Estimation of Flow Accelerated Corrosion (FAC) in Process Piping Using CFD Software and Low Temperature Experimental Determination of FAC.

Flow+Accelerated+Corrosion (1)
Jan 27, 2016
FAC
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Estimation of Flow Accelerated Corrosion (FAC) in Process Piping Using CFD Software and Low
Temperature Experimental Determination of FAC.

This presentation includes idea about Flow Accelerated Corrosion (FAC),
FLUENT analysis of KANUPP feeder in order to find FAC in them and
experimental work regarding to study FAC at low temperature.

Principal parameters on which FAC depends are temperature, pH, oxygen content, and water velocity.
This phenomena was identified as a result of research in France, Germany, and the United Kingdom over the past twenty years.
Flow Accelerated Corrosion (FAC) is a process in which a normally
protective oxide coating dissolves into a rapidly moving water, or a
water/steam mixture.
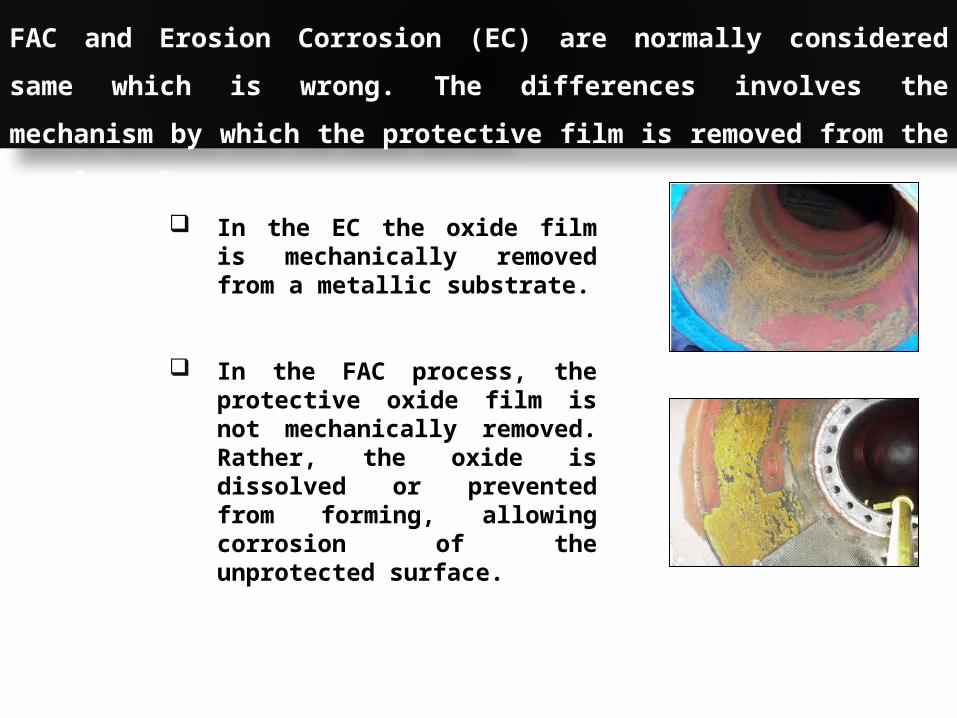
In the EC the oxide film is mechanically removed from a metallic substrate.
In the FAC process, the protective oxide film is not mechanically removed. Rather, the oxide is dissolved or prevented from forming, allowing corrosion of the unprotected surface.
FAC and Erosion Corrosion (EC) are normally considered same which is
wrong. The differences involves the mechanism by which the protective
film is removed from the metal surface.

There is a cleared difference b/w single and double phase FAC. Single-
phase FAC produces a scalloped appearance, similar to an orange peel
while Two-phase FAC produces a “tiger striped” or streaked appearance.
Single-phase FAC case Two-phase FAC case

FAC rate is peaked in 130-150 oC and is due to fact that at higher
temperature magnetite layer becomes denser and solubility of Fe3O4
reduces in water.

FAC rate increases with increase in pH of working fluid however
temperature contribution should must keep in mind as it considered a
sort of pH control agent.

FAC: transfer of Fe(OH)+ and Fe(OH)2 is accelerated by not only average
velocity but also turbulence factor which can described on shape factor
bases, higher the Kc higher will be the FAC.

FAC rate also depend on material used, in carbon steel FAC is maximum
while it suddenly decreases according to Cr(+Mo) contents thus FAC in
carbon steel can mitigated with high Cr contents.
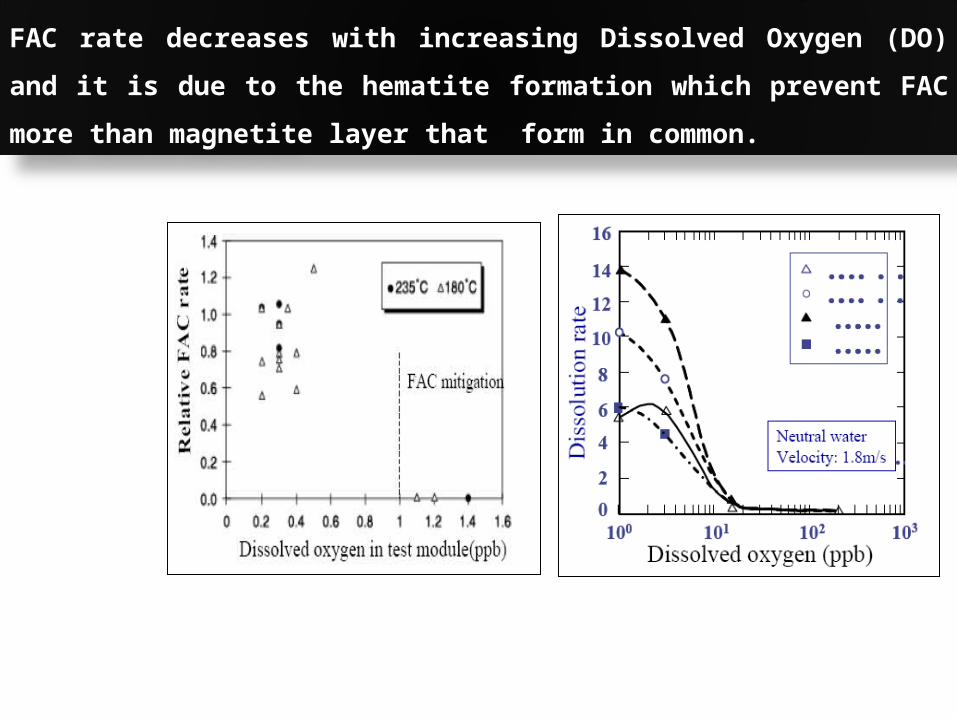
FAC rate decreases with increasing Dissolved Oxygen (DO) and it is due
to the hematite formation which prevent FAC more than magnetite layer
that form in common.

Process piping isometric drawing and detail description is used to make
its geometry, meshing, CFD analysis etc.
Parameter Detail
Feeder title G-06
Line number PH-478
Operating
temperature at FP
567 0F
Mass flow rate 27.41 lb/sec
Velocity of fluid 8.3 m/sec
Density of fluid 784.4 Kg/m3
Nominal thickness 5.54 mm
Thinning rate 0.1084 mm/EFPY

Geometry is developed by using Pro/Engineer and then is saved in IGS
format.
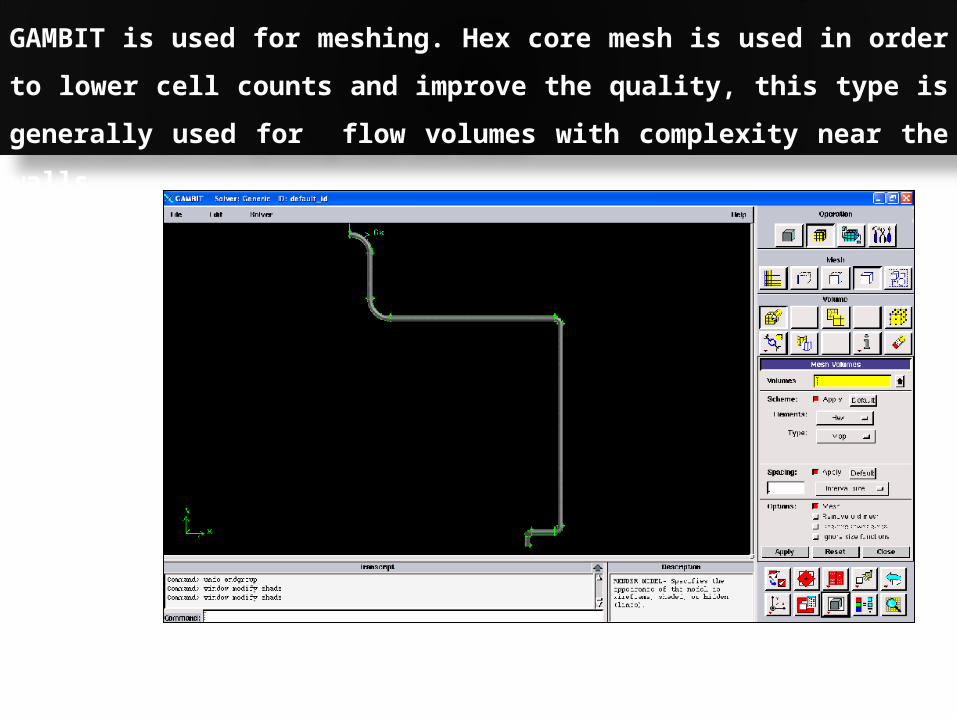
GAMBIT is used for meshing. Hex core mesh is used in order to lower cell
counts and improve the quality, this type is generally used for flow
volumes with complexity near the walls.

Meshed file that has generated is solved in segregated solver, 3D space,
implicit formulation, cell based gradient option and absolute velocity
formulation at steady state condition is set for analysis.

In order to check grid independency (GIT) two grids with different counts
are made and solved to get velocity contours when these give very less
remarkable difference grid independency proved.
Grid Cells = 450,000
Time for solution = 1.25 hrsGrid Cells = 550,000
Time for solution = 1.75 hrs

Velocity contours and velocity vector are determined.

Contours of wall sheer stress and absolute pressure also give an idea to
predict the location of high corrosion attack.
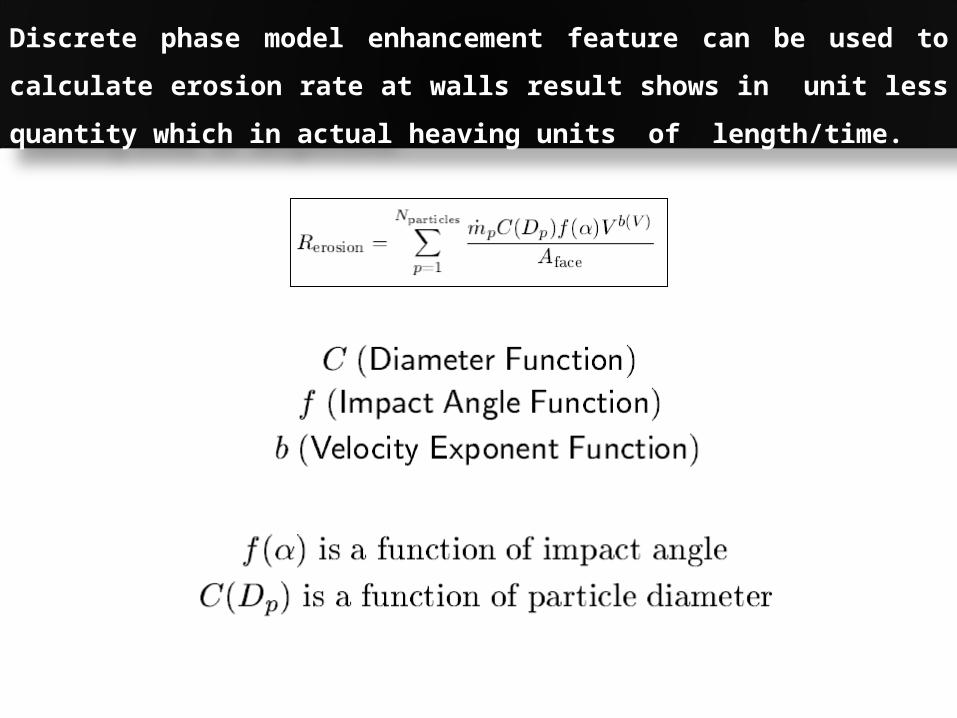
Discrete phase model enhancement feature can be used to calculate
erosion rate at walls result shows in unit less quantity which in actual
heaving units of length/time.
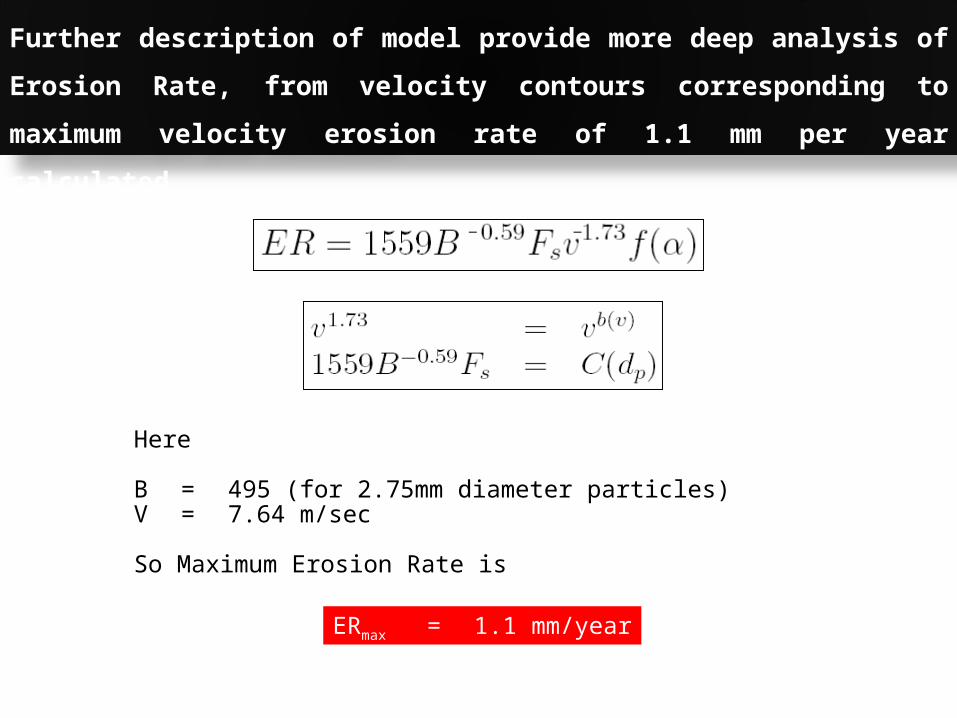
Further description of model provide more deep analysis of Erosion Rate,
from velocity contours corresponding to maximum velocity erosion rate
of 1.1 mm per year calculated
Here
B = 495 (for 2.75mm diameter particles)V = 7.64 m/sec
So Maximum Erosion Rate is
ERmax = 1.1 mm/year
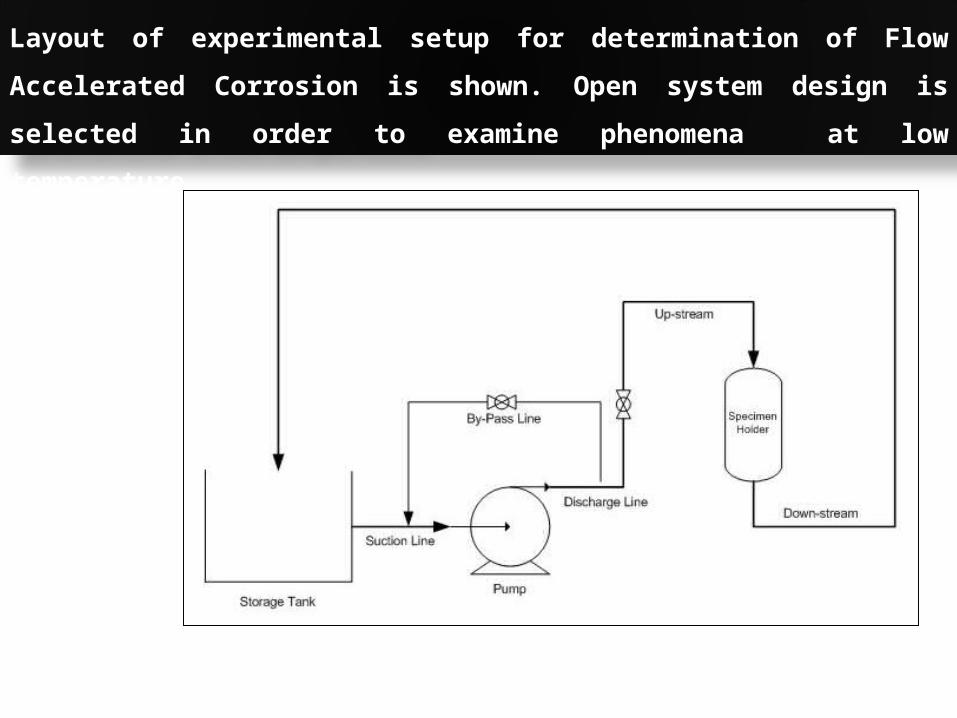
Layout of experimental setup for determination of Flow Accelerated
Corrosion is shown. Open system design is selected in order to examine
phenomena at low temperature.

Centrifugal Pump, water storage tank, pipeline and fitting that used in
setup are shown. Pipe lines of UPVC are used in order to retain integrity
above 90oC.
Water tank
Pipe lines and FittingsPump

Specimens Holder different views and coupon used in experiment are
shown, specimens holder is also made of thermal resistance plastic
material.

Assembled setup in operating and non operating condition is shown
while proceeding experimental clip provide better visual aid of completed
experiment.
video.mp4
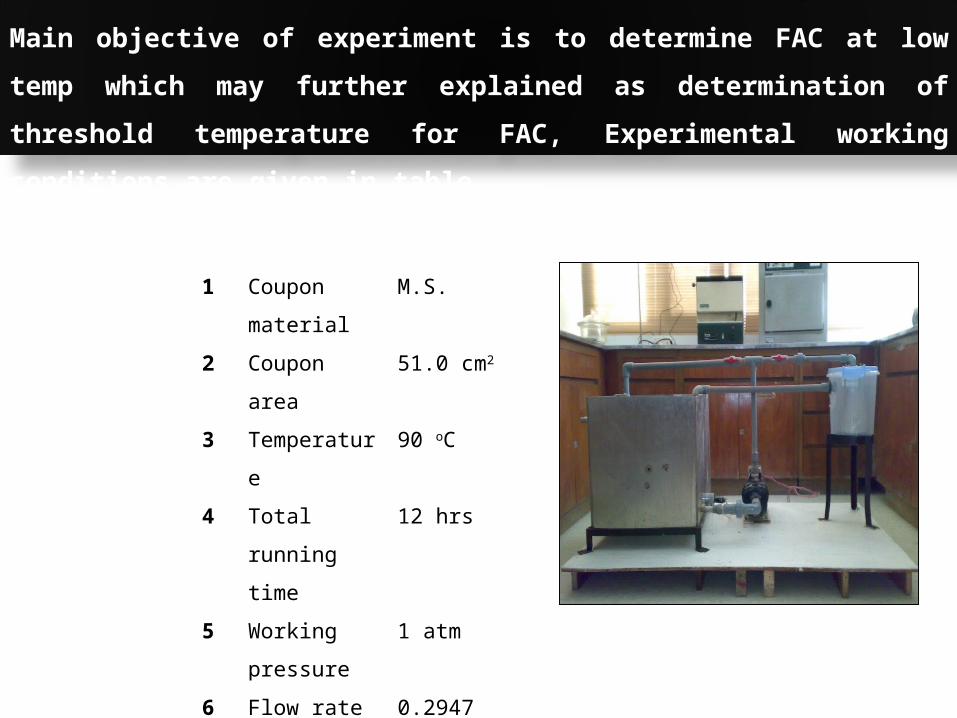
Main objective of experiment is to determine FAC at low temp which may
further explained as determination of threshold temperature for FAC,
Experimental working conditions are given in table.
Sr
No.
Parameter Condition
1 Coupon
material
M.S.
2 Coupon area 51.0 cm2
3 Temperature 90 oC
4 Total running
time
12 hrs
5 Working
pressure
1 atm
6 Flow rate 0.2947 lit/sec
7 Fluid velocity 1.338 m/sec

During experiment water chemistry is maintained as of chemistry of
secondary side of KANUPP or as chemistry of water used in CIAL
experimental rig.
Sr No. Parameter Range
1 LiOH 0.01 g/lit
2 pH 9 – 10
3 Conductivity 20 – 30 µs
4 Chlorides ≤ 1ppm
5 DO ≤ 10 ppb
6 Hydrazine 20 - 30 ppb

Observations and calculations at end of experiment give the idea of
corrosion rate in coupons maintained at specific conditions, in coupon 2
maximum corrosion rate is observed
Coupon
No
Initial weight
(g)
Final weight
(g)
Change in weight
(g)
Corrosion rate
(g/cm2 year)
1 110.7041 110.6067 0.0974 1.3941
2 107.783 107.669 0.114 1.6317
3 108.8162 108.7231 0.0931 1.3326
4 110.8500 110.7666 0.0834 1.1937
1
2
3
4

pH and conductivity trend of working fluid during experiment w.r.t time
shows almost constant pH and increasing trend of conductivity; increase
in conductivity is due to addition of crud from old pump.
Sr
No.
Tim
e
(hrs)
pH Conducti
vity
(µs)
1 0 9.32 28.8
2 2 9.29 44.6
3 4 9.26 51.9
4 6 9.26 55.2
5 8 9.25 59.9
6 10 9.24 63.2
7 12 9.24 67.8

RESULTS AND DISCUSSION
CFD analysis of give the maximum wall thinning rate of 1.1
mm per year, while in the plant the data maximum thinning
rate of feeder is given 0.1084 mm per EFPY.
A great difference in thinning rate is due to neglecting the
welding points in feeder geometry development, Ignoring
chemical addition effect in primary stream etc.

RESULTS AND DISCUSSION (Contd....)
From experiment maximum corrosion rate found in
coupon no 2 because of maximum eddies
formation due to flow pattern.
No evidence of FAC observed on coupons (orange
peel appearance) surface and not remarkable wall
thinning measured.
At 90oC no FAC occurred so there is no need to do
experiment below this temperature.
Related Documents






![ENTERGY NUCLEAR MANAGEMENT MANUAL ENN-DC-149 · - Erosion YOINm(3) Flow-accelerated corrosion YIT]/Nm(4) Ym/N[I](17) Microbiologically influenced corrosion (MIC) Selective leaching](https://static.cupdf.com/doc/110x72/60843f4e021bfb1fe738e495/entergy-nuclear-management-manual-enn-dc-149-erosion-yoinm3-flow-accelerated.jpg)




