Exhaust Gas Cleaning Systems (Scrubber / SCR) Dual Fuel Engines

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Exhaust Gas Cleaning Systems(Scrubber / SCR)
Dual Fuel Engines

Agenda
• Legislation Sulfur Limits
• Scrubber Systems
• Legislation NOx
• SCR System

Legislation Sulphur Limit Requirements
0,0%
0,5%
1,0%
1,5%
2,0%
2,5%
3,0%
3,5%
4,0%
4,5%
5,0%
2005 2010 2015 2020 2025year
Sulp
hur C
onte
nt in
fuel
in %
globalSOx-ECAEU portsUSA 200nmCalifornia
actual legislationIn SOx-Emission-Control-Areas (SECAs)
• 1,50 % (15.000 ppm) vor dem 1. 7. 2010
• 1,00 % (10.000 ppm) ab 1. 7. 2010
• 0,10 % (1.000 ppm) ab 2015
• Alternative Verfahren (z. B. Scrubber) sind zulässig

Actions to reduce SOx emissionPrimary Action
• Fuel Conversion
• Fuel Switching
Secondary Action
• Exhaust Gas Cleaning Systems (Scrubber)
The IMO and EPA both recognize Exhaust Gas Cleaning Systems (EGCS) as acceptable alternative to low sulfur fuels.
Different Scrubber Systems
Wet Scrubber
• Open loop• Closed loop• Hybrid system
Dry Scrubber

Open Loop Scrubber (wet system)
WaterMonitoring
Control Cabinet
WaterMonitoring
Wat
er T
reat
men
t
De-aeration
Sludge Tank
Exhaust Gas
Scru
bbed
Exha
ust G
as
Pump Control
Water / Exhaust Gas Monitoring
Venting

Alkalinity / NOx emission in the Baltic Sea
http://www.helcom.fi/BSAP_assessment/ifs/archive/ifs2007/en_GB/ship_emissions/_print/ 09.02.2011
Alkalinity
Pros & Cons open loop systemAdvantages of the Open Loop System
• The process requires no hazardous chemicals, seawateris the only scrubbing agent.
• The system has fewer components than other wet systems.
Disadvantages of the Open Loop System
• Operation in brackish or fresh water or in high water temperaturescan inhibit scrubbing of SOx.
• The discharge of effluent with acid pH may be restricted in someregions, therefore it may require a switchover to low sulphur fuel or analternative scrubbing system.

Closed Loop Scrubber (wet system)
Control CabinetExhaust G
as
Scru
bbed
Exha
ust G
as
Pump Control
Water / Exhaust GasMonitoring
Tank
NaOH
Water Treatment
Sludge Tank
Holding Tank(Optional)
Fresh Water
Pump(Optional)

Pros & Cons closed loop systemAdvantages of the Closed Loop System
• The system can operate in all regions regardless ofseawater alkalinity or temperature.
• Effluent can be stored on board until a possibility ofdischarging in the next harbour can be used.
Disadvantages of the Closed Loop System
• The system has more components than an open loop system.• The system requires a constant supply of sodium hydroxide
solution, a hazardous substance requiring special handling,care and cost. In addition, the use of caustic soda chemicalsincrease the effort to gain regulatory approval.

Hybrid Scrubber (wet system)
Control Cabinet
Exhaust Gas
Scru
bbed
Exha
ust G
as
Pump Control
Water / Exhaust GasMonitoring
Tank
NaOH
Water Treatment
Sludge Tank
Fresh Water
Pump(Optional)
Open Loop
Close Loop

Pros & Cons hybrid system
Advantages of the Hybrid System
• The system can operate in all regions regardless ofseawater alkalinity or temperature.
Disadvantages of the Hybrid System
• The system requires the most components of any wet option.• Highest price of wet systems.
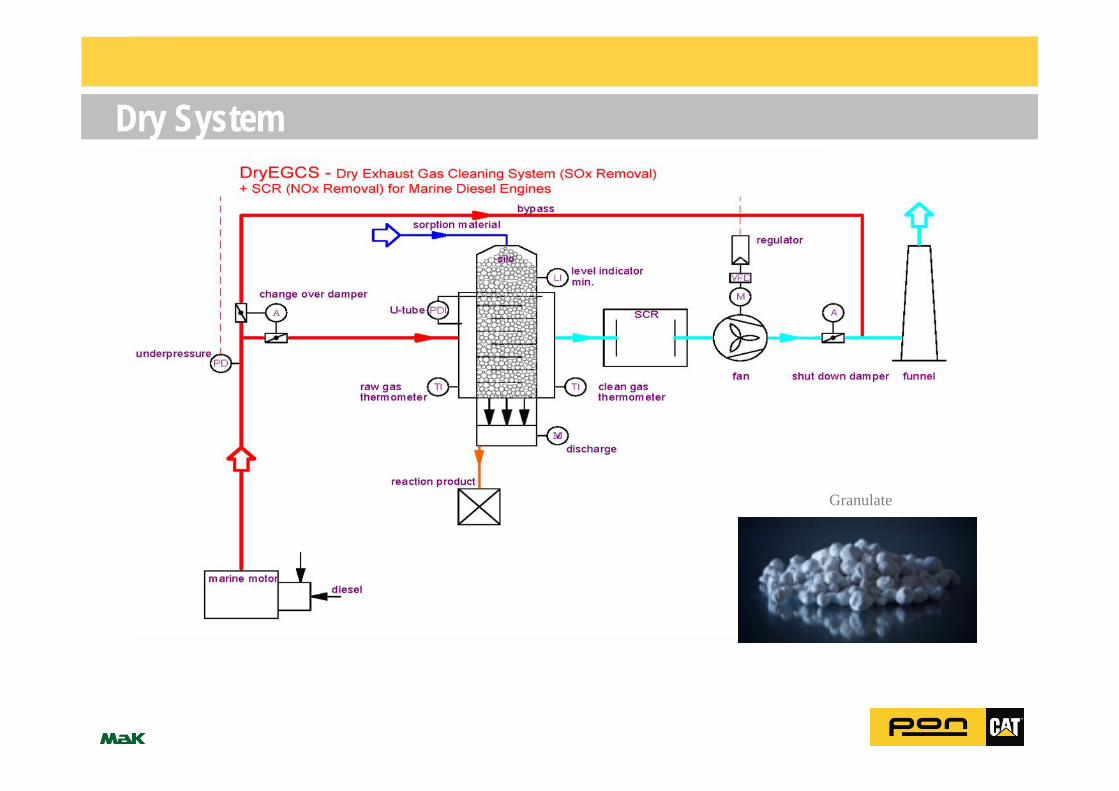
Dry System
Flow Chart.jpg Granulate

Pros & Cons dry systemAdvantages of the dry system include the following:
• The system does not produce any liquid effluent for overboard discharge.• The system can reduce NOx emissions.• Temperature stays constant• Possibility to install a SCR after the Scrubber• Possibility to use more residual heat
Disadvantages of the dry system include the following:
• The ship must have suitable storage and handling arrangements toaccommodate the dry bulk reactants and products, as well as a reliablesupply of materials.
• Increased costs from use of calcium hydroxide for SOx abatement.• Size and weight of the scrubber.

Dry Scrubber
3,6 MW engine power
Caterpillar Motoren Rostock CMR
24 MW dry scrubber
Marine application
MS Timbus

Comparison of different scrubber systems
Vessel Type: Cargo ShipOperating Aera: ECA Zone Engine Type: MaK 8 M 25 / 2320 kWFuel Oil: Heavy Fuel Oil (S = 2,7%)Exhaust gas flow rate: 15.776 kg/hExhaust gas temperature: 325°CSpecific fuel consumption: 181 g/kWhOperating time: 240 h at 85% engine load
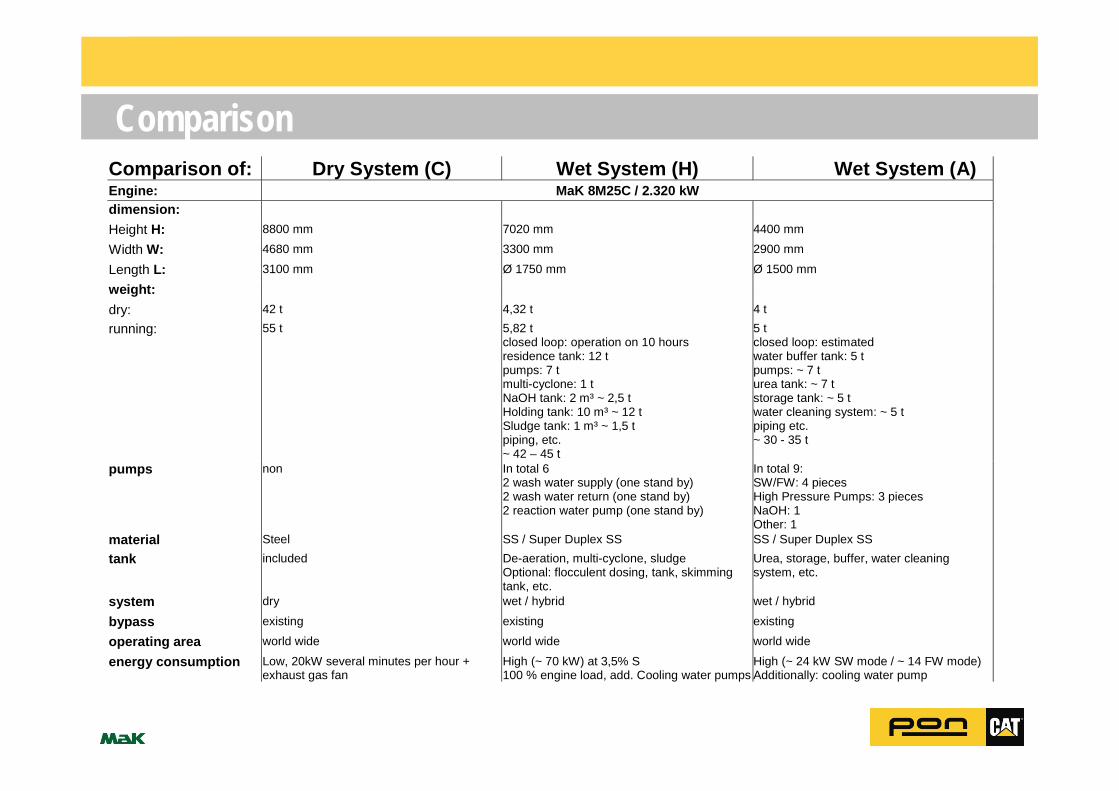
ComparisonComparison of: Dry System (C) Wet System (H) Wet System (A) Engine: MaK 8M25C / 2.320 kW dimension: Height H: 8800 mm 7020 mm 4400 mm
Width W: 4680 mm 3300 mm 2900 mm
Length L: 3100 mm Ø 1750 mm Ø 1500 mm
weight:
dry: 42 t 4,32 t 4 t
running: 55 t 5,82 t closed loop: operation on 10 hours residence tank: 12 t pumps: 7 t multi-cyclone: 1 t NaOH tank: 2 m³ ~ 2,5 t Holding tank: 10 m³ ~ 12 t Sludge tank: 1 m³ ~ 1,5 t piping, etc. ~ 42 – 45 t
5 t closed loop: estimated water buffer tank: 5 t pumps: ~ 7 t urea tank: ~ 7 t storage tank: ~ 5 t water cleaning system: ~ 5 t piping etc. ~ 30 - 35 t
pumps non In total 6 2 wash water supply (one stand by) 2 wash water return (one stand by) 2 reaction water pump (one stand by)
In total 9: SW/FW: 4 pieces High Pressure Pumps: 3 pieces NaOH: 1 Other: 1
material Steel SS / Super Duplex SS SS / Super Duplex SS tank included De-aeration, multi-cyclone, sludge
Optional: flocculent dosing, tank, skimming tank, etc.
Urea, storage, buffer, water cleaning system, etc.
system dry wet / hybrid wet / hybrid
bypass existing existing existing
operating area world wide world wide world wide
energy consumption Low, 20kW several minutes per hour + exhaust gas fan
High (~ 70 kW) at 3,5% S 100 % engine load, add. Cooling water pumps
High (~ 24 kW SW mode / ~ 14 FW mode) Additionally: cooling water pump

ComparisonComparison of: Dry System (C) Wet System (H) Wet System (A)
serviceability Good Good Good
service requirements Low Low Low
service availability Good Good Good
safety ++ + Caustic, violent reaction with water
additives Lime stone consumption (Ca(OH)2), discharge of gypsum, existing logistics
No, only seawater in hybrid mode. SW Mode: discharge of sulphate in the sea FW Mode: caustic soda consumption, need of a discharge water storage tank Global caustic soda suppliers: AGC, Akzo, BASF, …
consumption 30 kg/h per MW at 3% S to 0,1% S %S (HFO) x 29 l/h per ton HFO %S (HFO) x 29 l/h per ton HFO
back pressure 10 – 12 mbar 10 mbarmax 10 mbarmax
disposal sea / harbour Sea / harbour sea / harbour
PM 80 – 90 % reduced up to 80 % reduced up to 80 % reduced
environment pollution No, gypsum for industry Sulphate into the sea Sulphate in open loop into the sea advantages SCR installation after the Scrubber if
needed (retrofit). Robust, low maintenance, low energy consumption. SCR service interval longer (PM will be reduced from the scrubber)
Possibility to change between open and closed loop. Open loop the majority of time and closed loop while sailing in certain areas.
Possibility to change between open and closed loop.
Control & monitoring Complete control system Connection for fan Temperature control Pressure control Level control Heating control Exhaust gas monitoring unit for CO2, SOx, NOx, According to resolution MEPC 184 (59) scheme B, Using continuous monitoring SOx, CO2, and NOx emission.
Standard control system.
Gas analyser: SO2, CO2 and optional NOx Water analyser: PH, PAH, Turbidity The gas analyser do have a probe, particle filter, heated hoze an a gas conditioner cabinet. This analysers are needed to control the exhaust gas cleaning system and monitoring the system to fulfil the requirements of regulations. The pumps are automatically selected based on above mentioned parameters and controlled by the PLC.

ConsumptionWet scrubber
NaOH consumption
% S (HFO) x 29 l/h per ton HFO(50 % NaOH solution)2,7 % S x 29 l/h x 86t HFO(240h at 85%) ~ 6,5 t NaOH
Fresh water
closed loop: 76 m³/hopen loop: 150 m³/h
Sludge
1 t HFO ~ 6,3 kg PM dry ~ 10 kg PM sludge86 t HFO (240h at 85%) ~ 860 kg sludge (at 85% particle filtration + sulphate)
Dry scrubber
Lime consumption
27 kg/h MW at 2,7 % S - reduce to - 0,1 % S27 kg (CaOH) x 2,32 MW x 0,85 load x 240 h ~ 12778 kg (CaOH)
Example data
Engine power: 2320 kWLoad factor: 85 %Fuel consumption: 181 g/kWhRunning hours: 240 hHFO: 2,7% S

Challenges to integrate a scrubber system
• Weight and stability
• Water handling system
• Machinery and exhaust pipe arrangements
• Exhaust back pressure
• Electric power
• Failure modes
We would like to support you

Necessary Information
• Shipping routes• Operating time and load• Operating time in ECA• Operating time in ports (or special EC Areas)• Acceptance of additives like NaOH (caustic soda) or
Ca(OH)2 (lime hydrate)• X-sectional drawing• Ambient conditions

NOx reduction
SCR
8M43C
Selective Catalytic Reaction

Legislation NOx
IMO, NOx-Kurve
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
18,0
0 250 500 750 1000 1250 1500Drehzahl in 1/min
NO
x in
g/k
Wh
Tier I, ab 2000Tier II, ab 2011Tier III, ab 2016
2,6 2,3
10,59,0
MaK Engine Range

SCR system overview

SCR – The Chemistry of NOx reduction
• Step 1: Hydrolysis of Urea
Urea Solution (CO (NH2)2 + H2O ) Ammonia (NH3) + CO2
• Step 2: Reduction of NOx
Ammonia (NH3) + NOx +O2 N2 + H20
SCR
Catalyst
Elevated
temperature
SCR – Urea Consumption and Cost Calculation
• Necessary NOx Reduction (IMO II → IMO III) – appr. 8 g/kWh
• Urea Consumption (40% solution) → 12.00 l/MWh
• Urea Cost (300 $/t) → 0,27 €/kg → 3,65 €/MWh

• TExhaust = f (TInletAir, Operating Point)• Exhaust gas mass flow• Engine out emissions• Allowed backpressure• Fuel (HFO, MDO, MGO, ULSF)
• Sulfur Content• Catalyst poisons
• Lube oil • Ash content• catalyst poisons
Important values for future aftertreatment layouts

SCR - System
SCR- technology for HFO Operation
250
275
300
325
350
375
0,0 0,5 1,0 1,5 2,0 2,5 3,0
Sulphur Content in Fuel in %
Exha
ust G
as T
empe
ratu
re b
efor
e SC
R in
°c
SCR Fouling
No Problems

Critical / important components

Technical Options (After Treatment view)Post Turbo SCR for SSC engines
- MDO / MGO (LSF) Solution -
61 2 3 4 5
Coo
ler
Urea
SCR Module
61 2 3 4 5
Coo
ler
UreaUrea
SCR ModuleSCR Module
Post Turbo SCR for SSC engines - HFO Solution with DryScrubber -
61 2 3 4 5
Coo
ler
UreaUrea
SCR ModuleSCR ModuleDryScrubberDryScrubber
Post Turbo SCR for SSC engines - HFO Solution with WetScrubber -
61 2 3 4 5
Coo
ler
UreaUrea
SCR ModuleSCR Module WetScrubber
WetScrubber
Advantage Disadvantageonly low sulfur fuel <
0,1%-S in ECA possible
lower temperature limit for catalyst operation, when
running with low sulfur fuel
higher durability and lifetime of catalyst
smaller catalyst possible
No Sox abatement technologies necessary
small plant size compared to scrubber systems
Advantage Disadvantage
High sulfur fuel >0,1%-S in ECA allowed
lower temperature limit for catalyst operation, when running with dry
scrubberhigher durability and lifetime of catalyst
smaller catalyst possible
SOx abatement technolgie necessaryDry Scrubber large
and Heavy
Advantage Disadvantage
High sulfur fuel >0,1%-S in ECA allowed
Sulfur content might be restriced to 1% to to
catalyst poisinghigh temperature limit since SCR has to be
arranged infront of the scrubbing unit
low durability and lifetime of catalyst
large size of catalyst due to short individual lifetime necessarySOx abatement
technolgie necessaryAll negative points of a wet scrubbing system

THANK YOU
For more information, please contact
Steen Kjærhus LarsenAccount Manager MaK ServiceTel:+45 36 88 01 46Mobile: +45 40 16 01 46 [email protected]
Related Documents











