This article was originally published in a journal published by Elsevier, and the attached copy is provided by Elsevier for the author’s benefit and for the benefit of the author’s institution, for non-commercial research and educational use including without limitation use in instruction at your institution, sending it to specific colleagues that you know, and providing a copy to your institution’s administrator. All other uses, reproduction and distribution, including without limitation commercial reprints, selling or licensing copies or access, or posting on open internet sites, your personal or institution’s website or repository, are prohibited. For exceptions, permission may be sought for such use through Elsevier’s permissions site at: http://www.elsevier.com/locate/permissionusematerial

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
This article was originally published in a journal published byElsevier, and the attached copy is provided by Elsevier for the
author’s benefit and for the benefit of the author’s institution, fornon-commercial research and educational use including without
limitation use in instruction at your institution, sending it to specificcolleagues that you know, and providing a copy to your institution’s
administrator.
All other uses, reproduction and distribution, including withoutlimitation commercial reprints, selling or licensing copies or access,
or posting on open internet sites, your personal or institution’swebsite or repository, are prohibited. For exceptions, permission
may be sought for such use through Elsevier’s permissions site at:
http://www.elsevier.com/locate/permissionusematerial

Autho
r's
pers
onal
co
py
Materials Science and Engineering A 434 (2006) 326–334
Flow processes at low temperatures in ultrafine-grained aluminum
Nguyen Q. Chinh a,∗, Peter Szommer a, Tamas Csanadi a, Terence G. Langdon b,c
a Department of General Physics, Eotvos University of Budapest, 1117 Budapest, Pazmany P. setany 1/A., Hungaryb Departments of Aerospace & Mechanical Engineering and Materials Science, University of Southern California, Los Angeles, CA 90089-1453, USA
c Materials Research Group, School of Engineering Sciences, University of Southampton, Southampton SO17 1BJ, UK
Received 6 March 2006; received in revised form 29 June 2006; accepted 9 July 2006
Abstract
Experiments were conducted to evaluate the flow behavior of pure aluminum at low temperatures. Samples were processed by equal-channelangular pressing (ECAP) to give a grain size of ∼1.2 �m and compression samples were cut from the as-pressed billets and tested over a rangeof strain rates at temperatures up to 473 K. The results show the occurrence of steady-state flow in these highly deformed samples and a detailedanalysis gives a low strain rate sensitivity and an activation energy similar to the value for grain boundary diffusion. By using depth-sensingindentation testing and atomic force microscopy, it is shown that grain boundary sliding occurs in this material at low temperatures. This result isattributed to the presence of high-energy non-equilibrium boundaries in the severely deformed samples.© 2006 Elsevier B.V. All rights reserved.
Keywords: Equal-channel angular pressing (ECAP); Grain boundary sliding; Non-equilibrium boundaries; Plastic deformation; Ultrafine grains
1. Introduction
Over a period of more than 50 years, considerable attentionhas been devoted to obtaining an understanding of the character-istics of plastic flow in simple face-centered cubic (fcc) metalssuch as pure aluminum. In 1969, in an extensive review of high-temperature creep by Dorn and co-workers [1], it was shownthat pure Al deforms by power-law creep over a wide range ofstresses with the steady-state creep rate, ε, proportional to theapplied stress, σ, raised to a power of n, where the value of n is∼4.4–4.5 for aluminum and the activation energy for creep, Q, isequal to the value for lattice self-diffusion, Qsd (∼143 kJ mol−1
[2]). Subsequently, in 1982, Frost and Ashby [3] produced aclassic compendium of data in the form of sets of deforma-tion mechanism maps covering a very wide range of materialsincluding pure aluminum. For all crystalline solids, these mapsdivided the flow behavior into a regime of diffusion-controlledcreep dominating flow at high temperatures and a regime ofthermally activated flow dominating at low temperatures. As ageneral rule, these maps show the transition from low to hightemperature behavior occurs typically in the vicinity of ∼0.5Tm,where Tm is the absolute melting point of the material.
∗ Corresponding author. Tel.: +36 1 372 2845; fax: +36 1 372 2811.E-mail address: [email protected] (N.Q. Chinh).
In constructing the deformation mechanism maps for pure Alwith average grain sizes, d, of 10 �m and 1 mm, Frost and Ashby[3] made use of existing experimental data in the region of high-temperature power-law creep with n = 4.4 and Q = Qsd. However,because of the availability of only limited experimental informa-tion, the behavior at low temperatures was based primarily ona series of model-based calculations incorporating theoreticalprocesses such as the Peierls mechanism in which dislocationglide is achieved through the nucleation and propagation of dis-location kink-pairs. In addition, when the maps were constructedin 1982 essentially no information was available on the flow ofmaterials having very small grain sizes within the submicrom-eter or nanometer range and accordingly the published mapsextended only to a smallest grain size of 10 �m.
The present work was motivated by three separate consid-erations. First, it is now feasible to use various processingtechniques, based on the application of severe plastic defor-mation, in order to fabricate materials having grain sizes inthe submicrometer or even the nanometer range [4,5] and thisprovides an opportunity to evaluate the flow behavior under con-ditions that were unattainable in the earlier studies. Second, mostinvestigations to date, whether experimental or theoretical, havebeen restricted to covering only relatively low strains in the lowtemperature regime and/or relatively high strains under creepconditions in the high temperature regime. As a consequence ofthis restriction, the flow mechanisms under creep conditions are
0921-5093/$ – see front matter © 2006 Elsevier B.V. All rights reserved.doi:10.1016/j.msea.2006.07.014
Autho
r's
pers
onal
co
py
N.Q. Chinh et al. / Materials Science and Engineering A 434 (2006) 326–334 327
generally well-documented but the flow behavior at low temper-atures is invariably focused exclusively on the characteristics ofthe region of work-hardening and the nature of the stress–strain(σ–ε) relationship in the different regions of strain [6–10]. Third,using experimental data for high purity aluminum and copper,it was shown recently that it may be feasible to develop an alter-native analytical interpretation for fcc metals by using a newconstitutive relationship which appears to accurately describethe stress–strain behavior over a very wide range of strain at alltesting temperatures [11,12].
Accordingly, the present paper describes a continuation ofthis earlier work in which the low temperature regime is inves-tigated using data obtained from samples of ultrafine-grainedaluminum and the analysis is further supplemented by makinguse of depth-sensing indentation (DSI) testing [13] and atomicforce microscopy (AFM). For convenience, the background tothe present approach is summarized briefly in the following sec-tion and the subsequent sections describe the experimental dataand interpretation.
2. Background to the analysis
It was demonstrated recently that, in the temperature rangebetween 293 and 473 K corresponding to homologous temper-atures of <0.5Tm for Al and <0.3Tm for Cu, the macroscopicstress–strain relationship may be fitted by a new and simpleconstitutive relationship of the form [11]:
σ = σ0 + σ1
[1 − exp
(−εq
εc
)], (1)
where σ0, σ1, εc, and the exponent q are constant fitting param-eters and the strain ε is taken as the absolute value of the strainrelative to the annealed state. By incorporating into the analy-sis the behavior of ultrafine-grained samples prepared by severedeformation using the process of equal-channel angular pressing(ECAP), it was noted that the constitutive relationship shown inEq. (1) applies over a very wide range of strains. Furthermore,it can be shown that an approach incorporating Eq. (1) is con-sistent with the major features of the more conventional andwell-established Hollomon-type power law [6] and Voce-typeexponential relationship [7].
It was shown recently that an increase in the testing tem-perature leads to the advent of the conventional secondary orsteady-state stage of creep at relatively small strains [12]. Forthe real work-hardening stage where ∂σ/∂ε > 0, the stress–strainrelationship at high testing temperatures (>0.5Tm) may be accu-rately described by Eq. (1) and the secondary creep behaviormay be characterized unambiguously using a fitted saturationcondition given by
σsat = σ0 + σ1, (2)
where σ0 and σ1 are the fitting parameters in Eq. (1) and σsatdelineates the value of the steady-state stress in the region ofsaturation.
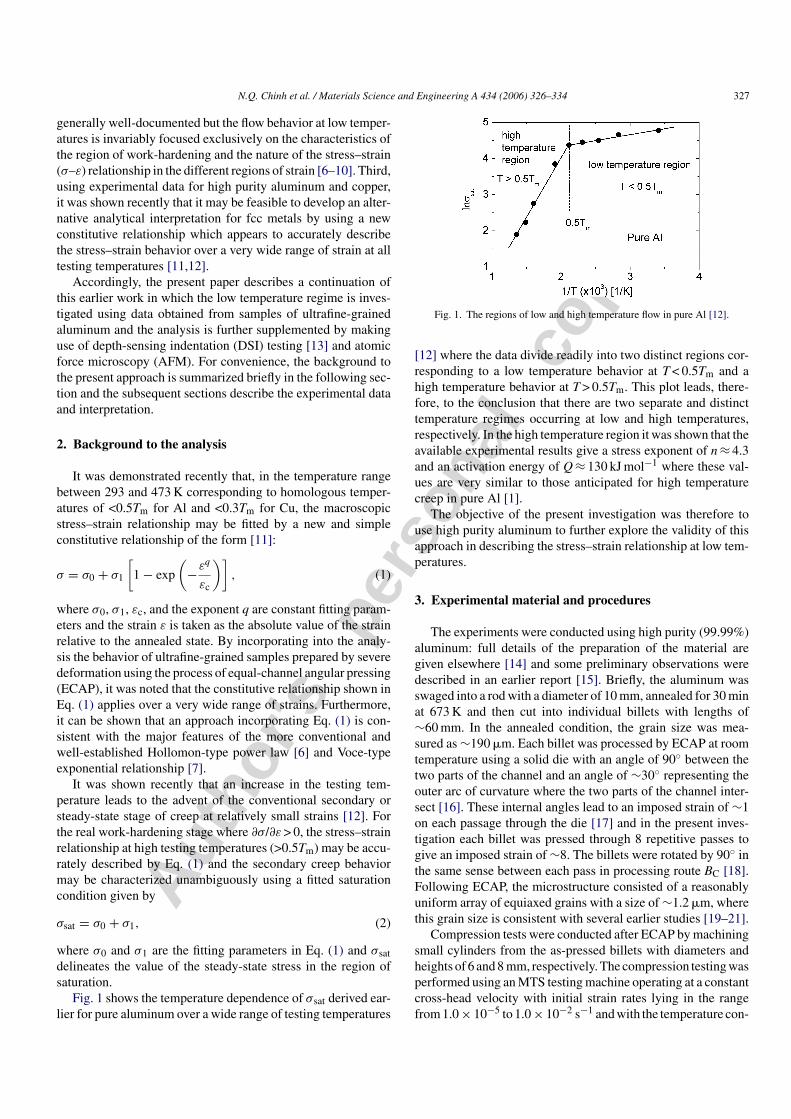
Fig. 1 shows the temperature dependence of σsat derived ear-lier for pure aluminum over a wide range of testing temperatures
Fig. 1. The regions of low and high temperature flow in pure Al [12].
[12] where the data divide readily into two distinct regions cor-responding to a low temperature behavior at T < 0.5Tm and ahigh temperature behavior at T > 0.5Tm. This plot leads, there-fore, to the conclusion that there are two separate and distincttemperature regimes occurring at low and high temperatures,respectively. In the high temperature region it was shown that theavailable experimental results give a stress exponent of n ≈ 4.3and an activation energy of Q ≈ 130 kJ mol−1 where these val-ues are very similar to those anticipated for high temperaturecreep in pure Al [1].
The objective of the present investigation was therefore touse high purity aluminum to further explore the validity of thisapproach in describing the stress–strain relationship at low tem-peratures.
3. Experimental material and procedures
The experiments were conducted using high purity (99.99%)aluminum: full details of the preparation of the material aregiven elsewhere [14] and some preliminary observations weredescribed in an earlier report [15]. Briefly, the aluminum wasswaged into a rod with a diameter of 10 mm, annealed for 30 minat 673 K and then cut into individual billets with lengths of∼60 mm. In the annealed condition, the grain size was mea-sured as ∼190 �m. Each billet was processed by ECAP at roomtemperature using a solid die with an angle of 90◦ between thetwo parts of the channel and an angle of ∼30◦ representing theouter arc of curvature where the two parts of the channel inter-sect [16]. These internal angles lead to an imposed strain of ∼1on each passage through the die [17] and in the present inves-tigation each billet was pressed through 8 repetitive passes togive an imposed strain of ∼8. The billets were rotated by 90◦ inthe same sense between each pass in processing route BC [18].Following ECAP, the microstructure consisted of a reasonablyuniform array of equiaxed grains with a size of ∼1.2 �m, wherethis grain size is consistent with several earlier studies [19–21].
Compression tests were conducted after ECAP by machiningsmall cylinders from the as-pressed billets with diameters andheights of 6 and 8 mm, respectively. The compression testing wasperformed using an MTS testing machine operating at a constantcross-head velocity with initial strain rates lying in the rangefrom 1.0 × 10−5 to 1.0 × 10−2 s−1 and with the temperature con-
Autho
r's
pers
onal
co
py
328 N.Q. Chinh et al. / Materials Science and Engineering A 434 (2006) 326–334
trolled to selected values between 293 K (room temperature) and473 K. For DSI testing, some of the as-pressed billets were cutto reveal planes parallel to the longitudinal axis, these planeswere polished electrolytically using a solution of 33% HNO3and 67% CH3OH at 288 K, and a Vickers diamond microinden-ter was used with a depth-sensing ultra-microhardness testingfacility (Shimadzu DUH 202) to give a series of indentations onthe polished surfaces. All indentations were made under a force,F, increasing linearly with time, t, under an imposed loading rateof 0.13 mN s−1, where this loading rate corresponds to an equiv-alent strain rate of∼5 × 10−3 s−1 at the edge of the indentation atthe termination of the indentation process [13]. The indentationswere examined using a Solver P47H atomic force microscope(AFM) operating in the semi-contact (frequency modulation)mode. Repetitive indentations were conducted using differentloads in order to achieve Vickers patterns extending over areasof ∼7 �m × 7 �m. It was found that the optimum load for the as-pressed material was ∼20 mN. For comparison purposes, similarindentations were also performed on the polished face of anannealed but unpressed sample and in this condition, in order toachieve indentations of a similar size, it was necessary to reducethe imposed load to ∼12 mN.
4. Experimental results
4.1. Characteristics of the low temperature deformationprocess at high strains
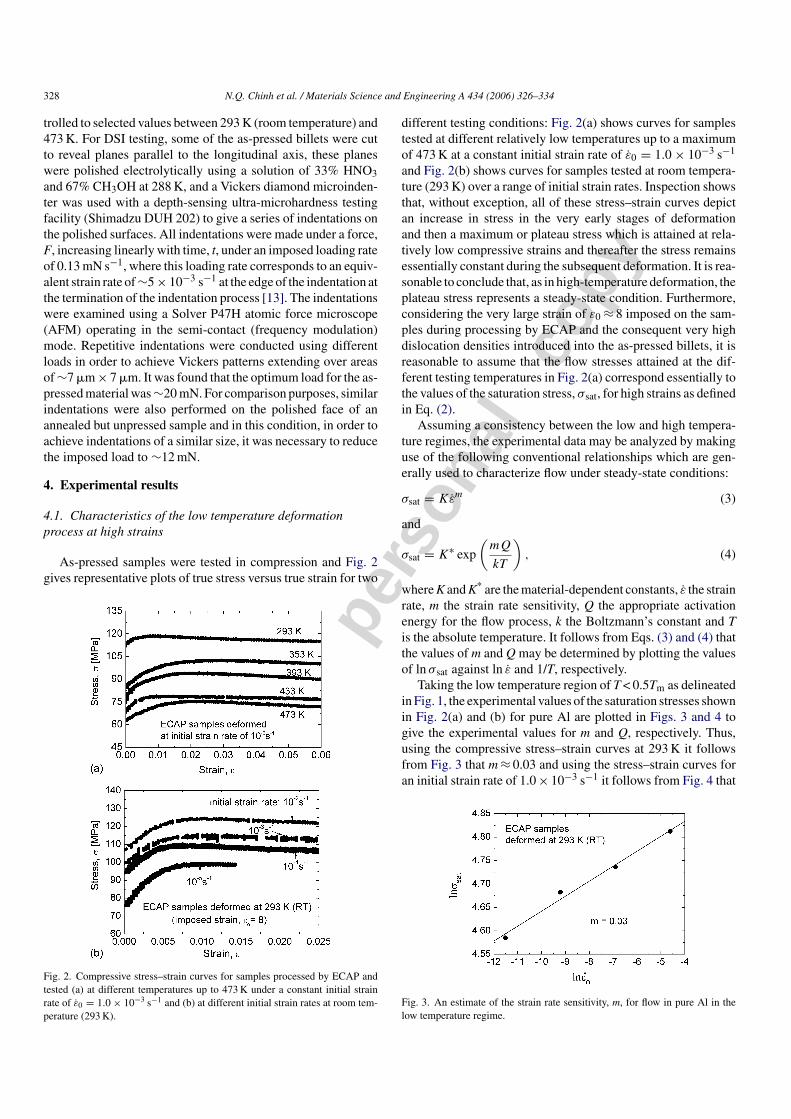
As-pressed samples were tested in compression and Fig. 2gives representative plots of true stress versus true strain for two
Fig. 2. Compressive stress–strain curves for samples processed by ECAP andtested (a) at different temperatures up to 473 K under a constant initial strainrate of ε0 = 1.0 × 10−3 s−1 and (b) at different initial strain rates at room tem-perature (293 K).
different testing conditions: Fig. 2(a) shows curves for samplestested at different relatively low temperatures up to a maximumof 473 K at a constant initial strain rate of ε0 = 1.0 × 10−3 s−1
and Fig. 2(b) shows curves for samples tested at room tempera-ture (293 K) over a range of initial strain rates. Inspection showsthat, without exception, all of these stress–strain curves depictan increase in stress in the very early stages of deformationand then a maximum or plateau stress which is attained at rela-tively low compressive strains and thereafter the stress remainsessentially constant during the subsequent deformation. It is rea-sonable to conclude that, as in high-temperature deformation, theplateau stress represents a steady-state condition. Furthermore,considering the very large strain of ε0 ≈ 8 imposed on the sam-ples during processing by ECAP and the consequent very highdislocation densities introduced into the as-pressed billets, it isreasonable to assume that the flow stresses attained at the dif-ferent testing temperatures in Fig. 2(a) correspond essentially tothe values of the saturation stress, σsat, for high strains as definedin Eq. (2).
Assuming a consistency between the low and high tempera-ture regimes, the experimental data may be analyzed by makinguse of the following conventional relationships which are gen-erally used to characterize flow under steady-state conditions:
σsat = Kεm (3)
and
σsat = K∗ exp
(mQ
kT
), (4)
where K and K* are the material-dependent constants, ε the strainrate, m the strain rate sensitivity, Q the appropriate activationenergy for the flow process, k the Boltzmann’s constant and Tis the absolute temperature. It follows from Eqs. (3) and (4) thatthe values of m and Q may be determined by plotting the valuesof ln σsat against ln ε and 1/T, respectively.
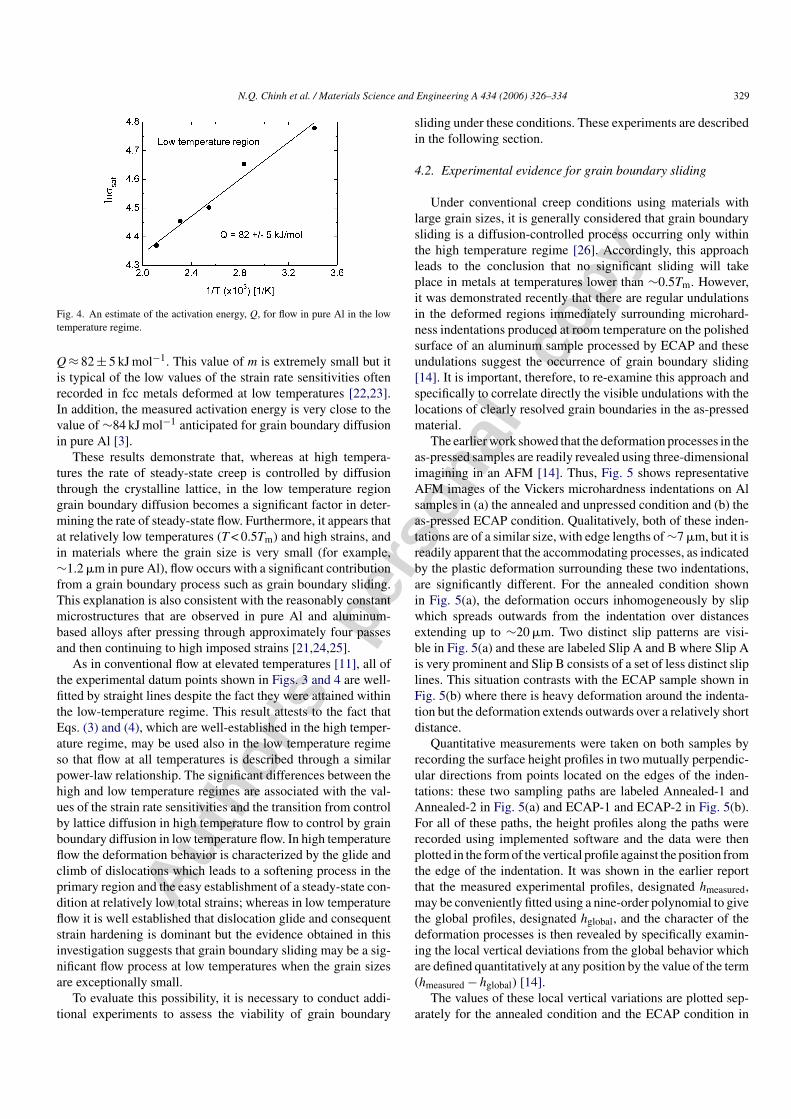
Taking the low temperature region of T < 0.5Tm as delineatedin Fig. 1, the experimental values of the saturation stresses shownin Fig. 2(a) and (b) for pure Al are plotted in Figs. 3 and 4 togive the experimental values for m and Q, respectively. Thus,using the compressive stress–strain curves at 293 K it followsfrom Fig. 3 that m ≈ 0.03 and using the stress–strain curves foran initial strain rate of 1.0 × 10−3 s−1 it follows from Fig. 4 that
Fig. 3. An estimate of the strain rate sensitivity, m, for flow in pure Al in thelow temperature regime.
Autho
r's
pers
onal
co
py
N.Q. Chinh et al. / Materials Science and Engineering A 434 (2006) 326–334 329
Fig. 4. An estimate of the activation energy, Q, for flow in pure Al in the lowtemperature regime.
Q ≈ 82 ± 5 kJ mol−1. This value of m is extremely small but itis typical of the low values of the strain rate sensitivities oftenrecorded in fcc metals deformed at low temperatures [22,23].In addition, the measured activation energy is very close to thevalue of ∼84 kJ mol−1 anticipated for grain boundary diffusionin pure Al [3].
These results demonstrate that, whereas at high tempera-tures the rate of steady-state creep is controlled by diffusionthrough the crystalline lattice, in the low temperature regiongrain boundary diffusion becomes a significant factor in deter-mining the rate of steady-state flow. Furthermore, it appears thatat relatively low temperatures (T < 0.5Tm) and high strains, andin materials where the grain size is very small (for example,∼1.2 �m in pure Al), flow occurs with a significant contributionfrom a grain boundary process such as grain boundary sliding.This explanation is also consistent with the reasonably constantmicrostructures that are observed in pure Al and aluminum-based alloys after pressing through approximately four passesand then continuing to high imposed strains [21,24,25].
As in conventional flow at elevated temperatures [11], all ofthe experimental datum points shown in Figs. 3 and 4 are well-fitted by straight lines despite the fact they were attained withinthe low-temperature regime. This result attests to the fact thatEqs. (3) and (4), which are well-established in the high temper-ature regime, may be used also in the low temperature regimeso that flow at all temperatures is described through a similarpower-law relationship. The significant differences between thehigh and low temperature regimes are associated with the val-ues of the strain rate sensitivities and the transition from controlby lattice diffusion in high temperature flow to control by grainboundary diffusion in low temperature flow. In high temperatureflow the deformation behavior is characterized by the glide andclimb of dislocations which leads to a softening process in theprimary region and the easy establishment of a steady-state con-dition at relatively low total strains; whereas in low temperatureflow it is well established that dislocation glide and consequentstrain hardening is dominant but the evidence obtained in thisinvestigation suggests that grain boundary sliding may be a sig-nificant flow process at low temperatures when the grain sizesare exceptionally small.
To evaluate this possibility, it is necessary to conduct addi-tional experiments to assess the viability of grain boundary
sliding under these conditions. These experiments are describedin the following section.
4.2. Experimental evidence for grain boundary sliding
Under conventional creep conditions using materials withlarge grain sizes, it is generally considered that grain boundarysliding is a diffusion-controlled process occurring only withinthe high temperature regime [26]. Accordingly, this approachleads to the conclusion that no significant sliding will takeplace in metals at temperatures lower than ∼0.5Tm. However,it was demonstrated recently that there are regular undulationsin the deformed regions immediately surrounding microhard-ness indentations produced at room temperature on the polishedsurface of an aluminum sample processed by ECAP and theseundulations suggest the occurrence of grain boundary sliding[14]. It is important, therefore, to re-examine this approach andspecifically to correlate directly the visible undulations with thelocations of clearly resolved grain boundaries in the as-pressedmaterial.
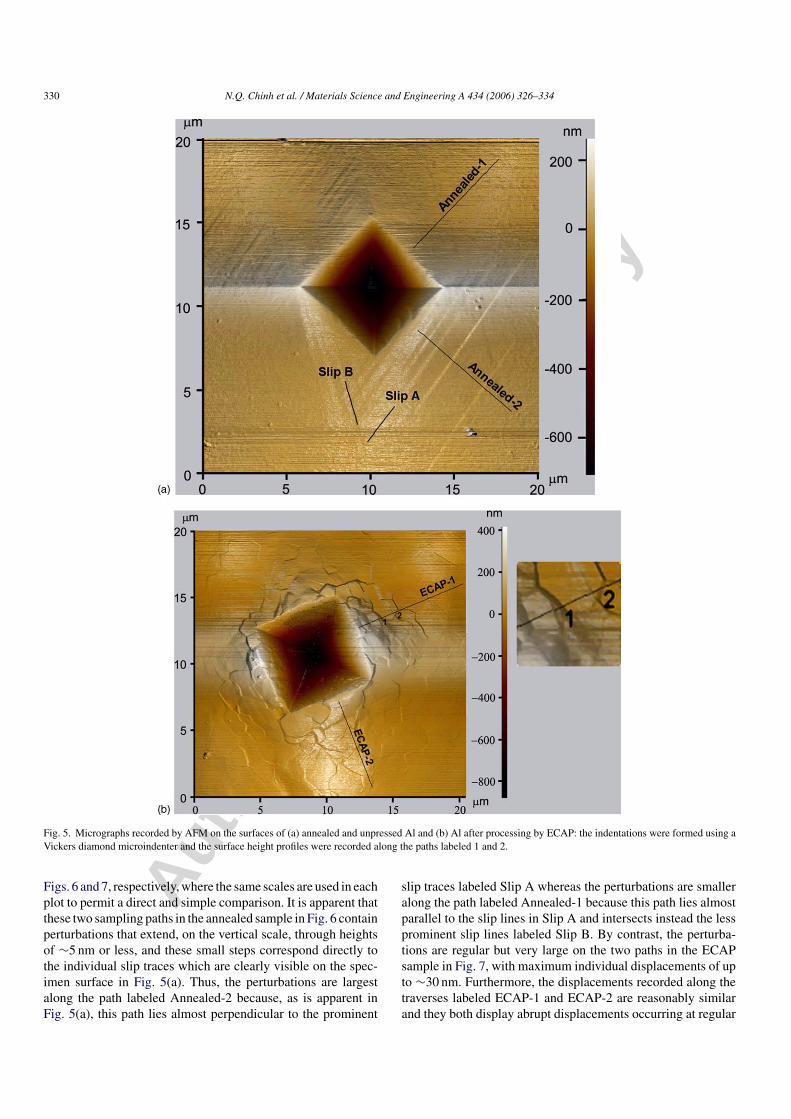
The earlier work showed that the deformation processes in theas-pressed samples are readily revealed using three-dimensionalimagining in an AFM [14]. Thus, Fig. 5 shows representativeAFM images of the Vickers microhardness indentations on Alsamples in (a) the annealed and unpressed condition and (b) theas-pressed ECAP condition. Qualitatively, both of these inden-tations are of a similar size, with edge lengths of ∼7 �m, but it isreadily apparent that the accommodating processes, as indicatedby the plastic deformation surrounding these two indentations,are significantly different. For the annealed condition shownin Fig. 5(a), the deformation occurs inhomogeneously by slipwhich spreads outwards from the indentation over distancesextending up to ∼20 �m. Two distinct slip patterns are visi-ble in Fig. 5(a) and these are labeled Slip A and B where Slip Ais very prominent and Slip B consists of a set of less distinct sliplines. This situation contrasts with the ECAP sample shown inFig. 5(b) where there is heavy deformation around the indenta-tion but the deformation extends outwards over a relatively shortdistance.
Quantitative measurements were taken on both samples byrecording the surface height profiles in two mutually perpendic-ular directions from points located on the edges of the inden-tations: these two sampling paths are labeled Annealed-1 andAnnealed-2 in Fig. 5(a) and ECAP-1 and ECAP-2 in Fig. 5(b).For all of these paths, the height profiles along the paths wererecorded using implemented software and the data were thenplotted in the form of the vertical profile against the position fromthe edge of the indentation. It was shown in the earlier reportthat the measured experimental profiles, designated hmeasured,may be conveniently fitted using a nine-order polynomial to givethe global profiles, designated hglobal, and the character of thedeformation processes is then revealed by specifically examin-ing the local vertical deviations from the global behavior whichare defined quantitatively at any position by the value of the term(hmeasured − hglobal) [14].
The values of these local vertical variations are plotted sep-arately for the annealed condition and the ECAP condition in
Autho
r's
pers
onal
co
py
330 N.Q. Chinh et al. / Materials Science and Engineering A 434 (2006) 326–334
Fig. 5. Micrographs recorded by AFM on the surfaces of (a) annealed and unpressed Al and (b) Al after processing by ECAP: the indentations were formed using aVickers diamond microindenter and the surface height profiles were recorded along the paths labeled 1 and 2.
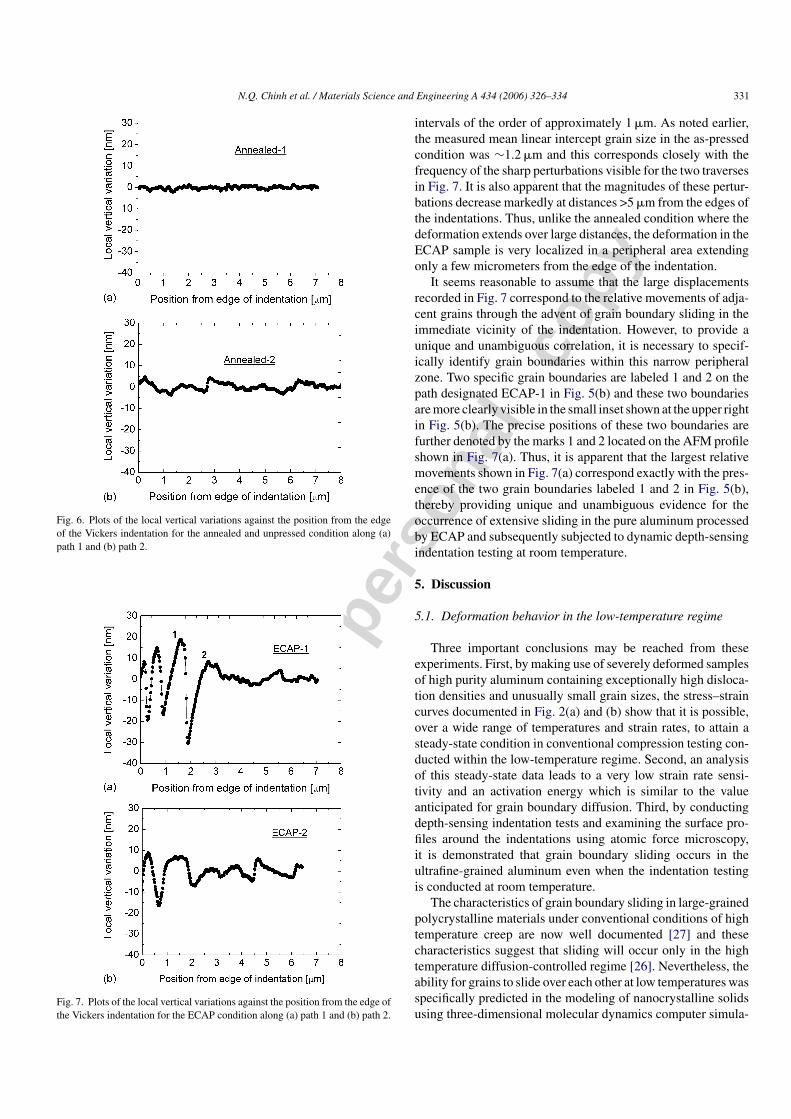
Figs. 6 and 7, respectively, where the same scales are used in eachplot to permit a direct and simple comparison. It is apparent thatthese two sampling paths in the annealed sample in Fig. 6 containperturbations that extend, on the vertical scale, through heightsof ∼5 nm or less, and these small steps correspond directly tothe individual slip traces which are clearly visible on the spec-imen surface in Fig. 5(a). Thus, the perturbations are largestalong the path labeled Annealed-2 because, as is apparent inFig. 5(a), this path lies almost perpendicular to the prominent
slip traces labeled Slip A whereas the perturbations are smalleralong the path labeled Annealed-1 because this path lies almostparallel to the slip lines in Slip A and intersects instead the lessprominent slip lines labeled Slip B. By contrast, the perturba-tions are regular but very large on the two paths in the ECAPsample in Fig. 7, with maximum individual displacements of upto ∼30 nm. Furthermore, the displacements recorded along thetraverses labeled ECAP-1 and ECAP-2 are reasonably similarand they both display abrupt displacements occurring at regular
Autho
r's
pers
onal
co
py
N.Q. Chinh et al. / Materials Science and Engineering A 434 (2006) 326–334 331
Fig. 6. Plots of the local vertical variations against the position from the edgeof the Vickers indentation for the annealed and unpressed condition along (a)path 1 and (b) path 2.
Fig. 7. Plots of the local vertical variations against the position from the edge ofthe Vickers indentation for the ECAP condition along (a) path 1 and (b) path 2.
intervals of the order of approximately 1 �m. As noted earlier,the measured mean linear intercept grain size in the as-pressedcondition was ∼1.2 �m and this corresponds closely with thefrequency of the sharp perturbations visible for the two traversesin Fig. 7. It is also apparent that the magnitudes of these pertur-bations decrease markedly at distances >5 �m from the edges ofthe indentations. Thus, unlike the annealed condition where thedeformation extends over large distances, the deformation in theECAP sample is very localized in a peripheral area extendingonly a few micrometers from the edge of the indentation.
It seems reasonable to assume that the large displacementsrecorded in Fig. 7 correspond to the relative movements of adja-cent grains through the advent of grain boundary sliding in theimmediate vicinity of the indentation. However, to provide aunique and unambiguous correlation, it is necessary to specif-ically identify grain boundaries within this narrow peripheralzone. Two specific grain boundaries are labeled 1 and 2 on thepath designated ECAP-1 in Fig. 5(b) and these two boundariesare more clearly visible in the small inset shown at the upper rightin Fig. 5(b). The precise positions of these two boundaries arefurther denoted by the marks 1 and 2 located on the AFM profileshown in Fig. 7(a). Thus, it is apparent that the largest relativemovements shown in Fig. 7(a) correspond exactly with the pres-ence of the two grain boundaries labeled 1 and 2 in Fig. 5(b),thereby providing unique and unambiguous evidence for theoccurrence of extensive sliding in the pure aluminum processedby ECAP and subsequently subjected to dynamic depth-sensingindentation testing at room temperature.
5. Discussion
5.1. Deformation behavior in the low-temperature regime
Three important conclusions may be reached from theseexperiments. First, by making use of severely deformed samplesof high purity aluminum containing exceptionally high disloca-tion densities and unusually small grain sizes, the stress–straincurves documented in Fig. 2(a) and (b) show that it is possible,over a wide range of temperatures and strain rates, to attain asteady-state condition in conventional compression testing con-ducted within the low-temperature regime. Second, an analysisof this steady-state data leads to a very low strain rate sensi-tivity and an activation energy which is similar to the valueanticipated for grain boundary diffusion. Third, by conductingdepth-sensing indentation tests and examining the surface pro-files around the indentations using atomic force microscopy,it is demonstrated that grain boundary sliding occurs in theultrafine-grained aluminum even when the indentation testingis conducted at room temperature.
The characteristics of grain boundary sliding in large-grainedpolycrystalline materials under conventional conditions of hightemperature creep are now well documented [27] and thesecharacteristics suggest that sliding will occur only in the hightemperature diffusion-controlled regime [26]. Nevertheless, theability for grains to slide over each other at low temperatures wasspecifically predicted in the modeling of nanocrystalline solidsusing three-dimensional molecular dynamics computer simula-
Autho
r's
pers
onal
co
py
332 N.Q. Chinh et al. / Materials Science and Engineering A 434 (2006) 326–334
tions [28–32] and the occurrence of sliding was proposed alsoin several analyses of deformation in nanocrystalline materials[33–40]. Furthermore, although the molecular dynamics pre-dictions derive from materials having extremely fine nanocrys-talline grain sizes, there is indirect evidence for grain boundarysliding in materials processed by ECAP and having ultrafine-grain sizes because of the occurrence of long mesoscopic sheartraces in tests conducted at room temperature on Al [41], Cu[42] and Ni [42]. These traces are very similar to those pre-dicted through mesoscopic grain boundary sliding in materialshaving grain sizes below ∼100 nm [43] and the experimentalobservations suggest that, as proposed also in several very recentreports [44–47], grain boundary sliding may occur when testingmaterials having grain sizes within the submicrometer range.
The most likely explanation for these results lies in the veryhigh dislocation density that is introduced into the material dur-ing processing by ECAP. It is now well established that thesedislocations initially form, on the first pass of ECAP, an arrayof elongated cells or subgrains separated by boundaries havinglow angles of misorientation. However, with additional repeti-tive straining the misorientations increase and there is a gradualevolution so that, after about four passes of ECAP with purealuminum, the microstructure consists of a reasonably equiaxedarray of grains separated by high-angle boundaries [20]. Fur-thermore, these boundaries contain an excess of extrinsic dis-locations and it is generally considered they are in high-energynon-equilibrium configurations [48]. There are also experimen-tal results from high-resolution electron microscopy showingdirect evidence for the presence of non-equilibrium boundariesin aluminum-based alloys after processing by severe plasticdeformation [49,50]. It has been suggested that grain boundarysliding may occur easily in materials having non-equilibriumboundaries because the extrinsic dislocations are able to movealong the boundaries and make a significant contribution to theplastic deformation [51,52]. This latter proposal is consistentwith the present experimental observations and it also under-lines the importance of estimating the contribution from slidingto the total deformation.
5.2. The contribution from sliding to the total strain
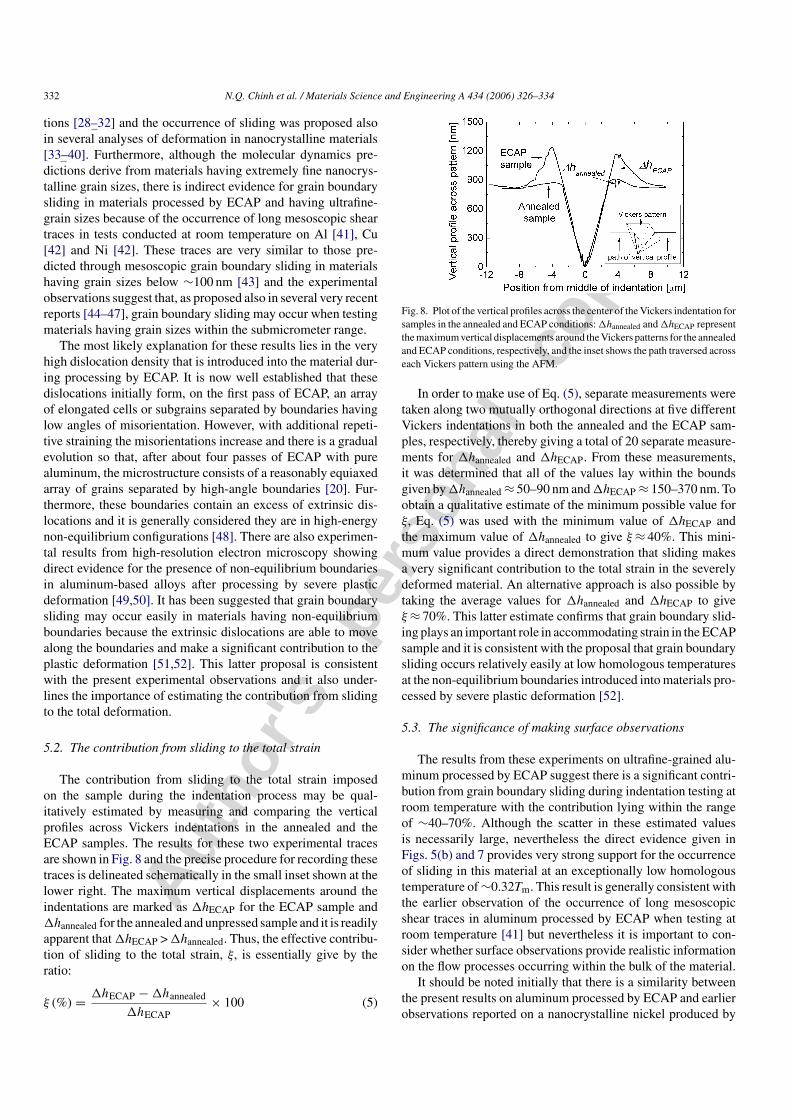
The contribution from sliding to the total strain imposedon the sample during the indentation process may be qual-itatively estimated by measuring and comparing the verticalprofiles across Vickers indentations in the annealed and theECAP samples. The results for these two experimental tracesare shown in Fig. 8 and the precise procedure for recording thesetraces is delineated schematically in the small inset shown at thelower right. The maximum vertical displacements around theindentations are marked as �hECAP for the ECAP sample and�hannealed for the annealed and unpressed sample and it is readilyapparent that �hECAP > �hannealed. Thus, the effective contribu-tion of sliding to the total strain, ξ, is essentially give by theratio:
ξ (%) = �hECAP − �hannealed
�hECAP× 100 (5)
Fig. 8. Plot of the vertical profiles across the center of the Vickers indentation forsamples in the annealed and ECAP conditions: �hannealed and �hECAP representthe maximum vertical displacements around the Vickers patterns for the annealedand ECAP conditions, respectively, and the inset shows the path traversed acrosseach Vickers pattern using the AFM.
In order to make use of Eq. (5), separate measurements weretaken along two mutually orthogonal directions at five differentVickers indentations in both the annealed and the ECAP sam-ples, respectively, thereby giving a total of 20 separate measure-ments for �hannealed and �hECAP. From these measurements,it was determined that all of the values lay within the boundsgiven by �hannealed ≈ 50–90 nm and �hECAP ≈ 150–370 nm. Toobtain a qualitative estimate of the minimum possible value forξ, Eq. (5) was used with the minimum value of �hECAP andthe maximum value of �hannealed to give ξ ≈ 40%. This mini-mum value provides a direct demonstration that sliding makesa very significant contribution to the total strain in the severelydeformed material. An alternative approach is also possible bytaking the average values for �hannealed and �hECAP to giveξ ≈ 70%. This latter estimate confirms that grain boundary slid-ing plays an important role in accommodating strain in the ECAPsample and it is consistent with the proposal that grain boundarysliding occurs relatively easily at low homologous temperaturesat the non-equilibrium boundaries introduced into materials pro-cessed by severe plastic deformation [52].
5.3. The significance of making surface observations
The results from these experiments on ultrafine-grained alu-minum processed by ECAP suggest there is a significant contri-bution from grain boundary sliding during indentation testing atroom temperature with the contribution lying within the rangeof ∼40–70%. Although the scatter in these estimated valuesis necessarily large, nevertheless the direct evidence given inFigs. 5(b) and 7 provides very strong support for the occurrenceof sliding in this material at an exceptionally low homologoustemperature of ∼0.32Tm. This result is generally consistent withthe earlier observation of the occurrence of long mesoscopicshear traces in aluminum processed by ECAP when testing atroom temperature [41] but nevertheless it is important to con-sider whether surface observations provide realistic informationon the flow processes occurring within the bulk of the material.
It should be noted initially that there is a similarity betweenthe present results on aluminum processed by ECAP and earlierobservations reported on a nanocrystalline nickel produced by

Autho
r's
pers
onal
co
py
N.Q. Chinh et al. / Materials Science and Engineering A 434 (2006) 326–334 333
pulsed electrolysis [53]. Using pulsed electrolysis and subse-quent heat treatments, specimens were produced having a rangeof grain sizes from 30 nm to 30 �m and microhardness test-ing at room temperature revealed increasing contributions fromgrain boundary sliding as the grain size was reduced. For nickel,room temperature corresponds to an homologous temperature of∼0.17Tm which is even lower then for pure aluminum. There-fore, the results on nickel also suggest the occurrence of grainboundary sliding in an ultrafine-grained material at a very lowhomologous temperature.
The conclusions from the experiments on nanocrystallinenickel [53], as also for the present experiments on pure alu-minum, were derived directly from observations taken at thesurface of each specimen. However, since the movement ofindividual grains is clearly less constrained at the surface, itis necessary to consider whether these surface observations aretruly representative of the behavior within the bulk. This prob-lem has been addressed extensively in high temperature creepwhere the various techniques for measuring the sliding contribu-tions are now well defined [27]. In creep experiments, extensivetests have been conducted using specimens with internal mark-ers and sliding measurements have been taken both at the surfaceand in the interior [54,55]. The results from these experimentsshow consistently that, when the correct measuring proceduresare used to estimate the sliding contributions, there is essen-tially no difference between the contributions measured at thespecimen surface and in the interior. Thus, these early resultsin creep testing provide strong support for the conclusion thatthe present observations provide a valid representation of flowbehavior within the interior of the material.
6. Summary and conclusions
1. Pure aluminum was processed by equal-channel angularpressing (ECAP) to introduce a grain size of ∼1.2 �m andsmall cylindrical samples were cut from the as-pressed billetsand tested in compression over a range of strain rates and attemperatures from 293 to 473 K.
2. The compressive stress–strain curves show that a steady-stateor saturation flow is rapidly attained in these highly deformedsamples and an analysis of the data suggests a very low strainrate sensitivity and an activation energy similar to the valueanticipated for grain boundary diffusion in aluminum.
3. Observations using depth-sensing indentation testing andatomic force microscopy provide unambiguous evidencefor the occurrence of grain boundary sliding in the purealuminum at room temperature. The result is attributed tothe introduction of a large number of high-energy non-equilibrium boundaries during processing by ECAP andthe consequent excess of extrinsic dislocations in the grainboundaries.
Acknowledgements
The research was supported in part by the Hungarian NationalScientific Research Fund under Contract Nos. OTKA-038048,043247 and 046990 (NQC) and in part by the National Science
Foundation of the United States under Grant No. DMR-024333l(TGL).
References
[1] J.E. Bird, A.K. Mukherjee, J.E. Dorn, in: D.G. Brandon, A. Rosen (Eds.),Quantitative Relation Between Properties and Microstructure, Israel Uni-versities Press, Jerusalem, Israel, 1969, p. 255.
[2] F.A. Mohamed, T.G. Langdon, Metall. Trans. 5 (1974) 2339.[3] H.J. Frost, M.F. Ashby, Deformation-Mechanism Maps: The Plasticity and
Creep of Metals and Ceramics, Pergamon Press, Oxford, UK, 1982.[4] R.Z. Valiev, R.K. Islamgaliev, I.V. Alexandrov, Prog. Mater. Sci. 45 (2000)
103.[5] R.Z. Valiev, Y. Estrin, Z. Horita, T.G. Langdon, M.J. Zehetbauer, Y.T. Zhu,
JOM 58 (4) (2006) 33.[6] J.H. Hollomon, Trans. AIME 162 (1945) 268.[7] E. Voce, J. Inst. Met. 74 (1948) 537.[8] F.J. Zerilli, R.W. Armstrong, J. Appl. Phys. 61 (1987) 1816.[9] M. Zehetbauer, V. Seumer, Acta Mater. 41 (1993) 577.
[10] M. Zehetbauer, Acta Mater. 41 (1993) 589.[11] N.Q. Chinh, G. Horvath, Z. Horita, T.G. Langdon, Acta Mater. 52 (2004)
3555.[12] N.Q. Chinh, J. Illy, Z. Horita, T.G. Langdon, Mater. Sci. Eng. A 410–411
(2005) 234.[13] N.Q. Chinh, J. Gubicza, Zs. Kovacs, J. Lendvai, J. Mater. Res. 19 (2004)
31.[14] N.Q. Chinh, P. Szommer, Z. Horita, T.G. Langdon, Adv. Mater. 18 (2006)
34.[15] N.Q. Chinh, G. Voros, P. Szommer, Z. Horita, T.G. Langdon, Mater. Sci.
Forum 503–504 (2006) 1001.[16] R.Z. Valiev, T.G. Langdon, Prog. Mater. Sci. 51 (2006) 881.[17] Y. Iwahashi, J. Wang, Z. Horita, M. Nemoto, T.G. Langdon, Scripta Mater.
35 (1996) 143.[18] M. Furukawa, Y. Iwahashi, Z. Horita, M. Nemoto, T.G. Langdon, Mater.
Sci. Eng. A 257 (1998) 328.[19] Y. Iwahashi, Z. Horita, M. Nemoto, T.G. Langdon, Acta Mater. 45 (1997)
4733.[20] Y. Iwahashi, Z. Horita, M. Nemoto, T.G. Langdon, Acta Mater. 46 (1998)
3317.[21] S.D. Terhune, D.L. Swisher, K. Oh-Ishi, Z. Horita, T.G. Langdon, T.R.
McNelley, Metall. Mater. Trans. A 33 (2002) 2173.[22] H.S. Kim, Y. Estrin, Appl. Phys. Lett. 79 (2001) 4115.[23] J. Chen, Y.N. Shi, K. Lu, J. Mater. Res. 20 (2005) 2955.[24] H. Hasegawa, S. Komura, A. Utsunomiya, Z. Horita, M. Furukawa, M.
Nemoto, T.G. Langdon, Mater. Sci. Eng. A 265 (1999) 188.[25] C. Xu, M. Furukawa, Z. Horita, T.G. Langdon, Mater. Sci. Eng. A 398
(2005) 66.[26] R.C. Gifkins, T.G. Langdon, J. Inst. Met. 93 (1964) 347.[27] T.G. Langdon, J. Mater. Sci. 41 (2006) 597.[28] H. Van Swygenhoven, A. Caro, Appl. Phys. Lett. 71 (1997) 1652.[29] J. Schiøtz, F.D. Di Tolla, K.W. Jacobsen, Nature 391 (1998) 561.[30] H. Van Swygenhoven, M. Spaczer, A. Caro, D. Farkas, Phys. Rev. B 60
(1999) 22.[31] H. Van Swygenhoven, P.M. Derlet, Phys. Rev. B 64 (2001) 224105.[32] H. Van Swygenhoven, M. Spaczer, A. Caro, D. Farkas, Mater. Sci. Eng. A
309–310 (2001) 440.[33] H. Conrad, J. Narayan, Scripta Mater. 42 (2000) 1025.[34] V. Yamakov, D. Wolf, S.R. Phillpot, A.K. Mukherjee, H. Gleiter, Nat. Mater.
1 (2002) 45.[35] A. Hasnaoui, H. Van Swygenhoven, P.M. Derlet, Phys. Rev. B 66 (2002)
184112.[36] J. Markmann, P. Bunzel, H. Rosner, K.W. Liu, K.A. Padmanabhan, R.
Birringer, H. Gleiter, J. Weissmuller, Scripta Mater. 49 (2003) 637.[37] R.J. Asaro, P. Krysl, B. Kad, Phil. Mag. Lett. 83 (2003) 733.[38] Z. Shan, E.A. Stach, J.M.K. Wiezorek, J.A. Knapp, D.M. Follstaedt, S.X.
Mao, Science 305 (2004) 654.[39] Y.T. Zhu, X.Z. Liao, R.Z. Valiev, Appl. Phys. Lett. 86 (2005) 103112.
Autho
r's
pers
onal
co
py
334 N.Q. Chinh et al. / Materials Science and Engineering A 434 (2006) 326–334
[40] R.J. Asaro, S. Suresh, Acta Mater. 53 (2005) 3369.[41] Y. Huang, T.G. Langdon, Mater. Sci. Eng. A 358 (2003) 114.[42] A. Vinogradov, S. Hashimoto, V. Patlan, K. Kitagawa, Mater. Sci. Eng. A
319–321 (2001) 862.[43] H. Hahn, K.A. Padmanabhan, Phil. Mag. B 76 (1997) 559.[44] R.Z. Valiev, Adv. Eng. Mater. 5 (2003) 296.[45] C.Y. Yu, P.L. Sun, P.W. Kao, C.P. Chang, Scripta Mater. 52 (2005) 359.[46] H. Conrad, K. Jung, Scripta Mater. 53 (2005) 581.[47] J. Weissmuller, J. Markmann, Adv. Eng. Mater. 7 (2005) 202.[48] A.A. Nazarov, A.E. Romanov, R.Z. Valiev, Acta Metall. Mater. 41 (1992)
1033.
[49] Z. Horita, D.J. Smith, M. Furukawa, M. Nemoto, R.Z. Valiev, T.G. Lang-don, J. Mater. Res. 11 (1996) 1880.
[50] K. Oh-ishi, Z. Horita, D.J. Smith, T.G. Langdon, J. Mater. Res. 16 (2001)583.
[51] Y.M. Wang, E. Ma, M.W. Chen, Appl. Phys. Lett. 80 (2002) 2395.[52] R.Z. Valiev, Nat. Mater. 3 (2004) 511.[53] B. Yang, H. Vehoff, Z. Metall. 95 (2004) 499.[54] Y. Ishida, A.W. Mullendore, N.J. Grant, Trans. AIME 233 (1965)
204.[55] R.L. Bell, C. Graeme-Barber, J. Mater. Sci. 5 (1970) 933.
Related Documents











