Grundlagen der Schraubtechnik www.ibes-electronic.de

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript


Seite 1
Inhaltsverzeichnis
1 DIE SCHRAUBVERBINDUNG ALLGEMEIN ....................................................................................................2
1.1 AUTOMATISIERUNG DES SCHRAUBABLAUFS.....................................................................................................2 1.2 FAKTOREN, DIE DIE SCHRAUBVERBINDUNG BEEINFLUSSEN...............................................................................2 1.3 ERHÖHUNG DER VORSPANNKRAFT..................................................................................................................3 1.4 SETZERSCHEINUNGEN....................................................................................................................................3 1.5 VERLUST DER VORSPANNKRAFT .....................................................................................................................3 1.6 SICHERN VON SCHRAUBVERBINDUNGEN..........................................................................................................3 1.7 DREHMOMENT ZUR ERMITTLUNG DER VORSPANNKRAFT...................................................................................4 1.8 EINFLÜSSE AUF DIE VORSPANNKRAFT .............................................................................................................4
2 ÜBERPRÜFUNG DER DREHMOMENTGENAUIGKEIT ..................................................................................5
2.1 ÜBERPRÜFUNG DER DREHMOMENTGENAUIGKEIT VON SCHRAUBGERÄTEN NACH ISO 5393 ...............................5 2.2 DREHMOMENTGESTEUERTE WERKZEUGE IM VERGLEICH .................................................................................6
3 DIE ANZIEHVERFAHREN UND IHRE ANWENDUNGEN................................................................................7
3.1 DREHMOMENTGESTEUERTES ANZIEHVERFAHREN............................................................................................7 3.2 DREHWINKELGESTEUERTES ANZIEHVERFAHREN..............................................................................................8 3.3 STRECKGRENZGESTEUERTES ANZIEHVERFAHREN ...........................................................................................9 3.4 STROMGESTEUERTES ANZIEHVERFAHREN MIT STROM- UND ANZIEHWINKELKONTROLLE ..................................10 3.5 DAS LÖSE- / NACHZIEHVERFAHREN ..............................................................................................................11 3.6 BLECHVERSCHRAUBUNGEN ..........................................................................................................................11 3.7 SELBSTFURCHENDE SCHRAUBEN..................................................................................................................12 3.8 STOP- UND QUETSCHMUTTERN, MIKROVERKAPSELTE SCHRAUBEN.................................................................12 3.9 STICK-SLIP-VERSCHRAUBUNG......................................................................................................................13 3.10 HÜLLKURVENÜBERWACHUNG........................................................................................................................14
4 AUSWAHL DES SCHRAUBSYSTEMS...........................................................................................................15
4.1 HANDSCHRAUBGERÄTE ................................................................................................................................15 4.2 HANDGEFÜHRTE MEHRFACHSCHRAUBER ......................................................................................................16 4.3 STATIONÄRE SCHRAUBSYSTEME...................................................................................................................17
5 AUFBAU DES SCHRAUBSYSTEMS..............................................................................................................18
5.1 DIE SCHRAUBSPINDEL..................................................................................................................................19 5.1.1 Antriebe für die Schraubtechnik ......................................................................................................... 20 5.1.2 Planetengetriebe ................................................................................................................................ 24 5.1.3 Meßwertaufnehmer ............................................................................................................................ 25 5.1.4 Spindelabtriebe .................................................................................................................................. 27
5.2 DAS WERKZEUGKABEL.................................................................................................................................28 5.3 DIE SCHRAUB- UND MEßELEKTRONIK............................................................................................................29
Seite 2
1 Die Schraubverbindung allgemein
In der modernen Montagetechnik ist die Schraubverbindung nach wie vor eine der wichtigsten Verbindungsarten. Die Vielfalt der Schrauben in der Schraubtechnik hat sich im Vergleich zu früher deutlich geändert. Methoden zur Berechnung von Schraubverbindungen und neu entwickelte Schraubverfahren bieten die Möglichkeit, die Schrauben in ihren Abmessung wesentlich zu verkleinern. Das Resultat sind kleinere und leichtere Schrauben, eine deutliche Rohstoff- bzw. Gewichtsersparnis, das wiederum Kraftstoff (Rohöl) spart.
1.1 Automatisierung des Schraubablaufs
Da in der heutigen Zeit qualifiziertes Personal sehr knapp ist und viel Geld kostet, geht man immer mehr dazu über, Schraubabläufe zu automatisieren. Leider machen schlecht zugängliche Schraubstellen oder der Einsatz von Schrauben die sich nicht automatisch zuführen lassen eine Automatisierung sehr aufwendig oder unmöglich. Also muß die Automatisierung schon bei der Produktentwicklung beginnen. Um die Sicherheit bei verschiedenen Maschinen garantieren zu können, muß man alle Faktoren, die eine Schraubverbindung beeinflussen, kennen.
1.2 Faktoren, die die Schraubverbindung beeinflussen
Vorspannkraft
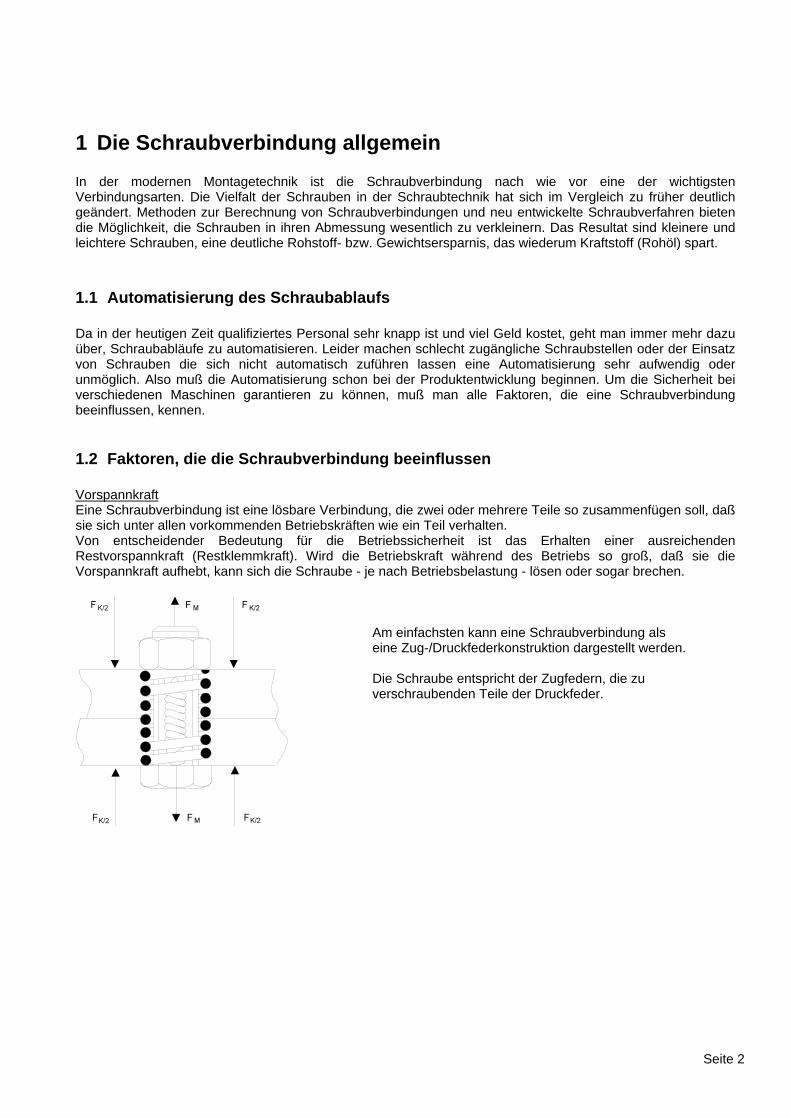
Eine Schraubverbindung ist eine lösbare Verbindung, die zwei oder mehrere Teile so zusammenfügen soll, daß sie sich unter allen vorkommenden Betriebskräften wie ein Teil verhalten. Von entscheidender Bedeutung für die Betriebssicherheit ist das Erhalten einer ausreichenden Restvorspannkraft (Restklemmkraft). Wird die Betriebskraft während des Betriebs so groß, daß sie die Vorspannkraft aufhebt, kann sich die Schraube - je nach Betriebsbelastung - lösen oder sogar brechen.
Am einfachsten kann eine Schraubverbindung als eine Zug-/Druckfederkonstruktion dargestellt werden.
Die Schraube entspricht der Zugfedern, die zu verschraubenden Teile der Druckfeder.

Seite 3
1.3 Erhöhung der Vorspannkraft Für die Erhöhung der Vorspannkraft bei einer Schraubverbindung hat man im wesentlichen drei Möglichkeiten:
Erhöhung des Spannungsquerschnitts durch Verwendung von mehr oder größeren Schrauben
Erhöhung der Schraubengüte, die es möglich macht, bei gleicher Schraubenabmessung die Montagevorspannkraft zu erhöhen.
Einsatz von genaueren Schraubverfahren, so daß die Schraube besser ausgenützt werden kann.
1.4 Setzerscheinungen Setzerscheinungen treten unter dem Schraubenkopf (Mutter) und in der Trennfuge auf. Sind bei einer richtig ausgelegten Schraubverbindung keine Materialien wie Dichtungen, Farbe usw. in der Trennfuge vorhanden, so tragen nur die Oberflächenrauhigkeiten - die sich aufgrund der Flächenpressung einebnen - zu den Setzerscheinungen bei.
1.5 Verlust der Vorspannkraft Wird beim Anziehen der Schrauben die Grenzflächenpressung unter dem Schraubenkopf oder in der Trennfuge überschritten, so tritt ein Fließen des verspannten Werkstoffes auf, das zum Verlust der Vorspannkraft führen kann. Einige Materialien wie z. B. bestimmte Kunststoffe, Wachs, Zinn neigen dazu zu fließen. Sind solche Materialien zwischen den Trennfugen vorhanden, hilft nur das Abdecken der Verbindungsflächen vor dem Beschichten.
1.6 Sichern von Schraubverbindungen Die Sicherheit einer Schraubverbindung ist nur gewährleistet, wenn die Vorspannkraft dauerhaft erhalten bleibt. Die Sicherungselemente können in drei Gruppen unterteilt werden:
Setzsicherung: Hierbei werden meist federnde Elemente unter dem Schraubenkopf plaziert (fest oder lose), welche die in einer Schraubverbindung erwarteten Setzerscheinungen kompensieren sollen.
Verliersicherung: Verliersicherungen z. B. Mutter mit Klemmteil oder Kunststoffeinsatz sollen das Auseinanderfallen der verbundenen Teile verhindern.
Losdrehsicherung: Die chemischen Sicherungen (z. B. Kleben, Mikroverkapselung) sind Losdrehsicherungen. Sie sind unabhängig von Schraubgüte und Schraubenabmessung einsetzbar. Oft haben sie aber beim gewollten Lösen einen negativen Nebeneffekt. Durch den Kleber wird das Losreißmoment um ein Vielfaches erhöht; der Schraubenkopf muß dieses hohe Drehmoment beim Lösen übertragen können.
Seite 4
1.7 Drehmoment zur Ermittlung der Vorspannkraft Zur Definition der Schraubverbindung bzw. zur Ermittlung der Vorspannkraft wird das einfach zu ermittelnde Drehmoment benutzt. Der größte Unsicherheitsfaktor beim Anziehen ist die im Gewinde und unter dem Schraubenkopf auftretende Reibung. Die Unsicherheit besteht in erster Linie in dem großen Streubereich der Reibwerte. Die Gesamtreibung setzt sich aus Unterkopf- und Gewindereibung zusammen.
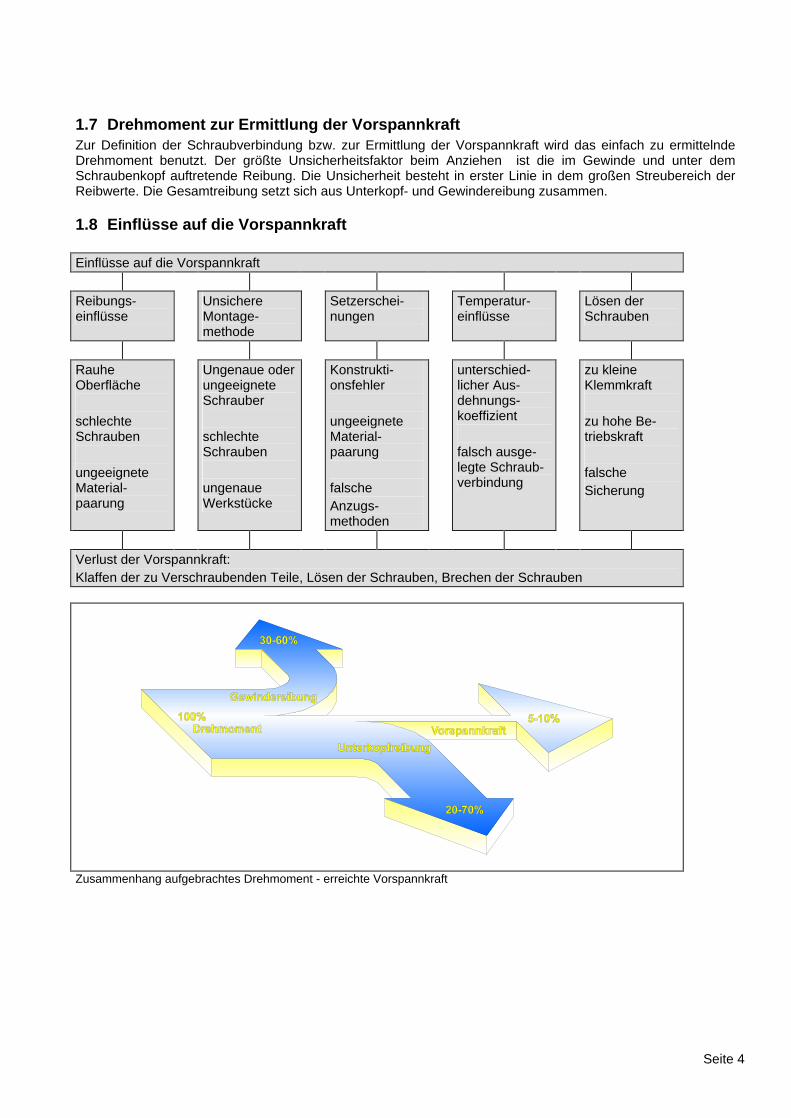
1.8 Einflüsse auf die Vorspannkraft
Einflüsse auf die Vorspannkraft
Reibungs-einflüsse
Unsichere Montage-methode
Setzerschei-nungen
Temperatur-einflüsse
Lösen der Schrauben
Rauhe Oberfläche
schlechte Schrauben
ungeeignete Material-paarung
Ungenaue oder ungeeignete Schrauber
schlechte Schrauben
ungenaue Werkstücke
Konstrukti-onsfehler
ungeeignete Material-paarung
falsche Anzugs-methoden
unterschied-licher Aus-dehnungs-koeffizient
falsch ausge-legte Schraub-verbindung
zu kleine Klemmkraft
zu hohe Be-triebskraft
falsche Sicherung
Verlust der Vorspannkraft: Klaffen der zu Verschraubenden Teile, Lösen der Schrauben, Brechen der Schrauben
Zusammenhang aufgebrachtes Drehmoment - erreichte Vorspannkraft

Seite 5
2 Überprüfung der Drehmomentgenauigkeit
2.1 Überprüfung der Drehmomentgenauigkeit von Schraubgeräten nach ISO 5393
Harter und weicher Schraubfall nach ISO 5393
Um eine Aussage über die Drehmomentgenauigkeit von Schraubgeräten treffen zu können, sind bestimmte Randbedingungen zu betrachten. Ein Abschalten nach Erkennen des Drehmomentes benötigt eine bestimmte Reaktionszeit. Innerhalb dieser Zeit hat der Motor die Schraube bereits um einige Winkelgrade weitergedreht. Das Drehmoment wurde aufgrund der Schwungenergie (Drehenergie Erot) erhöht. Man spricht hier von einem Nachlauf des Drehmomentes. Die Schwungenergie ist definiert als:
J
2 m d2
2
Erot =
bzw. Erot =
2 2
Erot Rotationsenergie (J) Massenträgheitsmoment (d) Durchmesser (e) Winkelgeschwindigkeit (m) Masse
Es läßt sich leicht erkennen, daß eine Reduzierung des Durchmessers (d) und der Winkelgeschwindigkeit ( ) des Motorläufers den größten Erfolg bei der Verringerung des Nachlaufes bringt, da diese Größen im Quadrat in die Rechnung eingehen, die Masse (m) linear. Bei einem weichen Schraubfall steigt das Drehmoment in Abhängigkeit vom Drehwinkel wesentlich langsamer an als bei einem harten Schraubfall. Der zu erwartende Nachlauf des Drehmoments ist entsprechend geringer. Da in der Praxis mit Änderungen der Schraubfallhärte gerechnet werden muß (unterschiedliche Schraubenchargen, Reibwerttoleranzen, Gewindetoleranzen usw.), soll die Drehmomentgenauigkeit eines Schraubsystemes möglichst schraubfallunabhängig sein. Um eine Aussage über die Leistungsfähigkeit von Schraubsystemen (Schraubgeräten) treffen zu können, wurden in der Richtlinie ISO 5393 die Schraubfallhärte, das Meßverfahren und die Auswertung zur Beurteilung von Schraubgeräten festgeschrieben. Steigt das Drehmoment von 10 % auf 100 % des Prüfdrehmomentes innerhalb eines Anziehdrehwinkels von 27° (bzw. von 0 % auf 100 % innerhalb 30°) an, so ist der Schraubfall hart. Ein weicher Schraubfall liegt vor, wenn der Anstieg des Drehmoments von 10 % auf 100 % des Prüfdrehmomentes erst nach mehr als 650° erreicht wird (bzw. von 0 % auf 100 % nach 720°). Die Schraubgeräte sollen die Genauigkeitsprüfung sowohl bei einem harten als auch bei einem weichen Schraubfall bestehen, ohne daß sie umgestellt werden. Die Auswertung folgt den Grundregeln der Statistik.

Seite 6
2.2 Drehmomentgesteuerte Werkzeuge im Vergleich
Bezeichnung Abschaltverfahren Vorteile Nachteile Präzisions- Schraubsystem mit Elektroschrauber
EC - System
Drehmoment-Soll-wertvorgabe
hohe Wiederhol-genauigkeit Drehmomentanzeige Drehwinkelanzeige IO/NIO-Aussage Dokumentations-möglichkeit hohe Standzeit gut regelbar leise
hoher Steuerungs-aufwand teuer
Elektroschrauber mit Stromabschaltung
Vorgabe eines zum Drehmoment propor-tionalen Stromwertes
preisgünstig hohe Standzeit leise IO/NIO-Aussage über Stromwert möglich leicht einstellbar
indirektes Meßsystem über zum Drehmoment proportionalen Strom muß von Zeit zu Zeit kalibriert werden
Mech. Abschaltschrauber
Über Vorspannung der Druckfeder in der Abschaltkupplung
preiswert Schwungenergie wird mit Kupplung entkoppelt
muß regelmäßig kalibriert werden Kupplung ist Verschleißteil keine IO/NIO Aussage hoher Geräuschpegel
Druckluftstillstands-schrauber
über Luftdruck preiswert hohe Dynamik des Motors
starker Einfluß der Betriebsdruckschwankung auf das Drehmoment
laut Impulsgesteuerter Schrauber
über Luftdruck über Öldurchfluß im Impulsschlagwerk
nahezu Rückdreh-momentfrei
starke Dreh-momentabhängigkeit vom Schraubfall und von der Schraubzeit, Drehmoment kann nur bedingt direkt gemessen werden

Seite 7
3 Die Anziehverfahren und ihre Anwendungen
Die drei wichtigsten Faktoren die eine Schraubverbindung beeinflussen sind:
Die Reibverhältnisse unter dem Schraubenkopf und im Gewinde.
Die Anziehmethode des Schraubwerkzeugs.
Das verwendete Schraubsystem und seine Genauigkeit.
3.1 Drehmomentgesteuertes Anziehverfahren Bei der Drehmomenterfassung wird zwischen einer direkten und einer indirekten Messung des Drehmoments unterschieden. Schraubsysteme, die mit einem Drehmomentmeßwertgeber das Drehmoment während des Anziehvorgangs direkt an der Schraube messen, sind direkte Drehmomentmeßsysteme. Zu den indirekten Drehmomentmeßsystemen zählen Systeme, die das Drehmoment von einer drehmomentabhängigen Meßgröße ableiten. (z. B. Druckluftabwürgerschrauber, Abschaltschrauber, Schrauber mit Stromsteuerung). Das verwendete Meßverfahren (direkt oder indirekt) steht in direktem Zusammenhang mit der erreichbaren Drehmomentgenauigkeit. Beim Einsatz von Präzisionsschraubsystemen wird zusätzlich eine Drehwinkelüberwachung eingesetzt. Dies bietet sich bei Schraubsystemen mit integrierten Meßwertgebern an, da die verwendeten Meßwertgeber größtenteils die Drehwinkelmessung beinhalten und die verwendeten Steuerungen üblicherweise die Auswertung der Winkelsignale durchführen können.
Drehmoment und Überwachungswinkel innerhalb der vorgegebenen Toleranz Schraubfall I.O.
Drehmoment bis zum max. Überwachungswinkel nicht erreicht, Schrauber schaltet ab Schraubfall N.I.O.
Drehmoment innerhalb der vorgegebenen Toleranz, Überwachungswinkel nicht erreicht
Schraubfall N.I.O.
Schraubverfahren drehmomentgesteuert/drehwinkelüberwacht

Seite 8
3.2 Drehwinkelgesteuertes Anziehverfahren Der Einsatz des drehwinkelgesteuerten Anziehverfahrens gehört heute speziell in der Kraftfahrzeugindustrie zum Stand der Technik.
Die Schraube wird wie beim drehmomentgesteuerten Anziehverfahren zunächst bis zu einem definierten Schwellmoment, bei dem die Fügevorgänge abgeschlossen sind, angezogen. Ab diesem Drehmoment wird um einen definierten Drehwinkel weitergedreht. Das Abschaltdrehmoment wird überwacht.
Bei richtig angewendetem Drehwinkelschraubverfahren wird die Schraube gezielt in den plastischen Bereich hinein angezogen. Um die Vorspannkraftsteuerung, die aus der Reibwertsteuerung resultiert, bis zum Abschaltpunkt zu minimieren, wird die Schraube üblicherweise in den abfallenden Bereich des Spannungs/Drehungsdiagrammes der Schraube, d. h. über die Schraubenstreckgrenze hinaus, angezogen.
Wird die Schraube beim drehwinkelgesteuerten Schraubverfahren nur im elastischen Bereich gedehnt, so sind die Reibeinflüsse wie beim drehmomentgesteuerten Schraubverfahren sehr hoch, die Vorspannkraft streut entsprechend. Für drehwinkelgesteuerte Schraubverfahren verwendet man spezielle Dehnschaftsschrauben mit ausreichender Klemmlänge.
Schrauben, die drehwinkelgesteuert angezogen wurden, sollten kein zweites Mal verschraubt werden, da beim zweiten Verschrauben aufgrund von Querschnittsverengungen die Festigkeit eingeschränkt sein kann. Die Schrauben dürfen nicht mit einem Drehmomentmeßschlüssel weitergedreht werden; es besteht sonst die Gefahr der Überbeanspruchung.
Drehwinkel und äquivalentes Endmoment innerhalb der vorgegebenen Toleranz Schraubfall I.O.
Drehwinkel innerhalb vorgegebener Toleranz, äquivalentes Endmoment nicht erreicht Schraubfall N.I.O.
Drehwinkel bis zum max. äquivalenten Endmoment nicht erreicht, Schrauber schaltet ab Schraubfall N.I.O.
Schraubverfahren drehwinkelgesteuert/drehmomentüberwacht

Seite 9
3.3 Streckgrenzgesteuertes Anziehverfahren Der wesentliche Unterschied dieses Verfahrens liegt darin, daß die Schraube nur bis an den Rand der plastischen Dehnung angezogen wird. Bei diesem Schraubverfahren muß die Schraubverbindung so ausgelastet sein, daß die Schraube in den plastischen Bereich gedreht werden kann und die zu verbindenden Teile nicht z.B. unter dem Schraubenkopf oder im Gewinde wegfließen. Die Vorteile beim streckgrenzgesteuerten Anziehen liegen darin, daß die Vorspannkraft weitestgehend reibwertunabhängig erreicht wird und der Anziehfaktor als 1 angenommen werden kann. Eine Überdimensionierung der Schraube ist somit nicht erforderlich.
Wichtige Bedingungen
Ab dem Proportionalitätspunkt muß unabhängig von o. g. Faktoren solange weitergedreht werden, bis der Streckgrenzpunkt erreicht ist. Die Gewindereibung und somit die auftretende Torsionsspannung in der Schraube muß wesentlich kleiner sein als die Unterkopfreibung bzw. die Zugspannung in der Schraube, so daß der Streckgrenzpunkt ausschließlich aufgrund der Zugkraft erreicht wird.
Abschaltgradient innerhalb vorgegebener Toleranz; Drehwinkel bis zum äquivalenten Endmoment nicht erreicht; Schrauber schaltet ab Schraubfall N.I.O.
Drehmoment, Überwachungswinkel und Abschaltgradient innerhalb vorgegebener Toleranz. Schraubfall I.O.
Drehmoment und Überwachungswinkel innerhalb vorgegebener Toleranz; unterer Gradient erreicht, jedoch prozentualen Abschaltpunkt G% nicht erreicht; Schrauber schaltet ab. Schraubfall I.O.
Drehmoment innerhalb vorgegebener Toleranz; oberer Gradient überschritten, jedoch prozentualen Abschaltpunkt G% nicht erreicht; Schrauber schaltet ab. Schraubfall N.I.O.
Schraubverfahren Steckgrenzgesteuert

Seite 10
3.4 Stromgesteuertes Anziehverfahren mit Strom- und Anziehwinkelkontrolle
Funktion:
Der Modus Stromsteuerung dient der Überwachung und Steuerung von Schraubvorgängen mit bürstenlosen Schraubspindeln ohne Drehmomentsensor. Hierzu wird der Motorstrom im Servoverstärker als Ersatz für das Drehmoment ermittelt. Der erfaßte Motorstrom ist dabei mit Einschränkungen dem auftretenden Drehmoment proportional. Durch einen einmaligen Kalibriervorgang wird in der Steuerung der Motorstrom auf das reale Drehmoment reproduziert.
Weiterhin ist jeder bürstenlose Motor einer Schraubspindel mit einem Rotorlagegeber ausgerüstet, der dem Servoverstärker Winkelsignale liefert. Solch ein Geber kann als Resolver, Encoder oder Inkremental-Geber arbeiten.
Beide Meßwerte, das aus dem Motorstrom reproduzierte Drehmoment und der Drehwinkel auf der Rotorlage, werden dann zur Realisierung des Schraubdiagramms herangezogen.
Schraubverfahren Stromgesteuert/drehwinkelüberwacht
Kalibrier- und Meßvorgang
Bei Kalibrierfunktion EIN und Aufnehmer angeschlossen:
Vorgang 1: Kalibrieren:
Der Kalibriervorgang wird im Produktionsmodus gestartet. Der Vorsatztransducer ist direkt mit der Schraub- und Meßelektronik CS2000 verbunden. Die, über diesen aufgenommenen Drehmomentwerte, bestimmen den Ablauf und die Abschaltung des Schraubwerkzeugs. Während des Kalibriervorgangs werden die, den Drehmomentwerten äquivalenten Stromwerte durch die Meßelektronik erfaßt. Es sind minimal 5 Kalibriervorgänge notwendig. Aus den Kalibriervorgängen errechnet sich die Meßelektronik automatisch den für dieses Schraubverfahren notwendigen Stromfaktor in Nm / Ampere. Vorsatztransducer-Verstärkung gefordert 2 mV / V
Bei Kalibrierfunktion AUS: (kein Aufnehmer angeschlossen)
Vorgang 2: Messvorgang:
Der Kalibriervorgang wurde mindestens 5 mal durchgeführt und ein Stromfaktor durch die Schraub- und Meßelektronik errechnet. Die den Drehmomentwerten äquivalenten Stromwerte werden automatisch mit den Drehmomentwerten angezeigt und bei Parameteränderung auch automatisch mit verändert.
Achtung:
Bei Werkzeugwechsel ist grundsätzlich ein Kalibriervorgang durchzuführen.

Seite 11
3.5 Das Löse- / Nachziehverfahren Beim Verschrauben von gewachsten oder kunststoffbeschichteten Bauteilen kann es vorkommen, daß zwischen den Schraubflächen Reste von Kunststoff oder Wachs vorhanden sind. Werden diese Bauteile nach Drehmoment verschraubt, so stimmt das Drehmoment zwar zum Zeitpunkt des Abschaltens. Nach kurzer Zeit werden jedoch Wachs oder Kunststoff verdrängt, und die Schrauben sind lose.
Schraubablauf
Mehrmaliges Anziehen, Lösen, Anziehen der Schrauben. Materialreste können so herausgedrückt werden.
Durch das Löse/Nachziehverfahren wird mit jedem Zyklus der Schraubfall härter.
Eine zusätzliche Drehwinkelkontrolle zur Überwachung der Schraubfallhärte und zum Steuern des Lösewinkels ist sinnvoll.
3.6 Blechverschraubungen Blechverschraubungen haben ein hohes Schneidmoment. Ist der Schraubfall so geartet, daß das Schneidmoment über dem Anziehmoment liegt, kann es vorkommen, daß die Schraube beim Anziehen aus dem Schraubenloch herausgerissen wird.
Wird in diesem Fall das Abschaltdrehmoment dem Anziehmoment entsprechend eingestellt, schaltet der Schrauber schon beim Eindrehen ab. Die Schraube wird nicht festgezogen.
Schraubablauf
Anziehen der Schrauben mit zwei Schraubstufen. Mit der ersten Schraubstufe wird die Schraube drehwinkelgesteuert durch die Blechteile geschraubt.
Als Überlastsicherung für den Schrauber kann ein Abschaltdrehmoment vorgegeben werden, das deutlich über dem Schneidmoment liegt.
Nach Erreichen des vorgegebenen Drehwinkels wird automatisch in die zweite Schraubstufe geschaltet.
In dieser Schraubstufe wird mit dem vorgeschriebenen Anziehmoment, das kleiner als das Schneidmoment sein kann, festgezogen.
Seite 12
3.7 Selbstfurchende Schrauben Der Anteil selbstfurchender Schrauben nimmt speziell bei kleinen Schrauben stark zu, da ein Arbeitsgang eingespart und die Produktion preiswerter wird. Selbstfurchende Verschraubungen sind stark von den Toleranzen der Schrauben und Schraubenlochern - den sogenannten Tuben - und von dem zu verschraubenden Material abhängig. Bohrungen an der oberen Toleranzgrenze gepaart mit Schrauben an der unteren Toleranzgrenze benötigen ein niedriges Eindrehmoment. Bohrungen an der unteren Toleranzgrenze benötigen hingegen ein hohes Eindrehmoment. Das Furchmoment geht nicht in die Klemmkraft ein, d. h. das notwendige Abschaltdrehmoment muß um das Furchmoment erhöht werden.
Schraubablauf
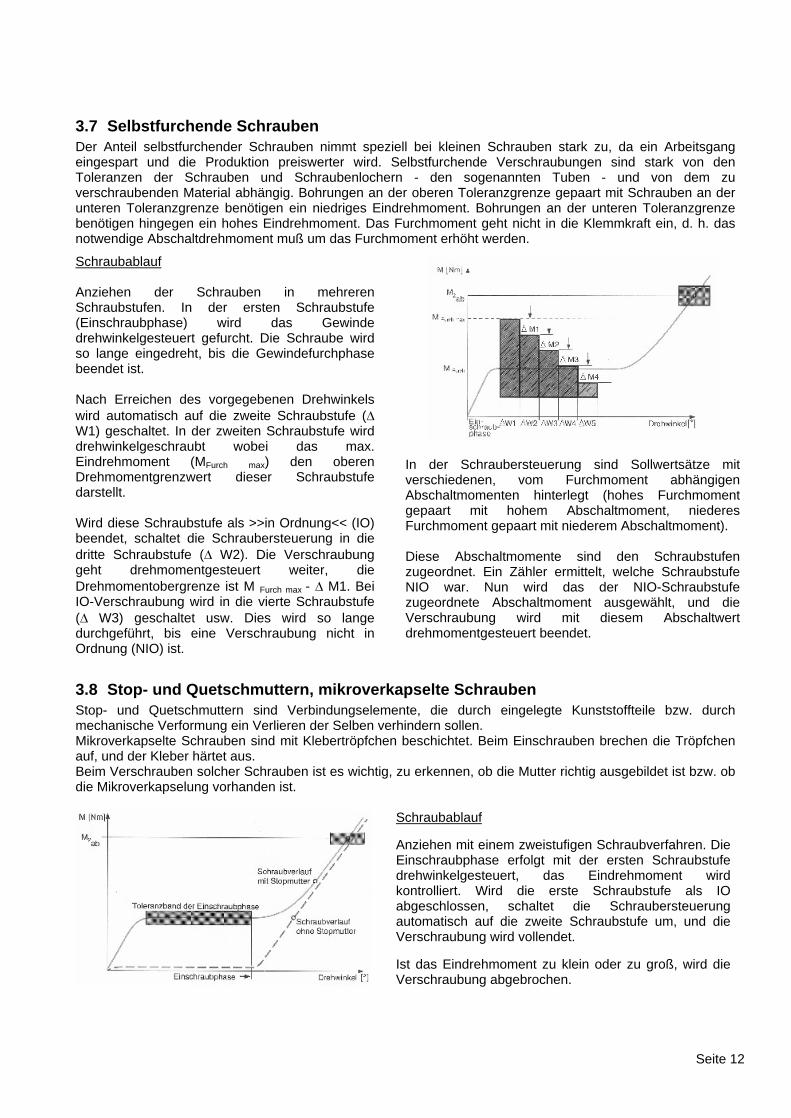
Anziehen der Schrauben in mehreren Schraubstufen. In der ersten Schraubstufe (Einschraubphase) wird das Gewinde drehwinkelgesteuert gefurcht. Die Schraube wird so lange eingedreht, bis die Gewindefurchphase beendet ist.
Nach Erreichen des vorgegebenen Drehwinkels wird automatisch auf die zweite Schraubstufe (
W1) geschaltet. In der zweiten Schraubstufe wird drehwinkelgeschraubt wobei das max. Eindrehmoment (MFurch max) den oberen Drehmomentgrenzwert dieser Schraubstufe darstellt.
Wird diese Schraubstufe als >>in Ordnung<< (IO) beendet, schaltet die Schraubersteuerung in die dritte Schraubstufe (
W2). Die Verschraubung geht drehmomentgesteuert weiter, die Drehmomentobergrenze ist M Furch max -
M1. Bei IO-Verschraubung wird in die vierte Schraubstufe (
W3) geschaltet usw. Dies wird so lange durchgeführt, bis eine Verschraubung nicht in Ordnung (NIO) ist.
In der Schraubersteuerung sind Sollwertsätze mit verschiedenen, vom Furchmoment abhängigen Abschaltmomenten hinterlegt (hohes Furchmoment gepaart mit hohem Abschaltmoment, niederes Furchmoment gepaart mit niederem Abschaltmoment).
Diese Abschaltmomente sind den Schraubstufen zugeordnet. Ein Zähler ermittelt, welche Schraubstufe NIO war. Nun wird das der NIO-Schraubstufe zugeordnete Abschaltmoment ausgewählt, und die Verschraubung wird mit diesem Abschaltwert drehmomentgesteuert beendet.
3.8 Stop- und Quetschmuttern, mikroverkapselte Schrauben Stop- und Quetschmuttern sind Verbindungselemente, die durch eingelegte Kunststoffteile bzw. durch mechanische Verformung ein Verlieren der Selben verhindern sollen. Mikroverkapselte Schrauben sind mit Klebertröpfchen beschichtet. Beim Einschrauben brechen die Tröpfchen auf, und der Kleber härtet aus. Beim Verschrauben solcher Schrauben ist es wichtig, zu erkennen, ob die Mutter richtig ausgebildet ist bzw. ob die Mikroverkapselung vorhanden ist.
Schraubablauf
Anziehen mit einem zweistufigen Schraubverfahren. Die Einschraubphase erfolgt mit der ersten Schraubstufe drehwinkelgesteuert, das Eindrehmoment wird kontrolliert. Wird die erste Schraubstufe als IO abgeschlossen, schaltet die Schraubersteuerung automatisch auf die zweite Schraubstufe um, und die Verschraubung wird vollendet.
Ist das Eindrehmoment zu klein oder zu groß, wird die Verschraubung abgebrochen.

Seite 13
3.9 Stick-Slip-Verschraubung Schraubflächen mit rauhen Oberflächen oder mit lackierten Schraubflächen neigen dazu, beim Anziehen der Schrauben durch den ständigen Übergang der Schrauben von Haft- in Gleitreibung zu rattern. Es entstehen kurze Drehmomentspitzen. Man sprich hier vom sogenannten "Stick-Slip-Effekt . Oft ist eine Behebung des Raterns durch eine Drehzahländerung möglich.
Schraubablauf
Die Schraubersteuerung über-prüft, wieviele Drehmoment-spitzen während eines Schraub-ablaufes vorhanden waren.
Eine Drehmomentspitze liegt vereinbarungsgemäß nur dann vor, wenn das Drehmoment an-schließend unter einen frei pro-grammierbaren Minimalwert ab-gefallen ist.
Wird eine einstellbare Anzahl von Spitzen überschritten, schaltet die Steuerung ab und meldet einen Fehler.

Seite 14
3.10 Hüllkurvenüberwachung Teilweise wird zur Überwachung von Sonderschraubabläufen eine Hüllkurvenüberwachung eingesetzt. Als Hüllkurve wird ein Schraubkurvenband bezeichnet, das an jedem Punkt des Schraubablaufs die Drehmoment- Abweichung zur Sollkurve kontrolliert. Wird während der Verschraubung das vorgegebene Toleranzband verlassen, so wird abgeschaltet und ein Fehler signalisiert.
Die Hüllkurve muß, wenn sie richtig funktionieren soll, an einem frei wählbaren Drehmomentwert getriggert werden können, da die Einschraubphase unterschiedlich lang sein kann. Mit der Hüllkurve kann speziell die Einschraubphase gut überwacht werden. Eine weitere gute Möglichkeit, das Einschrauben zu überwachen, bietet die Fensterüberwachung mit einer oder mehreren Schraubstufen.
Mit der Fensterüberwachung ist es möglich, in jeder Schraubstufe das minimal und maximal aufgetretene Drehmoment zu überprüfen.
Seite 15
4 Auswahl des Schraubsystems
Schraubsysteme können in folgende Kategorien unterteilt werden:
Handschraubgeräte
handgeführte Mehrfachschrauber
stationäre Schraubsysteme
4.1 Handschraubgeräte
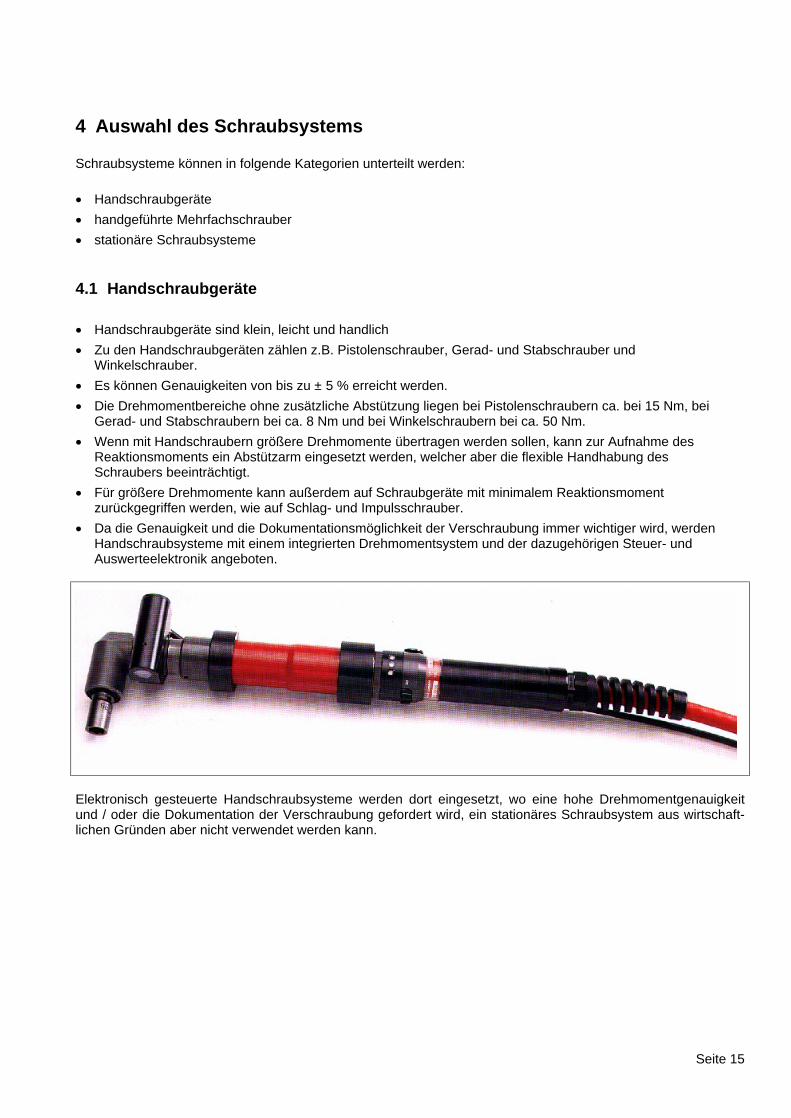
Handschraubgeräte sind klein, leicht und handlich
Zu den Handschraubgeräten zählen z.B. Pistolenschrauber, Gerad- und Stabschrauber und Winkelschrauber.
Es können Genauigkeiten von bis zu ± 5 % erreicht werden.
Die Drehmomentbereiche ohne zusätzliche Abstützung liegen bei Pistolenschraubern ca. bei 15 Nm, bei Gerad- und Stabschraubern bei ca. 8 Nm und bei Winkelschraubern bei ca. 50 Nm.
Wenn mit Handschraubern größere Drehmomente übertragen werden sollen, kann zur Aufnahme des Reaktionsmoments ein Abstützarm eingesetzt werden, welcher aber die flexible Handhabung des Schraubers beeinträchtigt.
Für größere Drehmomente kann außerdem auf Schraubgeräte mit minimalem Reaktionsmoment zurückgegriffen werden, wie auf Schlag- und Impulsschrauber.
Da die Genauigkeit und die Dokumentationsmöglichkeit der Verschraubung immer wichtiger wird, werden Handschraubsysteme mit einem integrierten Drehmomentsystem und der dazugehörigen Steuer- und Auswerteelektronik angeboten.
Elektronisch gesteuerte Handschraubsysteme werden dort eingesetzt, wo eine hohe Drehmomentgenauigkeit und / oder die Dokumentation der Verschraubung gefordert wird, ein stationäres Schraubsystem aus wirtschaft-lichen Gründen aber nicht verwendet werden kann.

Seite 16
4.2 Handgeführte Mehrfachschrauber
Unter handgeführten Mehrfachschraubern versteht man Schraubsysteme, bei denen mehrere Schraubspindeln auf einer Montageplatte montiert sind. Die gesamte Einheit ist in der Regel an einer Deckenkonsole mittels einer Führungseinheit mit Hubzylinder oder einem Balancer aufgehängt. Zwei Handriffe, an denen die Startknöpfe der Schrauber angebracht sind, dienen zum Führen der Schraubeinheit. Der Mehrfachschrauber wird vom Werker an den Einsatzort gebracht, der dort den vollautomatischen Schraubablauf von Hand startet.
Typische Einsatzfälle für handgeführte Mehrfachschrauber sind:
kurze Bandtaktzeit, in der die Schrauboperation mit nur einem Handschrauber nicht durchgeführt werden kann
konstruktive Vorgabe spezieller Schraubverfahren (z.B. synchrones Anziehen mehrerer Schrauben, Löse-/Nachziehverfahren, streckgrenzgesteuertes Anziehen), eine Schraubstation kann aber nicht eingesetzt werden

Seite 17
4.3 Stationäre Schraubsysteme
Stationäre Schraubsysteme werden dort eingesetzt, wo aufgrund der Anforderungen an den Herstellungsprozeß das Verschrauben mit herkömmlichen Handgeräten nicht oder nur schwer zu realisieren ist. Beispiele hierfür sind Bandtaktzeiten von 5 Sekunden und weniger, Sonderschraubabläufe oder gleichzeitiges Verschrauben an einem Bauteil.
Die halbautomatische Station
Das zu verschraubende Bauteil wird von Hand auf einer Aufnahmevorrichtung fixiert, anschließend wird der vollautomatische Schraubablauf manuell gestartet.
Die vollautomatische Station
Die vollautomatische Station ist in eine Fertigungsstraße integriert. Das zu verschraubende Werkstück läuft in die Schraubstation ein, wird in Schraubposition gebracht und verschraubt.
Vollautomatische Zylinderkopfverschraubung
Die flexible Schraubstation
Flexible Schraubstationen werden eingesetzt, wenn kleine Stückzahlen zu fertigen sind, der Schraubprozeß aber eine stationäre Einrichtung erfordert.
Flexibles Roboter-Schraubsystem

Seite 18
5 Aufbau des Schraubsystems
Unter einem Schraubsystem versteht man das Zusammenfügen verschiedener Komponenten zu einer eigenständigen Funktionseinheit. Handschrauber können im Prinzip auch als Schraubsystem angesehen werden, speziell dann, wenn sie einen Meßwertgeber und die dazugehörige Steuer- und Meßelektronik beinhalten.
Im folgenden werden die wichtigsten Systemkomponenten beschrieben. Auf Handschraubgeräte wird nicht eingegangen. Ein Schraubsystem kann in die Funktionsgruppen Schraubspindel, mit dem zugehörigen Leistungsteil, sowie Steuer- und Meßelektronik untergliedert werden.

Seite 19
5.1 Die Schraubspindel Eine Schraubspindel besteht grundsätzlich aus einem Antriebsmotor mit Getriebe und einer Abtriebseinheit. Im Regelfall ist in die Spindel ein Drehmoment/Drehwinkelmeßwertgeber integriert. Die Schraubspindel muß so konzipiert sein, daß zum einen bei kleinstmöglichem Schraubenabstand die geforderten Drehmomentbereiche eingehalten werden können und zum anderen die geforderte Schraubgenauigkeit auch bei kürzester Schraubzeit garantiert wird.
Modularer Aufbau einer Schraubspindel
Diese Forderungen lassen sich nur mit hochdynamischen und schlanken Motoren erfüllen. Maßgebend für den kleinsten Spindeldurchmesser ist der Durchmesser der letzten Getriebestufe des Planetengetriebes. Dieser Durchmesser bestimmt bei der Motorauslegung den maximal zulässigen Motordurchmesser. Die Dynamik des Motors und damit die erreichbare Genauigkeit der Verschraubung wird wesentlich von der Schwungenergie des Rotors beeinflußt. Die Schwungenergie wiederum ist von Trägheitsmoment und der Drehzahl abhängig.
EC-Schraubspindel mit redundanter Meßwertaufnahme und Zuführautomatik
Seite 20
5.1.1 Antriebe für die Schraubtechnik
Druckluftantrieb (DL-Motor)
hydraulische Antriebe
Bürstenbehafteter Gleichstrommotor (DC-Motor)
Bürstenloser Asynchronmotor (AC-Motor)
Bürstenloser Gleichstrommotor (EC-Motor)
Impulsantrieb
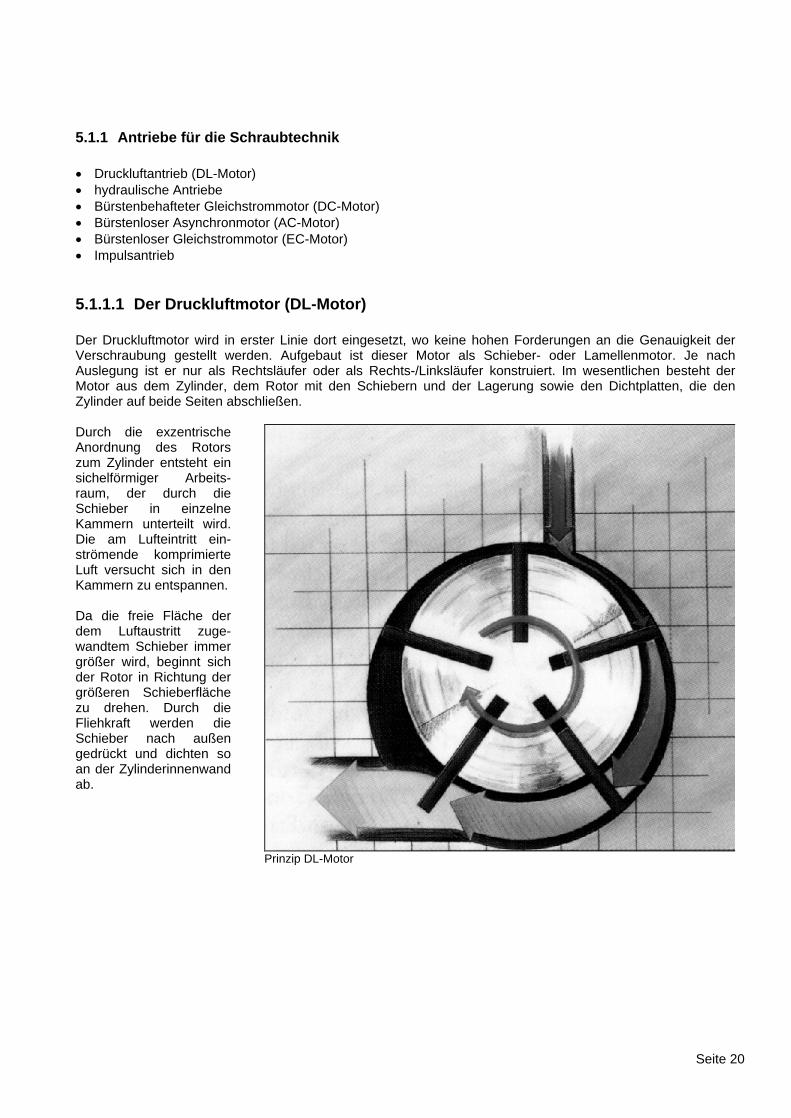
5.1.1.1 Der Druckluftmotor (DL-Motor)
Der Druckluftmotor wird in erster Linie dort eingesetzt, wo keine hohen Forderungen an die Genauigkeit der Verschraubung gestellt werden. Aufgebaut ist dieser Motor als Schieber- oder Lamellenmotor. Je nach Auslegung ist er nur als Rechtsläufer oder als Rechts-/Linksläufer konstruiert. Im wesentlichen besteht der Motor aus dem Zylinder, dem Rotor mit den Schiebern und der Lagerung sowie den Dichtplatten, die den Zylinder auf beide Seiten abschließen.
Durch die exzentrische Anordnung des Rotors zum Zylinder entsteht ein sichelförmiger Arbeits-raum, der durch die Schieber in einzelne Kammern unterteilt wird. Die am Lufteintritt ein-strömende komprimierte Luft versucht sich in den Kammern zu entspannen.
Da die freie Fläche der dem Luftaustritt zuge-wandtem Schieber immer größer wird, beginnt sich der Rotor in Richtung der größeren Schieberfläche zu drehen. Durch die Fliehkraft werden die Schieber nach außen gedrückt und dichten so an der Zylinderinnenwand ab.
Prinzip DL-Motor
Seite 21
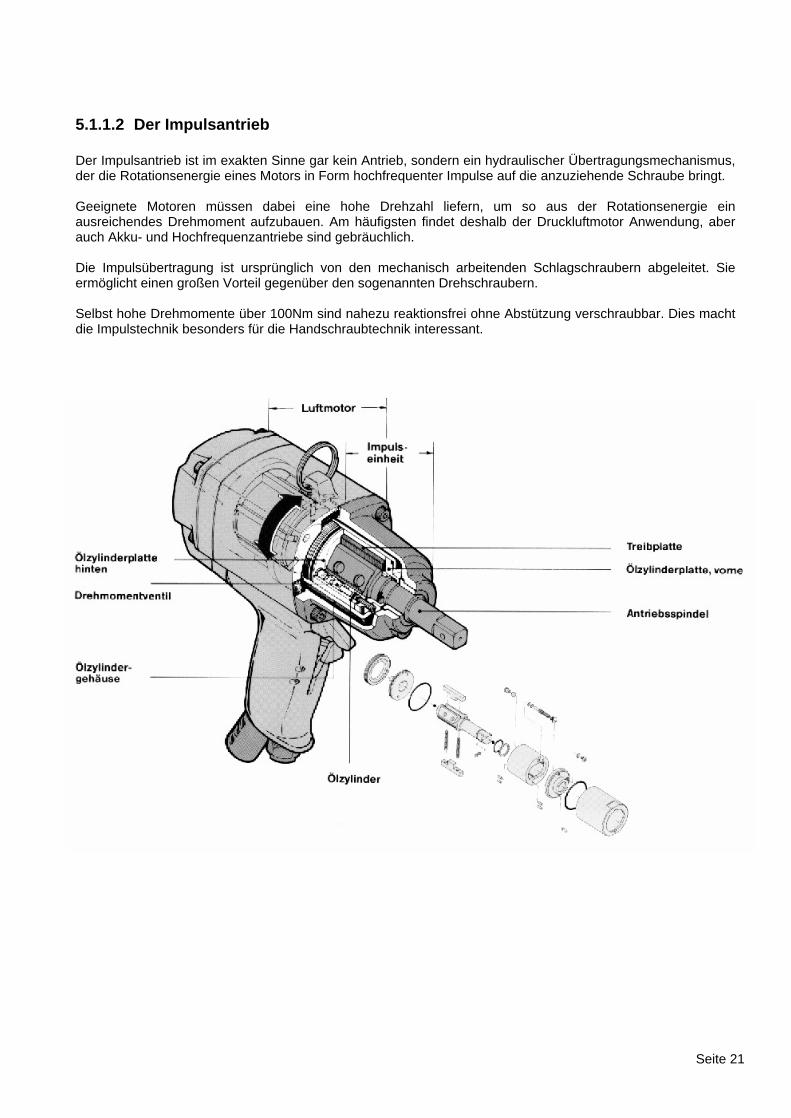
5.1.1.2 Der Impulsantrieb
Der Impulsantrieb ist im exakten Sinne gar kein Antrieb, sondern ein hydraulischer Übertragungsmechanismus, der die Rotationsenergie eines Motors in Form hochfrequenter Impulse auf die anzuziehende Schraube bringt.
Geeignete Motoren müssen dabei eine hohe Drehzahl liefern, um so aus der Rotationsenergie ein ausreichendes Drehmoment aufzubauen. Am häufigsten findet deshalb der Druckluftmotor Anwendung, aber auch Akku- und Hochfrequenzantriebe sind gebräuchlich.
Die Impulsübertragung ist ursprünglich von den mechanisch arbeitenden Schlagschraubern abgeleitet. Sie ermöglicht einen großen Vorteil gegenüber den sogenannten Drehschraubern.
Selbst hohe Drehmomente über 100Nm sind nahezu reaktionsfrei ohne Abstützung verschraubbar. Dies macht die Impulstechnik besonders für die Handschraubtechnik interessant.

Seite 22
Aufbau:
Ein Motor hoher Energiedichte treibt einen ölgefüllten Zylinder an. In diesem befindet sich drehbar gelagert die Abtriebswelle mit ein oder zwei Treibplatten. Das Drehmoment ist über ein Ventil einstellbar.
Funktionsprinzip:
Der hydraulische Übertragungsmechanismus ist bei vielen Herstellern unterschiedlich konzipiert. Die Anzahl der Ölkammern und Lamellen (Treibplatten) kann zwischen 1 und 2 differieren und ist so entscheidend für funktionelle Leistungsmerkmale. Das Prinzip an sich ist jedoch überall gleich.
Die Lamellen bilden in definierter Lage pro Umdrehung Dichtflächen zur Zylinderinnenwand. Dadurch entstehen pro Umdrehung abgeschlossene Kammern mit komprimiertem Öl. Dieses verleiht in seinem Bestreben, sich auszudehnen den Treibplatten »weiche« Impulse. Durch einen regelbaren Bypass kann über den Öldruck im Zylinder das erreichbare Drehmoment eingestellt werden.
Ölzylindergehäuse
Abtriebsspindel
Ölzylinder
Treibplatte
Drehmomentventil
(1) (2) (3) (4)
Hydrauliköl
Funktionsprinzip der Impulserzeugung
Wegen ihrer Leistungsdichte werden gegenwärtig Systeme bevorzugt, die mit zwei Lamellen pro Umdrehung nur einen Impuls erzeugen. Dies ist hier bei Stufe (4) der Fall.

Seite 23
5.1.1.3 Der bürstenlose Gleichstrommotor Dies ist der jüngste Antrieb in der Schraubtechnik. Der elektronisch kommutierte Motor ist ein bürstenloser und somit wartungsfreier Motor. Die in der Schraubtechnik eingesetzten EC-Motoren bestehen aus einem sehr schlanken Läufer, der mit Dauermagneten bestückt ist, einem dreiphasigen Ständer und einem digitalen Rotorlagegeber oder einem analogen Resolver.
Zerlegter EC-Motor
Funktionsbeschreibung
Elektrisch bzw. elektronisch kommutierter Motor, d.h. das Drehen des Motors wird durch die kontrollierte Ansteuerung der Statorspulen erreicht, kein Einsatz verschleißbehafteter Schleifringe.
Der Rotor besteht aus einer Welle mit aufgeklebten Magnetschalen und dem aufmontierten Rotorlagegeber.
Der Stator besteht aus einem verschweißten Blechpaket mit drei eingelagerten Wicklungssträngen, die in Sternschaltung zusammengeschlossen sind.
Die Ansteuerung der drei Wicklungen erfolgt um 120° phasenverschoben. = Erzeugung eines Drehfeldes mit vier Polausbildungen.
Das Magnetfeld des Rotors richtet sich entsprechend den Polstellungen des erzeugten Drehfeldes aus. = entstehende Kraftwirkung dreht den Rotor in Richtung des Drehfeldes.
Durch das permanent magnetische Feld des Rotors werden hohe Abgabemomente erzielt.
Querschnitt
Seite 24
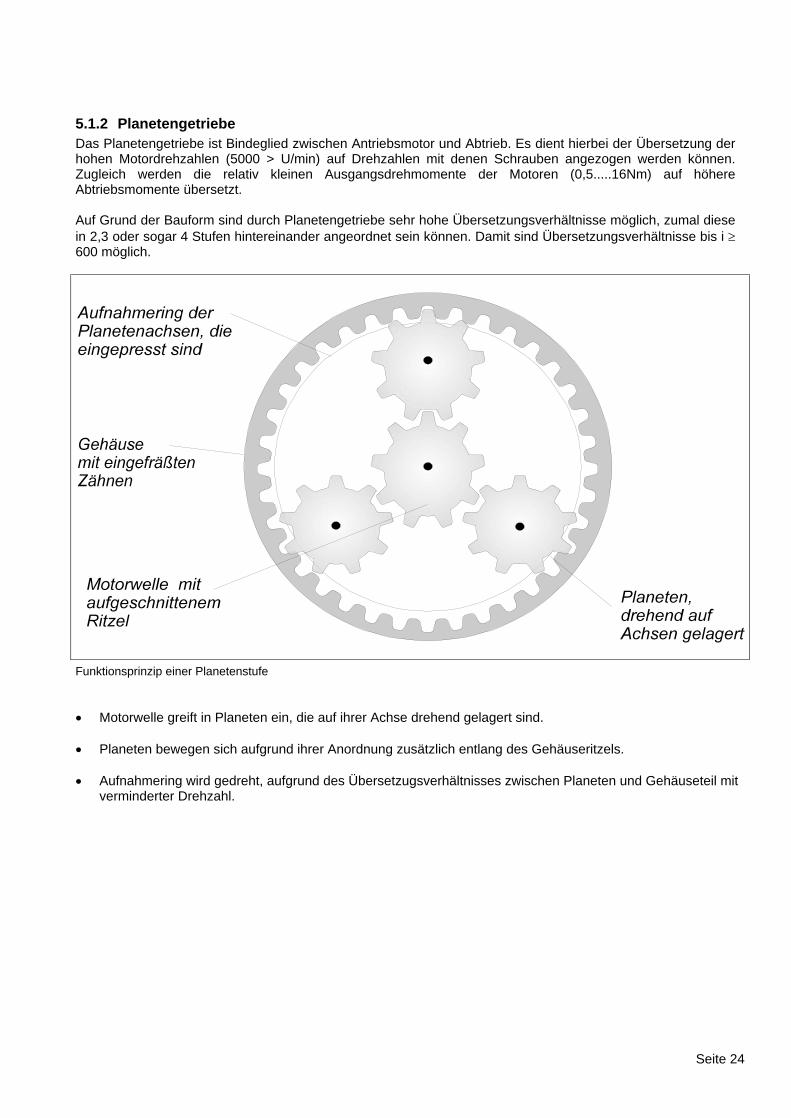
5.1.2 Planetengetriebe Das Planetengetriebe ist Bindeglied zwischen Antriebsmotor und Abtrieb. Es dient hierbei der Übersetzung der hohen Motordrehzahlen (5000 > U/min) auf Drehzahlen mit denen Schrauben angezogen werden können. Zugleich werden die relativ kleinen Ausgangsdrehmomente der Motoren (0,5.....16Nm) auf höhere Abtriebsmomente übersetzt.
Auf Grund der Bauform sind durch Planetengetriebe sehr hohe Übersetzungsverhältnisse möglich, zumal diese in 2,3 oder sogar 4 Stufen hintereinander angeordnet sein können. Damit sind Übersetzungsverhältnisse bis i
600 möglich.
Funktionsprinzip einer Planetenstufe
Motorwelle greift in Planeten ein, die auf ihrer Achse drehend gelagert sind.
Planeten bewegen sich aufgrund ihrer Anordnung zusätzlich entlang des Gehäuseritzels.
Aufnahmering wird gedreht, aufgrund des Übersetzugsverhältnisses zwischen Planeten und Gehäuseteil mit verminderter Drehzahl.

Seite 25
5.1.3 Meßwertaufnehmer
Zur Erfassung eines Drehmomentes können verschiedene Verfahren zum Einsatz kommen. Erstens kann man grundsätzlich in aktive oder reaktive Messung unterschieden. Ein sogenannter Aktionsaufnehmer erfaßt hierbei das Drehmoment direkt an der rotierenden Welle. Die Aussage wird dadurch genauer und sicherer gegenüber dem Reaktionsaufnehmer, der das sich übertragende Reaktionsmoment auf dem statischen Gehäuse ermittelt.
Dabei ist letztere Bauform jedoch immer bürstenlos ausgeführt. D.h. es gibt keine schleifenden Übertragungselemente zwischen Gehäuse und rotierender Welle. Damit wird die gesamte Konstruktion eines Meßwertaufnehmers wartungsfrei, da wegen der berührungslosen Funktionsweise kein Verschleiß entstehen kann. Aktionsaufnehmer, in der Vergangenheit häufig bürstenbehaftet, können aber auch berührungslosarbeiten.
Im folgenden sollen drei Beispiele vorgestellt werden:
Meßbrücke mit Dehnungsmeßstreifen (häufigstes Verfahren)
Wirbelstromauswertung (Patent Bosch)
Magnetostriktives Verfahren (patentiert in Japan + USA)
5.1.3.1 Bürstenloses Verfahren mit Dehnungsmeßstreifen
Der Sensor ist ein schleifringloser Aktionsaufnehmer, der aus einem rotierenden und einem feststehenden Teil mit jeweils eingebauter Elektronik besteht. Durch den einfachen und robusten Aufbau ist der Aufnehmer unempfindlich gegen mechanische Überlastungen. Er wird mit einer Gleichspannung gespeist. Die Innenelektronik wird über einen Wechselrichter mit nachfol-gendem Drehübertrager von der Außenelektronik versorgt. Auf der Torsionswelle sind Dehnmeßstreifen plaziert.
Das Meßsignal des Dehnmeß-streifens wird vorverstärkt und in eine spannungsproportionale Frequenz umgewandelt. Diese wird optisch an die Außenelektronik übertragen. Die übertragene Frequenz wird durch einen Frequenz- / Spannungswandler in frequenzproportionale Spannung umgewandelt.
Seite 26
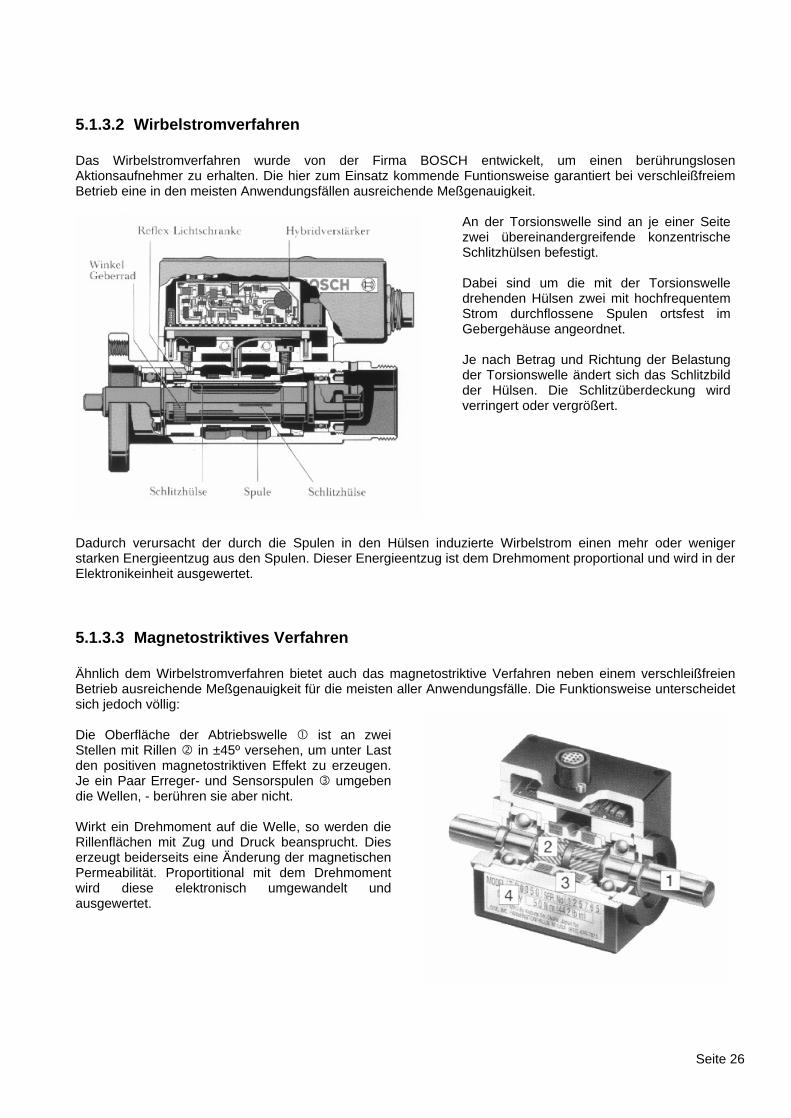
5.1.3.2 Wirbelstromverfahren
Das Wirbelstromverfahren wurde von der Firma BOSCH entwickelt, um einen berührungslosen Aktionsaufnehmer zu erhalten. Die hier zum Einsatz kommende Funtionsweise garantiert bei verschleißfreiem Betrieb eine in den meisten Anwendungsfällen ausreichende Meßgenauigkeit.
An der Torsionswelle sind an je einer Seite zwei übereinandergreifende konzentrische Schlitzhülsen befestigt.
Dabei sind um die mit der Torsionswelle drehenden Hülsen zwei mit hochfrequentem Strom durchflossene Spulen ortsfest im Gebergehäuse angeordnet.
Je nach Betrag und Richtung der Belastung der Torsionswelle ändert sich das Schlitzbild der Hülsen. Die Schlitzüberdeckung wird verringert oder vergrößert.
Dadurch verursacht der durch die Spulen in den Hülsen induzierte Wirbelstrom einen mehr oder weniger starken Energieentzug aus den Spulen. Dieser Energieentzug ist dem Drehmoment proportional und wird in der Elektronikeinheit ausgewertet.
5.1.3.3 Magnetostriktives Verfahren
Ähnlich dem Wirbelstromverfahren bietet auch das magnetostriktive Verfahren neben einem verschleißfreien Betrieb ausreichende Meßgenauigkeit für die meisten aller Anwendungsfälle. Die Funktionsweise unterscheidet sich jedoch völlig:
Die Oberfläche der Abtriebswelle
ist an zwei Stellen mit Rillen
in ±45º versehen, um unter Last den positiven magnetostriktiven Effekt zu erzeugen. Je ein Paar Erreger- und Sensorspulen
umgeben die Wellen, - berühren sie aber nicht.
Wirkt ein Drehmoment auf die Welle, so werden die Rillenflächen mit Zug und Druck beansprucht. Dies erzeugt beiderseits eine Änderung der magnetischen Permeabilität. Proportitional mit dem Drehmoment wird diese elektronisch umgewandelt und ausgewertet.

Seite 27
5.1.4 Spindelabtriebe
Das letzte Glied in der Schraubspindel bilden die Abtriebe. Zur Aufnahme der Schraubwerkzeuge (Schraubernuß, Bit usw.) besitzen diese in der Regel einen genormten Außenvierkant oder Innensechskant. In die Abtriebseinheit ist eine Keilwelle mit Feder integriert.
Beim Anstellen der Schraubspindel an die Schraube wird die Keilwelle nach hinten geschoben. Beim Verschrauben bewegt sich die Schraube axial von der Schraubspindel weg. Die Keilwelle, und damit auch das Schraubwerkzeug, folgt der Schraube aufgrund der sich entspannenden Feder.
Je nach Anordnung der Schraubstellen wird aus einer Vielzahl von Abtrieben der geeignete ausgewählt. Im Normalfall wird das Spindellager eingesetzt. Für enge Lochabstände (z. B. Lagerdeckel) verwendet man den versetzten Abtrieb, bei eingeschränkten Platzverhältnissen nach oben (z. B. Gehäuseinnenverschraubung) den Winkelkopf und für vertieft sitzende Schraubstellen (z. B. Motorstopfen) das Vorschubgetriebe.
Formen der Spindelabtriebe:
gerader Abtrieb (mit oder ohne Federweg)
versetzter Abtrieb (mit oder ohne Federweg)
Vorschubabtrieb
Winkelabtrieb
Flachabtrieb

Seite 28
5.2 Das Werkzeugkabel
Für den industrietauglichen Dauereinsatz in rauher Umgebung sind robotertaugliche Spezialkabel entwickelt worden, die zentral eine Reihe unterschiedlichster Signale störsicher über große Entfernungen übertragen können. Diese Kabel sind hochflexibel, abriebfest und resistent gegen Öle und Säuren. Die Steckverbinder an beiden Enden sind mechanisch zugentlastend und genügen militärischen Bestimmungen.
Motorleitungen4 x 1,5mm , verseilt,mit Schirm und Isolierung
Rotorlagegeberleitungen
2
5 x 0,25mm , verseilt,mit Schirm und Isolierung
Füller
Drehmoment-Aufnehmerleitungen4 x 0,25mm , paarseitig verdrillt,mit Schirm und Isolierung
Signalleitungen4 x 0,25mm , paarseitig verdrillt,mit Schirm und Isolierung
Thermofühlerleitungen4 x 0,25mm , paarseitig verdrillt,mit Schirm und Isolierung
Isolierfolie als Bandierung
Schirm zur elektrischenAbschirmung
Geflecht auf Aramid-Fasernals Zugentlastung
Mantel aus Spezial-TPU
Aussendurchmesser ca. 11mm
2
2
2
2

Seite 29
5.3 Die Schraub- und Meßelektronik
Die Schraub- und Meßelektronik wird benötigt, um Schraubspindeln zu betreiben und zu steuern, die sowohl mit einem bürstenlosen Gleichstrommotor mit Rotorlagegeber als auch mit einem Drehmoment- Meßwert-aufnehmer ausgerüstet sind. Dieses Multiprozessor-System kann dabei nicht nur Meß- und Steueraufgaben übernehmen, sondern es dient ebenso als Mensch- Maschine - Schnittstelle, als Datenspeicher, als Informations- oder Kommunikationsträger. Die Welt der Datenaufbereitung (Statistik, QS) und der Datenverarbeitung (Netzwerkanbindung, Werkerinfor-mation) nimmt einen immer höheren Stellenwert ein, um Fertigungsprozesse nachvollziehbar und transparent zu gestalten.
Die wesentlichen Module der Schraub- und Meßelektronik:
Netzteil: 5V Spannungsversorung für die Schaltkreise der Elektronik ± 12V Spannungsversorgung für die Drehmoment - Aufnehmer 24V Spannungsversorgung für die Ein-/ Ausgabeebene zu übergeordneten Steuerungen
Bussystem: Grundplatine zur kabellosen Kommunikation aller Einheiten der Schraub- und Meßelektronik. Die Einheiten werden auf die Busplatine aufgesteckt.
Zentraleinheit (CPU): Hauptrechner für die Verwaltung des Systems und die Koordination der teilnehmenden Meßkarten
Terminal, Tastatur: Mensch - Maschine - Schnittstelle
Ser. Schnittstellen- Maschine - Maschine - Schnittstelle zum seriellen Datenaustausch zwischen den modul: Systemen
Paralleles Ein-/ Maschine - Maschine - Schnittstelle zum parallelen Signalaustausch (Kommandos, Ausgabemodul: Signalzustände 1/0)
Meßkarten-Modul: Microcontroller zur Verarbeitung der Soll- und Istwerte der Drehmomentaufnehmer. Ansteuerung des Servo-Verstärkers für den bürstenlosen Gleichstrommotor in der Schraubspindel
Servo-Verstärker: Leistungs- Endstufe des Gleichstrommotors und Controller des Rotorlagegebers der Schraubspindel
220 V~ NetzteilBus-System CPU
Drehmoment-Aufnehmer GetriebeAbtrieb Motor
Rotor-Lagegeber
Schraub- und Meßelektronik
Schraubspindel
TerminalTastatur
SerielleE/A
ParalleleE/A
Meß-modul
AnsteuerungStart / Stop
Winkel, Strom
Servo-verstärker+ 24V
± 12V+ 5V
ser.
Maschine - MaschineSchnittstelle
Mensch - MaschineSchnittstelle
Drehmoment / Drehwinkel
Versorgung
Versorgung
Ansteuerung
par.
Related Documents











