Fastening Fastening Manufacturing Manufacturing Processes Processes

Fastening Manufacturing Processes. Outline Brazing Filler Metals and Fluxes Brazing Methods Soldering Adhesive Bonding Adhesives Design Consideration.
Dec 16, 2015
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
FasteningFastening
Manufacturing Manufacturing ProcessesProcesses
OutlineOutline
BrazingBrazingFiller Metals and FluxesFiller Metals and Fluxes
Brazing MethodsBrazing Methods
SolderingSoldering
Adhesive BondingAdhesive BondingAdhesivesAdhesives
Design ConsiderationDesign Consideration
Threaded FastenersThreaded FastenersStandard Screw ThreadsStandard Screw Threads
Thread ClassesThread Classes
RivetsRivets
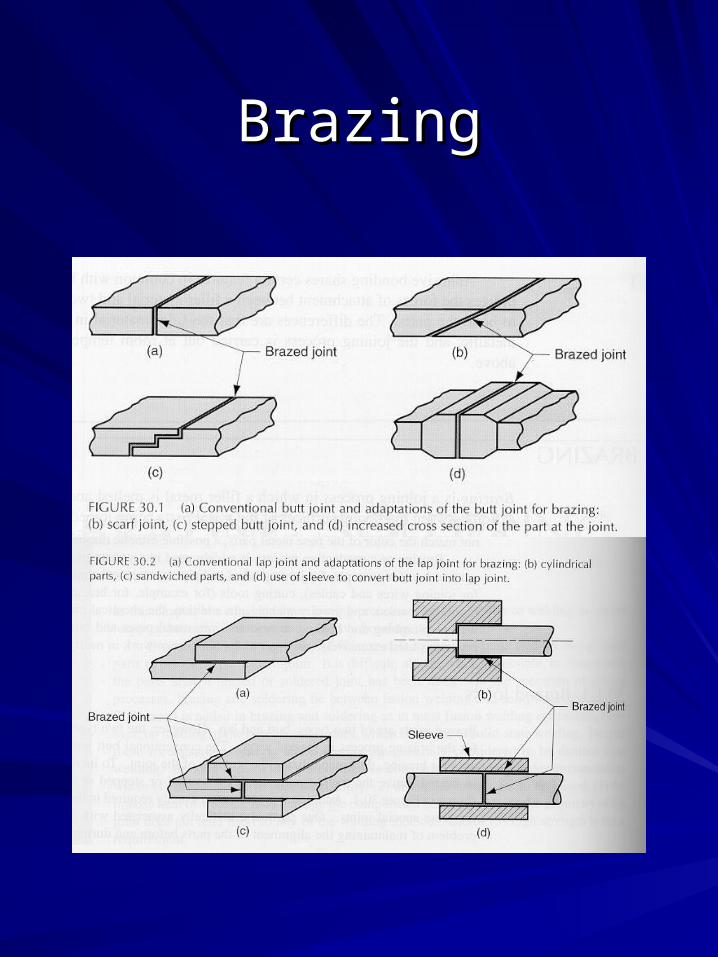
BrazingBrazing
BrazingBrazing
A joining process in which filler A joining process in which filler metal is melted between the metal is melted between the surfaces to be joined; the base surfaces to be joined; the base metal is not meltedmetal is not melted
BrazingBrazing
Filler Metals and FluxesFiller Metals and Fluxes
Filler metalsFiller metals
Melted between the surfaces to Melted between the surfaces to form the joinform the join
Brazing fluxesBrazing fluxes
Used to dissolve, combine Used to dissolve, combine with, or inhibit formation of with, or inhibit formation of oxides or other by-products; it oxides or other by-products; it is displaced by the filler metal is displaced by the filler metal and removed after the and removed after the operationoperation
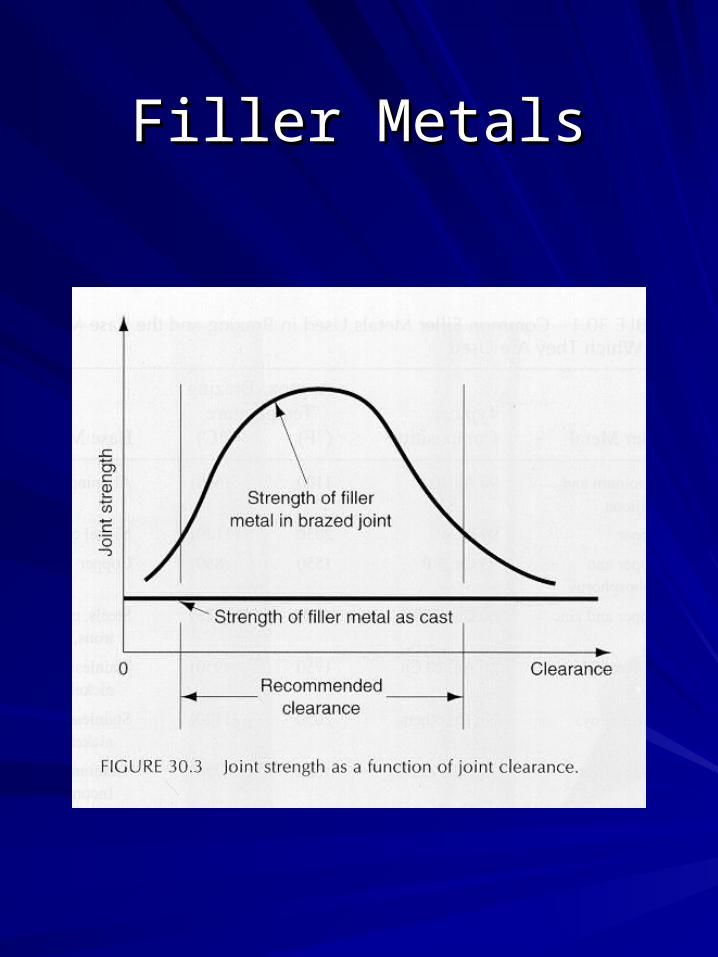
Filler MetalsFiller Metals
Brazing MethodsBrazing Methods
Torch brazingTorch brazing A flame is used to heat the joint, then A flame is used to heat the joint, then filler is addedfiller is added
Furnace brazingFurnace brazingThe parts and filler are heated in a The parts and filler are heated in a furnace; flux may not be neededfurnace; flux may not be needed
Induction brazingInduction brazingUses heat from electrical resistance to an Uses heat from electrical resistance to an induced current in the workinduced current in the work
Resistance brazingResistance brazingA current is supplied directly to the part to A current is supplied directly to the part to cause resistance heatingcause resistance heating
Brazing MethodsBrazing Methods
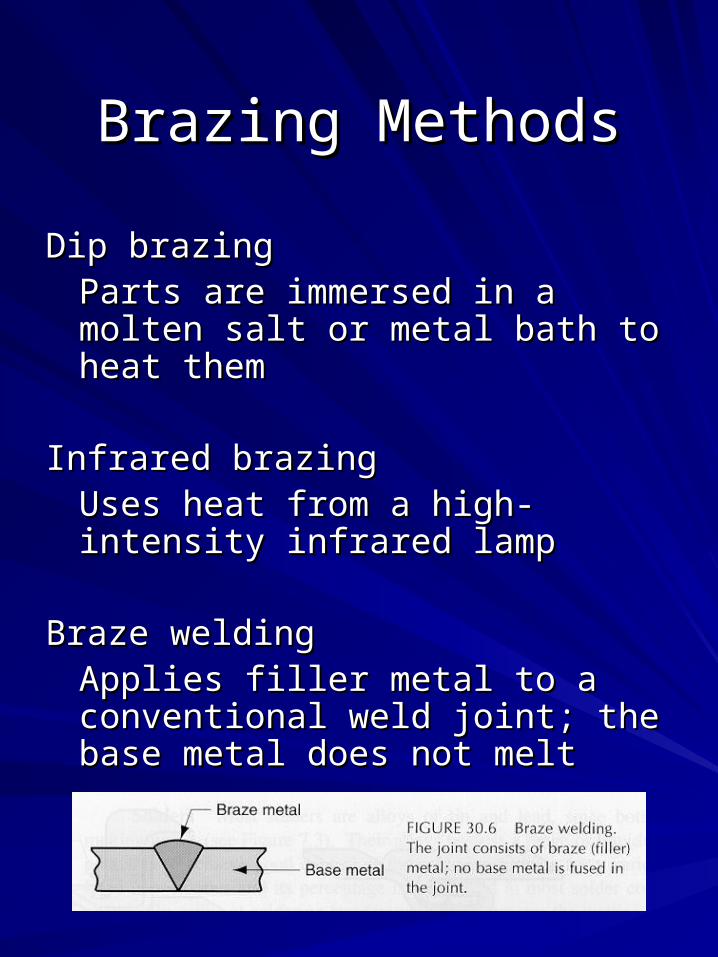
Dip brazingDip brazingParts are immersed in a molten salt Parts are immersed in a molten salt or metal bath to heat themor metal bath to heat them
Infrared brazingInfrared brazingUses heat from a high-intensity Uses heat from a high-intensity infrared lampinfrared lamp
Braze weldingBraze weldingApplies filler metal to a Applies filler metal to a conventional weld joint; the base conventional weld joint; the base metal does not meltmetal does not melt
SolderingSoldering
SolderingSoldering
A filler metal is melted and A filler metal is melted and distributed between the distributed between the surfaces to be joined; the base surfaces to be joined; the base metal does not melt, but the metal does not melt, but the filler metal combines with it to filler metal combines with it to form a metallurgical bondform a metallurgical bond
SolderingSoldering
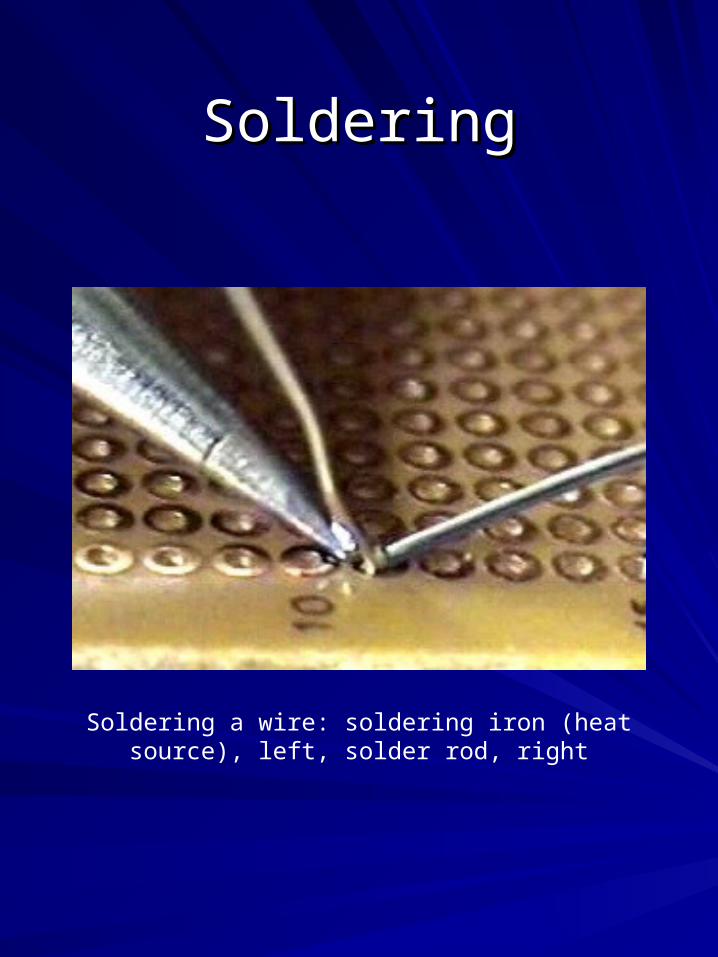
Soldering a wire: soldering iron (heat source), left, solder rod, right
Examples of Soldered Examples of Soldered PartsParts
Examples of Soldered Examples of Soldered PartsParts
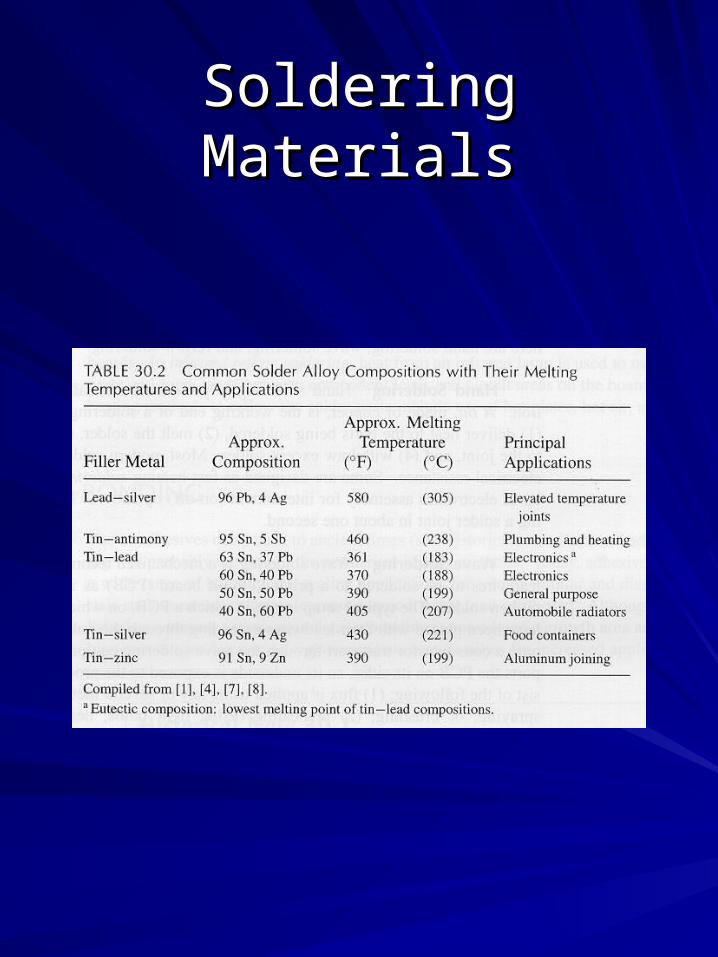
Soldering MaterialsSoldering Materials
Soldering FluxesSoldering Fluxes
Soldering fluxes should:Soldering fluxes should:- be molten at soldering be molten at soldering
temperaturestemperatures- remove oxide films and tarnishremove oxide films and tarnish- prevent oxidizationprevent oxidization- promote wetting of the promote wetting of the
surfacessurfaces- be displaced readily by the be displaced readily by the
filler metalfiller metal- leave residue that is not leave residue that is not
corrosive or conductivecorrosive or conductive
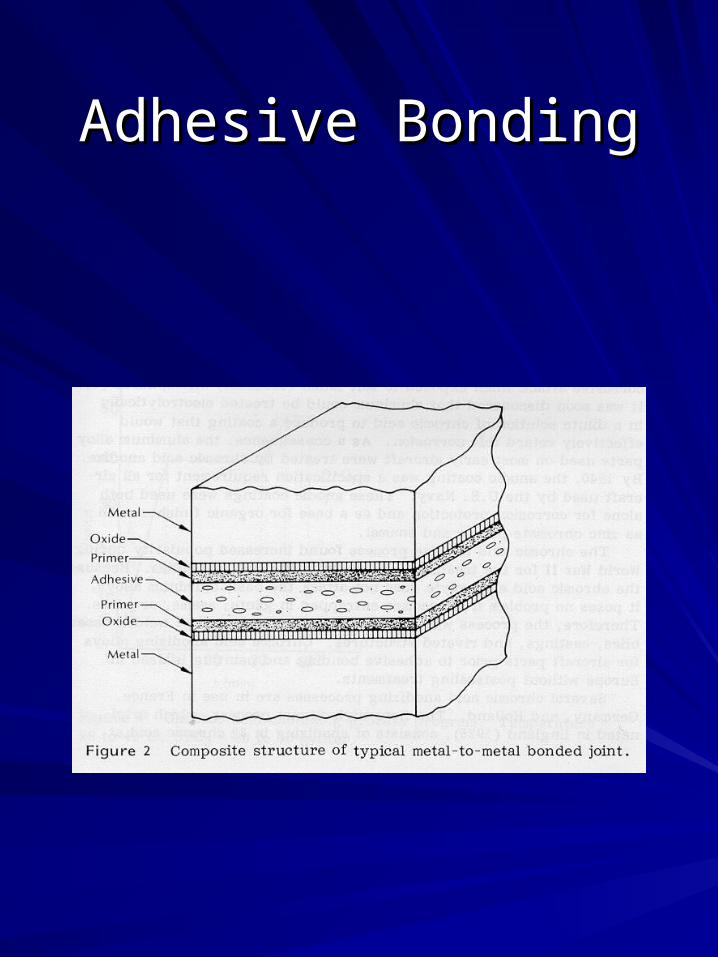
Adhesive BondingAdhesive Bonding
Courtesy of Air Products and Chemicals, Inc
Adhesive BondingAdhesive Bonding
Types of AdhesivesTypes of Adhesives
1. Natural adhesives1. Natural adhesivesstarchstarchanimal productsanimal products
2. Inorganic adhesives2. Inorganic adhesivessodium silicatesodium silicatemagnesium oxychloridemagnesium oxychloride
3. Synthetic organic adhesives3. Synthetic organic adhesivesthermoplastics (soften when thermoplastics (soften when
heated, heated, harden when cooled)harden when cooled)thermosetting (harden thermosetting (harden
permanently permanently when heated)when heated)
Adhesive BondingAdhesive Bonding
PrimersPrimers
Primers used as metal surface Primers used as metal surface conditioners perform these conditioners perform these functions:functions:
1.1. protect corrosion sensitive protect corrosion sensitive surfacessurfaces
2.2. modify the properties of the modify the properties of the bondbond
3.3. tacky resins help hold or tacky resins help hold or position bonded partsposition bonded parts
Theories of AdhesionTheories of Adhesion
Chemical bond theoryChemical bond theoryAdhesion between adhesive Adhesion between adhesive and adherend is related to the and adherend is related to the forces holding atoms and forces holding atoms and molecules togethermolecules together
The predicted strength of the The predicted strength of the attractive force is far higher attractive force is far higher than in reality; however, the than in reality; however, the theory is valid because theory is valid because chemically active primers chemically active primers improve adhesionimprove adhesion
Theories of AdhesionTheories of Adhesion
Weak boundary layer theoryWeak boundary layer theory
Poor adhesion or adhesive Poor adhesion or adhesive failure is caused by an failure is caused by an inclusion of low-molecular inclusion of low-molecular weight liquid or an weight liquid or an unpolymerized liquid; the liquid unpolymerized liquid; the liquid forms a weak boundary layer forms a weak boundary layer that prevents the proper that prevents the proper bondingbonding
Theories of AdhesionTheories of Adhesion
Surface energy theorySurface energy theory
A liquid should have a lower A liquid should have a lower surface tension than the critical surface tension than the critical surface tension of a solid in order to surface tension of a solid in order to spread on the solid surfacespread on the solid surface
Surface contamination of the solid Surface contamination of the solid could lower the critical surface could lower the critical surface tension below the surface tension tension below the surface tension of the liquid, causing the bond to be of the liquid, causing the bond to be ineffectiveineffective
Theories of AdhesionTheories of Adhesion
Inherent roughness theoryInherent roughness theory
Once the adhesive has wet and Once the adhesive has wet and spread over the adherend surface, spread over the adherend surface, the mechanical strength of the resin the mechanical strength of the resin coupled to the rough surface is the coupled to the rough surface is the basic reason for the strength of the basic reason for the strength of the bondbond
Roughness would increase the Roughness would increase the surface area in which electrostatic surface area in which electrostatic forces could operateforces could operate
Theories of AdhesionTheories of Adhesion
Polar theoryPolar theory
Polar adhesives bond to polar Polar adhesives bond to polar adherends and nonpolar adherends and nonpolar adhesives bond to nonpolar adhesives bond to nonpolar adherendsadherends
Liquids wet and spread more Liquids wet and spread more effectively on solid surfaces effectively on solid surfaces with similar propertieswith similar properties
Common AdhesivesCommon Adhesives
1. Epoxies1. Epoxiesthermosettingthermosettingmetal, glass, ceramic, woodmetal, glass, ceramic, woodtwo-component epoxiestwo-component epoxies
resinresincuring agentcuring agent
application time: 8-12 hoursapplication time: 8-12 hours
2. Cyanoacrylates2. Cyanoacrylatesliquid monomersliquid monomersapplication time: 2 secondsapplication time: 2 seconds
Common AdhesivesCommon Adhesives
3. Anaerobics3. Anaerobicsthermosetting polyester thermosetting polyester
acrylicsacrylicsalmost any materialalmost any materialapplication time:6-24 hours; application time:6-24 hours;
5 5 min. with proper additives and min. with proper additives and heatheat
4. Acrylics4. Acrylicsthermoplasticthermoplasticplastics, metals, ceramics, plastics, metals, ceramics,
composites, even with dirty composites, even with dirty surfacessurfaces
Common AdhesivesCommon Adhesives
5. Urethanes5. Urethanesone-part thermoplastic or one-part thermoplastic or two-part thermosettingtwo-part thermosettingapplication time: solidifies application time: solidifies
in in 2 min, cures fully in 24 2 min, cures fully in 24 hourshours
6. Silicones6. Siliconessilicone thermosetssilicone thermosetsmetal, glass, paper, metal, glass, paper,
plastics, rubberplastics, rubbercures slowlycures slowly
Common AdhesivesCommon Adhesives
7. High-temperature adhesives7. High-temperature adhesivesepoxy phenolics, modified epoxy phenolics, modified silicones or phenolics, silicones or phenolics,
polyamides, ceramicspolyamides, ceramicscures slowlycures slowly
8. Hot melts8. Hot meltsthermoplastic resinsthermoplastic resinsnot true structural not true structural
adhesives; applied as adhesives; applied as heated liquids and bond as heated liquids and bond as they solidifythey solidify
Application MethodsApplication Methods
BrushingBrushingPerformed manually; coating is often Performed manually; coating is often unevenuneven
Manual rollersManual rollersSimilar to paint rollersSimilar to paint rollers
Silk screeningSilk screeningBrushing through open areas of a screen Brushing through open areas of a screen to coat selected areasto coat selected areas
FlowingFlowingUsing manually operated flow guns; more Using manually operated flow guns; more consistent control than brushingconsistent control than brushing
Application MethodsApplication Methods
SprayingSprayingUsing a spray gun for fast application Using a spray gun for fast application over large areasover large areas
Automatic applicatorsAutomatic applicatorsAutomatic dispensers and nozzles for Automatic dispensers and nozzles for medium and high production ratesmedium and high production rates
Roll coatingRoll coatingA roller is partially immersed in the A roller is partially immersed in the adhesive and transfers it to the partadhesive and transfers it to the part
Pull-tab sheetsPull-tab sheetsThe adhesive sheet comes prepared The adhesive sheet comes prepared covered by a protective layer which is covered by a protective layer which is removed before useremoved before use
Design ConsiderationDesign Consideration
MaterialMaterialporosity, hardness, surface porosity, hardness, surface propertiespropertiesthermal expansionthermal expansion
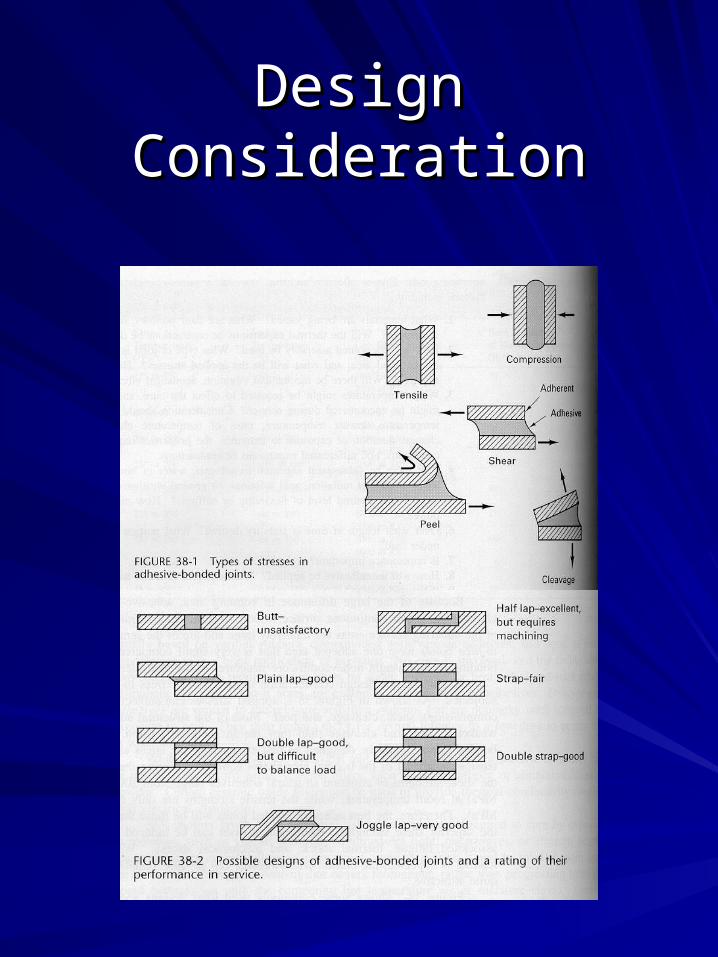
AssemblyAssemblybond areabond areastressesstresses
TemperatureTemperatureduring use of partsduring use of partstemperature extremes, rate of temperature extremes, rate of temperature changetemperature change
Design ConsiderationDesign Consideration
ExposureExposure
to solvents, water, fuels, light, to solvents, water, fuels, light, ultraviolet, acid, weatheringultraviolet, acid, weathering
Flexibility/stiffnessFlexibility/stiffness
StabilityStability
required length of timerequired length of time
loadload
AppearanceAppearance
Adhesive applicationAdhesive application
CostCost
Design ConsiderationDesign Consideration
LimitationsLimitations
1.1. Proper selection is requiredProper selection is required
2.2. Most are unstable above Most are unstable above 350°F (180°C)350°F (180°C)
3.3. High-strength adhesives are High-strength adhesives are often brittleoften brittle
4.4. Long term durability and life Long term durability and life expectancy are difficult to expectancy are difficult to predictpredict
5.5. Surface condition, adhesive Surface condition, adhesive preparation, and curing can preparation, and curing can be criticalbe critical
LimitationsLimitations
6.6. Assembly times may be Assembly times may be greater than other methodsgreater than other methods
7.7. Joint quality is difficult to Joint quality is difficult to evaluateevaluate
8.8. Some adhesives contain or Some adhesives contain or produce unfavorable produce unfavorable chemicalschemicals
9.9. Many adhesives deteriorate Many adhesives deteriorate under certain conditionsunder certain conditions
10.10. Joints cannot be easily Joints cannot be easily disassembleddisassembled
Threaded FastenersThreaded Fasteners
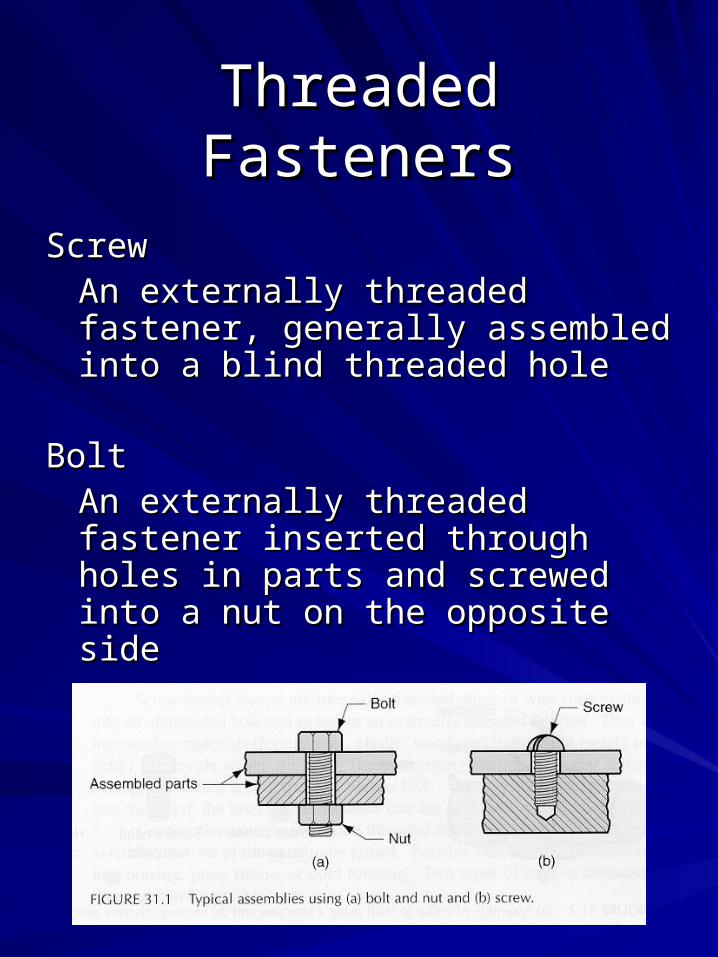
ScrewScrewAn externally threaded fastener, An externally threaded fastener, generally assembled into a blind generally assembled into a blind threaded holethreaded hole
BoltBoltAn externally threaded fastener An externally threaded fastener inserted through holes in parts and inserted through holes in parts and screwed into a nut on the opposite screwed into a nut on the opposite sideside
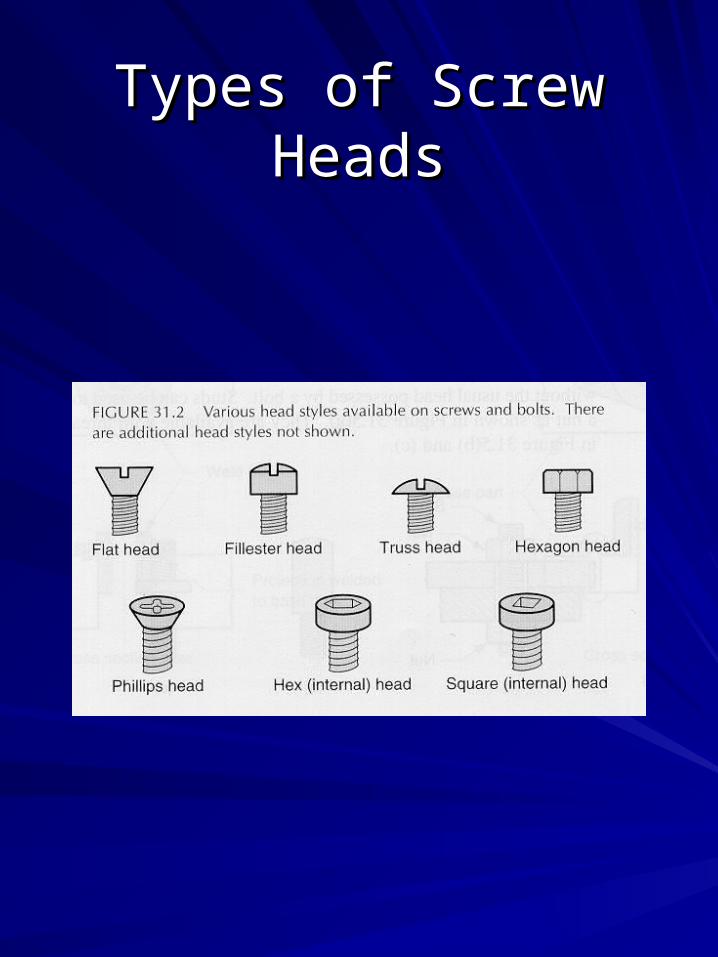
Types of Screw HeadsTypes of Screw Heads
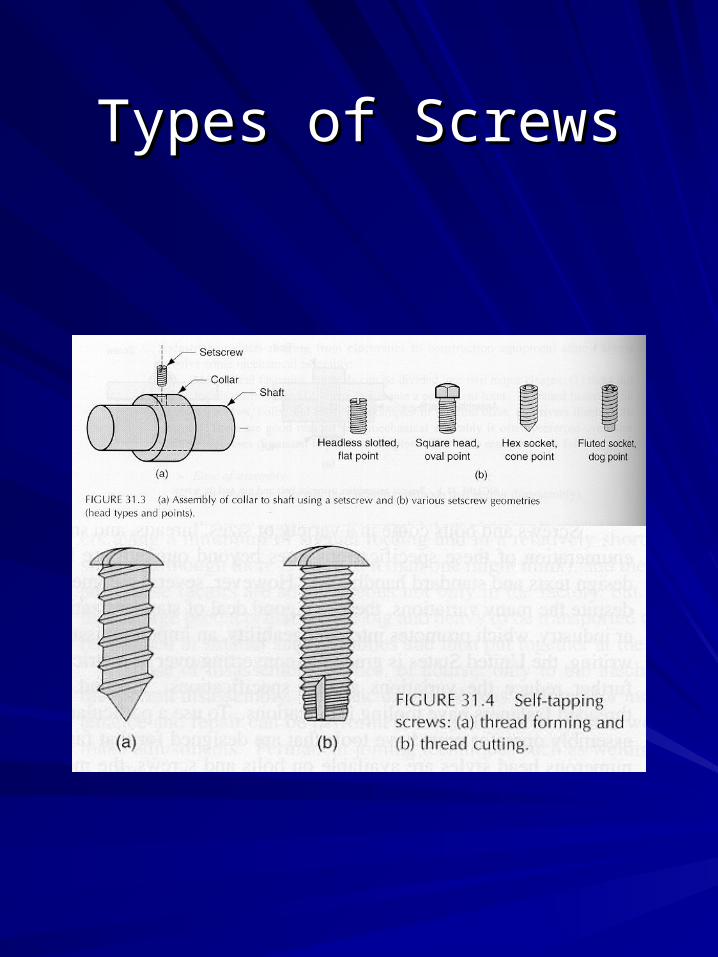
Types of ScrewsTypes of Screws
Threaded Fastener Threaded Fastener UnitsUnits
U.S. StandardU.S. Standard
measured in inches and fractions of measured in inches and fractions of inches: ¼, 5/8,1-1/8 etc.inches: ¼, 5/8,1-1/8 etc.
Metric (SI)Metric (SI)
measured in millimetersmeasured in millimeters
A fastener specified to one A fastener specified to one measurement system may have measurement system may have similar sizes to a fastener of the similar sizes to a fastener of the other system, but they will not fit other system, but they will not fit together properlytogether properly
Types of Screw Types of Screw ThreadsThreads
1.1. Coarse-thread seriesCoarse-thread seriesgeneral use where not general use where not subjected to vibrationsubjected to vibration
2.2. Fine-thread seriesFine-thread seriesautomotive and aircraftautomotive and aircraft
3.3. Extra-fine thread seriesExtra-fine thread seriesthin-walled materialthin-walled material
4.4. Eight-thread seriesEight-thread seriespipe flanges, cylinder-head pipe flanges, cylinder-head studsstuds
5.5. Twelve-thread seriesTwelve-thread seriesnot used extensivelynot used extensively
Types of Screw Types of Screw ThreadsThreads
6.6. Sixteen-thread seriesSixteen-thread serieswhere fine threads are requiredwhere fine threads are required
7.7. American Acme threadAmerican Acme threadtransmitting power and motiontransmitting power and motion
8.8. Buttress threadButtress thread
9.9. Square threadSquare thread
10.10. 29° Worm thread29° Worm thread
11.11. American standard pipe American standard pipe threadthread
pipe jointspipe joints
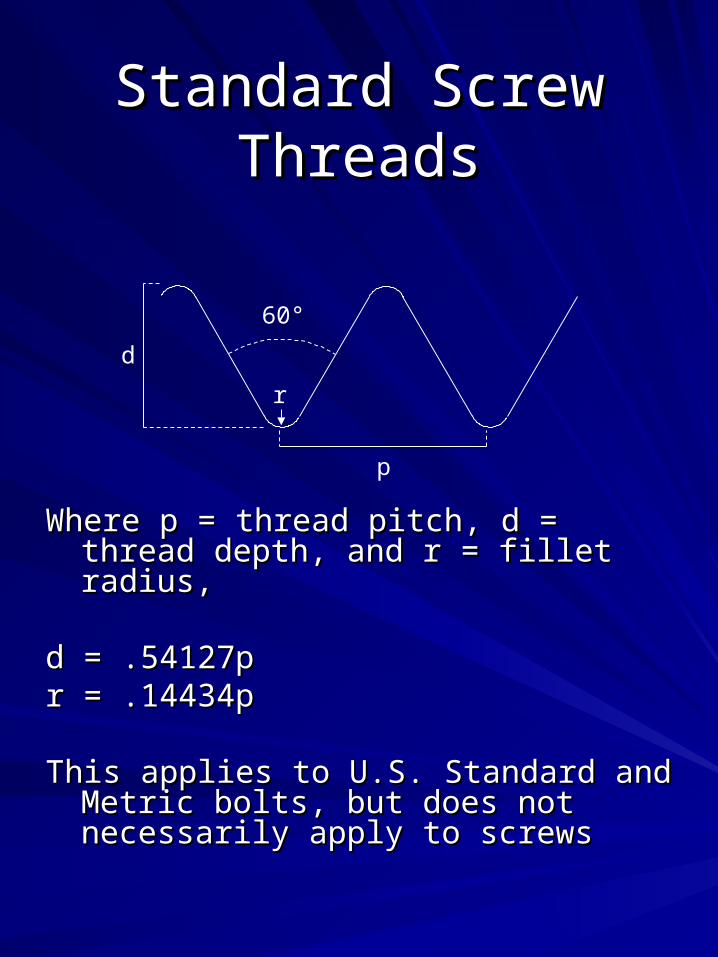
Standard Screw Standard Screw ThreadsThreads
Where p = thread pitch, d = thread depth, Where p = thread pitch, d = thread depth, and r = fillet radius,and r = fillet radius,
d = .54127pd = .54127pr = .14434pr = .14434p
This applies to U.S. Standard and Metric This applies to U.S. Standard and Metric bolts, but does not necessarily apply to bolts, but does not necessarily apply to screwsscrews
r
p
d
60°
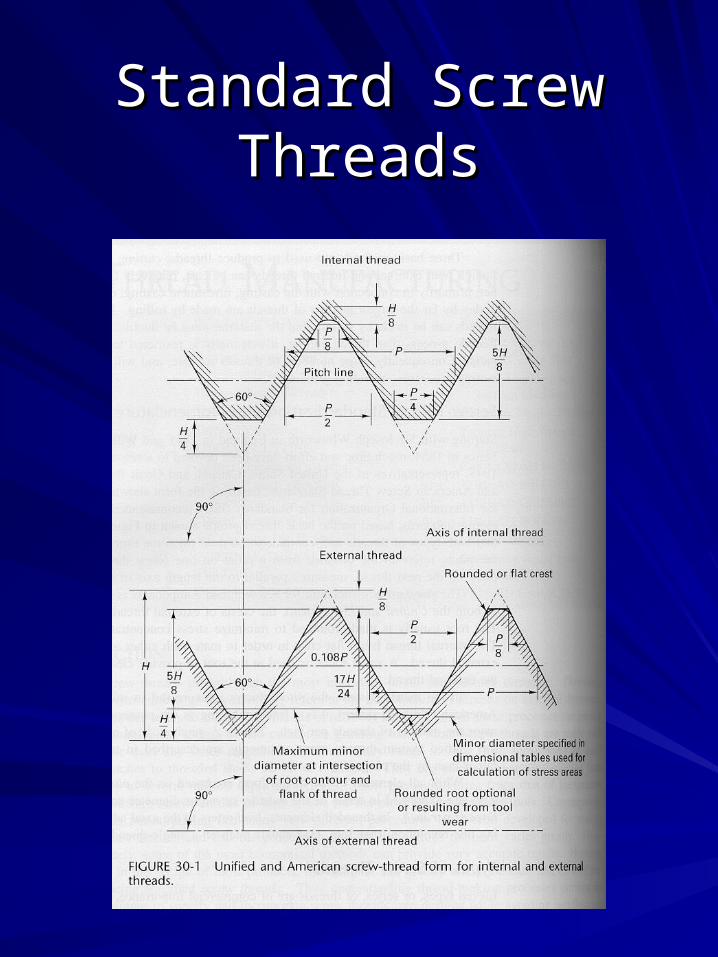
Standard Screw Standard Screw ThreadsThreads
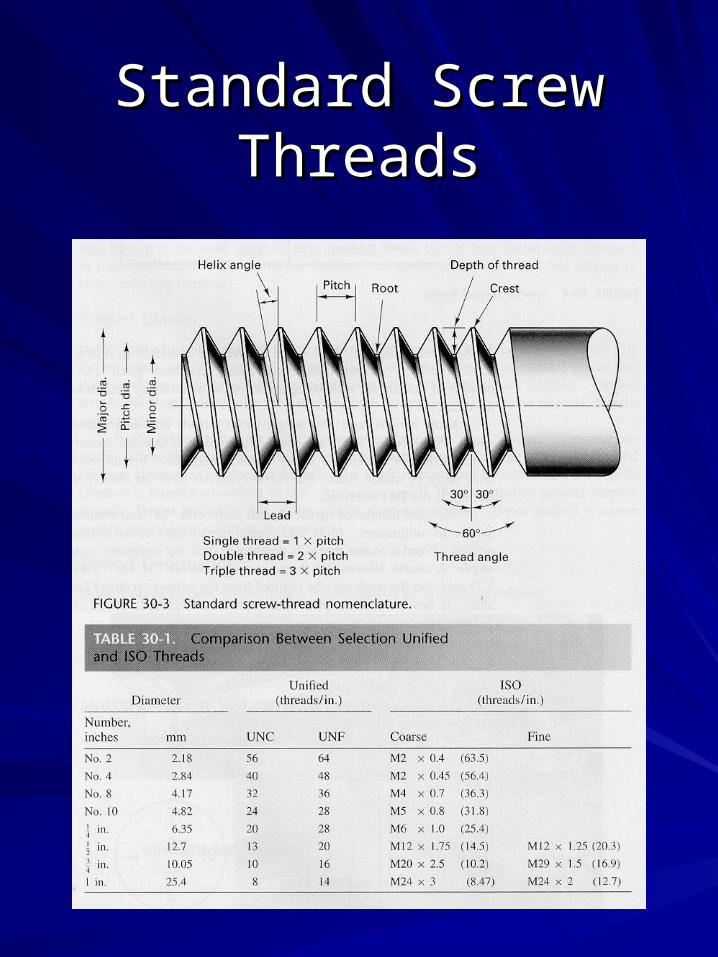
Standard Screw Standard Screw ThreadsThreads
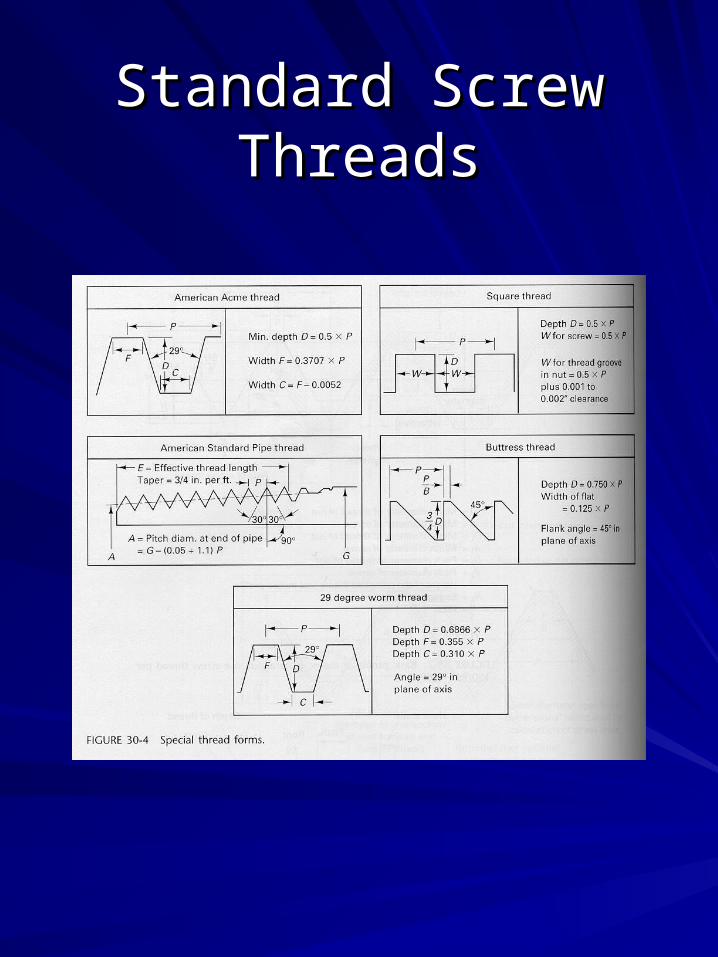
Standard Screw Standard Screw ThreadsThreads
Thread ClassesThread Classes
Unified systemUnified system
Class 1 – special applicationsClass 1 – special applications
Class 2 – normal production Class 2 – normal production gradegrade
Class 3 – minimum tolerances, Class 3 – minimum tolerances, tight fit requiredtight fit required
A – external threadA – external thread
B – internal threadB – internal thread
Thread ClassesThread Classes
ISO systemISO system
e – large tolerancee – large toleranceg – small toleranceg – small toleranceH – no allowanceH – no allowance
3-9 – tolerance grade3-9 – tolerance gradeLower = fine quality; higher = Lower = fine quality; higher =
coarse qualitycoarse qualityGrade 6 is roughly equivalent to Grade 6 is roughly equivalent to
U.S. class 2A and BU.S. class 2A and B
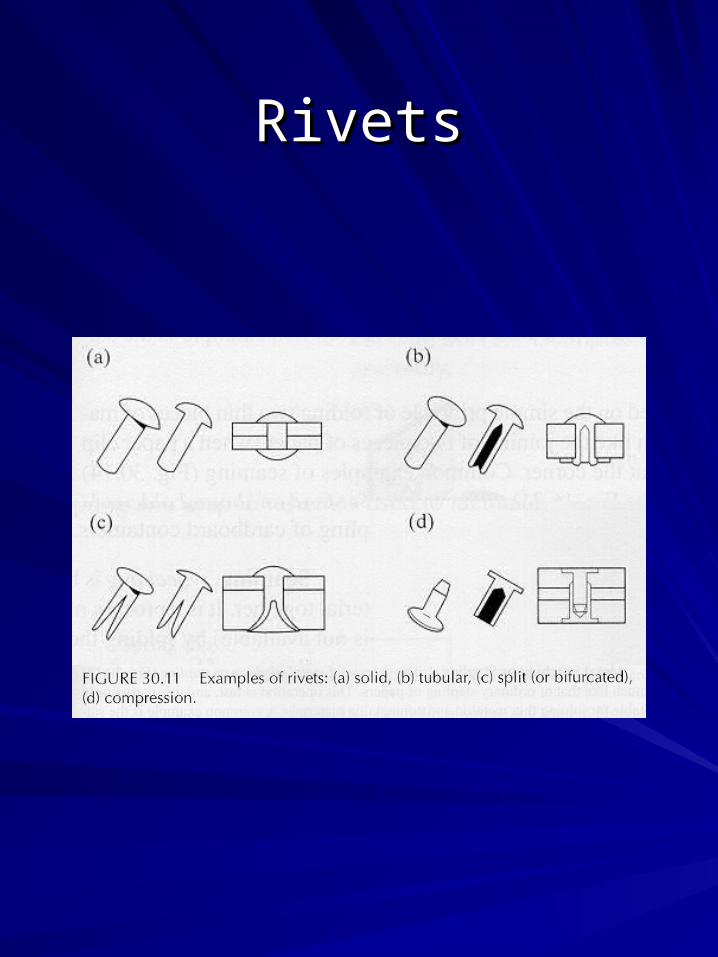
RivetsRivets
RivetsRivets
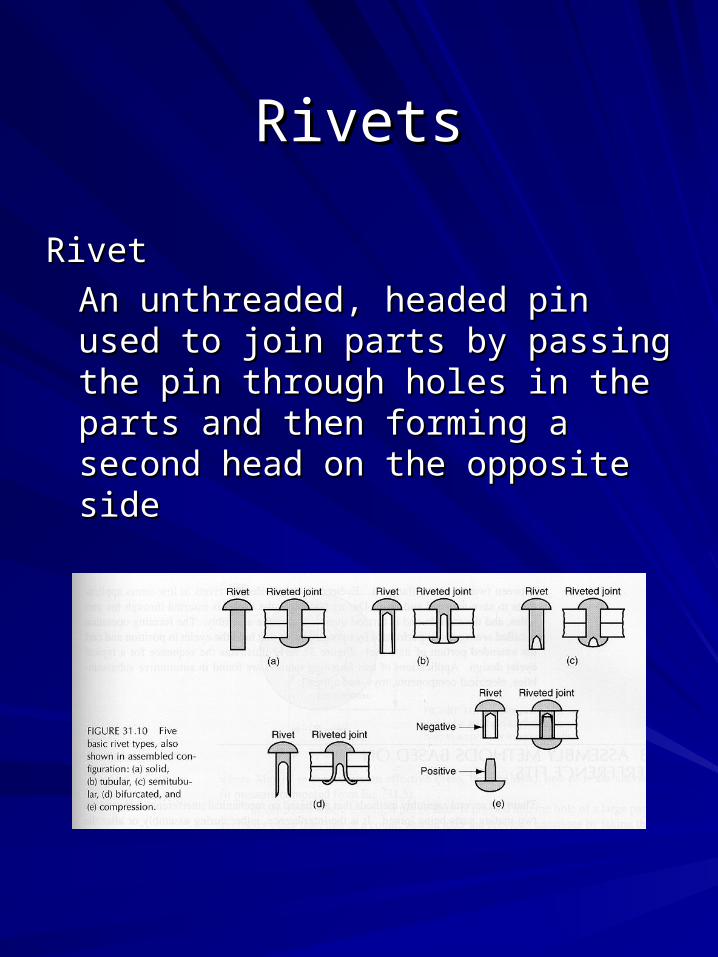
RivetRivet
An unthreaded, headed pin used to An unthreaded, headed pin used to join parts by passing the pin join parts by passing the pin through holes in the parts and then through holes in the parts and then forming a second head on the forming a second head on the opposite sideopposite side
RivetsRivets
SummarySummary
Brazing and soldering melt only Brazing and soldering melt only filler material to form a joinfiller material to form a join
Adhesive bonding uses a viriety Adhesive bonding uses a viriety of chemicals that are applied of chemicals that are applied as a liquid and solidify to form as a liquid and solidify to form a bonda bond
Screws, bolts, nuts, and rivets Screws, bolts, nuts, and rivets are applied and hold material are applied and hold material together by physical meanstogether by physical means
Related Documents











