EVALUATION OF ACCELERATED TEST PARAMETERS FOR MIGRATION TESTING OF FOOD PACKAGING By SHIN BAE KIM A thesis submitted to the Graduate School-New Brunswick Rutgers, The State University of New Jersey in partial fulfillment of the requirements for the degree of Master of Science Graduate Program in Food Science written under the direction of Dr. Thomas G. Hartman and approved by ________________________ ________________________ ________________________ New Brunswick, New Jersey January, 2011

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

EVALUATION OF ACCELERATED TEST PARAMETERS FOR MIGRATION
TESTING OF FOOD PACKAGING
By
SHIN BAE KIM
A thesis submitted to the
Graduate School-New Brunswick
Rutgers, The State University of New Jersey
in partial fulfillment of the requirements
for the degree of
Master of Science
Graduate Program in
Food Science
written under the direction of
Dr. Thomas G. Hartman
and approved by
________________________
________________________
________________________
New Brunswick, New Jersey
January, 2011

ii
ABSTRACT OF THE THESIS
EVALUATION OF ACCELERATED TEST PARAMETERS FOR MIGRATION
TESTING OF FOOD PACKAGING
By SHIN BAE KIM
Thesis Director:
Dr. Thomas G. Hartman
This thesis focused on determining or evaluating accelerated analytical protocol
for detecting potential migrants from food contact surface of conventional ink printed
and/or UV/EB cured food packaging to food. Due to “offset transfer” effect of food
packaging system, the need of fast and precise migration testing protocols emerged,
which are in compliance with FDA recommendation and FDA guideline.
In this study, variations of migration levels by change of testing parameters such
as agitation, temperature, time, simulated solvent, and solvent volume/surface area ratio
were investigated. Furthermore, the comparison studies of migration level between water
soluble and insoluble compounds were performed. Single-side cell extraction and gas
chromatography-mass spectrometry (GC-MS) were used to detect migrant compounds.
Through the conclusion, 24-hour accelerated migration testing protocols are
suggested and evaluated, which are regarded to be equivalent to the FDA recommended
testing protocols.

iii
ACKNOWLEDGEMENTS
I would like to extend my sincere appreciation to my advisor, Dr. Thomas G.
Hartman for his guidance, encouragement, support, and direction which aided in the
completion of my study at Rutgers, the State University of New Jersey.
I would like to specially thank my committee members of master thesis review,
Dr. Chi-Tang Ho and Dr. Henryk Daun for their support and guidance throughout this
study.
My special thanks to Dr. Bin-Kong Khoo, Dr. Wudeneh Letchamo, Dr. Samia
Mezouari and Joseph Lech for their assistance and friendship during my study at Mass
Spec Lab, CAFT. I would also like to give special thanks to Dr. Sam Shefer and Dr. Adi
Shefer in Salvona LLC. for offering great internship opportunity and their endless
support.
My sincere appreciation goes to my parents and parents-in-law as well as my
family for their continued encouragement and endless love throughout my graduate work.
Last but certainly not least my biggest thanks goes to my wife, Mi-Na Lim for
being there by my side at all times. Her remarkable support and encouragement have
made this study possible.

iv
TABLE OF CONTENTS
TITLE ............................................................................................................................. i
ABSTRACT OF THESIS ............................................................................................... ii
ACKNOWLEDGEMENTS ............................................................................................. iii
TABLE OF CONTENTS ................................................................................................ iv
LIST OF TABLES .......................................................................................................... vi
LIST OF FIGURES ........................................................................................................ vii
I. INTRODUCTION ....................................................................................................... 1
II. LITERATURE REVIEW ............................................................................................ 3
A. General Information ......................................................................................... 3
1. Conventional ink printed packaging ........................................................... 3
2. UV/EB cured carton packaging .................................................................. 6
B. FDA Regulations Regarding Coating and Inks on Food Packaging ................ 9
C. Guidance for Industry: Preparation of Premarket Submissions for Food
Contact Substances: Chemistry Recommendations (December 2007) .......... 11
III. RESEARCH HYPOTHESIS .................................................................................... 13
IV. EXPERIMENTAL .................................................................................................... 14
A. MATERIALS ................................................................................................ 14
B. METHODS ..................................................................................................... 17
1. Sample preparation with 10% ethanol, 3% acetic acid in water, or water
simulant ................................................................................................... 18
2. Sample preparation with 95% ethanol simulant ....................................... 18
v
3. Gas Chromatograph-Flame Ionization detection (GC-FID) analysis ....... 19
4. Factors affecting extraction efficiency ...................................................... 20
4.1. Conventional Ink base carton paperboard preparation .................... 20
4.2. EB/UV cured paperboard preparation ............................................. 20
4.3. Experimental design for identifying factors affecting extraction
efficiency ..................................................................................... 21
V. RESULTS AND DISCUSSION ............................................................................... 23
A. Data Analysis of Migrants from Conventional Ink Packaging ...................... 23
1. Total migrants of “CONVENTIONAL INK” packaging
system by conditions ............................................................................... 25
2. Comparision of Soluble and Insoluble Extractables
from Conventional Ink Packaging ......................................................... 31
B. Data Analysis of Migrants from UV/EB Curable Packaging ........................ 38
3. Total migrants of “EB/UV CURABLE” packaging system
by conditions ........................................................................................ 40
4. Comparision of Soluble and Insoluble Extractables from
UV/EB Cured Packaging ..................................................................... 46
VI. CONCLUSION ......................................................................................................... 53
VII. REFERENCES ........................................................................................................ 55
vi
LIST OF TABLES
1. General conventional sheetfed ink composition ........................................................... 4
2. Comparison between conventional and UV/EB curable ink and coating ..................... 4
3. Commonly encountered UV/EB curable monomers used on food packaging prints ... 7
4. Recommended Food Simulants by US-FDA .............................................................. 12
5. Simulant volume to surface area ratio ........................................................................ 15
6. Percent recovery of the DCM and standard curves for the selected acrylate
monomers in 10% and 95% aqueous ethanol simulant ...................................... 17
7. Design matrix for selected five factors with FDA level and range of our
investigation ........................................................................................................ 21
8. Fractional factorial design matrix ............................................................................... 22
9. Detected representative extractables of conventional ink packaging ......................... 23
10. Solubilities of migrants of CONVENTIONAL INK printing packaging ................. 32
11. Detected representative extractables of EB/UV curable packaging ......................... 38
12. Solubilities of migrants of UV/EB Curable packaging ............................................. 47
13. Conditions for the 24-hour accelerated testing equivalent to FDA recommendation 54

vii
LIST OF FIGURES
1. Cross section of Typical Conventional Ink Printed Carton Board Packaging .............. 5
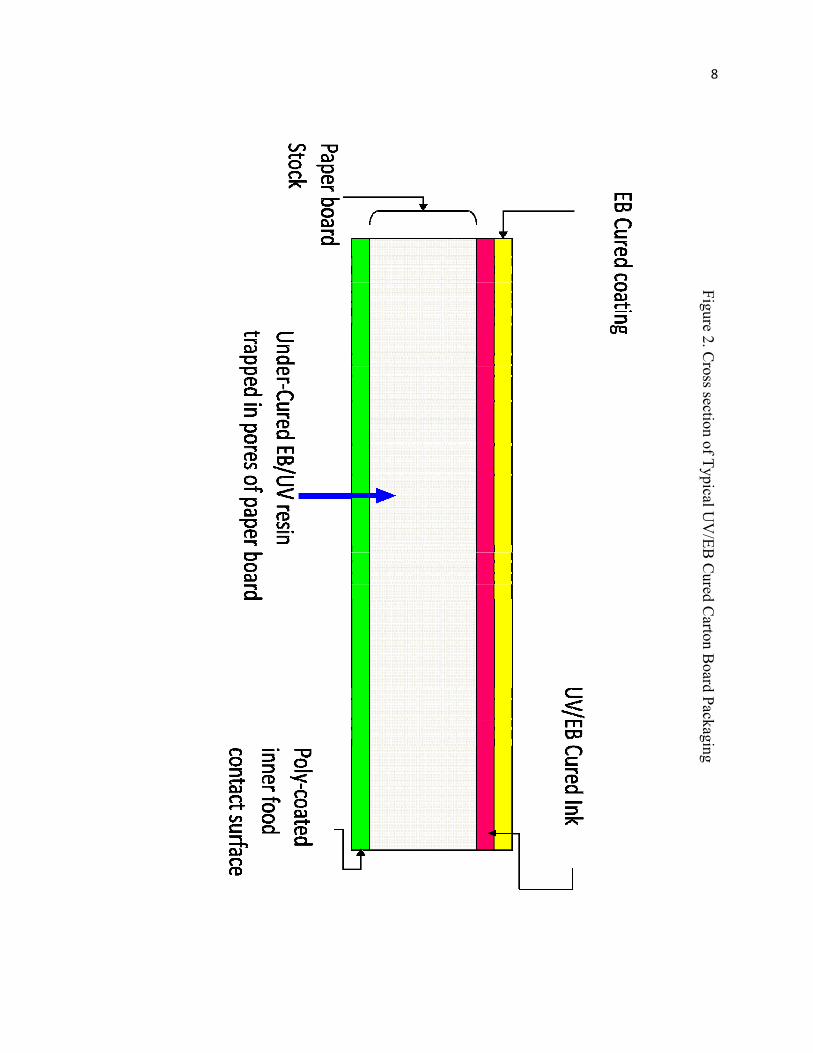
2. Cross section of Typical UV/EB Cured Carton Board Packaging ............................... 8
3. Diagram of single-side extraction cell for migration testing ...................................... 16
4. Chromatograph of Conventional Ink packaging extraction ........................................ 24
5. Total migrant level of Conventional ink packaging by Agitation variable ................ 25
6. Total migrant level of Conventional ink packaging by Simulated Solvent variable .. 26
7. Total migrant level of Conventional ink packaging by Time variable ....................... 27
8. Total migrant level of Conventional ink packaging by Temperature variable ........... 28
9. Total migrant level of Conventional ink packaging by Solvent volume/
Surface area Ratio (mL/Inch²) variable (ppb w/v unit) ....................................... 29
10. Total migrant level of Conventional ink packaging by Solvent volume/
Surface area Ratio (mL/Inch²) variable (ng/cm² unit) ........................................ 30
11. Migrant levels of soluble and insoluble compounds of ink-borne
by Agitiation variable ......................................................................................... 33
12. Migrant levels of soluble and insoluble compound of ink-borne
by Simulant variable ........................................................................................... 34
13. Migrant levels of soluble and insoluble compounds of ink-borne
by Time variable ................................................................................................. 35
14. Migrant levels of soluble and insoluble compounds of ink-borne
by Temperature variable ..................................................................................... 36
15. Migrant levels of soluble and insoluble compounds of ink-borne
by Solvent volume/Surface area Ratio (mL/Inch²) variable (ng/cm² unit) .......... 37

viii
16. Chromatograph of EB/UV curable packaging extraction ......................................... 39
17. Total migrant level of EB/UV curable packaging extraction by Agitation variable . 40
18. Total migrant level of EB/UV curable packaging extraction by Simulant variable . 41
19. Total migrant level of EB/UV curable packaging extraction by Time variable ....... 42
20. Total migrant level of EB/UV curable packaging extraction by Temperature
variable ................................................................................................................. 43
21. Total migrant level of EB/UV curable packaging extraction by Solvent
Volume/Surface Area Ratio (mL/Inch²) variable (ppb w/v unit) ....................... 44
22. Total migrant level of EB/UV curable packaging extraction by Solvent
Volume/Surface Area Ratio (mL/Inch²) variable (ng/cm²) ................................. 45
23. Migrant levels of soluble and insoluble compounds of UV/EB curable packaging
by Agitiation variable .......................................................................................... 48
24. Migrant levels of soluble and insoluble compounds of UV/EB curable packaging
by Simulated Solvent variable ............................................................................ 49
25. Migrant levels of soluble and insoluble compounds of UV/EB curable packaging
by Time variable ................................................................................................. 50
26. Migrant levels of soluble and insoluble compounds of UV/EB curable packaging
by Temperature variable ..................................................................................... 51
27. Migrant levels of soluble and insoluble compounds of UV/EB curable packaging
by Solvent Volume/Surface Area Ratio (mL/Inch²) variable (ng/cm²) ............... 52

1
I. INTRODUCTION
Printed paperboard carton packaging is one of the most broadly used packaging
materials for foods such as dairy products, fruit juices and frozen foods. The outer, non-
food contact surface of the packaging is typically heavily printed with inks and then a
clear overprint varnish (OPV) is applied to convey abrasion resistance. Printing inks
broadly fall into one or two categories, conventional or energy curable. Conventional inks
and coatings are water or solvent based systems that are applied to the surface and then
dried or cured. Energy curable systems are solventless and use ultra-violet (UV) or
electron beam (EB) irradiation to cure the inks and coatings. Both conventional and
energy curable inks and OPV are composed of a plethora of chemicals including solvents,
pigments, resins, plasticizers, surfactants, antioxidants, UV-photoinitiators and many
other compounds, none of which are generally recognized as safe (GRAS) food additives
by the US Food and Drug Administration (FDA) (Yoo, Pace, Khoo, Lech and Hartman,
2004). According to FDA regulations, the food packaging must be a functional barrier to
the non-GRAS chemicals used in inks and coatings. Printed food packaging flatstock
and/or rollstock is stored before use with the printed/coated side of the packaging in
direct physical contact with the unprinted food contact surface. In this orientation, ample
opportunity for the transfer of printing/coating chemicals to the food contact surface
exists. The phenomenon whereby ink or OPV chemicals migrate from the print side to
the food contact side is called “offset transfer”. FDA limits migration via this mechanism
to 50 parts per billion (ppb) for each non-GRAS substance and requires extraction testing
with food simulating solvents for regulatory compliance (FDA, 2007). Typical FDA

2
extraction studies take up to 10 days or more to complete. This time constraint is
problematic for industry in that quick decisions must often be made on suitability of
packaging.

3
II. LITERATURE REVIEW
A. General Information
1. Conventional ink printed packaging
Conventional ink printing is a solvent based system. In order to obtain a “quick
set” effect, generally low viscosity, low aromatic mineral oils are applied. However,
when inks are printed on non-absorbent substrates such as plastics, it is hard to expect
“quick set” effect. The general conventional sheetfed ink composition is shown on Table
1. Due to solvent based system, conventional ink printing and coating take relatively over
time for drying and coating. Moreover, conventional ink printing process requires high
temperature environment for effective drying process during absorbing or evaporating
excessive ink and solvent or water, or a combination of both. The penetration of the low
viscosity oils into the substrate also induces a physical drying (setting). The rollers for
conventional inks are typically Nitrile Butadiene rubber (NBR) which is compatible with
more apolar materials such as hydrocarbons, whereas rubber rollers for UV inks are
based on EPDM (ethylene propylene diene Monomer (M-class) rubber, a type of
synthetic rubber), (Gevaert, 2010). The general comparison between conventional and
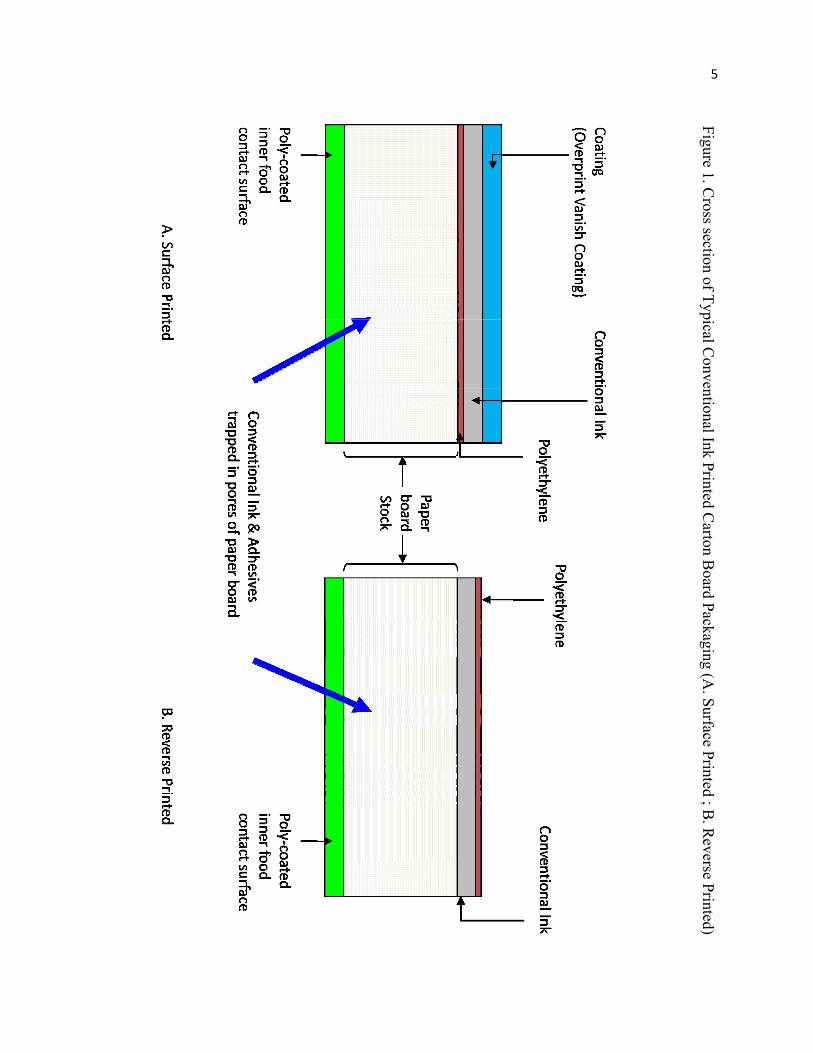
UV/EB curable ink and coating is shown on Table 2. In addition, the cross sections of
typical conventional ink printed carton board packaging are shown on Figure 1. The
Figure 1. shows general two types of conventional printings, surface printing and reverse
printing. Because the paperboard with surface print is more prone to offset transfer,
reverse printing paperboard is used for our research.
4
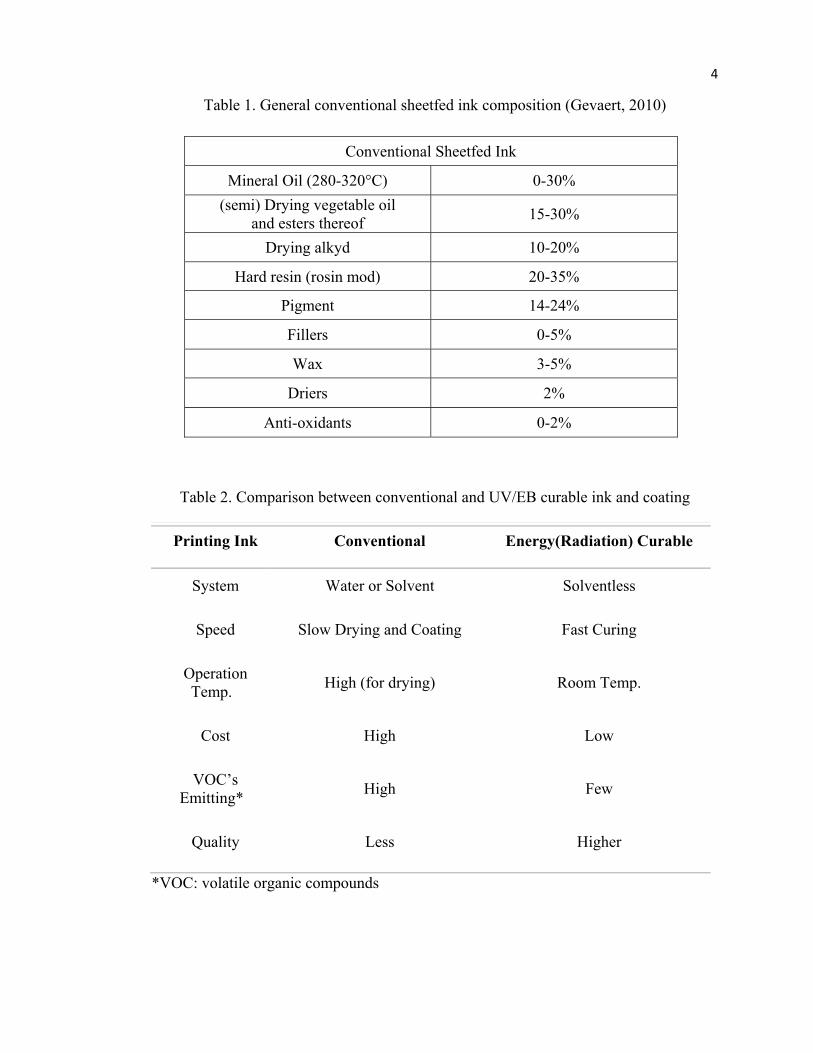
Table 1. General conventional sheetfed ink composition (Gevaert, 2010)
Conventional Sheetfed Ink
Mineral Oil (280-320°C) 0-30%
(semi) Drying vegetable oil and esters thereof
15-30%
Drying alkyd 10-20%
Hard resin (rosin mod) 20-35%
Pigment 14-24%
Fillers 0-5%
Wax 3-5%
Driers 2%
Anti-oxidants 0-2%
Table 2. Comparison between conventional and UV/EB curable ink and coating
Printing Ink Conventional Energy(Radiation) Curable
System Water or Solvent Solventless
Speed Slow Drying and Coating Fast Curing
Operation Temp.
High (for drying) Room Temp.
Cost High Low
VOC’s Emitting*
High Few
Quality Less Higher
*VOC: volatile organic compounds
5
Figure 1. C
ross section of Typical C
onventional Ink Printed C
arton Board P
ackaging (A. S
urface Printed ; B. R
everse Printed)
6
2. UV/EB cured carton packaging
Ultraviolet (UV) and/or Electron beam (EB) cured packaging system has been
popular since its commercialization in late 1960’s. Because of its prominent advantages
such as fast cure speed, room temperature operation, high quality end products and
economic cost, UV/EB cured packaging has been used in broad area for food packaging
industry. As known cool and solventless process, UV/EB curing system fulfils the US
Environmental Protection Agency (US-EPA) recommendation by decreasing the use of
volatile organic compounds (VOS’s), incinerators and/or solvent recovery units (Yoo,
2004).
Curing is the toughening or hardening of a polymer material by cross-linking of
polymer chains (Wikipedia, 2008) and the chemical reaction that a material goes through
to get from the wet to the dry stage (Utschig, 2004). Thus, in UV/EB curing to produce
polymers, generally acrylate monomers and oligomers are used for food packaging. The
most mainly used acrylate monomers are shown on Table 3. For UV curing,
photoinitiators (PIs) which induce photopolymeization or photocross-link of the acrylate
resins are applied. Fouassier explained the two-step process of photoinitiation in his book;
PIs absorb the UV energy to convert to free radicals and then free radicals attack and
break the acrylic double bonds to initiate polymerization (Fouassier, 1995). On the other
hand, for EB curing, the acrylic double bonds are attacked by the high energy of
accelerated electrons, which directly initiate polymerization of the ink or coating (Leach,
1998 and Rechel, 2001). Furthermore, application of propoxylation and ethoxylation has

7
been broadly accepted in the ink and coating industry. Both propoxylation and
ethoxylation are to induce cross-linking between oligomer molecules and other
monomers and to increase complexity of the structure of polymers.
Table 3. Commonly encountered UV/EB curable monomers used on food packaging
prints
Common Name Chemical Name
TPGDA Tripropylene glycol diacrylate
TMPTA Trimethylol propane triacrylate
HDDA 1,6 hexane diol diacrylate
DPGDA Dipropylene glycol diacrylate
PETA Pentaerythritol tri-, tetraacrylate
NVP N-vinylpyrrolidone
ODA Octyl decyl acrylate
OH-Butyl acrylate Butanediol monoacrylate
EO-TMPTA Ethoxylated trimethylol propane triacrylate
EO-HDDA Ethoxylated 1,6 hexane diol diacrylate
GPTA Glyceryl propoxylated triacrylate
PO-NPGDA Propoxylated neopentyl glycol diacrylate
di-TMPTA Di-Trimethylol propane tetraacrylate
8
Figure 2. C
ross section of Typical U
V/E
B C
ured Carton B
oard Packaging
9
B. FDA Regulations Regarding Coating and Inks on Food Packaging
FDA permits the use of conventional & energy curable inks and coating as
components of food packaging under certain conditions in compliance with certain
regulations. Actually, conventional inks are able to be utilized onto direct food contact
side with approved functional barrier or FDA acceptable coating such as resinous coating,
protective film, transparent cover, etc. by FDA (Gettis, 1997). The FDA states that if
printed material is separated by approved functional barrier, the printing ink ingredients
would not need to be approved for that use (Gettis, 1997). However, the UV/EB inks and
coatings are not approved for direct food contact due to their safety concern. Whatever
the ink or coating substances are approved to be applied onto direct or indirect food
contact side of food packaging or not, migration of the chemical substances from food
packaging to food is strictly restricted by FDA regulation.
According to No-Migration exemption, clarified by the United States Court of
Appeals for the D.C. circuit in Monsanto v. Kennedy decision (D.C.Cir.1979), the term
“food additive” has been clearly defined as :
“Food additives includes all substances not exempted by section 201(s) of the
Federal Food, Drug, and Cosmetic Act, the intended use of which results or may
reasonably be expected to result, directly or indirectly, either in their becoming a
component of food or otherwise affecting the characteristics of food. A material
used in the production of containers and packages is subject to the definition if it
may reasonably be expected to become a component, or to affect the

10
characteristics, directly or indirectly, of food packed in the container. "Affecting
the characteristics of food" does not include such physical effects, as protecting
contents of packages, preserving shape, and preventing moisture loss. If there is
no migration of a packaging component from the package to the food, it does not
become a component of the food and thus is not a food additive. A substance that
does not become a component of food, but that is used, for example, in preparing
an ingredient of the food to give a different flavor, texture, or other characteristic
in the food, may be a food additive.”(21 Code of Federal Regulations (CFR)
170.3(e) Food Additives, Definitions)
In addition, a substance, detected at below 50 part per billion (ppb) with an appropriately
conducted migration study, is considered to be not a food additive. The migration study
should be conducted in accurately simulated conditions of actual use. There is also a
proper guideline for migration study according to the FDA, entitled “Guidance for
Industry: Preparation of Premarket Submissions for Food Contact Substances: Chemistry
Recommendations (December 2007).”
At Code of Federal Regulations, Title 21, parts 170, 39, “Threshold of regulation
for substances used in food-contact articles” of FDA stipulates the proposition for the
substances which can be considered as safe on the basis of low dietary exposure. The
substance at extremely low levels, 0.5 PPB or below in the diet may be considered as
GRAS.

11
C. Guidance for Industry: Preparation of Premarket Submissions for Food Contact
Substances: Chemistry Recommendations (December 2007)
The Federal Food, Drug, and Cosmetic Act (the Act) at sec409 (h) (6) defines the
food-contact substance (FCS) as “any substance that is intended for use as a component
of materials used in manufacturing, packing, packaging, transporting, or holding food if
the use is not intended to have any technical effect in the food” (FDA, 2007). As well, the
section 409 of the Act includes the requirements for food contact notification (FCN) or
food additive petition (FAP), which involve “sufficient scientific information to
demonstrate that the substance that is the subject of the submission is safe under the
intended conditions of use” (FDA, 2007).
This guidance for industry (FDA, 2007) contains “FDA's recommendations
pertaining to chemistry information that should be submitted in a food contact
notification (FCN) or food additive petition (FAP) for a food-contact substance (FCS)”
(FDA, 2007). Especially, in ‘section II. Chemistry information for FCNs and FAPs’, the
document describes migration testing and analytical methods in detail such as design of
migration experiment (II D 1 A-E), characterization of test solutions & data reporting (II
D 2), analytical methods (II D 3 A-E), migration database (II D 4), and migration
modeling (II D 5).
The specifications of migration cell, test sample, food stimulants, temperature,
and time of test are well explained in the section of design of migration experiment. For
example, the document shows food simulant samples for test, as shown at Table 4. The
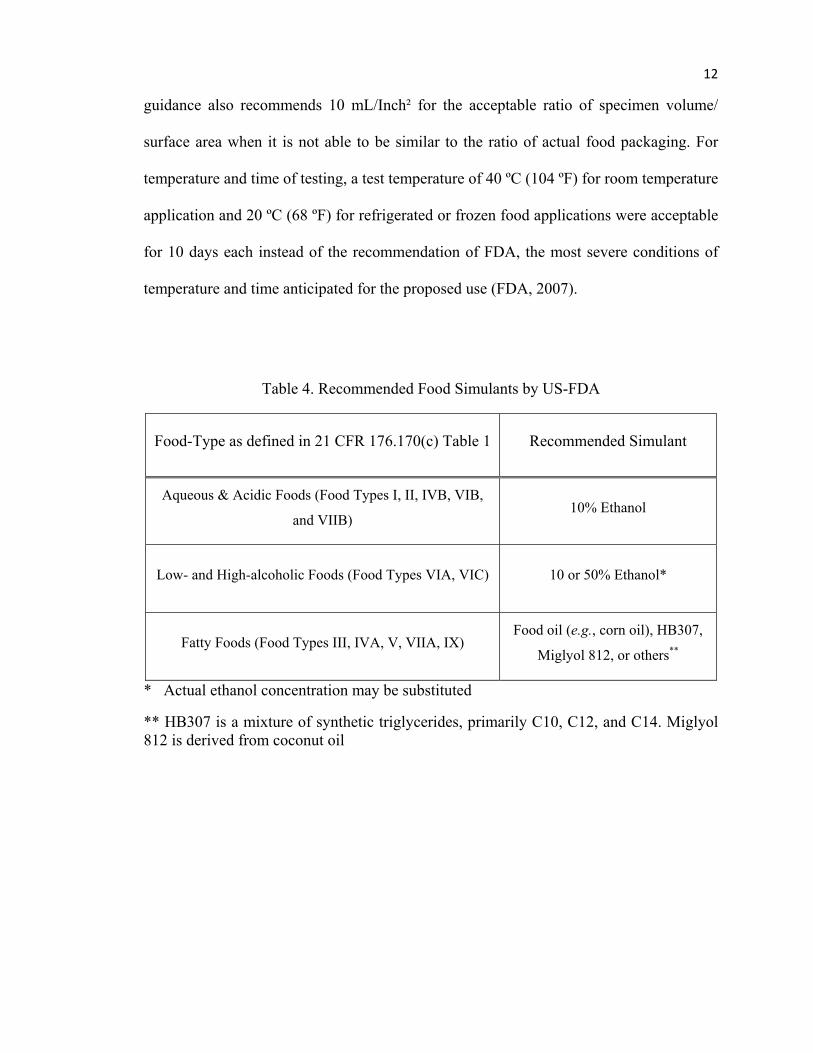
12
guidance also recommends 10 mL/Inch² for the acceptable ratio of specimen volume/
surface area when it is not able to be similar to the ratio of actual food packaging. For
temperature and time of testing, a test temperature of 40 ºC (104 ºF) for room temperature
application and 20 ºC (68 ºF) for refrigerated or frozen food applications were acceptable
for 10 days each instead of the recommendation of FDA, the most severe conditions of
temperature and time anticipated for the proposed use (FDA, 2007).
Table 4. Recommended Food Simulants by US-FDA
Food-Type as defined in 21 CFR 176.170(c) Table 1 Recommended Simulant
Aqueous & Acidic Foods (Food Types I, II, IVB, VIB,
and VIIB) 10% Ethanol
Low- and High-alcoholic Foods (Food Types VIA, VIC) 10 or 50% Ethanol*
Fatty Foods (Food Types III, IVA, V, VIIA, IX) Food oil (e.g., corn oil), HB307,
Miglyol 812, or others**
* Actual ethanol concentration may be substituted
** HB307 is a mixture of synthetic triglycerides, primarily C10, C12, and C14. Miglyol 812 is derived from coconut oil

13
III. RESEARCH HYPOTHESES
Accelerated analytical methods can be evaluated to assess the migration potential
of ink-borne from conventional ink printed packaging and/or UV/EB curable components,
which migrates from food contact surface of printed food packaging to foods. The
evaluation can prove that accelerated analytical methods can be equivalent to FDA
recommended protocols and satisfying FDA recommendations. Accelerated parameters
such as agitation, increased temperature, and intensified ratio of simulant volume to
surface area of sample, and various simulated solvents can hasten the migration speed of
ink-bornes or UV/EB curable ink components. Thus, extraction testing can be shortened
in 24 hours rather than 10 days.
Also, comparison of water soluble and insoluble compounds among the migrants
of can confirm that accelerated analytical methods are valid to both water soluble and
insoluble compounds. We anticipate that changing and/or accelerating the affecting
factors may cause similar effects to both water soluble and insoluble compounds for both
conventional ink printed packaging experiments and UV/EB cured packaging
experiments.
Thus, based on the evaluation, optimized and accelerated analytical methods will
be suggested through the experiments. Then, we expect that the results of optimized and
accelerated (24 hours) migration testing will be equivalent to those of the FDA migration
testing.

14
IV. EXPERIMENTAL
A. MATERIALS
Single side extraction cells were used for migration testing. To extract
conventional ink elements and/or EB/UV curable components from the one-side surface
of food packaging prints, single side extraction cells were designed according to FDA
specifications for food contact polymer migration testing and developed by Dr. Thomas
G. Hartman (Center for Advanced Food Technology, Rutgers University, NJ, USA).
Single side extraction cells consist of two stainless steel plates which sandwich a Teflon
gasket (Teflon spacer) assembly and screws as shown Figure 3. The Teflon gasket
isolates 51 cm² (7.9 inch²) surface area of only the food contact surface or direct
printed/coated surface for extraction. Also, the Teflon gaskets (spacers) can hold 30mL,
62.5mL or 125mL of food simulant volumes accordingly their sizes. The ratios of
stimulant volumes to surface area of a substrate are 3.8, 7.9 or 15.8, respectively. Due to
FDA recommendation of testing, the ratio of 10, 125mL Teflon gasket is selected with
79mL of simulant.
A specimen, of which the food contact surface is facing up, was put on the top of
bottom plate. A Teflon spacer which has cavity for food simulant was placed on the
specimen’s food contact surface. Then, the top plate was put on the Teflon spacer. All
together was tightened up by 12 screws. Through the hole of the top plate, the food
simulant was injected into the assembled extraction cell.
As internal standards, approximately 100 ppb level of anthracene d-10 and/or n-
docosane were matrix-spiked into the extracts. Then, the extracts were concentrated

15
Table 5. Simulant volume to surface area ratio
Simulant Volume (mL) Surface area of a
specimen (in²)
Simulant volume / surface
area Ratio (mL/in²)
7.9 7.9 1
23.7 7.9 3
39.5 7.9 5
79 7.9 10*
* The ratio, the FDA recommended, of simulant volume to surface area of a specimen.

16
Figu
re 3. Diagram
of single-sid
e extraction cell for m
igration testin
g (design
ed b
y Dr. T
hom
as G. H
artman
, Cen
ter for
Ad
vanced
Food
Tech
nology (C
AF
T), R
utgers U
niversity, N
J)

17
B. METHODS
The methods used for my experiment were validated by Yoo, S.J. in his
dissertation in 2005. According to Yoo’s dissertation, the method accuracy (percent
recovery) of selected acrylate monomers such as TPGDA, TMPTA, HDDA, EO-HDDA,
EO-TMPTA, and GPTA in DCM were within FDA’s acceptable ranges as shown in
Table 6. (Yoo., 2005).
Table 6. Percent recovery of the dichloromethane (DCM) and standard curves for the
selected acrylate monomers in 10% and 95% aqueous ethanol simulant (Yoo., 2005).
* The analysis was performed in triplicate and % was mean of triplicates. Relative standard deviation (RSD %) of each acrylate monomers was below 11%.
** Validation of analytical methods (II. D.3. e.), In Guidance for Industry: “Preparation of food contact Notification and Food Additives Petitions for Food Contact Substances”: Chemistry Recommendations, Final Guidance, April (2002).
Acrylate monomer
Recovery percentage*
In 10% aqueous ethanol
In 95% ethanol FDA acceptable
levels**
TPGDA 97.9% 98.5%
80-110% At below 100ppb Levels in foods
TMPTA 99.0% 97.8%
HDDA 98.1% 99.7%
EO-HDDA 87.8% 95.5%
EO-TMPTA 90.5% 94.6%
GPTA 85.4% 81.9%

18
1. Sample preparation with 10% ethanol, 3% acitic acid in water, or water
simulant
8mL, 24mL, 40mL or 80mL of solvent simulants such as 10% aquous ethanol, 3%
acitic acid in water, or water were incubated in single-side extraction cell in controlled
circumstances. After incubation, those simulants were transferred from extraction cells
into 50mL or 100mL size test tubes which have Teflon-lined cover. 100 ppb internal-
standards were matrix-spiked into each sample simulant. Anthracene-d10 in
dichloromethane (DCM) and n-C22 Docosane in DCM were chosen as internal standards
(approximately 1.0 mg acrylate/10 mL DCM). The reason why two internal standards
were used was to avoid the confliction between internal standard and extracted-
compound such as TMPTA. For example, each of 0.8µL of internal standards was spiked
into 8mL stimulants and 2.4µL of internal standards into 24mL simulants. Then, 5mL of
DCM was added into the sumulants to vigorously back-extracted. The simulants were
vigorously hand-shaken for 10 minutes and centrifuged at 3000 rpm for 30 minutes. The
extracts at bottom layer were taken and concentrated to approximately 0.1mL using
gentle stream of nitrogen at room temperature. The concentrated extracts were analyzed
by Gas Chromatography-Flame Ionization Detector (GC-FID).
2. Sample preparation with 95% ethanol simulant
24mL of 95% ethanol simulant was incubated in single-side extraction cell in
controlled circumstances. After incubation, the simulant was transferred from extraction
cells into 50mL size test tubes which have Teflon-lined cover. 100 ppb internal-standards

19
were matrix-spiked into sample simulant (2.4µL of internal standards). Anthracene-d10
in DCM and n-Docosane(C-22) in DCM were chosen as internal standards
(approximately 1.0 mg/10 mL DCM). Then, the simulant was vortexed. 5mL of simulant
was taken and transferred into another 50mL size test tube. 42.5mL of water was added
into the test tube in order to make 10% aqueous ethanol solution by dilution. After
voltexing it, 5mL of DCM was added into the sumulant to back-extract compounds. The
simulant was vigorously hand-shaken for 10 minutes and centrifuged at 3000 rpm for 30
minutes. The extracts at bottom layer were taken and concentrated to approximately
0.1mL using gentle stream of nitrogen at room temperature. The concentrated extracts
were analyzed by Gas Chromatography-Flame Ionization Detector (GC-FID).
3. Gas Chromatograph-Flame Ionization detection (GC-FID) analysis
GC-FID analyses were performed on a Varian 3400 gas chromatograph with
flame ionization detector (GC-FID). The data were acquired and processed with Peak-
Simple™. The temperature of injector was 280ºC with splitless injection. After 30
seconds, 100:1 split was programmed with septum purge. The 1µL injection of the
analyte in DCM (methylene chloride) was made on MDN-5S (Supelco, Serial# M895-
01B), Fused Silica Capillay Column, 30m x 0.32mm ID x 0.25µm. Helium was the
carrier gas at 10 psi pressure. The GC oven temperature was defined from 50ºC, held for
3 minutes, and then increased up to 320ºC at a rate 10ºC/min, then held at 320ºC for 10
minutes.
20
4. Factors affecting extraction efficiency
4.1. Conventional Ink Base carton paperboard preparation
Conventional ink based carton paperboard samples were prepared at Carton
Services Packaging Insights in Shelby Ohio. The substrate is F230H grade Waynsville
coated board stock. The samples were made for “Will’s Fresh Foods” products. Samples
were printed with the reverse printing method. Sections of each carton sample measuring
10cm x 15cm were cut and placed into a custom stainless steel (SS) extraction cell
(single-side extraction cell), as described above.
4.2. EB/UV cured paperboard preparation
EB/UV cured (printed/coated) Minute Maid Fruit Punch Carton paperboards
were prepared at Blue Ridge Paper Products Division, Evergreen Packaging at
Waynesville, NC. Sections of each carton sample measuring 10cm x 15cm were cut and
placed into a custom stainless steel (SS) extraction cell (single-side extraction cell), as
described above.

21
4.3. Experimental design for identifying factors affecting extraction
efficiency
Five factors – temperature, time, surface area to simulant volume ratios,
agitation and solvent strength- were considered and selected as potentially affecting
extraction efficiency, according to the FDA recommended testing conditions. In order to
identify and clarify of the affectability of each parameter, fractional factorial design was
set up as on Table 8. The testing was triplicated and the results were analyzed. The levels
of the conditions also were based on FDA recommended testing conditions. FDA
recommended testing conditions had to be minimum levels to investigate our accelerated
optimum conditions. FDA recommended testing conditions are shown on Table 7.
Table 7. Design matrix for selected five factors with FDA level and range of our
investigation
*FDA recommended conditions for aqueous & acidic foods for room temperature application.
** Agitation was performed by voltexing incubator (New Brunswick Scientific Products.)
Agitation**Temperature
(°C)
Solvent
Volume to
Surface Ratio
(mL/Inch²)
Solvent
Strength Time
FDA* No Room
Temp. 10 10% EtOH 10 days
Range of
our
investigation
No or FullRoom tm.
40, 60, or 801,3,5, or 10
10%, 95% EtOH,
3% aqueous Acetic Acid, or
Water
1, 4, or 10
days

22
Table 8. Fractional factorial design matrix.
* Sample 1 is for Conventional Ink packaging test produced by Carton Service, Packaging Insights
** Sample 2 is for EB/UV cured packaging test produced by Evergreen Packaging EB printed Carton LLN5045
EXP. No.
Sample Temp. AgitationSolvent
Volume/Surface Area Ratio (mL/In²)
Time Simulated Solvents
1 1* 40°C O 3 24 Hrs. 10% EtOH
2 1 40°C X 3 24 Hrs. 10% EtOH 3 2** 40°C O 3 24 Hrs. 10% EtOH 4 2 40°C X 3 24 Hrs. 10% EtOH
5 1 40°C O 3 24 Hrs. 10% EtOH 6 1 40°C O 3 24 Hrs. 95% EtOH
7 1 40°C O 3 24 Hrs. 3% Acetic in H2O
8 1 40°C O 3 24 Hrs. H2O 9 2 40°C O 3 24 Hrs. 10% EtOH
10 2 40°C O 3 24 Hrs. 95% EtOH 11 2 40°C O 3 24 Hrs. 3% Acetic in H2O
12 2 40°C O 3 24 Hrs. H2O
13 1 40°C O 3 24 Hrs. 10% EtOH 14 1 40°C O 3 4 Days 10% EtOH
15 1 40°C O 3 10 Days 10% EtOH 16 2 40°C O 3 24 Hrs. 10% EtOH 17 2 40°C O 3 4 Days 10% EtOH
18 2 40°C O 3 10 Days 10% EtOH
19 1 Rm. O 3 24 Hrs. 10% EtOH
20 1 40°C O 3 24 Hrs. 10% EtOH 21 1 60°C O 3 24 Hrs. 10% EtOH 22 1 80°C O 3 24 Hrs. 10% EtOH
23 2 Rm. O 3 24 Hrs. 10% EtOH 24 2 40°C O 3 24 Hrs. 10% EtOH 25 2 60°C O 3 24 Hrs. 10% EtOH
26 2 80°C O 3 24 Hrs. 10% EtOH
27 1 40°C O 1 24 Hrs. 10% EtOH
28 1 40°C O 3 24 Hrs. 10% EtOH 29 1 40°C O 5 24 Hrs. 10% EtOH 30 1 40°C O 10 24 Hrs. 10% EtOH
31 2 40°C O 1 24 Hrs. 10% EtOH 32 2 40°C O 3 24 Hrs. 10% EtOH 33 2 40°C O 5 24 Hrs. 10% EtOH
34 2 40°C O 10 24 Hrs. 10% EtOH

23
V. RESULTS AND DISCUSSION
A. Data Analysis of Migrants from Conventional Ink Packaging
Through the single side extraction cell experiment of conventional ink packaging,
which followed FDA recommended testing conditions, tens of elements were migrated
and detected. Representative detected extractables of conventional ink packaging are
listed on Table 9. Our food contact side extraction of the conventional ink printed
packaging carton showed relatively high levels of ink-borne migrants. Significant counts
of compounds were non-GRAS. Some of them exceeded the FDA threshold of 50 ppb
w/v such as cyclohexanone, 2-ethylhexyl alcohol, acetophenone, 2-ethylhexyl acetate,
diethylene glycol, monobutyl ether, Surfynol 104, Kodaflex TXIB type ester alcohol
plasticizer, and dipropylene glycol, monobenzoate isomer.
Table 9. Detected representative extractables of conventional ink packaging
1 cyclohexanone
2 2-ethylhexyl alcohol
3 acetophenone
4 2-ethylhexyl acetate
5 diethylene glycol, monobutyl ether
6 diethylene glycol, monobutyl ether acetate
7 2,4,7,9-tetramethyl-5-decyn-4,7-diol (Surfynol 104)
8 propylene glycol, monobenzoate
9 2,2,4-Trimethyl-1,3-Pentanediol Diisobutyrate (Kodaflex TXIB type ester alcohol plasticizer)
10, 13 Ethoxylated tetramethyldecynediol (Surfynol 440 oligomer: Surfynol 104 polyethoxylate oligomer)
11, 12 dipropylene glycol, monobenzoate isomer
14 dipropylene glycol, dibenzoate
15 D-10 anthracene (internal standard)
16 n-c22Docosane (internal standard)
24
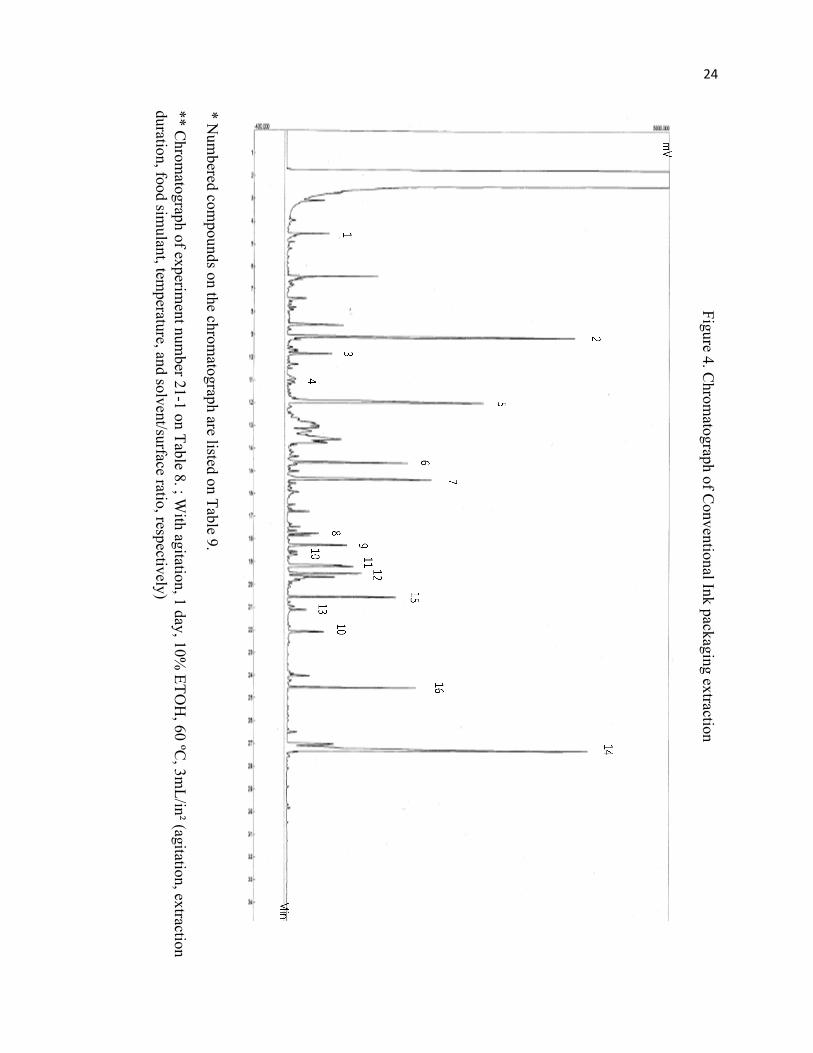
Figure 4. C
hromatograph of C
onventional Ink packaging extraction
* Num
bered compounds on the chrom
atograph are listed on Table 9.
** Chrom
atograph of experiment num
ber 21-1 on Table 8. ; W
ith agitation, 1 day, 10% E
TO
H, 60 ºC
, 3mL
/in² (agitation, extraction duration, food sim
ulant, temperature, and solvent/surface ratio, respectively)
25
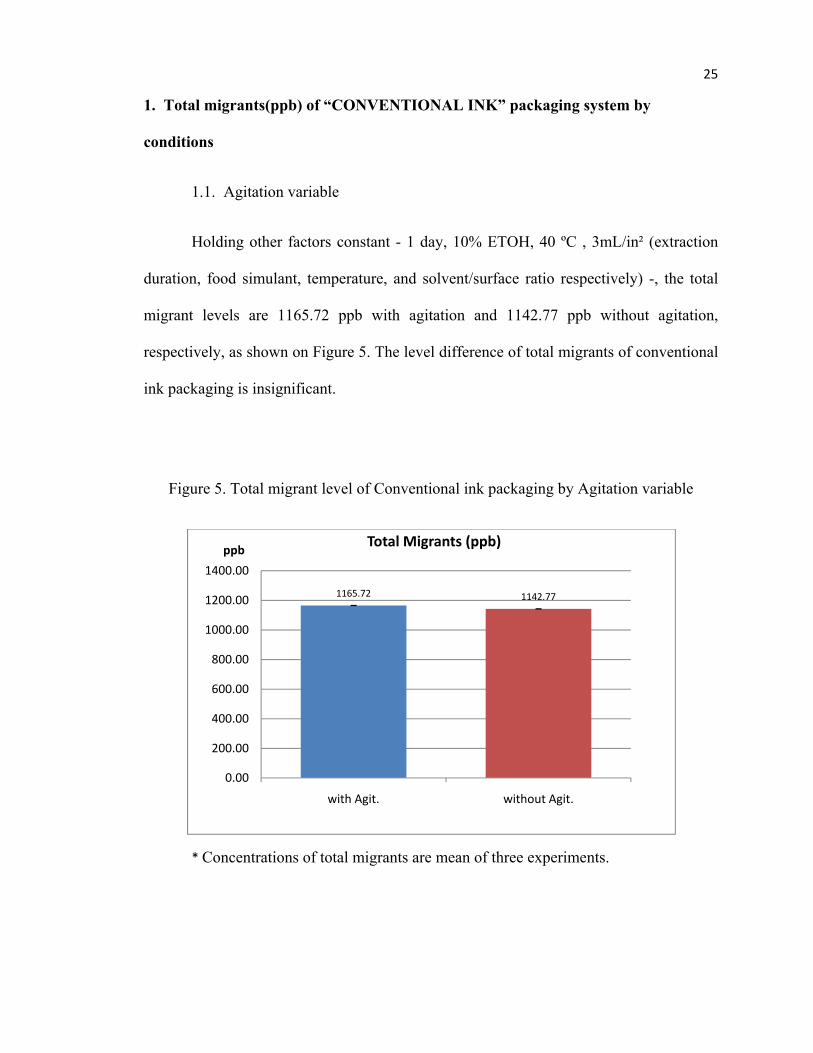
1. Total migrants(ppb) of “CONVENTIONAL INK” packaging system by
conditions
1.1. Agitation variable
Holding other factors constant - 1 day, 10% ETOH, 40 ºC , 3mL/in² (extraction
duration, food simulant, temperature, and solvent/surface ratio respectively) -, the total
migrant levels are 1165.72 ppb with agitation and 1142.77 ppb without agitation,
respectively, as shown on Figure 5. The level difference of total migrants of conventional
ink packaging is insignificant.
Figure 5. Total migrant level of Conventional ink packaging by Agitation variable
* Concentrations of total migrants are mean of three experiments.
1165.72 1142.77
0.00
200.00
400.00
600.00
800.00
1000.00
1200.00
1400.00
with Agit. without Agit.
ppbTotal Migrants (ppb)

26
1.2. Simulated Solvent variable
As shown Figure 6., holding other factors constant - 1 day, with agitation, 40 ºC ,
3mL/in² (extraction duration, agitation, temperature, and solvent/surface ratio
respectively) -, the total migrant levels were 1177.42 ppb with 10% EtOH, 7012.24 ppb
with 95% EtOH, 860.87 ppb with 3% Acetic Acid in Water, and 1049.92 ppb with Water,
respectively. The solvent strength had a significant effect on extraction. The other
solvents affected similarly in conventional ink extraction.
Figure 6. Total migrant level of Conventional ink packaging by Simulated Solvent
variable
* Concentrations of total migrants are mean of three experiments.
1177.42
7012.24
860.87 1049.92
0.00
1000.00
2000.00
3000.00
4000.00
5000.00
6000.00
7000.00
8000.00
10% ETOH 95% ETOH 3% Acetic Acid in Water Water
ppbTotal Migrants (ppb)

27
1.3. Time variable
Through the experiments #13-15 on Table 8., time variable tests were performed.
With other factors constant - 10% ETOH, with agitation, 40 ºC , 3mL/in² (food simulant,
agitation, temperature, and solvent/surface ratio respectively) -, the total migrant levels
are 1016.91 ppb with 1 day extraction, 1383.22 ppb with 4 days, and 1814.11 ppb with
10 days, respectively. As incubation time increased, the level of total migrants rose. 10
days experiment had only about 1.8 times total migrant level than 1 day experiment. This
is insignificant difference. The migrant level of 10 days extraction is close to the
recommended level for FDA test.
Figure 7. Total migrant level of Conventional ink packaging by Time variable
* Concentrations of total migrants are mean of three experiments.
1016.91
1383.22
1814.11
0.00
200.00
400.00
600.00
800.00
1000.00
1200.00
1400.00
1600.00
1800.00
2000.00
24 Hours 4 Days 10 Days
ppbTotal Migrants (ppb)

28
1.4. Temperature variable
On temperature variable test, the total migrant levels are 350.41 ppb at 25 ºC,
1177.42 ppb at 40 ºC, 2159.38 ppb at 60 ºC, and 2891.43 ppb at 80 ºC, respectively,
while other factors were constant - 1 day, with agitation, 10% ETOH, 3mL/in² (extraction
duration, agitation, food simulant, and solvent/surface ratio respectively). The higher
temperature, the more migrant levels there are. The migration of conventional ink
components was significantly sensitive on temperature parameters.
Figure 8. Total migrant level of Conventional ink packaging by Temperature variable
* 40 ºC data is duplicated from the Simulated Solvent Variables experiment because of same parameter conditions.
** Concentrations of total migrants are mean of three experiments
350.41
1177.42
2159.38
2891.43
0.00
500.00
1000.00
1500.00
2000.00
2500.00
3000.00
3500.00
25 ℃ 40 ℃ * 60 ℃ 80 ℃
ppb Total Migrants (ppb)

29
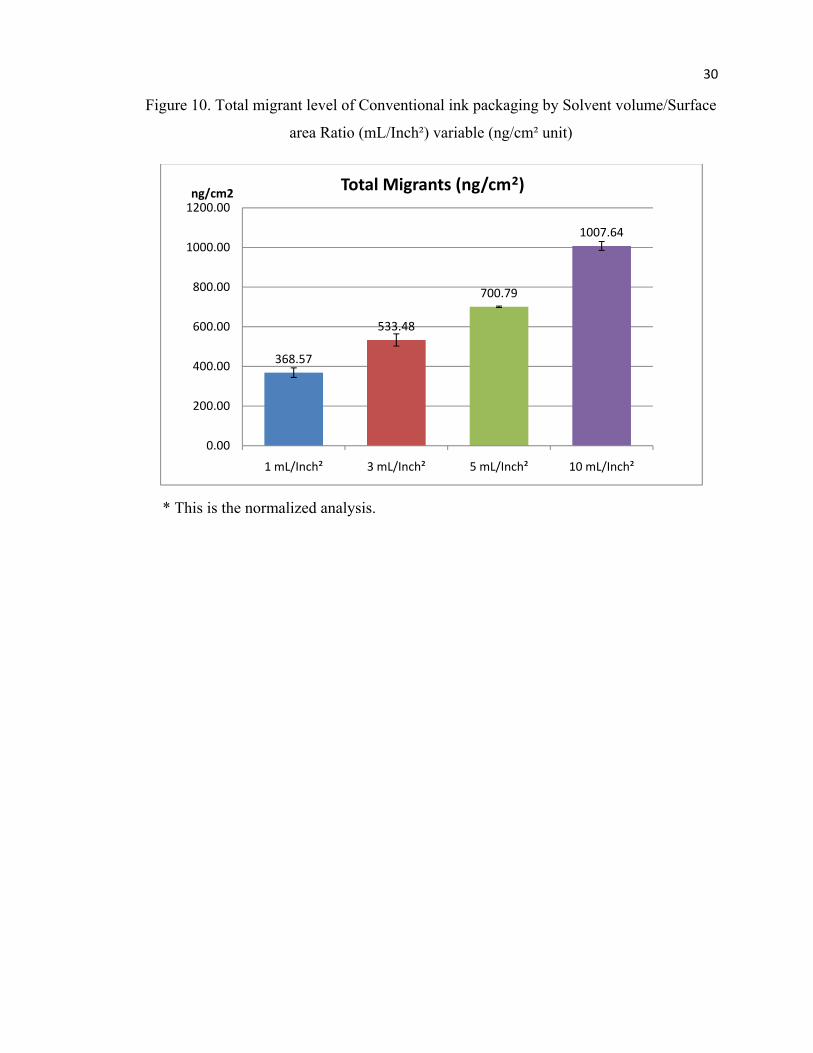
1.5. Solvent Volume/Surface Area Ratio (mL/INCH²) variable
The ratio of solvent volume per surface area (mL/In²) variable experiments
showed that total migrant level of conventional ink extractables decreased on ppb (w/v)
unit as the ratio increased, as shown on Figure 9. However, when the unit was normalized
onto ng/cm², total migrant level of extractables increased gradually as the increment of
the ratio, as shown on Figure 10.
Figure 9. Total migrant level of Conventional ink packaging by Solvent volume/Surface
area Ratio (mL/Inch²) variable (ppb w/v unit)
2349.62
1133.65
893.51
642.37
0.00
500.00
1000.00
1500.00
2000.00
2500.00
3000.00
1 mL/Inch² 3 mL/Inch² 5 mL/Inch² 10 mL/Inch²
ppb Total Migrants (ppb)
30
Figure 10. Total migrant level of Conventional ink packaging by Solvent volume/Surface
area Ratio (mL/Inch²) variable (ng/cm² unit)
* This is the normalized analysis.
368.57
533.48
700.79
1007.64
0.00
200.00
400.00
600.00
800.00
1000.00
1200.00
1 mL/Inch² 3 mL/Inch² 5 mL/Inch² 10 mL/Inch²
ng/cm2Total Migrants (ng/cm²)

31
2. Comparison of Soluble and Insoluble Extractables from Conventional Ink
Packaging
The comparisons between water soluble and insoluble compounds at
conventional ink extract experiment were performed in order to identify the differences
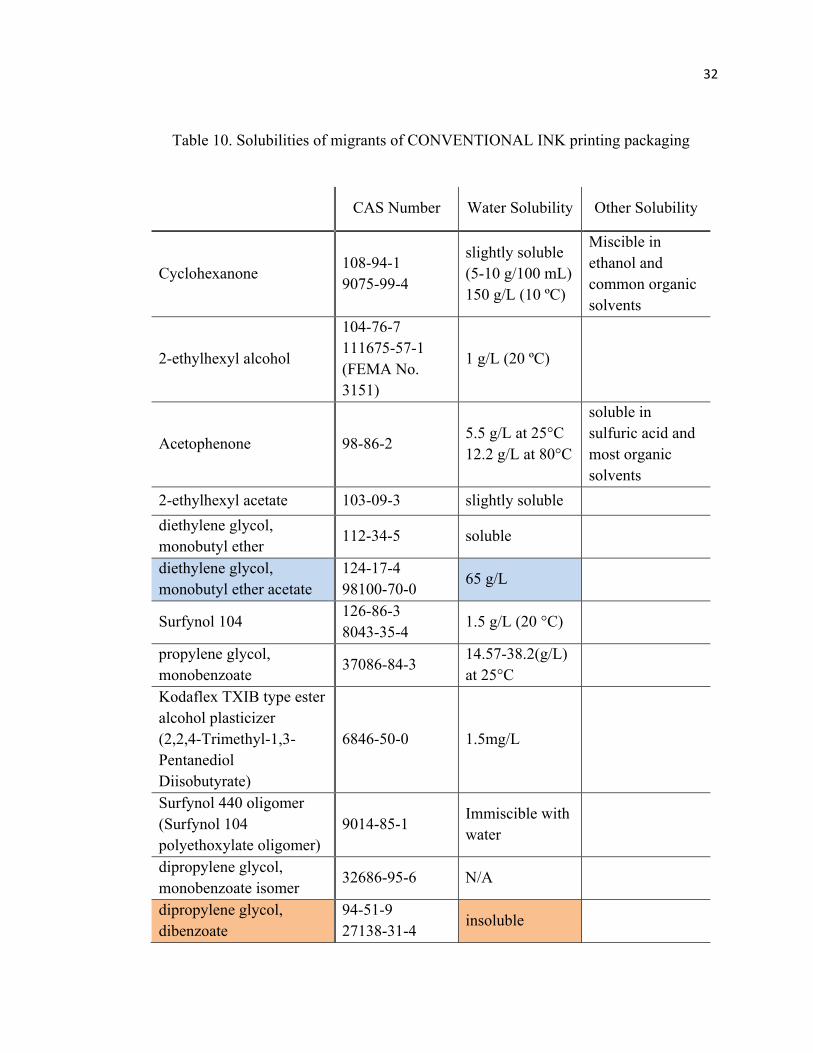
of extractability by parameters. The water solubility of each element is listed on Table 10.
As examples, diethylene glycol, monobutyl ether acetate (CAS# 124-17-4) and
dipropylene glycol, dibenzoate (CAS# 94-51-9) were chosen for representatives of water
soluble and insoluble compounds, respectively. The reason why diethylene glycol,
monobutyl ether acetate (CAS# 124-17-4) was selected is that diethylene glycol,
monobutyl ether acetate has the solubility of 65g/L, which is the biggest solubility among
the extractables. Also, diethylene glycol, monobutyl ether acetate (CAS# 124-17-4) was
extracted in significant amount at almost all of our experiments, which was over the FDA
regulation -50 ppb w/v- for non-GRAS compound. Monobutyl ether acetate was one of
most extracted element from conventional ink packaging cell-extraction as well as
obvious one of water insoluble extractables.
32
Table 10. Solubilities of migrants of CONVENTIONAL INK printing packaging
CAS Number Water Solubility Other Solubility
Cyclohexanone 108-94-1 9075-99-4
slightly soluble (5-10 g/100 mL) 150 g/L (10 ºC)
Miscible in ethanol and common organic solvents
2-ethylhexyl alcohol
104-76-7 111675-57-1 (FEMA No. 3151)
1 g/L (20 ºC)
Acetophenone 98-86-2 5.5 g/L at 25°C 12.2 g/L at 80°C
soluble in sulfuric acid and most organic solvents
2-ethylhexyl acetate 103-09-3 slightly soluble
diethylene glycol, monobutyl ether
112-34-5 soluble
diethylene glycol, monobutyl ether acetate
124-17-4 98100-70-0
65 g/L
Surfynol 104 126-86-3 8043-35-4
1.5 g/L (20 °C)
propylene glycol, monobenzoate
37086-84-3 14.57-38.2(g/L) at 25°C
Kodaflex TXIB type ester alcohol plasticizer (2,2,4-Trimethyl-1,3-Pentanediol Diisobutyrate)
6846-50-0 1.5mg/L
Surfynol 440 oligomer (Surfynol 104 polyethoxylate oligomer)
9014-85-1 Immiscible with water
dipropylene glycol, monobenzoate isomer
32686-95-6 N/A
dipropylene glycol, dibenzoate
94-51-9 27138-31-4
insoluble

33
2.1. Agitation variable
Through the agitation variable test, as shown in Figure.. diethylene glycol,
monobutyl ether acetate was extracted about 50 % more with agitation than without
agitation. The extracted compound levels of diethylene glycol, monobutyl ether acetate
were 92.11 ppb with agitation and 59.54 without agitation, respectively. On the other
hand, dipropylene glycol, dibenzoate had similar level of migration in with and without
agitation extraction experiment. Other controlled parameters were 40°C, 1 day incubation,
10% EtOH simulant, and 3mL/Inch² ratio.
Figure 11. Migrant levels of soluble and insoluble compounds of ink-borne by Agitiation
variable
92.11
59.54
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
90.00
100.00
with Agit. without Agit.
ppb
diethylene glycol, monobutyl ether acetate
351.20 350.42
0.00
50.00
100.00
150.00
200.00
250.00
300.00
350.00
400.00
450.00
with Agit. without Agit.
ppb
dipropylene glycol, dibenzoate

34
2.2. Simulated Solvent variable
Figure 12. shows that both water soluble and insoluble migrants (diethylene
glycol, monobutyl ether acetate and dipropylene glycol, dibenzoate) are around three
times extractable with 95% EtOH simulant solvent than with other simulant solvents. As
known in the variation of the total migrant levels by simulant solvent from Figure 12.,
solvent strength was also significantly affecting factor for water soluble and insoluble
migrant extractions.
Figure 12. Migrant levels of soluble and insoluble compound of ink-borne by Simulant
variable
73.18
265.88
57.90 62.52
0.00
50.00
100.00
150.00
200.00
250.00
300.00
350.00
10% ETOH95% ETOH3% Acetic Acid in Water
Water
ppb
diethylene glycol, monobutyl ether acetate
353.87
1406.89
223.71282.28
0.00
200.00
400.00
600.00
800.00
1000.00
1200.00
1400.00
1600.00
1800.00
10% ETOH
95% ETOH
3% Acetic Acid in Water
Water
ppb
dipropylene glycol, dibenzoate

35
2.3. Time variable
On the time variable experiments, the data showed that incubating duration had
slight affect for water soluble and insoluble extractatbles, as shown at Figure 13. The
figure indicated that the level of diethylene glycol, monobutyl ether acetate had decreased
slightly after 10 days incubation than 4 days experiments. There could be degradation or
change of diethylene glycol, monobutyl ether acetate to diethylene glycol, monobutyl
ether due to its stability. On the other hand, dipropylene glycol, dibenzoate increased
slightly by longer extraction.
Figure 13. Migrant levels of soluble and insoluble compounds of ink-borne by Time
variable
79.35
110.32
85.98
0.00
20.00
40.00
60.00
80.00
100.00
120.00
24 Hours 4 Days 10 Days
ppb
diethylene glycol, monobutyl ether acetate
335.93
394.41418.27
0.00
50.00
100.00
150.00
200.00
250.00
300.00
350.00
400.00
450.00
500.00
24 Hours 4 Days 10 Days
ppb
dipropylene glycol, dibenzoate

36
2.4. Temperature variable
Figure 14. shows that generally the higher temperature extracted the more
extractables on both water soluble and insoluble compounds except at 60°C diethylene
glycol, monobutyl ether, 117.90 ppb w/v which was higher than extracted level at 80°C.
Diethylene glycol, monobutyl ether was not found at 25°C extraction experiment.
Figure 14. Migrant levels of soluble and insoluble compounds of ink-borne by
Temperature variable
* 40 ºC data is duplicated from the Simulated Solvent Variables experiment because of same parameter conditions.
0.00
73.18
117.90
94.66
0.00
20.00
40.00
60.00
80.00
100.00
120.00
140.00
25 ℃ 40 ℃ * 60 ℃ 80 ℃
ppbdiethylene glycol, monobutyl ether
acetate
144.67
353.87
516.43
680.69
0.00
100.00
200.00
300.00
400.00
500.00
600.00
700.00
800.00
25 ℃ 40 ℃ * 60 ℃ 80 ℃
ppbdipropylene glycol, dibenzoate

37
2.5. Solvent Volume/Surface Area Ratio (mL/Inch²) variable
As shown on Figure 15., migrant levels of soluble and insoluble compounds of
ink-borne by solvent volume/surface area ratio (mL/Inch²) had similar pattern. With the
normalized unit (ng/cm²), migrant levels increased gradually along with the increment of
solvent volume/surface area ratio (mL/Inch²). To soluble substrate, diethylene glycol,
monobutyl ether acetate, migrant level of 10 mL/Inch² was 48.85 ng/cm² which was less
than double of 1 mL/Inch², 27.06 ng/cm². To insoluble compounds, dipropylene glycol,
dibenzoate, migrant level of 10 mL/Inch² was 217.18 ng/cm² which was slightly more
than double of 1 mL/Inch², 94.05 ng/cm².
Figure 15. Migrant levels of soluble and insoluble compounds of ink-borne by Solvent
volume/Surface area Ratio (mL/Inch²) variable (ng/cm² unit)
27.06
38.10 37.56
48.85
0.00
10.00
20.00
30.00
40.00
50.00
60.00
1 mL/Inch²
3 mL/Inch²
5 mL/Inch²
10 mL/Inch²
ng/cm2diethylene glycol, monobutyl ether
acetate
94.05
169.01159.38
217.18
0.00
50.00
100.00
150.00
200.00
250.00
300.00
1 mL/Inch²
3 mL/Inch²
5 mL/Inch²
10 mL/Inch²
ng/cm2dipropylene glycol, dibenzoate

38
B. Data Analysis of Migrants from UV/EB Curable Packaging
The data of single side cell extraction of EB/UV cured carton board packaging are
shown on Table 11. and Figure 16. A number of EB-ink and coating-borne were
extracted by food contact side cell extraction. TMPTA and combined eo-TMPTA
oligomers exceeded the FDA threshold of 50 ppb w/v at almost all of our experiments.
There were couple of peaks confliction between TMPTA and d-10 anthracene at
experiment number in Table.. In these cases, internal standard, d-10 anthracene, was
substituted with c-22 docosane.
Table 11. Detected representative extractables of EB/UV curable packaging
1 Diethylene glycol monobutyl ether (Dowanol DB)
2 Hydroquinone methyl ether (MEHQ inhibitor)
3 Azepan-2-one (Caprolactam)
4 Ethoxylated TMPTA oligomer (EO-TMPTA)
5 2,6-di-t-butylphenol (antioxidant)
6 Hexanediol diacrylate (HDDA)
7 Ethoxylated TMPTA oligomer (EO-TMPTA)
8 N-octylpyrrolidinone
9 Tripropylene glycol, diacrylate (TPGDA)
10 D-10 anthracene (internal standard)
11 Trimethylolpropanetriacrylate (TMPTA)
12 Benzyl, dimethyl ketal (BDK, UV-photoinitiator)
13 Ethoxylated TMPTA oligomer (EO-TMPTA)
14 n-c22 Docosane(internal standard)

39
Figure 16. C
hromatograph of E
B/U
V curable packaging extraction
* N
umbered com
pounds on the chromatograph are listed on T
able 11.
** Chrom
atograph of experiment num
ber 3-1 on Table 8. ; W
ith agitation, 1 day, 10% E
TO
H, 40 ºC
, 3mL
/in² (agitation, extraction duration, food sim
ulant, temperature, and solvent/surface ratio, respectively

40
3. Total migrants (ppb) of “EB/UV CURABLE” packaging system by conditions
3.1. Agitation variable
Through the agitation variable test, holding other factors constant 1 day, 10%
ETOH, 40 ºC , 3mL/in² (extraction duration, food simulant, temperature, and
solvent/surface ratio respectively), the total migrant levels were 662.86 ppb with agitation
and 558.94 ppb without agitation, respectively. As shown in Figure 17., the test with
agitation extracted slightly more total extractables than without agitation.
Figure 17. Total migrant level of EB/UV curable packaging extraction by agitation
variable
* 40 ºC data is duplicated from the Solvent Volume/Surface Area Ratio (mL/Inch²) variable experiment because of same parameter conditions.
662.86
558.94
0.00
100.00
200.00
300.00
400.00
500.00
600.00
700.00
800.00
with Agit.* without Agit.
ppbTotal Migrants (ppb)

41
3.2. Simulated Solvent variable
Through the simulated solvent variable experiments for EB/UV curable
packaging, the total migrant levels were 626.90 ppb with 10% EtOH, 4892.96 ppb with
95% EtOH, 582.35 ppb with 3% Acetic Acid in Water, and 556.17 ppb with Water,
respectively. Those data showed that the solvent strength also had a significant effect on
EB/UV curable packaging extraction. The simulated solvent 95% EtOH extracted about 8
times of migrants than the other solvents, with holding other parameters constant, 1 day,
with agitation, 40 ºC , 3mL/in² (extraction duration, agitation, temperature, and
solvent/surface ratio respectively).
Figure 18. Total migrant level of EB/UV curable packaging extraction by simulant
variable
626.90
4892.96
582.35 556.17
0.00
1000.00
2000.00
3000.00
4000.00
5000.00
6000.00
10% ETOH 95% ETOH 3% Acetic Acid in Water
Water
ppbTotal Migrants (ppb)

42
3.3. Time variable
Through the time variable tests, holding other factors constant - 10% ETOH, with
agitation, 40 ºC , 3mL/in² (food simulant, agitation, temperature, and solvent/surface ratio
respectively) -, the total migrant levels are 626.90 ppb with 1 day extraction, 721.55 ppb
with 4 days, and 873.37 ppb with 10 days, respectively, as shown on Figure 19. As
incubation time increased, the level of total migrants rose. 10 days experiment had about
1.4 times total migrant level than 1 day experiment. This is a slight difference. The
migrant level of 10 days extraction is close to the recommended level for FDA test.
Figure 19. Total migrant level of EB/UV curable packaging extraction by time variable
* “24 hours” data is duplicated from the Simulated Solvent Variable experiment (10% EtOH) because of same parameter conditions.
626.90
721.55
873.37
0.00
100.00
200.00
300.00
400.00
500.00
600.00
700.00
800.00
900.00
1000.00
24 Hours* 4 Days 10 Days
ppb
Total Migrants (ppb)
43
3.4. Temperature variable
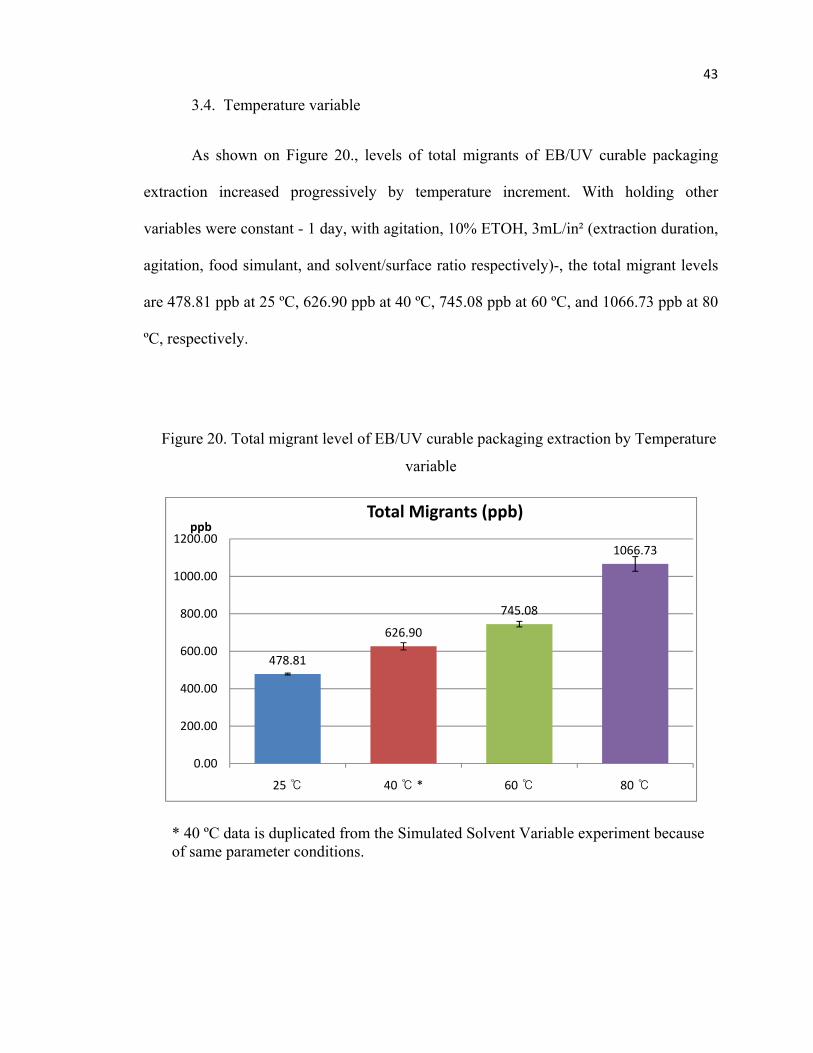
As shown on Figure 20., levels of total migrants of EB/UV curable packaging
extraction increased progressively by temperature increment. With holding other
variables were constant - 1 day, with agitation, 10% ETOH, 3mL/in² (extraction duration,
agitation, food simulant, and solvent/surface ratio respectively)-, the total migrant levels
are 478.81 ppb at 25 ºC, 626.90 ppb at 40 ºC, 745.08 ppb at 60 ºC, and 1066.73 ppb at 80
ºC, respectively.
Figure 20. Total migrant level of EB/UV curable packaging extraction by Temperature
variable
* 40 ºC data is duplicated from the Simulated Solvent Variable experiment because of same parameter conditions.
478.81
626.90
745.08
1066.73
0.00
200.00
400.00
600.00
800.00
1000.00
1200.00
25 ℃ 40 ℃ * 60 ℃ 80 ℃
ppbTotal Migrants (ppb)

44
3.5. Solvent Volume/Surface Area Ratio (mL/Inch²) variable
As shown on Figure 21., The ratio of solvent volume per surface area (mL/Inch²)
variable experiments showed that total migrant levels of UV/EB cured printing
extractables decreased on ppb (w/v) unit as the ratio increased. However, when the unit
was normalized onto ng/cm², total migrant level of extractables increased gradually as the
increment of the ratio, as shown on Figure 22.
Figure 21. Total migrant level of EB/UV curable packaging extraction by Solvent
Volume/Surface Area Ratio (mL/Inch²) variable (ppb w/v unit)
1205.02
662.86
437.25377.03
0.00
200.00
400.00
600.00
800.00
1000.00
1200.00
1400.00
1 mL/Inch² 3 mL/Inch² 5 mL/Inch² 10 mL/Inch²
ppbTotal Migrants (ppb)

45
Figure 22. Total migrant level of EB/UV curable packaging extraction by Solvent
Volume/Surface Area Ratio (mL/Inch²) variable (ng/cm²)
189.02
311.94342.94
591.43
0.00
100.00
200.00
300.00
400.00
500.00
600.00
700.00
1 mL/Inch² 3 mL/Inch² 5 mL/Inch² 10 mL/Inch²
ng/cm2Total Migrants (ng/cm²)

46
4. Comparison of Soluble and Insoluble Extractables from UV/EB Cured
Packaging
The comparisons between water soluble and insoluble migrants of UV/EB cured
packaging extract experiment were performed in order to identify the differences of
extractability by parameters. The water solubility of each extractable from UV/EB cured
packaging is listed on Table 12. For the representatives of water soluble and insoluble
compounds, caprolactam (CAS# 105-60-2) and 2,6-di-t-butylphenol (antioxidant) (CAS#
128-39-2, 19126-15-9 or 118-82-1) were chosen, respectively. Caprolactam is one of the
highest water soluble compounds among the extractables. It has the water solubility of
820g/L at 20°C (Wikipedia, 2010). 2,6-di-t-butylphenol (antioxidant) (CAS# 128-39-2,
19126-15-9 or 118-82-1) is one of water insoluble extractables from UV/EB cured
packaging extraction, distinctly. Although, both of water soluble and insoluble
representatives - caprolactam and 2,6-di-t-butylphenol respectively - were extracted in
only infinitesimal amount, which were less than FDA regulation -50 ppb w/v- for Non-
GRAS compound to become food additives, at almost all of our experiments, those
migrants were still significant indicators for the extraction tests. It is because those
compounds are of integral substances for UV/EB curable ink.

47
Table 12. Solubilities of migrants of UV/EB Curable packaging
CAS Number Water Solubility
Other Solubility
diethylene glycol monobutyl ether (Dowanol DB)
112-34-5 Soluble, Miscible Ether, Alcohol, Aceton, Benzene
hydroquinone methyl ether (MEHQ inhibitor)
150-76-5 Soluble, 40g/L
(25℃)
caprolactam 105-60-2 Highly Soluble,
820g/L (20℃)
2,6-di-t-butylphenol (antioxidant)
128-39-2 19126-15-9 118-82-1 (ANTIOXIDANT SK-702)
Insoluble, NEGLIGIBLE
methanol, ether
hexanediol diacrylate (HDDA)
13048-33-4 88250-32-2 (SR 238)
<0.1 mg/mL @ 18°
N-octylpyrrolidinone 2687-94-7 1g/L (20℃) organic solvent
tripropylene glycol, diacrylate (TPGDA)
42978-66-5 0.036 g/100 mL
(25℃)
trimethylolpropanetriacrylate (TMPTA)
15625-89-5 15624-09-5 72269-91-1 (Saret 351)
Soluble
benzyl, dimethyl ketal (BDK, UV-photoinitiator)
24650-42-8 (PHOTOCURE 651)
74-91-8 (IR
651)
Insoluble
dibutyl phthalate
84-74-2 84-69-5 (Diisobutyl Phthalate) 784-74-2
Slightly soluble SOLVENT, 0.013 g/L Insoluble
ethoxylated TMPTA oligomer (EO-TMPTA)
28961-43-5 N/A

48
4.1. Agitation variable
Through the agitation variable experiments, there were opposite results for water
soluble and insoluble migrants. As shown on Figure 23., water soluble extractable,
caprolactam, was extracted in level of 8.44 ppb with agitation, whereas 4.44 ppb without
agitation. With agitation, 1.9 times more caprolactam was detected than without agitation.
On the other hand, insoluble compound, 2,6-di-t-butylphenol, was extracted 1.48 ppb
with agitation, whereas 3.65 ppb without agitation which is 2.47 times more than with
agitation.
Figure 23. Migrant levels of soluble and insoluble compounds of UV/EB curable
packaging by Agitiation variable
8.44
4.44
0.00
2.00
4.00
6.00
8.00
10.00
12.00
with Agit. without Agit.
ppbCaprolactam (ppb)
1.48
3.65
0.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
4.50
with Agit. without Agit.
ppb2,6‐di‐t‐butylphenol (ppb)

49
4.2. Simulated Solvent variable
Figure 24. shows that simulant is a significant affecting factor to both soluble and
insoluble compounds of UV/EB curable packaging. With 95% EtOH, both caprolactam
and 2,6-di-t-butylphenol were extracted about 10-15 times more than other simulants
even though both soluble and insoluble compounds were detected in inconsiderable
amount to be treated as food additives. Both soluble and insoluble compounds had similar
patterns in simulated solvent variable experiments.
Figure 24. Migrant levels of soluble and insoluble compounds of UV/EB curable
packaging by Simulated Solvent variable
2.96
39.46
3.15 2.12
0.00
5.00
10.00
15.00
20.00
25.00
30.00
35.00
40.00
45.00
50.00
10% ETOH95% ETOH 3% Acetic Acid in Water
Water
ppbCaprolactam (ppb)
1.34
19.35
1.48 1.27
0.00
5.00
10.00
15.00
20.00
25.00
10% ETOH 95% ETOH 3% Acetic Acid in Water
Water
ppb2,6‐di‐t‐butylphenol (ppb)

50
4.3. Time variable
As shown in Figure 25., levels of both water soluble and insoluble compounds,
caprolactam and 2.6-di-t-butylphenol respectively, increased by the increment of
incubating duration. Especially, caprolactam was significantly sensitive in extraction time,
which levels were 19.44 ppb with 10 days, 9.85 ppb with 4 days, and 2.96 ppb with 1 day
extraction, repectively. The migration level with 10 days, 19.44 ppb, was about 6.6 times
than that with 1 day. However, for water insoluble compound, the variation of migration
levels by time variable was slight.
Figure 25. Migrant levels of soluble and insoluble compounds of UV/EB curable
packaging by Time variable
* “24 Hours” data is duplicated from the Simulated Solvent Variables experiment because of same parameter conditions.
2.96
9.85
19.44
0.00
5.00
10.00
15.00
20.00
25.00
24 Hours* 4 Days 10 Days
ppbCaprolactam (ppb)
1.341.57
3.28
0.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
4.50
24 Hours* 4 Days 10 Days
ppb2,6‐di‐t‐butylphenol (ppb)
51
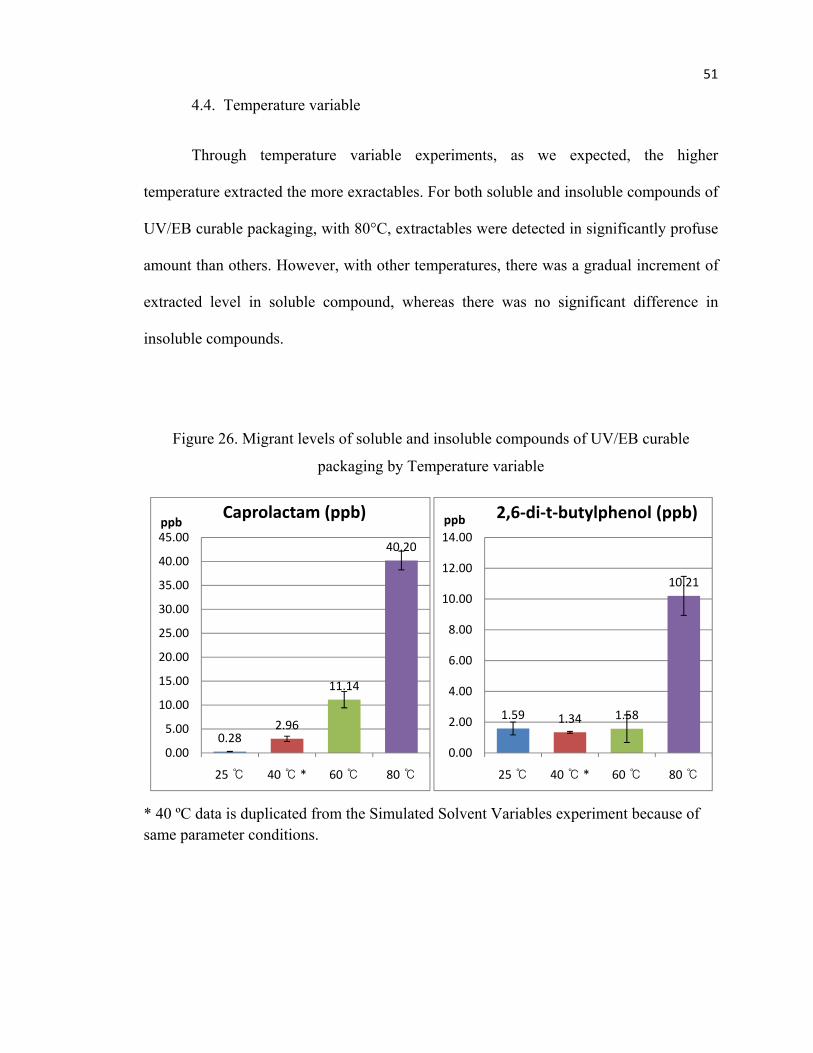
4.4. Temperature variable
Through temperature variable experiments, as we expected, the higher
temperature extracted the more exractables. For both soluble and insoluble compounds of
UV/EB curable packaging, with 80°C, extractables were detected in significantly profuse
amount than others. However, with other temperatures, there was a gradual increment of
extracted level in soluble compound, whereas there was no significant difference in
insoluble compounds.
Figure 26. Migrant levels of soluble and insoluble compounds of UV/EB curable
packaging by Temperature variable
* 40 ºC data is duplicated from the Simulated Solvent Variables experiment because of same parameter conditions.
0.282.96
11.14
40.20
0.00
5.00
10.00
15.00
20.00
25.00
30.00
35.00
40.00
45.00
25 ℃ 40 ℃ * 60 ℃ 80 ℃
ppbCaprolactam (ppb)
1.59 1.34 1.58
10.21
0.00
2.00
4.00
6.00
8.00
10.00
12.00
14.00
25 ℃ 40 ℃ * 60 ℃ 80 ℃
ppb 2,6‐di‐t‐butylphenol (ppb)

52
4.5. Solvent Volume/Surface Area Ratio (mL/INCH2) variables.
After normalization within the range of the errors, we found that caprolactam and
2,6-di-t-butylphenol were extracted in the slight amount. For both soluble and insoluble
compounds, with 3mL/In² (ratio of solvent volume per surface area), extractables were
extracted the most than other ratios, as shown in Figure 27.
Figure 27. Migrant levels of soluble and insoluble compounds of UV/EB curable
packaging by Solvent Volume/Surface Area Ratio (mL/Inch²) variable (ng/cm²)
4.16
6.23
2.73 2.77
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
9.00
10.00
1 mL/Inch²
3 mL/Inch²
5 mL/Inch²
10 mL/Inch²
ng/cm2
Caprolactam (ng/cm2)
0.75
2.25
0.91
1.26
0.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
4.50
5.00
1 mL/Inch²3 mL/Inch²5 mL/Inch² 10 mL/Inch²
ng/cm2
2,6‐di‐t‐butylphenol (ng/cm2)

53
VI. CONCLUSION
Five factors affecting extraction efficiency onto both conventional ink printed
packaging and UV/EB cured packaging were evaluated. For both conventional ink
packaging extraction and UV/EB cured packaging extraction, the simulants were the
most affectable factor than others. Nevertheless, time, temperature, and solvent volume to
surface area ratio variables had also significant influence on migration. By the regression
analysis of those experiment data, the more accurate effect of each parameter would be
estimated.
Moreover, comparisons of those factors affecting water soluble and insoluble
extractables were performed. During the overall experiments, there were no significant
differences of migration patterns between water soluble and insoluble compounds of both
conventional ink printed and UV/EB cured packaging migrants. For both water soluble
and insoluble migrants, simulated solvent was the most affecting factor to extraction, as
well.
Thus, we suggest the optimized and accelerated testing protocol as on Table 13.
for determining FDA compliance of the conventional ink packaging and the UV/EB
cured packaging. Especially, with agitation, raised temperature as 60°C, simulant volume
to surface area ratio as 5-10mL/Inch², 24-hour extraction instead of 10 days can be safe
and assurable for substitution. Through our experiments, it is proven that the results of
the accelerated testing protocols are also equivalent to those of FDA recommended
protocol.

54
Table 13. Conditions for the 24-hour accelerated testing equivalent to FDA
recommendation
Food Simulant Time Temp. Ratio of Simulant Volume to Surface Area (mL/ In²)
Accelerated Conditions 10% EtOH 24 hours 60°C 5-10
95% EtOH 24 hours 40-60°C 5-10
FDA Recommendation 10% EtOH 10 days 40°C 10
95% EtOH 10 days 40°C 10

55
REFERRENCES
Anderson, W., Castle, L., Benzophenone in cartonboard packaging materials and the factors that influence its migration food., Food additives and contaminants., 2003, June 20(6), 607-618
Aurela, B., Ohra-Aho, T., and Soderhjelm, L., Migration of alkylbebzenes from packaging into food and Tenex., Packaging Technology and Science., 2001, Vol.14. 71-77
Barnes, K.A., Sinclair, C.R., Watson, D.H., Chapter13 Food packaging inks and varnishes and chemical migration into food., Chemical migration and food contact materials., CRC Press, Woodhead Publishing Limited., 2007, 302-319
Bradley, E.L., et al., Test method for measuring non-visible set-off from inks and lacquers on the food-contact surface of printed packaging materials., Food additives and contaminants., 2005, 22(5) 490-502
Cantrell R., Safety and handling of UV/EB curing materials., RadTech Report., 1999, Sep/Oct, 23-28
Castle et al., Migration studies from paper and board food packaging materials. Part 2. Survey for residues of dialkylamino benzophenone UV-cure ink photoinitiators. Food Additives and Contaminants. 1997, 14(10), 45-52
FDA, Preparation of premarket submissions for food contact substances: chemistry recommendations http://www.Cfsan.fda.gov/guidance.html, 2007

56
Fouassier, J., Basic principles in photoinitiation process of photoinduced polymerization reactions, in photoinitiation, photopolymerization, and photocuring, Fundamental and Applications, Hanser Publishers, Munich Vienna New York. 1995, 8-12
Fouassier, J., Some practical aspects in photocuring in photoinitiation, photopolymerization, and photocuring, Fundamental and Applications, Hanser Publishers, Munich Vienna New York. 1999, 330-332
Gettis, M.F., Guidelines for food packaging and inserts printing inks for direct food contact, Pigment & Resin Technology, 1997, Vol. 26 Iss: 2, pp.102 - 108
Gevaert, P., Ink Performance Properties of UV, Conventional and Hybrid Sheetfed Inks,
http://www.cytec.com/uv/Downloads/Ink%20Performance%20Properties%20of%20UV-Conventional%20and%20Hybrid%20Sheetfed%20Inks.PDF
Retrieved October 26, 2010
Golden, Ronald, Food Packaging Safety, Radtech Report, March/April 2007, 37-41
Hartman, T. G., Das, V. T., Profiling of Volatile and Semivolatile Out-Gas Products from Radiation (UV-EB) - Cured Packaging, Radtech Report, 1999, 13. 35-40
Johns, S.W., Jickells, S.M., Read, W.A., and Castle, L., Studies on functional barriers ro migrarion. 3. Migration of benzophenone and model ink components from cartonboard to food during frozen storage and microwave heating., Packaging Technology and Science., 2000, Vol.13. 99-104
Leach, R.H., Chapter 10, Radiation curable systems, In the Printing Manual 4th edition, Van Nostrand Reinhold (International) Co. Ltd., 1988, 514-561
Page, Adam, Radiation Curing for Packaging, Radtech Report, March/April 2006, 39-42

57
Papilloud, S., Baudraz, D., Analysis of food packaging UV inks for chemicals with potential to migrate into food simulants. Food additives and contaminants. 2002, 19(2) 168-175
Papilloud, S., Baudraz, D., Migration tests for substrates printed with UV ink system in aqueous simulants. Progress in Organic Coatings. 2002, 1170, 1-7
Rechel, C.J., Chemistry in UV/EB Curing primer 4th edition, RadTech International North America., 1994, 39-49
Tice, P.A., Cooper, I., Migration tests food packaging., In food science reviews, Vol.2. Chemical Migration from Food Packaging., Editors Watson, D.H. and Meah, M.N., 1994, 3-34
USA, Code of Federal Regulation; Tiltle 21, Parts 170.3
USA, Code of Federal Regulation; Tiltle 21, Parts 170.39
USA, Code of Federal Regulation; Tiltle 21, Parts 174
USA, Code of Federal Regulation; Tiltle 21, Parts 175.105
USA, Code of Federal Regulation; Tiltle 21, Parts 176
Utschig, S., How do UV-EB inks work and what are their differences?
http://www.convertingmagazine.com/cgi-bin/searcharch.cgi?view=3_04_24.html&keyword=how+do+UV-EB+inks+work+and+what+are+their+differences%3F&start=0&temp=&arttitle=Flexo+Forum. 2004, March 1, Retrieved April 18, 2006
Yoo, S.J., An analytical method for detecting UV/EB curable acrylate monomers and photoinitiators with the migration potential from food packaging prints, Rutgers University, 1994.
58
Yoo, S.J., Pace, G.V., Khoo, B.K., Lech, J. and Hartman, T.G., Mass Spectrometry and Gas Chromatographic Retention Indices of Selective UV/EB-Curable Monomers and Photoinitiators Commonly Used in Food Packaging Print and Coating Formulations, Radtech Report, May/June 2004 Issue, 60-68
Wikipedia.org
http://en.wikipedia.org/wiki/Caprolactam
Retrieved Oct 30, 2010
Related Documents











