INOM EXAMENSARBETE TEKNIK, GRUNDNIVÅ, 15 HP , STOCKHOLM SVERIGE 2019 From Bloomery Furnace to Blast Furnace Archeometallurgical Analysis of Medieval Iron Objects From Sigtuna and Lapphyttan, Sverige ANDREAS HELÉN ANDREAS PETTERSSON KTH SKOLAN FÖR INDUSTRIELL TEKNIK OCH MANAGEMENT

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
INOM EXAMENSARBETE TEKNIK,GRUNDNIVÅ, 15 HP
, STOCKHOLM SVERIGE 2019
From Bloomery Furnace to Blast FurnaceArcheometallurgical Analysis of Medieval Iron Objects From Sigtuna and Lapphyttan, Sverige
ANDREAS HELÉN
ANDREAS PETTERSSON
KTHSKOLAN FÖR INDUSTRIELL TEKNIK OCH MANAGEMENT

Abstract During the Early Middle Ages, the iron production in Sweden depended on the bloomery
furnace, which up to that point was well established as the only way to produce iron.
Around the Late Middle Ages, the blast furnace was introduced in Sweden. This made it
possible to melt the iron, allowing it to obtain a higher carbon composition and thereby
form new iron-carbon phases.
This study examines the microstructure and hardness of several tools and objects
originating from archaeological excavations of Medieval Sigtuna and Lapphyttan. The aim is
to examine the differences in quality and material properties of iron produced by
respectively blast furnaces and bloomery furnaces. Both methods required post-processing
of the produced iron, i.e. decarburization for blast furnaces and carburization for
bloomeries. These processes were also studied, to better understand why and how the
material properties and qualities of the items may differ. The results show that some of the
studied items must have been produced from blast furnace iron, due to their material
composition and structure. These items showed overall better material quality and
contained less slag. This was concluded because of the increased carbon concentration that
allowed harder and more durable structures such as pearlite to form.
The study also involved an investigation of medieval scissors, also known as shears, made
from carburized bloomery furnace iron. Here, one specific aim was to find out if the
different sections of the shears had different properties, and if so, if these properties
correlated with the functions of the different parts of the shears. Our microstructure
analysis showed that the blade indeed was the hardest part due to intentional carburization
and forming of martensite. The blade is connected to a softer ferritic handle, which in turn is
connected to a ductile bow, also ferritic but with a larger grain size.
Keywords: bloomery furnace, blast furnace, iron production, Middle Ages

Sammanfattning Den svenska järnproduktionen var under medeltiden beroende av blästerugnen som då var
väl etablerad i hela landet. Under denna period introducerades även masugnen i Sverige,
vilket gjorde det möjligt att smälta järn. Den nya tekniken gjorde det möjligt att uppnå en
ökad kolhalt och därmed bilda nya järn/kol-faser.
Den här studien undersöker mikrostrukturer och sammansättningar i medeltida järnföremål
från arkeologiska utgrävningar i Sigtuna och Lapphyttan. Syftet är att undersöka vilka
egenskaper och materialkvaliteter som gick att uppnå i järn som tillverkats med masugn
respektive blästerugn. Båda tillverkningsmetoderna kräver efterbearbetningar som
förbättrar järnets egenskaper. Även dessa efterbearbetningsmetoder studeras, för att kunna
dra slutsatser angående hur det slutligt producerade järnets egenskaper och
materialkvalitet skiljer sig mellan de två produktionsmetoderna. Analyserna visade att järn
som tillverkats i masugn innehöll mindre slagg och generellt var av bättre kvalitet. Detta järn
innehöll även mer kol vilket tillät perlit att bildas. Därmed blev järnet betydlig hårdare.
Slutsatsen är att dessa järnföremål hade övergripande bättre mekaniska egenskaper och
materialkvalitet än de järnföremål som tillverkats med järn från en blästerugn.
I studien undersöks även medeltida fårsaxar, tillverkade av järn från en blästerugn som
sedan genomgått uppkolning. Syftet är att utifrån mikrostrukturen i materialet ta reda på
om de olika sektionerna i en fårsax har olika egenskaper, och om dessa egenskaper i så fall
är anpassade till den aktuella sektionens användning.Analysen visade att bladet var hårdast
på grund av avsiktlig uppkolning och martensitbildning. Därefter följde ett mjukare handtag
med en ferritisk struktur. Den böjda delen av saxen var den mest duktila och fjädrande,
eftersom den uppvisade en rent ferritisk struktur med större kornstorlekar än i handtaget.
Nyckelord: Blästerugn, masugn, järnproduktion, medeltiden

Table of Contents
1. Introduction ........................................................................................................................................ 1
1.1 Purpose ......................................................................................................................................... 1
1.2 Limitations ..................................................................................................................................... 1
2. Background ......................................................................................................................................... 2
2.1 The importance of carbon in steel ................................................................................................ 2
2.2 Bloomery Furnace ......................................................................................................................... 3
2.3 Blast furnace ................................................................................................................................. 4
2.4 Osmund process ............................................................................................................................ 5
2.5 Carburization ................................................................................................................................. 6
2.6 Finery forge ................................................................................................................................... 6
3. Methods and material ........................................................................................................................ 7
3.1 Knives ............................................................................................................................................ 7
3.2 Shears ............................................................................................................................................ 7
3.3 Ingots............................................................................................................................................. 8
3.5 Sample preparation .................................................................................................................... 10
3.6 Microstructure and analysis ........................................................................................................ 10
3.7 Vickers test .................................................................................................................................. 10
3.8 SEM ............................................................................................................................................. 11
4. Results ............................................................................................................................................... 12
4.1 Light microscope images ............................................................................................................. 12
4.2 Vickers hardness test .................................................................................................................. 21
4.3 Sem analysis ................................................................................................................................ 21
5. Discussion .......................................................................................................................................... 25
5.1 Ingots........................................................................................................................................... 25
5.2 Knives .......................................................................................................................................... 26
5.3 Shears .......................................................................................................................................... 26
5.4 Vickers hardness test .................................................................................................................. 27
5.5 Ethical aspects ............................................................................................................................. 28
5.6 Sources of error .......................................................................................................................... 28
6. Conclusion ......................................................................................................................................... 29
7. Further investigation ......................................................................................................................... 30
8. Acknowledgement ............................................................................................................................ 31
9. References ........................................................................................................................................ 32

1
1. Introduction During the middle ages Sweden experienced many technological advances in the field of
metallurgy, one of which was the ability to melt iron and achieve a much higher carbon
content. This was made possible thanks to the blast furnace which could reach a much
higher temperature than the bloomery furnace that had been used before. In conjunction
with this came the Osmund process, a process which allowed the smith to make iron from a
blast furnace forgeable. This advancement resulted in a significant increase in iron
production where both the blast furnace and the bloomery became more common [1].
Excavations in both Lapphyttan and Sigtuna have yielded thousands of objects from this
time, allowing future generations to study these objects to get a clearer picture of the past.
Lapphyttan was during the middle ages a small industry town where finds of an old blast
furnace has been made [2]. To the contrary, Sigtuna was during that time a large town with
lots of trading and an important religious seat in Sweden [3].
Few metallurgical studies have been made on the iron produced during the earliest days of
the blast furnace in Sweden. As far as we can tell no metallographic comparison which also
includes carbon composition between products made using a bloomery and blast furnace
during the late middle ages has been conducted.
1.1 Purpose
The focus of this study is to present a metallurgical analysis of medieval findings to
determine the quality of objects made using a blast furnace in contrast to a bloomery
furnace. The Blast furnace allowed the medieval smith to achieve a much higher carbon
content than what had previously been possible using a bloomery furnace. The increased
carbon content was of great importance as this allowed for different microstructures to
form within the iron. Therefore, the difference between objects made using a blast furnace
and a bloomery will be determined by analysing the microstructure as well as the carbon
content. The change in microstructure also changes the properties of the iron. Therefore,
the hardness will be tested for different phases in each sample. To complement this and to
investigate any irregularities, the composition will be analysed for some of the samples.
This study will also examine two single bow blade shears by comparing the metallographic
structures and hardness in the blade, shaft and bow to determine whether the properties
for each respective part have been altered to fit their intended purpose.
1.2 Limitations
To be able to answer these questions some limitations had to be set. The objects that are
examined are all dated to between AD 1100-1250 which correlates to the earliest days of
the blast furnace. The exact interaction that different elements have on iron, other than
carbon, will not be investigated as this is most likely not something that was actively altered
by the smith but rather the result of which ore was used.
2
2. Background To be able to understand the difference between iron made using a blast furnace and a
bloomery furnace, it is important to understand how they operate and what parameters
affects the metallic structures. The following background is presented to elaborate on this
as well as the most important aspects of the Osmund process and carburization.
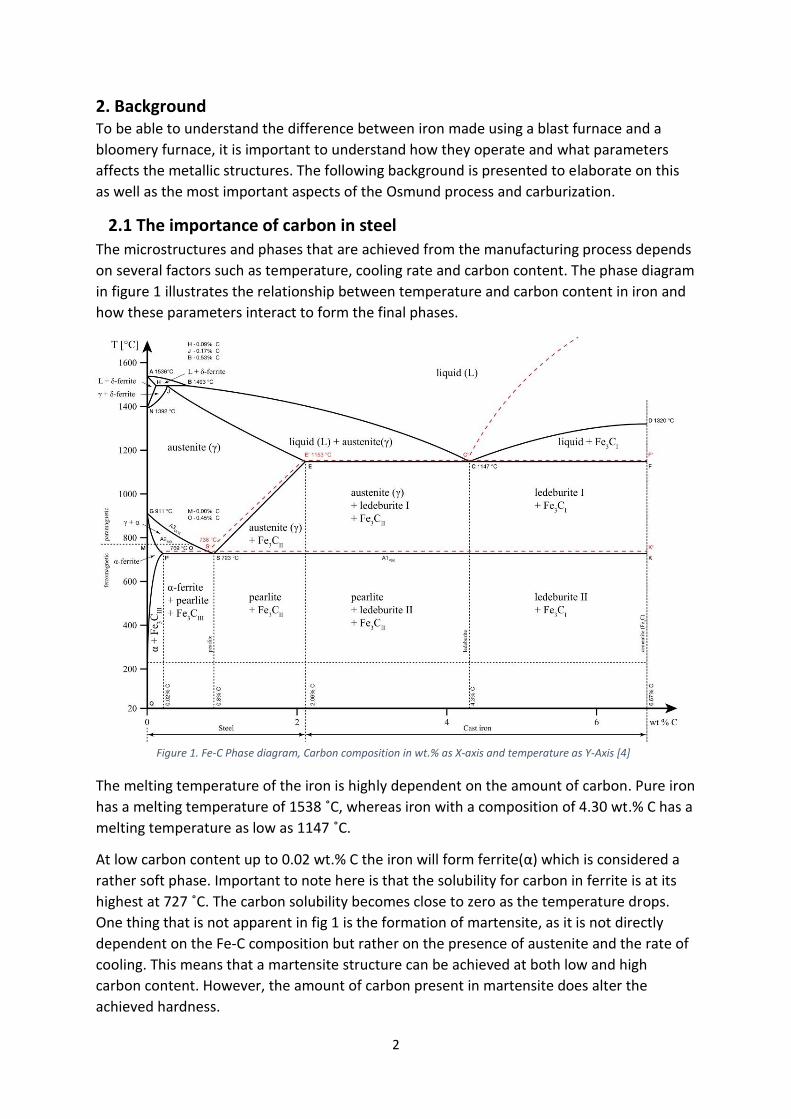
2.1 The importance of carbon in steel The microstructures and phases that are achieved from the manufacturing process depends
on several factors such as temperature, cooling rate and carbon content. The phase diagram
in figure 1 illustrates the relationship between temperature and carbon content in iron and
how these parameters interact to form the final phases.
The melting temperature of the iron is highly dependent on the amount of carbon. Pure iron
has a melting temperature of 1538 ˚C, whereas iron with a composition of 4.30 wt.% C has a
melting temperature as low as 1147 ˚C.
At low carbon content up to 0.02 wt.% C the iron will form ferrite(α) which is considered a
rather soft phase. Important to note here is that the solubility for carbon in ferrite is at its
highest at 727 ˚C. The carbon solubility becomes close to zero as the temperature drops.
One thing that is not apparent in fig 1 is the formation of martensite, as it is not directly
dependent on the Fe-C composition but rather on the presence of austenite and the rate of
cooling. This means that a martensite structure can be achieved at both low and high
carbon content. However, the amount of carbon present in martensite does alter the
achieved hardness.
Figure 1. Fe-C Phase diagram, Carbon composition in wt.% as X-axis and temperature as Y-Axis [4]

3
Looking at higher carbon content there is an eutectoid point for austenite at 0.76 wt.% C
where pearlite can be formed on either side of this eutectoid point. Pearlite is composed of
ferrite and cementite (𝐹𝑒3𝐶) in a lamellar fashion. The amount of ferrite increases at lower
carbon content and cementite therefore increases with a higher composition. Cementite is
also called iron carbide and has a carbon solubility of 6.67 wt.% C.
As iron reaches 2-4 wt.% C it allows for cast iron to be produced. Cast iron comes in several
forms, including grey cast iron where the carbon is present in the form of graphite scales in
a ferritic matrix. Secondly, there is white cast iron where the carbon is bound to the iron in
the form of cementite (𝐹𝑒3𝐶) and pearlite. Formation of white cast iron benefits from a high
cooling rate and a lower amount of silicone (Si) compared to grey cast iron. White cast iron
is more brittle and less ductile than grey cast iron.
2.2 Bloomery Furnace
A bloomery furnace was commonly used to process iron ore to get an iron bloom that could
then be forged. The bloomery furnace is typically built between 70-100 cm high with a
diameter of 30-40 cm. The walls could be built using clay, stones or other media that could
withstand the heat. There is an opening at the top for feeding additional material and an
opening at the bottom that creates airflow and can be used to remove slag. This design can
be seen in figure 2 where an intake hole for air is seen on the right side. A common source
for the iron ore was in bogs and swamps where bog iron ore could be gathered. The bog
iron ore mainly consisted of iron oxide in the form of goethite that through roasting was
converted to hematite through formula 1 [5].
2FeO(OH)→Fe2O3+H2O (formula 1) The roasted iron ore is then crushed and added to the preheated bloomery furnace together
with charcoal. From there the reaction shown in formulas 2-4 [5] occurs to reduce the iron
ore to the desired iron bloom that can be collected at the bottom. More iron ore and coal
can be added during the process to keep it going for as long as desired. The exact
temperature achieved in a medieval furnace is hard to determine but probably stayed below
1250 ˚C [6].
Figure 2. Bloomery furnace [5]

4
3 Fe2O3 + CO – – – > 2 Fe3O4 +CO2 (formula 2)
Fe3O4 + CO – – – > 3 FeO + CO2 (formula 3)
FeO + CO – – – > Fe + CO2 (formula 4)
When the iron bloom is removed from the furnace it is then hammered while it´s still hot to
force the liquid slag out of the porous structure of the iron bloom. At this point the quality
of the iron becomes noticeable as inclusions and impurities will alter the characteristics of
the product. The presence of high carbon or phosphorous can alter the iron bloom to such a
degree that it becomes too hard or too brittle to handle the smithing process without
breaking [7].
2.3 Blast furnace
The blast furnace is believed to have its origin during the late middle ages and the oldest
one found in Europe might be found at Lapphyttan in Norberg. The furnace at Lapphyttan
has been dated to be in use as early as 1100 AD. During the middle ages the furnace was
about 3-4 meters high with a square shaped shaft that later got a more rounded shape
which can be seen in figure 3. The shaft is constructed with rocks and gets narrower closer
to the bottom where an intake hole for air is located. Air was forced through this hole with
the use of bellows that were driven with the help of a waterwheel.
Figure 3. Older Blast furnase made using stone [8]

5
Contrary to the bloomery process, the iron in the blast furnace reaches melting
temperatures which allow the iron to get a much higher carbon content, typically between
2.1-4% carbon. It is believed that the temperature in a medieval blast furnace would reach
temperatures of 1400-1500 ˚C. The high carbon content in the iron makes it too hard and
brittle to forge after it has solidified but from a liquid state it can be cast to form pig iron,
intended to be processed further to make it malleable [9].
2.4 Osmund process
The osmund process was the first industrial process that made commercial products from
iron created by a blast furnace. A typical osmund piece is seen in figure 5 and has been cut
from a slab similar to that seen in figure 4. The osmund industry started in Sweden in the
late 12th century and was still in production all the way up to the 18th century. One of the
earliest places where they were made was in Lapphyttan in Norberg [10].
An osmund is a piece of forgeable iron that has been made in a blast furnace and then has
been decarburized to lower the carbon content. The carbon content varies a lot but could
be as low as 0,1%. Osmunds, being a commercial product, typically had a set size and weight
of around 280 grams. They were also tied to the Swedish monetary system [10]. Osmunds
were an important export product in Sweden. In the 14th century the yearly production is
estimated at around 2000 tonnes, and almost all of it was traded or bought by the Hanseatic
league [11]. the Hanseatic league was a large trading union during the middle ages,
consisting of many cities along the Baltic and North Sea [12].
The osmund pieces were chopped out with an axe from a larger round billet, which had
been flattened out by hammers, usually driven by a waterwheel while the billet was still
malleable and glowing hot [13].
Today there exists a replica of the old blast furnace in Lapphyttan, called Nya Lapphyttan.
Here enthusiasts and metallurgists have tried to recreate the old process of creating steel in
a medieval blast furnace using old techniques [14].
Figure 5. Piece from which osmunds are cut Figure 4. Osmund with visible groove from axe cut

6
2.5 Carburization
Iron made from bloomeries had a very low carbon content, about 0,1-0,2 %C. This made the
material soft and suboptimal for using as cutting tools. To counteract this the medieval
smiths could carburize the tools. Carburization occurs when a low-carbon iron is heat-
treated in a carbon rich atmosphere at temperatures up to 900 C˚. This lets the carbon
diffuse into the iron, both increasing the surface hardness and making it more wear
resistant [15]. The diffusion depth varies, depending on time and temperature, from 0,5 to
1,5 mm. This is made possible by the size difference of Fe and C atoms, where Fe atoms are
much larger, which lets the carbon diffuse interstitially in iron. The Carburization can raise
the carbon content on the surface by up to 0,8-1,2%. If the iron is then quenched the core
will remain ductile with a harder surface [16].
2.6 Finery forge
The cast iron that came directly from the blast furnace had a carbon content of about 2,1-
5% [17]. This made it brittle and therefore unforgeable. To make it forgeable the carbon
content had to be lowered and to do this an early variant of a finery forge was used. Even
today very little is known about the first methods of decarburizing pig iron in Sweden. As for
what we do know, during the excavation in Lapphyttan the bases of seven finery forges
were found. They had a rectangular base with the dimensions of roughly 0,5x0,3 meters
wide and about 0,3 meters tall, although due to collapses the original height could have
been taller [18].
The earliest descriptions of the process are given by a monk named Peder Månsson, who
during the 16th century describes the method [19]. He describes it as hammering the pig
iron into smaller pieces and putting it into the forge while continually using the bellows. Slag
products such as scale, which is mostly iron oxides, was put into the forge to help reduce
the carbon. Later descriptions of the process describe the slag as “boiling” because of the
CO2 being released. After the process is done the remaining slag is left in the forge and the
billet is removed and cut into osmunds [9].

7
3. Methods and material The samples examined are borrowed from Sigtuna museum and from Dr. Gert Magnusson
and are show in table 1. All items are archaeological finds and come from excavations made
in Sigtuna and Lapphyttan. Their original item numbers, given to them during the
excavations have been kept but with the addition of a unique name to simplify
identification.
Table 1 List of all the items examined with corresponding item numbers.
3.1 Knives
Both knives were found in Sigtuna. Knives are a common tool to find in these kinds of
excavations as they were easy to make and were used for a lot of chores in everyday life.
The purpose of examining the knives is to determine if any have been made using material
from a blast furnace. Another interesting aspect was to see how they had been forged by
the smith and if that could be seen in the microstructure. Knife 1 (3774) is to the left and
Knife 2 (8415) to the right in figure 6. Knife 2 (8415) is heavily corroded and has not been
conservation treated as opposed to Knife 1 (3774).
Figure 6.Knife 1 (3774) left Knife 2 (8415) right
3.2 Shears
The shears are also both from Sigtuna and are bit more uncommon to find then knives. They
were also examined to see if any were made with material from a blast furnace. Another
thing examined was the theory regarding the differing properties of the different parts of
the shear. Such as the possibility of a harder blade and a softer bow, the bow being the
round piece holding the handles together as seen in figure 7. Unfortunately, the bow on
Shear 2 (23276) had been fully corroded and was therefore not possible to examine.
Shears Knives Ingots
Shear 1 (27182) Knife 1 (3774) Ingot 1 (1199)
Shear 2 (23276) Knife 2 (8415) Ingot 2 (2078)
Ingot 3 (2599)
Ingot 4 (3689)
Ingot 5 (27791)
Ingot 6 (40019)
Ingot 7 (8636)
8
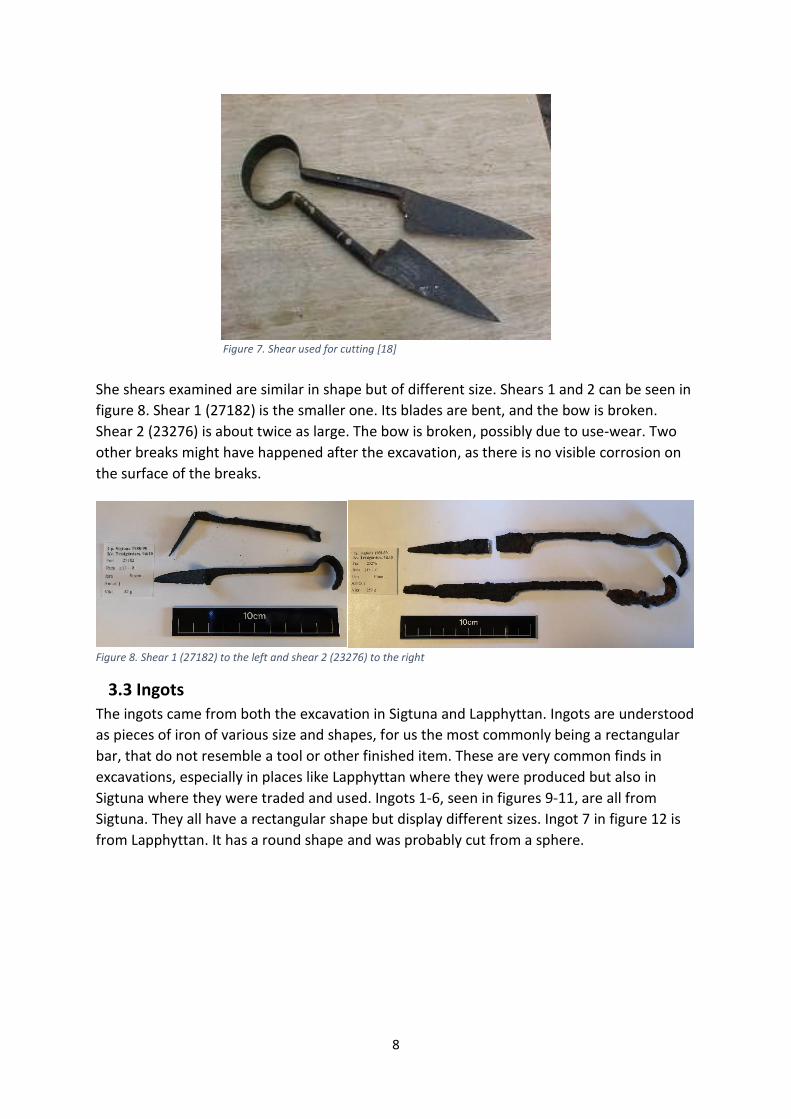
She shears examined are similar in shape but of different size. Shears 1 and 2 can be seen in
figure 8. Shear 1 (27182) is the smaller one. Its blades are bent, and the bow is broken.
Shear 2 (23276) is about twice as large. The bow is broken, possibly due to use-wear. Two
other breaks might have happened after the excavation, as there is no visible corrosion on
the surface of the breaks.
Figure 8. Shear 1 (27182) to the left and shear 2 (23276) to the right
3.3 Ingots
The ingots came from both the excavation in Sigtuna and Lapphyttan. Ingots are understood
as pieces of iron of various size and shapes, for us the most commonly being a rectangular
bar, that do not resemble a tool or other finished item. These are very common finds in
excavations, especially in places like Lapphyttan where they were produced but also in
Sigtuna where they were traded and used. Ingots 1-6, seen in figures 9-11, are all from
Sigtuna. They all have a rectangular shape but display different sizes. Ingot 7 in figure 12 is
from Lapphyttan. It has a round shape and was probably cut from a sphere.
Figure 7. Shear used for cutting [18]

9
Figure 9. Ingot 1 (1199) to the left and Ingot 2 (2078) to the right.
Figure 10. Ingot 3 (2599) to the left and Ingot 4 (3689) to the right.
Figure 11. Ingot 5 (27791) to the left and Ingot 6 (40019) to the right.
Figure 12. Ingot 7 (8636)

10
3.5 Sample preparation
All the items were fist photographed for documentation purposes in their original state
before being cut.
The first two samples, made from shear 1, were prepared at the Division of Biophysics at
Stockholm University. For the mould a two-part epoxy compound called Epoxicure resin was
used which hardened at room temperature overnight.
The other samples were prepared at the Department of Materials Science and Engineering
at KTH campus. A Discotom saw, which is a water-cooled cutting machine, was used to cut
the samples to size. It worked well but was not large enough to cut through some of the
largest items. After cutting, a metallographic sample preparation was made.
3.6 Microstructure and analysis
When the preparation of the samples was done, they were all etched using a 4% Nital
solution except for Ingot 6 (40019) and Shear 2 (23276) which were etched using a weaker
2% Nital solution. This because some samples were prone to over-etching and because
some samples contained more than one piece, which did not etch at the same speed. The
etching is done so that the morphology of the microstructure becomes more visible in the
light optic microscope. This makes it easier to see differences in phases, grainsize and flaws
such as cracks or inclusions. Pictures were then taken using a LEICA DMRM light optic
microscope connected to a computer using a software called LEICA QWIN V3. The pictures
have varying magnification from 5, 10, 20, 50 and a 100-times magnification.
In total twelve samples from eleven objects were made and examined using the light optic
microscope. Some of the images were used to calculate the proportions of phases present
by counting the points within a 20*20 grid layover for each phase and divide by the total
amount of points used. The total amount of carbon in the examined area can then be
estimated by multiplying the % of each phase with C wt.% for respective phase and then
adding together the given value for each phase as in formula 5 below, where A, B, C… are
different phases.
C wt. % =Points (A)∗𝐶 𝑤𝑡.% (𝐴)
Number of points examined (400)+
Points (B)∗𝐶 𝑤𝑡.% (𝐵)
Number of points examined (400) (Formula 5)
The carbon composition used for the different phases are, ferrite 0,02 C wt.%, pearlite 0,8 C
wt.% and cementite 6.7 wt.% C.
3.7 Vickers test
A Vickers hardness test was made to determine the hardness of our samples, allowing them
to be compared with one another, but also with data from other sources. Vickers Hardness
tests are measured in HV as seen in formula 6 [20]. The equipment had a microscope to aim
with, after which a pyramid shaped diamond tip was pressed with a given load to make a
square indentation in the sample as seen in figure 8. A light optic microscope was then used
to measure the diagonals of the indentations. Two different loads were used for the test,

11
200 g and 500 g, to be able to see the indentation. Because some samples contain both
ferrite and martensite which differ greatly in hardness, the indentation would have been too
difficult to detect if a 200 g load would have been used on martensite. The load used for
each test can be seen in table 6.
𝐻𝑉 ≈ 0,1891𝐹
𝑑2 [𝑁
𝑚𝑚2] (Formula 6)
Where F is the force applied and measured in Newton and d is the length of the diagonal of
the indentation measured in mm.
Depending on the differences in phases and microstructure, such as grainsize and inclusions,
each sample was tested between one to four times.
3.8 SEM
A scanning electron microscope, or SEM, uses a high-energy beam of electrons to penetrate
and refract off a samples surface residing in a vacuum chamber. The interaction with the
sample creates various signals, which are then analysed and can give the atomic
composition and the surface topography of the sample [22]. A SEM analysis was conducted
on sample Shear 1 (27182), Ingot 7 (8636) and Ingot 6 (40019) to see if there were any
irregularities in the composition of the samples. Ingot 6 (40019) also had another SEM
analysis made on its corrosion due to its unusual clear blue appearance, which might
indicate that the composition differs from the other samples.
Figure 13. Vickers test tip angle and dimensions [21]
12
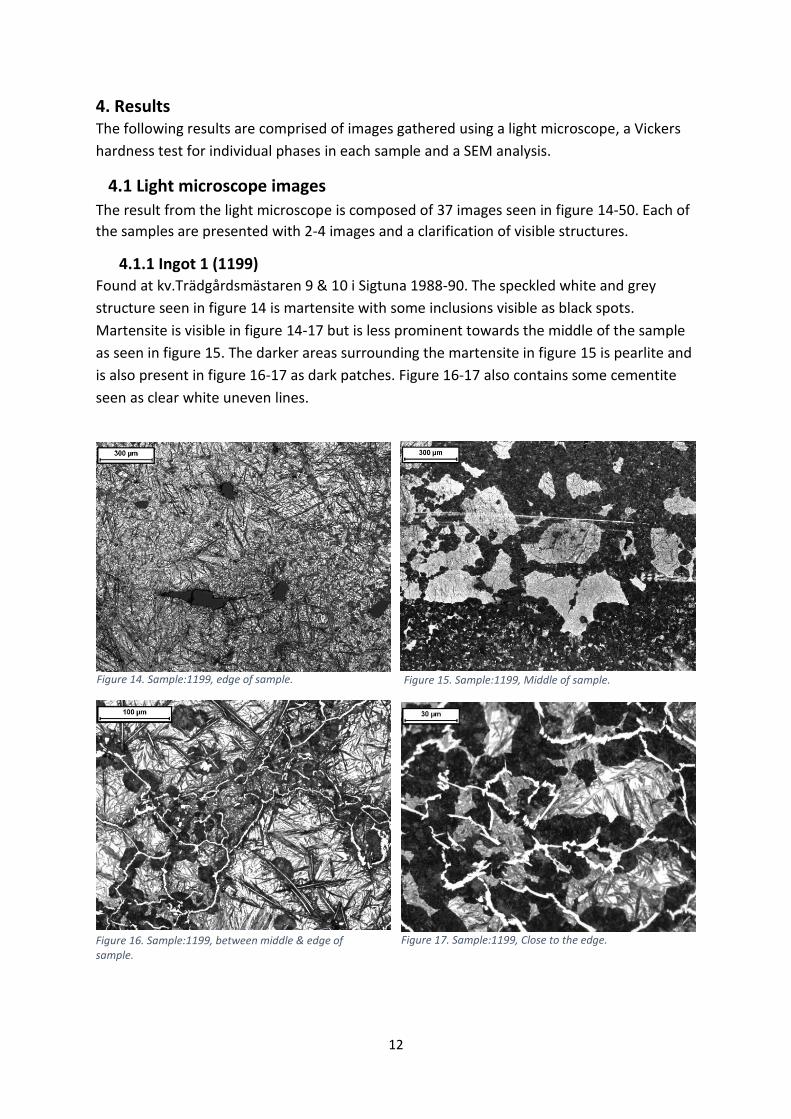
Figure 14. Sample:1199, edge of sample. Figure 15. Sample:1199, Middle of sample.
4. Results
The following results are comprised of images gathered using a light microscope, a Vickers
hardness test for individual phases in each sample and a SEM analysis.
4.1 Light microscope images
The result from the light microscope is composed of 37 images seen in figure 14-50. Each of
the samples are presented with 2-4 images and a clarification of visible structures.
4.1.1 Ingot 1 (1199) Found at kv.Trädgårdsmästaren 9 & 10 i Sigtuna 1988-90. The speckled white and grey
structure seen in figure 14 is martensite with some inclusions visible as black spots.
Martensite is visible in figure 14-17 but is less prominent towards the middle of the sample
as seen in figure 15. The darker areas surrounding the martensite in figure 15 is pearlite and
is also present in figure 16-17 as dark patches. Figure 16-17 also contains some cementite
seen as clear white uneven lines.
Figure 16. Sample:1199, between middle & edge of sample.
Figure 17. Sample:1199, Close to the edge.

13
Figure 20. Sample:2599, edge of sample
4.1.2 Ingot 2 (2078) Figure 18 and 19 shows that this sample is made entirely of a ferritic structure with some
inclusions seen as dark spots. Two large inclusions are seen in the upper right corner of
figure 18 with several smaller inclusions below these. The grainsize in figure 18 is of varying
size.
4.1.3 Ingot 3 (2599)
The most prominent phase is pearlite, with small amounts of martensite and
widmanstättenferrite. In figure 20 a slight colour gradient is seen in the grey pearlite, with
some martensite seen as white patches in the darker background. Figure 21 shows a closer
look at the right most area in figure 20 where widmanstättenferrite is seen as white streaks
in the darker pearlite. In figure 22 some martensite surrounded by pearlite can be observed,
similarly to what can be seen in figure 20 but at higher magnification. What looks like a dark
feather in figure 23 is bainite and was not found anywhere else.
Figure 18. Sample:2078 Figure 19. Sample:2078
Figure 21. Sample:2599, center of sample

14
4.1.4 Ingot 4 (3689) The majority of the sample is made from the grey speckled phase martensite, seen
throughout the entirety of figure 25. Martensite is also seen surrounded by pearlite in figure
24. Small patches of dark pearlite can also be seen in the lower half of figure 27. The white
uneven stripes seen in figure 27 are cementite, while the more even white stripes in figure
26 are widmanstätten ferrite embeded in a pearlite matrix.
Figur 22. Sample:2599 Figur 23. Sample:2599
Figure 24. Sample:3689 Figure 25. Sample:3689

15
4.1.5 Ingot 5 (27791) The darker lines within this sample are made of graphite and are contained within a lighter
background consisting of ferrite seen throughout figure 28-30. Comparing figure 28 and 29
shows that the structures varies where the graphite scales are found as patches in figure 29.
The graphite scales are more densely packed towards the centre of most clusters and can be
seen in figure 30.
Figure 27. Sample:3689
Figure 29. Smaple:27791 Figure 28. Sample:27791
Figure 30. Sample:27791
Figure 26. Sample:3689

16
4.1.6 Ingot 6 (40019) Figure 31 and 32 shows that most of the sample contains martensite with some pearlite
seen as dark spots in figure 31 as well as some inclusions of slag seen as dark lines. Figure 31
shows a composition of 7% pearlite and 93% martensite.
4.1.7 Ingot 7 (8636) The sample contains mostly pure ferrite which is seen in both figure 33 and 34 as a light grey
phase. Figure 34 is seen at higher magnification which reveals dark spots embedded in the
ferrite. These inclusions are further examined in the SEM analysis. The size of the ferrite
grains is quite inhomogeneous as seen in both figures.
Figure 34. Sample:8638 Figure 33. Sample:8638
Figure 32. Sample:40019 Figure 31. Sample:40019

17
4.1.8 Knife 1 (3774) The knife contains mostly ferrite as seen in figure 36 and 37 as a light grey phase. Pearlite is
seen as a darker phase at the edge of the blade in figure 35 and at higher magnification in
figure 38. The amount of pearlite is highest at the very edge of the blade which can be seen
at the bottom of figure 35. There are few slag inclusions visible as dark spots in figure 36
and as a dark line going vertically in figure 37. At the edge of the knife seen in figure 38 the
composition is 32% ferrite and 68% pearlite.
Figure 35, Sample:3774, edge of knife Figure 36. Sample:3774, back of knife
Figure 37. Sample:3774, back of knife Figure 38. Sample:3774, edge of knife

18
4.1.9 Knife 2 (8415) The knife was cut into two samples to be able to analyse both the handle and the blade. The
handle sample is seen in figure 39 and 41 and contains ferrite except for a localized darker
area at the top corner being pearlite. Figure 40 shows an overview of the blade with ferrite
seen at the top and bottom, with a core that has a much finer grain size and some pearlite.
The core can be seen at higher magnification in figure 42 where two inclusions are visible in
the top right corner. Figure 42 contains 81% ferrite and 9% pearlite. Inclusions can be seen
in both the handle and the blade as irregular darker spots.
Figure 39. Sample:8415, edge of shaft Figure 40. Sample:8415, back of knife (core)
Figure 41. Sample: 8415, edge of shaft Figure 42. Sample:8415, core of blade

19
4.1.10 Shear 1 (27182) The shear was cut into two samples so that the blade, handle and bow could be examined.
The blade as seen in figure 44 and 46 is constructed of a ferritic core. The edges have a
higher carbon content that is present in the form of pearlite as well as some horizontal slag
lines in figure 44. The size of the ferrite grains varies throughout the shear. The bow in
figure 43 shows the largest grains with the handle in figure 45 having slightly smaller grains
size. The smallest grain size is found in the blade. The composition of the edges of the blade
in figure 46 is 17% pearlite to 83% Ferrite.
Figure 46. Sample:27812, edge of blade
Figure 43. Sample:27182, shear spring Figure 44. Sample:28172, blade
Figure 45. Sample:27182, core of handle
20
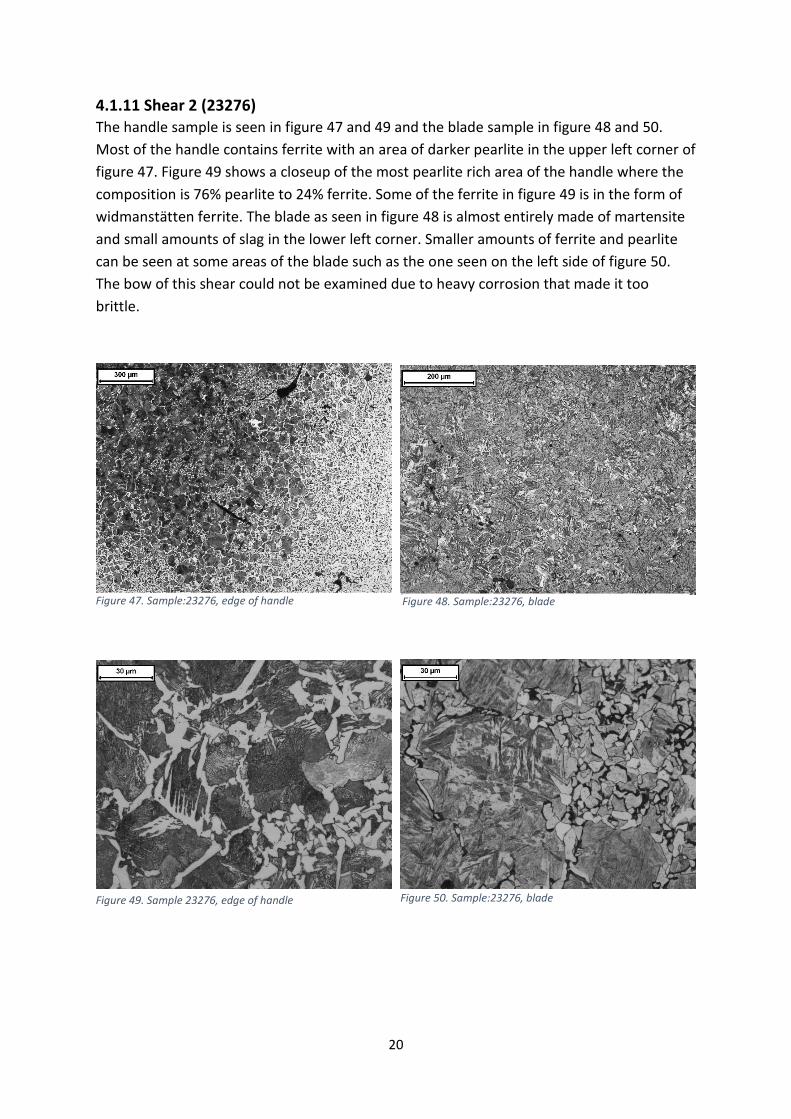
4.1.11 Shear 2 (23276) The handle sample is seen in figure 47 and 49 and the blade sample in figure 48 and 50.
Most of the handle contains ferrite with an area of darker pearlite in the upper left corner of
figure 47. Figure 49 shows a closeup of the most pearlite rich area of the handle where the
composition is 76% pearlite to 24% ferrite. Some of the ferrite in figure 49 is in the form of
widmanstätten ferrite. The blade as seen in figure 48 is almost entirely made of martensite
and small amounts of slag in the lower left corner. Smaller amounts of ferrite and pearlite
can be seen at some areas of the blade such as the one seen on the left side of figure 50.
The bow of this shear could not be examined due to heavy corrosion that made it too
brittle.
Figure 47. Sample:23276, edge of handle Figure 48. Sample:23276, blade
Figure 49. Sample 23276, edge of handle Figure 50. Sample:23276, blade

21
4.2 Vickers hardness test
The diagram in figure 51 represents the hardness of each sample. The phases where the
tests were made have been color-coded in blue, orange, grey and yellow for martensite,
pearlite, ferrite, and cast iron respectively. The samples have also been divided into
separate columns if there was a large difference in hardness or microstructure of the same
phase. The exact values used in figure 51 can be found in table 5.
4.3 Sem analysis The SEM analysis was made for sample 40019, 8636 and 27182 to investigate the composition and
some irregularities in the form of inclusions.
4.3.1 SEM Analysis: 40019 The SEM analysis for sample 40019 was done on the oxidized surface layer and is represented in
table 2 and figure 52, showing high amounts of phosphorus with some magnesium and sulphur.
Figure 52. Sample 40019, Data from Table 3 with varying colours assigned to individual elements.
0100200300400500600700800900
1000
HV
Sample number
Vickers Hardness Test
Martensite Pearlite Ferrite Cast iron(white)
Figure 51. Vickers hardness for different phases within each sample, Vickers hardness as Y-axis.

22
A secondary analysis was done on sample 40019 to examine the composition of an inclusion
as presented in figure 53. This data is illustrated in figure 54, showing high amounts of
silicone within the inclusion.
4.3.2 SEM Analysis: 8636 The SEM analysis for sample 8638 was done to examine the spherical inclusions that can be
seen close to the top edge in figure 55. The composition presented in table 3 shows that the
inclusions consist of carbon in the form of spherical graphite particles.
0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0keV
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
cps/eV
C Si Al K K
Ca Ca
O Fe Fe
Spectrum: Point
Element AN Series Net unn. C norm. C Atom. C Error
[wt.%] [wt.%] [at.%] [%]
--------------------------------------------------------
Oxygen 8 K-series 5815 25.36 34.60 60.98 3.2
Iron 26 K-series 6112 33.69 45.98 23.21 1.0
Phosphorus 15 K-series 3583 7.99 10.90 9.92 0.3
Magnesium 12 K-series 351 1.21 1.65 1.91 0.1
Sulphur 16 K-series 653 1.56 2.13 1.88 0.1
Manganese 25 K-series 254 1.11 1.51 0.77 0.1
Zirconium 40 L-series 487 1.78 2.43 0.75 0.1
Calcium 20 K-series 208 0.59 0.81 0.57 0.0
--------------------------------------------------------
Total: 73.29 100.00 100.00
Table 2. Sample:40019, Data from SEM-analysis of oxidized surface layer presenting at.% for included elements.
Figure 53. Sample 40019, SEM analysis of inclusion with varying colours assigned to individual elements.
Figure 54. Sample 40019, Data from SEM Analysis Presenting the Composition

23
4.3.3 SEM Analysis: 27182 The SEM analysis of sample 27182 was performed on the ferrite phase in the blade. Table 4
shows that the sample is made up of pure iron with the area tested seen in figure 56.
Spectrum: Point
Element AN Series Net unn. C norm. C Atom. C Error
[wt.%] [wt.%] [at.%] [%]
-----------------------------------------------------
Iron 26 K-series 1780 82.25 76.30 43.01 2.4
Carbon 6 K-series 176 17.09 15.86 41.56 4.3
Oxygen 8 K-series 201 8.45 7.84 15.43 2.1
-----------------------------------------------------
Total: 107.80 100.00 100.00
Table 3. Sample 8636, Data from SEM-analysis of oxidized surface layer presenting at.% for present elements.
Figure 55. Sample 8638, Image of inclusion
Spectrum: Point
Element AN Series Net unn. C norm. C Atom. C Error
[wt.%] [wt.%] [at.%] [%]
------------------------------------------------------
Iron 26 K-series 39174 97.10 100.00 100.00 2.9
------------------------------------------------------
Total: 97.10 100.00 100.00
Figure 56. (SEM) Sample :27182
Table 4, Sample 27182, Data from SEM-analysis of oxidized surface layer presenting at.% for included elements..

24
4.3.4 Summary of investigated objects The different properties of the samples are summarized in Table 5, i.e. the excavation
background, the different phases observed in the samples’ microstructures, the Vickers
hardness values for these phases, the amount of C wt.% in the samples, and various
comments about the samples and their composition. The amount of C wt.% are calculated
according to formula 5.
Sample Excavation site Structure Vickers test
C wt.% Notations
Knife 1 (3774)
Sigtuna 1988–1999 Kv. Trädgårdsmästaren 9&10
Pearlite (edge, carburized)
Ferrite (edge, little
carburization)
211 HV200 145 HV200
Edge of knife ≈ 0.78 C wt.% Back of knife < 0.02 C wt.%
Carburized edge, Much slag.
Knife 2 (8415) Sigtuna 2006 Kv. Humlegården 3
Ferrite (edge, carburized)
Ferrite (centre) Pearlite Ferrite
147 HV200 107 HV200 190 HV200 108 HV200
Core of blade < 0.09 C wt.% Sides of blade < 0.02 C wt.%
Carburized Core and handle,
Shear 1 (27182) (handle/bow)
Sigtuna 1988–1999 Kv. Trädgårdsmästaren 9&10
Ferrite Ferrite
131 HV200 120 HV200
Handle & bow < 0.02 C wt.%
Shear 1 (27182) (blade)
Sigtuna 1988–1999 Kv. Trädgårdsmästaren 9&10
Ferrite Ferrite (edge,
carburized)
132 HV200 209 HV200
Core of blade < 0.02 C wt.% Sides of blade ≈ 0.14 C wt.%
(SEM) Carburized blade
Shear 2 (23276)
Sigtuna 1988–1999 Kv. Trädgårdsmästaren 9&10
Martensite Pearlite Ferrite
893 HV200 241 HV200 105 HV200
Handle ≈ 0.19 C wt.% Blade Uncertain
Martensite in blade, Carburized handle
Ingot 1 (1199) Sigtuna 1988–1999 Kv. Trädgårdsmästaren 9&10
Pearlite Martensite
545 HV200 806 HV500
> 0.78 C wt.% Uneven structure
Inhomogenous Structure
Ingot 2 (2078) Sigtuna 1988–1999 Kv. Trädgårdsmästaren 9&10
Ferrite 112 HV200 < 0.02 C wt.%
Ingot 3 (2599) Sigtuna 1988–1999 Kv. Trädgårdsmästaren 9&10
Martensite Pearlite
696 HV500 290 HV500
< 0.78 C wt.% Bainite found in localized area
Ingot 4 (3689) Sigtuna 1988–1999 Kv. Trädgårdsmästaren 9&10
Martensite Pearlite
871 HV500 452 HV500
Uncertain
Ingot 5 (27791)
Sigtuna 1988–1999 Kv. Trädgårdsmästaren 9&10
Grey cast iron (edge)
Grey cast iron particle
535 HV500 166 HV500 205 HV500
Uneven carbon composition ≈ 1.8-3 C wt.%
Uneven carbon composition
Ingot 6 (40019)
Sigtuna 1999 Professorn 1
Martensite
556 HV500 Unsertain
(SEM) Unusual composition
Ingot 7 (8636) Lapphyttan 1978–1983 Ferrite Ferrite
112 HV500 116 HV500
≈ 0.03 C wt.% (SEM)
Table 5. Properties of the investigated objects: excavation background, observed microstructures, Vickers hardness values for different phases, estimated C wt.%, and notations to highlight individual factors that are of interest for each sample.

25
5. Discussion The introduction of the blast furnace made it possible for smiths during the middle ages to
achieve a much higher temperature than that of the bloomery furnace. The high
temperatures achieved in the blast furnace now allowed the iron to melt, which significantly
alters the solubility of carbon and the metallic structures. The blast furnace used in
conjunction with a finery forge could now produce forgeable iron in the form of osmunds.
Our hypothesis is that the osmunds had significantly better properties compared to what
was produced in a bloomery furnace in conjunction with carburization. This hypothesis is
here explored by comparing the differences in chemical and structural composition together
with the hardness for several archaeological finds.
A secondary hypothesis is explored regarding the two single bow blade shears that are
believed to have properties that differ in the blade, shaft and bow. To investigate whether
this hypothesis holds up, a metallographic analysis and Vickers hardness test was conducted
for each individual part.
The exact values derived from the Vickers hardness test and estimated carbon composition
can be found in table 5.
5.1 Ingots The ingots that have been analysed show a wide variety of structural difference and carbon
content. Ingot 2 (2078) is made almost entirely out of ferrite which indicates a very low
carbon content below 0.02 C wt.%. The sample contains some form of unwanted inclusions
and is of rather poor quality as well as uneven grain size. It is forgeable due to the soft and
ductile nature of ferrite were the Vickers hardness test show a hardness of 112 HV200,
which can be found in the table 5 with all other Vickers hardness results. Due to the low
carbon content and low quality this ingot is determined to have been produced using a
bloomery furnace. Ingot 6 (40019) most likely falls under this category as well due to the
high amount of slag seen throughout the entire sample. This could also be due to the
unusual composition which is seen in the SEM analysis in chapter 4.3.1. The SEM analysis on
the surface layer for this sample shows very high amounts of phosphorus at around 10 at.%
as well as noteworthy levels of magnesium, sulphur and zirconium between 0.5-1.9 at.%.
The data collected from the Vickers hardness test show that the martensite in this sample is
significantly softer in comparison to the other martensite phases and is most likely due to
the high amount of silicone seen in the second SEM analysis which examines the core. In
Ingot 7 (8636), spherical graphite particles surrounded by ferrite can be observed. This is a
form of ductile cast iron which is less brittle than the typical cast iron and is therefore
forgeable.
Within Ingot 1 (1199), Ingot 3 (2599) and Ingot 4 (3689) high amounts of pearlite can be
observed. This indicates a high carbon content estimated to be around 0.78 C wt.% and
could not have been achieved with the use of a bloomery furnace. Therefore it is concluded
that they were made using a blast furnace and then they have been decarburized using a

26
primitive finery forge. Just tapping the iron from the blast furnace without further process
would otherwise yield cast iron which is seen in Ingot 5 (27791). The main difference here is
that the cast iron is not forgeable due to the high carbon composition which can be
observed in the form of graphite scales in figure 28-30.
Judging by appearance alone these samples do not show the typical shape and weight of an
osmund. However, it is most likely that Ingot 1 (1199), Ingot 3 (2599) and Ingot 4 (3689)
have been forged from an osmund judging by their carbon content and included phases.
They might have been discarded due to defects such as cracks or just be a residual piece
from the forging of another tool. When looking at the Vickers hardness for these samples
they present a much higher hardness when compared to the previously named ingots that
originate from a bloomery furnace. The cast iron from Ingot 5 (27791) also show a high
hardness but is on the other hand not forgeable, making it less practical and harder to
process.
5.2 Knives
Ferrite is the most present phase in both knives which is accompanied by pearlite in
localised areas. Slag inclusions can be seen throughout both samples. They can both be
classified as low carbon steel where the pearlite is the result of carburisation to increase the
hardness and wear resistance of the blades. The carburisation differs quite a lot between
the two blades as to where it has occurred and amount of carbon that has been achieved.
Highest amount of carburization can be seen at the edge of Knife 1 (3774) in figure 35,
where the biggest effect is seen at the very edge. The clear pearlite structure is a sign that
the blade has been heated to allow for austenitization during or after the carburization.
Knife 2 (8415) presents carburization in the core which has most likely been achieved by
laminating three pieces together.
The amount of pearlite present in the material is an indicator to how well the item has been
carburized as it is localised to specific areas and greatly affects the hardness. This can be
seen by comparing the very edge of each blade were Knife 1 (3774) contains 68% pearlite
with a hardness of 211 HV200 and Knife 2 (8415) with less than 9% pearlite and a hardness
of 147 HV200. The use of carburization to increase the carbon content and the amount of
inclusions indicates that the iron used for these knives has been produced using a bloomery
furnace.
5.3 Shears
With a quick glance at the microstructure in figures 43-50 it becomes obvious that the
shears are rather different from one another.
Shear 1 (27182) is made entirely with a ferritic structure where the bow shows a much
larger grainsize that makes it more flexible than the rest of the handle. The results from the
SEM analysis in chapter 4.3.3 shows that the ferrite phase contains pure iron. Yet again
carburization can clearly be seen in the blade but in contrast to the knives it is now seen at
27
the sides of the blade with a hardness at 209 HV200, surrounding a softer more ductile core
ranging between 120-133 HV200. This should allow the blade to be quite flexible yet able to
retain a sharp edge. The slag lines visible in this area might be the result of folding the iron
between each carburization session to further increase the amount of carburization
achieved.
The second shear called Shear 2 (23276) has similar structure in the handle that is mostly
ferrite, apart from some pearlite seen in the top left corner of figure 41. The blade differs
from the other shear where the entire blade now contains nothing but martensite. The
martensite structure has been acquired by rapidly cooling the blade from the austenite
phase which can be done even if the carbon content is low. This makes this blade much
harder than the previous shear which is highlighted by the Vickers test at 894 HV200. The
carbon content of martensite cannot be accurately estimated from the structural analysis
but can be considered as low in carbon due to a low carbon composition in the shaft and by
comparison to the other shear.
The hypothesis put forth was that the properties of different sections of the shears would
vary depending on what properties would be beneficial. By comparing the grainsize found in
the blade and bow of shear 1, which can be observed in figure 43-44, it is clearly seen that
the grain size in the blade is drastically smaller. This difference in grainsize together with the
carburization that has been observer, shows that the properties indeed was altered to
benefit each section and its intended use.
Even though the two shears differ from a structural standpoint it´s safe to assume that both
have been forged from iron produced in a bloomery furnace. The two shears differ in size,
as Shear 2 (23276) is around 20cm in length which makes it about twice the length of Shear
1 (27182). It´s rather interesting that the bigger shear has a much harder blade which might
imply that the intended purpose for each shear differ from each other. To put this into
context the smaller shear seems to be most suited for fine work such as cutting hair or
different fabrics where the strain on the tool is limited. The bigger shear is comparably more
suited for work that includes tougher materials such as cutting twigs or extended repetitive
use that otherwise would dull the edge of a softer blade.
5.4 Vickers hardness test The data from the Vickers hardness test in figure 51 show some variations that should be
highlighted. The exact values obtained from the Vickers hardness test can be found in table
5. Ingot 4 (3689) and Ingot 1 (1199) both contain pearlite which is much harder than what is
observed in the other samples. This is believed to be due to the high carbon composition in
both samples as well as the presence of martensite. The martensite might have been just
below the tested martensite and thereby affected the result. The grey cast iron in Ingot 5
(27791) also show a rather significant difference even though they all share the same phase.
They key here is the amount of graphite present in the area that has been tested, the

28
Vickers hardness of 535 HV500 has been found at the edge of the sample where the amount
of graphite was highest.
5.5 Ethical aspects
It is a bit of a moral dilemma we are facing when it comes to destroying these centuries old
finds and objects. On one hand destroying them will make it possible for us to research and
understand how they were made and how they were used. It is also a piece of history that
tells us of our past and preserving it will enable the past to be remembered. Even though,
when visiting the vast collections of items from this period, we feel it is morally justified to
destroy, examine and experiment on just a small part of it. Because, just looking at an object
does not give the whole story, and instead of collecting dust these objects may help us learn
more about our history which we feel is worth it.
Due to the nature of this project being arkeological, the environmental effects of our studies
are nominal.
However, the environmental effects of the invention of the blast furnace and the increase of
iron production during the middle ages as well as the start of mining had a large
environmental effect. Because of the difference in scale between the blast furnace and the
bloomery, and because the blast furnace could run nonstop, the demand for wood coal
must have increased drastically. Leaving the areas around these sites to become deforested
if production was upheld for a long period of time. The slag, which sometimes contained
toxic elements, was left as a biproduct and could contaminate the water and surrounding
environment if not handled properly.
5.6 Sources of error
When studying objects that are this old there are going to be a lot of areas where
uncertainties and insecurities may occur. Because the samples have been under the ground
for hundreds of years the objects studied have been corroded, some heavily, to the point of
having no solid core left in some places. This makes it impossible to determine the
microstructure or if there have been exposed to surface hardening, such as carburization, as
that would have corroded away. It can also mean that some of the results may be faulty.
Another aspect is measuring errors. When doing the Vickers Hardness test the diagonals
made to determine the size of the indentation are made by hand and will have a small
margin of error, leading to a slightly different result.
The locations of the finds also bring uncertainties. Especially the finds from Sigtuna, as that
place was, during the time these objects were made, a larger town with lots of trading of
different items and materials. This makes it very hard to determine where the objects could
have originated from, if the iron ore came from the same place or if the objects had been
manufactured elsewhere and then bought or traded. Lapphyttan does not have the same
level of uncertainties because it was a production facility which made steel.

29
6. Conclusion
From the samples that have been analysed it can be concluded that the ones thought to
have been produced with the use of a blast furnace show very good properties, especially
increasing the hardness of the pearlite. The amount of pearlite within these samples are
also much higher and more widespread which increases the strength throughout the entire
object significantly. As it was theorized these samples show a much better consistency and
better properties compared to the objects made using a bloomery furnace.
With that said, the objects made using a bloomery furnace should not be overlooked as they
can still be made into tools with good quality and properties that are modified to better suit
their intended use. This is clearly proven by the single bow blade shears where the
properties can be directly corelated to the intended purpose. The theory that was put forth
was that the shear vas constructed with a ductile bow, a slightly harder shaft and a much
harder blade which was concluded to be in line with this conclusion.

30
7. Further investigation There are several topics in this report that can further be analysed and researched. The first
being the continuation of this project by examining more objects to better understand the
variation of properties and quality. A more in-depth SEM analysis could also be made to
better understand the irregularities in composition that is quite common in medieval iron
objects. This could also be used to determine which ore that has been used and how this
affected the properties and quality. Another thing is to examine a piece of confirmed
osmund iron and compare it to the pieces that we believe originate from an osmund. This
should be done to see if our assumption is correct and if the iron has been altered by any
later forging process.
There is also the case to further investigate the first production techniques in creating iron
from a blast furnace and more specifically the finery forge as very little is known about this
process. An experimental physical recreation of the decarburization process will be
conducted at Nya Lapphyttan in the summer of 2019.
All the tools examined in this report comes from iron made in a finery forge. It would
therefore be useful to examine tools that have been made using iron originating from a
blast furnace to see how the properties and quality vary in the final product.

31
8. Acknowledgement We would like to thank everyone who helped us along the way for making this project
possible. First of all, we would like to thank Sigtuna Museum for lending us the items and
letting us examine them. To Gert Magnusson, Docent in archaeology, we want to extend a
big thanks for letting us borrow and examine samples and for providing us with valuable
insight and assistance. We would also like to express our gratitude to our mentors in this
project, Sebastian Wärmländer at the Biochemistry and Biophysics Department at
Stockholm University and Anders Eliasson at the Department of Materials Science at the
Royal Institute of Technology. We would like to thank Wenli Long at the Department of
Materials Science at the Royal Institute of Technology for assisting us with the preparation
an analysis of our samples. Thanks to Eva Hjärtner-Holdars, Docent in archaeology, and Lars
Bentell, Licentiate in metallurgical chemistry, for taking the time to discuss our project and
provide valuable insight.
32
9. References 1. C. Karlsson, Förlorat Järn – det Medeltida Jordbrukets Behov och Förbrukning av Järn och Stål,
Halmstad, 2015, 67-69.
2. Ortshistoria "Sigtunas historia" http://ortshistoria.se/stad/sigtuna/historia [28 may 2019]
3. Norbergs Kommun "Lapphyttan och bergsmansbyn Olsbenning"
https://www.norberg.se/sidor/uppleva--gora/besoksmal-och-sevardheter/lapphyttan-och-
bergsmansbyn-olsbenning.html [28 may 2019]
4. Wikiwand “Phase diagram”. http://www.wikiwand.com/en/Phase_diagram [2019-04-15]
5. Á. Thiele,” Smelting experiments in the early mediaval fajszi-type bloomery and the metallurgy of
iron bloom”, Mechanical Engineering, Vol. 54, nr 505, pp. 99-104, November 2010 Periodica
Polytechnica, https://pp.bme.hu/me/article/view/1277/681 [17 April 2019]
6. B. Rundberget, Tales of the Iron Bloomery: Ironmaking in Southeast Norway-Foundation of
Statehood c. AD 700-1300, Vol. 76, Leiden: Brill; 2017, [16 April 2019]
7. “Introduction to slag analysis: How iron is made in a bloomery furnace”, Findsandfeature,
https://findsandfeatures.wordpress.com/2011/11/28/introduction-to-slag-analysis-how-iron-is-
made-in-a-bloomery-furnace/ [16 April 2019]
8. E. Swedenborg, Mineralriket: Om Järnet och de i Europas Vanligaste Vedertagna
Järnframställningssätten, Stockholm, 1923.
9. G. Magnusson, Red, Nya Lapphyttan – medeltida bergsmannakunskap rekonstruerad,
Järnkontoret 2014, 7-9, ISSN 1101-5284.
10. Nationalencyklopedin, “osmund”.
http://www.ne.se.focus.lib.kth.se/uppslagsverk/encyklopedi/lång/osmund [2019-04-26]
11. Jernkontoret ”Svenska järn- och stålindustrins historia”
https://www.jernkontoret.se/sv/stalindustrin/stalindustrins-historia/ [02 May 2019]
12. Nationalencyklopedin, Hansan.
http://www.ne.se.focus.lib.kth.se/uppslagsverk/encyklopedi/enkel/hansan [02 May 2019]
13. Nationalencyklopedin, “osmundsmide”.
http://www.ne.se.focus.lib.kth.se/uppslagsverk/encyklopedi/lång/osmundsmide [2019-04-26]
14. Bosse Sundelin “Medeltida hyttdrift av nutida hyttdrängar” http://www.jarnetpalapphyttan.se/
[2019-05-02]
15. Efunda “Diffusion Treatment Hardening”
http://www.efunda.com/processes/heat_treat/hardening/diffusion.cfm [28 April 2019]
16. The Free Dictionary “Carburizing of Steel”
http://encyclopedia2.thefreedictionary.com/Carburizing+of+Steel [2019-04-28]
17. Nationalencyklopedin, “färskning”.
http://www.ne.se.focus.lib.kth.se/uppslagsverk/encyklopedi/enkel/färskning [2019-04-26]
18. Gert Magnusson, Discussions and mail correspondence. 2019-04-24
19. Riksarkivet A.Plitz ”Peder Månsson”. https://sok.riksarkivet.se/sbl/mobil/Artikel/8088 [26 April
2019]
20. Tribonet “Vickers Hardness Calculation – Vickers Hardness Test and Formula”
http://www.tribonet.org/hardness-calculation-vickers-indenter/ [09 May 2019]
21. Vickers image https://www.engineeringclicks.com/vickers-hardness-test/ [25 May 2019]
22. Nano science instruments “Scanning Electron Microscopy”
https://www.nanoscience.com/techniques/scanning-electron-microscopy/ [03 May
2019]

TRITA ITM-EX 2019:522
www.kth.se
Related Documents











