Guía de Laboratorio IND-LAB-CAL Rev – 1 Inspección por Variables IND 1477 LAB 1477-5 1 INSPECCIÓN POR VARIABLES 1.- OBJETIVO El objetivo del presente laboratorio es que el estudiante conozca y pueda establecer planes y procedimientos para la inspección por variables. Se utilizará como norma base la MIL-STD 414 o su equivalente civil ANSI ASQC Z1.9. 2.- FUNDAMENTO TEÓRICO La inspección es el proceso de medir, examinar, evaluar o de lo contrario comparar la unidad de un producto con los requerimientos establecidos. La inspección por variables es aquella en la cual la unidad de producto es medida en una escala continua como libras, pulgadas, metros, kilos y una de estas medidas se conserva. La unidad de producto es la “entidad” inspeccionada para determinar su característica de calidad medible. 2.1 CARACTERÍSTICAS DE CALIDAD La característica de calidad para la inspección por variables es la característica de una unidad de producto que es medida para determinar su conformidad con un requerimiento dado. 2.2 LÍMITES DE LA ESPECIFICACIÓN Los límites de especificación son los requerimientos que una característica de calidad deben cumplir. Este requerimiento puede ser expresado en un límite de especificación superior o inferior denominado límite de especificación simple, o superior e inferior llamado límite de especificación doble. 2.3 PORCENTAJE DE UNIDADES DEFECTUOSAS 2.3.1 EXPRESIÓN DE NO CONFORMIDAD La magnitud de no conformidad del producto debe estar representada en términos de porcentaje defectuoso. 2.3.2 PORCENTAJE DEFECTUOSO El porcentaje de defectos de una característica de calidad para un lote dado de producto es el número de unidades de producto defectuosas (para la característica en consideración) divididas entre el número total de unidades de producto inspeccionadas y multiplicadas por cien. Es decir: Porcentaje defectuoso = (Número de unidades defectuosas/Número de unidades inspeccionadas)*100 2.4 NIVEL DE CALIDAD ACEPTABLE (AQL) El AQL es un valor expresado en términos de un porcentaje defectuoso especificado para una característica de calidad simple. Los valores numéricos más aplicados de AQLs oscilan entre 0.04 a 15.00 se muestran en la Tabla A-1.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Inspección por Variables
IND 1477 LAB 1477-5
1
INSPECCIÓN POR VARIABLES
1.- OBJETIVO
El objetivo del presente laboratorio es que el estudiante conozca y pueda establecer planes y procedimientos para la inspección por variables. Se utilizará como norma base la MIL-STD 414 o su equivalente civil ANSI ASQC Z1.9.
2.- FUNDAMENTO TEÓRICO
La inspección es el proceso de medir, examinar, evaluar o de lo contrario comparar la unidad de un producto con los requerimientos establecidos. La inspección por variables es aquella en la cual la unidad de producto es medida en una escala continua como libras, pulgadas, metros, kilos y una de estas medidas se conserva. La unidad de producto es la “entidad” inspeccionada para determinar su característica de calidad medible.
2.1 CARACTERÍSTICAS DE CALIDAD
La característica de calidad para la inspección por variables es la característica de una unidad de producto que es medida para determinar su conformidad con un requerimiento dado.
2.2 LÍMITES DE LA ESPECIFICACIÓN
Los límites de especificación son los requerimientos que una característica de calidad deben cumplir. Este requerimiento puede ser expresado en un límite de especificación superior o inferior denominado límite de especificación simple, o superior e inferior llamado límite de especificación doble.
2.3 PORCENTAJE DE UNIDADES DEFECTUOSAS
2.3.1 EXPRESIÓN DE NO CONFORMIDAD
La magnitud de no conformidad del producto debe estar representada en términos de porcentaje defectuoso.
2.3.2 PORCENTAJE DEFECTUOSO
El porcentaje de defectos de una característica de calidad para un lote dado de producto es el número de unidades de producto defectuosas (para la característica en consideración) divididas entre el número total de unidades de producto inspeccionadas y multiplicadas por cien. Es decir:
Porcentaje defectuoso = (Número de unidades defectuosas/Número de unidades inspeccionadas)*100
2.4 NIVEL DE CALIDAD ACEPTABLE (AQL)
El AQL es un valor expresado en términos de un porcentaje defectuoso especificado para una característica de calidad simple. Los valores numéricos más aplicados de AQLs oscilan entre 0.04 a 15.00 se muestran en la Tabla A-1.

Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Inspección por Variables
IND 1477 LAB 1477-5
2
2.4.1 ESPECIFICANDO EL AQL
El AQL a ser usado para la característica simple de un producto debe ser claramente especificado. En el caso de una especificación doble, debe estar claro ya sea el valor de AQL para el total de porcentaje defectuoso fuera de los límites (superior o inferior) o dos valores de AQL especificados, uno para el límite superior y otro para el límite inferior
2.5 ACEPTACIÓN Y RECHAZO
2.5.1 ACEPTABILIDAD DE LOTES O GRUPOS
La aceptabilidad de un lote de material entregado para la inspección debe ser determinada por el uso de un plan de muestreo asociado con un valor especificado de AQL, se trabaja considerando que la variabilidad es desconocida.
2.5.2 ESCOGER UN PLAN DE MUESTREO
Los planes y procedimientos de muestreo se dan en la sección B de la norma, para una variabilidad desconocida y con el valor de la desviación estándar.
2.6 SELECCIÓN DE MUESTRAS
2.6.1 DETERMINACIÓN DEL TAMAÑO DE LA MUESTRA
El tamaño de la muestra es el número de unidades de producto tomadas de un lote. Los tamaños de muestra relativos se designan por códigos de letras. La letra código del tamaño de muestra depende del nivel de inspección y el tamaño del lote. Hay 5 niveles de inspección I, II, III, IV y V. A menos que se especifique lo contrario, se emplea el nivel de inspección IV. La letra código del tamaño de muestra aplicable al nivel de inspección especificado y para lotes de un tamaño dado deben ser obtenidos de la tabla A-2.
3. MÉTODO DE LA DESVIACIÓN ESTANDAR
3.1. PLANES DE MUESTREO PARA LÍMITES CON ESPECIFICACIÓN SIMPLE
En este apartado se describirá el uso diseño de planes para características con especificación simple
3.1.1 USO DE LOS PLANES DE MUESTREO
Para determinar si los lotes cumplen los criterios de aceptabilidad en relación a la característica analizada y el AQL elegido, se debe cumplir con lo estipulado en el apartado anterior (2).
3.1.2 TOMA DE MUESTRAS
Las muestras se deben tomar de acuerdo a lo indicado en el apartado anterior (2).
3.1.3 DETERMINACIÓN DE LA LETRA CÓDIGO DEL TAMAÑO DE LA MUESTRA
Esta letra debe ser obtenida de la Tabla A-2

Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Inspección por Variables
IND 1477 LAB 1477-5
3
3.2 SELECCIÓN DEL PLAN DE MUESTREO
3.2.1 TABLAS DE MUESTREO MAESTRAS
Las tablas maestras para un límite de especificación simple y el método de la desviación estándar son las tablas B-1 y B-2. La primera para una inspección normal y ajustada y la segunda para inspección reducida.
3.2.2 OBTENIENDO EL PLAN DE MUESTREO
El plan de muestreo está compuesto por el tamaño de la muestra y la constante de aceptación asociada k. El plan de muestreo se obtiene de las tablas maestras B-1 o B-2.
3.2.2.1 TAMAÑO DE LA MUESTRA
El tamaño de la muestra n es mostrado en la tabla maestra correspondiente a cada código de letra del tamaño de la muestra.
3.2.2.2 CONSTANTE DE ACEPTABILIDAD
La constante de aceptabilidad k que corresponde al tamaño de muestra mencionado en el párrafo anterior es indicada en las columnas de la tabla maestra correspondiente al valor del AQL aplicable. La Tabla B-1 es utilizada desde la parte de arriba para la inspección normal y desde la base para la inspección ajustada. Los planes de muestreo para la inspección reducida se dan en la tabla B-2.
3.3 PROCEDIMIENTOS DE ACEPTABILIDAD LOTE POR LOTE
3.3.1 CRITERIO DE ACEPTACIÓN
El grado de conformidad con una característica de calidad con respecto a un límite de especificación
simple debe ser juzgado por el valor:(U- )/s ó ( -L)/s
(U- )/s ó ( -L)/s
3.3.2 CÁLCULO
Se debe calcular la siguiente cantidad (U- )/s ó ( -L)/s, dependiendo de si el límite de especificación es superior o inferior donde:
U es el límite de especificación superior
L es el límite de especificación inferior
es la media de la muestra
s es la desviación estándar estimada del lote
3.3.3 CRITERIO DE ACEPTABILIDAD
Se compara la cantidad (U- )/s ó ( -L)/s con la constante de aceptabilidad k, si (U- )/s ó ( -L)/s es igual o mayor que k el lote cumple el criterio de aceptación, si (U- )/s ó ( -L)/s es menor que k o negativo, entonces el lote no cumple el criterio de aceptación.
Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Inspección por Variables
IND 1477 LAB 1477-5
4
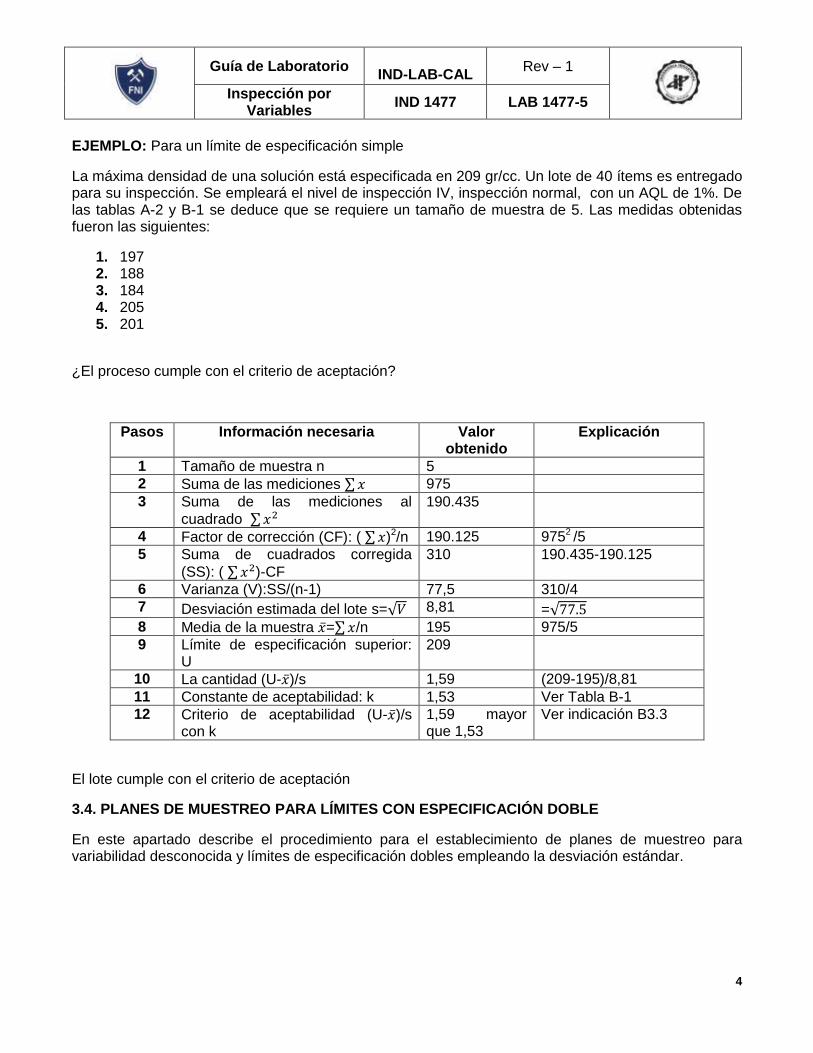
EJEMPLO: Para un límite de especificación simple
La máxima densidad de una solución está especificada en 209 gr/cc. Un lote de 40 ítems es entregado para su inspección. Se empleará el nivel de inspección IV, inspección normal, con un AQL de 1%. De las tablas A-2 y B-1 se deduce que se requiere un tamaño de muestra de 5. Las medidas obtenidas fueron las siguientes:
1. 197 2. 188 3. 184 4. 205 5. 201
¿El proceso cumple con el criterio de aceptación?
Pasos Información necesaria Valor obtenido
Explicación
1 Tamaño de muestra n 5
2 Suma de las mediciones ∑ 975
3 Suma de las mediciones al
cuadrado ∑
190.435
4 Factor de corrección (CF): ( ∑ )2/n 190.125 9752 /5
5 Suma de cuadrados corregida
(SS): ( ∑ )-CF
310 190.435-190.125
6 Varianza (V):SS/(n-1) 77,5 310/4
7 Desviación estimada del lote s=√ 8,81 =√
8 Media de la muestra =∑ /n 195 975/5
9 Límite de especificación superior: U
209
10 La cantidad (U- )/s 1,59 (209-195)/8,81
11 Constante de aceptabilidad: k 1,53 Ver Tabla B-1
12 Criterio de aceptabilidad (U- )/s con k
1,59 mayor que 1,53
Ver indicación B3.3
El lote cumple con el criterio de aceptación
3.4. PLANES DE MUESTREO PARA LÍMITES CON ESPECIFICACIÓN DOBLE
En este apartado describe el procedimiento para el establecimiento de planes de muestreo para variabilidad desconocida y límites de especificación dobles empleando la desviación estándar.

Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Inspección por Variables
IND 1477 LAB 1477-5
5
3.4.1 USO DE LOS PLANES DE MUESTREO
Para determinar si los lotes cumplen los criterios de aceptabilidad en relación a la característica analizada y el AQL elegido, se debe cumplir con lo estipulado en el apartado general, (la descripción general de planes de muestreo).
3.5 SELECCIÓN DEL PLAN DE MUESTREO
Se selecciona un plan de muestreo para cada valor de AQL de la Tabla B-3 o B-4 de acuerdo a las siguientes indicaciones:
3.5.1 DETERMINACIÓN DE LA LETRA CÓDIGO DEL TAMAÑO DE LA MUESTRA
Esta letra código debe ser seleccionada de la tabla A-2 al igual que en el caso anterior
3.5.2 TABLAS MAESTRAS DE MUESTREO
Las tablas maestras para planes para un límite de especificación doble usando el método de la desviación estándar están en las tablas B-3 y B-4. La primera para una inspección normal y ajustada y la segunda para inspección reducida.
3.5.3 OBTENIENDO EL PLAN DE MUESTREO
El plan de muestreo está compuesto por el tamaño de la muestra y el máximo asociado permitido de porcentaje defectuoso. El plan de muestreo se obtiene de la tabla maestra Tabla B-3 o B-4.
3.5.3.1 TAMAÑO DE LA MUESTRA
El tamaño de la muestra n es mostrado en la tabla maestra correspondiente a cada código de letra
3.5.3.2 MÁXIMO PERMISIBLE DE PORCENTAJE DEFECTUOSO
El máximo permisible de porcentaje defectuoso para la muestra, estima el porcentaje defectuoso para el límite superior e inferior o ambos combinados correspondiente al tamaño de la muestra y se muestra en la columna de la tabla maestra correspondiente para los valores de AQL aplicables. Si se designan diferentes valores de AQLs para cada límite de especificación, designa el máximo permisible de porcentaje defectuoso por ML para el límite inferior y MU para el límite superior. Si se asigna un AQL para ambos límites combinados este se denomina M. La Tabla B-3 se emplea desde la parte de arriba para la inspección normal y desde la base para la inspección ajustada. Los planes de muestreo para la inspección reducida se dan en la tabla B-4.
3.6 TOMA DE MUESTRAS
Las muestras deben ser seleccionadas de acuerdo al procedimiento ya descrito
3.7 PROCEDIMIENTOS DE ACEPTABILIDAD LOTE POR LOTE
3.7.1 CRITERIO DE ACEPTACIÓN
El grado de conformidad con una característica de calidad con respecto a un límite de especificación doble debe ser juzgado por el porcentaje de no conformidad del producto. Este porcentaje es estimado entrando a la tabla B-5 con el índice de calidad y el tamaño de la muestra.

Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Inspección por Variables
IND 1477 LAB 1477-5
6
3.7.2 CÁLCULO DE LOS ÍNDICES DE CALIDAD
Se deben calcular los índices de calidad QU= (U- )/s y QL= ( -L)/s, donde:
U es el límite de especificación superior
L es el límite de especificación inferior
es la media de la muestra
s es la desviación estándar estimada del lote
3.7.3 PORCENTAJE DEFECTUOSO EN EL LOTE
La calidad de un lote debe ser expresada en términos del porcentaje defectuoso. Su estimación será designada por PL, PU o p. El PU estimado indica el límite de especificación superior, PL el inferior y p el combinado. Los valores estimados de PL y PU deben ser determinados entrando en la tabla B-5 con QL y QU respectivamente y el tamaño de la muestra. El p estimado se determina sumando los PL y PU correspondientes encontrados en la tabla.
3.8 CRITERIO DE ACEPTABILIDAD Y RESUMEN PARA LA ELABORACIÓN DE PLANES DE MUESTREO
3.8.1 UN VALOR DEL AQL PARA LÍMITES DE ESPECIFICACIÓN SUPERIOR E INFERIOR COMBINADOS
3.8.1.1 CRITERIO DE ACEPTACIÓN
Se compara el porcentaje defectuoso estimado del lote p=PU+PL con el máximo porcentaje defectuoso M, si p es igual o menor que M el lote es aceptable si p es mayor que M o si QU o QL o ambos son negativos entonces el lote no es aceptable.
3.8.1.2 RESUMEN DEL PROCEDIMIENTO PARA OBTENER EL PLAN DE MUESTREO
En caso de que se establezca un valor de AQL para el límite de especificación superior e inferior se siguen los siguientes pasos:
1) Determinar la letra de código del tamaño de la muestra de la tabla B-2 usando el tamaño del lote y el nivel de inspección
2) Seleccione el plan de la tabla maestra B-3 y B-4. Obtener el tamaño de la muestra y el máximo permisible de porcentaje defectuoso permisible M.
3) Seleccione randómicamente la n unidades de la muestra del lote, medir la característica. 4) Calcular la media de la muestra y estimar la desviación estándar del lote
5) Calcular los índices de calidad QU= (U- )/s y QL=( -L)/s 6) Determinar el porcentaje defectuoso estimado del lote p=PU+PL de la tabla B-5 7) Si el porcentaje defectuoso estimado del lote p es igual o menor que el máximo permisible M el
lote es aceptable, si p es mayor que M o si QU o QL o ambos son negativos el lote no es aceptable.

Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Inspección por Variables
IND 1477 LAB 1477-5
7
EJEMPLO. Ejemplo para límites de especificación doble
La densidad mínima aceptable de una solución es de 180 gr/cc la densidad máxima aceptable es 209 gr/cc. Un lote de 40 items es entregado para su inspección. Se empleará el nivel de inspección IV, inspección normal, con un AQL de 1%. De las tablas A-2 y B-3 se obtiene que se requiere un tamaño de muestra de 5. Las medidas obtenidas fueron las siguientes:
1. 197 2. 188 3. 184 4. 205 5. 201
¿El proceso cumple el criterio de aceptación?
Pasos Información necesaria Valor obtenido Explicación
1 Tamaño de muestra n 5
2 Suma de las mediciones ∑ 975
3 Suma de las mediciones al
cuadrado ∑
190.435
4 Factor de corrección (CF) ( ∑ )2/n 190.125 9752 /5
5 Suma de cuadrados corregida
(SS): ( ∑ )-CF
310 190.435-190.125
6 Varianza (V):SS/(n-1) 77,5 310,4
7 Desviación estimada del lote s=√ 8,81 =√
8 Media de la muestra =∑ /n 195 975/5
9 Límite de especificación superior: U
209
10 Límite de especificación inferior: L 180
11 Índice de calidad QU= (U- )/s 1,59 (209-195)/8.81
12 Indice de calidad QL= ( -L)/s 1,70 (195-180)/8.81
13 Estimación del porcentaje defectuoso superior U:PU
2,19% Ver Tabla B-5
14 Estimación del porcentaje defectuoso inferior L:PL
0,66% Ver Tabla B-5
15 Estimación del porcentaje defectuoso total p=PU+PL
2,85% 2,1+0,66
16 Máximo porcentaje permisible M 3,32 Ver Tabla B-3
17 Criterio de aceptabilidad p=PU+PL con M
2,85 menor que 3,32
El lote cumple con el criterio de aceptación

Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Inspección por Variables
IND 1477 LAB 1477-5
8
3.8.2 DIFERENTES VALORES DE AQL PARA LÍMITES DE ESPECIFICACIÓN SUPERIOR E INFERIOR
3.8.2.1 CRITERIO DE ACEPTACIÓN
Se compara el porcentaje defectuoso estimado PL y PU con el máximo correspondiente de porcentaje defectuoso ML o MU, también se compara p=PU+PL con el máximo porcentaje defectuoso ML y MU, si PL es igual o menor que ML, PU es igual o menor que MU y p es igual o menor que ML y MU el lote es aceptable, de lo contrario no lo es, si QL o QU o ambos son negativos el lote no es aceptable.
3.8.2.2 RESUMEN DEL PROCEDIMIENTO PARA OBTENER EL PLAN DE MUESTREO
En caso de que se establezcan diferentes AQL para los límites de especificación superior e inferior se siguen los siguientes pasos:
1) Determinar la letra de código del tamaño de la muestra de la tabla A-2 usando el tamaño del lote y el nivel de inspección
2) Seleccione el plan de la tabla maestra B-3 y B-4. Obtener el tamaño de la muestra n y el máximo permisible de porcentaje defectuoso permisible MU y ML respectivamente.
3) Seleccione randómicamente la n unidades de la muestra del lote, medir la característica. 4) Calcular la media de la muestra y estimar la desviación estándar del lote s.
5) Calcular los índices de calidad QU= (U- )/s y QL=( -L)/s 6) Determinar el porcentaje defectuoso estimado del lote PU y PL. También determinar p=PU+PL 7) El lote es aceptable si cumple las siguientes condiciones:
- PU es igual o menor que MU - PL es igual o menos que ML - P es igual o menor que ML y MU De lo contrario no es aceptable. Si QL o QU o ambos son negativos en lote no es aceptable.
EJEMPLO. Para límites de especificación doble
VARIBILIDAD DESCONOCIDA – MÉTODO DE DESVIACIÓN ESTANDAR – DIFERENTES AQL
La densidad mínima aceptable de una solución es de180 gr/cc la densidad máxima aceptable es 209 gr/cc. Un lote de 40 items es entregado para su inspección. Se empleará el nivel de inspección IV, inspección normal, con un AQL de 1% para el límite superior y 2,5 para el límite inferior. De las tablas A-2 y B-3 se obtiene que se requiere un tamaño de muestra de 5. Las medidas obtenidas fueron las siguientes:
1. 197 2. 188 3. 184 4. 205 5. 201
Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Inspección por Variables
IND 1477 LAB 1477-5
9
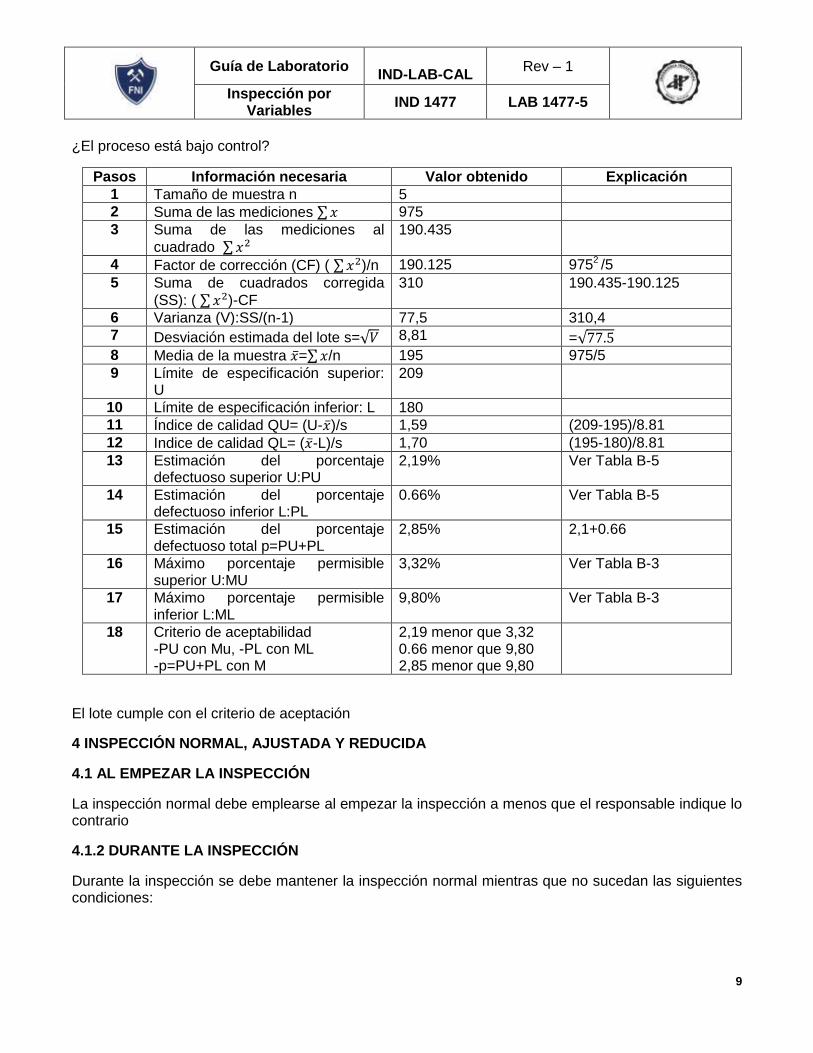
¿El proceso está bajo control?
Pasos Información necesaria Valor obtenido Explicación
1 Tamaño de muestra n 5
2 Suma de las mediciones ∑ 975
3 Suma de las mediciones al
cuadrado ∑
190.435
4 Factor de corrección (CF) ( ∑ )/n 190.125 9752 /5
5 Suma de cuadrados corregida
(SS): ( ∑ )-CF
310 190.435-190.125
6 Varianza (V):SS/(n-1) 77,5 310,4
7 Desviación estimada del lote s=√ 8,81 =√
8 Media de la muestra =∑ /n 195 975/5
9 Límite de especificación superior: U
209
10 Límite de especificación inferior: L 180
11 Índice de calidad QU= (U- )/s 1,59 (209-195)/8.81
12 Indice de calidad QL= ( -L)/s 1,70 (195-180)/8.81
13 Estimación del porcentaje defectuoso superior U:PU
2,19% Ver Tabla B-5
14 Estimación del porcentaje defectuoso inferior L:PL
0.66% Ver Tabla B-5
15 Estimación del porcentaje defectuoso total p=PU+PL
2,85% 2,1+0.66
16 Máximo porcentaje permisible superior U:MU
3,32% Ver Tabla B-3
17 Máximo porcentaje permisible inferior L:ML
9,80% Ver Tabla B-3
18 Criterio de aceptabilidad -PU con Mu, -PL con ML -p=PU+PL con M
2,19 menor que 3,32 0.66 menor que 9,80 2,85 menor que 9,80
El lote cumple con el criterio de aceptación
4 INSPECCIÓN NORMAL, AJUSTADA Y REDUCIDA
4.1 AL EMPEZAR LA INSPECCIÓN
La inspección normal debe emplearse al empezar la inspección a menos que el responsable indique lo contrario
4.1.2 DURANTE LA INSPECCIÓN
Durante la inspección se debe mantener la inspección normal mientras que no sucedan las siguientes condiciones:

Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Inspección por Variables
IND 1477 LAB 1477-5
10
4.1.3 INSPECCIÓN AJUSTADA
La inspección ajustada debe ser instituída cuando el promedio estimado del porcentaje defectuoso del proceso calculado a partir de los anteriores 10 lotes es mayor que el AQL, o cuando un cierto número T (o más) de estos lotes tienen un porcentaje defectuoso que sobre pasa el AQL. Los valores de T son dados en la Tabla C-6 para letra código, el AQL y el número de lotes (5, 10 y 15). La inspección normal debe ser restaurada si el promedio estimado de los lotes bajo la inspección ajustada es igual o menor que el AQL.
4.1.4 INSPECCIÓN REDUCIDA
La inspección reducida debe ser instaurada cuando se cumplen todas las siguientes condiciones:
Condición A. Los anteriores 10 lotes, han estado bajo la inspección normal y ninguno ha sido rechazado
Condición B. El porcentaje estimado defectuoso de cada uno de los lotes anteriores es menor que el límite menor aplicable mostrado en la Tabla C-7, para determinados planes el porcentaje estimado defectuoso es igual a 0 para los números especificados en la Tabla C-7.
Condición C. La producción es un ratio estable
La inspección normal debe ser reinstaurada si cualquiera de las siguientes condiciones ocurre durante la inspección reducida.
Condición D. Un lote es rechazado
Condición E. El promedio estimado del proceso es mayor que el AQL
Condición F. La producción se vuelve irregular o se retrasa
Condición G. Otras condiciones pueden garantizar que la inspección normal debe ser reinstaurada
5. MATERIALES Y EQUIPO
Los materiales a utilizar serán son, sin carácter limitativo:
Marcadores
Computadora
6. PROCEDIMIENTO Y EJECUCIÓN
El procedimiento del laboratorio es el siguiente:
Se realizará una explicación de la norma y las tablas para establecer planes de muestreo por variables
Se proporcionará al estudiante la información necesaria de una empresa modelo
Cada grupo analizará la información de un proceso de la empresa modelo y establecerá el plan de muestreo para las condiciones establecidas de acuerdo a los casos señalados

Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Inspección por Variables
IND 1477 LAB 1477-5
11
7. ESTUDIO DE CASO
Los datos de partida que se emplearán como base para establecer los planes de muestreo se presentan en el ANEXO 1, los estudiantes deberán trabajar en el diseño de los planes de muestreo respectivos.
8. SISTEMATIZACIÓN Y PRESENTACIÓN EL INFORME
El contenido del informe a entregar y defender es el siguiente:
Plan de muestreo
Conclusiones
9. DEFENSA Y CONCLUSIONES.
Los estudiantes deberán dar y defender sus conclusiones relacionadas con el laboratorio resaltando los puntos que más hayan llamado su atención
ANEXO 1
En una fábrica se compran piezas de dos proveedores A y B. El peso mínimo de cada pieza es 200gr y el peso máximo es 215gr. El peso de las piezas recibidas se registró y los datos son los siguientes:
PROVEEDOR A

Guía de Laboratorio
IND-LAB-CAL
Rev – 1
Inspección por Variables
IND 1477 LAB 1477-5
12
PROVEEDOR B
El proveedor A envió un lote de 80 piezas para su inspección (en relación al peso). Se empleará el nivel de inspección IV, inspección normal, con un AQL de 0.65 para el límite superior y 1.5 para el límite inferior.
El proveedor B envió un lote de 60 piezas para su inspección (en relación al peso). Se empleará el nivel de inspección IV, inspección normal, con un AQL de 0.65 para el límite superior y 1.5 para el límite inferior.
¿Cuál es el plan de muestreo para ambos casos y cual proveedor recomendaría?. Explique y comente sus conclusiones.
Related Documents











