la complexite ´ de la ta ˆche, la de ´composition en sous- proble `mes a ` re ´soudre successivement peut mener a ` une infaisabilite ´ ou a ` un mauvais usage de la capacite ´ de re ´colte. Le proble `me consiste a ` conside ´rer l’impact ope ´rationnel des de ´cisions de re ´colte prises au niveau tactique afin de s’assurer de la faisabilite ´ ope ´rationnelle du plan tactique. Un processus de planification tactique base ´e sur le me ´canisme de coordina- tion hie ´rarchique de Schneeweiss est pre ´sente ´. Une expe ´rience de ´montre comment un processus de planification tactique est influence ´ par le re ´sultat du mode `le d’anticipation du niveau ope ´rationnel. L’approche par anticipation propose ´e semble e ˆtre une me ´thode valable pour mieux inte ´grer les de ´cisions ope ´rationnelles importantes dans les plans tactiques. [Traduit par la Re ´daction] Introduction The use of mathematical models to deal with wood pro- curement problems dates back to the early 1960s. Since then, a large body of models has been developed to address various aspects of the wood procurement problem. Over the years, increased requirements from the industries, the gen- eral public, and government for raw material, commodities, recreation, conservation, and preservation have greatly in- creased the complexity of the resulting forest management planning problem (Weintraub and Davis 1996). Researchers have approached these increasingly complex problems with two lines of thinking: through the use of large monolithic models or by means of hierarchical decomposition. On the one side, Bitran and Tirupati (1993) and Schnee- weiss (1999) identify limits in human cognition, mathe- matics, and computational power as an impediment to solving large-scale problems as a single entity. Along the same line, Bare and Field (1986) highlight ‘‘severe limita- tions’’ of monolithic models of very large dimension: (i) they are too poorly understood and too costly in terms of setup time, solution time, and user skills to be of much value to present or future forest planning efforts; and (ii) they do not adequately address the different, although Received 29 March 2007. Accepted 4 April 2008. Published on the NRC Research Press Web site at cjfr.nrc.ca on 3 July 2008. D. Beaudoin 1 and L. LeBel. Faculte ´ de Foresterie et Ge ´omatique, De ´partement de Science du Bois et de la Fore ˆt, Universite ´ Laval, QC G1K 7P4, Canada; Research Consortium in e-Business in the Forest Products Industry, Universite ´ Laval, Que ´bec, QC G1K 7P4, Canada; Centre Inter-Universitaire de Recherche sur le Re ´seaux d’Entreprise, Logistique et de Transport, Universite ´ de Montre ´al, C.P. 6128, Universite ´ Laval, Que ´bec, QC G1K 7P4, Canada. J. Frayret. E ´ cole Polytechnique de Montre ´al, De ´partement de Mathe ´matiques et de Ge ´nie Industriel, C.P. 6079, Succursale Centre-ville, Montre ´al, QC H3C 3A7, Canada; Research Consortium in e-Business in the Forest Products Industry, Universite ´ Laval, Que ´bec, QC G1K 7P4, Canada; Centre Inter-Universitaire de Recherche sur le Re ´seaux d’Entreprise, Logistique et de Transport, Universite ´ de Montre ´al, C.P. 6128, Universite ´ Laval, Que ´bec, QC G1K 7P4, Canada. 1 Corresponding author (e-mail: [email protected]). 2198 Can. J. For. Res. 38: 2198–2211 (2008) doi:10.1139/X08-055 # 2008 NRC Canada

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Hierarchical forest management with anticipation:an application to tactical–operational planningintegration
D. Beaudoin, J.-M. Frayret, and L. LeBel
Abstract: This paper examines the problem of harvest capacity planning at a tactical level. Annual capacity planningallows planners to determine the number of contractors to hire per period throughout the year and to define the duration oftheir contracts. In practice, this process usually involves the analysis of historical data regarding the operational use ofcapacity and aggregated demand forecast, the output of which then serves to plan harvest operations. Although this formof hierarchical planning reduces the complexity of the task, the decomposition into subproblems that must be successivelyresolved can lead to infeasibility or poor use of harvesting capacity. The specific problem addressed here resides in howone can consider the operational impact of harvesting decisions taken at the tactical level to ensure a plan’s feasibility atthe operational level. We present a tactical planning process based on Schneeweiss’ generic hierarchical modeling ap-proach. A computational experiment demonstrates how a tactical planning process is influenced by the input of the opera-tional level anticipation model. The anticipation approach we propose appears to be a valid method to better integrate keyoperational-level decisions into tactical plans.
Resume : Cet article traite du probleme tactique de planification de la capacite de recolte. La planification annuelle de lacapacite permet aux planificateurs de determiner le nombre d’entrepreneurs a engager durant l’annee et de definir la dureede leurs contrats. En pratique, ce processus implique l’analyse de donnees historiques concernant l’utilisation operation-nelle de la capacite et de donnees de prevision de demande agregee. Le resultat de cette analyse sert ensuite a planifier lesoperations de recolte. Meme si cette planification hierarchique reduit la complexite de la tache, la decomposition en sous-problemes a resoudre successivement peut mener a une infaisabilite ou a un mauvais usage de la capacite de recolte. Leprobleme consiste a considerer l’impact operationnel des decisions de recolte prises au niveau tactique afin de s’assurer dela faisabilite operationnelle du plan tactique. Un processus de planification tactique basee sur le mecanisme de coordina-tion hierarchique de Schneeweiss est presente. Une experience demontre comment un processus de planification tactiqueest influence par le resultat du modele d’anticipation du niveau operationnel. L’approche par anticipation proposee sembleetre une methode valable pour mieux integrer les decisions operationnelles importantes dans les plans tactiques.
[Traduit par la Redaction]
Introduction
The use of mathematical models to deal with wood pro-curement problems dates back to the early 1960s. Sincethen, a large body of models has been developed to addressvarious aspects of the wood procurement problem. Over theyears, increased requirements from the industries, the gen-eral public, and government for raw material, commodities,recreation, conservation, and preservation have greatly in-creased the complexity of the resulting forest managementplanning problem (Weintraub and Davis 1996). Researchershave approached these increasingly complex problems with
two lines of thinking: through the use of large monolithicmodels or by means of hierarchical decomposition.
On the one side, Bitran and Tirupati (1993) and Schnee-weiss (1999) identify limits in human cognition, mathe-matics, and computational power as an impediment tosolving large-scale problems as a single entity. Along thesame line, Bare and Field (1986) highlight ‘‘severe limita-tions’’ of monolithic models of very large dimension:(i) they are too poorly understood and too costly in terms ofsetup time, solution time, and user skills to be of muchvalue to present or future forest planning efforts; and(ii) they do not adequately address the different, although
Received 29 March 2007. Accepted 4 April 2008. Published on the NRC Research Press Web site at cjfr.nrc.ca on 3 July 2008.
D. Beaudoin1 and L. LeBel. Faculte de Foresterie et Geomatique, Departement de Science du Bois et de la Foret, Universite Laval, QCG1K 7P4, Canada; Research Consortium in e-Business in the Forest Products Industry, Universite Laval, Quebec, QC G1K 7P4, Canada;Centre Inter-Universitaire de Recherche sur le Reseaux d’Entreprise, Logistique et de Transport, Universite de Montreal, C.P. 6128,Universite Laval, Quebec, QC G1K 7P4, Canada.J. Frayret. Ecole Polytechnique de Montreal, Departement de Mathematiques et de Genie Industriel, C.P. 6079, Succursale Centre-ville,Montreal, QC H3C 3A7, Canada; Research Consortium in e-Business in the Forest Products Industry, Universite Laval, Quebec, QCG1K 7P4, Canada; Centre Inter-Universitaire de Recherche sur le Reseaux d’Entreprise, Logistique et de Transport, Universite deMontreal, C.P. 6128, Universite Laval, Quebec, QC G1K 7P4, Canada.
1Corresponding author (e-mail: [email protected]).
2198
Can. J. For. Res. 38: 2198–2211 (2008) doi:10.1139/X08-055 # 2008 NRC Canada

related, strategic (allocation), tactical (scheduling), andoperational (implementation) problems of forest planning.
On the other hand, McNaughton et al. (2000) justify theuse of a monolithic approach by the consistency it allowsthe planner to achieve between the results of decision mod-els defined at two hierarchical levels. Although the authorspresent a large model that integrates both strategic and tacti-cal aspects of forest harvesting, a fully-integrated, real-sizeproblem remains yet to be solved. The primary reason forthis limitation relates to the combinatorial nature and the re-sulting size of the problem. Even if a large model could besolved, the centralized approach to forest management plan-ning does not properly represent the problem as encounteredin practice. Indeed, centralized approaches do not take intoaccount the fact that decisions at different levels often comefrom different persons. Furthermore, they do not considerthat decisions are not taken at the same frequency nor time,but rather in a successive manner, sometimes at intervals ofweeks or even months. As put by Weintraub and Davis(1996) the challenge is ‘‘to recognize and integrate differentdecision-makers who have different problems and objectivesbut are hopelessly bound together in a cumulative effecthierarchical problem.’’
Hierarchical planningHierarchical production planning (HPP) aims to simplify
complex planning problems. Hax and Meal (1975) intro-duced the idea of HPP by partitioning the decision processinto subproblems covering different time horizons. Informa-tion is aggregated and disaggregated through the various hi-erarchical levels. Hierarchical analysis refers to theorganization of information for making decisions at differentlevels when the quality and (or) accuracy of the decisionsmade at one level depends upon decisions or information atother levels (Boyland 2003). Levels may be defined tempo-rally or spatially where the scope of the higher level fullyencompasses the scope of the lower level (Haimes 1982).
In this context, Meal (1984) summarizes some of theadvantages of the hierarchical planning approach: (i) itreduces problem complexity by separating them into subpro-blems and aggregating data at higher decision levels; (ii) itis easier to understand by providing a good organizationalfit; and (iii) it reduces uncertainty by postponing decisionsas long as possible. In the context of forest management,Gunn (1996) points out that the use of a deterministic modelon a rolling planning horizon and replanning represent agood heuristic procedure for dealing with forest manage-ment planning under uncertain conditions. In this context,the planning periods that are not actually implemented(although their decision variables are given a value) areused to account for future decisions to assess their impactson the decisions regarding the periods that are implemented.
However, HPP has its drawbacks. Indeed, HPP involvessolving a set of problems in a sequential manner. Such anapproach can lead to suboptimality, inconsistencies, andeven to infeasibility. The degree of suboptimality dependsupon the quality of the coordination scheme used to link to-gether the decision levels. Inconsistencies may arise becauseof conflicting objectives at different planning levels,whereas infeasibility usually results from information aggre-
gation or desegregation (Gelders and Van Wassenhove1981) and the loss of cohesion between models and reality.Zoryk-Schalla (2001) explains that ‘‘Midterm planning usesless detailed and different information than short-term plan-ning, because detailed data is not yet available at the timethat mid-term planning decisions need to be made. Yet themid-term decisions should be such that the short-term deci-sions can be taken in line with overall operational objec-tives.’’
To justify the use of a monolithic model to overcome thelack of cohesion between the results at different levels of ahierarchical approach, McNaughton et al. (2000) refer to thepaper of Daust and Nelson (1993). The authors provide anexample of a problem where long-term harvest scheduleswere developed using aspatial, strata-based formulationsand spatial block scheduling formulations. In all cases, thesustained yields estimated by the spatial formulations werelower than those estimated by the aspatial formulations by arange of 2%–29%. These results raise the critical question ofhow to obtain consistency between the results of decisionmodels defined at two or more hierarchical levels. Theyconclude that for consistency regulations governing the spa-tial distribution of harvest units should also be incorporatedinto the long-term planning process where sustainable har-vest levels are calculated. This suggests that lower-level im-pacts anticipated during decision making at a higher levelmust be better modeled and assessed. Adequate proceduresmust be defined to create better links between levels.
To address this issue, Schneeweiss (2003) proposed ageneral hierarchical modeling framework that aims to im-prove consistency between hierarchical levels while respect-ing the distributed nature of planning problems. Thisframework also allows for the explicit consideration of theimpact at a given level of decisions taken at a lower levelthrough the use of anticipation mechanisms. Schneeweissand Zimmer (2004) conducted an extensive quantitativeanalysis of operational coordination mechanisms in the con-text of hierarchical planning. They concluded that the use ofanticipation mechanisms results in significant improvementover the pure top-down hierarchical process.
This paper proposes an application of Schneeweiss’ mod-eling framework to a large-scale forest procurement plan-ning problem. The main contributions of this paper include(i) a description of the wood procurement problem hierarch-ical decomposition, (ii) a hierarchical integration mechanismof the problem, (iii) an anticipation model for the sequenc-ing and equipment transportation problem, (iv) an experi-ment showing how the operational anticipation modelinfluences the tactical planning process, and (v) a heuristicprocedure for the anticipation operational model.
The remainder of this paper is organized as follows. Thefirst section describes the applicability of Schneeweiss’framework to wood procurement planning, followed by adescription of a hierarchical coordination mechanism and itsrelationship to the tactical wood procurement planning proc-ess. Then, the mathematical formulation of a sequencing andequipment transportation cost-anticipation model is pre-sented, followed by a computational experiment showinghow the tactical planning process is influenced by the inputof the operational anticipation model. Afterward, a discus-sion on the search for optimality and prospective remarks
Beaudoin et al. 2199
# 2008 NRC Canada
conclude this paper. A heuristic solution procedure and aperformance evaluation of the heuristic solution procedureto solve the operational anticipation model are provided inAppendix A. Finally, details pertaining to the size of theproblems and computing times for the different constituentsand the overall tactical planning process are presented inAppendix B.
Application to wood procurement planningIn wood procurement planning problems, one of the ob-
jectives pursued by tactical level planning involves settingthe required production capacities. Although forest compa-nies plan and manage forest operations, they often subcon-tract the execution of these operations. Thus, capacitysetting allows companies to identify how many contractorsto hire throughout the year, to specify working periods, andto define the length of the contracts binding the contractorsto the forest company. Consequently, from the forest com-pany’s point of view, capacity setting does not involve im-mobilizing large amounts of its own resources to purchaseequipment.
Beaudoin et al. (2007) present a mixed-integer program-ming model that aims to support the wood procurement tac-tical decisions of a multifacility company. This model takesinto account wood exchange between companies. Further-more, the material flow through the supply chain is drivenby both a demand to satisfy (demand-driven strategy) and amarket mechanism (push strategy), enabling the planner totake into consideration both wood freshness and the notionof quality related to the age of harvested timber. This tacti-cal model does not explicitly address capacity-setting deci-sions. Rather, it suggests that, once a plan is identified,harvesting capacity requirements can be evaluated with re-gard to the proposed production targets per period. Next,the targets set by the aggregated production plans at the tac-tical level are used to guide operational planning. Asexplained earlier, this process may create infeasibility for acouple of reasons. First, harvesting decisions at the tacticallevel depend on aggregated capacity figures. Also, set-uptimes (moving equipment from a block to another), lot siz-ing (net capacity requirements depend on the volume har-vested on a block each time harvesting occurs), and harvestblock sequencing decisions all stem from operational leveldecisions.
Therefore, the problem resides in how to adequately con-sider the impact of future operational harvesting decisionson the tactical level and how to ensure that a tactical planremains feasible at the operational level. The next sectionoutlines the theoretical background exploited to propose asolution to this problem.
Generic hierarchical modeling frameworkAs previously explained, coordination mechanisms are re-
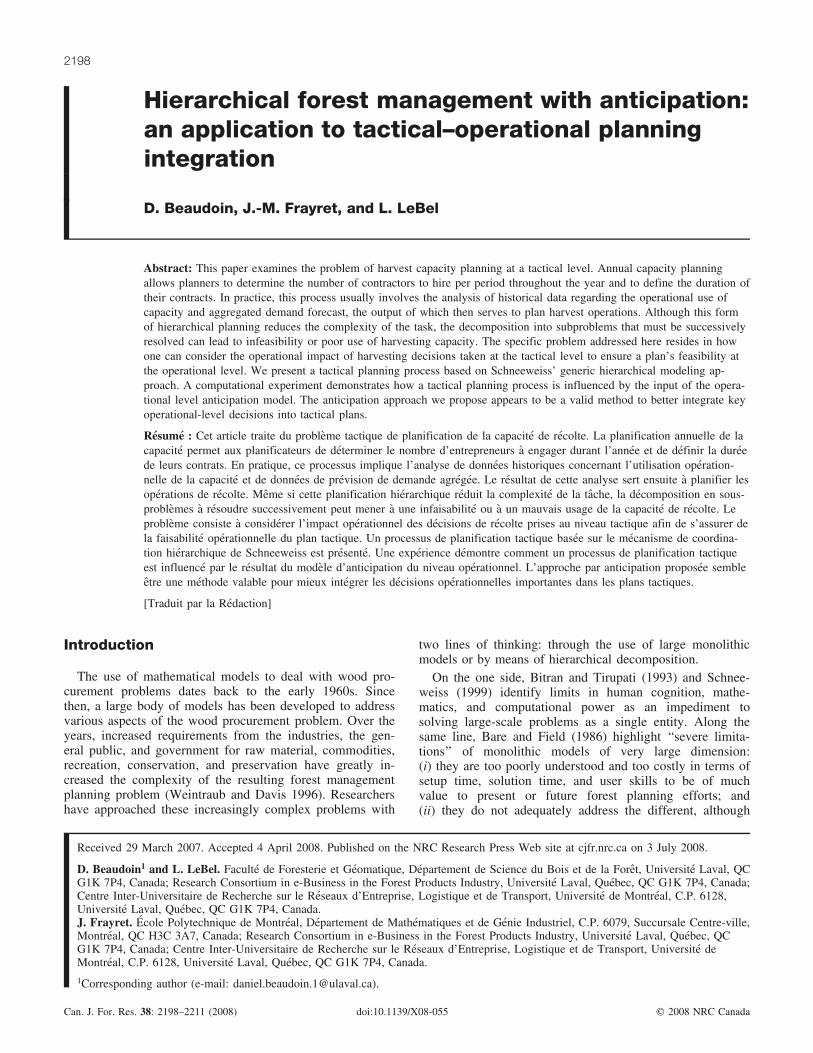
quired to overcome the main problems of HPP. To do so,Schneeweiss’ general hierarchical framework proposes a notso pure top-down approach that takes into account the impli-cation of cascaded decisions in a hierarchical planning con-text. Figure 1 depicts the structure of the hierarchicalplanning system referred to as a tactical-operational distrib-uted decision making (DDM) system.
The tactical–operational DDM system involves a two-level decision model, which icludes top- and base-leveldecisions. A decision model, M, is defined by its system ofcriteria, C (i.e., objective function), and its decision field, A(i.e., set of constraints). The tactical model is MT = MT(CT,AT) and MB = MB(CB, AB) is the operational model. Informa-tion status and the time at which decisions must be made re-main important, so ITt0 and IBt1 denote the information statusesat t0 and t1 ‡ t0, respectively. Coordination between the tac-tical and operational levels proposed by Schneeweiss isachieved by reactive implicit anticipation, meaning thatonly part of the operational level is anticipated as a bottom-up influence and an instruction as a top-down signal. Beforedecision making occurs at the tactical level, the decision-maker anticipates the base-level’s decision reaction to a po-tential tactical decision (i.e., IN) through an anticipationfunction AF(IN). In turn, by integrating the output of thisfunction in his decision process, the decision-maker can beinfluenced. This process is called reactive anticipation be-cause the anticipation is assessed through a function thatprovides an estimate of how the base-level would react ifsubmitted to such an instruction (i.e., the potential tacticaldecision). More specifically, AF(IN) is determined throughthe use of an anticipation base-modelbMB ¼ bMBðbCB
; bAB;bIBÞ. Thus, the top criterion, CT, can be
broken down into two criteria, CTT and CTB. The former rep-resents the private criterion, which corresponds to the objec-tive function of the tactical problem, whereas the latterrepresents the top-down criterion, which corresponds to theobjective function of the operational model. The top-downcriterion is the part of the top criterion that explicitly takesinto account the operational level and depends on the antici-pation function. For further details on Schneeweiss’ hier-archical modeling framework, the readers are referred toSchneeweiss (2003).
This paper addresses a two-fold challenge in applyingsuch a framework to the specific context of tactical woodprocurement planning. First, we consider the integration ofthe anticipation model influence into the top-level decisionmodel and second, the design of the anticipation model.The next section addresses both issues.
Fig. 1. Tactical–operational distributed decision making system.
2200 Can. J. For. Res. Vol. 38, 2008
# 2008 NRC Canada
Tactical wood procurement planning
In a wood procurement context, tactical planning integra-tes harvesting, transportation, and inventory (standing, road-side, and log yards) decisions over the next year. The mainpurposes of tactical planning include setting production tar-gets and required production capacities per period.
Tactical planning processAlthough wood procurement planning has grown in com-
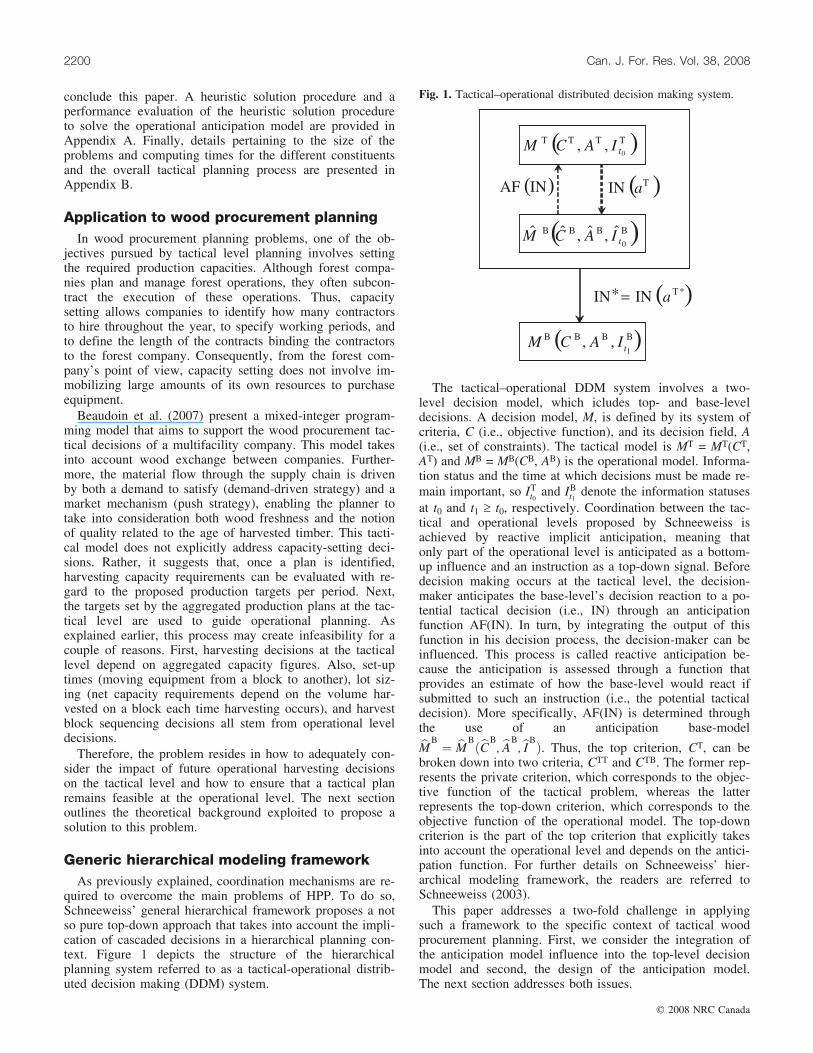
plexity, the industry still plans with limited mathematicalprogramming supports. Such an intuitive and manual proc-ess typically leads to two shortcomings: (i) the inability toconsider alternative plans for implementation because of theprohibitive amount of time required to develop a plan and(ii) the difficulty of assessing the performance of plans sub-jected to stochastic conditions. In Beaudoin et al. (2007), theauthors propose a tactical planning process to overcomethese two shortcomings. Figure 2 maps this planning processonto Schneeweiss’ framework.
The top-level decision model (MT) incorporates severalcomponents (a scenario generator, a tactical wood procure-ment planning model, and a rule-based simulator). Thebase-level decision model corresponds to all decisions thatmust be made at the operational level. This includes se-quencing and equipment transportation decisions, the de-tailed allocation of products to blocks, and the selection ofbucking patterns for each block, among others. Finally, theanticipation model of the operational level incorporates onlythe operational decisions that, in this context, most influencethe tactical level. The top-level tactical-planning decisionmodel explicitly allows for partial block harvesting, whichimplies decreased available production time and increasedequipment transportation cost. Consequently, in this paper,we focus our attention to the anticipation of the operational
decisions that impact on these matters. In brief, these deci-sions concern harvest block sequencing and equipmenttransportation, for which the cost-anticipation model will beexplained in the next section. Together, the top-level and theanticipation of the base-level decision models depicted inFig. 2 constitute a multicriteria decision-making process tosupport a decision-maker in selecting a tactical plan to im-plement.
Integration of the anticipation and the top level decisionmodels
The overall tactical planning process starts by creating apredefined number of scenarios S (defined by the planner)based on randomly generated values for the stochastic pa-rameters, for each period considered in the model (scenariogenerator). For each scenario, s [ S, the planning process de-termine the plan aT
s (referred to as a candidate plan) thatmaximize the top level CTT
s , by solving a deterministicmixed-integer program (tactical wood procurement planningmodel). Each candidate plan aT
s then comes under furtheranalysis. First, the planning process simulates each candi-date plan aT
s within different scenarios (ruled-based simula-tor). This analysis provides more information on the privatecriteria CTT
s of the top level. In parallel, each candidate planaTs is submitted as an instruction INðaT
s Þ to the anticipation
model of the bottom level (bMB) to anticipate the operational
feasibility of the candidate plan AF(IN), as well as otherinformation on the top-down criteria CTB
s , such as the equip-ment transportation cost incurred by the candidate plan aT
s .In each of these analyses, the planning process gathers sta-tistics to help resolve the resulting multicriteria tactical deci-sion problem. For further details on the working of thistactical planning process, the reader is referred to Beaudoinet al. (2007).
Fig. 2. Tactical planning process.
Beaudoin et al. 2201
# 2008 NRC Canada
Operational anticipationThe anticipation offers a means through which the deci-
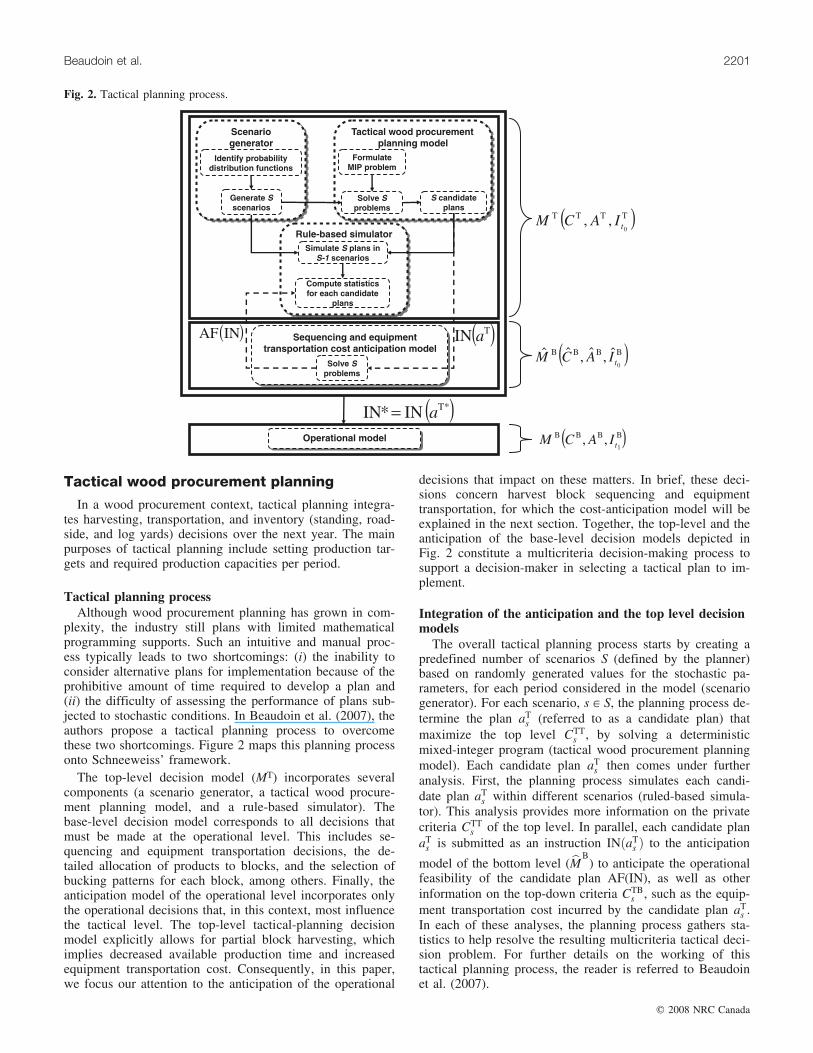
sion-maker takes into account the impact of his decisionson a lower level. The modeling decisions taken at the designstage of the anticipation model impact the nature of the in-formation it provides. The anticipation operational modelshares a modeling relationship with both the tactical (MT)and operational (MB) models. Its design involves a processof analysis and deduction (Fig. 3).
Hierarchical levels are defined during the design stage ofthe planning system. For each level, we identify managementobjectives. The objectives at each level must be in line withthe overall objective of the organization. The goal pursuedby the tactical level should dictate the constituents of the an-ticipation model, all the while representing an ‘‘accurateenough’’ assessment of the influence of the operational de-cision level. To do so, the decision-maker must first iden-tify at the tactical level the components of the operationaldecision level that most influence his decisions. Indeed, aperfect anticipation involves a model that accounts for allthe details of operational planning, such as block sequenc-ing, bucking pattern selection (require more informationabout demand), equipment transportation, and lowbedscheduling. This level of detail comes at a significant com-putational cost. In practice, to avoid having to anticipatesuch operational decisions, foresters define decision rulesto simplify the planning process. For example, they largelyuse the rule of no preemption of blocks during harvesting(i.e., never partially harvest blocks). Such a rule reducesthe need to anticipate the cost of transporting harvestingequipment between blocks, because it results in a cost re-duction at the operational level because of fewer equip-ment displacements. This also simplifies the schedulingproblem. However, it limits the flexibility offered at thetactical level by eliminating the possibility of harvestingonly part of a block. Furthermore, not allowing preemptioncontributes at the tactical level to poor capacity deploy-ment, which can translate into (i) increased inventory ofunneeded products, (ii) shortages of needed products,(iii) value loss through fibre degradation, and (iv) lost sales
opportunities. In other words, not allowing preemption sub-jectively accords more importance to equipment transporta-tion cost than to costs related to inventories imbalances,value loss, and lost sales opportunities. Even without al-lowing block preemption, harvesting equipment cannot op-erate indefinitely on the same block and, thus, will have tobe moved to different locations over time which will affecttheir available production time.
Consequently, a system analysis is required to identify theoperational features that have the most impact on the tacticallevel. Hence, adequate criteria to anticipate must be identi-fied based on the objectives of the operational and tacticaldecisions levels. These criteria do not have to cover the en-tire operational problem.
In the example mentioned above, without pre-emption,blocks are harvested entirely and harvesting decisions takethe form of binary variables. In the tactical wood procure-ment model proposed in Beaudoin et al. (2007), these deci-sions appear as continuous variables, which implicitlyallows foresters to seize the benefits of harvest block pre-emption. However, this practice results in an increase in thenumber of equipment transportations between blocks. Fur-thermore, some solution plans can be prohibitive in termsof equipment transportation. Indeed, although limitationscan be imposed on the number of periods over which har-vesting can occur on a given block, or on the number ofblocks on which harvesting can occur during a given period,such a practice exerts a definite impact on a machine’savailable production time. Thus, it becomes necessary totake this factor, as well as its cost, into account for theselection of a tactical plan. More specifically, when thedecision-maker considers a candidate tactical plan, its feasi-bility with regard to harvesting capacity and the equipmenttransportation cost involved in implementing the proposedharvest targets must both be consider. These two criteria re-flect the impact of tactical decisions on the operationallevel. These are used to take advantage of the flexibility of-fered by block preemption without having to bear its draw-backs.
Consequently, the anticipation model we have designed is
Fig. 3. Design relationship.
2202 Can. J. For. Res. Vol. 38, 2008
# 2008 NRC Canada

not intended for the detailed planning of operational activ-ities, which involves exhaustive stem bucking pattern selec-tion, among others. Hence, we anticipate only part of theoperational level to assess the most relevant information forthe tactical decision-maker. Thus, in the context of the prob-lem at hand, the anticipation model aims firstly to evaluate acandidate plan’s operational feasibility and secondly to eval-uate the minimum total equipment transportation cost in im-plementing the tactical candidate plan. Thus, the proposedanticipation plan ignores harvesting costs, which does notresult in providing an anticipation plan that groups machinesto certain blocks for the sake of reducing the equipmenttransportation cost. Firstly, at a tactical level, harvest costsare computed for each type of machine in a specific blockand at a given period. Thus, the resulting tactical candidateplan already provides information related to harvest capacityutilization per type of machine and period. In hierarchicalplanning, tactical decisions are forwarded to the operationallevel for implementation. Consequently, at the operationallevel, the planning process does not reassess the type of ma-chine assigned to each block and the periods over whichharvesting will occur. Secondly, for a given machine har-vesting a given block, seasonal or monthly harvest cost var-iations can be observed and have also been accounted for inthe development of the tactical candidate plans. At the op-erational level, the timing of the harvest within the timeframe covered by a tactical period does not impact the costof the activity.
Sequencing and equipment transportationcost-anticipation model
This section proposes a specific anticipation model of afirm’s sequencing and equipment transportation cost-
anticipation model (bMB). First, data sets are introduced, fol-
lowed by the parameters and variables used to formulate themodel. Finally, we present the model formulation.
SetsThe sets are as follows: (i) I is harvesting blockði ¼ 1; 2; . . . ; ~IÞ; (ii) E is logging equipment (machine)ðE ¼ 1; 2; . . . ; ~EÞ; (iii) Rt is round within period tðr ¼ 1; 2; . . . ; ~RtjRt ¼ �tÞ, where �t corresponds to thenumber of blocks on which harvesting is planned to occurover period t; and (iv) T is period ðt ¼ 1; 2; . . . ; ~T Þ.
In HPP, two temporal features define each level: the timehorizon and the period. The time horizon defines the intervalover which the decisions extend, and the period representsthe interval of time after which the decisions come under re-consideration. The higher the level, the longer the horizonand the length of the period. Because the set production tar-gets originating from the tactical level serve at the opera-tional level, two definitions of period are required. In theremainder of this paper, the term period refers to a tacticalperiod, whereas round refers to the sequence of machine-block allocations over time such that each period includesseveral rounds of undefined and variable length. In otherwords, the round defines for a given equipment, the orderedindex of the visit of the blocks during the considered period.For example, if a given piece of equipment visits threeblocks during a period, the first block is visited during thefirst round, the second block is visited during the secondround, and so on. Thus, a round is of variable length be-cause each equipment spend different amount of time in theblocks they visit.
ParametersThe parameters are as follows: (i) ISe is the start block of
machine e at the beginning of the planning horizon; (ii) Vitis the volume to be harvested on block i during period t;
Fig. 4. Sequencing and equipment transportation problem.
Beaudoin et al. 2203
# 2008 NRC Canada

(iii) Det is the capacity of machine e during period t; (iv) �is the acceptable difference in total volume harvested byeach machines; (v) � is the portion of lowbed (flat-decktrailer) total time not available for equipment transportation;(vi) L is the total lowbed capacity during period t; (vii) RTeijtis the required time to move machine e from block i toblock j during period t; (viii) Ceijt is the cost to move ma-chine e from block i to block j during period t; (ix) Peit isthe productivity of machine e on block i during period t;and (x) Njt is the maximum number of machines on block jduring period t.
Decision variablesFigure 4 summarizes decision variables and their relation-
ships with one another: (i) xeirt is the time spent by machinee harvesting on block i during round r of period t and(ii) yeijrt = 1 if machine e moves from block i to block jduring round r of period t; otherwise, yeijrt = 0.
ModelThe model is
½1� MinXe2E
Xi2I
Xj2I
Xt2T
Ceijt
Xr2Rt
yeijrt
!subject to the following capacity constraints:
½2�Xj2I
Xr2Rt
xejrt þXi2I
Xj2I
RTeijt
Xr2Rt
yeijrt
!� Det
8e 2 E; 8t 2 T
½3�Xe2E
Xi2I
Xj2I
RTeijt
Xr2Rt
yeijrt
!� ð1 � �ÞL 8t 2 T
½4�Xr2Rt
Xe2E
Xi2I
yeijrt � Njt 8j 2 I; 8t 2 T
supply constraints:
½5�Xe2E
Peit
Xr2Rt
xeirt
!¼ Vit 8i 2 I; 8t 2 T
½6�Xi2I
Peit
Xr2Rt
xeirt
!�ð1 � �Þ
Xi2I
Vit
~E
8e 2 E; 8t 2 T
½7� xejrt � min Det;Vjt
Pejt
� � Xi2I
yeijrt
8e 2 E; 8j 2 I; 8r 2 Rt; 8t 2 Tflow constraints:
½8�Xi2I
Xj2I
yeijrt � 1 8e 2 E; 8r 2 Rt; 8t 2 T
½9� yeij11 ¼ 0 8e 2 E; 8i 2 I; 8j 2 I;
where i 6¼ ISm
½10a�Xi2I
yei"rt ¼Xj2I
ye"jðrþ1Þt 8e 2 E; 8" 2 I;
8r < ~Rt; 8t 2 T
½10b�Xi2I
yei" ~Rtt¼Xj2I
ye"j1ðtþ1Þ 8e 2 E; 8" 2 I; 8t < ~T
and non-negativity constraints:
½11� xeirt � 0 8e 2 E; 8i 2 I; 8r 2 Rt; 8t 2 T
½12� yeijrt 2 f0; 1g 8e 2 E; 8i 2 I; 8j 2 I;
8r 2 Rt; 8t 2 T
Objective functionThe objective function aims to minimize the total antici-
pated equipment transportation cost. Companies incur equip-ment transportation costs whenever they must use a lowbedto move equipment from one block to another. In the casewhere subsequent blocks lie close to one another, operatorswill drive the machines without incurring extra costs,although moving time must be taken into account.
Constraints
Capacity constraintsEquations 2 and 3 represent machine and lowbed capaci-
ties, respectively. The planner must consider individualmachine’s capacities to determine a sequence of blocks toharvest and to synchronize the timing of their displacements.Equation 2 also ensures that time spent harvesting and mov-ing does not exceed the machine’s available time. For thelowbed, aggregated capacity is considered rather than indi-vidual capacity because no lowbed scheduling is attempted(eq. 3). Equation 4 limits the number of machines on ablock at any given period, justifications could be linked tothe operational limitations imposed by the harvestingblocks’ size as well as safety reasons.
Supply constraintsThe starting point for the anticipated problem involves a
list of targeted volumes to be harvested per block for everyperiod considered. Equation 5 ensures that equipment spendsenough time on the blocks to reach these targets. Equation 6allows for a relatively uniform distribution of the workloadbetween contractors. Equation 7 outlines the setup forcingconstraint: if any positive production exists for machine eon block j at round r of period t, a setup is enforced (trans-port machine e to block j). To strengthen the formulation,we limit the production by both the maximum possible pro-duction time with the available capacity and the maximumtime to harvest the targeted volume on the block.
Flow constraintsBecause a machine cannot work on more than one block
2204 Can. J. For. Res. Vol. 38, 2008
# 2008 NRC Canada
at a time, eq. 8 serves to render it indivisible. Also, the loca-tion of the machines at the beginning of the planning hori-zon will have an impact on their subsequent destinationsbecause the model will aim to minimize equipment transpor-tation cost that relates to moving distances. Equation 9 iden-tifies the initial location of the equipment. Finally, eqs. 10aand 10b represent intra- and inter-period flow conservationconstraints and ensure that equipment can be moved from ablock only if driven or delivered there previously.
Model complexityThe sequencing and equipment transportation cost-
anticipation problem yields a large-scale mixed-integer lin-ear problem. Binary variables correspond to moving deci-sions and continuous variables describe harvesting time. Theproblem at hand corresponds to a scheduling problem withsequence-dependent setup times, one of the most difficulttypes of scheduling problems. A one-machine, sequence-dependent setup scheduling problem is equivalent to a trav-eling-salesman problem (TSP) and is nondeterministicpolynomial-time hard (NP-hard; Pinedo 1995). Sequence-dependent setup scheduling of a multimachine and multi-production stage system creates an even greater challenge.Parallel machines scheduling problem (PMSP) date back tothe late 1950s (McNaughton 1959; Hu 1961). Cheng andSin (1990) provided a state of the art of scheduling ap-proaches until 1990 on parallel machines scheduling. Morerecently, Mokotoff (2001) complemented the review withnew developments on PMSP.
The problem is solvable by using a commercial solverdirectly with a limited number of periods. In view of thedifficulty of finding the optimal solution to a real-size prob-
lem, a simple heuristic solution procedure based on timedecomposition has been developed to solve the sequencingproblem. The time decomposition method consists of divid-ing a large time horizon into several smaller periods wherescheduling problems can be solved efficiently (Wu andIerapetritou 2003). The heuristic solution procedure alongwith its performance evaluation can be found inAppendix A.
Operational anticipation and tacticaldecision-making
Beaudoin et al. (2007) presented a tactical planning proc-ess allowing a decision-maker to generate and evaluate sev-eral tactical candidate plans. In their paper, the authorsshowed how the planning process can be used to gain in-sights into how a plan would perform in an uncertain envi-ronment. Through their experiment, only tactical levelcriteria were accounted for. This section presents the resultsof a computational experiment that serves to demonstratehow decision making at a tactical level may be influencedby the anticipated operational criteria. Appendix B presentsdetails pertaining to the size and computing time for each ofthe constituent and the overall tactical planning process.
The experiment exploits the previously computed candi-date plans in Beaudoin et al. (2007). The planning processdepicted in Fig. 2 indicates that each of these tactical candi-date plans undergoes evaluations through the rule-basedsimulator and the sequencing and equipment transportationcost-anticipation model.
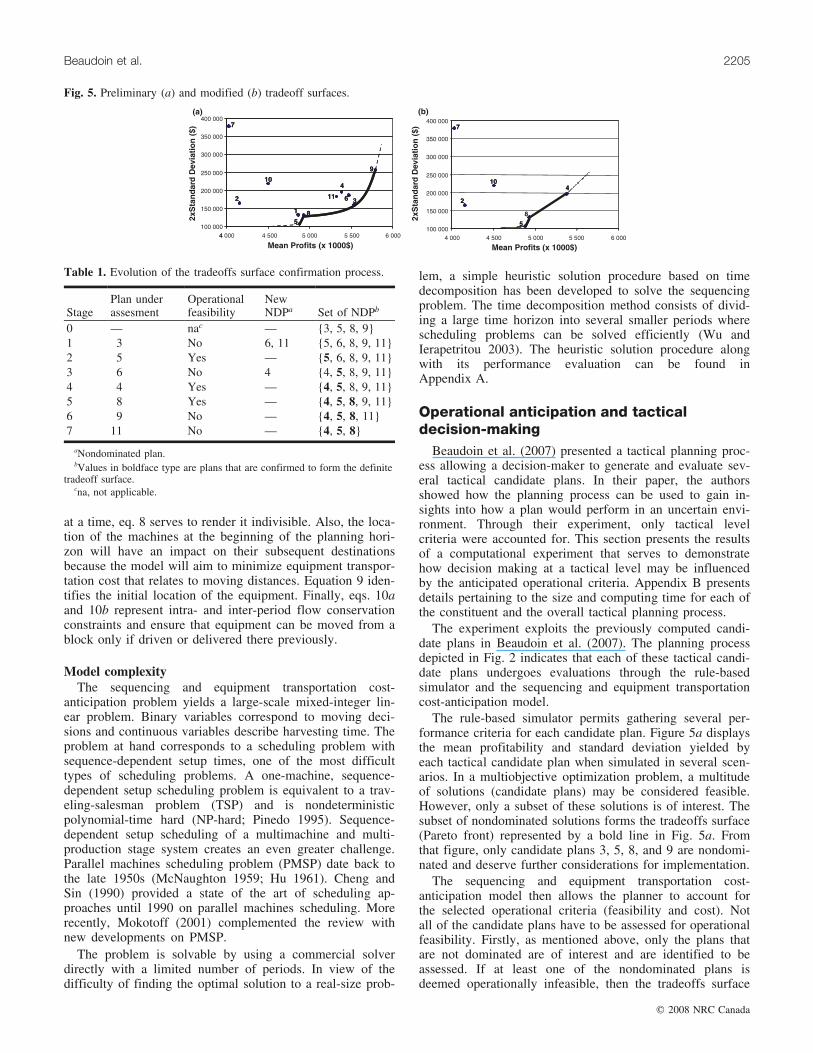
The rule-based simulator permits gathering several per-formance criteria for each candidate plan. Figure 5a displaysthe mean profitability and standard deviation yielded byeach tactical candidate plan when simulated in several scen-arios. In a multiobjective optimization problem, a multitudeof solutions (candidate plans) may be considered feasible.However, only a subset of these solutions is of interest. Thesubset of nondominated solutions forms the tradeoffs surface(Pareto front) represented by a bold line in Fig. 5a. Fromthat figure, only candidate plans 3, 5, 8, and 9 are nondomi-nated and deserve further considerations for implementation.
The sequencing and equipment transportation cost-anticipation model then allows the planner to account forthe selected operational criteria (feasibility and cost). Notall of the candidate plans have to be assessed for operationalfeasibility. Firstly, as mentioned above, only the plans thatare not dominated are of interest and are identified to beassessed. If at least one of the nondominated plans isdeemed operationally infeasible, then the tradeoffs surface
Fig. 5. Preliminary (a) and modified (b) tradeoff surfaces.
Table 1. Evolution of the tradeoffs surface confirmation process.
StagePlan underassesment
Operationalfeasibility
NewNDPa Set of NDPb
0 — nac — {3, 5, 8, 9}1 3 No 6, 11 {5, 6, 8, 9, 11}2 5 Yes — {5, 6, 8, 9, 11}3 6 No 4 {4, 5, 8, 9, 11}4 4 Yes — {4, 5, 8, 9, 11}5 8 Yes — {4, 5, 8, 9, 11}6 9 No — {4, 5, 8, 11}7 11 No — {4, 5, 8}
aNondominated plan.bValues in boldface type are plans that are confirmed to form the definite
tradeoff surface.cna, not applicable.
Beaudoin et al. 2205
# 2008 NRC Canada
(i.e., the set of nondominated plans) is adjusted by excludingthe infeasible plans and by including the plans that are nomore dominated. These newly included plans are then eval-uated for feasibility. Again, if the newly included plans areall deemed feasible, then the tradeoffs surface is confirmed;otherwise, the tradeoffs surface keeps evolving by excludinginfeasible plans and including newly nondominated plans.This assessment keeps going until the tradeoffs surface isstable, and the decision-maker does not wish to evaluateother scenarios. Table 1 reports on the evolution of thetradeoffs surface throughout the confirmation process.
The order in which nondominated plans are assessedthrough the process has no impact on the resulting con-firmed tradeoffs surface. Initially, the set of nondominatedplans is composed of plans 3, 5, 8, and 9. Figure 5b depictsthe confirmed tradeoffs surface after the anticipation of theoperational criteria. Clearly, in this case, the anticipation ofthe operational level modified the subset of nondominatedcandidate plans that the decision-maker should consider forimplementation. The anticipation allowed the decision-maker to discard two operationally infeasible plans thatcomposed the initial tradeoffs surface and to recruit a candi-date plan that was thought to be dominated. Without this an-ticipation, the decision-maker could implement infeasibleplans (plans 3 and 9) and would neglect to consider a betteralternative (plan 4).
As explained in Beaudoin et al. (2007), once the tradeoffssurface is confirmed, the decision-maker must select onecandidate plan to implement among those forming the trade-offs surface. The decision-maker then uses the other tacticalcriteria and operational criterion (anticipated equipmenttransportation cost) to discriminate the candidate plansagainst one another according to its preferences.
Finally, to avoid anticipating the operational feasibility ofa candidate plan, one may be tempted to use conservativemachines’ capacity figures at the tactical level. Such anapproach could certainly reduce the generation of a numberof candidate plans that may be infeasible at the operationallevel and, thus, contribute to shorten the tactical planningprocess. Unfortunately, doing so would restrain the genera-
tion of candidate plans within a subset of the solution space,possibly leaving out some interesting options that wouldmake a better use of the available harvest capacities. Be-sides, one has to take into account the time required for theplanning process in relation to the planning cycle.
Anticipation and limits of optimality
The anticipation approach proposed in this paper involvesa two-step procedure because top-level instructions areintroduced as constraints in the anticipation model of theoperational level. The result of this anticipation is then fedback in the tactical multicriteria decision problem. Theseresults represent an anticipation of what operational plan-ning would resemble if each of the candidate tactical planswere implemented. Thus, the goal of this anticipation is toprovide an accurate enough image of the implementation ofeach tactical plan. Conceptually, such an implementation isthe result of the continuous interaction over time betweenthe actual operational decision-making process and its exe-cution. In the proposed approach, we modeled this anticipa-tion as a mixed integer program (MIP) from which we use asuboptimal solution to provide the decision-maker with afair idea of these interactions. Other approaches involving aclosed loop between an optimization process with recoursecoupled to a simulation model of harvesting operation exe-cution would provide a much more accurate anticipation.Consequently, the need for an optimal solution to the MIPproposed in this paper may not be necessary because theoptimal solution is not necessarily a better anticipation thanthe suboptimal solution we use.
Two reasons can explain such an unintuitive result. Thefirst relates to the status of information. More specifically,when operational planning occurs, the information requiredto produce a plan is likely to differ from the available infor-mation when conducting tactical planning. Thus, any opti-mal solution of the anticipation decision model likelybecomes either suboptimal or, at worst, infeasible. The sec-ond reason involves the time framework differential of tacti-cal and operational planning. Operational planning occurs
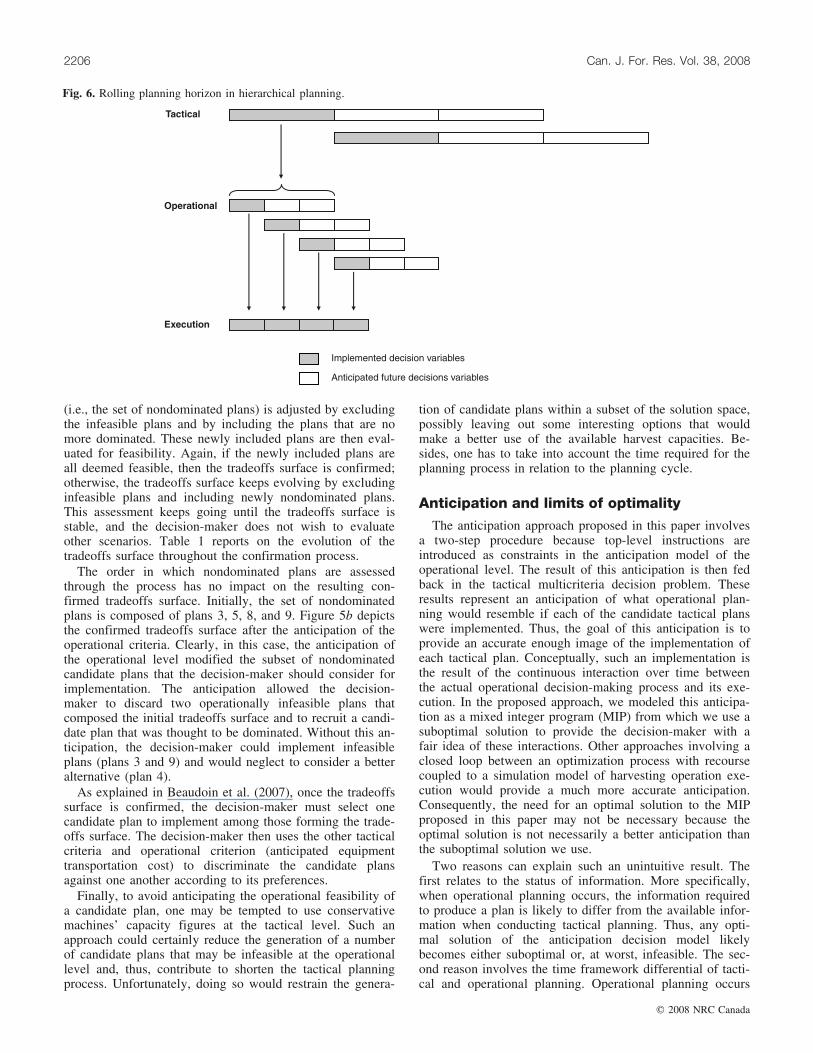
Fig. 6. Rolling planning horizon in hierarchical planning.
2206 Can. J. For. Res. Vol. 38, 2008
# 2008 NRC Canada

several times within one tactical period. Thus, the resultingplan implemented at execution time represents the concate-nation of many partial operational plans (the first periodsbetween two planning cycles). Consequently, even the opti-mal solution of the anticipation model would not fully repre-sent the operational planning dynamics with its ability torecover from perturbations. This becomes even more com-plicated when the operational planning horizon covers morethan one tactical planning cycle (i.e., periods) for which tac-tical decisions have not yet been made. Figure 6 illustratesthe interactions and time framework differential of theseplanning levels.
Furthermore, although it is not the case in the experimentpresented in this paper, the inaccuracy of the cost anticipa-tion (due to all reasons discussed above) could favour aplan over another while determining the tradeoffs surface ifplans sit close to each other. The ‘‘slightly’’ dominated planwould not be further considered for implementation. To ad-dress this problem, the domination rule can be relaxed toallow identifying a tradeoffs ‘‘area’’ instead of a tradeoffssurface. This rule would allow some candidate plans lyingnear the tradeoffs surface to join the set of plans to be fur-ther considered for implementation. The extent of the relax-ation could either be evaluated statistically or set by thedecision-maker according to his or her tolerance zone.
Consequently, in the context of hierarchical planning withanticipation, the search for an optimal anticipation decisionseems rather irrelevant. It seems more important to considerthe anticipation not as an optimization problem but rather asan information-gathering process to help evaluate how deci-sions that are taken at one level impact lower levels’ abilityto reach the set production targets. In other words, it makesmore sense to evaluate the anticipation quality in terms ofaccuracy or fidelity than optimality. This is why we havenot pushed further the search for a better heuristic or theoptimal solution.
ConclusionWood procurement planning remains by nature a complex
process. HPP is applied to reduce problem complexity bypartitioning the problem into subproblems that are solved ina sequential manner. Such an approach can lead to sub-optimality, inconsistencies and even to infeasibility. Wehave seen how Schneeweiss’ modeling framework, makinguse of anticipation, can operate in the context of tacticalwood-procurement planning to lessen the shortcomings ofHPP while respecting the distributed nature of the planningproblem. Indeed, this approach provides the flexibilityneeded to include several key decisions taken at one levelbut having the potential to greatly influence a plan at adifferent level. We have presented a multidimensionalmodeling approach employing tactical harvest planning withpreemption and operational sequencing and equipment trans-portation. The approach can also serve to anticipate otheroperational features. The approach can be used advanta-geously in planning at higher levels incorporating a broadrange of problems.
A firm’s sequencing and equipment transportation cost-anticipation problem has been presented as a mixed-integermodel. This anticipation model is not intended for the actual
planning of operational activities. Anticipation of the opera-tional level allows the gathering of information relevant tothe decision-maker at a tactical level. This informationreveals its value in a tactical planning process in the evalua-tion of the impact of tactical decisions on the operationallevel. The experiment showed how the anticipation of opera-tional criteria can influence tactical decision-making byidentifying plans that are likely to be infeasible.
Finally, the search for an optimal anticipation decisionseems rather irrelevant in the light of limitations imposedby the information asymmetry and the asynchronous plan-ning in the various planning levels. To lessen the shortcom-ings resulting from the information asymmetry, uncertaintycould be accounted for in the anticipated operational modelinstead of using the presented deterministic approach.
AcknowledgementsThis work was jointly funded by Natural Sciences and
Engineering Research Council and the Research Consortiumin E-Business in the Forest Products Industry and supportedby the Centre Inter-Universitaire de Recherche sur le Re-seaux d’Entreprise, Logistique et de Transport.
ReferencesBare, B.B., and Field, R.C. 1986. An evaluation of FORPLAN
from an operations research perspective. In Proceedings,FORPLAN: an Evaluation of a Forest Planning Tool, 4–6 No-vember 1986, Denver, Colorado. Edited by T.W. Hoekstra,A.A. Dyer, and D.C. LeMaster. USDA For. Serv. Gen. Tech.Rep. GTR-RM-140. pp. 133–144.
Beaudoin, D., LeBel, L., and Frayret, J.-M. 2007. Tactical supplychain planning in the forest products industry through optimisa-tion and scenario-based analysis. Can. J. For. Res. 37: 128–140.doi:10.1139/X06-223.
Bitran, G.R., and Tirupati, D. 1993. Hierarchical production plan-ning. In Logistics of production and inventory. Edited by S.C.Graves, A.H.G. Rinnooy Kan, and P.H. Zipkin. North-HollandPublishers, Amsterdam. pp. 523–568.
Boyland, M. 2003. Hierarchical planning in forestry. ATLAS/SIMFOR Project Technical Report. Department of ForestScience, The University of British Columbia, Vancouver, B.C.
Cheng, T.C.E., and Sin, C.C.S. 1990. A state of the art review ofparallel machine scheduling research. Eur. J. Oper. Res. 47:271–292. doi:10.1016/0377-2217(90)90215-W.
Daust, D., and Nelson, J. 1993. Spatial reduction factors for strata-based harvest schedules. For. Sci. 39: 152–165.
Fisher, M.L. 1981. The Lagrangean relaxation method for solvinginteger programming problems. Manage. Sci. 27: 1–18.
Gelders, L.F., and Van Wassenhove, L.N. 1981. Production plan-ning: a review. Eur. J. Oper. Res. 7: 101–110. doi:10.1016/0377-2217(81)90271-X.
Gunn, E.A. 1996. Hierarchical planning processes in forestry: a sto-chastic programming – decision analytic perspective. In Proceed-ings: Hierarchical Approaches to Forest Management in Publicand Private Organizations, 25–29 May 1992, Toronto, Ont. Edi-ted by D.L. Martell, L.S. Davis, and A. Weintraub. Can. For.Serv. Petawawa Natl. For. Inst., Inf. Rep. PI-X-124. pp. 85–97.
Haimes, Y.Y. 1982. Modelling of large-scale systems in ahierarchical-multiobjective framework. In Studies in the man-agement sciences and systems. Vol. 7. Edited by B.V. Dean.Elsevier. pp. 1–7.
Hax, A.C., and Meal, H.C. 1975. Hierarchical integration of pro-
Beaudoin et al. 2207
# 2008 NRC Canada

duction planning and scheduling. In Studies in the managementsciences. Vol. 1. Logistics. Edited by M.A. Geisler. NorthHolland-American Elsevier, New York.
Hu, T.C. 1961. Parallel sequencing and assembly line problems.Oper. Res. 9: 841–848.
McNaughton, A., Ronnqvist, M., and Ryan, D. 2000. A modelwhich integrates strategic and tactical aspects of forest harvest-ing. In System modelling and optimization: methods, theory andapplications. Edited by M.J.D. Powell and S. Scholtes. KluwerAcademic Publishers, Dordrecht, the Netherlands. pp. 189–207.
McNaughton, R. 1959. Scheduling with deadlines and loss func-tions. Manage. Sci. 6: 1–12.
Meal, H.C. 1984. Putting production decisions where they belong.Harv. Bus. Rev. 62: 102–111. PMID:10271432.
Mokotoff, E. 2001. Parallel machine scheduling problems: a sur-vey. Asia-Pac. J. Oper. Res. 18: 193–242.
Pinedo, M. 1995. Scheduling: theory, algorithms, and systems. Pre-ntice-Hall, Englewood Cliffs, N.J.
Schneeweiss, C. 1999. Hierarchies in distributed decision making.Springer, Berlin.
Schneeweiss, C. 2003. Distributed decision making. 2nd ed.Springer-Verlag Berlin.
Schneeweiss, C., and Zimmer, K. 2004. Hierarchical coordinationmechanisms within the supply chain. Eur. J. Oper. Res. 153:687–703. doi:10.1016/S0377-2217(02)00801-9.
Weintraub, A., and Davis, L. 1996. Hierarchical planning in forestresource management: defining the dimensions of the subjectarea. In Proceedings: Hierarchical Approaches to Forest Man-agement in Public and Private Organizations, 25–29 May 1992,Toronto, Ont. Edited by D.L. Martell, L.S. Davis, and A. Wein-traub. Can. For. Serv. Petawawa Natl. For. Inst. Inf. Rep. PI-X-124. pp. 2–14.
Wu, D., and Ierapetritou, G. 2003. Decomposition approaches forthe efficient solution of short-term scheduling problems. Com-put. Chem. Eng. 27: 1261–1276. doi:10.1016/S0098-1354(03)00051-6.
Zoryk-Schalla, A.J. 2001. Modeling of decision making processesin supply chain planning software: a theoretical and empiricalassessment of i2 TradeMatrix. Ph.D. thesis, Eindhoven Univer-sity Press, Eindhoven, the Netherlands.
Appendix A
Heuristic solution procedure
A heuristic solution procedure is proposed in an attemptto find a good quality solution in a reasonable amount oftime. The proposed heuristic stems from time decomposi-tion. The time decomposition method consists in dividing alarge time horizon into several smaller periods wherescheduling problems can be solved efficiently (Wu andIerapetritou 2003).
Figure A1 depicts the time decomposition of the multi-period sequencing and equipment transportation cost-anticipation problem. The original anticipated problem is de-composed by partitioning the planning horizon (T) into ~T
overlapping, dependent subproblems p, p = 1,2,. . ., ~T , where~T corresponds to the number of periods in the original an-ticipated problem. Let tp represent the first period of theplanning horizon covered by subproblem p. For each sub-problem p, tp = p. The planning horizon of subproblem pcorresponds to ftp; tp þ 1g. The subproblems are solved to
optimality with the model previously presented (eqs. 1–12).The heuristic makes use of the solution procedure shown inFig. A2.
A solution to the original anticipated problem is itera-tively constructed by solving a series of ~T subproblems se-quentially. For a given problem, the solution procedurebegins by initializing subproblem p to zero. Subproblem pis solved to optimality. Although each subproblem p coversa two-period planning horizon (except for p ¼ ~T ), only theresults from the first period (tp) are recorded and constitutea partial solution of the original anticipated problem. Solv-ing subproblem p provides a solution for the correspondingperiod of the original problem tp = t as depicted at the bot-tom of Fig. A1. Using results from the actual subproblem p,constraints are propagated to the next subproblem (p + 1) toensure that the ending location of a machine becomes itsstarting position for the next subproblem.
This formulation iteratively solves the subproblems byconsidering the impact of the moving decisions for the sub-sequent period. This modification facilitates computationswhile considering future displacement needs.
Heuristic performance evaluationTwo computational experiments were conducted to evalu-
ate the performance of the heuristic. Through these experi-ments, we compared solutions found with the heuristic withthose obtained through (i) direct solving of small instancesof test problems and (ii) lower bound calculation obtainedby Lagrangean relaxation with a subgradient optimizationscheme. Direct solving used standard branch-and-boundtechnique.
For the computational experiments, we considered threeharvesting systems, each composed of a processor and a for-warder. No possibility exists of using extra systems, becausecapacity determination occurs at the tactical level. Withinthe tactical planning process, the planner gathers statisticsregarding plans’ feasibility. Meanwhile, to evaluate the per-formance of the heuristic in term of its ability to find solu-tions close to optimality, we set harvesting and lowbedcapacities to avoid any infeasibility.
All computations were performed with CPLEX version9.1 on a 1.27 GHz Pentium 3 personal computer with 1.83GB of RAM to solve the mixed-integer problems directlyand through the heuristic solution procedure. The mathemat-ical model is implemented in the optimization problem lan-guage (OPL) of Ilog and the heuristic solution procedure aswell as the Lagrangian relaxation in OPLscript.
For the first experiment, we developed 30 small instancesof test problems with the number of periods and the numberof blocks to be harvested per period randomly selected fromuniform distribution [1, 6] and [0, 5], respectively. We alsodeveloped the levels of harvesting to occur on the identifiedblocks from a uniform distribution [2000, 6000]. The solu-tions found by solving the mixed-integer program presentedpreviously served to benchmark the solution found by theheuristic. Let CH and CMIP represent the costs found by theheuristic and the mixed-integer program, respectively.Table A1 summarizes the performance of the heuristic.
The mean required time to solve the test problems to op-timality equates to 89.7 min, the minimum time is 1.4 min,
2208 Can. J. For. Res. Vol. 38, 2008
# 2008 NRC Canada

and the maximum is over 240 min — the time limit imposedto CPLEX for the experiment. The mean time to solve thesame test problems with the heuristic equates to 3.3 min,the minimum time, only 0.1 min, and the maximum time,6.0 min. The mean cost deviation is 1.8%, the minimum de-viation is 0.0%, and the maximum deviation is 4.8%.Table A1 clearly indicates that the heuristic can find reason-ably good solutions in a short period of time. However, find-
ing the optimal solution by directly solving the mixed-integer program remains impractical. Several of the smallinstances of test problems exceeded the time limit of 4 h.
For the second experiment, we developed 30 test prob-lems in a similar fashion with the number of periods andthe number of blocks to be harvested per period randomlyselected from uniform distribution [6, 26] and [3, 6], respec-
Table A1. Performance of the heuristic solution procedure com-pared with the optimal solutions found by branch and bound.
(CH – CMIP)/CMIP � 100
Time required tofind heuristicsolution (min)
Time required tosolve MIP (min)
Min. 0.0 0.1 1.4Max. 4.8 6.0 240.0a
Mean 1.8 3.3 89.7
aTime limit imposed to CPLEX for the experiment.
Table A2. Performance of the heuristic solution proce-dure compared with computed lower bounds.
(CH–CLB)/CLB � 100
Time required to findheuristic solution (min)
Min. 1.6 12.6Max. 11.5 53.7Mean 6.1 33.1
Fig. A1. Time decomposition of the original problem.
Fig. A2. Flow chart of the heuristic solution procedure.
Beaudoin et al. 2209
# 2008 NRC Canada

tively. We also determined the levels of harvesting to occuron the identified blocks from a uniform distribution [2000,6000]. We computed lower bounds through Lagrangeanrelaxation with a subgradient optimization scheme. TheLagrange relaxation reformulation of the original problemdualizes the interperiod flow balancing constraint (eq. 10b)in the objective function (eq. 1). A complete description ofthe lower bound evaluation procedure appears in the nextsection.
Let CH and CLB represent the costs found by the heuristicand the computed lower bound, respectively. Table A2 sum-marizes the performance of the heuristic.
The mean time to solve the problems with the heuristicequates 33.1 min, the minimum time is 12.6 min, and themaximum time is 53.7 min. The mean cost deviation is6.1%, the minimum deviation is 1.6%, and the maximumdeviation is 11.5%.
Computed lower bounds
In the Lagrangean relaxation reformulation of the originalproblem, the interperiod flow balancing constraint (eq. 10b)is dualized in the objective function (eq. 1) with dual multi-pliers �e"t unrestricted in sign:
½A1� MinXe2E
Xi2I
Xj2I
Xt2T
ðCeijt
Xr2Rt
yeijrtÞ
þXe2E
X"2I
X~T�1
t¼1
�e"tXj2I
ye"j1ðtþ1Þ �Xi2I
yei" ~Rtt
!
After rearranging the terms in the objective function, theLagrange problem becomes
½A2� MinXe2E
Xi2I
Xj2I
Xt2T
Ceijt
Xr2Rt
yeijrt
!
þXe2E
X"2I
X~T
t¼2
�e"ðt�1ÞXj2I
ye"j1t
!
�Xm2M
X"2I
X~T�1
t¼1
�e"tXi2I
yei" ~Rtt
!subject to eqs. 2–10a, 11, and 12.The Lagrange problem decomposes into separate three
subproblems for period t = 1:
½A3� MinXe2E
Xi2I
Xj2I
Ceijt
Xr2Rt
yeijr1
!
�Xe2E
X"2I
�e"1Xi2I
yei" ~Rt1
!subject to eqs. 2–10a, 11, and 12.
For period 1 < t < ~T :
½A4� MinXe2E
Xi2I
Xj2I
Ceijt
Xr2Rt
yeijrt
!
þXe2E
X"2I
�e"ðt�1ÞXj2I
ye"j1t
!
�Xe2E
X"2I
�e"tXi2I
yei" ~Rtt
!subject to eqs. 2–8, 10a, 11, and 12.
And for period t ¼ ~T :
½A5� MinXe2E
Xi2I
Xj2I
Ceij ~T
Xr2R ~T
yeijr ~T
!
þXe2E
X"2I
�e"ð ~T�1ÞXj2I
ye"j1 ~T
!subject to eqs. 2–8, 10a, 11, and 12.
The Lagrange problem is solved through several iterationsand the Lagrange dual prices �e"t are updated by a standardsubgradient optimization scheme formulated as
½A6� ��þ1e"t ¼ ��e"t þ S�
Xj2I
y�e"j1ðtþ1Þ �
Xi2I
y�
ei" ~Rtt
!8e 2 E; 8" 2 I; 8t < ~T
Let ��e"t be the dual prices at iteration F and letðx�ejt; y
�eijrtÞ be the optimal solution for the Lagrange problem
at iteration F. The optimal objective value of eq. A2 for theLagrange problem at iteration F is vð��e"tÞ. In the calculationof the step size S:
½A7� S ¼ �½UB� vð��e"tÞ�Xe2E
X"2I
X~T�1
t¼1
Xj2I
y�e"j1ðtþ1Þ �
Xi2I
y�
ei" ~Rtt
!2
where UB is the best-known upper bound for the originalproblem (eqs. 1–12) and � is initially set to two and is de-creased whenever (x�ejt; y
�eijrt) has failed to improve in a spe-
cified number of iterations. For further details onLagrangean relaxation, we refer the reader to Fisher (1981).For the calculation of the step size as defined by eq. A7, UBto full size problems are provided by the heuristic and � isinitially set to two and is decreased whenever no improve-ment occurred in the last 30 iterations. The stopping criter-ion for the subgradient optimization scheme was set to 200iterations.
Appendix BThis appendix presents details pertaining to the size of the
problems and computing times for the different constituentsand the overall tactical planning process used for the experi-ment that led to the results presented in the Operationalanticipation and tactical decision-making section.
All computations were performed with CPLEX version9.1 on a 1.27 GHz Pentium 3 personal computer with 1.83
2210 Can. J. For. Res. Vol. 38, 2008
# 2008 NRC Canada

GB of RAM memory. The mathematical models (tacticalwood procurement planning model and the sequencing andequipment transportation cost-anticipation model) were im-plemented in the OPL of Ilog, and the scenario generator,the rule-based simulator as well as heuristic solution proce-dure in OPLscript.
The tactical planning process aims at bringing more de-tails about the operations planned for the first year of the5 year development plan. The problem consists of planningthe harvest of 50 blocks, each one of them holding a spe-cific volume and composition of resources; 14 different re-sources are considered, each one of them belonging to oneof four tree species present. Planning is done for the wholeyear, which is divided in 28 periods. Also, 11 different agesare considered, to represent differences in wood freshness.These ages are grouped into three age classes. Furthermore,four valuation levels are considered for each age class in themarket-anticipation function. A problem is defined by nearly300 000 continuous and 1400 binary variables and more than100 000 constraints.
In total, 11 scenarios (problems) were developed fromprobability distribution functions for relevant stochastic pa-rameters (scenario generator). For each scenario, the tacticalwood procurement planning model has been used to developa tactical candidate plan. A candidate plan includes detailsabout harvesting, roadside inventory, and transportation de-cisions based on anticipated mill production and market con-ditions.
As presented in Fig. 2, each candidate plan is submittedto both the rule-based simulator and the operational anticipa-tion model.
The rule-based simulator aims at assessing how a givenplan unfolds if different scenarios occur. Accordingly, a can-didate plan is simulated in several different scenarios, andstatistics are gathered regarding its performance.
The sequencing and equipment transportation cost antici-pation model aims to anticipate the scheduling and the exe-
cution of the production targets set at the tactical levelamong the available contractors (machines). As mentionedearlier, to do this, we use a heuristic procedure to solve aproblem, the size of which depends on the list of productiontargets included in a candidate plan provided by the tacticalwood procurement model. The variable number of blocksper period on which harvesting is expected to occur willrestrain the operational problem by considering equipmentdisplacement only toward these blocks for the associatedperiod. Also, the number of rounds in a period equals thenumber of blocks on which harvesting is expected to occurduring that period. Other parameters of the experimentincluded 3 machines, 50 harvesting blocks, and 28 periodsfor the original problem. A problem is defined by nearly12 000 binary and 2100 continuous variables and close to18 000 constraints. Because of the complexity of such aproblem, we used time decomposition to decompose theoriginal problem into 28 subproblems of two periods. A sub-problem is defined by nearly 800 binary and 200 continuousvariables and close to 1400 constraints.
Table B1 summarizes the size of the different problemsand provides mean computing times for each.
Overall, the tactical planning process performed in theexperiment, including the generation of the scenarios, thedevelopment of 11 candidate plans, and their evaluationsthrough the simulator and the operational anticipation modeltook close to 6 h. When put in the context of tactical plan-ning, the processing time of less than 6 h is quite acceptablein relation to the planning cycle involved at that level. How-ever, this amount of time depends upon the number of can-didate plans the decision-maker is willing to consider.
At this point, the decision-maker has gathered statistics onthe candidate plans and is informed of the candidate plansforming the confirmed tradeoffs surface. The decision-makercan then use the gathered statistics to select a plan (fromthose forming the confirmed tradeoffs surface) for imple-mentation.
Table B1. Statistics on the size and related computing time of subprocesses of the tacticalplanning process.
Variables
Modela Binary Continuous Constraints Solving time (min)Scenario generator nab na na <1Tactical & 1 400 & 300 000 > 100 000 &5Rule-based simula-
tor& 1 400 & 300 000 > 100 000 &2
OperationalOriginal > 12 000 &2100 & 18 000 naHeuristic &800 &200 & 1 400 &25
aTactical, tactical wood procurement planning model; operational, sequencing and equipmenttransportation cost anticipation model.
bna, not applicable.
Beaudoin et al. 2211
# 2008 NRC Canada
Related Documents











