Министерство общего и профессионального образования Свердловской области Государственное бюджетное профессиональное образовательное учреждение Свердловской области «Екатеринбургский техникум химического машиностроения» ПРОФЕССИОНАЛЬНЫЙ МОДУЛЬ ПМ 03. «Участие во внедрении технологических процессов изготовления деталей машин и осуществление технологического контроля» МДК 03.02. «Контроль соответствия качества деталей требованиям технической документации». Методические указания по выполнению контрольных работ для студентов-заочников по специальности 15.02.08 «Технология машиностроения»

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Министерство общего и профессионального образования Свердловской областиГосударственное бюджетное профессиональное образовательное учреждение
Свердловской области«Екатеринбургский техникум химического машиностроения»
ПРОФЕССИОНАЛЬНЫЙ МОДУЛЬ ПМ 03.«Участие во внедрении технологических процессов изготовления
деталей машин и осуществление технологического контроля»МДК 03.02. «Контроль соответствия качества деталей
требованиям технической документации».
Методические указания по выполнению контрольных работ для студентов-заочников по специальности 15.02.08 «Технология машиностроения»
Екатеринбург 2018

Составлены в соответствии с Федеральным государственным образовательным стандартом по специальности СПО 15.02.08 «Технология машиностроения»
Автор: Мисюрина Ольга Александровна, преподаватель общепрофессиональных дисциплин и профессиональных модулей
2

ВВЕДЕНИЕ
Контрольные задания с краткими методическими указаниями для студентов-заочников составлены в соответствии с содержанием рабочей программы МДК 03.02 «Контроль соответствия качества деталей требованиям технической документации» для специальности 15.02.08 «Технология машиностроения» (заочной формы обучения).
Методические указания призваны помочь студентам правильно организовать самостоятельное выполнение контрольных заданий, самостоятельную работу над рекомендуемой литературой, работу по подготовке к выполнению практических работ и оформлении отчетов к ним,подготовку к промежуточной аттестации в части освоения основного вида профессиональной деятельности (ВПД): Разработка технологических процессов изготовления деталей машин и соответствующих профессиональных компетенций (ПК):
ПК 3.2. Проводить контроль соответствия качества деталей требованиям технической документации.
В ходе освоения МДК 03.02 студент должен:иметь практический опыт:- участия в реализации технологического процесса по изготовлению деталей;- проведения контроля соответствия качества деталей требованиям технической документацииуметь:- определять (выявлять) несоответствие геометрических параметров заготовки требованиям технологической документации;- выбирать средства измерения;- определять годность размеров, форм, расположения и шероховатости поверхностей деталей;- анализировать причины брака, разделять брак на исправимый и неисправимый;знать:- основные признаки объектов контроля технологической дисциплины;- основные методы контроля качества детали;- виды брака и способы его предупреждения.
Основная форма изучения профессионального модуля – самостоятельная работа студента над рекомендуемой литературой и в соответствии с методическими указаниями.
Материал программы построен по дидактическим принципам, и каждый новый раздел базируется на предыдущих. Поэтому, с целью лучшего усвоения дисциплины, следует изучать разделы программы в последовательности, изложенной в тематическом плане.
1. ВИДЫ И ФОРМЫ САМОСТОЯТЕЛЬНОЙ РАБОТЫ3

- систематическая проработка учебной и специальной технической литературы;- ответы на вопросы и выполнение расчетов (по методическим указаниям, составленным преподавателем);- оформление практических работ и подготовка к их защите;- подготовка к экзамену.
2. ОБЩИЕ МЕТОДИЧЕСКИЕ УКАЗАНИЯ РУКОВОДСТВА САМОСТОЯТЕЛЬНОЙ РАБОТОЙ СТУДЕНТОВ
1. Четко ставить задачу предстоящей самостоятельной работы.2. Добиваться, чтобы студенты выполняли самостоятельную работу осознанно, т.е. ясно представляли теоретические основы выполняемых действий.3. Вовремя предупреждать студентов о типичных ошибках и возможных способах их избегания.4. Оказывать студентам помощь, не вмешиваясь в их работу без необходимости.5. При допущении студентами ошибок подводить их к осознанию и пониманию сути и причин ошибок, с тем, чтобы студенты самостоятельно нашли способ их предупреждения и устранения.6. Практиковать промежуточный контроль хода и результатов самостоятельной работы студентов.7. Рационально распределять задания самостоятельной работы по сложности с учетом индивидуальных особенностей и способностей студентов.8. Стимулировать и поощрять проявления творческого подхода студентов к выполнению заданий.9. Умело сочетать индивидуальную и коллективную работу студентов.10. При оценке хода и итогов самостоятельной работы студентов исходить из положительных моментов в их работе.11. Постоянно практиковать в ходе самостоятельной работы обращение студентов к разным источникам информации.
3. МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ ДЛЯ СТУДЕНТОВ ПО ВИДАМ САМОСТОЯТЕЛЬНОЙ РАБОТЫ:
3.1 Систематическая проработка конспектов занятий, учебной и специальной технической литературы
1. Внимательно прочитайте материал по конспекту, составленному на учебном занятии.
2. Прочитайте тот же материал по учебнику, учебному пособию.3. Постарайтесь разобраться с непонятным, в частности новыми терминами.
Часто незнание терминологии мешает студентам воспринимать материал на теоретических и лабораторно-практических занятиях на должном уровне.
4

4. Ответьте на контрольные вопросы для самопроверки, имеющиеся в учебнике или предложенные в данных методических указаниях.
5. Кратко перескажите содержание изученного материала «своими словами».6. Заучите название основные понятия и определения.7. Освоив теоретический материал, приступайте к выполнению графических и
расчетных заданий.Показатели оценки результатов внеаудиторной самостоятельной работы:- качество уровня освоения учебного материала;-умение использовать теоретические знания при выполнении практических
задач или ответе на практико-ориентированные вопросы;- обоснованность и четкость изложения ответа.
3.2 Оформление отчетов по практическим работам и подготовка их к защитеОбратитесь к методическим указаниям по проведению практических работ и
оформите работу, согласно заданию своего варианта.Повторите основные теоретические положения по теме практической работы,
используя конспект лекций или методические указания.Сформулируйте выводы по результатам работы, выполненной на учебном
занятии. В случае необходимости закончите выполнение графической части.Показатели оценки результатов внеаудиторной самостоятельной работы: - оформление практических в соответствии с методическими указаниями;- качественное выполнение всех этапов работы;- необходимый и достаточный уровень понимания цели и порядка выполнения
работы;
3.3 Ответы на вопросы и выполнение расчётов контрольной работыПрежде чем приступить к ответам на вопросы и решению задач, необходимо
изучить соответствующий материал программы, так как без его усвоения невозможно правильно ответить на вопросы или решить задачу.
Номера вопросов и задач, подлежащих выполнению в качестве контрольных заданий, устанавливаются по таблицам вариантов в соответствии спорядковым номером студента в журнальном списке.
При выполнении контрольной работы ответы на вопросы должны быть четкими и ясными, по существу поставленных вопросов. Необходимо давать поясняющие суть ответов эскизы, схемы, чертежи. Допускается вклеивать сложные чертежи, схемы, эскизы, выполненные копированием.
Рекомендуется приводить практические примеры из практики работы студента-заочника.
5

Решение задач должно сопровождаться необходимыми расчетами, буквенные обозначения в формулах должны быть объяснены. Обязательно указывается литература, откуда взяты формулы и значения отдельных величин.
Контрольная работа выполняется на листах писчей бумаги формата А4 или в тетради в клетку четким разборчивым почерком ручкой черного или синего цвета. Не допускается выделение частей текста ручкой красного цвета.
При выполнении контрольной работы в тетради на страницах отводятся поля.В конце работы приводится список использованной литературы с указанием
автора, издательства и года издания, подпись студента, дата выполнения работы и оставляется чистая страница для рецензии.
Показатели оценки результатов внеаудиторной самостоятельной работы:- качество уровня освоения учебного материала;- умение использовать теоретические знания при выполнении практических задач или ответе на практико-ориентированные вопросы;- обоснованность и четкость изложения ответа;-оформление работы в соответствии с методическими рекомендациями.
3.4 Подготовка к экзаменуАнализ экзаменационных вопросов и выявление пробелов в знаниях иумениях, их корректировка.
4. ПЕРЕЧЕНЬ РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
Основные источники:1. Клепиков В.В., Бодров А.Н. Технологическая оснастка- М.: ФОРУМ, 20142. Покровский Б.С. Технические измерения в машиностроении. М.: Издательский центр «Академия», 2012.3. Шишмарев В.Ю. Средства измерения- М.: Издательский центр «Академия», 20134. Зайцев А.В. Средства измерения- М.: Издательский центр «Академия», 2013
Дополнительные источники:1. Единая система Допусков и посадок СЭВ в машиностроении и приборостроении: Справочник: В 2. -М.: Издательство стандартов, 1989.2. ЕСКД. Основные положения. ГОСТ 2.001-70 ... ГОСТ 2.122-79.3. ГОСТ 18358-73 ... ГОСТ 18369-73. Калибры-скобы диаметром от 1 до 260 мм. Конструкция и размеры.4. ГОСТ 14807-69 ... ГОСТ 14827-69. Калибры-пробки гладкие диаметром от 1 до 360 мм. Конструкция и размеры.
6

Нормативно-правовые источники:Единая система конструкторской документации.ГОСТ 2.301-68; ГОСТ 2.303-81; ГОСТ 2.304-81; ГОСТ 2.305-2008;ГОСТ 2.306-68; ГОСТ 2.307-2011; ГОСТ 2.308-2011; ГОСТ 2.309-73;ГОСТ 2.310-68; ГОСТ 2.311-68; ГОСТ 2.312-71; ГОСТ 2.313-82;ГОСТ 2.314-68; ГОСТ 2.316-2008; ГОСТ 2.317-2011; ГОСТ 2.318-81;ГОСТ 2.320-82; ГОСТ 2.321-84.ГОСТ 2.105-95. ЕСКД. Общие требования к текстовым документам. Периодические издания (отечественные журналы):1. «Вестник машиностроения»2. «Стружка»
Интернет-ресурсы:1. Мир станочника. Техническая литература [Электронный ресурс]. – Режим доступа: http:// www.mirstan.ru, свободный. – Загл. с экрана.2.Портал нормативно-технической документации [Электронный ресурс]. – Режим ДОСтупа: http//www.pntdoc.ru, свободный. – Загл. с экрана.
5. МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО ВЫПОЛНЕНИЮ КОНТРОЛЬНОЙ РАБОТЫ.
Планом учебного процесса предусмотрено выполнение внеаудиторнойсамостоятельной контрольной работы.
Прежде чем приступить к ответам на вопросы и решению задач, необходимо изучить соответствующий материал программы, так как без его усвоения невозможно правильно ответить на вопросы или решить задачу.
Номера вопросов и задач, подлежащих выполнению в качестве контрольных заданий, устанавливаются по таблицам вариантов в соответствии с порядковым номером студента в журнальном списке.
При выполнении контрольной работы ответы на вопросы должны быть четкими и ясными, по существу поставленных вопросов. Необходимо давать поясняющие суть ответов эскизы, схемы, чертежи.
Рекомендуется приводить практические примеры из практики работы студента-заочника.
Решение задач должно сопровождаться необходимыми расчетами, буквенные обозначения в формулах должны быть объяснены. Обязательно указывается литература, откуда взяты формулы и значения отдельных величин.
Контрольная работа выполняется на листах писчей бумаги формата А4 или в тетради в клетку четким разборчивым почерком ручкой черного или синего цвета. Не допускается выделение частей текста ручкой красного цвета. При выполнении
7

контрольной работы в тетради на страницах отводятся поля. При оформлении контрольной работы на листах форматов А4, листы оформляются рамкой по ГОСТ 2.301-68 и основной надписью в соответствии с требованиями ГОСТ 2.104-2006, форма 2а.
Текст печатают на одной стороне белой бумаги формата А4, в стандартном текстовом редакторе MS Word 2003 и последующих версий (или в редакторах подобного формата) согласно ГОСТ 2.004-88. Для набора текста используется шрифт Times New Roman, цвет шрифта – черный, размер (кегль) -14 (для сносок 12), межстрочный интервал через 1,5 с выравниванием по ширине и автоматическим переносом слов. Шрифт печати должен быть одинаковым по всему объему текста, не допускается курсив и выделение слов полужирным шрифтом (исключая заголовки). Абзацы в тексте следует начинать с отступа первой строки – 1,25, параметры которого задаются в настройках текстового редактора. Допустимо использование чертежного шрифта GOST type B курсивом. Расстояние от внутренней рамки листа до границ текста следует оставлять: в начале строк - не менее 5 мм, в конце строк - не менее 3 мм. Расстояние от верхней или нижней строки текста до верхней или нижней внутренней рамки листа должно быть не менее 10 мм.
Порядок выполнения контрольной работы:- четко заполняется титульный лист или наклеечка на обложке тетради, с указанием шифра учащегося, его адреса, варианта контрольной работы; - на первых строчках первой страницы указывается номер варианта, номера вопросов и задач, подлежащих выполнению;- записывается номер и содержание вопроса или условие задачи. Данные, взятые из таблиц, подставляются в условие задачи по смыслу;- приводится ответ на вопрос или решение задачи, в необходимых местах приводятся схемы, эскизы. Допускается вклеивать сложные чертежи, схемы, эскизы, выполнение копированием;- в конце работы приводится список использованной литературы с указанием автора, издательства и года издания, подпись студента, дата выполнения работы и оставляются чистая страница для рецензии.
8

6. ЗАДАНИЕ НА КОНТРОЛЬНУЮ РАБОТУ
Контрольная работа по дисциплине состоит из двух частей: решение контрольного теста и решение задач. Вариант контрольного теста выбирается в зависимости от порядкового номера студента в журнальном списке. Для нечетных вариантов выполняется вариант 1 контрольного теста, для четных – вариант 2.
Выбор номера задачи соответствует порядковому номеру студента в журнальном списке. Для номеров с 11 по последующие вариант выбирается по последней цифре.
Контрольный тестВариант 1
Инструкция по выполнению заданий № 1-3: соотнесите содержание столбца 1 с содержанием столбца 2. Запишите в соответствующие строки бланка ответов букву из столбца 2, обозначающую правильный ответ на вопросы столбца 1. В результате вы получите последовательность цифр и букв. Например,
№ задания Вариант ответа Эталон ответа Pmax
1 1-В, 2-А, 3-ББлок А.
№ Задание( вопрос) Вариант ответа Эталонответа
Pmax
1 Установите соответствие:Термин:
1 - Уровень качества продукции
2 - Оценка уровня качества
3 - Показатель качества
Определение:
А) Количественная характеристика одного или нескольких свойств продукции, составляющих ее качество, рассматриваемая применительно к определенным условиям ее создания, эксплуатации и потребления.
Б) Совокупность операций, включая выбор номенклатуры показателей качества оцениваемой продукции, определение значений этих показателей и сопоставление их с базовыми.
В) Относительная характеристика качества, основанная на сравнении значений показателей качества оцениваемой продукции с базовыми значениями соответствующих показателей
3
2 Установите соответствие: Термин:
1 - Номинальный размер
2 - Действительный размер
3 - Предельный размер
Определение:
А) Размер, полученный при измерении с допустимой погрешностью.
Б) Размер, полученный из расчета на прочность, подобранный по рядам предпочтительных чисел и общий для двух сопрягаемых поверхностей.
В) Один из предельно допустимых размеров, который может быть равным действительноу размеру годной детали
3
3 Установите соответствие: Наименование:1 - Верхнее предельное отклонение отверстия2 - Нижнее предельное
Обозначение:
А) ЕI
Б) ei9

отклонение вала3 - Дейcтвительное отклонение отверстия
В) ES
Инструкция по выполнению заданий № 4...18: выберите букву, соответствующую правильному варианту ответа и запишите её в бланк ответов№ Варианты ответа Правильный
вариант Pmax
4
Переходная посадка:А) посадка, образующая зазор в соединении;Б) посадка, образующая натяг в соединении;В) посадка, образующая в соединении, как зазор, так и натяг.
3
5
Система отверстия:А) система, в которой за основную деталь принимают вал с неизменным полем допуска h, посадку подбирают по отверстию;Б) система, в которой за основную деталь принимают отверстие с неизменным полем допуска H, посадку подбирают по валу;
2
6
Квалитет точности:А) совокупность допусков для всех размеров группы интервалов;Б) совокупность допусков для всех размеров;В) мера точности.
3
7
Нормальная температура измерений:А - 0°CБ - 20°CВ - 25°CГ - 15°C
4
8
Метрологическое обеспечение - это установление и применение научных и организационных основ, технических средств, правил и норм, необходимых:А - для установления определенных погрешностей измерения;Б - достижения единства итребуемой точности измерения;В - нахождения значения ФВ опытным путем;Г - извлечения количественной информации о свойствах объектов.
4
9
Наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности называется:А-технологией;Б - метрологией;В - квалиметрией;Г - изометрией.
4
10
Введение производственного допуска означает допуска, назначенного конструктором:А - увеличение;Б - уменьшение;В - смещение;Г - расширение.
4
11
Обозначение допуска круглости:А ^Б =В OГ --
4
12
Обозначение среднего арифметического отклонения профиля:А Ra;Б Rz;В Rmax;Г - Sm.
4
13 Увеличивающее звено размерной цепи:А - звено размерной цепи, которое является исходным впостановке задачи или получающееся последним в результате измерения, сборки;Б - звено размерной цепи, изменение размера которого приводит к
4
10

изменению размера замыкающегозвена ;В - звено размерной цепи, увеличение которого приводит к увеличению замыкающего звена;Г - звеноразмерной цепи увеличение которого приводит к уменьшению замыкающего звена.
14
Обозначение допуска на угол:А- AT;Б - IT;В - 1:10 Г - C.
4
15
Обозначение среднего диаметра реьбы гайки:А - D;Б - d;В - D2;Г - d2.
4
16
Посадки при свободном шпоночном соединении:А - Паз вала - H9; паз втулки - D9;Б -- Паз вала -N9; паз втулки - Js9;В -- Паз вала -P9; паз втулки - P9.
3
17
Указать по обозначению шлицевой втулки способ центрированияd - 8x36e8x40H12x7D9:А - по наружному диаметру;Б - по внутреннему диаметру;В - по боковым поверхностям .
3
18
По обозначению зубчатого колеса указать степень точности по нормам кинематической точности8 - 7- 6 - Cb - II (ГОСТ1643 - 81):А - 8;Б - 7;В - 6.
3
Блок БИнструкция по выполнению заданий № 19...25: в соответствующую строку бланка ответов запишите краткий ответ на вопрос, окончание предложения или пропущенные слова.
№ Варианты ответа Эталон ответа Pmax
19 Отклонение результата измерений от истинного значения измеряемой величины 5
20 Средство измерения, предназначенное для воспроизведения физической величины заданного размера 5
21Контроль изделий поставщика, поступивших к потребителю и предназначенных для использования при изготовлении, ремонте, эксплуатации изделий.
5
22 Изделие или определенная совокупность изделий, отобранных для контроля из партии или потока продукции 5
23 Анализ и оценка технических решений по выбору параметров, подлежащих измерению, установление норм точности и обеспечение методами и средствами измерений процессов разработки, изготовления, испытания, эксплуатации и ремонта изделий
5
24 Экспериментальное определение количественных и качественных характеристик свойств объекта испытаний как результата воздействия на него при его функционировании, при моделировании объекта и воздействий
5
25 Совокупность средств контроля и исполнителей, взаимодействующих с объектом по правилам, установленным соответствующей документацией 5
11

Контрольный тестВариант 2
Инструкция по выполнению заданий № 1-3: соотнесите содержание столбца 1 с содержанием столбца 2. Запишите в соответствующие строки бланка ответов букву из столбца 2, обозначающую правильный ответ на вопросы столбца 1. В результате вы получите последовательность цифр и букв. Например,
№ задания Вариант ответа Эталон ответа Pmax1 1-В, 2-А, 3-Б
Блок А.№ Задание ( вопрос) Вариант ответа Эталон
ответаPmax
Установите соответствие:1 Посадка:
А - с зазором;Б - переходная;В с натягом;
Обозначение:А - И7/г6Б - H7/d8В - H7/js6
3
2 Установите соответствие:Термин:1 - Номинальный размер2 - Действительный размер отверстия3 - Предельный максимальный размер вала
Обозначение:А - 0Б - DrВ - dmax
3
3 Установите соответствие: Наименование :1 - Нижнее предельное отклонение отверстия2 - Верхнее предельное отклонение вала3 - Дейcтвительное отклонение вала
Обозначение:А - EIБ - esВ- ei
3
Инструкция по выполнению заданий № 4...18: выберите букву, соответствующую операций, требующих приложения больших сил. правильному варианту ответа и запишите её в бланк ответов
№ Варианты ответа Правильный вариант Pmax
4
Посадка с зазором:А - посадка, образующая зазор в соединении;Б - посадка, образующая натяг в соединении;В - посадка, образующая в соединении как зазор, так и натяг.
3
5
Система вала:А - система, в которой за основную деталь принимают вал с неизменным полем допуска h, посадку подбирают по отверстию;Б - система, в которой за основную деталь принимают отверстие с неизменным полем допуска H, посадку подбирают по валу;
2
6
Система допусков и посадок:А - совокупность допусков для всех размеров группы интервалов;Б - совокупность допусков для всех размеров;В - совокупность рядов допусков и посадок, построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов.
3
7 Обозначение квалитета точности:А - Н
4
12

Б - hВ - ITГ - i
8
Нахождение значения ФВ опытным путем с помощью специальных технических средств - это:А - поверка;Б - контроль;В - измерение; Г - экспертиза.
4
9
Для воспроизведения длины в промышленности используют:А - призматические угловые меры;Б - плоскопараллельные угловые меры;В - цилиндры из сплава платины и иридия;Г - синусные линейки.
4
10
Вероятная величина выхода размера за предельные у неправильно принятых деталей зависит:А - погрешности измерения;Б - допускаемых размеров;В - номинального размера;Г - цены деления средства измерения.
4
11
Обозначение допуска прямолинейности:А Б ^В =Г O
4
12
Обозначение высоты неровностей профиля по десяти точкам:А - Ra;Б - Rz;В - Rmax;Г - Sm.
4
13
Уменьшающее звено размерной цепи:А - звено размерной цепи, которое является исходным впостановке задачи или получающееся последним в результате измерения, сборки;Б - звено размерной цепи, изменение размера которого приводит к изменению размера замыкающегозвена ;В - звено размерной цепи, увеличение которого приводит к увеличению замыкающего звена;Г - звеноразмерной цепи, увеличение которого приводит к уменьшению замыкающего звена.
4
14
Обозначение конусности: А- AT;Б - IT;В - 1:10;Г - C.
4
15
Обозначение среднего диаметра реьбы болта: А - D;Б - d;В - D2;Г - d2.
4
16 Посадки при нормальном шпоночном соединении: А - Паз вала - H9; паз втулки - D9;Б -- Паз вала -N9; паз втулки - Js9;
3
13

В -- Паз вала -P9; паз втулки - P9.
17
Указать по обозначению шлицевой втулки способ центрированияD - 8x36x40H7x7D9:А - по наружному диаметру;Б - по внутреннему диаметру;В - по боковым поверхностям .
3
18
Контрольные карты создал:А - Шухарт;Б - Исикава;В - Шор;Г - Шубина.
4
Инструкция по выполнению заданий № 19...25: в соответствующую строку бланка ответов запишите краткий ответ на вопрос, окончание предложения или пропущенные слова.
№ Задание(вопрос) Эталон ответа Pmax
19Качество измерений, отражающее близость результата к истинному значению измеряемой величины
5
20Нахождение значения физической величины опытным путем с помощью специальных технических средств
5
21Свойство сохранять точность признаков качества при протекании технологического процесса
5
22
Карта, на которой для наглядности отображения состояния технологического процесса отмечают значения соответствующей регулируемой выборочной характеристики смежных выборок или проб
5
23Проверка соответствия продукции или процесса, от которого зависит ее качество, установленным требованиям
5
24 Количественная характеристика одного или нескольких свойств продукции, составляющих ее качество, рассматриваемая применительно к определенным условиям ее создания, эксплуатации и потребления
5
25 Количественная или качественная характеристика любых свойств и состояний продукции
5
14

Задание 1. РАСЧЕТ ГЛАДКИХ КАЛИБРОВ
Для указанной в таблице 1 поверхности детали необходимо: выполнить расчет исполнительных размеров предельных калибров для контроля этой
поверхности; построить схему полей допусков калибров в масштабе 1000 : 1 (на миллиметровой
бумаге); определить годность калибра по заданному действительному размеру; выполнить эскиз калибра, на котором указать исполнительные размеры.
Таблица 1Номер варианта 1 2 3 4 5 6 7 8 9 10
Номер чертежа по рисунку 3
1 2 1 2 1 2 1 2 1 2
Калибр для поверхности
отв. вал отв. вал отв. вал отв. вал отв. вал
Размер, поле допуска
36N8 45f9 18F7 35h9 30E8 25d8 40D9 30e7 50H9 63k6
Действительный размер калибра
ПРГ = 35,964
НЕГ = 44,914
ПРГ = 18,015
ПРГ = 34,993
ПРГ = 30,035
ПРГ = 24,940
ПРГ = 40,082
ПРГ = 29,960
НЕГ = 50,062
ПРГ = 63,016
Примеры выполнения задания
Пример 1: ЗАДАНИЕ 1. РАСЧЕТ ГЛАДИХ КАЛИБРОВВариант 00
Согласно варианту 00 необходимо выполнить расчет калибра-пробки для контроля отверстия Ø60Н7.
1 Предельные отклонения отверстия [по ГОСТ 25347 – 82]ES =+ 30 мкм=+ 0 ,030 ммEI=0
2 Предельные размеры отверстияDmax=D+ ES=60+ (+0 ,030 )=60 ,030Dmin=D+EI=60+0=60
3 для 7 квалитета и интервала размеров «св. 50 до 80» находим по приложению ДZ = 4мкм = 0,004мм; Y = 3мкм = 0,003мм; Н = 5мкм = 0,005мм.4 Схема расположения полей допусков калибра - пробки (рис.1)
15

Рисунок 1- Схема расположения полей допусков калибра-пробки
5 Расчет предельных размеров калибра-пробки
ПРmax=Dmin+Z+H2
=60 , 000+0 , 004+0 , 0052
=60 , 0065
ПРmin=Dmin+Z−H2
=60 , 000+0 , 004−0 , 0052
=60 , 0015
ПРизн=Dmin−Y=60 , 000−0 , 003=59 , 997
НЕmax=Dmax+H2
=60 , 030+0 ,0052
=60 , 0325
НЕmin=Dmax−H2
=60 ,030−0 , 0052
=60 , 0275
6 Исполнительные размеры калибра-пробкиПР = 60,0065– 0,005; НЕ = 60,0325– 0,005
7 Выполнение эскиза калибра пробки (рис.2)
Рисунок 2 - Эскиз калибра-пробки
8 Определение годности действительного размера калибраДействительный размер калибра-пробки ПРr = 59,999 - годен, частично изношент.к. ПРmin = 60,0015 > ПРr 59,999 > ПРизн = 59,997
16

Пример 2:Согласно варианту 00 необходимо выполнить расчет калибра-скобы для контроля вала
Ø60е8.1 Предельные отклонения вала [по ГОСТ 25347 – 82]
es=−60 мкм=−0 ,060 ммei=−106 мкм=−0 ,106 мм
2 Предельные размеры валаdmax=D+es=60+(−0 ,060 )=59 , 940dmin=D+ei=60+ (−0 , 106 )=59 ,894
3 По таблице приложения Д для 7 квалитета и интервала размеров «св. 50 до 80» находимZ1 = 7мкм = 0,007мм;Y1 = 5мкм = 0,005мм;Н1 = 8мкм = 0,008мм.
4 Схема расположения полей допусков калибра - скобы (рис.3)
Рисунок 3- Схема расположения полей допусков калибр-скобы
5 Расчет предельных размеров калибра-скобы
17

ПРmax=dmax−Z1+H1
2=59 ,940−0 , 007+0 , 008
2=59 , 937
ПРmin=dmax−Z1−H1
2=59 , 940−0 ,007−0 , 008
2=59 , 929
ПРизн=dmax+Y 1=59 ,940−0 ,005=59 ,945
НЕmax=dmin+H1
2=59 , 894+0 , 008
2=59 , 898
НЕmin=dmin−H1
2=59 , 894−0 , 008
2=59 ,890
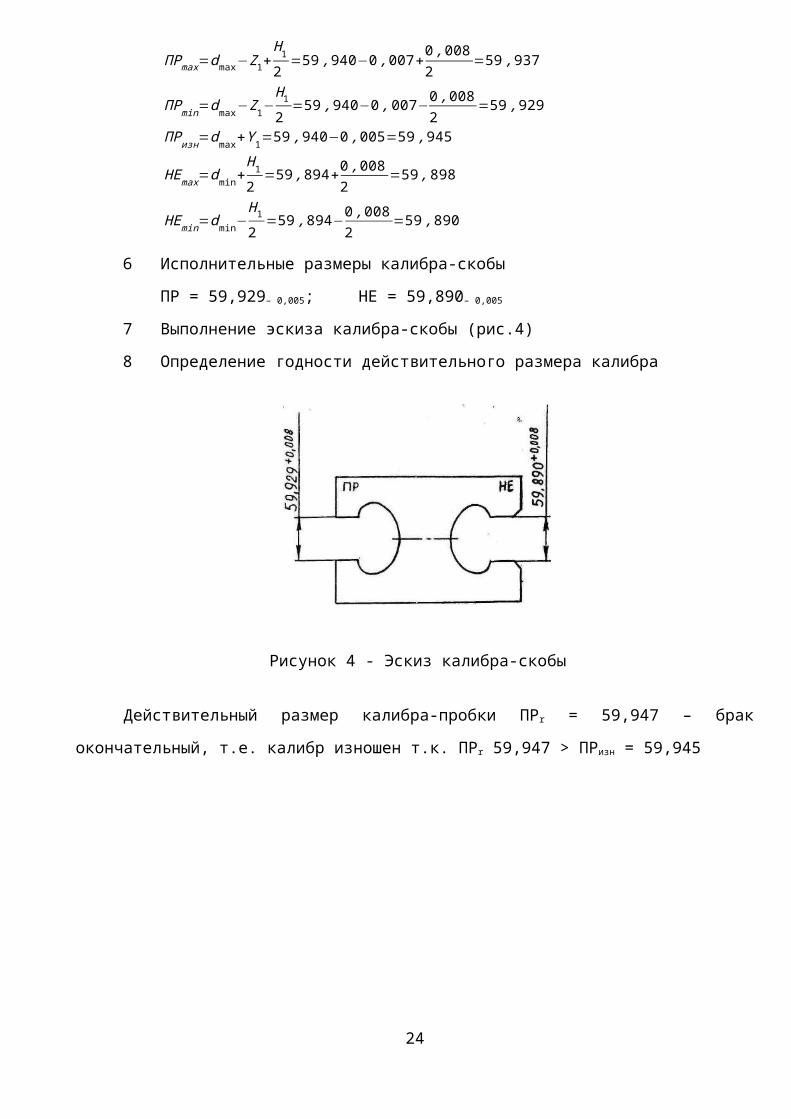
6 Исполнительные размеры калибра-скобы
ПР = 59,929– 0,005; НЕ = 59,890– 0,005
7 Выполнение эскиза калибра-скобы (рис.4)
8 Определение годности действительного размера калибра
Рисунок 4 - Эскиз калибра-скобы
Действительный размер калибра-пробки ПРr = 59,947 – брак окончательный, т.е. калибр
изношен т.к. ПРr 59,947 > ПРизн = 59,945
18

Задание 2. ВЫБОР УНИВЕРСАЛЬНЫХ СРЕДСТВ ИЗМЕРЕНИЯ
Для измерения размеров детали, указанных в таблице 2 назначить
универсальный измерительный инструмент. Результаты записать в таблицу (см. пример
выполнения задания).
Таблица 2
Номер варианта
Номер чертежа
детали по рисунку 5
Размер Номер варианта
Номер чертежа
детали по рисунку 5
РазмерОбозначе-
ние по чертежу
размер, поле
допуска
Обозначе-ние по
чертежу
размер, поле
допуска1 2 а 25Н8 6 1 а 70D10
е 80 е 1202 1 е 100b12 7 2 з 70Н15
г 18 д 100h93 2 д 40h9 8 1 б 120
г 120 г 25js9
4 1 б 50Е9 9 2 а 90Н7в 20js14 е 100
5 2 б 30В12 10 1 з 105Н15д 63е8 ж 30d10
Пример выполнения задания
ЗАДАНИЕ 2. ВЫБОР УНИВЕРСАЛЬНЫХ СРЕДСТВ ИЗМЕРЕНИЯВариант 00Согласно варианту 00 необходимо назначить универсальные средства измерения (СИ) для
измерения размеров «д» и «в» детали изображенной на чертеже 1.1. Размер «д» - 100мм - это вал (охватываемый размер) выполняется по 14 квалитету.а) по таблице 7 для 14-го квалитета и интервала размеров св. 80 до 120 находим
допускаемую погрешность измерения - δ = 180мкм.б) по таблице 8 «Измерение наружных размеров» выбираем штангенциркуль ШЦ-Н с
отсчетом по нониусу 0,05, т.к. предельная погрешность измерения данного СИ равна 100 мкм, что меньше допускаемой погрешности.
2. Размер «в» - 30е8 - это уступ выполняется по 8 квалитету.а) по таблице 7 для 8-го квалитета и интервала размеров св. 18 до 30 находим допускаемую
погрешность измерения - δ = 8мкм.б) по таблице 10 «Измерение глубин и уступов» выбираем глубиномер микрометрический
при измерении с настройкой по установочным мерам, при измерении СИ должно быть надежно защищено от тепла рук оператора. Предельная погрешность измерения - 6мкм, что меньше допускаемой погрешности.
По таблице 11 находим номера стандартов и пределы измерения для указанных СИ.Внимание!!! Прежде чем записать номера стандартов в таблицу результатов
необходимо проверить по Указателю стандартов действуют ли они в настоящее время.Результаты выбора СИ представлены в таблице 3.
19

Таблица 3
Поверх-ность
Размер
Допускае-мая
погреш-ность
измерения, мкм
Предельная погреш-
ность измерения,
мкм
Выбранное средство измерения
Наименование и применениеЗапись в
технологических документах
вал 100h4 180 100 Штангенциркули (ШЦ- II, ШЦ-И1) с отсчетом по нониусу 0,05
Штангенциркуль ШЦ-II,0-160;
0,05 ГОСТ 166-89уступ 30е8 8 6 Глубиномеры микрометрические
при измерении с настройкой по установочным мерам
Глубиномер0-100
ГОСТ7470-78
Рисунок 5 – Чертежи к заданию 2
20

7. ПОДГОТОВКА К ПРОМЕЖУТОЧНОЙ АТТЕСТАЦИИ
Промежуточная аттестация по МДК 03.02 «Контроль соответствия качества деталей требованиям технической документации»: по разделу МДК03.02 - экзамен;
Содержание экзамена определяется в соответствии с ФГОС СПО специальности 15.02.08 Технология машиностроения, рабочей программой МДК 03.02 «Контроль соответствия качества деталей требованиям технической документации».
Вопросы для подготовки к экзамену:1. Перечислить и пояснить основные задачи технического контроля.2. Дать определение качеству продукции и пояснить цели достижения качества.3. Назвать группы показателей качества.4. Перечислить и пояснить задачи технического контроля.5.Объекты и функции технического контроля.6. Виды технического контроля. Контроль качества продукции. Контроль технологического процесса. Контроль проектирования.7.Виды технического контроля. Производственный контроль. Эксплуатационный контроль. Входной контроль.8. Виды технического контроля. Операционный контроль. Приемочный контроль. Сплошной контроль. Разрушающий контроль.9. Виды технического контроля. Выборочный контроль. Летучий контроль. Непрерывный контроль. Периодический контроль.10. Испытание продукции. Виды испытаний продукции.11. Входной контроль. Органолептический контроль.12. Как проводят инспекционный контроль.13. Для каких целей необходимо проводить учет и анализ брака.14. Как происходит выбор методов и средств контроля.15. Как происходит выбор методов и средств испытаний.16. Дефекты, причины их появления, влияние на работоспособность продукции.17. Конструктивные и производственные дефекты. В каких случаях они возникают.18. Эксплуатационные дефекты.19. Общая характеристика методов неразрушающего контроля. Методы неразрушающего контроля:20. Оптический метод неразрушающего контроля.21. Капиллярный метод неразрушающего контроля.22. Метод течением неразрушающего контроля.23. Магнитный метод неразрушающего контроля.24. Вихретоковый метод неразрушающего контроля.25. Акустический метод неразрушающего контроля.26. Радиационный метод неразрушающего контроля.27. Электрический метод неразрушающего контроля.28. Радиоволновый метод неразрушающего контроля.29. Тепловой метод неразрушающего контроля.30. Визуально-оптический метод неразрушающего контроля.31. Магнитопорошковый метод неразрушающего контроля.32. Рентгенографический метод неразрушающего контроля.33. Магнитоферрозондовый метод неразрушающего контроля.34. Общая характеристика методов неразрушающего контроля.35. Применение методов неразрушающего контроля.36. Применение методов неразрушающего контроля на различных стадиях производства.37. Виды средств измерения.38. Классификация и метрологические функции СИ.39. Измерения. Погрешности измерений.40. Классификация измерений.
21

41. Методы измерений.42. Классификация погрешностей.43. Единицы длины.44. Контроль линейных размеров универсальными приборами иинструментами.45.Измерительные средства с корпусом в виде скобы.46. В каких случаях применяются микрометры гладкие.47. Микрометры рычажные.48. Принцип работы профилографа-профилометра.49. Принцип работы калибра-скобы.50. Методы и средства измерения отклонений от прямолинейности и плоскостности.51. Контроль плоских поверхностей.52. Поверочные линейки.53. Поверочные плиты.54. Контроль цилиндрических поверхностей.55. Отклонения от цилиндричности56. Отклонения от круглости.57. Отклонения профиля продольного сечения.58. Отклонения от прямолинейности оси в пространстве.59. Система единиц на угловые размеры.60. Нормирование точности угловых размеров.61. Методы и средства измерения углов сравнением с мерой, имеющей постоянное значение.62. Методы и средства измерения углов сравнением с углом, назначение которого настроен прибор.63. Методы и средства измерения углов, основанные на сравнении с угловой шкалой прибора.64. Методы и средства определения угла измерением координат, образующих угол.65. Принципы измерения резьбовых деталей и соединений.66. Комплексные средства контроля резьбы.67. Методы и средства измерения среднего диаметра резьбы.68. Методы и средства измерения шага резьбы.69. Методы и средства измерения угла профиля резьбы.70. Принцип нормирования точности.71. Степени точности.72. Виды сопряжений и виды допусков на боковой зазор.73. Условные обозначения требований к точности.74. Принцип нормирования измерений.75. Нормирование и измерение параметров, характеризующих кинематическую точность.76. Нормирование и измерение параметров, характеризующих плавность работы.77. Нормирование и измерение параметров, характеризующих полноту контакта.78. Нормирование и измерение параметров, характеризующих боковой зазор.79. Определения и основные виды средств автоматизации и механизации контроля размеров.80. Приборы для активного контроля.81. Контрольные автоматы.82. Измерительные приспособления.
22

ПРИЛОЖЕНИЕ А
Таблица 7 - Допускаемые погрешности измерения в зависимости от допуска измеряемого изделия
(выдержка из ГОСТ 8.051-81)
Номиналь-ные
размеры,мм
Квалитет измеряемого изделия
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
Допускаемая погрешность измерения δИЗМ, мкм
До 3 0,4 0,8 1 1,4 1,8 3 3 6 8 12 20 30 50 80 120 200
Св. 3 до 6 0,6 1 1,4 1,6 2 3 4 8 10 16 30 40 60 100 160 240
Св. 6 до 1 0 0,6 1 1,4 2 2 4 5 9 12 18 30 50 80 120 200 300
Св. 10 до 18 0,8 1,2 1,6 2,8 3 5 7 10 14 30 40 60 90 140 240 380
Св. 18 до 30 1 1,4 2 3 4 6 8 12 18 30 50 70 120 180 280 440
Св. 30 до 50 1 1,4 2,4 4 5 7 0 16 20 40 50 80 140 200 320 500
Св. 50 до 80 1,2 1,8 2,8 4 5 9 12 18 30 40 60 100 160 240 400 600
Св. 80до 120 1,6 2 3 5 6 10 14 20 30 50 70 120 180 280 440 700
Св.120 до 180
2 2,8 4 6 7 12 16 30 40 50 80 140 200 320 500 800
23
ПРИЛОЖЕНИЕ Б
24

ПРИЛОЖЕНИЕ В
25

ПРИЛОЖЕНИЕ Г
Таблица 11 - Основные сведения о средствах измерения указанных в таблицах 8, 9 и 10
26

ПРИЛОЖЕНИЕ Д
27

28
Related Documents











