PAGE 1 OF 33 Hardness Testing THERE ARE TWO BASIC TYPES: – INDENTATION HARDNESS TESTING – REBOUND HARDNESS TESTING INDENTATION HARDNESS TESTING METHODS: – BRINELL ASTM E10 – ROCKWELL ASTM E18 NORMAL / SUPERFICIAL – VICKERS ASTM E92 – KNOOP, VICKERS (Microhardness Method) ASTM E384 – MLP for Hardness Testing of Metallic Materials MLP PB-5 DEFINITION: – HARDNESS IS THE PROPERTY OF THE MATERIAL TO RESIST PERMANENT DEFORMATION.

Hardness Testing_Power Point Training
Nov 18, 2014
Material hardness testing training covering rockwell, brinell, microhardness, etc...
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
PAGE 1 OF 33
Hardness Testing
THERE ARE TWO BASIC TYPES:
– INDENTATION HARDNESS TESTING
– REBOUND HARDNESS TESTING
INDENTATION HARDNESS TESTING METHODS:
– BRINELL ASTM E10
– ROCKWELL ASTM E18NORMAL / SUPERFICIAL
– VICKERS ASTM E92
– KNOOP, VICKERS (Microhardness Method) ASTM E384
– MLP for Hardness Testing of Metallic Materials MLP PB-5
DEFINITION:
– HARDNESS IS THE PROPERTY OF THE MATERIAL TO RESIST PERMANENTDEFORMATION.
PAGE 2 OF 33
Hardness Testing (CONTINUED)
PRINCIPLE OF INDENTATION HARDNESS TESTING:
– AN INDENTER OF KNOWN GEOMETRY AND DIMENSIONS IS IMPRESSED INTO THE
SURFACE OF THE SPECIMEN BY A KNOWN LOAD. THE SIZE OF THE INDENTATION MADE
(AS DETERMINED BY MEASURING ITS DEPTH, OR AREA, DEPENDING ON THE TEST),
PROVIDES AN INDICATION OF THE HARDNESS OF THE MATERIAL.
PURPOSE OF HARDNESS TESTING:
– TO CHECK THAT THE MATERIAL MEETS SPECIFICATION REQUIREMENTS.
– TO CHECK THAT THE MATERIAL IS IN THE CORRECT CONDITION [TEMPER].
– TO PREVENT POSSIBLE MIXING OF MATERIALS.
– HARDNESS IS CONSIDERED TO BE A FAIRLY ACCURATE INDICATOR OF THE MATERIALPROPERTIES.
PAGE 3 OF 33
Hardness Testing (CONTINUED)
ADVANTAGES OF HARDNESS TESTING
– FAST
– RELATIVELY INEXPENSIVE
– CAN BE PERFORMED ON THE FINISHED PRODUCT
– NON-DESTRUCTIVE
– ADAPTABLE PRACTICALLY TO ALL SHAPES AND SIZES
DIFFERENT HARDNESS METHODS, DIFFERENT SCALES
– MATERIAL CONDITION, SIZE, SURFACE FINISH ETC., DETERMINE METHOD TO BE
USED.
PAGE 4 OF 33
Rockwell Hardness TestTEST LOADS – REGULAR: 10 kgf (KILOGRAMS OF FORCE) MINOR LOAD; 60, 100, 150 kgf MAJOR
LOADS– SUPERFICIAL: 3 kgf MINOR LOAD; 15, 30, 45 kgf MAJOR LOADS.
INDENTERS – 120° DIAMOND CONE INDENTER; 1/16, 1/8, 1/4 & 1/2 INCH STEEL BALLPENETRATORS
MEASUREMENT – THE DEPTH OF PENETRATION BETWEEN THE MINOR AND MAJOR LOAD ISMEASURED AND HARDNESS VALUES AREA ARE DIRECTLY DISPLAYED.
PRIMARYCHARACTERISTIC – RAPID, DIRECT-READING TEST FOR PRODUCTION OPERATIONS.
– CONSISTS OF MANY SCALES.
MAJOR AREA OFAPPLICATION – PRODUCTION TESTING OF RELATIVELY SMALL PARTS.
SURFACE FINISH – A REASONABLY SMOOTH SURFACE ( 63 µINCH MAX FOR REGULAR,
32 µINCH MAX FOR SUPERFICIAL) IS REQUIRED
PAGE 5 OF 33
Microhardness TestTEST LOADS – 1 gf TO 1 kgf. (kilograms of force)
INDENTERS – KNOOP DIAMOND INDENTER, OR 136° DIAMOND PYRAMID INDENTER.MEASUREMENT – INDENTATIONS ARE MEASURED OPTICALLY USING CLEMEX MICROHARDNESS
TESTER.– HARDNESS VALUES ARE DISPLAYED AND PLOTTED INTO THE GRAPH.
PRIMARYCHARACTERISTIC – BASICALLY A LABORATORY TEST.
– LONG DIAGONAL OF MARK VIRTUALLY UNAFFECTED BY ELASTIC RECOVERYOF MATERIAL.
– SMALLEST IMPRESSION PERMITS TESTING OF VERY SMALL PARTS AND VERYTHICK SECTIONS.
– CAN DISTINGUISH BETWEEN INDIVIDUAL CONSTITUENTS (CARBURIZE ORNON-CARBURIZE SURFACE).
MAJOR AREA OFAPPLICATION – VERY BRITTLE, OR FRAGILE MATERIALS.
– VERY THIN FOILS, FILMS AND COATINGS.– CASE HARDNESS PROFILES OF CASE HARDENED PARTS.
SURFACE FINISH – GENERALLY, MICROHARDNESS TESTS REQUIRE FLAT, SMOOTH, HIGHLYPOLISHED SURFACES.
– THE SMALLER THE INDENTATION, THE BETTER THE SURFACE FINISH MUST BE.
STANDARD – ASTM E384
PAGE 6 OF 33
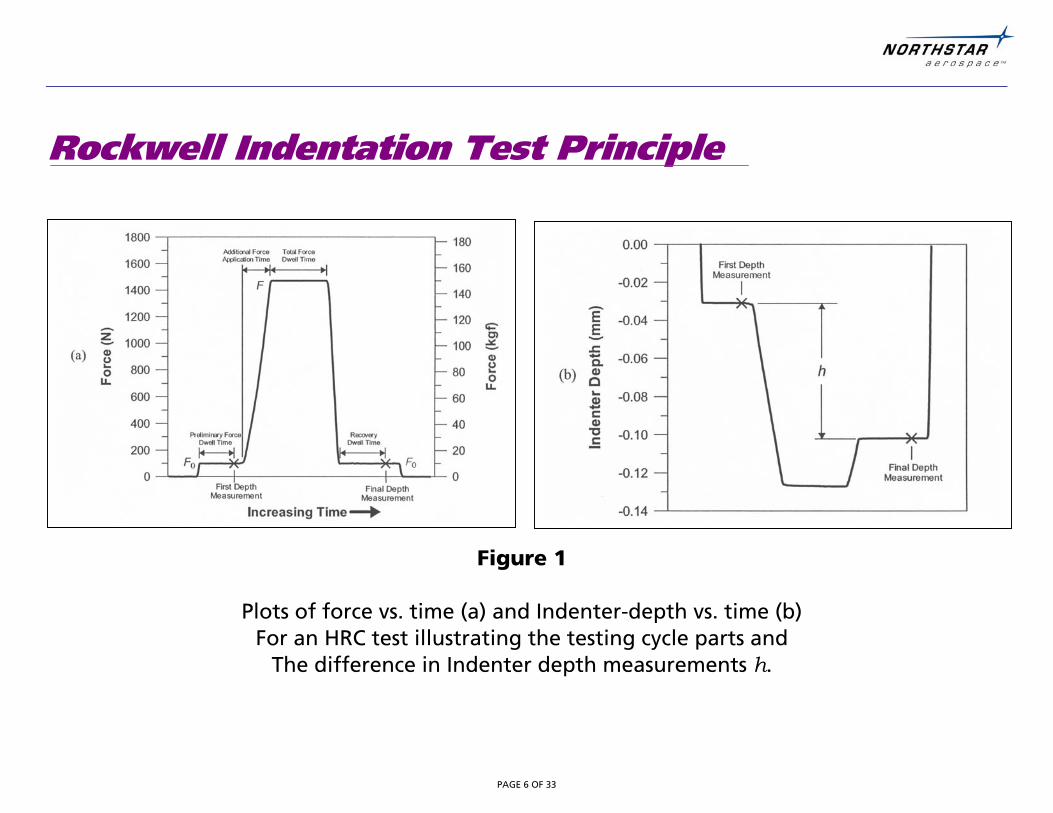
Rockwell Indentation Test Principle
Figure 1
Plots of force vs. time (a) and Indenter-depth vs. time (b)For an HRC test illustrating the testing cycle parts and
The difference in Indenter depth measurements h.
PAGE 7 OF 33
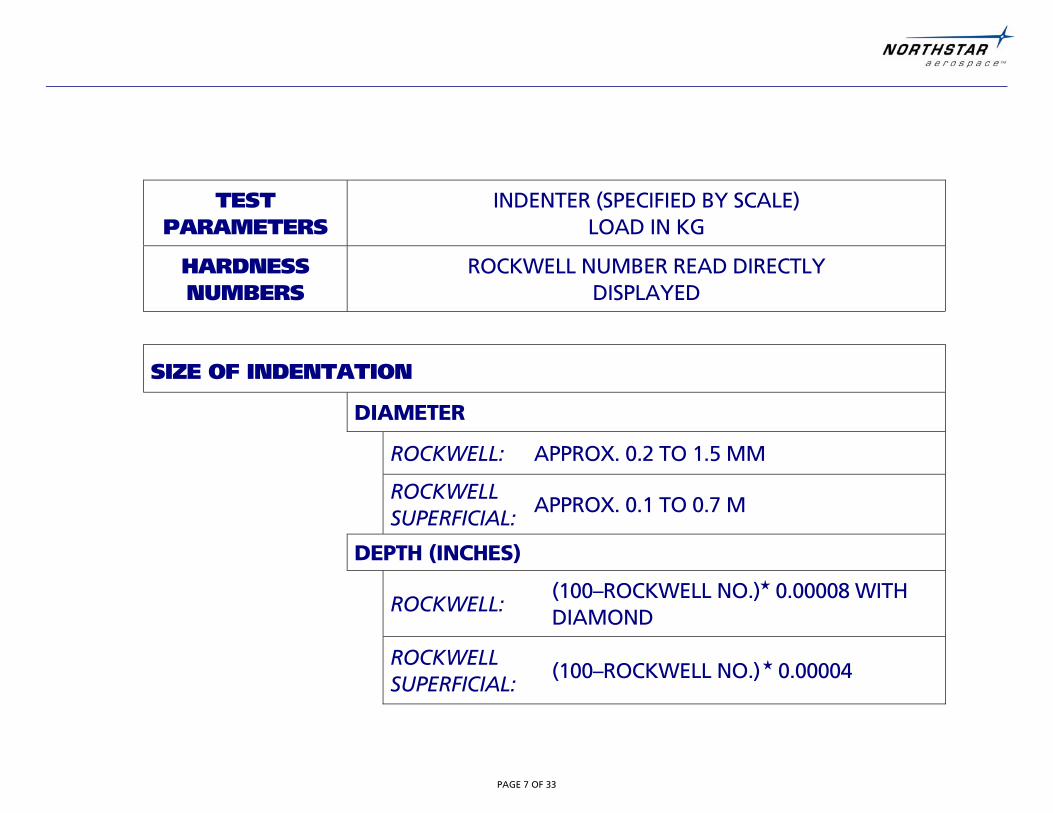
TESTPARAMETERS
INDENTER (SPECIFIED BY SCALE)LOAD IN KG
HARDNESSNUMBERS
ROCKWELL NUMBER READ DIRECTLYDISPLAYED
SIZE OF INDENTATION
DIAMETER
ROCKWELL: APPROX. 0.2 TO 1.5 MM
ROCKWELLSUPERFICIAL:
APPROX. 0.1 TO 0.7 M
DEPTH (INCHES)
ROCKWELL:(100–ROCKWELL NO.) 0.00008 WITHDIAMOND
ROCKWELLSUPERFICIAL:
(100–ROCKWELL NO.) 0.00004
PAGE 8 OF 33
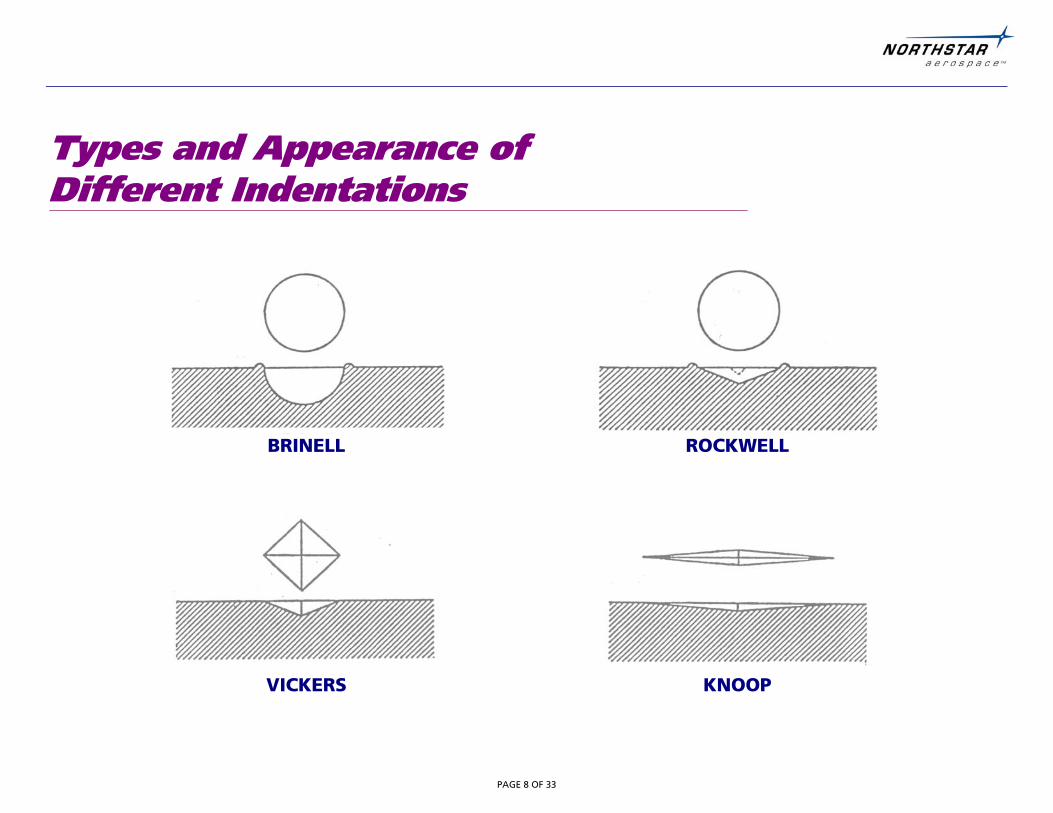
Types and Appearance ofDifferent Indentations
ROCKWELL
VICKERS
BRINELL
KNOOP
PAGE 9 OF 33
Terminology
ROCKWELL HARDNESS TEST:
AN INDENTATION HARDNESS TEST USING A VERIFIED MACHINE TO FORCE A
DIAMONDS SPHEROCONICAL INDENTER, OR HARD STEEL BALL INDENTER UNDER
SPECIFIED CONDITIONS INTO THE SURFACE OF THE MATERIAL UNDER TEST, IN TWO
OPERATIONS.
THE DIFFERENCE IN DEPTHS MEASURED BETWEEN THE PRELIMINARY AND TOTAL TEST
FORCES. (MINOR AND MAJOR LOADS, RESPECTIVELY.)
HARDNESS DESIGNATION:
ROCKWELL HARDNESS NUMBERS HR, ARE ALWAYS QUOTED WITH THE SCALE
SYMBOL REPRESENTING THE INDENTER AND THE FORCES USED.
PAGE 10 OF 33
Terminology (CONTINUED)
HARDNESS DESIGNATION (continued)
THE HARDNESS NUMBER IS FOLLOWED BY THE SYMBOL “HR” AND THE SCALEDESIGNATION:
Example:
64 HRC = ROCKWELL HARDNESS NUMBER OF 64 ON ROCKWELL “C” SCALE.
81 HR30N = ROCKWELL HARDNESS NUMBER OF 81 ON THE ROCKWELL 30N SCALE.
FOR VICKERS (HV) AND KNOOP (HK) THE HARDNESS NUMBERS ARE REPORTED USINGSUBSCRIPT TO INDICATE THE LOAD IN GRAMS-FORCE.
Example: 400 HK 100

PAGE 11 OF 33
Indenters
DIAMOND SPHEROCONICAL INDENTER:
THE DIAMOND INDENTOR SHALL BE FREE FROM SURFACE DEFECTS (CRACKS, CHIPS,PITS, ETC.)
STEEL BALL & PENETRATORS:
THE BALL SHALL BE POLISHED AND FREE FROM SURFACE DEFECTS. THE HARDNESS OFTHE BALLS SHALL NOT BE LESS THAN 850 HV10.
ANVILS:
A SUITABLE ANVIL SHALL BE USED FOR THE SPECIMEN TO BE TESTED.
CYLINDRICAL PIECES SHALL BE TESTED WITH A:
– V-GROOVED ANVIL, OR ON
– HARD, PARALLEL TWIN CYLINDERS
FLAT PIECES SHALL BE TESTED ON A:
– FLAT, SMOOTH BEARING SURFACE
FOR THIN MATERIALS, OR FOR SPECIMENS THAT ARE NOT PERFECTLY FLAT A “SPOT”ANVIL SHALL BE USED.
PAGE 12 OF 33
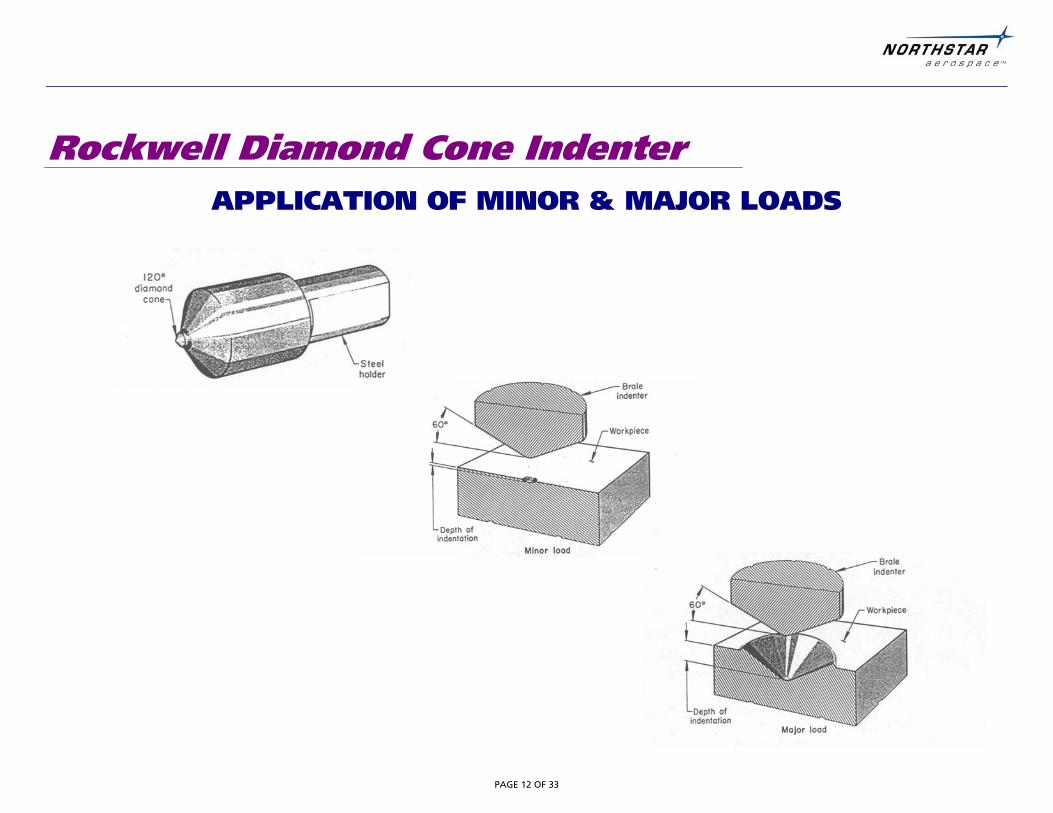
Rockwell Diamond Cone IndenterAPPLICATION OF MINOR & MAJOR LOADS
PAGE 13 OF 33
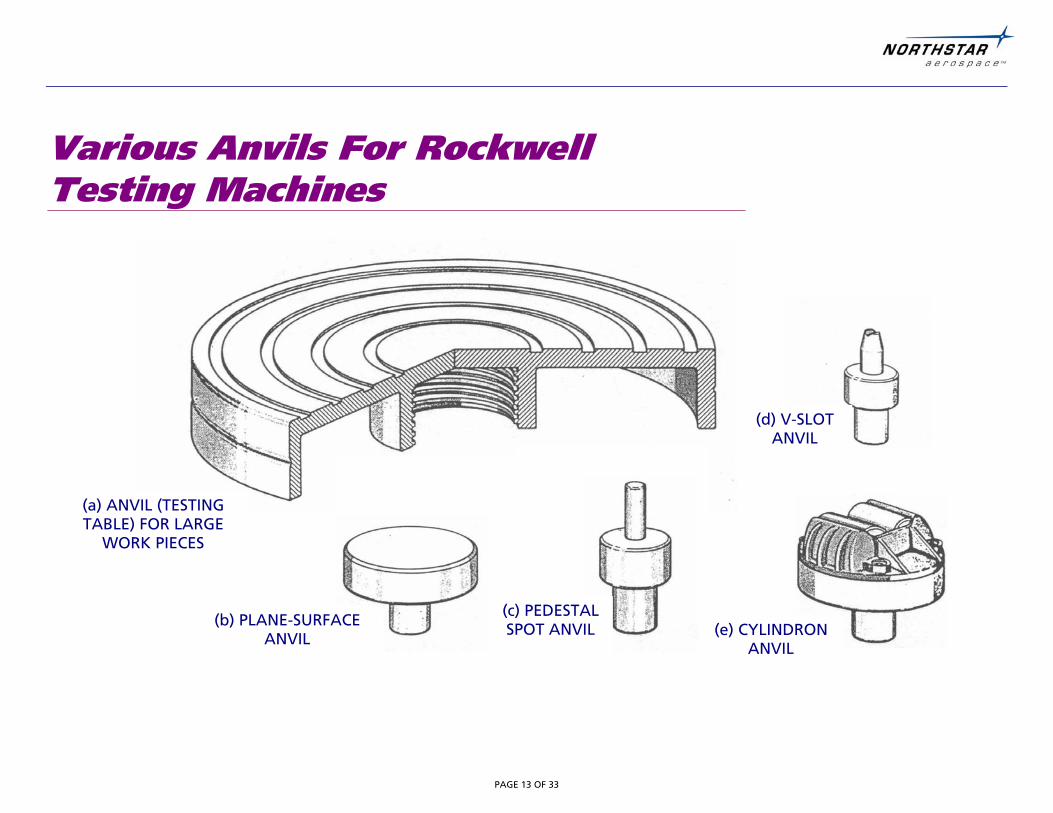
Various Anvils For RockwellTesting Machines
(b) PLANE-SURFACEANVIL
(c) PEDESTALSPOT ANVIL (e) CYLINDRON
ANVIL
(d) V-SLOTANVIL
(a) ANVIL (TESTINGTABLE) FOR LARGE
WORK PIECES
PAGE 14 OF 33
.
DAMAGED ANVILS SHALL BE REPLACED
THE SEATING AND SUPPORTING SURFACES OF ANVILS SHALL BE CLEAN, SMOOTH AND
SHALL BE FREE FROM PITS, HEAVY SCRATCHES, SCORE MARKS, DUST, DIRT AND GREASE.
TEST BLOCKS:
CERTIFIED TEST BLOCKS SHALL BE USED TO VERIFY HARDNESS TESTER.
BEFORE A ROCKWELL HARDNESS TESTING MACHINE IS VERIFIED, IT SHALL BE
CHECKED TO ENSURE THAT:
– THE MACHINE IS PROPERLY SET UP.
– THE INDENTER HOLDER IS PROPERLY SEATED.
– THE INDENTER IS FREE OF DEFECTS, VISUALLY INSPECT AT 5X MAGNIFICATION ANDRECORD
– THE MACHINE IS CALIBRATED (Check the Sticker).
PAGE 15 OF 33
EACH DAY, BEFORE THE TESTING MACHINE IS USED FOR TESTING PRODUCTION
PARTS:
– MAKE AT LEAST TWO PRELIMINARY INDENTATIONS TO ENSURE THAT THE MACHINE
IS WORKING FREELY, AND THAT THE TEST BLOCK, INDENTER AND ANVIL ARE SEATED
CORRECTLY. IGNORE THE READINGS OBTAINED.
– MAKE AT LEAST THREE HARDNESS READINGS ON A CERTIFIED TEST BLOCKS, ON THE
SCALE AND IN THE HARDNESS RANGE THE MACHINE WILL BE USED, RECORD THE
READINGS.
NOTE: USE TWO STANDARDIZED TEST BLOCKS CERTIFIED FOR THE SAME METHODAND SCALE, SERRATED BY AT LEAST TEN HARDNESS POINTS, RECORDREADINGS.
– IF THE READINGS FALL WITHIN THE TOLERANCES MARKED ON THE TEST BLOCK, THE
MACHINE MAY BE REGARDED AS SATISFACTORY. IF NOT, NOTIFY SUPERVISOR.
PAGE 16 OF 33
ProceduresTHE TEST PIECE SHALL BE SUPPORTED RIGIDLY SO THAT NO DISPLACEMENT WILLOCCUR DURING TEST.
BRING INDENTER INTO CONTACT WITH THE TEST SURFACE CAREFULLY ANDAPPLY MINOR LOAD, P0.
ESTABLISH THE REFERENCE POSITION (ZERO DIAL IF REQUIRED) AND APPLYMAJOR LOAD, P1 WITHOUT SHOCK OR VIBRATION.
WHILE MAINTAINING THE MINOR LOAD P0, REMOVE THE ADDITIONAL MAJORLOAD, P1, WITHIN 5 TO 6 SECONDS.
RECORD HARDNESS NUMBER:
AFTER A NEW INDENTER OR ANVIL HAS BEEN MOUNTED, THE FIRST TWOREADINGS SHALL BE DISREGARDED AND THE APPROPRIATE TEST BLOCK SHALLBE CHECKED.
THE DISTANCE BETWEEN THE CENTRE OF TWO ADJACENT INDENTATIONS SHALLBE AT LEAST THREE TIMES THE DIAMETER OF THE INDENTATION.
PAGE 17 OF 33
Procedures (CONTINUED)
THE DISTANCE FROM THE CENTRE OF ANY INDENTATION TO THE EDGE OF THETEST PIECE SHALL BE AT LEAST THREE TIMES THE DIAMETER OF THEINDENTATION.
THERE IS NO GENERAL METHOD OF ACCURATELY CONVERTING THE ROCKWELLHARDNESS NUMBERS ON ONE SCALE TO ROCKWELL HARDNESS NUMBERS ONANOTHER SCALE, OR TO OTHER TYPES OF HARDNESS NUMBERS, OR TO TENSILEVALUES.
SUCH CONVERSIONS ARE, APPROXIMATIONS AND THEREFORE SHOULD BEAVOIDED, (UNLESS REQUESTED BY CUSTOMER P.O.).
REPORT:
THE REPORT SHALL INCLUDE THE FOLLOWING INFORMATION:
– THE ROCKWELL HARDNESS NUMBER.
– THE SCALE USED.
PAGE 18 OF 33
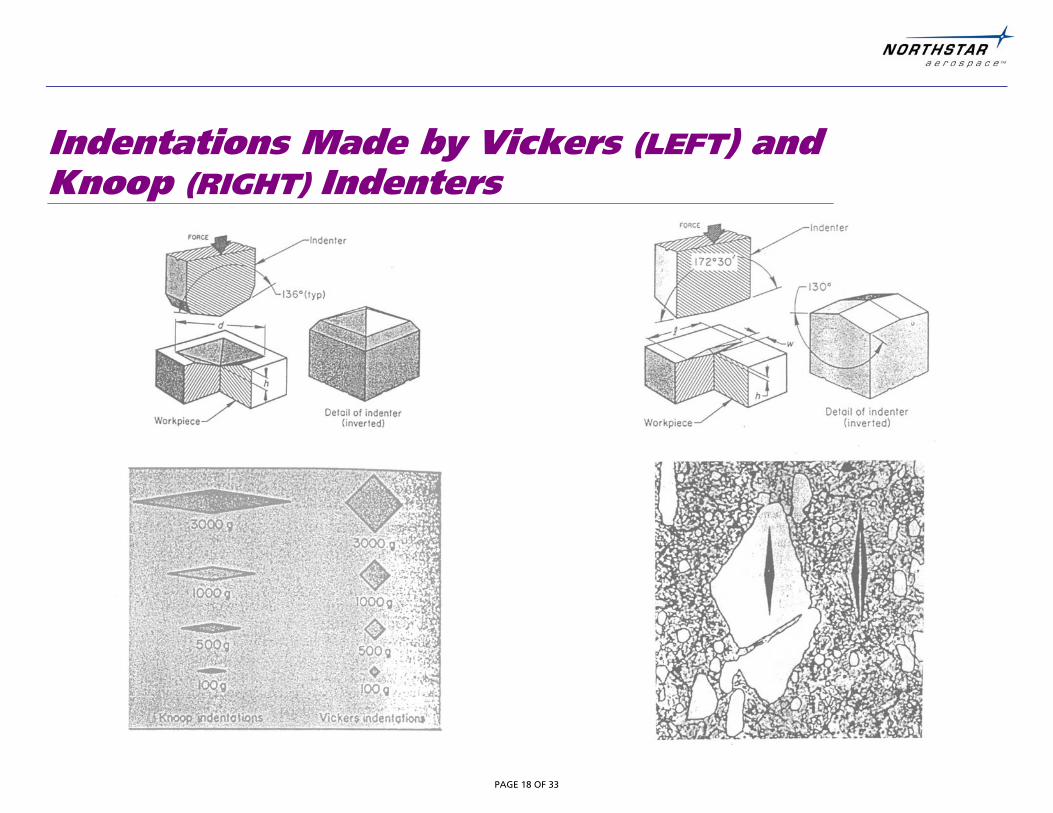
Indentations Made by Vickers (LEFT) andKnoop (RIGHT) Indenters
PAGE 19 OF 33
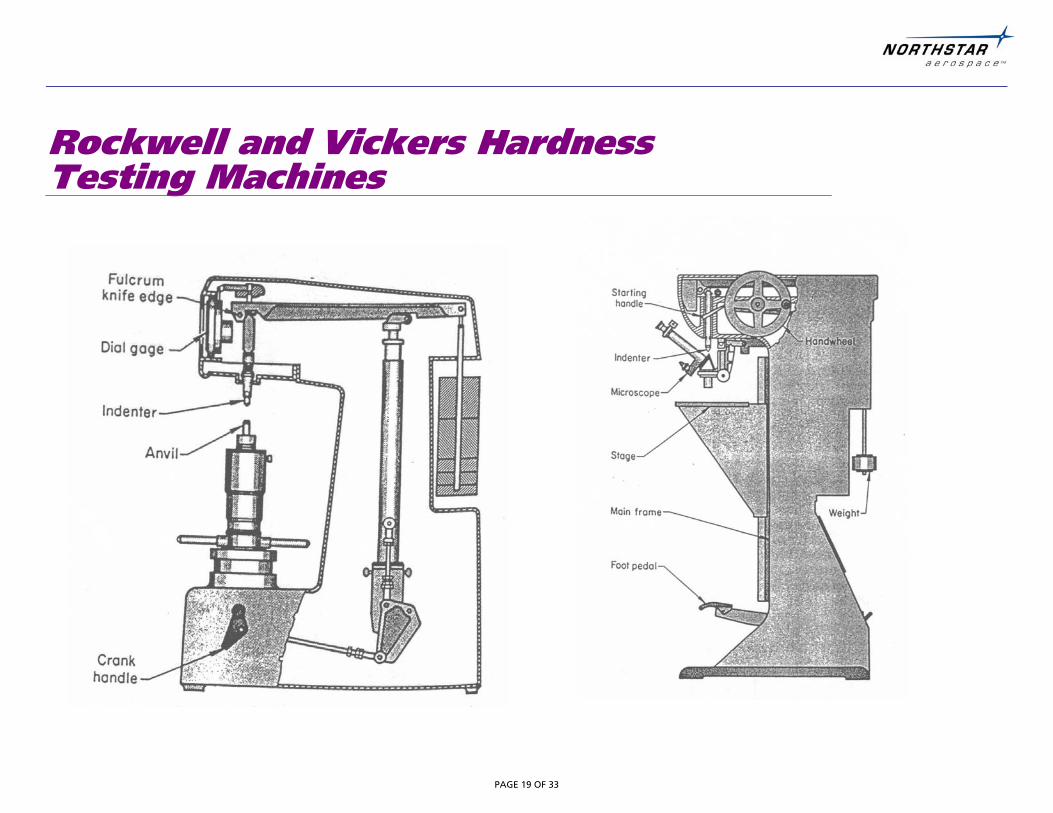
Rockwell and Vickers HardnessTesting Machines
PAGE 20 OF 33
General Guidelines
ON RAW MATERIALS USE HEAVIEST LOAD ALLOWED, PROVIDED
THERE IS SUFFICIENT STOCK REMOVAL FOLLOWING HEAT TREATMENT.
DEPTH OF INDENTATION
ROCKWELL DIAMOND PENETRATOR:
NORMAL: (100-ROCKWELL NUMBER) * 0.00008 (inch)
SUPERFICIAL: (100-ROCKWELL NUMBER) * 0.00004 (inch)
Example:
THE HARDNESS OF A CARBURIZED CASE IS: 90 HR15N.
THE DEPTH OF PENETRATION IS: (100–90) * 0.00004 = 0.0004"
ON THE OTHER HAND, THE PART WITH THE SAME HARDNESS TESTED ONTHE “C” SCALE WILL HAVE A DEPTH OF PENETRATION OF:
(100–59.5) * 0.00008 = 0.0032 inch
PAGE 21 OF 33
General Guidelines (CONTINUED)
SPACING OF INDENTATIONS
INDENTATIONS MUST BE A MINIMUM OF THREE DIAMETERS, OR THREEDIAGONALS FROM THE EDGE OF THE PART.
FOR THE KNOOP INDENTER AT LIGHT LOADS, 1-1/2 TIMES THE LENGTH OFTHE SHORT DIAGONAL IS SUFFICIENT IF THE LONG DIAGONAL PARALLELSTHE EDGE IN QUESTION.
SPECIMEN THICKNESS
AS A GENERAL RULE, THE DEPTH OF PENETRATION SHOULD BE NO MORETHAN 1/10TH OF THE THICKNESS OF THE SPECIMEN, OR OF THE CASE OFCASE HARDENED PARTS.
DEFORMATION OF THE CORE MATERIAL BENEATH THE CASE IS CALLED“BRINELLING”.
PAGE 22 OF 33
General Guidelines (CONTINUED)
SHAPE OF SPECIMENS
IDEALLY HARDNESS SHOULD BE PERFORMED ON A FLAT SURFACE. THEERROR PRODUCED BY PART CURVATURE DEPENDS ON THE RATIO OF MARKSIZE TO THE RADIUS OF CURVATURE OF THE SURFACE.
COMPOSITION OF SPECIMENS
HETEROGENEOUS MATERIALS REQUIRE LARGER INDENTATIONS TO GET ANAVERAGE HARDNESS VALUE HOMOGENOUS MATERIALS MAY BE TESTEDUSING LARGE OR SMALL INDENTATIONS. BRITTLE MATERIALS SHOULD BETESTED WITH LIGHT LOADS.
DESTRUCTIVENESS OF TEST
HARDNESS TESTING MAY BE COME A DESTRUCTIVE TEST IF THEINDENTATION IS TOO LARGE. MARKS LEFT BY VICKERS ARE SELDOMOBJECTIONABLE. NEXT IS ROCKWELL SUPERFICIAL TESTING, FOLLOWED BYROCKWELL.
PAGE 23 OF 33
General Guidelines (CONTINUED)
HARDNESS CONVERSION
CONVERSION OF HARDNESS VALUES FROM ONE SCALE TO ANOTHER
SHOULD BE AVOIDED IF POSSIBLE UNLESS SPECIFIED BY CUSTOMER'S
PURCHASE ORDER. IT IS IMPOSSIBLE FOR CONVERSION TABLES TO BE EXACT
OVER A WIDE RANGE OF MATERIALS AND HARDNESS.
WHEN REPORTING CONVERTED HARDNESS NUMBERS, THE MEASURED
HARDNESS SHALL BE INDICATED IN PARENTHESES AS SHOWN:
61.5 HRC (78.9 HR30N)
HARDNESS CONVERSION TABLES, BASED ON ASTM METHOD E140 ARE GIVEN
IN NORTHSTAR METALLURGICAL LABORATORY PROCEDURE, MLP PB-1.
PAGE 24 OF 33
General Guidelines (CONTINUED)
SURFACE PREPARATION
– SURFACES TO BE HARDNESS TESTED SHALL BE CLEAN, FLAT, SMOOTH AND
FREE FROM FOREIGN MATERIAL.
– AVOID TAKING HARDNESS READINGS ON DECARBURIZED OR CARBURIZED
SURFACES, WHERE CARBONIZING IS NOT A REQUIREMENT.
– PREPARE SUCH SURFACES BY GRINDING OR FILING.
DO NOT MAKE HARDNESS INDENTATIONS ON
– SHOT PEENED SURFACES.
– SUPER FINISHED SURFACES.
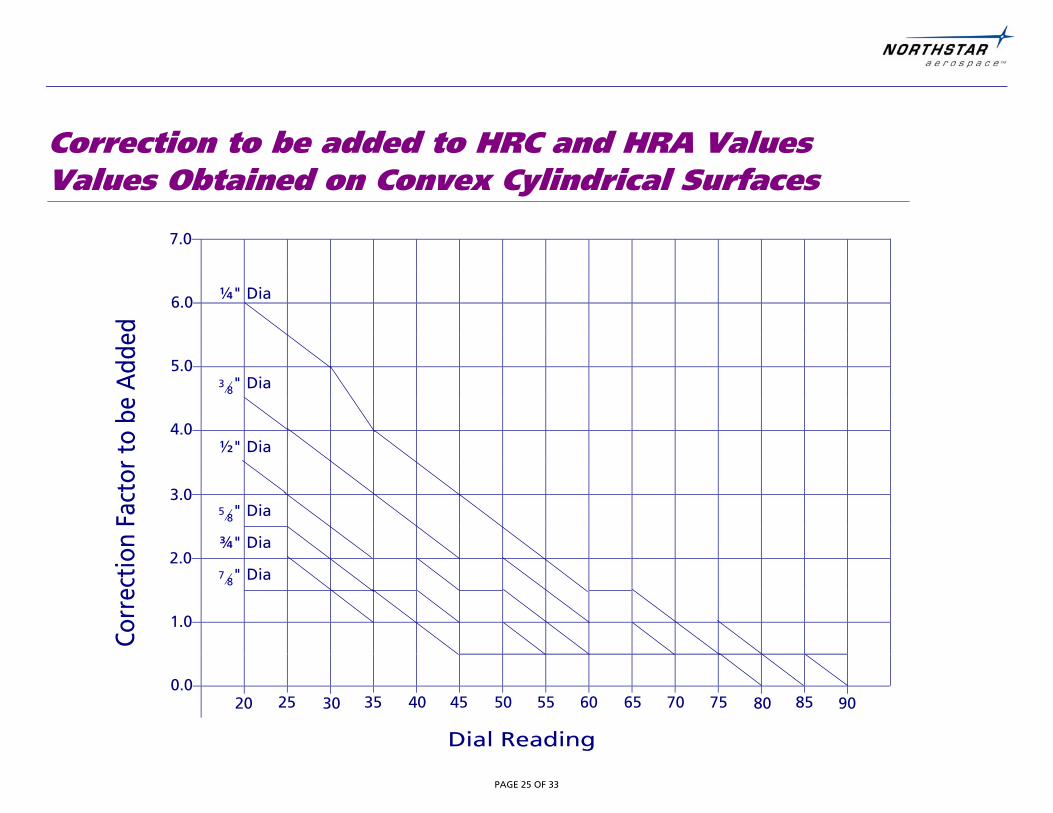
Correction to be added to HRC and HRA Valuesrical Surfaces
0 70 80 9065 75 85
PAGE 25 OF 33
Values Obtained on Convex Cylind
¼" Dia
3⁄8" Dia
½" Dia
5⁄8" Dia
¾" Dia
7⁄8" Dia
7.0
6.0
5.0
4.0
3.0
2.0
1.0
0.0020 25 40 50 630 35 45 55
PAGE 26 OF 33
Important Rules CORRECTION FACTORS FOR MACHINE ERRORS SHALL NOT BE USED IN CERTIFYINGHARDNESS VALUES.
HARDNESS TESTING SHALL ONLY BE PERFORMED ON A SINGLE THICKNESS OFMATERIAL.
MAKE SURE TO USE THE RIGHT INDENTER FOR THE JOB.
MAKE SURE THAT THE ANVIL IS FREE OF DENTS, NICKS AND OTHER DAMAGE.
MAKE SURE THE UNDERSIDE OF THE PART IS CLEAN AND FREE OF NICKS, DENTS ETC.
WHEN REMOVING ANVILS COVER THE TOP WITH YOUR HAND, TO AVOID HITTING ANDCHIPPING THE DIAMOND INDENTER.
ALWAYS TEST THE HARDNESS MACHINE USING TEST BLOCKS BEFORE STARTING THESHIFT.
RECORD HARDNESS VALUES OBTAINED IN THE LOG BOOK, DATE AND SIGN.
ENSURE THAT THE HARDNESS MACHINE HAS A VALID CALIBRATION STICKER.
OUT OF CALIBRATION MACHINES SHALL BE QUARANTINED.
PAGE 27 OF 33
Important Rules (CONTINUED)
DO NOT USE TEST BLOCKS WITH INDICATIONS ON SITTING AREAS.
ENSURE THAT THE TEST BLOCKS ARE USED ON THE IDENTIFIED FACE AND HAVEENOUGH UNUSED AREAS TO PROVIDE VALID READINGS.
USE TEST BLOCKS THAT APPROXIMATE THE HARDNESS OF THE PARTS TO BE TESTED.
DAMAGED EQUIPMENT SHALL BE REPAIRED OR CHANGED.
REPORT DISCREPANCIES TO THE RESPONSIBLE SUPERVISOR.
WHEN INCORRECT READING IS OBTAINED, REFEREE TEST SHALL BE PERFORMED.
WHEN DEEMED NECESSARY TO PERFORM REFEREE TEST ONE OF THE FOLLOWINGMETHODS SHALL BE USED:
(A) RE-PREPARATION OF THE SPECIMEN TO IMPROVE SURFACE FINISH, PARALLELISMAND/OR FLATNESS.
(B) SELECTION OF LOAD WHICH PRODUCED MAXIMUM SENSITIVITY OF READINGS(HIGHER LOAD FOR HIGHER HARDNESS).
(C) USE OF DIRECT READING DIGITAL EQUIPMENT INSTEAD OF EQUIPMENT REQUIRINGHUMAN INTERPRETATION OF READINGS.
(D) MAKE THREE TO FIVE IMPRESSIONS. ALL READINGS SHALL CONFORM TOSPECIFICATION, REPORT THE MEDIAN VALUE.
PAGE 28 OF 33
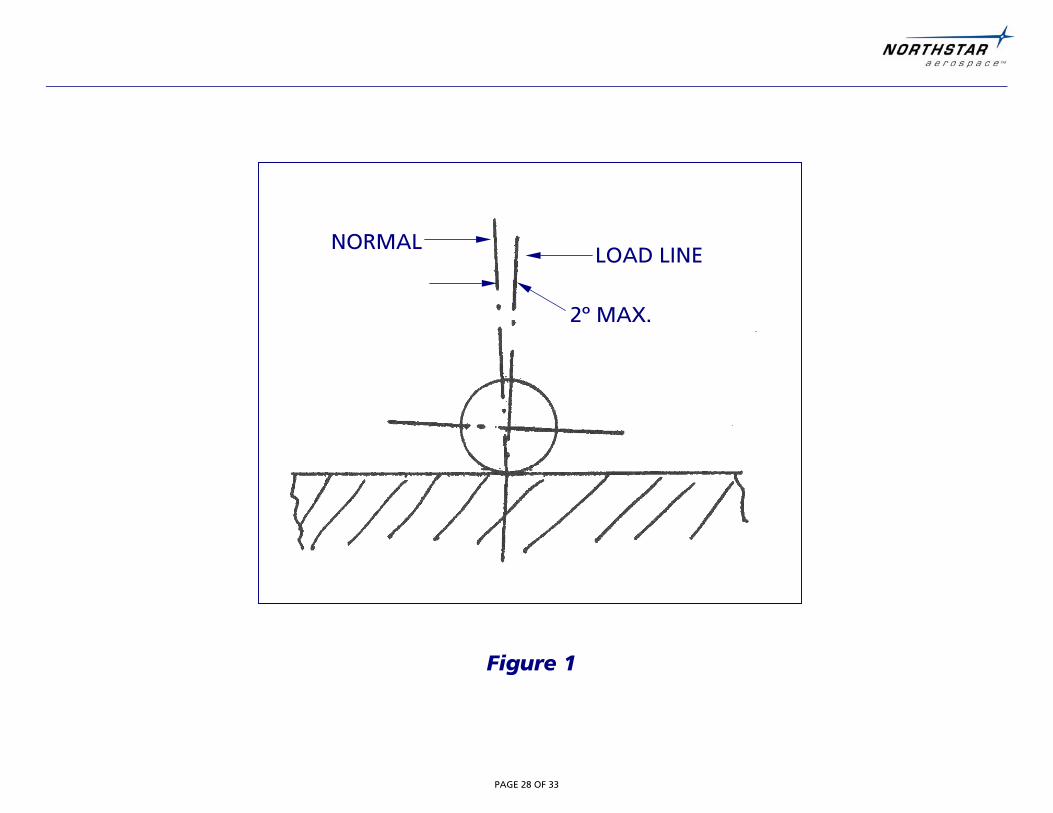
Figure 1
NORMALLOAD
2º MAX.
LINE
PAGE 29 OF 33
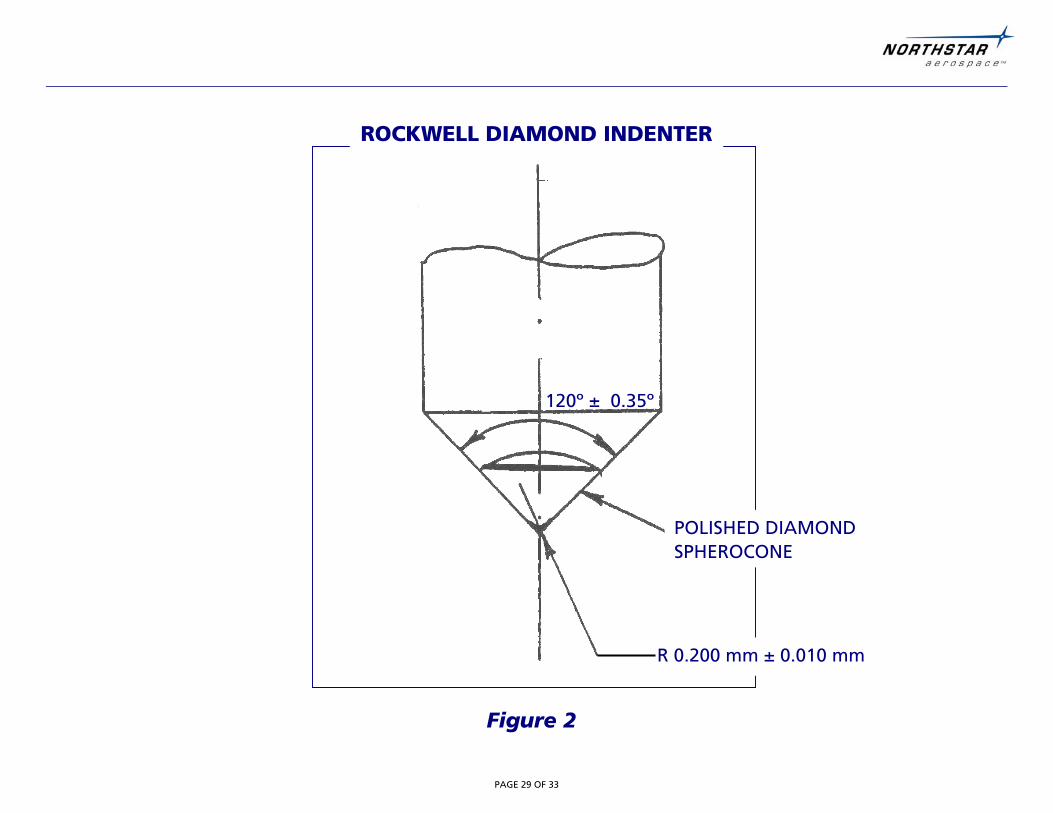
Figure 2
POLISHED DIAMONDSPHEROCONE
R 0.200 mm ± 0.010 mm
120º ± 0.35º
ROCKWELL DIAMOND INDENTER
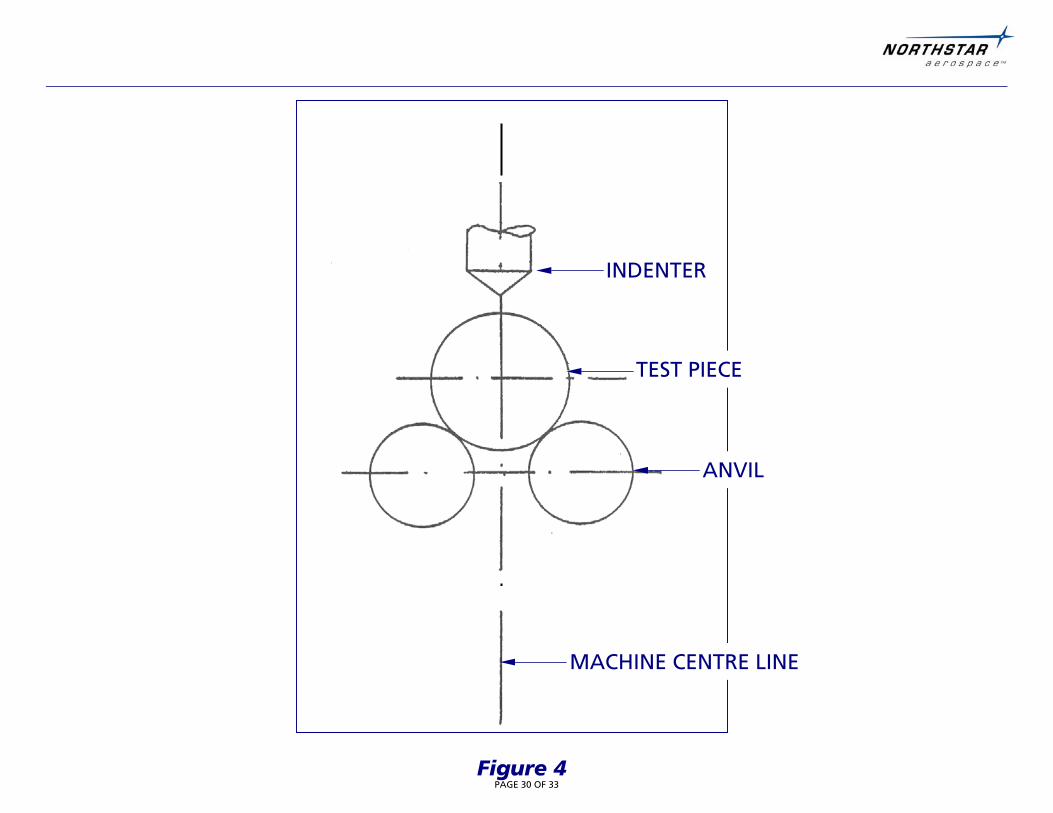
PAGE 30 OF 33Figure 4
INDENTER
TEST P
MACHINE CE
IECE
ANVIL
NTRE LINE

PAGE 31 OF 33
Figure 5
INDENTER
TEST PIECE
MACHINE C
ANVIL
ENTRE LINE
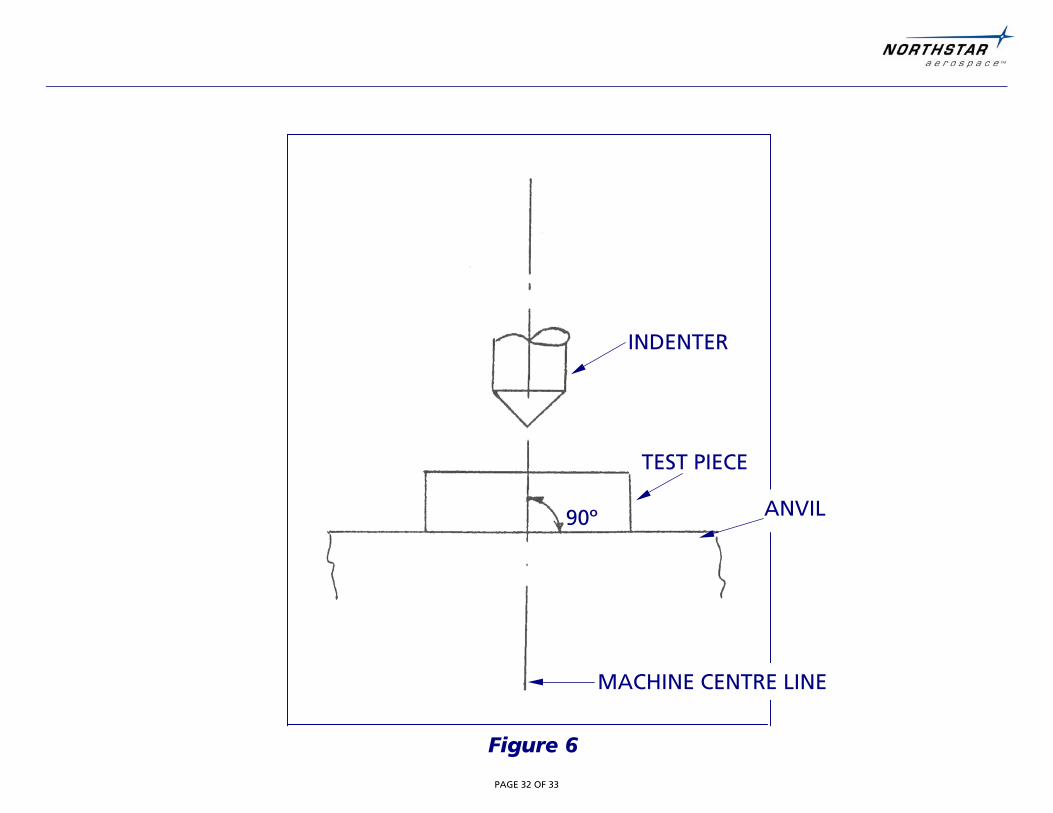
PAGE 32 OF 33
INDE
TES
MACHIN
90º
Figure 6
NTER
T PIECE
ANVIL
E CENTRE LINE
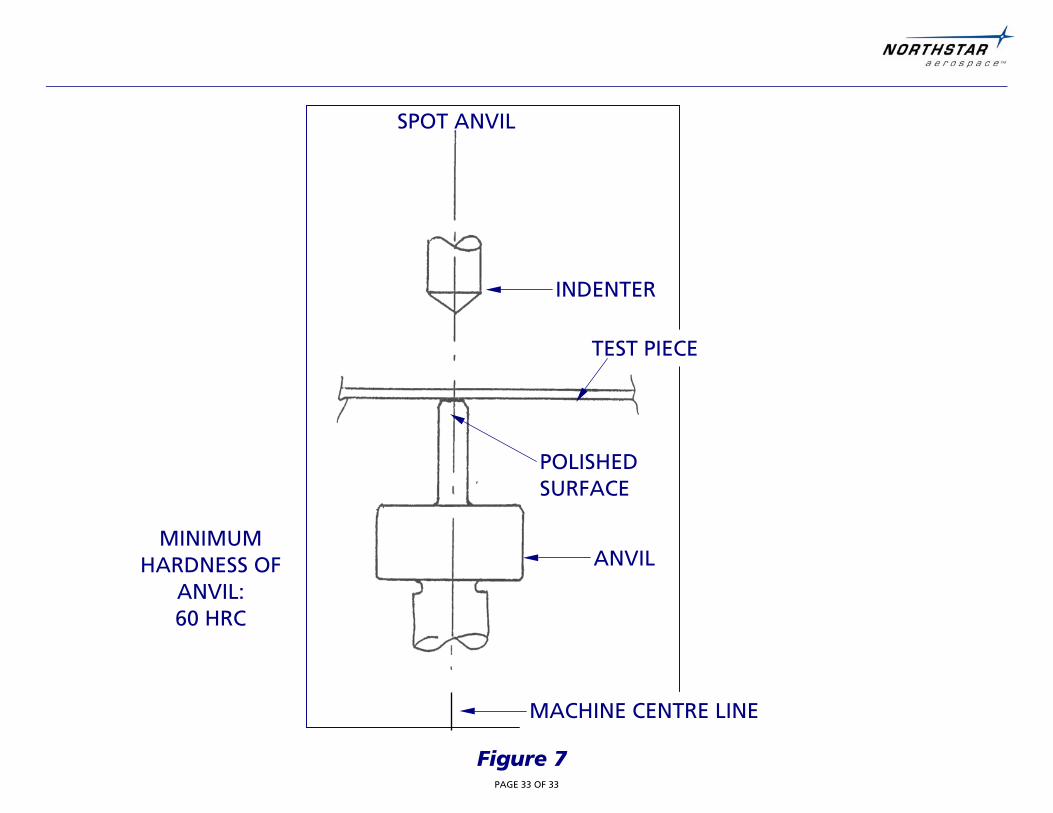
SPOT ANVIL
MINIMUMHARDNESS
ANVIL:60 HRC
PAGE 33 OF 33
Figure 7
INDENTER
TEST PIECE
ANVIL
MACHINE CENTRE LINE
POLISHEDSURFACE
OF
Related Documents











