
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Heat Treatment Study Notes for Mechanical Engineering
Heat treatment of a metal or alloy is a technological procedure, including controlled heating and cooling operations, conducted for the purpose of changing the alloy microstructure and resulting in achieving required properties.
Normalising
• For this process, the metal is placed in the furnace and heated to just above its 'Upper Critical Temperature'.
• When the new grain structure is formed it is then removed from the furnace and allowed to cool in air as it cools new grains will be formed.
• These grains, although similar to the original ones, will, in fact, be smaller and more evenly spaced.
• Normalising is used to relieve stresses and to restore the grain structure to normal.
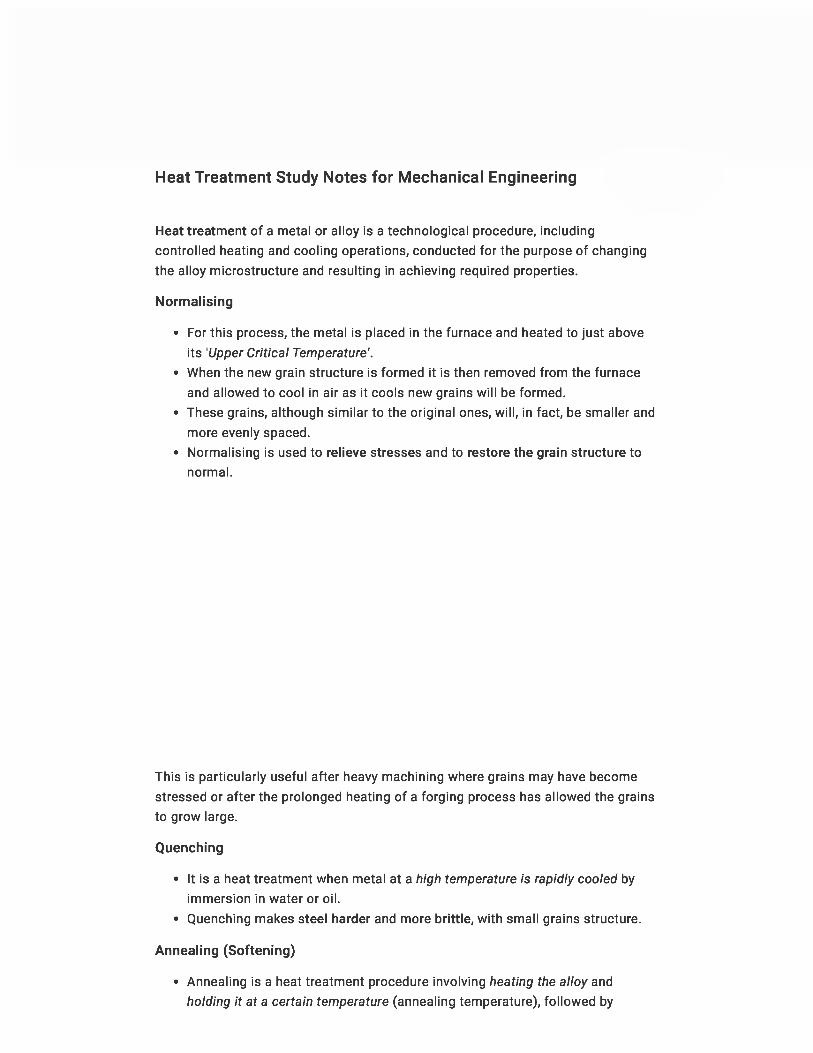
This is particularly useful after heavy machining where grains may have become stressed or after the prolonged heating of a forging process has allowed the grains to grow large.
Quenching
• It is a heat treatment when metal at a high temperature is rapidly cooled by immersion in water or oil.
• Quenching makes steel harder and more brittle, with small grains structure.
Annealing (Softening)
• Annealing is a heat treatment procedure involving heating the alloy and holding it at a certain temperature (annealing temperature), followed by
controlled cooling.• Annealing results in relief of internal stresses, softening, chemical
homogenizing and transformation of the grain structure into more stable state.
• The annealing process is carried out in the same way as normalizing, except that the component is cooled very slowly. This is usually done by leaving the component to cool down in the furnace for up to 48 hours.
• Annealing leaves the metal in its softest possible state and is usually carried out to increase ductility prior to cold working or machining.
• Annealing is carried out in different stages which are classified as:
Stress relief (recovery)
• A relatively low-temperature process of reducing internal mechanical stresses, caused by cold-work, casting or welding.
• During this process atoms move to more stable positions in the crystal lattice. Vacancies and interstitial defects are eliminated and some dislocations are annihilated.
• Recovery heat treatment is used mainly for preventing stress-corrosion cracking and decreasing distortions, caused by internal stresses.
Recrystallization
• It can be easily said to be the alteration of the grain structure of the metal.• If the alloy reaches a particular temperature (recrystallization or annealing
temperature) new grains start to grow from the nuclei formed in the cold worked metal. The new grains absorb imperfections and distortions caused by cold deformation. The grains are equiaxed and independent to the old grain structure.
• As a result of recrystallization mechanical properties (strength, ductility) of the alloy return to the pre-cold-work level.
• The annealing temperature and new grains size are dependent on the degree of cold-work which has been conducted. The more is the cold-work degree, the lower is the annealing temperature and the fine recrystallization grain structure.
• Low degrees of cold-work (less than 5%) may cause the formation of large grains. Usually, the annealing temperature of metals is between one-third to one-half of the freezing point measured in Kelvin (absolute) temperature scale.
Grain growth (over-annealing, secondary recrystallization)
• The growth of the new grains at the expense of their neighbors, occurring at temperature, above the recrystallization temperature.
This process results in coarsening grain structure and is undesirable.
too
-> 80 toa» 60
i "
20
0Tipmperarur* °C
60
Hardening
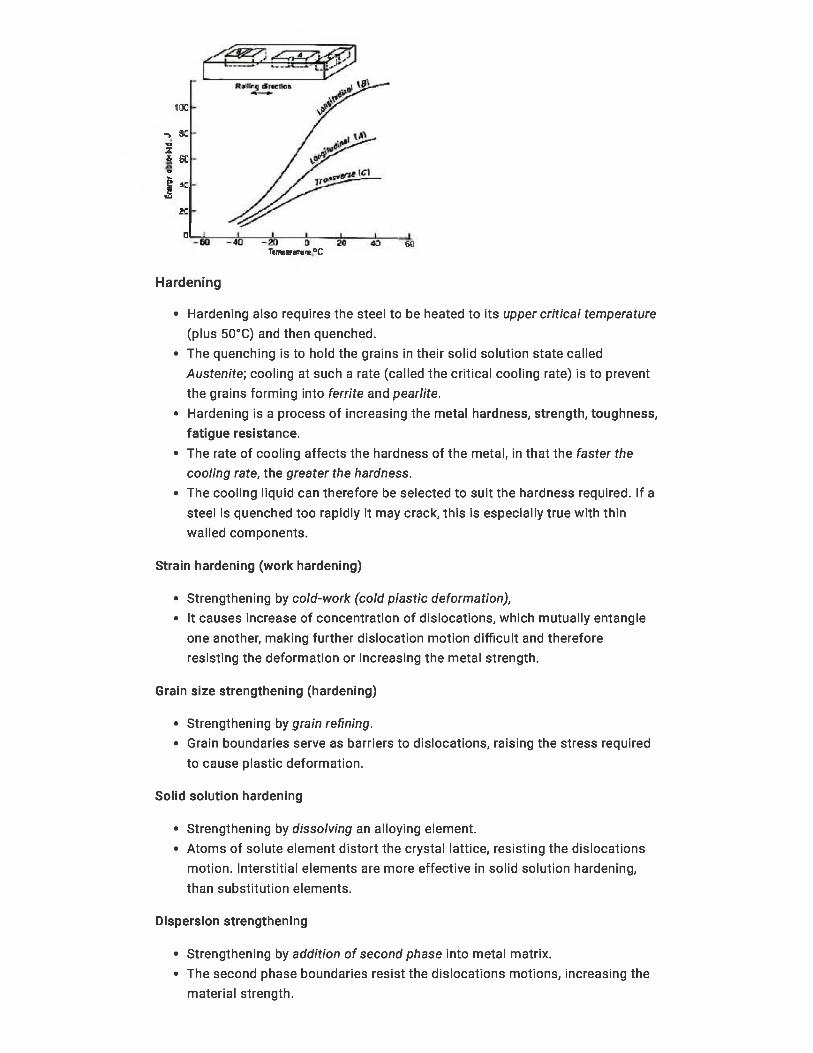
• Hardening also requires the steel to be heated to its upper critical temperature (plus 50°C) and then quenched.
• The quenching is to hold the grains in their solid solution state called Austenite; cooling at such a rate (called the critical cooling rate) is to prevent the grains forming into ferrite and pearlite.
• Hardening is a process of increasing the metal hardness, strength, toughness, fatigue resistance.
• The rate of cooling affects the hardness of the metal, in that the faster the cooling rate, the greater the hardness.
• The cooling liquid can therefore be selected to suit the hardness required. If a steel is quenched too rapidly it may crack, this is especially true with thin walled components.
Strain hardening (work hardening)
• Strengthening by cold-work (cold plastic deformation),• It causes increase of concentration of dislocations, which mutually entangle
one another, making further dislocation motion difficult and therefore resisting the deformation or increasing the metal strength.
Grain size strengthening (hardening)
• Strengthening by grain refining.• Grain boundaries serve as barriers to dislocations, raising the stress required
to cause plastic deformation.
Solid solution hardening
• Strengthening by dissolving an alloying element.• Atoms of solute element distort the crystal lattice, resisting the dislocations
motion. Interstitial elements are more effective in solid solution hardening, than substitution elements.
Dispersion strengthening
• Strengthening by addition of second phase into metal matrix.• The second phase boundaries resist the dislocations motions, increasing the
material strength.
• The strengthening effect may be significant if fine hard particles are added to a soft ductile matrix (composite materials).
Hardening as a result of Spinodal decomposition
• Spinodal structure is characterized by strains on the coherent boundaries between the spinodal phases causing hardening of the alloy.
Precipitation hardening (age hardening)
• Strengthening by precipitation of fine particles of a second phase from a supersaturated solid solution.
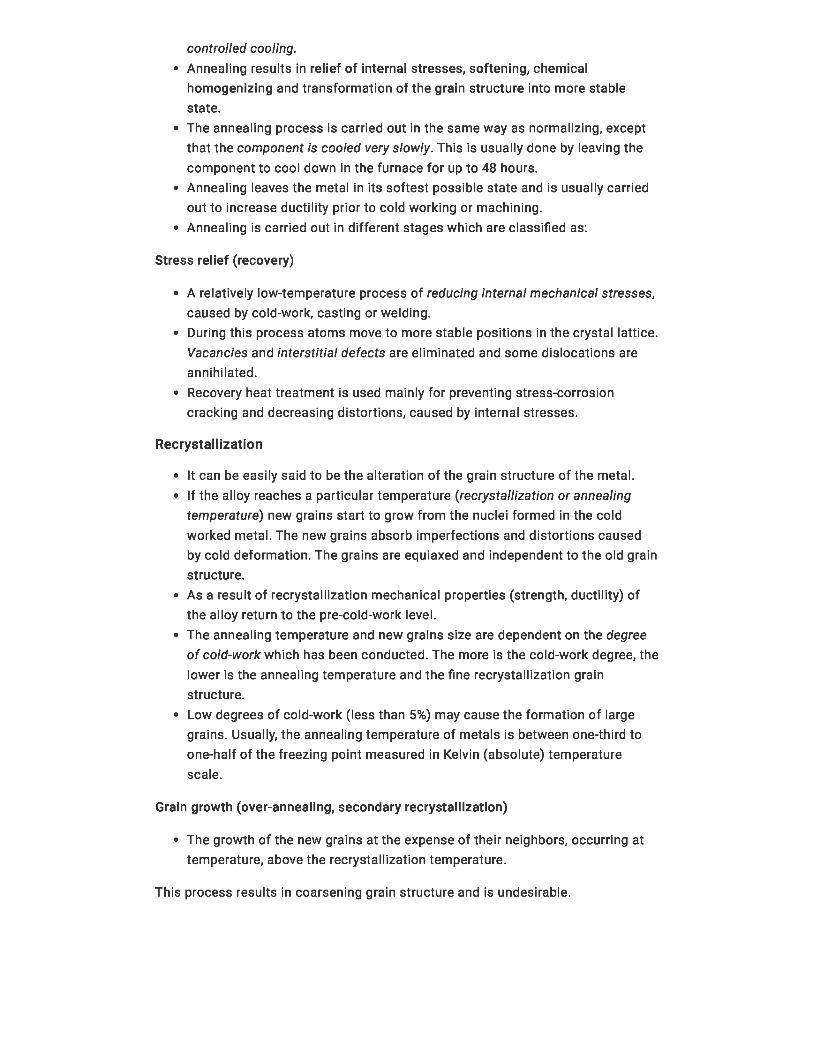
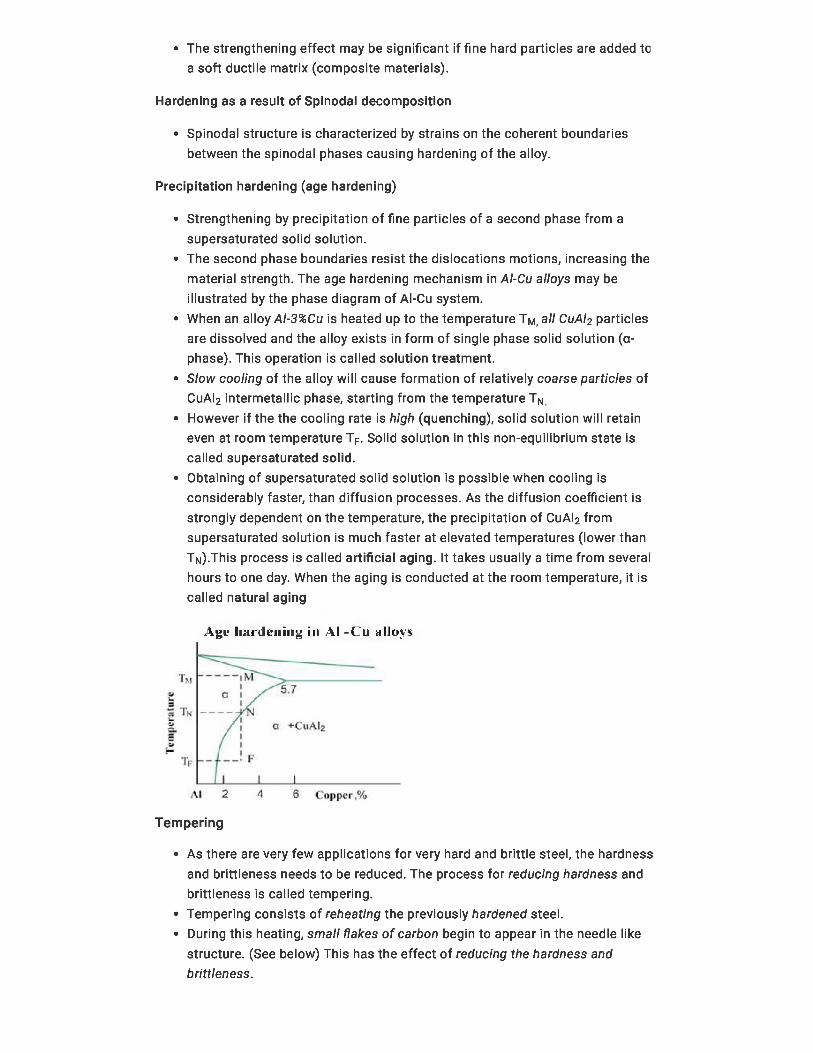
• The second phase boundaries resist the dislocations motions, increasing the material strength. The age hardening mechanism in Al-Cu alloys may be illustrated by the phase diagram of Al-Cu system.
• When an alloy AI-3%Cu is heated up to the temperature TM, all CuAI2 particles are dissolved and the alloy exists in form of single phase solid solution (a- phase). This operation is called solution treatment.
• Slow cooling of the alloy will cause formation of relatively coarse particles of CuAI2 intermetallic phase, starting from the temperature TN
• However if the the cooling rate is high (quenching), solid solution will retain even at room temperature TF. Solid solution in this non-equilibrium state is called supersaturated solid.
• Obtaining of supersaturated solid solution is possible when cooling is considerably faster, than diffusion processes. As the diffusion coefficient is strongly dependent on the temperature, the precipitation of CuAI2 from supersaturated solution is much faster at elevated temperatures (lower than TN).This process is called artificial aging. It takes usually a time from several hours to one day. When the aging is conducted at the room temperature, it is called natural aging
Age hardening in Al -Cu alloys
• As there are very few applications for very hard and brittle steel, the hardness and brittleness needs to be reduced. The process for reducing hardness and brittleness is called tempering.
• Tempering consists of reheating the previously hardened steel.• During this heating, small flakes of carbon begin to appear in the needle like
structure. (See below) This has the effect of reducing the hardness and brittleness.

The temperature to which the steel is reheated depends on the hardness required by the application of the component. The higher the tempering temperature, the less hard will be the resulting steel.
If the steel is polished before tempering, the range of oxide colours that the steel goes through during heating can be used as a guide to its temperature.
Stress Relieving
• When a metal is heated, expansion occurs which is more or less proportional to the temperature rise. Upon cooling a metal, the reverse reaction takes place. That is, a contraction is observed.
• When a steel bar or plate is heated at one point more than at another, as in welding or during forging, internal stresses are set up.
• During heating, expansion of the heated area cannot take place unhindered, and it tends to deform. On cooling, contraction is prevented from taking place by the unyielding cold metal surrounding the heated area.
• The forces attempting to contract the metal are not relieved, and when the metal is cold again, the forces remain as internal stresses. Stresses also result from volume changes which accompany metal transformations and precipitation.
• The term stress has wide usage in the metallurgical field. It is defined simply as bad or force divided by the cross-sectional area of the part to which the bad or force is applied.
• Internal, or residual stresses, are bad because they may cause warping of steel parts when they are machined.
To relieve these stresses, steel is heated to around 7 7 00 °F (595 °C) assuring that the entire part is heated uniformly, then cooled slowly back to room temperature. This procedure is called stress relief annealing, or merely stress relieving
Allotropic Forms of Steel
• The temperature 723°C is known as Curie temperature, below it steel shows magnetic properties and above it steel becomes non-magnetic.
• In the diagram, the carbon percentage is plotted on X-axis and temperature plotted on /-axis.
• The melting point of iron is about 1539°C. The melting temperature of iron varies with increasing carbon percentage.
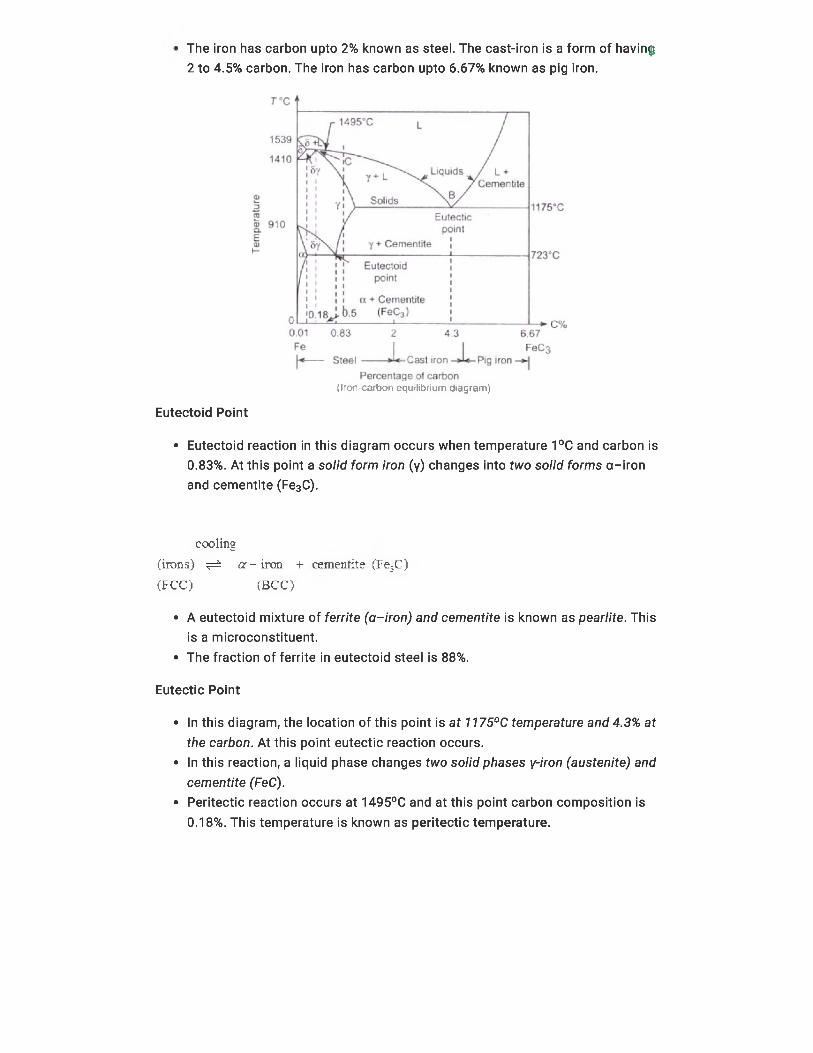
The iron has carbon upto 2% known as steel. The cast-iron is a form of having 2 to 4.5% carbon. The iron has carbon upto 6.67% known as pig iron.
(Iron-carbon equilibrium diagram)
Eutectoid Point
• Eutectoid reaction in this diagram occurs when temperature 1°C and carbon is0.83%. At this point a solid form iron (y) changes into two solid forms a-iron and cementite (Fe3C).
cooling(irons) ^ a - iro n + cementite (Fe3C)(FCC) (BCC) •
• A eutectoid mixture of ferrite (a-iron) and cementite is known as pearlite. This is a microconstituent.
• The fraction of ferrite in eutectoid steel is 88%.
Eutectic Point
• In this diagram, the location of this point is at 1175°C temperature and 4.3% at the carbon. At this point eutectic reaction occurs.
• In this reaction, a liquid phase changes two solid phases y-iron (austenite) and cementite (FeC).
• Peritectic reaction occurs at 1495°C and at this point carbon composition is0.18%. This temperature is known as peritectic temperature.
Introduction of Engineering Materials
Materials are the substances from which things are composed. The fundamental science of materials looks at their structure and properties. Materials engineering is the processing and selection of materials. Processing -► Structure -► Properties -*■ Application. (Read arrow as determines)
A material’s structure determines its properties which in turn determine the applications for which it can be used. However, with knowledge of the structure and some creativity, the engineer can formulate a process that will change the structure and enhance the properties, thereby enabling it to be used for a sophisticated application.Classification of Materials
One way to classify materials is in these six categories:
1. Metals/Alloys2. Ceramics3. Glasses4. Polymers5. Composites6. Semiconductors
An alternate classification of materials uses categories based on their properties:
1. Structural materials2. Electronic materials3. Magnetic materials4. Semiconducting materials5. Optical materials
Metals/Alloys
• Structure:° any metallic element /alloy (see periodic table)° simple crystalline structure ° metallic atomic bonding ° delocalized electrons
• Properties:o high conductivityo not transparent to visible light (i.e. opaque)° lustrous o strong o ductile
• Examples:° iron (Fe)° steel (Fe+C) o aluminum (Al) o copper(Cu)° brass (Cu+Zn)° magnesium (Mg) o titanium (Ti) o nickel (Ni)° zinc (Zn)
Ceramics/ Glasses/ & Glass-Ceramics
• Structure:° compounds of metals and non-metals (see periodic table)° primarily ionic atomic bonding (however, these bonds might have some
covalent character)o ceramics are crystalline (crystalline structure can be relatively simple to
relatively complex)° glasses are amorphous (primarily made of Si02)° glass-ceramics are devitrified glasses
• Properties:° insulative ° refractory ° wear resistant ° brittle ° strong ° hard° chemically stable ° high melting temps ° glasses are transparento gl-cer can have low thermal expansion (good for thermal stresses)
• Examples:° oxides (Al203, MgO, Si02)° nitrides (Si3N4)° carbides ° silicateso lithium-alumino-silicates
o clay ° cement
Polymers (aka Plastics)
• Structure:° organic compounds primarily based on C and H.° large molecular structures in a chain or network configuration ° atomic bonding is covalent on the chains or network and additionally
there is secondary bonds acting between the chains or network.° 5-95% crystalline in relatively simple structures to very complex
• Properties:° very ductile (elastic and plastic)° low density ° low strength ° low melting temp ° high chemical reactivity ° insulative
• Examples:° polyethylene ° PVC ° rubber ° acrylics - 0 ° nylons - N ° fluoroplastics - F ° silicones-Si
Composites
• Structure:° Engineered materials of more than one type, usually a matrix material
with fibers or particulates• Properties:
° Could be anything, depending on constituents, relative amounts and geometry.
° Examples:° fiberglass ° concrete ° asphalt ° wood
Semiconductors
• Structure:° elemental (Group IVA)° compound (Groups IIIA/VA or IIB/VIA)° covalent/ionic bonding ° similar to ceramics
• Properties:° intermediate conductivity which is extremely sensitive to minute
concentrations of impurities

° precise control of chemical purity allows precise control of electrical properties
° techniques exist to produce variations in chemical purity over very small spatial regions
° hence, sophisticated and minute circuitry can be produced in exceptionally small areas (This is what makes micro-circuitry possible in ICs)
• Examples:° Si, Ge, Sn o CaS ° GaAs

Metal Casting Processes Study Notes for Mechanical Engineering
Casting is basically melting a solid material, heating to a special temperature, and pouring the molten material into a cavity or mould, which is in proper shape. In casting, we can make most intricate of shapes, both external and internal. Casting process can be shown in a flow chart as
Pattern makingi
Core makingi
Mouldingi
Melting and pouringi
Cooling and solidificationi
Cleaning
The process can be applied on metals and plastics The process can be applied on metals and plastics.The term The term casting is commonly used for metals and the is commonly used for metals and the term molding is used for plastics.The typical mold for a sand casting is shown in the picture:

idler roll
Ring rolling used to reduce the wall thickness and increase the diameter of a ring
• The set of channels through which a molten metal flows to the mould cavity is called gating system.
• Typical gating system consists of a pouring cup and a sprue receiving the poured melt, runner - a channel through which the melt is supplied to the gates through which the molten metal enters the mould cavity.
• A gating system may include a riser (feed head) - a cavity connected to the gating system feeding the casting when it is shrinking.
• Air within the mould cavity and gases formed when a molten metal contacts the mould surface are removed through the vents.
• The interior cavities of a casting are formed by separate inserts called cores. Cores are usually made of sand and baked.
Pattern Making: First of all, pattern is a replica or facsimile model of desired casting which produces a cavity. Molten metal solidifies in this cavity. The process of making such cavity by using pattern is known as pattern making.Pattern materials are:
1. Wood2. Plastic3. Plaster of Paris4. Wax
Core Making: Cores are used to produce the internal features of part such as hole or any opening. Cores are placed in the cavity produced by pattern.Molding: Moulding is the process to prepare a mould for receiving mould metal.Cores are mold parts used to shape internal holes and cavities. They are also fortification parts of molds where wearing occurs. These parts are made of sand and organic-inorganic bonders such as cereal meals, dextrin, sodium silicate, cement etc. Some properties of cores must have are the followings:
1. High-Temperature Resistivity2. Metal Erosion Resistivity3. Easiness of Deformation After Casting4. Gas Insertion Ability5. Smooth Surfaces6. Saving Physical Properties During Storage
Melting and Pouring: Melting is used to melt the metal, so that it can flow inside mould cavity. Molten metal is poured in pouring cup. This is known as sprue and horizontal portion of this cup and is known as runner. The points through which metal enters into cavity are known as gate.Cooling and Solidification: We know, density of solid is more than liquid. Hence, when molten metal solidifies, the size of solid is less in comparison of molten metal. This process is known as shrinkage.

Cleaning: When metal is cooled and solidified, we withdraw it. Cleaning is done to remove the dust or other particles of moulding sand.Design of Gating System: Bernoulli's theorem plays an important role in regulating the flow of metal in gating system. According to Bernoulli's theorem, 'the total energy head remains constant at any system'. It is given by
pg
v2a
- f h
= constantwhere, p = Pressure (in N/m2 or Pa)
v = Velocity of the liquid (in m/s) h = Potential head (in m) p = Density of the liquid (in kg/m3) g = 9.8 m/s2 = Acceleration due to gravity
According to continuity law, 'mass of the metal flowing at any section in the would is constant'.
m = P1 A1 V1 = p2A2v2But density remain constant.So, Pt = p2
A1 V1 = A2v2 Q = A-|V-| = A2v2
Where, Q = Rate of flow of the metal (in m3/s)A = Area of cross-section of that section, where metal is flowing (in m2) v = Velocity of the metal (in m/s)
Design of Risers: The purpose of riser is to provide liquid metal to compensate liquid and shrinkage during phase change. The secondary purpose of riser is to show that whether casting is full or not. So, a riser is designed in such a way that it stays molten longer than the casting.The solidification time both for casting and riser given as
t — k
(Chvorinovi rule)t = Solidification time (in second)
SA = Surface area (in m2)V = Volume (in m3)
k = Mould constant
• The freezing ratio x of a mould is defined as the ratio of cooling characteristics of casting to the riser.
SAV
SA
V mar
• In order to be able to feed the casting, the riser should solidify last and hence its freezing should be greater than unity.
So, we can write it as
SA > SAI V casting V
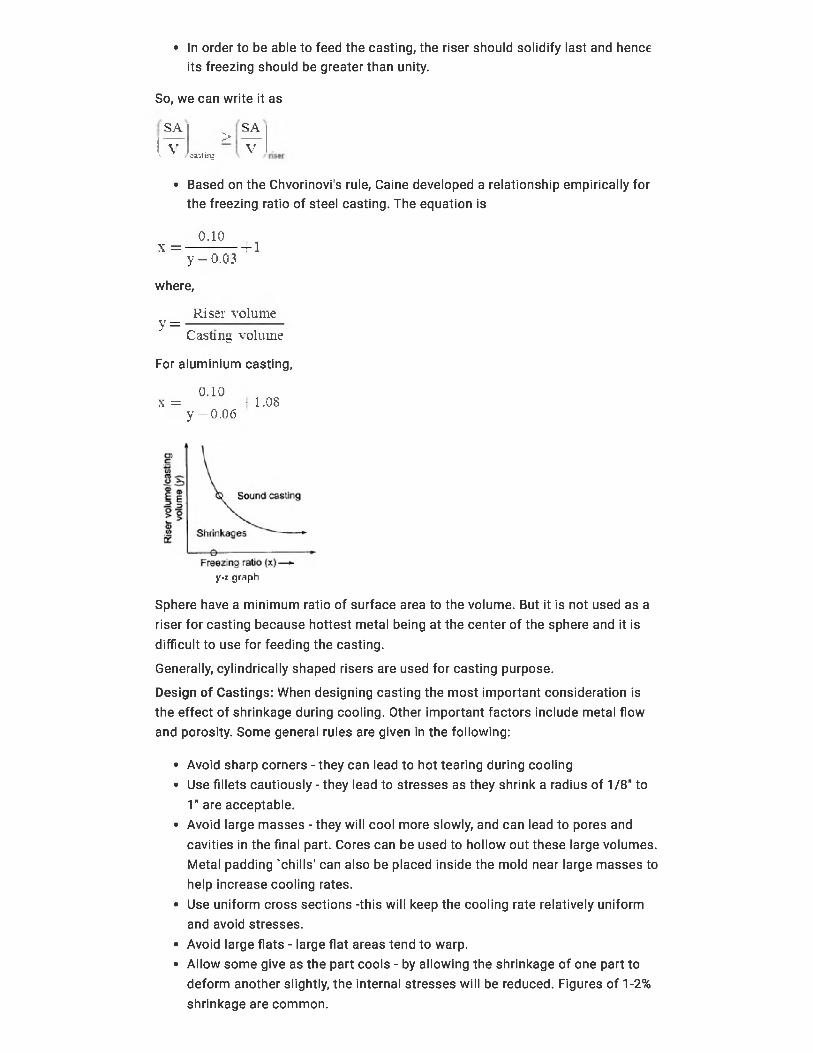
• Based on the Chvorinovi's rule, Caine developed a relationship empirically for the freezing ratio of steel casting. The equation is
0.10x ---------------- h i
y — 0.03
where,
Riser volumey = ----------------------Casting volume
For aluminium casting,
0.10x = ------------+ 1.08
y — 0.06
y-x graph
Sphere have a minimum ratio of surface area to the volume. But it is not used as a riser for casting because hottest metal being at the center of the sphere and it is difficult to use for feeding the casting.
Generally, cylindrically shaped risers are used for casting purpose.
Design of Castings: When designing casting the most important consideration is the effect of shrinkage during cooling. Other important factors include metal flow and porosity. Some general rules are given in the following: •
• Avoid sharp corners - they can lead to hot tearing during cooling• Use fillets cautiously - they lead to stresses as they shrink a radius of 1/8" to
1" are acceptable.• Avoid large masses - they will cool more slowly, and can lead to pores and
cavities in the final part. Cores can be used to hollow out these large volumes. Metal padding 'chills' can also be placed inside the mold near large masses to help increase cooling rates.
• Use uniform cross sections -this will keep the cooling rate relatively uniform and avoid stresses.
• Avoid large flats - large flat areas tend to warp.• Allow some give as the part cools - by allowing the shrinkage of one part to
deform another slightly, the internal stresses will be reduced. Figures of 1-2% shrinkage are common.
GATE Short Notes For Mechanical Engg. (EngineeringMaterials)
Publisher : Faculty Notes Author : Panel Of Experts
Type the URL :https://www.kopykitab.com/product/22943
Get this eBook
40%OFF
Related Documents





![The Effect of Heat Treatment on the Mechanical …intercritical heat treatment on the mechanical properties of AISI 3115 stee l was investigated by Maleque [10 ]. The experimental](https://static.cupdf.com/doc/110x72/5e6ab04ddcfe6d01b5334a04/the-effect-of-heat-treatment-on-the-mechanical-intercritical-heat-treatment-on-the.jpg)





