The traditional Goodyear welted construction was developed during the 19th century in America, where Charles Goodyear Jnr revolutionised modern shoemaking by introducing a line of machinery to overcome the shortcomings of then-existing methods of manufacturing footwear. Goodyear’s process consisted of a special insole channelled to provide an upstanding lip or rib. The upper was pulled over the last to this rib and temporarily held in place by tacks, wire and staples. A flat strip of leather, called a welt, was then sewn in to combine the welt, upper and lining to the rib using a chainstitch. After the welt was sewn in, the shoe bottom was then joined to the outsole by sewing through the welt and the outsole with a lockstitch. The Goodyear welted construction prevented stitching holes completely penetrating from inside the shoe through the outsole (as had been normal in the Blake sewn construction, which was the most common method of footwear manufacture at the time), consequently improving the footwear’s water resistance. It also meant that heavier upper leather could be used than was previously selected for another common method, called the turnshoe construction (figure 1). The Goodyear welted construction also offers the distinct advantage of a sole that can be completely replaced without damaging the upper. To this day, the highest-quality welted manufacturers still offer sole replacements on their footwear, and have recently reported significantly higher numbers of repairs. However, compared to modern methods of construction – for example, flat lasted or cemented – the welted process is more labour- intensive and requires a significant amount of additional machinery. Goodyear welted manufacture today Over 100 years after Charles Goodyear Jnr introduced his machinery, welted footwear is made in much the same way as it originally was, with some differences in machinery, components and methods of sole attachment, depending on the manufacturer. It is interesting to note that in recent years the name ‘Goodyear’ has often been dropped, with the construction simply described as ‘welted’. This is potentially misleading, as other forms of welted construction exist. Different permutations will usually depend on the size of production unit, as well as the quality and price of the end product. For example, there are certain bespoke shoes where the welts and soles are hand sewn by highly skilled craftsmen. Elsewhere, highly water-resistant welted footwear is produced with the addition of membranes to the uppers and sealing of the welt sewing. Goodyear welted footwear is now produced worldwide (including in India and China) by the same methods as the traditional producers in Europe and the USA. In fact, many Goodyear welted footwear The Goodyear welted footwear construction is one of the oldest methods of footwear manufacture still used today. Although often perceived as being only for men’s high-quality all- leather footwear, it is also commonly used for the mass market. LYNNE BRENT reviews. Figure 1: Turnshoe, Blake sewn and Goodyear welted constructions Turnshoe ʻBlakeʼ or machine sewn Goodyear welted 17 SATRABulletin July/August 2009 FOCUS upper sole upper upper welt sewing sole stitching sole insole last last filler sole insole rib welt filler © SATRA Technology Centre 2009 . Reproduction of SATRA Bulletin in part or in its entirety is not permitted in any shape or form, whether in print or digital media, without prior written permission from SATRA.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
The traditional Goodyear weltedconstruction was developed duringthe 19th century in America, whereCharles Goodyear Jnr revolutionisedmodern shoemaking by introducing aline of machinery to overcome theshortcomings of then-existingmethods of manufacturing footwear.
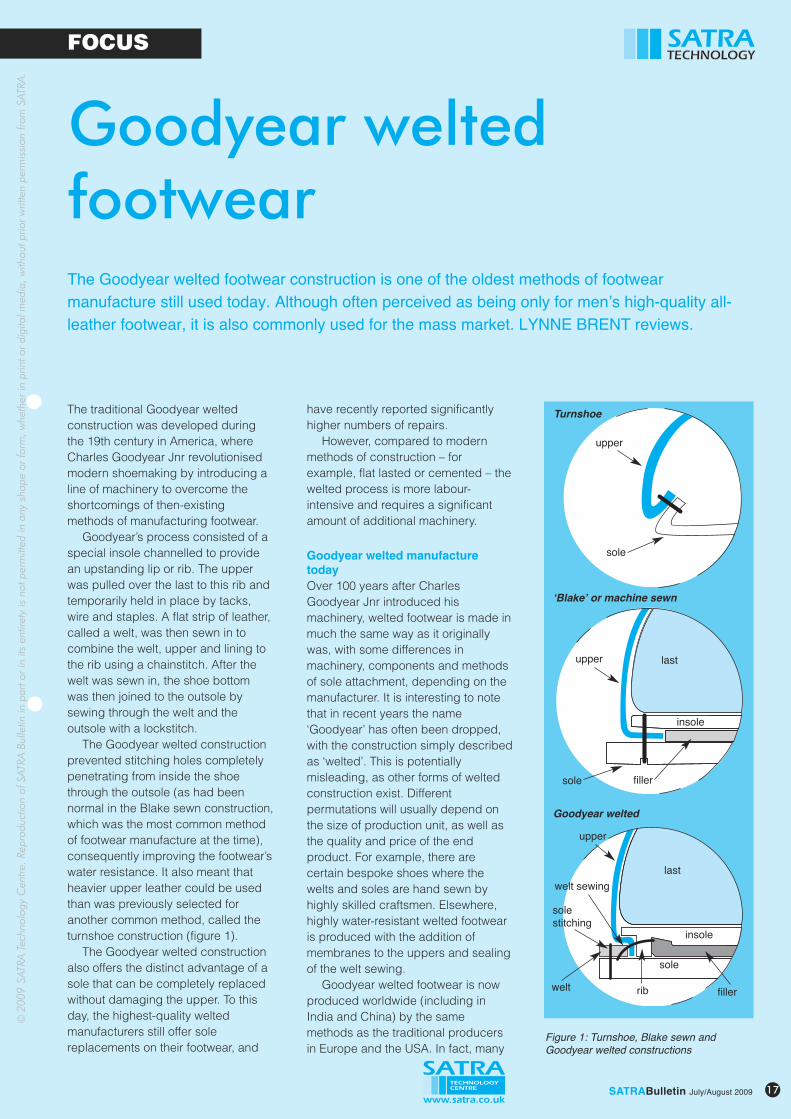
Goodyear’s process consisted of aspecial insole channelled to providean upstanding lip or rib. The upperwas pulled over the last to this rib andtemporarily held in place by tacks,wire and staples. A flat strip of leather,called a welt, was then sewn in tocombine the welt, upper and lining tothe rib using a chainstitch. After thewelt was sewn in, the shoe bottomwas then joined to the outsole bysewing through the welt and theoutsole with a lockstitch.
The Goodyear welted constructionprevented stitching holes completelypenetrating from inside the shoethrough the outsole (as had beennormal in the Blake sewn construction,which was the most common methodof footwear manufacture at the time),consequently improving the footwear’swater resistance. It also meant thatheavier upper leather could be usedthan was previously selected foranother common method, called theturnshoe construction (figure 1).
The Goodyear welted constructionalso offers the distinct advantage of asole that can be completely replacedwithout damaging the upper. To thisday, the highest-quality weltedmanufacturers still offer solereplacements on their footwear, and
have recently reported significantlyhigher numbers of repairs.
However, compared to modernmethods of construction – forexample, flat lasted or cemented – thewelted process is more labour-intensive and requires a significantamount of additional machinery.
Goodyear welted manufacturetodayOver 100 years after CharlesGoodyear Jnr introduced hismachinery, welted footwear is made inmuch the same way as it originallywas, with some differences inmachinery, components and methodsof sole attachment, depending on themanufacturer. It is interesting to notethat in recent years the name‘Goodyear’ has often been dropped,with the construction simply describedas ‘welted’. This is potentiallymisleading, as other forms of weltedconstruction exist. Differentpermutations will usually depend onthe size of production unit, as well asthe quality and price of the endproduct. For example, there arecertain bespoke shoes where thewelts and soles are hand sewn byhighly skilled craftsmen. Elsewhere,highly water-resistant welted footwearis produced with the addition ofmembranes to the uppers and sealingof the welt sewing.
Goodyear welted footwear is nowproduced worldwide (including inIndia and China) by the samemethods as the traditional producersin Europe and the USA. In fact, many
Goodyear weltedfootwearThe Goodyear welted footwear construction is one of the oldest methods of footwearmanufacture still used today. Although often perceived as being only for men’s high-quality all-leather footwear, it is also commonly used for the mass market. LYNNE BRENT reviews.
Figure 1: Turnshoe, Blake sewn andGoodyear welted constructions
Turnshoe
ʻBlakeʼ or machine sewn
Goodyear welted
17SATRABulletin July/August 2009
FOCUS
upper
sole
upper
upper
welt sewing
solestitching
sole
insole
last
last
filler
sole
insole
ribwelt
filler
©SA
TRA
Tech
nolo
gyC
entre
2009
.Rep
rodu
ctio
nof
SATR
ABu
lletin
inpa
rtor
inits
entir
ety
isno
tper
mitt
edin
any
shap
eor
form
,whe
ther
inpr
into
rdig
italm
edia
,with
outp
riorw
ritte
npe
rmis
sion
from
SATR
A.

of the new manufacturers have beenset up and trained by experiencedwelted manufacturers from the UK.
In addition to producing men’shigh-quality all-leather footwear, someshoemakers use the Goodyear weltedprocess to manufacture other types offootwear, including safety shoes.
Ribbed insolesThe ribbed insole is the foundation forGoodyear welted construction (figures2a and 2b). Traditionally, a leatherinsole is used and a rib formed bychannelling two lips around the insoleperimeter. These two lips are latexedand drawn up together to form anupstanding wall or rib.
More commonly, a separate rib –usually consisting of a woven tapewith a cellulose board core and anadhesive coat on its underside – isapplied or ‘laid’ onto the bottom of apre-cemented cellulose or nonwoveninsole by machine. It is most importantthat the adhesion of the rib to theinsole and the inherent properties(such as the laminar strength) of theinsole are sufficient for the bond toremain intact throughout the life of theshoe. Peel and shear tests arerecommended to assess theseproperties. A weakness of celluloseboards is that their properties willchange when subjected to moisture,particularly causing a loss of
produce ribbed insoles with greaterflexibility in the forepart.
Some manufacturers use aconventional cut insole, which has aPVC rib moulded directly onto it.Alternatively, they may use a mouldedPVC insole where the rib is an integralpart of the moulding.
Forepart lastingTraditionally, the uppers were pulledover the last and secured at thedrafting points with seven tacks. Theupper would then have been stapleside and seat lasted and finally toe
strength. For this reason, it isimportant when testing celluloseboards that the tests are carried outin both wet and dry conditions.
It is essential that the insole rib is ofsuitable height and substance(thickness) and that it is locatedcorrectly on the underside of theinsole. The distance between theinsole edge and the rib needs to beadjusted for differing thicknesses ofupper material and shape.
Latest developments in ribmanufacture include a flexible rib,which enables manufacturers to
FOCUS
Figures 2a and 2b (inset): Examples of ribbed insoles
Figure 3: Toe lasting with a bed lasting machine
18 SATRABulletin July/August 2009
©SA
TRA
Tech
nolo
gyC
entre
2009
.Rep
rodu
ctio
nof
SATR
ABu
lletin
inpa
rtor
inits
entir
ety
isno
tper
mitt
edin
any
shap
eor
form
,whe
ther
inpr
into
rdig
italm
edia
,with
outp
riorw
ritte
npe
rmis
sion
from
SATR
A.
lasted with a bed lasting machine(figure 3). The upper was secured witha bracing wire, with this wire and tacksremoved after welt sewing.
It is now common practice to use amodified forepart lasting machine forthe production of welted footwear. Forsuccessful lasting, the linings should belaminated to the uppers in the stitchingroom and the uppers adequatelyconditioned or mulled.
On the most modern forepart lastingmachinery, cement tracers are used toapply adhesive to the rib in preciselythe right location. These cement tracersoffer significant cement savings byeliminating excess compared to morebasic machines, which imprint (inject)the hot-melt adhesive onto the insole aswell as the rib. This attachment isregarded as temporary, as thepermanent securing of the upper to therib is achieved when the welt is sewn in.
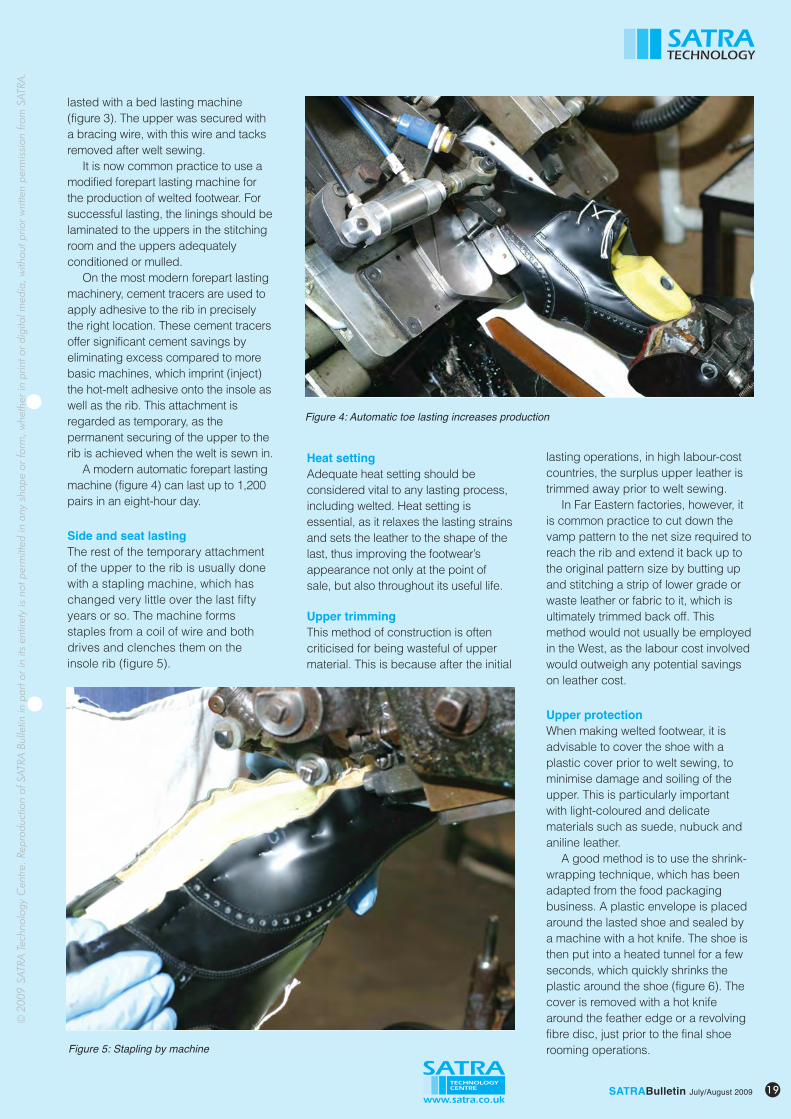
A modern automatic forepart lastingmachine (figure 4) can last up to 1,200pairs in an eight-hour day.
Side and seat lastingThe rest of the temporary attachmentof the upper to the rib is usually donewith a stapling machine, which haschanged very little over the last fiftyyears or so. The machine formsstaples from a coil of wire and bothdrives and clenches them on theinsole rib (figure 5).
lasting operations, in high labour-costcountries, the surplus upper leather istrimmed away prior to welt sewing.
In Far Eastern factories, however, itis common practice to cut down thevamp pattern to the net size required toreach the rib and extend it back up tothe original pattern size by butting upand stitching a strip of lower grade orwaste leather or fabric to it, which isultimately trimmed back off. Thismethod would not usually be employedin the West, as the labour cost involvedwould outweigh any potential savingson leather cost.
Upper protectionWhen making welted footwear, it isadvisable to cover the shoe with aplastic cover prior to welt sewing, tominimise damage and soiling of theupper. This is particularly importantwith light-coloured and delicatematerials such as suede, nubuck andaniline leather.
A good method is to use the shrink-wrapping technique, which has beenadapted from the food packagingbusiness. A plastic envelope is placedaround the lasted shoe and sealed bya machine with a hot knife. The shoe isthen put into a heated tunnel for a fewseconds, which quickly shrinks theplastic around the shoe (figure 6). Thecover is removed with a hot knifearound the feather edge or a revolvingfibre disc, just prior to the final shoerooming operations.
Heat settingAdequate heat setting should beconsidered vital to any lasting process,including welted. Heat setting isessential, as it relaxes the lasting strainsand sets the leather to the shape of thelast, thus improving the footwear’sappearance not only at the point ofsale, but also throughout its useful life.
Upper trimmingThis method of construction is oftencriticised for being wasteful of uppermaterial. This is because after the initial
19SATRABulletin July/August 2009
Figure 4: Automatic toe lasting increases production
Figure 5: Stapling by machine
©SA
TRA
Tech
nolo
gyC
entre
2009
.Rep
rodu
ctio
nof
SATR
ABu
lletin
inpa
rtor
inits
entir
ety
isno
tper
mitt
edin
any
shap
eor
form
,whe
ther
inpr
into
rdig
italm
edia
,with
outp
riorw
ritte
npe
rmis
sion
from
SATR
A.
Welt sewingThis is one of the most skilled anddifficult operations in the sequence,whereby the welt is stitched to theupper and the rib by means of a chainstitch. The thread is passed through aheated wax pot so that it is coated withmolten wax. The wax not only lubricatesthe thread, but also helps to lock thechain stitch, in addition to dammingand sealing the stitching holes.
Some footwear styles are weltedfrom heel breast to breast. Others arewelt sewn all round with the welt joined– that is, butted up, usually over theinside heel breast.
Traditional welts are leather andothers are PVC. Whereas leather weltsare tempered (moisture introduced tomake them more pliable prior tostitching), PVC welts need to be heatedto soften them in order to aid thestitching operation. This can be doneby immersing the length of PVC welt ina tank of warm water behind the weltsewing machine. The welt is then feddirectly from the tank to the guide.
It is essential when welt sewing, thatthe chainstitch is located through thewelt bevel into the welt groove. Thisensures that the seam is tight with thewelt correctly positioned to the inseam.The needle should pass through thebottom of the rib wall to avoid a loose‘grinning’ seam.
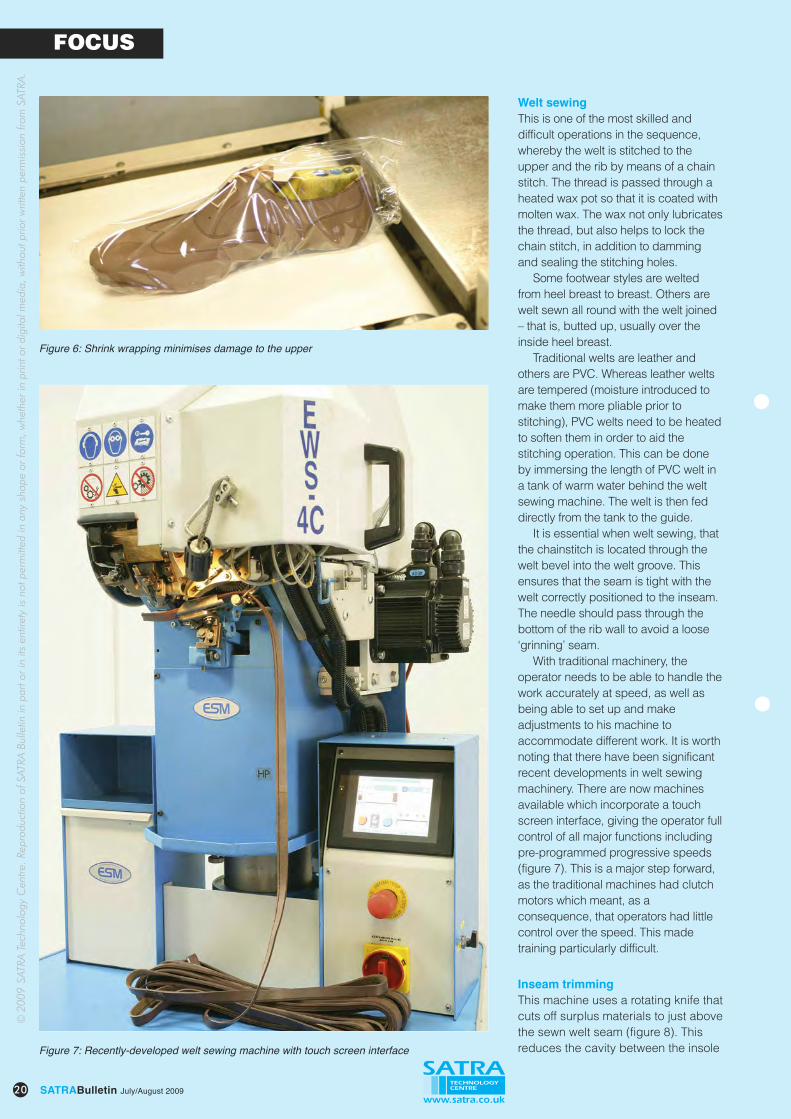
With traditional machinery, theoperator needs to be able to handle thework accurately at speed, as well asbeing able to set up and makeadjustments to his machine toaccommodate different work. It is worthnoting that there have been significantrecent developments in welt sewingmachinery. There are now machinesavailable which incorporate a touchscreen interface, giving the operator fullcontrol of all major functions includingpre-programmed progressive speeds(figure 7). This is a major step forward,as the traditional machines had clutchmotors which meant, as aconsequence, that operators had littlecontrol over the speed. This madetraining particularly difficult.
Inseam trimmingThis machine uses a rotating knife thatcuts off surplus materials to just abovethe sewn welt seam (figure 8). Thisreduces the cavity between the insole
FOCUS
Figure 6: Shrink wrapping minimises damage to the upper
Figure 7: Recently-developed welt sewing machine with touch screen interface
20 SATRABulletin July/August 2009
©SA
TRA
Tech
nolo
gyC
entre
2009
.Rep
rodu
ctio
nof
SATR
ABu
lletin
inpa
rtor
inits
entir
ety
isno
tper
mitt
edin
any
shap
eor
form
,whe
ther
inpr
into
rdig
italm
edia
,with
outp
riorw
ritte
npe
rmis
sion
from
SATR
A.
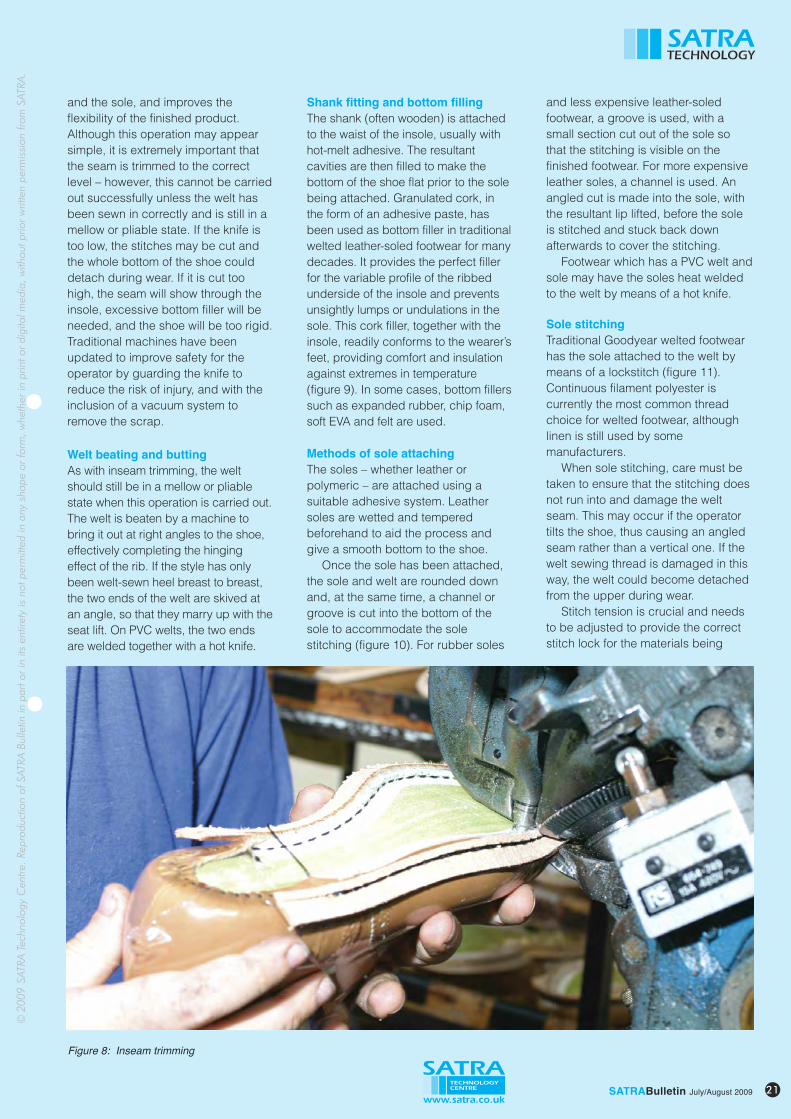
and the sole, and improves theflexibility of the finished product.Although this operation may appearsimple, it is extremely important thatthe seam is trimmed to the correctlevel – however, this cannot be carriedout successfully unless the welt hasbeen sewn in correctly and is still in amellow or pliable state. If the knife istoo low, the stitches may be cut andthe whole bottom of the shoe coulddetach during wear. If it is cut toohigh, the seam will show through theinsole, excessive bottom filler will beneeded, and the shoe will be too rigid.Traditional machines have beenupdated to improve safety for theoperator by guarding the knife toreduce the risk of injury, and with theinclusion of a vacuum system toremove the scrap.
Welt beating and buttingAs with inseam trimming, the weltshould still be in a mellow or pliablestate when this operation is carried out.The welt is beaten by a machine tobring it out at right angles to the shoe,effectively completing the hingingeffect of the rib. If the style has onlybeen welt-sewn heel breast to breast,the two ends of the welt are skived atan angle, so that they marry up with theseat lift. On PVC welts, the two endsare welded together with a hot knife.
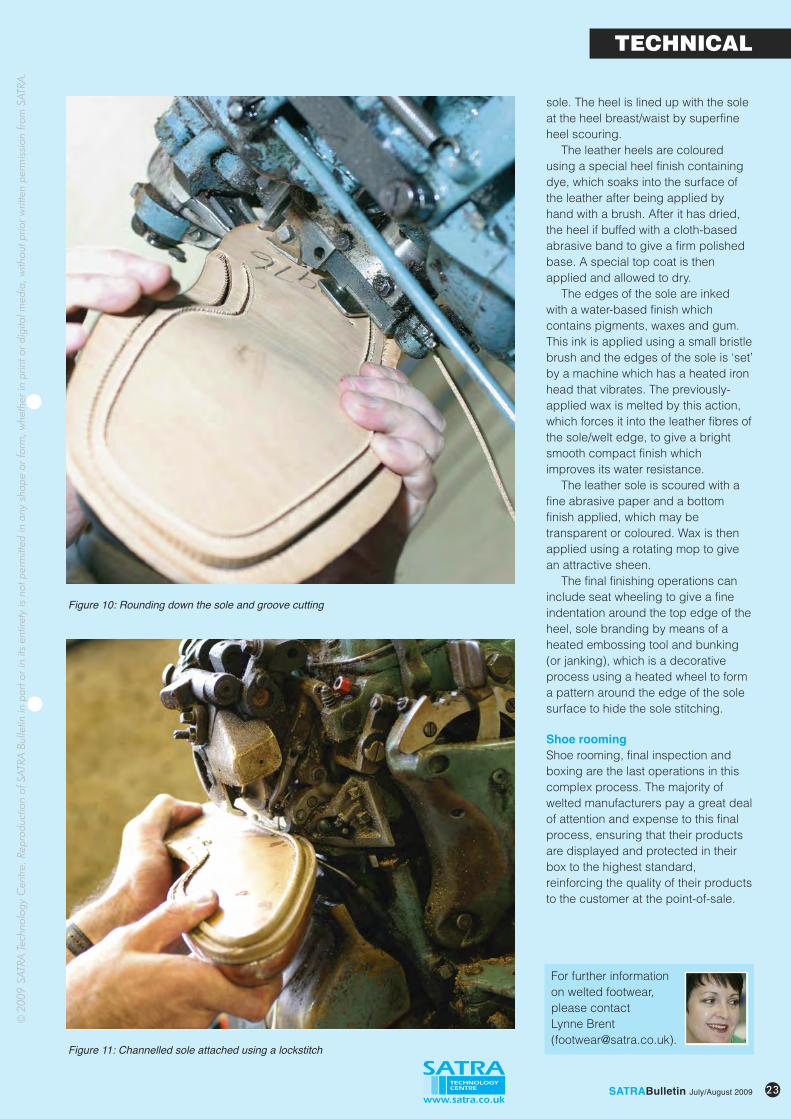
and less expensive leather-soledfootwear, a groove is used, with asmall section cut out of the sole sothat the stitching is visible on thefinished footwear. For more expensiveleather soles, a channel is used. Anangled cut is made into the sole, withthe resultant lip lifted, before the soleis stitched and stuck back downafterwards to cover the stitching.
Footwear which has a PVC welt andsole may have the soles heat weldedto the welt by means of a hot knife.
Sole stitchingTraditional Goodyear welted footwearhas the sole attached to the welt bymeans of a lockstitch (figure 11).Continuous filament polyester iscurrently the most common threadchoice for welted footwear, althoughlinen is still used by somemanufacturers.
When sole stitching, care must betaken to ensure that the stitching doesnot run into and damage the weltseam. This may occur if the operatortilts the shoe, thus causing an angledseam rather than a vertical one. If thewelt sewing thread is damaged in thisway, the welt could become detachedfrom the upper during wear.
Stitch tension is crucial and needsto be adjusted to provide the correctstitch lock for the materials being
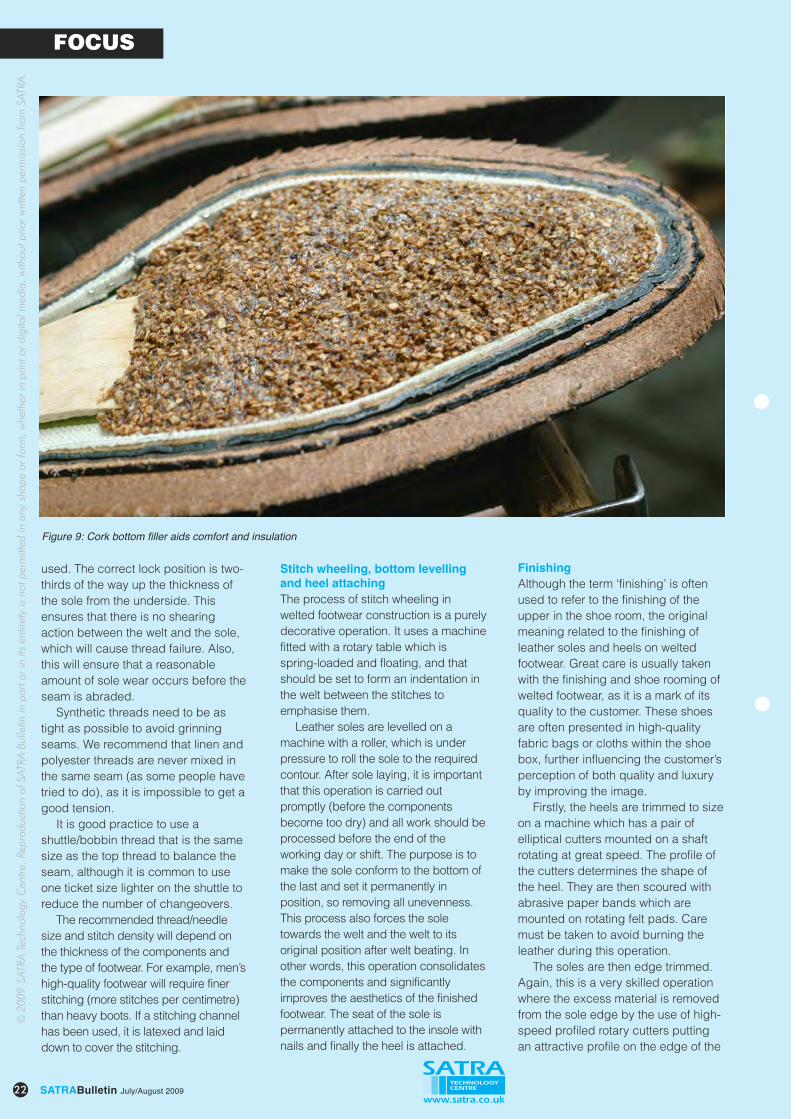
Shank fitting and bottom fillingThe shank (often wooden) is attachedto the waist of the insole, usually withhot-melt adhesive. The resultantcavities are then filled to make thebottom of the shoe flat prior to the solebeing attached. Granulated cork, inthe form of an adhesive paste, hasbeen used as bottom filler in traditionalwelted leather-soled footwear for manydecades. It provides the perfect fillerfor the variable profile of the ribbedunderside of the insole and preventsunsightly lumps or undulations in thesole. This cork filler, together with theinsole, readily conforms to the wearer’sfeet, providing comfort and insulationagainst extremes in temperature(figure 9). In some cases, bottom fillerssuch as expanded rubber, chip foam,soft EVA and felt are used.
Methods of sole attachingThe soles – whether leather orpolymeric – are attached using asuitable adhesive system. Leathersoles are wetted and temperedbeforehand to aid the process andgive a smooth bottom to the shoe.
Once the sole has been attached,the sole and welt are rounded downand, at the same time, a channel orgroove is cut into the bottom of thesole to accommodate the solestitching (figure 10). For rubber soles
21SATRABulletin July/August 2009
Figure 8: Inseam trimming
©SA
TRA
Tech
nolo
gyC
entre
2009
.Rep
rodu
ctio
nof
SATR
ABu
lletin
inpa
rtor
inits
entir
ety
isno
tper
mitt
edin
any
shap
eor
form
,whe
ther
inpr
into
rdig
italm
edia
,with
outp
riorw
ritte
npe
rmis
sion
from
SATR
A.
used. The correct lock position is two-thirds of the way up the thickness ofthe sole from the underside. Thisensures that there is no shearingaction between the welt and the sole,which will cause thread failure. Also,this will ensure that a reasonableamount of sole wear occurs before theseam is abraded.
Synthetic threads need to be astight as possible to avoid grinningseams. We recommend that linen andpolyester threads are never mixed inthe same seam (as some people havetried to do), as it is impossible to get agood tension.
It is good practice to use ashuttle/bobbin thread that is the samesize as the top thread to balance theseam, although it is common to useone ticket size lighter on the shuttle toreduce the number of changeovers.
The recommended thread/needlesize and stitch density will depend onthe thickness of the components andthe type of footwear. For example, men’shigh-quality footwear will require finerstitching (more stitches per centimetre)than heavy boots. If a stitching channelhas been used, it is latexed and laiddown to cover the stitching.
FinishingAlthough the term ‘finishing’ is oftenused to refer to the finishing of theupper in the shoe room, the originalmeaning related to the finishing ofleather soles and heels on weltedfootwear. Great care is usually takenwith the finishing and shoe rooming ofwelted footwear, as it is a mark of itsquality to the customer. These shoesare often presented in high-qualityfabric bags or cloths within the shoebox, further influencing the customer’sperception of both quality and luxuryby improving the image.
Firstly, the heels are trimmed to sizeon a machine which has a pair ofelliptical cutters mounted on a shaftrotating at great speed. The profile ofthe cutters determines the shape ofthe heel. They are then scoured withabrasive paper bands which aremounted on rotating felt pads. Caremust be taken to avoid burning theleather during this operation.
The soles are then edge trimmed.Again, this is a very skilled operationwhere the excess material is removedfrom the sole edge by the use of high-speed profiled rotary cutters puttingan attractive profile on the edge of the
Stitch wheeling, bottom levellingand heel attachingThe process of stitch wheeling inwelted footwear construction is a purelydecorative operation. It uses a machinefitted with a rotary table which isspring-loaded and floating, and thatshould be set to form an indentation inthe welt between the stitches toemphasise them.
Leather soles are levelled on amachine with a roller, which is underpressure to roll the sole to the requiredcontour. After sole laying, it is importantthat this operation is carried outpromptly (before the componentsbecome too dry) and all work should beprocessed before the end of theworking day or shift. The purpose is tomake the sole conform to the bottom ofthe last and set it permanently inposition, so removing all unevenness.This process also forces the soletowards the welt and the welt to itsoriginal position after welt beating. Inother words, this operation consolidatesthe components and significantlyimproves the aesthetics of the finishedfootwear. The seat of the sole ispermanently attached to the insole withnails and finally the heel is attached.
FOCUS
Figure 9: Cork bottom filler aids comfort and insulation
22 SATRABulletin July/August 2009
©SA
TRA
Tech
nolo
gyC
entre
2009
.Rep
rodu
ctio
nof
SATR
ABu
lletin
inpa
rtor
inits
entir
ety
isno
tper
mitt
edin
any
shap
eor
form
,whe
ther
inpr
into
rdig
italm
edia
,with
outp
riorw
ritte
npe
rmis
sion
from
SATR
A.
23SATRABulletin July/August 2009
TECHNICAL
sole. The heel is lined up with the soleat the heel breast/waist by superfineheel scouring.
The leather heels are colouredusing a special heel finish containingdye, which soaks into the surface ofthe leather after being applied byhand with a brush. After it has dried,the heel if buffed with a cloth-basedabrasive band to give a firm polishedbase. A special top coat is thenapplied and allowed to dry.
The edges of the sole are inkedwith a water-based finish whichcontains pigments, waxes and gum.This ink is applied using a small bristlebrush and the edges of the sole is ‘set’by a machine which has a heated ironhead that vibrates. The previously-applied wax is melted by this action,which forces it into the leather fibres ofthe sole/welt edge, to give a brightsmooth compact finish whichimproves its water resistance.
The leather sole is scoured with afine abrasive paper and a bottomfinish applied, which may betransparent or coloured. Wax is thenapplied using a rotating mop to givean attractive sheen.
The final finishing operations caninclude seat wheeling to give a fineindentation around the top edge of theheel, sole branding by means of aheated embossing tool and bunking(or janking), which is a decorativeprocess using a heated wheel to forma pattern around the edge of the solesurface to hide the sole stitching.
Shoe roomingShoe rooming, final inspection andboxing are the last operations in thiscomplex process. The majority ofwelted manufacturers pay a great dealof attention and expense to this finalprocess, ensuring that their productsare displayed and protected in theirbox to the highest standard,reinforcing the quality of their productsto the customer at the point-of-sale.
For further informationon welted footwear,please contactLynne Brent([email protected]).
Figure 10: Rounding down the sole and groove cutting
Figure 11: Channelled sole attached using a lockstitch
©SA
TRA
Tech
nolo
gyC
entre
2009
.Rep
rodu
ctio
nof
SATR
ABu
lletin
inpa
rtor
inits
entir
ety
isno
tper
mitt
edin
any
shap
eor
form
,whe
ther
inpr
into
rdig
italm
edia
,with
outp
riorw
ritte
npe
rmis
sion
from
SATR
A.
Related Documents











