Combustion and Flame 155 (2008) 21–36 www.elsevier.com/locate/combustflame Fluidized bed combustion of pelletized biomass and waste-derived fuels R. Chirone a , P. Salatino b,∗ , F. Scala a , R. Solimene a , M. Urciuolo b a Istituto di Ricerche sulla Combustione—C.N.R., Piazzale V. Tecchio 80, 80125 Naples, Italy b Dipartimento di Ingegneria Chimica—Università degli Studi di Napoli Federico II, Piazzale V. Tecchio 80, 80125 Naples, Italy Received 16 October 2007; received in revised form 21 May 2008; accepted 26 May 2008 Abstract The fluidized bed combustion of three pelletized biogenic fuels (sewage sludge, wood, and straw) has been investigated with a combination of experimental techniques. The fuels have been characterized from the stand- points of patterns and rates of fuel devolatilization and char burnout, extent of attrition and fragmentation, and their relevance to the fuel particle size distribution and the amount and size distribution of primary ash particles. Results highlight differences and similarities among the three fuels tested. The fuels were all characterized by limited primary fragmentation and relatively long devolatilization times, as compared with the time scale of par- ticle dispersion away from the fuel feeding ports in practical FBC. Both features are favorable to effective lateral distribution of volatile matter across the combustor cross section. The three fuels exhibited distinctively differ- ent char conversion patterns. The high-ash pelletized sludge burned according to the shrinking core conversion pattern with negligible occurrence of secondary fragmentation. The low-ash pelletized wood burned according to the shrinking particle conversion pattern with extensive occurrence of secondary fragmentation. The medium-ash pelletized straw yielded char particles with a hollow structure, resembling big cenospheres, characterized by a coherent inorganic outer layer strong enough to prevent particle fragmentation. Inert bed particles were perma- nently attached to the hollow pellets as they were incorporated into ash melts. Carbon elutriation rates were very small for all the fuels tested. For pelletized sludge and straw, this was mostly due to the shielding effect of the coherent ash skeleton. For the wood pellet, carbon attrition was extensive, but was largely counterbalanced by effective afterburning due to the large intrinsic reactivity of attrited char fines. The impact of carbon attrition on combustion efficiency was negligible for all the fuels tested. The size distribution of primary ash particles liberated upon complete carbon burnoff largely reflected the combustion pattern of each fuel. Primary ash particles of size nearly equal to that of the parent fuel were generated upon complete burnoff of the pelletized sludge. Nonetheless, secondary attrition of primary ash from pelletized sludge is large, to the point where generation of fine ash would be extensive overthe typical residence time of bed ash in fluidized bed combustors. Very few and relatively fine primary ash particles were released after complete burnoff of wood pellets. Primary ash particles remaining after complete burnoff of pelletized straw had sizes and shapes that were largely controlled by the occurrence of ash agglomeration phenomena. © 2008 The Combustion Institute. Published by Elsevier Inc. All rights reserved. * Corresponding author. Fax: +39 081 5936936. E-mail address: [email protected] (P. Salatino). 0010-2180/$ – see front matter © 2008 The Combustion Institute. Published by Elsevier Inc. All rights reserved. doi:10.1016/j.combustflame.2008.05.013

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Combustion and Flame 155 (2008) 21–36www.elsevier.com/locate/combustflame
Fluidized bed combustion of pelletized biomass andwaste-derived fuels
R. Chirone a, P. Salatino b,∗, F. Scala a, R. Solimene a, M. Urciuolo b
a Istituto di Ricerche sulla Combustione—C.N.R., Piazzale V. Tecchio 80, 80125 Naples, Italyb Dipartimento di Ingegneria Chimica—Università degli Studi di Napoli Federico II, Piazzale V. Tecchio 80,
80125 Naples, Italy
Received 16 October 2007; received in revised form 21 May 2008; accepted 26 May 2008
Abstract
The fluidized bed combustion of three pelletized biogenic fuels (sewage sludge, wood, and straw) has beeninvestigated with a combination of experimental techniques. The fuels have been characterized from the stand-points of patterns and rates of fuel devolatilization and char burnout, extent of attrition and fragmentation, andtheir relevance to the fuel particle size distribution and the amount and size distribution of primary ash particles.Results highlight differences and similarities among the three fuels tested. The fuels were all characterized bylimited primary fragmentation and relatively long devolatilization times, as compared with the time scale of par-ticle dispersion away from the fuel feeding ports in practical FBC. Both features are favorable to effective lateraldistribution of volatile matter across the combustor cross section. The three fuels exhibited distinctively differ-ent char conversion patterns. The high-ash pelletized sludge burned according to the shrinking core conversionpattern with negligible occurrence of secondary fragmentation. The low-ash pelletized wood burned according tothe shrinking particle conversion pattern with extensive occurrence of secondary fragmentation. The medium-ashpelletized straw yielded char particles with a hollow structure, resembling big cenospheres, characterized by acoherent inorganic outer layer strong enough to prevent particle fragmentation. Inert bed particles were perma-nently attached to the hollow pellets as they were incorporated into ash melts. Carbon elutriation rates were verysmall for all the fuels tested. For pelletized sludge and straw, this was mostly due to the shielding effect of thecoherent ash skeleton. For the wood pellet, carbon attrition was extensive, but was largely counterbalanced byeffective afterburning due to the large intrinsic reactivity of attrited char fines. The impact of carbon attrition oncombustion efficiency was negligible for all the fuels tested. The size distribution of primary ash particles liberatedupon complete carbon burnoff largely reflected the combustion pattern of each fuel. Primary ash particles of sizenearly equal to that of the parent fuel were generated upon complete burnoff of the pelletized sludge. Nonetheless,secondary attrition of primary ash from pelletized sludge is large, to the point where generation of fine ash wouldbe extensive over the typical residence time of bed ash in fluidized bed combustors. Very few and relatively fineprimary ash particles were released after complete burnoff of wood pellets. Primary ash particles remaining aftercomplete burnoff of pelletized straw had sizes and shapes that were largely controlled by the occurrence of ashagglomeration phenomena.© 2008 The Combustion Institute. Published by Elsevier Inc. All rights reserved.
* Corresponding author. Fax: +39 081 5936936.E-mail address: [email protected] (P. Salatino).
0010-2180/$ – see front matter © 2008 The Combustion Institute. Published by Elsevier Inc. All rights reserved.doi:10.1016/j.combustflame.2008.05.013

22 R. Chirone et al. / Combustion and Flame 155 (2008) 21–36
Keywords: Fluidized bed combustion; Biomass; Waste; Pellet; Attrition; Fragmentation
1. Introduction
Biomass- and waste-derived fuels provide an at-tractive and sustainable energy source. Fluidized bedcombustion (FBC) represents one of the most vi-able technologies for the exploitation of biogenic fu-els, either alone or in combination (co-combustion)with coal [1–6]. However, the experience gained sofar, from operation of lab- to full-scale FB combus-tors, has highlighted a few critical issues associatedwith combustion of biogenic fuels: solid fuel andvolatile matter segregation along and across the fur-nace; particle attrition/fragmentation and the associ-ated loss of unburned carbon; diversity of combustionpatterns and rates, as related to chemical composi-tion and morphology of the parent biogenic fuels;ash behavior. These processes may significantly im-pact the fuel particle time–temperature history alongburnoff, the distribution of combustibles (fixed car-bon and volatile matter) across and along the com-bustion chamber, the formation/destruction pathwaysof gaseous pollutants (CO, NOx ), the processes ofsintering, melting, and/or vaporization of ash con-stituents, and associated fouling and bed agglomer-ation.
Volatile matter burnout and the related mixing/segregation issues have risen to renewed interest inconnection with the exploitation of high-volatile bio-genic fuels. Leckner [7] surveyed fuel and gas mix-ing in fluidized bed combustors and its impact on theperformance of FBC. Scala and Salatino [8], Adanezet al. [9], and Luecke et al. [10] addressed the rel-evance of mixing/segregation in either bubbling orcirculating fluidized bed combustors to volatile matterburnout. Solimene et al. [11,12] analyzed the rele-vance of micro- and macromixing of the gas phasein the splash zone of fluidized beds to the apparentkinetics of fast homogeneous reactions. Criteria foreffective lateral spreading of fuel particles and uni-form release of volatile matter across the beds of full-scale fluidized bed combustors have been established,based on the apparent rate of fuel particle lateral dis-persion, by Niklasson et al. [13].
The interactive processes of combustion and attri-tion/fragmentation of biogenic solid fuels representanother area where knowledge has made significantprogress over the last decade. It has been shown thatchars from biogenic fuels are typically more porousand, accordingly, more prone to attrition than thosefrom coals and cokes [14–17]. On the other hand,their high intrinsic combustion reactivity may effec-
tively counterbalance the higher attrition rate, so thatthe carbon elutriation rates are typically small andloss of unburnt solid carbon at the exhaust is seldoman issue. However, attrition-induced changes of par-ticle size may affect the time–temperature historiesof char particles [18,19] by inducing substantial over-heating of char particles with respect to the fluidizedbed. This feature, in combination with the large al-kali content of many biogenic fuels and its impact onash behavior [20,21], may increase the fuel propen-sity to give rise to bed agglomeration during combus-tion [22,23]. Finally, it has been shown that attritionaffects the axial distribution of char along the com-bustor, a feature that may be reflected by the forma-tion/destruction pathways of gaseous emissions [24–26].
The use of pelletized biomass- and waste-derivedfuels has gained interest over recent years, as it mayenhance utilization of biogenic fuels from the stand-points of fuel storage, transportation (especially overlong range), and handling. The economic feasibil-ity of combustion and co-combustion of pelletizedfuels must match these advantages against the addi-tional costs associated with preprocessing and pel-letization. Assessment of the fluidized bed combus-tion of different types of pelletized fuels has fre-quently been addressed in the most recent literature[27–34].
The aim of this work is to provide a systematiccharacterization of fuel properties relevant to the flu-idized bed combustion of different types of pelletizedbiomass and nontoxic solid waste. This aim is pur-sued with a combination of experimental protocolsand bench-scale apparatus. The patterns and rates offuel devolatilization and primary fragmentation havebeen characterized and analyzed in the light of thepossibility of achieving effective lateral spreading ofthe volatile matter across the cross sections of full-scale combustors. The conversion rate and pattern ofthe char remaining after devolatilization has been in-vestigated with a focus on the burnout time and bedcarbon loading in a fluidized bed combustor. Attritionand fragmentation of char particles have been studiedin the light of their impact on char burnoff and parti-cle time–temperature history. Finally, the amount andsize distribution of primary ash particles have beencharacterized with a focus on the contribution of thefuel to the buildup of the bed inventory, also in thelight of possible occurrence of agglomeration phe-nomena.

R. Chirone et al. / Combustion and Flame 155 (2008) 21–36 23
2. Experimental
2.1. Apparatus
A stainless steel atmospheric bubbling fluidizedbed combustor 40 mm ID and 1 m high was usedfor devolatilization, fragmentation, attrition, and com-bustion experiments (Fig. 1). A 2-mm-thick perfo-rated plate with 55 holes 0.5 mm in diameter dis-posed in a triangular pitch was used as gas distributor.A 0.6-m-high stainless steel column for gas preheat-ing and mixing was placed under the distributor. Twosemicylindrical 2.2-kW electric furnaces were usedfor heating the fluidization column and the preheat-ing section. The temperature of the bed, measuredby means of a Chromel–Alumel thermocouple placed40 mm above the distributor, was kept constant by aPID controller.
The freeboard was kept unlagged in order to mini-mize fines postcombustion in this section. Gases werefed to the column via two high-precision digital massflowmeters.
Three different configurations of the reactor wereused for the experimental tests. In the first configura-tion (Fig. 1A), used for particle fragmentation exper-iments, the top section of the fluidization column wasleft open to the atmosphere. A stainless steel circu-lar basket could be inserted from the top in order toretrieve fragmented and unfragmented particles fromthe bed. The tolerance between the column walls andthe basket was limited to reduce as much as possiblethe amount of carbon left in the bed when the basketwas pulled out. A basket mesh of 0.8 mm was used,so that the bed material could easily pass through thenet openings.
In the second configuration (Fig. 1B), used forfines elutriation rate experiments, a two-exit brasshead was fitted to the top flange of the fluidization col-umn. By operating a valve, it was possible to conveyflue gases alternately to two removable filters made ofsintered brass. Batches of material could be fed to thebed via a hopper connected sideways to the upper partof the freeboard. A paramagnetic analyzer and twoNDIR analyzers were used for online measurementof O2, CO, and CO2 concentrations, respectively, inthe exhaust gases.
The third configuration (Fig. 1C), used for single-particle combustion/devolatilization experiments, alsoconsisted in leaving open the top section of the flu-idization column. A stainless steel probe was insertedfrom the top of the column in order to convey a frac-tion of the exit gases directly to the gas analyzers.A high-efficiency cellulose filter was inserted into theline to avoid particle entrainment into the analyzers.The probe, 2 mm ID, was positioned 0.6 m above thedistributor, approximately at the axis of the column.
Data from the analyzers were logged and further pro-cessed on a PC.
The reactor used for the characterization of the pri-mary ash particles (PAPs) is represented in Fig. 2. Itconsisted of a 41-mm-ID, 0.4-m-high stainless steelcolumn equipped with a gas preheater. The gas dis-tributor was made of a stainless steel nets plate. Twoelectric furnaces were used to heat up the fluidizationcolumn and the preheating section. Fly ash was re-moved by means of a cyclone for collection of coarsefines (>15–20 µm), followed by a sintered brass fil-ter (average porosity about 5 µm) and by a glass fiberfilter to collect smaller fine particles whose size waslarger than 0.3 µm. Collection efficiency of this devicewas satisfactorily checked against that of an Andersenprobe under the same experimental conditions. Thesize distribution of the fines collected at the filter wascharacterized by means of a laser particle size ana-lyzer.
2.2. Materials
Experiments were carried out with two pelletizedbiomasses (straw and wood) and a commercial me-chanically dewatered/predried sludge (MDS), shownin Fig. 3. Table 1 reports the properties of the fuels.The sludge particles had spheroidal shape and weresieved in the particle size ranges 2.36–4.0 and 4.76–6.35 mm. Wood and straw pellets were obtained ascylindrical extrudates. Straw pellets had a fixed di-ameter of 8 mm and a variable length in the range7–20 mm, with an average of 11.9 mm. Wood pelletshad a fixed diameter of 6.2 mm and a variable heightin the range 7–25 mm, with an average of 15.9 mm.
Gases used in the experiments were air and nitro-gen of technical grade.
2.3. Procedures
2.3.1. Fuel devolatilization experimentsThese tests were carried out in the combustor ar-
ranged according to the configuration in Fig. 1C. As-sessment of fuel devolatilization was carried out by atechnique based on the continuous monitoring of gasconcentration at the exhaust. The technique was basedon analysis of time series of gas concentrations (CO,CO2, and O2) during devolatilization at 850 ◦C in airof batches of fuel particles of preset size and mass inthe fluidized bed reactor. The bed solids consisted of300–400 µm silica sand (180 g). The minimum flu-idization velocity was 0.05 m/s.
2.3.2. Particle fragmentation experimentsExperiments were performed using the basket-
equipped configuration (Fig. 1A) of the reactor. Forprimary fragmentation experiments the bed of sand

24R
.Chirone
etal./Com
bustionand
Flam
e155
(2008)21–36
(C)
(1) Gas preheating section; (2) electrical furnaces; (3)ceramic insulator; (4) gas distributor; (5) thermocouple; (6)fluidization column; (7) gas suction probe; (8) stack; (9)cellulose filter; (10) membrane pump; (11) gas analyzers;(12) personal computer; (13) manometer; (14) digital massflowmeters; (15) air dehumidifier (silica gel).
) two-exit head configuration; (C) open-top configuration.
(A) (B)
(1) Gas preheating section; (2) electrical furnaces; (3) ce-ramic insulator; (4) gas distributor; (5) thermocouple; (6)fluidization column; (7) steel basket; (8) manometer; (9)digital mass flowmeters; (10) air dehumidifier (silica gel).
(1) Gas preheating section; (2) electrical furnaces; (3) ce-ramic insulator; (4) gas distributor; (5) thermocouple; (6)fluidization column; (7) head with three-way valve; (8) sin-tered brass filters; (9) hopper; (10) scrubber; (11) stack; (12)cellulose filter; (13) membrane pump; (14) gas analyzers;(15) personal computer; (16) manometer; (17) digital massflowmeters; (18) air dehumidifier (silica gel).
Fig. 1. The experimental apparatus for combustion/devolatilization characterization: (A) basket equipped configuration; (B

R. Chirone et al. / Combustion and Flame 155 (2008) 21–36 25
Fig. 2. The experimental apparatus for primary ash particlecharacterization.
(300–400 µm, 180 g) was fluidized with nitrogen at0.8 m/s. Experiments were carried out by injectingsingle fuel particles into the bed kept at 850 ◦C fromthe top of the column. After about 3 min, requiredto completely devolatilize the fuel, the resulting charwas retrieved by means of the basket in order to in-vestigate the number and size of the produced frag-ments. Fragments smaller than about 0.8 mm werelost through the basket net openings. However, these
small fragments were more likely to be generated byattrition rather than by fragmentation. The experimentwas repeated with more than 30 particles to collect astatistically significant number of fragments.
For secondary fragmentation experiments, singlefuel particles were first pyrolyzed for 3 min by drop-ping them into the bed fluidized with nitrogen at850 ◦C and kept at the minimum fluidization condi-tion. Only particles that did not fragment during py-rolysis were further used for secondary fragmentationexperiments. Nitrogen or nitrogen–oxygen mixtureswith oxygen concentrations of 1%, 3%, and 4.5%(on volume basis) were used as inlet gas. Experi-ments were carried out at a superficial gas velocity of0.8 m/s. Char particles were injected in the bed fromthe top of the column. At definite times the char wasretrieved from the bed with the basket and the numberand size of the fragments was recorded. The run endedwhen no more carbon was found in the basket; i.e., thefragments were consumed by combustion (under oxi-dizing conditions) and attrition down to a size smallerthan the mesh opening size. Also, for secondary frag-mentation experiments, each test was repeated severaltimes to collect a statistically significant number offragments.
2.3.3. Fines elutriation rate experimentsBatches of biomass particles (corresponding to ap-
proximately 2.0 g of fixed carbon) were injected intothe bed (300–400 µm sand, 180 g) kept at 850 ◦C,slightly above the minimum fluidization velocity in
Fig. 3. The pelletized biogenic fuels.

26 R. Chirone et al. / Combustion and Flame 155 (2008) 21–36
Table 1Properties of fuels tested
MDsludge
Woodpellets
Strawpellets
LHV, kJ/kg 10,240 18,240 16,830Particle density, kg/m3 890 1100 940
Proximate analysis(as received), %w
Moisture 4.6 8.0 8.8Volatiles 47.7 74.2 65.6Fixed carbon 13.1 17.4 19.4Ash 34.6 0.4 6.2
Ultimate analysis(dry basis), %w
Carbon 33.1 50.4 44.0Hydrogen 4.7 6.1 5.7Nitrogen 4.6 0.1 0.5Sulfur 1.5 0.1 0.2Ash 36.2 0.4 6.3Oxygen (diff) 19.9 42.9 43.3
nitrogen. When devolatilization was over, superficialgas velocity was increased to 0.8 m/s and nitrogenand air flow rates were adjusted to establish the re-quired oxygen concentration in the inlet gas. Elutri-ated fines were collected by means of the two-exithead (Fig. 1B) by letting the flue gas flow alternatelythrough sequences of filters (one was in use whilethe previous one was replaced) for definite periodsof time. In order to prevent hydration of the col-lected material, each filter was put into a drier af-ter being used, where it was cooled down before itwas weighed. The difference between the weights ofthe filters before and after operation, divided by thetime interval during which the filter was in opera-tion, gave the average fines elutriation rate relative tothat interval. Fines collected in the filters were fur-ther analyzed to determine their fixed carbon content.This procedure enabled time-resolved measurementof carbon elutriation rates. Some tests repeated un-der the same experimental conditions indicated thatthe fines elutriation rate could be measured with anaccuracy of ±10%. The silica sand fines elutriationrate was separately quantified in “blank” experimentsin which only sand was charged in the reactor andfluidized under the same operating conditions. Re-sults of blank tests indicated that the contributionof fines produced by attrition of sand was negligi-ble.
2.3.4. Single-particle combustion experimentsThese experiments were carried out in the com-
bustor configuration shown in Fig. 1C. The fuel par-ticles were first pyrolyzed by dropping them into the
bed fluidized with nitrogen at 850 ◦C under the mini-mum fluidization condition. After about 3 min, charparticles were retrieved from the bed by means ofa basket. Particles that had undergone primary frag-mentation during pyrolysis were not considered forfurther experimentation. Experiments were carriedout by injecting single fuel char particles of givenmass into the bed (180 g sand) kept at 850 ◦C. The bedwas fluidized with nitrogen–oxygen mixtures at thedesired oxygen concentrations. Gas superficial veloc-ity was 0.8 m/s. Bed sand size was 300–400 µm. Con-tinuous analysis of the exhaust gases enabled mea-surement of the carbon combustion rate as a functionof time until complete burnoff.
2.3.5. Morphological characterization of charCross sections of char and ash particles were ob-
served under a scanning electron microscope (PhilipsXL30 with LaB6 filament) at different magnifica-tions. Some of the particles were embedded in epoxyresin and then cut and polished before observa-tion.
2.3.6. Assessment of ash behaviorThese experiments aiming at the characterization
of the primary ash particle size distribution (PAPSD)were carried out in the combustor shown in Fig. 2.The bed material consisted of 180 g of quartz (600–710 µm) with a minimum fluidization velocity of0.15 m/s. The procedure for characterization of PAPsconsisted of the following sequence of steps [35]:(1) The fuel batch was loaded into the combustor. De-volatilization took place in nitrogen for 10 min, a timelong enough for devolatilization to be complete. Gassuperficial velocity U1 was kept at 0.18 m/s, slightlyhigher than the minimum fluidization velocity of thebed. (2) The fluidizing gas was switched over fromnitrogen to air at the gas superficial velocity of U1 =0.18 m/s until complete char burnout. Collection offly ashes at the exhaust was performed during thisstage. (3) As char burnoff was complete, the gas ve-locity was raised to U2 ∼= 0.5 m/s in order to elu-triate ash particles smaller than ≈200 µm. Bed inertsolids were not elutriated at this velocity, as theirparticle terminal velocity (Ut ∼= 5 m/s) greatly ex-ceeded U2. Elutriated ashes were collected at the ex-haust for 5 min during this stage. (4) After stage 3,the whole bed (quartz + ash) was discharged fromthe reactor. Ash material was sieved out from thewhole bed material. At the end of the experiments,ash particles cumulatively collected at the exhaustand retrieved from the bed were characterized fromthe standpoint of particle size distribution, the fuelPAPSD [35].

R. Chirone et al. / Combustion and Flame 155 (2008) 21–36 27
Fig. 4. Outline of the typical pattern of CO2 concentration vstime profile at the exhaust during devolatilization/char com-bustion of a fuel batch.
3. Results
3.1. Assessment of fuel devolatilization and burnouttimes
The assessment of devolatilization time, as well asof the overall burnout time of fuel batches, was car-ried out by analyzing the time series of CO and CO2concentration measured at the exhaust of the benchscale fluidized bed reactor operated in the configu-ration of Fig. 1C. Fig. 4 outlines the typical patternof CO2 concentration at the exhaust recorded alongburnout of a fuel batch. Three distinct stages can berecognized. The strongly peaked stage I immediatelyfollowing particle injection into the bed and corre-sponding to the time interval 0 < t < td is related tothe progress of fuel devolatilization. Stages II and IIIboth correspond to char combustion, ending up at t =tbo. The distinction between stages II and III, markedby a change in the slope of the CO2 profile, should berelated to a change of conversion regime from prevail-ingly external to internal burning, and might possiblybe emphasized by late percolative fragmentation ofthe char particles. Having the general pattern of Fig. 4as a reference, the experimental time series have beendeconvoluted into two sequential stages respectivelyassociated with fuel devolatilization (stage I) and charburnout (stages II + III). For the purpose of defininga devolatilization time, the profile corresponding tostage I has been approximated as a Gaussian proba-bility density curve (multiplied by a constant whichaccounts for the total volatile matter content of thefuel). The time t = 0 and the time at the end of de-volatilization, t = td, are taken as the lower and upperbounds of the interval, centered around the average,within which 95% of the probability falls. The overallburnout time tbo has been then defined to satisfy the
condition∫ t=tbot=0 [CO2]dt∫ +∞−∞ [CO2]dt
= 0.95.
Fig. 5 reports the actual CO2 profiles measuredat the exhaust of the fluidized bed reactor during ex-periments consisting of devolatilization followed bycomplete char burnout of batches of pelletized sludge,wood, and straw, respectively. It can be appreciatedhow the profiles for all the fuels tested conform tothe general pattern outlined in Fig. 4. The only de-parture is represented by the absence of a clear-cutdistinction between stages II and III for the pelletizedsludge. This feature is not surprising when one con-siders that this fuel undergoes conversion according tothe shrinking core conversion pattern, a feature thatwill be discussed later and that prevents occurrenceof late percolative fragmentation. Values of td and tbodetermined for all the fuels tested are reported in Ta-ble 2.
Devolatilization times are on the order of tensof seconds to minutes, much longer than the corre-sponding devolatilization times of loose nonpelletizedbiomass/waste constituents. This feature must be an-alyzed in the light of the possibility of achieving ef-fective lateral spreading of volatile matter away fromthe fuel feeding point in industrial-scale fluidized bedcombustors. Based on observed values of lateral dis-persion coefficients of coarse particles in fluidizedbed reactors [13], time scales associated with lateralfuel spreading should be on the order of 10–100 s, i.e.,comparable to the devolatilization times of the sam-ples tested. On this ground, the use of pelletized fuelscan provide an effective means of ensuring effectivelateral distribution of volatile matter across the com-bustor cross section, a feature that would positivelyinfluence volatile matter burnout and minimize issuesassociated with localized emission and segregation ofvolatile matter.
3.2. Primary fragmentation
The extent of primary fragmentation during de-volatilization of samples of the biogenic fuels wasinvestigated by means of batch experiments in thebasket-equipped combustor (Fig. 1A). Single fuel pel-lets were injected into the hot bed fluidized by ni-trogen and retrieved at the end of devolatilization bymeans of the basket. They were analyzed to charac-terize their number, weight, shape, and size.
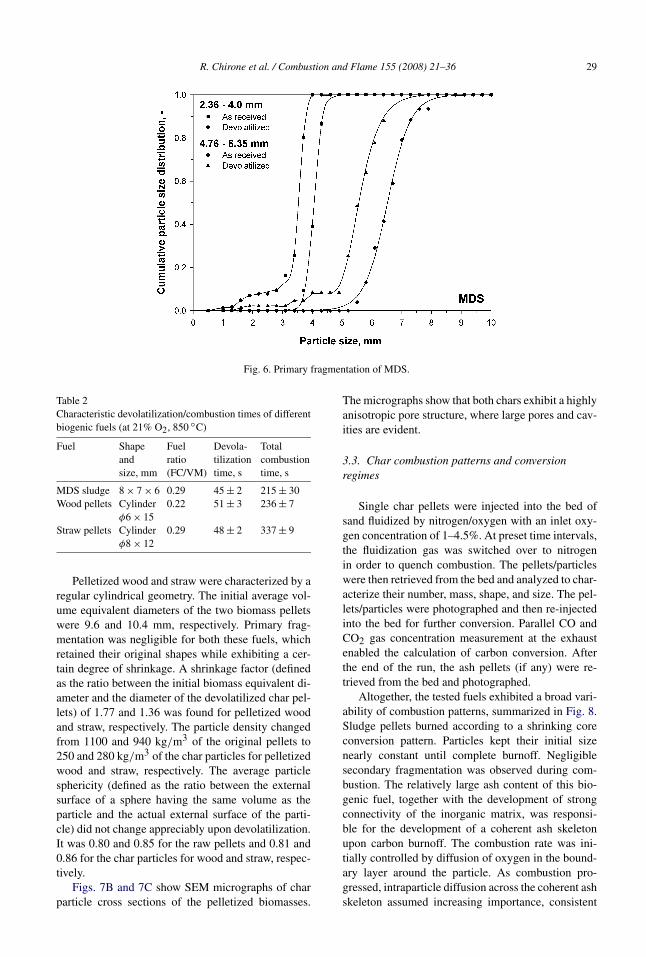
Results for MDS have been expressed in terms ofcumulative particle size distributions (on a mass ba-sis) of the particles before and after devolatilizationfor feedings of two particle size ranges, namely 2.36–4.0 and 4.76–6.35 mm (Fig. 6). The actual sizes of the

28 R. Chirone et al. / Combustion and Flame 155 (2008) 21–36
Fig. 5. CO2 concentration profile in exhaust gas during devolatilization/char combustion of biogenic fuels. (A) w = 6.58 g;(B) w = 2.90 g; (C) w = 3.14 g.
original particles and of the fragments were derivedfrom one-by-one inspection of fuel particles by arith-metic averaging of the particle sizes along the threeprincipal axes. For this reason, it could happen thatparticle sizes determined in this manner were outside(and above) the nominal particle size ranges 2.36–4.0and 4.76–6.35 mm. Char particle size distribution ofMDS had a bimodal nature (Fig. 6), suggesting theoccurrence of primary fragmentation. The extent offragmentation, however, was rather limited: the mass
fraction of fragments was always less than 10% of thetotal sample mass.
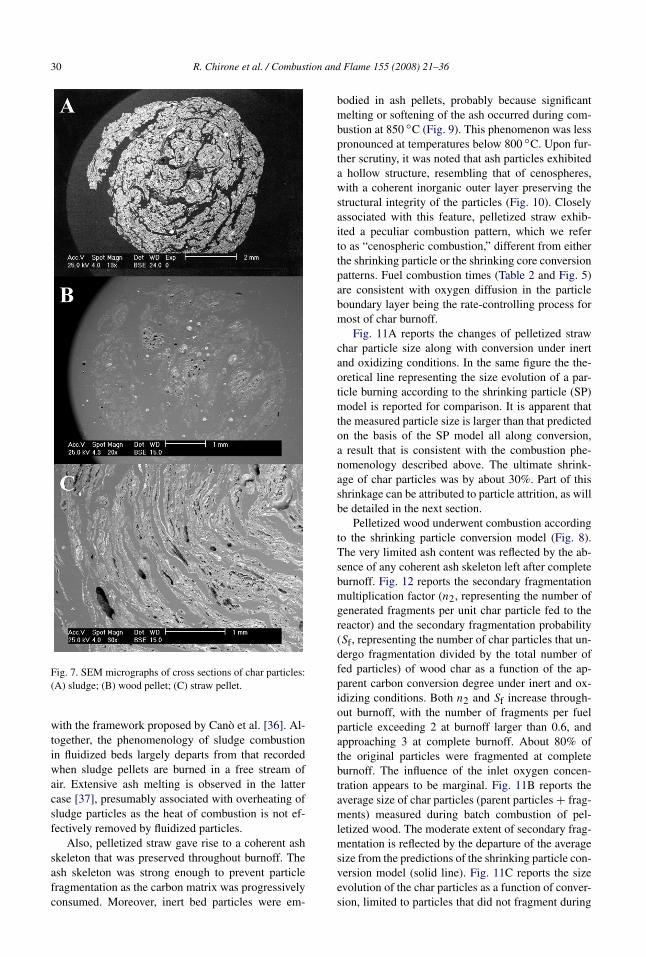
Devolatilization brings about a moderate shrink-age of the MDS particle size (about 15%), while keep-ing the structural integrity as a result of the formationof a coherent ash skeleton. This ash skeleton is char-acterized by a pronounced anisotropic “onion-like”structure, as can be seen in the SEM micrograph of achar particle cross section (embedded in epoxy resin)shown in Fig. 7A.
R. Chirone et al. / Combustion and Flame 155 (2008) 21–36 29
Fig. 6. Primary fragmentation of MDS.
Table 2Characteristic devolatilization/combustion times of differentbiogenic fuels (at 21% O2, 850 ◦C)
Fuel Shapeandsize, mm
Fuelratio(FC/VM)
Devola-tilizationtime, s
Totalcombustiontime, s
MDS sludge 8 × 7 × 6 0.29 45 ± 2 215 ± 30Wood pellets Cylinder 0.22 51 ± 3 236 ± 7
φ6 × 15Straw pellets Cylinder 0.29 48 ± 2 337 ± 9
φ8 × 12
Pelletized wood and straw were characterized by aregular cylindrical geometry. The initial average vol-ume equivalent diameters of the two biomass pelletswere 9.6 and 10.4 mm, respectively. Primary frag-mentation was negligible for both these fuels, whichretained their original shapes while exhibiting a cer-tain degree of shrinkage. A shrinkage factor (definedas the ratio between the initial biomass equivalent di-ameter and the diameter of the devolatilized char pel-lets) of 1.77 and 1.36 was found for pelletized woodand straw, respectively. The particle density changedfrom 1100 and 940 kg/m3 of the original pellets to250 and 280 kg/m3 of the char particles for pelletizedwood and straw, respectively. The average particlesphericity (defined as the ratio between the externalsurface of a sphere having the same volume as theparticle and the actual external surface of the parti-cle) did not change appreciably upon devolatilization.It was 0.80 and 0.85 for the raw pellets and 0.81 and0.86 for the char particles for wood and straw, respec-tively.
Figs. 7B and 7C show SEM micrographs of charparticle cross sections of the pelletized biomasses.
The micrographs show that both chars exhibit a highlyanisotropic pore structure, where large pores and cav-ities are evident.
3.3. Char combustion patterns and conversionregimes
Single char pellets were injected into the bed ofsand fluidized by nitrogen/oxygen with an inlet oxy-gen concentration of 1–4.5%. At preset time intervals,the fluidization gas was switched over to nitrogenin order to quench combustion. The pellets/particleswere then retrieved from the bed and analyzed to char-acterize their number, mass, shape, and size. The pel-lets/particles were photographed and then re-injectedinto the bed for further conversion. Parallel CO andCO2 gas concentration measurement at the exhaustenabled the calculation of carbon conversion. Afterthe end of the run, the ash pellets (if any) were re-trieved from the bed and photographed.
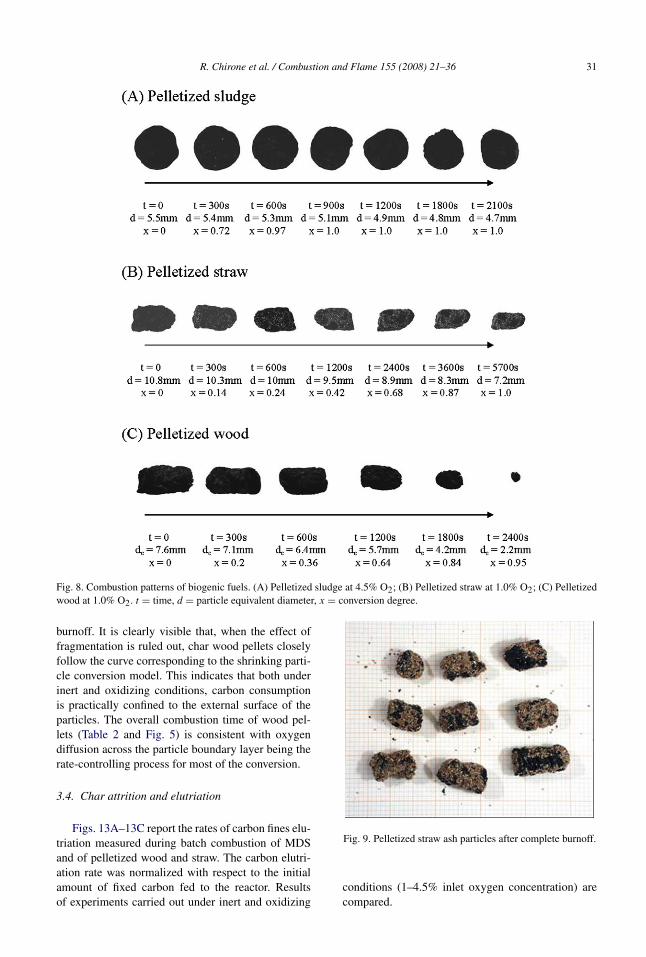
Altogether, the tested fuels exhibited a broad vari-ability of combustion patterns, summarized in Fig. 8.Sludge pellets burned according to a shrinking coreconversion pattern. Particles kept their initial sizenearly constant until complete burnoff. Negligiblesecondary fragmentation was observed during com-bustion. The relatively large ash content of this bio-genic fuel, together with the development of strongconnectivity of the inorganic matrix, was responsi-ble for the development of a coherent ash skeletonupon carbon burnoff. The combustion rate was ini-tially controlled by diffusion of oxygen in the bound-ary layer around the particle. As combustion pro-gressed, intraparticle diffusion across the coherent ashskeleton assumed increasing importance, consistent
30 R. Chirone et al. / Combustion and Flame 155 (2008) 21–36
Fig. 7. SEM micrographs of cross sections of char particles:(A) sludge; (B) wood pellet; (C) straw pellet.
with the framework proposed by Canò et al. [36]. Al-together, the phenomenology of sludge combustionin fluidized beds largely departs from that recordedwhen sludge pellets are burned in a free stream ofair. Extensive ash melting is observed in the lattercase [37], presumably associated with overheating ofsludge particles as the heat of combustion is not ef-fectively removed by fluidized particles.
Also, pelletized straw gave rise to a coherent ashskeleton that was preserved throughout burnoff. Theash skeleton was strong enough to prevent particlefragmentation as the carbon matrix was progressivelyconsumed. Moreover, inert bed particles were em-
bodied in ash pellets, probably because significantmelting or softening of the ash occurred during com-bustion at 850 ◦C (Fig. 9). This phenomenon was lesspronounced at temperatures below 800 ◦C. Upon fur-ther scrutiny, it was noted that ash particles exhibiteda hollow structure, resembling that of cenospheres,with a coherent inorganic outer layer preserving thestructural integrity of the particles (Fig. 10). Closelyassociated with this feature, pelletized straw exhib-ited a peculiar combustion pattern, which we referto as “cenospheric combustion,” different from eitherthe shrinking particle or the shrinking core conversionpatterns. Fuel combustion times (Table 2 and Fig. 5)are consistent with oxygen diffusion in the particleboundary layer being the rate-controlling process formost of char burnoff.
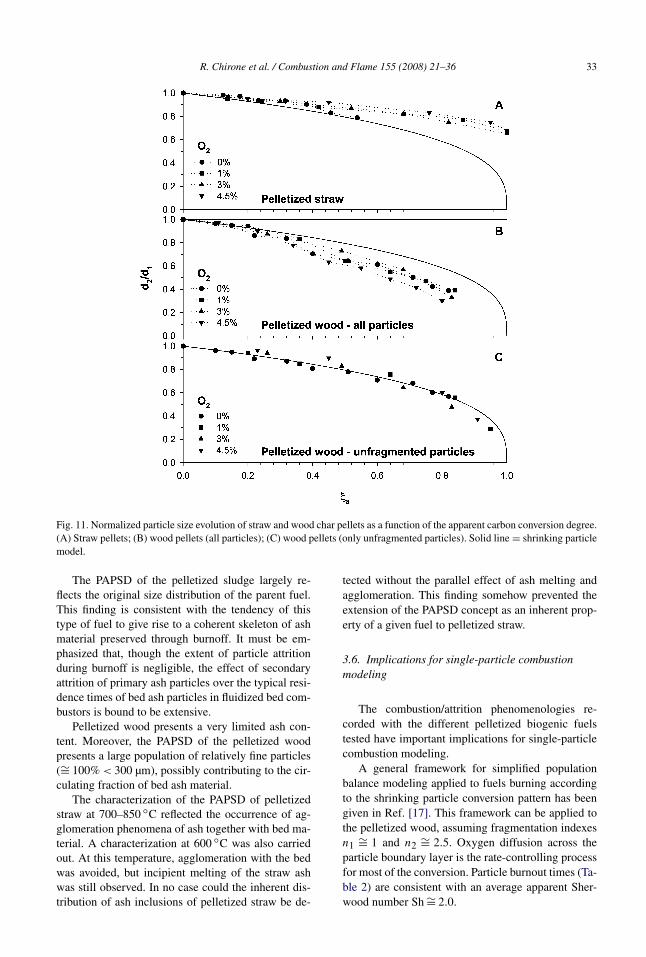
Fig. 11A reports the changes of pelletized strawchar particle size along with conversion under inertand oxidizing conditions. In the same figure the the-oretical line representing the size evolution of a par-ticle burning according to the shrinking particle (SP)model is reported for comparison. It is apparent thatthe measured particle size is larger than that predictedon the basis of the SP model all along conversion,a result that is consistent with the combustion phe-nomenology described above. The ultimate shrink-age of char particles was by about 30%. Part of thisshrinkage can be attributed to particle attrition, as willbe detailed in the next section.
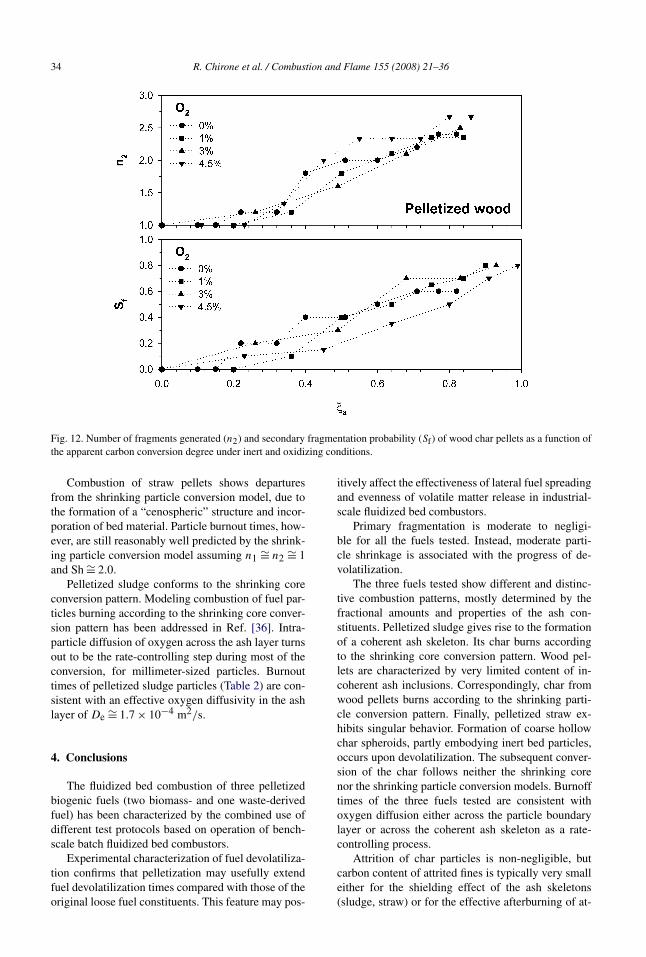
Pelletized wood underwent combustion accordingto the shrinking particle conversion model (Fig. 8).The very limited ash content was reflected by the ab-sence of any coherent ash skeleton left after completeburnoff. Fig. 12 reports the secondary fragmentationmultiplication factor (n2, representing the number ofgenerated fragments per unit char particle fed to thereactor) and the secondary fragmentation probability(Sf, representing the number of char particles that un-dergo fragmentation divided by the total number offed particles) of wood char as a function of the ap-parent carbon conversion degree under inert and ox-idizing conditions. Both n2 and Sf increase through-out burnoff, with the number of fragments per fuelparticle exceeding 2 at burnoff larger than 0.6, andapproaching 3 at complete burnoff. About 80% ofthe original particles were fragmented at completeburnoff. The influence of the inlet oxygen concen-tration appears to be marginal. Fig. 11B reports theaverage size of char particles (parent particles + frag-ments) measured during batch combustion of pel-letized wood. The moderate extent of secondary frag-mentation is reflected by the departure of the averagesize from the predictions of the shrinking particle con-version model (solid line). Fig. 11C reports the sizeevolution of the char particles as a function of conver-sion, limited to particles that did not fragment during
R. Chirone et al. / Combustion and Flame 155 (2008) 21–36 31
Fig. 8. Combustion patterns of biogenic fuels. (A) Pelletized sludge at 4.5% O2; (B) Pelletized straw at 1.0% O2; (C) Pelletizedwood at 1.0% O2. t = time, d = particle equivalent diameter, x = conversion degree.
burnoff. It is clearly visible that, when the effect offragmentation is ruled out, char wood pellets closelyfollow the curve corresponding to the shrinking parti-cle conversion model. This indicates that both underinert and oxidizing conditions, carbon consumptionis practically confined to the external surface of theparticles. The overall combustion time of wood pel-lets (Table 2 and Fig. 5) is consistent with oxygendiffusion across the particle boundary layer being therate-controlling process for most of the conversion.
3.4. Char attrition and elutriation
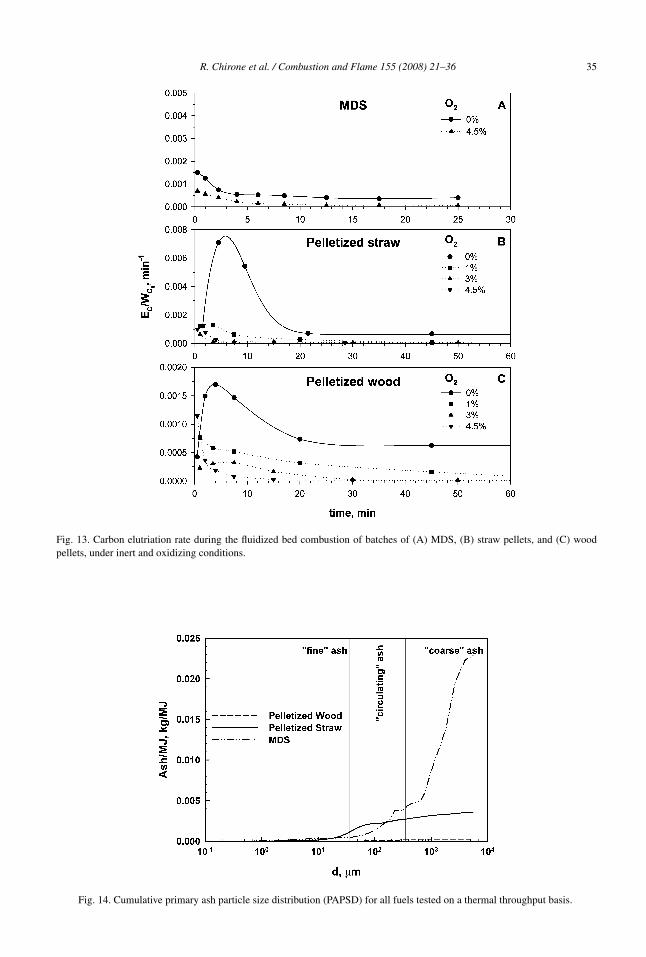
Figs. 13A–13C report the rates of carbon fines elu-triation measured during batch combustion of MDSand of pelletized wood and straw. The carbon elutri-ation rate was normalized with respect to the initialamount of fixed carbon fed to the reactor. Resultsof experiments carried out under inert and oxidizing
Fig. 9. Pelletized straw ash particles after complete burnoff.
conditions (1–4.5% inlet oxygen concentration) arecompared.

32 R. Chirone et al. / Combustion and Flame 155 (2008) 21–36
Fig. 10. SEM micrographs showing the cross section ofstraw pellet ash: (A) nonembedded; (B) embedded in epoxyresin and then cut.
Carbon attrition of MDS is fairly small (Fig. 13A),consistent with the finding that the change of particlesize over the burnout time is very small. Under inertconditions, carbon attrition and elutriation rates areequal at the steady state. Attrition rate displays an ini-tial peak related to rounding off of surface asperities.A steady value of the elutriation rate is approachedafter about 5 min. Under oxidizing conditions, car-bon elutriation rate vanishes soon after combustionsets in. This trend results from the concurrence of twoparallel phenomena. On one hand, according to theshrinking core conversion pattern typical of this fuel,carbon is quickly depleted from the outer shell of theparticle as combustion proceeds, and the coherent ashskeleton prevents attrition by surface wear of the innercarbon-rich core. On the other hand, due to the largeintrinsic reactivity of the char, attrited carbon finesundergo extensive afterburning during their residencetime in the combustor prior to elutriation. Reductionof the particle size of pelletized sludge could be ex-pressed according to the equation
drs
dt= −ka(U − Umf).
The ash attrition constant ka estimated from experi-mental data on particle diameter versus time is ka =4.0 × 10−7.
Figs. 13B and 13C report the carbon fines elutri-ation rate measured during batch combustion of pel-letized straw and wood. The behavior of both fuelsis similar to that observed with other biogenic fu-els [15–17]. The elutriation rate is maximal underinert conditions. It decreases under oxidizing condi-tions; the higher the oxygen concentration the lowerthe elutriation rate. It has been shown that an oppo-site trend characterizes coals and cokes, for whichattrition increases as the severity of oxidizing con-ditions increases. The apparent discrepancy is ex-plained by considering that the increase of attritionrate with the severity of oxidizing conditions, ex-plained by Massimilla and co-workers on the basisof the combustion-assisted attrition concept [38], iseffectively counterbalanced by extensive afterburningof attrited fines related to their large intrinsic com-bustion reactivity. The elutriation rate vs time profileof straw pellets under oxidizing conditions is consis-tent with the combustion phenomenology of this char(Fig. 8): the steep decrease of carbon elutriation rateduring the very early conversion of this fuel is likelydue to the shielding effect of the ash skeleton, whichprevents carbon attrition from the inner layers of thepellet.
3.5. Characterization of primary ash particles
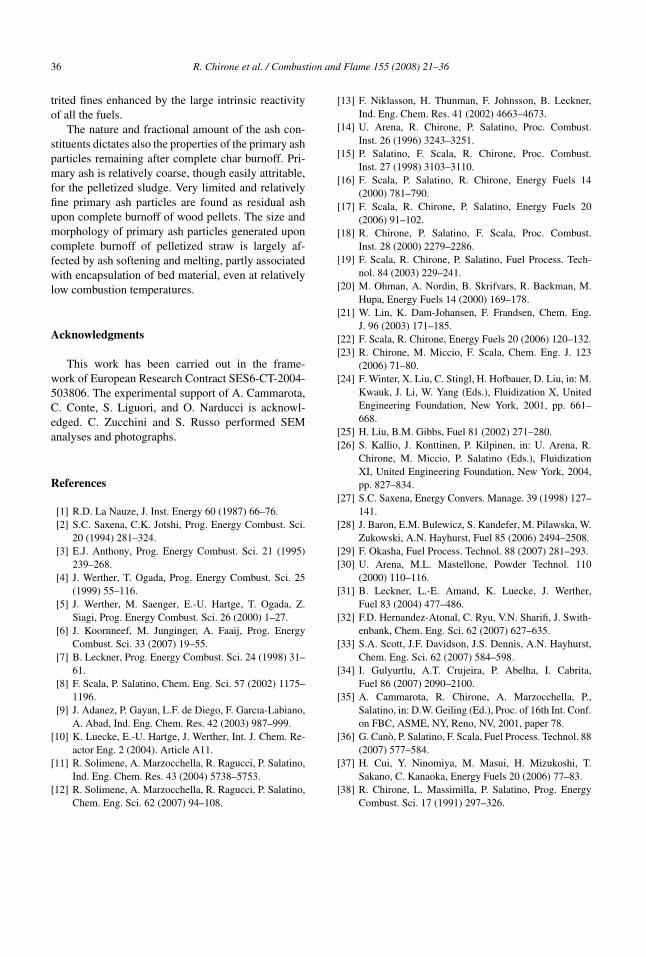
The concept and meaning of the primary ash parti-cle size distribution has been first addressed by Cam-marota et al. [35]. The relevance of the PAPSD tothe establishment of a steady inventory of bed ma-terial in fluidized bed combustors has been analyzedby considering its impact on the population balanceof bed material. The pelletized biogenic fuels havebeen characterized from the standpoint of the amountand size distribution of PAPs liberated by the fuelupon complete burnoff, using the experimental appa-ratus reported in Fig. 2 and the test protocol proposedby Cammarota et al. [35]. The PAPSD of the threebiogenic fuels is reported in Fig. 14. The cumulativedistribution of PAPs is here reported as M(dp), de-fined as the cumulative amount of ash particles perunit low-heating-value of the given fuel. M(dp) is de-fined in such a way that for any two particle sizesdi > dj ,M(di) − M(dj ) represents the mass of ashparticles belonging to the size interval [dj , di ] per MJof LHV of the fuel. This way of expressing the distri-bution of the PAP sizes enables a direct comparisonof the contribution given to the ash bed inventory bydifferent fuels on a common thermal throughput ba-sis.
R. Chirone et al. / Combustion and Flame 155 (2008) 21–36 33
Fig. 11. Normalized particle size evolution of straw and wood char pellets as a function of the apparent carbon conversion degree.(A) Straw pellets; (B) wood pellets (all particles); (C) wood pellets (only unfragmented particles). Solid line = shrinking particlemodel.
The PAPSD of the pelletized sludge largely re-flects the original size distribution of the parent fuel.This finding is consistent with the tendency of thistype of fuel to give rise to a coherent skeleton of ashmaterial preserved through burnoff. It must be em-phasized that, though the extent of particle attritionduring burnoff is negligible, the effect of secondaryattrition of primary ash particles over the typical resi-dence times of bed ash particles in fluidized bed com-bustors is bound to be extensive.
Pelletized wood presents a very limited ash con-tent. Moreover, the PAPSD of the pelletized woodpresents a large population of relatively fine particles(∼= 100% < 300 µm), possibly contributing to the cir-culating fraction of bed ash material.
The characterization of the PAPSD of pelletizedstraw at 700–850 ◦C reflected the occurrence of ag-glomeration phenomena of ash together with bed ma-terial. A characterization at 600 ◦C was also carriedout. At this temperature, agglomeration with the bedwas avoided, but incipient melting of the straw ashwas still observed. In no case could the inherent dis-tribution of ash inclusions of pelletized straw be de-
tected without the parallel effect of ash melting andagglomeration. This finding somehow prevented theextension of the PAPSD concept as an inherent prop-erty of a given fuel to pelletized straw.
3.6. Implications for single-particle combustionmodeling
The combustion/attrition phenomenologies re-corded with the different pelletized biogenic fuelstested have important implications for single-particlecombustion modeling.
A general framework for simplified populationbalance modeling applied to fuels burning accordingto the shrinking particle conversion pattern has beengiven in Ref. [17]. This framework can be applied tothe pelletized wood, assuming fragmentation indexesn1 ∼= 1 and n2 ∼= 2.5. Oxygen diffusion across theparticle boundary layer is the rate-controlling processfor most of the conversion. Particle burnout times (Ta-ble 2) are consistent with an average apparent Sher-wood number Sh ∼= 2.0.
34 R. Chirone et al. / Combustion and Flame 155 (2008) 21–36
Fig. 12. Number of fragments generated (n2) and secondary fragmentation probability (Sf) of wood char pellets as a function ofthe apparent carbon conversion degree under inert and oxidizing conditions.
Combustion of straw pellets shows departuresfrom the shrinking particle conversion model, due tothe formation of a “cenospheric” structure and incor-poration of bed material. Particle burnout times, how-ever, are still reasonably well predicted by the shrink-ing particle conversion model assuming n1 ∼= n2 ∼= 1and Sh ∼= 2.0.
Pelletized sludge conforms to the shrinking coreconversion pattern. Modeling combustion of fuel par-ticles burning according to the shrinking core conver-sion pattern has been addressed in Ref. [36]. Intra-particle diffusion of oxygen across the ash layer turnsout to be the rate-controlling step during most of theconversion, for millimeter-sized particles. Burnouttimes of pelletized sludge particles (Table 2) are con-sistent with an effective oxygen diffusivity in the ashlayer of De ∼= 1.7 × 10−4 m2/s.
4. Conclusions
The fluidized bed combustion of three pelletizedbiogenic fuels (two biomass- and one waste-derivedfuel) has been characterized by the combined use ofdifferent test protocols based on operation of bench-scale batch fluidized bed combustors.
Experimental characterization of fuel devolatiliza-tion confirms that pelletization may usefully extendfuel devolatilization times compared with those of theoriginal loose fuel constituents. This feature may pos-
itively affect the effectiveness of lateral fuel spreadingand evenness of volatile matter release in industrial-scale fluidized bed combustors.
Primary fragmentation is moderate to negligi-ble for all the fuels tested. Instead, moderate parti-cle shrinkage is associated with the progress of de-volatilization.
The three fuels tested show different and distinc-tive combustion patterns, mostly determined by thefractional amounts and properties of the ash con-stituents. Pelletized sludge gives rise to the formationof a coherent ash skeleton. Its char burns accordingto the shrinking core conversion pattern. Wood pel-lets are characterized by very limited content of in-coherent ash inclusions. Correspondingly, char fromwood pellets burns according to the shrinking parti-cle conversion pattern. Finally, pelletized straw ex-hibits singular behavior. Formation of coarse hollowchar spheroids, partly embodying inert bed particles,occurs upon devolatilization. The subsequent conver-sion of the char follows neither the shrinking corenor the shrinking particle conversion models. Burnofftimes of the three fuels tested are consistent withoxygen diffusion either across the particle boundarylayer or across the coherent ash skeleton as a rate-controlling process.
Attrition of char particles is non-negligible, butcarbon content of attrited fines is typically very smalleither for the shielding effect of the ash skeletons(sludge, straw) or for the effective afterburning of at-
R. Chirone et al. / Combustion and Flame 155 (2008) 21–36 35
Fig. 13. Carbon elutriation rate during the fluidized bed combustion of batches of (A) MDS, (B) straw pellets, and (C) woodpellets, under inert and oxidizing conditions.
Fig. 14. Cumulative primary ash particle size distribution (PAPSD) for all fuels tested on a thermal throughput basis.
36 R. Chirone et al. / Combustion and Flame 155 (2008) 21–36
trited fines enhanced by the large intrinsic reactivityof all the fuels.
The nature and fractional amount of the ash con-stituents dictates also the properties of the primary ashparticles remaining after complete char burnoff. Pri-mary ash is relatively coarse, though easily attritable,for the pelletized sludge. Very limited and relativelyfine primary ash particles are found as residual ashupon complete burnoff of wood pellets. The size andmorphology of primary ash particles generated uponcomplete burnoff of pelletized straw is largely af-fected by ash softening and melting, partly associatedwith encapsulation of bed material, even at relativelylow combustion temperatures.
Acknowledgments
This work has been carried out in the frame-work of European Research Contract SES6-CT-2004-503806. The experimental support of A. Cammarota,C. Conte, S. Liguori, and O. Narducci is acknowl-edged. C. Zucchini and S. Russo performed SEManalyses and photographs.
References
[1] R.D. La Nauze, J. Inst. Energy 60 (1987) 66–76.[2] S.C. Saxena, C.K. Jotshi, Prog. Energy Combust. Sci.
20 (1994) 281–324.[3] E.J. Anthony, Prog. Energy Combust. Sci. 21 (1995)
239–268.[4] J. Werther, T. Ogada, Prog. Energy Combust. Sci. 25
(1999) 55–116.[5] J. Werther, M. Saenger, E.-U. Hartge, T. Ogada, Z.
Siagi, Prog. Energy Combust. Sci. 26 (2000) 1–27.[6] J. Koornneef, M. Junginger, A. Faaij, Prog. Energy
Combust. Sci. 33 (2007) 19–55.[7] B. Leckner, Prog. Energy Combust. Sci. 24 (1998) 31–
61.[8] F. Scala, P. Salatino, Chem. Eng. Sci. 57 (2002) 1175–
1196.[9] J. Adanez, P. Gayan, L.F. de Diego, F. Garcıa-Labiano,
A. Abad, Ind. Eng. Chem. Res. 42 (2003) 987–999.[10] K. Luecke, E.-U. Hartge, J. Werther, Int. J. Chem. Re-
actor Eng. 2 (2004). Article A11.[11] R. Solimene, A. Marzocchella, R. Ragucci, P. Salatino,
Ind. Eng. Chem. Res. 43 (2004) 5738–5753.[12] R. Solimene, A. Marzocchella, R. Ragucci, P. Salatino,
Chem. Eng. Sci. 62 (2007) 94–108.
[13] F. Niklasson, H. Thunman, F. Johnsson, B. Leckner,Ind. Eng. Chem. Res. 41 (2002) 4663–4673.
[14] U. Arena, R. Chirone, P. Salatino, Proc. Combust.Inst. 26 (1996) 3243–3251.
[15] P. Salatino, F. Scala, R. Chirone, Proc. Combust.Inst. 27 (1998) 3103–3110.
[16] F. Scala, P. Salatino, R. Chirone, Energy Fuels 14(2000) 781–790.
[17] F. Scala, R. Chirone, P. Salatino, Energy Fuels 20(2006) 91–102.
[18] R. Chirone, P. Salatino, F. Scala, Proc. Combust.Inst. 28 (2000) 2279–2286.
[19] F. Scala, R. Chirone, P. Salatino, Fuel Process. Tech-nol. 84 (2003) 229–241.
[20] M. Ohman, A. Nordin, B. Skrifvars, R. Backman, M.Hupa, Energy Fuels 14 (2000) 169–178.
[21] W. Lin, K. Dam-Johansen, F. Frandsen, Chem. Eng.J. 96 (2003) 171–185.
[22] F. Scala, R. Chirone, Energy Fuels 20 (2006) 120–132.[23] R. Chirone, M. Miccio, F. Scala, Chem. Eng. J. 123
(2006) 71–80.[24] F. Winter, X. Liu, C. Stingl, H. Hofbauer, D. Liu, in: M.
Kwauk, J. Li, W. Yang (Eds.), Fluidization X, UnitedEngineering Foundation, New York, 2001, pp. 661–668.
[25] H. Liu, B.M. Gibbs, Fuel 81 (2002) 271–280.[26] S. Kallio, J. Konttinen, P. Kilpinen, in: U. Arena, R.
Chirone, M. Miccio, P. Salatino (Eds.), FluidizationXI, United Engineering Foundation, New York, 2004,pp. 827–834.
[27] S.C. Saxena, Energy Convers. Manage. 39 (1998) 127–141.
[28] J. Baron, E.M. Bulewicz, S. Kandefer, M. Pilawska, W.Zukowski, A.N. Hayhurst, Fuel 85 (2006) 2494–2508.
[29] F. Okasha, Fuel Process. Technol. 88 (2007) 281–293.[30] U. Arena, M.L. Mastellone, Powder Technol. 110
(2000) 110–116.[31] B. Leckner, L.-E. Amand, K. Luecke, J. Werther,
Fuel 83 (2004) 477–486.[32] F.D. Hernandez-Atonal, C. Ryu, V.N. Sharifi, J. Swith-
enbank, Chem. Eng. Sci. 62 (2007) 627–635.[33] S.A. Scott, J.F. Davidson, J.S. Dennis, A.N. Hayhurst,
Chem. Eng. Sci. 62 (2007) 584–598.[34] I. Gulyurtlu, A.T. Crujeira, P. Abelha, I. Cabrita,
Fuel 86 (2007) 2090–2100.[35] A. Cammarota, R. Chirone, A. Marzocchella, P.,
Salatino, in: D.W. Geiling (Ed.), Proc. of 16th Int. Conf.on FBC, ASME, NY, Reno, NV, 2001, paper 78.
[36] G. Canò, P. Salatino, F. Scala, Fuel Process. Technol. 88(2007) 577–584.
[37] H. Cui, Y. Ninomiya, M. Masui, H. Mizukoshi, T.Sakano, C. Kanaoka, Energy Fuels 20 (2006) 77–83.
[38] R. Chirone, L. Massimilla, P. Salatino, Prog. EnergyCombust. Sci. 17 (1991) 297–326.
Related Documents











