Heat Treatment Tutorial (Courtesy Wallwork HT, UK) With 40+ years of experience the Wallwork Group has a wealth of knowledge to draw upon when giving advice upon the correct heat treatment or material for a particular application. An extensive range of up to date equipment & processes means that a suitable treatment can usually be specified & carried out in a short time span. Heat treatment is carried out at all three of the Wallwork group sites, and together with excellent Group transport service gives the fastest possible turnround to customers. The Wallwork policy of only recruiting the best people and constantly up-dating or renewing equipment ahead of demand has resulted in a first class service. This is very important to our customers as although heat treatment is only a small part of the manufacturing process its effect on product performance is dramatic and so consistent & reliable results are essential. Metallurgists are always on hand to give free advice and interpret published technical data which often lacks the practical information required to make a good materials selection. They can also give advice on the best process route available for a particular component these can include heat treatment in gas, air, vacuum, molten salt or fluidised bed and various different quenching methods.

Gear Heat Treatment
Oct 26, 2014
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Heat Treatment Tutorial(Courtesy Wallwork HT, UK)
With 40+ years of experience the Wallwork Group has a wealth of knowledge to draw upon when giving advice upon the correct heat treatment or material for a particular application. An extensive range of up to date equipment & processes means that a suitable treatment can usually be specified & carried out in a short time span.
Heat treatment is carried out at all three of the Wallwork group sites, and together with excellent Group transport service gives the fastest possible turnround to customers.
The Wallwork policy of only recruiting the best people and constantly up-dating or renewing equipment ahead of demand has resulted in a first class service. This is very important to our customers as although heat treatment is only a small part of the manufacturing process its effect on product performance is dramatic and so consistent & reliable results are essential.
Metallurgists are always on hand to give free advice and interpret published technical data which often lacks the practical information required to make a good materials selection. They can also give advice on the best process route available for a particular component these can include heat treatment in gas, air, vacuum, molten salt or fluidised bed and various different quenching methods.

Carburising & CarbonitridingWhat Are the Treatments
Carburising and carbonitriding are "thermachemical" treatments, usually conducted at temperatures in the range 800-940°C in the first stage of "case-hardening".
These processes change the chemical composition of the surface of a low-carbon steel component so that subsequent fast cooling, by "quenching" produces a hard "case" combined with a softer/tougher "core".
Quenching is normally followed by a low-temperature tempering / stress relieving treatment.
In carburising, controlled levels of carbon are introduced at the surface and allowed to diffuse to a controlled depth. In carbonitriding, nitrogen is also imparted, along with the carbon, to improve case hardenability. The heat treater employs a variety of processing media to achieve these objectives, including controlled gaseous atmospheres and molten salt ("cyaniding").
What Are The Benefits
Carburising and carbonitriding case-hardening treatments offer a means of enhancing the strength and wear properties of parts made from relatively-inexpensive easily worked materials. Generally applied to near-finished components, the processes impart a high-hardness wear resistant surface which, with sufficient depth, can also improve fatigue strength. Applications range from simple mild steel pressings to heavy-duty alloy-steel transmission components.
What sort Of Steels can be Treated?
Low-carbon / non-alloy (mild) steels can be case hardened by carburising or carbonitriding, but do not develop significant core strength. Thus they are normally treated for increased wear resistance only Low-carbon alloy case-hardening steels, intrinsically higher-strength materials, can be carburised to yield a high surface hardness whilst developing significant strength and toughness in the core. They are not normally carbonitrided.
BS970 lists some case-hardening steels and their typical mechanical properties.
What Are The Limitations?
Case depth
Depending upon process temperature, duration and media, case depths can be produced within a wide range, from less than 0.1 mm where some wear resistance is the only requirement (e.g. thin-section pressings), increasing where fatigue resistance is needed (e.g. carburised case depths of the order of 1 mm in automotive gears) up to total depths of some 7.5mm (e.g. heavy transmission gearing). Case depths imparted by carbonitriding, generally used for small components, are limited to no more than 0.75mm by practical considerations.
It should be noted that maximum hardness of a casehardened part is not maintained throughout the full depth of the case: part-way through the case, hardness begins to reduce progressively until it reaches the core hardness. It is therefore important not to grind a case-hardened part excessively, otherwise the resulting surface hardness and strength will be significantly diminished.

Core Properties
Core properties are predominantly determined by the type of steel section/size and can only be changed marginally without adversely affecting surface hardness.
Section Size
The section size of a component and the type of steel used also influence the depth of hardened case that can be achieved:
1. With low-carbon non-alloy (mild) steels, about 12mm is the upper section-size limit for carburising where oil quenching (the norm) is employed (water quenching permits larger section sizes, but with increased risk of distortion of a carburised component). Carbonitriding can offer significant advantages here in terms of the depth of hardened case developed in larger section sIzes.
2. With alloy case-hardening steels, larger section sizes can be readily carburised and oil quenched. In some instances, with suitable section sizes, elevated-temperature quenching ("martempering" / "marquenching") can be an option to minimise component distortion.
The Negative effect of Aluminum
Plain-carbon, non-alloy steels, including pressing-quality mild steals, can contain excessive amounts of aluminum which can have a harmful effect on case-hardening response (low surface hardness and low case depth).
Component size and shape
The size and shape of a component that can be carburised/carbonitrided depends on the type of equipment operated by the heat treater. Overall, items that can be handled within the contract heat treatment sector range from those of a few grams to components weighing several tonnes each. For large components, check the availability of suitably-sized facilities at an early stage.
What Problems could arise?
Distortion
Changes in size or shape can arise in case-hardened components from a variety of causes, some inherent in these high-temperature/rapid-cool processes, some attributable to component design shortcomings, and others relating to earlier manufacturing steps (e.g. thermal relief of stresses introduced by prior forming). It is important to consider if preliminary Normalising before finish machining will be an advantage in reducing distortion during subsequent treatment.
Close tolerance components must be ground (with care) after treatment. The case depth specification must allow for this. (Shallow-case carbonitriding components are not normally ground).
Subsequent processing
Subsequent plating (especially zinc plating) can sometimes be rendered difficult by carbonitriding.

How Do I Specify?
All of the following information should be included if possible.
• Instruction: case harden: carburised or carbonitriding. • The steel specification: identify the material used as accurately as possible. • The case depth required, indicating an acceptable range. Make it clear whether this is
total case depth (measured to core hardness) or effective case depth (measured to a specified hardness level, usually 550HV /50HRC). Where a test piece is supplied for case depth measurement, ensure that it is of the same batch of steel and section size as the component to be treated.
• The acceptable surface and core hardness ranges, stating type of hardness test and any special position for measurement.
• Any general standards applicable (e.g. Ford specification). Furnish drawings if possible.
• Grinding allowance - state whether the case depth includes a grinding allowance or specify the allowance to be added.
• Selective treatment requirements - a variety of procedures can be applied to leave selected areas of the surface of a component "soft". If required, specify precisely, stating what is mandatory and what is optional (e.g. area which must be hard and area which must be soft).

Vacuum CarburisingVacuum Carburising is used extensively outside the UK, but has only recently become available in this country. The main differences to conventional gas carburising are listed below:
Advantages:
• Oxide free surface. This emlinates initial wear on the surface, enhances resistance to micro cracking which in turn has a beneficial effect on the fatigue resistance
• Excellent Hole Penetration. This is because the gas pressure is pulsed, introducing fresh gas into the holes on a regular basic during the cycle.
• Lower Distortion. As the quench rate is less than oil the distortion is lower. (This is even better if a vacuum carburising stell is specified as the quench rate is even lower)
• Excellent Finish. As the process is carried out in a vacuum chamber the finish is similar to normal vacuum haredning.
• Shorter process times. This is becuase carburising temperatures can be higher and no post cleaning operations are required.
• Improved Reliability. Once the correct hardness profile has been achieved it can be reproduced with more accuracy than gas carburising.
Disadvantages:
• Not Suitable for Low Hardenability Steels. This is becaus eof the limitation of 10 bar nitrogen pressure quenching. Most oil hardending steels will harden in thin sections. Vacuum carburising steels and EN 39 (835M15) will harden in almost an section. The Process is not suitable for mild steels.
• Corrosion Protection Requiried . Components require protection from corrosion after processing as with other vacuum treated components.
• Masking. Threaded holes can be plugged iwth bolts to prevent carburising but other areas must be mechanically masked.
Applications:
• Gears. This is the most common application, particularly if the gears are usually ground after heat treatment. Vacuum carburised gears have no oxide layer and if made from the correct material should distort less, thus eliminating the two main reasons for post griding.
• Fuel Injectors. These and other applications where an even carburised layer is an inacessible place is required.
• Complex Shapes. Components which have a complex shape which would hold oil after oil quenching.

Nitriding & NitrocarburisingWhat are the Treatments
Nitriding and nitrocarburising are low temperature, low distortion "thermochemical" heat treatments carried out to enhance the surface properties of finished or near finished ferrous components. They are different in terms of suitable materials, processing conditions, the nature of the surface layers imparted and the property improvements conferred.
Nitriding, conducted in gas (490 - 560°C) or plasma (400 - 590°C) for treatment times ranging up to 90 hours, involves the dffusion of nitrogen into the surface to produce a controlled depth of hard alloy-nitrides. Unlike the high-temperature case-hardening treatments (carburising/ carbonitriding), hardening is achieved without the need for quenching.
Nitrocarburising, generally of shorter duration (30 minutes - 5 hours), involves enrichment of the surface with both nitrogen and carbon to impart a thin iron-carbonitride "compound layer" supported by a nitrogen-bearing "diffusion zone". Conducted at temperatures of 560 - 580°C ("ferritic nitrocarburising") or 590 - 720°C ("austenitic nitrocarburising"), the process may be completed by quenching and can involve additional steps to promote certain properties.
Nitrocarburising is a generic term covering salt bath treatments, such as Tufftride , and the equivalent processes conducted in gaseous atmospheres and known by a host of trade names.
What Are The Benefits?
Favoured for components that are subjected to heavy loading, nitriding imparts a high surface hardness which promotes high resistance to wear, scuffing, galling and seizure. Fatigue strength is increased mainly by the development of surface compressive stresses. Hot hardness and resistance to tempering are improved and corrosion resistance is moderately enhanced. The low processing temperature and subsequent slow cooling help minimise distortion. Typical applications include gears, crankshafts, camshafts, cam followers, valve parts, extruder screws, die-casting tools, forging dies, aluminum-extrusion dies, injectors and plastic-mould tools.
In ferritic nitrocarburising, the resultant compound layer, with good lubricant-retention characteristics, is responsible for the major benefit of high resistance to wear, scuffing, galling and seizure. The diffusion zone contributes improved fatigue resistance if components are quenched after nitrocarburising. An increase in corrosion resistance can be improved upon further by post-oxidation treatment which imparts an aesthetically-pleasing black finish; additional polishing and oxidation steps can yield a surface finish rivaling hard chrome plating, in terms of high corrosion resistance combined with low coefficient of friction.
Typical applications of ferritic nitrocarburising encompass pressings, bearing shafts and cages, cams and crankshafts, gears, bushes, liners, pump components,sintered parts, plastic-mould and extrusion dies and tooling.
Whilst it can also increase the hardness of alloy steels, the influence of ferritic nitrocarburising on the bulk surface hardness of low-carbon non-alloy steels is moderate .Austenitic nitrocarburising allows the other benefits to be combined with indentation resistance by strengthening the substrate beneath the compound

What Sort of Materials Can Be Treated?
Nitriding: For engineering components, nitriding is most effective when applied to the range of steels containing nitride-forming elements such as chromium, molybdenum, vanadium and aluminum; some, such as 722M24 (En40B), 905M39 (En41B) and 709M40 (En19), are specified in BS 970. The process is also applicable to stainless steels and to tool steels such as hot-work, cold-work and mould steels. Some cast irons also respond favorably to treatment.
Nitrocarburising: Ferritic nitrocarburising can be applied to most ferrous materials and is well established for processing tool steels, for example. Latterly, both ferritic and austenitic nitrocarburising have come to particular prominence as methods for up-grading components made from relatively-inexpensive easy-to-form low- and medium-carbon non-alloy steels
What Are the Limitations?
Nitriding
• The process can only be applied effectively to a limited range of appropriate alloy-containing materials.
• Depending upon process parameters and material, nitrided case depths can range from as little as 0.05mm up to 0.50mm.
• Surface hardness depends upon process parameters, the material and its original condition. For optimum results, a steel for nitriding should be in the hardened and tempered condition and free from decarburisation. (The tempering temperature should be higher than the nitriding temperature).
• A fine-turned or ground surface finish is the most suitable for ensuring a satisfactory nitriding response. Pre-nitriding treatments may be required on certain materials subjected to gas nitriding (e.g. acid pickling/vapour blasting of martensitic stainless steels).
• A stress-relieving treatment ("stabilising") is necessary between the rough and final stages of machining of hardened and tempered high-precision components in order to minimise distortion after nitriding. (The stress-relieving temperature employed should be higher than the nitriding temperature but lower than the tempering temperature).
• On a hardened and tempered/stress-relieved part, nitriding should produce minimal distortion. However, growth can occur, the amount being a function of the treatment parameters and the material. It is fairly predictable and usually less than 0.05mm on a diameter.
• The corrosion resistance of stainless steels is reduced by nitriding.
Nitrocarburising
• Depending upon process parameters and materials the compound layer thickness after ferritic nitrocarbuirising is typically in the range 12.5 -20µm, the diffusion zone being substantiaIly deeper. Capable of producing thicker compound layers, some austenitic nitrocarburising treatments incorporating carburising/carbonitriding can impart underlying case-hardened layers as deep as 1.5mm.
• Alloy steels benefit most from being nitrocarburised in the hardened and tempered condition. (The tempering temperatures shouId be higher than that employed for nitrocarburising). Non-alloy/low-carbon steels are usually nitrocarburised in the normalised condition. Stress relieving before final machining is advisable in order to minimise distortion in nitrocarburising.

• During ferritic nitrocarburising, predictable growth occurs in components, which must be allowed for. lncreasing with compound-layer thickness, it is of the order of 15µm on diameter in a typical treatment. Growth is some what greater in austenitic nitrocarburising treatrnents.
• Components must not be ground after nitrocarburising as this will remove the beneficial thin compound layer. For load-bearing surfaces, a light lapping or buffing is often used to improve the surface finish which tends to roughen slightly during treatment.
• Nitrocarburising treatments, particularly those involving post-oxidation, are capable of imparting dramatic improvements in the corrosion resistance of ferrous materials. However, nitrocarburising reduces the corrosion resistance of stainless steels.
Component size and shape
The size and shape of a component that can be nitrided or nitrocarburised depends upon the type of equipment operated by the heat treater. Overall, items that can be nitrided within the contract heat treatment sector range from those of a few grams to components weighing several tonnes each. For large components, check the availability of suitably-sized facilities at an early stage.
What Problems Could Arise?
A viable surface compound layer ("whitelayer") forms during nitriding, consisting of mixed iron nitrides (as opposed to the more ductile monophased iron-carbonitride compound layer aimed for in nitrocarburising). Under conditions of mechanical loading or thermal shock, this white layer can spall, producing debris which is highly abrasive. It may therefore be necessary to control the thickness of this layer during processing to a maximum specified level or to introduce a finishing operation to remove it completely. Complete removal is often recommended on bearing surfaces (e.g. on a crankshaft).
How Do I Specify?
All of the following information should be included if possible. If uncertain, ask your heat treater before producing a specification:
Nitriding
• Instruction: nitride/nitride harden. If a particular processing medium is required, indicate (ie. gas or plasma).
• Material: identify the material used as accurately as possible using a BS number or maker's code. Indicate its heat-treated condition (e.g. hardened and tempered).
• Case depth: specify the case depth required, indicating an acceptable range. It should be noted that maximum hardness is not maintained throughout the full depth of the case; part-way through the case, hardness begins to reduce progressively until it reaches the original (core) hardness. Thus it should be stated clearly whether the case depth required is an effective depth (to a specified hardness level) or a total depth (to core hardness level)
• Surface hardness: quote the range of surface hardness required, indicating whether the component can be tested and the area of test. As indicated previously, the surface hardness attainable depends upon the material and its original condition, as welf as nitriding parameters.
• Indicate if a test piece will be supplied for assessment of the results of nitriding.This should be of the same cast of material and in the same prior heat-treated condition as the component being procesed.

• Quote any relevant customer specification/standard. • Selective treatment requirements: a variety of procedures can be applied to leave
selected areas of the surface of a component "soft". If required, specify precisely or indicate that the part is already copper-plated if this stop-off method is chosen.
• Indicate whether any additional operations are required (e.g. vapour blast to remove possible white layer).
• Specify maximum white-layer thickness allowable, if this is a consideration.
Nitrocarburising
• Instruction: ferritic nitrocarburise or austenitic nitrocarburise. • Indicate if a particular processing medium is required (i.e., salt-bath or gas). • Material: identify the material used as accurately as possible using a BS number or
makers code. Indicate its heat-treated condition (e.g. hardened and tempered). • Specify the compound layer thickness required, indicating an acceptable range. • For austenitic nitrocarburising, specify the case depth requirement. State clearly
whether this is an effective depth (to a specified hardness level) or a total depth (to core hardness level).
• Surface hardness: Specify the range of surface hardness required, indicating whether the component can be tested and the area of test. As indicated previously, the surface hardness attainable depends upon the material, as well as nitrocarburising parameters.
• Indicate if a test piece will be supplied for assessment of the results of nitrocarburising. This should be of the same cast of material and in the same prior heat -treated condition as the component being processed.
• Quote any relevant customer specification/ standard

Plasma NitridingActive Screen Plasma Nitriding (ASPN) produce high quality nitrided surfaces with a number of advantages over conventional plasma and gas nitriding processes.
Compared to gas nitriding ASPN has the following advantages:
• Closer control of the structure and depth of nitriding. • Control of type and thickness of compound layer. • Better reproducibility. • Ability to harden stainless steels. • Cleaner and more environmentally acceptable
process. • Shorter process times for case depths of up 0.25
mm. • Can be followed by post oxidation to give hard,
corrosion resisitant black finish. • Surface is suitable for further coatings.
Compared to conventional plasma nitriding ASPN has the following advantages:
• Components of different sizes can be mixed in the same load.
• No risk of arc damage to components. • Very good penetration down holes. • Imporved uniformity near edges and corners.
Limitations:
• Due to excellent penetration, masking must be done very carefully. • High penetration may cause problems with low density sintered components.
Applications:
• Automotive Transmissons. • Fuel Injection Systems. • Plastic Moulding Dies. • Suspension Components. • Hydraulic Parts. • Hot and Coldwork Tooling. • Automotive Value Equipment.

Chemical Blacking New for 2008 Wallwork Heat Treatment have added another process to their existing high quality heat treatment and coatings portfolio. Located at the Birmingham branch, Wallwork have invested in a fully automated, computerised Chemical Blacking conversion treatment plant. The chemical blacking process imparts a decorative black corrosion resistant finish on most ferrous surfaces without altering the component dimensionally.
Advantages:
• No dimensional change: many machined parts are manufactured to tight tolerances, which means plating or painting is not acceptable.
• Corrosion resistance: The black surface absorbs wax, oil or rust preventative sealants to give, corrosion protection.
• Sales appeal: A durable black finish enhances the appearance and value of a wide range of manufactured articles.
• Safety: By reducing the light glare from moving tooling or machinery, it eases fatigue and contributes to operator safety
Applications:
• tool parts • chains & sprockets • machine tools • jigs and fixtures • gears • clutch parts • automotive parts • ball screws • hydraulic blocks • transmissions drives • stamping, bending, lapping, grinding
machines

TufftridingTufftride™ is the Registered Trade name of Durferrit for their nitrocarburising treatment that takes place in molten salt at a temperature of approx. 580°C. The process is often followed by cooling in a caustic molten salt [AB1], giving the component the characteristic black finish which is also very corrosion resistant.
Advantages & Properties
• Gives a very hard (800-1500Hv) wear resistant surface to the metal typically to a depth of 0.002”(0.05mm)
• The surface layer is in compression and so not conducive to crack initiation. This increases fatigue resistance
• As the process is carried out at 580°C no phase changes take place as is the case with higher temperature treatments, and so there is little or no dimensional change in the components.
• When specified with the caustic molten salt quench the surface of the steel becomes very corrosion resistant. [Typically up to 400 hours in a standard salt spray test. This compares favorably with hard chrome plating]
• The hard wear resistant surface also exhibits self-lubricating & anti-seize properties.
Disadvantages and limitations
• The metal must withstand 580°C. This is particularly important when previously heat treated components that are Tufftrided, as the temperature may lead to softening or distortion. (please ring for free advice)
• As the process is carried out in molten salt, removing this salt from deep small bore holes or hollow components can be difficult.
• Care must be taken with thin section components to ensure that the thin sections do not become Tufftrided all the way through & and hence become brittle.
• Tufftriding can reduce the corrosion resistance of stainless steels
Applications
Most engineering components that suffer from wear, corrosion, seizure or galling. Typical components would be:
• I.C. Engine crankshafts & camshafts • Gas ram struts • Hydraulic rams & pistons • Steering & suspension components components • Gears • Threaded components • Molding tools • Valve parts

Harden & TemperWhat Are The Treatments?
Hardening and tempering of engineering steels is performed to provide components with mechanical properties suitable for their intended service. Steels are heated to their appropriate hardening temperature {usually between 800-900°C), held at temperature, then "quenched" (rapidly cooled), often in oil or water. This is followed by tempering (a soak at a lower temperature) which develops the final mechanIcal properties and relieves stresses. The actual conditions used for all three steps are determined by steel composition, component size and the properties required.
Hardening and tempering can be carried out in "open" furnaces (in air or combustion products), or in a protective environment (gaseous atmosphere, molten salt or vacuum) if a surface free from scale and decarburisation (carbon loss) is required ("neutral hardening", also referred to as "clean hardening").
Two specialised quenching options can be applied in special circumstances:
Martempering (also known as "marquenching") uses an elevated-temperature quench (in molten salt or hot oil) which can substantially reduce component distortion. This process is limited to selected alloy-containing steels and suitable section sizes.
Austempering can be applied to thin sections of certain medium- or high-carbon steels or to alloy-containing steels of thicker section. It requires a high temperature quench and hold, usually in molten salt, and results in low distortion combined with a tough structure that requires no tempering. It is widely used for small springs and presslngs.
What Are The Benefits?
Hardening and tempering develops the optimum combination of hardness, strength and toughness in an engineering steel and offers the component designer a route to savings in weight and material. Components can be machined or formed in a soft state and then hardened and tempered to a high level of mechanical properties.
Hardening from open furnaces is often employed for products such as bars and forgings that are to be fully machined into components afterwards. Neutrally clean hardening is applied to components that require surface integrity to be maintained; examples include nuts, bolts, springs, bearings and many automotive parts. Neutral clean hardening is carried out under tightly-controlled conditions to produce a precision component needing the minimum of final finishing.
What Sort of Steels Can Be Treated?
Almost all engineering steels containing over 0.3% carbon will respond to hardening and tempering. 8S970 and 8S EN 10083-1 and -2 (which have superseded parts of BS 970) list the majority of hardenable steels used for engineering components. (A number of other standards include hardenable steels for special applications; e.g. "S" aircraft standards, BS3111 for fasteners and BS5770 for springs)

What Are The Limitations?
Hardening Response
The response of a steel component to hardening and tempering depends on steel composition, component size, and method of treatment. Guidance is given in BS970 and BS EN 1 0083-1 and -2 on the mechanical properties obtainable in steels with different section sizes using recommended treatment parameters. Use these as a guide to steel selection.
Every steel has a "limiting" section size ("ruling section") above which full hardening cannot be achieved. A higher grade of steel will be required to ensure optimum properties in a larger section.
It may be possible to harden larger components in lower-grade steels by using non-standard treatments such as faster quench rates or lower-temperature tempers. Faster quench rates always increase the risk of distortion or cracking, and low-temperature tempers can seriously impair mechanical properties such as toughness. Serious consideration should be given to these facts before asking for non-standard treatments to be carried out.
The Negative Effect of Aluminum
Plain-carbon non-alloy steels, and some low-alloy steels, can contain excessive amounts of aluminum which can have a harmful effect on hardening response (lower than expected hardness). The CHT A data sheet"Anticipating the Hardening Response of Aluminum-bearing Plain-carbon Steels" gives guidance on avoiding this serious problem. It is important to ensure that aluminum and nitrogen contents are listed on the mill certificate from the steel supplier.
Steel Condition
Steels that are purchased after open treatments (e.g. 'black bar') are liable to have lost some carbon from the surface layers (decarburisation). Decarburised layers must be fully removed by machining from all surfaces before components are hardened , otherwise excessive distortion or even cracking are likely.
Steels that are purchased in cold-worked conditions, such as 'bright bar', contain residual stresses. These stresses can contribute to distortion during machining and in hardening. It is recommended that rough-machined blanks have these stresses removed, by norrnalising or soft annealing before hardening,in order to reduce the risk of excessive distortion.
Temper Embrittlement
Certain steels, particularly alloy steels containIng nickel and chromium, suffer from embrittlement. lf tempered in the range 250-450°C; this limits the acceptable mechanical properties they can attain. Check that the selected steel is not prone to this problem, and if in doubt consult your heat treater.
Component Size and Shape
The size and shape of a component that can be hardened and tempered depends on the type of equipment operated by the heat treater. Overall, items that can be handled within the contract heat treatment sector range from those of a few grams to components weighing several tonnes each. For large components, check the availability of suitably-sized facilities at an early stage.

What Problems Could Arise?
Distortion or crackingChanges in size or shape can arise in hardened components from a variety of causes, some inherent in the high-temperature / rapid cool process, some attributable to component design shortcomings and others relating to earlier manufacturing steps (e.g. thermal relief of stresses introduced by prior forming).Where final dimensions are critical, finish grinding or machining will be necessary and must be planned. Components hardened and tempered to high mechanical-property levels are often impossible to straighten later.In extreme circumstances, the stresses generated by quenching can even be high enough to crack components. It is necessary for the manufacturer to take all reasonable steps to minimise the risk through careful component design (e.g. avoid stress-raising features such as sudden changes in section, deep slots, cutouts) and steel selection.It is always helpful to consider potential hardening and tempering problems at the design stage.Scaling and decarburisationIf open furnace treatment is selected, scaling and decarburisation are likely. large components spend longer at high temperatures and suffer more.Allowance must be made for removal of affected layers after treatment. The alternative is clean/neutral hardening in a protective environment which avoids scaling and decarburisation.Mixed batchesC components made from mixed batches ("casts") of material pose problems to your heat treater. He cannot separate components supplied in one load made from steels having the same material specification but different compositions. Components made from steels with varying compositions can respond differently to the hardening treatment, resulting in rejections, rework and added cost to all parties. Assist your heat treater by keeping material batches separate.
How Do I Specify?All of the following information should be included if possible:
• Treatment required: this could be harden and temper, martemper or austemper. Indicate if neutral/ clean treatment is essential or if open treatment is satisfactory.
• The steel specification: including the steel designation and the standard from which it is drawn, plus actual composition as given on the mill certificate from the supplier.
• Mechanical properties required: generally a hardness range or tensile strength range can be quoted from the standard being worked to. It is not possible to attain a specific figure due to variables outside the heat treater's control; allow a realistic working range.
• Testing required: indicate the type(s) of testing required (e.g. Vickers, Rockwell or Brinell hardness) and any special locations for testing or the removal of samples for test pieces.
• Certification: are there requirements for any special certificates or data to be provided by your heat treater?
• Drawings/standards: provide details of any drawings or standards, especially company or in-house standards, that contain relevant details which must be adhered to.
• Other requirements: indicate if other services are required, e.g. straightening, (with working limits), cleaning/blasting, laboratory or specialised non-destructive tests, etc.

What are the Steels?Tools and die steel are covered in BS 4659:1989, although both american nomenclature and a variety of tradenames are also in use. Available in high-quality grades, these specifically-designed steels can be grouped broadly according to their intended application:
• High-speed steels (BM and BT series in BS 4659) for drilling/cutting, witn an ability to retain hot hardness
• Cold-work steels (BA, BD and BO series) for stamping , blanking, pressing and forming.
• Hot-work steels (BH series) for hot forming and precision die casting • Plastic-moulding steels (BP series) for plastic-moulding and highly-polished dies,
where toughness is required. • Shock-resistant steels (SR series) or chisels, punches and tools subject to impact
loading. • Hammer die steels for cold forging, hammering and stamping.
What are the Treatments?
All tool and die steels must be treated to develop optimum properties in terms of hardness, strength, toughness and wear resistance. Almost all are hardened and tempered.
Hardening involves controlled heating to a critical temperature dictated by the type of steel (in the range 760-1300°C) followed by controlled cooling. Dependent on the type of material, appropriate cooling rates vary from very fast (water quench) to very slow (air cool).
Tempering involves reheating the hardened tool/die to a temperature between 150-657°C, depending on the steel type. A process which controls the final properties whilst relieving stresses after hardening, tempering can be complex; some steels must be subjected to multiple tempering operations.
In some cases, a sub-sero treatment can be incorporated into the hardending and tempering cycle in order to develop maximum hardness and optimise dimensional and metallurigcal stability.
What are the processing options?
Most tools and dies must be protected from oxidiation and decarburisation during treatment. The heat transfer uses four basic types of furnace with various processing media to meet this requirement:
• Salt Baths - the traditional route capable fo treating the complete range of tool steels with tight control.
• Fluidised beds - a more recent development capable of treating a wide range of tool steels other than those requiring high hardening temperatures.
• Sealed-quench furnaces - applications restricted by lower hardening temperatures and the choice of oil quenching or "still" gas cooling.
• Vacuum furnaces - the cleanest route, mainly employing gas quenching; the recent introduction of high-pressure gas quenching has widened the range of steels which can be successfully treated.

What are the limitations?
Hardenability
The measure of a steels's ability to harden in depth, hardenability can very depending on the type of tools steel used. For example, low-hardenability BW grades will only hardend to a depth of a few millimeters, even with a sever water quench, whilst high -hardenability steels, such as BH grades, can harden through a section in excess of 1 metre with gas quenching.
Considered in conjunction with section size, steel hardenability can limt the choice of processing route. It is recommended that the requirements be discussed with the heat treater at an early stage.
Hardening Temperature
Some high-speed steels require extremely high hardening temperatures which can restrict the processing route options.
Physical Size
Contract heat treatment furnaces come in a variety of sizes, as do customers job's. Always check the availability of appropiate capacity at an early stage.
What problems can arise?
Distortion
Distortion of hardended and tempered tools and dies can arise from a variety of factors. Many of these are outside the control of the heat treater who cannot therefore accept responsibility for its prediction or it consequences.
Complex shapes and sharp changes in section will generate stress, and hence distortion, during rapid cooling for hardening. If it is impossible to avoid such stress-raisers, select a high-hardenability steel so that slower cooling rates can be utilised. The possibility of distortion can also be reduced by specifying stress relieving prior to final machining.
Cracking
Cracking usually results from factor such as:
• Poor-quality or incorrect steels • Defects in the steel • Decarburisation - usually because of insufficent or unequal metal removal during initial
machining or "black" billet. • Poor design and material selection • Poor post-heat-treatment practice, such as incorrect grinding or EDM • Incorrect Heat Treatment.
The latter should bot occur if a specialist CHTA heat treater is employed. He will also advice on avoiding the other factors at an early stage.
How Can I ensure successful Treatment?
• Do use good-qualist steel from a reputable supplier • Do design for heat treatment by eliminating features such as sharp corners and abrupt
changes in section. • Do talk to your heat treater before design and specification are decided.

• Do specify a steel capable of giving the required hardness in the section size involved. • Do remove all "black" and decarburised layers and surface defects - ensure the initial
section size is large enough to allow this. • Do consider intermediate stess relieving to minimise distortion. • Do allow for any post-heat-treatment grinding etc. when the tool/die is producted. • Do ensure all your requirements are specified correctly.
How do I specify?
If uncertain, consult your heat treater before producing a specification. Always include:
• The material used, quoting BS grade, other standard designation or trade name • The hardness required (HRC, Hb or HV), quoting a realistic range • The processing route required, if this is relevant (e.g. "vacuum treat" or "salt-bath
treat") • Any special requirements (e.g. "area to be kept soft", "press temper to keep flat") • Any area where testing must or must not be applied • Any special certification or testing requirements.

Stress Relieving & NormalisingStress Relieving
Stress relieving is applied to both ferrous and non-ferrous alloys and is intended to remove internal residual stresses generated by prior manufacturing processes such as machining, cold rolling and welding. Without it, subsequent processing may give rise to unacceptable distortion and/or the material can suffer from service problems such as stress corrosion cracking. The treatment is not intended to produce significant changes in material structures or mechanical properties, and is therefore normally restricted to relatively low temperatures.
Carbon steels and alloy steels can be given two forms of stress relief:
• Treatment at typically 150-200°C relieves peak stresses after hardening without significantly reducing hardness (e.g. case-hardened components, bearings, etc.):
• Treatment at typically 600-680°C (e.g. after welding, machining etc.) provides virtually complete stress relief.
Non-ferrous alloys are stress relieved at a wide variety of temperatures related to alloy type and condition. Alloys that have been age-hardened are restricted to stress relieving temperatures below the ageing temperature.
Austenitic stainless steels are stress relieved below 480°C or above 900°C, temperatures in between reducing corrosion resistance in grades that are not stabilised or low-carbon. Treatments above 900°C are often full solution anneals.
Normalising
Applied to some, but not all, engineering steels, normalising can soften, harden or stress relieve a material, depending on its initial state. The objective of the treatment is to counter the effects of prior processes, such as casting, forging or rolling, by refining the existing non-uniform structure into one which enhances machinability/formability or, in certain product forms, meets final mechanical property requirements.
A primary purpose is to condition a steel so that, after subsequent shaping, a component responds satisfactorily to a hardening operation (e.g. aiding dimensional stability).
Normalising consists of heating a suitable steel to a temperature typically in the range 830-950°C (at or above the hardening temperature of hardening steels, or above the carburising temperature for carburising steels) and then cooling in air. Heating is usually carried out in air, so subsequent machining or surface finishing is required to remove scale or decarburised layers.
Air-hardening steels (e.g. some automotive gear steels) are often "tempered" (sub-critically annealed) after normalising to soften the structure and/or promote machinability. Many aircraft specifications also call for this combination of treatments. Steels that are not usually normalised are those which would harden significantly during air cooling (e.g. many tool steels), or those which gain no structural benefit or produce inappropriate structures or mechanical properties (e.g. the stainless steels).

What Are The Benefits?
Stress relieving, normalising and annealing all prepare metals and alloys for further processing or for the intended service conditions. They control the ability of materials to be machined with ease, perform without distortion in service, be formed without cracking or splitting, be subsequently hardened or carburised with minimal distortion, or to resist corrosive environments.
What Sort of Materials Can Be Treated?
All commercial alloys can be annealed and stress relieved. Normalising is restricted to certain steels for the reasons indicated above.
What Are the Limitations?
• Stress relieving of carbon or low-alloy steel fabrications is frequently the last heat treatment applied, so it must be ensured that the mechanical properties of the materials treated will not be adversely affected.
• Stress relieving between machining operations can be performed on pre-treated material. The stress relieving effectiveness may have to be reduced to prevent loss of mechanical properties.
• Many austenitic stainless steels require fast cooling after high-temperature stress relief or solution annealing. A degree of distortion or reintroduction of residual stresses is inevitable in such cases.
• The size and shape of items that can be stress relieved, annealed or normalised depends on the type of equipment operated by the heat treater. For large items, check the availability of suitably-sized facilities at an early stage.
What Problems Could Arise?
• Most stress relieving operations are carried out in air, but protective media are also available. In air, alloys are subject to discolouration or scaling depending on the alloy and temperature used. Post-treatment cleaning may therefore be required.
• Normalising is usually performed in air on semi-finished steel products where scaling and decarburisation pose no problems because they are removed by subsequent machining. A protective medium may sometimes be necessary; e.g. when normalising final-size products prior to localised surface hardening.
• Annealing processes can take place in air or in protective media such as molten salt, controlled gaseous atmospheres or vacuum. Prolonged soaks, as required by some annealing operations, necessitate the selection of a protective medium.
• There is always a risk of distortion/sagging when high-temperature treatments are applied to vulnerable thin-wall vessels or large, heavy components. Your heat treater may have to use special supports or fixtures to combat this problem.
How Do I Specify?
All of the following information should be included if possible. If uncertain, ask your heat treater before producing a specification:
• The process: this could be stress relieve, normalise or anneal; indicate if bright treatment is necessary, or if treatment in air is satisfactory.
• Material: type, grade, and the standard from which it is drawn, with drawing, composition and mill certificate where available.

• Any general standards applicable (national, international or company) that contain relevant details which must be adhered to.
• Existing condition; e.g. details of any prior heat treatment, such as hardening and tempering, solution treatment and ageing, intended to establish mechanical or other properties.
• The level of mechanical properties required. Generally a hardness range or tensile strength range can be quoted from the standard being worked to. It is not possible to meet a specific figure due to the variables outside the heat treater's control (e.g. in annealing to remove the effects of severe cold work). A maximum hardness level is often requested for normalised or annealed materials. Standards such as BS 10083-1 and BS 970 provide information for some steels.
• The type(s) of testing required; e.g. hardness (Vickers, Brinell), tensile etc. and any special locations for testing or the removal of samples for test pieces.
• Requirements for any special certificates or data to be provided by your heat treater. • Other services required; e.g. straightening (with working limits), cleaning/blasting,
laboratory or specialised NDT services etc.

AnnealingThe primary purpose of an annealing treatment is to reduce the hardness of a material and facilitate the progress of subsequent manufacturing operations. Annealing is commonly used after casting, forging or rolling to soften materials and minimise residual stresses, improve machinability, and increase ductility by carefully controlling the microstructure. Many steels in strip form are annealed, as are most tool steels and stainless steels. Non-ferrous alloys are also annealed.
There are several process variations that qualify as annealing treatments:
• Full annealing is performed on steels by heating to a high temperature (typically 830-950°C), then cooling slowly to ambient temperature. Non-ferrous materials are softened and refined by fuII annealing at temperatures appropriate for each alloy.
• Isothermal/cyclic annealing is performed by heating steels to the full annealing temperature, cooling to an intermediate temperature (typically 550 - 700°C) and soaking for a long period to allow transformation to proceed slowly, followed by cooling to ambient temperature.
• Inter-critical annealing is applied by heating steels to below the full annealing temperature (typically 723- 910°C) according to composition. A prolonged soak is followed by cooling to ambient temperature.
• Sub-critical annealing takes place at a temperature for steels of typically 650 - 720°C, allowing a prolonged soak before cooling to ambient temperature.
• Homogenisation annealing can be applied to both ferrous and non-ferrous materials and is a prolonged high-temperature soak intended to break down segregation in the material's structure.
• Solution annealing is applied commonly to austenitic stainless steels, typically at 1010-1150°C. With unstabilised grades, the treatment must be followed by fast cooling or quenching. It is applied as a softening process during manufacture or to optimise corrosion resistance (e.g. after welding).

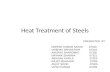
Hardness Conversion ChartTensile Strength and Hardness Conversions for Steels
Brinell Dia of
Impressionmm
BrinellHardnessNumber
HB
VickersHardnessNumber
HV
RockwellC Scale
HardnessNumber HRC
Equiv.Rm
tonf/in2
Equiv.Rm
kgf/mm2
Equiv.Rm
N/mm2
832 65 800 64 772 63 746 62 697 60 674 59 653 58
2.50 (601) 633 57 2.55 (578) 615 56 2.60 (555) 591 54.5 2.65 (534) 569 53.5 2.70 (514) 547 52 2.75 (495) 528 51 2.80 (477) 508 49.5 2.85 (461) 491 48.5 101 160 15692.90 444 474 47 98 155 15202.95 429 455 45.5 95 150 14713.00 415 440 44.5 92 145 1422
3.05 401 425 43 88 139 13633.10 388 410 42 85 134 13143.15 375 396 40.5 82 129 12653.20 363 383 39 80 126 12363.25 352 372 38 77 121 11873.30 341 360 36.5 75 118 11573.35 331 350 35.5 73 114 11183.40 321 339 34.5 71 111 10893.45 311 328 33 68 107 10493.50 302 319 32 66 104 10203.55 293 309 31 64 101 9903.60 285 301 30 63 99 9713.65 277 392 29 61 96 9413.70 269 284 27.5 59 93 9123.75 262 276 26.5 58 91 8923.80 255 269 25.5 56 89 8733.85 248 261 24 55 87 8533.90 241 253 23 53 84 8243.95 235 247 22 51 81 7944.00 229 241 20.5 50 79 775

Brinell Dia of
Impressionmm
BrinellHardnessNumber
HB
VickersHardnessNumber
HV
RockwellC Scale
HardnessNumber HRC
Equiv.Rm
tonf/in2
Equiv.Rm
kgf/mm2
Equiv.Rm
N/mm2
4.05 223 235 (20) 49 77 7554.10 217 228 (19) 48 76 7454.15 212 223 (18) 46 73 7164.20 207 218 (17) 45 71 6964.30 197 208 (14) 43 68 6674.40 187 197 (12) 41 65 6374.50 179 189 (10) 39 62 6084.60 170 176 - 36 57 5594.70 163 172 - 35 55 5394.80 156 165 - 34 54 5304.90 149 157 - 32 51 5005.00 143 150 - 31 49 4815.10 137 144 - 31 49 4815.20 131 138 - 30 47 4615.30 126 133 - 29 46 4515.40 121 127 - 28 44 4315.50 116 122 - 27 43 4225.60 111 117 - 26 41 4025.70 107 113 - 25 39 3825.80 103 108 - 24 38 373
The figures in brackets (over 450) require a tungsten Carbide ball (BS240 - 1986).
HB to HV and HV to HRC conversions are based on A.S.T.M.E. 140.
Rockwell C. scale and tonf/in2 figures in brackets are for guidance only.

Tensile Strength Ranges
P = 35 - 40 ton/in2 = 163 - 207 HBQ = 40 - 50 = 197 - 229 R = 45 - 55 = 207 - 248 S = 50 - 60 = 229 - 277 T = 55 - 65 = 248 - 302 U = 60 - 70 = 277 - 321 V = 65 - 75 = 302 - 341 W = 70 - 80 = 321 - 363 X = 75 - 85 = 341 - 388 Y = 80 - 90 = 363 - 401 Z = 100 + = 461 +
Based on BS970 Pt. 1 (1970)
Fastener Tensile Ranges3.6 = 300-420 N/mm2 = 27 ton/in2 max 116 HB max.4.6/4.8
= 400-520 = 26-34 ton in2 111-156 HB
5.6/5.8
= 500-660 = 32-43 149-197
6.6/6.8
= 600-740 = 39-48 179-217
8.8 = 800-980 = 51-64 235-2939.8 = 900-1025 = 58-66 262-30210.9 = 1000-1150 = 65-75 293-34112.9 = 1200 - 1375 = 77-88 352-401
Based on ISO 898-1 (1988)
Over Equivalents
N/mm2=MN/M2=MPa
Kgf=mm2=Kp/mm2

Tool Steel DataSteel Grade Properties Brand names
01 Cold work steel
Oil Hardening - some distortion. Widely available - good 'all round' properties. Not recommended for vacuum treatment. Not Suitable for large sections.
01 (A) CSP(S)K460 (B) KE672 (SK)09B (CA) Thyrodur 2510 (SB)CRP01 (CO) Arne (U)
Ketos (CR) -
A2 Cold work steel
Air hardening. Tougher than 01 - less widely available. Recommended for vacuum treatment. Suitable for small/medium sections (large sections can give problems)
A2 (A) N/A (S)K305 (B) KEA162 (SK)32S (CA) Thyrodur 2363 (SB)One Five one (CO) Rigor (U)
Airkool/S (CR) -
D3 Cold work steel
Oil hardening - some distortion. Excellent abrasion/wear resistance. Small sections may be vacuum treated. Suitable for small/medium sections.
D3 (A) CS13M (S)K100 (B) KE970 (SK)23S (CA) Thyrodur 2080 (SB)
Special K (CO) Sverker 3 (U)
D2 Cold work steel
Air hardening - low distortion. Good abrasion resistance coupled with higher toughness than D3. Recommended for vacuum treatment. Suitable for large tools.
D2 (A) CS13M Extra (S)K110 (B) KEA180 (SK)69S (CA) Thyrodur 2379 (SB)KMV (CO) Sverker 21 (U)
AIRDI 150/S (CR) -
S1 Shock resisting cold work / chisel steeel
Oil hardening - may distort. Very tough, strong in compression, and fatigue resistant. Not suitable for vacuum treatment. Not recommended for large sections.
S1(A) TKL (S)K455 (B) K960 (SK)BCC (CA) Thyrodur 2550 (SB)Pneumo (CO) UHB Regin 3 (U)
Atha Pneu -

Steel Grade Properties Brand names
420 Stainless mould steel
Will air-harden in smaller sections. Low distortion if air hardened, but larger sizes quenched in oil may distort. More resistant to abrasion and corrision than 2767. Smaller/medium sizes may be vacuum treated. May be used for large tools.
RAB420 ESR (A) N/A (S)M310 (B) N/A (SK)P1008 (CA) Thyroplast 2083 (SB)420 Plus (CO) Stavax ESR (U)
CSM420 (CR) -
2767 Plastic Moulding Steel
Air hardening - low distortion. Semi-stainless - accepts high polish. Good heat resistance at moulding temperatures. Good toughness. Recommended for vacuum treatment.
RAB1 (A) BA500 HC (S)K600 (B) KE355 (SK)P576 (CA) Thyrodur 2767 (SB)Benum Plus (CO) Grane (U)
EN30B (CR) -
H13 Hot Work Steel
Air hardening - low distortion. High resistance to hot checking. Will accept good polish. Tough and versatile for forging dies, casting dies and plastic moulds. Can be vacuum treated in most cases.
H13 (A) Alumdie MO (B)W302 (B) KEA145 (SK)53S (CA) Thyrotherm 2344 (SB)ALZ (CO) Orvar Supreme (U)
NU-DIE XTRA (CR) DC Extra (F)
M2 High speed steel for general use
Tougher than M42, but will not develop ultra high hardness. Will accept high polish. May be vacuum treated. Distorts less than T1
M2 (A) HJS562 (S)S600 (B) Keylock A157 (SK)Motor Magnus (CA) Thyrapid 3343 (SB)6542 (CO) K M2 (U)
Rex M2 (CR) -
T1 High speed steel for general use
Similar to M2 but higher 'red' hardness and abrasion resistance. May be vacuum treated. High hardening temperature leads to risks during heat treatment and increased chance of distortion.
T1 (A) S200 (B) Special M (S)Motor Maximum (CA) Keylock 237 (SK)Super Rapid (CO) N/A (SB)
Rex AA (CR) N/A (U)
M42 high speed steel for maximum hardness
Not as tough as M2/T1, but has excellent 'red' hardness. Easier to grind than most HSS. May be vacuum treated. Distorts less than T1
M42 (A) N/A (S)S500 (B) N/A (SK)Pluto Plus (CA) Thyrapid 3247(SB)M841 (CO) N/A (U)
Rex M42 (CR) -

Key to Suppliers:A = Aurora Steels CO = Cooks Steels S = Stones Steels U = UddeholmB = Bohler UK CR = Crucible Steels SB = Schmolz & Bickenbach CA = Carrs Tools Steels F = Finkl SK = Sanderson Kayser
Disclaimer:
While Wallwork Heat Treatment has made every effort to ensure that information relating to steel suppliers and material data is accurate at the time of publication, this docuemnt provides guidelines only. Any choice of specific material, process or pre-treatment must be dependent upon discussions with suppliers at the time the work is comissioned. Please check with suppliers to ensure that steel brands and related specifications are still current.

Other treatments Sub-Zero Treatment. Sometimes known as Cryogenic Treatment or metal freezing. This involves freezing components down to temperatures as low as -195°C. with certain materials this can be advantageous as part of the tempering process. The process is also used to aid shrink fitting of components when heating of the larger component is restricted.
Martempering or Marquenching. This is the term used to describe the treatment of a through hardening steel in which the cooling is interrupted just above the martensite transformation temperature, and held until the surface and the core of the component are at the same temperature, the cooling is then resumed. As the surface and the core transform at the same time, the residual stress is lower which in turn minimises distortion and the risk of cracking. It is a more expensive process than conventional quenching and may not be possible on certain metals.
Austempering. This is the term used to describe the treatment of a through hardening ferrous metal in which the cooling is interrupted above the martensite transformation temperature and held until the transformation is completed at that temperature. This produces a bainitic structure which when compared to conventional quenching results in a softer, more ductile component with distortion minimised which usually requires no further tempering treatments.
This process has been applied very successfully to hardenable cast irons often referred to as Austempered Ductile Iron (ADI).
Precipitation Hardening or Age Hardening. There are certain alloys [commonly some types of stainless steels and copper-based alloys] that will through harden by this method. The treatment typically involves a “solution treatment” which is carried out at high temperature followed by one or more “ageing” Treatments at progressively lower temperatures to achieve the correct hardness [note. The material only hardens after the age hardening treatment]
This material is usually available in the normalised state, [lowest price but requires full heat treatment] the solution treated state, [only requires ageing treatment so distortion is minimised] and the over aged condition [no further heat treatment required but the metal is soft enough for machining operations]. Care should be taken in specifying the ageing condition as this can often effect the corrosion resistance.
Shrink Fitting. This is the term used when one component is fixed to another by means of an interference fit. It usually involves heating one component and/or cooling the other before assembling them. The Wallwork group have extensive experience in this field & can give advice in fit tolerance etc.
Related Documents