2008 Prentice Hall, Inc. 14 – 1 Operations Management Chapter 14 – Chapter 14 – Material Requirements Material Requirements Planning (MRP) and ERP Planning (MRP) and ERP PowerPoint presentation to accompany PowerPoint presentation to accompany Heizer/Render Heizer/Render Principles of Operations Management, 7e Principles of Operations Management, 7e Operations Management, 9e Operations Management, 9e

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
© 2008 Prentice Hall, Inc. 14 – 1
Operations ManagementOperations ManagementChapter 14 – Chapter 14 – Material Requirements Material Requirements Planning (MRP) and ERPPlanning (MRP) and ERP
PowerPoint presentation to accompany PowerPoint presentation to accompany Heizer/Render Heizer/Render Principles of Operations Management, 7ePrinciples of Operations Management, 7eOperations Management, 9e Operations Management, 9e

© 2008 Prentice Hall, Inc. 14 – 2
OutlineOutline Global Company Profile: Wheeled Global Company Profile: Wheeled
CoachCoach Dependent DemandDependent Demand Dependent Inventory Model Dependent Inventory Model
RequirementsRequirements Master Production ScheduleMaster Production Schedule Bills of MaterialBills of Material Accurate Inventory RecordsAccurate Inventory Records Purchase Orders OutstandingPurchase Orders Outstanding Lead Times for ComponentsLead Times for Components
© 2008 Prentice Hall, Inc. 14 – 3
Outline – ContinuedOutline – Continued
MRP StructureMRP Structure
MRP ManagementMRP Management MRP DynamicsMRP Dynamics
MRP and JITMRP and JIT
Lot-Sizing TechniquesLot-Sizing Techniques
© 2008 Prentice Hall, Inc. 14 – 4
Outline – ContinuedOutline – Continued
Extensions of MRPExtensions of MRP Material Requirements Planning II Material Requirements Planning II
(MRP II)(MRP II)
Closed-Loop MRPClosed-Loop MRP
Capacity PlanningCapacity Planning
MRP In ServicesMRP In Services Distribution Resource Planning Distribution Resource Planning
(DRP)(DRP)

© 2008 Prentice Hall, Inc. 14 – 5
Outline – ContinuedOutline – Continued
Enterprise Resource Planning (ERP)Enterprise Resource Planning (ERP) Advantages and Disadvantages of Advantages and Disadvantages of
ERP SystemsERP Systems
ERP in the Service SectorERP in the Service Sector
© 2008 Prentice Hall, Inc. 14 – 6
Learning ObjectivesLearning Objectives
When you complete this chapter you When you complete this chapter you should be able to:should be able to:
1.1. Develop a product structureDevelop a product structure
2.2. Build a gross requirements planBuild a gross requirements plan
3.3. Build a net requirements planBuild a net requirements plan
4.4. Determine lot sizes for lot-for-lot, Determine lot sizes for lot-for-lot, EOQ, and PPBEOQ, and PPB

© 2008 Prentice Hall, Inc. 14 – 7
Learning ObjectivesLearning Objectives
When you complete this chapter you When you complete this chapter you should be able to:should be able to:
5.5. Describe MRP IIDescribe MRP II
6.6. Describe closed-loop MRPDescribe closed-loop MRP
7.7. Describe ERPDescribe ERP

© 2008 Prentice Hall, Inc. 14 – 8
Wheeled CoachWheeled Coach
Largest manufacturer of Largest manufacturer of ambulances in the worldambulances in the world
International competitorInternational competitor
12 major ambulance designs12 major ambulance designs 18,000 different inventory items18,000 different inventory items
6,000 manufactured parts6,000 manufactured parts
12,000 purchased parts12,000 purchased parts
© 2008 Prentice Hall, Inc. 14 – 9
Wheeled CoachWheeled Coach
Four Key TasksFour Key Tasks Material plan must meet both the Material plan must meet both the
requirements of the master schedule requirements of the master schedule and the capabilities of the production and the capabilities of the production facilityfacility
Plan must be executed as designedPlan must be executed as designed
Minimize inventory investment Minimize inventory investment
Maintain excellent record integrityMaintain excellent record integrity

© 2008 Prentice Hall, Inc. 14 – 10
Benefits of MRPBenefits of MRP
1.1. Better response to customer Better response to customer ordersorders
2.2. Faster response to market Faster response to market changeschanges
3.3. Improved utilization of facilities Improved utilization of facilities and laborand labor
4.4. Reduced inventory levelsReduced inventory levels

© 2008 Prentice Hall, Inc. 14 – 11
Dependent DemandDependent Demand
The demand for one item is related The demand for one item is related to the demand for another itemto the demand for another item
Given a quantity for the end item, Given a quantity for the end item, the demand for all parts and the demand for all parts and components can be calculatedcomponents can be calculated
In general, used whenever a In general, used whenever a schedule can be established for an schedule can be established for an itemitem
MRP is the common techniqueMRP is the common technique

© 2008 Prentice Hall, Inc. 14 – 12
Dependent DemandDependent Demand
1.1. Master production scheduleMaster production schedule
2.2. Specifications or bill of materialSpecifications or bill of material
3.3. Inventory availabilityInventory availability
4.4. Purchase orders outstandingPurchase orders outstanding
5.5. Lead timesLead times
Effective use of dependent demand Effective use of dependent demand inventory models requires the inventory models requires the followingfollowing
© 2008 Prentice Hall, Inc. 14 – 13
Master Production Schedule Master Production Schedule (MPS)(MPS)
Specifies what is to be made and whenSpecifies what is to be made and when Must be in accordance with the aggregate Must be in accordance with the aggregate
production planproduction plan Inputs from financial plans, customer Inputs from financial plans, customer
demand, engineering, supplier performancedemand, engineering, supplier performance As the process moves from planning to As the process moves from planning to
execution, each step must be tested for execution, each step must be tested for feasibilityfeasibility
The MPS is the result of the production The MPS is the result of the production planning processplanning process
© 2008 Prentice Hall, Inc. 14 – 14
Master Production Schedule Master Production Schedule (MPS)(MPS)
MPS is established in terms of specific MPS is established in terms of specific productsproducts
Schedule must be followed for a Schedule must be followed for a reasonable length of timereasonable length of time
The MPS is quite often fixed or frozen in The MPS is quite often fixed or frozen in the near term part of the planthe near term part of the plan
The MPS is a rolling scheduleThe MPS is a rolling schedule The MPS is a statement of what is to be The MPS is a statement of what is to be
produced, not a forecast of demandproduced, not a forecast of demand

© 2008 Prentice Hall, Inc. 14 – 15
The Planning ProcessThe Planning Process
Figure 14.1Figure 14.1
Change production
plan?Master production schedule
ManagementReturn oninvestmentCapital
EngineeringDesigncompletion
Aggregate production
plan
ProcurementSupplierperformance
Human resourcesManpowerplanning
ProductionCapacityInventory
MarketingCustomerdemand
FinanceCash flow

© 2008 Prentice Hall, Inc. 14 – 16
The Planning ProcessThe Planning Process
Figure 14.1Figure 14.1
Is capacity plan being
met?
Is execution
meeting the plan?
Change master
production schedule?
Change capacity?
Change requirements?
NoNo
Execute material plans
Execute capacity plans
Yes
Realistic?
Capacity requirements plan
Material requirements plan
Master production schedule
© 2008 Prentice Hall, Inc. 14 – 17
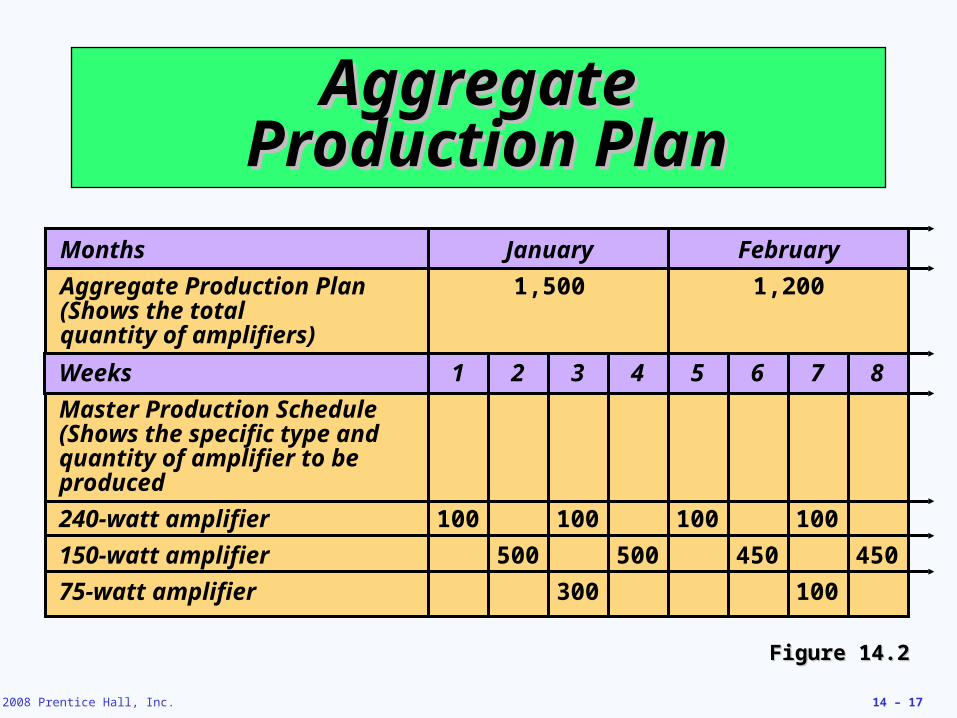
AggregateAggregate Production Plan Production Plan
Months January February
Aggregate Production Plan 1,500 1,200(Shows the totalquantity of amplifiers)
Weeks 1 2 3 4 5 6 7 8
Master Production Schedule(Shows the specific type andquantity of amplifier to beproduced
240-watt amplifier 100 100 100 100
150-watt amplifier 500 500 450 450
75-watt amplifier 300 100
Figure 14.2Figure 14.2

© 2008 Prentice Hall, Inc. 14 – 18
Master Production Schedule Master Production Schedule (MPS)(MPS)
A customer order in a job shop (make-A customer order in a job shop (make-to-order) companyto-order) company
Modules in a repetitive (assemble-to-Modules in a repetitive (assemble-to-order or forecast) companyorder or forecast) company
An end item in a continuous (stock-to-An end item in a continuous (stock-to-forecast) companyforecast) company
Can be expressed in any of the Can be expressed in any of the following terms:following terms:

© 2008 Prentice Hall, Inc. 14 – 19
Focus for Different Focus for Different Process StrategiesProcess Strategies
Stock to ForecastStock to Forecast
(Product Focus)(Product Focus)
Schedule finished product
Assemble to Order Assemble to Order or Forecastor Forecast(Repetitive)(Repetitive)
Schedule modules
Make to OrderMake to Order
(Process Focus)(Process Focus)
Schedule orders
Examples: Print shop Motorcycles Steel, Beer, BreadMachine shop Autos, TVs Lightbulbs
Fine-dining restaurant Fast-food restaurant Paper
Typical focus of the Typical focus of the master production master production
scheduleschedule
Number of Number of end itemsend items
Number of Number of inputsinputs
Figure 14.3Figure 14.3

© 2008 Prentice Hall, Inc. 14 – 20
MPS ExamplesMPS Examples
Gross Requirements for Crabmeat QuicheGross Requirements for Crabmeat Quiche
Gross Requirements for Spinach QuicheGross Requirements for Spinach Quiche
DayDay 66 77 88 99 1010 1111 1212 1313 1414 and so onand so onAmountAmount 5050 100100 4747 6060 110110 7575
DayDay 77 88 99 1010 1111 1212 1313 1414 1515 1616 and so onand so onAmountAmount 100100 200200 150150 6060 7575 100100
Table 14.1Table 14.1
For Nancy’s Specialty FoodsFor Nancy’s Specialty Foods
© 2008 Prentice Hall, Inc. 14 – 21
Bills of MaterialBills of Material
List of components, ingredients, List of components, ingredients, and materials needed to make and materials needed to make product product
Provides product structureProvides product structure Items above given level are called Items above given level are called
parentsparents
Items below given level are called Items below given level are called childrenchildren
© 2008 Prentice Hall, Inc. 14 – 22
BOM ExampleBOM Example
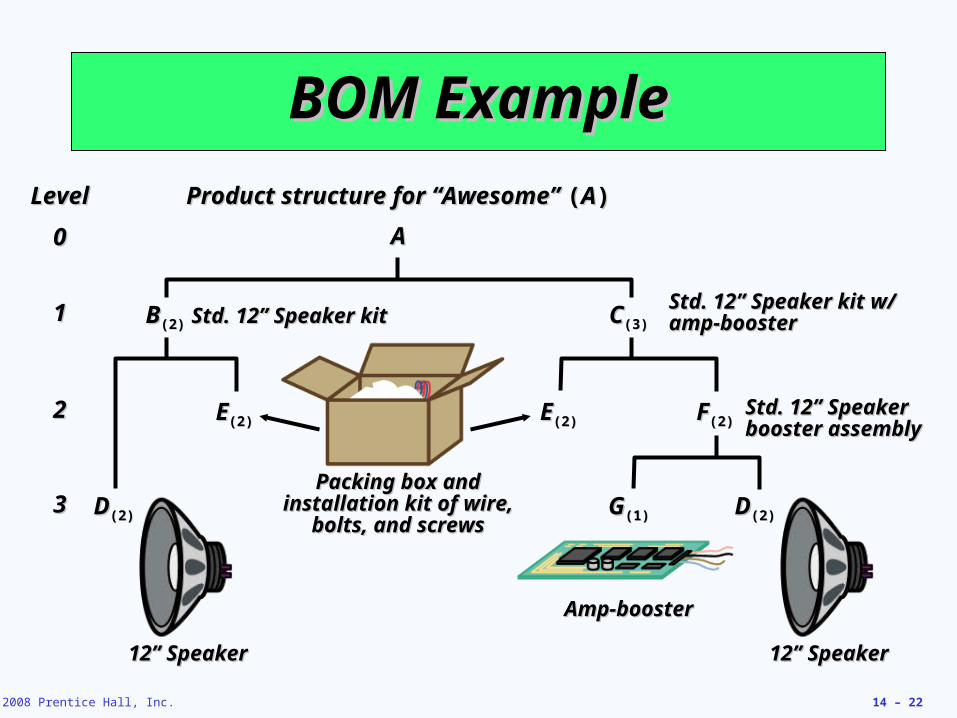
BB(2)(2) Std. 12” Speaker kitStd. 12” Speaker kit CC(3)(3)
Std. 12” Speaker kit w/ Std. 12” Speaker kit w/ amp-boosteramp-booster11
EE(2)(2)EE(2)(2) FF(2)(2)
Packing box and Packing box and installation kit of wire, installation kit of wire,
bolts, and screwsbolts, and screws
Std. 12” Speaker Std. 12” Speaker booster assemblybooster assembly
22
DD(2)(2)
12” Speaker12” Speaker
DD(2)(2)
12” Speaker12” Speaker
GG(1)(1)
Amp-boosterAmp-booster
33
Product structure for “Awesome” Product structure for “Awesome” ((AA))
AA
LevelLevel
00

© 2008 Prentice Hall, Inc. 14 – 23
BOM ExampleBOM Example
BB(2)(2) Std. 12” Speaker kitStd. 12” Speaker kit CC(3)(3)
Std. 12” Speaker kit w/ Std. 12” Speaker kit w/ amp-boosteramp-booster11
EE(2)(2)EE(2)(2) FF(2)(2)
Packing box and Packing box and installation kit of wire, installation kit of wire,
bolts, and screwsbolts, and screws
Std. 12” Speaker Std. 12” Speaker booster assemblybooster assembly
22
DD(2)(2)
12” Speaker12” Speaker
DD(2)(2)
12” Speaker12” Speaker
GG(1)(1)
Amp-boosterAmp-booster
33
Product structure for “Awesome” Product structure for “Awesome” ((AA))
AA
LevelLevel
00
Part B: 2 x number of As = (2)(50) = 100Part C: 3 x number of As = (3)(50) = 150Part D: 2 x number of Bs
+ 2 x number of Fs = (2)(100) + (2)(300) = 800Part E: 2 x number of Bs
+ 2 x number of Cs = (2)(100) + (2)(150) = 500Part F: 2 x number of Cs = (2)(150) = 300Part G: 1 x number of Fs = (1)(300) = 300
© 2008 Prentice Hall, Inc. 14 – 24
Bills of MaterialBills of Material
Modular BillsModular Bills Modules are not final products but Modules are not final products but
components that can be assembled components that can be assembled into multiple end itemsinto multiple end items
Can significantly simplify planning Can significantly simplify planning and schedulingand scheduling

© 2008 Prentice Hall, Inc. 14 – 25
Bills of MaterialBills of Material
Planning Bills (Pseudo Bills)Planning Bills (Pseudo Bills) Created to assign an artificial parent Created to assign an artificial parent
to the BOMto the BOM
Used to group subassemblies to Used to group subassemblies to reduce the number of items planned reduce the number of items planned and scheduledand scheduled
Used to create standard “kits” for Used to create standard “kits” for productionproduction
© 2008 Prentice Hall, Inc. 14 – 26
Bills of MaterialBills of Material
Phantom BillsPhantom Bills Describe subassemblies that exist Describe subassemblies that exist
only temporarilyonly temporarily
Are part of another assembly and Are part of another assembly and never go into inventorynever go into inventory
Low-Level CodingLow-Level Coding Item is coded at the lowest level at Item is coded at the lowest level at
which it occurswhich it occurs
BOMs are processed one level at a timeBOMs are processed one level at a time
© 2008 Prentice Hall, Inc. 14 – 27
Accurate RecordsAccurate Records
Accurate inventory records are Accurate inventory records are absolutely required for MRP (or absolutely required for MRP (or any dependent demand system) to any dependent demand system) to operate correctlyoperate correctly
Generally MRP systems require Generally MRP systems require 99% accuracy99% accuracy
Outstanding purchase orders must Outstanding purchase orders must accurately reflect quantities and accurately reflect quantities and scheduled receipts scheduled receipts

© 2008 Prentice Hall, Inc. 14 – 28
Lead TimesLead Times
The time required to purchase, The time required to purchase, produce, or assemble an itemproduce, or assemble an item For production – the sum of the For production – the sum of the
order, wait, move, setup, store, order, wait, move, setup, store, and run timesand run times
For purchased items – the time For purchased items – the time between the recognition of a need between the recognition of a need and the availability of the item for and the availability of the item for productionproduction
© 2008 Prentice Hall, Inc. 14 – 29
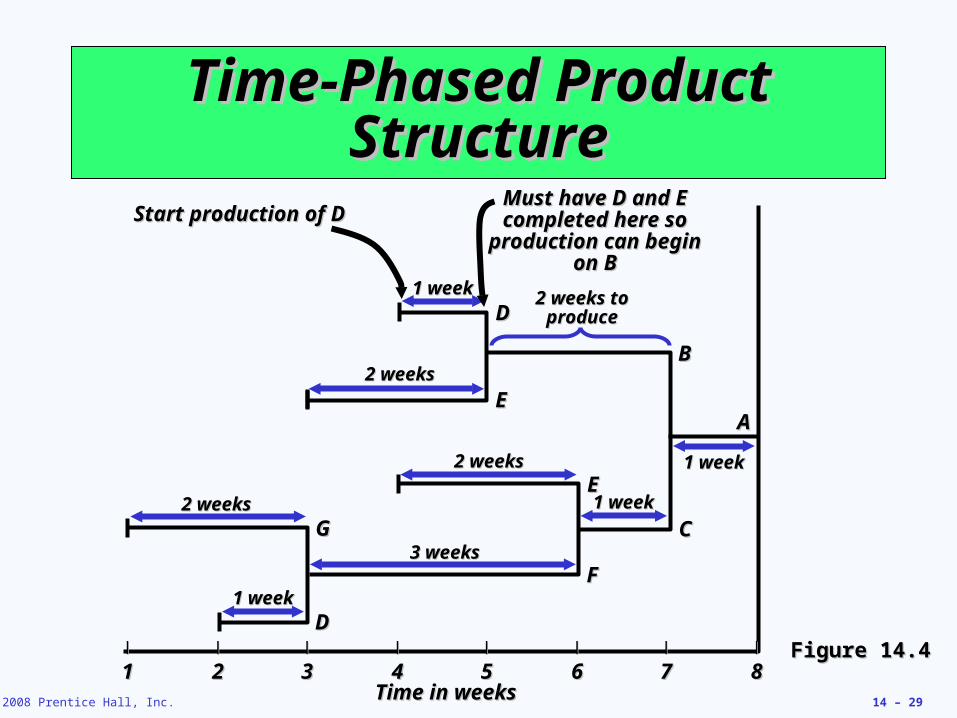
Time-Phased Product Time-Phased Product StructureStructure
|| || || || || || || ||
11 22 33 44 55 66 77 88Time in weeksTime in weeks
FF
2 weeks2 weeks
3 weeks3 weeks
1 week1 week
AA
2 weeks2 weeks
1 week1 week
DD
EE
2 weeks2 weeks
DD
GG
1 week1 week
1 week1 week
2 weeks to 2 weeks to produceproduce
BB
CC
EE
Start production of DStart production of DMust have D and E Must have D and E completed here so completed here so
production can production can begin on Bbegin on B
Figure 14.4Figure 14.4
© 2008 Prentice Hall, Inc. 14 – 30
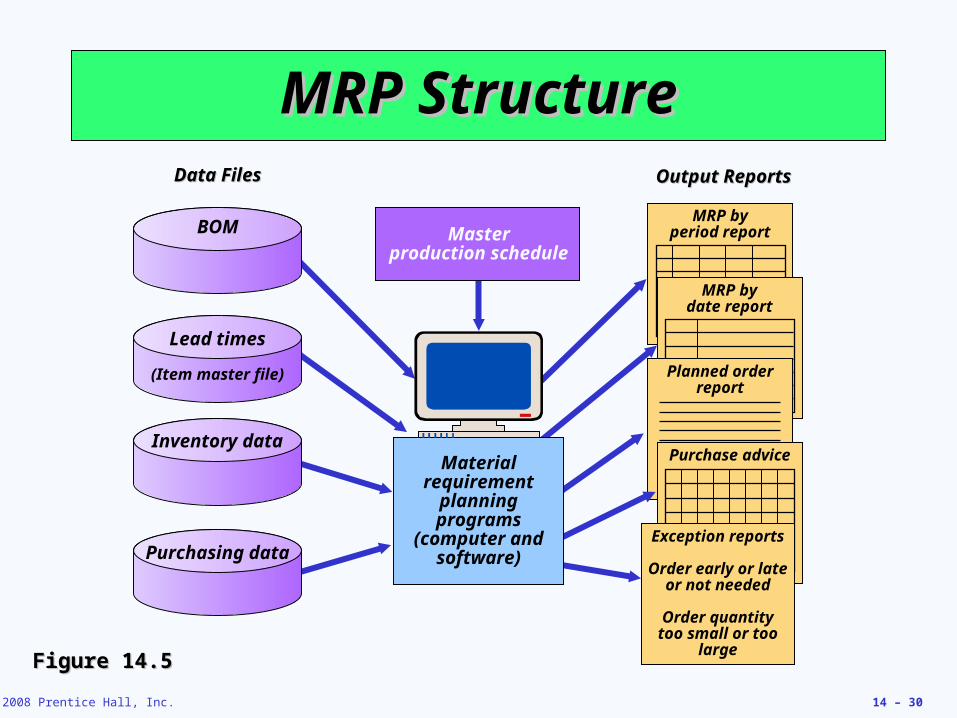
MRP StructureMRP Structure
Figure 14.5Figure 14.5
Output ReportsOutput Reports
MRP by period report
MRP by date report
Planned order report
Purchase advice
Exception reports
Order early or late or not needed
Order quantity too small or too large
Data FilesData Files
Purchasing data
BOM
Lead times
(Item master file)
Inventory data
Masterproduction schedule
Material requirement
planning programs
(computer and software)
© 2008 Prentice Hall, Inc. 14 – 31
Determining Gross Determining Gross RequirementsRequirements
Starts with a production schedule for the Starts with a production schedule for the end item – end item – 5050 units of Item A in week 8 units of Item A in week 8
Using the lead time for the item, Using the lead time for the item, determine the week in which the order determine the week in which the order should be released – a should be released – a 11 week lead time week lead time means the order for means the order for 5050 units should be units should be released in week 7released in week 7
This step is often called “lead time This step is often called “lead time offset” or “time phasing”offset” or “time phasing”
© 2008 Prentice Hall, Inc. 14 – 32
Determining Gross Determining Gross RequirementsRequirements
From the BOM, every Item A requires From the BOM, every Item A requires 22 Item Bs – Item Bs – 100100 Item Bs are required in Item Bs are required in week 7 to satisfy the order release for week 7 to satisfy the order release for Item AItem A
The lead time for the Item B is The lead time for the Item B is 22 weeks – weeks – release an order for release an order for 100100 units of Item B in units of Item B in week 5week 5
The timing and quantity for component The timing and quantity for component requirements are determined by the requirements are determined by the order order releaserelease of the parent(s) of the parent(s)

© 2008 Prentice Hall, Inc. 14 – 33
Determining Gross Determining Gross RequirementsRequirements
The process continues through the entire The process continues through the entire BOM one level at a time – often called BOM one level at a time – often called “explosion”“explosion”
By processing the BOM by level, items By processing the BOM by level, items with multiple parents are only processed with multiple parents are only processed once, saving time and resources and once, saving time and resources and reducing confusionreducing confusion
Low-level coding ensures that each item Low-level coding ensures that each item appears at only one level in the BOMappears at only one level in the BOM
© 2008 Prentice Hall, Inc. 14 – 34
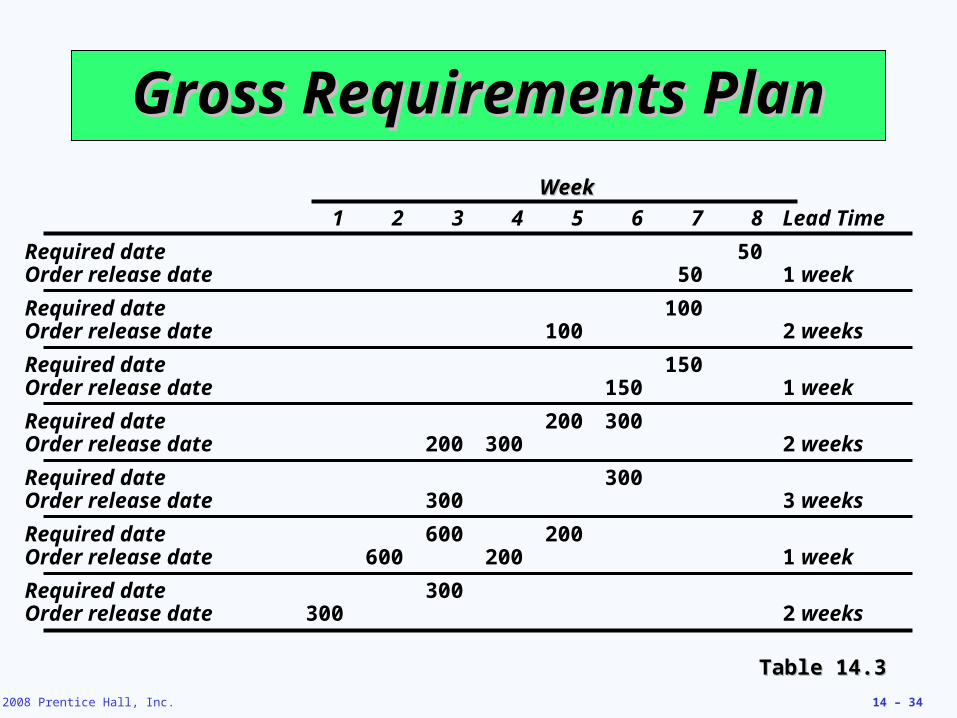
Gross Requirements PlanGross Requirements Plan
Table 14.3Table 14.3
WeekWeek
1 2 3 4 5 6 7 8 Lead Time
A. Required date 50Order release date 50 1 week
B. Required date 100Order release date 100 2 weeks
C. Required date 150Order release date 150 1 week
E. Required date 200 300Order release date 200 300 2 weeks
F. Required date 300Order release date 300 3 weeks
G. Required date 600 200Order release date 600 200 1 week
G. Required date 300Order release date 300 2 weeks

© 2008 Prentice Hall, Inc. 14 – 35
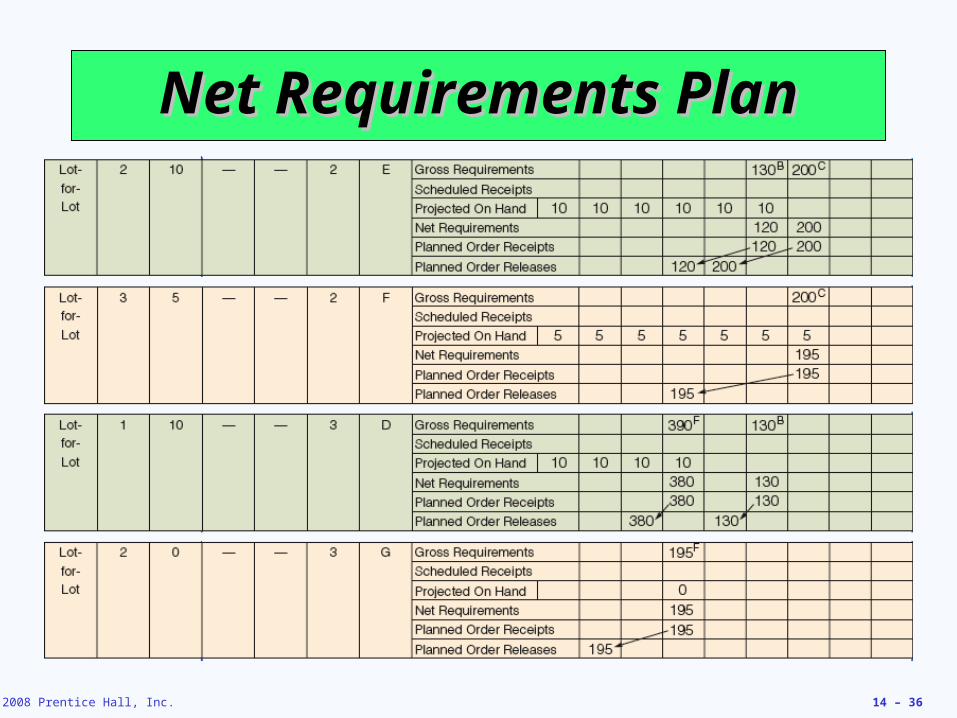
Net Requirements PlanNet Requirements Plan
© 2008 Prentice Hall, Inc. 14 – 36
Net Requirements PlanNet Requirements Plan
© 2008 Prentice Hall, Inc. 14 – 37
Determining Net Determining Net RequirementsRequirements
Starts with a production schedule for the Starts with a production schedule for the end item – end item – 5050 units of Item A in week 8 units of Item A in week 8
Because there are Because there are 1010 Item As on hand, Item As on hand, only only 4040 are actually required – (net are actually required – (net requirement) = (gross requirement - on- requirement) = (gross requirement - on- hand inventory)hand inventory)
The planned order receipt for Item A in The planned order receipt for Item A in week 8 is week 8 is 4040 units – units – 40 = 50 - 1040 = 50 - 10

© 2008 Prentice Hall, Inc. 14 – 38
Determining Net Determining Net RequirementsRequirements
Following the lead time offset procedure, Following the lead time offset procedure, the planned order release for Item A is the planned order release for Item A is now now 40 40 units in week 7units in week 7
The gross requirement for Item B is now The gross requirement for Item B is now 8080 units in week 7 units in week 7
There are There are 1515 units of Item B on hand, so units of Item B on hand, so the net requirement is the net requirement is 6565 units in week 7 units in week 7
A planned order receipt ofA planned order receipt of 65 65 units in units in week 7 generates a planned order release week 7 generates a planned order release of of 6565 units in week 5 units in week 5

© 2008 Prentice Hall, Inc. 14 – 39
Determining Net Determining Net RequirementsRequirements
A planned order receipt ofA planned order receipt of 65 65 units in units in week 7 generates a planned order release week 7 generates a planned order release of of 6565 units in week 5 units in week 5
The on-hand inventory record for Item B The on-hand inventory record for Item B is updated to reflect the use of theis updated to reflect the use of the 15 15 items in inventory and shows no on-hand items in inventory and shows no on-hand inventory in weekinventory in week 8 8
This is referred to as the Gross-to-Net This is referred to as the Gross-to-Net calculation and is the third basic function calculation and is the third basic function of the MRP processof the MRP process
© 2008 Prentice Hall, Inc. 14 – 40
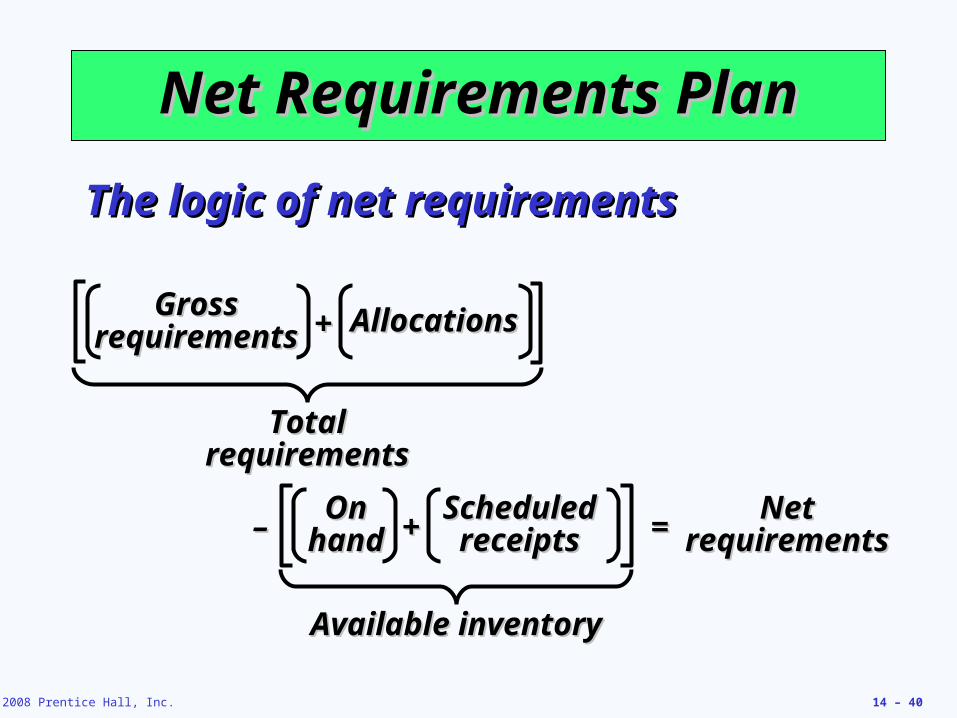
Net Requirements PlanNet Requirements Plan
The logic of net requirementsThe logic of net requirements
Available inventoryAvailable inventory
Net Net requirementsrequirements
On On handhand
Scheduled Scheduled receiptsreceipts++–– ==
Total Total requirementsrequirements
Gross Gross requirementsrequirements AllocationsAllocations++
© 2008 Prentice Hall, Inc. 14 – 41
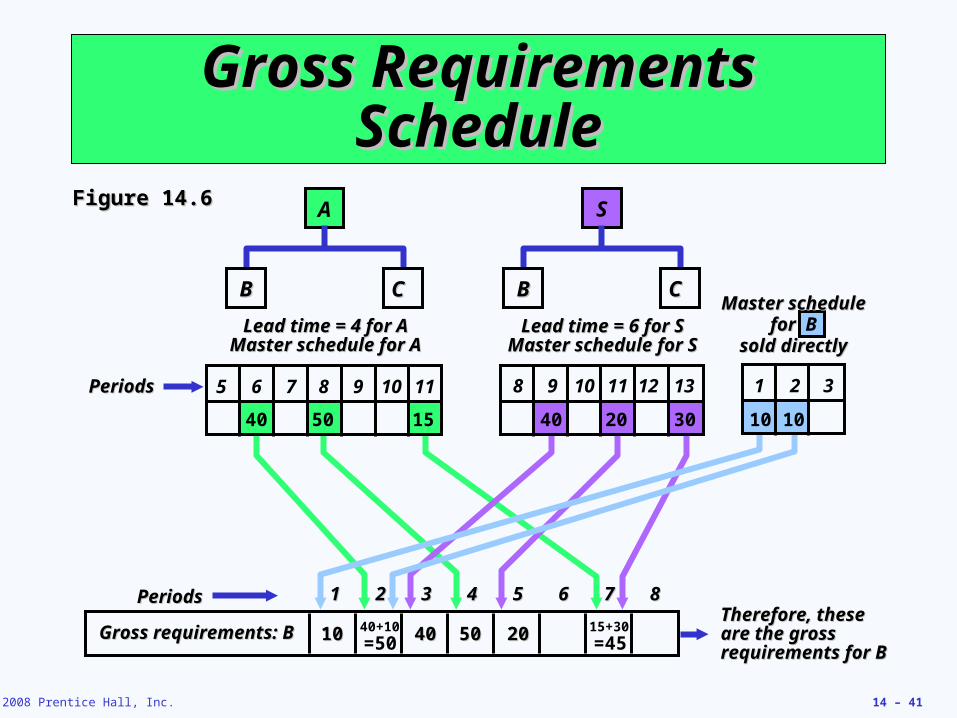
Gross Requirements Gross Requirements ScheduleSchedule
Figure 14.6Figure 14.6 A
BB CC
5 6 7 8 9 10 11
40 50 15
Lead time = 4 for ALead time = 4 for AMaster schedule for AMaster schedule for A
S
BB CC
12 138 9 10 11
20 3040
Lead time = 6 for SLead time = 6 for SMaster schedule for SMaster schedule for S
1 2 3
10 10
Master scheduleMaster schedulefor for B
sold directlysold directly
PeriodsPeriods
Therefore, these Therefore, these are the gross are the gross requirements for Brequirements for B
Gross requirements: BGross requirements: B 1010 4040 5050 202040+10 15+30=50 =45
11 22 33 44 55 66 77 88PeriodsPeriods

© 2008 Prentice Hall, Inc. 14 – 42
MRP Planning SheetMRP Planning Sheet
Figure 14.7Figure 14.7

© 2008 Prentice Hall, Inc. 14 – 43
Safety StockSafety Stock
BOMs, inventory records, purchase BOMs, inventory records, purchase and production quantities may not and production quantities may not be perfectbe perfect
Consideration of safety stock may Consideration of safety stock may be prudentbe prudent
Should be minimized and ultimately Should be minimized and ultimately eliminatedeliminated
Typically built into projected on-Typically built into projected on-hand inventoryhand inventory

© 2008 Prentice Hall, Inc. 14 – 44
MRP ManagementMRP Management
MRP is a dynamic systemMRP is a dynamic system
Facilitates replanning when changes Facilitates replanning when changes occuroccur
System nervousness can result from System nervousness can result from too many changestoo many changes
Time fences put limits on replanningTime fences put limits on replanning
Pegging links each item to its parent Pegging links each item to its parent allowing effective analysis of changesallowing effective analysis of changes

© 2008 Prentice Hall, Inc. 14 – 45
MRP and JITMRP and JIT
MRP is a planning system that MRP is a planning system that does not do detailed schedulingdoes not do detailed scheduling
MRP requires fixed lead times MRP requires fixed lead times which might actually vary with which might actually vary with batch sizebatch size
JIT excels at rapidly moving small JIT excels at rapidly moving small batches of material through the batches of material through the systemsystem
© 2008 Prentice Hall, Inc. 14 – 46
Finite Capacity SchedulingFinite Capacity Scheduling
MRP systems do not consider MRP systems do not consider capacity during normal planning capacity during normal planning cyclescycles
Finite capacity scheduling (FCS) Finite capacity scheduling (FCS) recognizes actual capacity limitsrecognizes actual capacity limits
By merging MRP and FCS, a finite By merging MRP and FCS, a finite schedule is created with feasible schedule is created with feasible capacities which facilitates rapid capacities which facilitates rapid material movementmaterial movement

© 2008 Prentice Hall, Inc. 14 – 47
Small Bucket ApproachSmall Bucket Approach
1.1. MRP “buckets” are reduced to daily or hourlyMRP “buckets” are reduced to daily or hourly
The most common planning period (time The most common planning period (time bucket) for MRP systems is weeklybucket) for MRP systems is weekly
2.2. Planned receipts are used internally to sequence Planned receipts are used internally to sequence productionproduction
3.3. Inventory is moved through the plant on a JIT Inventory is moved through the plant on a JIT basisbasis
4.4. Completed products are moved to finished goods Completed products are moved to finished goods inventory which reduces required quantities for inventory which reduces required quantities for subsequent planned orderssubsequent planned orders
5.5. Back flushing based on the BOM is used to Back flushing based on the BOM is used to deduct inventory that was used in productiondeduct inventory that was used in production

© 2008 Prentice Hall, Inc. 14 – 48
Balanced FlowBalanced Flow
Used in repetitive operationsUsed in repetitive operations
MRP plans are MRP plans are executed using executed using JIT techniques JIT techniques based on “pull” based on “pull” principlesprinciples
Flows are carefully Flows are carefully balanced with balanced with small lot sizessmall lot sizes

© 2008 Prentice Hall, Inc. 14 – 49
SupermarketSupermarket
Items used by many products are Items used by many products are held in a common area often called held in a common area often called a supermarketa supermarket
Items are withdrawn as neededItems are withdrawn as needed
Inventory is maintained using JIT Inventory is maintained using JIT systems and proceduressystems and procedures
Common items are not planned by Common items are not planned by the MRP systemthe MRP system
© 2008 Prentice Hall, Inc. 14 – 50
Lot-Sizing TechniquesLot-Sizing Techniques
Lot-for-lot techniques order just what Lot-for-lot techniques order just what is required for production based on is required for production based on net requirementsnet requirements May not always be feasibleMay not always be feasible
If setup costs are high, lot-for-lot can If setup costs are high, lot-for-lot can be expensivebe expensive
Economic order quantity (EOQ)Economic order quantity (EOQ) EOQ expects a known constant EOQ expects a known constant
demand and MRP systems often deal demand and MRP systems often deal with unknown and variable demandwith unknown and variable demand

© 2008 Prentice Hall, Inc. 14 – 51
Lot-Sizing TechniquesLot-Sizing Techniques
Part Period Balancing (PPB) looks at Part Period Balancing (PPB) looks at future orders to determine most future orders to determine most economic lot sizeeconomic lot size
The Wagner-Whitin algorithm is a The Wagner-Whitin algorithm is a complex dynamic programming complex dynamic programming techniquetechnique Assumes a finite time horizonAssumes a finite time horizon
Effective, but computationally Effective, but computationally burdensomeburdensome

© 2008 Prentice Hall, Inc. 14 – 52
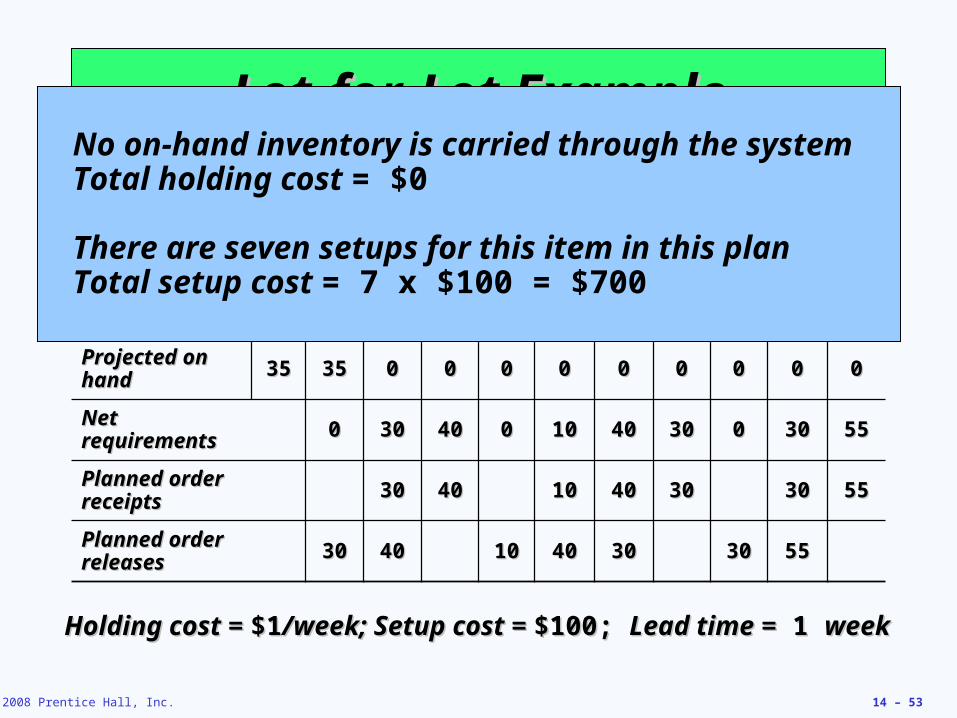
Lot-for-Lot ExampleLot-for-Lot Example
11 22 33 44 55 66 77 88 99 1010
Gross Gross requirementsrequirements 3535 3030 4040 00 1010 4040 3030 00 3030 5555
Scheduled Scheduled receiptsreceipts
Projected on Projected on handhand 3535 3535 00 00 00 00 00 00 00 00 00
Net Net requirementsrequirements 00 3030 4040 00 1010 4040 3030 00 3030 5555
Planned order Planned order receiptsreceipts 3030 4040 1010 4040 3030 3030 5555
Planned order Planned order releasesreleases 3030 4040 1010 4040 3030 3030 5555
Holding cost = Holding cost = $1$1/week; Setup cost = /week; Setup cost = $100; $100; Lead time =Lead time = 1 1 weekweek
© 2008 Prentice Hall, Inc. 14 – 53
Lot-for-Lot ExampleLot-for-Lot Example
11 22 33 44 55 66 77 88 99 1010
Gross Gross requirementsrequirements 3535 3030 4040 00 1010 4040 3030 00 3030 5555
Scheduled Scheduled receiptsreceipts
Projected on Projected on handhand 3535 3535 00 00 00 00 00 00 00 00 00
Net Net requirementsrequirements 00 3030 4040 00 1010 4040 3030 00 3030 5555
Planned order Planned order receiptsreceipts 3030 4040 1010 4040 3030 3030 5555
Planned order Planned order releasesreleases 3030 4040 1010 4040 3030 3030 5555
Holding cost = Holding cost = $1$1/week; Setup cost = /week; Setup cost = $100; $100; Lead time =Lead time = 1 1 weekweek
No on-hand inventory is carried through the systemTotal holding cost = $0
There are seven setups for this item in this planTotal setup cost = 7 x $100 = $700
© 2008 Prentice Hall, Inc. 14 – 54
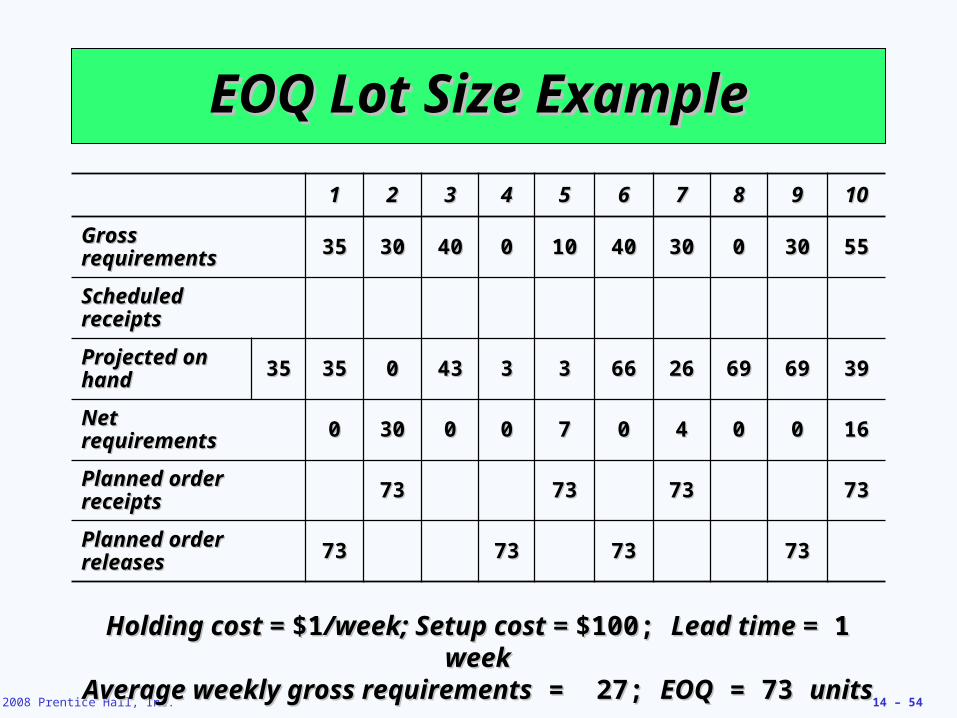
EOQ Lot Size ExampleEOQ Lot Size Example
11 22 33 44 55 66 77 88 99 1010
Gross Gross requirementsrequirements 3535 3030 4040 00 1010 4040 3030 00 3030 5555
Scheduled Scheduled receiptsreceipts
Projected on Projected on handhand 3535 3535 00 4343 33 33 6666 2626 6969 6969 3939
Net Net requirementsrequirements 00 3030 00 00 77 00 44 00 00 1616
Planned order Planned order receiptsreceipts 7373 7373 7373 7373
Planned order Planned order releasesreleases 7373 7373 7373 7373
Holding cost = Holding cost = $1$1/week; Setup cost = /week; Setup cost = $100; $100; Lead time =Lead time = 1 1 weekweek
Average weekly gross requirementsAverage weekly gross requirements = 27; = 27; EOQEOQ = 73 = 73 unitsunits
© 2008 Prentice Hall, Inc. 14 – 55
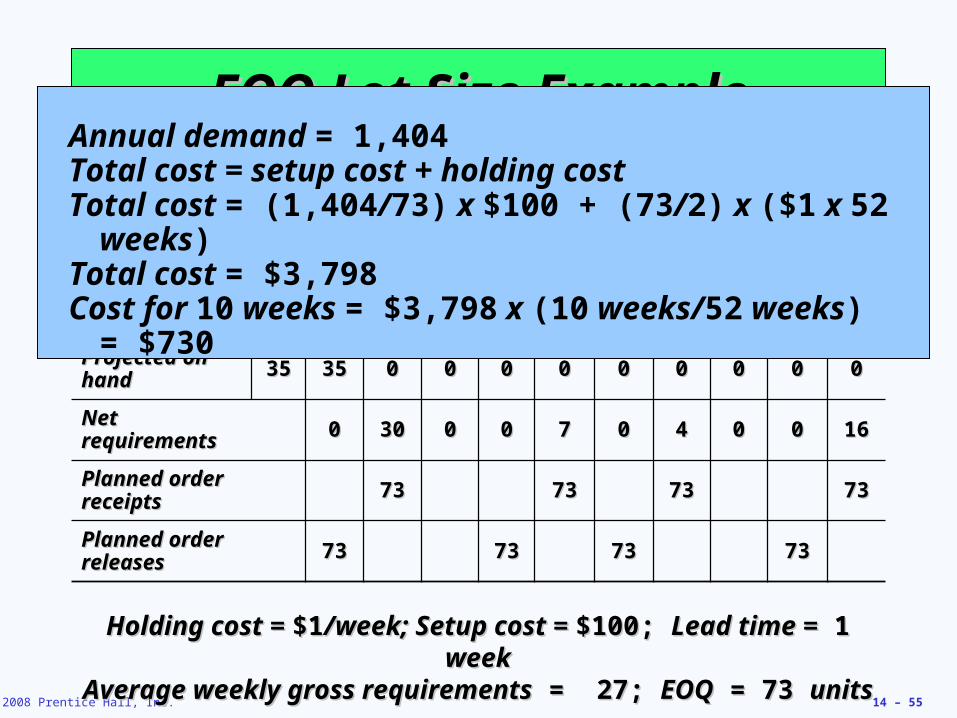
EOQ Lot Size ExampleEOQ Lot Size Example
11 22 33 44 55 66 77 88 99 1010
Gross Gross requirementsrequirements 3535 3030 4040 00 1010 4040 3030 00 3030 5555
Scheduled Scheduled receiptsreceipts
Projected on Projected on handhand 3535 3535 00 00 00 00 00 00 00 00 00
Net Net requirementsrequirements 00 3030 00 00 77 00 44 00 00 1616
Planned order Planned order receiptsreceipts 7373 7373 7373 7373
Planned order Planned order releasesreleases 7373 7373 7373 7373
Holding cost = Holding cost = $1$1/week; Setup cost = /week; Setup cost = $100; $100; Lead time =Lead time = 1 1 weekweekAverage weekly gross requirementsAverage weekly gross requirements = 27; = 27; EOQEOQ = 73 = 73 unitsunits
Annual demand = 1,404Total cost = setup cost + holding costTotal cost = (1,404/73) x $100 + (73/2) x ($1 x 52 weeks)Total cost = $3,798Cost for 10 weeks = $3,798 x (10 weeks/52 weeks) =
$730
© 2008 Prentice Hall, Inc. 14 – 56
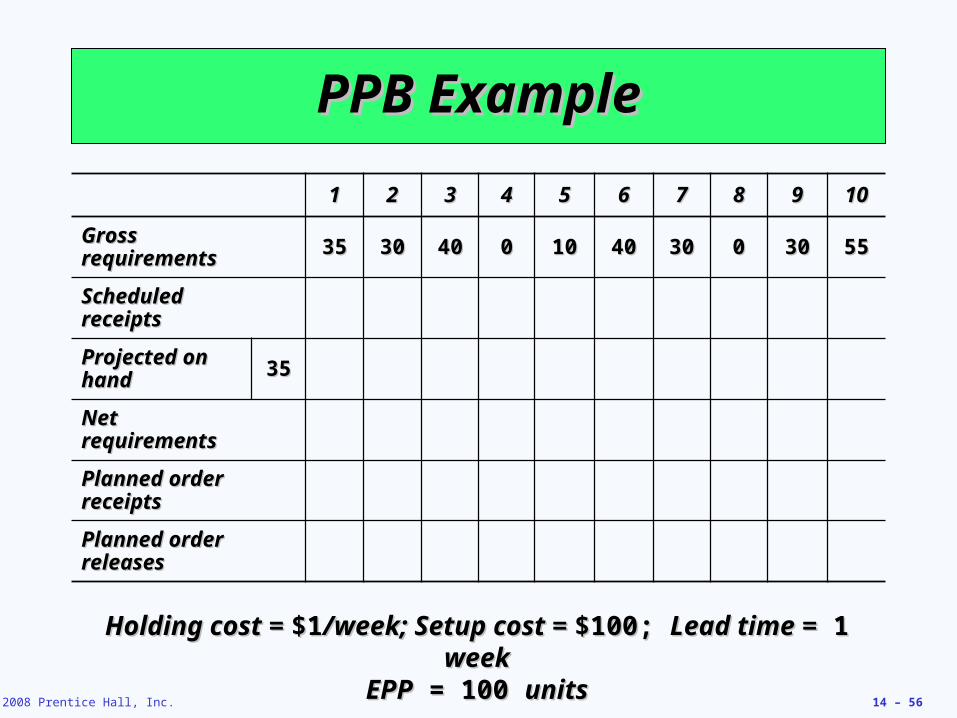
PPB ExamplePPB Example
11 22 33 44 55 66 77 88 99 1010
Gross Gross requirementsrequirements 3535 3030 4040 00 1010 4040 3030 00 3030 5555
Scheduled Scheduled receiptsreceipts
Projected on Projected on handhand 3535
Net Net requirementsrequirements
Planned order Planned order receiptsreceipts
Planned order Planned order releasesreleases
Holding cost = Holding cost = $1$1/week; Setup cost = /week; Setup cost = $100; $100; Lead time =Lead time = 1 1 weekweekEPPEPP = 100 = 100 unitsunits
© 2008 Prentice Hall, Inc. 14 – 57
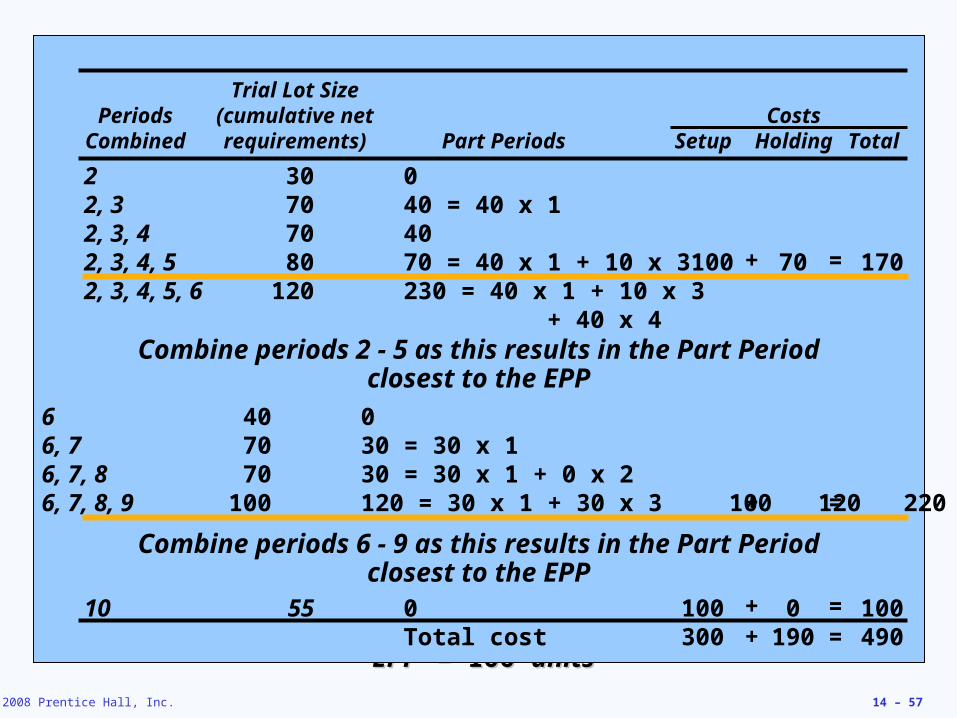
PPB ExamplePPB Example
11 22 33 44 55 66 77 88 99 1010
Gross Gross requirementsrequirements 3535 3030 4040 00 1010 4040 3030 00 3030 5555
Scheduled Scheduled receiptsreceipts
Projected on Projected on handhand 3535
Net Net requirementsrequirements
Planned order Planned order receiptsreceipts
Planned order Planned order releasesreleases
Holding cost = Holding cost = $1$1/week; Setup cost = /week; Setup cost = $100;$100;EPPEPP = 100 = 100 unitsunits
2 30 02, 3 70 40 = 40 x 12, 3, 4 70 402, 3, 4, 5 80 70 = 40 x 1 + 10 x 3 100 70 1702, 3, 4, 5, 6 120 230 = 40 x 1 + 10 x 3
+ 40 x 4
+ =
Combine periods 2 - 5 as this results in the Part Period closest to the EPP
Combine periods 6 - 9 as this results in the Part Period closest to the EPP
6 40 06, 7 70 30 = 30 x 16, 7, 8 70 30 = 30 x 1 + 0 x 26, 7, 8, 9 100 120 = 30 x 1 + 30 x 3 100 120 220+ =
10 55 0 100 0 100Total cost 300 190 490
+ =+ =
Trial Lot SizePeriods (cumulative net Costs
Combined requirements) Part Periods Setup Holding Total

© 2008 Prentice Hall, Inc. 14 – 58
PPB ExamplePPB Example
11 22 33 44 55 66 77 88 99 1010
Gross Gross requirementsrequirements 3535 3030 4040 00 1010 4040 3030 00 3030 5555
Scheduled Scheduled receiptsreceipts
Projected on Projected on handhand 3535 3535 00 5050 1010 1010 00 6060 3030 3030 00
Net Net requirementsrequirements 00 3030 00 00 00 4040 00 00 00 5555
Planned order Planned order receiptsreceipts 8080 100100 5555
Planned order Planned order releasesreleases 8080 100100 5555
Holding cost = Holding cost = $1$1/week; Setup cost = /week; Setup cost = $100; $100; Lead time =Lead time = 1 1 weekweekEPPEPP = 100 = 100 unitsunits
© 2008 Prentice Hall, Inc. 14 – 59
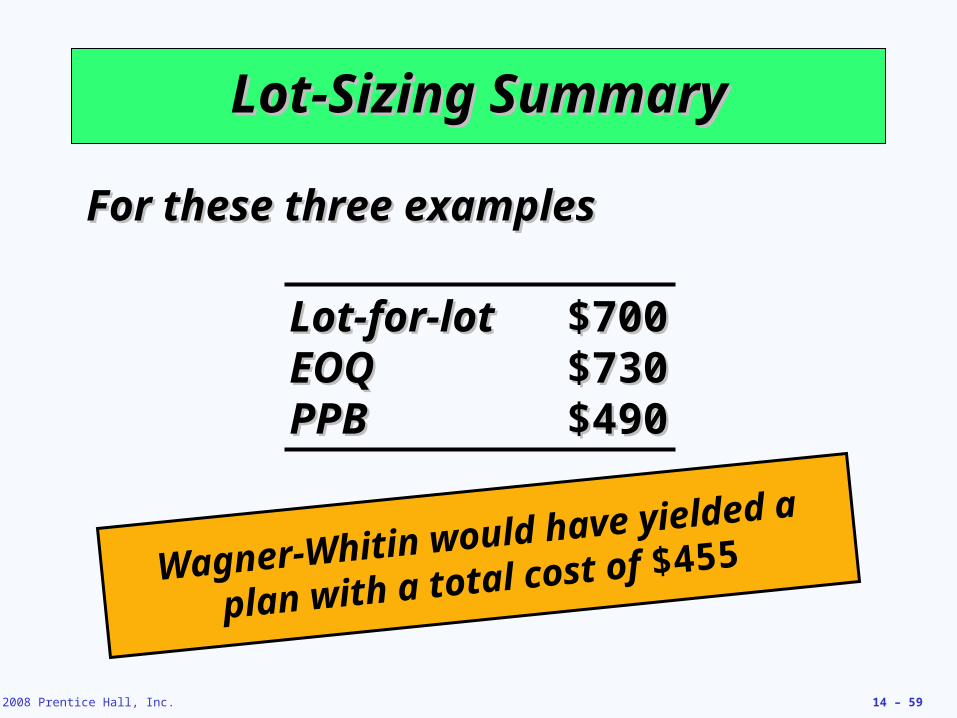
Lot-Sizing SummaryLot-Sizing Summary
For these three examplesFor these three examples
Lot-for-lotLot-for-lot $700$700EOQEOQ $730$730PPBPPB $490$490
Wagner-Whitin would have yielded a
plan with a total cost of $455

© 2008 Prentice Hall, Inc. 14 – 60
Lot-Sizing SummaryLot-Sizing Summary
In theory, lot sizes should be recomputed In theory, lot sizes should be recomputed whenever there is a lot size or order whenever there is a lot size or order quantity changequantity change
In practice, this results in system In practice, this results in system nervousness and instabilitynervousness and instability
Lot-for-lot should Lot-for-lot should be used when be used when low-cost JIT can low-cost JIT can be achievedbe achieved
© 2008 Prentice Hall, Inc. 14 – 61
Lot-Sizing SummaryLot-Sizing Summary
Lot sizes can be modified to allow for Lot sizes can be modified to allow for scrap, process constraints, and purchase scrap, process constraints, and purchase lotslots
Use lot-sizing with care as it can cause Use lot-sizing with care as it can cause considerable distortion of requirements considerable distortion of requirements at lower levels of the BOMat lower levels of the BOM
When setup costs are significant and When setup costs are significant and demand is reasonably smooth, PPB, demand is reasonably smooth, PPB, Wagner-Whitin, or EOQ should give Wagner-Whitin, or EOQ should give reasonable resultsreasonable results

© 2008 Prentice Hall, Inc. 14 – 62
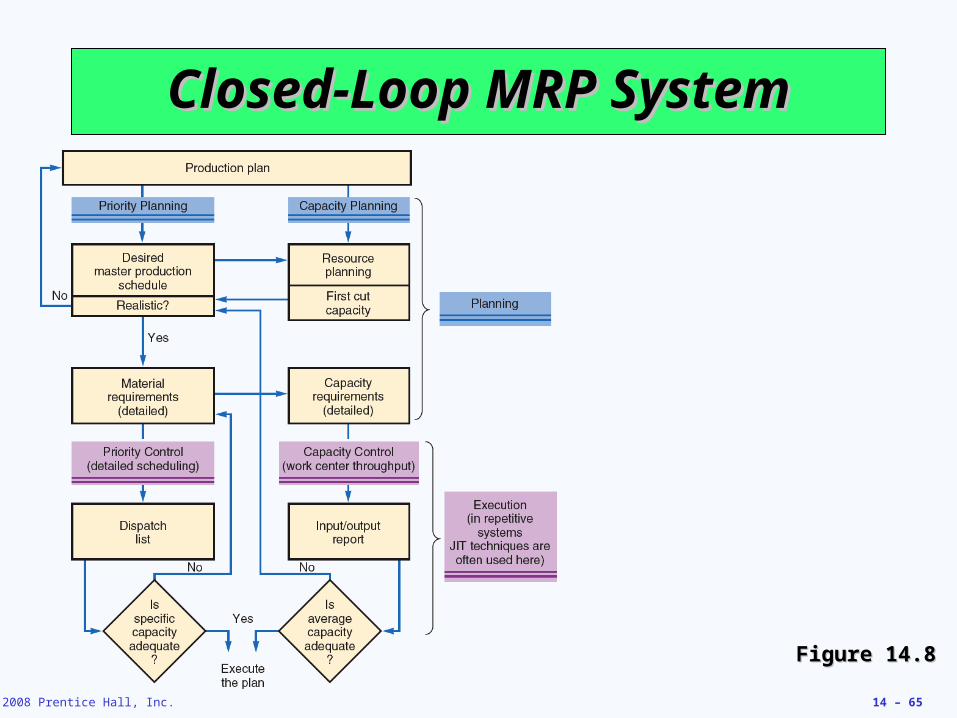
Extensions of MRPExtensions of MRP
Closed-Loop MRPClosed-Loop MRP MRP system provides input to the capacity MRP system provides input to the capacity
plan, MPS, and production planning plan, MPS, and production planning processprocess
Capacity PlanningCapacity Planning MRP system generates a load report which MRP system generates a load report which
details capacity requirementsdetails capacity requirements
This is used to drive the capacity planning This is used to drive the capacity planning processprocess
Changes pass back through the MRP Changes pass back through the MRP system for reschedulingsystem for rescheduling

© 2008 Prentice Hall, Inc. 14 – 63
Material Requirements Material Requirements Planning IIPlanning II
Once an MRP system is in place, inventory Once an MRP system is in place, inventory data can be augmented by other useful data can be augmented by other useful informationinformation Labor hoursLabor hours
Material costsMaterial costs
Capital costsCapital costs
Virtually any Virtually any resourceresource
System is generally called MRP II or System is generally called MRP II or Material Resource PlanningMaterial Resource Planning

© 2008 Prentice Hall, Inc. 14 – 64
Material Resource PlanningMaterial Resource Planning
WeekWeek55 66 77 88
A.A. Units (lead time Units (lead time 11 week) week) 100100Labor: 1Labor: 100 hours each hours each 1,0001,000Machine: Machine: 22 hours each hours each 200200Payable: Payable: $0$0 each each 00
B.B. Units (lead time Units (lead time 22 weeks, weeks, 22 each required) each required) 200200Labor: Labor: 1010 hours each hours each 2,0002,000Machine: Machine: 22 hours each hours each 400400Payable: Raw material at Payable: Raw material at $5$5 each each 1,0001,000
C.C. Units (lead time Units (lead time 44 weeks, weeks, 33 each required) each required) 300300Labor: Labor: 22 hours each hours each 600600Machine: Machine: 11 hour each hour each 300300Payable: Raw material at Payable: Raw material at $10$10 each each 3,0003,000
Table 14.4Table 14.4
© 2008 Prentice Hall, Inc. 14 – 65
Closed-Loop MRP SystemClosed-Loop MRP System
Figure 14.8Figure 14.8

© 2008 Prentice Hall, Inc. 14 – 66
Closed-Loop MRP SystemClosed-Loop MRP System
Figure 14.8Figure 14.8
Capacity Planning
Resource Resource planningplanningFirst cut First cut capacitycapacity
No
Capacity Capacity requirements requirements
(detailed)(detailed)
Yes
Material Material requirements requirements
(detailed)(detailed)
Priority Planning
Desired Desired master production master production
schedulescheduleRealistic?Realistic?
Production planProduction plan
Planning

© 2008 Prentice Hall, Inc. 14 – 67
Closed-Loop MRP SystemClosed-Loop MRP System
Figure 14.8Figure 14.8
Capacity Control(work center throughput)
Priority Control(detailed scheduling)
Execution
Yes
Execute the plan
No No
Input/output Input/output reportreport
IsIsaverage average capacity capacity adequateadequate
??
Dispatch listDispatch list
IsIsspecific specific capacity capacity adequateadequate
??

© 2008 Prentice Hall, Inc. 14 – 68
Resource Requirements ProfileResource Requirements Profile
Figure 14.9Figure 14.9
Lot1
Lot2
Lot4
Lot7
Lot8Lot
3Lot5
Lot10 Lot
13
Lot9 Lot
12
Lot14 Lot
16
Lot6
Lot15
Lot11
Available Available capacitycapacity
Capacity exceeded Capacity exceeded in periods 4 & 6in periods 4 & 6
Lot1
Lot2
Lot4
Lot7
Lot8Lot
3Lot5
Lot10 Lot
13
Lot9 Lot
12
Lot14 Lot
16
Lot6
Lot15
Lot11
Available Available capacitycapacity
Lot 6 “split”Lot 6 “split”Lot 11 movedLot 11 moved200 200 –
150 150 –
100 100 –
50 50 –
–11 22 33 44 55 66 77 88
PeriodPeriod(a)(a)
Sta
nd
ard
lab
or
ho
urs
Sta
nd
ard
lab
or
ho
urs
200 200 –
150 150 –
100 100 –
50 50 –
–11 22 33 44 55 66 77 88
PeriodPeriod(b)(b)
Sta
nd
ard
lab
or
ho
urs
Sta
nd
ard
lab
or
ho
urs

© 2008 Prentice Hall, Inc. 14 – 69
Resource Requirements ProfileResource Requirements Profile
Figure 14.9Figure 14.9
Lot1
Lot2
Lot4
Lot7
Lot8Lot
3Lot5
Lot10 Lot
13
Lot9 Lot
12
Lot14 Lot
16
Lot6
Lot15
Lot11
Available Available capacitycapacity
Capacity exceeded Capacity exceeded in periods 4 & 6in periods 4 & 6
Lot1
Lot2
Lot4
Lot7
Lot8Lot
3Lot5
Lot10 Lot
13
Lot9 Lot
12
Lot14 Lot
16
Lot6
Lot15
Lot11
Available Available capacitycapacity
Lot 6 “split”Lot 6 “split”Lot 11 movedLot 11 moved200 200 –
150 150 –
100 100 –
50 50 –
–11 22 33 44 55 66 77 88
PeriodPeriod(a)(a)
Sta
nd
ard
lab
or
ho
urs
Sta
nd
ard
lab
or
ho
urs
200 200 –
150 150 –
100 100 –
50 50 –
–11 22 33 44 55 66 77 88
PeriodPeriod(b)(b)
Sta
nd
ard
lab
or
ho
urs
Sta
nd
ard
lab
or
ho
urs
It is also possible to split lots 6 and 11 and move them earlier in the schedule. This would avoid any potential problems with late orders
but would increase inventory holding cost.

© 2008 Prentice Hall, Inc. 14 – 70
Smoothing TacticsSmoothing Tactics
1.1. OverlappingOverlapping Sends part of the work to following Sends part of the work to following
operations before the entire lot is completeoperations before the entire lot is complete
Reduces lead timeReduces lead time
2.2. Operations splittingOperations splitting Sends the lot to two different machines for Sends the lot to two different machines for
the same operationthe same operation Shorter throughput time but increased setup Shorter throughput time but increased setup
costscosts
3.3. Order or lot splittingOrder or lot splitting Breaking up the order into smaller lots and Breaking up the order into smaller lots and
running part ahead of schedulerunning part ahead of schedule

© 2008 Prentice Hall, Inc. 14 – 71
MRP in ServicesMRP in Services
Some services or service items are Some services or service items are directly linked to demand for other directly linked to demand for other servicesservices
These can be treated as dependent These can be treated as dependent demand services or itemsdemand services or items RestaurantsRestaurants
HospitalsHospitals
HotelsHotels

© 2008 Prentice Hall, Inc. 14 – 72
Uncooked linguini #30004
Sauce #30006
Veal #30005
MRP in ServicesMRP in Services
Chef;Work
Center #1
Helper one;Work
Center #2
Asst. Chef;Work
Center #3
Cooked linguini #20002
Spinach #20004
Prepared veal and sauce
#20003
(a) PRODUCT STRUCTURE TREE
Veal picante #10001
Figure 14.10Figure 14.10
© 2008 Prentice Hall, Inc. 14 – 73
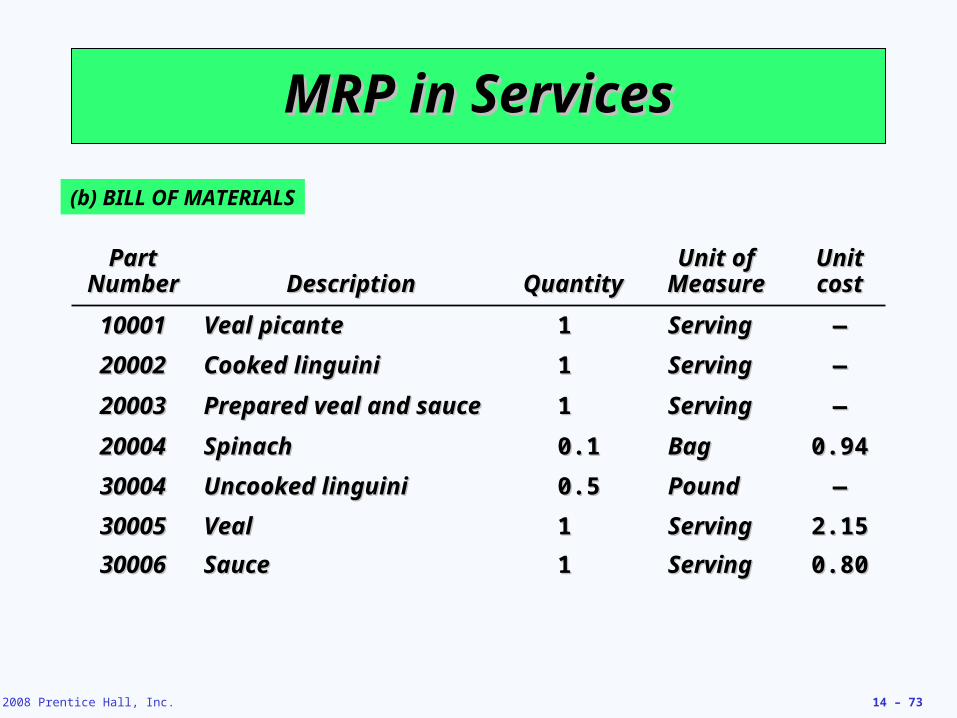
MRP in ServicesMRP in Services
(b) BILL OF MATERIALS
Part Part NumberNumber DescriptionDescription QuantityQuantity
Unit of Unit of MeasureMeasure
Unit Unit costcost
1000110001 Veal picanteVeal picante 11 ServingServing ——
2000220002 Cooked linguiniCooked linguini 11 ServingServing ——
2000320003 Prepared veal and saucePrepared veal and sauce 11 ServingServing ——
2000420004 SpinachSpinach 0.10.1 BagBag 0.940.94
3000430004 Uncooked linguiniUncooked linguini 0.50.5 PoundPound ——
3000530005 VealVeal 11 ServingServing 2.152.15
3000630006 SauceSauce 11 ServingServing 0.800.80

© 2008 Prentice Hall, Inc. 14 – 74
MRP in ServicesMRP in Services
(c) BILL OF LABOR FOR VEAL PICANTE
LaborLabor HoursHours
Work CenterWork Center OperationOperation Labor TypeLabor Type Setup TimeSetup Time Run TimeRun Time
11 Assemble dishAssemble dish ChefChef .0069.0069 .0041.0041
22 Cook linguiniCook linguini Helper oneHelper one .0005.0005 .0022.0022
33 Cook veal Cook veal and sauceand sauce
Assistant ChefAssistant Chef.0125.0125 .0500.0500

© 2008 Prentice Hall, Inc. 14 – 75
Distribution Resource Planning Distribution Resource Planning (DRP)(DRP)
Using dependent demand techniques Using dependent demand techniques through the supply chainthrough the supply chain
Expected demand or sales forecasts Expected demand or sales forecasts become gross requirements become gross requirements
Minimum levels of inventory to meet Minimum levels of inventory to meet customer service levelscustomer service levels
Accurate lead timesAccurate lead times
Definition of the distribution structureDefinition of the distribution structure

© 2008 Prentice Hall, Inc. 14 – 76
Enterprise Resource Planning Enterprise Resource Planning (ERP)(ERP)
An extension of the MRP system to An extension of the MRP system to tie in customers and supplierstie in customers and suppliers
1.1. Allows automation and integration of Allows automation and integration of many business processesmany business processes
2.2. Shares common data bases and Shares common data bases and business practicesbusiness practices
3.3. Produces information in real timeProduces information in real time
Coordinates business from supplier Coordinates business from supplier evaluation to customer invoicingevaluation to customer invoicing
© 2008 Prentice Hall, Inc. 14 – 77
Enterprise Resource Planning Enterprise Resource Planning (ERP)(ERP)
ERP modules includeERP modules include Basic MRPBasic MRP
FinanceFinance
Human resourcesHuman resources
Supply chain management (SCM)Supply chain management (SCM)
Customer relationship management Customer relationship management (CRM)(CRM)
© 2008 Prentice Hall, Inc. 14 – 78
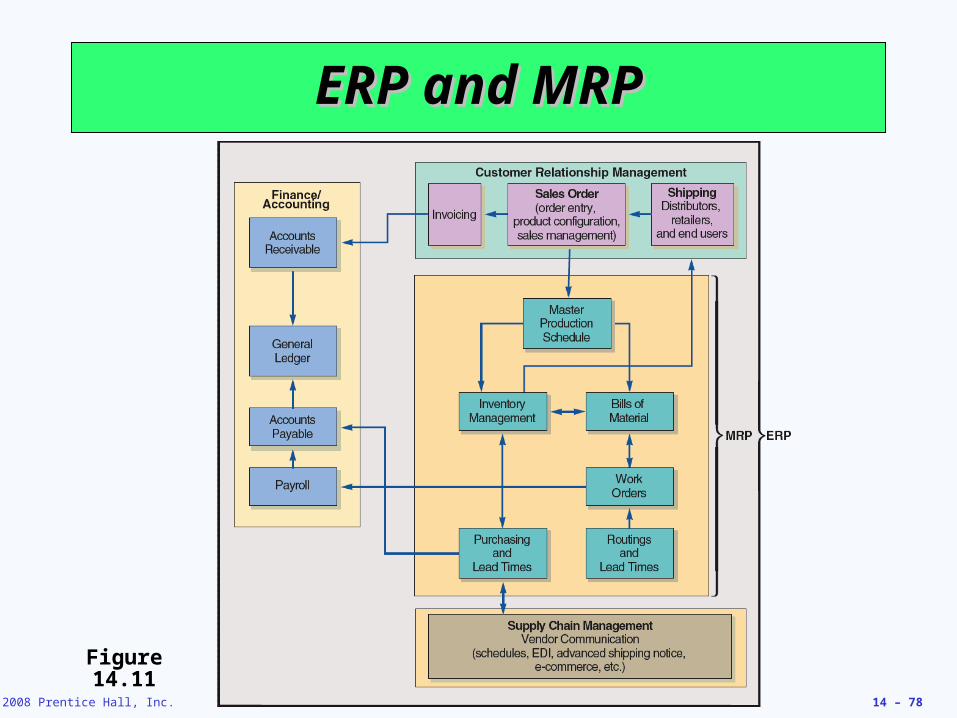
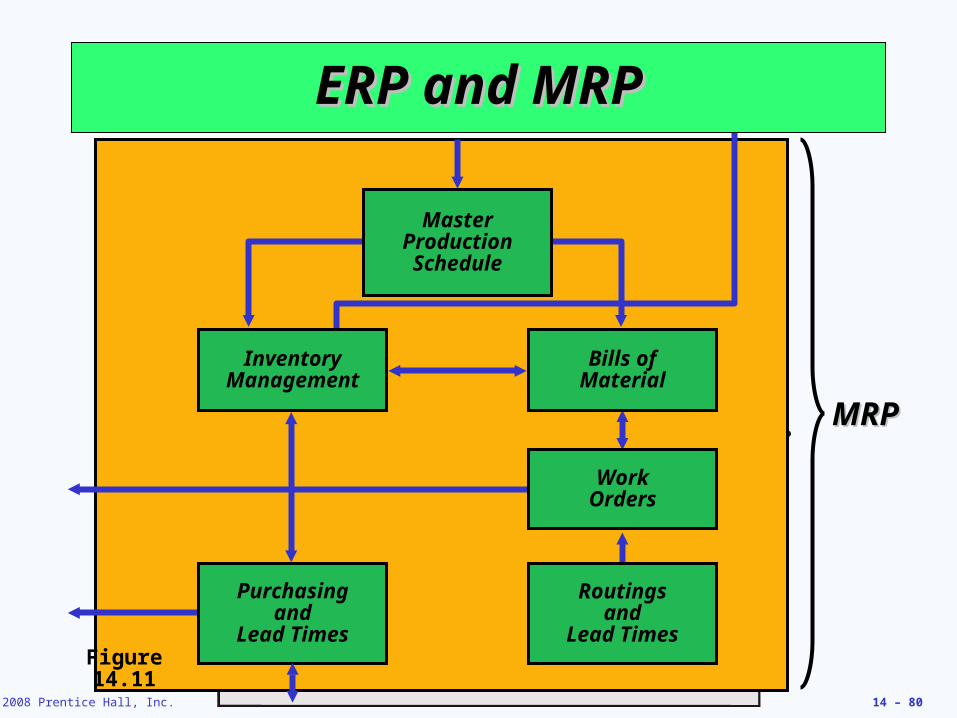
ERP and MRPERP and MRP
Figure 14.11
© 2008 Prentice Hall, Inc. 14 – 79
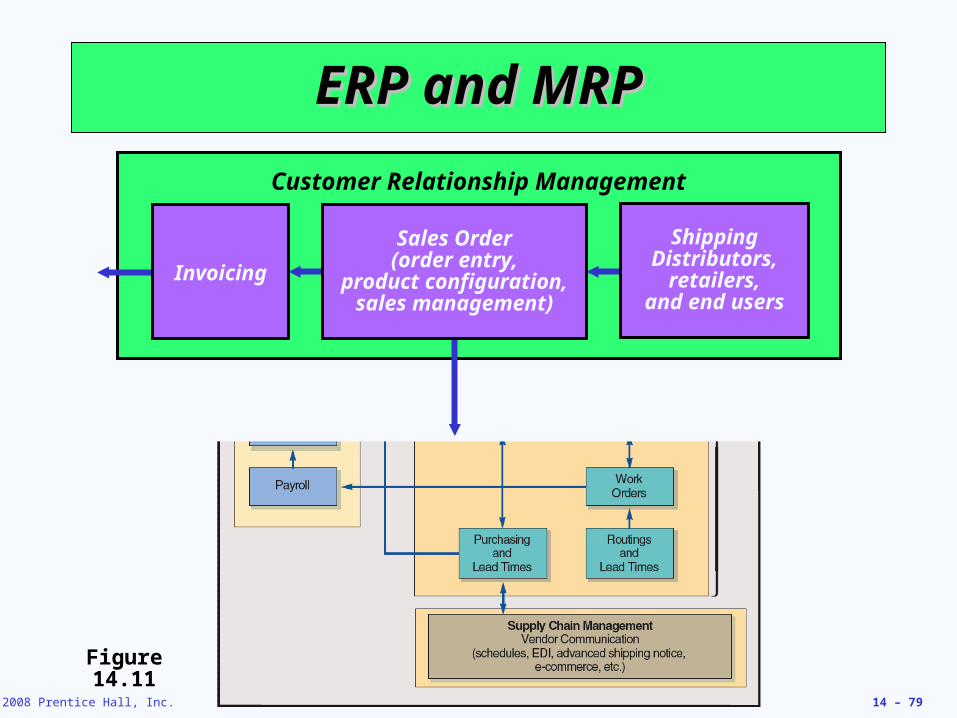
ERP and MRPERP and MRP
Figure 14.11
Customer Relationship Management
Invoicing
ShippingDistributors,
retailers,and end users
Sales Order(order entry,
product configuration,sales management)
© 2008 Prentice Hall, Inc. 14 – 80
Table 13.6
Bills of Material
Work Orders
Purchasingand
Lead Times
Routingsand
Lead Times
Master Production Schedule
Inventory Management
ERP and MRPERP and MRP
Figure 14.11
MRPMRP

© 2008 Prentice Hall, Inc. 14 – 81
ERP and MRPERP and MRP
Figure 14.11
Supply Chain Management
Vendor Communication(schedules, EDI, advanced shipping notice,
e-commerce, etc.)

© 2008 Prentice Hall, Inc. 14 – 82
ERP and MRPERP and MRP
Figure 14.11Table 13.6
Finance/Accounting
General Ledger
Accounts Receivable
Payroll
Accounts Payable
© 2008 Prentice Hall, Inc. 14 – 83
Enterprise Resource Planning Enterprise Resource Planning (ERP)(ERP)
ERP can be highly customized to ERP can be highly customized to meet specific business requirementsmeet specific business requirements
Enterprise application integration Enterprise application integration software (EAI) allows ERP systems software (EAI) allows ERP systems to be integrated withto be integrated with Warehouse managementWarehouse management
LogisticsLogistics
Electronic catalogsElectronic catalogs
Quality managementQuality management
© 2008 Prentice Hall, Inc. 14 – 84
Enterprise Resource Planning Enterprise Resource Planning (ERP)(ERP)
ERP systems have the potential toERP systems have the potential to Reduce transaction costsReduce transaction costs
Increase the speed and accuracy of Increase the speed and accuracy of informationinformation
Facilitates a strategic emphasis on Facilitates a strategic emphasis on JIT systems and integration JIT systems and integration
© 2008 Prentice Hall, Inc. 14 – 85
AdvantagesAdvantages of ERP Systems of ERP Systems
1.1. Provides integration of the supply chain, Provides integration of the supply chain, production, and administrationproduction, and administration
2.2. Creates commonality of databasesCreates commonality of databases
3.3. Can incorporate improved best processesCan incorporate improved best processes
4.4. Increases communication and Increases communication and collaboration between business units and collaboration between business units and sitessites
5.5. Has an off-the-shelf software databaseHas an off-the-shelf software database
6.6. May provide a strategic advantageMay provide a strategic advantage

© 2008 Prentice Hall, Inc. 14 – 86
DisadvantagesDisadvantages of ERP of ERP SystemsSystems
1.1. Is very expensive to purchase and even Is very expensive to purchase and even more so to customizemore so to customize
2.2. Implementation may require major changes Implementation may require major changes in the company and its processesin the company and its processes
3.3. Is so complex that many companies cannot Is so complex that many companies cannot adjust to itadjust to it
4.4. Involves an ongoing, possibly never Involves an ongoing, possibly never completed, process for implementationcompleted, process for implementation
5.5. Expertise is limited with ongoing staffing Expertise is limited with ongoing staffing problemsproblems

© 2008 Prentice Hall, Inc. 14 – 87
SAP’s ERP ModulesSAP’s ERP ModulesFigure 14.12Figure 14.12
Cash to CashCovers all financial related activity:Accounts receivable General ledger Cash managementAccounts payable Treasury Asset management
Dock to DispatchCovers internal inventory management:Warehousing Forecasting Physical inventoryDistribution planning Replenishment planning Material handling
Promote to DeliverCovers front-end customer-oriented activities:MarketingQuote and order processingTransportationDocumentation and labelingAfter sales serviceWarranty and guarantees
Procure to PayCovers sourcing activities:Vendor sourcingPurchase requisitioningPurchase orderingPurchase contractsInbound logisticsSupplier invoicing/ matchingSupplier payment/ settlementSupplier performance
Design to ManufactureCovers internal production activities:Design Shop floor engineering reportingProduction Contract/project engineering managementPlant Subcontractor maintenance management
Recruit to HireCovers all HR- and payroll-oriented activity:Time and attendance PayrollTravel and expenses

© 2008 Prentice Hall, Inc. 14 – 88
ERP in the Service SectorERP in the Service Sector
ERP systems have been developed ERP systems have been developed for health care, government, retail for health care, government, retail stores, hotels, and financial stores, hotels, and financial servicesservices
Also called efficient consumer Also called efficient consumer response (ECR) systemsresponse (ECR) systems
Objective is to tie sales to buying, Objective is to tie sales to buying, inventory, logistics, and productioninventory, logistics, and production
Related Documents











