Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence Training Program on FMEA Failure Mode and Effects Analysis Prepared By : Deepak Kumar Sahoo

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Training Program on
FMEAFailure Mode and Effects Analysis
Prepared By : Deepak Kumar Sahoo

Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Agenda
FMEA History
What is FMEA
Definitions
What it Can Do For You
Types of FMEA
Team Members Roles
FMEA Terminology
Getting Started with an FMEA
The Worksheet
FMEA Scoring
- i -

Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Why we need FMEA Video - 2
- 01 -
VIDEO - 1

Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Why we need FMEA Video - 2
- 01 -
VIDEO - 2

Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Do it right the first time.
Why does it always seem we
have plenty of time to fix our problems, but never enough
time to prevent the problems by
doing it right the first time?
- 02 -
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
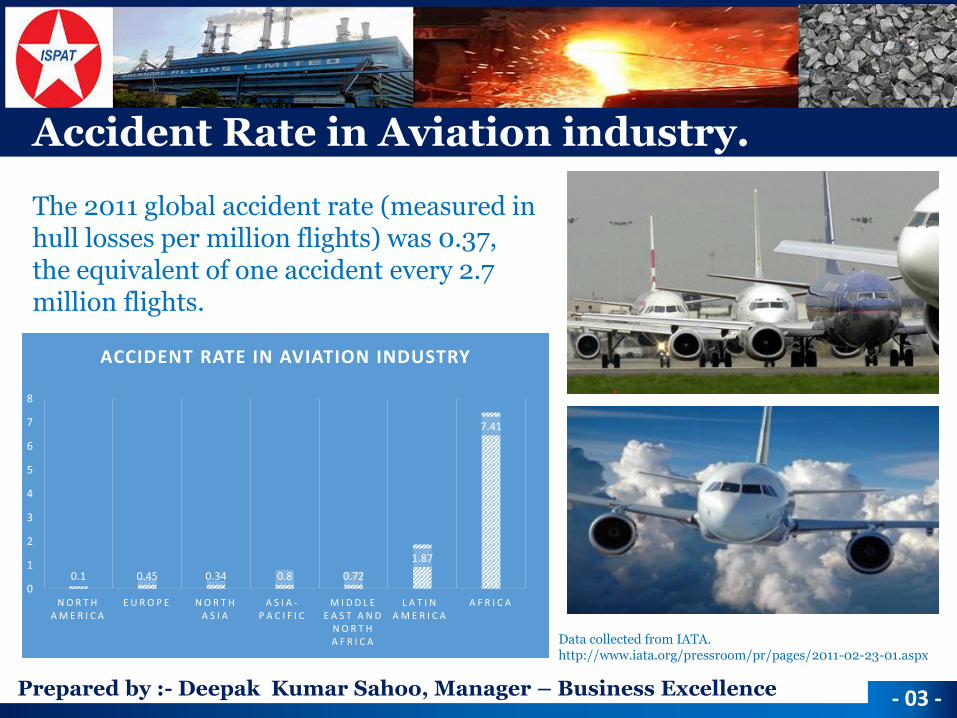
Accident Rate in Aviation industry.
The 2011 global accident rate (measured in hull losses per million flights) was 0.37, the equivalent of one accident every 2.7 million flights.
0.1 0.45 0.34 0.8 0.72
1.87
7.41
0
1
2
3
4
5
6
7
8
N O R T H A M E R I C A
E U R O P E N O R T H A S I A
A S I A -P A C I F I C
M I D D L E E A S T A N D
N O R T H A F R I C A
L A T I N A M E R I C A
A F R I C A
ACCIDENT RATE IN AVIATION INDUSTRY
Data collected from IATA.http://www.iata.org/pressroom/pr/pages/2011-02-23-01.aspx
- 03 -

Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Murphy’s Law
“Everything that can fail, shall fail”
This is known as Murphy’s Law and is one of the main reasons behind the FMEA technique.
Consequently, during the design of a system or product, the designer must always think in terms of:
What could go wrong with the system or process?
How badly might it go wrong?
What needs to be done to prevent failures?
- 04 -
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
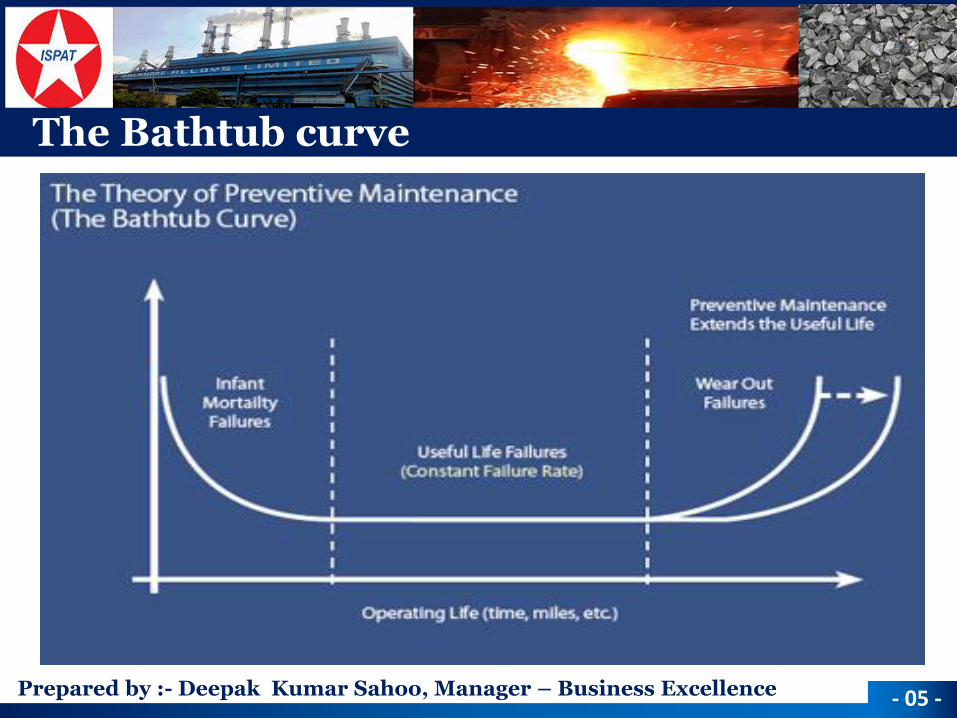
The Bathtub curve
- 05 -
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
FMEA Video - 1
- 06 -
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
How it Origin ?
• This “type” of thinking has been around for hundreds of years. It was first formalized in the aerospace industry during the Apollo program in the 1960’s.
• Department of Defense developed and revised the MIL-STD-1629A guidelines during the 1970s.
• Ford Motor Company published instruction manuals in the 1980s and the automotive industry collectively developed standards in the 1990s.
- 07 -
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
What is FMEA ?
• FMEA Stands for Failure mode effect Analysis.
• FMEA is a tool that allows you to:
• Prevent System, Product and Process problems before they occur
• Reduce costs by identifying system, product and process improvements early in the development cycle
• Create more robust processes
• Prioritize actions that decrease risk of failure
• Evaluate the system, design and processes from a new vantage point
- 08 -
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
A Systematic Process
FMEA provides a systematic process to:
Identify and evaluate
potential failure modes
potential causes of the failure mode
Identify and quantify the impact of potential failures
Identify and prioritize actions to reduce or eliminate the potential failure
Implement action plan based on assigned responsibilities and completion dates
Document the associated activities
- 09 -
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Published Guidelines
Other industry and company-specific guidelines exist. For example:
• EIA/JEP131 provides guidelines for the electronics industry, from the JEDEC/EIA.
• P-302-720 provides guidelines for NASA’s GSFC spacecraft and instruments.
• SEMATECH 92020963A-ENG for the semiconductor equipment industry.
- 10 -
• For the automotive industry
J 1739
• For the automotive industry
AIAG FMEA -3
• For non-automotive applications
ARP 5580

Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Rule of Ten (10)
- 11 -
[ $ 10 ]
Discovered During Design/ Process Engineering
[ $ 100 ]
Discovered During incoming inspection.
[ $ 1000 ]
Discovered During the final test
[ $ 10000 ]
Discovered in the field

Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Benefits of FMEA.
- 12 -
Benefits
Better quality
Increased safety
Enhanced customer
satisfaction
Higher reliability
Contributes to cost savings
Decreases waste
Decreases developme
nt time
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
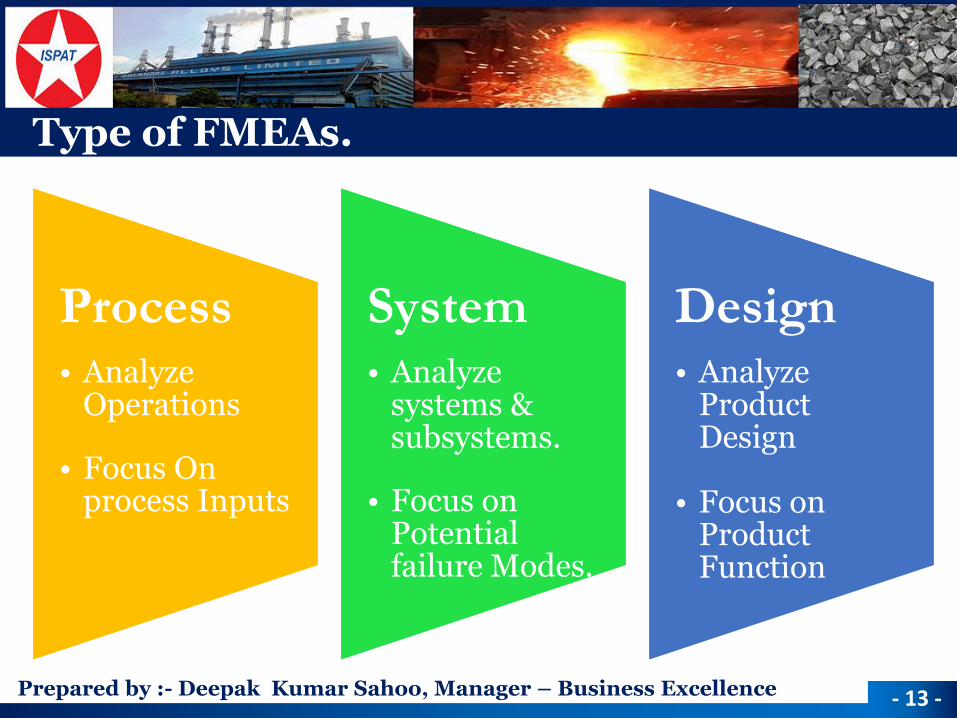
Type of FMEAs.
- 13 -
Process• Analyze
Operations
• Focus On process Inputs
System • Analyze
systems & subsystems.
• Focus on Potential failure Modes.
Design• Analyze
Product Design
• Focus on Product Function

Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
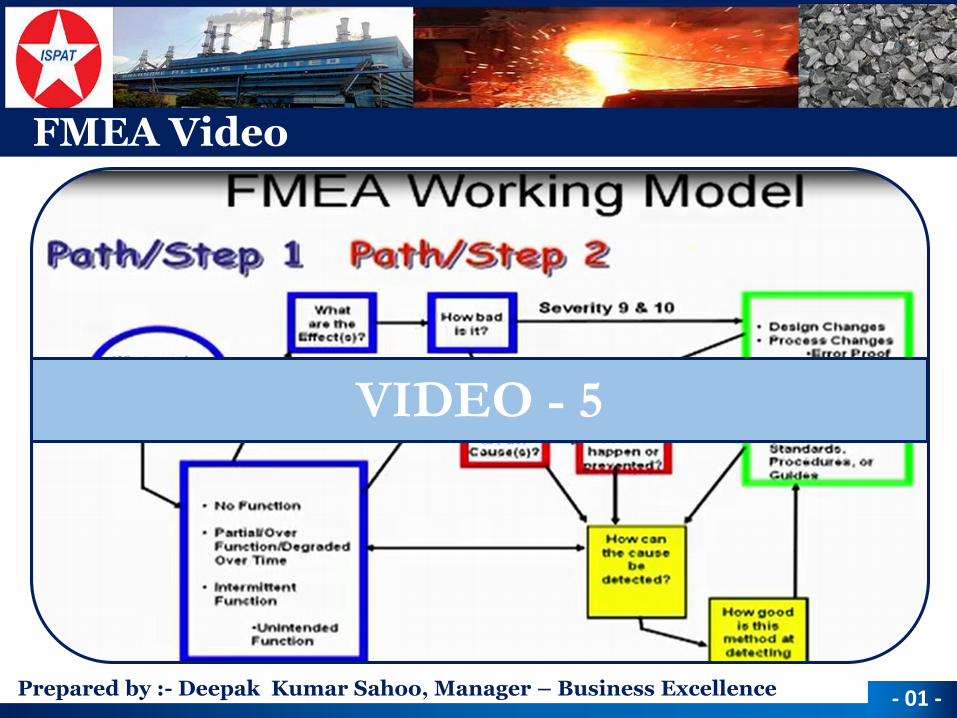
FMEA Video
- 01 -
VIDEO - 5

Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
FMEA Terminology 1
1.) Failure Modes: (Specific loss of a function) is a concise description of how a part , system, or manufacturing process may potentially fail to perform its functions.
2.) Failure Mode “Effect”: A description of the consequence or Ramification of a system or part failure. A typical failure mode may have several “effects” depending on which customer you consider.
3.) Severity Rating: (Seriousness of the Effect) Severity is the numerical rating of the impact on customers.
4.) Failure Mode “Causes”: A description of the design or process deficiency (global cause or root level cause) that results in the failure mode.
5.) Occurrence Rating: Is an estimate number of frequencies or cumulative number of failures (based on experience) that will occur (in our design concept) for a given cause over the intended “life of the design”.
- 14 -

Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
FMEA Terminology 2
6.) Failure Mode “Controls”: The mechanisms, methods, tests, procedures, or controls that we have in place to PREVENT the Cause of the Failure Mode or DETECT the Failure Mode or Cause should it occur.
7.) Detection Rating: A numerical rating of the probability that a given set of controls WILL DISCOVER a specific Cause of Failure Mode to prevent bad parts leaving the facility or getting to the ultimate customer.
8.) Risk Priority Number (RPN): Is the product of Severity, Occurrence, & Detection.
Risk= RPN= S x O x D
9.) Action Planning: A thoroughly thought out and well developed FMEA With High Risk Patterns that is not followed with corrective actions has little or no value, other than having a chart for an audit
- 15 -
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
FMEA Video
- 01 -
VIDEO - 4
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
FMEA Video
- 01 -
VIDEO - 3

Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
FMEA Process
Step 1 - Select a process to evaluate
Step 2 - Recruit a multidisciplinary Team
Step 3 - Have the team meet to list all the steps in the process
Step 4 - Have the team list failure modes and causes
Step 5 For each failure mode have the team assign a numeric value (Risk Priority Number (RPN)) for likelihood of
occurrence, likelihood of detection and severity.
Step 6 - Evaluate the results - Identify the failure modes with the top 10 highest RPNs.
Step 7 - Use RPNs to plan improvement efforts
- 17 -

Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
FMEA Video
- 01 -
VIDEO - 5

Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Champion / SponsorProvides resources & support Attends some meetings Promotes team efforts
Shares authority / power with team Kicks off team Implements recommendations
The FMEA Team Roles
Team LeaderWatchdog of the project Good leadership
Skills Respected & relaxed Leads but doesn’t dominate Maintains full team Participation Typically lead engineer
FacilitatorKeeps team on track
FMEA Process expertiseEncourages / develops team dynamics
Communicates assertivelyEnsures everyone participates
Document ControllerKeeps documentation of teams efforts
FMEA chart keeperCoordinates meeting rooms/time
Distributes meeting rooms & agendas
Member’sNormally 4 – 6 Members, Expertise in Product / Process Cross functional Honest Communication,
Active participation , Positive attitude , Respects other opinions, Participates in team decisions
FMEA CORE TEAM
- 18 -
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Risk Priority Number(RPN)
RPN = Severity x Occurrence x Detection
RPN is used to prioritize concerns/actions
The greater the value of the RPN the greater the concern
RPN ranges from 1-1000
The team must make efforts to reduce higher RPNs through corrective action
General guideline is over 100 = recommended action
- 19 -
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
RPN Considerations
Rating scale example:
Severity = 10 indicates that the effect is very serious and is “worse” than Severity = 1.
Occurrence = 10 indicates that the likelihood of occurrence is very high and is “worse” than Occurrence = 1.
Detection = 10 indicates that the failure is not likely to be detected before it reaches the end user and is “worse” than Detection = 1.
RPN ratings are relative to a particular analysis.
An RPN in one analysis is comparable to other RPNs in the same analysis …but an RPN may NOT be comparable to RPNs in another analysis.
- 20 -
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
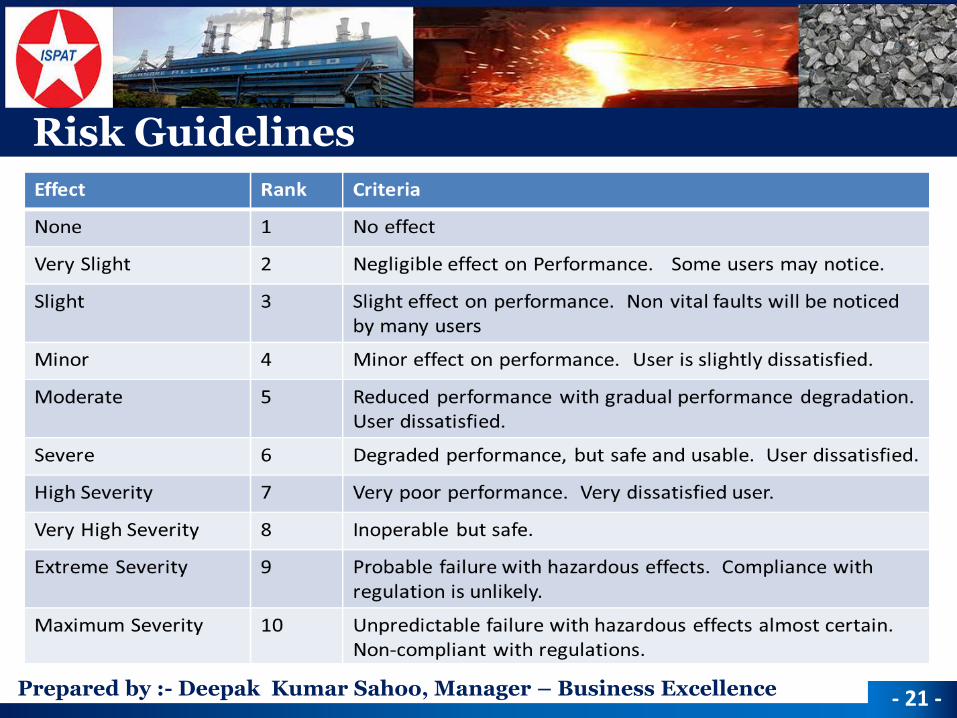
Risk Guidelines
- 21 -

Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Occurrence Ranking
- 22 -
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
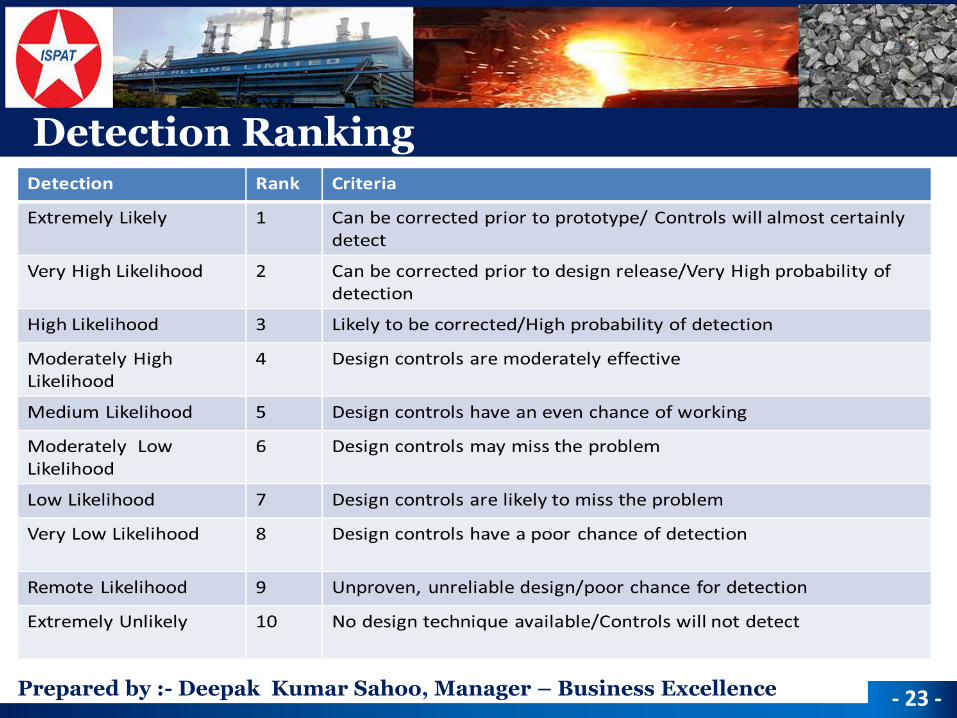
Detection Ranking
- 23 -
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
FMEA Video
- 01 -
VIDEO - 5
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
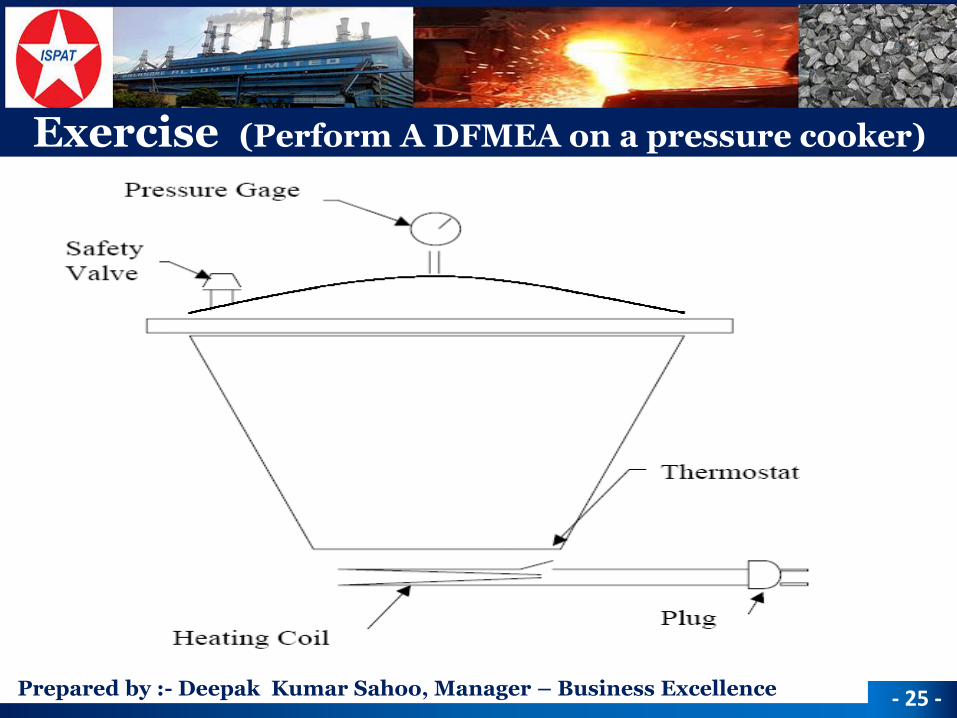
Exercise (Perform A DFMEA on a pressure cooker)
- 25 -

Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Pressure Cooker Safety Features
1. Safety valve relieves pressure before it reaches dangerous levels.
2. Thermostat opens circuit through heating coil when the temperature rises above 250° C.
3. Pressure gage is divided into green and red sections. "Danger" is indicated when the pointer is in the red section.
Pressure Cooker FMEA
Define Scope:
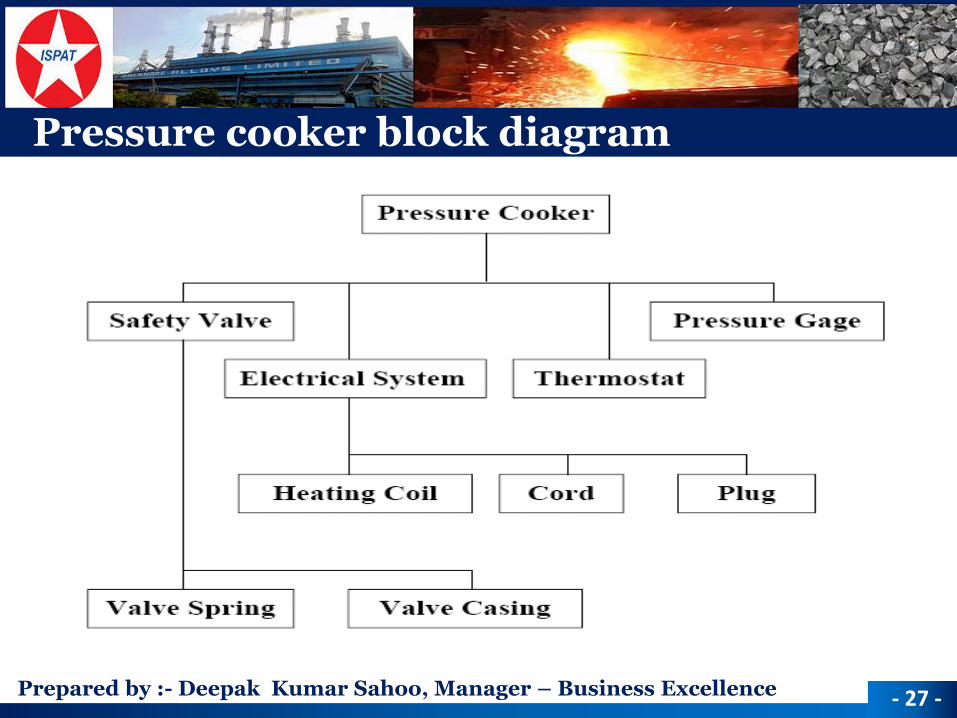
1. Resolution - The analysis will be restricted to the four major subsystems (electrical system, safety valve, thermostat, and pressure gage).
2. Focus - Safety
- 26 -
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Pressure cooker block diagram
- 27 -
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Inputs for FMEA
Process flow diagram
Assembly instructions
Design FMEA
Current engineering drawings and specifications
Data from similar processes Scrap Rework Downtime Warranty
Process Function Requirement
Brief description of the manufacturing process or operation
The PFMEA should follow the actual work process or sequence, same as the process flow diagram etc.
- 28 -
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Team Members for a FMEA
Process engineer
Manufacturing supervisor
Operators
Quality
Safety
Product engineer
Customers
Suppliers
- 29 -

Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Assumptions & Potential Failure Mode
The design is valid
All incoming product is to design specifications
Failures can but will not necessarily occur
Potential Failure Mode
How the process or product may fail to meet design or quality requirements
Many process steps or operations will have multiple failure modes
Think about what has gone wrong from past experience and what could go wrong
- 30 -

Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Common & Potential Failure ModesAssembly
Missing parts
Damaged
Orientation
Contamination
Off location
Torque
Loose or over torque
Missing fastener
Cross threaded
Machining
Too narrow
Too deep
Angle incorrect
Finish not to specification
Flash or not cleaned
Sealant
Missing
Wrong material applied
Insufficient or excessive material
Dry
Drilling holes
Missing
Location
Deep or shallow
Over/under size
Concentricity
angle
- 31 -
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Potential Effects
• End user• Noise
• Leakage
• Odor
• Poor appearance
• Endangers safety
• Loss of a primary function
• performance
• Next operation• Cannot assemble
• Cannot tap or bore
• Cannot connect
• Cannot fasten
• Damages equipment
• Does not fit
• Does not match
• Endangers operator
- 32 -
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Severity Ranking
How the effects of a potential failure mode may impact the customer
Only applies to the effect and is assigned with regard to any other rating
Potential effects of failure
Severity
Cannot assemble bolt(5)
Endangers operator(10)
Vibration (6)
Take the highest effect ranking (10)
- 33 -
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Potential Causes
Equipment• Tool wear
• Inadequate pressure
• Worn locator
• Broken tool
• Gauging out of calibration
• Inadequate fluid levels
Operator• Improper torque
• Selected wrong part
• Incorrect tooling
• Incorrect feed or speed rate
• Mishandling
• Assembled upside down
• Assembled backwards
- 34 -

Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Occurrence Ranking
How frequent the cause is likely to occur
Use other data available Past assembly processes
SPC
Warranty
Each cause should be ranked according to the guideline
- 35 -
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Detection
Probability the defect will be detected by process controls before next or subsequent process, or before the part or component leaves the manufacturing or assembly location
Likely hood the defect will escape the manufacturing location
Each control receives its own detection ranking, use the lowest rating for detection
- 36 -

Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
RPN
RPN provides a method for a prioritizing process concerns
High RPN’s warrant corrective actions
Despite of RPN, special consideration should be given when severity is high especially in regards to safety
An RPN is like a medical diagnostic, predicting the health of the patient
At times a persons temperature, blood pressure, or an EKG can indicate potential concerns which could have severe impacts or implications
- 37 -

Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Recommended actions
Control
Influence
Can’t control or influence at this time
- 38 -

Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Recommended actions
Definition: tasks recommended for the purpose of reducing any or all of the rankings
Examples of Recommended actions
Perform:
Process instructions
Training
Can’t assemble at next station
Visual Inspection
Torque Audit
- 39 -
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
FMEA Video
- 01 -
VIDEO - 5
Prepared by :- Deepak Kumar Sahoo, Manager – Business Excellence
Connect With Me @
Email :- [email protected] / [email protected]
LinkedIn :- www.linkedin.com/in/dksahoo
Slide share :- www.slideshare.com/dksahoo2
- 42 -
Feedback & Comments !