This article was downloaded by: [Universiti Sains Malaysia] On: 25 January 2015, At: 08:25 Publisher: Taylor & Francis Informa Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House, 37-41 Mortimer Street, London W1T 3JH, UK Click for updates Journal of Adhesion Science and Technology Publication details, including instructions for authors and subscription information: http://www.tandfonline.com/loi/tast20 Evaluation of properties of starch- based adhesives and particleboard manufactured from them Kushairi Mohd Salleh a , Rokiah Hashim a , Othman Sulaiman a , Salim Hiziroglu b , Wan Noor Aidawati Wan Nadhari a , Norani Abd Karim a , Nadiah Jumhuri a & Lily Zuin Ping Ang a a Division of Bioresource, Paper and Coatings Technology, School of Industrial Technology,Universiti Sains Malaysia, 11800 Penang, Malaysia b Department of Natural Resource Ecology and Management, Oklahoma State University, Stillwater, OK 74078-6013, USA Published online: 08 Dec 2014. To cite this article: Kushairi Mohd Salleh, Rokiah Hashim, Othman Sulaiman, Salim Hiziroglu, Wan Noor Aidawati Wan Nadhari, Norani Abd Karim, Nadiah Jumhuri & Lily Zuin Ping Ang (2015) Evaluation of properties of starch-based adhesives and particleboard manufactured from them, Journal of Adhesion Science and Technology, 29:4, 319-336, DOI: 10.1080/01694243.2014.987362 To link to this article: http://dx.doi.org/10.1080/01694243.2014.987362 PLEASE SCROLL DOWN FOR ARTICLE Taylor & Francis makes every effort to ensure the accuracy of all the information (the “Content”) contained in the publications on our platform. However, Taylor & Francis, our agents, and our licensors make no representations or warranties whatsoever as to the accuracy, completeness, or suitability for any purpose of the Content. Any opinions and views expressed in this publication are the opinions and views of the authors, and are not the views of or endorsed by Taylor & Francis. The accuracy of the Content should not be relied upon and should be independently verified with primary sources of information. Taylor and Francis shall not be liable for any losses, actions, claims, proceedings, demands, costs, expenses, damages, and other liabilities whatsoever or howsoever caused arising directly or indirectly in connection with, in relation to or arising out of the use of the Content. This article may be used for research, teaching, and private study purposes. Any substantial or systematic reproduction, redistribution, reselling, loan, sub-licensing,

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

This article was downloaded by: [Universiti Sains Malaysia]On: 25 January 2015, At: 08:25Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registeredoffice: Mortimer House, 37-41 Mortimer Street, London W1T 3JH, UK
Click for updates
Journal of Adhesion Science andTechnologyPublication details, including instructions for authors andsubscription information:http://www.tandfonline.com/loi/tast20
Evaluation of properties of starch-based adhesives and particleboardmanufactured from themKushairi Mohd Salleha, Rokiah Hashima, Othman Sulaimana, SalimHiziroglub, Wan Noor Aidawati Wan Nadharia, Norani Abd Karima,Nadiah Jumhuria & Lily Zuin Ping Anga
a Division of Bioresource, Paper and Coatings Technology, Schoolof Industrial Technology,Universiti Sains Malaysia, 11800 Penang,Malaysiab Department of Natural Resource Ecology and Management,Oklahoma State University, Stillwater, OK 74078-6013, USAPublished online: 08 Dec 2014.
To cite this article: Kushairi Mohd Salleh, Rokiah Hashim, Othman Sulaiman, Salim Hiziroglu,Wan Noor Aidawati Wan Nadhari, Norani Abd Karim, Nadiah Jumhuri & Lily Zuin Ping Ang (2015)Evaluation of properties of starch-based adhesives and particleboard manufactured from them,Journal of Adhesion Science and Technology, 29:4, 319-336, DOI: 10.1080/01694243.2014.987362
To link to this article: http://dx.doi.org/10.1080/01694243.2014.987362
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy of all the information (the“Content”) contained in the publications on our platform. However, Taylor & Francis,our agents, and our licensors make no representations or warranties whatsoever as tothe accuracy, completeness, or suitability for any purpose of the Content. Any opinionsand views expressed in this publication are the opinions and views of the authors,and are not the views of or endorsed by Taylor & Francis. The accuracy of the Contentshould not be relied upon and should be independently verified with primary sourcesof information. Taylor and Francis shall not be liable for any losses, actions, claims,proceedings, demands, costs, expenses, damages, and other liabilities whatsoever orhowsoever caused arising directly or indirectly in connection with, in relation to or arisingout of the use of the Content.
This article may be used for research, teaching, and private study purposes. Anysubstantial or systematic reproduction, redistribution, reselling, loan, sub-licensing,

systematic supply, or distribution in any form to anyone is expressly forbidden. Terms &Conditions of access and use can be found at http://www.tandfonline.com/page/terms-and-conditions
Dow
nloa
ded
by [
Uni
vers
iti S
ains
Mal
aysi
a] a
t 08:
25 2
5 Ja
nuar
y 20
15

Evaluation of properties of starch-based adhesives and particleboardmanufactured from them
Kushairi Mohd Salleha, Rokiah Hashima*, Othman Sulaimana, Salim Hiziroglub, WanNoor Aidawati Wan Nadharia, Norani Abd Karima, Nadiah Jumhuria and Lily Zuin
Ping Anga
aDivision of Bioresource, Paper and Coatings Technology, School of Industrial Technology,Universiti Sains Malaysia, 11800 Penang, Malaysia; bDepartment of Natural Resource Ecology
and Management, Oklahoma State University, Stillwater, OK 74078-6013, USA
(Received 10 February 2014; final version received 15 August 2014; accepted 6 November 2014)
The objective of this study was to evaluate some of the mechanical and physicalproperties of experimental particleboard panels manufactured from rubberwood (He-vea brasiliensis) bonded using oil palm starch, wheat starch, and urea formaldehyde(UF) at a density of 0.60 g/cm3. Bending characteristics, internal bond strength,thickness swelling, and water absorptions of the samples were determined based onJapanese Industrial Standard (JIS). Overall mechanical properties for natural binderoil palm starch resulted in higher values than those made from wheat starch. Thehighest internal-bonding strength (IB) value of 0.41 N/mm2 was determined for thesamples made from oil palm starch. Dimensional stability in the form of thicknessswelling of the samples made from oil palm starch had higher values, ranging from4.24 to 22.84% than those manufactured from wheat starch. Natural adhesiveshowed comparable strength with panels manufactured with UF. Overall results meetthe Japanese Industrial Standard (JIS) requirements except for water absorption andthickness swelling of the samples.
Keywords: oil palm; rubberwood; particleboard; starch; mechanical properties
1. Introduction
Increasing demand for wood and wood products has been an important factor on howto utilize our forest resources as sustainable as possible. Limited forest resources inmany countries are creating great interest to use underutilized wood and non-woodresources as raw material to produce value-added products. Wood composite industry isalso considering using waste and underutilized species as raw material.
It is a well-known fact that urea formaldehyde (UF) is most widely used adhesivein many countries, including Malaysia. Manufacturing of panel products with excellentphysical and mechanical properties at a low cost is the major advantage of UF. How-ever, one major disadvantage of UF is its formaldehyde emission, which creates signifi-cant health and environmental problem.
Starch is a carbohydrate abundantly present in various plant species, such as potato,wheat, sago, and rice. Depending on the plant, starch has different chemical structure,determined by the presence of amylose and amylopectin. Amylose forms a linear
*Corresponding author. Email: [email protected]
© 2014 Taylor & Francis
Journal of Adhesion Science and Technology, 2015Vol. 29, No. 4, 319–336, http://dx.doi.org/10.1080/01694243.2014.987362
Dow
nloa
ded
by [
Uni
vers
iti S
ains
Mal
aysi
a] a
t 08:
25 2
5 Ja
nuar
y 20
15

α-(1→4)-linked glucan, while amylopectin has an additional 4.2–5.9% α-(1→6) branchlinkages to the α-(1→4)-linked glucan.[1] Unlike amylose, amylopectin is soluble inwater. Amylose content will affect expansion potential, crystallinity of amylopectin, andabsorption rate of starch.
Oil palm (Elaeis guineensis) is one of the largest plantation lands producing animportant cash crop in Malaysia.[2,3] Oil palm industry generated the largest amountof biomass with an approximate value of 77.24 dry tons in 2009 in Malaysia.[4] Onceoil palm tree is 25–30 years old, they do not produce fruits, which are used for cookingoil production. Oil palm being a lignocellulosic material has been used to manufactureexperimental panel products in previous studies.[5–7] Hashim et al. manufacturedexperimental binderless-oriented strand board from oil palm trunks (OPT) with highdensity of 0.80 g/cm3.[6] In another work, Baskaran et al. investigated characteristicsof particleboard panels from OPT by having a treatment with polyhydroxyalkanoates asmain chemical to enhance their properties.[5] In addition to using different anatomiesof oil palm as raw material for value-added composite panel manufacture, productionof starch from the trunk and using it as green adhesive would be very attractive. Themain constituents of the oil palm trunk are parenchyma cells and vascular bundles.[8,9]Starch can be easily extracted from oil palm using extraction method from OPT withthe yield up to 20–25%.[10–14]
Wheat starch is one of the green agricultural products, which could be consideredas a potential binder in composite panel manufacture. Its abundant availability and non-toxicity along with its low cost make such resource very attractive to composite panelindustry. Particleboard made from wheat starch is still new in composite industry, eventhough some initial research projects have been carried out.[15,16] The comparisonbetween wheat and oil palm starch along with different types of particle is new andpotentially promising for composite industry.
Therefore, the main objective of this work was to evaluate basic properties of parti-cleboard made from these two natural binders, namely oil palm starch and wheatstarch. Control panels were also manufactured using UF resin to compare both physicaland mechanical properties of the panels to each other.
2. Materials and methods
2.1. Preparation of raw material
Commercially manufactured (Hevea brasiliensis) particles were supplied by Hevea-Board Sdn Bhd in Seremban, Negeri Sembilan, Malaysia. Oil palm trees of 25 yearsold were harvested in a local plantation in Kuala Selangor, Malaysia. The OPT werecut by using Formatero FH-600BS into smaller sections for extraction process. Wheatstarch was provided by Sigma–Aldrich with CAS number of 9005-25-8.
2.2. Extraction of oil palm starch
Starch was produced from the particles by the extraction process described in a previ-ous work.[14] Smaller size of chips were cut from the oil palm trunk and soaked in1000 mL aliquots of 0.5% (w/v) aqueous solution of sodium metabisulphate. Sodiummetabisulphate was used as main chemical to extract starch from oil palm trunk. Afterapproximately 48 h, the chips were removed from the solution, squeezed and washedfor 2–3 times with distilled water to make sure that all remaining starch was fully
320 K.M. Salleh et al.
Dow
nloa
ded
by [
Uni
vers
iti S
ains
Mal
aysi
a] a
t 08:
25 2
5 Ja
nuar
y 20
15

extracted to maximize the amount of starch. The remaining residues were filtered usinga sieve with a mesh size of 100 μm in order to have a pure starch. By using BeckmanCoulter Allegra X-15R centrifuger, the filtered solution was centrifuged using four of750 mL centrifuge bottle at 4750 rpm for 15 min at temperature of 24 °C. The starchprecipitate was removed from the centrifuge bottles and dried in a laboratory oven at atemperature of 50 ± 2 °C approximately for 3 days. Dried extracted starch was groundusing a blender and stored at room temperature for further use.
2.3. Determination of basic properties of starch and bio-adhesives
Basic properties of starch comprise moisture content, moisture sorption capacity, swell-ing capacity, hydration capacity, true density, bulk and tapped density, porosity, Carrindex, Hausner ratio, pH, particle size, starch content, amylose and amylopectin con-tent; protein, lipid, and ash contents were determined accordingly.
Moisture content was measured with approximately 5 g (AD) of starch sample,which was taken and dried in an oven at a temperature of 60 °C ± 2 until the sampleachieved a constant weight (OD). Moisture content calculated as in Equation (1).
Moisture content ð%Þ ¼ AD� OD
OD� 10 (1)
For moisture sorption capacity, two grams of air-dry weights (W) of starches pow-ders were weighed on tarred petri dish. The samples were then placed in a desiccatorfilled with distilled water at room temperature. Amount of water absorbed (Wa) by thesamples after being exposed to high relative humidity for a five-day period (Wg) wereweighed.[17] Moisture sorption capacity was calculated as in Equation (2).
Moisture sorption capacity ð%Þ ¼ Wa
W� 100 (2)
For swelling capacity, starches with air-dry weight of 0.1 g (Wx) were placed in thebeaker then dispersed with 100 ml deionized water. Swollen polymer was separated byusing filter paper after 1 h.[18] The samples were weighed (Wy), and the swellingcapacity was calculated as in Equation (3).
Swelling capacity ð%Þ ¼ Wy
Wx� 100 (3)
For hydration capacity, about one gram of oil palm starch and wheat starch wereweighed (a) repetitively and then placed in a centrifuge tube and covered with 10 ml ofdistilled water. Intermittently the tube was shaken for 2 h and afterwards centrifuged at4750 rpm for 8 min. The weight of the powder after water uptake (b) was deter-mined.[19] Hydration capacity was calculated as in Equation (4).
Hydration capacity ¼ b
a(4)
For true density, xylene was used as the immersion fluid to determine true densitiesof oil palm starch and wheat starch by the liquid displacement method.[18] Truedensity was calculated as in Equation (5).
Journal of Adhesion Science and Technology 321
Dow
nloa
ded
by [
Uni
vers
iti S
ains
Mal
aysi
a] a
t 08:
25 2
5 Ja
nuar
y 20
15

TrueDensity ðDtÞ ¼ Ws
ðaþWsÞ � bÞ � SG(5)
where Ws = weight of starch, a = weight of bottle + xylene, b = weight of bot-tle + xylene + starch after liquid displacement, SG = specific gravity of xylene.
For bulk and tapped density, starch powders were weighed for 50 g (W), thengently poured through a short-stemmed glass funnel into a 100 ml graduated cylinder.The volume occupied by the starch powder was taken as V. Wooden surface at heightof 7 inches was prepared subsequently and the powders were tapped until no furtherchange in volume was observed. This volume (Vt) was taken as the tapped volume.[18]Bulk and tapped density calculated as in Equations (6) and (7).
Bulk density ðBdÞ ¼ W
V(6)
Tapped density ðTdÞ ¼ W
Vt(7)
The powder porosity was calculated by the method of Ohwoavworhua and Adelakunas calculated in Equation (8).[20]
Porosity ð%Þ ¼ 1� Bd
Dt� 100 (8)
The compressibility index and Hausner’s ratio based on bulk density (Bd) and tappeddensity (Td) was computed as in Equations (9) and (10).[18]
Carr index ð%Þ ¼ Td� Bd
Td� 100 (9)
Hausner ratio ¼ Td
Bd(10)
Electronic pH meter was used to determine pH of the starch by weighing 1 g of thestarches diluted with 100 ml of distilled water.[18] The particle size analysis was evalu-ated using a particle size analyzer, the Mastersizer 2000 (Malvern Instruments), with aScirocco dry powder feeder. The particle size of the starch was measured and expressedin micrometer (μm) units.
Starch content was determined based on previous work done by Nielsen.[21] About2 g of oven-dry weight of starch was weighed in a beaker followed by addition of 2 mldistilled water and 2.7 ml of 72% perchloric acid. Magnetic stirrer was used to stir thesolution for 10 min and then adjusted by adding distilled water into the beaker to get50 ml of total solution. Supernatant formed was taken (1 ml) and transferred to a100 ml beaker, after which, 6 ml distilled water, a drop of phenolphthalein, and a fewdrops of 6 N sodium hydroxide (NaOH) were added. Then, titration process proceededby using acetic acid until pink color in the solution disappeared before another 2.5 mlof acetic acid being added into the solution. Next, 0.5 ml of 10% potassium iodide (KI)and 5 ml of 0.01 N potassium iodate (KIO3) were added into the solution. The obtainedbluish solution was analyzed using UV–vis spectrophotometer at 650 nm wavelength.To determine the starch content, a linear regression Eq. was used.
Amylose and amylopectin content of oil palm starch and wheat starch were deter-mined based on the methodology adapted from Riley et al.[22] About 5 g of starch
322 K.M. Salleh et al.
Dow
nloa
ded
by [
Uni
vers
iti S
ains
Mal
aysi
a] a
t 08:
25 2
5 Ja
nuar
y 20
15

was weighed and placed in an extraction thimble for extraction process to remove thelipid content by using n-hexane as solvent. Then lipid-free starch and the extractionthimble were air dried for 12 h before the lipid-free starch was removed from theextraction thimble and dried in an oven at 30 °C for 24 h. Approximately 20 mg lipid-free starch was weighed and put into the test tube and subsequently dissolved in 8 mlof 90% dimethyl sulfoxide before being shacked for 2 min and heated in water bath at85 °C for 15 min. Then the solution inside the test tube was diluted in 25 ml volumet-ric flask, 1 ml of dilution solution beforehand and filled into 50 ml volumetric add with40 ml distilled water and 5 ml iodine, then the solution was shacked and left for15 min. Absorbance of the sample was measured by UV–vis spectrophotometer at600 nm wavelength. Linear regression Eq. on the calibration graph was used to calcu-late the total amylose and amylopectin content of the starch.
The determination of protein content was carried out according to the Kjeldahl’smethods based on British Standard 1994a.[23] Lipid content of starches was completedthrough the extraction process of starch by using n-hexane as solvent based on BritishStandard 1994b.[24] For ash content, starch sample of about 1 g of air-dry weight in aceramic crucible was weighed and placed in a furnace until a white residue is formed.The temperature of the furnace was slowly increased until a temperature of 525 °C wasreached. The ash content was calculated as in Equation (11).
Ash content ð%Þ ¼ Weight of starch residue
Initial weight of starch sample� 100 (11)
The basic properties that bioadhesives are comprised of are solid content, viscosity, potlife, swelling power, and solubility, which were determined accordingly.
For solids’ content, 5 g of adhesive was taken and dried in an oven at 103 °C ± 2for 24 h, then reweighed until it reached a constant weight which was then calculatedand expressed in percentage.[25] Viscosity of the adhesive was determined by using arotary rheometer (AR1000-N) taken at a shear rate of 150 s−1 at a temperature of28 °C.[26] The pot life of the adhesive was determined by time taken for the adhesiveto become non-usable,for which the sample was left inside a beaker until the adhesivebecame too thick to be spread.[27]
Swelling power and solubility of the starch were carried out with five samples ofstarch dispersion (2% w/v) heated in a shaking water bath at five different temperatures(55, 65, 75, 85, and 95 °C) for 30 min, then the samples were cooled before they werecentrifuged at 4000 rpm for 30 min. The gel and supernatant which resulted from thecentrifugation process were separated with both the supernatant and the gel beingheated in an oven at 103 °C ± 2 until they achieved their constant weight. The swellingpower and solubility of the starch were calculated and expressed in percentage.[28]
2.4. Characterization of oil palm starch and wheat starch
2.4.1. X-ray diffractometry
Structure of materials was analyzed by using X-ray diffractometry (XRD) analysis witha Kristalloflex D-5000 X-ray diffraction system (Siemens, Germany). Fine powders ofstarches were packed into a sample holder and smeared uniformly onto a glass slide,assuring a flat upper part, and finished surfaces of the samples were leveled by air blow.Then the samples were put into a container followed by sprinkling on double stickytape. Data was collected from the diffraction angle 2θ ranging from 10° to 40°, angleswas pre-set in the X-ray scan corresponding to a scanning speed of 0.02 and 2°/min.
Journal of Adhesion Science and Technology 323
Dow
nloa
ded
by [
Uni
vers
iti S
ains
Mal
aysi
a] a
t 08:
25 2
5 Ja
nuar
y 20
15

These X-rays were collimated and directed onto the sample. As the sample and detectorwere rotated, the intensity of the reflected X-rays was recorded. X-rays (Cu-Kα) gener-ated at opening voltage and current of 40 kV, and 40 mA was used to measure the scanrespectively.[5]
2.4.2. Thermogravimetric analysis
Mass change of a sample as a function of temperature and time was measured by usingThermogravimetric analysis (TGA) analysis. Approximately, 10 mg of powder wasplaced in an aluminum pan with the heating rate set at 20 °C/min over temperaturerange between 30 and 800 °C under nitrogen atmosphere. This analysis was conductedby using Perkin Elmer Model PYRIS 1 thermogravimetric analyser with a Pyris Soft-ware (version 9.1.0.0203).
2.4.3. Differential scanning calorimetry
Perkin Elmer Thermal analysis (Model DSC 8000) was used to determine the thermalchanges of starch samples. Approximately 5 mg of starch powder was weighed into analuminum pan. In the next step, empty pan was used as a reference as the sampleswere transferred to the heating pan. With a heating rate of 10 °C/min, samples wereheated over a temperature range between 15 and 280 °C under nitrogen atmosphere.
2.5. Particleboard manufacture
Rubberwood particles were dried to a moisture content of 8% in a laboratory oven. Par-ticles were bonded with two types of starch as binders, namely wheat starch and oilpalm starch. Control samples were also manufactured using UF adhesive.
All raw materials were mixed with above binders at a rate of 15% based on theoven dry weight of particles. For control samples, the rubberwood particles were manu-ally mixed with the UF resin until the resin was fully spread throughout the rubber-wood particles. Bonded particles were manually formed into a mat using a moldingframe with a dimension of 21.10 cm by 21.10 cm. A total 30 panels were prepressedfor 2 min before they were compressed in a computer-controlled press at temperatureof 165 °C using a pressure of 500 kg/cm2 for 15 min to a target thickness of 0.50 cm.The panels were conditioned in a climate room with a temperature of 20 ± 2 °C and arelative temperature of 62 ± 2% for four days before any tests were carried out.[29]Table 1 displays experimental design used in this work.
Table 1. Experimental design.
Raw material Binder type Number of panel
Number of sample
Density MC TS WA MOE IBMOR
Rubberwood UF 5 30 10 15 15 10 15Rubberwood WS 5 30 10 15 15 10 15Rubberwood OPS 5 30 10 15 15 10 15
Notes: UF, urea formaldehyde; WS, wheat starch; OPS, oil palm starch; MC, moisture content; TS, thicknessswelling; WA, water absorption; MOE, modulus of elasticity; MOR, modulus of rupture; IB, internal bondstrength.
324 K.M. Salleh et al.
Dow
nloa
ded
by [
Uni
vers
iti S
ains
Mal
aysi
a] a
t 08:
25 2
5 Ja
nuar
y 20
15

2.6. Evaluation of properties of the samples
Bending properties, modulus of elasticity (MOE), modulus of rupture (MOR), internalbond strength (IB) along with dimensional stability in the form of thickness swelling(TS), and water absorptions (WA) of the samples were evaluated based on JapaneseIndustrial Standard (JIS).[29] The number of samples used was shown in Table 1. AnInstron Tensile Machine Model 5582 equipped with a load cell having a capacity of1000 kg was employed for mechanical tests. Both TS and WA tests of the sampleswere carried out soaking them in distilled water for 2 and 24 h.
3. Results and discussion
3.1. Starch and adhesives basic properties
Basic properties of oil palm starch and wheat starch are shown in Table 2. Oil palmstarch had higher moisture content than wheat starch with a small difference of 11.87and 11.61%. Moisture content in both types of starch recorded was still within therange of commercial starch. Oil palm starch moisture content recorded in this studywas lower than 11.98% recorded in previous work by Noor et al.[14] For wheat starch,maximum moisture content for commercial purposes is 13%, while in this work, mois-ture content recorded was 11.61%.[30]
Moisture sorption capacity of oil palm starch was higher than wheat starch having4.37 and 2.55%, respectively. Oil palm starch is more sensitive at high relative humid-ity condition, thus its mirror physical stability of starch granule of oil palm starcheswas less than wheat starch.[18] This suggests that oil palm starch granules were morehygroscopic than wheat starch, to which water molecules from the environment caneasily be attached. The amount of liquid material absorbed and stored by starch wasobtained by determination of swelling capacity and hydration capacity of the starchgranules. All these two properties revealed that oil palm starch has good ability toabsorb water compared to wheat starch by having swelling capacity of 18.52% andhydration capacity of 6.11%, both of which are higher than wheat starch’s. All theseproperties have a linear relationship with moisture content recorded for both types ofstarch, whereas oil palm starch had higher moisture content than wheat starch evenwhen both were stored at room temperature with same relative humidity.
True density, bulk density, and tapped density of the samples were also determined.Oil palm starch had higher true density, bulk and tapped density to compare to wheatstarch by having true density of 1.41, bulk density of 0.55 g/ml and tapped density of0.90 g/ml. These densities were calculated in order to determine porosity, Carr index,and Hausner ratio of the starch. The porosity of oil palm starch is lower than wheatstarch, that is 60.99 and 66.42%, respectively. The Carr index and Hausner ratio corre-lated with the flowability of the starch granule, which also reflects the viscosity of thestarch adhesive in particleboard making in this study. In viscous form, molecules slidearound each other, whereas there is high resistant to such flow lead to high viscosity offormed adhesive. From Table 2, oil palm starch had higher Carr index and Hausnerratio than wheat starch, that is 38.90 and 1.64% to wheat starch having 36.41 and1.57%, respectively. Higher Carr index and Hausner ratio gave more cohesive and lessfree flow of starch granules in a liquid medium leading to higher viscosity for adhesivemaking.[18]
Particle size for both types of starch was shown in Figure 1. Wheat starch had anaverage size of 15.75 μm, while the oil palm starch had an average size of 12.39 μm.
Journal of Adhesion Science and Technology 325
Dow
nloa
ded
by [
Uni
vers
iti S
ains
Mal
aysi
a] a
t 08:
25 2
5 Ja
nuar
y 20
15

The average particle size of the oil palm starch recorded during this experiment wassmaller than previous work by Noor et al. with an average 14.6 μm.[14] This might bedue to different distribution of granules since the size range varied mainly from(8–15 μm) for oil palm starch. Average particle size for wheat starch by Swinkels [30]was smaller by 8 μm, which contradicted with previous work by Tomoko and Junko[31] that ranged from 16.50 to 22.80 μm compared to 15.75 μm recorded during thisexperiment. This phenomenon could be due to the polymodal characteristics mostprominent in wheat starch granules since the size range can be grouped into three typeswith A-type granules (>15 μm), B-type granules (5–15 μm), and C-type granules(<5 μm), while for oil palm-starched granules, size is more uniform with size rangemore concentrated within 8–15 μm.[32] This property depicted the porosity of oil palmstarch granules, where as the size of the particle decreased, the porosity of the starch
Table 2. Basic properties of oil palm starch and wheat starch.
Properties Oil palm starch Wheat starch
Moisture content (%) 11.87 11.61(0.07) (0.06)
Moisture sorption capacity (%) 4.37 2.55(0.05) (0.07)
Swelling capacity (%) 18.52 13.9(0.07) (0.05)
Hydration capacity (%) 6.11 2.29(0.07) (0.06)
True density 1.41 1.37(0.04) (0.03)
Bulk density (g/ml) 0.55 0.46(0.02) (0.02)
Tapped density (g/ml) 0.90 0.72(0.01) (0.02)
Porosity (%) 60.99 66.42(1.23) (0.73)
Carr index (%) 38.9 36.41(1.39) (0.27)
Hausner ratio 1.64 1.57(0.04) (0.01)
Particle size (μm) 12.39 15.75(0.10) (0.10)
pH 6.48 6.65(0.02) (0.02)
Starch content (%) 82.07 82.63(0.15) (0.14)
Amylose (%) 23.42 29.71(0.04) (0.06)
Amylopectin (%) 76.58 70.29(0.04) (0.06)
Protein (%) 0.61 0.26(0.05) (0.05)
Lipid (%) 0.45 0.61(0.04) (0.06)
Ash (%) 1.07 0.20(0.06) (0.06)
Note: Data is expressed as average.Values in parentheses show standard deviation.
326 K.M. Salleh et al.
Dow
nloa
ded
by [
Uni
vers
iti S
ains
Mal
aysi
a] a
t 08:
25 2
5 Ja
nuar
y 20
15

granules became less as the smaller granules tend to fill the empty space between thegranules itself leading to a lower porosity of oil palm starch compared to wheat starch.
For chemical properties, pH, percentage of amylose and amylopectin, protein con-tent, lipid content, and ash content were determined. Acidity or basicity of the starchwas measured based on the potential of hydrogen (pH). The pH for both types of adhe-sive was acidic. Oil palm starch was more acidic than wheat starch with values 6.48and 6.65, respectively. The acidity behavior of both starches was compatible with theacidity of particle’s surface, which allowed these adhesives to be attached and formbonding with wood fibers. Finding in this study shows that wheat starch is less acidiccompared to the finding by Olayemi et al. having 6.23.[18]
Starch contents for wheat starch and oil palm starch were almost similar in thisexperiment where oil palm starch is 82.07%, while wheat starch is 82.63%. Amyloseand amylopectin of the starch were determined. Oil palm starch has lower amylose con-tent with 23.42% compared to wheat starch having 29.71% and higher amylopectincontent, than wheat starch having 76.58 and 70.29%, respectively. Amylose is an insol-uble polysaccharide unlike amylopectin, soluble in water.[1] These properties have lin-ear relationships with moisture sorption capacity, swelling capacity, and hydrationcapacity in terms of the ability of oil palm starch to absorb more water than wheatstarch.
Protein content of oil palm starch was determined and it was found that it has ahigher percentage of 0.61% compared to that of wheat starch, which has 0.26%. Pro-teinaceous materials encircle these starch granules which are capable of rapid swellingupon hydration, and indirectly affect the swelling ability of starch granules of oil palmstarch and wheat starch.[33]
Lipid content of both types of binders was determined by an extraction process. Oilpalm starch had lower lipid content than wheat starch having 0.45 and 0.61%, respec-tively. This was an agreement with the percentage of amylose content in both starches.Starch with high amylose content will have high lipid content and vice versa. In thiscase, the oil palm starch having lower amylose content thus had lower lipid content
0 20 40 60 80 100
0
1
2
3
4
5
Volu
me
(%)
Particle size ( m)
Wheat starch
Oil palm starch
Figure 1. Particle size analysis of oil palm starch and wheat starch.
Journal of Adhesion Science and Technology 327
Dow
nloa
ded
by [
Uni
vers
iti S
ains
Mal
aysi
a] a
t 08:
25 2
5 Ja
nuar
y 20
15

contrary with wheat starch having higher amylose content with higher lipid content.These occurrences due to the hydrophobic molecules such as lipid and aromatic com-pound bind in loose helical amylose chains which the character of this hydrophobicinterior mirror: the hyrophobicity of amylose towards water.[1] Thus, it affects theswelling ability of both types of starch.
Purity of the starch was determined by percentage of ash content. Wheat starch hadlower ash content than oil palm starch having 0.20 and 1.07%, respectively. Purenessof wheat starch was excelling than oil palm starch, which showed that wheat starchwhen bought from a supplier was purer compared to starch prepared in the laboratory,but the difference was not substantial. Based on these basic properties, different sourcesof starch will have dissimilar physicochemical characteristics, and it will affect theproperties of natural adhesive and properties of experimental panels.
Basic properties of natural adhesive were displayed in Table 3. Solid content of oilpalm starch was 8.50% higher than wheat starch. High solid content lead to higher vis-cosity of oil palm starch adhesive by having 2310 mPas compared to wheat starchadhesive having 1740 mPas. High viscosity of oil palm starch was an agreement withthe basic properties of the starch. Oil palm starch had higher Carr index and Hausnerratio than wheat starch which indicates less flowability of oil palm starch compared towheat starch.[18] Other than that, oil palm starch had smaller average particle sizecompared to wheat starch. The smaller the size of particles, the higher the number ofparticles formed within the same volume proportion. Meanwhile, flow resistanceincreases because of higher number of smaller sized particles, leading to higher viscos-ity level. At low shear rates, the effect is more noticeable, as a weak force interactionbetween particle–particle is more prominent.[34] Pot life of the adhesive will dependupon the viscosity of the adhesive. As the viscosity is high, the time for adhesive to betoo thick to be spread will be decreased, thus for oil palm starch adhesive, pot life was5 days, while for wheat starch, adhesive was 7 days. This trend showed that all thesethree basic properties relate to one another as it will affect the physical and mechanicalproperties of manufactured panels in this experiment.
Table 4 displays swelling power and solubility of oil palm starch and wheat starchat five different temperatures in order to understand the characteristics of these starcheson how it affects thickness swelling and water absorption of manufactured panels. Oilpalm starch overall was higher swelling power and solubility compared to wheat starchat all five different temperatures. These results had linear relationships with moisturesorption capacity, swelling capacity, and hydration capacity of basic properties ofstarch. All these properties showed that oil palm starch is more hydrophilic than wheat
Table 3. Basic properties of natural adhesive.
Analysis OPS adhesive WS adhesive
Solid Content (%) 27.43 25.28(0.08) (0.09)
Viscosity (mPas) 2310 1740(19.31) (19.14)
Pot life (days) 5 7(0.00) (0.00)
Note: OPS, oil palm starch; WS, wheat starch.Data is expressed as average.Values in parentheses show standard deviation.
328 K.M. Salleh et al.
Dow
nloa
ded
by [
Uni
vers
iti S
ains
Mal
aysi
a] a
t 08:
25 2
5 Ja
nuar
y 20
15

starch, leading to an overall higher swelling power and solubility. Early prediction canbe made as to which particleboard made with oil palm starch adhesive will have higherthickness swelling, and water absorption compared to panels made with wheat starchadhesive. Oil palm starch and wheat starch swelling and solubility characteristicstowards temperature rose as the temperature was increased. For oil palm starch, thegradual increment of swelling and solubility was at 85 °C, while for wheat starch itwas at 95 °C. Results obtained for wheat starch and oil palm starch was consistent withprevious work by Ačkar et al. and Sulaiman et al.[13,28]
3.2. Analysis of oil palm starch and wheat starch
3.2.1. X-ray diffractometry analysis
The crystallinity of the materials was analyzedusing XRD analysis. Crystallize sizesbelow roughly 100 nm accurately evaluated using powder diffraction techniques.Figure 2 showed the X-ray pattern of two different starches of oil palm starch andwheat starch. The X-ray patterns of starches showed the peak’s interpolated widthbroadens with a major intensity line, as the overlapping plane’s rate was high close to15° for oil palm starch, while 18° for wheat starch of 2θ angle with non-uniform strainformed. Usually, X-ray diffraction for starch has three major peaks with the first peaks
Table 4. Swelling power and solubility of oil palm starch and wheat starch.
Temperature,°C
55 65 75 85 95
SP(g/g)
SOL(%)
SP(g/g)
SOL(%)
SP(g/g)
SOL(%)
SP(g/g)
SOL(%)
SP(g/g)
SOL(%)
Oil palmstarch
9.42 6.21 12.59 12.29 20.56 21.91 30.51 28.92 36.72 33.19
Wheat starch 7.13 3.01 10.73 5.94 11.17 8.19 13.58 13.73 22.36 38.82
Note: SP, swelling power; SOL, solubility.
10 15 20 25 30 35 40
Inte
nsity
[cou
nts]
Figure 2. XRD analysis of wheat starch and oil palm starch.
Journal of Adhesion Science and Technology 329
Dow
nloa
ded
by [
Uni
vers
iti S
ains
Mal
aysi
a] a
t 08:
25 2
5 Ja
nuar
y 20
15

for oil palm starch and wheat starch both around 15°, the second peaks near 17° and18°, and the third main refraction both having around 23°.
Reflection intensities of polycrystalline starch powder was difficult to determine aseach lattice plane present at all orientations lead to many overlapping peaks on graph.For wheat starch, the graph plotted had similar trend with previous work by Zenget al., which proved the similarities of wheat starch used in this study.[35] Wheat starchhad a lower crystallinity compared to oil palm starch due to peak interpolated broaden-ing compared to oil palm starch. Theoretically, starch with higher amylose content usu-ally appears with lower crystallinity, which agreed with this study.[1] There was moreamorphous region for wheat starch powder with lower crystallinity index compared tooil palm starch. In this study, high crystallinity index exhibit high mechanical strength.
3.2.2. Thermogravimetric analysis
This analysis was done to measure the mass change of a material as a function of tem-perature and time in a controlled atmosphere. The results from TGA were reported inthe form of the weight loss curve (TG) against temperature as shown in Figure 3 forboth starches. The decomposition occurs in three mass loss steps with the loss of waterand volatile materials in the first stages with initial temperature around 30 °C. Dehydra-tion of polymer chains and complete decomposition of sample residues take place atsecond and third stages, respectively.
The first stage of the decomposition starts from 30 to 192.15 °C for wheat starchwith value on onset Y of 91.61%. For oil palm starch, the first stage takes place from30 to 188.82 °C with value on onset Y of 88.88%. This showed that oil palm starchcontains more moisture and volatile materials compared to wheat starch which depictedwith its basic properties as it lost 11.12% of its initial weight, while for wheat starch
Figure 3. TGA graph of wheat starch and oil palm starch.
330 K.M. Salleh et al.
Dow
nloa
ded
by [
Uni
vers
iti S
ains
Mal
aysi
a] a
t 08:
25 2
5 Ja
nuar
y 20
15
lost 8.39%, respectively. As the temperatures were raised, the derivative weights ofboth starches decreased rapidly for the second stage.
The second stage end at different temperatures for both starches which take place at378.43 °C for wheat starch with 25.45% of derivative weight remaining, while for oilpalm starch at 375.88 °C with derivative weight of 28.68%, respectively. Remainingderivative weight for the oil palm starch is more than the wheat starch’s which con-cludes that oil palm starch is thermally stable than wheat starch as the end of the thirdstages at 800.00 °C residue left for oil palm starch having 15.58%, while for wheatstarch having 13.22%, respectively. These residues depicted the properties of ash con-tent, whereas the higher the residues, the less purities of the starch. Anyhow, theseresults showed that oil palm starch had commensurate properties with wheat starch, asthe deviation of derivative weight loss is less.
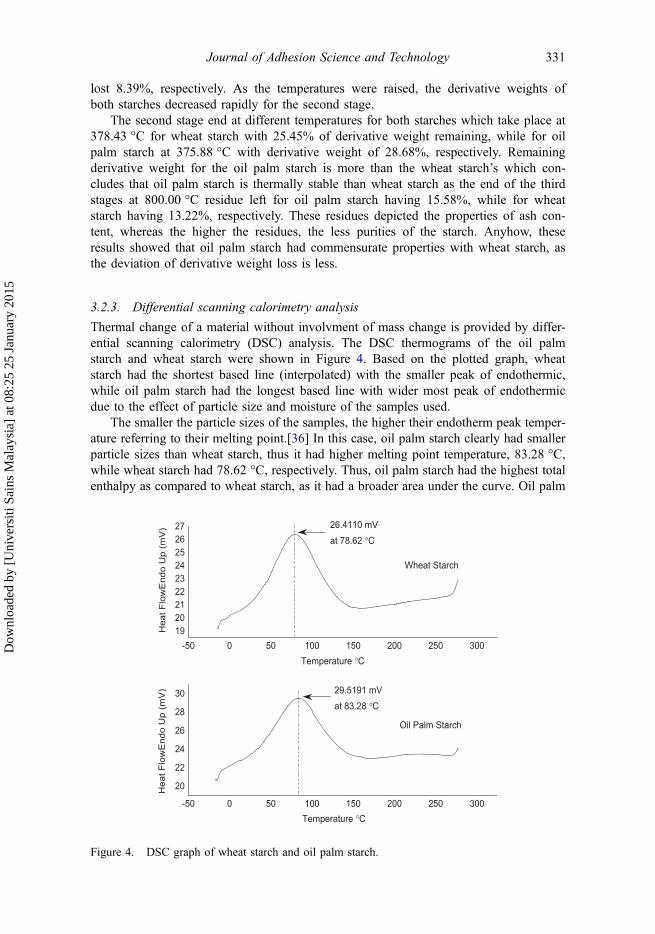
3.2.3. Differential scanning calorimetry analysis
Thermal change of a material without involvment of mass change is provided by differ-ential scanning calorimetry (DSC) analysis. The DSC thermograms of the oil palmstarch and wheat starch were shown in Figure 4. Based on the plotted graph, wheatstarch had the shortest based line (interpolated) with the smaller peak of endothermic,while oil palm starch had the longest based line with wider most peak of endothermicdue to the effect of particle size and moisture of the samples used.
The smaller the particle sizes of the samples, the higher their endotherm peak temper-ature referring to their melting point.[36] In this case, oil palm starch clearly had smallerparticle sizes than wheat starch, thus it had higher melting point temperature, 83.28 °C,while wheat starch had 78.62 °C, respectively. Thus, oil palm starch had the highest totalenthalpy as compared to wheat starch, as it had a broader area under the curve. Oil palm
Figure 4. DSC graph of wheat starch and oil palm starch.
Journal of Adhesion Science and Technology 331
Dow
nloa
ded
by [
Uni
vers
iti S
ains
Mal
aysi
a] a
t 08:
25 2
5 Ja
nuar
y 20
15

starch is thermally stable compared to wheat starch, although the melting point differencebetween the two is not large.
3.3. Relationship of basic properties of starch and adhesive with physical andmechanical properties of particleboard panels
Table 5 displays test results of the samples. The highest MOR and MOE values of11.27 and 2107.43 N/mm2 were found for the samples made from UF as a binder. Thelowest corresponding values were 10.55 and 1844.86 N/mm2 for the panel manufac-tured using wheat starch as a binder. Overall bending properties of panels made withoil palm starch and UF have comparable strength higher than those of panels’ bondedwith wheat starch. Internal bonding strength values of the samples followed a similartrend as bending properties. Panels bonded with oil palm starch and UF resulted in thehighest IB value of 0.41 N/mm2. Rubberwood bonded with wheat starch had the lowestIB value of 0.30 N/mm2.
In general, panels bonded with oil palm starch had better mechanical propertiesthan wheat starch. This result was in agreement with basic properties of starch andadhesive used in this study as portrayed in Tables 2 and 3. Smaller particle size wasthe main reason why oil palm starch had better mechanical properties than wheatstarch. As the size of the particle is smaller, they have a higher number of particle andthus, the probability to form bonding with increasingly with the surface area of starchgranules leading to higher formation of hydrogen bonding between starch granules andstarch–rubberwood particles.
Essentially, the increasing number of interactions between oil palm starch granulescreates an adhesive formulation with higher viscosity. In addition, the uniformity of oilpalm starch granules in terms of size distribution also is one of the main factors leadingto higher mechanical properties of oil palm starch in particleboard making. Wheat starchgranules can be grouped into three types of size range from A-type, B-type, and C-typeso it had wider size distribution compared to oil palm starch.[32] Essentially, a largeramount of free space to roam with a wide particle distribution of wheat starch, thusadhesive flow becomes easier resulting in lower viscosity of wheat starch adhesive.
Table 5 Test results.
Physical properties Mechanical properties
Bindertypes
Actualdensity(g/cm3)
Moisturecontent(%)
Thicknessswelling (%)
Water absorption(%) MOR
(N/mm2)
MOE(N/mm2)
IB(N/mm2)2 h 24 h 2 h 24 h
UF 0.60 5.00 22.84 25.64 42.66 48.90 11.27 2107.43 0.41(0.02) (0.21) (1.08) (0.63) (0.22) (0.21) (0.04) (160.75) (0.02)
WS 0.61 5.29 50.78 68.79 96.60 138.82 10.55 1844.86 0.30(0.02) (0.08) (0.10) (0.08) (0.09) (0.10) (0.03) (184.47) (0.01)
OPS 0.61 5.57 62.38 71.74 112.32 142.18 11.19 1962.19 0.41(0.02) (0.21) (0.20) (0.18) (0.19) (0.21) (0.05) (143.68) (0.03)
Note: UF, urea formaldehyde; WS, wheat starch; OPS, oil palm starch; MOE, modulus of elasticity; MOR,modulus of rupture; IB, internal bond strength.Data is expressed as average.Values in parentheses show standard deviation.
332 K.M. Salleh et al.
Dow
nloa
ded
by [
Uni
vers
iti S
ains
Mal
aysi
a] a
t 08:
25 2
5 Ja
nuar
y 20
15

Overall, better system stability is gained with tightening particle distribution ofstarch granules. In this case, oil palm starch had better system stability than wheatstarch resulting in appealing mechanical properties than wheat starch panels. If thesame volume fraction is kept, a sample with large particles and small proportion ofsmaller particles will have lower viscosity, than a sample with 100% large particle or100% small particle. This is possibly due to competition between the effect of alteringthe span and the number of particles’ interaction of starch granules, which leads to alower viscosity of starch adhesive.[34]
Oil palm starch had higher Carr index and Hausner ratio compared to wheat starch.The low flowability of oil palm starch leads on the higher viscosity of oil palm starchadhesive. As the viscosity becomes higher, it tends to have good system stability inorder to form good mechanical properties for manufactured panels. Oil palm starchadhesive has a higher number of solid content compared to wheat starch adhesiveresulting panels made with oil palm starch adhesive having better mechanical propertiescompared to panels made with wheat starch adhesive. High solid contents of oil palmstarch is due to a higher number of granules’ particle in a constant volume fractionsince it had smaller particle size than wheat starch.
It appears that combination of binders under heat and temperature during pressresulted in a well-developed bonding between the particles. In a previous study, usingrubberwood blended with modified corn starch as a binder having a density of 0.60 g/cm3 resulted in the highest MOR of 9.85 N/mm2, MOE of 1967.07 N/mm2, and IB of0.62 N/mm2, which were lower than mechanical properties found in this study exceptfor internal bonding strength properties.[16] This revealed that natural starch adhesiveshad a comparable strength with UF as a binder, especially as in the case of panels ofrubberwood particle made with oil palm starch.
The difference of mechanical strength of natural binders with control panels wasnot much different ranging from 6.39% for bending properties to 26.83% for internalbonding strength. It appears that starch-based binders can have a potential to replace orat least to reduce the use of formaldehyde-based adhesive as the mechanical properties.All mechanical properties of Type-8 panels in this work met the requirements ofJapanese International Standard.[29]
For physical properties of particleboard, moisture content of the panels blendedwith oil palm starch had the highest value of 5.57%. Lowest moisture content was ofpanels made with UF followed by wheat starch panels with values 5.00 and 5.29%,respectively. All manufactured panels were made on same pressing time and tempera-ture then stored at condition room with same period before testing was proceeded.These values showed that different types of binder would affect the dimensional proper-ties of manufactured panels. This phenomenon had a similar trend with dimensionalstability properties of manufactured panels as shown in Table 5. The highest thicknessswelling and water absorption values of 71.74 and 142.18% were found for the samplesblended with oil palm starch as a binder.
Dimensional stability of particleboard blended with oil palm starch had higher val-ues compared to those of particleboard blended with UF and wheat starch. Basic prop-erties portrayed on Table 2 showed that oil palm starch had higher moisture sorptioncapacity of 4.37% compared to 2.55% of wheat starch’s. These values explain whypanels made from oil palm starch had higher moisture content, thickness swelling, andwater absorption than wheat starch panels, as the hydrophobic character of oil palmstarch was more obtrusive than wheat starch. This result was in agreement with theswelling power test done towards oil palm starch and wheat starch’s. Oil palm starch
Journal of Adhesion Science and Technology 333
Dow
nloa
ded
by [
Uni
vers
iti S
ains
Mal
aysi
a] a
t 08:
25 2
5 Ja
nuar
y 20
15

had higher swelling power compared to wheat starch resulting panels made with oilpalm starch recorded higher number of thickness swelling, and water absorption com-pared to wheat starch.
Other than that, chemical compositions of oil palm starch and wheat starch are alsoresponsible for dissimilarity of physical values of manufactured panels. Oil palm starchhad lower amylose and lipid content along with higher protein content, which makes itmore hydrophilic than wheat starch as all these chemical compositions play an impor-tant role in the hydrophilic character of adhesive formulation. The lowest correspondingvalues for thickness swelling and water absorptions were 22.84 and 48.90%, for thepanel manufactured having UF as a binder. The difference of thickness swelling andwater absorption determined between UF binder and natural adhesive were significantfrom each other ranging from 55 to 174%.
All particleboard manufactured with natural adhesive had higher values of moisturecontent, thickness swelling, and water absorption compared to UF resulted from thenature of the starch itself, which is hydrophilic where it tends to absorb water, thus thebonding formed between particles, particle–starch and starch–starch is easily broken.[1]Physical properties of the panels made in this study did not meet the requirements ofJapanese International Standard except for moisture content, which is in the range of5–12%.[29] The panels produced can be used for interior applications with certain limi-tations due to the poor dimensional stability. These dimensional stability problems ofthe panels can be overcome by several techniques, which are chemical and steam-posttreatment on particles, replace rubberwood particle with fewer hygroscopic materials,starch modification, and lamination of particleboard surface as proposed in the previousstudy.[26,37,38]
4. Conclusions
All mechanical properties of manufactured panels met the requirements of JapaneseIndustrial Standard (JIS), but none of the physical properties met the requirementsexcept moisture content of manufactured particleboards. Particleboards manufacturedwith oil palm starch had better mechanical properties, but poor dimensional stabilitythan those panels made from wheat starch. Oil palm starch had smaller particle size,more hydrophilic, lower flowability, more acidic, lower amylose and lipid content,along with higher protein and ash content compared to wheat starch. Basic propertiesof starch and adhesive play an important role, as they can predict the final properties ofmechanical and physical properties of manufactured panels. Natural adhesive canreplace or at least reduce the amount of UF binders in particleboard making, as themechanical properties resulted in this work revealed that panels with such adhesivesenhanced mechanical properties at a certain extent. Natural adhesive still cannot surpassdimensional stability of particleboards manufactured with UF binder due to the hydro-philic characteristics of starch. It seems that natural adhesive need to have some modifi-cation in order to enhance its hydrophobic characteristics to get a desirable dimensionalstability of manufacture panels.
FundingThe authors want to acknowledge Universiti Sains Malaysia for the research grant [grant number1001/PTEKIND/815,066], PRGS Grant [grant number 1001/PTEKIND/844,104], and for Fellow-ship grant awarded to Kushairi Mohd Salleh. Thanks also to Heveaboard Sdn Bhd for providingraw materials to be used in this study.
334 K.M. Salleh et al.
Dow
nloa
ded
by [
Uni
vers
iti S
ains
Mal
aysi
a] a
t 08:
25 2
5 Ja
nuar
y 20
15

References[1] Robyt JF. Starch: structure, properties, chemistry, and enzymology. In: Fraser-Reid B, Tatsu-
ta K, Thiem J, editors. Glycoscience. Vol. 1. Berlin: Springer-Verlag; 2008. p. 1437–1472.ISBN 978-3-540-36154-1.
[2] Basiron Y. In: Shahidi F, editor. Palm Oil. Bailey’s Industrial Oil and Fat Products. Hoboken(NJ): John Wiley & Sons; 2005.
[3] Malaysia Palm Oil Board. Overview of the Malaysian oil palm industry; 2011 [cited 29January 2014]. Available from: http://scholar.google.com.my/scholar?q=Overview+of+the+Malaysian+oil+palm+industry+2011&btnG=&hl=en&as_sdt=0%2C5
[4] Ng FY, Yew FK, Basiron Y, Sundram K. A renewable future driven with Malaysian palmoil-based green technology. J. Oil Palm Environ. 2011;2:1–7.
[5] Baskaran M, Hashim R, Said N, Raffi SM, Balakrishnan K, Sudesh K, Sulaiman O, Arai T,Kosugi A, Mori Y, Sugimoto T, Sato M. Properties of binderless particleboard from oil palmtrunk with addition of polyhydroxyalkanoates. Composites Part B. 2012;43:1109–1116.
[6] Hashim R, Saari N, Sulaiman O, Sugimoto T, Hiziroglu S, Sato M, Tanaka R. Effect of par-ticle geometry on the properties of binderless particleboard manufactured from oil palmtrunk. Mater. Des. 2010;31:4251–4257.
[7] Hashim R, Said N, Lamaming J, Baskaran M, Sulaiman O, Sato M, Hiziroglu S, SugimotoT. Influence of press temperature on the properties of binderless particleboard made from oilpalm trunk. Mater. Des. 2011;32:2520–2525.
[8] Mhd Ramle SF, Sulaiman O, Hashim R, Arai T, Kosugi A, Abe H, Murata Y, Mori Y.Characterization of parenchyma and vascular. Lignocellulose J. 2012;1:33–44.
[9] Abe H, Murata Y, Kubo S, Watanabe K, Tanaka R, Sulaiman O, Hashim R, Mhd Ramle SF,Zhang C, Noshiro S. Estimation of the ratio of vascular bundles to parenchyma tissue in oilpalm trunks using NIR spectroscopy. BioResources. 2013;8:1573–1581.
[10] Lim S, Gan K. Characteristics and utilization of oil palm stem. Timber Technol. Bull.2005;35:81–96.
[11] Henson I, Chang K, Siti Nor Aishah M, Chai SH, Hasnuddin MY, Zakaria A. The oil palmtrunk as a carbohydrate reserve. J. Oil Palm Res. 1999;11:98–113.
[12] Killmann W, Lim S. Anatomy and properties of oil palm stem. In: Proceedings of TheNational Symposium of Oil Palm By-Product for Agro Bases Industrie; Kuala Lumpur: Insi-tute of Malaysia; 1985. p. 18–42.
[13] Sulaiman NS, Hasim R, Amini MHM, Sulaiman O, Hiziroghu S. Evaluation of the proper-ties of particleboard made using oil palm starch modified with epichlorohydrin. BioRe-sources. 2012;8:283–301.
[14] Noor M, Azemi M, Mohd D, Manan A, Islam M, Mehat NA. Physico-chemical propertiesof oil palm trunk starch. Starch-Stärke. 1999;51:293–301.
[15] El-Wakil NA, Abou-Zeid RE, Fahmy Y, Mahamed AY. Modified wheat gluten as a binderin particleboard made from reed. J. Appl. Polym. Sci. 2007;106:3592–3599.
[16] Amini MH, Hashim R, Hiziroglu S, Sulaiman NS, Sulaiman O. Properties of particleboardmade from rubberwood using modified starch as binder. Composites Part B. 2013;50:259–264.
[17] Ohwoavworhua FO, Kunle OO, Ofoefule SI. Extraction and characterization of microcrys-talline cellulose derived from Luffa cylindrica plant. Afr. J. Pharm. Sci. 2004;1:1–6.
[18] Olayemi OJ, Oyi AR, Allagh TS. Comparative evaluation of maize, rice and wheat starchpowders as pharmaceutical excipients. Niger. J. Pharm. Sci. 2008;7:131–138.
[19] Kornblum SS, Stoopak SB. A new tablet disintegrant agent: Crooslinked Polyvinylpyrolli-done. J. Pharm. Sci. 1973;62:43–49.
[20] Ohwoavworhua FO, Adelakun TA. Some physical characteristics of microcrystalline cellu-lose obtained from raw cotton of Cochlospermum planchonii. Trop. J. Pharm. Res.2005;4:501–507.
[21] Nielsen JP. Rapid determination of starch content. Ind. Eng. Chem. 1943;15:176–179.[22] Riley CK, Wheatley AO, Asemota HN. Isolation and characterization of starches from eight
Dioscerea alata cultivars grown in Jamaica. Afr. J. Biotechnol. 2006;5:1528–1536.[23] British Standard. Starches and derived products – determination of nitrogen content by the
kjeldahl method – spectrometric method. London: British Standard Institution; 1994.[24] British Standard. Starches, native or modified- determination of total fat content. London:
British Standard Institution; 1994.
Journal of Adhesion Science and Technology 335
Dow
nloa
ded
by [
Uni
vers
iti S
ains
Mal
aysi
a] a
t 08:
25 2
5 Ja
nuar
y 20
15

[25] Chew LT, Wong WC, Midon M, Matsumoto T. A study on the properties of synthetic adhe-sives available in Peninsular Malaysia. J. Trop. For. Sci. 1988;3:196–203.
[26] Jyothi AN, Moorthy SN, Rajasekharan KN. Effect of cross-linking with epichlorohydrin onthe properties of cassava (Manihot esculenta Crantz) starch. Starch-Stärke. 2006;58:292–299.
[27] Cognard P. Handbook of Adhesives and Sealants. Vol. 511. United Kingdom: Elsevier;2005. p. 398.
[28] Ačkar Đ, Babić J, Šubarić D, Kopjar M, Miličević B. Isolation of starch from two wheatvarieties and their modification with epichlorohydrin. Carbohydr. Polym. 2010;81:76–82.
[29] Japanese Industrial Standard. Japanese Industrial Standard for particleboard JIS A 5908. Jep-ang: Japanese Standard Association; 2003.
[30] Swinkels JJM. Composition and properties of commercial native starches. Starch - Stärke.1985;37:1–5.
[31] Hashim R, Nadhari WNAW, Sulaiman O, Kawamura F, Hiziroglu S, Sato M, Sugimoto T,Seng TG, Tanaka R. Characterization of raw materials and manufactured binderless particle-board from oil palm biomass. Mater. Des. 2011;32:246–254.
[32] Wilson JD, Bechtel DB, Todd TC, Seib PA. Measurement of wheat starch granule size dis-tribution using image analysis and laser diffraction technology. Cereal Chem. 2006;83:259–268.
[33] Juhani O, Chokyun R. Gelatinisation of starch and wheat flour starch - A review. FoodChem. 1978;3:293–317.
[34] Johansen A, Schæfer T. Effects of interactions between powder particle size and binder vis-cosity on agglomerate growth mechanisms in a high shear mixer. Eur. J. Pharm. Sci.2001;12:297–309.
[35] Zeng J, Li G, Gao H, Ru Z. Comparison of A and B starch granules from three wheat varie-ties. J. Mol. 2011;16:10570–10591.
[36] Hoseney RC, Atwell WA, Lineback DR. Functional (breadmaking) and biochemical proper-ties of wheat flour components. Cereal Chem. 1971;48:191.
[37] Heebink B, Hefty F. Steam post-treatments to reduce thickness swelling of particleboard.Note FPL–RN–0187. Madison, WI: US Department of Agriculture, Forest Service, ForestProducts Laboratory; 1968.
[38] Medved S, Diporovic-Momcilovic M, Popovic M, Antonovic A, Jembrekovic V. Dimensionalstability of particleboards. First Serbian Forestry Congress-Future with Forests; 2011. Vol. 11.p. 1538.
336 K.M. Salleh et al.
Dow
nloa
ded
by [
Uni
vers
iti S
ains
Mal
aysi
a] a
t 08:
25 2
5 Ja
nuar
y 20
15
Related Documents











