Forest Laboratories IPPC Licence Application Attachment D Forest Laboratories IPPC Licence Application Attachment D – Infrastructure & Operation For inspection purposes only. Consent of copyright owner required for any other use. EPA Export 17-02-2011:03:35:26

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Forest Laboratories IPPC Licence Application Attachment D
Forest Laboratories IPPC Licence Application Attachment D – Infrastructure & Operation
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:26

Forest Laboratories IPPC Licence Application Attachment D
Contents
Attachment D.1 – Operational Information Attachment D.1.A – A description of the plant methods, processes, ancillary processes, abatement, recovery and treatment systems, and operating procedures for the activity carried out at Forest Laboratories Attachment D.1.B – Process Flow Attachment D.1.C – Map of Operational Facilities Attachment D.1.D – Process Water Layout Attachment D.1.E – Process Water Abatement
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:26

Forest Laboratories IPPC Licence Application Attachment D.1.A
Forest Laboratories IPPC Licence Application Attachment D.1.A – A description of the plant methods, processes, ancillary processes, abatement, recovery and treatment systems, and operating procedures for the activity carried out at Forest Laboratories
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:26

Forest Laboratories IPPC Licence Application Infrastructure & Operation
1
Attachment No. D1. Operational Information
D1.A. Review of Site Activities
Forest Laboratories is comprised of 2 no. buildings; Building 1 and Building 2 within Clonshaugh Industrial Estate, both of which are FDA approved. Building 1 and Building 2 are located within the IDA Business and Technology Park. The original plant; Building No. 1, which had its planning permission granted in 1978 at the Clonshaugh Industrial Estate, was occupied by Forest Laboratories in 1994 for the production of pharmaceutical products in the form of granules, tablets and capsules. Planning permission for a change in use from an existing factory to pharmaceutical manufacturing along with internal refurbishment and storage extension was submitted in 1993 along with an Environmental Impact Statement (EIS), which was requested by Dublin Corporation. A number of expansions have occurred since then. The second plant, Building No. 2 is located to the northwest of Building 1 in the Industrial Estate. Dublin City Council granted planning permission to Forest Laboratories for the change of use of an existing industrial facility to a pharmaceutical processing Building in 2005 (Ref: P/1591/05). The activities at both sites comprise of weighing, mixing, granulation, coating and tabletting. The operations at both sites are physical/mechanical and involve no chemical synthesis.
D1.B. Process Unit Operations
The table below presents a description of the various process unit operations, aspects of these operations that cause emissions and process control. All process operations are conducted in strict compliance with Good manufacturing Practice (GMP). Good Manufacturing Practice is that part of Quality Assurance which ensures that products are consistently produced and controlled to the quality standards appropriate to their intended use and as required by the product specification or the relevant regulatory bodies e.g. FDA or IMB. Standard Operating Procedures are followed for each stage of every batch of product and records are kept for all critical parameters e.g. Batch Manufacturing Records (BMR’s).
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:26

Forest Laboratories IPPC Licence Application Infrastructure & Operation
2
Process Description Emissions Control 1. Weighing of Raw Materials
Raw materials are dispensed and weighed within designated rooms using calibrated scales. All materials usage is recorded using our ERP software (SAP).
§ All process rooms are supplied with conditioned air, which exhausts to atmosphere.
§ Spillages of powder do occur.
§ Floors and walls are regularly washed
§ When in use, a relative negative pressure is maintained within all process rooms to ensure that any airborne contamination is contained within the room. All room air passes through hepa filters. In the event of a power loss or failure of equipment, all operations stop.
§ Powder spillages are cleaned with a vacuum cleaner. Dry waste is stored and later sent out for incineration.
§ Floor washings are released into the process drains which feed into the effluent mixing tank. (The pH of water effluent is monitored and controlled. Samples of effluent are analysed every month)
2. Blending of Raw Materials
Blending is done in designated process rooms using one of two types of equipment:
§ Y-cone blenders (10 cu.ft or 20 cu.ft)
§ Matcon IBC blender using 2,000-litre IBCs
§ Spillages of powder do occur.
§ Floors and walls are regularly washed.
§ Powder spillages are cleaned with a vacuum cleaner. Dry waste is stored and later sent out for incineration.
§ Floor washings are released into the process drains which feed into the effluent mixing tank.
3. Milling & Sieving
Milling may be carried out at various stages of processes using either: § Russell Finex sieve
§ Frewitt oscillating mill
§ Cone mill
The purpose of this step is to remove any foreign material or lumps and to ensure the product is of a
§ Spillages of powder may occur.
§ Floors and walls are regularly washed.
§ Powder spillages are cleaned with a vacuum cleaner. Dry waste is stored and later sent out for incineration.
§ Floor washings are released into the process drains which feed into the effluent mixing tank.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:26

Forest Laboratories IPPC Licence Application Infrastructure & Operation
3
Process Description Emissions Control consistent particle size. Different mesh sizes are used depending on the product. Mills and sieves are usually mobile equipment but are always used within a designated process room.
4. Granulation Drying Some processes require that the ingredients are granulated to allow compression into tablets. This may be done in one of two ways, depending on the product:
§ A High Shear Mixer Granulator (HSMG) in which powders are dry-mixed before a granulation solution is added to create a moist sludge.
§ In side a Fluid Bed Drier in which the granulation solution is sprayed on the fluidized powders.(see below)
A HSMG is a chamber with a top-opening lid in which there is bottom-entry agitator and a high speed side-entry agitator. The solution used may be aqueous or solvent. While the operation is largely enclosed there may be some dust or solvent emissions during loading or discharge. These are captured using local exhaust. This equipment is used in conjunction with a fluid bed drier and is used in the same process room. There are three HSMGs at Forest.
§ If a non-aqueous solvent (ethanol) is used to
make the granulation solution, a local exhaust is used to capture any stray emissions during mixing and unloading of the HSMG.
§ Floor washings are released into the process drains which feed into the effluent mixing tank.
§ Any non-aqueous emissions are exhausted through the local exhaust and are not treated.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:26

Forest Laboratories IPPC Licence Application Infrastructure & Operation
4
Process Description Emissions Control 5. Fluid Bed Drying
Fluid bed driers (FBD) are used in one of three ways:
§ To dry a wet granulation mix from a HSMG
§ To granulate a powder mix, as in #4 above, and dry the granulation at the same time
§ To produce beads coated with active ingredients and other materials (‘Wurster’ process). These are usually controlled-release products that are later filled into capsules.
The equipment consists of a central chamber into which the materials are placed. Conditioned air is forced through the bed of materials causing it to fluidise and dry. The exhaust air passes through a filter above the chamber and later through additional finer filters to remove any dust before exhausting to atmosphere. If the solvent used is not water, further treatment may be required using a Regenerative Thermal Oxidiser (RTO). There are three Fluid Bed Driers at Forest:
§ Fluid Air 0300
§ Fluid Air 0500
§ Glatt 120
§ Spillages of powder may occur.
§ Floors and walls are regularly washed.
§ Air is exhausted from the air handling equipment associated with the FBDs.
§ A non-aqueous solvent (ethanol) may be used to dissolve the ingredients used in the process.
§ Powder spillages are cleaned with a vacuum cleaner. Dry waste is stored and later sent out for incineration.
§ Floor washings are released into the process drains which feed into the effluent mixing tank.
§ The exhaust air from the process passes through high efficiency filters to remove any dust before exhausting to the atmosphere.
§ As Ethanol emissions are expected to be in excess of 10 tonnes per annum a Regenerative Thermal Oxidiser (RTO) will be installed to treat this emission. (The RTO is due to be installed in August 2010 ahead of commercial production).
6. Compression
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:26

Forest Laboratories IPPC Licence Application Infrastructure & Operation
5
Process Description Emissions Control Tablets are produced by compressing blended materials on one of a variety of compression machines:
§ Manesty BB4 (3 no.)
§ Manesty Rotapress (3 no.)
§ Manesty Xpress (3 no.)
§ Korsch XL400 (2 no.)
Each type of tablet is differs in dimensions, weight and logo imprinted on the surface.
§ Some dust is generated on the machine during the compression process.
§ Spillages of powder may occur.
§ Floors and walls are regularly washed.
§ Dust from the machines is drawn off by the central dust extractors and captured by the filtration system. This is later removed from the dust extractors and sent out for incineration.
§ Powder spillages are cleaned with a vacuum cleaner. Dry waste is stored and later sent out for incineration.
§ Floor washings are released into the process drains which feed into the effluent mixing tank.
7. Encapsulation
Some products (powders and beads) are filled into gelatin capsules using one of two machines:
§ Bosch GKF 701 encapsulator and KKE 2500 weigh checker
§ Bosch GKF 2500 and weigh checker.
§ Spillages of powder may occur.
§ Floors and walls are regularly washed.
§ Powder spillages are cleaned with a vacuum cleaner. Dry waste is stored and later sent out for incineration.
§ Floor washings are released into the process drains which feed into the effluent mixing tank.
8. Film Coating In many cases tablets are coated with a thin film to protect the tablet and give it a colour. This done by spraying an aqueous dispersion on to the tablet cores while they rotate inside an enclosed drum. The drum is perforated allowed controlled air to pass through and dry the tablets as they are sprayed.
§ Spillages of powder or film-coat dispersion may occur.
§ Air is exhausted from the air handling equipment associated with the film coaters..
§ Powder spillages are cleaned with a vacuum cleaner. Dry waste is stored and later sent out for incineration.
§ Floor washings are released into the process drains which feed into the effluent mixing tank.
§ The exhaust air from the process passes through filters to remove any dust before
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:26

Forest Laboratories IPPC Licence Application Infrastructure & Operation
6
Process Description Emissions Control This process is done using: § Manesty XL cota 300 (6 no.)
§ Manesty Accelacota 150 (1 no.)
exhausting to the atmosphere.
§ (Non-aqueous solvents are not used.)
9. Powder Conditioning A dedicated conditioning chamber is used to alter the moisture content of Hydroxy Propyl Methyl Cellulose (HPMC). The HPMC powder is layered on to trays and placed inside the chamber where it is exposed to warm and moist air for an extended time. It is later dried to remove excess moisture. The powder is blended and weighed into drums for export.
§ Spillages of powder may occur.
§ Floors and walls are regularly washed.
§ Air is exhausted from the conditioning chamber.
§ Powder spillages are cleaned with a vacuum cleaner. Dry waste is stored and later sent out for incineration.
§ Floor washings are released into the process drains which feed into the effluent mixing tank.
§ Air from the conditioning chamber does not contain any dust.
10. Dry Powder Inhaler Production Dedicated production equipment within a dedicated suite of rooms is used to manufacture dry powder inhaler (DPI) devices. The suite of rooms is maintained as a Class D cleanroom with restricted access. Powders are weighed within a self-contained weigh booth (no emissions) and blended and sieved in dedicated equipment. From Bohle. The blend is filled into cartridges, which are then placed in devices on a custom-built filling and packaging line.
§ Spillages of powder may occur.
§ Floors and walls are regularly washed.
§ Some air is exhausted from the air handling equipment.
§ While all other process rooms have a relative negative pressure, this suite of rooms requires a cascade of relatively higher pressures keep contamination out and achieve Cleanroom status.
§ Powder spillages are cleaned with a vacuum cleaner. Dry waste is stored and later sent out for incineration.
§ Floor washings are released into the process drains which feed into the effluent mixing tank.
§ Room air passes through hepa filters.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:26

Forest Laboratories IPPC Licence Application Infrastructure & Operation
7
The following commercial products are produced at the facilities:
§ Lexapro (Central Nervous System)
§ Namenda (Central Nervous System)
§ Bystolic (Cardiovascular)
§ Savella -Milnacipran (Cardiovascular)
§ Celexa (Central Nervous System)
Plant utilities
Site utilities are as follows: § Mains water (Dublin City Council) § Natural Gas (Bord Gais) § Electricity (Electricity Supply Board)
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:26

Forest Laboratories IPPC Licence Application Infrastructure & Operation
8
D1.B.1 Lexapro
Lexapro is a central nervous system product; an antidepressant used to treat major depressive disorder and generalized anxiety disorder. The active ingredient is Escitalopram Oxalate. Lexapro is produced in three tablet strengths – 5mg, 10mg and 20mg. Lexapro tablets are film-coated, round tablets containing Escitalopram Oxalate in strengths equivalent to 5mg, 10mg and 20mg escitalopram base. The 10mg and 20mg tablets are scored. All tablets are imprinted with “FL” on one side and the tablet strength on the other side. Figure D.1 below outlines the Lexapro Tablet Process Flow.
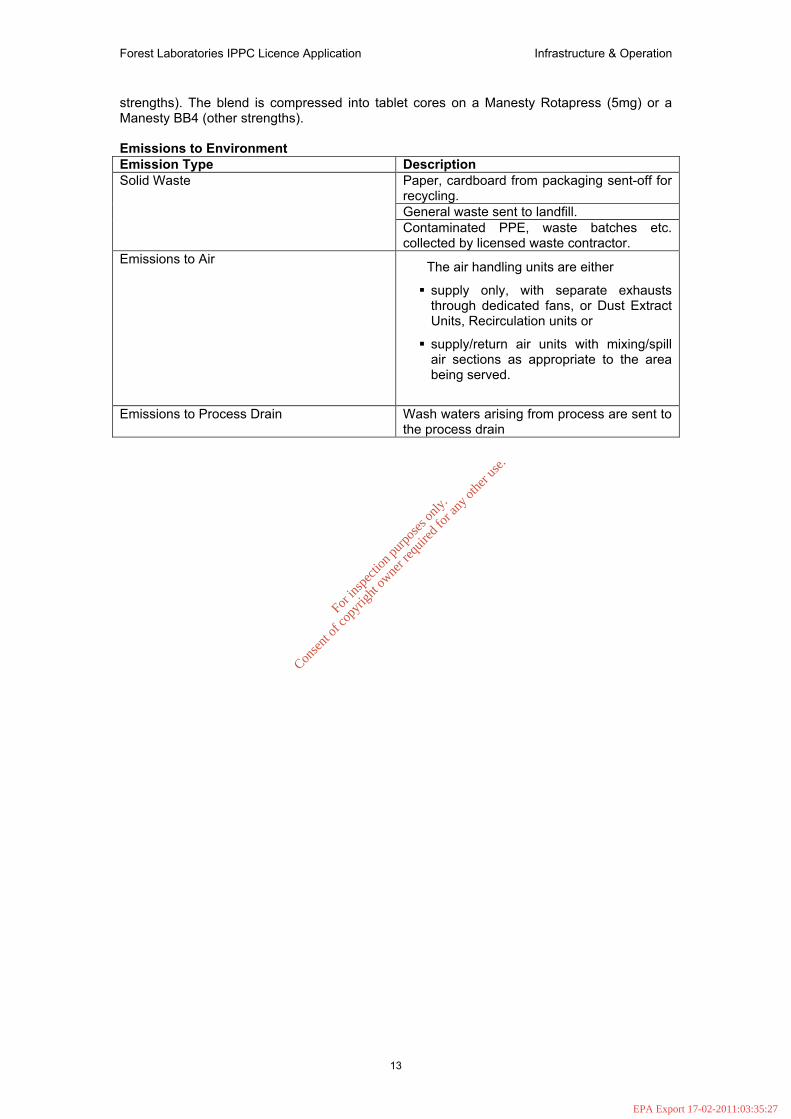
Raw materials are weighed and are then passes through a Russell Finex screen using a vacuum transfer system and mixed together in a 10-cu.ft. The blending process depends on the tablet strength, with a Y-Cone blender utilised for the 5mg process or a 2000-litre Matcon IBC blender utilised for the 10mg and 20mg process. The blend is compressed into tablet cores on a Manesty BB4 (5mg) or a Manesty Rotapress or Xpress (10mg and 20mg). The tablet cores are film coated in an Accelacota 150 (5mg) or an Accelacota 300 (10mg and 20mg). The film coating process uses an aqueous solution. Emissions to Environment Emission Type Description Solid Waste Paper, cardboard from packaging sent-off for
recycling. General waste sent to landfill. Contaminated PPE, waste batches etc. collected by licensed waste contractor.
Weighing of Ingredients
Blending of Raw Materials
Compression into Tablets
Film Coating of Tablet Cores
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:26

Forest Laboratories IPPC Licence Application Infrastructure & Operation
9
Emissions to Air The air handling units are either
§ supply only, with separate exhausts through dedicated fans, or Dust Extract Units, Recirculation units or
§ supply/return air units with mixing/spill air sections as appropriate to the area being served.
Emissions to Process Drain Wash waters arising from process are sent to
the process drain
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

Forest Laboratories IPPC Licence Application Infrastructure & Operation
10
D1.B.2 Namenda Namenda is also a central nervous system product; for the treatment of Alzheimer's disease. The active ingredient is Memantine Hydrochloride. Namenda is produced for oral administration in two tablet strengths - 5mg and 10mg. The tablets are capsule shaped and are film-coated. The 5mg tablets are tan in colour, while the 10mg tablets are gray. Both have “FL” imprinted on one side and the strength of the tablet (in mg) on the other side. The tablets also contain the following inactive ingredients: microcrystalline cellulose/colloidal silicon dioxide, talc, croscarmellose sodium, and magnesium stearate. In addition the following inactive ingredients are also present as components of the film coat: hypromellose, titanium dioxide, polyethylene glycol 400, FD&C yellow #6 and FD&C blue #2 (5 mg tablets), and hypromellose, titanium dioxide, macrogol/polyethylene glycol 400 and iron oxide black (10 mg tablets). Figure D.2 below outlines the Namenda Tablet Process Flow.
The Raw materials are weighed, and after weighing are passed through a Russell Finex screen using a vacuum transfer system and mixed together in a 20-cu.ft. The blending process depends on the tablet strength, with a Y-Cone blender utilised for the 5mg process and a 2000-litre Matcon IBC blender utilised for the 10mg process. The blend is compressed into tablet cores on a Manesty BB4 (5mg) or a Manesty Rotapress or Xpress (10mg). The tablet cores are film coated in an Accelacota 300. The film coating process uses an aqueous solution. Emissions to Environment Emission Type Description Solid Waste Paper, cardboard from packaging sent-off for
recycling. General waste sent to landfill. Contaminated PPE, waste batches etc. collected by licensed waste contractor.
Weighing of Ingredients
Blending of Raw Materials
Compression into Tablets
Film Coating of Tablet Cores
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

Forest Laboratories IPPC Licence Application Infrastructure & Operation
11
Emissions to Air The air handling units are either
§ supply only, with separate exhausts through dedicated fans, or Dust Extract Units, Recirculation units or
§ supply/return air units with mixing/spill air sections as appropriate to the area being served.
Emissions to Process Drain Wash waters arising from process are sent to
the process drain
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

Forest Laboratories IPPC Licence Application Infrastructure & Operation
12
D1.B.3 Bystolic Bystolic is a cardiovascular product used for the treatment of hypertension. The active ingredient is Nebivolol Hydrochloride. Bystolic is available as tablets for oral administration, with four tablet strengths - 2.5mg, 5mg, 10mg and 20mg. The tablets are triangular shaped, biconvex, unscored and are differentiated by colour and imprinted on one side and the number of mg (tablet strength) on the other side. The tablets contain the following inactive ingredients: colloidal silicon dioxide, croscarmellose sodium, D&C Red #27 lake, FD&C Blue #2 lake, FD&C Yellow #6 lake, hypromellose, lactose monohydrate, magnesium stearate, microcrystalline cellulose, pregelatinized starch, polysorbate 80 and sodium lauryl sulphate. Figure D.3 below outlines the Bystolic Tablet Process Flow.
Raw materials are weighted and then are milled with a Quadro Comil U20 cone mill and pre-blended in a 20-cu.ft. Y-cone blender (5mg) or a 10 cu.ft. Y-cone blender (other strengths). An aqueous granulation solution is made up in a stainless steel vessel. The product is granulated and dried using a top-spray process in a Fluid Air 0500 fluid bed drier (5mg) or a Fluid Air 0300 fluid bed drier (other strengths). The dried granulate is passed through a Quadro Comil cone mill model U20 or U30. The granulate and additional raw materials are passed through a Russell Finex screen using a vacuum transfer system and mixed in a 2000-litre Matcon IBC blender (5mg) or a 20-cu.ft. Y-Cone blender (other
Weighing of Ingredients
Pre-blending and milling of Raw Materials
Granulation and Drying
Milling of Granulate
Manufacture of Granulation Solution
Blending with additional material
Compression into Tablets
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27
Forest Laboratories IPPC Licence Application Infrastructure & Operation
13
strengths). The blend is compressed into tablet cores on a Manesty Rotapress (5mg) or a Manesty BB4 (other strengths). Emissions to Environment Emission Type Description Solid Waste Paper, cardboard from packaging sent-off for
recycling. General waste sent to landfill. Contaminated PPE, waste batches etc. collected by licensed waste contractor.
Emissions to Air The air handling units are either
§ supply only, with separate exhausts through dedicated fans, or Dust Extract Units, Recirculation units or
§ supply/return air units with mixing/spill air sections as appropriate to the area being served.
Emissions to Process Drain Wash waters arising from process are sent to
the process drain
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

Forest Laboratories IPPC Licence Application Infrastructure & Operation
14
D1.B.4 Savella - Milnacipran
Savella is central nervous system product for the treatment of Fibromyalgia. The active ingredient in Savella is Milnacipran Hydrochloride. Savella is available for oral administration as film-coated tablets containing 12.5mg, 25mg, 50mg and 100mg milnacipran hydrochloride. The physical appearances of the tablets vary in colour and shape depending on the tablet strength. The 12.5 mg tablet is a blue, round film-coated tablet, imprinted with “F” on one side and “L” on the reverse. The 25mg tablet is a white, round film-coated tablet, imprinted with “FL” on one side and the strength in mg on the reverse. The 50mg tablet is a white, oval shaped film-coated tablet, imprinted with “FL” on one side and the strength in mg on the reverse. The 100mg tablet is pink, oval shaped film-coated tablet, imprinted with “FL” on one side and the strength in mg on the reverse. Each tablet also contains dibasic calcium phosphate, povidone, carboxymethylcellulose calcium, colloidal silicon dioxide, magnesium stearate and talc as inactive ingredients.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

Forest Laboratories IPPC Licence Application Infrastructure & Operation
15
Figure D.4 below outlines the Savella Tablet Process Flow.
Raw materials are weighed and then are added to a GEA Aeromatic-Fielder PMA 800 high shear granulator and granulated with an aqueous solution. The wet granulation is passed through a Frewitt mill and dried in a Fluid Air 0500 fluid bed drier. The dried granulation is milled through a Quadro Comil model U20 or U30 cone mill. The milled granulate and additional raw materials are mixed in a 2000-litre Matcon IBC blender for the 50mg and 100mg tablet strength. The 12.5mg and 25mg tablet strength utilise a Y-Cone blender for mixing the milled granulate and additional raw materials. The blend is compressed into tablet cores on a Manesty Rotapress (50mg and 100mg) or a Manesty BB4 (12.5mg and 25mg). The tablet cores are film coated in an Accelacota 150 (12.5mg and 25mg) or an Accelacota 300 (50mg and 100mg). The film coating process uses an aqueous solution. Emissions to Environment Emission Type Description Solid Waste Paper, cardboard from packaging sent-off for
recycling. General waste sent to landfill.
Weighing of Ingredients
Manufacture of Granulation
Granulation Wet Milling
Granulation Drying
Manufacture of Granulation Solution
Blending with additional material
Compression into Tablets
Film coating of Tablet Cores
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

Forest Laboratories IPPC Licence Application Infrastructure & Operation
16
Contaminated PPE, waste batches etc. collected by licensed waste contractor.
Emissions to Air The air handling units are either
§ supply only, with separate exhausts through dedicated fans, or Dust Extract Units, Recirculation units or
§ supply/return air units with mixing/spill air sections as appropriate to the area being served.
Emissions to Process Drain Wash waters arising from process are sent to
the process drain
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

Forest Laboratories IPPC Licence Application Infrastructure & Operation
17
D1.B.5 Celexa
Celexa is a central nervous system product used for the treatment of depression. The active ingredient of this antidepressant is Citalopram Hydrobromide (HBr). Celexa is produced in three tablet strengths – 10mg, 20mg, and 40mg. Celexa 10 mg tablets are beige; oval, film-coated tablets containing citalopram HBr in strengths equivalent to 10 mg citalopram base. Celexa 20 mg (pink) and 40 mg (white) tablets are oval, film-coated, scored tablets containing citalopram HBr in strengths equivalent to 20 mg or 40 mg citalopram base. The tablets also contain the following inactive ingredients: copolyvidone, corn starch, crosscarmellose sodium, glycerin, lactose monohydrate, magnesium stearate, hypromellose, microcrystalline cellulose, polyethylene glycol, and titanium dioxide. Iron oxides are used as coloring agents in the beige (10 mg) and pink (20 mg) tablets. Figure D.5 below outlines the Celexa Tablet Process Flow.
Weighing of Ingredients
Manufacture of Granulation
Granulation Wet Milling
Granulation Drying
Manufacture of Granulation Solution
Blending with additional material
Compression into Tablets
Film coating of Tablet Cores
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

Forest Laboratories IPPC Licence Application Infrastructure & Operation
18
Raw materials are first weighted. The materials are added to a GEA Aeromatic-Fielder PMA model 300 (10mg and 40mg) or model 800 (20mg) high shear granulator and granulated with an aqueous solution. The wet granulation is passed through a Frewitt mill and dried in a Fluid Air model 0300 (10mg and 40mg) or model 0500 (20mg) fluid bed drier. The dried granulation is milled through a Frewitt mill. The milled granulate and additional raw materials are mixed in a 10-cu.ft. Y-Cone blender for the 10mg tablet strength or a 20-cu.ft. Y-cone blender for the 40mg tablet strength. The milled granulate and additional raw materials are mixed in a 2000-litre Matcon IBC blender for the 20mg tablet strength. After blending with additional materials, the blend is compressed into tablet cores on a Manesty Rotapress (20mg) or a Manesty BB4 (10mg and 40mg). The tablet cores are film coated in an Accelacota 150 (10mg) or an Accelacota 300 (20mg and 40mg). The film coating process uses an aqueous solution. Emissions to Environment Emission Type Description Solid Waste Paper, cardboard from packaging sent-off for
recycling. General waste sent to landfill. Contaminated PPE, waste batches etc. collected by licensed waste contractor.
Emissions to Air The air handling units are either
§ supply only, with separate exhausts through dedicated fans, or Dust Extract Units, Recirculation units or
§ supply/return air units with mixing/spill air sections as appropriate to the area being served.
Emissions to Process Drain Wash waters arising from process are sent to
the process drain
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

Forest Laboratories IPPC Licence Application Infrastructure & Operation
19
In addition to the above current commercial products, there are also a number of pipeline products, all of which will be produced in Building No. 2:
§ DPI
§ Cariprazine (will be produced in Building No.1)
§ Levo-Milnacipran
§ Linaclotide
§ Mamantime MR
Current operations use solvents less than the threshold for IPPC licensing, which is greater than 10 tonnes of solvent per year.
The future introduction of the above pipeline products, in particular the production of Levo-Milnacipran will involve the use of a new process at the facility. This new process will involve the result in greater use of the solvent, ethanol in the future. In order to minimise the impact of releases of solvent to atmosphere, it is proposed to abate the emissions through installation of a Regenerative Thermal Oxidiser (RTO). The process flow and description of the pipeline product, Levo-Milnacipran is outlined below. The process flow for pipeline products are included in Attachment D.1.B.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

Forest Laboratories IPPC Licence Application Infrastructure & Operation
20
D1.B.6 Levo-Milnacipran
Levomilnacipran is an antidepressant and the active ingredient is Milnacipran Hydrochloride. It is produced in one common bead strength and filled into four capsule strengths. Figure D.6 below outlines the LevoMilnacipran Capsule Process Flow.
The proposed process for product consists of the mixing of pharmaceutical ingredients with ethanol in a sealed vessel. On completion of the mixing the waste ethanol will be emitted through a thermal oxidiser. Sugar spheres are coated and dried in a Glatt 120 fluid bed drier using a Wurster process. All of the ethanol is dried off the beads. It is proposed to eliminate the ethanol by feeding the exhaust through a Regenerative Thermal Oxidiser before emitting to the atmosphere. The dry beads are sieved through a Russell Finex sieve. A coating solution is manufactured using 372kg of Ethanol USP. The sieved beads are re-loaded into the Glatt 120 fluid bed drier and the coating solution is applied using a Wurster process. All of the ethanol is dried off the beads and the exhaust passed through the RTO before emitting to the atmosphere. The dry beads are sieved through a Russell Finex sieve.
Weighing of Ingredients
Drug Layering Process Manufacture of Drug Dispersion
Encapsulation
Manufacture of Coating Solution
Sustained Release Process
Sieving of Beads
Sieving of Beads
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

Forest Laboratories IPPC Licence Application Infrastructure & Operation
21
The beads are filled into capsules using a Bosch GKF2500 encapsulations machine to produce 20mg, 40mg, 60mg or 80mg capsule strengths. Projected sales of the finished product suggest ethanol usage will be about 30,000kg per year initially and rising to 120,000kg per year as sales increase. This quantity of solvent usage is greater than 10 tonnes of solvent per year and as such requires an Integrated Pollution Prevention and Control (IPPC) licence from the Environmental Protection Agency (EPA). To date only a small number of development and stability batches have been manufactured. Commercial production of this product will not commence until about 2012. Emissions to Environment Emission Type Description Solid Waste Paper, cardboard from packaging sent-off for
recycling. General waste sent to landfill. Contaminated PPE, waste batches etc. collected by licensed waste contractor.
Emissions to Air The air handling units are either
§ supply only, with separate exhausts through dedicated fans, or Dust Extract Units, Recirculation units or
§ supply/return air units with mixing/spill air sections as appropriate to the area being served.
Emissions to Process Drain Wash waters arising from process are sent to
the process drain
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

Forest Laboratories IPPC Licence Application Infrastructure & Operation
22
D.1.C.1 Ancillary Processes
D.1.C.1.A Laboratory Activities
The laboratory activities carried out at Forest Laboratories fall under the function of the Quality control (QC) Department. The QC department is responsible for the analytical testing and general laboratory activities. The role of the laboratory is to carry out chemical testing associated with tablet, capsule and granule manufacture, and testing is carried out at all stages of production: Raw Material Testing: Raw materials consisting of active drugs and excipients, are tested prior to being used in manufacture. Methods may include U.V. Spectrophotometry, IR spectrophotometry, “Wet” chemistry, polarimetry, TLC, HPLC, GLC and particle size analysis. Finished Product and Stability Testing: Finished products must be checked for physical and chemical parameters such as dissolution rate and purity and composition before being released for sale. Methods are predominately HPLC and GC.. In-Process Testing: In-process testing of preset parameters typically physical parameters and potency. Other laboratory activities include instrument calibration, validation and technical support. Emissions to Environment Emission Type Description Solid Waste Paper, plastic, cardboard sent off-site for
recycling. General waste sent to landfill Laboratory glass and vials sent off-site for incineration by approved waste contractor Expired Chemicals sent off-site for incineration by approved waste contractor. Any other haz waste materials sent off-site for incineration by approved waste contractor,
Emissions to Air Minimal fugitive emissions from chemical use in the laboratory fumehoods.
Emissions to Process Drain None. D.1.C.1.B Canteen (Is this applicable)
The activities of the facility restaurant service comprises preparing, cooking and serving food and post service operations such as washing, cleaning. The canteen facility consists of § storage room for food storage,
§ washroom for cleaning/washing operations,
§ preparatory area for food preparation and cooking,
§ serving area where food is served
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

Forest Laboratories IPPC Licence Application Infrastructure & Operation
23
§ dining area for food consumption.
Emissions to Environment Emission Type Description Solid Waste Plastic bottles, drink cans, glass, Paper,
Cardboard, sent off-site for recycling General waste such as food waste, contaminated food packaging are sent to landfill Waste cooking oil is collected in dedicated containers and collected by an approved waste contractor where it is recycled.
Emissions to Air Steam and vapour from ovens, cooking operations.
Emissions to Process Drain Cleaning agents such as diluted detergents and sanitizing agents are sent to drain. Liquid food wastes are sent to process drain.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

Forest Laboratories IPPC Licence Application Infrastructure & Operation
24
D.1.D.1 Abatement, Treatment and Control Systems
Air Abatement
Air Handling Units within Buildings 1 and 2 provide space heating, cooling and humidity requirements for production and general areas as required. The Air Handling Units are, typically, constant volume units and comprise of steam/lthw heating batteries, chilled water Cooling coils, Panel Filters, Bag filters, supply fan, return air fan, steam Humidifier and access sections. The air-handling units are either Supply only, with separate exhausts through dedicated fans, or Dust Extract Units, Recirculation units or supply/return air units with mixing/spill air sections as appropriate to the area being served.
Powder containment is controlled via the maintenance of room differential pressures with Dust Extract Units (DEU’s) capturing any fugitive dust emissions to atmosphere. Dust Extract Units are fitted with EU9 cartridge filters. Filter differential pressures are routinely monitored and changed out as per supplier and equipment manufacturer requirements.
Regenerative Thermal Oxidiser: Forest Laboratories propose to develop a new process at the facility, which will result in greater use of the solvent, ethanol in the future. In order to minimise the impact of releases of solvent to atmosphere, it is proposed to abate the emissions through installation of a Regenerative Thermal Oxidiser (RTO). The proposed process consists of the mixing of pharmaceutical ingredients with ethanol in a sealed vessel. On completion of the mixing the waste ethanol will be emitted through a thermal oxidiser. The process has been outlined above in Section D.1.B.6 for the pipeline product Levo-Milnacipran. The proposed thermal oxidiser will be installed on the existing Forest Laboratories Building No. 2 site. The stacks associated with the RTO will not exceed the height of existing stacks at the facility, resulting in no additional visual impact from the facility. There will be no requirement for additional storage capacity at the facility as all solvent will be stored in existing bunded areas. The quantity stored at any time will not exceed 4000 litres. Existing safety and emergency procedures will be updated to reflect the increased storage of solvent and staff training will be included as part of the site Environmental Management System. The installation of the RTO will not have a significant impact on the environment. The only emission of significance will be to atmosphere. The impact of emissions to air has been assessed using an air dispersion model. In order to assess the emissions to air a detailed dispersion model was undertaken for the RTO and existing boilers, See Attachment I for details. A copy of the proposed Thermal Oxidiser specification is attached.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

Forest Laboratories IPPC Licence Application Infrastructure & Operation
25
Emissions to Sewer Abatement Forest Laboratories holds a licence to discharge trade effluent (Ref Number: LDS 1-94) to a sewer. The process effluent is comprised of washings from the pharmaceutical processes, which contribute mainly to BOD and COD. Process wastewaters from Building No. 1 arise from the cleaning of plant equipment and vessels, in addition to laboratory effluent, and wastewaters from hand washbasins, sinks and showers. These wastewaters are combined and are discharged to a holding tank before discharge to sewer. In Building No. 1, the holding tank has a capacity of 20,000 m3 with a facility for aeration and pH correction installed to continuously receive process effluent discharged by gravity. The holding tank also provides mixing of the treatment tank contents, which is necessary for pH control. The effluent is continuously agitated in the balancing tank by a submersible electric mixer. Aeration helps to reduce the BOD and COD values. A pH probe fitted in the tank monitors the pH of the incoming effluent and sends a signal to the pH controller at the control panel. The pH value in the balancing tank and the flume are recorded on a two-channel recorder. There is provision for both acid and alkali dosing through the pH meter via 2 Grosvenor-Diaphram type dosing pumps. The pumps are activated when a low pH value of 6.55 and a high pH value of 8.05 are recorded on the aquatronic meter. The process effluent discharges to a flume fitted with a pH monitor and a sampling pump (Emission point SE1). The treated effluent is sampled using an epic fixed site wastewater sampler, incorporating 24 sample bottles each capable of holding 500 ml. The automatic sampler is operated by a pulse or pulses from the flowmeter. Two pulses from the flowmeter will initiate a sample i.e. one sample per M3 of effluent. The treated effluent arising at the building is discharged into the local authority sewer, located in the Estate Roadway in Clonshaugh Industrial Estate. Effluent is discharged to the foul drain, which flows easterly to the sanitary authority sewer. Domestic effluent arising from employees will discharge to sewer separately from the process effluent discharge. Domestic and process effluent discharge, both connect to the foul sewer line. The process effluent line after treatment joins with the foul drain behind the building near the storage area. The domestic effluent line joins the sewer downstream of the discharge from the process effluent holding tank. The process water drawing and flow diagram for Building No. 1 is included in Attachment D.1.D and D.1.E. Similarly, in Building No. 2, the process effluent arising from pharmaceutical processes is discharged to a holding tank. This holding tank is located at the rear of the Building No. 2. All process drainage is contained in stainless steel piping and discharged on-site to the holding/balance tank. This holding tank has a capacity of 20,000 m3. A pH probe in the balance tank measures the acidity/alkalinity of the process effluent. The pH of the effluent is adjusted if the pH level is outside of the range 4-9 by adding sulphuric acid or caustic soda to neutralise the effluent. The effluent system is monitored by the BMS system. The neutralised effluent is discharged through a reinforced concrete measuring flume where the quantity of effluent is measured and samples are taken and submitted for testing of parameters (Emission point SE2). The effluent is then discharged under gravity to the local authority foul sewerage system. The balance tank, measuring flume and other control system details are provided in Attachment D.1.D and D.1.E.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

Forest Laboratories IPPC Licence Application Attachment D.1.B
Forest Laboratories IPPC Licence Application Attachment D.1.B – Process Flow
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

LAS 34273 DPI Blend Process
Add CapsuLac 60 INH Sublot 1
Aclidinium Bromide CapsuLac 60 INH Sublot 2
Blend 20min @ 9rpm
Sieve 0.8mm screen @ 800rpm
Reconcile
Blend 60 min @ 9rpm
Add CapsuLac 60 INH Sublot 3
Blend 20min @ 9rpm
Sieve 0.8mm screen @ 800rpm
Blend 60 min @ 9rpm
Final Reconcile
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

Figure 1. Manufacture of the Drug Product
Powder for inhalation
Filling of the cartridge with powder for inhalation
Closing of the cartridge
Insertion of the cartridge into the inhalation device (Novolizer)
Closing the inhalation device with slide cover-S
Labeling
Wrapping with aluminum foil
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27
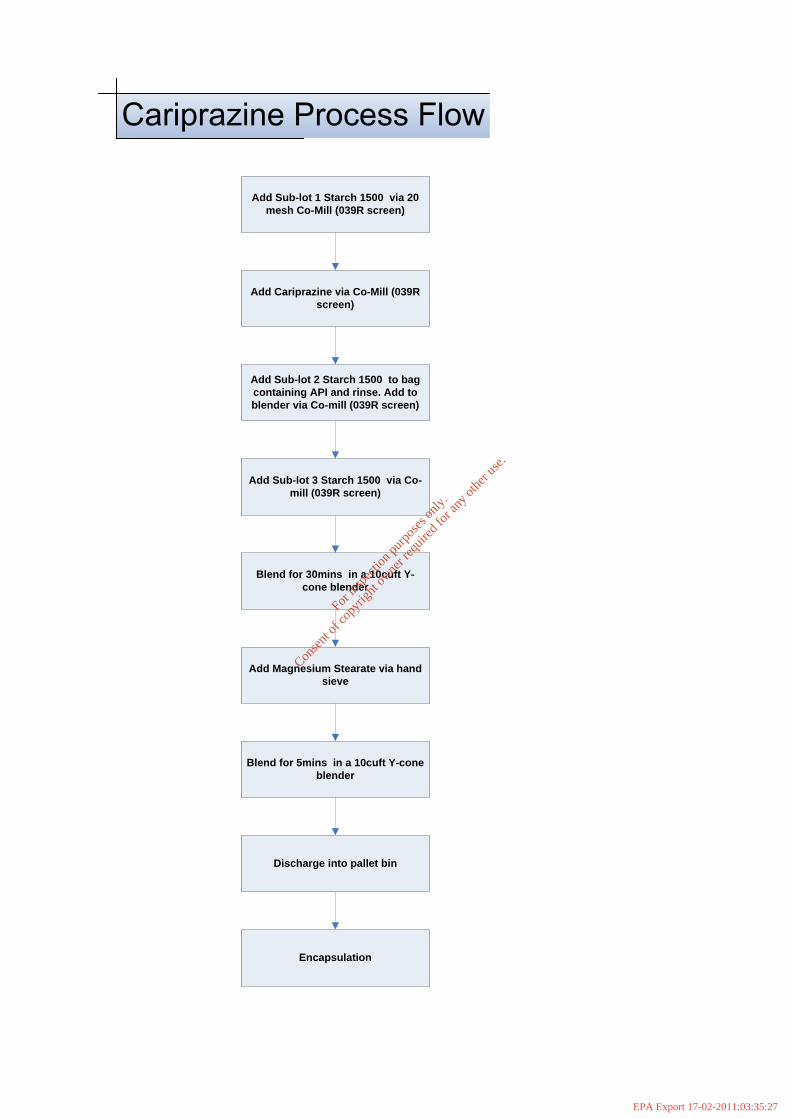
Add Sub-lot 1 Starch 1500 via 20 mesh Co-Mill (039R screen)
Blend for 30mins in a 10cuft Y-cone blender
Add Magnesium Stearate via hand sieve
Blend for 5mins in a 10cuft Y-cone blender
Discharge into pallet bin
Add Cariprazine via Co-Mill (039R screen)
Add Sub-lot 2 Starch 1500 to bag containing API and rinse. Add to blender via Co-mill (039R screen)
Add Sub-lot 3 Starch 1500 via Co-mill (039R screen)
Encapsulation
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

LINACLOTIDE CAPSULES PROCESS FLOW
Load Celpheres into Glatt GPCG120
Layer Celpheres with Final Drug Solution
Unload from Glatt GPCG120
Screen out oversize Beads through a 0.6mm screen= Linaclotide Beads
Encapsulation (based on assay of beads):
150mcg (Size 3 capsules) & 300mcg (Size 2 capsules) Capsules
Final Drug Solution: Batch Size …kg
Is a Combination of the Inactive Solution & the Drug Solution – see below.
Inactive Solution: Batch Size = ….kg
• Calcium Chloride • L-Leucine • Hydroxypropyl
Methylcellulose, USP (Methocel E5 Premium LV)
• Hydrochloric Acid • Purified Water
B
EA
D P
RO
CE
RSS
Drug Solution: Batch Size = ….kg
• Linaclotide • Hydrochloric Acid • Purified Water
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

MEMANTINE ER PROCESS FLOW
Memantine HCL Dispersion (4 Sublots) is made
20-25 Mesh Sugar spheres are layered with the dispersion of Memantine HCl (above) to give Memantine IR (Instant Release) beads
Surelease Dispersion is made & Opadry Clear Solution is made
Memantine IR Beads are coated with the Surelease dispersion, and then coated with the Opadry Clear Solution to give the final Memantine ER (Extended
Release) Beads
Memantine ER (Extended Release) Beads are encapsulated into 7, 14, 21 & 28mg
capsules
Memantine IR (Instant Release) beads BMRs BMR # Memantine IR Beads Development BMR (15243) 00152 Memantine Drug Dispersion Development BMR (15242) Memantine MR (Modified Release) Beads BMRs Memantine MR Beads Development BMR (15244) 00153 Surelease Development BMR (15245) 00154 Opadry Clear Development BMR (15246) Memantine MR Encapsulation BMRs 00155 Memantine ER 7mg Capsule BMR (11340) 00156 Memantine ER 14mg Capsule BMR (11341) 00157 Memantine ER 21mg Capsule BMR (11342) 00158 Memantine ER 28mg Capsule BMR (11343)
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

Forest Laboratories IPPC Licence Application Attachment D.1.C
Forest Laboratories IPPC Licence Application Attachment D.1.C – Map of Operational Facilities
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:27

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

Forest Laboratories IPPC Licence Application Attachment D.1.D
Forest Laboratories IPPC Licence Application Attachment D.1.D – Process Water Layout
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

CLO
NS
HA
UG
H IN
DU
STR
IAL E
STA
TE R
OA
D
TO CLONSHAUGH INDUSTRIAL ESTATE
---Overall D
rainage & W
atermain Layout
BU
ILDIN
G N
o.1 -C
lonshaugh Industrial Estate
Final Issue
1:1,000 @ A
3
MD
E0997
DG
0005F
01
Feb. '11P
. Chadw
ickC
. Reilly
D. B
yrne
CL
ON
SH
AU
GH
IND
US
TR
IAL
ES
TA
TE
Coolock,
Co. D
ublin
10mSCALE 1:1000
Clonshaugh
Industrial Estate
Bld 2
LOC
AT
ION
PLA
N - 1:15,000
Bu
ildin
g N
o.1
LE
GE
ND
Waterm
ains & H
ydrants
Surface W
ater Drainage
Foulsew
er Drainage
Process D
rainage
Bld 1
F01F
eb.'11F
inal IssueDBCR
PC
Draw
ing Num
ber
Draw
ing Status
Sheet S
ize
Client
Rev
Draw
ing Scale
Am
endment / Issue
No.
Project
Title
A3
/D
ateD
rawn B
yC
hecked By
Approved B
y
Date
App
MD
E0977D
G0005F
01.dwg
T
+353 1 4882900F
+353 1 2835676
W
ww
w.rp
sgro
up
.com
/ireland
Eireland@
rpsgroup.com
West P
ierB
usiness Cam
pusD
un LaoghaireC
o. Dublin, Ireland
1.Verifying Dim
ensions.The contractor shall verify dim
ensions against such otherdrawings or site conditions as pertain to this part of the work.
2.Existing Services.Any inform
ation concerning the location of existing servicesindicated on this drawing is intended for general guidance only. Itshall be the responsibility of the contractor to determ
ine and verifythe exact horizontal and vertical alignm
ent of all cables, pipes, etc.(both underground and overhead) before work com
mences.
3.Issue of Drawings.Hard copies, dwf and pdf will form
a controlled issue of thedrawing. All other form
ats (dwg, dxf etc.) are deemed to be an
uncontrolled issue and any work carried out based on these files isat the recipients own risk. RPS will not accept any responsibilityfor any errors arising from
the use of these files, either by human
error by the recipient, listing of un-dimensioned m
easurements,
compatibility issues with the recipient's software, and any errors
arising when these files are used to aid the recipients drawingproduction, or setting out on site.
NO
TE
S
4.Datum
:O
rdnance Survey Datum, M
alin Head
FO
RE
ST
LAB
OR
AT
OR
IES
IRE
LAN
D LT
D.
CLO
NS
HA
UG
H IN
D. E
ST
AT
E
LICE
NC
E P
ER
MIT
AP
PLIC
AT
ION
Ordnance S
urvey IrelandLicence N
o. EN
0005011
©O
rdnance Survey Ireland and
Governm
ent of Ireland
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

CO
VE
RD
OU
BLE
SE
ALE
D
---Overall D
rainage & W
atermain Layout
BU
ILDIN
G N
o.2 -C
lonshaugh Industrial Estate
Final Issue
1:1,000 @ A
3
MD
E0997
DG
0006F
01
Feb. '11P
. Chadw
ickC
. Reilly
D. B
yrne
CL
ON
SH
AU
GH
IND
US
TR
IAL
ES
TA
TE
Coolock,
Co. D
ublin
10mSCALE 1:1000
Clonshaugh
Industrial Estate
Bld 1
LOC
AT
ION
PLA
N - 1:15,000
Bld 2
Bu
ildin
g N
o.2
LE
GE
ND
Land Drain
Surface W
ater Drainage
Foulsew
er Drainage
Process D
rainage
F01F
eb.'11F
inal IssueDBCR
PC
Draw
ing Num
ber
Draw
ing Status
Sheet S
ize
Client
Rev
Draw
ing Scale
Am
endment / Issue
No.
Project
Title
A3
/D
ateD
rawn B
yC
hecked By
Approved B
y
Date
App
MD
E0977D
G0006F
01.dwg
T
+353 1 4882900F
+353 1 2835676
W
ww
w.rp
sgro
up
.com
/ireland
Eireland@
rpsgroup.com
West P
ierB
usiness Cam
pusD
un LaoghaireC
o. Dublin, Ireland
1.Verifying Dim
ensions.The contractor shall verify dim
ensions against such otherdrawings or site conditions as pertain to this part of the work.
2.Existing Services.Any inform
ation concerning the location of existing servicesindicated on this drawing is intended for general guidance only. Itshall be the responsibility of the contractor to determ
ine and verifythe exact horizontal and vertical alignm
ent of all cables, pipes, etc.(both underground and overhead) before work com
mences.
3.Issue of Drawings.Hard copies, dwf and pdf will form
a controlled issue of thedrawing. All other form
ats (dwg, dxf etc.) are deemed to be an
uncontrolled issue and any work carried out based on these files isat the recipients own risk. RPS will not accept any responsibilityfor any errors arising from
the use of these files, either by human
error by the recipient, listing of un-dimensioned m
easurements,
compatibility issues with the recipient's software, and any errors
arising when these files are used to aid the recipients drawingproduction, or setting out on site.
NO
TE
S
4.Datum
:O
rdnance Survey Datum, M
alin Head
FO
RE
ST
LAB
OR
AT
OR
IES
IRE
LAN
D LT
D.
CLO
NS
HA
UG
H IN
D. E
ST
AT
E
LICE
NC
E P
ER
MIT
AP
PLIC
AT
ION
Ordnance S
urvey IrelandLicence N
o. EN
0005011
©O
rdnance Survey Ireland and
Governm
ent of Ireland
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

Forest Laboratories IPPC Licence Application Attachment D.1.E
Forest Laboratories IPPC Licence Application Attachment D.1.E – Process Water Abatement
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28
Forest Laboratories IPPC Licence Application Attachment E
Forest Laboratories IPPC Licence Application Attachment E - Emissions
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

Forest Laboratories IPPC Licence Application Attachment E
Contents Attachment E.1 – Emissions to Atmosphere Attachment E.2 – Emissions to Surface Water Attachment E.3 – Emissions to Sewer Attachment E.6 – Tabular Data for Emissions
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

Forest Laboratories IPPC Licence Application Attachment E.1
Forest Laboratories IPPC Licence Application Attachment E.1 – Emissions to Atmosphere
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

Forest Laboratories IPPC Licence Application Emissions to Atmosphere
1
E.1.A.1 Inventory of Air Emissions There are two operational plants for Forest Laboratories located within Clonshaugh Industrial Estate listed as Building 1 and Building 2. Both buildings contain boiler emissions, main emissions and minor emissions as outlined below. a) Boiler Emissions
Within Building No. 1, there are 6 boiler emission points. Boiler emissions are deemed significant if gas boilers are over 5MW and other fuel boilers are over 250kW. Boilers below these sizes should be included with the minor emissions.
Boiler emissions are included in Tables E.1(i) Boiler Emissions to Atmosphere of the licence application. All boilers in both buildings are fired by natural gas. All boiler emissions are classified as minor emission points as they are below 5MW. The inventory of Boiler emissions in Plant No. 1 is presented below. Emission Ref Description Abatement Designation A1-1 Existing Boiler No. 1 None Boiler A1-2 Existing Boiler No. 2 None Boiler A1-3 Existing Boiler No. 3 None Boiler A1-4 Existing Boiler No. 4 None Boiler A1-5 LPH No. 2 None Boiler A1-6 LPH No. 4 None Boiler Within Building No. 2, there are 3 boiler emissions points. As with Building No. 1, boiler emissions are deemed significant if gas boilers are over 5MW and other fuel boilers are over 250kW. Boilers below these sizes should be included with the minor emissions.
Boiler emissions are included in Tables E.1(i) Boiler Emissions to Atmosphere of the licence application. The inventory of Boiler emissions in Plant No. 2 is presented below. Similarly with Building 1, the boiler emission points are classified as minor emission points. Emission Ref Description Abatement Designation A1-7 Steam Boiler No.1
(Beevor) None Boiler
A1-8 Steam Boiler No.2 (Beevor)
None Boiler
A1-9 Combined 3 x LPHW None Boiler
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

Forest Laboratories IPPC Licence Application Emissions to Atmosphere
2
b) Main Emissions Main Emission points in Building No. 1 and Building No. 2 are provided in Tables E.1(ii) Main Emissions to Atmosphere. The inventory of main emissions in Building No. 1 is presented below. Emission Ref Description Abatement Designation
A2-1 DEU4 EU9 Eurovent Particulate Filter
Main
A2-2 DEU5 EU9 Eurovent Particulate Filter
Main
A2-3 DEU3 EU9 Eurovent Particulate Filter
Main
A2-4 DEU19 EU9 Eurovent Particulate Filter
Main
A2-5 DEU18 EU9 Eurovent Particulate Filter
Main
A2-6 Accelacota PR18 H13 HEPA Filter Main A2-7 Accelacota PR19 H13 HEPA Filter Main A2-8 Accelacota PR20 H13 HEPA Filter Main
A2-9 DEU6 EU9 Eurovent Particulate Filter
Main
A2-10 Accelacota PR16 H13 HEPA Filter Main
A2-11 DEU16 EU9 Eurovent Particulate Filter
Main
A2-12 DEU21 EU9 Eurovent Particulate Filter
Main
A2-13 DEU8 EU9 Eurovent Particulate Filter
Main
A2-14 Accelacota PR17 H13 HEPA Filter Main The inventory of main emissions in Building No. 2 is presented below. Emission Ref Description Abatement Designation
A2-15 DEU5 EU9 Eurovent Particulate Filter
Main
A2-16 DEU1 EU9 Eurovent Particulate Filter
Main
A2-17 Accelacota 2 H13 HEPA Filter Main A2-18 Accelacota 1 H13 HEPA Filter Main A2-19 Glatt Exhaust PR102 Particulate Filter Main The proposed emission point is a Regenerative Thermal Oxidiser (RTO), which will be installed to abate the ethanol emissions from the proposed process changes in Building 2. Emission Ref Description Abatement Designation
A2-20 Regenerative Thermal Oxidiser RTO
Main
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

Forest Laboratories IPPC Licence Application Emissions to Atmosphere
3
c) Minor Emissions Minor Emission points in Building No. 1 and Building No. 2 are provided in Tables E.1(iv) Minor Emissions to Atmosphere. The inventory of minor emissions in Building No. 1 is presented below. Emission Ref Description Abatement Designation A3-1 Supply only
(EF3.1.1/3.1.2/3.2/3.3 DEU 3 Exhaust) serving Offices/Labs
Filters EU4 & EU7 Minor
A3-2 Supply only serving production Filters EU4 & EU7 Minor A3-3 Supply only (EF5.1 Exhaust)
serving production Filters EU4 & EU7 Minor
A3-4 Supply only serving production Filters EU4 & EU7 Minor A3-5 Supply only (E.F8.0 Exhaust)
serving production Filters EU4 & EU7 Minor
A3-6 Spill Air section serving Packaging
Filters EU4 & EU7 Minor
A3-7 Spill Air Section (E.F10.1 Exhaust) serving Shipping/Finished Goods
Filters EU4 & EU7 Minor
A3-8 Spill Air Section (EF11.1/11.2 Exhaust) serving Offices/Labelling
Filters EU4 & EU7 Minor
A3-9 Re-circ unit serving Production Filters EU4 & EU7 Minor A3-10 Re-circ unit serving Production Filters EU4 & EU7 Minor A3-11 Re-circ unit serving Production Filters EU4 & EU7 Minor A3-12 Re-circ unit serving Production Filters EU4 & EU7 Minor A3-13 Supply only (DEU 3 Exhaust)
serving Production Filters EU4, EU6, EU7
Minor
A3-14 Supply only (DEU 3 Exhaust, Trolley wash exh EF16.2 Fan, Envr. Chamber) serving Production
Filters EU4 & EU7 Minor
A3-15 Spill Air Section serving Production
Filters EU4, EU6 and EU8
Minor
A3-16 Spill Air Section serving Production
Filters EU4, EU6, EU8
Minor
A3-17 Supply only (EF20.1 exhaust) serving washroom
Filters EU4, EU8, EU13
Minor
A3-18 Supply only (DEU 21 exhaust) serving Weigh rooms
Filters EU4, EU8, EU8
Minor
A3-19 Re-circ unit serving Warehouse Filters EU4 & EU8 Minor A3-20 Re-circ unit serving Quarantine Filters EU4 & EU7 Minor A3-24 Supply only serving Receiving Filters EU4 & EU7 Minor A3-25 Supply only (EF25.3 exhaust)
serving Canteen Filters EU4 & EU7 Minor
A3-26 Fumehood (EF3.1.1 exhaust) serving Laboratory
None Minor
A3-27 Fumehood (EF3.1.2 exhaust) serving Laboratory
None Minor
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

Forest Laboratories IPPC Licence Application Emissions to Atmosphere
4
The inventory of minor emissions in Building No. 2 is presented below. Emission Ref Description Abatement Designation A3-28 Spill Air P2-01 serving
Production Particulate Filter Minor
A3-29 Spill Air P2-02 serving Staging/Corridor
Particulate Filter Minor
A3-30 Supply only P2-03 (EFP2-03.1 Exhaust) serving Washroom
Particulate Filter Minor
A3-31 Spill Air P2-04 serving Production
Particulate Filter Minor
A3-32 Supply only P2-05 serving Weigh room
Particulate Filter Minor
A3-34 Spill Air P2-06 serving Production
Particulate Filter Minor
A3-35 Spill Air P2-07 serving Production
Particulate Filter Minor
A3-36 Spill Air P2-08 serving Packaging
Particulate Filter Minor
A3-37 Spill Air P2-09 serving Packaging
Particulate Filter Minor
A3-38 Spill Air P2-10 serving Warehouse
Particulate Filter Minor
A3-40 Spill Air P2-11 serving Lockers/Laboratory
Particulate Filter Minor
A3-41 Fumehood serving Laboratory
None Minor
A3-42 Fumehood serving Laboratory
None Minor
For in
spec
tion p
urpo
ses o
nly.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

Forest Laboratories IPPC Licence Application Emissions to Atmosphere
5
d) Fugitive Emissions
All internal areas on the plant are served by a series of air handling units and where there is the potential for emissions dust extract units. As such, the potential for fugitive emissions from the internal areas is limited. There is no large scale storage of fuels/solvents/chemicals in the external areas of either Building 1 or Building 2. Solvent and chemical usage on site is low (refer Attachment H.1) and there is no requirement for tank farms or other storage areas thereby reducing the potential for fugitive emissions. All boilers on site are fired by natural gas and no fuel storage is required on site. There is some potential for trace levels of fugitive vapours of cleaning solvents (isopropyl alcohol) from some isolated areas.
E.1.A.2 Description of Air Handling Units Air Handling Units within Buildings 1 and 2 provide space heating, cooling and humidity requirements for production and general areas as required. The Air Handling Units are, typically, constant volume units and comprise of steam/lthw heating batteries, chilled water Cooling coils, Panel Filters, Bag filters, supply fan, return air fan, steam Humidifier and access sections. The air handling units are either Supply only, with separate exhausts through dedicated fans, or Dust Extract Units, Recirculation units or supply/return air units with mixing/spill air sections as appropriate to the area being served.
Powder containment is controlled via the maintenance of room differential pressures with Dust Extract Units (DEU’s) capturing any fugitive dust emissions to atmosphere. Dust Extract Units are fitted with EU9 cartridge filters. Filter differential pressures are routinely monitored and changed out as per supplier and equipment manufacturer requirements.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

Forest Laboratories IPPC Licence Application Attachment E.2
Forest Laboratories IPPC Licence Application Attachment E.2 – Emissions to Surface Water
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

Forest Laboratories IPPC licence Review
1
E.3. Emissions to Surface Water
LIST I AND LIST II Substances in Surface Water Emissions
With regard to the List I and List II substances listed in the Annex to EU Directive 76/464/EEC (as subsequently amended), following assessment of site processes and materials, tables below present the materials in surface water onsite which are List I and List II substances. List I Substances
List I Categorisation Potential Presence in Wastewater Organohalogen compounds and substances which may form such compounds in the aquatic environment
Not present
Organophosphorus compounds Not present Organotin compounds Not present Substances in respect of which it has been proved that they possess carcinogenic properties in or via the aquatic environment
Not present
Mercury and its compounds Not present Cadmium and its compounds Not present Persistent mineral oils and hydrocarbons of petroleum origin
Not present
Persistent synthetic substances which may float, remain in suspension or sink and which may interfere with any use of the water
Not present
List II Substances:
List II Categorisation Potential Presence in Wastewater Substances which have a deleterious effect on the taste and/or smell of the products for human consumption derived from the aquatic environment,
Not present
Inorganic compounds of phosphorus and elemental phosphorus
Not present
Substances which have an adverse effect on the oxygen balance, particularly: ammonia, nitrites.
Not present
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

Forest Laboratories IPPC Licence Application Attachment E.3
Forest Laboratories IPPC Licence Application Attachment E.3 – Emissions to Sewer
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

Forest Laboratories IPPC licence Review
1
E.3. Emissions to Sewer
LIST I AND LIST II Substances in Sewer Emissions
With regard to the List I and List II substances listed in the Annex to EU Directive 76/464/EEC (as subsequently amended), following assessment of site processes and materials, tables below present the materials in wastewater onsite which are List I and List II substances. List I Substances
List I Categorisation Potential Presence in Wastewater Organohalogen compounds and substances which may form such compounds in the aquatic environment
Not present
Organophosphorus compounds Not present Organotin compounds Not present Substances in respect of which it has been proved that they possess carcinogenic properties in or via the aquatic environment
Not present
Mercury and its compounds Not present Cadmium and its compounds Not present Persistent mineral oils and hydrocarbons of petroleum origin
Not present
Persistent synthetic substances which may float, remain in suspension or sink and which may interfere with any use of the water
Suspended solids present and monitored. Some oils/fats and greases also present and monitored
List II Substances:
List II Categorisation Potential Presence in Wastewater Substances which have a deleterious effect on the taste and/or smell of the products for human consumption derived from the aquatic environment,
Detergents, which are monitored and below the emission limit value
Inorganic compounds of phosphorus and elemental phosphorus
Not present
Substances which have an adverse effect on the oxygen balance, particularly: ammonia, nitrites.
Not present
Details of all emissions to Sewer are provided in Tables E.3(i) Emissions Details and E.3(ii) Characteristics of the Emission in the application form.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

Forest Laboratories IPPC licence Review
2
All effluent from Building 1 and Building 2 is monitored by the BMS system and process effluent is sampled by the local authority on a regular basis. Monthly samples are taken, the results of which are outlined below. Table 1: BOD Results Building 1
BOD Effluent Results Building 1 for 2009 Month Result mg/l Max concentration
January 32
500 mg/l O2
February 61 March 19 April 313 May 79 June 179 July 471 August 126 September 125 October 12 November 253 December 94 Table 2: BOD Results Building 2
BOD Effluent Results Building 2 for 2009 Month Result mg/l Max concentration
January <1
500 mg/l O2
February No sample taken March 91 April 11 May 2 June 7 July 26 August 3 September 125 October <1 November 4 December 18 Table 3: COD Results Building 1
COD Effluent Results Building 1 for 2009 Month Result mg/l Max concentration
January 975
2000 mg/l
February 1309 March 474 April 608 May 20.1 June 581 July 1097 August 871 September 767 October 93.8 November 1209 December 1663 Note: Samples were retaken in May (2897 mg/l) and November (1127 mg/l). Dublin City Council also took samples in April (552 mg/l), June (237 mg/l), October (174 mg/l) and November (436 mg/l).
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

Forest Laboratories IPPC licence Review
3
Table 4: COD Results Building 2
COD Effluent Results Building 2 for 2009 Month Result mg/l Max concentration
January 25.8
2000 mg/l
February - March 230 April 279 May 1869 June 49.1 July 76.8 August 19.2 September 49.1 October 87.6 November 27.2 December 57.0 Note: Samples were retaken in May (15.1 mg/l) and September (440 mg/l). Table 5: Suspended Solids Results Building 1
Suspended Solids Effluent Results Building 1 for 2009 Month Result mg/l Max concentration
January 166
500 mg/l
February 168 March 16 April 40 May 236 June 92 July 456 August 180 September 126 October 46 November 204 December 236 Table 6: Suspended Solids Results Building 2
Suspended Solids Effluent Results Building 2 for 2009 Month Result mg/l Max concentration
January 109
500 mg/l
February March 48 April 45 May 5 June 22 July 40 August 21 September 86 October 40 November 11 December 33
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

Forest Laboratories IPPC licence Review
4
Table 7: Phosphates Results Building 1 Phosphates Effluent Results Building 1 for 2009
Month Result mg/l Max concentration January 0.02
February 0.37 March 0.04 April 0.03 May 0.17 June 3.49 July 0.22 August 18.74 September 0.02 October 1.06 November <0.02 December 0.02 Table 8: Phosphates Results Building 2
Phosphates Effluent Results Building 2 for 2009 Month Result mg/l Max concentration
January 3.22
February - March 106.2 April 0.73 May 1.99 June 2.87 July 2.15 August 1.53 September 0.88 October 1.04 November 1.11 December 3.94 Table 9: Sulphates Results Building 1
Sulphates Effluent Results Building 1 for 2009 Month Result mg/l Max concentration
January 42
400 mg/l
February 36 March 46 April 47 May 45 June 40 July 40 August 41 September 42 October 43 November 45 December 39
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:28

Forest Laboratories IPPC licence Review
5
Table 10: Sulphates Results Building 2 Sulphates Effluent Results Building 2 for 2009
Month Result mg/l Max concentration January 120
400 mg/l
February - March 54 April 58 May 59 June 52 July 46 August 50 September 46 October 52 November 55 December 57 Table 11: Oils, Fats & Grease (OFG) Results Building 1
OFG Effluent Results Building 1 for 2009 Month Result mg/l Max concentration
January 3
100 mg/l
February 4 March 20 April 4 May 7 June <1 July 16 August 4 September 13 October 6 November 12 December 7 Table 12: Oils, Fats & Grease (OFG) Results Building 2
OFG Effluent Results Building 2 for 2009 Month Result mg/l Max concentration
January 6
100 mg/l
February - March 5 April 2 May 1 June 2 July 6 August Not Detected September 7 October 5 November <1 December 17
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

Forest Laboratories IPPC licence Review
6
Table 13: Detergents Results Building 1 Detergents Effluent Results Building 1 for 2009
Month Result mg/l Max concentration January 0.22
100 mg/l
February 0.07 March 0.23 April 0.22 May 1.37 June 12.7 July 0.65 August 0.15 September 0.8 October 0.12 November 3.3 December 0.24 Table 14: Detergents Results Building 2
Detergents Effluent Results Building 2 for 2009 Month Result mg/l Max concentration
January 0.08
100 mg/l
February - March 0.18 April 0.48 May ND June 0.05 July ND August ND September 0.07 October 0.07 November 0.08 December 2.47 Note: ND = Not Detected <0.05 mg/l Table 14: pH Results Building 1
pH Effluent Results Building 1 for 2009 Month Result mg/l Max concentration
January 7.34
6 – 10
February 7.38 March 7.68 April 7.28 May 7.32 June 6.96 July 7.37 August 7.09 September 7.91 October 7.81 November 7.48 December 7.28
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

Forest Laboratories IPPC licence Review
7
Table 15: pH Results Building 2 pH Effluent Results Building 2 for 2009
Month Result mg/l Max concentration January 11.43
6 – 10
February - March 6.02 April 7.4 May 8.17 June 8.26 July 8.85 August 8.58 September 7.95 October 8.19 November 8.42 December 7.66
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

Eff
luen
t Tre
ndin
g 20
09
BO
D R
esu
lts
2009
050100
150
200
250
300
350
400
450
500
Mo
nth
mg/l
Max
Lim
it 40
0mg/
l
Res
ult m
g/l P
1
Res
ult m
g/l P
2
Max
Lim
it 40
0mg/
l40
040
040
040
040
040
040
040
040
040
040
040
0
Res
ult m
g/l P
132
6119
313
7917
947
112
612
512
253
94
Res
ult m
g/l P
20
9111
27
263
125
04
18
Jan
Feb
Mar
Apr
May
Jun
Jul
Aug
Sep
Oct
N
ovD
ec
N/A
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

Eff
luen
t Tre
ndin
g 20
09
CO
D R
esu
lts
2009
0
500
1000
1500
2000
2500
3000
3500
Mo
nth
mg/l
Max
Lim
it 10
00m
g/l
Res
ult m
g/l P
1
Res
ult m
g/l P
2
Max
Lim
it 10
00m
g/l
1000
1000
1000
1000
1000
1000
1000
1000
1000
1000
1000
1000
1000
1000
Res
ult m
g/l P
197
513
0947
460
820
.128
9758
110
9787
176
793
.812
0911
2716
63
Res
ult m
g/l P
225
.823
027
918
6915
.149
.176
.819
.244
087
.627
.257
Jan
Feb
Mar
Apr
May
May
re
peat
Jun
Jul
Aug
Sep
tO
ctN
ovN
ov
repe
atD
ec
N/A
N/A
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

Eff
luen
t Tre
ndin
g 20
09
SS
Su
spen
ded
So
lids
Res
ult
s 20
09
050100
150
200
250
300
350
400
450
500
Mo
nth
mg/l
Max
Lim
it 40
0mg/
l
Res
ult m
g/l P
1
Res
ult m
g/l P
2
Max
Lim
it 40
0mg/
l40
040
040
040
040
040
040
040
040
040
040
040
0
Res
ult m
g/l P
116
616
816
4023
692
456
180
126
4620
423
6
Res
ult m
g/l P
210
948
455
2240
2186
4011
33
Jan
Feb
Mar
Apr
May
Jun
Jul
Aug
Sep
Oct
N
ovD
ec
N/A
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

Eff
luen
t Tre
ndin
g 20
09
Ph
osp
hat
es R
esu
lts
2009
-551525354555
Mo
nth
mg/l
Max
Lim
it 50
mg/
l
Res
ult m
g/l P
1
Res
ult m
g/l P
2
Max
Lim
it 50
mg/
l50
5050
5050
5050
5050
5050
50
Res
ult m
g/l P
10.
020.
370.
040.
030.
173.
490.
2218
.74
0.02
1.06
00.
02
Res
ult m
g/l P
23.
2210
6.2
0.73
1.99
2.87
2.15
1.53
0.88
1.04
1.11
3.94
Jan
Feb
Mar
Apr
May
Jun
Jul
Aug
Sep
Oct
N
ovD
ec
N/A
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

Eff
luen
t Tre
ndin
g 20
09
Su
lph
ates
Res
ult
s 20
09
050100
150
200
250
300
350
400
450
Mo
nth
mg/l
Max
Lim
it 40
0mg/
l
Res
ult m
g/l P
1
Res
ult m
g/l P
2
Max
Lim
it 40
0mg/
l40
040
040
040
040
040
040
040
040
040
040
040
0
Res
ult m
g/l P
142
3646
4745
4040
4142
4345
39
Res
ult m
g/l P
212
054
5859
5246
5046
5255
57
Jan
Feb
Mar
Apr
May
Jun
Jul
Aug
Sep
Oct
N
ovD
ec
N/A
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

Eff
luen
t Tre
ndin
g 20
09
Oils
/Fat
s/G
reas
e R
esu
lts
2009
020406080100
120
Mo
nth
mg/l
Max
imum
Lim
it 10
0mg/
l
Res
ults
mg/
l P1
Res
ults
mg/
l P2
Max
imum
Lim
it 10
0mg/
l10
010
010
010
010
010
010
010
010
010
010
010
0
Res
ults
mg/
l P1
34
204
70
164
136
127
Res
ults
mg/
l P2
65
21
26
07
50
17
Jan
Feb
Mar
Apr
May
Jun
Jul
Aug
Sep
Oct
Nov
Dec
N/A
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

Eff
luen
t Tre
ndin
g 20
09
Det
erg
ents
Res
ult
s 20
09
020406080100
120
Mo
nth
mg/l
Max
imum
Lim
it 10
0mg/
l
Res
ult m
g/l P
1
Res
ult m
g/l P
2
Max
imum
Lim
it 10
0mg/
l10
010
010
010
010
010
010
010
010
010
010
010
0
Res
ult m
g/l P
10.
220.
070.
230.
221.
3712
.70.
650.
150.
80.
123.
30.
24
Res
ult m
g/l P
20.
080.
180.
480
0.05
00
0.07
0.07
0.08
2.47
Jan
Feb
Mar
Apr
May
Jun
Jul
Aug
Sep
Oct
Nov
Dec
N/A
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

Eff
luen
t Tre
ndin
g 20
09
pH
Res
ult
s 20
09
02468101214
Mo
nth
pH
Low
erLi
mit
Upp
erLi
mit
Res
ult P
1
Res
ult P
2
Low
er L
imit
66
66
66
66
66
66
Upp
er L
imit
1010
1010
1010
1010
1010
1010
Res
ult P
17.
347.
387.
687.
287.
326.
967.
377.
097.
917.
817.
487.
28
Res
ult P
211
.43
6.02
7.4
8.17
8.26
8.85
8.58
7.95
8.19
8.42
7.66
Janu
ary
Feb
urar
yM
arch
Apr
ilM
ayJu
neJu
lyA
ugus
tS
epte
mb
erO
ctob
erN
ovem
ber
Dec
emb
er
N/A
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

Forest Laboratories IPPC Licence Application Attachment E.6
Forest Laboratories IPPC Licence Application Attachment E.6 – Tabular Data for Emissions
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29
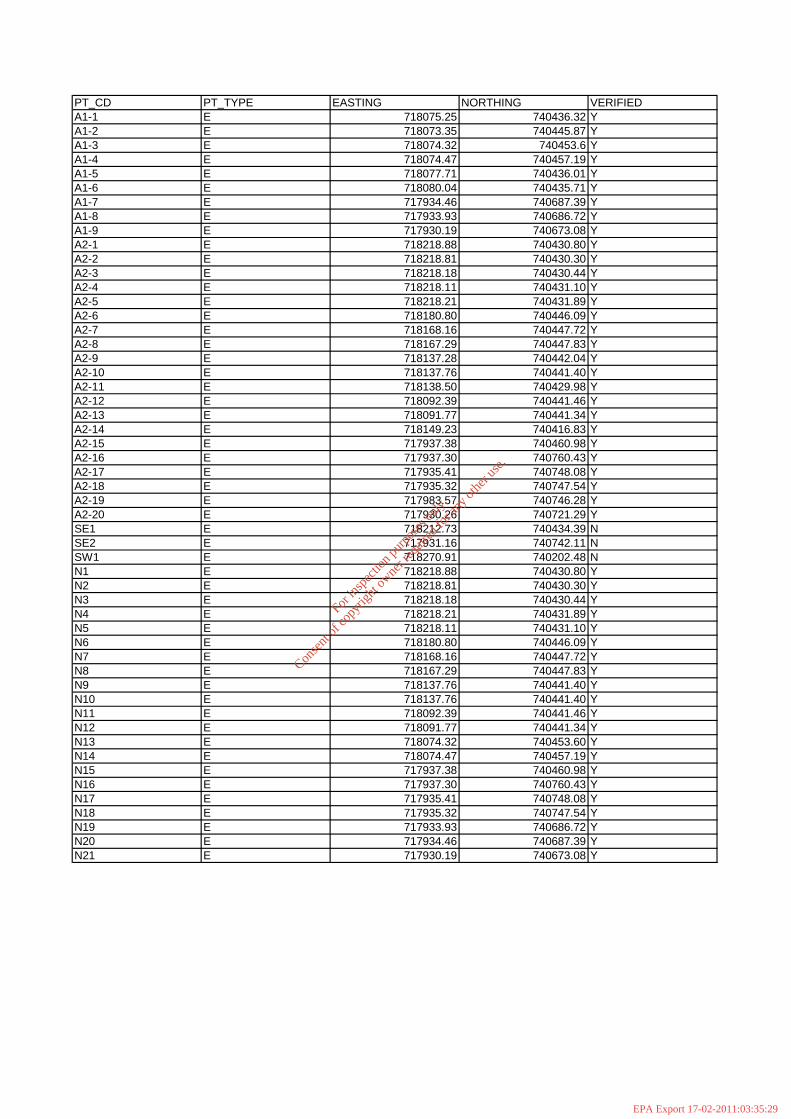
PT_CD PT_TYPE EASTING NORTHING VERIFIEDA1-1 E 718075.25 740436.32 YA1-2 E 718073.35 740445.87 YA1-3 E 718074.32 740453.6 YA1-4 E 718074.47 740457.19 YA1-5 E 718077.71 740436.01 YA1-6 E 718080.04 740435.71 YA1-7 E 717934.46 740687.39 YA1-8 E 717933.93 740686.72 YA1-9 E 717930.19 740673.08 YA2-1 E 718218.88 740430.80 YA2-2 E 718218.81 740430.30 YA2-3 E 718218.18 740430.44 YA2-4 E 718218.11 740431.10 YA2-5 E 718218.21 740431.89 YA2-6 E 718180.80 740446.09 YA2-7 E 718168.16 740447.72 YA2-8 E 718167.29 740447.83 YA2-9 E 718137.28 740442.04 YA2-10 E 718137.76 740441.40 YA2-11 E 718138.50 740429.98 YA2-12 E 718092.39 740441.46 YA2-13 E 718091.77 740441.34 YA2-14 E 718149.23 740416.83 YA2-15 E 717937.38 740460.98 YA2-16 E 717937.30 740760.43 YA2-17 E 717935.41 740748.08 YA2-18 E 717935.32 740747.54 YA2-19 E 717983.57 740746.28 YA2-20 E 717930.26 740721.29 YSE1 E 718212.73 740434.39 NSE2 E 717931.16 740742.11 NSW1 E 718270.91 740202.48 NN1 E 718218.88 740430.80 YN2 E 718218.81 740430.30 YN3 E 718218.18 740430.44 YN4 E 718218.21 740431.89 YN5 E 718218.11 740431.10 YN6 E 718180.80 740446.09 YN7 E 718168.16 740447.72 YN8 E 718167.29 740447.83 YN9 E 718137.76 740441.40 YN10 E 718137.76 740441.40 YN11 E 718092.39 740441.46 YN12 E 718091.77 740441.34 YN13 E 718074.32 740453.60 YN14 E 718074.47 740457.19 YN15 E 717937.38 740460.98 YN16 E 717937.30 740760.43 YN17 E 717935.41 740748.08 YN18 E 717935.32 740747.54 YN19 E 717933.93 740686.72 YN20 E 717934.46 740687.39 YN21 E 717930.19 740673.08 Y
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

Forest Laboratories IPPC Licence Application Attachment F
Forest Laboratories IPPC Licence Application Attachment F – Control & Monitoring
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

Forest Laboratories IPPC Licence Application Attachment F
Contents Attachment F.1 – Treatment, Abatement and Control Systems Attachment F.2 – Emissions Monitoring and Sampling Points Attachment F.3 - Tabular Data on Monitoring and Sampling Points
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

Forest Laboratories IPPC Licence Application Attachment F.1
Forest Laboratories IPPC Licence Application Attachment F.1 – Treatment, Abatement and Control Systems
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

Forest Laboratories IPPC Licence Application Treatment, Abatement and Control Systems
1
F.1.A Air Abatement
Air Handling Units within Buildings 1 & 2 provide space heating, cooling and humidity requirements for production and general areas as required. The Air Handling Units are, typically, constant volume units and comprise of steam/lthw heating batteries, chilled water Cooling coils, Panel Filters, Bag filters, supply fan, return air fan, steam Humidifier and access sections. The air-handling units are either Supply only, with separate exhausts through dedicated fans, or Dust Extract Units, Recirculation units or supply/return air units with mixing/spill air sections as appropriate to the area being served.
Powder containment is controlled via the maintenance of room differential pressures with Dust Extract Units (DEU’s) capturing any fugitive dust emissions to atmosphere. Dust Extract Units are fitted with EU9 cartridge filters. Filter differential pressures are routinely monitored and changed out as per supplier and equipment manufacturer requirements.
The main emission points in Building 1, which have abatement, are outlined in Table 1 below. Table 2 outlines the main emission points in Building 2 with abatement. The potential emission point is outlined in Table 3 below.
Table 1: Main Emission Points Building 1, abatement
Emission Ref Description Abatement Designation
A2-1 DEU4 EU9 Eurovent Particulate Filter
Main
A2-2 DEU5 EU9 Eurovent Particulate Filter
Main
A2-3 DEU3 EU9 Eurovent Particulate Filter
Main
A2-4 DEU19 EU9 Eurovent Particulate Filter
Main
A2-5 DEU18 EU9 Eurovent Particulate Filter
Main
A2-6 Accelacota PR18 H13 HEPA Filter Main A2-7 Accelacota PR19 H13 HEPA Filter Main A2-8 Accelacota PR20 H13 HEPA Filter Main
A2-9 DEU6 EU9 Eurovent Particulate Filter
Main
A2-10 Accelacota PR16 H13 HEPA Filter Main
A2-11 DEU16 EU9 Eurovent Particulate Filter
Main
A2-12 DEU21 EU9 Eurovent Particulate Filter
Main
A2-13 DEU8 EU9 Eurovent Particulate Filter
Main
A2-14 Accelacota PR17 H13 HEPA Filter Main
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

Forest Laboratories IPPC Licence Application Treatment, Abatement and Control Systems
2
Table 2: Main Emission Points Building 1, abatement
Emission Ref Description Abatement Designation
A2-15 DEU5 EU9 Eurovent Particulate Filter
Main
A2-16 DEU1 EU9 Eurovent Particulate Filter
Main
A2-17 Accelacota 2 H13 HEPA Filter Main A2-18 Accelacota 1 H13 HEPA Filter Main A2-19 Glatt Exhaust PR102 Particulate Filter Main
Table 3: Potential Main Emission Point Building 2, abatement
Emission Ref Description Abatement Designation
A2-20 Regenerative Thermal Oxidiser RTO Main
Abatement on Minor Emission points in Building No. 1 and Building No. 2 are provided in Tables E.1(iv) Minor Emissions to Atmosphere in the application.
F.1.B Emissions to Sewer A Flow diagram of the Sewer abatement is included in this section. The details of abatement systems are given in Tables E.1(iii), E.1(iv) and Table F1(i). Process wastewaters from Building No. 1 arise from the cleaning of plant equipment and vessels, in addition to laboratory effluent, and wastewaters from hand washbasins, sinks and showers. These wastewaters are combined and are discharged to a holding tank before discharge to sewer. In Building No. 1, the holding tank has a capacity of 20,000 m3 with a facility for aeration and pH correction installed to continuously receive process effluent discharged by gravity. Aeration helps to reduce the BOD and COD values. The holding tank also provides mixing of the treatment tank contents, which is necessary for pH control. The effluent is continuously agitated in the balancing tank by a sumbersible electric mixer. Aeration helps to reduce the BOD and COD values. A pH probe fitted in the tank monitors the pH of the incoming effluent and sends a signal to the pH controller at the control panel. The pH value in the balancing tank and the flume are recorded on a two-channel recorder. There is provision for both acid and alkali dosing through the pH meter via 2 Grosvenor-Diaphram type dosing pumps. The pumps are activated when a low pH value of 6.55 and a high pH value of 8.05 are recorded on the aquatronic meter. The process effluent discharges to a flume fitted with a pH monitor and a sampling pump (Emission point SE1). The treated effluent is sampled using an epic fixed site wastewater sampler, incorporating 24 sample bottles each capable of holding 500 ml. The automatic sampler is operated by a pulse or pulses from the flowmeter. Two pulses from the flowmeter will initiate a sample i.e. one sample per M3 of effluent. Forest Laboratories holds a licence to discharge trade effluent (Ref Number: LDS 1-94) to a sewer. All effluent is monitored by the BMS system and process effluent is sampled by the local authority on a regular basis.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

Forest Laboratories IPPC Licence Application Treatment, Abatement and Control Systems
3
The treated effluent arising at the building is discharged into the local authority sewer, located in the Estate Roadway in Clonshaugh Industrial Estate. Effluent is discharged to the foul drain, which flows easterly to the sanitary authority sewer. Domestic effluent arising from employees will discharge to sewer separately from the process effluent discharge. Domestic and process effluent discharge, both connect to the foul sewer line. The process effluent line after treatment joins with the foul drain behind the building near the storage area. The domestic effluent line joins the sewer downstream of the discharge from the process effluent holding tank. The process water drawing and flow diagram for Building No. 1 is included in Attachment D.1.D and D.1.E. Similarly, in Building No. 2, the process effluent arising from pharmaceutical processes is discharged to a holding tank. This holding tank is located at the rear of the Building No. 2. All process drainage is contained in stainless steel piping and discharged on-site to the holding/balance tank. This holding tank has a capacity of 20,000 m3. A pH probe in the balance tank measures the acidity/alkalinity of the process effluent. The pH of the effluent is adjusted if the pH level is outside of the range 4-9 by adding sulphuric acid or caustic soda to neutralise the effluent. The effluent system is monitored by the BMS system. The neutralised effluent is discharged through a reinforced concrete measuring flume where the quantity of effluent is measured and samples are taken and submitted for testing of parameters (Emission point SE2). The effluent is then discharged under gravity to the local authority foul sewerage system. The balance tank, measuring flume and other control system details are provided in Attachment D.1.D and D.1.E.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29
Forest Laboratories IPPC Licence Application Attachment F.2
Forest Laboratories IPPC Licence Application Attachment F.2 – Emissions Monitoring and Sampling Points
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

FO
RE
ST
LA
BO
RA
TO
RIE
SB
uild
ing
No
.1
Site
Bou
ndar
y 1
Site
Bou
ndar
y 3
Site Boundary 2
Hig
hlig
ht A
rea
"1"
A1-
1
A1-
2
A1-
3A
1-4
A1-
6
A1-
5
A2-
1
A2-
2A
2-3
A2-
4
A2-
6A
2-7
A2-
8A
2-9
A2-
10
A2-
11
A2-
12
A2-
13
A2-
14
GW
2
GW
3
GW
1
N1
N3
N2
N4
SE
1A
2-5
Sant
ry R
iver
Clon
shau
gh In
dustr
ial E
state
Roa
d
Clo
nsha
ugh
Indu
stria
l Est
ate
Roa
d
San
try R
iver
TO
FO
RE
ST
LA
BO
RA
TO
RIE
SB
uild
ing
No
.3
---
She
et 1
of 2
Mon
itorin
g &
Sam
plin
g P
oint
Loc
atio
nsB
UIL
DIN
G S
ITE
AR
EA
1 -
Clo
nsha
ugh
Indu
stria
l Est
ate
Fin
al Is
sue
1:1,
000
@ A
3
MD
E09
97D
G00
03F
01
Feb.
'11
P. C
hadw
ick
C. R
eilly
D. B
yrne
CL
ON
SH
AU
GH
IND
US
TR
IAL
ES
TA
TE
Coo
lock
,C
o. D
ublin
A2-
1
A2-
2A
2-3
A2-
4
Hig
hlig
ht A
rea
"1"
Sca
le: 1
:250
Clo
nsha
ugh
Indu
stria
l Est
ate
Bld
2
Bld
3
LOC
AT
ION
PLA
N -
1:1
5,00
0
Bld
1
10m
SCAL
E 1:
1000
MO
NIT
OR
ING
& S
AM
PL
ING
PO
INT
SS
ymb
ols
' Key
:
Air
Em
issi
on -
(A1-
#, e
tc: B
oile
r; A
2-#,
etc
: Mai
n)
Noi
se M
onito
ring
-
Gro
undw
ater
Sam
plin
g -
Sew
er E
mis
sion
-
Sur
face
Wat
er S
ampl
ing -
A1-
#, e
tc N#,
etc
SE
#, e
tc
GW
#, e
tc
SW
#, e
tc A2-
5S
E1
F01
Feb
.'11
Fin
al Is
sue
DB CRP
C
Dra
win
g N
umbe
r
Dra
win
g S
tatu
sS
heet
Siz
e
Clie
nt
Rev
Dra
win
g S
cale
Am
endm
ent /
Issu
eN
o.
Pro
ject
Title
A3
/D
ate
Dra
wn
By
Che
cked
By
App
rove
d B
y
Dat
eA
pp
MD
E09
77D
G00
03F
01.d
wg
T
+353
1 4
8829
00F
+3
53 1
283
5676
W
ww
w.r
psg
rou
p.c
om
/irel
and
Eire
land
@rp
sgro
up.c
om
Wes
t Pie
rB
usin
ess
Cam
pus
Dun
Lao
ghai
reC
o. D
ublin
, Ire
land
1.Ve
rifyin
g Di
men
sions
.Th
e co
ntra
ctor
sha
ll ver
ify d
imen
sions
aga
inst
suc
h ot
her
draw
ings
or s
ite c
ondi
tions
as
perta
in to
this
part
of th
e wo
rk.
2.Ex
istin
g Se
rvice
s.An
y in
form
atio
n co
ncer
ning
the
loca
tion
of e
xistin
g se
rvice
sin
dica
ted
on th
is dr
awin
g is
inte
nded
for g
ener
al g
uida
nce
only.
It
shal
l be
the
resp
onsib
ility
of th
e co
ntra
ctor
to d
eter
min
e an
d ve
rify
the
exac
t hor
izont
al a
nd v
ertic
al a
lignm
ent o
f all c
able
s, p
ipes
, etc
.(b
oth
unde
rgro
und
and
over
head
) bef
ore
work
com
men
ces.
3.Is
sue
of D
rawi
ngs.
Hard
cop
ies,
dwf
and
will
form
a c
ontro
lled
issue
of t
hedr
awin
g. A
ll oth
er fo
rmat
s (d
wg, d
xf e
tc.)
are
deem
ed to
be
anun
cont
rolle
d iss
ue a
nd a
ny w
ork
carri
ed o
ut b
ased
on
thes
e file
s is
at th
e re
cipie
nts
own
risk.
RPS
will
not a
ccep
t any
resp
onsib
ility
for a
ny e
rrors
aris
ing
from
the
use
of th
ese
files,
eith
er b
y hu
man
erro
r by
the
recip
ient
, lis
ting
of u
n-di
men
sione
d m
easu
rem
ents
,co
mpa
tibilit
y iss
ues
with
the
recip
ient
's so
ftwar
e, a
nd a
ny e
rrors
arisi
ng w
hen
thes
e file
s ar
e us
ed to
aid
the
recip
ient
s dr
awin
gpr
oduc
tion,
or s
ettin
g ou
t on
site.
NO
TE
S
4.Da
tum
:O
rdna
nce
Surv
ey D
atum
, Mal
in H
ead
FO
RE
ST
LA
BO
RA
TO
RIE
S IR
ELA
ND
LT
D.
CLO
NS
HA
UG
H IN
D. E
ST
AT
E
LIC
EN
CE
PE
RM
IT A
PP
LIC
AT
ION
Ord
nanc
e S
urve
y Ire
land
Lice
nce
No.
EN
000
5011
©O
rdna
nce
Sur
vey
Irela
nd a
ndG
over
nmen
t of I
rela
nd
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29
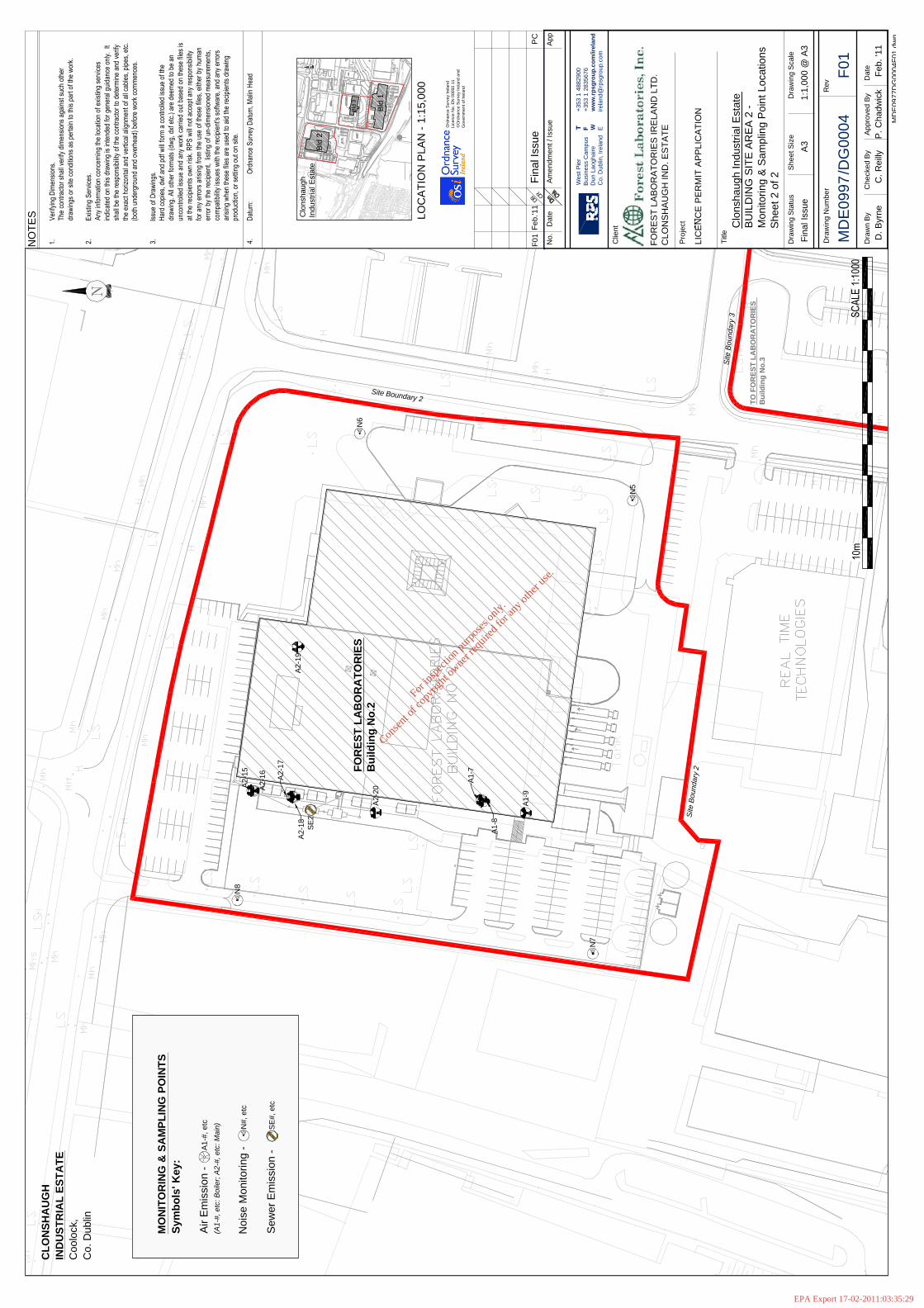
FO
RE
ST
LA
BO
RA
TO
RIE
SB
uild
ing
No
.2
Site Boundary 2
Site
Bou
ndar
y 2
Site
Bou
ndar
y 3
A1-
7
A1-
8
A1-
9A2-
16 A2-
17
A2-
18A
2-19
A2-
20
N8
N7
N5
N6
A2-
15
SE
2
TO
FO
RE
ST
LA
BO
RA
TO
RIE
SB
uild
ing
No
.3
---
She
et 2
of 2
Mon
itorin
g &
Sam
plin
g P
oint
Loc
atio
nsB
UIL
DIN
G S
ITE
AR
EA
2 -
Clo
nsha
ugh
Indu
stria
l Est
ate
Fin
al Is
sue
1:1,
000
@ A
3
MD
E09
97D
G00
04F
01
Feb.
'11
P. C
hadw
ick
C. R
eilly
D. B
yrne
CL
ON
SH
AU
GH
IND
US
TR
IAL
ES
TA
TE
Coo
lock
,C
o. D
ublin
10m
SCAL
E 1:
1000
Clo
nsha
ugh
Indu
stria
l Est
ate
Bld
2
Bld
3
LOC
AT
ION
PLA
N -
1:1
5,00
0
Bld
1
MO
NIT
OR
ING
& S
AM
PL
ING
PO
INT
SS
ymb
ols
' Key
:
Air
Em
issi
on -
(A1-
#, e
tc: B
oile
r; A
2-#,
etc
: Mai
n)
Noi
se M
onito
ring
-
Sew
er E
mis
sion
-A1-
#, e
tc N#,
etc
SE
#, e
tc
F01
Feb
.'11
Fin
al Is
sue
DB CRP
C
Dra
win
g N
umbe
r
Dra
win
g S
tatu
sS
heet
Siz
e
Clie
nt
Rev
Dra
win
g S
cale
Am
endm
ent /
Issu
eN
o.
Pro
ject
Title
A3
/D
ate
Dra
wn
By
Che
cked
By
App
rove
d B
y
Dat
eA
pp
MD
E09
77D
G00
04F
01.d
wg
T
+353
1 4
8829
00F
+3
53 1
283
5676
W
ww
w.r
psg
rou
p.c
om
/irel
and
Eire
land
@rp
sgro
up.c
om
Wes
t Pie
rB
usin
ess
Cam
pus
Dun
Lao
ghai
reC
o. D
ublin
, Ire
land
1.Ve
rifyin
g Di
men
sions
.Th
e co
ntra
ctor
sha
ll ver
ify d
imen
sions
aga
inst
suc
h ot
her
draw
ings
or s
ite c
ondi
tions
as
perta
in to
this
part
of th
e wo
rk.
2.Ex
istin
g Se
rvice
s.An
y in
form
atio
n co
ncer
ning
the
loca
tion
of e
xistin
g se
rvice
sin
dica
ted
on th
is dr
awin
g is
inte
nded
for g
ener
al g
uida
nce
only.
It
shal
l be
the
resp
onsib
ility
of th
e co
ntra
ctor
to d
eter
min
e an
d ve
rify
the
exac
t hor
izont
al a
nd v
ertic
al a
lignm
ent o
f all c
able
s, p
ipes
, etc
.(b
oth
unde
rgro
und
and
over
head
) bef
ore
work
com
men
ces.
3.Is
sue
of D
rawi
ngs.
Hard
cop
ies,
dwf
and
will
form
a c
ontro
lled
issue
of t
hedr
awin
g. A
ll oth
er fo
rmat
s (d
wg, d
xf e
tc.)
are
deem
ed to
be
anun
cont
rolle
d iss
ue a
nd a
ny w
ork
carri
ed o
ut b
ased
on
thes
e file
s is
at th
e re
cipie
nts
own
risk.
RPS
will
not a
ccep
t any
resp
onsib
ility
for a
ny e
rrors
aris
ing
from
the
use
of th
ese
files,
eith
er b
y hu
man
erro
r by
the
recip
ient
, lis
ting
of u
n-di
men
sione
d m
easu
rem
ents
,co
mpa
tibilit
y iss
ues
with
the
recip
ient
's so
ftwar
e, a
nd a
ny e
rrors
arisi
ng w
hen
thes
e file
s ar
e us
ed to
aid
the
recip
ient
s dr
awin
gpr
oduc
tion,
or s
ettin
g ou
t on
site.
NO
TE
S
4.Da
tum
:O
rdna
nce
Surv
ey D
atum
, Mal
in H
ead
FO
RE
ST
LA
BO
RA
TO
RIE
S IR
ELA
ND
LT
D.
CLO
NS
HA
UG
H IN
D. E
ST
AT
E
LIC
EN
CE
PE
RM
IT A
PP
LIC
AT
ION
Ord
nanc
e S
urve
y Ire
land
Lice
nce
No.
EN
000
5011
©O
rdna
nce
Sur
vey
Irela
nd a
ndG
over
nmen
t of I
rela
nd
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

Forest Laboratories IPPC Licence Application Attachment F.3
Forest Laboratories IPPC Licence Application Attachment F.3 – Tabular Data on Monitoring and Sampling Points
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29

PT_CD PT_TYPE EASTING NORTHING VERIFIEDA1-1 M 718075.25 740436.32 YA1-2 M 718073.35 740445.87 YA1-3 M 718074.32 740453.60 YA1-4 M 718074.47 740457.19 YA1-5 M 718077.71 740436.01 YA1-6 M 718080.04 740435.71 YA1-7 M 717934.46 740687.39 YA1-8 M 717933.93 740686.72 YA1-9 M 717930.19 740673.08 YA2-1 M 718218.88 740430.80 YA2-2 M 718218.81 740430.30 YA2-3 M 718218.18 740430.44 YA2-4 M 718218.11 740431.10 YA2-5 M 718218.21 740431.89 YA2-6 M 718180.80 740446.09 YA2-7 M 718168.16 740447.72 YA2-8 M 718167.29 740447.83 YA2-9 M 718137.28 740442.04 YA2-10 M 718137.76 740441.40 YA2-11 M 718138.50 740429.98 YA2-12 M 718092.39 740441.46 YA2-13 M 718091.77 740441.34 YA2-14 M 718149.23 740416.83 YA2-15 M 717937.38 740460.98 YA2-16 M 717937.30 740760.43 YA2-17 M 717935.41 740748.08 YA2-18 M 717935.32 740747.54 YA2-19 M 717983.57 740746.28 YA2-20 M 717930.26 740721.29 YSE1 M 718195.18 740434.89 YSE2 M 717931.16 740742.11 NSW1 M 718270.91 740202.48 NGW1 M 718227.52 740311.50 NGW2 M 718128.15 740447.00 NGW3 M 718077.52 740367.44 NN1 M 718090.98 740462.36 NN2 M 718247.39 740443.07 NN3 M 718077.14 740378.68 NN4 M 718243.86 740312.42 NN5 M 718030.56 740638.74 NN6 M 718052.10 740726.42 NN7 M 717885.01 740651.59 NN8 M 717902.19 740765.69 N
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 17-02-2011:03:35:29
Related Documents











