Doctoral Thesis in Material Science and Engineering Experimental studies to overcome the recycling barriers of stainless-steel and BOF slags MATTIA DE COLLE Stockholm, Sweden 2022 kth royal institute of technology

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Doctoral Thesis in Material Science and Engineering
Experimental studies to overcome the recycling barriers of stainless-steel and BOF slagsMATTIA DE COLLE
Stockholm, Sweden 2022
kth royal institute of technology

Experimental studies to overcome the recycling barriers of stainless-steel and BOF slagsMATTIA DE COLLE
Doctoral Thesis in Material Science and EngineeringKTH Royal Institute of TechnologyStockholm, Sweden 2022
Academic Dissertation which, with due permission of the KTH Royal Institute of Technology, is submitted for public defence for the Degree of Doctor of Philosophy on Friday the 11th of March 2022, Stockholm.

© Mattia De Colle ISBN 978-91-8040-123-4TRITA – ITM-AVL 2022:1 Printed by: Universitetsservice US-AB, Sweden 2022

Abstract
This thesis presents several studies aimed at improving the recycling of
steel slag. The studies are based on a first evaluation of the state-of-the-art
of the recycling applications both with respect to their possibilities and
limitations. In addition, an analysis that highlights several properties of all
kinds of ferrous slags, such as bulk chemical composition and common
mineral phases, is presented to aid the discussion. Specifically, the studies
presented in this thesis cover two main topics: a new recycling application
for stainless-steel slags and a theoretical study on the hydration of
ferropericlase, which is a mineral often present in basic oxygen furnace
slags.
Most of the studies presented in this thesis focus on the exploration of a
new use of stainless-steel slags, aimed at increasing their recycling rate. In
fact, this kind of materials are the most problematic slags to recycle, as
most are not viable for most of the state-of-the-art applications. Therefore,
the potential to use them as a substitute for lime in the neutralization of
acidic waste waters is investigated. The studies cover a wide range of trials,
from test performed at both laboratory and industrial scale with acidic
waste waters collected from stainless-steel plants, to more fundamental
studies on the dissolution of slag minerals in acid environment. Overall,
the substitution of lime with stainless-steel slags is proved to be successful
both in terms of the obtained final pH values as well as in terms of
obtaining an efficient removal of metal ions dissolved in waters.
In the last part of the thesis, a theoretical study on the hydration of
ferropericlase is conducted. This study proposes a possible technical
solution to reduce the volumetric expansion of steel slags, which contain
high percentages of periclase. Specifically, it is seen that ferropericlase with
high percentages of FeO adsorbs less water. Thus, they expand less
compared to regular periclase. Therefore, the formation of such a phase
during the solidification of slag can provide a higher volumetric stability,
which is highly beneficial when the material later is employed in outdoors
applications.


Sammanfattning
Denna avhandling presenterar flera studier som syftar till att förbättra
återvinningen av stålslagger. Studierna är baserade på en första
utvärdering av den senaste tekniken för återvinningsapplikationer både
med avseende på möjligheter och begränsningar. Dessutom presenteras en
studie som belyser flera egenskaper hos alla typer av järnslagger, såsom
bulk-kemisk sammansättning och vanliga mineralfaser, för att underlätta
diskussionen. Specifikt, så omfattar studierna som presenteras i denna
avhandling två huvudämnen: en ny återvinningsapplikation för slagger
från tillverkning av rostfritt stål och en teoretisk studie om hydrering av
ferroperiklas, vilket är ett mineral som ofta förekommer i konverterslagger.
De flesta av de studier som presenteras i denna avhandling fokuserar på
utforskningen av en ny användning av slagger från tillverkning av rostfritt
stål, i syfte att undersöka hur det är möjligt att öka deras återvinningsgrad.
Faktum är att denna typ av material är de mest problematiska slaggerna
att återvinna, eftersom de flesta inte kan behandlas med användandet av
de flesta av de senaste slaggåtervinningsteknikerna. Därför undersöks
deras potential att kunna användas som ersättning för kalk vid
neutralisering av surt avloppsvatten. Studierna omfattar ett brett spektrum
av försök, från laboratorietester till industriella tester med surt
avloppsvatten som samlats från rostfria ståltillverkningsanläggningar, till
mer grundläggande studier om hur upplösning av slaggmineraler sker i en
sur miljö. Sammanfattningsvis, så visar resultaten att ersättningen av kalk
med slagg av rostfritt stål är framgångsrik både med avseende på att
slutliga pH-värden som erhållits samt med avseende på att erhålla ett
effektivt avlägsnande av metalljoner som är lösta i vatten.
I sista delen av avhandlingen så behandlas en teoretisk studie om
hydrering av ferroperiklas. Denna studie föreslår en möjlig teknisk
lösning för att minska den volymetriska expansionen av stålslagg som
innehåller höga halter av periklas. Specifikt så visar resultaten att
ferroperiklas med höga andelar FeO adsorberar mindre vatten och därför
så expanderar dessa slagger mindre i jämförelse med vanlig ferroperiklas.
Därför kan bildandet av en sådan fas under stelning av slagg ge en högre
volymetrisk stabilitet, vilket är mycket fördelaktigt när materialet senare
används i applikationer utomhus.


Acknowledgements
This PhD thesis is only the final step of a journey that saw numerous people
involved, both directly and indirectly. To them I owe my deepest gratitude.
I hope the following few words will be a sufficient token of my appreciation.
I would like to begin by thanking my supervisors Pär G. Jönsson for his
constant positive attitude, general guidance and support and Andrey
Karasev for his rigorous approach to science, valuable feedbacks and
discussions. A warm thank you to Alicia Gauffin too, who introduced me to
the topic and guided me in the first months of my doctorate. Finally, thank
you all for selecting me for this project, giving me this great opportunity.
The success of my studies is also merit of many people outside the
academic community: Gunnar Ruist, Olle Sundqvist, Robert Eriksson and
all the members of TO55 have been crucial in supporting me in carrying
out my studies. The financial support from Jernkontoret is also gratefully
acknowledged.
My sincere gratitude to Shibata sensei, Sukenaga sensei and all the
members of their team, for the wonderful experience that has been living
and working in Sendai. I’ll always cherish your warmth and friendliness in
welcoming me in your team. The work conducted in Japan has been an
insightful experience that tremendously helped me in my growth as a
researcher. Thank you also to David, Guglielmo, and Oscar for such crazy
adventures and wonderful time spent together there.
Thanks to all the people I met through THS MAIN and the International
Reception. Working in those associations have been a crucial part of my
growth as a person. A special mention goes to Federico, Pablo, Alessandro,
Parastu, Albin and Adam for such wonderful experiences and friendship.
Thanks to Lorenzo and Silvia, which made the workplace a more cheerful
and lively environment throughout the years.
To my unofficial brother Paolo and sister Freddie. You had been a major
part of my life in the latest years, giving me plenty of moments to be
extremely grateful for. I hope our friendship will continue through the
borders of our respective countries.
I wish to thank all my long time Italian friends for making my hometown
over these years my favorite place to come back to and the hardest one to

leave. Alfonso, Davide, Filippo, Gabriele, Gherardo, Valentina and
Veronica, thank you for simply all this time spent together.
Lastly, thanks to my mom and dad that never questioned, rather always
supported, my life choices even when they made no sense to them.
Stockholm, December 2021
Mattia De Colle
Supplements
The following supplements have been used for the writing of this thesis:
Supplement 1: De Colle, M. et al. The Use of High-Alloyed EAF Slag for the Neutralization of On-Site Produced Acidic Wastewater: The First Step Towards a Zero-Waste Stainless-Steel Production Process. Appl. Sci. 9, 3974 (2019).
Supplement 2: De Colle, M., Jönsson, P., Gauffin, A. & Karasev, A. Optimizing the use of EAF stainless steel Slag to neutralize acid baths. in Proceedings of the 6th International Slag Valorisation Symposium, 1-5 April 2019, Mechelen, Belgium: Science, Innovation & Entrepreneurship in Pursuit of a Sustainable World (KU Leuven, Materials Engineering, 2019).
Supplement 3: De Colle, M., Kielman, R., Karlsson, A., Karasev, A. & Jönsson, P. G. Study of the Dissolution of Stainless-Steel Slag Minerals in Different Acid Environments to Promote Their Use for the Treatment of Acidic Wastewaters. Appl. Sci. 11, 12106 (2021).
Supplement 4: De Colle, M., Puthucode, R., Karasev, A. & Jönsson, P. G. A Study of Treatment of Industrial Acidic Wastewaters with Stainless Steel Slags Using Pilot Trials. Materials 14, 4806 (2021).
Supplement 5: De Colle, M. et al. Study of the Hydration Behavior of Synthetic ferropericlase with Low Iron Oxide Concentrations to Prevent Swelling in Steel Slags. J. Sustain. Metall. (2021) doi:10.1007/s40831-021-00359-x.
The contribution of the main author of this thesis to the supplements is the
following:
Supplement 1: Literature survey, design of the experimental methods,
sample preparation, performing of the pH buffering trials, general data
analysis and major part of the writing.
Supplement 2: Literature survey, design of the experimental methods,
part of the sample preparation, performing of the pH buffering trials,
general data analysis and major part of the writing.
Supplement 3: Part of the literature survey, design of the experimental
methods, part of the sample preparation, performing of the pH buffering

trials, most of the XRD analysis, some of the SEM-EDS analysis, general
data analysis and major part of the writing.
Supplement 4: Literature survey, design of the experimental methods,
performing of the pH buffering trials, general data analysis and major part
of the writing.
Supplement 5: Literature survey, part of the design of the experimental
methods, mineral synthesis, autoclave curing, XRD analysis, TGA analysis,
general data analysis and major part of the writing

List of Tables
• Table 1: Schematic representation of how the experimental setup of each supplement is related by topic, factors impeding the recycling of slag and proposed solutions.
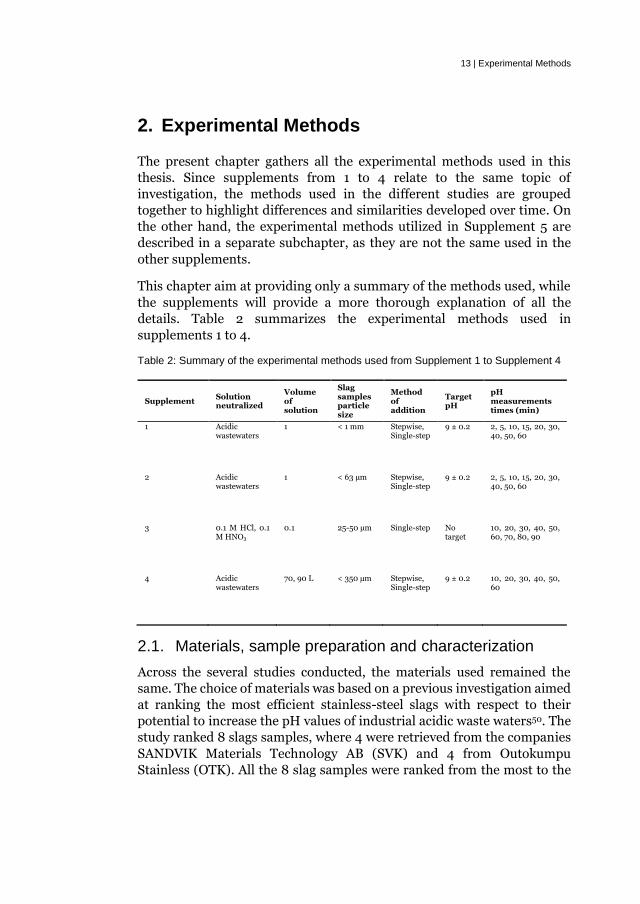
• Table 2: Summary of the experimental methods used from Supplement 1 to Supplement 4
• Table 3: Material code and description of the slag samples used in the pH buffering studies
• Table 4: Compound name, chemical formula and crystal system of each mineral found in the slag samples
• Table 5: Stepwise dosing method applied with powders sifted through a mesh of 1mm and 63µm.
• Table 6: Results of the ICP tests. tracing 6 elements in water samples treated with either slag O1 or lime. The pre-treatment values and the threshold values admitted by the Swedish law are also used a reference.
• Table 7: Mixing time trials with probe positions in A & B
• Table 8: Mixing time trials with probe positions C & D and A & E
• Table 9: Up-scaled stepwise dosing trials characteristics (liters, rpm, total mass of added slag, and final pH value).
• Table 10: TGA trials performed on periclase samples after hydration with autoclave curing.
• Table 11: TGA results after the hydration of the sintered samples performed with autoclave curing
• Table 12: Main findings of each study related to the initial experimental setup and proposed solution


List of Figures
• Figure 1: Schematic of the iron and steelmaking processes with relative slag production
• Figure 2: A schematic representation of a stepwise dosing trial with three additions of reactant
• Figure 3: A schematic representation of a single-step dosing trial with one addition of reactant.
• Figure 4: Graphical example of how mixing time can be calculated given the ratio Ci/Cfinal over time.
• Figure 5: Semi-quantitative analysis of the mineral phases, expressed as % of the total, of the four slag samples O1, S1, O2 and S2.
• Figure 6: Amount in wt% of the most abundant elements of all the slag samples
• Figure 7: PSD of the slag samples after being crushed and sieved through 1 mm mesh
• Figure 8: Laboratory single-step trials with slag sample O1 and S1 sieved through a 1 mm mesh
• Figure 9: Laboratory single-step trials with lime samples from OTK and SVK
• Figure 10: Laboratory single-step trials with slag sample O1, S1 and O2 after ball-milling and sieving through a 63 µm mesh
• Figure 11: Single-step dosing trials of a 0.1M HCl solution performed with 0.5, 1 and 2 g of slag samples O1, S1, O2 and S2 (grouped slag type).
• Figure 12: Single-step dosing trials of a 0.1M HCl solution performed with the slag samples S1, O1, O2 (grouped by added slag weight of 1g and 2g)
• Figure 13: Single-step dosing trials of a 0.1 M solution of HCl performed with 0.5g and 0.25g of CaO
• Figure 14: Single-step dosing trials of the 0.1 M HCl and HNO3 acid solutions performed with 1 g of slag samples S1 and O1 on the left, and O2 and S2 on the right.
• Figure 15: XRD spectra of the residues extracted after the single-step trials of a 0.1M HCl solution performed with 0.25g and 0.5 g of CaO. The peaks related with the phase CaCl2*nH2O are highlighted by dots at their respective peaks.
• Figure 16: XRD spectra of the residues extracted after the single-step trials of a 0.1M HCl solution performed with the slag samples S1, O1, O2 and S2.
• Figure 17: XRD spectra of the residues extracted after the single-step trials of a 0.1M HCl solution performed with 0.25g of CaO and 1g of slag samples S1, O1 and O2. The peaks related with the phase CaCl2*nH2O are highlighted by dots at their respective peaks
• Figure 18: Up-scaled single-step dosing trials with 90L and 70L of wastewaters and slag O1
• Figure 19: BSE images of the cut surface of pellets of the samples 10 wt% FeO (a), 15 wt% FeO (b) and 20 wt% FeO (c).
• Figure 20: XRD spectra of the sintered samples. FP and MF peaks are used as reference to evaluate the samples’ composition.
• Figure 21: Mössbauer spectra of all the samples with velocity from -4 to 4 mm/s on the left, with velocity from -12 to 12 mm/s on the right. Four sites are identified and each contribution to the total spectra is unbundled. The sites are grouped into the phases of origin. The global spectra are also presented (black marker and long-dotted red line). The black arrows point the comparable peak position for the Fe3+site in the FP phase in a previous study84. Yellow markers are used to identify the MF peaks (full marker: peaks that were visible in the -4, +4 mm/s range).

• Figure 22: TG (straight-blue) and T°C (dotted-red) curve obtained during the dehydration of standard grade sample of brucite
• Figure 23: XRD spectra of the sample with 15 wt% of FeO after sintering, autoclave curing, and TGA.
• Figure 24: Pourbaix diagrams (10-6 M) calculated in Factsage 6.1 89. (A) Ca, (B) Mg, (C) Al and (D) Si 81.
• Figure 25: XRD spectra of the residues extracted after the single-step trials of a 0.1M HCl solution performed with 1g and 2g of slag O2. The intensities are normalized to a 100 to aid a proper comparison between the spectra.
• Figure 26: Linear regression of L/S ratio of the 90 L and 70 L single-step dosing trials. L/S ratios belonging to the precedent single-step dosing trials have been added for comparison.
• Figure 27: Reduction of sample weight (ΔW%) after TGA analyses on the hydrated samples plotted as a function of the calculated Fe2+ at%. The dash-dotted line represents the hydration behavior of an unsintered powder mixture consisting of MgO and FeO, where MgO is fully transformed in brucite and FeO acts as bulk material. The dotted line represents the linear regression of all TGA measurements. For comparison, a data point of composition 80mol%MgO−20mol%FeO from the study made by Hou at al. 77 has been added.
List Of Abbreviations
BOF Basic oxygen furnace BF Blast Furnace EAF Electric Arc Furnace AOD Argon oxygen decarburization f-CaO Free CaO f-MgO Free MgO PSD Particle size distribution L/S Liquid to solid FP Ferropericlase OTK Outokumpu Stainless AB SVK Sandvik Materials Technology AB SEM Scanning electron microscope XRD X-ray Powder Diffraction ICP Inductively coupled plasma EDS Energy-dispersive X-ray spectroscopy Tm Mixing time EPMA Electron Probe Micro Analyzer Fe3+ Trivalent Iron Fe2+ Bivalent Iron TGA Thermogravimetric analysis BSE Back-scattered electron MF Magnesioferrite

Table of Contents
1. Introduction ........................................................................................... 1
1.1. Physical properties of ferrous slag ............................................... 3
1.1.1. Bulk chemical composition ...................................................... 3
1.1.2. Mineral composition ............................................................ 5
1.2. Environmental impact and recycling applications ..................... 6
1.3. Aims and Objectives ..................................................................... 9
2. Experimental Methods ........................................................................ 13
2.1. Materials, sample preparation and characterization ................ 13
2.2. pH Buffering Trials ...................................................................... 15
2.2.1. Stepwise dosing method ..................................................... 16
2.2.2. Single-step dosing method ................................................. 17
2.2.3. Concentration of toxic elements ......................................... 19
2.2.4. Analysis of the solid residues ............................................. 20
2.3. Pilot-scale Trials ......................................................................... 20
2.4. Hydration of ferropericlase ........................................................ 22
2.4.1. Materials, sample preparation and characterization ....... 22
2.4.2. Hydration method design .................................................. 23
2.4.3. Hydration of ferropericlase, TGA analysis and
characterization .................................................................................. 24
3. Results ................................................................................................. 25
3.1. Material characterization ........................................................... 25
3.1.1. Mineral and chemical composition ................................... 25
3.1.2. Particle size distribution .................................................... 27
3.2. Laboratory stepwise dosing method experiments with acidic
waste waters ............................................................................................ 28
3.3. Laboratory single-step dosing method experiments using acidic
waste waters ............................................................................................ 30
3.3.1. Concentration of toxic elements ........................................ 33
3.4. Laboratory single-step dosing method experiments with
standard acidic solutions ........................................................................ 34
3.4.1. Effect of weight and composition ...................................... 34
3.4.2. Effect of acid environment ................................................. 37
3.4.3. Characterization of the residues ........................................ 38
3.5. Pilot-scale trials ........................................................................... 41
3.5.1. Estimation of the mixing conditions ................................. 41
3.5.2. Pilot-scale pH buffering trials ............................................ 43
3.6. Hydration of ferropericlase ........................................................ 45
3.6.1. Characterization of the sintered samples .......................... 45
3.6.2. Hydration method design .................................................. 49
3.6.3. Hydration of ferropericlase .................................................51
4. Discussion ............................................................................................ 53
4.1. pH buffering trials of acidic waste waters or acidic solutions with
slag 53
4.1.1. Concentration of toxic elements ........................................ 56
4.1.2. Slag mineral dissolution ..................................................... 56
4.1.3. Pilot-scale trials .................................................................. 62
4.2. Hydration of ferropericlase ........................................................ 64
5. Conclusions.......................................................................................... 69
6. Future Work ........................................................................................ 75
References .................................................................................................... 77

1 | Introduction
1. Introduction
Slag is a broad term used to the define the most abundant by-products
generated during the smelting and production of metals. All metallurgical
slags are chemical compounds consisting of many different types of oxides
and metallic inclusions. This is due to the intrinsic nature of slags. In fact,
when metal elements oxidized during the smelting or production of metals,
they float to the surface of the metal bath due to their reduced densities.
Furthermore, slag is not only formed by the oxidation of elements present
in the metal bath, but also due to chemical reactions with several minerals
(generally called flux, flux agents or slag formers) injected during various
steps of the metal productions, that perform different roles. In fact, flux
agents are not only used to protect the metals from the atmosphere, but
also to insulate the molten bath, so that heat losses are avoided. Although,
more importantly their composition ensures the transfer of elements
between the metal bath and the slag, refining the composition of the final
product to the desired targets. Moreover, since the production of metals is
a such a ubiquitous and variegated industry, this category of materials
presents a wide range of bulk chemical compositions and mineral
structures. Thus, this variance makes studying these materials, and their
applications, quite complex if done holistically. Therefore, there’s a need to
define further subcategories that can describe groups of slags with more
homogenous features.
Slag by-products are usually divided into two big categories, namely
ferrous and nonferrous slags. Nonferrous slags are produced by the
smelting and the recovery of nonferrous metals. Specifically, the most
important ones being copper, nickel, phosphorous, lead, and zinc. In this
category the many different materials present a high variance in chemical
and mineral composition, but due to the low production volumes of each
kind of slag, they are often grouped together. Meanwhile, ferrous slags are
the by-products associated with the production of iron and steel. This class
of materials is more homogenous compared to the one related to
nonferrous slags and overshadows the first in terms of generated volumes.
Thus, ferrous slags are treated as a single category. In fact, according to
Yildirim et al.1 0.25 to 0.30 tons of slag are generated per ton of pig iron.
In case of steel, the author claims that the ratio changes to 0.2.
Furthermore, if the recovery of basic oxygen furnace (BOF) slags as flux
agent in the blast furnace (BF) is accounted for, the ratio diminishes to
0.10-0.15 of the total output of steel. However, another source indicates
that in the case of stainless-steel slag the ratio is 0.30 per ton of steel

Introduction | 2
produced2. This translates to roughly 260-300 Mt of iron slags and 150-
220 Mt of steel slags produced worldwide in 2011. In Europe, the European
steel association “Eurofer” estimates that 42 Mt of slags are produced3.
Holappa et al.4 estimate in their review that roughly 600 Mt of slag were
produced by the iron a steel industry in 2019, of which 52 Mt from the
stainless steel production. This numbers are also similar to situation in the
US, where in 2011 the production of steel slag amounted to 10-15 Mt a year,
with a landfilling rate of 15-40%1.
Ferrous slags can be divided into even smaller subcategories, namely iron
slags and steel slags. Iron slags are associated with the production of pig
iron, so they mainly consist of BF slags. On the other hand, depending on
the different furnaces where they are generated, steel slags present distinct
chemical compositions. Specifically, if steel is produced starting from
primary sources, BOF slags are produced. Contrary, if steel is produced by
remelting metal scraps, Electric Arc Furnace (EAF) slag is generated.
Common to both routes of production, the steel composition is further
controlled in the ladle, with the consequent generation of ladle slags, which
also shows different chemical composition compared to the previous two
kinds of slags. One additional step usually characterizes the production of
stainless-steel slags, which is the use of an Argon Oxygen Decarburization
(AOD) converter, which also generates its namesake slag. How the various
steps relate to each other, along with the input materials used, is shown in
Figure 1. As it is possible to notice, flux agents are added at each step of the
steelmaking and iron processes. The quantity and the chemical
composition of these minerals may vary, but the most used are usually lime
or dolomitic lime. Other minerals such as alumina or silica or sources of
several alloying elements can also be included. Stainless steel is a classic
example of this, containing high amounts of Ni and Cr. Coke is also used,
but it is limited to the production of pig iron. The composition of the
metallic melt also varies substantially depending on the step of the process.
For instance, pig iron has a very high carbon content, around 4%, whereas
steel contains carbon contents vary from 2% to very low percentages,
depending on the requirements of the final products. Moreover, stainless
steel usually has a carbon content lower that 1%. In general, it can be said
that depending on the initial composition of the input materials and the
target composition at the end of the process, the chemical reactions which
take place between flux agents and the metallic melt are substantially
different. For instance, despite that steel is produced both in the EAF and
BOF reactors, the reactions happening during the two processes vary
substantially. All these factors reflect on the bulk composition of slag,

3 | Introduction
which will show distinct composition differences depending on which
furnace produces it. This thesis will focus on describing more in detail
ferrous slags, with a particular attention to BOF slags and stainless-steel
slags, as the studies conducted involve those kinds of materials.
Figure 1: Schematic of the iron and steelmaking processes with relative slag production
1.1. Physical properties of ferrous slag
1.1.1. Bulk chemical composition
The bulk chemical composition is common to all ferrous slags, containing
mostly Ca and Si along with Fe, Mg and Al. Despite the ranges varies, all
the ferrous slags can be described mostly by these five elements. Usually
the compositions of slag are expressed in terms of their oxides forms, so
that they can be plotted on ternary diagrams, either using a CaO-SiO2-
Al2O3 system or a CaO-SiO2-FeO system5. In other studies, (CaO+MgO)-
SiO2-(Al2O3+FeOx+CrOx) was also used to classify stainless-steel slags2.
Although, as mentioned before, the input materials, the different ratio of
flux agents and the chemical reactions that take place in the various
furnaces all contribute to the production of different slags, which populate
different regions of the ternary diagrams as a result. For instance, BF slags
Introduction | 4
are mostly dominated by CaO and SiO2, with very low contents of FeO,
MgO or Al2O35
. Silica, alumina, sulfur and phosphorus derives from the
smelting of the iron ore, which contains several minerals or elements as
impurities6,7. In addition, silica can be found along with alumina as
impurities of the coke charged in the furnace as fuel. The amount of MgO
depends on the amount of dolomitic lime, whereas the low amount of FeO
is an obvious consequence of the fact that optimized processes of Fe
smelting rely on very low Fe losses to the slag. Overall, the composition of
various BF slags varies over time and depending on the ore/mineral
qualities. For instance, the older the slag, the higher the silica content in
the slag, as shown by Piatak et al.5. In general, there is a wide range of
compositions for BF slags, due the huge range of different factors affecting
them.
Compared to BF slags, steel slags populate a more CaO-rich and FeO-rich
region of the ternary diagrams. This is true especially for BOF slags, which
depending on the efficiency of the furnace can reach up to a 38% FeO
content5. The high FeO content derives from the direct oxidation of the iron
through the blowing of oxygen into the metal bath. Although some Fe is
then reintroduced to the molten steel due to the favored oxidation of other
elements with high oxygen affinities, namely Si and C7. Ultimately, the
Al2O3, SiO2 and MgO contents are relatively low compared to other kinds
of slags1. However, depending on the amount of dolomitic lime used, the
MgO content can increase. The high content of CaO and sometimes MgO
is a major concern for BOF slags, since these chemical compounds can
solidify in their pure forms, and only partially in a solid solution or in
complex mineral structures. The presence of free CaO (f-CaO) or free MgO
(f-MgO) results in the material being subjected to significant volumetric
expansion caused by the hydration of these phases7–16. This aspect will be
covered more in depth in following sections of this thesis. EAF slags
contain the same chemical compounds as BOF slags, but with a much wider
range of compositions2. EAF slags are mostly CaO-rich, but the presence of
other compounds such as Al2O3, MgO, SiO2 is typically higher than what is
present in BOF slags1. Therefore, EAF slags represent a more complex
category to analyze compared to BOF slags. As it will be seen in future
sections of this thesis, this has consequences for the mineralogical
properties of these kind of materials. AOD slags instead usually contain
lower FeO contents than other slags, namely around 2% 1. They also
contain high contents of Cr of Ni due to the fact that they are the results of
a stainless steel production 17. Lastly, ladle slags show a huge variety of

5 | Introduction
compositions, and not many studies have been focused on studying their
recycling potential as a separate category1,2,5.
1.1.2. Mineral composition
Highlighting the typical mineral phases present in different kind of slags is
more difficult than determining their bulk chemical compositions. There
are several parameters that cause a wide variety of minerals to form. In
fact, beside the variations in composition, how the slag solidifies affects the
formation of the mineral phases, which is vastly dictated by the cooling
conditions. Moreover, cooling also determines the morphological
properties of the slag, such as the structure, grain size and porosity6.
Different cooling methods are employed for ferrous slags and their choices
is mostly dependent on the final use of the product. For instance, BF slags
can either be air cooled, granulated or expanded6. Air cooled slags are the
ones where the solidification happens due to the cooling in a slag pit in an
open environment, whereas granulated or expanded slags are the results
of quenching with different mixtures of air and water. The changing in
cooling is fundamental to the change in the physical properties of BF slags.
Granulated slags are mostly glassy and dense, whereas air cooled slags
have a high porosity due to the presence of trapped gasses in the solid
matrix. Expanded BF slags are instead more lightweight, and have
different fire resistance and insulation properties than the other two slags6.
Also in the case of steel slags, the formation of glassy phases in BOF and
EAF slag was investigated by Tossavainen et al.18. They showed that BOF
and EAF slags appear to remain crystalline even when subjected to fast
rates of cooling, while presenting similar mineral structures as the original
samples. Another study by Reddy et al.19 investigated how the hydraulic
properties of BOF slags were influenced by the cooling rate of the material.
The study found that depending on the cooling rate, the compressive
strength of the materials changed depending on the cooling conditions. In
addition, in both studies it was reported that the material disintegrates
when dicalcium silicate β turns into dicalcium silicate γ. However, this
phenomenon only occurred for specific compositions and cooling rates18,19.
The combination of the raw chemical compositions and cooling rates
applied determine the mineral phases present in ferrous slags. Piatak et al.5
classify the phases found by the number of occurrences in the different
several studies they analyzed. Minerals belonging to the olivine-group,
which present the general formula (Ca, Fe, Mg, Mn)2*SiO4, are by far the
most re-occurring ones in the studies reviewed, with larnite and
monticellite as the most frequent. This is because most of the studies
Introduction | 6
included in the review focused on the compositions of steel slags, rather
than BF slags. Forsterite and fayalite are also frequent minerals found in
ferrous slags. Another very common phase present in ferrous slags, but
especially in steel slags, are various free oxides of different element, such
as Ca, Mg, Mn, and Fe. As discussed before, the widespread use of lime as
a flux agent and the oxidation of Fe in steelmaking, make those phases
particularly frequent in BOF and EAF slags. Melilite is also a frequent
mineral (either as gehlenite or åkermanite) in BF slags and to a lesser
extent in steel slags. Glass is also present in different compositions and
mostly in BF slags. Spinel phases are also very common mostly in steel
slags. Similar analyses, which investigated the average composition of
stainless-steel slags, confirmed these results and additionally showed that
Cr and Ni, solidify forming Cr-Fe-Ni spinels1. In stainless-steel slags, Cr
and Fe mostly bound as oxides, while Ni was found mostly in metallic
form2,17. The presence in stainless-steel slags of calcium silicates, metallic
oxides, bredigite, merwinite and spinel phase was also confirmed in the
review made by Holappa et. al4.
1.2. Environmental impact and recycling applications
The scientific interest for metallurgical slags has been steadily increasing
since the 1990’s. The studies have been concentrating on two main issues,
namely the environmental impact of these materials and their recycling
applications5. The more conscious humankind becomes on the impact of
the manufacturing sector on the natural environment, and the challenges
that production of goods faces in the nearby future20, the more these kind
of topics are investigated. Moreover, more interest is put in an efficient use
of by-products thanks to the newly born field of circular economy21. Many
scholars have been focusing on conceptualizing a more sustainable and
resource-conservative manufacturing sector22–25, both through the
development of new sustainable business models and by promoting a
paradigm shift which considers waste strictly as a resource to use. A
particularly interesting topic is the implementation of industrial
symbiosis26, which studies the flow of materials/by-products and energy in
a mutually advantageous way. The benefits from this kind of approach are
many, from the lower generation of waste to the reduced need of natural
resources. This translates both in monetary gains for the industries, given
the development of successful technologies, business models and adequate
legislation. It also constitutes a societal benefit since it contributes to
reduce the environmental impact of the manufacturing sector.

7 | Introduction
The technology beyond the recycling of BF slags is quite old and well
established. The materials nowadays are well employed as construction
material, either as concrete or asphalt aggregates. Many BF or steel slags
are dense and hard and they offer great mechanical properties when used
as construction materials, often surpassing natural minerals6,10,27. Contrary
to that, the research focusing on the recycling steel slags is still not so well
established and standard practices application are scarce5. In fact, not all
slags can be safely employed as construction materials. For instance,
Eurofer claims that of the 42 Mt of slag produced in 2019, only which 34
Mt were currently recycled, 65% of which are produced by the production
of iron and 35% from steel3. Jernkontoret, the Swedish steel agency,
published in 2018 a report that indicated the various recycling percentages
per type of slag 28. This report shows that BF and BOF slags are fully or
almost fully recycled in Sweden. The same applies for low alloyed steel
slags produced in the EAF. On the other hand, stainless steel slags coming
from both AOD and EAF processes are mostly landfilled, along with ladle
slags. By comparing the absolute numbers together, despite stainless-steel
slags are approximately the 20% of the total production, they constitute
roughly 80% of the landfilled output in Sweden. The specific difficulties in
recycling stainless-steel slags, compared to low-alloyed ones, are also
highlighted by Holappa et al. 4.
The difficulty in recycling several slags products, and in general their
environmental impact, is mostly caused by the chemical reactions
happening when these materials are subjected to weathering. The contact
with water, or simply the air humidity, can cause mineral changes over
time that impedes some slag products to be successfully employed in
recycling applications. One effect of weathering is on the volumetric
stability. BOF and EAF slags may contain f-CaO or f-MgO, depending on
the process specifications and use of flux agents. These phases hydrates by
absorbing a water molecule per molecule of oxide. This translates into a
volumetric expansion that causes cracks. These fractures expose more
surfaces to weathering, triggering a feedback loop which ultimately
damages the final products in which slags are employed7–16. Several
alternatives have been developed to combat the volumetric stability9,11,13–
16, such as accelerated aging techniques or selective solidification to obtain
hydrophobic phases. However, despite the multiple approaches, in many
cases a complete recycling nor a state-of-the-art solution are yet not
acquired.
The second effect of weathering is commonly known as leaching, which can
be defined as the release of soluble substances from the mineral structures

Introduction | 8
to the outside environment. Leaching is the biggest concern for slags,
especially for steel slags which contains high contents of cancerogenic
elements such Cr and Ni. Nowadays the environmental impact of slags,
even the one disposed, is limited by tight regulations and environmental
practices related to landfills. However, some studies on old slag deposits
show how impactful those materials are when left untreated 29–33. To study
this phenomenon, standard regulations for leaching tests have been
developed. These tests are commonly used to determine whether a material
is classified as hazardous or nonhazardous. This determines whether the
material can be disposed in landfills with or without treatment or
employed for construction materials. Leaching tests consists of batch
experiments where slag is mixed with water. For instance, EN 12457-2 is a
common standard used in Sweden and overall in Europe34, where slag is
ground to a particle size distribution (PSD) <4mm and mixed with
deionized water in a liquid to solid (L/S) ratio of 10 to 1 for 24h. The
concentration of released elements in a liquid phase is then analyzed and
compared to the threshold values allowed by the law. Some studies in the
literature utilize these standards to test the leaching behavior of different
slags and to determine how modification of their structures influence their
leaching35,36. In the literature there are also examples that aim at
simulating dynamic conditions far away from equilibrium leaching, in
attempt to mimic the natural weathering conditions33,37–39. Moreover,
more theoretical studies have been conducted to understand the leaching
mechanisms of steel slags. The development of geochemical models have
been used to predict the transfer of ions, simulating weathering and predict
the long term stability, matching the results with laboratory tests 35,39–41.
Leaching of slags is therefore a deeply studied topic. However, due to its
complexity, the recycling of certain steel slags is still falling short.
The leaching of slag although can be exploited with the right technological
application. Metal recovery is an important part of valorizing slags,
especially for stainless-steel slags which contain high concentrations of
precious metals such as Ni, Cr, Mo, and V. Their tendency to leach these
metals can then be used to extract them from the minerals or from the slag,
if they are present as metallic inclusion. The field of hydrometallurgy has
been conducted several studies focusing on this aspect, with profitable
extractions of Cr and other high valued metals42–44. Another way in which
leaching can be exploited, which will be a major focus of this thesis, is the
use of slag for the neutralization of acidic waste waters. In fact, leachates
from metallurgical slags are usually alkaline due to a high presence of Ca
and Mg. This means that slags can be used for neutralization of acidic

9 | Introduction
solutions and substitute the use of lime, which is currently the common
reactant used in the industry. Several attempts have already been made:
Cunha et al.45,46 used different oxidic by-products, that included some slag
samples, for the neutralization of standard acidic solutions. Also, Forsido
et al.47used a mixture of lime and EAF dust to treat industrial acidic waste
waters, rising both the pH to neutral/basic values, while also removing
metallic ions dissolved in the waters. Lastly, Zvimba et al.48 used BOF slags
for passive neutralization and metallic ions removal of acidic mine
drainage. Developing this technology further can potential be a solution for
slags that currently cannot be safely employed in state-of-the-art
applications as construction materials.
1.3. Aims and Objectives
The current work aims at proposing either new alternatives to valorize
unrecycled steel slags, or to improve their use in current applications. As
previously mentioned, there are several factors impeding a complete, or
even partial, valorization of the materials in the conventional recycling
applications. Among those, the leaching of toxic elements such as Ni and
Cr impedes the use of slags which contain these elements in high levels 4
(such as stainless-steel slags). On the other hand, the presence of f-CaO or
f-MgO in BOF slags shortens the lifespan of the products where these kinds
of materials are employed. In fact, the mineral phases present swell when
coming in contact with water, phenomenon that often causes cracks and
an accelerates failures in use7–16.
The current work covers two distinct projects focusing on the recycling of
steel slags: a novel application for stainless-steel slags, such as their use as
reactants for the pH buffering of acidic wastewaters, and a standalone
study on the hydration of ferropericlase (FP), a mineral which is present in
BOF slags. The first topic is the main part of this work, and it is covered by
supplements from 1 to 4. The investigation is divided into a preliminary
pilot study (Supplement 1), where the experimental methods is developed
in a laboratory setting. In the study, four different slags are tested as pH
buffering agents of industrial acidic wastewaters. Supplement 2 is focused
on improving the investigation methods, mostly by reducing and
homogenizing the particle size distribution, in a way that the materials are
comparable within each other. Thereafter, the effect of the mineral
composition and their influence on the pH of standard acidic solutions is
studied in Supplement 3. Finally, the scalability of this novel application is
tested in Supplement 4, where pilot-scale trials are firstly developed using
a physical model at KTH Royal Institute of Technology. Then, pH buffering

Introduction | 10
trials are conducted at a pilot-scale level at Outokumpu Stainless AB
(Avesta, Sweden).
Supplement 5 studies the hydration properties of several synthetic samples
of FP, a mineral that is often present in BOF slags. The objective of this
work was to improve the recycling of BOF slags, which often is impeded by
the swelling of the material. There are several alternatives that can be
employed to reduce the swelling of the mineral phases 9,11,13–16. Reducing
the formation of f-MgO and f-CaO, in favor of other ones, is the one this
project focuses on. Therefore, the project was conducted to determine how
the water absorption of FP varies, when the percentage of Fe is increased.
FP is a mineral phase already found in BOF slags 49, thus the solidification
of slag could be directed towards the formation of such a phase, rather than
the formation of more hydrophilic phases such as MgO.
11 | Introduction
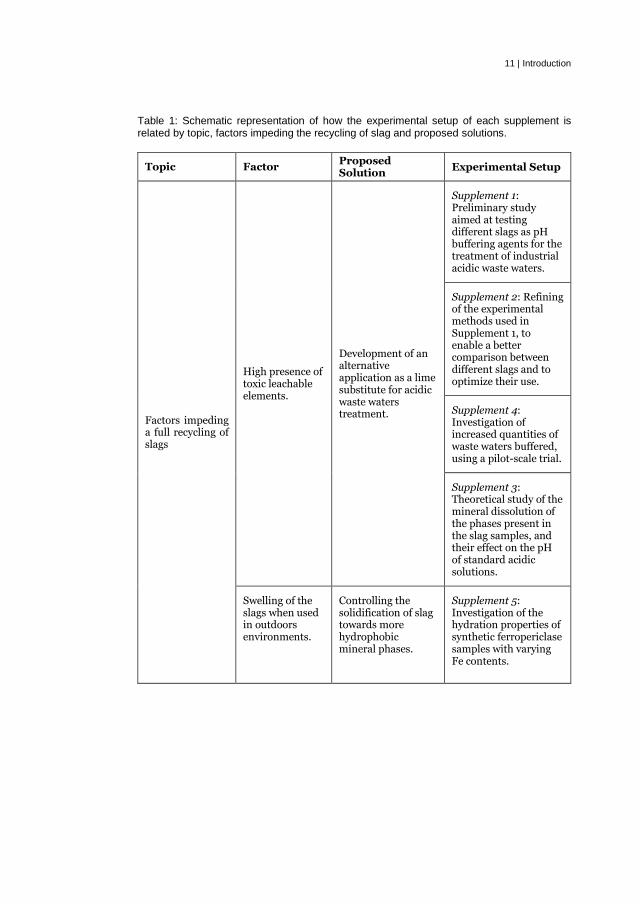
Table 1: Schematic representation of how the experimental setup of each supplement is related by topic, factors impeding the recycling of slag and proposed solutions.
Topic Factor Proposed Solution
Experimental Setup
Factors impeding a full recycling of slags
High presence of toxic leachable elements.
Development of an alternative application as a lime substitute for acidic waste waters treatment.
Supplement 1: Preliminary study aimed at testing different slags as pH buffering agents for the treatment of industrial acidic waste waters.
Supplement 2: Refining of the experimental methods used in Supplement 1, to enable a better comparison between different slags and to optimize their use.
Supplement 4: Investigation of increased quantities of waste waters buffered, using a pilot-scale trial.
Supplement 3: Theoretical study of the mineral dissolution of the phases present in the slag samples, and their effect on the pH of standard acidic solutions.
Swelling of the slags when used in outdoors environments.
Controlling the solidification of slag towards more hydrophobic mineral phases.
Supplement 5: Investigation of the hydration properties of synthetic ferropericlase samples with varying Fe contents.

Introduction | 12
13 | Experimental Methods
2. Experimental Methods
The present chapter gathers all the experimental methods used in this
thesis. Since supplements from 1 to 4 relate to the same topic of
investigation, the methods used in the different studies are grouped
together to highlight differences and similarities developed over time. On
the other hand, the experimental methods utilized in Supplement 5 are
described in a separate subchapter, as they are not the same used in the
other supplements.
This chapter aim at providing only a summary of the methods used, while
the supplements will provide a more thorough explanation of all the
details. Table 2 summarizes the experimental methods used in
supplements 1 to 4.
Table 2: Summary of the experimental methods used from Supplement 1 to Supplement 4
Supplement Solution neutralized
Volume of solution
Slag samples particle size
Method of addition
Target pH
pH measurements times (min)
1 Acidic wastewaters
1 < 1 mm Stepwise, Single-step
9 ± 0.2 2, 5, 10, 15, 20, 30, 40, 50, 60
2 Acidic wastewaters
1 < 63 µm Stepwise, Single-step
9 ± 0.2 2, 5, 10, 15, 20, 30, 40, 50, 60
3 0.1 M HCl, 0.1 M HNO3
0.1 25-50 µm Single-step No target
10, 20, 30, 40, 50, 60, 70, 80, 90
4 Acidic wastewaters
70, 90 L < 350 µm Stepwise, Single-step
9 ± 0.2 10, 20, 30, 40, 50, 60
2.1. Materials, sample preparation and characterization
Across the several studies conducted, the materials used remained the
same. The choice of materials was based on a previous investigation aimed
at ranking the most efficient stainless-steel slags with respect to their
potential to increase the pH values of industrial acidic waste waters50. The
study ranked 8 slags samples, where 4 were retrieved from the companies
SANDVIK Materials Technology AB (SVK) and 4 from Outokumpu
Stainless (OTK). All the 8 slag samples were ranked from the most to the

Experimental Methods | 14
least efficient (lower g/L ratio needed to neutralize the pH of the
wastewaters). Thereafter, the best two performing slags from each
company were selected as materials to be used in this thesis. The material
code and the description of the slag samples is provided in Table 3. The
material code has been changed in this thesis and in all supplements expect
for in Supplement 2, that retained the code used in previous
investigations50. The slags samples have been taken from the same batch,
whenever possible, to provide an easier comparison between the different
studies. In fact, supplements 1, 2 and 3 use the same materials coming from
the same batch. Supplement 4 on the other hand, utilizes the same slag
type O1 but from a different batch compared to other studies, due to the
high amount of slag used in those tests. In addition, the same standard
grade lime powders have been used in several trials to provide a
comparison when the material was substituted with slag.
Table 3: Material code and description of the slag samples used in the pH buffering studies
Old material code Current material code Description
O3 O1 OTK Landfill slag
O1 O2 EAF slag
S4 S1 SVK Landfill slag
S1 S2 AOD slag
The sample preparation also varies across different studies. Due to the
heterogeneous nature of the materials used, several operations have been
conducted in Supplement 1 to produce slag powders that could be used in
the experiments. Slag samples O1 and S1, were already retrieved as fine
powders although the materials were quite wet, due to being stored in
outdoors landfills. On the other hand, slag samples O2 and S2 solidified in
big aggregates that needed to be crushed, but they were overall dry.
Therefore, the landfill slags were dried at 100°C for 24 h with no crushing,
whereas the EAF and AOD slags were crushed in three steps, by a jaw
crusher first, a spider crusher and finally by a horizontal shaft impactor.
After crushing and/or drying, both crushed and uncrushed samples were
sieved through a 1 mm mesh. Thereafter, PSD determinations were

15 | Experimental Methods
conducted by using laser diffraction in an air media to characterize the
powders. In Supplement 2, the PSD was reduced even more, by ball-milling
all the slag samples and sieving them through a 63 µm mesh. In
Supplement 3, the samples that were ball-milled in Supplement 2 were
further sifted through several meshes and the interval 25-50 µm was
selected for the experiments. In Supplement 4 only slag sample O1 was
used. In this case, the slag sample was dried for 24 h at 105°C and sieved
through a mesh of 350 µm.
The mineral and chemical compositions of the slag samples were assessed
in Supplement 3. Semi-quantitative analysis of the mineral phases present
within each slag was performed using scanning electron microscope (SEM)
and X-ray powder diffraction (XRD), while the bulk chemical composition
was identified by using inductively coupled plasma (ICP) analysis after an
acid digestion.
During the experiments different acidic solutions were used. In
Supplements 1 and 2, the rinsing waters derived from the pickling process
that are commonly treated in the neutralization plants of OTK and SVK,
were sampled and used for the experiments. The waste waters were stored
in several buckets having volumes of 20-30 L each. Usually, a mixture of
several acids is used depending on the steel grade and the specific process
at the company. Thus, the composition across several buckets could not be
maintained the same. Therefore, the pH level varied, but it always ranged
between the values 1 and 2. In addition, only slags and waste waters from
the same company were tested together. In Supplement 4, the focus was
pilot-scale trials. Given the large quantity of wastewaters to treat, they were
extracted with a pump directly from the tanks where they were stored
during the industrial processes in OTK. Therefore, the composition was
also not controlled during all the experiments. In Supplement 3, the waste
waters were substituted by laboratory made acidic solutions. Two 0.1 M
(pH 1) HCl and HNO3 solutions were created by mixing standard grade
chemicals with distilled water. The solutions were used to provide a more
reliable comparison between slags samples, as the goal of the
investigations was to address the different solubilities of slag minerals, as
well as their effect on the pH of the solutions being used.
2.2. pH Buffering Trials
The pH buffering trials are the main focus of this thesis, as the aim was to
develop a new application for stainless-steel slags, substituting lime for the
treatment of acidic waste waters. The pH buffering methods were

Experimental Methods | 16
developed in Supplement 1, and were kept constant across several sets of
experiments with only some minor variations, depending on the specific
case examined.
2.2.1. Stepwise dosing method
The single stepwise dosing method was developed as a preliminary
investigation that could approximately determine the correct range of slag
weight to use, avoid excessive consumption of materials. In fact, since the
single-step dosing method is a trial-and-error procedure that needs to be
repeated until the right quantity of slag is found, it can be prone to
materials and time waste. The stepwise dosing method consists of
dropping an arbitrary small quantity of slag in the waste waters, either in
a liquid solution or in powder form, until a stable pH value is reached. The
procedure is repeated until the target value pH of 9.0 ± 0.2 is reached. Once
the final pH value is obtained, the total amount of slag used is summed up.
The pH value of 9 was chosen, in collaboration with the industrial partners,
as the minimum value to reach, since it roughly mimics the pH values
obtained during their treatment processes, which over around 11. In
addition, before inserting a new slag quantity, the experiments needed to
define a definition for what can be considered a stable value of pH. In fact,
the dissolution of the slag minerals occurs over several hours, but the main
contribution is in the early stages after the weight is dropped into the acidic
solution. Therefore, it was arbitrary chosen that to determine a stable value
of pH, the rate of increase of the pH should not exceed a variation of 0.3
after 10 min from the last measurement. Specifically, assuming an
arbitrary small quantity of slag is poured in the acidic solution at t = x min,
the pH value is measured at t = x+10 min and subsequently at t = x+ 20
min. If |pHx+20 – pHx+10| ≤ 0.3 and lower than 9.0 ± 0.2, a new quantity of
slag is inserted. If the first condition is not met, a third measurement
occurs at t=x+30 min or until the pH stabilizes, according to the previous
definition. When the pH value reaches 9.0 ± 0.2 the trial is stopped, and
no more slag is dropped into the acidic solution. During the stepwise
dosing method, no limit of time is imposed, and the length of the trial is
determined uniquely by the numbers of iterations performed. The total
amount of slag poured during the trial is then used as a benchmark for the
single single-step dosing method. A schematic representation of how the
pH values increase over time as a result of several slag additions, is shown
in Figure 2. The stepwise dosing method has been used in Supplements 1,
2 and 4. In the first two, the quantity of waste waters used was 1 liter, while
in the third a tank filled with 70 and 90 liters was used.

17 | Experimental Methods
Figure 2: A schematic representation of a stepwise dosing trial with three additions of reactant
In Supplement 1, 10 trials were conducted using this procedure. Both lime
products from OTK and SVK along with the four slag samples from these
companies were tested. Duplicates were performed for the sample that
neutralized the waste waters the first time. In Supplement 2, each of the
materials used in Supplement 1 were tested once. Thereafter, their results
were compared to the precedent trials. In Supplement 4, the method was
used once again to determine the range of slag quantities to use when the
volumes were upscaled to volumes of 70 L and 90 L. Three trials were
conducted, all of them using slag O1. Two using 90 L of waste waters and
one using 70 L. In Supplement 3, the method has not been used since the
quantities of slag to insert were fixed.
2.2.2. Single-step dosing method
Contrary to the stepwise dosing one, the single-step dosing method was
developed to mimic, as closely as possible, the industrial conditions of the
wastewater’s treatment processes used at OTK and SVK. There, lime is
poured as a single addition to the volume of waste waters, with occasional
further additions if the quantity inserted does not increase the pH values
to the desired targets. Therefore, a method like the stepwise dosing method
is unfit to provide valuable information to the companies, with the respect
to the possibility of substituting lime with slag in their processes. However,

Experimental Methods | 18
also the single-step dosing method present a limitation being a batch test.
In fact, the industrial processes operate in a condition of constant flow,
with different kinetic conditions than a beaker or tank agitated by a stirring
mechanism. Nonetheless, since a continuous flow could not be replicated,
a time limit of 30 min was set as an approximation of how much time is
spent by the waste waters in the neutralization process, before the mass of
liquid reaches the flocculation and sedimentation phase. Compared to the
previous method, the pH target of 9.0 ± 0.2 was maintained the same, but
a time condition was added. For the single-step dosing trials the optimal
quantity of slag was defined as the one that reaches a pH value of 9.0 ± 0.2
within 30 minutes after the slag injection.
Contrary to the stepwise dosing method, a single addition of slag, which
amount has been calibrated based on the results of the stepwise dosing
methodology, is selected to be dropped at t = 0 min. Then, the pH values
are measured at different intervals for 60 min (in Supplement 3 the time is
extended at 90 min). The times when the pH values are measured varied
depending on the experiments performed. In Supplement 1 the time
intervals were set at t=2/5/10/15/20/30/40/50/60 min, whereas in
Supplement 2 the measurement at minute 2 was eliminated. In
Supplement 3 and 4 also the measurement at minutes 5 and 15 were also
eliminated.
Also, the method of addition of the reactant changed over the course of the
different experiments. In Supplement 1 the quantity of slag chosen was
mixed with distilled water, forming a 40 wt% reactant suspension to be
poured in the waste waters. From Supplement 2 on, the slag was dropped
directly as a powder inside the waste waters. The change was made since it
did not influence the results of the trials and the new method was easier
and more precise. Another variation was introduced in Supplement 3. In
fact, since the goal of the study was to understand the different dissolution
rates of the slag minerals, trials with fixed mass were preferred to the ones
with a pH target value. All slag samples were tested by using fixed
quantities of 0.5, 1, 2 g apart from slag sample S2 were only quantities of 1
and 2 g were used. Therefore, contrary to previous experiment, the
investigation focused on comparing the different pH values reached by
using the same quantity of different slags, rather than aiming at reaching
the same pH value and comparing the different weights to do so.
The quantity of waste waters used in the single-step dosing trials changed
between sets of experiments. In Supplements 1 and 2, 1L beakers were used
to contain the waste waters. In Supplement 4, tanks filled with 70 and 90L

19 | Experimental Methods
of waste waters were used instead, while in Supplement 3 beakers
containing 100ml of 0.1 M HCl/HNO3 solutions were used. A schematic
representation of how the pH increases over time, corresponding to a
single slag addition, is shown in Figure 3.
Figure 3: A schematic representation of a single-step dosing trial with one addition of reactant.
Finally, not all the slags were tested with all the methods across the
different supplements. In Supplement 1, all the reactants that could bring
the pH to the target value using the stepwise dosing trials were used as well
for the single-step dosing trials. Therefore, only slag samples O1, S1 and
two lime products were tested with the single-step dosing method to find
the optimal quantity that could yield the target pH value. In Supplement 2,
slag samples O2 and S2, which previously did not rise the pH to the target
value during the stepwise dosing method, were successfully employed in
replicated experiments. Thus, the same sample samples had been tested
using the single-step dosing methodology as well. Furthermore, only slag
sample O1 has been employed in stepwise and single-step dosing trials in
Supplement 4, with volumes of 70 and 90L. Finally, in Supplement 3, 19
trials were conducted using different slag types, slag weights and acidic
environments depending on the scope of the investigation.
2.2.3. Concentration of toxic elements
The treatment processes in OTK and SVK aim not only to increase the pH
of the wastewaters, but also to remove traces of metallic elements dissolved
in them, before they can be poured in the regular water streams. Metallic

Experimental Methods | 20
elements such Cr, Ni, Fe, Mo, and Zn are present in the industrial waste
waters and slags needs to absorb them equally well compared to lime, to be
used as an efficient substitute. Therefore, additional single-step trials were
performed using slag O1 to neutralize the OTK industrial acidic waste
waters. The trials were also conducted using lime with the same setup to
provide a comparison. Flocculants were used to facilitate the collection of
the solid particles and paper filters were used to separate them from the
liquid. Finally, the compositions of the treated and filtered industrial waste
waters samples were determined using ICP-MS, to determine the
concentrations of Cr, Ni, Fe, Mo and Zn. The concentrations of metallic
elements obtained with lime and the ones obtained with slag were
compared to each other. They were also compared to the threshold limits
imposed by the Swedish law.
2.2.4. Analysis of the solid residues
In Supplement 3 analyses of the residues obtained after the pH buffering
of standard 0.1 M HCl/HNO3 solutions are performed, both by using slag
and standard lime products. To do so, the beakers of the neutralized acidic
solutions were put in a ventilated oven at 90°C overnight, so that the liquid
phase could evaporate without boiling. Afterwards, the powders remaining
in the beakers were removed, ground with a mortar, and dried again in the
oven at 105°C for 30 min to eliminate all remaining moisture. The dried
powders were then ground again in a mortar. Thereafter, XRD analyses
were performed on all the samples extracted with this method. In addition,
SEM coupled with energy-dispersive X-ray spectroscopy (SEM-EDS)
analyses were used to determine the chemical compositions of the
powders, when the XRD analyses were not sufficient.
2.3. Pilot-scale Trials
To promote the use of slag as lime substitute for the treatment of acidic
waste waters, pilot-scale trials were performed by upscaling the volumes
tested in previous supplement. From a 1 L volume tested in Supplements 1
and 2, the goal in Supplement 4 was to up-scale the experiments to volumes
of 70 and 90 liters. To do so, a physical model was developed to determine
the mixing conditions that would fit with the scope of the investigation. The
objectives of the physical model trials were two. First, to determine a set of
parameters that, when varying the volume of waste waters tested, would
maintain comparable mixing conditions of trials when using different
volumes. Thereby, the amount of slag used to neutralize the waste waters
would be dependent on the increase on the volume only. Moreover, the

21 | Experimental Methods
mixing conditions needed to guarantee a fast spread of the slag in the
volume, so that the pH level across the whole volume could be
homogenized as fast as possible, especially by the time when the first pH
measurements occurred, namely after 10 minutes from the start of the trial.
The mixing conditions were firstly tested with the use of a physical model.
A tank was filled with water containing the following volumes: 70, 80 and
90 L. An impeller was used as the stirring mechanism, and it was placed
along with an overhead engine, on top of a steel frame on surrounding the
tank. To simulate the dispersion of slag in the water, 20 ml of a 20 wt%
NaCl solution was added as a tracer. Meanwhile, conductivity probes were
used to measure the conductivity of the solution over time. This is a
common setup used in several reported studies, mostly to determine the
mixing conditions of AOD converters 51–60. To quantify the time when the
tracer is homogenously distributed inside the tank, a parameter called
mixing time (Tm) is defined. Specifically, Tm is the time after which the
conductivity of the solution Ci always satisfies the following condition:
Ci
Cfinal
=1 ±0.05 (1)
Figure 4 shows a graphical example of how Tm can be calculated by using
the conductivity values measured by the probe. Tm is the time after which
the Ci/Cfinal ratio stabilizes within the range of 1.00 ±0.05. In case of
multiple probes, as used in for the current setup, Tm is calculated by taking
the higher value among the mixing times calculated for each probe.

Experimental Methods | 22
Figure 4: Graphical example of how mixing time can be calculated given the ratio Ci/Cfinal over time.
This parameter was used to determine the variation of the mixing
conditions when several parameters are changed. The goal was to obtain
the same mixing condition. Thus, approximately the same Tm values when
70 and 90 L of waters were stirred. To do so, 30 trials were conducted,
where the conductivity probe positions, the volume of water where the
tracer was inserted where changed. Furthermore, the stirring speed
provided by the impeller. A detailed list of all the parameters used can be
found in Supplement 4. First, the parameters that could ensure a similar
mixing condition between the 70 and the 90 L trials were determined.
Thereafter, the pilot-scale trials were continued using the stepwise and
single-step dosing methods.
2.4. Hydration of ferropericlase
This last subchapter describes the experimental methods used in the
standalone project regarding the hydration of FP. These experiments
cannot be summarized with the ones performed throughout Supplements
1 to 4, as Supplement 5 used an entirely different set of experimental
methods compared to the others.
2.4.1. Materials, sample preparation and characterization
To synthetize FP, the study largely relied on the methods and procedures
developed by the field of geology, where the minerals have been abundantly
23 | Experimental Methods
studied61–65. Although the structure of FP is hard to evaluate and control,
because it contains both trivalent iron (Fe3+) and bivalent iron (Fe2+), and
the ratio between the two is affected by parameters such temperature,
pressure and oxygen fugacity66. Although, many suitable options are
available to prepare synthetic samples of FP67. This study focused on solid-
solid reactions (i.e sintering). In the literature analyzed, the material used
to prepare the FP samples were MgO and iron oxides (Fe2O3 or FeO)
powders, which have been sintered at temperatures between 1473 and 1873
K for more than 12 h49,61,62,67–70. Moreover, the powders were sintered with
the use of a mixture of CO and CO2 or other inert gases49,67,69. In fact,
decreasing the oxygen partial pressure reduces the formation of Fe3+ in the
FP matrix, while impeding the exsolution of a phase having a composition
(Fe,Mg)Fe2O461,68.
The FP samples were prepared starting from FeO and MgO powders. The
weights have been carefully measured to produce samples containing 0,
90, 85 and 80 wt% of MgO (labeled as “MgO”, “10 wt% FeO”, “15 wt% FeO”
and “20 wt% FeO”). Specifically, the real FeO wt% values of each sample
were 0, 10.20, 15.01 and 21.71, respectively. The powders were firstly mixed
in a mortar and then pelletized. The pellets were then sintered in furnace a
1773 K for 24 h in an Ar atmosphere. The oxygen partial pressure was
estimated to have a value of approximately 10-6 atm71. Thereafter, the
samples were cooled at a rate of 300 K/h. After the first round of sintering,
the pellets were removed. Successively, they were crushed into a powder,
ground in a mortar, re-pelletized and sintered again using the same
parameters. Finally, the pellets were cut longitudinally in half and their
internal surfaces were examined by using an Electron Probe Micro
Analyzer (EPMA). The remaining parts of the samples were crushed into
powders and ground in a mortar. Subsequently, XRD analysis, Mössbauer
spectroscopy and PSD analysis were conducted to evaluate the phase
composition, Fe oxidation state, and particle size distribution, respectively.
2.4.2. Hydration method design
The following step of the study was to develop a reliable hydration method.
The primary objective was to provide a complete hydration of the powders,
meaning that the water absorption needed to be as close as possible to the
theoretical maximum one. Since the amount of water adsorbed by FP is
unknown, MgO was used as a reference material to develop the hydration
method. A chemical model was developed using ideal chemical formulas
and reference values of molar weights. Then, thermogravimetric analysis
(TGA) determinations were performed on an industrial-grade brucite

Experimental Methods | 24
powder sample. Using an Ar atmosphere, the trial was started by recording
the mass change from 40 °C on, using a heating rate of 15 °C/min up to the
final temperature of 800 °C. Thereafter, the temperature was kept constant
for 20 min before finishing the trial. The dehydration of brucite was
compared to the chemical model predictions, to evaluate if TGA was a
suitable method to determine the amount of water released during the
dehydration of the mineral. Autoclave curing was then utilized to hydrate
MgO powers to form brucite. Thereafter, TGA was performed on the
hydrated MgO samples. The results were compared to the dehydration of
industrial brucite, to determine whether the parameters chosen could
provide a complete hydration of MgO. Autoclave curing is a standard
process used in the cement industry to simulation the hydration of
cements, but it is also used to simulate the weathering of steelmaking
slags72–77. The MgO powders were mixed with different ratios of water and
then heated to a constant temperature of 120°C for 24h. The internal vapor
pressure was estimated to be 2 atm75. The powders were dried in a
ventilated oven for 18 h at 105 °C. Finally, TGA determinations were
conducted on the hydrated MgO powders. The same parameters used for
the dehydration of brucite were selected once again.
2.4.3. Hydration of ferropericlase, TGA analysis and characterization
All FP samples were cured in an autoclave by using the same procedure as
used as for the MgO powders. Compared to the trials performed with MgO,
the ratio between the FP powders and water was fixed to 0.4 g and 5 g,
respectively. Three hydrated batches of each FP sample were produced.
Also, TGA was performed as the dehydration of both brucite and hydrated
MgO powders. The TGA determinations were performed on each batch of
each hydrated sample for a total of 9 trials. Thereafter, a final
characterization using XRD was performed.

25 | Results
3. Results
3.1. Material characterization
3.1.1. Mineral and chemical composition
Semi-quantitative analyses were conducted to determine the mineral
compositions of the four slag samples used throughout all the pH buffering
experiments. The analyses were conducted by combining both XRD and
SEM spectroscopy’s studies performed on the samples. Figure 5
summarizes the mineral phases present in each sample and their contents
expressed in percentage. The results are based on the use of a semi-
quantitative method, which compares the intensity peaks of each phase in
the XRD spectrum and uses SEM to identify the minerals present in the
samples. Therefore, the results are meant to serve as a guideline, rather
than being a precise value describing the slag mineral compositions.
Nonetheless, the results are quite informative and can be used to make
some useful comparisons between the slag samples. A more detailed list of
the minerals, with chemical formulas and crystal system are found in Table
4.
Figure 5: Semi-quantitative analysis of the mineral phases, expressed as % of the total, of the four slag samples O1, S1, O2 and S2.

Results | 26
Table 4: Compound name, chemical formula and crystal system of each mineral found in the slag samples
Compound Name Chemical Formula Crystal System
dicalcium silicate γ Ca2 O4 Si1 Orthorhombic
bredigite (O1) Ca26.93 Ba0.59 Mg3.62 Mn0.86 Si16.00 O64.00
Orthorhombic
bredigite (S1) Ba0.3 Ca13.5 Mg1.8 Mn0.4 O32 Si9 Orthorhombic
fluorite Ca1 F2 Cubic
magnesiochromite (O1) Mg6.96 Fe1.04 Cr16.00 O32.00 Cubic
magnesiochromite (O2) Cr2 Mg1 O4 Tetragonal
magnesiochromite (S1) Al7.78 Fe3.59 Mg4.70 Mn0.05 Si0.01 Zn0.05 Cr7.78 Ni0.01 Ti0.02 O32.00
Cubic
åkermanite (O1) Ca4.00 Mg1.42 Al1.02 Si3.48 O14.00 Tetragonal
åkermanite (S1) Ca4.00 Mg0.92 Al1.98 Si3.04 O14.00 Tetragonal
cuspidine Ca16.00 Si8.00 O28.00 F8.00 Monoclinic
merwinite Ca3 Mg1 O8 Si2 Monoclinic
dolomite Ca3.00 Mg3.00 C6.00 O18.00 Hexagonal
periclase Mg1 O1 Cubic
portlandite H2 Ca1 O2 Hexagonal
magnesioferrite Mg8.00 Fe16.00 O32.00 Cubic
mayenite Al14 Ca12 O33 Cubic
Slag sample S1 is the most complex system among the four studied. In fact,
it contains 6 mineral phases with contents higher than 1%. Conversely, slag
sample S2 is the simplest one, being made up of a binary system consisting
of dicalcium silicate γ and mayenite. The slag samples O1 and O2 both
contain 4 mineral phases each having contents of more than 1% in
concentration. There are also some recurrent phases present in the slag
samples: dicalcium silicate γ, åkermanite and bredigite which are present
in at least 3 samples. These minerals are very common in metallurgical
slags and their presence have been reported in several studies1,4,5,17,78–80.
The bulk chemical compositions of the slag samples were also determined.
Since elements such as Si, Ca and Mg react in aqueous media, altering the
pH of the solutions where they are dissolved 81,82, the total amounts of these
elements was measured using ICP spectroscopy. Figure 6 presents the five
most abundant elements for each slag sample, among the 32 tested using
ICP (the full list is presented in Supplement 3). As seen, Ca is the most
abundant element, which roughly constitutes 30 wt% of all samples.

27 | Results
Except for slag S2, Si is the second most abundant element, which content
is higher than 10 wt% in each sample. Furthermore, Mg is the third most
common element with contents ranging from 4 to 7 wt%. Al is the fourth
most abundant in slags O1 and O2, whereas it is the second most common
element in the slag S2 and the fourth in slag S1. The remaining elements
are Cr, Mn and Fe which contents range from 3 to 1 wt%. The remaining
roughly 50% of each sample is made by oxygen.
Figure 6: Amount in wt% of the most abundant elements of all the slag samples
3.1.2. Particle size distribution
After slags S2 and O2 were crushed, the distributions of the particle sizes
of all slags were analyzed and the results were compared to each other. In
addition, the particle size of the lime powders used in the pH buffering
trials were also determined and the results were compared to the particle
size distributions of the slag samples. As is it possible to notice from Figure
7, the PSDs of the various samples differ. The O2 and S2 powders are the
coarsest, since they were not retrieved already in a powder form. They have
similar D50 and D90 values (meaning the diameters under which 50 and 90
% of the value is contained): 219 and 557 µm for slag O2 and 196 and 542
µm for slag S2. The only difference between these samples is the presence
of higher amounts of finer particles in slag O2 compared to slag S2.
0% 10% 20% 30% 40% 50% 60%
S2
O2
S1
O1
Ca Si Mg Al Fe Mn Cr

Results | 28
Specifically, this is represented by a smaller D10 value of 17.6 µm compared
to a value of 53.0 µm. Slag S1 has a similar D10 value to slag O1 (12.6 µm),
but it also has roughly a third of its D50 value (72.5 µm) and half of its D90
value (261 µm). This is also visible from the particle size distribution shown
in Figure 7. Moreover, compared to slags O2 and S2, slag S1 presents a finer
distribution of particles. In addition, slag O1 has a more spread distribution
of particle sizes. In fact, compared to the other slags, it has the lowest D10
and D50 values (4.18 µm and 32.8 μm, respectively) but a comparable D90
value to slags O2 and S2 (521 μm). Therefore, it is harder to classify slag O1
compared to the other samples. On the contrary, the lime samples are
clearly the finest powders, having D90 values of 50.9 and 39.1 for OTK lime
and SVK lime, respectively.
Figure 7: PSD of the slag samples after being crushed and sieved through 1 mm mesh
3.2. Laboratory stepwise dosing method experiments with
acidic waste waters
The results of the experiments performed with the stepwise dosing method
related to Supplement 1 (<1 mm) and Supplement 2 (<63 μm) are
compounded in Table 5. The methodology was first applied once to all slag
samples with PSD <1 mm. In the first set of trials, only slags S1 and O1
could successfully rise the pH to the target values (9.0 ± 0.2). The trials
0
10
20
30
40
50
60
70
80
90
100
0.1 1 10 100 1000 10000
cum
ula
tiv
e volu
me
(%)
particle size (µm)
O1
O2
S1
S2
Lime OTK
Lime SVK

29 | Results
using slags O2 and S2 were interrupted, since high weights (more than 30
g/L) of the materials could not significantly rise the pH value of the
solution tested. Successively, replicates of the trials were performed using
slags O1 and S1. In the retrial, slag O1 was overdosed, so that a pH value
higher than the target is reached, whereas slag S1 successively reached the
target value once again. Despite the differences in the weights obtained in
the retrial with O1, the results seemed comparable given the differences in
pH values. On the other hand, the slag S1 trial rose the pH to almost the
same values given a very similar weight.
In a subsequent set of trials, the particle size distribution of the powders
was reduced by first ball-milling the samples and then sieving them
through a mesh of a 63 μm size. The weight needed to reach the target pH
values dropped by 35-40% for slags O1 and S1. This, in turn, visibly reduced
the quantity of slag needed to perform the pH buffering of the acidic waste
waters. A similar effect happened when using slags S2 and O2. However,
the first set of trials could not be completed so that no estimation of the
reduction of the weight could be calculated. Nonetheless, contrary to
previous trials, the materials (< 63 µm) successfully reached the target pH
value imposed by the experiments. Slag S2 was overdosed during the trial,
meaning the quantity to reach the target value of pH is lower than the one
showed in Table 5.
Table 5: Stepwise dosing method applied with powders sifted through a mesh of 1mm and 63µm. Successful trials conducted with powders <1mm were replicated once more (slag O1 and S1).
Slag O1 O2 S1 S2
PSD (µm)
< 1000 < 63 < 1000 < 63 < 1000 < 63 < 1000 < 63
weight (g/L)
22.8 28.6 14.7 32.2 23.5 23.6 23.3 14.6 36.3 25.2
pHfinal 9.1 9.4 9.2 5.8 9.1 9.1 9.0 9.2 5.3 10.0

Results | 30
3.3. Laboratory single-step dosing method experiments using
acidic waste waters
The results of the single-step dosing method are the focus of the pH
buffering trials. In fact, this method of slag addition is the one that more
realistically resembles the industrial processes. Thus, it provides a more
insightful information regarding the use of stainless-steel slags for the
treatment of acidic waste waters at industrial conditions. In Figure 8, the
results of six single-step dosing method trials conducted using slag samples
O1 and S1 with PSD < 1mm are reported. For each slag, three trials are
shown. To consider the trial successful, the pH value at the 30th minute
after the beginning of the trial had to be equal to 9.0 ± 0.2. Therefore, for
slag O1, only the one with a 39 g addition was able to reach the desired
target value (pH30=9.1). On the other hand, in case of slag S1, the trials
using 48 g and 49 g additions were both able to reach the correct pH value
by minute 30 (pH30=9.1 and 9.0 respectively). When comparing successful
and unsuccessful trials, some additional considerations can be drawn. All
the six trials present the same trend: there’s a sudden surge of the pH
values when slag is inserted in the batch of acidic waste waters. Thereafter,
the increase rate quickly diminishes during the first 5-10 minutes of the
trial. Successively, the pH value either remains mostly stable or it slowly
increases, until a second (smaller) surge appears. This is more visible when
using slag O1, where the pH value remains mostly stable, compared to slag
S1 that still shows an increase before the second surge. Noticeably, the time
when the second surge happens appears to be dependent on the inserted
slag weight. In fact, in all six trials, the higher the weight of slag used, the
quicker the second rise in pH value appears.
A consequence of the delayed appearance of the second surge in pH value
is that the differences in pH levels between the trials diminish with time.
This is possible to notice by analyzing the pH values at minutes 30 and 60
of the different trials. In case of slag O1, the difference in pH value at
minute 30 between the 39.0 g trial and the 33.9 g trial was 0.7. Compared
to the 28.5 g trial it was 2.5. At minutes 60, the differences are 0.3 and 1.1,
respectively. The same is true for slag S1. At minute 30 the difference in pH
levels between the 48.0 g trial and the 38.9 g trial was 2.0, but only 0.7 by
the end of the trial.

31 | Results
Figure 8: Laboratory single-step trials with slag sample O1 and S1 sieved through a 1 mm mesh
Trials with standard grade lime products were also conducted to compare
the performance of the slag sample with the current reactant used to
neutralize the acidic waste waters. As it is noticeable from Figure 9, the use
of lime makes it possible to reach the final pH value before even the first
measurement (5.9 g of lime SVK or 4.9 g of lime OTK) or by minute 10/15
when the weight is lower.
Figure 9: Laboratory single-step trials with lime samples from OTK and SVK
Additional single-step dosing trials were conducted using slag samples O1
and S1 with a reduced PSD to < 63 µm. Contrary to precedent trials, slag
O2 was successively employed in stepwise dosing trials. Therefore, it could
be employed in single-step trials too. Slag S2 also successively buffered the
pH values in the stepwise trials. However, during the single-step trials the
slag particles were partially deposited on the bottom, forming a hard crust
on the beakers’ walls, rather than forming a suspension within the acidic
bath. This unexpected chemical reaction forced an interruption of the

Results | 32
trials. Nonetheless, Figure 10 shows the single-step trials conducted using
the remaining slag samples.
Figure 10: Laboratory single-step trials with slag sample O1, S1 and O2 after ball-milling and sieving through a 63 µm mesh
As for the stepwise trials, the reduced PSD value also reduces the weight of
slag used to reach the target pH value. The reduction is increased
compared to the stepwise trials, namely from 35-40% to 50%. In fact, slag
O1 buffered the pH to the target value when using a 20 g addition, while
slag S1 needed a 23 g addition to reach the target value. This is roughly half
the amount used in trials with slags with coarser particles size
distributions, which needed additions of 39 g and 49 g, respectively. No
precedent comparison exists for slag O2. However, compared to the other
slags, it reaches the pH target value by using roughly double their weight
(39.0 g). Furthermore, despite the reduction in PSD, the curves of the pH
values over time resemble the ones produced in the precedent single-step
trials. Similar to what was found in previous experiments, there is a rapid
surge in the pH value followed by a plateau that ends with a second surge.
This is more visible in the trials using lower amounts of slag, as this effect
starts to disappear when the weight of slag increases. Specifically, this is
observed for the trial using 25.0 g addition of slag O1. It appears that for
all slag samples the second surge of pH is pushed towards the beginning of
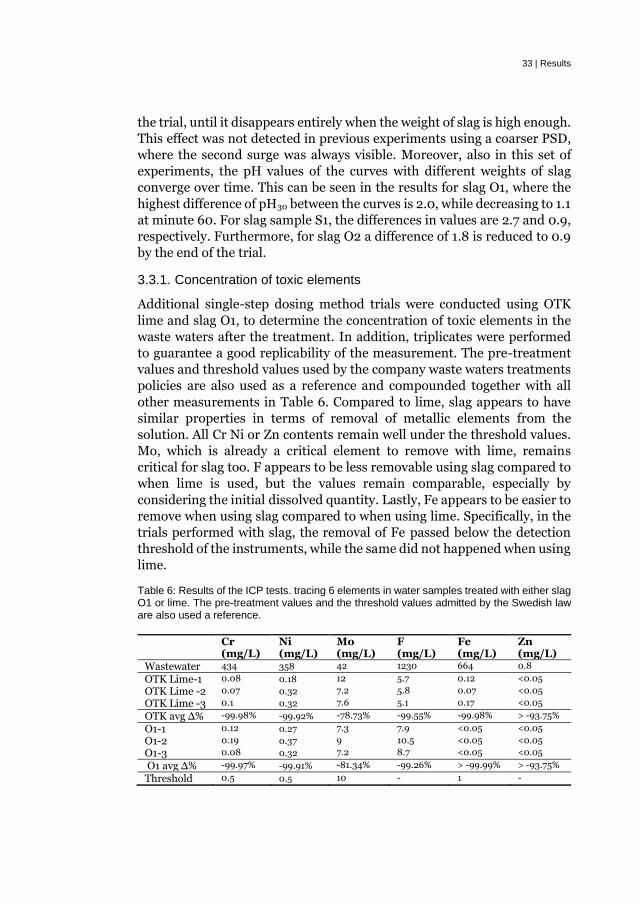
33 | Results
the trial, until it disappears entirely when the weight of slag is high enough.
This effect was not detected in previous experiments using a coarser PSD,
where the second surge was always visible. Moreover, also in this set of
experiments, the pH values of the curves with different weights of slag
converge over time. This can be seen in the results for slag O1, where the
highest difference of pH30 between the curves is 2.0, while decreasing to 1.1
at minute 60. For slag sample S1, the differences in values are 2.7 and 0.9,
respectively. Furthermore, for slag O2 a difference of 1.8 is reduced to 0.9
by the end of the trial.
3.3.1. Concentration of toxic elements
Additional single-step dosing method trials were conducted using OTK
lime and slag O1, to determine the concentration of toxic elements in the
waste waters after the treatment. In addition, triplicates were performed
to guarantee a good replicability of the measurement. The pre-treatment
values and threshold values used by the company waste waters treatments
policies are also used as a reference and compounded together with all
other measurements in Table 6. Compared to lime, slag appears to have
similar properties in terms of removal of metallic elements from the
solution. All Cr Ni or Zn contents remain well under the threshold values.
Mo, which is already a critical element to remove with lime, remains
critical for slag too. F appears to be less removable using slag compared to
when lime is used, but the values remain comparable, especially by
considering the initial dissolved quantity. Lastly, Fe appears to be easier to
remove when using slag compared to when using lime. Specifically, in the
trials performed with slag, the removal of Fe passed below the detection
threshold of the instruments, while the same did not happened when using
lime.
Table 6: Results of the ICP tests. tracing 6 elements in water samples treated with either slag O1 or lime. The pre-treatment values and the threshold values admitted by the Swedish law are also used a reference.
Cr (mg/L)
Ni (mg/L)
Mo (mg/L)
F (mg/L)
Fe (mg/L)
Zn (mg/L)
Wastewater 434 358 42 1230 664 0.8
OTK Lime-1 0.08 0.18 12 5.7 0.12 <0.05
OTK Lime -2 0.07 0.32 7.2 5.8 0.07 <0.05
OTK Lime -3 0.1 0.32 7.6 5.1 0.17 <0.05
OTK avg Δ% -99.98% -99.92% -78.73% -99.55% -99.98% > -93.75%
O1-1 0.12 0.27 7.3 7.9 <0.05 <0.05
O1-2 0.19 0.37 9 10.5 <0.05 <0.05
O1-3 0.08 0.32 7.2 8.7 <0.05 <0.05
O1 avg Δ% -99.97% -99.91% -81.34% -99.26% > -99.99% > -93.75%
Threshold 0.5 0.5 10 - 1 -

Results | 34
3.4. Laboratory single-step dosing method experiments with
standard acidic solutions
In Supplement 3, the focus of the single-step dosing method trials was to
determine the effect of the chemical and mineral composition in the ability
to buffer the pH levels of acidic solutions. To obtained more precise results,
the time and pH levels restrictions, that were used in the previous single-
step dosing experiments, were removed. Furthermore, for the same reason,
the acidic wastewaters used in previous trials were changed to standard 0.1
M HCl and HNO3 solutions. In addition, since the pH target value
condition was removed, trials with fixed weights of 0.5, 1 and 2 g were
conducted for each slag sample.
3.4.1. Effect of weight and composition
The results of the fixed weight single-step dosing method trials are
compounded in Figure 11. In all the trials, a 0.1 M HCl solution was used.
The trials are grouped based on slag sample, so the effect of weight for each
slag can be visible. For slag samples O1, S1 and O2, a 1 g addition was
sufficient to neutralize the pH value of the acidic solutions. On the other
hand, an addition of 0.5 g could not rise the pH to neutral values. When 2
g of slag are added, the pH value is increased compared to the trials with a
1 g addition. Specifically, the differences in the final pH value are 0.8, 0.9
and 1.4 for the slag samples O2, O1 and S1, respectively. In addition, when
looking at the curves of slag samples S1 and O2, it visible that the reaction
rate when using a 2 g addition is faster, since the difference of the final pH
values is lower than at the initial stages of the trial. In fact, after 10 minutes
after the start of the trial the difference in pH levels between the 1 g curve
and the 2 g curve is 3.6 for slag S1 and 2.9 for slag O2, compared to the pH
value difference beforementioned. However, for slag O1, the difference
remains constant around 1 point of pH for the whole length of the trial.
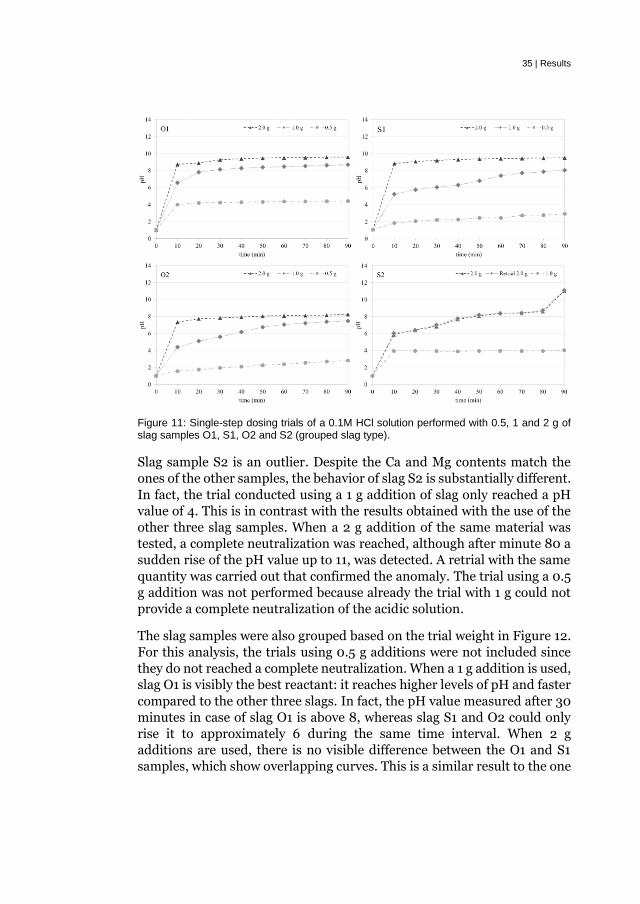
35 | Results
Figure 11: Single-step dosing trials of a 0.1M HCl solution performed with 0.5, 1 and 2 g of slag samples O1, S1, O2 and S2 (grouped slag type).
Slag sample S2 is an outlier. Despite the Ca and Mg contents match the
ones of the other samples, the behavior of slag S2 is substantially different.
In fact, the trial conducted using a 1 g addition of slag only reached a pH
value of 4. This is in contrast with the results obtained with the use of the
other three slag samples. When a 2 g addition of the same material was
tested, a complete neutralization was reached, although after minute 80 a
sudden rise of the pH value up to 11, was detected. A retrial with the same
quantity was carried out that confirmed the anomaly. The trial using a 0.5
g addition was not performed because already the trial with 1 g could not
provide a complete neutralization of the acidic solution.
The slag samples were also grouped based on the trial weight in Figure 12.
For this analysis, the trials using 0.5 g additions were not included since
they do not reached a complete neutralization. When a 1 g addition is used,
slag O1 is visibly the best reactant: it reaches higher levels of pH and faster
compared to the other three slags. In fact, the pH value measured after 30
minutes in case of slag O1 is above 8, whereas slag S1 and O2 could only
rise it to approximately 6 during the same time interval. When 2 g
additions are used, there is no visible difference between the O1 and S1
samples, which show overlapping curves. This is a similar result to the one

Results | 36
obtained during the single-step trials shown in Figure 10. Furthermore,
slag sample O2 reaches final pH levels of approximately 1.3 lower than the
other two slags (pH 9.6, 9.5 and 8.2 for samples O1, S1 and O2
respectively). As discussed before, a 1 g addition of slag S2 was insufficient
to provide a complete neutralization, contrary to the other samples.
However, a 2 g addition of slag provide a complete neutralization, while
also providing the highest pH values obtained in all the trials.
Figure 12: Single-step dosing trials of a 0.1M HCl solution performed with the slag samples S1, O1, O2 (grouped by added slag weight of 1g and 2g)
CaO was used as a reference in this set of experiments as well. As it is
possible to notice from Figure 13, a 0.25 g addition of CaO was insufficient
to neutralize the pH value of the acidic solution. Although the trial
conduced with a 0.5 g addition reaches a pH value of 12.5, which is the
value attributed to the dissolution limit of CaO83. Empirically this is also
shown by examining the content of the beaker. In the first case the solution
did not present any particulate, meaning that the CaO completely dissolved
in the acid. However, in the 0.5 g trial a suspension of lime powder could
be found. This is in line with chemical calculations performed considering
the chemical reactions between CaO and HCl, that shows that a 0.28 g
addition is a suitable quantity to bring the pH to neutral values. Therefore,
the ratio between slag and lime in this set of experiments to reach similar
pH values was found to be approximately 3.

37 | Results
Figure 13: Single-step dosing trials of a 0.1 M solution of HCl performed with 0.5g and 0.25g of CaO
3.4.2. Effect of acid environment
Four additional trials were conducted using 1 g additions of each slag, to
buffer the pH value of a solution of HNO3 with the same molarity as the
HCl one (0.1 M) previously used. The goal was to test whether the slag
samples had different solubilities in different acid environments. This can
be detected by plotting a different pH curve over time between the two
different solutions. Although, as noticeable from the results in Figure 14,
no meaningful variations in pH levels between the trials using two acids
were detected. In fact, the differences in measured pH values between the
two acidic solutions varied between 0.05 and 0.1 for slag samples O1, S1
and S2. For these materials, the HNO3 curves overlap almost perfectly with
the HCl ones. Only for slag O2 there was a slight difference of 0.7 between
the two final pH values. Regarding the remaining slags, the curve of the
test performed with HNO3 overlap almost perfectly with the HCl curves.
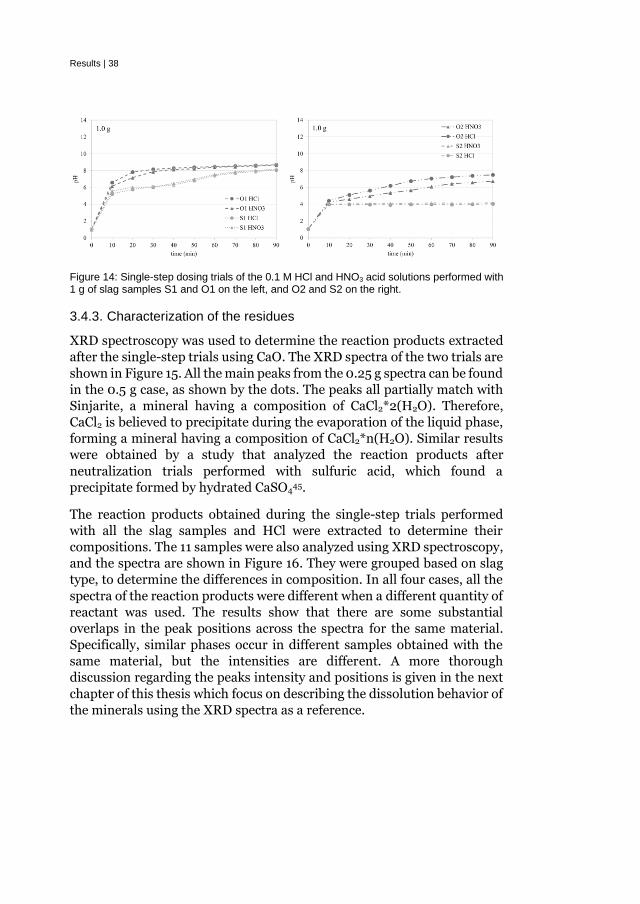
Results | 38
Figure 14: Single-step dosing trials of the 0.1 M HCl and HNO3 acid solutions performed with 1 g of slag samples S1 and O1 on the left, and O2 and S2 on the right.
3.4.3. Characterization of the residues
XRD spectroscopy was used to determine the reaction products extracted
after the single-step trials using CaO. The XRD spectra of the two trials are
shown in Figure 15. All the main peaks from the 0.25 g spectra can be found
in the 0.5 g case, as shown by the dots. The peaks all partially match with
Sinjarite, a mineral having a composition of CaCl2*2(H2O). Therefore,
CaCl2 is believed to precipitate during the evaporation of the liquid phase,
forming a mineral having a composition of CaCl2*n(H2O). Similar results
were obtained by a study that analyzed the reaction products after
neutralization trials performed with sulfuric acid, which found a
precipitate formed by hydrated CaSO445.
The reaction products obtained during the single-step trials performed
with all the slag samples and HCl were extracted to determine their
compositions. The 11 samples were also analyzed using XRD spectroscopy,
and the spectra are shown in Figure 16. They were grouped based on slag
type, to determine the differences in composition. In all four cases, all the
spectra of the reaction products were different when a different quantity of
reactant was used. The results show that there are some substantial
overlaps in the peak positions across the spectra for the same material.
Specifically, similar phases occur in different samples obtained with the
same material, but the intensities are different. A more thorough
discussion regarding the peaks intensity and positions is given in the next
chapter of this thesis which focus on describing the dissolution behavior of
the minerals using the XRD spectra as a reference.

39 | Results
Figure 15: XRD spectra of the residues extracted after the single-step trials of a 0.1M HCl solution performed with 0.25g and 0.5 g of CaO. The peaks related with the phase CaCl2*nH2O are highlighted by dots at their respective peaks.
There is a striking similarity between the spectra obtained by the reaction
products of the single-step trials performed with 1 g additions of slags O1,
S1, O2 and the spectrum obtained by the trial using 0.25 g additions of CaO.
These 4 spectra have been normalized to a value of 100 and they are shown
in Figure 17. As is it possible to notice, all the main peaks of the reaction
products obtained after the single-step dosing method trial made with a
0.25 g addition of CaO are present in the spectra of the residues obtained
with the slag samples. For slag samples O1 and S1 almost the entire spectra
can be described by the CaCl2*nH2O peaks. On the other hand, when
looking at the spectrum obtained by the reaction products made by slag
O2, the match is only partial. In addition, the peaks relative CaCl2*nH2O
seems to decrease in intensity in favor of other phases, either when the
initial weight of slag used for neutralization was reduced or increased.

Results | 40
Figure 16: XRD spectra of the residues extracted after the single-step trials of a 0.1M HCl
solution performed with the slag samples S1, O1, O2 and S2.
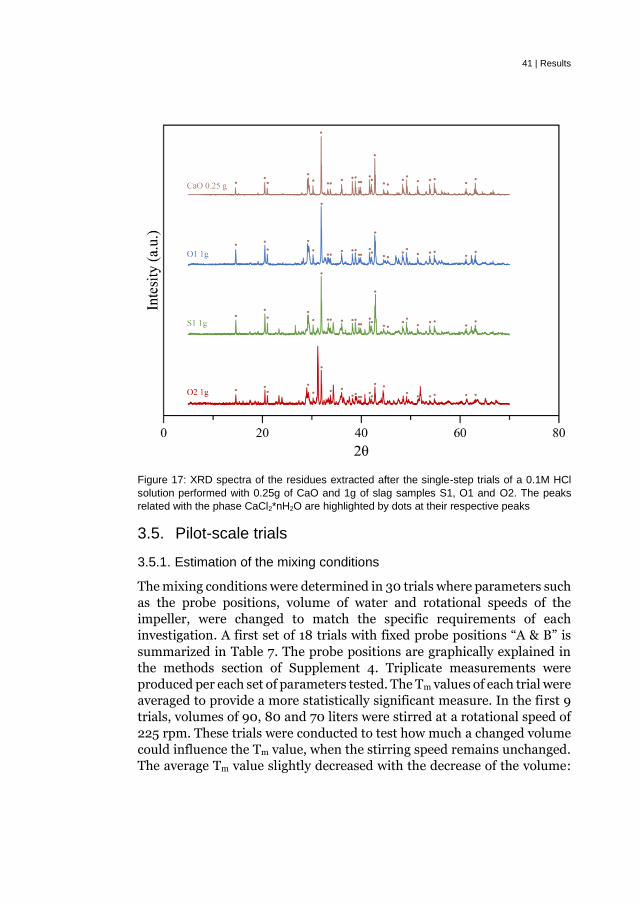
41 | Results
Figure 17: XRD spectra of the residues extracted after the single-step trials of a 0.1M HCl
solution performed with 0.25g of CaO and 1g of slag samples S1, O1 and O2. The peaks
related with the phase CaCl2*nH2O are highlighted by dots at their respective peaks
3.5. Pilot-scale trials
3.5.1. Estimation of the mixing conditions
The mixing conditions were determined in 30 trials where parameters such
as the probe positions, volume of water and rotational speeds of the
impeller, were changed to match the specific requirements of each
investigation. A first set of 18 trials with fixed probe positions “A & B” is
summarized in Table 7. The probe positions are graphically explained in
the methods section of Supplement 4. Triplicate measurements were
produced per each set of parameters tested. The Tm values of each trial were
averaged to provide a more statistically significant measure. In the first 9
trials, volumes of 90, 80 and 70 liters were stirred at a rotational speed of
225 rpm. These trials were conducted to test how much a changed volume
could influence the Tm value, when the stirring speed remains unchanged.
The average Tm value slightly decreased with the decrease of the volume:

Results | 42
from 10.3 s when a volume of 90 L was used to 9.7 s when a volume 80 L
was used, and finally it decreased to 9.3 s when a volume of 70 L was used.
The variation is in the range of 1 s. Nine other trials were conducted using
a volume 80 L stirred and 200 rpm, while volumes of 90 L and 70 L were
stirred at 175 rpm. Compared to the 225 rpm trials of the respective
volumes, when a volume of 80 L was stirred at 200 rpm there was a slight
increase in the Tm value. The average value was 10.3 s. The same average
Tm value of 10.3 s can also be found in the 70 L triplicate trials stirred at
175 rpm. The same average Tm value of 10.3 s was also found when a volume
of 90 L was stirred at 175 rpm.
Table 7: Mixing time trials with probe positions in A & B
Trial # Volume (L) Probe positions Speed (rpm) Tm (s) Average (s)
1 90 A & B 225 11
2 90 A & B 225 10
3 90 A & B 225 10 10.3
4 80 A & B 225 10
5 80 A & B 225 9
6 80 A & B 225 10 9.7
7 70 A & B 225 9
8 70 A & B 225 10
9 70 A & B 225 9 9.3
10 80 A & B 200 10
11 80 A & B 200 12
12 80 A & B 200 9 10.3
13 70 A & B 175 11
14 70 A & B 175 10
15 70 A & B 175 10 10.3
16 90 A & B 175 10
17 90 A & B 175 11
18 90 A & B 175 10 10.3
Twelve more additional trials were performed to test if different probe
positions could alter the Tm values. The results are compounded in Table
8. A water volume of 90 L was stirred at 225 rpm. The probes were
positioned at the bottom at a 90° angle compared to the configurations “A
& B”, namely the positions indicated as “C & D” in Supplement 4. Once
again, the average Tm value was comparable to previous results. The same
can be said when the trials are performed using the probe configuration “C
& D”, applied to volumes of 80 L and 70 L, stirred a 200 and 175 rpm,

43 | Results
respectively. Three more trials were performed with one probe located at
the bottom of the tank in position A and one located in radial symmetry to
it, but on the top of the tank, called position E. The Tm values when the
probes are positioned in positions “A & E” are 10s, 8s and 7s. Therefore,
when two probes are positioned at the bottom of the tank, either one of the
two takes more time to reach its final conductivity value compared to when
one is positioned at the bottom and one is positioned at the top of the tank.
Table 8: Mixing time trials with probe positions C & D and A & E
Trials #
Volume (L)
Probe positions
Speed (rpm) Tm (s)
Average (s)
19 90 C & D 225 10
20 90 C & D 225 9
21 90 C & D 225 9 9.3
22 80 C & D 200 9
23 80 C & D 200 9
24 80 C & D 200 10 9.3
25 70 C & D 175 9
26 70 C & D 175 10
27 70 C & D 175 10 9.6
28 90 A & E 225 10
29 80 A & E 225 8
30 70 A & E 225 7
3.5.2. Pilot-scale pH buffering trials
After the determination of the parameters able to maintain the mixing
conditions constant, regardless of a variation in volume, stepwise dosing
method trials were conducted using slag O1. The goal was to buffer the pH
values of 90 and 70 L of wastewaters. The results of the stepwise dosing
methodology are compounded in Table 9. Also, the trial with a 90 L volume
was replicated to check the replicability of the experiments. Even in this
case, slag O1 was able to reach the target pH value with additions of 33 g/L
and 29 g/L, for the 90 and 70 L volumes, respectively. These weights are
higher than the ones measured in precedent laboratory trials, which were
22.8 g and 14.7 to rise the pH of 1 L of acidic waste waters to the desired
pH target value.
Table 9: Up-scaled stepwise dosing trials characteristics (liters, rpm, total mass of added slag,
and final pH value).
Trial # Volume (L) Speed (rpm) weight (kg) pHfinal I-1 90 175 3 8.8
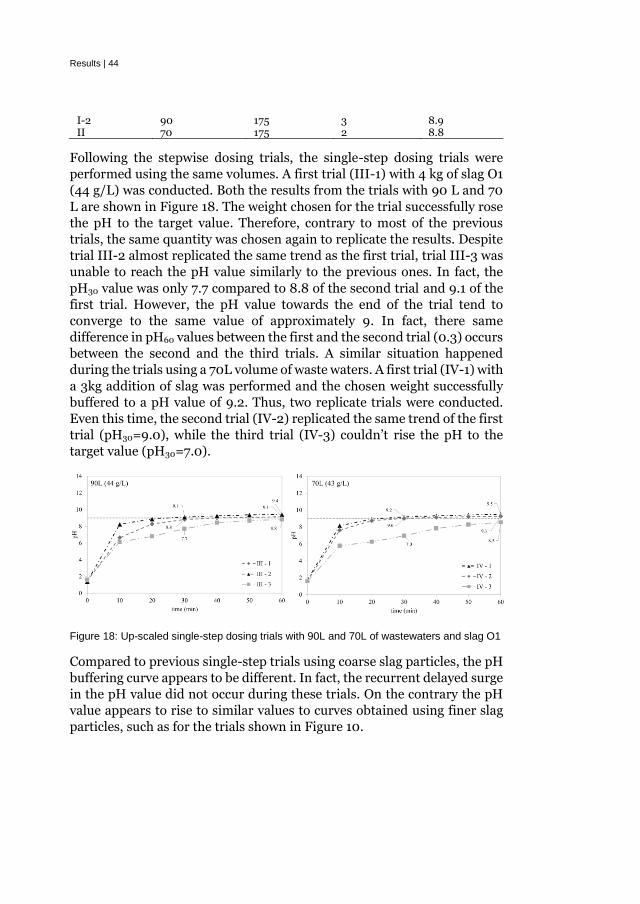
Results | 44
I-2 90 175 3 8.9 II 70 175 2 8.8
Following the stepwise dosing trials, the single-step dosing trials were
performed using the same volumes. A first trial (III-1) with 4 kg of slag O1
(44 g/L) was conducted. Both the results from the trials with 90 L and 70
L are shown in Figure 18. The weight chosen for the trial successfully rose
the pH to the target value. Therefore, contrary to most of the previous
trials, the same quantity was chosen again to replicate the results. Despite
trial III-2 almost replicated the same trend as the first trial, trial III-3 was
unable to reach the pH value similarly to the previous ones. In fact, the
pH30 value was only 7.7 compared to 8.8 of the second trial and 9.1 of the
first trial. However, the pH value towards the end of the trial tend to
converge to the same value of approximately 9. In fact, there same
difference in pH60 values between the first and the second trial (0.3) occurs
between the second and the third trials. A similar situation happened
during the trials using a 70L volume of waste waters. A first trial (IV-1) with
a 3kg addition of slag was performed and the chosen weight successfully
buffered to a pH value of 9.2. Thus, two replicate trials were conducted.
Even this time, the second trial (IV-2) replicated the same trend of the first
trial (pH30=9.0), while the third trial (IV-3) couldn’t rise the pH to the
target value (pH30=7.0).
Figure 18: Up-scaled single-step dosing trials with 90L and 70L of wastewaters and slag O1
Compared to previous single-step trials using coarse slag particles, the pH
buffering curve appears to be different. In fact, the recurrent delayed surge
in the pH value did not occur during these trials. On the contrary the pH
value appears to rise to similar values to curves obtained using finer slag
particles, such as for the trials shown in Figure 10.

45 | Results
3.6. Hydration of ferropericlase
3.6.1. Characterization of the sintered samples
EPMA spectroscopy was used to identify the different phases present in the
sintered samples. Figure 19 shows back-scatter electron (BSE) images of
the internal surfaces of the sintered pellets. The same phases are
recognizable across all the samples. The most abundant phase, identified
with the number 1, is the gray matrix which corresponds to FP. Phases
number 2 and 3 show typical signs of exsolution, naming the split in two
immiscible phases which occurs during cooling. Despite that point
determinations of those phases show different compositions, they can all
be expressed using the formula (Fe,Mg)Fe2O4. This has been confirmed by
the results from precedent studies68 also found the exsolution of
magnesioferrite (MgFe2O4, from hereafter MF) in FP. Phase 4 instead
appear to consisting of leftover pockets of FeO which do not recur in the
whole sample. MF visibly increases its presence the higher the FeO content
in the original powder mixture. In fact, it is barely visible in Figure 19a
(FeO 10wt%), while it clearly visible at the grain boundaries and at the
center of the grain in Figure 19b (FeO 15 wt%). Furthermore, it becomes
more prevalent in Figure 19c (FeO 20 wt%).
The qualitative observations made with EPMA spectroscopy are confirmed
with the results of the XRD analyses, as shown in Figure 20. The spectra
present the same peaks with different relative intensities. In particular, the
two phases identified by the analyses are FP and MF. The peaks related to
the latter increase in intensity with an increased initial FeO content, which
is in compliance with the results of EPMA determinations. In addition, FeO
was not detected in the XRD spectra, therefore its percentage can be
considered to be neglectable. Thus, all the sintered samples can be
considered binary system consisting of FP and MP, with an increasing
percentage of the latter, the more the initial FeO content in the sintered
powders.

Results | 46
Figure 19: BSE images of the cut surface of pellets of the samples 10 wt% FeO (a), 15 wt%
FeO (b) and 20 wt% FeO (c).

47 | Results
Figure 20: XRD spectra of the sintered samples. FP and MF peaks are used as reference to
evaluate the samples’ composition.
Mössbauer spectroscopy was used to quantify the amounts of FP and MF in
the samples, by identifying and quantifying the Fe species present in the
sample. In fact, it is expected that an ideal FP phase contains only Fe2+,
whereas Fe3+ belongs to a MF phase. Although, FP often contains Fe3+ as a
result of cation defects, which is a phenomenon that has been reported in
previous studies49,65 attributed to a high oxygen fugacity during sintering.
Nonetheless, different Fe3+ sites will exhibit different characteristics and
positions in the Mössbauer spectra, making it possible to distinguish
between each phase. The spectra were measured using the Doppler velocity
of the gamma-ray source in the range from -4 to +4 mm/s, so that a precise
assessment of the nonmagnetic FP phase can be achieved. The results
identified the presence of four different Fe sites, namely one Fe2+ and three
Fe3+ sites. All the sites are present in all the samples, even though they are
present in different ratios. The -4 to +4 mm/s spectra are shown on the left
side of Figure 21. By analyzing the characteristics and peak positions, it was
possible to assign two Fe3+ sites to the MF phase (short dots blue lines;

Results | 48
dash-dot light blue lines), while the remaining Fe3+ site (straight pink lines)
belongs to the FP phase, along with the sole Fe2+ one (dash-dot-dot green
lines). In this work, the Fe3+ component that belongs to the FP phase is
fitted with high-spin doublets, whereas in a similar study conducted by
Longo et al.84 it is fitted with low-spin singlets at the position marked with
the black arrows. The (FP Fe3+)/ΣFe ratios were calculated to be 1.2%, 2.1%,
2.6% for the 10, 15, 20 wt% FeO, respectively.
Figure 21: Mössbauer spectra of all the samples with velocity from -4 to 4 mm/s on the left,
with velocity from -12 to 12 mm/s on the right. Four sites are identified and each contribution
to the total spectra is unbundled. The sites are grouped into the phases of origin. The global
spectra are also presented (black marker and long-dotted red line). The black arrows point
the comparable peak position for the Fe3+site in the FP phase in a previous study84. Yellow
markers are used to identify the MF peaks (full marker: peaks that were visible in the -4, +4
mm/s range).
Once the slow velocity analyses were conducted to identify the species,
analyses with -12 to 12 mm/s velocities were performed to include all the
phase peaks. This allows for a more precise estimation of the ratios

49 | Results
between the Fe2+ and Fe3+ species. The difference between the two results
is shown by the yellow dots on the right side of Figure 21. Full dots are the
peaks belonging to to the -4 to 4 mm/s analysis, whereas the empty ones
are the peaks included by increasing the velocity. Since it can be
approximated that the MF phase does not contain Fe2+, and by considering
that the FP Fe3+ contribution is negligible (as lower now than calculated
before, given the increased range of analysis), the total Fe present in the FP
phase can be approximated by using the total Fe2+/ΣFe ratio. Thus, this
parameter allows to offset the heterogeneous composition (already shown
with XRD and EPMA analysis) across the sintered samples, when
analyzing their hydration behaviors. The ratios of Fe2+ to the total iron
concentration in the synthesized samples (Fe2+/ΣFe) were 72.3%, 66.6%
and 54.8% per the 10, 15, 20 wt% FeO samples, respectively. Overall,
Mössbauer spectroscopy clarifies what was qualitatively shown with other
characterization techniques. Specifically, the MF phase grows at the
expenses of the FP phase, as more FeO is used in the initial powder
mixture.
3.6.2. Hydration method design
TGA was selected to determine the weight loss associated with the
dehydration reactions of hydrated samples to estimate the amount of
adsorbed water. In addition, to determine whether TGA produces a
complete dehydration, the dehydration of a sample of an industrial grade
brucite was also performed. The weight loss obtained during the trials,
shown in Figure 22, was compared to calculations made by considering the
molar values associated with the dissociation reaction that transform
brucite into periclase. When molar quantities are considered, the
dehydration of brucite reduces its weight by 18 g*mol-1, which corresponds
to a 30.9% weight reduction. The weight loss obtained by TGA trial was
30.2%, which was close to the ideal calculation.

Results | 50
Figure 22: TG (straight-blue) and T°C (dotted-red) curve obtained during the dehydration of
standard grade sample of brucite
Following the validation of TGA, autoclave curing was performed on
industrial grade periclase samples to hydrate them into periclase. Different
ratios between MgO and H2O were tested to find the ideal parameters that
could provide a full hydration of the samples during autoclave curing.
Then, TGA was performed on th66e hydrated periclase samples to evaluate
the water adsorbed during the hydration process. The results of the TGA
trials and the relative parameters of the hydration in autoclave are shown
in Table 10. As is possible to notice, despite the different set of parameters
used, the weight loss associated with the dehydration of hydrated periclase
is roughly 30%. This result is compliant with both the dehydration of
industrial brucite and the ideal chemical calculation. Therefore, any of the
settings used in the trials could be used to hydrate the sintered samples.
Table 10: TGA trials performed on periclase samples after hydration with autoclave curing.
Trial #
MgO weight in autoclave (g)
H2O weight in autoclave (g)
TGA weight (mg)
Weight loss (mg)
Weight loss (%)
I 0.4050 2.5489 13.9000 -4.1848 -30.11 II 0.2192 2.5168 13.4900 -4.0863 -30.29

51 | Results
III 0.5059 6.5786 12.7600 -3.8388 -30.08
3.6.3. Hydration of ferropericlase
After the validation of the parameters of autoclave curing, the sintered
samples were hydrated. Per each sintered sample, three batches were
hydrated separately and TGA measurements were conducted on each
batch. Table 11 summarizes the parameters of the trials. As it is possible to
notice, the more the initial FeO wt%, the less is the weight loss, meaning
less water was adsorbed during the autoclave curing. Although, the
measurements present some scattering, and the differences in weight loss
between samples with different percentages of initial FeO, are sometimes
similar to the scattering of the same material.
Table 11: TGA results after the hydration of the sintered samples performed with autoclave
curing
Trial # FeO wt% TGA weight (mg) Weight loss (mg) Weight loss (%)
IV-1 10.20 12.3300 -3.4252 -27.78 IV-2 10.20 13.0600 -3.8594 -29.55 IV-3 10.20 14.0800 -4.1870 -29.74 V-1 15.01 13.5300 -3.7517 -27.73 V-2 15.01 13.8900 -3.7550 -27.03 V-3 15.01 12.6700 -3.3460 -26.41 VI-1 21.71 14.5500 -3.5460 -24.37 VI-2 21.71 13.0700 -3.2034 -24.51 VI-3 21.71 13.1300 -3.1574 -24.05
The sintered sample containing 15wt% of FeO was chosen for a final
characterization with XRD. The spectra after sintering, after autoclave and
after TGA were compared and collected in Figure 23. The phases present
are FP, MF and ferrobrucite. The XRD results also shows that FP is
completely transformed into ferrobrucite after the hydration with
autoclave curing, since all the FP peaks disappear. The results also show
that MF does not hydrate. In fact, all the MF peaks found in the spectrum
after sintering are also present after curing in autoclave. Finally, when the
material is dehydrated, the spectrum is reverted to its original values,
showing that the TGA determinations also completely dehydrates the
material.

Results | 52
Figure 23: XRD spectra of the sample with 15 wt% of FeO after sintering, autoclave curing,
and TGA.

53 | Discussion
4. Discussion
4.1. pH buffering trials of acidic waste waters or acidic
solutions with slag
Several slag samples have been sufficiently employed as a lime substitute
for the treatment of acidic waste waters. The boundary conditions around
which the slags are used highly affect their use and possible employment
in industrial applications. The weight of slag needed for the treatment of
the waste waters is highly influenced by parameters such as the slag
physical properties, method of addition (i.e. retention time), and the final
desired pH value.
The impact of physical properties on the buffering capability can be seen
first by comparing the effect of different PSDs on slag’s dissolution rates.
Between the single-step dosing method trials performed with slags with
PSD < 1mm and < 63 µm, the weight of slag used to the reach the same pH
values in 30 minutes was halved. This is because the dissolution is faster,
allowing the material to buffer the pH value to the same values in a shorter
time frame, when the average PSD value is lower. In fact, the final pH
values of the successful trials obtained when using the single-step dosing
method trials with PSD values < 63 µm are lower than the ones obtained
when using PSD values < 1mm, despite that they have identical pH30
values. Thus, since the final pH value is lower, it means that the dissolution
of slag happened at a faster rate, reaching the same value after 30 minutes.
This is also visible qualitatively, by observing the different pH curves. In
the PSD < 1mm single-step dosing trials, the pH values slowly rise after an
initial surge, followed by a second surge later in time. Instead, when
powders with PSD values < 63 µm are used, the successful trials are
characterized by a single surge that then plateaus and slowly approaches
the final pH value. The effect of a reduced particle size is also visible in the
results when using slags O2 and S2. When the PSD value of the slags was
< 1mm, the materials could not successfully complete the trials. Although,
when the slag’s PSD value was reduced, the materials were able to complete
the trials successfully (slag S2 only in the stepwise dosing trials). Therefore,
a reduction of the particle size is fundamental to reduce the amount of slag
used and to optimize the process, while allowing a more complete use of
the materials. In fact, the amount of the best performing slag compared to
lime in the single-step trials using a coarse PSD is roughly 8 to 10 times the
amount of lime needed to achieve similar pH values. From an industrial
perspective, this is hardly as a viable option. Although, when the PSD value

Discussion | 54
is decreased the weight of slag is reduced to 4 times the amount of lime.
This result indicates that it is possible to obtain an industrial
implementation of the technology if the PSD of the powders is low enough.
The quantity of slag needed for a successful trial is also dependent on the
method of addition, or the retention time. In fact, the amount of slag used
is different between the single-step and stepwise dosing method trials,
performed with the same slag. In general, the amount of slag needed is
lower for stepwise dosing method trials, compared to the single-step
dosing method trials. This is because the boundary condition to reach a pH
value of 9.0±0.2 by the 30th minute is absent. Also, the retention time of
slag is higher, especially for the weights inserted at the beginning of the
trial. In fact, when the first weight is inserted, its retention time is 30 min
per each slag addition that follows the first addition. This means that the
first weight addition has more time to react with the waste waters and to
increase the pH value. Also, different methods of addition benefit
differently from a reduced PSD value. In fact, the reduction of slag needed
in stepwise dosing method trials is lower than in the single-step dosing
trials. This is in line with the effect of an increased retention time that
allows even for slags with coarser PSD values to react more compared to
the single-step dosing trials. When the retention times are increased, the
ratio between lime and slag weights is also reduced. In fact, during the
stepwise dosing trials with PSD values < 63 µm, only three times the
amount of lime was needed to reach similar pH values. A similar ratio
between lime and slag was also found in the single-step trials when using
standard acidic solutions. When the boundary conditions of pH value and
time to reach it were removed, it was found that 1 g of the slag samples was
enough to reach a complete neutralization of the solutions. In contrast, it
was also calculated that 0.28 g of lime is needed to neutralize the same
solution. Moreover, the effect of a prolonged retention time is visible by
studies from Cunha et al.45,46, which evaluated the amount of sulfuric acid
needed to obtain a stable pH value of 1.5, when different oxidic products
are used. In this case, the dissolution of the minerals goes to completion,
until no more variation of the pH value is detected. In these studies, the
authors found that a sample of ladle slag has a neutralization potential (as
defined by the authors as the amount of sulfuric acid needed to obtain a
stable pH value of 1.5) 1.2 times higher than lime. In case of AOD slags it
was found a neutralization potential ranging from 0.75 to 0.8, BOF slags
from 0.6 to 0.84 and EAF slags from 0.71 to 0.92. Therefore, in these
experiments the slags samples were closer to lime in terms of efficiency
simply by changing the test conditions. In addition, the same effect is not

55 | Discussion
found when using lime, that due to its fast reaction rate and high solubility
yields the same necessary weight no matter on the method of addition.
Another aspect about the single-step dosing method trials is the
progression of the pH value over time. In the PSD < 1mm single-step
dosing trials the curves obtained have a peculiar trend. In fact, in almost
all the cases, the pH values have an initial surge followed by a plateau.
Successively, the pH values start to rise once again. This is more visible
with slag O1, despite the phenomenon appears with slag S1 too (Figure 2
Figure 8). This phenomenon becomes less evident when the PSD value is
reduced (Figure 10), but then it reoccurs also in successive experiments as
illustrated in Figure 11 and Figure 12. It is believed that the explanation for
this slope change in the curves is due to multiple factors. The most
important is that the pH scale is logarithmic, meaning that the difference
in H+ concentration (thereafter [H+]) decreases by 10 folds by each unit
increase. Moreover, the more alkali the solution in which the mineral is in
contact with, the lower is the dissolution rate of slag. This has been proved
both experimentally 81,82 and theoretically based on geochemical models,
used to determine the leaching of mineral phases present in steel slags 35.
In the same study, it is also demonstrated that in batch tests (like the one
conducted in this thesis) where the pH value is not kept constant, there’s a
solubility threshold value that makes it increasingly harder to increase the
pH value. In fact, De Windt et al 35 reported that at high pH values,
reducing the L/S ratio by a factor of 10, meaning using 10 times more the
weight of slag, only increases the pH value from 11.2 to 11.9. Similar results
were obtained by Mombelli et al.85, which found that only at high L/S ratios
the slag is significantly dissolved. However, when the L/S ratio is low, only
cortical reactions are detected. This is also in line with the results shown in
Supplement 3 and in paragraph 3.4.1, where a doubling of the weight of
slag translates to a progressively lower increase of the final pH values.
The two factors should be able to explain by themselves the pH value slopes
of the trials. Among all the trials, there are two recognizable patterns: the
two-plateaus system we mentioned before, compared to a single sharp rise
of the pH followed by a single plateau. The two trends appear to be weight
dependent: the latter occurs when the weight of slag is higher, while the
former occurs when it is lower. This is generally true for almost all the trials
conducted. This is because a low L/S ratio (more weight of slag) increases
the initial pH value to a level where the high alkalinity stifles a further
dissolution of the minerals. In contrast when the L/S ratio is higher, slag
dissolves more slowly and the apparent increase in dissolution rate is only
an artifact of the logarithmic nature of the pH value, coupled with the

Discussion | 56
decrease in slag solubility and dissolution. In Figure 10 there’s probably an
additional effect given by the scattered PSD values of the slags that
exacerbates the secondary rise of the pH value. This interpretation also
explains why trials with different L/S ratios converge to similar final pH
values, despite showing large differences at the beginning of the trials.
4.1.1. Concentration of toxic elements
Another important finding related to the possible use of stainless-steel
slags for the treatment of acidic waste waters is the concentration of toxic
elements in the remaining treated waters. The fact that slag yields similar
values to lime is another milestone achieved for the implementation of this
technology. In fact, not only the slag sample O1 is able to rise the pH value
to levels comparable to lime, but also grant the same adsorption of metallic
elements. This is line with previous studies that used several slag samples
to remove dissolved metallic elements. In fact, several studies shows that
many metallic ions have been successfully removed from industrial
wastewaters or synthetic solutions47,48,86,87. In fact, the precipitation of
metallic ions in their hydrated form is reported to be a phenomenon highly
dependent by the alkalinity of the solution47. Ensuring a high pH then is
sufficient to provide clean waters, by favoring the precipitation of metallic
hydroxides.
4.1.2. Slag mineral dissolution
The characterization of the reaction products between different slags
samples and the standard acidic solution, helped to determine the behavior
of the slag minerals during the single-step dosing method trials. In fact,
comparing the different XRD spectra and the pH values progression over
time was enough to inform regarding the different mineral dissolution. In
precedent studies it has already been demonstrated that different slag
minerals have different solubilities, and that the solubility is highly affected
by the pH value35,45,81,82. Also, other studies suggests that the leaching of
single elements appears to be independent of the mineral structure, but
influenced only by the pH values of the solution36,88. Instead, Mombelli et
al. show different correlations of a direct or an inverse proportionality
between the leached elements85. Nonetheless, different elements affect the
pH value in different ways, and the theoretical chemical equilibria of the
most common and abundant elements in steelmaking slags are listed
below81,82:

57 | Discussion
CaO(s)+ 2H+ → Ca2+ + H2O (2)
MgO(s)+ 2H+ → Mg2+ + H2O (3)
Al2O3(s)+ 6H+ → 2Al3+
+ 3H2O (4)
Al3+
+ 3H2O → Al(OH)3 (s) + 3H+ (5)
Al(OH)3(s)+ H2O → Al(OH)4-+ H+ (6)
SiO2(s)+2H2O → Si(OH)4(aq) (7)
Si(OH)4 (aq) → SiO(OH)3-+ H+ (8)
Ca and Mg have a similar chemistry, which leads to a removal of two H+
per ion dissolved. Si and Al have a more complicated chemistry, showing
different reactions that either remove or produce dissolved protons. Si for
instance is first hydrated in contact with water and then it dissociates in an
aqueous media, freeing a proton per each molecule of hydroxide. However,
aluminum oxide reacts with 6 protons, which translates in the dissolution
of two Al ions while forming 3 water molecules. The ions then recombine
with water to form Al hydroxide and a free proton. Successively, the
hydroxide further hydrates, releasing another proton.
Pourbaix diagrams of the aforementioned elements were calculated in a
precedent study using Factsage 6.189, and they are shown in Figure 24 to
determine in what pH ranges specific reactions are favored. In case of Si,
the generation of a proton is favored at high pH values, after reaching a pH
value of approximately 10. Therefore, during the single-step dosing
method trials, Si is not expected to contribute to the modification of the
solution’s pH value, since the pH is always lower than 10. On the other
hand, the removal of H+ due to the dissolution of Al is favored only at pH
values lower than 5. Afterwards, the favored chemical reaction is the free
extra protons by hydrating the Al ion. This means that Al counteracts the
alkalinity induced by Ca and Mg, generating H+ and lowering the pH value.
After reaching approximately a pH value of 9, Al hydroxide further
hydrates again, triggering a new reaction that generates a proton. Pourbaix
diagrams are expressing thermodynamically stable phases, whereas the
single-step trials are experiments far away from the equilibrium.
Nonetheless, it seems like the presence of Al in the slag is detrimental with
respect to the pH buffering capacity of the material.
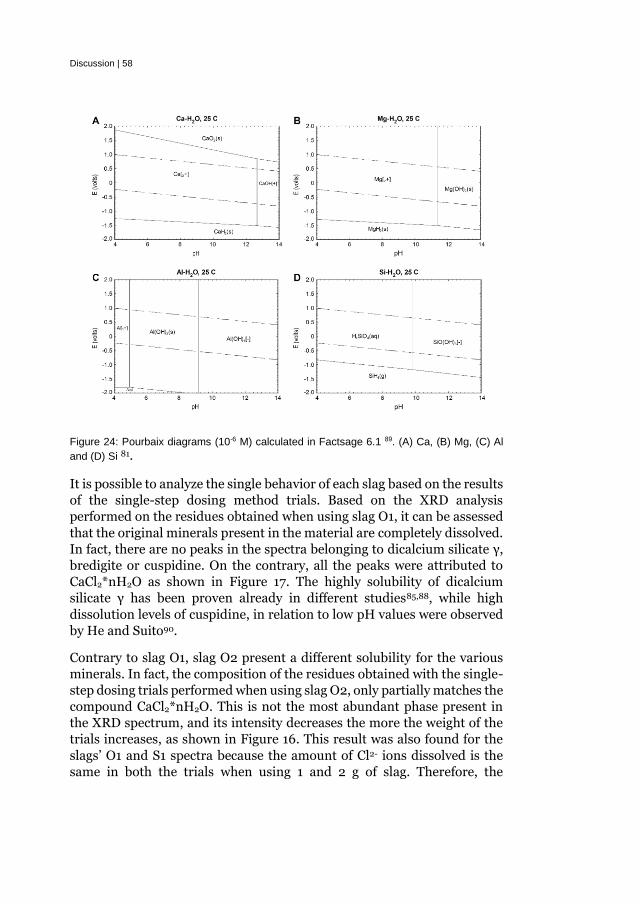
Discussion | 58
Figure 24: Pourbaix diagrams (10-6 M) calculated in Factsage 6.1 89. (A) Ca, (B) Mg, (C) Al
and (D) Si 81.
It is possible to analyze the single behavior of each slag based on the results
of the single-step dosing method trials. Based on the XRD analysis
performed on the residues obtained when using slag O1, it can be assessed
that the original minerals present in the material are completely dissolved.
In fact, there are no peaks in the spectra belonging to dicalcium silicate γ,
bredigite or cuspidine. On the contrary, all the peaks were attributed to
CaCl2*nH2O as shown in Figure 17. The highly solubility of dicalcium
silicate γ has been proven already in different studies85,88, while high
dissolution levels of cuspidine, in relation to low pH values were observed
by He and Suito90.
Contrary to slag O1, slag O2 present a different solubility for the various
minerals. In fact, the composition of the residues obtained with the single-
step dosing trials performed when using slag O2, only partially matches the
compound CaCl2*nH2O. This is not the most abundant phase present in
the XRD spectrum, and its intensity decreases the more the weight of the
trials increases, as shown in Figure 16. This result was also found for the
slags’ O1 and S1 spectra because the amount of Cl2- ions dissolved is the
same in both the trials when using 1 and 2 g of slag. Therefore, the

59 | Discussion
formation of CaCl2*nH2O is capped by the amount of chloric acid present
in the acidic solution. On the other hand, the relative percentage of other
phases increases, which diminishes the relative intensity of the peaks
corresponding to the compound CaCl2*nH2O. Although, this phenomenon
is particularly interesting to notice in slag O2, because it provides
information on the mineral phases. By comparing the results of the XRD
analysis of the residues from both trials, while also comparing them with
the original slag composition, almost all the major peaks can be assigned
to either merwinite, åkermanite or CaCl2*nH2O. In Figure 25 the spectra
of both trials are presented. The peaks belonging to each phase are
highlighted by different symbols. As seen in the trial performed with 1 g of
slag, åkermanite is the most abundant mineral phase, followed by the
compound CaCl2*nH2O and merwinite. In the trial using a 2 g addition of
slag, åkermanite remains the first mineral, while the other two swap
positions in terms of being the most prevalent phase. In fact, the
åkermanite content passes from being roughly 47% of the total sample in
the 1 g trial, to 54% in the 2 g trial. Furthermore, merwinite increases from
9% to 27%, while CaCl2*nH2O drops from 28% to 10% of the total sample.
This is evidence that, contrary to the minerals present in slag O1, the
minerals present in slag O2 are only partially dissolved. This is in line with
previous findings 81, where the solubility of merwinite, åkermanite and
dicalcium silicate γ were studied. At a pH value of 4, the three minerals do
not present meaningful differences in solubilities. Furthermore, at a pH
value of 7 the dissolution rate of åkermanite decreases, while it remains
almost the same for the other two phases. At a pH value 10 the solubility of
åkermanite and merwinite, drastically decreases, whereas the solubility of
dicalcium silicate γ is only modestly reduced. In other studies, åkermanite
is also shown to be less soluble compared to other minerals like bredigite
in a Tri-HCl solution of pH 7.491. This is reflected in the percentages of the
minerals found in the residues. Åkermanite is the mineral that decreases
its solubility the fastest. Therefore, after a certain threshold, the increase
in pH values is mostly determined by the dissolution of merwinite and
dicalcium silicate γ. Subsequently also the solubility of merwinite is
reduced while dicalcium silicate γ is completely dissolved.

Discussion | 60
Figure 25: XRD spectra of the residues extracted after the single-step trials of a 0.1M HCl solution performed with 1g and 2g of slag O2. The intensities are normalized to a 100 to aid a proper comparison between the spectra.
When looking at the XRD spectrum of the residues obtained after the
single-step dosing trials performed using 1 g of slag, similar results to the
ones performed when using slag O1 are found. Specifically, the most
abundant phase present is CaCl2*nH2O. This means that most of the
mineral phases in the starting composition of slag have dissolved during
the trial. Dicalcium silicate γ and bredigite show full dissociations when
using slag O1. However, åkermanite only partially dissolve in slag O2, due
to the low kinetic of its reactions with the acidic solution. In fact, faint
traces of åkermanite can be detected in the XRD spectrum of the residues
obtained with 1 g o f slag S1. This confirms that the mineral does not fully
dissolve during the trials. However, no traces of merwinite can be found in
the XRD spectrum. Therefore, it is assumed that most of it dissolve during
the trial. This is also in line with the behavior of slag O2, that shows that
very low levels of residual merwinite are present when the slag is not
overdosed (1 g trial).
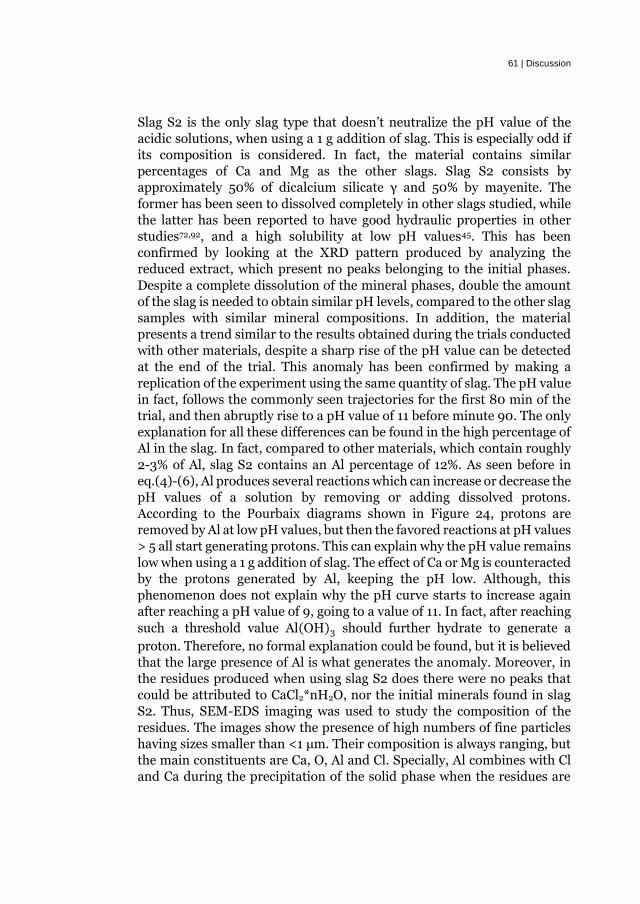
61 | Discussion
Slag S2 is the only slag type that doesn’t neutralize the pH value of the
acidic solutions, when using a 1 g addition of slag. This is especially odd if
its composition is considered. In fact, the material contains similar
percentages of Ca and Mg as the other slags. Slag S2 consists by
approximately 50% of dicalcium silicate γ and 50% by mayenite. The
former has been seen to dissolved completely in other slags studied, while
the latter has been reported to have good hydraulic properties in other
studies72,92, and a high solubility at low pH values45. This has been
confirmed by looking at the XRD pattern produced by analyzing the
reduced extract, which present no peaks belonging to the initial phases.
Despite a complete dissolution of the mineral phases, double the amount
of the slag is needed to obtain similar pH levels, compared to the other slag
samples with similar mineral compositions. In addition, the material
presents a trend similar to the results obtained during the trials conducted
with other materials, despite a sharp rise of the pH value can be detected
at the end of the trial. This anomaly has been confirmed by making a
replication of the experiment using the same quantity of slag. The pH value
in fact, follows the commonly seen trajectories for the first 80 min of the
trial, and then abruptly rise to a pH value of 11 before minute 90. The only
explanation for all these differences can be found in the high percentage of
Al in the slag. In fact, compared to other materials, which contain roughly
2-3% of Al, slag S2 contains an Al percentage of 12%. As seen before in
eq.(4)-(6), Al produces several reactions which can increase or decrease the
pH values of a solution by removing or adding dissolved protons.
According to the Pourbaix diagrams shown in Figure 24, protons are
removed by Al at low pH values, but then the favored reactions at pH values
> 5 all start generating protons. This can explain why the pH value remains
low when using a 1 g addition of slag. The effect of Ca or Mg is counteracted
by the protons generated by Al, keeping the pH low. Although, this
phenomenon does not explain why the pH curve starts to increase again
after reaching a pH value of 9, going to a value of 11. In fact, after reaching
such a threshold value Al(OH)3 should further hydrate to generate a
proton. Therefore, no formal explanation could be found, but it is believed
that the large presence of Al is what generates the anomaly. Moreover, in
the residues produced when using slag S2 does there were no peaks that
could be attributed to CaCl2*nH2O, nor the initial minerals found in slag
S2. Thus, SEM-EDS imaging was used to study the composition of the
residues. The images show the presence of high numbers of fine particles
having sizes smaller than <1 μm. Their composition is always ranging, but
the main constituents are Ca, O, Al and Cl. Specially, Al combines with Cl
and Ca during the precipitation of the solid phase when the residues are

Discussion | 62
extracted. That is why CaCl2*nH2O is not formed. Thus, it can be inferred
that the high solubility of mayenite (no traces of the original mineral are
found in the XRD spectra) mobilized high quantities of Al which
counteracted with the action of Ca and Mg in raising the pH of the acidic
solution.
In general, it is possible to connect the dissolution of the slag minerals with
the pH levels obtained during the single-step trials. In fact, slags O1 and
S1, which shows a complete dissolution of the mineral structure, also rise
the pH value to the highest levels. On the contrary slag O2 which only
partially dissolve its mineral structure, is less successful in rising the pH
per the same unit of mass. In addition, slag S2 dissolves completely, but it
does not perform as well as the other two slag samples.
4.1.3. Pilot-scale trials
Pilot-scale trials were conducted to determine if the technology could be
scalable to higher volumes. To do so, a physical water model was used to
simulate the mixing conditions of slag. This was done to ensure that the
mixing conditions remain the same when different volumes are tested. By
finding sets of parameters that can produce similar mixing conditions,
eventual variations in the L/S ratios in the single-step trials are due to the
chemical reactions alone and not due to kinetic factors. In this way, a
relationship between the amount of slag and waste waters can be drawn.
Another important reason for carrying on these tests was to ensure that a
homogenous mixing of slag was obtained before the first pH measurement
occurred. This, to guarantee that the sample’s value could be
representative of the whole volume. The mixing time trials showed similar
mixing conditions regardless of the choice of stirring speed, probe position
or volume of water being stirred. Therefore, the same stirring speed of 175
rpm was chosen for each volume during the pH buffering trials.
The stepwise and single-step dosing method trials show good replicability
of the experiments outside the laboratory conditions. The pH value
progression over time appears to be very similar to precedent trials
performed in laboratory settings, as seen by comparing Figure 18 with
Figure 10 and Figure 8. Although, the PSD value of the slag used was <350
µm, which constitutes 87% of the particles used in the trials with PSD
values < 1mm. Therefore, it was expected that the pH progression would
be similar to the one shown in Figure 8. However, the curves are more
similar to the trials showed in Figure 10, performed when using finer slag
particles. In fact, the trials are characterized by a sharp rise of the pH value

63 | Discussion
followed by a single plateau until the final pH value is reached. Despite the
attempts to produce comparable results, the different mixing conditions,
the use of a different batch of slag with a different PSD value and a varying
waste waters composition, surely influenced the results of the trials.
Another interesting factor to discuss is the variation of results when the
same mass of slag is used. In fact, both single-step trials using 90 and 70 L
volumes were performed three times using the same mass. Two trials per
each volume show almost overlapping values at each pH measurement, as
seen in Figure 18. This is in line with most of the replications performed
also in previous trials. Usually the same mass of slag, performs almost
identically every time the test is replicated. Although, this time, the third
trial of each set of experiments did not yield the same pH values. This could
be due to multiple factors, but the most probable explanation is the
variation in the waste waters compositions. In fact, both the first and
second trial of each set were conducted successively in the same morning,
whereas the third was performed in the afternoon. Due the large amount
of waste waters to treat, it was extracted from the industrial tanks each time
before the trials. Therefore, the composition was not kept constant. Also,
there is no guarantee that the same waters extracted had the same
composition all the time. Thus, it is possible to assume that a different
composition of the waste waters alters the solubility of the slag minerals,
which affects the progression of the pH values. Thus, it is important for
future trials in industrial trials that the waste waters composition is
checked before each single trial.
The quantity of slag needed to buffer the pH to the desired value seem to
follow a linear correlation with the amount of waste waters to treat, when
the mixing conditions are kept constant. In fact, the results of the single-
step dosing trials performed with 90 and 70 L of waste waters have been
plotted as a function of their L/S ratios. The results from the single-step
dosing trials can be seen in Figure 26. A linear regression between the two
trials has been plotted. Results from previous single-step dosing trials have
also been added as well to enable a comparison. As it is possible to notice,
the linear curve plotted well approximates the trend of the L/S ratio.
Moreover, the L/S ratio of the single-step dosing trials with PSD < 1mm
and < 63µm were included in the analysis. The L/S ratio of the single-step
dosing trials with PSD < 1mm fall very close to the regression line, as
expected since the powders have similar properties. In fact, from the
regression line it is expected that the trials using 1 L of waste waters should
have a weight of slag of almost 44 g. From the previous trials it is known
that the ideal quantity is 39 g. Therefore, considering the difference in

Discussion | 64
waste waters composition, PSD values of the two powders and mixing
conditions, the trials were successfully replicated to higher volumes with
comparable quantities with respect to the measured values during the
laboratory trials.
Figure 26: Linear regression of L/S ratio of the 90 L and 70 L single-step dosing trials. L/S ratios belonging to the precedent single-step dosing trials have been added for comparison.
4.2. Hydration of ferropericlase
The ferropericlase samples were successfully sintered using the precursor
material and method chosen, as seen in Figure 19 and Figure 20. Although,
non-negligible amounts of magnesioferrite were exsolved from the
ferropericlase matrix. This is a phenomenon well known in literature 66,
and it is due to the oxygen fugacity during sintering. The presence of
magnesioferrite is favored, the higher the presence of FeO in the
unsintered powders. Therefore, the oxygen fugacity needs to be controlled
in a way that accounts for an easier exsolution of the secondary phase,
rather than having fixed sintering conditions such as the one used in the
current study. Alternatively, the oxygen fugacity can be reduced to the
point where even an increase of the FeO value doesn’t allow for the
exsolution of magnesioferrite. Nonetheless, despite the presence of

65 | Discussion
magnesioferrite, the samples were considered to be homogeneous enough
to conduct the study.
The hydration and dehydration techniques used on the sintered samples
were validated by carrying out several trials. First, a TGA test on a sample
of industrial brucite was performed and the weight loss shown in Figure 22
was compared to ideal calculations made using molar values. The value
measured with TGA was 30.2%, which was very close to the ideal case of
30.9%. Therefore, it was proven that the parameters selected could provide
the complete dehydration of the material. Successfully, the parameters in
autoclave curing were selected and several samples of periclase were
hydrated into brucite. In addition, TGA measurements were conducted to
determine their weight losses. In this way, it was possible to find the
parameters that could provide a full hydration of the materials, by
confronting the weight loss obtained during the TGA determinations
performed on the hydrated periclase and industrial brucite. Once the
parameters were determined with the use of periclase and brucite,
autoclave curing and TGA trials were conducted on the sintered samples.
The weight loss measured during the TGA determinations of the sintered
samples (Table 11), can be plotted as a function of the Fe content in the
samples. Despite that it is known that the sintered samples present non-
neglectable amounts of magnesioferrite, only the Fe present in the
ferropericlase should be considered. As seen in Figure 20, this is because
magnesioferrite does not hydrate during autoclave curing. It is possible to
consider only the Fe2+ content, measured with Mössbauer spectroscopies,
to approximate the amount of ferropericlase present, and obtain a better
estimation of water absorption. This is done by purposely neglecting the
quantity of Fe3+ in the ferropericlase, which although was estimated to be
less than 1% for each sample. In addition, it is not known how much the
presence of Fe3+ in the mineral matrix affects its water absorption. Figure
27 shows the relationship between the weight loss during TGA
measurements as a function of the Fe2+ content. A linear regression has
also been added to the figure. Furthermore the data from a study by Hou
et. al77, which performed a similar analysis to the one conducted in this
section of the thesis, has also been added to the figure. The sample was
chosen as it was the one with composition most similar to the ones from
the current study. In addition, the results from the TGA trials were
compared to an ideal system consisting of unsintered powders of brucite
and FeO. In this ideal case, the powders were dehydrated and thereafter
their weight losses were calculated based on molar values. The weight loss
is caused by the dehydration of brucite only, as FeO acts as a bulk weight.

Discussion | 66
The comparison to this ideal system shows that the weight loss associated
with the increasing presence of Fe in the FP matrix, is higher than what can
be explained by a simple substitution of one molecule of MgO with one
molecule of FeO. If that would have been the case, then the dehydration
should have followed the unsintered powders line. Instead, the reduction
in dehydration, corresponding to the absorption of water, decreases with
an increased Fe content in the FP. Moreover, the point extracted from the
study made by Hou et at.77 shows a good fitting with the regression line.
Thus, the results of this study show that the water adsorption of
ferropericlase decreases linearly with an increase of the Fe content,
although the samples present very low and very similar percentages of Fe
to consolidate this hypothesis. Finally, the reduction in water adsorption
compared to pure MgO is 6%, when the initial FeO content is 20wt%.
Although, it is unknown how much the water adsorption influences the
swelling of the final product. The swelling is influenced mostly by
parameters such as powders compaction, which is in turn is influenced by
powder homogeneity, particle size and the load applied to the powders
during the volumetric expansion tests11. Moreover, the material is not
usually used in isolation but as a blend with other aggregates and binders.
Therefore, the individual effect on swelling are hard to predict and some of
the studies on this topic preferred to focus on the different water
adsorption as a proxy of swelling93.

67 | Discussion
Figure 27: Reduction of sample weight (ΔW%) after TGA analyses on the hydrated samples plotted as a function of the calculated Fe2+ at%. The dash-dotted line represents the hydration behavior of an unsintered powder mixture consisting of MgO and FeO, where MgO is fully transformed in brucite and FeO acts as bulk material. The dotted line represents the linear regression of all TGA measurements. For comparison, a data point of composition 80mol%MgO−20mol%FeO from the study made by Hou at al. 77 has been added.
Hou et al.

Discussion | 68

69 | Conclusions
5. Conclusions
The aim of this thesis was to evaluate possible strategies that could enhance
the recycling of metallurgical slags. In particular, the thesis focused on two
kinds of steel by-products: BOF slags and stainless-steel slags. The
recycling of the latter is the most problematic one, as it currently cannot be
used in the state-of-the-art applications such as in the construction
industry as a binder to produce cement or asphalt. Therefore, most of the
studies related to this thesis focused on designing a new application for its
recycling. From Supplement 1 to Supplement 3, many studies have been
conducted to test the use of stainless-steel slags as a substitute of lime for
the pH buffering of acidic waste waters. In Supplement 1, experiments have
been developed to test this new application, by using 4 different stainless-
steel slags. In addition, pH buffering trials, along with experiments aimed
at testing the concentrations of metallic elements in the treated waters
have been conducted. The results have been compared to the same
experiments performed using a standard grade lime product. In
Supplement 2, the use of slag has been optimized to reduce the amount of
material needed. Furthermore, in Supplement 4 the scalability of the
application is tested, by up scaling the volume of waste waters treated. In
Supplement 3, the dissolution of the minerals present in the slag samples
is evaluated. Supplement 5 focuses on the recycling of BOF slags which is
impeded by the swelling of MgO and CaO when subjected to water or
humidity, which causes the premature degradation of the final product
where the slag is employed. Therefore, the hydration of ferropericlase is
studied, to determine the expansion of this mineral phase.
The main findings of each supplement are summarized in Table 12. The
table used the same framework used in Table 1, to compare the initial
proposed solutions with the obtained results from each supplement. A
more thorough description of the main findings of each supplement follows
the table for a more in-depth look at the results of the several studies.
Table 12: Main findings of each study related to the initial experimental setup and proposed solution.
Proposed Solution Experimental Setup Main Results
Development of an alternative application as lime substitute for acidic
Supplement 1: Preliminary study aimed at testing different slags as pH buffering agents
Two slags, out of four tested, are successfully employed as lime substitutes to rise the pH of industrial acidic waste waters to the desired value. The concentration of
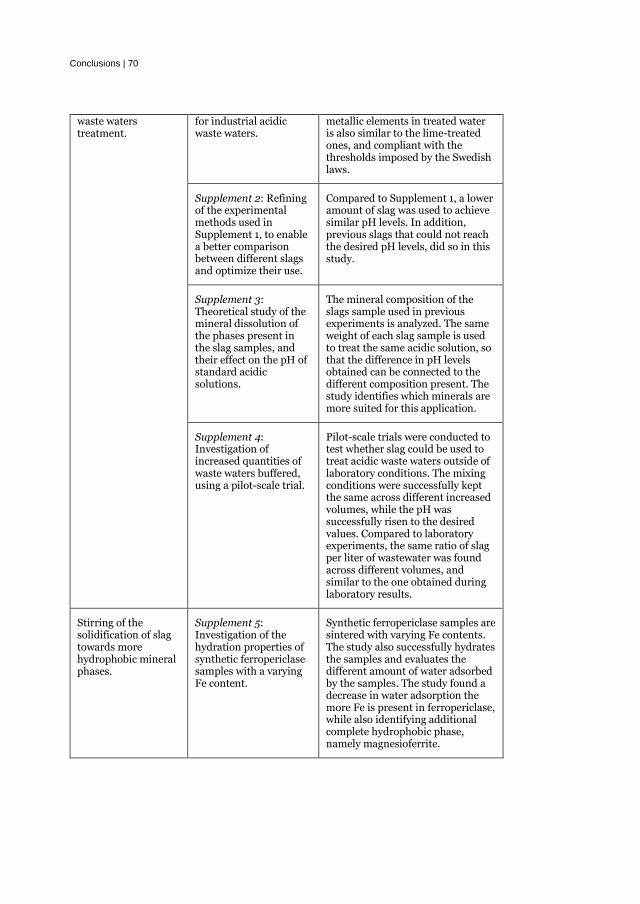
Conclusions | 70
waste waters treatment.
for industrial acidic waste waters.
metallic elements in treated water is also similar to the lime-treated ones, and compliant with the thresholds imposed by the Swedish laws.
Supplement 2: Refining of the experimental methods used in Supplement 1, to enable a better comparison between different slags and optimize their use.
Compared to Supplement 1, a lower amount of slag was used to achieve similar pH levels. In addition, previous slags that could not reach the desired pH levels, did so in this study.
Supplement 3: Theoretical study of the mineral dissolution of the phases present in the slag samples, and their effect on the pH of standard acidic solutions.
The mineral composition of the slags sample used in previous experiments is analyzed. The same weight of each slag sample is used to treat the same acidic solution, so that the difference in pH levels obtained can be connected to the different composition present. The study identifies which minerals are more suited for this application.
Supplement 4: Investigation of increased quantities of waste waters buffered, using a pilot-scale trial.
Pilot-scale trials were conducted to test whether slag could be used to treat acidic waste waters outside of laboratory conditions. The mixing conditions were successfully kept the same across different increased volumes, while the pH was successfully risen to the desired values. Compared to laboratory experiments, the same ratio of slag per liter of wastewater was found across different volumes, and similar to the one obtained during laboratory results.
Stirring of the solidification of slag towards more hydrophobic mineral phases.
Supplement 5: Investigation of the hydration properties of synthetic ferropericlase samples with a varying Fe content.
Synthetic ferropericlase samples are sintered with varying Fe contents. The study also successfully hydrates the samples and evaluates the different amount of water adsorbed by the samples. The study found a decrease in water adsorption the more Fe is present in ferropericlase, while also identifying additional complete hydrophobic phase, namely magnesioferrite.

71 | Conclusions
The following can be concluded by the results of the supplements:
o Several stainless-steel slags have been successfully employed for the
pH buffering of acidic waste waters, as illustrated in Supplements 1 and
2. Depending on the method of addition, properties of the material
used and boundary conditions, different quantities of slag were found
to be needed to rise the pH value to the desired values. When the PSD
of the sample was kept < 1mm (in Supplement 1), the weight of slag to
buffer the pH value of 1 L of acidic waste waters has been found to be
between 39 g/L to 49 g/L, depending on the sample. That correspond
approximately to between 10 to 12 times the mass of lime needed to
buffer the pH value, when using the same quantity of acidic waste
waters. However, in Supplement 2 the PSD values of the slag samples
were reduced to < 63 µm. As a result, the quantities became 20 and 23
g/L, respectively. That translates in 4 to 5 times the weight of lime.
Moreover, samples with coarser PSD values in Supplement 1 were
unable to buffer the pH to the desired values. Although, after the
reduction in PSD all the samples could successfully complete the trials.
In addition, when the PSD value is further reduced to 25-50 µm and
both time and pH values restrictions were removed, as shown in
Supplement 3, successful neutralizations were conducted with
quantities close to 3 times the amount of lime. Depending on the
process specifications and needs, different quantities of slag are
needed. Slag appears to have a slower dissolution rate than lime, so it
requires higher retention times in the acidic baths. In addition, slag
samples cannot reach the same pH values obtained by lime, although
lime is harder to control when pH values close to neutral are needed.
Therefore, when neutral pH values are required, slag can act as a better
reactant compared to lime.
o In Supplement 1 it was found that the water treated with slag does not
possess higher percentages of metallic elements such as Cr, Ni, Mo,
compared to the one treated with lime. This is an important discovery,
considering that the stainless-steel slag is prone to leaching. Also,
that’s why it is not safely employed in current the state-of-the-art
recycling applications. The results show that with the method of
additions and retention times used, the slag is equivalent to lime in
adsorbing metallic elements from the waste waters. Along with the pH
buffering results, the low level of metallic element dissolved in the
waste waters is an important prerequisite for the use of slags in such
applications.
Conclusions | 72
o The dissolution of the slag minerals has been investigated in
Supplement 3, to determine how the composition affects the pH
buffering capacity of standard acidic solutions. When all other
parameters are controlled, different slag compositions resulted in
different final pH values. Specifically, the minerals present have been
classified based on their dissolution rate. Here, it has been possible to
determine which minerals are being less or more suitable for this
application. Minerals such as larnite or bredigite, which showed
complete dissolution behaviors, were also the same that rose the pH to
higher values. On the other hand, minerals such as åkermanite and
merwinite, which were less soluble, were associated with lower final
pH values. Al-rich minerals, like mayenite, were also considered less
adapt to this application, as the dissolved Al tends to generate
hydroxides that dissociated in free protons. This, in turn, decreased the
pH value. Although, when the quantity is adjusted accordingly, the Al-
rich slags were the one that could increase the pH to the highest values.
o The pH buffering trials have been successfully replicated in an up-
scaled environment. In Supplement 4, when the mixing conditions are
controlled, the amount of slag needed to obtain the same pH values
appear to be linear to the increase of the volume. This is an important
finding that promotes further studies into this topic, especially towards
reaching a future industrial application. Is is important to point out
that, compared to the common industrial processes for waste waters
treatments, which are all based on continuous flows, all the
experiments conducted are batch tests. Therefore, the mixing
conditions could vary substantially, which may alter the validity of the
results obtained in the studies.
o Ferropericlase was successfully sintered and its hydration behavior
was studied as a proxy for its volumetric expansion in Supplement 5.
For all samples, it is found that the presence of Fe in the mineral matrix
reduces the hydration process, proportionally to its amount. The
reduction in water adsorption between the samples containing 20 wt%
FeO and pure periclase was 6%. Furthermore, the reduction in water
absorption is not found to be caused by the mere substitution between
Fe and Mg atoms. When an ideal case of unsintered powders of MgO
and FeO is hydrated, the water adsorption of the powder mix is higher
than the one of ferropericlase. Therefore, stirring the solidification of
slag towards the formation of ferropericlase, while maintaining the
same percentage of elements present, can decrease the amount of
water absorbed by increasing the amount of ferropericlase. This is
turn, will decrease its volumetric expansion. In addition the samples

73 | Conclusions
also contained traces of a phase having a composition of (Mg,Fe)Fe2O4,
which was also found to be hydrophobic.
Based on to the results of the supplements, it is possible to show how
different steps can be taken to increase the recycling of metallurgical slags,
in particular BOF slags and different types of stainless-steel slags.
Regarding the former, the thesis proposes a solution to control the
solidification phase of the material, stirring towards the formation of
ferropericlase, and to avoid the formation of f-MgO. Avoiding the
formation of periclase, reduces if not stifles entirely, the water adsorption
of water and thus its volumetric expansion. This increases the possibilities
that the material can be employed more successfully in the applications
where a volumetric stability is required, which coincide with the common
state-of-the-art ones. On the other hand, when slag cannot be employed in
such applications, such as stainless-steel slags, the thesis suggests a new
application that can be explored further, as a substitute to lime in the pH
buffering of acidic waste waters as well for water treatments.
When slag is successfully employed in recycling applications, substituting
the use of raw materials, two main environmental benefits are achieved.
First, the steel producers reduce their landfilled output. This can either
generate more revenues by creating new products, or simply by reducing
the costs associated with landfilling. In addition, the construction industry
is one of the harder sectors to decarbonize. Specifically, a big part of the
emissions is caused by the extraction phase. Therefore, by reusing
secondary mineral sources, less raw materials are employed. This, in turn,
corresponds to a net reduction of CO2 which is generated holistically.
Therefore, it is of the uppermost importance to increase, as much as
possible, the employment of slags in recycling application, reducing its
landfilling.

Conclusions | 74
75 | Future Work
6. Future Work
In this thesis the use of stainless-steel slag as a lime substitute for the
neutralization has been thoroughly studied. The results are encouraging,
as the material matched the performances of lime both with respect to high
levels of pH values reached and low concentrations of metallic ions in the
treated waters. Moreover, the technology has been validated in different
environments than the small beakers where it was tested at first. Industrial
up-scale trial showed that the same results can be achieved even when the
volumes are increased by approximately 100 folds. In addition, the
dissolution of several minerals in steel slag has been investigated, selecting
the most performing one. Overall, slag showed a slower dissolution of lime,
which can be detrimental to applications where the retention time is
limited. The studies conducted only used batch tests conditions, whereas
some industrial processes present situations of constant flow. Therefore,
given the high dependence of the slag dissolution by the kinetic conditions,
the use of slag for such application should be investigated further in more
similar environments. In addition, grinding the powders to appropriate
particle sizes might be necessary to guarantee a good performance of the
materials, especially when the retention times are limited. Therefore, an
evaluation should be conducted to evaluate what operations are
economically feasible in an industrial setting. Finally, the use of slag
instead of lime for the treatment of waste waters necessarily produce new
by-products and changes to the processes where they are employed that
haven’t been investigated in this thesis.
The hydration of ferropericlase showed that the presence of FeO alters
substantially the water absorbed by the material. However, the test
conducted were made on a narrow range of FeO content, meaning that the
relationship between hydration of ferropericlase and Fe content was hard
to evaluate. Moreover, the sintering method produced some external
hydrophobic phases that increased the uncertainties related to the results
of the tests. Nonetheless, the hydration and dehydration tests showed
promising and reliable results. Therefore, the relationship between
hydration and Fe content should be further investigated by increasing the
ranges of FeO contents in the ferropericlase samples. Moreover, the
sintering conditions should be further improved so no exsolution of
magnesioferrite happens. To increase even further the reliability of TGA
tests, more trials on the same samples are recommended. In addition, the
relationship between water absorption and volumetric expansion should

Future Work | 76
be tested once the relationship between the Fe content and water
absorption has been found.

77 | References
References
1. Yildirim, I. Z. & Prezzi, M. Chemical, Mineralogical, and Morphological Properties of Steel
Slag. Adv. Civ. Eng. 2011, 1–13 (2011).
2. Huaiwei, Z. & Xin, H. An overview for the utilization of wastes from stainless steel
industries. Resour. Conserv. Recycl. 55, 745–754 (2011).
3. European Steel in Figures 2020. https://www.eurofer.eu/publications/brochures-
booklets-and-factsheets/european-steel-in-figures-2020/.
4. Holappa, L., Kekkonen, M., Jokilaakso, A. & Koskinen, J. A Review of Circular Economy
Prospects for Stainless Steelmaking Slags. J. Sustain. Metall. (2021) doi:10.1007/s40831-
021-00392-w.
5. Piatak, N. M., Parsons, M. B. & Seal, R. R. Characteristics and environmental aspects of
slag: A review. Appl. Geochem. 57, 236–266 (2015).
6. Lewis, D. W. Properties and uses of iron and steel slags. in 11 (National Slag Association,
1982).
7. Fisher, L. V. & Barron, A. R. The recycling and reuse of steelmaking slags — A review.
Resour. Conserv. Recycl. 146, 244–255 (2019).
8. Verhasselt, A. & Choquet, F. Steel slags as unbound aggregate in road construction:
problems and recommendations. in Unbound Aggregates in Roads 204–211 (Elsevier,
1989). doi:10.1016/B978-0-408-04355-7.50031-5.
9. Mikhail, S. A. & Turcotte, A. M. Thermal behaviour of basic oxygen furnace waste slag.
Thermochim. Acta 263, 87–94 (1995).
10. Motz, H. & Geiseler, J. Products of steel slags an opportunity to save natural resources.
Waste Manag. 9 (2001).
11. Wang, G., Wang, Y. & Gao, Z. Use of steel slag as a granular material: Volume expansion
prediction and usability criteria. J. Hazard. Mater. 184, 555–560 (2010).
12. Xie, J. Recycling of basic oxygen furnace slag in asphalt mixture: Material
characterization & moisture damage investigation. Constr. Build. Mater. 8 (2012).
References | 78
13. Ortega-López, V., Manso, J. M., Cuesta, I. I. & González, J. J. The long-term accelerated
expansion of various ladle-furnace basic slags and their soil-stabilization applications.
Constr. Build. Mater. 68, 455–464 (2014).
14. Chen, Z. et al. Utilization of gneiss coarse aggregate and steel slag fine aggregate in asphalt
mixture. Constr. Build. Mater. 93, 911–918 (2015).
15. Kambole, C., Paige-Green, P., Kupolati, W. K., Ndambuki, J. M. & Adeboje, A. O. Basic
oxygen furnace slag for road pavements: A review of material characteristics and
performance for effective utilisation in southern Africa. Constr. Build. Mater. 148, 618–
631 (2017).
16. Liu, C., Guo, M., Pandelaers, L., Blanpain, B. & Huang, S. Stabilization of Free Lime in
BOF Slag by Melting and Solidification in Air. Metall. Mater. Trans. B 47, 3237–3240
(2016).
17. Shen, H. & Forssberg, E. An overview of recovery of metals from slags. Waste Manag. 23,
933–949 (2003).
18. Tossavainen, M. et al. Characteristics of steel slag under different cooling conditions.
Waste Manag. 27, 1335–1344 (2007).
19. Reddy, A. S., Pradhan, R. K. & Chandra, S. Utilization of Basic Oxygen Furnace (BOF) slag
in the production of a hydraulic cement binder. Int. J. Miner. Process. 79, 98–105 (2006).
20. Crutzen, P. J. Geology of mankind TheAnthropocene. 1.
21. Kirchherr, J., Reike, D. & Hekkert, M. Conceptualizing the circular economy: An analysis
of 114 definitions. Resour. Conserv. Recycl. 127, 221–232 (2017).
22. Rashid, A., Asif, F. M. A., Krajnik, P. & Nicolescu, C. M. Resource Conservative
Manufacturing: an essential change in business and technology paradigm for sustainable
manufacturing. J. Clean. Prod. 57, 166–177 (2013).
23. Lieder, M. & Rashid, A. Towards circular economy implementation: a comprehensive
review in context of manufacturing industry. J. Clean. Prod. 115, 36–51 (2016).

79 | References
24. Ghisellini, P., Cialani, C. & Ulgiati, S. A review on circular economy: the expected
transition to a balanced interplay of environmental and economic systems. J. Clean. Prod.
114, 11–32 (2016).
25. Bocken, N. M. P., Short, S. W., Rana, P. & Evans, S. A literature and practice review to
develop sustainable business model archetypes. J. Clean. Prod. 65, 42–56 (2014).
26. Chertow, M. R. Industrial Symbiosis: Literature and Taxonomy. Annu. Rev. Energy
Environ. 25, 313–337 (2000).
27. Maslehuddin, M., Sharif, A. M., Shameem, M., Ibrahim, M. & Barry, M. S. Comparison of
properties of steel slag and crushed limestone aggregate concretes. Constr. Build. Mater.
17, 105–112 (2003).
28. Jernkontoret. Stålindustrin gör mer än stål. Handbok för restprodukter 2018. 56 (2018).
29. Bayless, E. R. & Schulz, M. S. Mineral precipitation and dissolution at two slag-disposal
sites in northwestern Indiana, USA. Environ. Geol. 45, 252–261 (2003).
30. Bayless, E. R. et al. District Chief U.S. Geological Survey.
31. Bayless, E. R., Bullen, T. D. & Fitzpatrick, J. A. Use of 87Sr/86Sr and δ11B to Identify Slag-
Affected Sediment in Southern Lake Michigan. Environ. Sci. Technol. 38, 1330–1337
(2004).
32. Roadcap, G. S., Kelly, W. R. & Bethke, C. M. Geochemistry of Extremely Alkaline (pH >
12) Ground Water in Slag-Fill Aquifers. Groundwater 43, 806–816 (2005).
33. Navarro, A., Cardellach, E., Mendoza, J. L., Corbella, M. & Domènech, L. M. Metal
mobilization from base-metal smelting slag dumps in Sierra Almagrera (Almería, Spain).
Appl. Geochem. 23, 895–913 (2008).
34. Standard - Characterization of waste - Leaching - Compliance test for leaching of granular
waste materials and sludges - Part 2: One stage batch test at a liquid to solid ratio of 10
l/kg for materials with particle size below 4 mm (without or with size reduction)SS-EN
12457-2. Svenska institutet för standarder, SIS
https://www.sis.se/en/produkter/environment-health-protection-safety/wastes/solid-
wastes/ssen124572/.

References | 80
35. De Windt, L., Chaurand, P. & Rose, J. Kinetics of steel slag leaching: Batch tests and
modeling. Waste Manag. 31, 225–235 (2011).
36. Loncnar, M. et al. Study of the leaching behaviour of ladle slags by means of leaching tests
combined with geochemical modelling and mineralogical investigations. J. Hazard.
Mater. 317, 147–157 (2016).
37. Engström, F. et al. Leaching Behavior of Aged Steel Slags. Steel Res. Int. 85, 607–615
(2014).
38. Seignez, N., Gauthier, A., Bulteel, D., Damidot, D. & Potdevin, J.-L. Leaching of lead
metallurgical slags and pollutant mobility far from equilibrium conditions. Appl.
Geochem. 23, 3699–3711 (2008).
39. Bäverman, C., Sapiej, A., Moreno, L. & Neretnieks, I. Serial batch tests performed on
municipal solid waste incineration bottom ash and electric arc furnace slag, in
combination with computer modelling. Waste Manag. Res. 15, 55–71 (1997).
40. Piatak, N. M., Seal, R. R. & Hammarstrom, J. M. Mineralogical and geochemical controls
on the release of trace elements from slag produced by base- and precious-metal smelting
at abandoned mine sites. Appl. Geochem. 19, 1039–1064 (2004).
41. Parsons, M. B., Bird, D. K., Einaudi, M. T. & Alpers, C. N. Geochemical and mineralogical
controls on trace element release from the Penn Mine base-metal slag dump, California.
Appl. Geochem. 16, 1567–1593 (2001).
42. Gbor, P. K., Ahmed, I. B. & Jia, C. Q. Behaviour of Co and Ni during aqueous sulphur
dioxide leaching of nickel smelter slag. Hydrometallurgy 57, 13–22 (2000).
43. Kim, E. et al. Selective recovery of Cr from stainless steel slag by alkaline roasting followed
by water leaching. 10 (2015).
44. Pikna, L. et al. Recovery of Chromium from Slags Leachates by Electrocoagulation and
Solid Product Characterization. Metals 10, 1593 (2020).
45. Cunha, M. L., Gahan, C. S., Menad, N. & Sandström, Å. Leaching Behaviour of Industrial
Oxidic By-Products: Possibilities to Use as Neutralisation Agent in Bioleaching. Adv.
Mater. Forum IV 5.

81 | References
46. Cunha, M. L., Gahan, C. S., Menad, N. & Sandström, Å. Possibilities to use oxidic by-
products for precipitation of Fe/As from leaching solutions for subsequent base metal
recovery. Miner. Eng. 21, 38–47 (2008).
47. Forsido, T., McCrindle, R., Maree, J. & Mpenyana-Monyatsi, L. Neutralisation of acid
effluent from steel manufacturing industry and removal of metals using an integrated
electric arc furnace dust slag/lime process. SN Appl. Sci. 6 (2019).
48. Zvimba, J. N., Siyakatshana, N. & Mathye, M. Passive neutralization of acid mine drainage
using basic oxygen furnace slag as neutralization material: experimental and modelling.
Water Sci. Technol. 75, 1014–1024 (2017).
49. Qian, G. R., Sun, D. D., Tay, J. H. & Lai, Z. Y. Hydrothermal reaction and autoclave
stability of Mg bearing RO phase in steel slag. Br. Ceram. Trans. 101, 159–164 (2002).
50. Brännberg Fogelström, J., Lundius, A. & Pousette, H. Neutralizing acidic wastewater
from the pickling process using slag from the steelmaking process : A pilot study in
project "Neutralsyra" (2017).
51. Figueira, R. M. & Szekely, J. Turbulent Fluid Flow Phenomena in a Water Model of an
AOD System. Metall. Trans. B 16, 67–75 (1985).
52. Bjurström, M., Tilliander, A., Iguchi, M. & Jönsson, P. Physical-modeling Study of Fluid
Flow and Gas Penetration in a Side-blown AOD Converter. ISIJ Int. 46, 523–529 (2006).
53. Cabaret, F., Bonnot, S., Fradette, L. & Tanguy, P. A. Mixing Time Analysis Using
Colorimetric Methods and Image Processing. Ind Eng Chem Res 46, 5032–5042 (2007).
54. Wuppermann, C. et al. A Novel Approach to Determine the Mixing Time in a Water Model
of an AOD Converter. ISIJ Int. 52, 1817–1823 (2012).
55. Samuelsson, P., Ternstedt, P., Tilliander, A., Appell, A. & Jönsson, P. G. Use of physical
modelling to study how to increase the production capacity by implementing a novel
oblong AOD converter. Ironmak. Steelmak. 45, 335–341 (2018).
56. Wei, J.-H., Zhu, H.-L., Chi, H.-B. & Wang, H.-J. Physical Modeling Study on Combined
Side and Top Blowing AOD Refining Process of Stainless Steel: Gas Stirring and Fluid
Flow Characteristics in Bath. ISIJ Int. 50, 17–25 (2010).

References | 82
57. Wei, J.-H., Zhu, H.-L., Chi, H.-B. & Wang, H.-J. Physical Modeling Study on Combined
Side and Top Blowing AOD Refining Process of Stainless Steel: Fluid Mixing
Characteristics in Bath. ISIJ Int. 50, 26–34 (2010).
58. Wei J.-H. et al. Water modelling study of fluid flow and mixing characteristics in bath
during AOD process. Ironmak. Steelmak. 26, 363–371 (1999).
59. Zhou, X., Ersson, M., Zhong, L., Yu, J. & Jönsson, P. Mathematical and Physical
Simulation of a Top Blown Converter. Steel Res. Int. 85, 273–281 (2014).
60. Ternstedt, P., Tilliander, A., Jönsson, P. G. & Iguchi, M. Mixing Time in a Side-Blown
Converter. ISIJ Int. 50, 663–667 (2010).
61. Narygina, O. et al. High-pressure experimental and computational XANES studies of ( Mg
, Fe ) ( Si , Al ) O 3 perovskite and (Mg,Fe)O ferropericlase as in the Earth’s lower mantle.
Phys. Rev. B 79, (2009).
62. Kung, J., Li, B., Weidner, D. J., Zhang, J. & Liebermann, R. C. Elasticity of (Mg 0.83 ,Fe
0.17 )O ferropericlase at high pressure: ultrasonic measurements in conjunction with X-
radiation techniques. Earth Planet. Sci. Lett. 203, 557–566 (2002).
63. Holzapfel, C., Rubie, D. C., Mackwell, S. & Frost, D. J. Effect of pressure on Fe–Mg
interdiffusion in (FexMg1−x)O, ferropericlase. Phys. Earth Planet. Inter. 139, 21–34
(2003).
64. Otsuka, K. & Karato, S. The influence of ferric iron and hydrogen on Fe–Mg interdiffusion
in ferropericlase ((Mg,Fe)O) in the lower mantle. Phys. Chem. Miner. 42, 261–273 (2015).
65. Ohta, K., Yagi, T., Hirose, K. & Ohishi, Y. Thermal conductivity of ferropericlase in the
Earth’s lower mantle. Earth Planet. Sci. Lett. 465, 29–37 (2017).
66. Otsuka, K., Longo, M., McCammon, C. A. & Karato, S. Ferric iron content of ferropericlase
as a function of composition, oxygen fugacity, temperature and pressure: Implications for
redox conditions during diamond formation in the lower mantle. Earth Planet. Sci. Lett.
365, 7–16 (2013).
67. Xiao, Y., Sun, T. & Zhao, Y.-H. Experimental Study on Preparation of Ferropericlase by
Oxalate Coprecipitation. Minerals 10, 179 (2020).

83 | References
68. McCammon, C., Peyronneau, J. & Poirier, J.-P. Low ferric iron content of (Mg,Fe)O at
high pressures and temperatures. Geophys. Res. Lett. 25, 1589–1592 (1998).
69. Heidelbach, F., Terry, M. P., Bystricky, M., Holzapfel, C. & McCammon, C. A simultaneous
deformation and diffusion experiment: Quantifying the role of deformation in enhancing
metamorphic reactions. Earth Planet. Sci. Lett. 278, 386–394 (2009).
70. Keppler, H., Kantor, I. & Dubrovinsky, L. S. Optical absorption spectra of ferropericlase
to 84 GPa. Am. Mineral. 92, 433–436 (2007).
71. Tashiro, M., Sukenaga, S. & Shibata, H. Control of crystallization behaviour of
supercooled liquid composed of lithium disilicate on platinum substrate. Sci. Rep. 7, 6078
(2017).
72. Shi, C. & Hu, S. Cementitious properties of ladle slag fines under autoclave curing
conditions. Cem. Concr. Res. 33, 1851–1856 (2003).
73. Aydın, S. & Baradan, B. Mechanical and microstructural properties of heat cured alkali-
activated slag mortars. Mater. Des. 35, 374–383 (2012).
74. Kourounis, S., Tsivilis, S., Tsakiridis, P. E., Papadimitriou, G. D. & Tsibouki, Z. Properties
and hydration of blended cements with steelmaking slag. Cem. Concr. Res. 37, 815–822
(2007).
75. TETENS, O. Uber einige meteorologische Begriffe. Z Geophys 6, 297–309 (1930).
76. Okamoto, A., Futamura, E. & Kawamura, K. Hydration Behavior of LD Slag at Autoclave
Test. Trans. Iron Steel Inst. Jpn. 21, 16–24 (1981).
77. Hou, J., Chen, Z. & Liu, J. Hydration Activity and Expansibility Model for the RO Phase
in Steel Slag. Metall. Mater. Trans. B (2020) doi:10.1007/s11663-020-01847-3.
78. Ter Teo, P., Seman, A. A., Basu, P. & Sharif, N. M. Characterization of EAF Steel Slag
Waste: The Potential Green Resource for Ceramic Tile Production. Procedia Chem. 19,
842–846 (2016).
79. Luxán, M. P., Sotolongo, R., Dorrego, F. & Herrero, E. Characteristics of the slags
produced in the fusion of scrap steel by electric arc furnace. Cem. Concr. Res. 30, 517–
519 (2000).

References | 84
80. Babenko, A. A. et al. Phase composition of magnesia converter slag and improved wear
resistance of the lining’s slag coating. Steel Transl. 42, 114–117 (2012).
81. Engström, F., Adolfsson, D., Samuelsson, C., Sandström, Å. & Björkman, B. A study of the
solubility of pure slag minerals. Miner. Eng. 41, 46–52 (2013).
82. Strandkvist, I., Björkman, B. & Engström, F. Synthesis and dissolution of slag minerals -
a study of β-dicalcium silicate, pseudowollastonite and monticellite. Can. Metall. Q. 54,
446–454 (2015).
83. Ropp, R. C. Group 16 (O, S, Se, Te) Alkaline Earth Compounds. in Encyclopedia of the
Alkaline Earth Compounds 105–197 (Elsevier, 2013). doi:10.1016/B978-0-444-59550-
8.00003-X.
84. Longo, M., McCammon, C. A. & Jacobsen, S. D. Microanalysis of the iron oxidation state
in (Mg,Fe)O and application to the study of microscale processes. Contrib. Mineral.
Petrol. 162, 1249–1257 (2011).
85. Mombelli, D. et al. The effect of microstructure on the leaching behaviour of electric arc
furnace (EAF) carbon steel slag. Process Saf. Environ. Prot. 12.
86. Dimitrova, S. V. Use of granular slag columns for lead removal. Water Res. 36, 4001–
4008 (2002).
87. Oh, C., Rhee, S., Oh, M. & Park, J. Removal characteristics of As(III) and As(V) from acidic
aqueous solution by steel making slag. J. Hazard. Mater. 213–214, 147–155 (2012).
88. Engelsen, C. J. et al. Leaching characterisation and geochemical modelling of minor and
trace elements released from recycled concrete aggregates. Cem. Concr. Res. 40, 1639–
1649 (2010).
89. Bale, C. W. et al. FactSage thermochemical software and databases. Calphad 26, 189–228
(2002).
90. He, H. & Suito, H. Leaching Behavior of Fluorine-containing Minerals in Seawater. ISIJ
Int. 42, 132–138 (2002).
85 | References
91. Wu, C. & Chang, J. Degradation, bioactivity, and cytocompatibility of diopside,
akermanite, and bredigite ceramics. J. Biomed. Mater. Res. B Appl. Biomater. 83B, 153–
160 (2007).
92. Adolfsson, D., Robinson, R., Engström, F. & Björkman, B. Influence of mineralogy on the
hydraulic properties of ladle slag. Cem. Concr. Res. 41, 865–871 (2011).
93. Ji, X., Hou, J., Liu, Y. & Liu, J. Effect of CaO-FeO-MnO system solid solution on the
hydration activity of tri-component f-CaO in steel slag. Constr. Build. Mater. 225, 476–
484 (2019).

Related Documents











