Flow Simulation of Herschel-Bulkley Fluids through Extrusion Dies E. MITSOULW and S. S. ABDALI Department of Chemical Engineering, University of Ottawa, Ottawa, Ontario KIN 6N5 N. C. MARKATOS Computational Fluid Dynamics Unit, Department of Chemical Engineering, National Technical University of Athens, Zographou, Athens, Greece 15773 The flow of viscoplastic materials through extrusion dies has been studied numerically using the finite element method. Rheological data for viscoplastic doiighs have been fitted by the Herschel-Bulkley model, which incorporates a yield stress into the power-law model. Non-isothermal simulations show the extent and shape of yieldedlunyielded regions and the development of temperature field assuming different modes of heat transfer at the boundaries. The results reveal that viscous dissipation causes appreciable temperature rises in the extrudate in agreement with measured values at the extruded material surface. The extrudate swell results show a maximum for a certain range of apparent shear rates also observed experimentally. However, the inelastic simulations based on the Herschel-Bulkley model always under- predict the experimental swelling values. A heuristic approach is also used to determine the Ievel of elasticity required to produce the experimental values. On a CtudiC numtriquement 1’Ccoulement de matCriaux viscoplastiques dans des filDres d’extrusion par une mCthode d’CICments finis. Les donnCes rhCologiques des pltes viscoplastiques ont CtC calCes ii I’aide du modtle Herschel-Bulkley , qui introduit une contrainte de cisaillement dans le modMe de loi de puissance. Les simulations non isothermes mon- trent 1’Ctendue et la forme des regions cisaillies et non cisaillCes ainsi que le dCveloppement du champ de temp6rature en supposant differents modes de transfert de chaleur aux limites. Les rCsultats rtvtlent que la dissipation visqueuse entraine des ClCvations de tempkratures apprCciables dans I’extrudat en accord avec les valeurs mesurkes ii la surface des matCriaux extrudts. Les rksultats sur le gonflement de I’extrudat indiquent un maximum pour une certaine gamme de vitesses de cisaillement apparentes Cgalement observtes expkrimentalement . Cependant, les simulations non Clas- tiques s’appuyant sur le modMe Herschel-Bulkley s’avtrent toujours insuffisantes pour prkdire les valeurs de gonfle- ment expkrimentales. On utilise Cgalement une approche heuristique afin de determiner le degrC d’ClasticitC requis pour produire des valeurs exPCrimentales. Keywords: yield stress, Herschel-Bulkley model, non-Newtonian flow, non-isothermal flow, extrudate swell. n important class of non-Newtonian materials exhibits A a yield stress, which must be exceeded before signifi- cant deformation can occur. Such materials can sustain an applied stress at rest and include greases, slurries, paints, foodstuff and doughs. A list of several materials exhibiting yield was given in a seminar paper by Bird et al. (1983), who have also provided an initial analysis of such materials in simple flow fields. Since then a renewed interest has deve- loped among several researchers for the study of so-called viscoplastic materials (see recent review by Abdali et al., 1992). To model the stress-deformation behaviour, several con- stitutive relations have been proposed and different yield criteria have been used. Two of the most useful and popular models have been the Bingham model, which is a modifica- tion of the Newtonian model to incorporate a yield stress (Bingham, 1922) and the Herschel-Bulkley model, which is the equivalent modification of the power-law model (Her- schel and Bulkley, 1926). In simple shear flow these models take the form (see also Figure 1): Bingham model: 7 = 7,. + p+ for I4>7,. ................ (la) +=o for 1417y ................ (1b) *To whom correspondence should be addressed. Herschel-Bulkley model: ................ r = 7,. + Kj/” for I ~ > T , . (24 ................ +=O for 1417,. (2b) where r is the shear stress, + is the shear rate, 7,. is the yield stress, p is the Newtonian viscosity, K is the-consistency index and n is the power-law index. Note that when the shear stress 7 falls below ry a solid structure is formed (unyielded). Also when the power-law index is unity and the consistency index is equivalent to the viscosity, the Herschel- Bulkley model reduces to the Bingham model. Both models are viscoplastic but inelastic, i.e. they cannot account for viscoelastic phenomena such as stress relaxation and normal stresses exhibited in shear flows. Quite recently, Papanastasiou (1987) proposed a novel con- stitutive equation for materials with yield, where a material parameter controls the exponential growth of stress and which is valid for both yielded and unyielded areas. In simple shear flow, Papanastasiou’s modification to the Bingham model becomes: 7 = 7v [l - exp(-rnj/)] + pj/ ............... (3 where m is the stress growth exponent. It was shown by Papanastasiou (1987) and Ellwood et al. (1990) that this equa- tion closely mimics the ideal Bingham plastic (for m 2 100) and it provides a better approximation to real data of vis- coplastic materials (for m < 100). Papanastasiou’s model THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 71, FEBRUARY, 1993 147

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Flow Simulation of Herschel-Bulkley Fluids through Extrusion Dies
E. MITSOULW and S. S . ABDALI
Department of Chemical Engineering, University of Ottawa, Ottawa, Ontario KIN 6N5
N . C. MARKATOS
Computational Fluid Dynamics Unit, Department of Chemical Engineering, National Technical University of Athens, Zographou, Athens, Greece 15773
The flow of viscoplastic materials through extrusion dies has been studied numerically using the finite element method. Rheological data for viscoplastic doiighs have been fitted by the Herschel-Bulkley model, which incorporates a yield stress into the power-law model. Non-isothermal simulations show the extent and shape of yieldedlunyielded regions and the development of temperature field assuming different modes of heat transfer at the boundaries. The results reveal that viscous dissipation causes appreciable temperature rises in the extrudate in agreement with measured values at the extruded material surface. The extrudate swell results show a maximum for a certain range of apparent shear rates also observed experimentally. However, the inelastic simulations based on the Herschel-Bulkley model always under- predict the experimental swelling values. A heuristic approach is also used to determine the Ievel of elasticity required to produce the experimental values.
On a CtudiC numtriquement 1’Ccoulement de matCriaux viscoplastiques dans des filDres d’extrusion par une mCthode d’CICments finis. Les donnCes rhCologiques des pltes viscoplastiques ont CtC calCes ii I’aide du modtle Herschel-Bulkley , qui introduit une contrainte de cisaillement dans le modMe de loi de puissance. Les simulations non isothermes mon- trent 1’Ctendue et la forme des regions cisaillies et non cisaillCes ainsi que le dCveloppement du champ de temp6rature en supposant differents modes de transfert de chaleur aux limites. Les rCsultats rtvtlent que la dissipation visqueuse entraine des ClCvations de tempkratures apprCciables dans I’extrudat en accord avec les valeurs mesurkes ii la surface des matCriaux extrudts. Les rksultats sur le gonflement de I’extrudat indiquent un maximum pour une certaine gamme de vitesses de cisaillement apparentes Cgalement observtes expkrimentalement . Cependant, les simulations non Clas- tiques s’appuyant sur le modMe Herschel-Bulkley s’avtrent toujours insuffisantes pour prkdire les valeurs de gonfle- ment expkrimentales. On utilise Cgalement une approche heuristique afin de determiner le degrC d’ClasticitC requis pour produire des valeurs exPCrimentales.
Keywords: yield stress, Herschel-Bulkley model, non-Newtonian flow, non-isothermal flow, extrudate swell.
n important class of non-Newtonian materials exhibits A a yield stress, which must be exceeded before signifi- cant deformation can occur. Such materials can sustain an applied stress at rest and include greases, slurries, paints, foodstuff and doughs. A list of several materials exhibiting yield was given in a seminar paper by Bird et al. (1983), who have also provided an initial analysis of such materials in simple flow fields. Since then a renewed interest has deve- loped among several researchers for the study of so-called viscoplastic materials (see recent review by Abdali et al., 1992).
To model the stress-deformation behaviour, several con- stitutive relations have been proposed and different yield criteria have been used. Two of the most useful and popular models have been the Bingham model, which is a modifica- tion of the Newtonian model to incorporate a yield stress (Bingham, 1922) and the Herschel-Bulkley model, which is the equivalent modification of the power-law model (Her- schel and Bulkley, 1926).
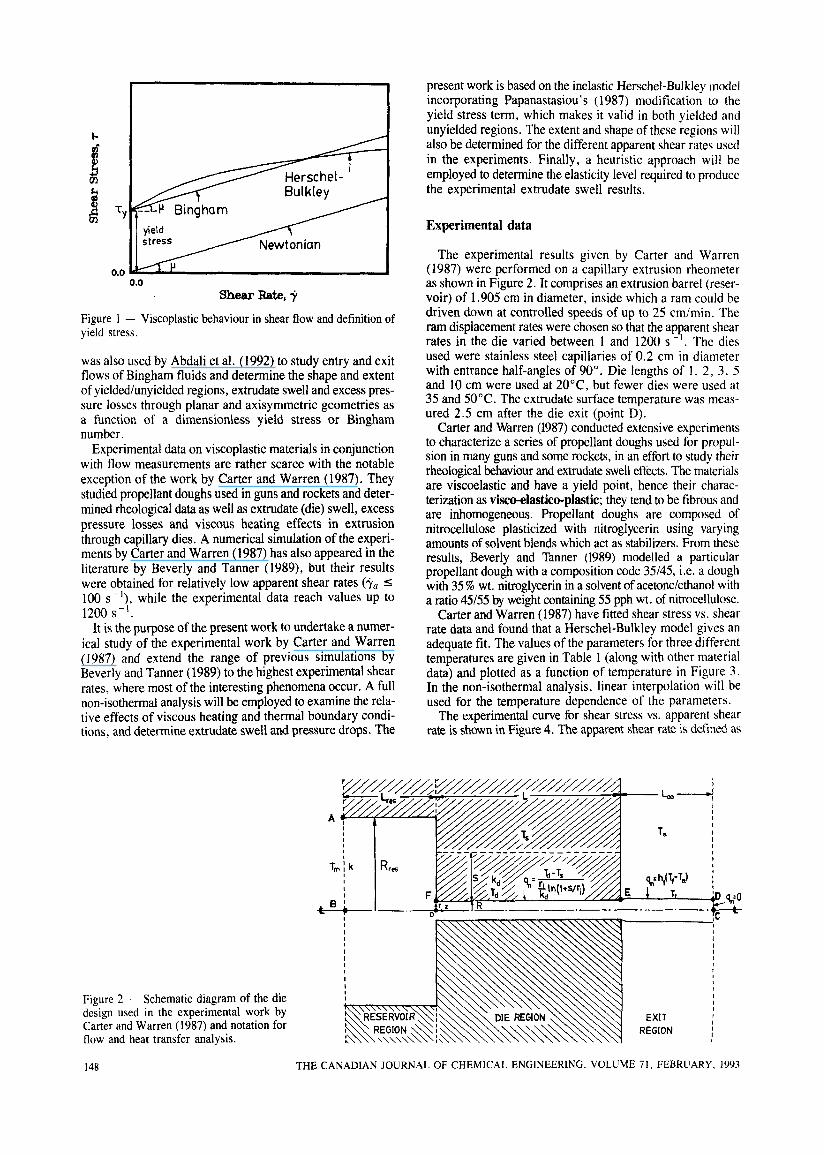
In simple shear flow these models take the form (see also Figure 1):
Bingham model: 7 = 7,. + p+ for I4>7,. . . . . . . . . . . . . . . . . (la)
+ = o for 1417y . . . . . . . . . . . . . . . . (1b)
*To whom correspondence should be addressed.
Herschel-Bulkley model: . . . . . . . . . . . . . . . . r = 7,. + Kj/” for I ~ > T , . ( 2 4
. . . . . . . . . . . . . . . . + = O for 1417,. (2b)
where r is the shear stress, + is the shear rate, 7,. is the yield stress, p is the Newtonian viscosity, K is the-consistency index and n is the power-law index. Note that when the shear stress 7 falls below ry a solid structure is formed (unyielded). Also when the power-law index is unity and the consistency index is equivalent to the viscosity, the Herschel- Bulkley model reduces to the Bingham model. Both models are viscoplastic but inelastic, i.e. they cannot account for viscoelastic phenomena such as stress relaxation and normal stresses exhibited in shear flows.
Quite recently, Papanastasiou (1987) proposed a novel con- stitutive equation for materials with yield, where a material parameter controls the exponential growth of stress and which is valid for both yielded and unyielded areas. In simple shear flow, Papanastasiou’s modification to the Bingham model becomes:
7 = 7v [ l - exp(-rnj/)] + pj/ . . . . . . . . . . . . . . . (3
where m is the stress growth exponent. It was shown by Papanastasiou (1987) and Ellwood et al. (1990) that this equa- tion closely mimics the ideal Bingham plastic (for m 2 100) and it provides a better approximation to real data of vis- coplastic materials (for m < 100). Papanastasiou’s model
THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 71, FEBRUARY, 1993 147
yietd stress
0.0 shear Rate, 9
Figure 1 - Viscoplastic behaviour in shear flow and definition of yield stress.
was also used by Abdali et al. (1992) to study entry and exit flows of Bingham fluids and determine the shape and extent of yieldedhnyielded regions, extrudate swell and excess pres- sure losses through planar and axisymmetric geometries as a function of a dimensionless yield stress or Bingham number.
Experimental data on viscoplastic materials in conjunction with flow measurements are rather scarce with the notable exception of the work by Carter and Warren (1987). They studied propellant doughs used in guns and rockets and deter- mined rheological data as well as extrudate (die) swell, excess pressure losses and viscous heating effects in extrusion through capillary dies. A numerical simulation of the experi- ments by Carter and Warren (1987) has also appeared in the literature by Beverly and Tanner (1989), but their results were obtained for relatively low apparent shear rates (p, 5 100 s- ') , while the experimental data reach values up to
It is the purpose of the present work to undertake a numer- ical study of the experimental work by Carter and Warren (1987) and extend the range of previous simulations by Beverly and Tanner (1989) to the highest experimental shear rates, where most of the interesting phenomena occur. A full non-isothermal analysis will be employed to examine the rela- tive effects of viscous heating and thermal boundary condi- tions, and determine extrudate swell and pressure drops. The
1200 s-I.
Figure 2 - Schematic diagram of the die design used in the experimental work by Carter and Warren (1987) and notation for flow and heat transfer analysis.
present work is based on the inelastic Herschel-Bulkley model incorporating Papanastasiou's ( I 987) modification to the yield stress term, which makes it valid in both yielded and unyielded regions. The extent and shape of these regions will also be determined for the different apparent shear rates used in the experiments. Finally, a heuristic approach will be employed to determine the elasticity level required to produce the experimental extrudate swell results.
Experimental data
The experimental results given by Carter and Warren (1987) were performed on a capillary extrusion rheometer as shown in Figure 2. It comprises an extrusion barrel (reser- voir) of 1.905 cm in diameter, inside which a ram could be driven down at controlled speeds of up to 25 cm/min. The ram displacement rates were chosen so that the ap arent shear rates in the die varied between 1 and 1200 s-'. The dies used were stainless steel capillaries of 0.2 cm in diameter with entrance half-angles of 90". Die lengths of 1, 2, 3, 5 and 10 cm were used at 20% but fewer dies were used at 35 and 50°C. The extrudate surface temperature was meas- ured 2.5 cm after the die exit (point D).
Carter and Warren (1987) conducted extensive experiments to characterize a series of propellant doughs used for propul- sion in many guns and some rockets, in an effort to study their rheological behaviour and extrudate swell effects. The materials are viscoelastic and have a yield point, hence their charac- terization as visco-elastico-plastic; they tend to be fibrous and are inhomogeneous. Propellant doughs are composed of nitrocellulose plasticized with nitroglycerir. using varying amounts of solvent blends which act as stabilizers. From these results, Beverly and Tanner (1989) modelled a particular propellant dough with a composition code 35/45, i.e. a dough with 35 % wt. nitroglycerin in a solvent of acetone/ethanol with a ratio 45/55 by weight containing 55 pph wt. of nitrocellulose.
Carter and Warren (1987) have fitted shear stress vs. shear rate data and found that a Herschel-Bulkley model gives an adequate fit. The values of the parameters for three different temperatures are given in Table 1 (along with other material data) and plotted as a function of temperature in Figure 3 . In the non-isothermal analysis, linear interpolation will be used for the temperature dependence of the parameters.
The experimental curve for shear stress vs. apparent shear rate is shown in Figure 4. The apparent shear rate is defined as
148 THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 71, FEBRUARY, 1993
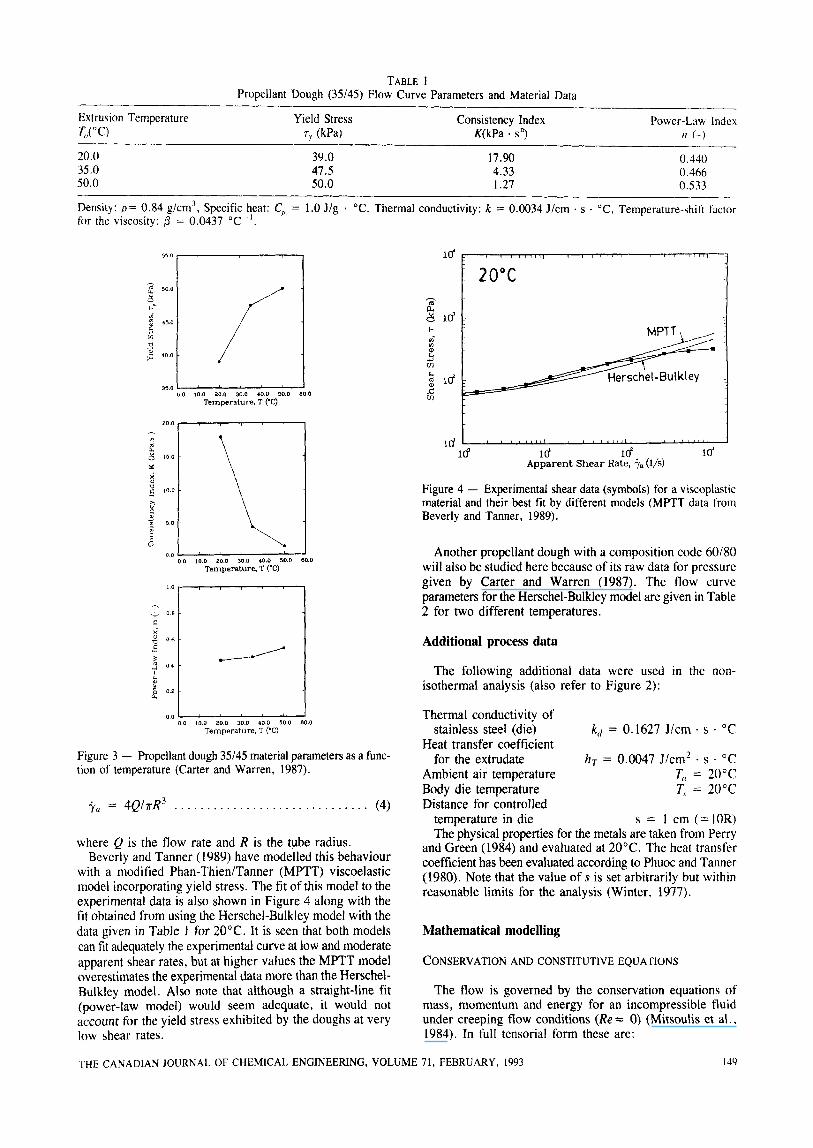
TABLE 1 Propellant Dough (35145) Flow Curve Parameters and Material Data
Extrusion Temperature Yield Stress Consistency Index Power-Law Index T,("C) 7, W a ) K(kPa . s ") I ? (-)
20.0 39.0 17.90 0.440 35.0 47.5 4.33 0.466 50.0 50.0 1.27 0.533
Density: p= 0.84 g/cm3, Specific heat: C,, == 1.0 J/g for the viscosity: /3 = 0.0437 "C- ' .
"C, Thermal conductivity: k = 0.0034 Jlcm * s . "C, Temperature-shift fxtor
5 5 0 11
3 5 0 0.0 10.0 20.0 30.0 40.0 50.0 60.0
Temperature, T CC)
0 0 10.0 20.0 30 D 10.0 30.0 IBO.0 Temperature, T ('C)
.~ 0.0 10.0 20.0 30 0 40.0 10.0 811.0
Temperature, T CC)
Figure 3 - Propellant dough 35/45 material parameters as a func- tion of temperature (Carter and Warren, 1987).
?(, = 4Q/7rR3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (4)
where Q is the flow rate and R is the tube radius. Beverly and Tanner (1989) have modelled this behaviour
with a modified Phan-ThienITanner (MPTT) viscoelastic model incorporating yield stress. The fit of this model to the experimental data is also shown in Figure 4 along with the fit obtained from using the Herschel-Bulkley model with the data given in Table J for 20°C. It is seen that both models can fit adequately the experimental curve at low and moderate apparent shear rates, but at higher values the MPTT model overestimates the experimental data more than the Herschel- Bulkley model. Also note that although a straight-line fit (power-law model) would seem adequate, it would not account for the yield stress exhibited by the doughs at very low shear rates.
Another propellant dough with a composition code 60180 will also be studied here because of its raw data for pressure given by Carter and Warren (1987). The flow curve parameters for the Herschel-Bulkley model are given in Table 2 for two different temperatures.
Additional process data
The following additional data were used in the non- isothermal analysis (also refer to Figure 2):
Thermal conductivity of
Heat transfer coefficient stainless steel (die) k,, = 0.1627 Jlcm . s "C
for the extrudate hT = 0.0047 J/cm2 . s . "C Ambient air temperature Body die temperature
T , = 20°C T, = 20°C
Distance for controlled temperature in die s = 1 cm (=10R) The physical properties for the metals are taken from Perry
and Green (1984) and evaluated at 20°C. The heat transfer coefficient has been evaluated according to Phuoc and Tanner (1980). Note that the value of s is set arbitrarily but within reasonable limits for the analysis (Winter, 1977).
Mathematical modelling
CONSERVATION AND CONSTITUTIVE EQUATIONS
The flow is governed by the conservation equations of mass, momentum and energy for an incompressible fluid under creeping flow conditions (Re -- 0) (Mitsoulis et al., 1984). In full tensorial form these are:
THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 71, FEBRUARY, 1993 I49
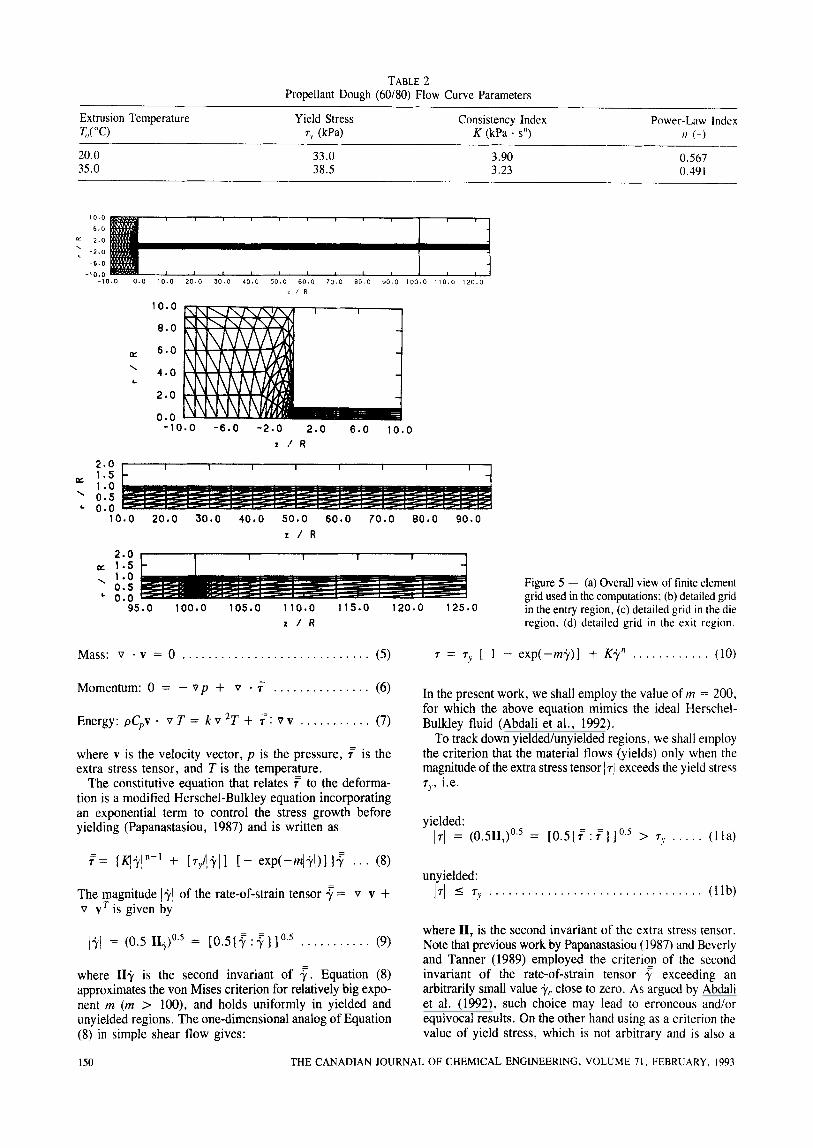
TABLE 2 Propellant Dough (60/80) Flow Curve Parameters
Yield Stress Consistency Index Power-Law Index Extrusion Temperature
20.0 33.0 3.90 0.567 35.0 38.5 3.23 0.491
T,("C) r,, (kPa) K (kPa . s") 11 (-)
10.0
6.0 - 2.0
-2.0
-6.0 -10.0
\
-10 .0 0.0 10.0 20.0 30.0 40.0 5 0 . 0 60.0 70.0 80.0 9 0 . 0 1 0 0 . 0 1 1 0 . 0 1 2 0 . 0 I R
02
\
L
10.0
8.0
6.0
4.0
2.0
0.0 -10.0 -6.0 - 2 . 0 2 . 0 6.0 10.0
z ,I R
2 . 0 I I I I I I I I I I p. 1 . 5
I .o ' 0.5 0 . 0
i o .0 20.0 30.0 40.0 50.0 60.0 70.0 80.0 90.0 z / R
I I I 1 I , 1.0 0 . 5
I. 0.0 Figure 5 - (a) Overall view of finite element grid used in the computations; (b) detailed grid
- 95.0 100.0 105.0 110.0 115.0 120.0 125.0 yn the entry region, ic) detailed grid in thedie region, (d) detailed grid in the exit region. z / R
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . Mass: v . v = 0 ( 5 )
- . . . . . . . . . . . . . . . . Momentum: 0 = - v p + v 7 (6)
. . . . . . . . . . . . Energy: pCPv V T = k v 2 T + 7: v v (7)
where v is the velocity vector, p is the pressure, 7 is the extra stress tensor, and T is the temperature.
The constitutive equation that relates f to the deforma- tion is a modified Herschel-Bulkley equation incorporating an exponential term to control the stress growth before yielding (Papanastasiou, 1987) and is written as
The magnitude v v7 is given by
of the rate-of-strain tensor f = v v +
where 119 is the second invariant of' f . Equation (8) approximates the von Mises criterion for relatively big expo- nent m (m > loo), and holds uniformly in yielded and unyielded regions. The one-dimensional analog of Equation (8) in simple shear flow gives:
(10) r = T~ [ 1 - exp(-mj)] + KY" . . . . . . . . . . . .
In the present work, we shall employ the value of m = 200. for which the above equation mimics the ideal Herschel- Bulkley fluid (Abdali et al., 1992).
To track down yielded/unyielded regions, we shall employ the criterion that the material flows (yields) only when the magnitude of the extra stress tensor I T / exceeds the yield stress T ~ , , 1.e.
yielded: 171 = (0.511,)0.5 = [ 0 . 5 ( ; : F ) ] > r,. . . . . . (1 la)
un yielded: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 171 5 T,, (1 lb)
where 11, is the second invariant of the extra stress tensor. Note that previous work by Papanastasiou (1987) and Beverly and Tanner (1989) employed the critericn of the second invariant of' the rate-of-strain tensor f exceeding an arbitrarily small value 4, close to zero. As argued by Abdali et al. (1992), such choice may lead to erroneous and/or equivocal results. On the other hand using as a criterion the value of yield stress, which is not arbitrary and is also a
150 THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 71, FEBRUARY, 1993
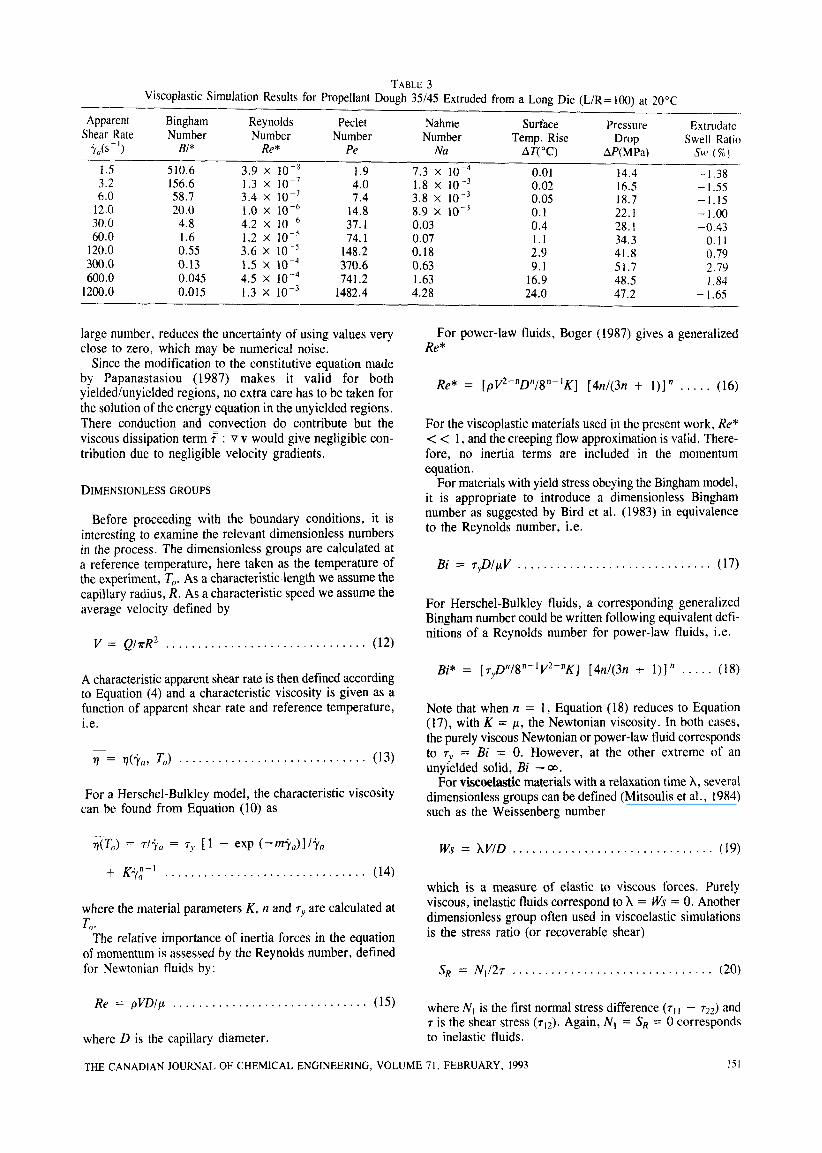
TABLE 3 Viscoplastic Simulation Results for Propellant Dough 35/45 Extruded from a Long Die (L/R= 100) at 20°C
Bingham Reynolds Peclet Nahme Surface Pressure Extrudate Apparent Temp. Rise Drop Swell Ratio Shear Rate Number Number Number Number
9,,(s - '1 Bi* Re* Pe Na A T ( T ) AP(M Pa) sw (%)
12.0 20 .o 1.0 x lo-f' 14.8 8.9 x 1 0 - ~ 0.1 22.1 -1.00
60.0 1.6 1.2 x 74.1 0.07 1.1 34.3 0.11
1.9 7.3 x I O - ~ 0.01 14.4 -1.38 3.2 156.6 1.3 X lo-': 4.0 1.8 x 1 0 - ~ 0.02 16.5 - I .55 6.0 58.7 3.4 x 10- 7.4 3.8 x w3 0.05 18.7 -1.15
37.1 0.03 0.4 28.1 -0.43
1.5 510.6 3.9 x lo+
30.0 4.8 4.2 X lo-''
120.0 0.55 3.6 X 148.2 0.18 2.9 41.8 0.79 300 .O 0.13 1.5 x 1 0 - ~ 370.6 0.63 9.1 51.7 2.79 600.0 0.045 4.5 x 741.2 1.63 16.9 48.5 1.84
1200.0 0.015 1.3 x 1482.4 4.28 24.0 41.2 - 1.65
large number, reduces the uncertainty of using values very close to zero, which may be numerical noise.
Since the modification to the constitutive equation made by Papanastasiou (1987) makes it valid for both yielded/unyielded regions, no extra care has to be taken for the solution of the energy equation in the unyielded regions. There conduction and convection do contribute but the viscous dissipation term 7 : v v would give negligible con- tribution due to negligible velocity gradients.
DIMENSIONLESS GROUPS
Before proceeding with the boundary conditions, it is interesting to examine the relevant dimensionless numbers in the process. The dimensionless groups are calculated at a reference temperature, here taken as the temperature of the experiment, To. As a characteristic length we assume the capillary radius, R . As a characteristic speed we assume the average velocity defined by
V = Q/.lrR2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (12)
A characteristic apparent shear rate is then defined according to Equation (4) and a characteristic viscosity is given as a function of apparent shear rate and reference temperature, i.e.
-.
1? = q(qa, To) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (13)
For a Herschel-Bulkley model, the characteristic viscosity can be found from Equation (10) as
- q(7J = r/.)o = T! [ 1 - exp (-rnq,)] I+,
+ K q i - ' . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (14)
where the material parameters K, n and T~ are calculated at
The relative importance of inertia forces in the equation of momentum is assessed by the Reynolds number, defined for Newtonian fluids by:
TI.
Re = pVD/p . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (15)
where D is the capillary diameter.
For power-law fluids, Boger (1987) gives a generalized Re*
. . . . . Re* = [pV2-"D"/8"-'K] [4n/(3n + I ) ] " (16)
For the viscoplastic materials used in the present work, Re* < < 1, and the creeping flow approximation is valid. There- fore, no inertia terms are included in the momentum equation.
For materials with yield stress obeying the Bingham model, it is appropriate to introduce a dimensionless Bingham number as suggested by Bird et al. (1983) in equivalence to the Reynolds number, i.e.
Bi = r,D/pV . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ( 17)
For Herschel-Bulkley fluids, a corresponding generalized Bingham number could be written following equivalent defi- nitions of a Reynolds number for power-law fluids, i.e.
Bi* = [r,D"/8"-'V2-"K] [4n/(3n + l)]" . . . . . (18)
Note that when n = 1, Equation (18) reduces to Equation (17), with K = p, the Newtonian viscosity. In both cases, the purely viscous Newtonian or power-law fluid corresponds to ry = Bi = 0. However, at the other extreme of an unyielded solid, Bi - CQ.
For viscoelastic materials with a relaxation time A, several dimensionless groups can be defined (Mitsoulis et al., 1984) such as the Weissenberg number
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Ws = XV/D (19)
which is a measure of elastic to viscous forces. Purely viscous, inelastic fluids correspond to X = Ws = 0. Another dimensionless group often used in viscoelastic simulations is the stress ratio (or recoverable shear)
S R == N 1 / 2 ~ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (20)
where N 1 is the first normal stress difference ( r l I - rZ2) and T is the shear stress ( T ~ ~ ) . Again, N , = SR = 0 corresponds to inelastic fluids.
THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 71, FEBRUARY, 1993 151
I I
rl +a = 30s-' T 7 - l
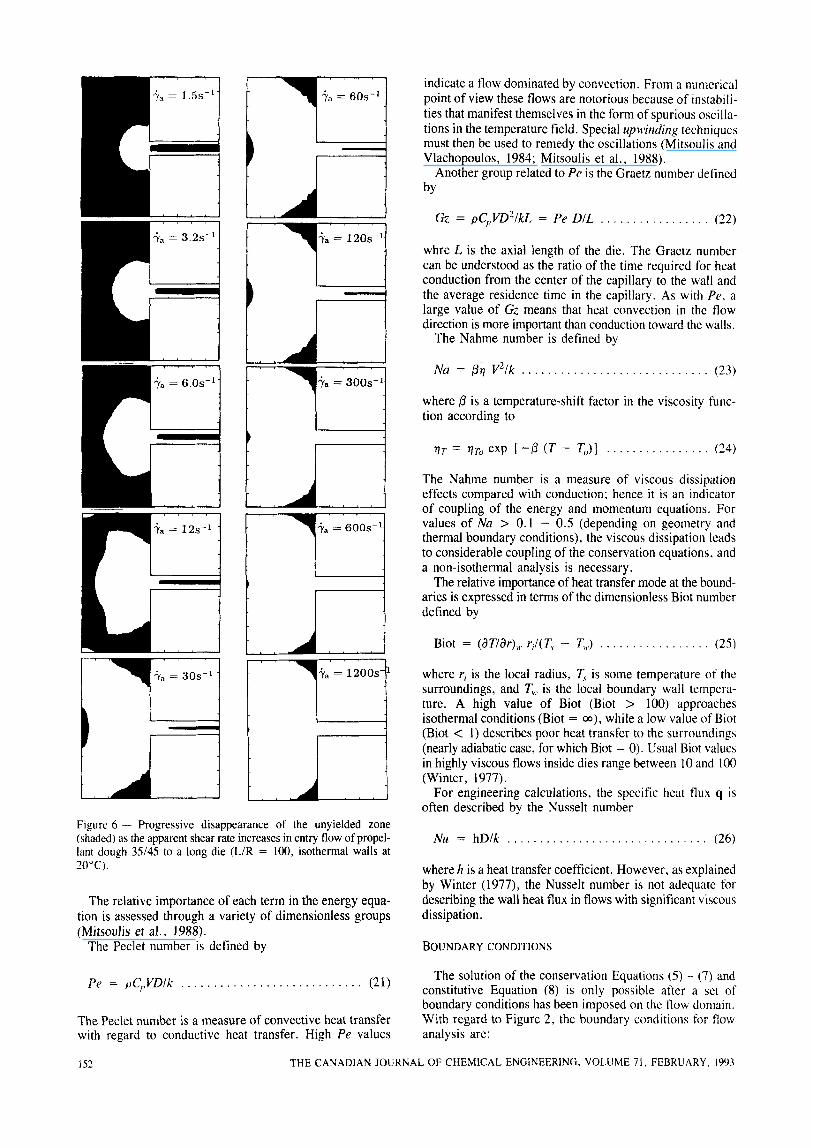
Figure 6 - Progressive disappearance of the unyielded zone (shaded) as the apparent shear rate increases in entry flow of propel- lant dough 35/45 to a long die (L/R = 100, isothermal walls at 20°C).
The relative importance of each term in the energy equa- tion is assessed through a variety of dimensionless groups (Mitsoulis et al., 1988).
The Peclet number is defined by
. . . . . . . . . . . . . . . . . . . . . . . . . . . . Pr = pC,,VD/k (21)
The Peclet number is a measure of convective heat transfer with regard to conductive heat transfer. High Pe values
indicate a flow dominated by convection. From a numerical point of view these flows are notorious because of instabili- ties that manifest themselves in the form of spurious oscilla- tions in the temperature field. Special upwinding techniques must then be used to remedy the oscillations (Mitsoulis and Vlachopoulos, 1984; Mitsoulis et al., 1988).
Another group related to Pe is the Graetz number defined by
Gz = pCpVD2/kL = Pe DIL . . . . . . . . . . . . . . . . . ( 2 2 )
whre L is the axial length of the die. The Graetz number can be understood as the ratio of the time required for heat conduction from the center of the capillary to the wall and the average residence time in the capillary. As with Pe, a large value of Gz means that heat convection in the flow direction is more important than conduction toward the walls.
The Nahme number is defined by
Nu = /3vV2fk . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (23)
where /3 is a temperature-shift factor in the viscosity func- tion according to
~ f r = qr0 exp [ -0 (T - T,,)] . . . . . . . . . . . . . . . . (24)
The Nahme number is a measure of viscous dissipation effects compared with conduction; hence it is an indicator of coupling of the energy and momentum equations. For values of Nu > 0.1 - 0.5 (depending on geometry and thermal boundary conditions), the viscous dissipation leads to considerable coupling of the conservation equations, and a non-isothermal analysis is necessary.
The relative importance of heat transfer mode at the bound- aries is expressed in terms of the dimensionless Biot number defined by
Biot = @TI&-),,. rjl(Ts - TJ . . . . . . . . . . . . . . . . . ( 2 5 )
where r j is the local radius, TY is some temperature of the surroundings, and T, is the local boundary wall tempera- ture. A high value of Biot (Biot > 100) approaches isothermal conditions (Biot = m), while a low value o f Biot (Biot < 1) describes poor heat transfer to the surroundings (nearly adiabatic case, for which Biot = 0). Usual Biot values in highly viscous flows inside dies range between 10 and 100 (Winter, 1977).
For engineering calculations, the specific heat f lux q is often described by the Nusselt number
Nu = hD/k . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (26)
where h is a heat transfer coefficient. However, as explained by Winter (1977), the Nusselt number is not adequate for describing the wall heat flux in flows with significant viscous dissipation.
BOUNDARY CONDITIONS
The solution of the conservation Equations ( 5 ) - (7) and constitutive Equation (8) is only possible after a set of boundary conditions has been imposed on the flow domain. With regard to Figure 2 , the boundary conditions for flow analysis are:
152 'THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 71, FEBRUARY, 1993
dexit
I
along the entry AB, a fully-developed velocity profile according to power-law model corresponding to the apparent shear rate i., for each run, i.e. v, = vz(r), v, = 0; along the centerline BC, because of symmetry, v, = 0; along the exit CD, zero surface tractions imposed and v, = 0; along the free surface DE, zero surface tractions imposed and a kinematic boundary condition of no flow normal to the surface, i.e. n . v = 0, where n is the unit out- ward normal vector to the surface. along the die wall EFA, no slip velocity, i.e. v, = v, = 0.
For the thermal boundary conditions, Carter and Warren ( 1 987) have considered a heat flux boundary condition along the die wall according to an empirical relationship given by Cox and Macosko (1974), i.e.
Nu = 1.75 (Gz)"~ (27) . . . . . . . . . . . . . . . . . . . . . . . . .
From this relationship, a heat transfer coefficient for the die is found according to
. . . . . . . . . . . . . . . hd = 0.875 (k/R) (pC, Q/kL) (28)
and the heat flux qn at the wall becomes
. . . . . . . . . . . . . . . . . . . . . . . . . . q,, = hd (Td - c) (29)
where Td is the unknown local die wall temperature and T, is the controlled die body temperature. On the other hand, Beverly and Tanner (1989) use a fixed wall temperature (isothermal wah) and assume zero heat flux on the extru- date surface. Both works start the flow domain analysis at the capillary die entry (point F), without taking into account the reservoir. They then set the entry temperature of the material T, equal to the reference temperature To of the experiment ~
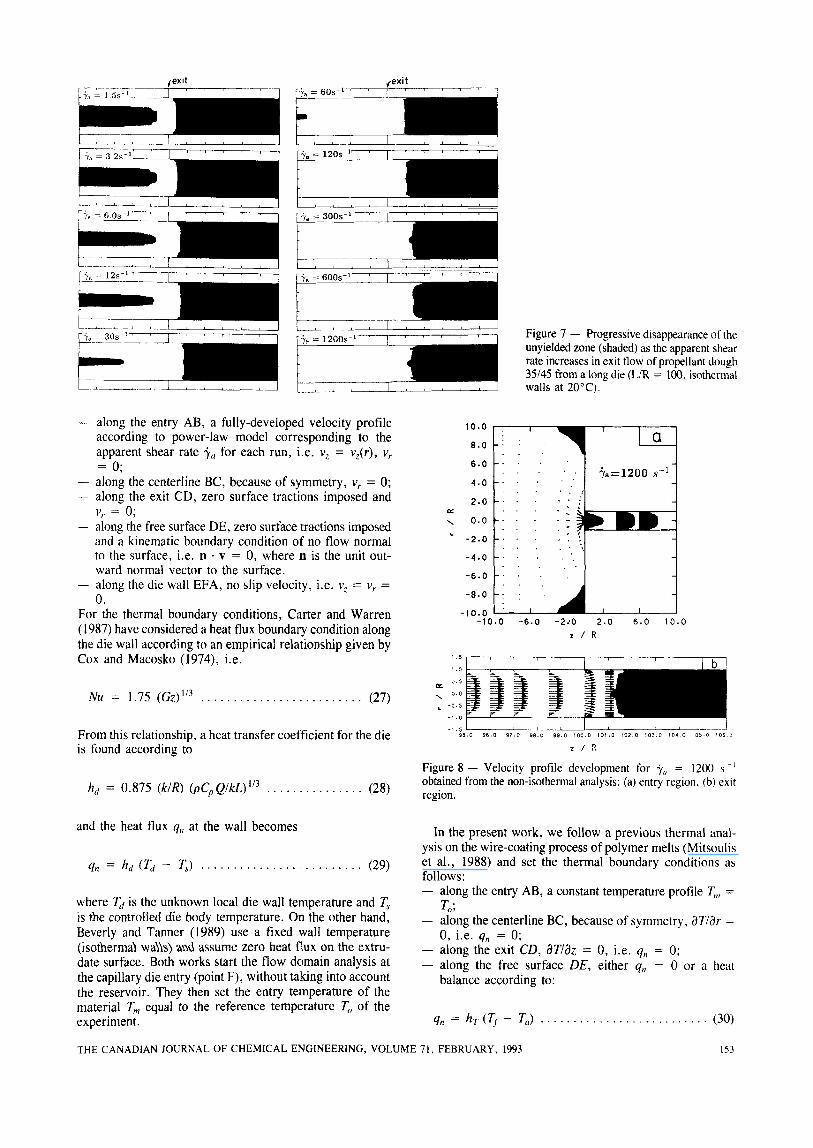
Figure 7 - Progressive disappearance of the unyielded zone (shaded) as the apparent shear rate increases in exit flow of propellant dough 35/45 from a long die (L/R = 100, isothemial walls at 20°C).
10.0 . I I
. . l a 8.0 ' ' . . .
. . . (L , 0.0 } . ' . . . .
. . . -8.0 - 1 : -
-10.0 I I I
-10.0 - 6 . 0 -2;O 2.0 6.0 10.0 z / R
95.0 96.0 97.0 9 8 . 0 09 .0 100.0 101.0 102.0 103.0 1 0 4 . 0 1 0 5 - 0 1 0 6 0
r / R
Figure 8 - Velocity profile development for +<, = 1200 s - I
obtained from the non-isothermal analysis: (a) entry region, (b) exit region.
In the present work, we follow a previous thermal anal- ysis on the wire-coating process of polymer melts (Mitsoulis et al., 1988) and set the thermal boundary conditions as follows: - along the entry AB, a constant temperature profile T,,, =
To ; - along the centerline BC, because of symmetry, aT/ar =
0, i.e. qn = 0; - along the exit CD, aTiaz = 0, i.e. q,7 = 0; - along the free surface DE, either q,, = 0 or a heat
balance according to:
qn = hr (Tf - T,) . . . . . . . . . . . . . . . . . . . . . . . . . . (30)
THE CANADIAN JOURNAL O F CHEMICAL ENGINEERING, VOLUME 71. FEBRUARY, 1993 I53
6.0
4.0
2.0
- . . . .
- . . . .
- . '
. . w , 0.0 k . . . . -2.0 - . '
. .
-8.0 1: I A I I 1 -10.0
-10.0 -6.0 -2.0 2.0 6.0 10.0 z / R
I . 5 20'C -
- 1 . 5 jll(lJI((((I 95.0 9 6 0 97.0 38.0 99.0 100.0 101.0 102.0 103.0 104.0 105.0 106.0
z / R
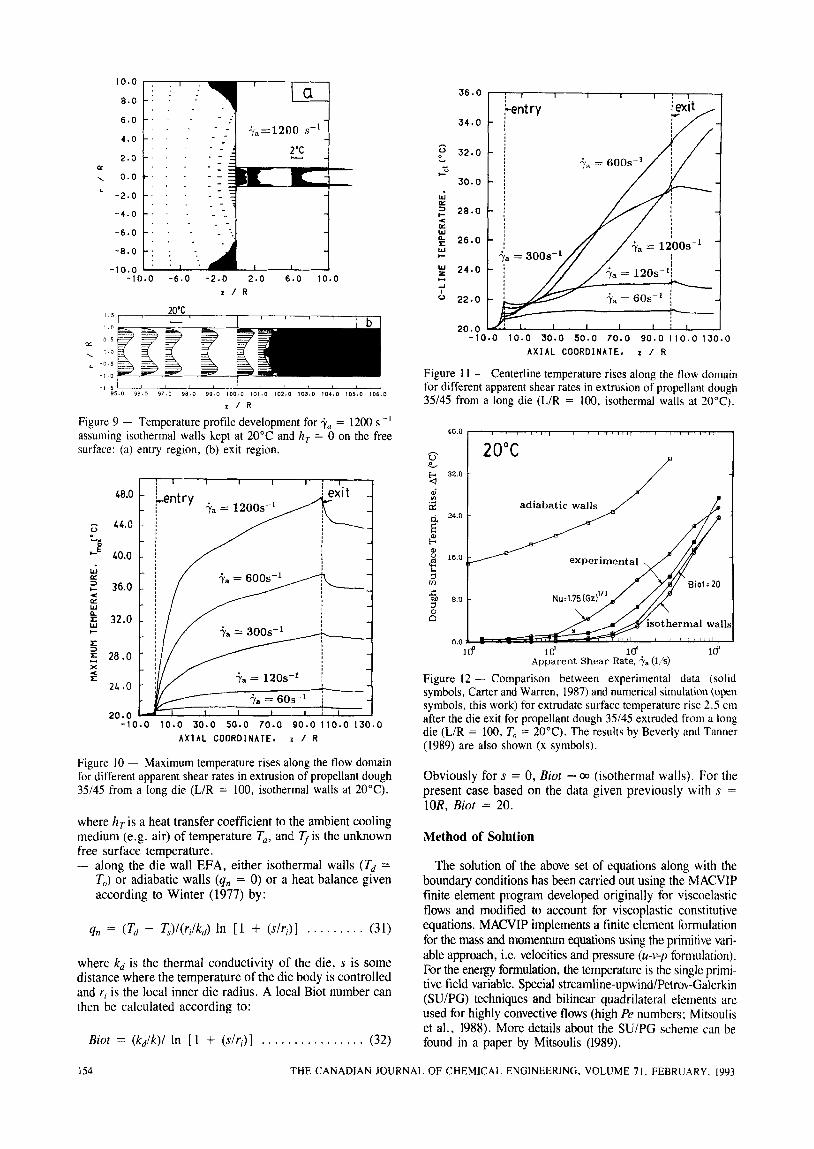
Figure 9 - Temperature profile development for 9, = 1200 s- ' assuming isothermal walls kept at 20°C and h, = 0 on the free surface: (a) entry region, (b) exit region.
48.0
6 44.0
-2 + 40.0
2 36.0 W K
< K W a 5 32.0 I-
r: 3
X w = 28.0
s 2L .o
20.0 -10.0 10.0 30.0 50.0 70.0 90.0 110.0 130.0
A X I A L COORDINATE, il / R
Figure 10 - Maximum temperature rises along the flow domain for different apparent shear rates in extrusion of propellant dough 35/45 from a long die (L/R = 100, isothermal walls at 20°C).
where hT is a heat transfer coefficient to the ambient cooling medium (e.g. air) of temperature T,, and is the unknown free surface temperature. - along the die wall EFA, either isothermal walls (Td =
To) or adiabatic walls (qn = 0) or a heat balance given according to Winter (1977) by:
qn = ( T d - Ts)i(riikd) In [ 1 + (siri)] . . . . . . . . . (3 1)
where kd is the thermal conductivity of the die, s is some distance where the temperature of the die body is controlled and r, is the local inner die radius. A local Biot number can then be calculated according to:
Biot = (kd /k ) / In [ 1 + (siri)] . . . . . . . . . . . . . . . . (32)
I I 1 1 ; 1 I
34.0
- ." 32.0
I-" 30.0
- - W K
< K W
W I-
2 28.0
26.0
2 4 . 0 - -I I
22 .0
20.0 -10.0 10.0 30.0 50.0 70.0 90.0 110.0 130.0
A X I A L COORDINATE, z / R
Figure 1 I - Centerline temperature rises along the flow domain for different apparent shear rates in extrusion of propellant dough 35/45 from a long die (L/R = 100, isothermal walls at 20°C).
20°C 32.0
4 P I 6
adiabatic walls
6 8.0 z a 0.0
lo" Id ld ld Apparent Shear Rate, +a (l/s)
Figure 12 - Comparison between experimental data (solid symbols, Carter and Warren, 1987) and numerical simulation (open symbols, this work) for extrudate surface temperature rise 2.5 cm after the die exit for propellant dough 35/45 extruded from a long die (LIR = 100, T , = 20°C). The results by Beverly and Tanner (1989) are also shown (x symbols).
Obviously for s = 0, Biot -03 (isothermal walls). For the present case based on the data given previously with s = 10R, Biot = 20.
Method of Solution
The solution of the above set of equations along with the boundary conditions has been carried out using the MACVIP finite element program developed originally for viscoelastic flows and modified to account for viscoplastic constitutive equations. MACVIP implements a finite element formulation for the mass and momentum equations using the primitive vari- able approach, i.e. velocities and pressure (u-v-p formulation). For the energy formulation, the temperature is the single primi- tive field variable. Special streamline-upwindiPetrov-Galerkin (SUiPG) techniques and bilinear quadrilateral elements are used for highly convective flows (high Pe numbers; Mitsoulis et al., 1988). More details about the SUiPG scheme can be found in a paper by Mitsoulis (1989).
154 THE CANADIAN JOURNAL O F CHEMICAL ENGINEERING, VOLUME 71, FEBRUARY. 1993
n n I I I I -.I 0.0 0.2 0.4 0.6 0.8 1.0
Radial Distance, r (mm)
60.0
50.0 0 W
t3 aj 40.0 s + d L
30.0
8 20.0
8
iot 20
Centre t Die 10.0 1 I I I I I
0.0 0.2 0.4 0.6 0.8 1 .o Radial Distance, r (mm)
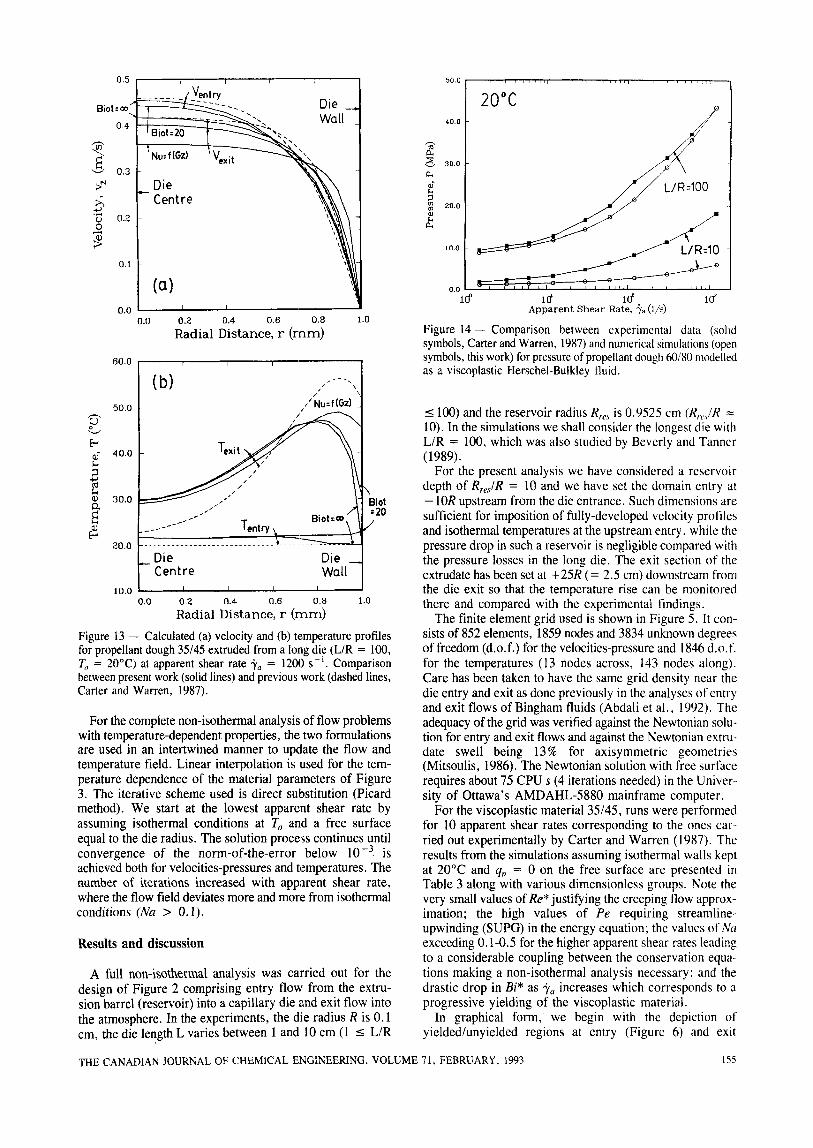
Figure 13 - Calculated (a) velocity and (b) temperature profiles for propellant dough 35/45 extruded from a long die (L/R = 100, T, = 20°C) at apparent shear rate q, = 1200 s-I. Comparison between present work (solid lines) and previous work (dashed lines, Carter and Warren, 1987).
For the complete non-isothermal analysis of flow problems with temperature-dependent properties, the two formulations are used in an intertwined manner to update the flow and temperature field. Linear interpolation is used for the tem- perature dependence of the material parameters of Figure 3. The iterative scheme used is direct substitution (Picard method). We start at the lowest apparent shear rate by assuming isothermal conditions at To and a free surface equal to the die radius. The solution process continues until convergence of the norm-of-the-error below is achieved both for velocities-pressures and temperatures. The number of iterations increased with apparent shear rate, where the flow field deviates more and more from isothermal conditions (Na > 0.1).
Results and discussion
A full non-isothermal analysis was carried out for the design of Figure 2 comprising entry flow from the extru- sion barrel (reservoir) into a capillary die and exit flow into the atmosphere. In the experiments, the die radius R is 0.1 cm, the die length L varies between 1 and 10 cm (1 I L/R
50.c
4 0 s
h
d
s 9 20.0
a"
3 30.0 a 6
al
10.0
0.0 I - I , 1 1 1 1 1 1 1 I , I , , , , , ,
Id Id Id Apparent Shear Rate, +a (l/s)
Figure 14 - Comparison between experimental data (sold symbols, Carter and Warren, 1987) and numerical simulations (open symbols, this work) for pressure of propellant dough 60180 modelled as a viscoplastic Herschel-Bulkley fluid.
I 100) and the reservoir radius R,, is 0.9525 cm (R,,,IR = 10). In the simulations we shall consider the longest die with L/R = 100, which was also studied by Beverly and Tanner ( 1989).
For the present analysis we have considered a reservoir depth of R,/R = 10 and we have set the domain entry at - 1OR upstream from the die entrance. Such dimensions are sufficient for imposition of fully-developed velocity profiles and isothermal temperatures at the upstream entry, while the pressure drop in such a reservoir is negligible compared with the pressure losses in the long die. The exit section of thc extrudate has been set at +25R (= 2.5 cm) downstream from the die exit so that the temperature rise can be monitored there and compared with the experimental findings.
The finite element grid used is shown in Figure 5. It con- sists of 852 elements, 1859 nodes and 3834 unknown degrees of freedom (d.0.f.) for the velocities-pressure and 1846 d.o.f. for the temperatures (13 nodes across, 143 nodes along). Care has been taken to have the same grid density near the die entry and exit as done previously in the analyses of entry and exit flows of Bingham fluids (Abddli et al., 1992). The adequacy of the grid was verified against the Newtonian solu- tion for entry and exit flows and against the Newtonian extru- date swell being 13 % for axisymmetric geometries (Mitsoulis, 1986). The Newtonian solution with free surface requires about 75 CPU s (4 iterations needed) in the Univer- sity of Ottawa's AMDAHL-5880 mainframe computer.
For the viscoplastic material 35/45, runs were performed for 10 apparent shear rates corresponding to the ones car- ried out experimentally by Carter and Warren (1987). The results from the simulations assuming isothermal walls kept at 20°C and qn = 0 on the free surface are presented in Table 3 along with various dimensionless groups. Note the very small values of Re* justifying the creeping flow approx- imation; the high values of Pe requiring streamline- upwinding (SUPG) in the energy equation; the values of No exceeding 0.1-0.5 for the higher apparent shear rates leading to a considerable coupling between the conservation equa- tions making a non-isothermal analysis necessary; and the drastic drop in Bi* as i / , increases which corresponds to a progressive yielding of the viscoplastic material.
In graphical form, we begin with the depiction of yieldedhnyielded regions at entry (Figure 6) and exit
THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 71, FEBRUARY, 1993 155
J
Id Id Apparent Shear Rate, %(l/s)
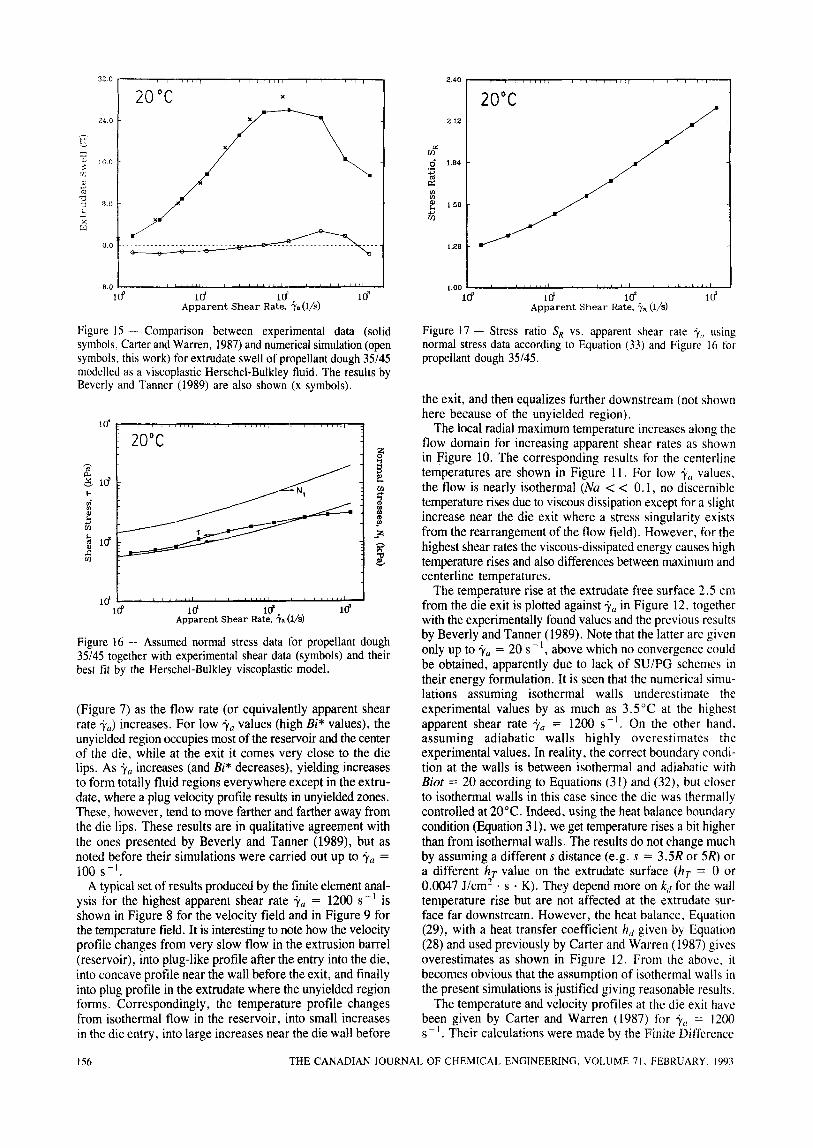
Figure 15 - Comparison between experimental data (solid symbols, Carter and Warren, 1987) and numerical simulation (open symbols, this work) for extrudate swell of propellant dough 35/45 modelled as a viscoplastic Herschel-Bulkley fluid. The results by Beverly and Tanner (1989) are also shown (x symbols).
lo" Id 16 ld Apparent Shear Rate, (l/s)
Figure 16 - Assumed normal stress data for propellant dough 35/45 together with experimental shear data (symbols) and their best fit by the Herschel-Bulkley viscoplastic: model.
(Figure 7) as the flow rate (or equivalently apparent shear rate +a) increases. For low values (high Bi* values), the unyielded region occupies most of the reservoir and the center of the die, while at the exit it comes very close to the die lips. As 4, increases (and Bi* decreases), yielding increases to form totally fluid regions everywhere except in the extru- date, where a plug velocity profile results in unyielded zones. These, however, tend to move farther and farther away from the die lips. These results are in qualitative agreement with the ones presented by Beverly and Tanner (1989), but as noted before their simulations were carried out up to 4, =
A typical set of results produced by the finite element anal- ysis for the highest apparent shear rate = 1200 s- ' is shown in Figure 8 for the velocity field and in Figure 9 for the temperature field. It is interesting to note how the velocity profile changes from very slow flow in the extrusion barrel (reservoir), into plug-like profile after the: entry into the die, into concave profile near the wall before the exit, and finally into plug profile in the extrudate where the unyielded region forms. Correspondingly, the temperature profile changes from isothermal flow in the reservoir, into small increases in the die entry, into large increases near the die wall before
100 s - l .
2 . 4 0 , ~ , , , , , , , , , , , , , , , , ,
2 12
CL (II
6 1.84 3 2
t;
VI
156
1.28
1-00 lo" id ld ld
Apparent Shear Rate, +a (l/s)
Figure 17 - Stress ratio S, vs. apparent shear rate +,, using normal stress data according to Equation (33) and Figure 16 for propellant dough 35/45.
the exit, and then equalizes further downstream (not shown here because of the unyielded region).
The local radial maximum temperature increases along the flow domain for increasing apparent shear rates as shown in Figure 10. The corresponding results for the centerline temperatures are shown in Figure 1 I . For low +', values, the flow is nearly isothermal (Nu < < 0. I , no discernible temperature rises due to viscous dissipation except for a slight increase near the die exit where a stress singularity exists from the rearrangement of the flow field). However, for the highest shear rates the viscous-dissipated energy causes high temperature rises and also differences between maximum and centerline temperatures.
The temperature rise at the extrudate free surface 2 .5 cm from the die exit is plotted against 9, in Figure 12. together with the experimentally found values and the previous results by Beverly and Tanner (1989). Note that the latter are given only up to = 20 s- ' , above which no convergence could be obtained, apparently due to lack of SUlPG schemes in their energy formulation. It is seen that the numerical simu- lations assuming isothermal walls underestimate the experimental values by as much as 3.5"C at the highest apparent shear rate = 1200 s- ' . On the other hand. assuming adiabatic walls highly overestimates the experimental values. In reality, the correct boundary condi- tion at the walls is between isothermal and adiabatic with Biot = 20 according to Equations (3 1 ) and (32), but closer to isothermal walls in this case since the die was thermally controlled at 20°C. Indeed, using the heat balance boundary condition (Equation 31), we get temperature rises a bit higher than from isothermal walls. The results do not change much by assuming a different s distance (e.g. s = 3.5R or 5R) or a different hT value on the extrudate surface ( h , = 0 or 0.0047 J/cm2 . s K). They depend more on k,, for the wall temperature rise but are not affected at the extrudate sur- face far downstream. However, the heat balance. Equation (29), with a heat transfer coefficient h,, given by Equation (28) and used previously by Carter and Warren (1987) gives overestimates as shown in Figure 12. From the above. it becomes obvious that the assumption of isothermal walls in the present simulations is justified giving reasonable results.
The temperature and velocity profiles at the die exit have been given by Carter and Warren (1987) for +,, = 1200 s- ' . Their calculations were made by the Finite Difference
I56 THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 71. FEBRUARY. 1993
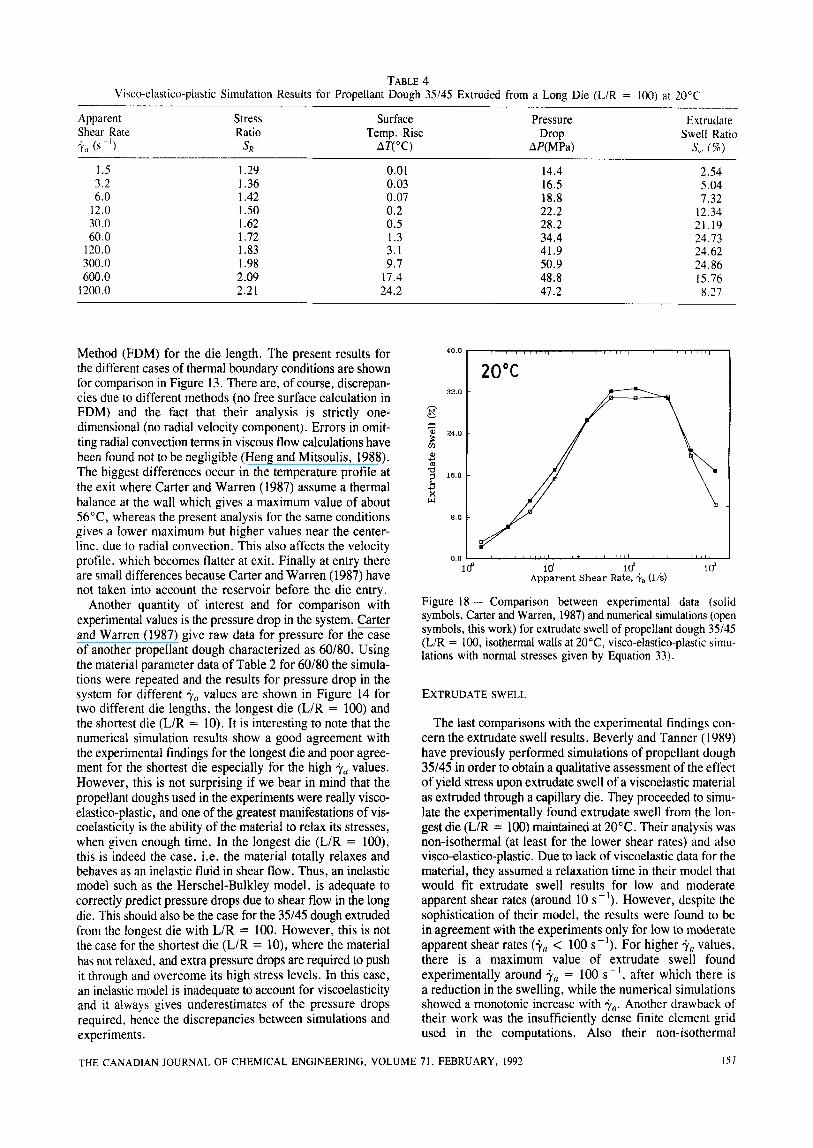
TABLE 4 Visco-elastico-plastic Simulation Results for Propellant Dough 35/45 Extruded from a Long Die (LIR = 100) at 20°C
Extrudate Apparent Stress Surface Pressure Shear Rate Ratio Temp. Rise Drop Swell Ratio P,, ( s - ' ) SR AT("C) AP( M Pa) & (%)
1.5 1.29 0.01 14.4 2.54 3 .2 1.36 0.03 16.5 5.04 6.0 1.42 0.07 18.8 7.32
12.0 1 S O 0.2 22.2 12.34 30.0 1.62 0.5 28.2 21.19 60.0 1.72 1.3 34.4 24.73
120.0 1.83 3 .1 41.9 24.62 300.0 1.98 9.7 50.9 24.86 600.0 2.09 17.4 48.8 15.76
1200.0 2.21 24.2 47.2 8.17
Method (FDM) for the die length. The present results for the different cases of thermal boundary conditions are shown for comparison in Figure 13. There are, of course, discrepan- cies due to different methods (no free surface calculation in FDM) and the fact that their analysis is strictly one- dimensional (no radial velocity component). Errors in omit- ting radial convection terms in viscous flow calculations have been found not to be negligible (Heng and Mitsoulis, 1988). The biggest differences occur in the temperature profile at the exit where Carter and Warren (1987) assume a thermal balance at the wall which gives a maximum value of about 56"C, whereas the present analysis for the same conditions gives a lower maximum but higher values near the center- line, due to radial convection. This also affects the velocity profile, which becomes flatter at exit. Finally at entry there are small differences because Carter and Warren (1987) have not taken into account the reservoir before the die entry.
Another quantity of interest and for comparison with experimental values is the pressure drop in the system. Carter and Warren (1987) give raw data for pressure for the case of another propellant dough characterized as 60/80. Using the material parameter data of Table 2 for 60180 the simula- tions were repeated and the results for pressure drop in the system for different i / , values are shown in Figure 14 for two different die lengths, the longest die (L/R = 100) and the shortest die (L/R = 10). It is interesting to note that the numerical simulation results show a good agreement with the experimental findings for the longest die and poor agree- ment for the shortest die especially for the high +, values. However, this is not surprising if we bear in mind that the propellant doughs used in the experiments were really visco- elastico-plastic, and one of the greatest manifestations of vis- coelasticity is the ability of the material to relax its stresses, when given enough time. In the longest die (L/R = loo), this is indeed the case, i.e. the material totally relaxes and behaves as an inelastic fluid in shear flow. Thus, an inelastic model such as the Herschel-Bulkley model, is adequate to correctly predict pressure drops due to shear flow in the long die. This should also be the case for the 35/45 dough extruded from the longest die with L/R = 100. However, this is not the case for the shortest die (L/R = lo), where the material has not relaxed, and extra pressure drops are required to push it through and overcome its high stress levels. In this case, an inelastic model is inadequate to account for viscoelasticity and it always gives underestimates of the pressure drops required, hence the discrepancies between simulations and experiments.
40.0
32.0
h
& - d g 24.0
4 16.0 m 0 Y
C
x W U
8.0
0.0
20°C
la" Id Id Apparent Shear Rate, +a (l/s)
Figure 18 - Comparison between experimental data (solid symbols, Carter and Warren, 1987) and numerical simulations (open symbols, this work) for extrudate swell of propellant dough 35/45 (LIR = 100, isothermal walls at 20°C, visco-elastico-plastic simu- lations with normal stresses given by Equation 33) .
EXTRUDATE SWELL
The last comparisons with the experimental findings con- cern the extrudate swell results. Beverly and Tanner (1989) have previously performed simulations of propellant dough 35/45 in order to obtain a qualitative assessment of the effect of yield stress upon extrudate swell of a viscoelastic material as extruded through a capillary die. They proceeded to simu- late the experimentally found extrudate swell from the lon- gest die (LIR = 100) maintained at 20°C. Their analysis was non-isothermal (at least for the lower shear rates) and also visco-elastico-plastic. Due to lack of viscoelastic data for the material, they assumed a relaxation time in their model that would fit extrudate swell results for low and moderate apparent shear rates (around 10 s-I). However, despite the sophistication of their model, the results were found to be in agreement with the experiments only for low to moderate apparent shear rates (4, < 100 s-I). For higher i., values, there is a maximum value of extrudate swell found experimentally around j / , = 100 s-I, after which there is a reduction in the swelling, while the numerical simulations showed a monotonic increase with +,. Another drawback of their work was the insufficiently dense finite element grid used in the computations. Also their non-isothermal
THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 71, FEBRUARY, 1992 I57
+a = 120s-' tl- +a = 300s
EZaI +a = 600s.'
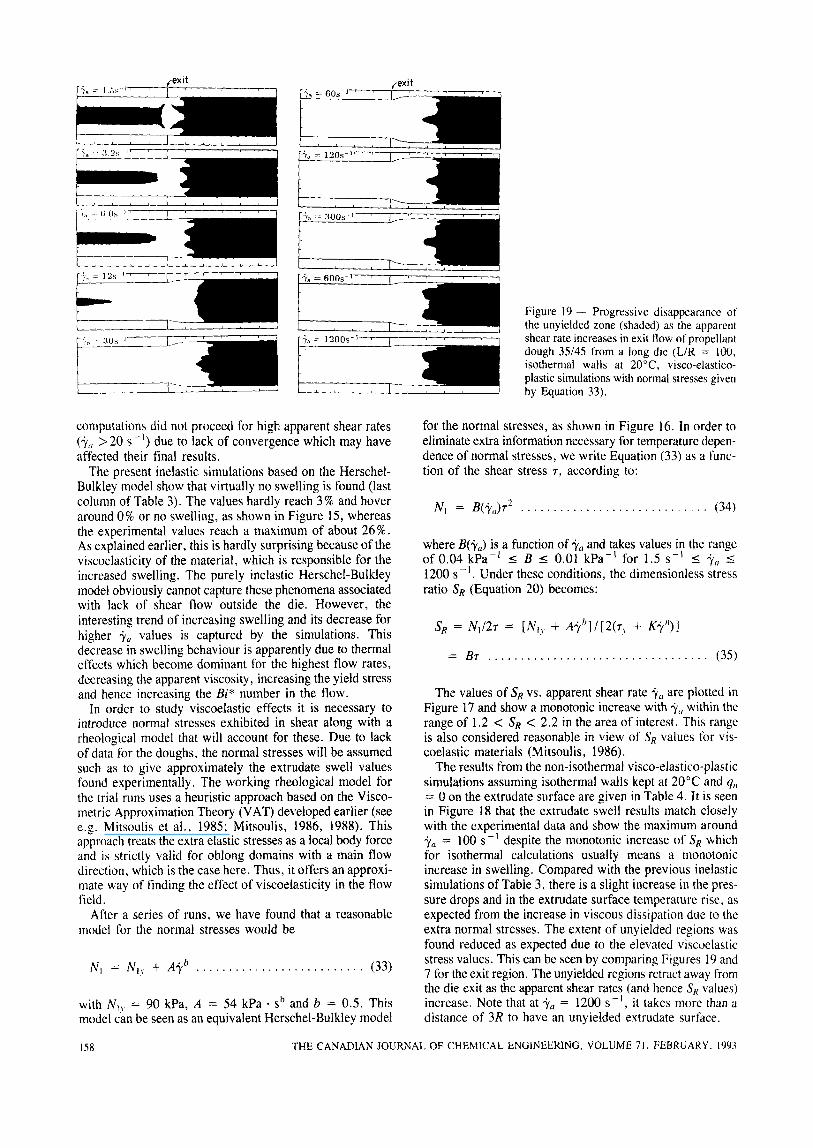
Figure 19 - Progressive disappearance of the unyielded zone (shaded) as the apparent shear rate increases in exit flow of propellant dough 35/45 from a long die (L/R = 100. isothermal walls at 20°C. visco-elastico- plastic simulations with normal stresses given
+a = 1200s-1 m i by Equation 33).
computations did not proceed for high apparent shear rates (+(, >20 5 - ' ) due to lack of convergence which may have affected their final results.
The present inelastic simulations based on the Herschel- Bulkley model show that virtually no swelling is found (last column of Table 3). The values hardly reach 3% and hover around 0% or no swelling, as shown in Figure 15, whereas the experimental values reach a maximum of about 26%. As explained earlier, this is hardly surprising because of the viscoelasticity of the material, which is responsible for the increased swelling. The purely inelastic Herschel-Bulkley model obviously cannot capture these phenomena associated with lack of shear flow outside the die. However, the interesting trend of increasing swelling and its decrease for higher 4, values is captured by the simulations. This decrease in swelling behaviour is apparently due to thermal effects which become dominant for the highest flow rates, decreasing the apparent viscosity, increasing the yield stress and hence increasing the Bi* number in the flow.
In order to study viscoelastic effects it is necessary to introduce normal stresses exhibited in shear along with a rheological model that will account for these. Due to lack of data for the doughs, the normal stresses will be assumed such as to give approximately the extrudate swell values found experimentally. The working rheological model for the trial runs uses a heuristic approach based on the Visco- metric Approximation Theory (VAT) developed earlier (see e.g. Mitsoulis et al., 1985; Mitsoulis, 1986, 1988). This approach treats the extra elastic stresses as a local body force and is strictly valid for oblong domains with a main flow direction, which is the case here. Thus, it offers an approxi- mate way of finding the effect of viscoelasticity in the flow field.
After a series of runs, we have found that a reasonable model for the normal stresses would be
. . . . . . . . . . . . . . . . . . . . . . . . . . N , = N, , . + A+b (33)
with N I v = 90 kPa, A = 54 kPa . sb and b = 0.5. This model can be seen as an equivalent Herschel-Bulkley model
for the normal stresses, as shown in Figure 16. In order to eliminate extra information necessary for temperature depen- dence of normal stresses, we write Equation (33) as a func- tion of the shear stress r , according to:
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . N , = B(+,)r2 (34)
where B(?,) is a function of i., and takes values in the range of 0.04 kPa-' II B II 0.01 kPa-' for 1.5 s- ' 5 4, 5 1200 s - I . Under these conditions, the dimensionless stress ratio S, (Equation 20) becomes:
S, = N1/2r = [NI! + A+"]/[2(r, + K+")I
(35) - Br . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . -
The values of S, vs. apparent shear rate +,, are plotted in Figure 17 and show a monotonic increase with +,, within the range of 1.2 < S, < 2.2 in the area of interest. This range is also considered reasonable in view of SR values for vis- coelastic materials (Mitsoulis, 1986).
The results from the non-isothermal visco-elastico-plastic simulations assuming isothermal walls kept at 20°C and q,] = 0 on the extrudate surface are given in Table 4. It is seen in Figure 18 that the extrudate swell results match closely with the experimental data and show the maximum around +, = 100 s - ' despite the monotonic increase of SR which for isothermal calculations usually means a monotonic increase in swelling. Compared with the previous inelastic simulations of Table 3, there is a slight increase in the pres- sure drops and in the extrudate surface temperature rise, as expected from the increase in viscous dissipation due to the extra normal stresses. The extent of unyielded regions was found reduced as expected due to the elevated viscoelastic stress values. This can be seen by comparing Figures 19 and 7 for the exit region. The unyielded regions retract away from the die exit as the apparent shear rates (and hence SR values) increase. Note that at +, = 1200 s - I , it takes more than a distance of 3R to have an unyielded extrudate surface.
IS8 THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 71, FEBRUARY. I993
Conclusions
In this paper an effort has been made to simulate some experimental data obtained for a visco-elastico-plastic material that obeys in shear flow the Herschel-Bulkley model. A full non-isothermal analysis has been carried out for a flow domain closely approximating the physical system of the experiments. A list of dimensionless numbers is evaluated to determine the relative significance of various terms for flow and heat transfer in the system. The results have shown that good agreement can be obtained for quantities associated with shearing flow, such as temperature rises due to viscous dissipation and pressure drops for long dies. The isothermal wall assumption is shown to be adequate but not as good as a heat balance involving the local Biot number.
In cases where the elastic character of the material dominates, such as in determining extrudate swell and excess pressure drops, the inelastic Herschel-Bulkley model is unable to predict such phenomena, giving almost no swelling and underestimates for the pressure drops in the system espe- cially for short dies. This shows the limitations of such inelastic models to accurately predict phenomena associated with the viscoelastic character of the material. The latter is assessed by assuming a corresponding Herschel-Buckley model for the normal stresses giving a reasonable range of elasticity levels, such that extrudate swell simulations match the experimental findings. It is found that the visco-elastico- plastic simulations reduce the extent and alter the shape of yieldedhnyielded regions but do not affect much the other results (such as pressure drops and temperature rises) obtained from the inelastic simulations except for extrudate swell.
Acknowledgements
Financial support from the Natural Sciences and Engineering Research Council of Canada (NSERC) is gratefully acknowledged. Mr. Abdali is sponsored by the Ras Lanuf Oil Company.
Nomenclature
A
b
B Bi Bi*
Biot
CP d D Gz
h 11, 14 k K L L,, L, rn
n n
= consistency index in normal-stress model
= power-law index in normal-stress model
= function in normal-stress model (Pa-') = Bingham Number = 7 p / p V (Equation 17) = Generalized Bingham Number = [ 7)D"/8"-'
V2-nK] [4n/(3n + l ) ] " (Equation 18) = Biot Number = (t%"/&-)wri/(Ts - T,) (Equation
= specific heat capacity (J/kg . K) = extrudate diameter (m) = capillary die diameter (m) = Graetz Number = pCpVD2/kL = PeDIL (Equa-
= heat transfer coefficient (J/m2 s . K) = second invariant of the rate-of-strain tensor (s-') = second invariant of the stress tensor (Pa') = thermal conductivity (J/m . s . K) = consistency index in power-law model (Pa . s") = die length (m) = reservoir length (m) = extrudate length (m) = stress growth exponent in Papanastasiou (1987)
= power-law index (dimensionless) = unit outward normal vector
(Pa . sb)
(dimensionless)
25)
tion 22)
model (s)
N , NI, Nu Nu P Pe 9
r ri R Re Re*
Q
S
S R
sw T
V ws V
z
= first normal stress difference (Pa) = yield first normal stress difference (Pa) = Nahme Number = &V2/k (Equation 23) = Nusselt Number = hD/k (Equation 26) = pressure (Pa) = Peclet Number = pC,VD/k (Equation 21) = heat flux (J/m2 . s) = volumetric flow rate (m3/s) = radial coordinate (m) = inner local radius (m) = radius (m) = Reynolds Number = pVD/k (Equation 15) = Generalized Reynolds Number = [pD"V'-''/
8"-'K] [4nl(3n + I ) ] " (Equation 16) = distance for controlled die temperature (m) = Recoverable Shear or Stress Ratio = N,i2r
= swell ratio (dimensionless) = temperature ("C or K) = velocity vector (m/s) = characteristic (average) velocity (m/s) = Weissenberg Number = hV/D (Equation 19) = axial coordinate (m)
(Equation 20)
Greek Letters
= temperature shift factor (1/K) = rate-of-strain tensor (s - I )
= shear rate (s-I) = apparent shear rate (s-I) = critical shear rate (s-l) = pressure drop (Pa) = temperature difference ("C) = apparent viscosity (Pa + s) = characteristic viscosity (Pa . s) = reiaxation time (s) = Newtonian viscosity (Pa . s) = density (kg/m3) = extra stress tensor (Pa) = shear stress (Pa) = yield stress (Pa)
Subscripts
a = apparent ambient
c = critical cl = centerline d = die entry = entry exit = exit f rn mar = maximum n r = r-direction res = reservoir S = surrounding T = temperature
W = wall Y = yield 2 = z-direction 0 = origin/initial/reference m = infinite distance
= free surface = material
= normal to a surface
thermal
Superscripts
T * = generalized dimensionless quantity
= transpose of a vector or a matrix
THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 71, FEBRUARY, 1993 159
References Mitsoulis, E., “Streamline-U~wind/Petrov-Galerkin Finite Element
Abdali, S. S . , E. Mitsoulis and N. C. Markatos, “Entry and Exit Flows of Bingham Fluids”, J. Rheol. 36, 389-407 (1992).
Beverly, C. R. and R. I. Tanner, “Numerical Analysis of Extru- date Swell in Viscoelastic Materials with Yield Stress”, J. Rheol.
Bingham, E. C., “Fluidity and Plasticity”, McGraw-Hill, New York (1922).
Bird, R. B., G. C. Doi and B. J . Yarusso, “The Rheology and Flow of Viscoplastic Materials”, Rev. Chem. Eng. 1, 1-70 (1983).
Boger, D. V., “Viscoelastic Flows through Contractions”, Ann. Rev. Fluid Mech. 19, 157-182 (1987).
Carter, R. E. and R. C. Warren, “Extrusion Stresses, Die Swell, and Viscous Heating Effects in Double-Base Propellants”, J. Rheol. 31, 151-173 (1987).
Cox, H. W. and C. W. Macosko, “Viscous Dissipation in Die
Ellwood, K . R. J., G. C. Georgiou, T. C. Papanastasiou and J. 0. Wilkes, “Laminar Jets of Bingham-Plastic Liquids”, J. Rheol.
Heng, F. L. and E. Mitsoulis, “Errors in Omitting Radial Con- vection in Polymer Melt Flow Simulations”, Numer. Heat Transfer 13, 499-513 (1988).
Herschel, W. H. and R. Bulkley, “Konsistenzmessungen von Gummi-Benzol-Losungen”, Kolloid Z. 39, 291-300 (1926).
Mitsoulis, E., “Numerical Simulation of Boger Fluids: A Visco- metric Approximation Approach”, Polym. Eng. Sci. 26,
Mitsoulis, E., “A Heuristic Approach to Modeling Viscoelasticity in Polymer Processing”, Soc. Plast. Eng.., ANTEC 1988, Tech. Papers, 34, 140-144 (1988).
33, 989-1009 (1989).
Flows”, AIChE J. 20, 785-795 (1974).
34, 787-812 (1990).
1552-1562 (1986).
Methods in Polymer Prodessing”, Chem. Eng. Techno]. 12, 269-273 (19891.
Mitsoulis, E.‘ and J. Vlachopoulos, “Non-Isothermal Creeping Flow through Parallel Plates and a Sudden Planar Contraction”, Can. J. Chem. Eng. 62, 837-844 (1984).
Mitsoulis, E., J. Vlachopoulos and F. A. Mirza, “Numerical Simu- lation of Entry and Exit Flows in Slit Dies”, Polym. Eng. Sci.
Mitsoulis, E., J. Vlachopoulos and F. A. Mirza, “A Numerical Study of the Effect of Normal Stresses and Elongational Viscosity on Entry Vortex Growth and Extrudate Swell”, Polym. Eng. Sci. 25, 677-689 (1985).
Mitsoulis, E., R. Wagner and F. L. Heng, “Numerical Simula- tion of Wire-Coating Low-Density Polyethylene: Theory and Experiments”, Polym. Eng. Sci. 28, 291-310 (1988).
Papanastasiou, T. C., “Flow of Materials with Yield”, J. Rheol.
Perry, R. H. and D. Green, Ed., “Perry’s Chemical Engineers’
Phuoc, H. B. and R. I. Tanner, “Thermally-Induced Extrudate
Winter, H. H., “Viscous Dissipation in Shear Flows of Molten
24, 707-715 (1984).
31, 385-404 (1987).
Handbook”, 6th ed., McGraw-Hill, New York (1984).
Swell”, J. Fluid Mech. 98, 253-271 (1980).
Polymers”, Adv . Heat Transfer 13, 205-267 (1977).
Manuscript received March 11, 1992; revised manuscript received July 16, 1992; accepted for publication July 23, 1992.
THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 7 I , FEBRUARY, 1993
Related Documents











