HELIUM After an oil drilling operation in 1903 in Dexter , Kansas produced a gas geyser that would not burn, Kansas state geologist Erasmus Haworth collected samples of the escaping gas and took them back to the University of Kansas at Lawrence where, with the help of chemists Hamilton Cady and David McFarland, he discovered that the gas consisted of, by volume, 72% nitrogen, 15% methane (a combustible percentage only with sufficient oxygen), 1% hydrogen, and 12% an unidentifiable gas . [3][18] With further analysis, Cady and McFarland discovered that 1.84% of the gas sample was helium. [19][20] This showed that despite its overall rarity on Earth, helium was concentrated in large quantities under the American Great Plains, available for extraction as a byproduct of natural gas. [21] The greatest reserves of helium were in the Hugoton and nearby gas fields in southwest Kansas and the panhandles of Texas and Oklahoma. This enabled the United States to become the world's leading supplier of helium. Following a suggestion by Sir Richard Threlfall, the United States Navy sponsored three small experimental helium production plants during World War I. The goal was to supply barrage balloons with the non-flammable, lighter-than-ai r gas. A total of 200 thousand cubic feet (5,700 m 3 ) of 92% helium was produced in the program even though only a few cubic feet (less than 100 liters) of the gas had previously been obtained. [4] Some of this gas was used in the world's first helium-filled airship, the U.S. Navy's C-7, which flew its maiden voyage from Hampton Roads, Virginia to Bolling Field in Washington, D.C. on December 1, 1921. [22] Although the extraction process, using low-temperature gas liquefaction, was not developed in time to be significant during World War I, production continued. Helium was primarily used as a lifting gas in lighter-than-air craft. This use increased demand during World War II, as well as demands for shielded arc welding. The helium mass spectrometer was also vital in the atomic bomb Manhattan Project. [23] The government of the United States set up the National Helium Reserve in 1925 at Amarillo, Texas with the goal of supplying military airships in time of war and commercial airships in peacetime. [4] Due to a US military embargo against Germany that restricted helium supplies, the Hindenburg was forced to use hydrogen as the lift gas. Helium use following World War IIwas depressed but the reserve was expanded in the 1950s to ensure a supply of liquid helium as a coolant to create oxygen/hydrogen rocket fuel (among other uses) during the Space Race and Cold War . Helium use in the United States in 1965 was more than eight times the peak wartime consumption. [24] After the "Helium Acts Amendments of 1960" (Public Law 86–777), the U.S. Bureau of Mines arranged for five private plants to recover helium from natural gas. For this helium conservation program, the Bureau built a 425 mile (684 km) pipeline from Bushton, Kansas to connect those plants with the government's partially depleted Cliffside gas field, near Amarillo, Texas. This helium-nitrogen mixture was injected and stored in the C liffside gas field until needed, when it then was further purified. [25] By 1995, a billion cubic meters of the gas had been collected and the reserve was US$1.4 billion in debt, prompting the Congress of the United States in 1996 to phase out the reserve. [3][26] The resulting "Helium Privatization Act of 1996" [27] (Public Law 104–273) directed the United States Department of the Interior to start emptying the reserve by 2005 . [28] Helium produced between 1930 and 1945 was about 98.3% pure (2% nitrogen), which was adequate for airships. In 1945, a small amount of 99.9% helium was produced for welding use. By 1949, commercial quantities of Grade A 99.95% helium were available. [29]

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 1/23
HELIUM
After an oil drilling operation in 1903 in Dexter , Kansas produced a gas geyser that would not burn, Kansas state geologist Erasm
Haworth collected samples of the escaping gas and took them back to the University of Kansas at Lawrence where, with the help
chemists Hamilton Cady and David McFarland, he discovered that the gas consisted of, by volume, 72% nitrogen,
15% methane (a combustible percentage only with sufficient oxygen), 1% hydrogen, and 12% an unidentifiable gas.[3][18] With
further analysis, Cady and McFarland discovered that 1.84% of the gas sample was helium.[19][20] This showed that despite its ove
rarity on Earth, helium was concentrated in large quantities under the American Great Plains, available for extraction as a byprod
of natural gas.[21] The greatest reserves of helium were in the Hugoton and nearby gas fields in southwest Kansas and the panhand
of Texas and Oklahoma.
This enabled the United States to become the world's leading supplier of helium. Following a suggestion by Sir Richard Threlfall
the United States Navy sponsored three small experimental helium production plants during World War I. The goal was to
supply barrage balloons with the non-flammable, lighter-than-air gas. A total of 200 thousand cubic feet (5,700 m3) of 92% heliu
was produced in the program even though only a few cubic feet (less than 100 liters) of the gas had previously been obtained.
[4] Some of this gas was used in the world's first helium-filled airship, the U.S. Navy's C-7, which flew its maiden voyage
from Hampton Roads, Virginia to Bolling Field in Washington, D.C. on December 1, 1921.[22]
Although the extraction process, using low-temperature gas liquefaction, was not developed in time to be significant during Worl
War I, production continued. Helium was primarily used as a lifting gas in lighter-than-air craft. This use increased demand durin
World War II, as well as demands for shielded arc welding. The helium mass spectrometer was also vital in the atomic
bomb Manhattan Project.[23]
The government of the United States set up the National Helium Reserve in 1925 at Amarillo, Texas with the goal of supplying
military airships in time of war and commercial airships in peacetime.[4] Due to a US military embargo against Germany that
restricted helium supplies, the Hindenburg was forced to use hydrogen as the lift gas. Helium use following World War IIwas
depressed but the reserve was expanded in the 1950s to ensure a supply of liquid helium as a coolant to create
oxygen/hydrogen rocket fuel (among other uses) during the Space Race and Cold War . Helium use in the United States in 1965 w
more than eight times the peak wartime consumption.[24]
After the "Helium Acts Amendments of 1960" (Public Law 86–777), the U.S. Bureau of Mines arranged for five private plants to
recover helium from natural gas. For this helium conservation program, the Bureau built a 425 mile (684 km) pipeline
from Bushton, Kansas to connect those plants with the government's partially depleted Cliffside gas field, near Amarillo, Texas.
This helium-nitrogen mixture was injected and stored in the Cliffside gas field until needed, when it then was further purified.[25]
By 1995, a billion cubic meters of the gas had been collected and the reserve was US$1.4 billion in debt, prompting the Congress
the United States in 1996 to phase out the reserve.[3][26] The resulting "Helium Privatization Act of 1996"[27] (Public Law 104–273
directed the United States Department of the Interior to start emptying the reserve by 2005.[28]
Helium produced between 1930 and 1945 was about 98.3% pure (2% nitrogen), which was adequate for airships. In 1945, a smal
amount of 99.9% helium was produced for welding use. By 1949, commercial quantities of Grade A 99.95% helium were availab
[29]
8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 2/23
For many years the United States produced over 90% of commercially usable helium in the world, while extraction plants in Can
Poland, Russia, and other nations produced the remainder. In the mid-1990s, a new plant in Arzew, Algeria producing 600 millio
cubic feet (17 million cubic meters) began operation, with enough production to cover all of Europe's demand. Meanwhile, by 20
the consumption of helium within the US had risen to above 15,000 metric tons.[30] In 2004–2006, two additional plants, one in R
Laffen, Qatar and the other in Skikda, Algeria were built, but as of early 2007, Ras Laffen is functioning at 50%, and Skikda has
to start up. Algeria quickly became the second leading producer of helium.[31]Through this time, both helium consumption and th
costs of producing helium increased.[32] In the 2002 to 2007 period helium prices doubled,[33] and during 2008 alone the major
suppliers raised prices about 50%.[citation needed ]
Modern extraction
For large-scale use, helium is extracted by fractional distillation from natural gas, which contains up to 7% helium.[70] Since heliu
has a lower boiling point than any other element, low temperature and high pressure are used to liquefy nearly all the other gases
(mostly nitrogen and methane). The resulting crude helium gas is purified by successive exposures to lowering temperatures, in
which almost all of the remaining nitrogen and other gases are precipitated out of the gaseous mixture. Activated charcoal is used
a final purification step, usually resulting in 99.995% pure Grade-A helium.[4] The principal impurity in Grade-A helium is neon.
final production step, most of the helium that is produced is liquefied via a cryogenic process. This is necessary for applications
requiring liquid helium and also allows helium suppliers to reduce the cost of long distance transportation, as the largest liquid
helium containers have more than five times the capacity of the largest gaseous helium tube trailers.[31][71]
In 2005, approximately 160 million cubic meters of helium were extracted from natural gas or withdrawn from helium reserves, w
approximately 83% from the United States, 11% from Algeria, and most of the remainder from Russia and Poland.[72] In the Unit
States, most helium is extracted from natural gas of the Hugoton and nearby gas fields in Kansas, Oklahoma, and Texas.[31] Diffu
of crude natural gas through special semipermeable membranes and other barriers is another method to recover and purify helium
[73] Helium can be synthesized by bombardment of lithium or boron with high-velocity protons, but this is not an economically vi
method of production.[74]
Helium is used for many purposes that require some of its unique properties, such as its low boiling point,
low density, low solubility, high thermal conductivity, or inertness. Helium is commercially available in either liqui
or gaseous form. As a liquid, it can be supplied in small containers called Dewars which hold up to 1,000 lite
of helium, or in large ISO containers which have nominal capacities as large as 11,000 US gallons (42 m3).
gaseous form, small quantities of helium are supplied in high pressure
cylinders holding up to 300 standard cubic feet, while large quantities of high
pressure gas are supplied in tube trailers which have capacities of up to
180,000 standard cubic feet.
Because of its low density and incombustibility, helium is the gas of choice to fill airships such as theGoodyear blimp.
Airships, balloons and rocketry
8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 3/23
Because it is lighter than air, airships and balloons are inflated with helium for lift. While hydrogen gas is approximately 7% mor
buoyant, helium has the advantage of being non-flammable (in addition to being fire retardant).[26] In rocketry, helium is used as
an ullage medium to displace fuel and oxidizers in storage tanks and to condense hydrogen and oxygen to make rocket fuel. It is
used to purge fuel and oxidizer from ground support equipment prior to launch and to pre-cool liquid hydrogen in space vehicles
For example, the Saturn V booster used in the Apollo program needed about 13 million cubic feet (370,000 m3) of helium to laun
[39]
Commercial and recreational
Helium alone is less dense than atmospheric air, so it will change the timbre (not pitch[77] ) of a person's voice when inhaled.
However, inhaling it from a typical commercial source, such as that used to fill balloons, can be dangerous due to the risk
of asphyxiation from lack of oxygen, and the number of contaminants that may be present. These could include trace amounts of
other gases, in addition to aerosolized lubricating oil.
For its low solubility in nervous tissue, helium mixtures such as trimix, heliox and heliair are used for deep diving to reduce the
effects of narcosis.[78][79] At depths below 150 metres (490 ft) small amounts of hydrogen are added to a helium-oxygen mixture to
counter the effects of high pressure nervous syndrome.[80] At these depths the low density of helium is found to considerably redu
the effort of breathing.[81]
Helium-neon lasers have various applications, including barcode readers.[3]
Industrial leak detection
One of industrial application for helium is leak detection. Because
it diffuses through solids at three times the rate of air, helium is used as a
tracer gas to detect leaks in high-vacuum equipment and high-pressure
containers.[82]
A dual chamber Helium Leak Detection Machine from KONTIKAB.
If one needs to know the total leak rate of the tested product (for example in a heat pumps or an air conditioning system), the obje
is placed in a test chamber, the air in the chamber is removed with vacuum pumps and the product is filled with helium under
specific pressure. The helium that escapes through the leaks is detected by a sensitive device (mass spectrometer ), even at the lea
rates as small as 10−9 mbar L/s. The measurement procedure is normally automatic and is called Helium Integral Test. In a simple
test, the product is filled with helium and an operator is manually searching for the leak with a hand-held device called sniffer .[83]
For its inertness and high thermal conductivity, neutron transparency, and because it does not form radioactive isotopes under
reactor conditions, helium is used as a heat-transfer medium in some gas-cooled nuclear reactors.[82] Helium is used as a shielding
gas in arc welding processes on materials that are contaminated easily by air.[3]
Helium is used as a protective gas in growing silicon and germanium crystals, in titanium and zirconium production, and in gas
chromatography,[39] because it is inert. Because of its inertness, thermally and calorically perfect nature, high speed of sound, and
high value of the heat capacity ratio, it is also useful in supersonic wind tunnels[84] and impulse facilities[85] .
8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 4/23
Helium, mixed with a heavier gas such as xenon, is useful for thermoacoustic refrigeration due to the resulting high heat capacity
ratio and low Prandtl number .[86] The inertness of helium has environmental advantages over conventional refrigeration systems
which contribute to ozone depletion or global warming.[87]
Scientific
The use of helium reduces the distorting effects of temperature variations in the space between lenses in some telescopes, due to extremely lowindex of refraction.[4] This method is especially used in solar telescopes where a vacuum tight telescope tube would
too heavy.[88][89]
The age of rocks and minerals that contain uranium and thorium can be estimated by measuring the level of helium with a procesknown as helium dating.[3][4]
Liquid helium is used to cool certain metals to the extremely low temperatures required for superconductivity, such as
in superconducting magnets for magnetic resonance imaging. The Large Hadron Collider at CERN uses 96 tonnes of liquid heliummaintain the temperature at 1.9 Kelvin.[90] Helium at low temperatures is also used in cryogenics.
Liquid helium is used to cool the superconducting magnets in modern MRI scanners.
Helium is a commonly used carrier gas for gas chromatography. The leak rate of industrial vessels (typically vacuum chambers and cryogenic tanks) is measurusing helium because of its small molecular diameter and because it is inert. Nother inert substance will leak through micro-cracks or micro-pores in a vessewall at a greater rate than helium. A helium leak detector (see Helium mass
spectrometer ) is used to find leaks in vessels. Helium leaks through cracks shounot be confused with gas permeation through a bulk material. While helium hdocumented permeation constants (thus a calculable permeation rate) through
glasses, ceramics, and synthetic materials, inert gasses such as helium will not permeate most bulk metals.[9
Safety
Neutral helium at standard conditions is non-toxic, plays no biological role and is found in trace amounts in
human blood. If enough helium is inhaled that oxygen needed for normal respiration is
replaced asphyxia is possible. The safety issues for cryogenic helium are similar to those of liquid
nitrogen; its extremely low temperatures can result in cold burns and the liquid to gas expansion ratio
can cause explosions if no pressure-relief devices are installed.
Containers of helium gas at 5 to 10 K should be handled as if they contain liquid helium due to the rapid an
significant thermal expansion that occurs when helium gas at less than 10 K is warmed to room temperature.[39]
The human voice is not like a string instrument, in which the a primarily vibrating object completely sets the pitch of the sound.
Rather, in a human, the vocal folds act as a source of polytonic vibration, much like the reed(s) in woodwind musical instruments
As in a woodwind, the size of the resonant cavity plays a large part in picking out and amplifying a given fundamental or overton
frequency of vibration, during soundmaking. The voice of a person who has inhaled helium temporarily changes in timbre in a w
that makes it sound high-pitched, because higher overtones are being amplified. The speed of sound in helium is nearly three tim
the speed of sound in air; because thefundamental frequency of a gas-filled cavity is proportional to the speed of sound in the gas
when helium is inhaled there is a corresponding increase in the pitch of the resonant frequencies of the vocal tract.[3][92] (The oppo
effect, lowering frequencies, can be obtained by inhaling a dense gas such as sulfur hexafluoride.)
8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 5/23
Inhaling helium can be dangerous if done to excess, since helium is a simple asphyxiant and so displaces oxygen needed for norm
respiration.[3][93] Breathing pure helium continuously causes death by asphyxiation within minutes. Inhaling helium directly from
pressurized cylinders is extremely dangerous, as the high flow rate can result in barotrauma, fatally rupturing lung tissue.[93]
[94] However, death caused by helium is quite rare, with only two fatalities reported between 2000 and 2004 in the United States.[9
At high pressures (more than about 20 atm or two MPa), a mixture of helium and oxygen (heliox) can lead to high pressure nervosyndrome, a sort of reverse-anesthetic effect; adding a small amount of nitrogen to the mixture can alleviate the problem.[95][96]
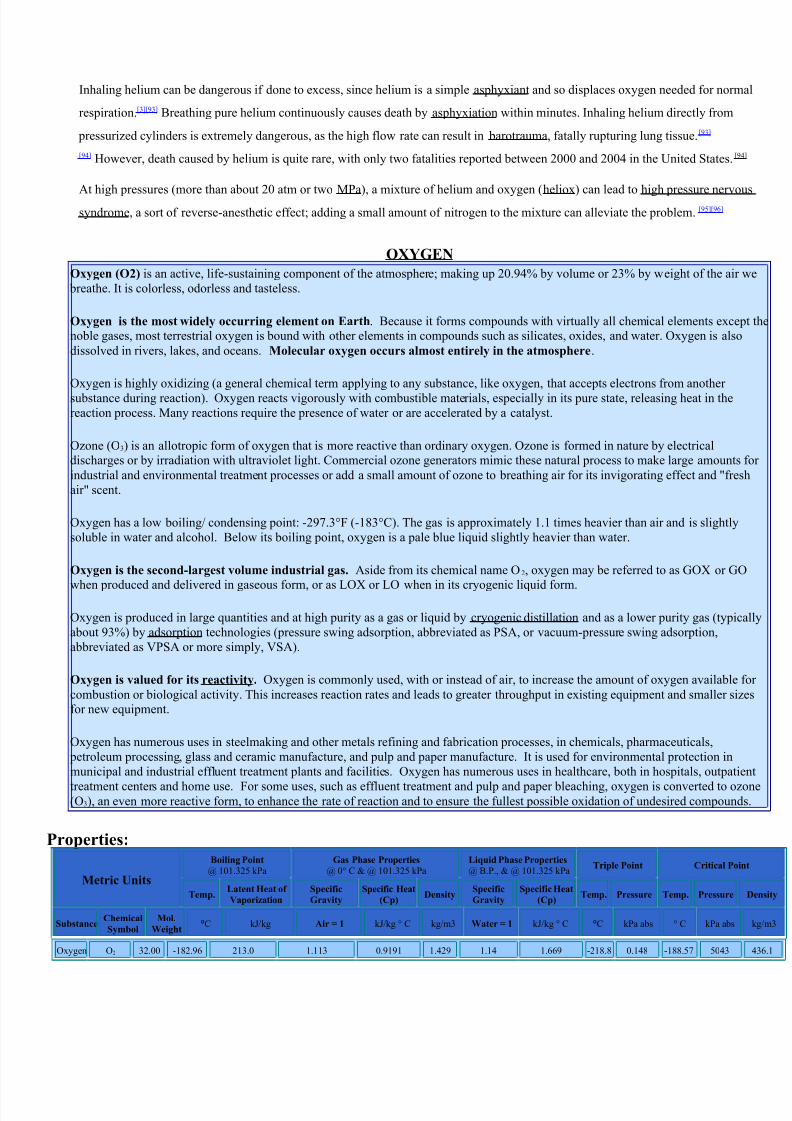
OXYGEN
Oxygen (O2) is an active, life-sustaining component of the atmosphere; making up 20.94% by volume or 23% by weight of the air breathe. It is colorless, odorless and tasteless.
Oxygen is the most widely occurring element on Earth. Because it forms compounds with virtually all chemical elements excenoble gases, most terrestrial oxygen is bound with other elements in compounds such as silicates, oxides, and water. Oxygen is alsdissolved in rivers, lakes, and oceans. Molecular oxygen occurs almost entirely in the atmosphere.
Oxygen is highly oxidizing (a general chemical term applying to any substance, like oxygen, that accepts electrons from another substance during reaction). Oxygen reacts vigorously with combustible materials, especially in its pure state, releasing heat in thereaction process. Many reactions require the presence of water or are accelerated by a catalyst.
Ozone (O3) is an allotropic form of oxygen that is more reactive than ordinary oxygen. Ozone is formed in nature by electricaldischarges or by irradiation with ultraviolet light. Commercial ozone generators mimic these natural process to make large amountindustrial and environmental treatment processes or add a small amount of ozone to breathing air for its invigorating effect and "freair" scent.
Oxygen has a low boiling/ condensing point: -297.3°F (-183°C). The gas is approximately 1.1 times heavier than air and is slightlysoluble in water and alcohol. Below its boiling point, oxygen is a pale blue liquid slightly heavier than water.
Oxygen is the second-largest volume industrial gas. Aside from its chemical name O2, oxygen may be referred to as GOX or GO
when produced and delivered in gaseous form, or as LOX or LO when in its cryogenic liquid form.
Oxygen is produced in large quantities and at high purity as a gas or liquid by cryogenic distillation and as a lower purity gas (typicabout 93%) by adsorption technologies (pressure swing adsorption, abbreviated as PSA, or vacuum-pressure swing adsorption,abbreviated as VPSA or more simply, VSA).
Oxygen is valued for its reactivity. Oxygen is commonly used, with or instead of air, to increase the amount of oxygen availablecombustion or biological activity. This increases reaction rates and leads to greater throughput in existing equipment and smaller sifor new equipment.
Oxygen has numerous uses in steelmaking and other metals refining and fabrication processes, in chemicals, pharmaceuticals, petroleum processing, glass and ceramic manufacture, and pulp and paper manufacture. It is used for environmental protection inmunicipal and industrial effluent treatment plants and facilities. Oxygen has numerous uses in healthcare, both in hospitals, outpat
treatment centers and home use. For some uses, such as effluent treatment and pulp and paper bleaching, oxygen is converted to o(O3), an even more reactive form, to enhance the rate of reaction and to ensure the fullest possible oxidation of undesired compoun
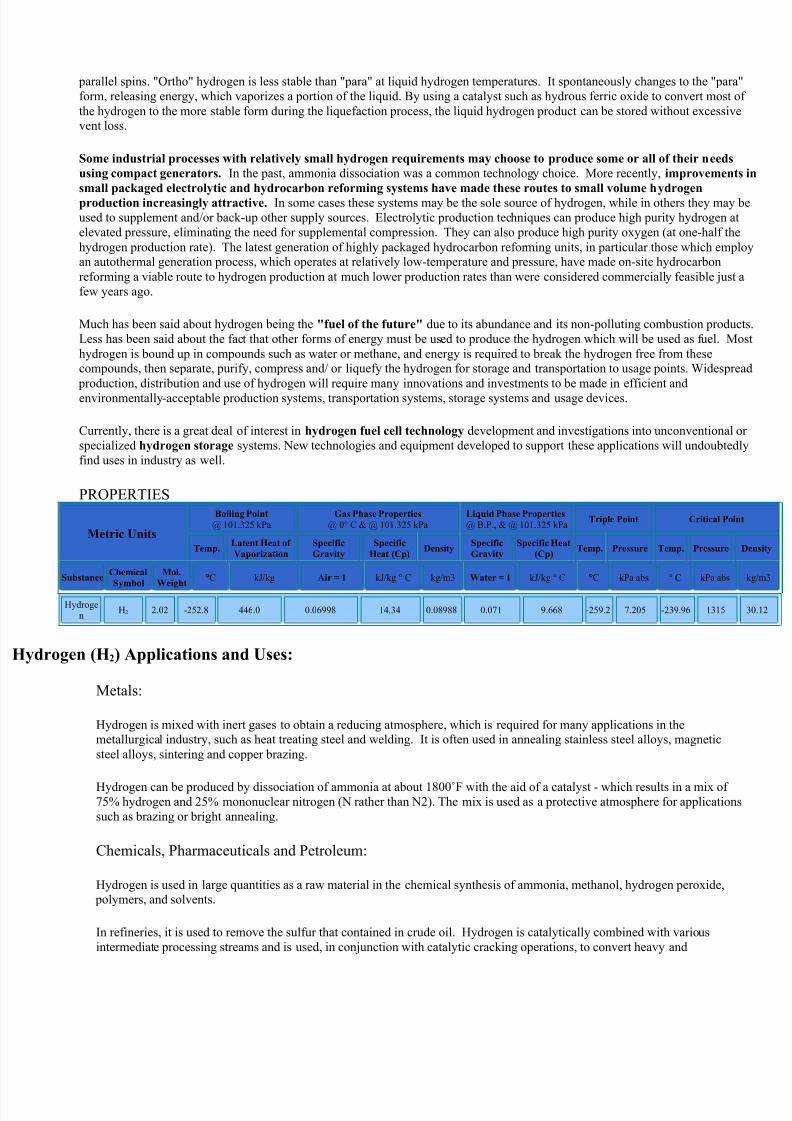
Properties:
Metric Units
Boiling Point
@ 101.325 kPaGas Phase Properties
@ 0° C & @ 101.325 kPaLiquid Phase Properties
@ B.P., & @ 101.325 kPaTriple Point Critical Po
Temp.Latent Heat of
Vaporization
Specific
Gravity
Specific Heat
(Cp)Density
Specific
Gravity
Specific Heat
(Cp)Temp. Pressure Temp. Pressure
SubstanceChemical
Symbol
Mol.
Weight°C kJ/kg Air = 1 kJ/kg ° C kg/m3 Water = 1 kJ/kg ° C °C kPa abs ° C kPa abs
Oxygen O2 32.00 -182.96 213.0 1.113 0.9191 1.429 1.14 1.669 -218.8 0.148 -188.57 5043
8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 6/23

8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 7/23
Health Care Uses:
In medicine, oxygen is used during surgery, intensive care treatment, inhalation therapy, etc. High standards of purity andhandling must be maintained.
Oxygen is typically supplied to hospitals though bulk liquid deliveries, then distributed to usage points. It assists with
respiratory problems, saving lives and increasing patient comfort.
Small portable air separation units are gaining wide use in home care. Larger scale units using which also use non-cryogenicair separation technology, are being utilized in small and/or remote hospitals where demand is high enough to make cylinder deliveries a logistical problem but where liquid deliveries are unavailable or very costly. These units typically producing 90 to93% purity oxygen, which is adequate for most medical uses.
Environmental:
In the biological treatment of waste-water, the use of oxygen instead of air permits increased capacity in existing treatment plants. Injecting oxygen into sewers reduces hydrogen sulfide formation, which results in reduced corrosion and odor.
Ozone is used for drinking water treatment, in particular when alternatives, such as chlorine, are undesirable.
Miscellaneous Uses for Oxygen:
Oxygen has many uses in breathing apparatus, such as those for underwater work and refinery and chemical plant self contained breathing apparatus.
Aquaculture, the cultivation of fish in ponds uses oxygenated water to allow ensure sufficient oxygen is always present and toallow more fish to be raised or kept in a given size of pond or tank.
Liquid oxygen is used in liquid-fueled rockets as the oxidizer for fuels such as hydrogen and liquid methane.
CARBON DI OXIDE
Carbon dioxide (CO2) is a slightly toxic, odorless, colorless gas with a slightly pungent, acid taste. Carbon dioxide is a small butimportant constituent of air . It is a necessary raw material for most plants, which remove carbon dioxide from air using the proces photosynthesis.
A typical concentration of CO2 in air is about 0.038% or 380 ppm. The concentration of atmospheric carbon dioxide rises and fallsseasonal pattern over a range of about 6 ppmv. The concentration of CO2 in air has also been steadily increasing from year to year over 60 years. The current rate of increase is about 2 ppm per year.
Carbon dioxide is formed by combustion and by biological processes. These include decomposition of organic material, fermentati
and digestion. As an example, exhaled air contains as much as 4% carbon dioxide, or about 100 times the amount of carbon dioxidwhich was breathed in.
Large quantities of CO2 are produced by lime kilns, which burn limestone (primarily calcium carbonate) to produce calcium oxide( lime, used to make cement); and in the production of magnesium from dolomite (calcium magnesium carbonate). Other industriaactivities which produce large amounts of carbon dioxide are ammonia production and hydrogen production from natural gas or othydrocarbon raw materials.
The concentration of CO2 in air and in stack gases from simple combustion sources (heaters, boilers, furnaces) is not high
enough to make carbon dioxide recovery commercially feasible. Producing carbon dioxide as a commercial product requi
that it be recovered and purified from a relatively high-volume, CO2-rich gas stream, generally a stream which is created a
8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 8/23
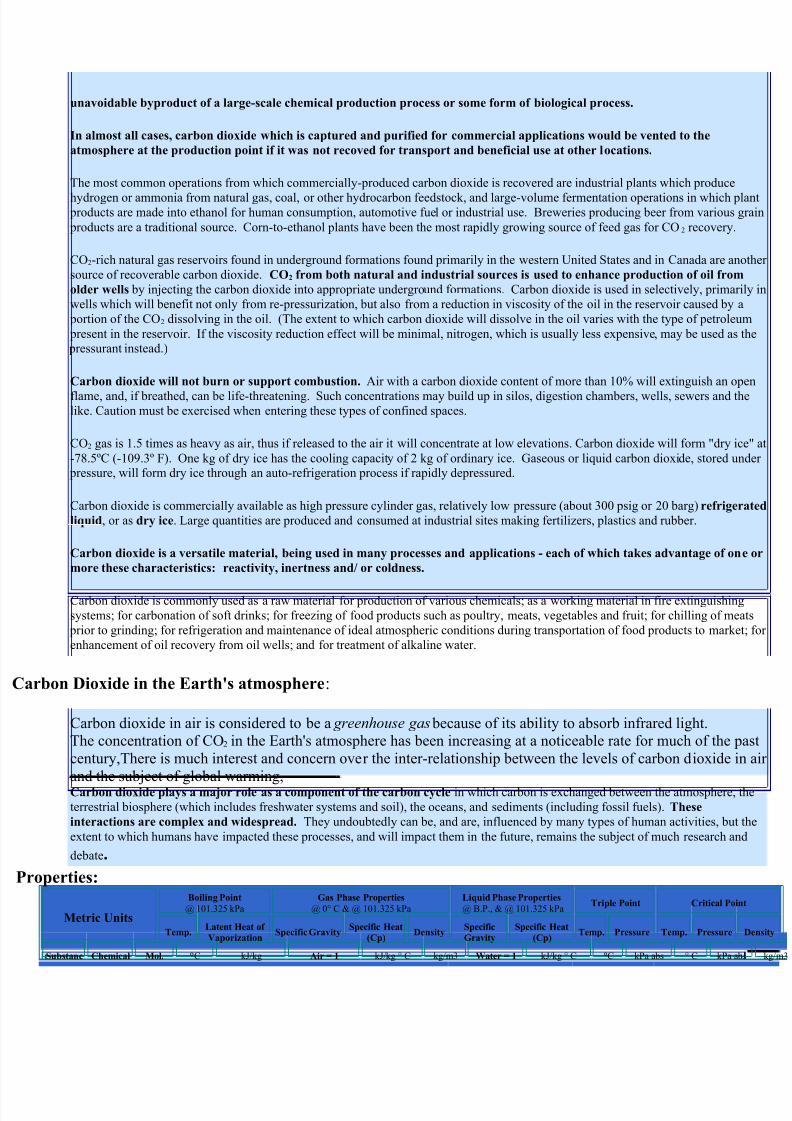
unavoidable byproduct of a large-scale chemical production process or some form of biological process.
In almost all cases, carbon dioxide which is captured and purified for commercial applications would be vented to the
atmosphere at the production point if it was not recoved for transport and beneficial use at other locations.
The most common operations from which commercially-produced carbon dioxide is recovered are industrial plants which produce
hydrogen or ammonia from natural gas, coal, or other hydrocarbon feedstock, and large-volume fermentation operations in which p products are made into ethanol for human consumption, automotive fuel or industrial use. Breweries producing beer from various products are a traditional source. Corn-to-ethanol plants have been the most rapidly growing source of feed gas for CO2 recovery.
CO2-rich natural gas reservoirs found in underground formations found primarily in the western United States and in Canada are ansource of recoverable carbon dioxide. CO2 from both natural and industrial sources is used to enhance production of oil from
older wells by injecting the carbon dioxide into appropriate underground formations. Carbon dioxide is used in selectively, primarwells which will benefit not only from re-pressurization, but also from a reduction in viscosity of the oil in the reservoir caused by portion of the CO2 dissolving in the oil. (The extent to which carbon dioxide will dissolve in the oil varies with the type of petroleu present in the reservoir. If the viscosity reduction effect will be minimal, nitrogen, which is usually less expensive, may be used as pressurant instead.)
Carbon dioxide will not burn or support combustion. Air with a carbon dioxide content of more than 10% will extinguish an oflame, and, if breathed, can be life-threatening. Such concentrations may build up in silos, digestion chambers, wells, sewers and tlike. Caution must be exercised when entering these types of confined spaces.
CO2 gas is 1.5 times as heavy as air, thus if released to the air it will concentrate at low elevations. Carbon dioxide will form "dry i-78.5ºC (-109.3º F). One kg of dry ice has the cooling capacity of 2 kg of ordinary ice. Gaseous or liquid carbon dioxide, stored u pressure, will form dry ice through an auto-refrigeration process if rapidly depressured.
Carbon dioxide is commercially available as high pressure cylinder gas, relatively low pressure (about 300 psig or 20 barg)refrige
liquid, or as dry ice. Large quantities are produced and consumed at industrial sites making fertilizers, plastics and rubber.
Carbon dioxide is a versatile material, being used in many processes and applications - each of which takes advantage of on
more these characteristics: reactivity, inertness and/ or coldness.
Carbon dioxide is commonly used as a raw material for production of various chemicals; as a working material in fire extinguishinsystems; for carbonation of soft drinks; for freezing of food products such as poultry, meats, vegetables and fruit; for chilling of me prior to grinding; for refrigeration and maintenance of ideal atmospheric conditions during transportation of food products to markenhancement of oil recovery from oil wells; and for treatment of alkaline water.
rbon Dioxide in the Earth's atmosphere:
Carbon dioxide in air is considered to be a greenhouse gas because of its ability to absorb infrared light.The concentration of CO2 in the Earth's atmosphere has been increasing at a noticeable rate for much of the pcentury,There is much interest and concern over the inter-relationship between the levels of carbon dioxide in
and the subject of global warming,Carbon dioxide plays a major role as a component of the carbon cycle in which carbon is exchanged between the atmosphere, terrestrial biosphere (which includes freshwater systems and soil), the oceans, and sediments (including fossil fuels). These
interactions are complex and widespread. They undoubtedly can be, and are, influenced by many types of human activities, butextent to which humans have impacted these processes, and will impact them in the future, remains the subject of much research an
debate.
operties:
Metric Units
Boiling Point
@ 101.325 kPaGas Phase Properties
@ 0° C & @ 101.325 kPaLiquid Phase Properties
@ B.P., & @ 101.325 kPaTriple Point Critical Poi
Temp.Latent Heat of
VaporizationSpecific Gravity
Specific Heat
(Cp)Density
Specific
Gravity
Specific Heat
(Cp)Temp. Pressure Temp. Pressure
Substanc Chemical Mol. °C kJ/kg Air = 1 kJ/kg ° C kg/m3 Water = 1 kJ/kg ° C °C kPa abs ° C kPa a

8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 9/23
8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 10/23
stabilizing effect on the ethylene oxide and reduces the risk of explosion.
Health Care Uses:
Carbon dioxide is used as an additive to oxygen for medical use as a respiration stimulant.
Environmental Uses:
Used as a propellant in aerosol cans, it replaces more environmentally troublesome alternatives.
By using dry ice pellets to replace sandblasting when removing paint from surfaces, problems of residue disposal are greatlyreduced.
It is used to neutralize alkaline water.
Miscellaneous Uses for Carbon Dioxide (CO2):
Liquid carbon dioxide's solvent potential has been employed in some dry cleaning equipment as a substitute for conventionalsolvents. This use is still experimental - some types of soil are more effectively removed with traditional dry cleaningequipment, and the equipment is more expensive.
Yields of plant products grown in greenhouses can increase by 20% by enriching the air inside the greenhouse with carbondioxide. The target level for enrichment is typically a carbon dioxide concentration of 1000 PPM (parts per million) - or about two and a half times the level present in the atmosphere.
NITROGENNitrogen (N2) is a colorless, odorless and tasteless gas that makes up 78.09% (by volume) of the air we breathe. It is nonflammaand it will not support combustion.
Nitrogen gas is slightly lighter than air and slightly soluble in water. It is commonly thought of and used as an inert gas; but it is
truly inert. It forms nitric oxide and nitrogen dioxide with oxygen, ammonia with hydrogen, and nitrogen sulfide with sulfur. Nitrogen compounds are formed naturally through biological activity. Compounds are also formed at high temperature or atmoderate temperature with the aid of catalysts. At high temperatures, nitrogen will combine with active metals, such as lithium,magnesium and titanium to form nitrides. Nitrogen is necessary for various biological processes, and is used as a fertilizer, usualin the form of ammonia or ammonia-based compounds. Compounds formed with halogens and certain organic compounds can bexplosive.
Nitrogen condenses at its boiling point, -195.8o C (-320.4o F), to a colorless liquid that is lighter than water.
More nitrogen is used by customers than any other industrial gas. It is used in a broad range of industries, including chemic pharmaceuticals, petroleum processing, glass and ceramic manufacture, steelmaking and other metals refining and fabrication processes, pulp and paper manufacture, and healthcare. Aside from N2, nitrogen may be referred to as GAN or GN in its gaseousform, and LIN or LN in its liquid form.
Nitrogen is produced in large volumes in both gas and liquid form by cryogenic distillation; smaller volumes may be produced asgas by pressure swing adsorption (PSA) or diffusion separation processes (permeation through specially designed hollow fibers)Cryogenic processes can produce very pure nitrogen. Adsorption and diffusion processes are typically used to make lower purity product in relatively small amounts. This is attractive to users when purity is not critical and alternatives (purchase of bulk liquidnitrogen, cylinders of high pressure nitrogen, or local cryogenic production) are more expensive or impractical.
Gaseous nitrogen is valued for inertness. It is used to shield potentially reactive materials from contact with oxygen.
Liquid nitrogen is valued for coldness as well as inertness. When liquid nitrogen is vaporized and warmed to ambienttemperature, it absorbs a large quantity of heat. The combination of inertness and its intensely cold initial state makes liquidnitrogen an ideal coolant for certain applications such as food freezing. Liquid nitrogen is also used to cool materials which are h
8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 11/23
sensitive or normally soft to allow machining or fracturing. Examples are used tires, plastics, certain metals and even pharmaceuticals.
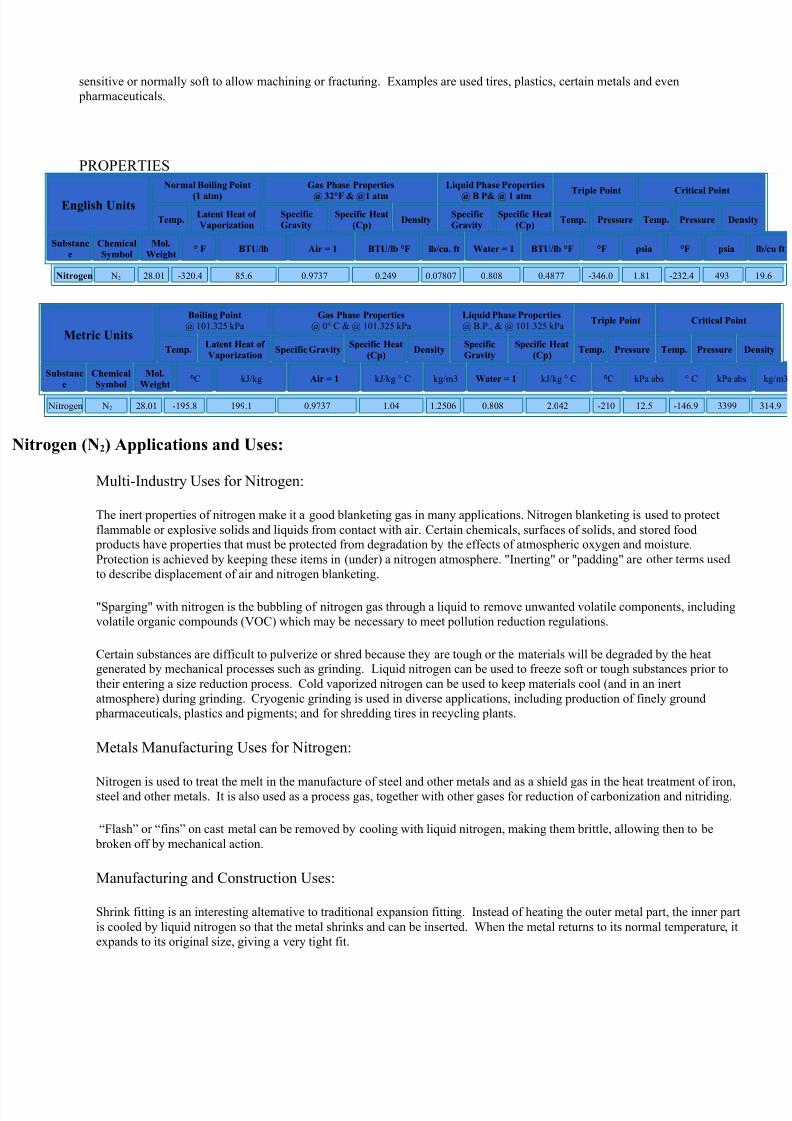
PROPERTIES
English Units
Normal Boiling Point
(1 atm)
Gas Phase Properties
@ 32°F & @1 atm
Liquid Phase Properties
@ B P& @ 1 atm Triple Point Critical Point
Temp.Latent Heat of
Vaporization
Specific
Gravity
Specific Heat
(Cp)Density
Specific
Gravity
Specific Heat
(Cp)Temp. Pressure Temp. Pressure De
Substanc
e
Chemical
Symbol
Mol.
Weight° F BTU/lb Air = 1 BTU/lb °F lb/cu. ft Water = 1 BTU/lb °F °F psia °F psia
Nitrogen N2 28.01 -320.4 85.6 0.9737 0.249 0.07807 0.808 0.4877 -346.0 1.81 -232.4 493
Metric Units
Boiling Point
@ 101.325 kPaGas Phase Properties
@ 0° C & @ 101.325 kPaLiquid Phase Properties
@ B.P., & @ 101.325 kPaTriple Point Critical Poi
Temp.Latent Heat of
VaporizationSpecific Gravity
Specific Heat
(Cp)Density
Specific
Gravity
Specific Heat
(Cp)Temp. Pressure Temp. Pressure
Substanc
e
Chemical
Symbol
Mol.
Weight°C kJ/kg Air = 1 kJ/kg ° C kg/m3 Water = 1 kJ/kg ° C °C kPa abs ° C kPa a
Nitrogen N2 28.01 -195.8 199.1 0.9737 1.04 1.2506 0.808 2.042 -210 12.5 -146.9 3399
rogen (N2) Applications and Uses:
Multi-Industry Uses for Nitrogen:
The inert properties of nitrogen make it a good blanketing gas in many applications. Nitrogen blanketing is used to protectflammable or explosive solids and liquids from contact with air. Certain chemicals, surfaces of solids, and stored food products have properties that must be protected from degradation by the effects of atmospheric oxygen and moisture.Protection is achieved by keeping these items in (under) a nitrogen atmosphere. "Inerting" or "padding" are other terms usedto describe displacement of air and nitrogen blanketing.
"Sparging" with nitrogen is the bubbling of nitrogen gas through a liquid to remove unwanted volatile components, includingvolatile organic compounds (VOC) which may be necessary to meet pollution reduction regulations.
Certain substances are difficult to pulverize or shred because they are tough or the materials will be degraded by the heatgenerated by mechanical processes such as grinding. Liquid nitrogen can be used to freeze soft or tough substances prior totheir entering a size reduction process. Cold vaporized nitrogen can be used to keep materials cool (and in an inertatmosphere) during grinding. Cryogenic grinding is used in diverse applications, including production of finely ground pharmaceuticals, plastics and pigments; and for shredding tires in recycling plants.
Metals Manufacturing Uses for Nitrogen:
Nitrogen is used to treat the melt in the manufacture of steel and other metals and as a shield gas in the heat treatment of iron,steel and other metals. It is also used as a process gas, together with other gases for reduction of carbonization and nitriding.
“Flash” or “fins” on cast metal can be removed by cooling with liquid nitrogen, making them brittle, allowing then to be broken off by mechanical action.
Manufacturing and Construction Uses:
Shrink fitting is an interesting alternative to traditional expansion fitting. Instead of heating the outer metal part, the inner paris cooled by liquid nitrogen so that the metal shrinks and can be inserted. When the metal returns to its normal temperature, itexpands to its original size, giving a very tight fit.
8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 12/23
Liquid nitrogen is used to cool concrete, which leads to better cured properties.
When construction operations must be done in soft, water-soaked ground such as tunnel construction underneath waterways,the ground can be frozen effectively with liquid nitrogen. Pipes are driven into the ground, liquid nitrogen is pumped throughthe pipes under the earth’s surface. When the nitrogen exits into the soil, it vaporizes, removing heat from the soil andfreezing it.
Chemicals, Pharmaceuticals and Petroleum Uses:
Refineries, petrochemical plants and marine tankers use nitrogen to purge equipment, tanks and pipelines of dangerous vaporsand gases (for example, after completing a pipeline transfer operation or ending a production run) and to maintain an inertand protective atmosphere in tanks storing flammable liquids.
Cold nitrogen gas is used to cool reactors filled with catalyst during maintenance work. The cooling time can be reducedsubstantially.
Cooling reactors (and the materials inside) to low temperature allows better control of side-reactions in complex reactions inthe pharmaceutical industry. Liquid nitrogen is often used to provide the necessary refrigeration as it can produce rapidtemperature reduction and easily maintain the required cold reaction temperatures. Reactor cooling and temperature controlsystems usually employ a circulating low-temperature heat transfer fluid to transfer refrigeration produced by vaporizingliquid nitrogen to the shell of the reactor vessel. The liquid nitrogen is vaporized in specially-designed heat exchangers thattransfer refrigeration to the circulating heat transfer fluid.
Liquid nitrogen is used during well completion to "frac" natural gas bearing rock formations, in particular, tight gasformations, including shale gas and natural gas from coal (coal bed methane) where water based methods should be avoided. Nitrogen is also used to maintain pressure in oil and natural gas producing formations. Unlike carbon dioxide, which is alsoused for pressurization, nitrogen has little affinity for liquid hydrocarbons, thus it builds up in and remains in the gas cap.
Nitrogen is used an inert gas to push liquids though lines, to clear lines and to propel "pigs" through pipelines to sweep outone material before using the line to transport another material.
Rubber and Plastics Industry Uses:
Materials become hard and brittle when cooled by to very low temperatures. This property permits the removal of “flash” or “fins” on cast plastics and rubber. The castings are cooled by liquid nitrogen and the flash broken off by mechanical action.
Food and Beverages:
The intense cold in liquid nitrogen allows very rapid freezing of food items, resulting in minimal cell damage from icecrystals and improved appearance, taste and texture. Well-designed cryogenic tunnel and spiral freezers efficiently capturerefrigeration from liquid vaporization and from the cold nitrogen gas as it flows through the freezer.
When substances such as vegetable oil and wines are stored, the inert properties of nitrogen can be used to protect against loss
of quality by oxidation by expelling any air entrained in the liquid (“sparging”) and protecting liquids in storage tanks byfilling the vapor space (“blanketing”).
Nitrogen (and nitrogen mixed with CO2 and oxygen) is used in transport trucks and in Modified Atmosphere Packaging(MAP) to extend the shelf life of packaged foods by preventing oxidation, mold, insect infestation and moisture migration.
Health Care Uses:
Nitrogen is used as a shield gas in the packing of some medicines to prevent degradation by oxidation or moisture adsorption.
Nitrogen is used to freeze blood, as well as viruses for vaccination. It is also used to freeze livestock semen, which can then be stored for years. The quick freezing resulting from the intense cold minimizes cell wall damage. Liquid nitrogen is also
8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 13/23
used in some MRI (Magnetic Resonance Imaging) devices to pre-cool the low temperature magnets prior to using much moreexpensive liquid helium for final cooling.
Liquid nitrogen is used in cryo-surgery to destroy diseased tissue.
ARGONArgon (Ar) is a monatomic, colorless, odorless, tasteless and nontoxic gas, present in the atmosphere at a concentration of jusunder 1% (0.934%) by volume. Argon is a member of a special group of gases known as the “rare,” “noble,” or “inert” gas
Other gases in this group are helium, neon, krypton, xenon and radon. They are monatomic gases with a totally filled outermostshell of electrons. The terms "noble" and "inert" have been used to indicate that their ability to chemically interact with other materials is extremely weak. All members of this group emit light when electrically excited. Argon produces a pale blue-violetlight.
Argon's normal boiling point is a very cold –302.6°F (–185.9°C). The gas is approximately 1.4 times as heavy as air and is slighsoluble in water. Argon's freezing point is only a few degrees lower than its normal boiling point, –308.8°F (–199.3°C).
Argon is valued for its total inertness, in particular at high temperatures. Argon is used in critical industrial processes such as tmanufacturing of high quality stainless steels and production of impurity-free silicon crystals for semi-conductor manufacture.Argon is also used as an inert filler gas for light bulbs and as a dry, heavier-than-air-or-nitrogen filler for the space between glass panels in high-efficiency multi-pane windows.
Argon is the most abundant of the truly inert or "rare" gases. It is produced, most commonly, in conjunction with the
manufacture of high purity oxygen using cryogenic distillation of air. Since the boiling point of argon is very close to that of oxygen (a difference of only 5.3°F or 2.9°C) separating pure argon from oxygen (while also achieving high recovery of both products) requires many stages of distillation.
• For many decades, the most common argon recovery and purification process used several steps: 1) taking a "side-drawstream from the primary air separation distillation system at a point in the low-pressure column where the concentration of argon is highest, 2) processing the feed in a crude argon column which returns the nitrogen to the low pressure column and
produces a crude argon product, 3) warming the crude argon and reacting the (typically about 2%) oxygen impurity in thestream with a controlled amount of hydrogen to form water, 4) removing the water vapor by condensation and adsorption, 5)cooling the gas to cryogenic temperature, and 6) removing the remaining non-argon components (small amounts of nitrogen unconsumed hydrogen) through further distillation in a pure argon distillation column.
• With the development of packed column technology, which allows cryogenic distillations to be performed with low- pressure-drop, most new plants now utilize an all-cryogenic distillation process for argon recovery and purification.
Argon may be referred to as "PLAR" (pure liquid argon) or "CLAR" (crude liquid argon), or by its chemical designation, "Ar".Crude argon is usually thought of as an intermediate product in a facility that makes pure argon, but it may be a final product for some lower capacity air separation plants which ship it to larger facilities for final purification. Some crude argon is also sold as final product for uses that do not need high purity oxygen (e.g. some steelmaking and welding applications).
Commercial quantities of argon may also be produced in conjunction with the manufacture of ammonia. Air is the ultimasource of the argon, but in the traditional ammonia production process the route to argon recovery is quite different. Natural gas i"reformed" with steam to produce a "synthesis gas" containing hydrogen, carbon monoxide and carbon dioxide. "Secondaryreforming" with air and steam converts the CO to CO2 and additional hydrogen, and adds the nitrogen necessary to make ammon(NH3). The mix of nitrogen and hydrogen (along with a small amount of argon) is then compressed to high pressure and reactedwith the aid of a catalyst. Argon, being non-reactive, accumulates in the ammonia synthesis loop, and it must be removed in a pustream to maintain production capacity and process efficiency. UIG offers equipment to process the purge gas stream. Ammoniremoved and recovered while the hydrogen is removed and recycled to the synthesis gas feed to the ammonia process to improveoverall process efficiency. Methane, which is formed in the ammonia process, is recycled to fuel for the fired heater providing hto drive the synthesis gas generation process. Argon is recovered and purified for sale as a commercial product.
Some newer ammonia plants do not use air as a direct feed to the ammonia production process, but process it through an air separation unit, with the argon removed upstream of the ammonia synthesis loop. The high purity oxygen and nitrogen feed strea
8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 14/23
produced by the air separation unit are individually fed to the hydrogen production and ammonia production portions of theammonia plant. This newer ammonia production approach avoids argon buildup in the ammonia synthesis loop, and allows direcrecovery of argon as a valuable co-product.
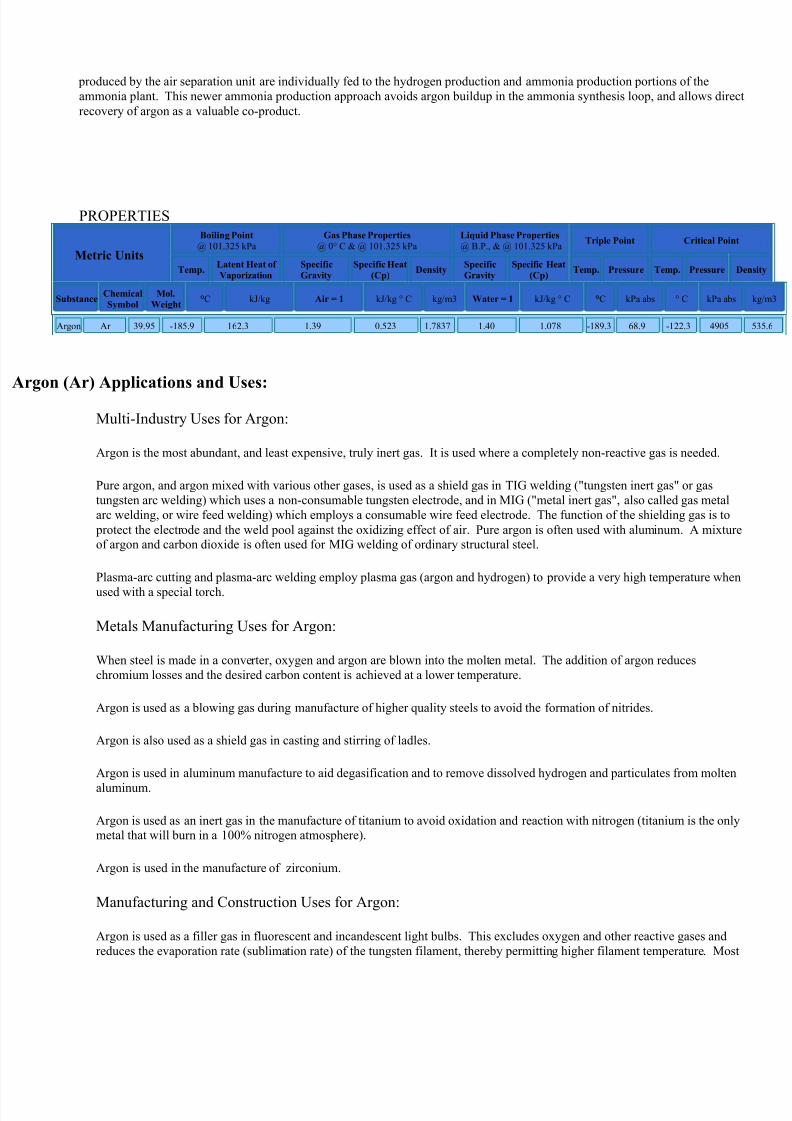
PROPERTIES
Metric Units
Boiling Point
@ 101.325 kPaGas Phase Properties
@ 0° C & @ 101.325 kPaLiquid Phase Properties
@ B.P., & @ 101.325 kPaTriple Point Critical Point
Temp.Latent Heat of
Vaporization
Specific
Gravity
Specific Heat
(Cp)Density
Specific
Gravity
Specific Heat
(Cp)Temp. Pressure Temp. Pressure D
SubstanceChemical
Symbol
Mol.
Weight°C kJ/kg Air = 1 kJ/kg ° C kg/m3 Water = 1 kJ/kg ° C °C kPa abs ° C kPa abs
Argon Ar 39.95 -185.9 162.3 1.39 0.523 1.7837 1.40 1.078 -189.3 68.9 -122.3 4905
gon (Ar) Applications and Uses:
Multi-Industry Uses for Argon:
Argon is the most abundant, and least expensive, truly inert gas. It is used where a completely non-reactive gas is needed.
Pure argon, and argon mixed with various other gases, is used as a shield gas in TIG welding ("tungsten inert gas" or gastungsten arc welding) which uses a non-consumable tungsten electrode, and in MIG ("metal inert gas", also called gas metalarc welding, or wire feed welding) which employs a consumable wire feed electrode. The function of the shielding gas is to protect the electrode and the weld pool against the oxidizing effect of air. Pure argon is often used with aluminum. A mixturof argon and carbon dioxide is often used for MIG welding of ordinary structural steel.
Plasma-arc cutting and plasma-arc welding employ plasma gas (argon and hydrogen) to provide a very high temperature whenused with a special torch.
Metals Manufacturing Uses for Argon:
When steel is made in a converter, oxygen and argon are blown into the molten metal. The addition of argon reduceschromium losses and the desired carbon content is achieved at a lower temperature.
Argon is used as a blowing gas during manufacture of higher quality steels to avoid the formation of nitrides.
Argon is also used as a shield gas in casting and stirring of ladles.
Argon is used in aluminum manufacture to aid degasification and to remove dissolved hydrogen and particulates from moltenaluminum.
Argon is used as an inert gas in the manufacture of titanium to avoid oxidation and reaction with nitrogen (titanium is the onlymetal that will burn in a 100% nitrogen atmosphere).
Argon is used in the manufacture of zirconium.
Manufacturing and Construction Uses for Argon:
Argon is used as a filler gas in fluorescent and incandescent light bulbs. This excludes oxygen and other reactive gases andreduces the evaporation rate (sublimation rate) of the tungsten filament, thereby permitting higher filament temperature. Mos
8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 15/23
8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 16/23
8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 17/23
unsaturated compounds to lighter and more stable compounds.
The pharmaceutical industry uses hydrogen to manufacture vitamins and other pharmaceutical products.
Large quantities of hydrogen are used to purify gases (e.g. argon) that contain trace amounts of oxygen, using catalyticcombination of the oxygen and hydrogen followed by removal of the resulting water.
Glass and Ceramics:
In float glass manufacturing, hydrogen is required to prevent oxidation of the large tin bath.
Food and Beverages:
It is used to hydrogenate unsaturated fatty acids in animal and vegetable oils, producing solid fats for margarine and other food products.
Electronics:
Hydrogen is used as a carrier gas for such active trace elements as arsine and phospine, in the manufacture of semi-conductinglayers in integrated circuits.
DISSOLVED ACETYLENE
Acetylene (C2H2). Acetylene has a high heat release in the primary flame and a low heat in the secondaryflame. It has the hottest flame temperature of the commercially available fuel gases (6,300°F) and is anexcellent choice for welding, brazing and cutting of steel alloys less than 2 inches in thickness.Acetylene is a heavy, combustible gas with a strong odor, and was first made by Davy in 1837. It is produce by the reaction between water and calcium carbid according to the formula CaC2+H2O = C2H2+CaO2The principal impurities of the freshly generated gas are ammonia and hydrogen phosphid and sulphid. The
are removed by washing the gas in different solutions which will react upon these gases.Acetylene is endothermic. So that the great heat of its combustion is the sum of its endothermic factor and tfactor for carbon monoxid or dioxid. For this reason acetylene burns with tremendous heat with oxygen. Theintense white light of combustion in air is attributed to the nascent carbon particles.Mixed with air, acetylene is explosive between the range of 2 per cent, gas, 98 per cent, air; and 49 per centgas, 51 per cent air. This is a very wide range and makes the gas a troublesome one unless used with care. Todor, which is attributed to a small proportion of hydrocarbons, is offensive, but helps to detect leakage.Though there are instances of asphyxiation by this gas, it has been shown that pure acetylene is not a poisonous gas.

8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 18/23
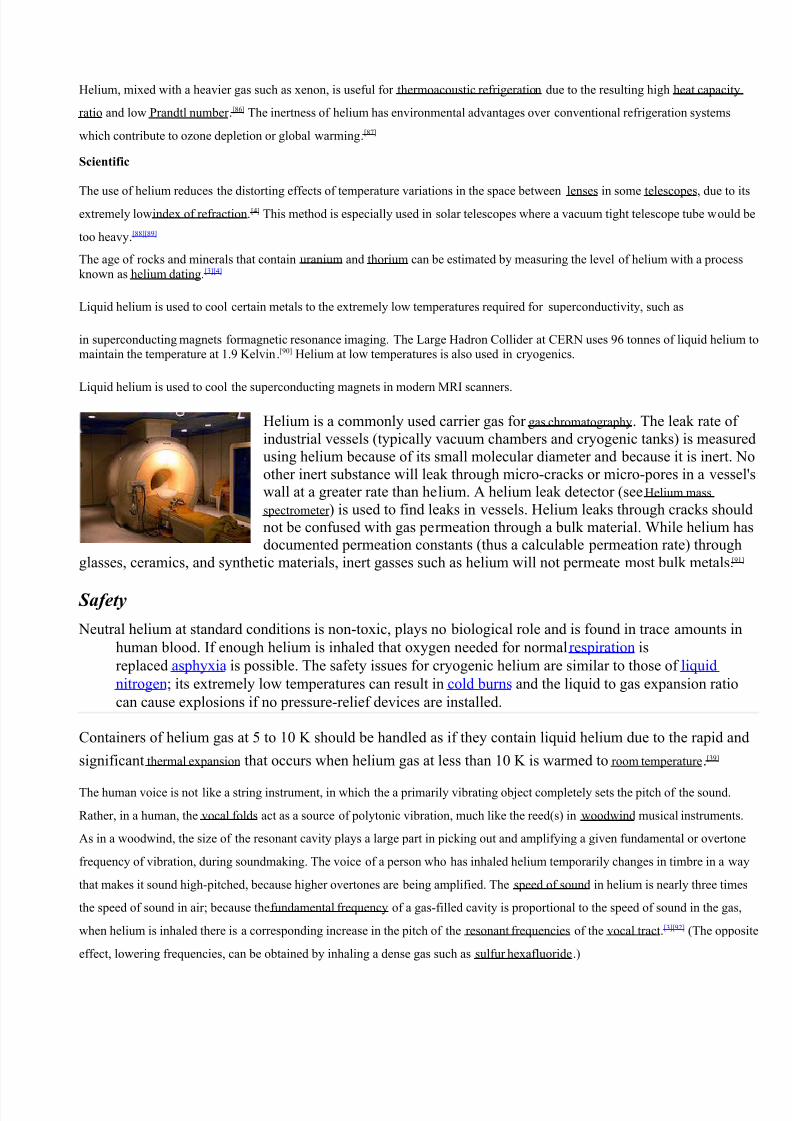
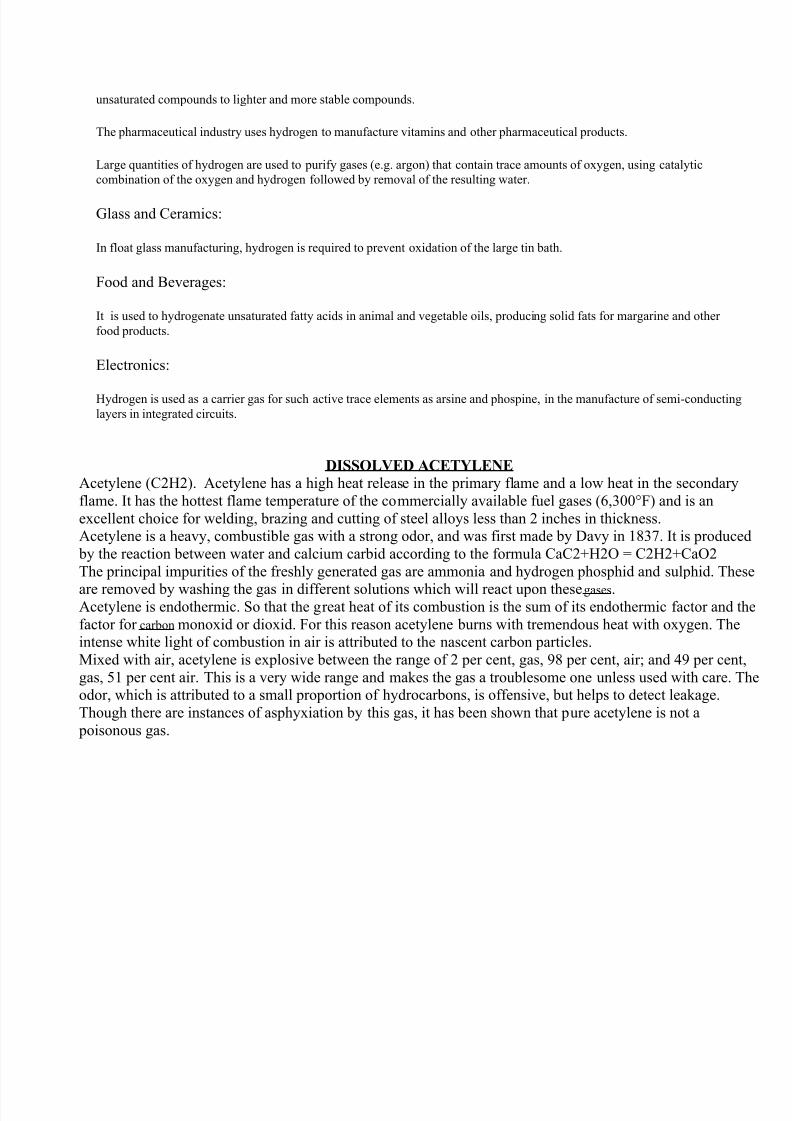
Fig. 43a. - Diagram of carbid-feed acetylene generator .
The Acetylene Generator
In repair shops, Where acetylene will be needed continually for the work at hand, it is best to install an acetylene generator. One the types approved by the underwriters should be selected. It should be placed in a separate shed outside of the shop. This will*safeguard the workman and the building in case of accident. Nowadays, however, acetylene can be used with perfect safety, provided there is ordinary good sense employed in the installation and use of it.
There are two general types of generators: one in which powdered or granular calcium carbid is fed into water, the other in whichwater is dropped upon the carbid. The reaction generates considerable heat. This is the element of danger. For this reason, perhapthe safer generator is the style first named, in which the carbid would be quenched in water while giving off the gas. One part of carbid will boil six parts, by weight, of water. Furthermore, water-feed generators give off gas long after the water is stopped, andcarbid-feed only for a short time.
8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 19/23
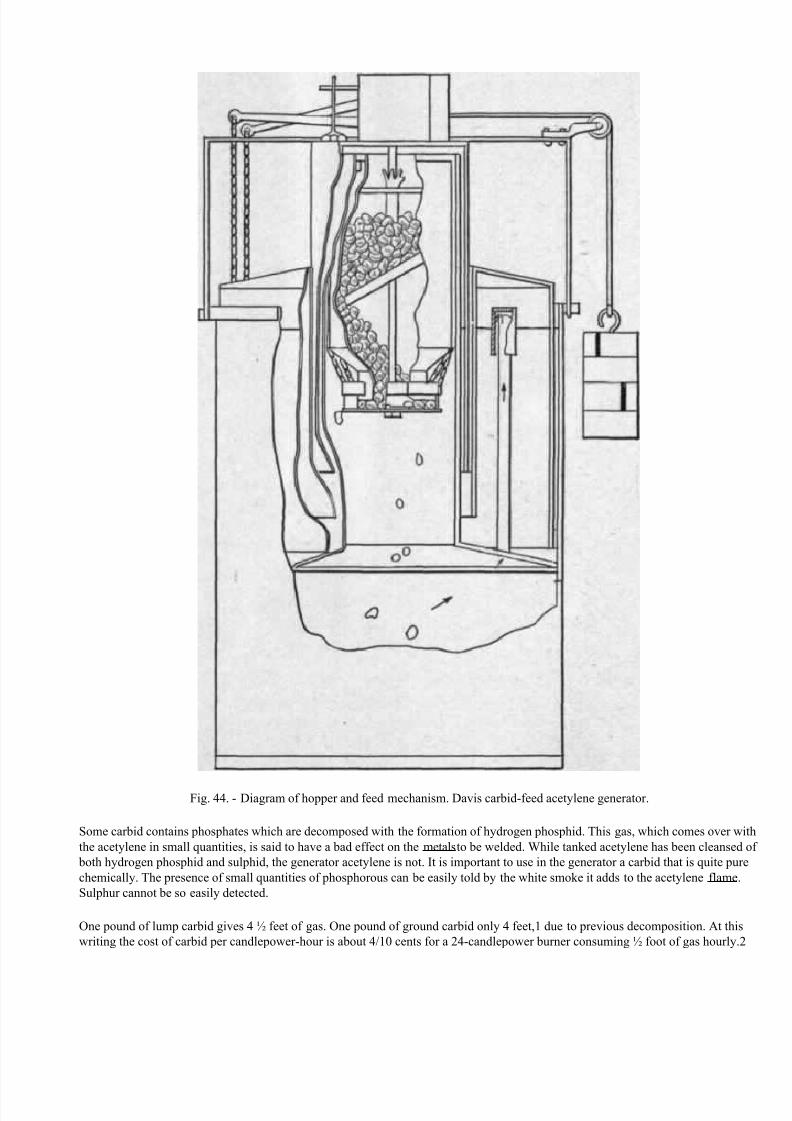
Fig. 44. - Diagram of hopper and feed mechanism. Davis carbid-feed acetylene generator.
Some carbid contains phosphates which are decomposed with the formation of hydrogen phosphid. This gas, which comes over w
the acetylene in small quantities, is said to have a bad effect on the metalsto be welded. While tanked acetylene has been cleansed
both hydrogen phosphid and sulphid, the generator acetylene is not. It is important to use in the generator a carbid that is quite pu
chemically. The presence of small quantities of phosphorous can be easily told by the white smoke it adds to the acetylene flame
Sulphur cannot be so easily detected.
One pound of lump carbid gives 4 ½ feet of gas. One pound of ground carbid only 4 feet,1 due to previous decomposition. At thi
writing the cost of carbid per candlepower-hour is about 4/10 cents for a 24-candlepower burner consuming ½ foot of gas hourly
8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 20/23
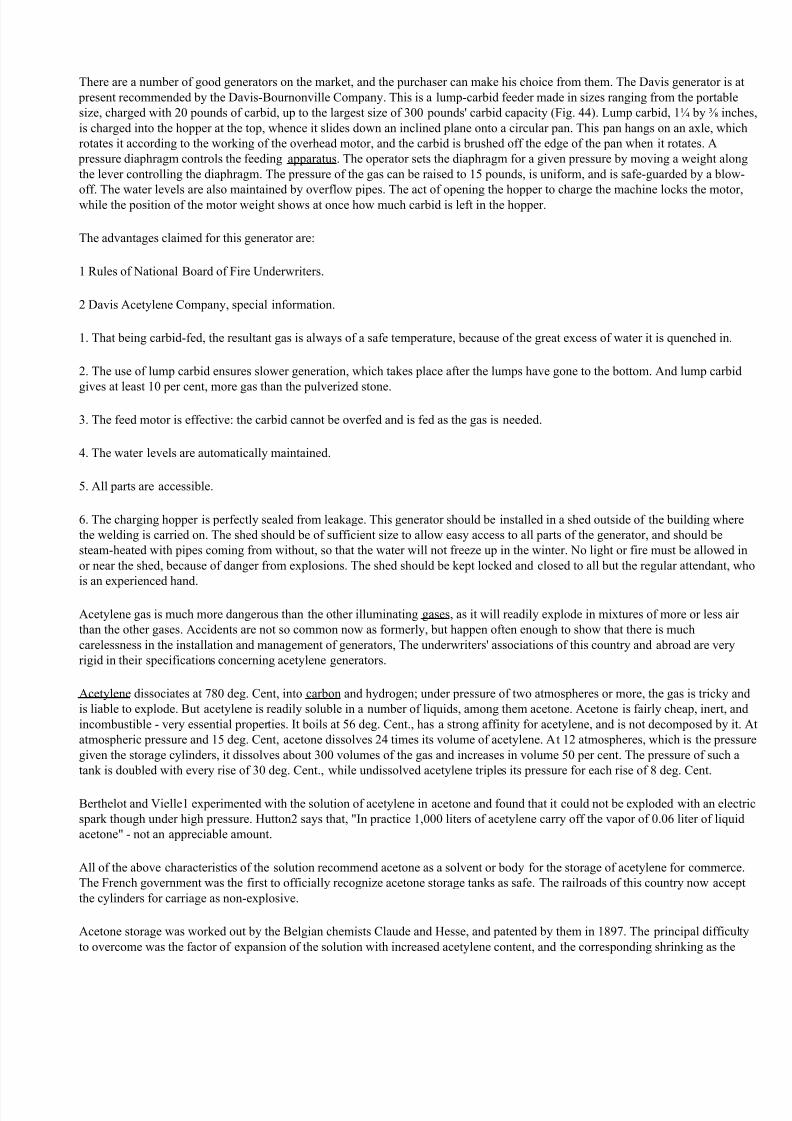
There are a number of good generators on the market, and the purchaser can make his choice from them. The Davis generator is a
present recommended by the Davis-Bournonville Company. This is a lump-carbid feeder made in sizes ranging from the portable
size, charged with 20 pounds of carbid, up to the largest size of 300 pounds' carbid capacity (Fig. 44). Lump carbid, 1¼ by ⅜ inch
is charged into the hopper at the top, whence it slides down an inclined plane onto a circular pan. This pan hangs on an axle, whic
rotates it according to the working of the overhead motor, and the carbid is brushed off the edge of the pan when it rotates. A
pressure diaphragm controls the feeding apparatus. The operator sets the diaphragm for a given pressure by moving a weight alon
the lever controlling the diaphragm. The pressure of the gas can be raised to 15 pounds, is uniform, and is safe-guarded by a blow
off. The water levels are also maintained by overflow pipes. The act of opening the hopper to charge the machine locks the motorwhile the position of the motor weight shows at once how much carbid is left in the hopper.
The advantages claimed for this generator are:
1 Rules of National Board of Fire Underwriters.
2 Davis Acetylene Company, special information.
1. That being carbid-fed, the resultant gas is always of a safe temperature, because of the great excess of water it is quenched in.
2. The use of lump carbid ensures slower generation, which takes place after the lumps have gone to the bottom. And lump carbid
gives at least 10 per cent, more gas than the pulverized stone.
3. The feed motor is effective: the carbid cannot be overfed and is fed as the gas is needed.
4. The water levels are automatically maintained.
5. All parts are accessible.
6. The charging hopper is perfectly sealed from leakage. This generator should be installed in a shed outside of the building wher
the welding is carried on. The shed should be of sufficient size to allow easy access to all parts of the generator, and should be
steam-heated with pipes coming from without, so that the water will not freeze up in the winter. No light or fire must be allowed
or near the shed, because of danger from explosions. The shed should be kept locked and closed to all but the regular attendant, w
is an experienced hand.
Acetylene gas is much more dangerous than the other illuminating gases, as it will readily explode in mixtures of more or less air
than the other gases. Accidents are not so common now as formerly, but happen often enough to show that there is much
carelessness in the installation and management of generators, The underwriters' associations of this country and abroad are very
rigid in their specifications concerning acetylene generators.
Acetylene dissociates at 780 deg. Cent, into carbon and hydrogen; under pressure of two atmospheres or more, the gas is tricky a
is liable to explode. But acetylene is readily soluble in a number of liquids, among them acetone. Acetone is fairly cheap, inert, an
incombustible - very essential properties. It boils at 56 deg. Cent., has a strong affinity for acetylene, and is not decomposed by it
atmospheric pressure and 15 deg. Cent, acetone dissolves 24 times its volume of acetylene. At 12 atmospheres, which is the press
given the storage cylinders, it dissolves about 300 volumes of the gas and increases in volume 50 per cent. The pressure of such a
tank is doubled with every rise of 30 deg. Cent., while undissolved acetylene triples its pressure for each rise of 8 deg. Cent.
Berthelot and Vielle1 experimented with the solution of acetylene in acetone and found that it could not be exploded with an elec
spark though under high pressure. Hutton2 says that, "In practice 1,000 liters of acetylene carry off the vapor of 0.06 liter of liqui
acetone" - not an appreciable amount.
All of the above characteristics of the solution recommend acetone as a solvent or body for the storage of acetylene for commerc
The French government was the first to officially recognize acetone storage tanks as safe. The railroads of this country now accep
the cylinders for carriage as non-explosive.
Acetone storage was worked out by the Belgian chemists Claude and Hesse, and patented by them in 1897. The principal difficu
to overcome was the factor of expansion of the solution with increased acetylene content, and the corresponding shrinking as the

8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 21/23
acetylene was drawn out of the tank. The cylinder would be full at 12 atmospheres and only two-thirds full under normal pressure
This meant that a considerable part of the tank would contain the gas alone, subject to the danger of explosion. To overcome this
cylinder was filled with a porous or absorbent body, which was saturated with the acetone-acetylene solution. Porous brick or
stoneware of four-fifths porosity was used; also charcoal cake, bound together with soluble glass; in this country asbestos fiber w
soluble glass binder is used. These absorbents will all carry from 50 to 80 per cent, of the solution per volume. When the acetylen
all drawn off, the tank is still perfectly safe and can be recharged simply by passing in acetylene under pressure.
The tanks themselves are pressed-steel cylinders, such as are used for soda-water, and are fitted with cocks and a pressure-regulavalve. They are delivered under 10 atmospheres' pressure, and contain about 100 volumes of the gas - considerably below the
saturation content of acetone at that pressure. They should be kept in a cool place, out of the sunlight, because the pressure doubl
with 30 deg. rise of temperature. If exposed to too great heat, the pressure might rise to the danger point, and an explosion take
place.
1 Elec. and Metal. Industry, March, 1903.
2 R. S. Hutton, Elec. and Metal. Industry, April, 1903.
Acetylene storage tanks are of the following size and capacity: Acetylene Storage Tanks1
Diameter in inches Length, inches Capacity, cu. ft. Weight, pounds
7 24 50 50
8 30 80 75
10 30 125 105
12 36 225 120
14 48 400 349
16 48 500 435
Carbide will produce about 4 cubic feet of acetylene per pound; the present price is below four cents a pound. This brings the
material cost to about one cent per cubic foot of gas. Stored acetylene costs about twice as much, but its adaptability is much greaand in many cases much more than nullifies the difference. It is claimed to be the purest form of the gas, being practically free fro
sulphur and phosphorus, because it receives four to six washings.
Bharat Metal Cutting Gas
Acetylene is conventionally used for cutting of metals. BPCL has developed a special additive which is addto LPG for producing Bharat Cutting Gas. Bharat Cutting Gas is marketed in 19 kg. cylinders having a disticolour , easy identification and has several advantages over Acetylene. Some of the advantages are:1. High flame temperature leading to faster cutting, lower slack formation and lower consumption of fuel.2. Low cost compared to Acetylene.3. Easy availability on door delivery through wide spread network of Bharat Gas distributors through the
country.4. Safer compared to Acetylene on account of lower flammability range.
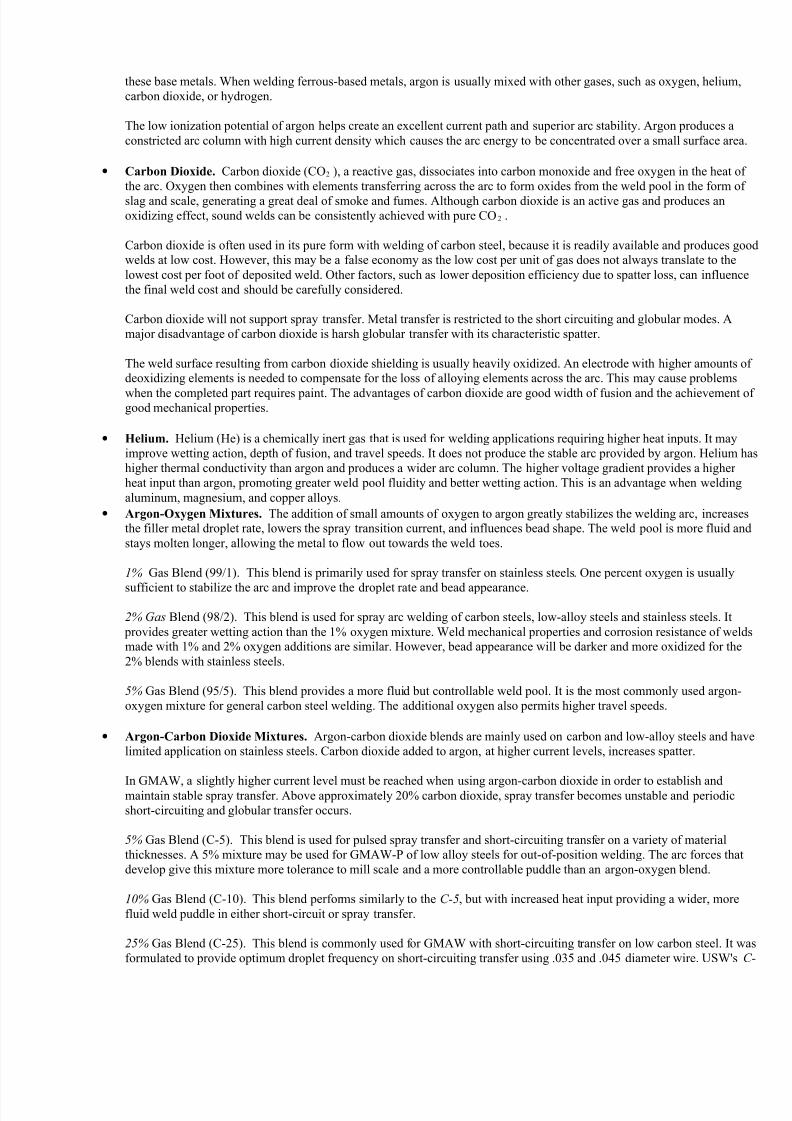
Gases for Metal Arc Welding (GMAW)
Gas Metal Arc Welding (GMAW) is used to weld all commercially important metals, including steel, aluminum, copper, andstainless steel. The process can be used to weld in any position, including flat, vertical, horizontal, and overhead. It is usuallyconnected to use direct current electrode positive (DCEP). It is an arc welding process that incorporates the automatic feeding of continuous, consumable electrode that is shielded by an externally supplied gas.
• Argon. Argon (Ar) is used on nonferrous base metals such as aluminum, nickel, copper, magnesium alloys, and reactivemetals, such as zirconium and titanium. Argon provides excellent arc welding stability, penetration, and bead profile on
8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 22/23
these base metals. When welding ferrous-based metals, argon is usually mixed with other gases, such as oxygen, heliumcarbon dioxide, or hydrogen.
The low ionization potential of argon helps create an excellent current path and superior arc stability. Argon produces aconstricted arc column with high current density which causes the arc energy to be concentrated over a small surface are
• Carbon Dioxide. Carbon dioxide (CO2 ), a reactive gas, dissociates into carbon monoxide and free oxygen in the heat othe arc. Oxygen then combines with elements transferring across the arc to form oxides from the weld pool in the form oslag and scale, generating a great deal of smoke and fumes. Although carbon dioxide is an active gas and produces anoxidizing effect, sound welds can be consistently achieved with pure CO2 .
Carbon dioxide is often used in its pure form with welding of carbon steel, because it is readily available and produces gwelds at low cost. However, this may be a false economy as the low cost per unit of gas does not always translate to thelowest cost per foot of deposited weld. Other factors, such as lower deposition efficiency due to spatter loss, can influenthe final weld cost and should be carefully considered.
Carbon dioxide will not support spray transfer. Metal transfer is restricted to the short circuiting and globular modes. Amajor disadvantage of carbon dioxide is harsh globular transfer with its characteristic spatter.
The weld surface resulting from carbon dioxide shielding is usually heavily oxidized. An electrode with higher amountsdeoxidizing elements is needed to compensate for the loss of alloying elements across the arc. This may cause problems
when the completed part requires paint. The advantages of carbon dioxide are good width of fusion and the achievemengood mechanical properties.
• Helium. Helium (He) is a chemically inert gas that is used for welding applications requiring higher heat inputs. It mayimprove wetting action, depth of fusion, and travel speeds. It does not produce the stable arc provided by argon. Heliumhigher thermal conductivity than argon and produces a wider arc column. The higher voltage gradient provides a higher heat input than argon, promoting greater weld pool fluidity and better wetting action. This is an advantage when weldingaluminum, magnesium, and copper alloys.
• Argon-Oxygen Mixtures. The addition of small amounts of oxygen to argon greatly stabilizes the welding arc, increasthe filler metal droplet rate, lowers the spray transition current, and influences bead shape. The weld pool is more fluid astays molten longer, allowing the metal to flow out towards the weld toes.
1% Gas Blend (99/1). This blend is primarily used for spray transfer on stainless steels. One percent oxygen is usually
sufficient to stabilize the arc and improve the droplet rate and bead appearance.
2% Gas Blend (98/2). This blend is used for spray arc welding of carbon steels, low-alloy steels and stainless steels. It provides greater wetting action than the 1% oxygen mixture. Weld mechanical properties and corrosion resistance of wemade with 1% and 2% oxygen additions are similar. However, bead appearance will be darker and more oxidized for th2% blends with stainless steels.
5% Gas Blend (95/5). This blend provides a more fluid but controllable weld pool. It is the most commonly used argonoxygen mixture for general carbon steel welding. The additional oxygen also permits higher travel speeds.
• Argon-Carbon Dioxide Mixtures. Argon-carbon dioxide blends are mainly used on carbon and low-alloy steels and hlimited application on stainless steels. Carbon dioxide added to argon, at higher current levels, increases spatter.
In GMAW, a slightly higher current level must be reached when using argon-carbon dioxide in order to establish andmaintain stable spray transfer. Above approximately 20% carbon dioxide, spray transfer becomes unstable and periodicshort-circuiting and globular transfer occurs.
5% Gas Blend (C-5). This blend is used for pulsed spray transfer and short-circuiting transfer on a variety of materialthicknesses. A 5% mixture may be used for GMAW-P of low alloy steels for out-of-position welding. The arc forces thadevelop give this mixture more tolerance to mill scale and a more controllable puddle than an argon-oxygen blend.
10% Gas Blend (C-10). This blend performs similarly to the C-5, but with increased heat input providing a wider, morefluid weld puddle in either short-circuit or spray transfer.
25% Gas Blend (C-25). This blend is commonly used for GMAW with short-circuiting transfer on low carbon steel. It wformulated to provide optimum droplet frequency on short-circuiting transfer using .035 and .045 diameter wire. USW's
8/8/2019 Gas - Properties & Applications
http://slidepdf.com/reader/full/gas-properties-applications 23/23
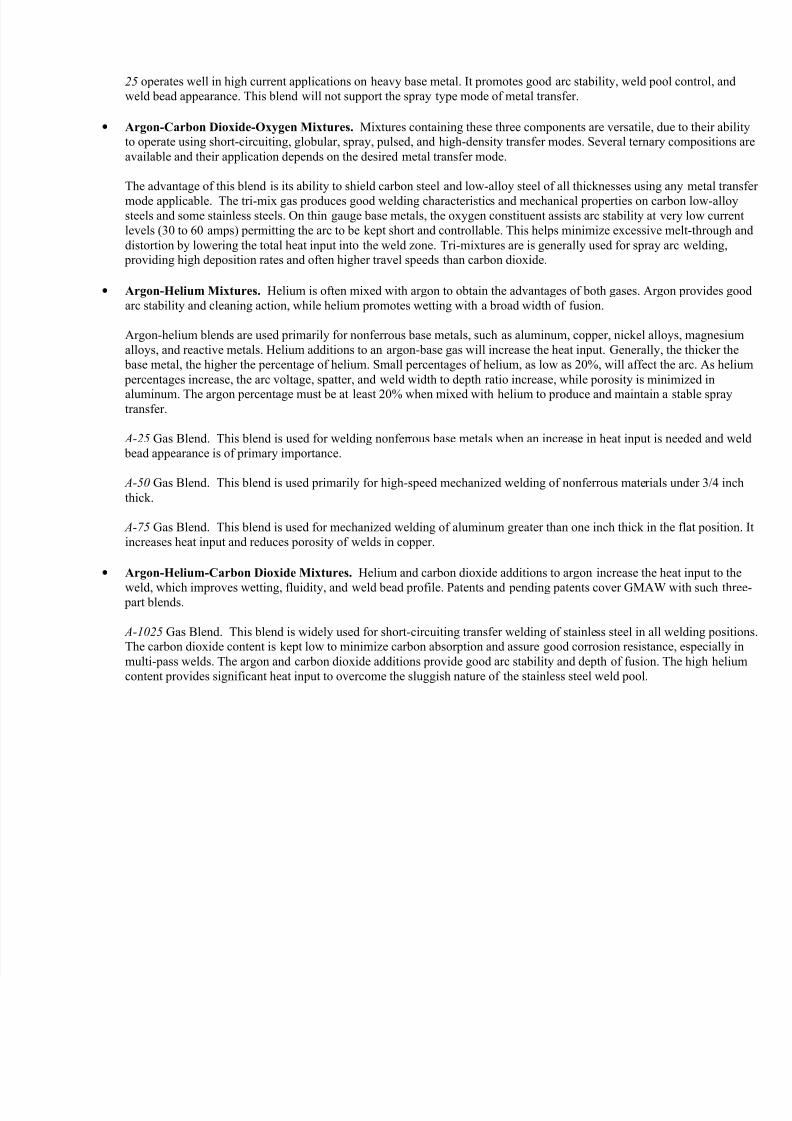
25 operates well in high current applications on heavy base metal. It promotes good arc stability, weld pool control, andweld bead appearance. This blend will not support the spray type mode of metal transfer.
• Argon-Carbon Dioxide-Oxygen Mixtures. Mixtures containing these three components are versatile, due to their abilto operate using short-circuiting, globular, spray, pulsed, and high-density transfer modes. Several ternary compositionsavailable and their application depends on the desired metal transfer mode.
The advantage of this blend is its ability to shield carbon steel and low-alloy steel of all thicknesses using any metal tranmode applicable. The tri-mix gas produces good welding characteristics and mechanical properties on carbon low-alloysteels and some stainless steels. On thin gauge base metals, the oxygen constituent assists arc stability at very low currenlevels (30 to 60 amps) permitting the arc to be kept short and controllable. This helps minimize excessive melt-through adistortion by lowering the total heat input into the weld zone. Tri-mixtures are is generally used for spray arc welding, providing high deposition rates and often higher travel speeds than carbon dioxide.
• Argon-Helium Mixtures. Helium is often mixed with argon to obtain the advantages of both gases. Argon provides goarc stability and cleaning action, while helium promotes wetting with a broad width of fusion.
Argon-helium blends are used primarily for nonferrous base metals, such as aluminum, copper, nickel alloys, magnesiumalloys, and reactive metals. Helium additions to an argon-base gas will increase the heat input. Generally, the thicker the base metal, the higher the percentage of helium. Small percentages of helium, as low as 20%, will affect the arc. As heli percentages increase, the arc voltage, spatter, and weld width to depth ratio increase, while porosity is minimized in
aluminum. The argon percentage must be at least 20% when mixed with helium to produce and maintain a stable spraytransfer.
A-25 Gas Blend. This blend is used for welding nonferrous base metals when an increase in heat input is needed and we bead appearance is of primary importance.
A-50 Gas Blend. This blend is used primarily for high-speed mechanized welding of nonferrous materials under 3/4 incthick.
A-75 Gas Blend. This blend is used for mechanized welding of aluminum greater than one inch thick in the flat positionincreases heat input and reduces porosity of welds in copper.
• Argon-Helium-Carbon Dioxide Mixtures. Helium and carbon dioxide additions to argon increase the heat input to the
weld, which improves wetting, fluidity, and weld bead profile. Patents and pending patents cover GMAW with such thre part blends.
A-1025 Gas Blend. This blend is widely used for short-circuiting transfer welding of stainless steel in all welding positiThe carbon dioxide content is kept low to minimize carbon absorption and assure good corrosion resistance, especially imulti-pass welds. The argon and carbon dioxide additions provide good arc stability and depth of fusion. The high heliucontent provides significant heat input to overcome the sluggish nature of the stainless steel weld pool.
Related Documents











