ESTUDIO PANORÁMICO DE VIGILANCIA TECNOLOGICA E INTELIGENCIA COMPETITIVA : TECNOLOGÍAS DE ESTAMPADO EN EL SECTOR AUTOPARTISTA

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

ESTUDIO PANORÁMICO DE VIGILANCIA TECNOLOGICA E INTELIGENCIA COMPETITIVA:
TECNOLOGÍAS DE ESTAMPADO EN EL SECTOR AUTOPARTISTA

ING. DAVIDE ROSSINIING. GUILLERMO MAGGIO
LIC. MATIAS VÁZQUEZ
El contenido de la presente publicación es responsabilidad de sus autores y no representala posición u opinión del Ministerio de Ciencia, Tecnología e Innovación Productiva.
CIUDAD AUTÓNOMA DE BUENOS AIRES, AGOSTO DE 2016.
ESTUDIO PANORÁMICO DE VIGILANCIA TECNOLOGICA E INTELIGENCIA COMPETITIVA
TECNOLOGÍAS DE ESTAMPADO EN EL SECTOR AUTOPARTISTA

Estudio panorámico de vigilancia tecnológica e inteligencia competitiva : tecnologías de estampado en el sector autopartista / Davide Rossini ... [et al.] ; dirigido por Villanueva Crisólogo Martín ; Juan Cantarella. - 1a ed . - Buenos Aires : Ministerio de Ciencia, Tecnología e Innovación Productiva, 2016. Libro digital, PDF - (Estudios panorámicos de vigilancia tecnológica e inteligencia competitiva) Archivo Digital: descarga y online ISBN 978-987-1632-65-7 1. Ciencia y Tecnología. 2. Estudios. 3. Autopartes. I. Rossini, Davide II. Crisólogo Martín, Villanueva, dir. III. Cantarella, Juan, dir. CDD 606

AUTORIDADES
■ Presidente de la Nación
Ing. Mauricio Macri
■ Ministro de Ciencia, Tecnología e Innovación Productiva
Dr. Lino Barañao
■ Secretario de Planeamiento y Políticas en Ciencia, Tecnología e Innovación Productiva
Dr. Miguel Ángel Blesa
■ Subsecretario de Estudios y Prospectiva
Lic. Jorge Robbio
■ Director Nacional de Estudios
Dr. Ing. Martín Villanueva

RECONOCIMIENTOS
La dirección técnica del proyecto estuvo a cargo del Mg. Juan Cantarella – gerente general de la Asocia-ción de Fábricas Argentinas de Componentes (AFAC), y del Dr. Ing. Martín Villanueva, director nacional de Estudios del Ministerio de Ciencia, Tecnología e Innovación Productiva.
La elaboración del informe estuvo a cargo del Ing. Davide Rossini, Ing. Guillermo Maggio y del Lic. Ma-tías Vázquez, con apoyo de los equipos técnicos de AFAC y el equipo técnico del Programa Nacional de Vigilancia Tecnológica e Inteligencia Competitiva (VINTEC) del Ministerio, y de profesionales expertos:
• Esp. Ing. Miguel Guagliano • Esp. A.E. Adriana Sánchez Rico • D.I. Fernando Lizaso• Ing. Pablo Paz
Se agradece a los actores del sector gubernamental, del sistema científico-tecnológico y del sector productivo que han apoyado y participado de las distintas acciones del Programa Nacional VINTEC para la elaboración del presente Estudio Panorámico, contribuyendo con su invaluable conocimiento y ex-periencia a los múltiples contenidos del mismo. No habría sido posible elaborar este documento sin la construcción colectiva de conocimientos.
Por consultas y/o sugerencias, por favor dirigirse a [email protected]

6
CONTENIDO
1. Resumen ejecutivo ......................................................................................................... 10
2. Principales características del complejo automotor ..................................................... 16
2.1 Evolución y configuración .......................................................................................... 19
2.2 Comercio exterior ....................................................................................................... 27
2.3 Barreras de entrada a la incorporación de tecnologías ............................................. 32
2.4 Internacionalización de la producción autopartista local .......................................... 33
2.5 Problemáticas y desafíos ........................................................................................... 33
3. Justificación del estudio................................................................................................. 36
4. El subsector: estampado / conformado ........................................................................ 40
5. Tendencia de las tecnologías de componentes estructurales de vehículos ............... 45
5.1 Tecnologías de estampado ........................................................................................ 45
5.2 Emisiones de vehículos. Indicador de impacto ........................................................ 47
6. Introducción a los materiales y sus procesos ............................................................... 57
6.1 Materiales ................................................................................................................. 57
6.1.1 Aceros avanzados de alta resistencia (Advanced High-Strength Steels - AHSS) . 57
6.1.2 Vehículos de acero del futuro (FSV - Future Steel Vehicles).. .............................. 63
6.2 Procesos (métodos) ................................................................................................ 66
6.2.1 Generalidades de la conformación y fabricación ................................................. 66
6.2.2 Preparación del material ....................................................................................... 67
7. Ejes de desarrollo y bases para la realización del estudio ............................................ 99
7.1 Análisis de la producción científica a partir de los resultados de publicaciones 100
7.1.1 Evolución del número de publicaciones por año ............................................... 101
7.1.2 Principales países que realizan publicaciones ................................................... 103
7.1.3 Publicaciones por país en el tiempo ................................................................... 105
7.1.4 Principales entidades que realizan publicaciones .............................................. 107
7.1.5 Investigadores nuevos por año ........................................................................... 109
7.1.6 Principales tecnologías ....................................................................................... 110
7.1.7 Áreas tecnológicas por año ................................................................................ 111
7.1.8 Instituciones que publican .................................................................................. 113
7.1.9 Redes de asociación ........................................................................................... 116

7
7.1.10 Mapas de distribución de tecnologías (ThemeScapes) ................................... 119
7.2 Análisis del desarrollo tecnológico a partir de los resultados de patentes ............ 121
7.2.1 Evolución del número de patentes por año ....................................................... 122
7.2.2 Principales países de patentamiento .................................................................. 124
7.2.3 Principales áreas tecnológicas por país ............................................................. 127
7.2.4 Patentes por país en el tiempo ........................................................................... 130
7.2.5 Principales empresas que patentan ................................................................... 132
7.2.6 Empresas líderes en patentamiento ................................................................... 135
7.2.7 Nuevas áreas tecnológicas por años .................................................................. 136
7.2.8 Inventores nuevos por año ................................................................................. 138
7.2.9 Mapas de distribución de tecnologías (ThemeScapes)...................................... 140
7.3 Análisis de combinación de procesos y materiales de acuerdo a las
publicaciones y patentes detectadas .......................................................................... 142
8. Análisis de la situación en Argentina e inserción en el contexto y dinámica mundial146
8.1 Algunas apreciaciones sobre la visión de los integrantes de la cadena de valor
Argentina....................................................................................................................... 146
8.1.1 Productos: vehículos y autopartes ..................................................................... 147
8.1.2 Aspecto procesos de fabricación ....................................................................... 149
8.1.3 Aspecto performance del proceso productivo................................................... 154
8.2 Análisis de Fortalezas / Oportunidades / Debilidades / Amenazas (FODA) en
Argentina, en temas referidos a estampado ............................................................... 155
8.2.1 Regulaciones y normativas ................................................................................. 155
8.2.2 Producción de vehículos ..................................................................................... 156
8.2.3 Producción de autopartes ................................................................................... 157
8.2.4 Producción de materia prima .............................................................................. 160
9. Conclusiones y cierre - Recomendaciones a nivel país .............................................. 162
ANEXO METODOLÓGICO ................................................................................................ 167

8
PRÓLOGO
Desde sus comienzos, el Ministerio de Ciencia, Tecnología e Innovación Productiva
reconoce el valor estratégico que tiene la información y la necesidad de elaborar y
perseguir una estrategia de gestión del conocimiento y la innovación en el territorio,
en pos del desarrollo de sus políticas nacionales.
La Secretaría de Planeamiento y Políticas (SePP), es la encargada de impulsar las
políticas definidas por el propio Ministerio, identificando las demandas y necesidades
de la sociedad; diseñando programas e instrumentos para dar respuesta a problemas
sectoriales y sociales; y promoviendo la vinculación general entre ciencia, tecnología,
innovación y sociedad. La misma contribuye al incremento de la competitividad del
sector productivo, sobre la base del desarrollo de un nuevo patrón de producción
basado en bienes y servicios con mayor densidad tecnológica.
En mayo de 2010, se crea el Programa Nacional de Vigilancia Tecnológica e
Inteligencia Competitiva (VINTEC) en la Dirección Nacional de Estudios, a través de la
Subsecretaría de Estudios y Prospectiva perteneciente a la SePP, con el fin de
promover, sensibilizar y gestionar actividades de Vigilancia e Inteligencia Estratégica
(VeIE) en grandes empresas, PyME, asociaciones empresariales, entidades
gubernamentales, universidades y organismos públicos y/o privados de investigación.
Por otra parte, la Asociación de Fábricas Argentinas de Componentes (AFAC) desde
el año 1939 es la asociación que representa a los fabricantes de partes y
componentes automotrices que participan en el mercado de equipo original, de
reposición y de exportación, siendo por su trayectoria reconocida a nivel nacional e
internacional como la entidad representante de la industria de autopartes en
Argentina. AFAC está integrada por 200 de las más reconocidas
empresas autopartistas del país ubicadas en las provincias de Buenos Aires,
Córdoba, Mendoza, Santa Fe, San Juan, San Luis y Tierra del Fuego. Las
mismas son proveedoras de la industria automotriz y del mercado de reposición, local
y del exterior.

9
En el año 2012 se realizó el primer trabajo interinstitucional entre el Ministerio de
Ciencia, Tecnología e Innovación Productiva y AFAC, en el marco de las temáticas de
Vigilancia Tecnológica e Inteligencia Competitiva (VTeIC). Como resultado de ese
trabajo se llegó a construir e implementar la primer Antena Tecnológica de VeIE para
el sector de autopartes.
A través del presente Estudio panorámico de VTeIC, se pretende brindar
conocimiento al lector sobre los distintos hallazgos obtenidos en el sector
autopartista. Dicho estudio se focaliza en tecnologías de estampados en ese sector .
El “Estudio panorámico de VTeIC en tecnologías de estampados en el sector
autopartista” presenta la siguiente estructura de contenidos: introducción a las
características del complejo automotor, justificación del estudio, características del
subsector de estampados / conformado, análisis de las tendencias en las tecnologías
de componentes estructurales, introducción a los materiales y procesos, los
principales resultados de la producción científica y tecnológica, y un análisis de la
situación en Argentina y conclusiones del estudio aplicadas a la industria autopartista.
La SePP pone este estudio a disposición del sector autopartista y de todos aquellos
actores interesados o vinculados con la investigación, desarrollo y aplicación de las
tecnologías en el sector, como instituciones gubernamentales, científicas y
tecnológicas, y otras de la sociedad civil, con el objetivo de contribuir positivamente a
transformar la matriz productiva del país, promoviendo la investigación, el desarrollo,
la innovación y la difusión de nuevas tecnologías que contribuyan a mejorar la calidad
de vida de nuestra sociedad.
Dr. Miguel Angel Blesa
Secretaria de Planeamiento y Políticas
del Ministerio de Ciencia, Tecnología e Innovación Productiva

10
1. RESUMEN EJECUTIVO
OBJETIVO GENERAL
Elaborar un Estudio Panorámico de Vigilancia e Inteligencia que refleje las
tendencias futuras, locales e internacionales respecto a las tecnologías de
estampados en el sector autopartista.
En las últimas dos décadas se ha desarrollado un proceso de internacionalización de
la producción automotriz mundial para fortalecer la presencia en mercados y a la vez,
ganar en escala. Esto llevó a adecuar las estructuras de producción con el
surgimiento y consolidación de grandes bloques comerciales de libre comercio
transfronterizo, Argentina en este sentido se ha especializado en vehículos de gama
media y pick ups como negocio global.
Los cambios en productos y lógica de producción de las terminales elevaron las
exigencias a nivel internacional hacia los autopartistas en aspectos de calidad, escala,
costos, plazos de entrega y flexibilidad de la producción. Esto aplicado a mercados
internacionales (mega-globales), regionales y locales, devino en una espiral de
necesario aggioramiento y profesionalización, o de viraje hacia otros negocios.
En Argentina hay 11 terminales automotrices que emplean a 32.000 personas. Son
capital intensivas, de ensamblado, y la mano de obra incide en un 5% de los costos.
A su vez, hay unos 200 autopartistas en el primer y segundo anillo de provisión, y
unos 400 para reposición. El 58% se ubica en la provincia de Buenos Aires, el 27% en
Córdoba y Santa Fe, y el 15% en el resto del país. De esta forma se generan
aproximadamente 61.000 empleos directos, lo que significa un 5% del empleo
industrial del país. Estos trabajadores están congregados en varios sindicatos. La
producción se destina en un 60% al mercado original, un 25% al de reposición (after
market) y el 15% se exporta.

11
El complejo automotriz es multiplicador de actividades y fuente de desarrollo
tecnológico y además requiere de una industria autopartista que provea un alto grado
de integración de componentes (las autopartes constituyen el 70% del costo de
fabricación de un vehículo). Cabe destacar que para ser competitivo técnicamente se
requiere actualización y expansión tecnológica; en dónde comercialmente se
necesitan esquemas de producción con elevada capacidad de gestión para sortear la
relativamente baja escala. Esta industria genera un 10% del PBI industrial de
Argentina.
Los diseños de vehículos, definidos por las casas matrices globales, requieren
autopartes producidas con tecnologías en veloz evolución.
Tendencia de las tecnologías de componentes estructurales de vehículos
Bajo consideraciones de vehículos más seguros, competitivos, de consumos
contenidos y de menor impacto en medio ambiente (independientemente del grupo
de tracción: motores de combustión interna, o nuevos: híbridos, eléctricos, etc.) y
analizando el impacto en la vida del vehículo (de materia prima a desguace), diversos
estudios prevén la vigencia del acero como material de las carrocerías predominante,
por al menos unos 20 años. Un aporte a ello proviene de los materiales y procesos de
las partes estructurales de carrocería, objeto de este estudio.
Introducción a los materiales y sus procesos
La evolución avanza hacia diseños (forma y resistencia de las piezas) empleando
láminas de acero de menores espesores (reducción de peso).
El proceso típico de producción de partes estructurales es el estampado (embutido)
de chapa y, en menor medida, el rolado o perfilado continuo. A su vez existen
procesos previos y posteriores: preparación (corte o soldadura) del material y
soldadura de componentes, con características y demandas de evolución específicas.

12
En resumen, los avances significativos que requieren atención en los conjuntos
material / proceso están en el estampado con:
Implementación de nuevos procesos de calentamiento previo al estampado para
mejorar las propiedades de resistencia.
Empleo de aceros de alta resistencia. Requiere nuevas o modernizadas prensas, y
herramientas (matrices) diseñadas para mayor resistencia al desgaste.
Y en el perfilado: evolución tecnológica hacia el procesamiento de aceros
especiales; no genera requerimientos elevados.
Ejes de desarrollo y bases para la realización del estudio (publicaciones y
patentes)
De los resultados y análisis de datos asociados a la generación de publicaciones y
patentes se evidencia la tendencia mundial en la dirección del punto anterior, siendo
los líderes países asiáticos como China, Japón, Corea del Sur, seguidos por Alemania
y luego Estados Unidos. Participan universidades y empresas privadas que en general
se integran en bloques cerrados por país o región.
El proceso de Hot Stamping con aceros convencionales representa casi la mitad de
las publicaciones encontradas y sumando aceros especiales llega al 59%, y 62% de
las patentes presentadas. Indica vigencia y atractivo de esta tecnología.
El proceso de perfilado (Roll Forming) genera un escaso 7% de publicaciones
asociadas sumando el empleo de ambas tecnologías de aceros; y 38% en las
patentes. Indica menor atractivo.
El proceso de hidroformado (Hidro Forming), aun con aceros especiales aporta
escasas publicaciones y patentes.

13
Con todo lo anterior, según la orientación temática, se podría vislumbrar atractivo y
tendencia para desarrollar el proceso de Hot Stamping sin y con aceros especiales.
Los temas de estudio versan sobre los materiales y su comportamiento (predicción,
modelización); y procesos para su uso.
Tanto para patentes como para publicaciones, la participación de Latinoamérica es
casi nula.
Análisis de situación en Argentina e inserción en el contexto y dinámica
mundial
Existe una base de proveedores histórica -rezagado en la evolución- instalada para
atender los requerimientos de piezas de tecnología tanto por la incorporación masiva
reciente en vehículos (airbags, sistemas ABS, componentes electrónicos), o por
fabricación de piezas de cierta complejidad y/o alta performance (componentes de
motores, piezas estructurales de alta tecnología).
El mercado interno ha ido evolucionando en volumen y se espera mantener esta
tendencia, creando condiciones de mercado de accesibilidad convenientes. En tanto
con l mercado externo, se buscará crear las condiciones a nivel regional, que tiene
potencial de expansión.
Del análisis y validación con la visión con referentes de la cadena de valor Argentina
se observa:
Productos (vehículos y autopartes): una completa coincidencia en la vigencia del
acero como material estructural. La inclusión de alternativas como aluminio,
materiales compuestos, es para otra gama de productos –no MERCOSUR- y a futuro
no predecible.
Procesos: algunas terminales están montando piezas de tecnologías Hot Stamping
que Argentina no tiene disponibles y que son procuradas desde Brasil. A su vez

14
prevén el incremento de su uso en nuevos proyectos. En Brasil, cuatro empresas las
producen, y algunos vehículos fabricados en ese país las incorporan habitualmente.
Al momento de este informe, se encuentran en la situación de no poder tener
cubierto el suministro por falta de provisión local; sin margen para ajustes de diseño
que contemplen el empleo de materiales existentes y riesgo de no tenerlas
disponibles provistas desde el exterior. Están interesadas en la provisión local.
Competitividad: es marginal en aspectos tecnológicos pero sumamente relevantes
en la operación, con la necesidad de generar mejoras de horas-hombre (hs-h) por
pieza o producto. Implica elevar la capacidad media de gestión de la industria.
Tomando como premisa de contexto la promoción de incorporación de nuevas
plataformas a la producción nacional, en la cual Argentina resulte atractiva como país
productor de vehículos, un análisis de Fortalezas, Oportunidades, Debilidades y
Amenazas (FODA) posiciona a la Argentina:
Argentina sin normativa según exigencias de vecinos, Brasil y México, destino
actual de exportaciones.
Para la producción de vehículos y autopartes cuenta con mano de obra
calificada; pero baja productividad (en hs-h / vehículo o pieza); y amplio
potencial para abordar mejoras vía desarrollo de la capacidad de gestión.
Fabricación de autopartes con expertise adecuado pero de baja integración
local (la existencia de componentes importados es elevada); y para el caso de
piezas estructurales en estudio, tecnologías en evolución (estampado en
caliente, en frío de aceros especiales, perfilado de aceros especiales) que no
es satisfecha ni se prevé adecuación.
Provisión de materia prima: la oferta local se reduce a aceros convencionales,
y con esquemas de producción / entrega mejorables. Estos aceros de
características superiores son procurados desde Brasil.

15
Conclusiones y cierre. Recomendaciones a nivel país
El liderazgo en investigación y producción mundial está en manos de los referentes
mundiales de producción: China, Japón, Corea del Sur, Alemania y Estados Unidos.
En cuanto a producción mundial, Brasil ocupa el 9º puesto siendo el único país de
Latinoamérica, único dentro de los top 20 mundiales.
Para Argentina, desde el punto de vista de las autopartes de estructura, se detectan
dos aspectos esenciales por desarrollar en actualización tecnológica y disponibilidad:
Materiales: disponibilidad a nivel local, se avizora compleja la producción
local.
Procesos: los detectados con conveniencia en el desarrollo (aceros
convencionales estampados en caliente, especiales estampados en frío,
perfilado de aceros especiales) requieren apoyo en las empresas productoras
para su desarrollo y una base de volumen atractiva para la evolución.
Todos los procesos con necesidad y amplio potencial de mejora de performance vía
organización y gestión.
Para todas las actividades se considera conveniente hacer más fluida la vinculación
entre actores asociados a la investigación, al soporte al desarrollo y la operación,
entre otras universidades y el Instituto Nacional de Tecnología Industrial (INTI) con las
diversas empresas.

16
2. PRINCIPALES CARACTERÍSTICAS DEL COMPLEJO
AUTOMOTOR
En las últimas dos décadas se ha observado un proceso de creciente
internacionalización de la producción automotriz mundial. En este contexto, las
empresas terminales han optado por profundizar el despliegue geográfico y la
integración internacional de su producción a efectos de fortalecer su presencia en
mercados de mayor potencial. Uno de los aspectos principales de esta estrategia fue
la adecuación de su estructura de producción al surgimiento y consolidación de
grandes bloques comerciales caracterizados por el libre comercio transfronterizo.
En este contexto, la Argentina se ha especializado en vehículos de gama media y pick
ups de manera competitiva como negocio global.
Los cambios en el producto y en la lógica de producción de las terminales
redefinieron los estándares de producción en el sector autopartista. En general,
aumentaron fuertemente las exigencias de calidad, escala, costos, plazos de entrega
y flexibilidad del proceso productivo. En este sentido, las firmas autopartistas que
son proveedoras de las automotrices a escala internacional presentan algunas
ventajas decisivas sobre los fabricantes locales. En la medida en que han
desarrollado y provisto a la corporación las partes requeridas para los modelos
nuevos que van siendo incorporados en las diferentes localizaciones productivas.
Dada la nueva forma de provisión de conjuntos, las terminales han buscado la
reducción del número de plataformas productivas y la manera de usar una misma
plataforma para la fabricación de distintos vehículos en busca de ganar economías de
escala y aprovechar la conveniencia del comercio entre regiones. En estos casos,
aquellos proveedores que participan desde los países en donde se da comienzo a la
producción, tienen mayores oportunidades de convertirse en los proveedores
globales de los principales componentes.

17
La cadena autopartista incluye la producción de partes, subconjuntos y conjuntos
para automóviles. El conjunto de actores que conforman la cadena producen
vehículos automotores, autobuses, comerciales ligeros y camiones, carrocerías y una
amplia variedad de partes, piezas, conjuntos y subconjuntos, tales como cajas de
engranajes, ejes, aros de ruedas, amortiguadores, radiadores, bombas, tubos de
escape, catalizadores, embragues, volantes, columnas y cajas de dirección, asientos,
puertas, entre otros. Adicionalmente, en la cadena de valor automotriz participan
múltiples actores de industrias conexas debido a la amplia variedad de procesos
involucrados. Se requiere de la fabricación de cubiertas y cámaras de caucho, vidrio
(parabrisas, ventanas, etc.), equipos y dispositivos eléctricos (baterías, bobinas de
encendido, bujías, circuitos para los sistemas de luces, radio, etc.), así como también
una amplia variedad de juegos de cables e insumos textiles, entre otros.
El sector autopartista argentino se caracteriza por la coexistencia de distintos tipos de
actores bien diferenciados: entre los fabricantes de partes y piezas predominan las
empresas de capital nacional, mientras que los de conjuntos y subconjuntos son
mayoritariamente filiales de empresas multinacionales.
Los “Proveedores Mega Globales” (PMG) proveen a las terminales de los principales
conjuntos (motores, cajas de cambio, ejes con diferencial, sistemas de climatización,
etc.); son conocidos como los “Tier 0,5” por su cercanía a las terminales
ensambladoras (mayor aún a la que tienen los proveedores que integran el llamado
“primer anillo”). Estas compañías necesitan tener alcance global, a efectos de seguir
a las terminales a todos los lugares en los que se produzcan los modelos basados en
los conjuntos por ellos provistos. Sus soluciones tecnológicas y productivas son del
tipo black box, en las que el proveedor recibe un requerimiento detallado y aporta una
solución integral, para lo que desarrolla o utiliza su propia tecnología tras el objetivo
de satisfacer el desempeño esperado por la terminal.
Los proveedores del primer anillo son aquéllos que proveen de manera directa a las
terminales; estas empresas acumulan capacidades propias de diseño e innovación y,

18
si bien su alcance global es en general más limitado, algunas han alcanzado a
desarrollarse a su vez como PMG.
Los proveedores del segundo anillo son firmas que trabajan habitualmente sobre
diseños suministrados por las terminales o por los PMG. Con el objeto de alcanzar los
requerimientos de costos y flexibilidad, cuentan con un buen nivel de habilidades
técnicas; para mantenerse en el mercado es necesario que cumplan con las
certificaciones de calidad exigidas por los clientes (ISO 9000, ISO/TS 16949). Estas
firmas generalmente abastecen un mercado determinado, pero también tienen
posibilidades de crecer en el comercio internacional.
Los proveedores del tercer anillo son firmas que proveen productos relativamente
básicos. En la mayoría de los casos, se trata de productos con un mayor nivel de
estandarización, para cuya producción se requieren habilidades técnicas menos
sofisticadas; en general, en estas empresas el nivel de inversión en capacitación
específica suele ser relativamente reducido. En este eslabón, predomina la
competencia por precio, por lo que el mercado tiende a ser particularmente
competitivo.
Sin perjuicio de la pertinencia de esta clasificación de los proveedores, vale destacar
que algunas de estas empresas pueden ser catalogadas simultáneamente como
pertenecientes al primer, segundo o tercer anillo, según su cliente específico y de
acuerdo a cómo se fue desarrollando cada negocio vinculado a una plataforma o
modelo en particular.
A su vez, hay proveedores de terminales que también participan del mercado de
reposición, ya sea a través de la terminal y su red de concesionarios o en forma
directa. En este último caso, suelen ser necesarios ciertos acuerdos particulares por
razones de propiedad intelectual y propiedad de los herramentales con que los
productos son fabricados.

19
El mercado de reposición constituye una parte importante de la cadena de valor
automotriz; resulta ser un sector en el cual muchas empresas de países en desarrollo
comenzaron a trabajar, inclusive con anterioridad a la instalación de terminales
locales. Actualmente existe un mercado internacional muy desarrollado para estos
productos y las empresas compiten principalmente vía precios, aunque también hay
nichos para especializarse en ciertos modelos de muy baja escala. Mientras el acceso
a materia prima relativamente barata y la disponibilidad de habilidades de producción
son condiciones importantes para este grupo de empresas, las capacidades de
diseño no son un requerimiento sustantivo; en la mayoría de los casos, se trata de
copias o adaptaciones de diseños realizados por terceros.
2.1 Evolución y configuración
En los últimos años, la situación del sector automotriz argentino se puede dividir en
dos etapas bien diferenciadas.
La primera caracterizada por el cambio de paradigma del sector automotriz argentino
con una fuerte recepción de inversiones significativas y una creciente orientación
exportadora con foco en la región, principalmente en Brasil.
La segunda, determinada por la consolidación del modelo exportador con una
renovación continua de modelos asignados y una mayor especialización productiva a
nivel regional respecto a Brasil.

20
Figura 1. Principales características de los eslabones de la cadena de valor automotriz
Fuente: Asociación de Fábricas Argentinas de Componentes.
Asimismo estas dos etapas pueden ser subdivididas en cuatro sub-etapas. La
primera que va desde el año 1990 al 1996, etapa caracterizada económicamente por
un período de estabilidad macroeconómica que posibilitó el posicionamiento como
polo de atracción de inversiones en la región, en donde Argentina también se vio
favorecida, aunque también tuvo un alto impacto el efecto tequila de 1995. En este
período la producción y las ventas tienen una tendencia creciente, logrando el pico
máximo en 1994 con más de 408.000 vehículos producidos y más de 508.000
vehículos vendidos en el mercado interno. Comienzan a asomar las exportaciones,
pasando de un poco más de mil vehículos en el año 1990 a más de 108.000 en 1996.
La segunda etapa comienza en el año 1997 y dura hasta la crisis del 2001. Está
caracterizada por una inconsistencia macroeconómica, la pérdida de la
competitividad industrial por la apreciación del peso y la devaluación del real, y
además, recesión económica. La industria se caracteriza por una tendencia
Eta
pa
Se
cto
rP
rin
cip
ale
s
ca
rac
terí
sti
ca
s
Partes y piezasSubconjuntos y
ConjuntosMaterias Primas
Industria Autopartista
Sector
Industrial
Básico
Terminales
Industria Terminal
Provisión Nacional
o importada
Alta concentración
Alto poder de
negociación
Mayoría PyMEs
Alta participación de
Capital Nacional
Requerimientos de
tecnología medios
Fuerte nivel de
competencia interna e
importada
Bajo poder de
negociación frente a
proveedores y clientes
Mayoría Multinacionales
Proveedores globales de
las Terminales
Se proveen de empresas
locales o bien importan
sus componentes
Menor competencia
relativa por acuerdos
globales.
Grandes Multinacionales
Se proveen de conjuntos
locales e importados
Alta competencia entre
empresas radicadas en la
región y baja competencia
de productos Extra Zona
Tendencia hacia la
especialización y
complementación regional.
Alta incidencia de
exportación regional

21
decreciente de la producción y las ventas y creciente de las exportaciones por la
fuerte inserción de vehículos en Brasil.
La tercera etapa se desarrolla entre los años 2002 y 2004 y está caracterizada por una
devaluación del peso que mejora la competitividad por medio del precio,
acompañado por las estrategias de las terminales automotrices mejorando las
condiciones para atracción de inversiones, acompañado por la recuperación
económica y del sector en particular.
La última sub-etapa del sector que se inicia en el año 2005 y muestra un crecimiento
sin precedentes del sector, consolidando el perfil exportador con un fuerte
crecimiento de la producción y las ventas del mercado interno.
La producción de vehículos comenzó a incrementarse en 2004 a un ritmo sostenido y
llegó a superar en 2007 el máximo alcanzado en 1998, al producir más de 500.000
unidades. Luego de una ligera caída en 2009, como consecuencia del impacto de la
crisis global, la producción de vehículos volvió a recuperarse rápidamente en 2010, y
alcanzando un nuevo máximo histórico en el 2011 de más de 829.000 unidades.
Como consecuencia de tal desempeño, el complejo automotriz (vehículos y
autopartes) explica aproximadamente el 10% del PBI industrial.

22
Figura 2. Etapas del sector automotriz argentino
Fuente: ABECEB.COM
La industria automotriz es una de las actividades económicas de mayor importancia
debido a su efecto multiplicador sobre otras y su contribución potencial a la creación
de empleo y al desarrollo tecnológico en general. No obstante, para que la
producción de automóviles genere efectos y externalidades positivas para el conjunto
industrial es necesario contar con una industria autopartista desarrollada,
fuertemente integrada, diversificada y consolidada; cuanto mayor sea el grado de
integración de componentes locales –partes, piezas, subconjuntos y conjuntos– en
los vehículos producidos mayores serán los efectos industrializantes.
En el caso de la producción de autopartes, las tecnologías de producción pueden ser
tanto de capital o mano de obra intensiva. Ello depende de varios factores:
Características del proceso.
Características del producto.
Nivel promedio de lotes de producción que permita amortizar inversiones.

23
En este sector las variantes de procesos productivos son inmensas. Hay procesos de
ensamblaje, fabricación de conjuntos grandes, medianos y pequeños; transformación
de diversas materias primas (chapa, aluminio primario y secundario, plásticos,
textiles, caucho, vidrio, plomo, cobre, etc.). También hay procesos de mecanizados
de piezas de fundición y forjadas. La participación de la mano de obra en los costos
puede ir de un 5% en un simple proceso de ensamblado, a un 40% en los procesos
con mayor transformación y más integrados verticalmente.
En resumen, los procesos abarcan ensamblado, soldadura, mecanizado, inyección,
extrusión, estampado, cortado de telas, termoformados varios, fundición, forja,
tratamiento superficial, doblado de caños, diseño y fabricación de herramentales,
rotomoldeo, pintura, producción de mezclas químicas, plegado y soplado plástico.

24
Figura 3. Vehículos: producción – mercado interno – exportaciones (miles de
unidades)
Fuente: Asociación de Fábricas Argentinas de Componentes.
Por ello, el sector autopartista argentino se caracteriza por la diversidad de
actividades manufactureras involucradas. Alrededor del 60% de las ventas sectoriales
son destinadas al mercado original, el 25% al mercado de reposición (after market) y
el 15% a la exportación y, en promedio, las autopartes constituyen entre dos tercios y
el 80% del costo de fabricación de un vehículo.
Existen alrededor de 200 empresas autopartistas localizadas en el primer y segundo
anillo y alrededor de 400 firmas orientadas al mercado de reposición. El 85% de las
empresas están localizadas en las provincias de Buenos Aires, Córdoba y Santa Fe,
concentrándose el 58% en la primera de ellas. Generan aproximadamente 61.000
empleos directos, lo que representa el 5% del empleo industrial del país.

25
Dada la heterogeneidad de procesos y materias primas de la actividad productiva, se
encuentran involucrados varios sindicatos. En el caso de las terminales, todas están
encuadradas en Sindicato de Mecánicos y Afines del Transporte Automotor (SMATA)
excepto una que se encuadra bajo la Unión Obrera Metalúrgica (UOM). En el caso de
los proveedores un 75% está encuadrado en UOM, un 20% en SMATA y el resto en
el gremio químico, del vidrio, textil, caucho, etc.
La etapa de producción de los vehículos a pesar de ser una actividad principalmente
de ensamblaje, es claramente capital intensiva en donde la mano de obra tiene una
incidencia en los costos del orden del 5%. En la Argentina hay 11 terminales
automotrices (que dan empleo a unas 32.000 personas), de las cuales diez
ensamblan vehículos, mientras que uno solo fabrica transmisiones.
Figura 4. Cadena de valor automotriz
Fuente: Asociación de Fábricas Argentinas de Componentes.
Partes y piezasSubconjuntos y
Conjuntos
Concesionarios
Acero
Aluminio
Petroquímicos
Vidrio, textiles
y caucho
Otros
Materias
Primas
Industria Autopartista
Sector
Industrial
BásicoComercialización
Producción de
partes y
componentes varios
Tornillos, ruedas,
estampados, forja,
fundición, plásticos
inyectados, etc.
Otros
Ensamble (manual o
automatizado)
Diseño, desarrollo y
ensamblado de módulos
y sistemas (conjuntos)
Producción de
conjuntos
Motor, caja, ejes, etc.
Eta
pa
Pri
nc
ipa
les
Ac
tiv
ida
de
sS
ec
tor
Terminales
Ensamble de Conjuntos y
subconjuntos
Ensamblado de motores,
estampado grandes,
pintura, etc.
Producción de autos
Mercado Reposición
Distribución
Otros
Distribuidores
Terminal / Reposición
Servicios Vinculados
Terciarización de actividades
Logística
Mantenimiento
Exportaciones
Reposición
Terminales

26
Tabla 1. Resumen de principales variables del sector autopartista
SECTOR AUTOPARTISTA 2014
Empresas 400
Empleo directo 61.368
Participación en el empleo industrial 5,1%
Valor de Producción (en millones de us$) 5.850
Participación % en el PBI 0,37%
Participación % en el PBI industrial 3,68%
Exportaciones (en millones de us$FOB) 2.184
Participación % en las expo industriales 9,2%
Fuente: Asociación de Fábricas Argentinas de Componentes.
Finalmente, la etapa de comercialización y de servicios de reparación está a cargo de
alrededor de 230 concesionarios oficiales, que ocupaban 17.500 empleados (18% del
total de ocupados del complejo).
Figura 5. Empleo directo sector autopartista
Fuente: Asociación de Fábricas Argentinas de Componentes.

27
2.2 Comercio exterior
El sector autopartista es, junto con el sector terminal, el tercer sector de la economía
que más exporta, con una participación sobre el total de las exportaciones argentinas
del 13%. Del total producido localmente se exporta el 35%, siendo los principales
destinos Brasil (60.6%), México (6.8%) y Estados Unidos (6.7%). Las ventas externas
de componentes representan actualmente el 3% de las exportaciones de
manufacturas industriales y explican más del 2% de las exportaciones totales.
En el marco de un entorno macroeconómico favorable y de un fuerte dinamismo de
la demanda mundial y, en particular, de los países emergentes, la evolución de las
exportaciones del complejo automotriz fue muy positiva en el período 2002-2010. En
especial, entre 2002 y 2008 las exportaciones totales de la trama automotriz casi se
triplicaron, superando este último año los 6.000 millones de dólares. Como
consecuencia, las ventas externas del sector incrementaron su participación en las
exportaciones mundiales de 0.2% a 0.6% entre 2002 y 2008. En conjunto, las
exportaciones de vehículos tuvieron un incremento exponencial entre 2003 y 2008 del
384%, triplicando la tasa de crecimiento del total de las exportaciones de Argentina
en ese período. Por su parte, las exportaciones de autopartes crecieron a un ritmo
significativamente menor, mostrando un incremento del 73% entre 2003 y 2008. Los
principales rubros de exportación de este segmento son diversas partes y accesorios
para vehículos, neumáticos y partes de motores, que registraron un aumento de las
exportaciones del 59%, 44% y 61%, respectivamente, entre 2003 y 2008.

28
Figura 6. Exportación de autopartes por grupo de productos – 2014
Fuente: Asociación de Fábricas Argentinas de Componentes
Los principales orígenes de las importaciones de autopartes son Brasil (53.8%),
Alemania (7.4%) y Japón (6.4%). El aprovisionamiento importado es relativamente
mayoritario, registrándose un coeficiente de importaciones / consumo aparente del
orden del 55%. Como se mencionara anteriormente, en el año 2003 se inicia el
período de mayor crecimiento sostenido del sector en términos de empleo,
producción, productividad y monto exportado. Durante este período, se produce una
fuerte ampliación de la escala que posibilitó que los aumentos en la productividad del
trabajo se vean acompañados de un aumento del empleo y de la producción, lo que
no sucedía desde los años sesenta. Sin embargo, se arrastran algunas características
del período anterior tales como el déficit de proveedores de subensambles y partes y
las conductas importadoras de las terminales y del primer anillo de proveedores.
Tal como se señaló, el fuerte dinamismo de la producción y las exportaciones del
complejo fue acompañado por un incremento sostenido de las importaciones; en
particular, en el segmento de autopartistas se advierte un continuo aumento del

29
déficit comercial desde 2003 en adelante. Cabe señalar que, en el marco de las
sucesivas crisis y reestructuraciones que atravesó el sector desde finales de los
ochenta, se registró una significativa reducción del número de proveedores, la
interrupción de trayectorias de aprendizaje tecnológico y la pérdida de capacidades
productivas y técnicas previamente acumuladas. En ese contexto, la nueva fase
encontró a la industria argentina sin una masa suficiente de proveedores con
capacidad para responder a los nuevos requerimientos de las terminales y los
proveedores globales y al aumento del tamaño del mercado. Por ello, la
sustentabilidad del proceso de crecimiento iniciado después del colapso del régimen
de convertibilidad en el sector automotriz requiere del desarrollo de proveedores de
cumplir con las cada vez más sofisticadas exigencias de la demanda.
Desde la entrada en vigencia del MERCOSUR, y con mayor profundidad desde 2003,
la fabricación de vehículos basó su estrategia en un modelo exportador,
principalmente regional. Ello ha hecho posible una renovación continua de
plataformas exclusivas asignadas a la Argentina, con una mayor especialización
productiva a nivel regional que haga posible una complementación productiva y
comercial con Brasil. Ello permite mejorar sustancialmente la escala productiva de
cada plataforma, alcanzando mayor productividad y competitividad. Desde 2004, de
los 21 nuevos proyectos lanzados por las terminales, 17 fueron exclusivos para la
región. De allí la importancia de acceder libremente al mercado brasilero y de
promover mejores y nuevos acuerdos con países latinoamericanos. Como toda
industria de escala, las inversiones en bienes de capital son demasiado grandes
como para soportar bajos niveles de producción en un vehículo.
Por la decisión de las terminales de Argentina de no competir en los modelos de
mayor escala y de venta masiva, la industria local se especializó en vehículos
medianos, utilitarios y pick ups. Más del 70% de la producción de vehículos es de
plataformas que no se producen en Brasil. Estos vehículos tienen comercialmente
una contribución marginal más alta con lo cual es posible alcanzar el punto de
equilibrio a pesar de tener una escala productiva más baja. Luego, el intercambio

30
entre las filiales de ambos países hace posible que se pueda complementar la oferta
cubriendo todos los segmentos del mercado.
De esta manera, la actividad exportadora de vehículos es una fuerte traccionadora
¨aguas arriba¨ de los demás eslabones productivos. Por ello es que resulta tan
relevante poder continuar produciendo vehículos de manera relativamente
competitiva (en comparación con las alternativas de la región) por el fuerte impacto
directo e indirecto sobre proveedores y el empleo. Sin embargo, persisten las
dificultades para incrementar el grado de integración local de los vehículos y en
consecuencia, para disminuir el déficit comercial de autopartes, el que tiende a
aumentar con el incremento de la producción de vehículos.
La figura 6 se puede observar la elevada correlación entre la producción de vehículos
y las importaciones de autopartes, lo que evidencia restricciones de carácter
estructural. Entre las principales causas se destacan: insuficiente oferta productiva de
autopartes en algunos rubros en calidad/cantidad/tecnología, baja articulación en la
cadena de valor; dificultades en los procesos de nacionalización y retraso en
maduración de inversiones en curso.

31
Figura 7. Producción de vehículos e importaciones de autopartes 1995 – 2014
(Producción en unidades, importaciones en millones de dólares)
Fuente: Asociación de Fábricas Argentinas de Componentes, en base a datos de ADEFA.
Tabla 2. Principales 20 empresas autopartistas
METALSA MIRGOR
PLASCAR ARGENTINA S.A. INDUSTRIAS LEAR
FRIC ROT MAGNETO AUTOMOTIVE
SKF ARGENTINA INDUSTRIAS LEAR ARGENTINA
JOHNSON MATTHEY ARGENTINA VISTEON
MAHLE ARGENTINA CARRARO
GESTAMP CORDOBA MAGNA
ALLEVARD REJNA ARAGENTINA GRUPO TARANTO
GESTAMP BAIRES PILKINGTON AUTOM. ARG.
MANN HUMMEL IND. PLASTICAS ALBANO COZZUOL
Fuente: Asociación de Fábricas Argentinas de componentes.

32
2.3 Barreras de entrada a la incorporación de tecnologías
En la industria automotriz y, particularmente en el sector autopartista, predominan
altas “barreras de entrada” tanto de acceso a tecnologías específicas como de tipo
contractual. Más allá del gran crecimiento en los niveles de producción reciente de
las terminales locales, las reducidas escalas de producción por parte de las empresas
locales en comparación a Estados Unidos, Alemania, Japón, China y el Sudeste
Asiático, significan una barrera de entrada tecnológica adicional. Por tal motivo, las
empresas (particularmente las firmas del primer y segundo anillo) organizan las series
de producción de la mejor manera posible en cuanto a intensidad de equipamiento y
mano de obra, implicando muchas veces la no utilización de las tecnologías de
producción de vanguardia porque su escala no lo amerita. A este problema se le
antepone la potencialidad de incremento de escala que brinda un volumen de cuatro
millones de autos al año en todo el MERCOSUR.
La presencia de patentes en diseños específicos y licencias es frecuente en aquellos
productos de mayor complejidad tecnológica (módulos y sistemas) y son claves en el
proceso productivo. En estos casos, las terminales automotrices realizan el proyecto
en forma conjunta con los proveedores globales quienes desarrollan patentes propias
(utilizan estas formas contractuales de acceso a la tecnología como instrumento para
protegerlos). Así, muchos autopartistas locales quedan fuera de mercado a pesar de
contar con la capacidad para ofrecer estos productos y predomina la inversión
extranjera directa o los joint-ventures con firmas foráneas que disponen de dichas
licencias de fabricación. A su vez, resulta vital por parte de los autopartistas cumplir
con varios tipos de normas, estándares técnicos y certificaciones de productos para
poder participar en el mercado como proveedores de terminales automotrices. Esto
se debe a que el criterio de calidad es tan relevante a la hora de calificar a sus
proveedores como el factor precio y tiempo de entrega.

33
2.4 Internacionalización de la producción autopartista local
A pesar de la evolución reciente muy favorable en la actividad automotriz, por el lado
autopartista existe un fuerte incremento de la competencia de productos originarios
de extra–zona en el mercado regional, especialmente los asiáticos. Argentina y Brasil
constituyen mercados atractivos, sobre los cuales hay fuerte presión de la oferta
externa y se acrecienta la competencia de unidades provenientes de extrazona.
En este marco, el modelo enfrenta no pocos desafíos:
Mantener el peso relativo dentro del ciclo de asignación de modelos (disputa
regional con Brasil y México). Sin estas asignaciones se estaría produciendo
vehículos menos modernos que cada vez resultaría de más difícil aceptación
por parte del mercado, tanto local como externo.
Adaptar la producción a los nuevos requerimientos de la demanda. Brasil y
México están más adelantados en materia de nuevas tecnologías por decisión
de terminales de desarrollar capacidades locales de diseño y por adaptación
de su producción a nuevos requerimientos tecnológicos.
Enfrentar un escenario más competitivo en Latinoamérica a nivel productivo y
comercial. Marcas del Sudeste Asiático intensifican inversiones en la región
para la producción (con foco en Brasil, Uruguay y México), lo cual alterará la
dinámica comercial intrazona con sus nuevos jugadores y nuevos modelos.
Sostener la mejora de productividad a nivel local. Se observa un incremento
paulatino de los niveles de utilización de la capacidad instalada –en paralelo a
la expansión generada por las inversiones recientes-, pero con situaciones
diferenciales por empresas.
2.5 Problemáticas y desafíos
Nuestro país posee buenas perspectivas en el desarrollo de distintas
actividades del complejo automotriz, ya que cuenta con recursos humanos
profesionales de reconocida capacidad científica y también de laboratorios de

34
I+D+i de primer nivel. En este contexto, el papel del Estado se torna
fundamental para potenciar estas capacidades impulsando nuevas acciones
en el área.
Cabe señalar que la falta de demanda por parte de las terminales es un
inconveniente para la posibilidad de generar desarrollos tecnológicos locales
en el sector autopartista. Argentina debe promover los mecanismos
necesarios para que en forma paulatina las terminales y los PMG generen una
demanda local de investigaciones científicas y tecnológicas. Ello resulta
fundamental, ya que, aunque en nuestro país se estuvieran llevando a cabo
desarrollos propios, se requiere de la decisión de las terminales para su
efectiva aplicación, lo cual sería de muy baja probabilidad de ocurrencia por la
gran cantidad de barreras corporativas existentes. No resulta posible afrontar
los altos costos de I+D en forma independiente de las terminales y PMG, ya
que sin la demanda para una futura aplicación productiva resulta por demás
riesgosa semejante inversión.
En la frontera tecnológica mundial: Los ejes tecnológicos que surgen como
ejes centrales del desarrollo de la industria automotriz y que definen la
tendencia en la fabricación de vehículos y sus componentes son:
Reducción de los niveles de contaminación con fuertes y nuevas regulaciones
referidas a la emisión de CO2 y a la contaminación producida por los medios
de transporte. Plantas industriales con inclinación a acreditar tecnologías no
contaminantes es la tendencia que se espera para los próximos años. La
tendencia indica que las normativas para los próximos años serán
verdaderamente exigentes y las multas propuestas por su incumplimiento
serán muy importantes.
Los problemas ambientales a nivel global han motivado la adopción de
estándares cada vez más estrictos en materia de eficiencia energética y
emisiones, lo que impone retos a la industria, que en realidad se traducen en
oportunidades para su transformación estructural y desarrollo hacia nuevas
tecnologías que permitan mejorar la eficiencia energética de los vehículos. En
este sentido, se está evaluando el abanico de posibilidades de la
disponibilidad energética, basada en el análisis de los recursos energéticos

35
que marcan la tendencia de las tecnologías a futuro y la forma de obtención
de energías alternativas. De allí que se están llevando a cabo distintos
desarrollos: optimización del uso de la energía en vehículos híbridos y
eléctricos; paneles solares; propulsión: vehículos de hidrógeno con pila de
combustible, motores de aire comprimido; vehículos híbridos; vehículos
eléctricos; baterías de vehículos eléctricos e híbridos; químicas posibles para
baterías de vehículos eléctricos (plomo-ácido, níquel- metal, ion-litio).
Aumento de la seguridad activa y pasiva, que tiene relación directa con la vida
del ser humano y la calidad de la misma frente a situaciones producidas por
accidentes. Desarrollos con futura aplicación en materia de seguridad y la
importancia de la disponibilidad de laboratorios para ensayos relacionados. La
fabricación de airbags de seguridad es un proceso que podría desarrollarse en
el mercado local con tecnologías presentes que aún no han sido utilizadas,
por citar un ejemplo posible.
Mejoras de las condiciones de confort del conductor y de los pasajeros,
basado en el aprovechamiento de las innovaciones tecnológicas que ofrece la
industria electrónica, la masificación de aplicaciones de internet y
conectividad (TIC específicas).

36
3. JUSTIFICACIÓN DEL ESTUDIO
Los productos finales necesarios para abastecer a los mercados en forma masiva,
requieren de importantes innovaciones tecnológicas que deben contemplar los
siguientes aspectos:
Bajo costo (para su producción, adquisición y su mantenimiento).
Seguridad y alto rendimiento desde el punto de vista del almacenamiento de
energía (fundamentalmente orientado a vehículos alternativos).
Estandarización para la conexión de los vehículos a la red de suministro
energético (fundamentalmente orientado a vehículos alternativos).
Baja emisión de CO2.
Control avanzado de la motorización.
Mejora en la seguridad de las personas transportadas y para el entorno.
Integración con el sistema de transporte y de logística.
Junto a estas innovaciones tecnológicas, las futuras generaciones de vehículos
requieren esfuerzos en el ámbito de la estandarización de componentes,
modularización de sub-sistemas y nuevos requisitos de fabricación.
La reducción de costos y la capacidad de respuesta a las variaciones de demanda,
serán las fuerzas motrices clave hacia el éxito en la captación de los mercados
masivos.
Los dos principales drivers tecnológicos que surgen como ejes centrales del
desarrollo de la industria automotriz y definen la tendencia en la fabricación de
vehículos y sus componentes son:
Reducción de los niveles de contaminación con fuertes y nuevas regulaciones
referidas a la emisión de CO2.
Fuentes alternativas de energía. Escasez de combustibles fósiles.

37
Al referirnos a la cuestión ambiental las regulaciones que han tomado la Unión
Europea por un lado y los Estados Unidos por otro que fueron pioneros en introducir
normativas en cuanto a la cuestión ambiental, principalmente en lo referido a las
emisiones de gases; los principales países emergentes tienden a seguir dichas
normas, aunque con ciertos atrasos y/o rezagos.
A nivel internacional no existe un convenio o un tipo de normas que controle estas
emisiones a nivel global, al igual que ocurre con las normas Euro; lejos de ser así, en
cada zona o país se establecen distintos tipos de normas anticontaminación e incluso
en algunos lugares o simplemente no existen o están muy lejos de estar al nivel
europeo.
La normativa europea y americana para los años 2016 y 2018 serán verdaderamente
exigentes y las multas propuestas por su incumplimiento son tan grandes que la
alternativa de no cumplir no puede ser tomada en consideración.
En 2020, el objetivo es que las emisiones sean de 95 g/km, marcando además un
objetivo obligatorio de 130 gramos por kilómetro previsto para cumplir en 2015, por
lo que a partir de 2013 se comenzó a debatir las medidas necesarias para que se
puedan llegar a cumplir estas medidas.
La tendencia a la escasez de petróleo y el posible incremento de costos del mismo,
lleva a que las empresas productoras de vehículos desarrollen alternativas de
propulsión más limpias y con otro tipo de uso de los recursos energéticos.
Es por ello que como alternativa a los motores tradicionales (nafta y diesel) se
desarrollan innovaciones en propulsión: motores térmicos, motores eléctricos, aire
comprimido, dando nacimiento a los vehículos híbridos y eléctricos, así como
también innovaciones en piezas con el objeto de reducción de consumo.
En la actualidad la mayor desventaja de un vehículo eléctrico puro pasa por la fuente
de acumulación de energía eléctrica que generan un importante costo adicional,

38
suman un importante peso extra a transportar y sobre todo tienen una muy pobre
autonomía frente a las alternativas con motores a nafta o diesel.
Figura 8. CO2 – Rendimiento de emisiones de la flota mundial y las normas vigentes o
propuestas ajustado por el ciclo de prueba europeo
Fuente: Decker Worldwide “EAA Aluminium penetration in Cars”.
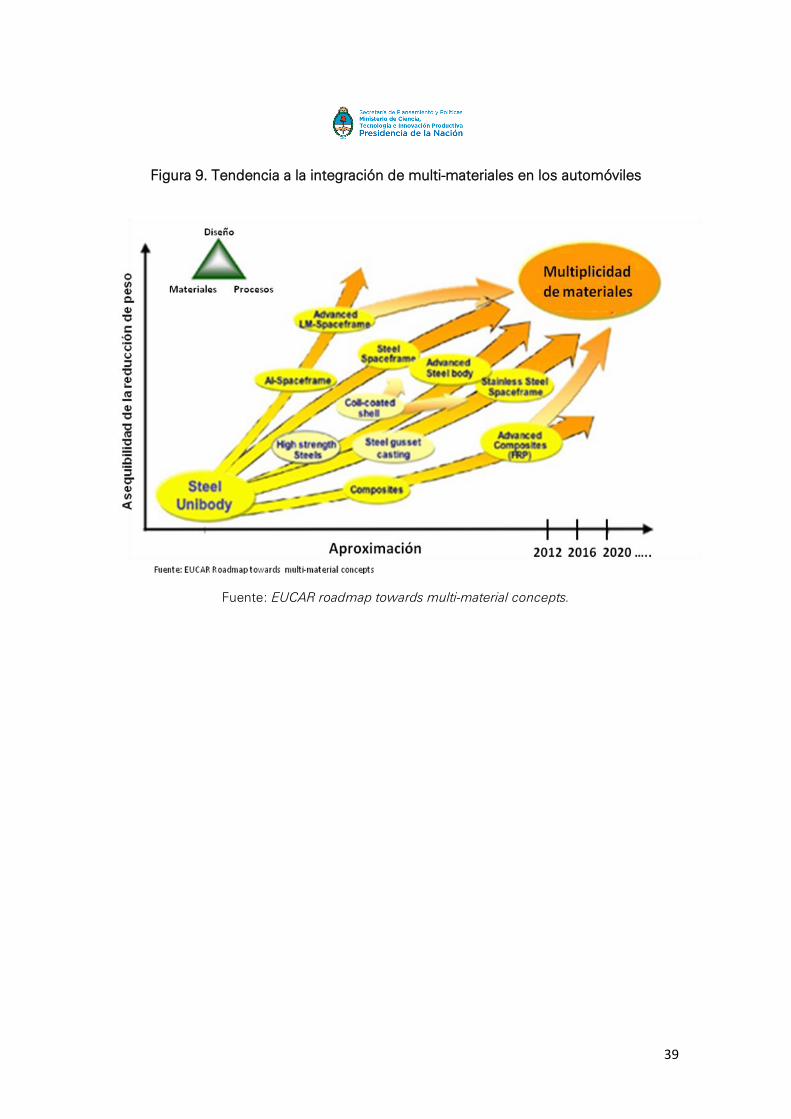
Como resultado se destacan áreas de innovación tendientes a la reducción de peso,
mejoras aerodinámicas y aplicación de nuevos materiales, con el objetivo final de
reducir la emisión de CO2.
Por ello se observa una tendencia hacia la integración de una multiplicidad de
materiales (existentes y nuevos) en la fabricación de automóviles, que implican
fuertes desafíos en materia de diseño, adaptación de procesos productivos y
aplicación de nuevos materiales o mejora de los existentes.
39
Figura 9. Tendencia a la integración de multi-materiales en los automóviles
Fuente: EUCAR roadmap towards multi-material concepts.

40
4. EL SUBSECTOR: ESTAMPADO / CONFORMADO
Se define como conformado al conjunto de operaciones con las cuales, se somete
una lámina plana a ciertas transformaciones (cambio de forma y dimensiones) a fin
de obtener una pieza de forma geométrica propia.
El proceso de estampado, es un tipo de proceso de fabricación por el cual se somete
un metal a una carga de compresión entre dos moldes/matrices. La carga puede ser
una presión aplicada progresivamente o una percusión, para lo cual se utilizan
prensas y martinetes. Los moldes, son estampas o matrices de acero, una de ellas
deslizante a través de una guía (martillo o estampa superior) y la otra fija (yunque o
estampa inferior).
El proceso es de alta producción y los materiales más usados son láminas de acero y
aleaciones ligeras. La ampliación de los tipos de procesos se puede encontrar en el
anexo de tipos de procesos desarrollado en el capítulo siguiente. Las empresas
estampadoras independientemente del sector al cual atienden, forman parte de la
industria metalmecánica.

41
Figura 10. Tendencia a la integración de multi-materiales en los automóviles
Fuente: Modelo Saturn VUE - General Motors.
La industria metalmecánica comprende un diverso conjunto de actividades
manufactureras que, en mayor o menor medida, utilizan entre sus insumos
principales productos de la siderurgia y/o sus derivados, aplicándoles a los mismos
algún tipo de transformación, ensamble o reparación.
Provee de maquinarias e insumos claves a la mayoría de actividades económicas para
su reproducción, entre ellas, la industria manufacturera, la construcción, el complejo
automotriz, la minería y la agricultura, entre otros.
En la Argentina, la industria metalmecánica reúne alrededor de 23.000
establecimientos productivos distribuidos principalmente entre Buenos Aires (ciudad
y provincia), Córdoba, Santa Fe, Mendoza, Entre Ríos y San Luis. Las primeras tres
concentran el 90% del universo metalmecánico y si adicionamos las otras tres el
97%.
De esta manera, el sector representa casi el 20% del empleo industrial, implicando
más de 250.000 ocupados en forma directa.

42
Como contrapartida, la industria metalmecánica produce bienes por un valor cercano
a los 65.000 millones de pesos, aportándole al PBI industrial más de 15.000 millones.
Esto representa casi el 13% del mismo, constituyendo la actividad industrial con
mayor valor agregado en términos.
En este sentido, la elasticidad entre la producción y el empleo en la industria
metalmecánica se encuentra en torno a un coeficiente que varía entre 0,6% y 0,8%,
lo cual significa que por cada punto porcentual que crece la producción se crean más
de 12.000 puestos de trabajo directos en un año. Al respecto, vale la pena mencionar
que para el total de la economía dicha relación se reduce una elasticidad promedio
que no llega al 0,5%.
En los últimos años este sector mejoró notablemente su perfil competitivo en el
mercado interno, optimizó su tecnología de productos y procesos e incrementó de
manera extraordinaria sus exportaciones.
Figura 11. Evolución histórica de la industria metalmecánica
Fuente: Asociación de Industriales Metalúrgicos de la República Argentina (ADIMRA).

43
En el sector autopartista argentino, exclusivamente en lo referente al subsector de
estampado, se caracteriza por la producción de piezas a gran escala. Se da la
coexistencia de distintos tipos de actores: los fabricantes de partes y piezas (Tier 1 y
2) y los de conjuntos (Tier 1 y PMG). Así también una gran dispersión en el tamaño de
las empresas (de 15 empleados a 1800 empleados). Principalmente se localizan
geográficamente en el Gran Buenos Aires, Córdoba y Santa Fe.
Autopartes que se fabrican actualmente por proceso de estampado
En una breve lista de las partes principales piezas susceptibles de ser fabricadas por
el proceso de estampado:
Carrocería
Estructuras de chasis, pisos, parantes, zócalos, techos, guardabarros, paragolpes,
refuerzo de la tapa del compartimento del motor, tapas de baúl, portones traseros,
puertas, capot, protector de cárter, soportes, piezas estructurales, bastidores de pick-
ups, camiones y ómnibus.
Seguridad
Viga bajo parabrisas, Ruedas
Interior
Estructuras de los asientos
Exterior
Partes de carrocería en general
En las últimas dos décadas se ha observado un proceso de creciente
internacionalización de la producción automotriz mundial. En este contexto, las
empresas terminales han optado por profundizar el despliegue geográfico y la
integración internacional de su producción a efectos de fortalecer su presencia en
mercados de mayor potencial. Uno de los aspectos principales de esta estrategia fue
la adecuación de su estructura de producción al surgimiento y consolidación de
grandes bloques comerciales caracterizados por el libre comercio transfronterizo.

44
En este contexto, la Argentina produce actualmente vehículos de gama media de
manera competitiva como negocio global.
Los cambios en el producto y en la lógica de producción de las terminales
redefinieron los estándares de producción en el sector autopartista. En general,
aumentaron fuertemente las exigencias de calidad, escala, costos, plazos de entrega
y flexibilidad del proceso productivo. En este sentido, las firmas autopartistas que
son proveedoras de las automotrices a escala internacional presentan algunas
ventajas decisivas sobre los fabricantes locales, en la medida en que han desarrollado
y provisto a la corporación las partes requeridas para los modelos nuevos que van
siendo incorporados en las diferentes localizaciones productivas. Entre las principales
empresas estampadoras en argentina podemos mencionar:
Tabla 3. Principales 20 empresas autopartistas
ACM ARGENTINA IND. MET. M. EVANGELISTI
CGR INDUSTRIAS MARO
DIE TECH INDUSTRIAS PEDRO BUCCIERO
DITTAM MA AUTOMOTIVE ARGENTINA
ELHYMEC MEFRO WHEELS PANAMERICANA
ESTABLECIMIENTOS GAMAR MET. DOSANTOS
FAM MA AUTOMITVE MET. RAEI
FERROSIDER PARTS METALSA
FORD ARGENTINA METALURGIA RUAL
FUMISCOR MI PA MET
GAMAR MONTICH
GENERAL MOTORS DE ARGENTINA PRESTAMP
GESTAMP BAIRES RENAULT AGRENTINA
GESTAMP CORDOBA TIBERINA AUTOMOTIVE ARG
IND. GUIDI TOYOTA ARGENTINA
Fuente: Asociación de Fábricas Argentinas de Componentes.

45
5. TENDENCIA DE LAS TECNOLOGÍAS DE COMPONENTES
ESTRUCTURALES DE VEHÍCULOS
5.1 Tecnologías de estampado
Introducción
Las nuevas normas mundiales para la seguridad de los vehículos, la economía
combustible y la reducción de las emisiones de escape, presentan metas agresivas
que se están negociando para los próximos diez años (CO2 Rendimiento de la flota
mundial y las normas vigentes y propuestas por el ciclo de prueba europeo, Decker
Worldwide “EAA Aluminium penetration in Cars”). Los fabricantes de automóviles
están buscando diseños y materiales que ayuden a cumplir con estos estándares
avanzados en paralelo con la producción habitual de vehículos. Los programas de
producción de vehículos deben equilibrar el rendimiento, la seguridad, la eficiencia
del consumo de combustible, el costo y el cuidado del medio ambiente, manteniendo
al mismo tiempo diseños atractivos para los clientes.
Como ejemplo, las normas en los Estados Unidos establecidas por la NHTSA
(National Highway Traffic Safety Administration), exigen un rendimiento promedio de
54.5 PPG (millas por galón) ó 4,36 Litros cada 100km para el 2025, siendo que en el
2012 la exigencia era de 30MPG ó 7,84 Litros cada 100km.
México incorpora en 2013 la primera regulación mandatoria de Latinoamérica que se
apega a la tendencia de mejora a nivel mundial, le sigue Brasil en 2014.

46
Figura 12. Apoyo global a las regulaciones de consumo de combustible
Fuente: International Council on Clean Transportation – (ICCT).
Figura 13. Regulaciones globales sobre emisiones
Fuente: WorldAutoSteel

47
Los límites de consumo impulsan la necesidad de reducción de peso en los vehículos
revitalizando la competencia entre las distintas tecnologías existentes para ofrecer las
respuestas que la industria automotriz requiere.
La carrocería es una de las partes del vehículo en las que se hace foco a la hora de
buscar la reducción de peso, dado que presenta importantes oportunidades mediante
la utilización de nuevas tecnologías de materiales y procesos, entre los que se
destacan, el estampado y la soldadura.
Uno de los entes que monitorean y lideran el análisis y delinean la evolución de las
tecnologías y procesos a nivel mundial es WorldAutoSteel. Es un grupo de
investigación, desarrollo y promoción dedicado exclusivamente a trabajar en
materiales para vehículos, que funciona bajo la tutela de la Asociación Mundial del
Acero (WorldSteel). Está formado por 18 de los principales productores mundiales de
acero y su misión es impulsar y comunicar la capacidad del acero para satisfacer las
necesidades de la industria automotriz de manera sostenible y ambientalmente
responsable.
5.2 Emisiones de Vehículos. Indicador de impacto
¿Qué es este indicador?
Es una herramienta que permite tomar decisiones relacionadas con el tipo de
propulsión y materiales utilizados en la producción de vehículos para evaluar cómo
afectará su comportamiento medioambiental global en términos de emisiones totales
y consumo de combustible en su ciclo de vida.
¿Por qué las emisiones del ciclo de vida?
El foco de las regulaciones actuales está en las emisiones que se producen y el
consumo de combustible mientras el vehículo está siendo utilizado. Pero esto es sólo

48
una parte de la vida del vehículo que produce emisiones. Las emisiones también se
producen durante la extracción de las materias primas y la fabricación de los
vehículos, la producción de combustible y el reciclado final. Para mantener las
indicaciones económicas realistas, también incluimos cuántas veces usted será
capaz de evitar detenerse en la estación de combustible cada año, en función de sus
opciones.
Figura 14. Ciclo de vida de vehículos
Fuente: WorldAutoSteel
¿Por qué importa?
Al concentrarse en sólo una parte de las emisiones en el ciclo de vida de un vehículo,
las decisiones de diseño se pueden estar orientadas solo a reducir el consumo de
combustible, pero en realidad pueden aumentar las emisiones durante todo el ciclo
de vida del mismo. Esto es debido a las altas emisiones causadas durante la
fabricación y / o reciclaje de los materiales o tecnologías que se hayan elegido. Si se
necesita mucha más energía para hacer algo, eso significa que hay más emisiones. El
problema no se resuelve, se desplaza a otro lugar en el ciclo de vida. Eso significa
que los vehículos no son realmente mejores para el medio ambiente en el futuro.

49
¿Cómo evitar esto?
Es necesario evaluar el ciclo de vida completo. Sin un enfoque de ciclo de vida en el
diseño de los vehículos, así como en las regulaciones de emisiones, el impacto
ambiental total de un vehículo en realidad puede aumentar.
¿Por qué es el acero siempre mejor en este indicador?
Esta es una herramienta simple que no solo muestra ventajas y desventajas de la
tecnología para un conjunto particular de parámetros, sino que se basa en una
metodología científica sólida. ¿El acero siempre será mejor? Por supuesto que no. Sin
embargo, debido a los procesos de producción, otros materiales como el aluminio o
los materiales compuestos pueden producir hasta 20 veces más emisiones que el
acero, este es un resultado frecuente. El punto es que sin una evaluación del ciclo de
vida para guiar el proceso de decisión de diseño, los fabricantes de automóviles
podrán tomar decisiones que resultan en consecuencias no deseadas.
Información sobre el indicador:
Los datos utilizados para crear este gráfico se derivan del
efecto invernadero que provoca la producción de
Materiales Automotrices, modelo desarrollado por la
Universidad de California en Santa Barbara Bren School,
Ciencias del Medio Ambiente, bajo la dirección del Dr.
Roland Geyer.
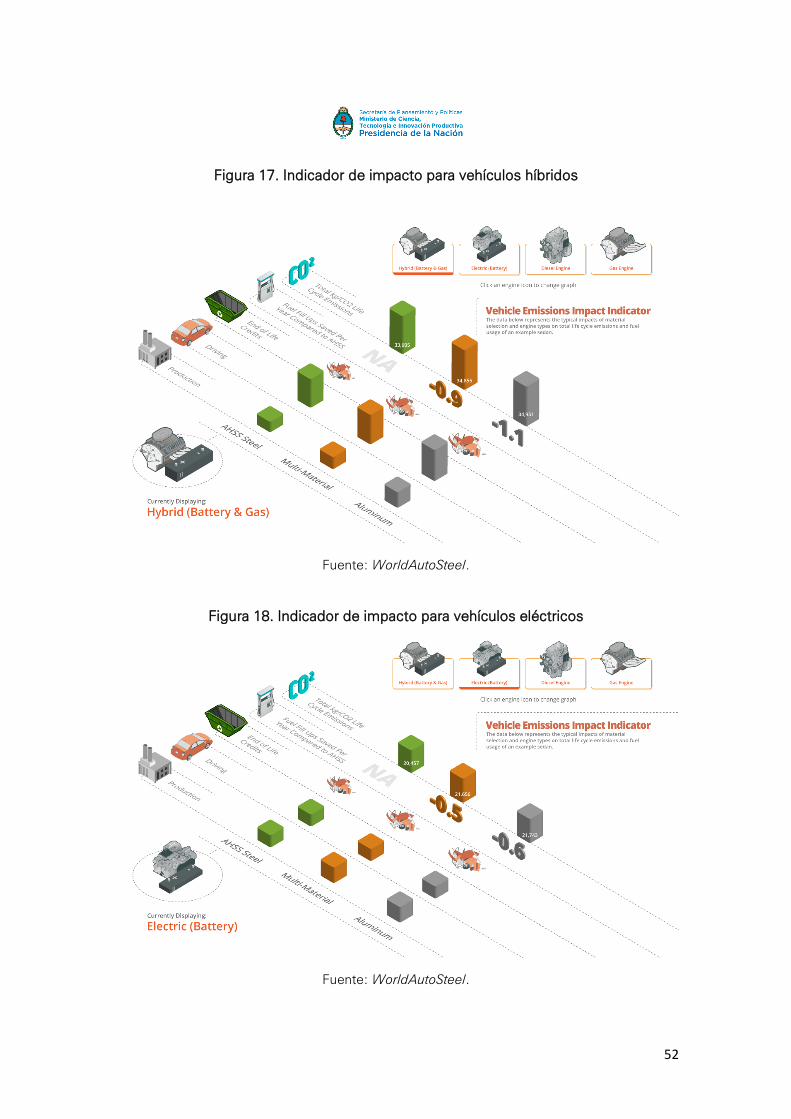
Puede comparar cuatro tipos diferentes de motorización
(motor de combustión interna a nafta, motor de
combustión interna diesel, eléctricos e híbridos
eléctricos) y tres diferentes opciones de materiales
(aceros avanzados de alta resistencia, aluminio y
materiales compuestos).

50
El vehículo es un Sedan clase A / B, impulsado durante
un período de vida 12 años y 200.000 kilómetros
recorridos. Este es un ejemplo. Para tener mayor
precisión respecto al resultado de las emisiones, sería
necesario incluir todo el contenido de cada vehículo en
particular, que pueden incrementar el peso del mismo.
Una medida de las emisiones de CO2 tiene relación con
el reciclado de los materiales de los que está hecho el
vehículo, lo que permite a los fabricantes aguas abajo
evaluar sobre conveniencia de utilizar materias primas a
partir de fuentes vírgenes. Dado que las emisiones de
CO2 son casi siempre menores al reciclar que al utilizar
materia prima virgen, el producto reciclable (en este
caso, el vehículo) se acredita con “evitar las emisiones de
más”, y este crédito se resta del total de las emisiones
del producto.
Otro punto de medición tiene relación con el ahorro de
combustible, el número de veces que el propietario del
vehículo puede evitar ir a la estación de servicio de carga
para llenar el tanque de combustible en el transcurso de
un año.
Las emisiones se miden en kilogramos (kg) de
equivalentes de dióxido de carbono (CO2 e), que son
gases de efecto invernadero. La idea es expresar el
impacto de cada gas de efecto invernadero diferente en
términos de la cantidad de CO2 que crearía la misma
cantidad de calentamiento global.

51
Figura 15. Indicador de impacto para vehículos a nafta
Fuente: WorldAutoSteel.
Figura 16. Indicador de impacto para vehículos diesel
Fuente: WorldAutoSteel.
52
Figura 17. Indicador de impacto para vehículos híbridos
Fuente: WorldAutoSteel.
Figura 18. Indicador de impacto para vehículos eléctricos
Fuente: WorldAutoSteel.

53
Según la apreciación de los miembros de WorldAutoSteel basada en análisis
científicos (ver referencia miembros de WordAutoSteel), existe una percepción
errónea asociada con la reducción de peso de los vehículos para reducir las
emisiones de CO2 y los materiales de baja densidad como el aluminio, el magnesio y
los materiales compuestos.
Los materiales de baja densidad, como el aluminio, el magnesio y los materiales
compuestos, actualmente están siendo utilizados en los vehículos de lujo, donde los
costos son absorbidos más fácilmente por el elevado precio de venta. Estos
materiales están encontrando su aplicación en los vehículos buscando alcanzar los
objetivos de reducción de peso, donde los altos costos de producción pueden ser un
tanto justificados respecto a las sanciones por no ajustarse a las normativas en la
economía de combustible y reducción de emisiones, o para reducir las costos de las
baterías para vehículos eléctricos. Sin embargo, los materiales de baja densidad
crean un problema de las emisiones de “compensación”, como es la producción
intensiva de los mismos, que producen de 5 a 20 veces más emisiones que la
producción de acero, como se presenta en la figura siguiente.
Figura 19. Emisiones promedio primarias en la producción de diversos materiales
Fuente: WorldAutoSteel.
Aunque se requiere menos peso al utilizar algunos materiales alternativos para lograr
el mismo rendimiento funcional de un componente, las emisiones de producción de

54
materiales (CO2) pueden ser mayores que la reducción que se produce por el uso
durante toda la vida útil del vehículo.
Sobre el aspecto del reciclaje, existen ventajas de desempeño ambiental del acero
como ser las emisiones de CO2 e inferiores en todas las fases del ciclo de vida,
siendo el único material que puede “reclamar esta distinción”. Otra ventaja es 100%
de reutilización. De hecho, el acero es el material que más se recicla en nuestro
planeta. La siguiente figura muestra el ciclo de vida del acero en la producción
automotriz.
Referencia: Miembros de WorldAutoSteel (año 2014):
Anshan Iron and Steel Group Corporation
Arcelor Mittal
Baoshan Iron & Steel Co. Ltd.
China Steel Corporation
Hyundai-Steel Company
JFE Steel Corporation
JSW Steel Limited
Kobe Steel, Ltd
Nippon Steel & Sumitomo Metal Corporation
Nucor Corporation
POSCO
SeverStal
SSAB
Tata Steel
ThyssenKrupp Steel Europe AG
United States Steel Corporation
Usinas Siderúrgicas de Minas Gerais S.A.
Voestalpine Stahl GmbH

55
Frente a los desafíos que se presentan a la industria automotriz, la siderurgia a nivel
mundial asumió desde hace años la tarea de acompañar el mejoramiento del sector y
actualmente el liderazgo en el tema es llevado por WorldAutoSteel.
Acero, aluminio y materiales compuestos
Un enfoque cada vez más expandido sobre el alcance de la sustentabilidad es el que
tiene en cuenta el ciclo de vida completo de un producto. En el caso de los
automóviles, esta perspectiva considera el impacto ambiental (emisiones de CO2,
gases ácidos, consumo de energía, etc.) que se producen desde la fabricación del
acero, pasando por la del auto, el uso del mismo y el reciclado al finalizar su vida útil.
Cuando se mide la sustentabilidad en estos términos, es posible que algunos
materiales alternativos al acero consigan valores comparables en la etapa de uso del
automóvil, sin embargo, el acero se vuelve especialmente fuerte en términos de
sustentabilidad en sus etapas de fabricación y de reciclado. El acero es 100%
reciclable y puede reutilizarse en forma indefinida, pues su calidad no se degrada. Por
otra parte, existe suficiente capacidad de producción de acero para satisfacer una
tendencia de mayor demanda futura de la industria automotriz.
El estudio panorámico se centró en las tecnologías de estampado del acero para
carrocerías como material vigente en la producción masiva de vehículos, actual y
futura, frente a la “aun” baja utilización de aluminio y de materiales compuestos. El
desarrollo de nuevas aleaciones de “aceros avanzados de alta resistencia” permite
reducir el peso de la carrocería de los vehículos en sincronización con las exigencias
de las normativas. Otros drivers que pueden mencionarse son la base instalada para
su producción y para la elaboración de autopartes, el costo competitivo frente a otros
materiales, el cumplimiento de propiedades relacionadas con la seguridad de los
vehículos y la alta capacidad de reciclaje.
Al considerar los beneficios de la aplicación de aceros avanzados de alta resistencia
en la construcción de vehículos, la industria del acero ha adoptado, para definir este
material, el acrónimo “SAFE”: “Safety” – por la seguridad de los vehículos,

56
“Affordability” – por costos competitivos, “Fuel efficiency” – por bajo consumos y
“Environment” por bajas emisiones. Son los puntos destacados de la investigación
que resumen estas ventajas de rendimiento de este tipo de aceros en la fabricación
de automóviles.
57
6. INTRODUCCIÓN A LOS MATERIALES Y SUS PROCESOS
6.1 Materiales
6.1.1 Aceros Avanzados de Alta Resistencia (Advanced High-Strength Steels - AHSS)
Introducción
A principios de 1994, un consorcio de 35 productores de chapa de acero de 18 países
se unió en el programa Ultra Light Steel Auto Body (ULSAB)-carrocerías de acero
ultraliviano-, para crear una carrocería de acero ligera que cumpliera con una amplia
gama de objetivos de seguridad y rendimiento. A finales del año siguiente, se
anunciaban los resultados de la fase de “concepto”: se había logrado un diseño de un
sedán de tamaño mediano que reducía su peso hasta un 36%. Habían logrado
mejorado sustancialmente su rendimiento en comparación con los promedios de su
clase, a un costo menor que el requerido para la estructura típica de la época.
Tres años más tarde se presentó a la industria automotriz mundial una carrocería
completa (denominada “body-in-white”), que varió drásticamente los conceptos del
diseño, utilizando aceros de alta resistencia para reducir la masa de la estructura del
vehículo. “Body-in-white” permitía producir un vehículo seguro, accesible en costo,
con mejoras en la reducción del consumo de combustible y en las emisiones de CO2.
La estructura constaba de 94 piezas principales, además de los soportes y refuerzos
adicionales que normalmente forman parte de las carrocerías.
El concepto ULSAB confirmó los principales atributos de acero y abrió las puertas
para el rápido crecimiento de los aceros de alta resistencia como principal material
utilizado en la fabricación de las estructuras de los vehículos.
El aporte más reciente a la industria automotriz de WorldAutoSteel es el FSV (Future
Steel Vehicle - Vehículo de acero del futuro), desarrollado tras un programa de
investigación que duró tres años.

58
Utilizando aceros de tipo AHSS (Aceros Avanzados de Alta Resistencia, se ha logrado
un desarrollo aplicado a diseños de vehículos eléctricos, capaces de reducir las
emisiones de gases de efecto invernadero en alrededor del 70%.
Los nuevos aceros pueden ser fabricados con menores espesores manteniendo la
resistencia necesaria, lo que los hace diferentes a los aceros utilizados en
automóviles de hace un par de décadas. Esto posibilita que los diseñadores
reemplacen el acero convencional por los AHSS en el mismo espacio. Con el acero
avanzado de alta resistencia se usa menos material y se ahorra peso”. Estos diseños
tienen una masa (peso) un 39% menor que la de un vehículo convencional de
similares características.
La siguiente figura representa el programa de desarrollo de vehículos de acero de
acuerdo a los desarrollos presentados por WorldAutoSteel.
Figura 20. Aspectos de diseño de vehículos fututos con empleo de aceros especiales
Fuente: WorldAutoSteel.

59
Actualidad de los aceros avanzados de alta resistencia AHSS
Los aceros convencionales de uso automotriz son los que se conocen como aceros
de baja resistencia (low-strength steels: interstitial-free and mild steels) y los aceros de
convencionales de alta resistencia (HSS - High-Strength Steels: carbon-manganese,
bake hardenable and high-strength,low-alloy steels).
Los aceros avanzados de alta resistencia AHSS son materiales complejos y
sofisticados, con composiciones químicas complejas y micro estructuras multifase
resultantes de los procesos de calentamiento y enfriamiento controlados con
precisión. Se emplean varios mecanismos de fortalecimiento para lograr amplios
rangos resistencia, ductilidad, rigidez y propiedades de fatiga.
La familia AHSS incluye distintos tipos de aceros como ser:
Dual Phase (DP)
Complex-Phase (CP)
Ferritic-Bainitic (FB)
Martensitic (MS or MART)
Transformation-Induced Plasticity (TRIP)
Hot-Formed (HF)
Twinning-Induced Plasticity (TWIP)
Los aceros AHSS denominados de “primera y segunda generación” están calificados
para satisfacer las demandas de rendimiento funcional de determinadas piezas. Por
ejemplo, los DP y los TRIP son excelentes en las zonas de protección ante colisiones
del vehículo por su alta capacidad de absorción de energía. Para los elementos
estructurales del habitáculo de pasajeros, los aceros de ultra alta resistencia, como
martensíticos y PHS), resultan con mejores características de desempeño en
seguridad. Recientemente ha habido un aumento de la financiación y la investigación
para el desarrollo de la "tercera generación" de aceros AHSS.

60
Estos son aceros con mejores relaciones de resistencia y ductilidad a costos más
bajos. Estos grados se reflejaran en aleaciones y micro estructuras únicas para lograr
las propiedades deseadas. La amplia gama de propiedades se ilustran en la siguiente
figura, que ilustra el “Diagrama de Conformabilidad Global” (capacidad de
estiramiento y resistencia).
Figura 21. Curva típica de resistencia de los aceros
Fuente: WorldAutoSteel.
Tabla 4. Referencias de aceros
Type of steel
Type of steel
Mild Mild Steel HSLA High-Strength Low-Alloy
BH Bake Hardenable IF Interstitial Free
CP Complex Phase MS Martensitic (MART)
DP Dual Phase TRIP Transformation Induced Plasticity
FB Ferritic Bainitic TWIP Twinning-Induced Plasticity
HF Hot Formed (and quenched)
Fuente: WorldAutoSteel.

61
A los aceros con niveles de resistencia superiores a 550 MPa se los conocen en
general como AHSS. A estos aceros también se los denomina "aceros de ultra alta
resistencia" para resistencias a la tracción superiores a 780 MPa. Aceros AHSS con
resistencia a la tracción de al menos 1.000 MPa a menudo son llamados "aceros
Gigapascal" (1000 MPa = 1 GPa). En la figura se destaca otra categoría de aceros,
representada con una burbuja en la figura: acero inoxidable austenítico. Estos
materiales tienen una excelente resistencia combinada con una excelente ductilidad a
los efectos de cumplir con muchos requerimientos funcionales en los vehículos.
Debido al contenido de la aleación, sin embargo, son opciones costosas para
muchos componentes y su soldadura puede ser un desafío. La“tercera
generación”de aceros AHSS busca ofrecer capacidades comparables o mejores a un
costo significativamente menor.

62
Tabla 5. Características y posibles aplicaciones de los aceros AHSS
Dual Phase (DP) Steel:
Exterior del techo , exterior de
puerta, piel de carrocería, panel de
suelo, capot, parallamas en vano
motor, guardabarros, refuerzos del
piso, interiores de carrocería,
interiores de parantes, travesaños
traseros, refuerzos amortiguador
trasero , componentes de la jaula
de seguridad (pilar B, túnel del
piso, cuna del motor, sub-chasis
delantero), refuerzo transversal
bajo tablero, asiento), rieles de
techo , pilar B superior.
Transformation Induced Plasticity
(TRIP) Steel:
Largueros de chasis, refuerzos,
laterales de chasis, partes
estructurales de body, bajo de
panel de instrumentos, travesaños
de techo, pilar B superior, soporte
de motor, largueros delanteros y
traseros, estructura de asientos.
Complex Phase (CP) Steel:
Largueros y componentes de
chasis, travesaños, refuerzos de
pilar B, refuerzos de túnel de piso,
soportes de suspensión traseros,
travesaño de guardabarros,
refuerzos traseros de chasis, barra
de paragolpes.

63
Martensitic (MS) Steel:
Travesaños estructurales, barra
anti impacto lateral, interior
estructural de paragolpe y
refuerzos.
Ferritic-Bainitic (FB) Steel:
Llanta, pedal de freno, travesaño
de asiento, brazo de suspensión,
tensor de suspensión, barra de
paragolpe, partes de chasis, barra
de torsión trasera.
Twinning-Induced Plasticity (TWIP)
Steel:
Pilar A, pasarruedas, lateral
delantero de chasis, llanta, brazo
de suspensión, refuerzo de
paragolpe delantero y trasero, pilar
B, llanta, travesaño de piso,
pasarruedas, barra lateral de
puerta.
Hot-Formed (HF) Steel:
Pilar A superior, pilar B exterior y
refuerzo, largueros de carrocería
laterales, travesaños de carrocería,
marco de puerta.
Fuente: WorldAutoSteel.
6.1.2 Vehículos de Acero del Futuro (FSV - Future Steel Vehicles).
El programa “Vehículo de Acero del Futuro” desarrolló carrocerías optimizadas en
AHSS para 4 modelos de vehículos propuestos para ser lanzados al mercado entre

64
2015 y 2020: vehículos de clase A-/B- con batería eléctrica, y vehículos de clase C-/D-
híbrido enchufe o celda de combustible. Pero además, estos desarrollos están
también ideados para ser aplicados en otros tipos de vehículos.
Los estudios de diseño de las nuevas estructuras y carrocerías de los vehículos,
ponen su foco en la reducción del peso manteniendo las propiedades relacionadas
con la seguridad de los ocupantes, todo esto en concordancia con el cumplimiento
de las normativas.
Los principales drivers que se han planteado en el diseño de futuros vehículos de
acero son:
Posibilidad de innovar en nuevos diseños estructurales explotando la
versatilidad y la resistencia de los nuevos materiales.
Lograr un 35% de ahorro de la estructura del cuerpo de masa en comparación
con un vehículo de referencia.
Utilizar de un 97% de Aceros de Alta Resistencia (HSS – High Strength Steel) y
Aceros Avanzado de Alta Resistencia (AHSS - Advanced High Strength Steel)
Utilizar casi un 50% de aceros “Giga Pascal”(altos niveles de resistencia y
conformabilidad).
Lograr diseños que alcancen calificaciones de seguridad de cinco estrellas
(Crash Test).
Reducir en un 70% el total de emisiones considerando todo el “Ciclo de Vida”
del vehículo.
Reducciones de masa y emisiones que cumplan con las normativas y la
evolución de las mismas.

65
Figura 22. Ejemplo de partes de un “Body in white” de un vehículo eléctrico del futuro
Fuente: WorldAutoSteel.
Figura 23. Tipo de aceros utilizados
Fuente: WorldAutoSteel.

66
Figura 24. Procesos de manufactura para las piezas del “Body in white”
Fuente: WorldAutoSteel.
6.2 Procesos (Métodos)
6.2.1 Generalidades de la conformación y fabricación
La conformación de los aceros AHSS no representa un cambio radical con respecto a
la conformación de los aceros HSS convencionales. Sin embargo, es necesario
adquirir nuevos conocimientos y la experiencia necesaria para la conformación de
aceros de mayor resistencia.
Los aceros AHSS resuelven dos necesidades automotrices distintas separadas a la
vez por dos grupos diferentes de aceros. El primer grupo tiene mayores niveles de
resistencia con una mejor capacidad de conformación y energía de absorción ante
colisiones en comparación con las calificaciones actuales HSLA (aceros DP, TRIP, FB,
y TWIP). El segundo grupo amplia la disponibilidad de aceros en los rangos de
resistencia por encima de los grados HSLA (aceros PP y MS).

67
Las capacidades mejoradas que los aceros AHSS aportan a la industria del automóvil
no crean nuevos problemas en el conformado. Sin embargo, el aumento en la rigidez
magnifica los problemas ya existentes con cualquier acero de resistencia superior.
Esto involucra cargas más altas en prensas y herramientas, mayores requerimientos
de energía y una mayor necesidad de compensación elástica y control. Además, la
reducción de espesor provoca una mayor tendencia a“arrugarse”si no existe una
adecuada de sujeción.
Con las crecientes modificaciones en microestructura y la adecuación de las
propiedades mecánicas exactas en el modo de conformado durante el estampado, la
utilización de los aceros AHSS requiere un mayor nivel de conocimiento y
comunicación entre los proveedores y los usuarios.
Deben contemplarse nuevas necesidades en el proceso de estampado, como ser
capacidades en prensas y herramientas, capacidades de lubricantes, así como
nuevos diseños de procesos y mantenimiento.
6.2.2 Preparación del material
En el orden del flujo de procesos se deben considerar ajustes en:
a) Producción de blanks para aceros AHSS
Refiere a la preparación de las hojas en condiciones y forma adecuada para su
procesamiento. Partiendo el material desde bobinas, los procesos son de corte a
largo, en ancho y recortes de forma.
Los aceros AHSS exhiben condiciones de mayor esfuerzo en los procesos de
conformación. Similarmente, los esfuerzos son mayores también en los procesos de
corte de la bobina en hojas, y de los recortes o punzonados. Los AHSS pueden
resultar más sensibles a las condiciones de corte dada su alta resistencia; por lo cual

68
es relevante obtener muy buenas condiciones de calidad en los procesos de corte
para luego proveer adecuada conformidad.
Para evitar problemas ulteriores en la operación, la manufactura de herramientas de
corte con características especiales es casi inevitable.
Los bordes cortados o perforados de las hojas generan zonas de mayor resistencia y
tienen por lo general una menor capacidad de encogimiento. Esta zona puede
extenderse en el orden de la mitad del espesor del material en proceso de corte. Los
aceros DP y TRIP forman islas de martensita alrededor de estructuras ferríticas, y
estas estructuras duras actúan como iniciadoras de fisuras que reducen la capacidad
de encogimiento. Estos problemas de minimizan al usar cortes por láser, hilo o jet de
agua que minimizan el proceso de endurecimiento.
En punzones, existen opciones con el cambio de forma de las herramientas de corte:
en lugar de filos de apoyo planos, el empleo de filos de entrada gradual, con ángulos
de 3 a 6° en la dirección del corte reduce la expansión el agujero y la correspondiente
fuerza de corte.
Los huelgos de corte y punzonado requieren ser aumentados en aceros de mayor
resistencia. Huelgos de un 6% para aceros CS, pueden llegar a 10 a 16% para aceros
de 1400 Mpa o superior.
Las variables a considerar son la vida del filo de las herramientas, y las deformaciones
ocasionadas por arrastre del material durante el corte.
Estudios sobre el punzonado en aceros CS y AHSS con variables en medición
desgaste de la herramienta y generación de deformación indican que el desgaste al
punzonar AHSS con herramientas de alta calidad con superficies tratadas es similar al
de uso de herramientas convencionales. A mismo criterio de deformaciones en la
zona de corte, las herramientas de alta calidad pueden extender los ciclos de uso
entre afilado, debido a que la altura de las deformaciones no progresa tan

69
rápidamente con el avance del desgaste (desafilado) de la herramienta como con los
aceros CS.
Figura 25. Punzonado de material DP 500 / 800 con herramienta de alta calidad de
tratamiento comparable con convencional en función del desgaste relativo
Fuente: WorldAutoSteel.
Figura 26. Altura de la deformación para aceros CS y AHSS en función de ciclos de
corte
Fuente: WorldAutoSteel
La explicación a este fenómeno es que ambos materiales inicialmente presentan la
altura de deformación en función de la resistencia del material y del afilado de la
herramienta. Los AHSS cortan a la máxima altura posible. La altura se obtiene cuando

70
lds
se llega a la máxima elongación posible durante el punzonado, luego del cual la
deformación no progresa. Lo aceros CS, más formables, continuarán generando
deformación con el desgaste de la herramienta.
Los AHSS pueden requerir mayor prestación de la calidad superficial del filo de las
herramientas, aunque el re-afilado dada la deformación será de menor exigencia.
b) Soldadura
b1) Soldadura laser de blanks
Refiere a la unión de dos o más hojas de acero por costura de soldadura, que luego
es procesada por estampado como una única hoja. Permite la locación de varios
diferentes grados y espesores, evitando resistencia y peso donde la exigencia
mecánica y funcional de la pieza no lo requiere.
Figura 27. Panel exterior de FSV con uniones laser expuesto construido con
multi-partes
Soldadura laser expuesta
Fuente: WorldAutoSteel.
Hay numerosas ventajas en este tipo de proceso, comparado con blanks
convencionales de calidad y constante:
Incremento de resistencia y rigidez estructural; y consecuente seguridad
Consolidación de partes, donde un blank reemplaza a múltiples partes
Reducción de peso de partes y de vehículos
Eliminación de piezas de refuerzo y procesos de ensambles
Reducción de costos de estampado y procesos de soldadura de puntos
* Reducción de consumo de acero

71
b2) Producción de bobina con unión laser de diversos materiales
Es la producción de una bobina continua integrada por dos o más materiales de
diferentes calidades y espesores. El proceso básico requiere bobinas separadas
preparadas para la unión de sus bordes devanando y soldando en simultáneo,
arrollada en una nueva bobina. Esta última para ser procesada en corte en hojas o
alimentación continua en prensas transfer.
Figura 28. Proceso básico de soldadura laser de acero bobinado
Fuente: WorldAutoSteel.
El uso potencial de este tipo de material y piezas aplica a estructuras de refuerzo de
techo, marcos de vidrios, laterales de carrocería, laterales de asientos, sistemas de
escape de gases de motor.
C) Conformado
C.1) Conformado en frío
El estampado convencional en frío es uno de los procesos más utilizados en la
actualidad aplicado a la conformación de aceros de bajo contenido en carbono y
chapas de bajo espesor.

72
Para conformar aceros AHSS es necesario contemplar aspectos relacionados con las
características de los materiales que provocan nuevos comportamientos y que
derivan en cambios en las tecnologías de estampado. Naturalmente, al igual que en
el estampado tradicional, las máquinas y las matrices deben estar diseñadas con
capacidades acordes a los aceros que se están conformando.
Hay consideraciones principales a tener en cuenta en los estampados complejos que
reaccionan a un conjunto diferente de propiedades mecánicas. En los modos de
formación básica se pueden mencionar:
Estiramiento (extensión)
Flexión (doblado)
Embutido
Mecánico: estampado convencional
Hidráulico: hidroformado (hydro forming)
Perfilado (roll forming)
C.2) Conformación hidráulica - Hidroformado
Descripción general:
El proceso comprende la obtención de una pieza estructural a partir de un tubo
compuesto de una lámina de material arrollado, o de varias piezas de un mismo o
diversos materiales (calidad de acero y espesor).
Esencialmente es el cambio de forma de la sección, esencialmente circular (tubular) a
otra radialmente no simétrica, con el objetivo de que un cambio geométrico genere
resistencias superiores en los ejes transversales y axiales a la pieza.
El método para generar este cambio de forma es mediante presión hidráulica desde
el interior del tubo.

73
Usualmente implica la expansión del diámetro interno entre 3 y 30% dependiendo del
diseño, materiales y presiones para el formado.
Figura 29. Sección variable de larguero de A a B reduce el efecto springback con el
uso de AHSS
Fuente: Auto Steel Parnertship.
Figura 30. Ejemplos de piezas obtenidas por hidroformado
Fuente: WorldAutoSteel.

74
La producción del tubo comúnmente emplea 3 métodos:
El primero consiste en el uso de baja presión. Comienza con un tubo cuya
circunferencia es levemente menor a la de la geometría final. Luego de colocar el
tubo en una matriz, el interior es presurizado a medida que la matriz va cerrando,
hasta adoptar la forma de la misma. La clave es una presión con aumento gradual y
suficiente para estirar el material de forma controlada hasta llenar la forma de la
matriz. La baja presión es adecuada para tubos de aceros AHSS.
El segundo es por alta presión. El tubo es colocado y la matriz cerrada. La generación
de presión lleva a la circunferencia del tubo a conformarse en el interior de la matriz
que lo aloja, usualmente con porciones de radios estrechos o esquinas pronunciadas.
Los AHSS pueden ser no aptos para este proceso por su baja capacidad de
expansión suficiente. A su vez, podría requerir muy elevadas presiones para vencer el
efecto de resorte elástico (springback) o de generación de arrugas comparado con
los CS.
El tercer proceso reduce la severidad del factor de la expansión de la circunferencia
mediante el aporte de material desde el extremo, mediante el empleo de pistones
que empujan el tubo alimentando la cavidad a conformar. Implica fluencia de material
en dos ejes. Este proceso es conveniente para el empleo de AHSS.
El hidroformado de AHSS emplea cartas de uso altamente desarrolladas que
consideran diámetro / espesor, grado de pre-formado previo y forma geométrica.
Actualmente el límite se encuentra en aceros DP de tensión no superior a 600 MPa.
La disponibilidad de cartas permitirá la rápida expansión del uso de esta tecnología.
La simulación con sistemas computarizados es una muy buena herramienta para el
desarrollo de diseños con aceros AHSS.

75
C.3) Consideraciones de diseño
Actualmente las partes de procesos de hidroformado son ampliamente usadas para
aplicaciones automotrices, entre otras estructuras de asiento, travesaños
estructurales, paragolpes, largueros secundarios de soporte de motor, largueros de
techo.
Figura 31. Larguero estructural por hidroformado con diferentes materiales
Fuente: Auto Steel Parnertship.
Existe la red comercial de tubos de AHSS en grados hasta 700 / 1000 para
aplicaciones automotrices. En general aplican los mismos principios para el
hidroformado de piezas en CS como en AHSS. Sin embargo, requiere mayor atención
la elongación disponible para el formado y para la funcionalidad de la pieza en la
etapa de desarrollo.
C.4) Conformación con rodillos
El proceso de conformación con rodillos (roll forming) procesa un fleje de metal plano
por sucesivos rodillos de flexión hasta obtener la forma deseada. Cada operación de
plegado se puede distribuir a lo largo de varios juegos de rodillos para minimizar la
localización de la deformación y compensar la recuperación elástica. El procesos es

76
muy adecuado para la generación de muchas formas complejas de utilizando aceros
AHSS, especialmente aquellos con bajos alargamientos totales como el acero MS. La
siguiente figura representa en forma esquemática un proceso de conformación de
rodillos a partir de una hoja de acero.
Figura 32. Esquema de proceso de formado por rolado
Fuente: Technische Universitat Darmstadt
C.5) Conformado en caliente (hot forming / hot stamping)
Hoy en día muchos diseños de productos tienden a combinar la máxima complejidad
y consolidación de las piezas de acero de la más alta resistencia final posible
requeridas para aplicaciones en servicio. Parte de la máxima complejidad” por lo
general requiere de importantes estiramientos que se contraponen con la necesidad
de alta resistencia. Las piezas de este tipo pueden lograrse mediante el estampado
en frío de varias etapas y serían muy difíciles de obtenerlas en una sola etapa. Por
otra parte, el aumento de la resistencia del acero reduce la capacidad de
estiramiento. Por último, los problemas de recuperación elástica aumentan a medida
que aumenta el límite elástico.
El proceso de conformación en caliente puede reducir al mínimo todos los problemas
anteriores.

77
Se utiliza un acero de una metalurgia relativamente simple al Carbono (C)/Manganeso
(Mn) con pequeñas adiciones de Boro (B) y Titanio (Ti). Esta composición permite
obtener un acero estructural bajo en su condición natural, pero que luego de tratado
térmicamente en las prensas de estampado en caliente se obtienen resistencias
hasta tres veces superiores a la de su estado natural. Esto lo convierte en el acero de
mayor resistencia a escala industrial.
La siguiente figura representa un esquema del proceso de hot stamping, donde las
hojas de acero son calentadas para aumentar su capacidad de estiramiento para
luego ser estampadas y por último enfriadas para aumentar la resistencia de la pieza.
Por la resistencia del producto obtenido, generalmente el proceso de terminación y
corte se realiza mediante equipos láser.
Figura 33. Esquema de proceso de Hot Stamp
Fuente: Futaba
Mediante este proceso se logran características que permiten el conformado de
piezas estructurales de diversa complejidad minimizando las problemáticas típicas de
la industria del estampado, como la dificultad de procesar aceros de muy alta
resistencia conformados por procesos convencionales.
Cuando las piezas son sometidas a un tratamiento térmico a temperaturas superiores
a los 800°C, y posterior enfriamiento rápido (25-100°C/s), el material alcanza las
propiedades de un acero de muy alta resistencia. La siguiente figura representa el
ciclo que recorre el material en la gráfica de del material en el proceso de hot
stamping (capacidad de estiramiento y resistencia en función de la variación de
temperatura).

78
Figura 34. Ciclo de empleo de aceros convencionales con Hot Stamp
Fuente: Stamping journal (2006)
El objetivo del conformado en caliente es calentar un acero a temperaturas elevadas
suficientes para:
Aumentar la capacidad de conformado de piezas complejas (se logran
elongaciones del orden del 50%)
Lograr productos finales con muy alta resistencia (2 a 3 veces la resistencia
del material original)
Evitar problemas asociados con la recuperación elástica (propia de los aceros
de mayor resistencia)
Las velocidades de las prensas están en el orden de los dos golpes por minuto para
permitir llegar al temple buscado.
La reducida carga necesaria para la con formación permite múltiples estampados sin
sobrecargar la capacidad de la prensa.
La alta resistencia final obtenida no permite conformaciones adicionales. Los
recortes, cortes y perforaciones deben contar con la capacidad suficiente y a menudo
se utilizan equipos por láser.

79
Proceso hot forming directo
Figura 35. Esquema de proceso Hot Stamp directo
Fuente: Benteler.
En este modelo de proceso, las piezas se estampan a la máxima temperatura para
luego ser enfriadas a los efectos de aumentar la resistencia del material.
La exposición de las herramientas a altas temperaturas necesarias para la
conformación completa de la pieza en caliente, puede dar lugar a grandes variaciones
en la fricción, la eliminación de capas de óxido y desgastes excesivos en las
herramientas. Un enfoque para superar los problemas de fricción es aplicar
recubrimientos adecuados o tratamientos de superficie de las matrices. En algunos
casos se utiliza un recubrimiento de aluminio-silicio (AS) para prevenir la formación de
óxido de la superficie.
Proceso Hot Forming indirecto
Figura 36. Esquema de proceso Hot Stamp indirecto
Fuente: Benteler

80
Este proceso añade un paso respecto al hot forming directo (preformado y corte). El
preformado genera la mayor parte de la geometría de la pieza (90 a 95% de la forma
final) y se realiza con el estampado a temperatura ambiente y matrices
convencionales. A partir de esta etapa se somete al material al ciclo de calentamiento
habitual, pudiendo estampar en caliente las áreas de la pieza que presentan mayores
dificultades en caso de realizarlo a temperatura ambiente. Este proceso de
conformación en caliente fue desarrollado para reducir el desgaste de las
herramientas cuando se procesan aceros sin recubrimiento.
El proceso de conformado indirecto requiere de dos matrices y dos prensas en lugar
de una, lo que redunda en un aumento de costos en este sentido.
Beneficios logrados con el proceso de hot stamping:
Eliminación de la recuperación elástica.
Posibilidad de obtener piezas que requieren elevadas necesidades de
deformación y alta resistencia final.
Precisión en los resultados del estampado.
Excelente comportamiento a la fatiga en las piezas producidas.
Mayor potencial para la reducción de peso en las piezas de seguridad
expuestas a potenciales colisiones.
Formatos obtenidos mediante el soldado de diferentes combinaciones de
espesores, propiedades y recubrimientos superficiales pueden ser producidas
como una solo golpe de estampado obtenidas en caliente.
El control de temperatura en distintos lugares de la matriz, puede crear zonas
con diferentes niveles de resistencia en el estampado final.
D) Unión de las piezas – Soldadura
Introducción
Otro aspecto a considerar dentro de las variables es la eventual unión de las piezas
componentes.

81
Las características físicas particulares de los aceros AHSS presentan ciertos desafíos
a los procesos de soldadura y de unión por adhesión. Los AHSS difieren de los aceros
convencionales en la composición química y microestructura, la cual se verá a su vez
modificada con los procesos de soldadura. Al soldar AHSS, el control del proceso de
producción es importante para un adecuado ensamblado. Los usuarios con controles
de procesos desarrollados no verán importantes cambios en su operación. Si no se
tuvieran podría requerir chequeos adicionales y acciones de mantenimiento más
intensas. Eventualmente podría requerir modificaciones al equipamiento o ajuste de
la metodología de procesos.
Desde el punto de vista seguridad y medio ambiente, los métodos de recubrimiento
de AHSS y aceros convencionales son similares, con lo cual ambos generarán humos.
La cantidad y naturaleza de estos humos depende de los espesores de
recubrimiento, composición de éstos y del proceso de unión. Puede contener
contaminantes que deberán encuadrarse de la misma forma a las regulaciones.
Proceso de unión
Considerando los últimos desarrollos en soldadura, se cuentan a la actualidad más de
100 tipos de procesos de soldadura disponibles. La razón de existencia es el grado
de detalle de estas tecnologías y las ventajas y desventajas de cada una para
aplicaciones específicas.
La mayoría de los procesos genera una unión metálica usando una combinación de
calor, tiempo y presión (o fuerza de sujeción), siendo en general una o dos de las
variables las dominantes, y la restante menos sensible.
La soldadura por arco ofrece la ventaja de la portabilidad a bajo costo, con relativa
lentitud y la elevada necesidad de calor para lograr la soldadura. Los procesos de alta
densidad de energía, como la soldadura láser, generalmente requieren baja cantidad
de calor y son rápidos, pero con equipamientos de elevado costo y la unión de
elementos requiere alta precisión. Las soldadura con aporte no son sensibles a

82
discontinuidades, pero resultan de elevado costo y aplicable a diseños específicos.
Los procesos de resistencia son típicamente los más veloces y no requieren material
de aporte adicional, aunque en general limitados a chapas de espesor delgado y de
aplicabilidad conveniente a alta producción como la industria automotriz.
Fundamentos y principios de la soldadura por resistencia
La soldadura por resistencia representa una familia de procesos de soldadura que
produce el calor necesario para generar la unión soldada mediante lo que se conoce
como efecto joule (J = I x Rt).
De la misma forma en que un cable se calienta con el paso de corriente eléctrica, la
soldadura por resistencia ocurre por el paso de corriente entre las partes a ser
soldadas. Debido a que el acero no es un conductor excelente de electricidad, es fácil
de ser calentado de esta forma.
Existen diversos procesos de soldadura por resistencia. Nos referiremos al más
común de soldadura de punto por resistencia (RSW, resistance spot welding).
Figura 37. Proceso típico de soldadura de punto
Fuente: WorldAutoSteel.
La figura muestra una configuración standard para RSW en la cual dos electrodos de
cobre aplican fuerza y permiten el paso de corriente eléctrica entre las hojas de chapa

83
a ser soldadas. Si las hojas son de acero, la resistencia al flujo de corriente será
mucho más elevada que en los electrodos, por lo que el acero se calentará mientras
que el los electrodos se mantienen relativamente fríos. Existe otra importante
característica que es la resistencia en el contacto entre las partes (las hojas de
chapa). Como se ve en la figura, la mayor resistencia al paso de corriente se da en el
área de contacto, lo que permite la formación de un punto o botón que se genera
exactamente donde es necesario, entre las dos hojas de chapa.
Se indica en la figura el paso de flujo de corriente eléctrica de un electrodo al otro tal
como un circuito eléctrico que contiene siete “resistores”: 1 y 7 refieren a la
resistencia propia de los electrodos de cobre, 2 y 6 representan la resistencia de
contacto entre los electrodos y las hojas, 3 y 5 la resistencia propia de las hojas de
chapa, y 4 la resistencia entre las hojas tal como fue referido.
Otro aspecto de incidencia positiva a la soldadura por resistencia de acero es que a
medida que el acero se calienta, su resistencia relativa frente al cobre se incrementa
más aún. Por esto la resistencia inicial de contacto calienta también la porción
alrededor del punto a soldar, que es calentada más rápidamente debido al aumento
de la resistencia por temperatura. Como resultado, el calentamiento y el punto de
soldadura suceden muy rápidamente. Un tiempo típico de soldadura RSW es
aproximadamente 0,2 seg. La corriente eléctrica requerida, mucho mayor que en la
de arco, es del orden de los 8 a 15 kA.

84
Figura 38. Resistencias asociadas a RSW
Fuente: WorldAutoSteel.
Dentro de los procesos de soldadura por resistencia, adicional al de punto existen
otros tres procesos comunes: de cordón (RSEW - resistance seam welding), flash
(RFW - resistance flash welding) y por proyección (RPW – resistance projection
welding).
RSEW usa dos electrodos rotatorios para generar un cordón entre dos hojas de
chapa. Un ejemplo habitual son los tanques de combustible de chapa, que necesitan
sellado entre las partes.
RFW tiene como partes habituales la unión de barras sólidas.
RPW requiere de características geométricas de una de las partes a soldar. Ejemplo
de esto son las tuercas soldadas a chapas, por ejemplo para sujeción con bulones
removibles.
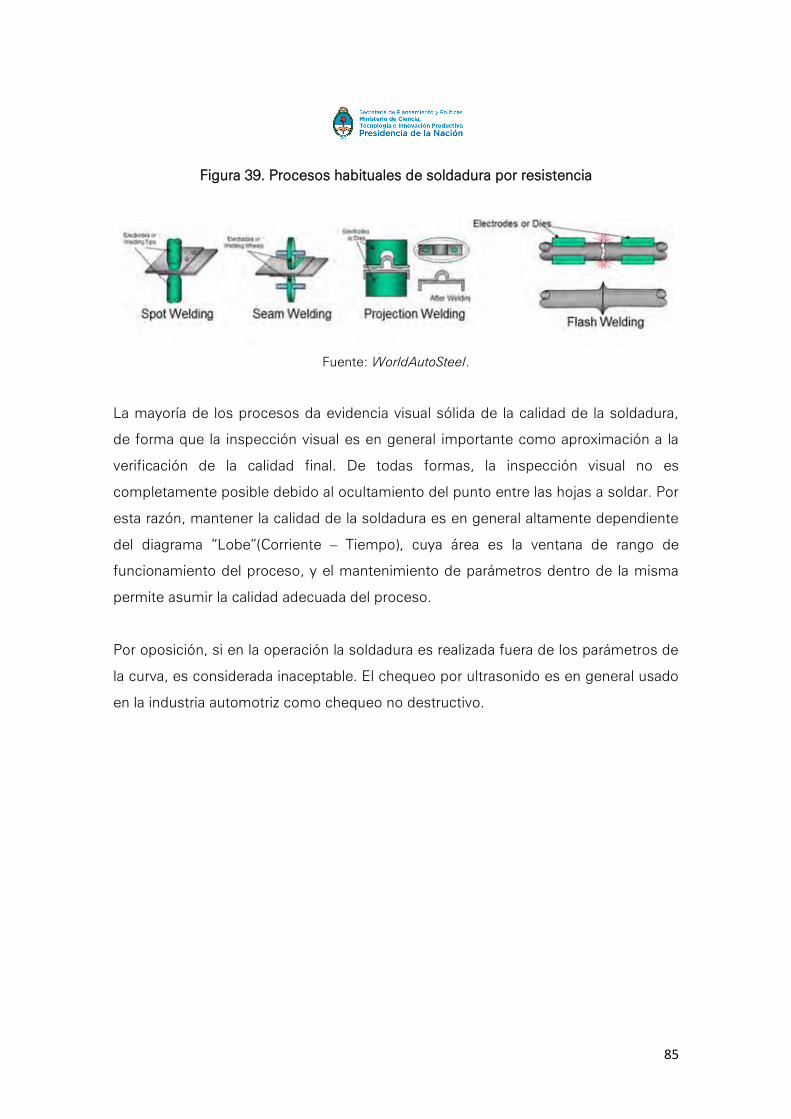
85
Figura 39. Procesos habituales de soldadura por resistencia
Fuente: WorldAutoSteel.
La mayoría de los procesos da evidencia visual sólida de la calidad de la soldadura,
de forma que la inspección visual es en general importante como aproximación a la
verificación de la calidad final. De todas formas, la inspección visual no es
completamente posible debido al ocultamiento del punto entre las hojas a soldar. Por
esta razón, mantener la calidad de la soldadura es en general altamente dependiente
del diagrama “Lobe”(Corriente – Tiempo), cuya área es la ventana de rango de
funcionamiento del proceso, y el mantenimiento de parámetros dentro de la misma
permite asumir la calidad adecuada del proceso.
Por oposición, si en la operación la soldadura es realizada fuera de los parámetros de
la curva, es considerada inaceptable. El chequeo por ultrasonido es en general usado
en la industria automotriz como chequeo no destructivo.

86
Figura 40. Curva “Lobe” típica en soldadura por resistencia
Fuente: WorldAutoSteel.
Por otra parte, la geometría de los electrodos es relevante en RSW. La geometría
básica se selecciona usualmente para optimizar la performance eléctrica-térmica-
mecánica del electrodo.
Figura 41. Geometría más habitual de electrodos empleados en RSW (izq.), y los más
comunes en la industria automotriz (der.)
Fuente: WorldAutoSteel.
Los electrodos deben ser capaces de conducir corriente a la parte, mecánicamente
sostenerla y poder evacuar de la parte el calor generado. Se requiere que puedan
sostener altas cargas a elevada temperatura, manteniendo la conductividad térmica y
eléctrica. En general la geometría adecuada es tal que la sección transversal aumenta

87
rápidamente de distancia hasta la chapa, de forma de priorizar el aporte de calor a la
chapa. El criterio de selección de electrodos para una porción dada es habitualmente
dictado por la necesidad de minimizar el desgaste.
Performance de las uniones soldadas
Los criterios de conformidad varían entre los diversos fabricantes y regiones. Cada
usuario de AHSS requiere establecer su propio criterio de aceptación y la
característica de la resistencia de las soldaduras en AHSS. Los esfuerzos típicos de
evaluación son de resistencia al corte (shear), tracción (tear) y combinaciones de
ambos.
Figura 42. Esfuerzos sobre las uniones soldadas
Fuente: WorldAutoSteel.

88
Figura 43. Micrografía típica de un punto de soldadura
Fuente: WorldAutoSteel.
Figura 44. Corte transversal típico para análisis de la unión soldada
Fuente: WorldAutoSteel.
Como regla general, la resistencia de la soldadura en los AHSS es mayor que en los
aceros convencionales CS para un mismo punto de soldadura.

89
Figura 45. Resistencia al corte de la soldadura de CS y AHSS
Fuente: WorldAutoSteel.
Figura 46. Carga de sujeción para diversos aceros laminados en frío
(según tipo, grado, y recubrimientos)
Fuente: WorldAutoSteel.
E) Máquinas y Herramientas
Consideraciones de diseño de herramientas y matrices para estampado en frío de
aceros AHSS

90
Las herramientas y las matrices sufren desgaste causado por la fricción que resulta
del contacto entre la superficie de la matriz y el metal a conformar. Este daño en la
superficie de la matriz puede causar una pérdida gradual de material.
Figura 47. Forma típica de una matriz de estampado
Fuente: Ohio State University – Center for Precision Forming.
El desgaste de las herramientas se ve afectada por muchos factores:
Resistencia del material
Presión de contacto
Acabado de la superficie del material en contacto
Velocidad de deslizamiento
Temperatura
Revestimiento de la matriz
Lubricación utilizada
A mayor dureza del material, es necesario aplicar mayores esfuerzos para
conformarlos. Esto redunda en un aumento en el desgaste de los moldes que
conduce a errores de calidad del estampado. Este desgaste frecuente requiere del
reemplazo de la matriz actual, lo que provoca pérdidas de producción.

91
Para prevenir el desgaste excesivo de las herramientas y matrices cuando se
conforman aceros AHSS, es necesario utilizar nuevos materiales y mejores
revestimientos en comparación con los estampados de materiales convencionales.
Por las solicitudes de operación, los aceros y recubrimiento utilizados en la
fabricación de las herramientas y matrices para conformar aceros AHSS son
generalmente más costosos que los utilizados en la fabricación de herramientas y
matrices convencionales. Este costo más elevado debería compensarse con las
solicitudes de menor mantenimiento, aumento de la vida útil y mejor rendimiento.
Estampado de aceros AHSS. Consideraciones básicas a contemplar en el diseño y
fabricación de herramientas y matrices:
Materiales de herramientas.
Monobloques convencionales de acero colado no son recomendables para
fabricación de matrices.
Tendencia a la utilización de acero colado con insertos de aceros especiales
para aumentar la fuerza y la resistencia al desgaste.
Rigidez y dureza del sustrato.
Protección de la superficie contra el desgaste.
Rugosidad de la superficie de la herramienta.
Lubricación.
Cuestiones de diseño
Mayores fuerzas de prensa que requieren mayor cantidad de soportes y
resistencia de los mismos en las matrices.
Se requiere más fuerza para la retención de los blank por la alta resistencia del
acero y por el menor espesor, comparado con un acero convencional.
Compensación del springback.
Corte y perforación.
Soportes.

92
Guías.
Descarga de scrap.
Incorporación de canales de refrigeración para evacuar rápidamente el calor
producido por el proceso de estampado.
Figura 48. Forma típica de una matriz de estampado para AHSS
Fuente: Ohio State University – Center for Precision Forming.
Consideraciones de utilización de máquinas para estampado en frío de aceros AHSS
La consideración más común cuando se conforman aceros de mayor resistencia, es
si la prensa está diseñada para resistir la fuerza máxima necesaria para realizar la
operación. La capacidad de la prensa (expresada por ejemplo en kilo Newton o
Toneladas de Fuerza), es un parámetro adecuado para evaluar las características
mecánicas de una prensa de estampado.
La capacidad de tonelaje, indica la fuerza máxima que puede aplicar a la prensa. Sin
embargo, la cantidad de fuerza disponible depende de si la prensa es hidráulica o
accionada mecánicamente.

93
Las prensas hidráulicas pueden ejercer la fuerza máxima durante toda la carrera,
mientras que las prensas mecánicas ejercen su fuerza máxima en un desplazamiento
específico, justo antes del punto muerto inferior.
El consumo de energía inherente a los procesos de conformado de chapa metálica,
está relacionado con la curva de deformación-esfuerzo de cada material. La energía
requerida para deformar plásticamente un material (fuerza por distancia) se
corresponde con el área bajo la curva.
La potencia requerida es una función de las fuerzas aplicadas, el desplazamiento de
las partes móviles, y la velocidad.
En la siguiente figura se representan las curvas de tensión-deformación para aceros
convencionales tipo HSLA y aceros especiales tipo DP para un mismo espesor de
chapa.
Figura 49. Curva típica de tensión de materiales
Fuente: WorldAutoSteel.
A mayor dureza del tipo DP, requiere de mayores cargas de prensa, en comparación
con el HSLA para el mismo espesor de la chapa.

94
Cabe resaltar que el uso de aceros AHSS normalmente se asocia con un espesor
reducido, con lo que se tiende a compensar la carga de prensa requerida.
Los aceros AHSS tienen significativas diferencias en las características de
conformación respecto a los aceros convencionales. Esto presenta un desafío para el
equipamiento convencional (prensas mecánicas e hidráulicas de conformado).
Algunas de las características, en comparación con el conformado de los aceros
convencionales son:
Baja capacidad de deformación / ductilidad.
Variaciones en las propiedades a lo largo de la bobina o entre diferentes lotes.
Mayor probabilidad de rotura del material.
Necesidad de aplicar mayores fuerzas de deformación con mayores presiones
de contacto que se traducen en un elevado aumento de la temperatura en la
interfaz “acero / herramental”, donde se requieren lubricantes de alto
rendimiento y la incorporación de insertos de acero con recubrimientos
avanzados.
Aumento de la recuperación elástica (springback) debido a los altos niveles de
resistencia a la tracción de estos materiales.
Estos desafíos conducen a resolver problemas asociados con la precisión del
conformado y la productividad de la línea. La industria del estampado está
desarrollando diseños de troqueles más avanzados, así como técnicas de fabricación
avanzadas para ayudar a reducir las roturas y el scrap asociados a la utilización de
aceros AHSS en prensas tradicionales.
Las cuestiones antes mencionadas, son en general resultas mediante la utilización de
servoprensas.

95
Servoprensas
Una servoprensa es una máquina utiliza un servomotor como fuente de potencia. La
ventaja del servomotor es que puede controlar la posición y la velocidad del eje de
salida de acuerdo a la etapa del ciclo de trabajo que se esté ejecutando para
conformar una pieza. En las prensas mecánicas convencionales la velocidad y el
avance no es controlado y la máxima fuerza se obtiene en el punto muerto inferior.
Las servoprensas utilizan software para controlar la velocidad de la prensa y la
posición del eje, lo que las hacen mucho más flexibles.
Las servoprensas trabajan a lazo cerrado, es decir realimentando permanentemente
los parámetros de funcionamiento y posición para realizar un control preciso de la
posición y la velocidad en toda la carrera de la máquina.
Esta tecnología es relativamente nueva y está siendo adoptada por los fabricantes de
vehículos en paralelo con la utilización de aceros AHSS.
Existen distintos tipos de servo prensas, tales como las prensas servo mecánicas
donde la potencia del motor se suministra a través de un mecanismo de rotación tal
como una manivela o por un mecanismo de accionamiento directo como con un
tornillo de bolas. También existen prensas servo hidráulicas donde la potencia del
motor se suministra a través de un sistema de presión hidráulica. El servo motor de
alta potencia permite el control directo de la prensa mecánica sin utilizar volantes y
embragues. Los mecanismos fundamentales de conducción siguen siendo los
mismos que los de las prensas convencionales. La siguiente figura muestra un corte
de la sección de control de una servoprensa.
Características de las servoprensas
La tecnología de las servoprensas tiene muchas ventajas en comparación con
prensas mecánicas convencionales cuando se trabaja con materiales AHSS:

96
Carrera ajustable: el movimiento de deslizamiento se puede programar para
ejercer la carga de prensa requerida, por ejemplo para estampados profundos,
y luego cambiar a diferentes rutinas de programa para permitir estampados de
partes de poca profundidad.
Velocidad: en comparación con una prensa mecánica estándar, los fabricantes
de las prensas afirman que pueden obtenerse niveles de productividad
superiores al 35%.
Ahorro de energía: al no estar impulsada en forma continua con un volante, se
reducen los costos en el consumo de energía. Si bien la potencia de motor es
mayor que la de una prensa mecánica cuya capacidad es comparable, en toda
la operación de estampado, el servo motor sólo se utiliza mientras la prensa
se está moviendo y no es necesario impulsar continuamente un volante.
También contribuye al ahorro de energía la operación de frenado dinámico del
servo motor donde la energía de frenado se transfiere de nuevo en el sistema
de potencia (regeneración y almacenamiento en capacitores).
Calidad: con una mejor estabilidad en el conformado se reducen las no
conformidades del producto final.
Prolongación de la vida útil de las herramientas: la disminución de la velocidad
de impacto sobre las herramientas reduce la carga de impacto, maximizando
así la vida de la herramienta.
Reducción del tiempo de paradas de máquina: el embrague sincronizado y la
mayor duración del freno conllevan a realizar mantenimientos con menor
frecuencia.

97
Figura 50. Forma típica de una servoprensa
Fuente: WorldAutoSteel.
La siguiente figura muestra la diferencia entre los movimientos de las prensas
mecánicas respecto de las servo impulsadas. Aquí se observa la flexibilidad de
controlar el movimiento de deslizamiento. El movimiento de deslizamiento de la servo
prensa puede ser programado para producir más piezas por minuto, disminuir de la
velocidad para la deformación del material para reducir los errores de calidad y
reducir la recuperación elástica.

98
Figura 51. Comparación de ciclos de prensa convencional y servoprensa
Fuente: WorldAutoSteel.

99
7. EJES DE DESARROLLO Y BASES PARA LA REALIZACIÓN
DEL ESTUDIO
En este capítulo se abordarán los resultados provenientes del ejercicio de búsqueda
de publicaciones científicas y documentos de patentes que colaborarán con las
conclusiones a nivel global y doméstico para la Argentina a los efectos de obtener
datos registrables sólidos para la validación de eventuales recomendaciones.
Como revisión de los puntos anteriores, la tendencia es abordar vehículos con
carrocerías de acero, que cuentan como factores clave (con acrónimo en inglés
“SAFE”):
Mayor resistencia (Safe - aumento de la seguridad - Safe).
Con costos de producción comparables y accesibles masivamente
(Affordable).
Menor peso de vehículos (Fuel efficiency - reducción de consumo de
combustible).
Simultáneamente manteniendo o reduciendo el uso de recursos materiales y
energía en la fabricación (Environmentally friendly).
Esta evolución contempla los siguientes aspectos:
Materiales: aceros convencionales y de alta resistencia.
Métodos de fabricación (procesos): Hot Stamping, Roll Forming, Hydro
Forming.
Máquinas y herramientas: prensas y matrices.
Respecto de los diseños de vehículos, aspecto previo a la definición de éstos,
nuestro país escasamente participa en el desarrollo de los mismos, los que son
definidos en las casas matrices y los centros globales de diseño.

100
La investigación se desarrolla teniendo como base los resultados de los ejercicios de
búsqueda en bases de datos de publicaciones científicas y documentos de patentes1,
con la evolución en el tiempo en países, temas, instituciones, tecnología, inventores,
entre otros.
A su vez, se convalida la tendencia a nivel local con información recabada de
instituciones usuarias contactadas (siderurgia, autopartista y terminal automotriz).
7.1 Análisis de la producción científica a partir de los resultados de
publicaciones
Por las características productivas de la cadena de valor automotriz argentina, nuestro
país no se caracteriza por generar publicaciones científicas y técnicas relacionadas
con materiales y aplicaciones en el proceso de fabricación de estampado.
La situación a nivel mundial marca las tendencias de quienes son los actores en las
diferentes temáticas.
A continuación se presentan algunos aspectos relevantes que combinan materiales y
procesos de elaboración con:
Materiales:
Aceros avanzados de alta resistencia (AHSS – Advanced High Strength Steel).
Aceros convencionales (CS – Conventional Steel).
1 Thomson Innovation es una solución integrada para la investigación que combina la propiedad
intelectual, la literatura científica con herramientas de análisis, colaboración y alerta en una plataforma
destinada a apoyar la actividad de desarrollo y la investigación a escala global. Las colecciones
consultadas por Thomson Innovation fueron: US Grant, WO App, FR App, US App, AU Innov, AU Grant,
AU App, GB App, DE Util, EP Grant, CA Grant, DE Grant, EP App, CA App, DE App, JP Util, KR Util , CN
Util, JP Grant, KR Grant, JP App, KR App, CN App, Other, DWPI. Web of Science: Producto de
Thomson Scientific ofrece búsqueda retrospectiva de literatura científica; incluye las bases: Science
Citation Index, Social Sciences Citation Index , y and Arts and Humanities Citation Index. Proveedor
Thomson Reuters. www.thomsoninnovation.com
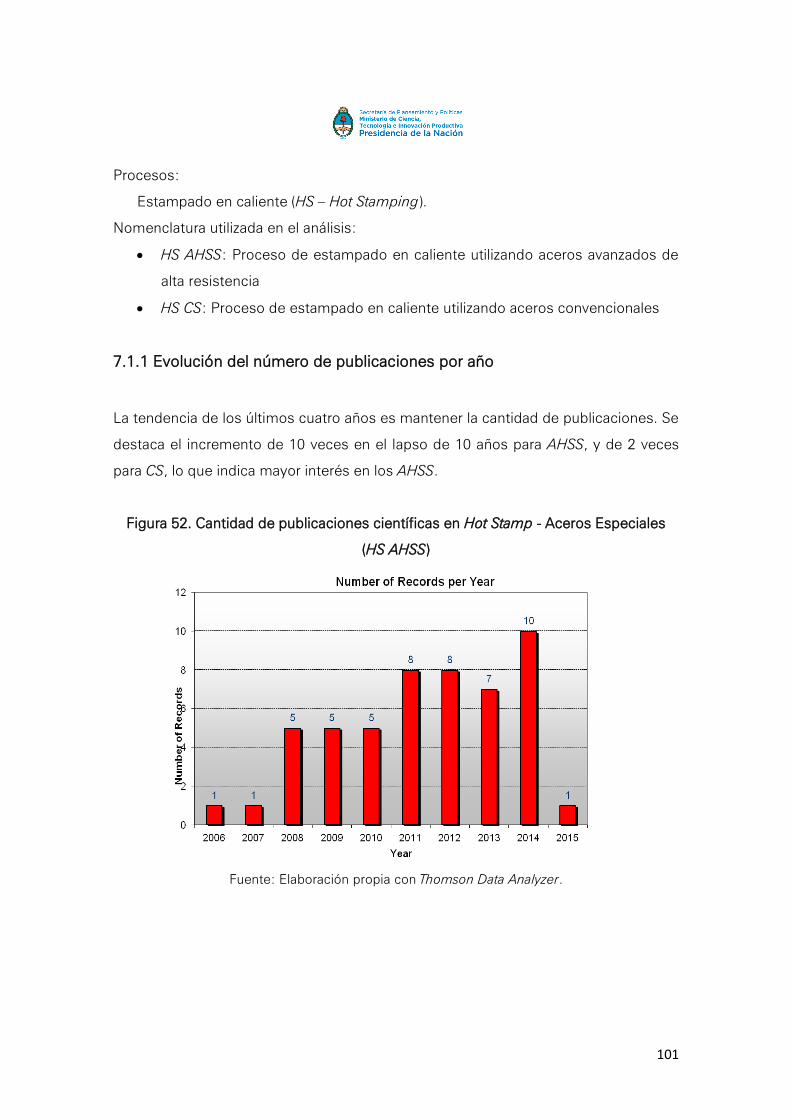
101
Procesos:
Estampado en caliente (HS – Hot Stamping).
Nomenclatura utilizada en el análisis:
HS AHSS: Proceso de estampado en caliente utilizando aceros avanzados de
alta resistencia
HS CS: Proceso de estampado en caliente utilizando aceros convencionales
7.1.1 Evolución del número de publicaciones por año
La tendencia de los últimos cuatro años es mantener la cantidad de publicaciones. Se
destaca el incremento de 10 veces en el lapso de 10 años para AHSS, y de 2 veces
para CS, lo que indica mayor interés en los AHSS.
Figura 52. Cantidad de publicaciones científicas en Hot Stamp - Aceros Especiales
(HS AHSS)
Fuente: Elaboración propia con Thomson Data Analyzer.

102
Figura 53. Cantidad de publicaciones científicas en Hot Stamp - Aceros
Convencionales (HS CS)
Fuente: Elaboración propia con Thomson Data Analyzer.
La tendencia de los últimos diez años indica un incremento de diez veces en
publicaciones sobre aceros especiales. En los últimos cuatro años se mantiene la
cantidad de publicaciones sobre aceros tradicionales, mostrando un estancamiento;
sin embargo, si se toman los últimos diez años la cantidad de publicaciones de
duplica. Se comienza a vislumbrar un mayor interés por los aceros espaciales de alta
resistencia.

103
7.1.2 Principales países que realizan publicaciones
Figura 54. Cantidad de publicaciones científicas en Hot Stamp - Aceros Especiales
(HS AHSS)
Fuente: Elaboración propia con Thomson Data Analyzer.

104
Figura 55. Cantidad de publicaciones científicas en Hot Stamp - Aceros
Convencionales (HS CS)
Fuente: Elaboración propia con Thomson Data Analyzer.
En cantidad de publicaciones asociadas a HS AHSS (aleaciones especiales), Estados
Unidos, China y Corea del Sur se presentan como principales. Otros países que no
figuran como generadores de patentes aparecen como generadores de
publicaciones, pero se puede considerar que ninguno lleva el liderazgo mundial. A
nivel MERCOSUR, cabe destacar que Brasil integra la lista.
En las publicaciones de HS CS (aceros convencionales), China tiene la mayor
intervención seguido por Corea del Sur y con menos de la mitad que China, aparecen
Estados Unidos, Alemania y Japón.
Dentro del rubro otros, se puede vislumbrar una atomización por lo cual se deduce
que hay otros países que en menor medida están publicando sobre el tema.
Vale destacar que los principales países que realizan publicaciones también son los
principales productores de aceros, es decir cuentan con la materia prima en el país

105
para la producción: 1º China, 3º USA, 6º Corea del Sur, Brasil ocupa el 9º puesto
siendo el único país de Latino América dentro del top 20 de productores mundiales.
Figura 56. Los principales 20 países productores de acero en el año 2013. (Cifras en
millones de toneladas)
Fuente: World steel in figures 2014 (World Steel Association)
7.1.3 Publicaciones por país en el tiempo
El liderazgo de Estados Unidos, China y Corea del Sur se destaca por sobre otros
(figura 57). Para aceros especiales en dicho orden, y para aceros convencionales
(figura 58) los países asiáticos son los líderes.
En Europa Alemania, ligado a su tradición automotriz, mantiene una constante en
publicaciones, a lo largo de los últimos 10 años.
Brasil comienza a publicar sobre aceros especiales en los dos últimos años (figura
57), mostrando una tendencia de seguimiento hacia los países productores de aceros
líderes.

106
Figura 57. Cantidad de publicaciones científicas en Hot Stamp - Aceros Especiales
(HS AHSS) por país y por año
Fuente: Elaboración propia con Thomson Data Analyzer.

107
Figura 58. Cantidad de publicaciones científicas en Hot Stamp - Aceros
Convencionales (HS CS) por país y por año
Fuente: Elaboración propia con Thomson Data Analyzer.
7.1.4 Principales entidades que realizan publicaciones
Las principales líneas de investigación en aceros son llevadas a cabo principalmente
por universidades de China, Corea del Sur, Estados Unidos, y otras, y empresas
privadas fundamentalmente de dichos países (figura 59 y 60). No se denota un claro
liderazgo de algunas en particular. Por ello, se observa una gran atomización en el
rubro otros.
Vale destacar que solo la fabricante de vehículos Ford Motors investiga y pública
sobre aceros tradicionales y especiales.

108
Figura 59. Cantidad de publicaciones científicas en Hot Stamp - Aceros Especiales
(HS AHSS) por organizaciones
Fuente: Elaboración propia con Thomson Data Analyzer.
Figura 60. Cantidad de publicaciones científicas en Hot Stamp - Aceros
Convencionales (HS CS) por organizaciones
Fuente: Elaboración propia con Thomson Data Analyzer.

109
7.1.5 Investigadores nuevos por año
Como se puede apreciar en las siguientes figuras, en ambos casos, aceros
especiales y convencionales, nuevos miembros investigadores son
fundamentalmente los generadores de las publicaciones de los últimos 10 años. Esto
válida la gran atomización de entidades / países, que participan en las publicaciones
de la temática.
Figura 61. Cantidad de investigadores nuevos en líneas de investigación de Hot
Stamp -Aceros Especiales (HS AHSS)
Fuente: Elaboración propia con Thomson Data Analyzer.

110
Figura 62. Cantidad de investigadores nuevos en líneas de investigación de Hot
Stamp -Aceros Convencionales (HS CS)
Fuente: Elaboración propia con Thomson Data Analyzer.
7.1.6 Principales tecnologías
En las figuras de a continuación se puede apreciar que las áreas de investigación y
publicación cubren el espectro de la industria en: materiales (metalurgia, ingeniería
mecánica: estructura de los materiales, recubrimientos), manufactura (ingeniería
mecánica e industrial; testeo, automatización y control de procesos), y otros sectores
de aplicaciones (ingeniería generalista, medicina) y de investigación (nanociencias,
física aplicada).
Vale destacar que aunque se continúa investigando sobre los aceros (propiedades del
material), fuertemente las publicaciones se vuelca hacia la manufactura (procesos
productivos) e ingeniería metalúrgica. Esto denota un grado de madurez de las
tecnologías, es decir, que la investigación es aplicada y de mejora de los procesos.

111
Figura 63. Cantidad de publicaciones científicas por áreas de investigación en de Hot
Stamp - Aceros Especiales (HS AHSS)
Fuente: Elaboración propia con Thomson Data Analyzer.
Figura 64. Cantidad de publicaciones científicas por áreas de investigación en de Hot
Stamp - Aceros Convencionales (HS CS)
Fuente: Elaboración propia con Thomson Data Analyzer.
7.1.7 Áreas tecnológicas por año
La evolución de los últimos años nos permite vislumbrar en aceros tradicionales una
reducción en las publicaciones, en particular, las vinculadas a la manufactura
(aplicación), lo que podría indicar el estancamiento del campo de investigación.

112
Así mismo se detecta un aumento en los registros de aceros especiales en los
diferentes campos en general, lo que indica la ampliación del campo de investigación
y un mayor interés hacia los mismos buscando cubrir las necesidades de los
mercados que demandan resistencia estructural y menor peso.
Figura 65. Cantidad de publicaciones científicas por área tecnológica y por año en de
Hot Stamp - Aceros Especiales (HS AHSS)
Fuente: Elaboración propia con Thomson Data Analyzer

113
Figura 66. Cantidad de publicaciones científicas por área tecnológica y por año en de
Hot Stamp - Aceros Convencionales (HS CS)
Fuente: Elaboración propia con Thomson Data Analyzer.
7.1.8 Instituciones que publican
Del total de 27 instituciones que generan publicaciones en los últimos tres años, el
67% (18) corresponde a Universidades e instituciones educativas, y 33% (9) a
empresas privadas.
Si bien no se detecta a ningún líder en lo que respecta a publicaciones, hay que
destacar que entre las empresas productoras de aceros, la fábrica POSCO aparece
como referente. Así mismo solo dos empresas fabricantes de vehículo publican
sobre este tipo de temáticas: Ford Motor y Daimler.

114
Tabla 6. Instituciones líderes en investigación en los últimos tres años en Aceros
Especiales (HS AHSS)
Top Organizations in Last 3 Years In
vestig
ati
on
In
stit
uti
on
s
Northeastern Univ [2]
Pohang Univ Sci & Technol [2]
Univ Sakarya [2]
Deakin Univ [1]
Chinese Acad Sci [1]
Univ Fed Parana [1]
Berg Univ Wuppertal [1]
Shanghai Univ [1]
Bilecik Univ [1]
Inst Fed Parana [1]
Kangwon Natl Univ [1]
Ruhr Univ Bochum [1]
Shanghai Jiao Tong Univ [1]
Swansea Univ [1]
Univ Castilla La Mancha [1]
Univ Fed ABC [1]
Univ Tehran [1]
Univ West Bohemia Pilsen [1]
Co
mp
an
ies
POSCO [2]
Ford Motor Co [1]
Daimler AG [1]
AutoForm Dev GmbH [1]
Electrocell Ind Com Equip Elet LTDA [1]
HWASHIN CO LTD [1]
Metalform [1]
POSTECH [1]
Tata Steel Strip Prod UK RD&T [1]
Fuente: Elaboración propia a partir de Thomson Data Analyzer.

115
Tabla 7. Instituciones líderes en investigación en los últimos tres años en Aceros
Convencionales (HS CS)
Top Organizations in Last 3 Years In
vestig
ati
on
In
stit
uti
on
s
Pusan Natl Univ [3]
Hunan Univ [3]
Deakin Univ [2]
Okayama Univ [2]
Univ Waterloo [2]
Shandong Jianzhu Univ [2]
Uludag Univ [2]
Univ Padua [1]
Dalian Univ Technol [1]
Harbin Inst Technol [1]
Huazhong Univ Sci & Technol [1]
Univ Sci & Technol Beijing [1]
Acad Machinery Sci & Technol [1]
Chinese Acad Sci [1]
Cent Iron & Steel Res Inst [1]
Jilin Univ [1]
Lanzhou Univ Technol [1]
Lulea Univ Technol [1]
Mondragon Unibertsitatea [1]
Politecn Torino [1]
Yuan Ze Univ [1]
Taoyuan Innovat Inst Technol [1]
Univ Genoa [1]
Univ Kebangsaan Malaysia [1]
Univ Kuala Lumpur [1]
Wayne State Univ [1]
Co
mp
an
i
es ArcelorMittal Res [1]

116
Changchun Railway Vehicles Co Ltd [1]
Gestamp R&D [1]
CRM Grp [1]
Gen Motors Global Res & Dev Ctr [1]
Shin Young Co LTD [1]
Fuente: Elaboración propia con Thomson Data Analyzer.
De un total de 32 instituciones que generan publicaciones en los últimos tres años,
81% (26) corresponde a Universidades e instituciones educativas, y 19% (6) a
empresas privadas. Al igual que con aceros especiales, para tradicionales no se
detecta a ningún líder en lo que respecta a publicaciones, destacándose las
universidades ubicadas en China (mayor cantidad de publicaciones).
Vale destacar que el fabricante Arcelor Mittal y la autopartista Gestamp forman parte
de las empresas que publican sobre la temática vinculado a las tecnológicas de
procesamiento más que al material (que se encuentra en estado de madurez).
7.1.9 Redes de asociación
En las siguientes figuras se pueden apreciar los distintos niveles a colaboración entre
las instituciones de investigación principales:

117
Figura 67. Redes de colaboración entre instituciones de investigación en Hot Stamp -
Aceros Especiales (HS AHSS)
Fuente: Elaboración propia con Thomson Data Analyzer.
Se detecta relacionamiento por bloques de países entre universidades y centros de
investigación y empresas privadas. Los principales son Corea del Sur, China, Estados
Unidos, Alemania, India.
La empresa fabricante de aceros POSCO aparece entre las más activas y
relacionadas, vislumbrando vinculación con el fabricante de vehículos Hyundai. En
segundo lugar se puede nombrar a Arcelor Mittal quien realiza investigación y

118
publicaciones por sí sola y vinculadas con universidades y empresas asiáticas y del
Reino Unido.
Figura 68. Redes de colaboración entre instituciones de investigación en Hot Stamp -
Aceros Convencionales (HS CS)
Fuente: Elaboración propia con Thomson Data Analyzer.
Como en los AHSS (aceros especiales), se mantiene un relacionamiento por bloques
de países entre universidades y centros de investigación y empresas privadas, siendo

119
los principales países China, Corea del Sur, Estados Unidos, Alemania e India. Y
aparecen otros relevantes como Inglaterra, Suecia, Italia o Malasia. Por otra parte se
detecta integración entre universidades de diferentes países, posiblemente debido a
la madurez de esta tecnología para materiales no especiales.
Se destaca la presencia de redes de vinculaciones de dos grandes fabricantes de
aceros: Nippon Steel y Arcelor Mittal, y además participan de las redes de
publicación fabricantes de vehículos como Ford Motors, GM y Daewoo. Gestamp se
destaca como empresa autopartista.
7.1.10 Mapas de distribución de tecnologías (ThemeScapes)
Los términos de asociación según los themescapes se concentran principalmente en
aspectos del comportamiento mecánico de los materiales, y en modelos
experimentales de tensiones en material y herramientas.
Se infiere coherencia con la tendencia en la búsqueda de aceros con mayor
resistencia y menor espesor (aleaciones más livianas) y adaptación de los procesos
productivos.

120
Figura 69. Mapa topográfico de los términos con mayor frecuencia de aparición en
publicaciones científicas relacionadas a Hot Stamp - Aceros Especiales (HS AHSS)
Fuente: Elaboración propia con Thomson Innovation.
Figura 70. Mapa topográfico de los términos con mayor frecuencia de aparición en
publicaciones científicas relacionadas a Hot Stamp - Aceros Convencionales (HS CS)
Fuente: Elaboración propia con Thomson Innovation.

121
Los términos de asociación según los themescapes se concentran principalmente en
modelos experimentales (límites de fluencia de los materiales), y en aspectos y
parámetros técnicos de los procesos (tamaño de blanks de chapa, fuerzas de
sujeción).
7.2 Análisis del desarrollo tecnológico a partir de los resultados de patentes
Por las características productivas de la cadena de valor automotriz argentina, nuestro
país no se caracteriza por generar patentes de invención relacionadas con materiales
y aplicaciones en el proceso de fabricación de estampado.
La situación y tendencia a nivel mundial de los actores en las diferentes temáticas
debe ser considerada como guía de potencial aplicación al momento de conservar y
aumentar las posibilidades de producción de piezas estampadas locales.
A continuación se presentan algunos aspectos relevantes que combinan materiales y
procesos de elaboración.
Materiales:
Aceros avanzados de alta resistencia (AHSS – Advanced High Strength Steel).
Aceros convencionales (CS – Conventional Steel).
Procesos:
Estampado en caliente (HS – Hot Stamping).
Conformación con rodillos (RF – Roll Forming).
Nomenclatura utilizada en el análisis:
HS AHSS: Proceso de estampado en caliente utilizando aceros avanzados de
alta resistencia.
HS CS: Proceso de estampado en caliente utilizando aceros convencionales.
RF AHSS: Proceso de conformación con rodillos utilizando aceros avanzados
de alta resistencia.

122
RF CS: Proceso de conformación con rodillos utilizando aceros
convencionales.
7.2.1 Evolución del número de patentes por año
Para todas las categorías analizadas, se observa que la tendencia manifiesta un
aumento de generación de patentes.
Los valores asociados no permiten destacar la tendencia de una combinación
material-proceso dominante.
En base a los gráficos de patentes, los aceros especiales aumentaron su
participación en los últimos 10 años en un 400% y los aceros tradicionales en un
250%. El incremento se justifica por la búsqueda de materiales más livianos con
preponderancia en las tecnologías de procesamiento, por ello se asocia que los
aceros tradicionales siguen vigentes con nuevas formas de procesamiento que les
permiten obtener resistencias mayores y pesos menores.
En lo que respecta al crecimiento del patentamiento en roll forming, el mismo es
tanto para aceros especiales como tradicionales del 800%, explicándose en este
último por el creciente interés en diseño de piezas de sección constante.

123
Figura 71. Evolución anual de solicitudes de patentes en Hot Stamp - Aceros
Especiales (HS AHSS)
Fuente: Elaboración propia con Thomson Innovation.
Figura 72. Evolución anual de solicitudes de patentes en Hot Stamp - Aceros
Convencionales (HS CS)
Fuente: Elaboración propia con Thomson Innovation.

124
Figura 73. Evolución anual de solicitudes de patentes en Roll Forming - Aceros
Especiales (RF AHSS)
Fuente: Elaboración propia con Thomson Innovation.
Figura 74. Evolución anual de solicitudes de patentes en Roll Forming - Aceros
Convencionales (RF CS)
Fuente: Elaboración propia con Thomson Innovation.
7.2.2 Principales países de patentamiento
Japón, Corea del Sur, China y Alemania son los principales países donde se originan
las solicitudes de las patentes y los territorios donde se protegen las mismas;
sumando a Estados Unidos como territorio de interés para las protección de las

125
mismas. Esto coincide con los principales centros de desarrollo y de mayor volumen
de producción.
Tabla 8. Países de generación original de la patente en Hot Stamp - Aceros Especiales
(HS AHSS)
Fuente: Elaboración propia con Thomson Innovation.
Figura 75. Países líderes donde se amplía la patente por interés
Fuente: Elaboración propia con Thomson Data Analyzer.
Para aceros convencionales, se mantiene la misma situación de ser Japón, Corea del
Sur, China y Alemania como los países principales donde se original las solicitudes de
patentes, aunque en menores cantidades. Y coincide a su vez los territorios de
interés para la protección de las mismas.

126
Tabla 9. Países de generación original de la patente en Hot Stamp - Aceros
Convencionales (HS CS)
Fuente: Elaboración propia con Thomson Innovation.
Figura 76. Países líderes donde se amplía la patente por interés
Fuente: Elaboración propia con Thomson Innovation.
Tabla 10. Países de generación original de la patente en Roll Forming - Aceros
Especiales (RF AHSS)
Fuente: Elaboración propia con Thomson Innovation.

127
Figura 77. Países líderes donde se amplía la patente por interés
Fuente: Elaboración propia con Thomson Innovation.
En el caso de este tipo de tecnología el liderazgo lo tiene Corea del Sur, seguido por
China y Japón. Alemania y Australia aparecen como los países no asiáticos más
relevantes para la extensión fura de los países de origen.
Cabe considerar que China es el principal productor de acero en el mundo, seguido
por Japón y Estados Unidos. China consume el 47.3% de la producción mundial de
acero y produce el 48, 5%, seguido en consumo por el resto de Asia (World Steel
Association). En base a su plataforma productora / exportadora, Corea del Sur posee
el consumo aparente per cápita más elevado del mundo.
7.2.3 Principales áreas tecnológicas por país
Las principales áreas tecnológicas en donde están patentando más los países
principales en Hot Stamp - Aceros Especiales (HS AHSS) son las que se observan en
la figura siguiente:

128
Figura 78. Áreas tecnológicas principales por país
Fuente: Elaboración propia con Thomson Innovation.
B21B - Laminado de metales
B21D - Trabajo mecánico o tratamiento de chapas, tubos, barras o perfiles
metálicos sin arranque sustancial de material; corte por punzonado.
C21D - Modificación de la estructura física de los metales ferrosos; dispositivos
generales para tratamiento térmico de metales o aleaciones ferrosas o no
ferrosas; procesos de maleabilización por descarburación, revenido u otros
tratamientos.
C22C - Aleaciones (tratamiento de aleaciones).
C23C - Revestimientos de materiales metálicos; revestimiento de materiales con
materiales metálicos; tratamiento de materiales metálicos por difusión en la
superficie, por conversión química o sustitución; revestimiento por evaporación
en vacío, por pulverización catódica, por implantación de iones o por deposición
química en fase vapor en general.

129
Las principales áreas tecnológicas en donde están patentando más los países
principales en Roll Forming - Aceros Especiales (RF AHSS) son las que se observan
en la figura siguiente:
Figura 79. Áreas tecnológicas principales por país
Fuente: Elaboración propia con Thomson Innovation.
B21C - Fabricación de chapas, alambres, barras, tubos o perfiles metálicos por
procedimientos distintos al laminado; operaciones auxiliares relacionadas con el
trabajo de metales sin arranque sustancial de materia.
B23K - Soldadura sin fusión o desoldeo; soldadura; revestimiento o chapado por
soldadura o soldadura sin fusión; corte por calentamiento localizado (ejemplo:
corte con soplete, trabajo por rayo láser).
E04C - Elementos estructurales; materiales de construcción
Para HS AHSS, en la región asiática, Corea del Sur, China y Japón lideran la cantidad y
variedad de temas y en niveles comparables entre ellos.

130
El registro de la Oficina Europea de Patentes (OEP) manifiesta variedad de temas con
una marcada disminución en la cantidad de patentes presentadas.
Las principales áreas tecnológicas abordadas son la laminación de metales, el
procesamiento y tratamiento de chapas (incluye los bienes de capital, ej.: prensas) y
la modificación estructural a través de tratamientos térmicos (ej. Hot stamping).
Para RF AHSS, en Asia, Corea del Sur, China y Japón también manifiesta su liderazgo
en cantidad y variedad de temas, pero en este caso Corea del Sur está a la
vanguardia de las presentaciones por sobre China y bastante más lejos, Japón. El
interés y productividad del resto de los países se manifiesta en menor grado.
Para Roll forming la principal área tecnológica abordada es el procesamiento y
tratamiento de chapas (Incluye los bienes de capital, ej.: máquinas de corte) y en
menor medida la fabricación de chapas y tubos por nuevos procesos que no utilizan
el laminado.
7.2.4 Patentes por país en el tiempo
En la tecnología asociada con HS AHSS, en los últimos cinco años se manifiesta una
tendencia a presentar menor cantidad de patentes por los países asiáticos quienes
están consolidados en la producción con estos materiales, limitando la investigación
hacia la aplicación. La tendencia global a aumentar las presentaciones la explica
Alemania por su crecimiento en 2014.
Para la tecnología asociada a RF AHSS, tanto Corea del Sur como China mantienen
una tendencia a mantener su protagonismo en la presentación de patentes, con
Japón en crecimiento. Para el caso de Alemania, no es posible marcar una tendencia
dado por los picos y valles en sus presentaciones anuales. Vale destacar que en lo
que respecta a esta área tecnológica, Corea del Sur posee casi el 50% de patentes
mundiales, es decir, que es el principal investigador y fabricante a través de este tipo
de tecnología.

131
Figura 80. Evolución de patentes por año y por país en Hot Stamp - Aceros Especiales
(HS AHSS)
Fuente: Elaboración propia con Thomson Data Analyzer.
Figura 81. Evolución de patentes por año y por país en Hot Stamp - Aceros
Convencionales (HS CS)
Fuente: Elaboración propia con Thomson Data Analyzer.

132
Figura 82. Evolución de patentes por año y por país en Roll Forming - Aceros
Especiales (RF AHSS)
Fuente: Elaboración propia con Thomson Data Analyzer.
7.2.5 Principales empresas que patentan
Para todas las tecnologías, las empresas primordialmente presentan las patentes en
sus países de origen.
Para la tecnología HS AHSS, se destacan cinco empresas que presentan patentes en
otros países que no son los de origen, liderando las mismas Nippon Steel, con
presencia en los cinco países de referencia.
Para la tecnología HS CS, si bien también se destacan cinco empresas que presentan
patentes en otros países que no son los de origen, existe mayor participación de las
mismas fuera de su territorio.
En la tecnología RF AHSS la tendencia es que cada empresa presente sus patentes
en el país de origen, con poca participación en otros países.

133
Las empresas patentan principalmente en Corea del Sur, China y Japón, países que
demuestran tener investigación en las áreas tecnológicas y poseen mano de obra
calificada y a bajo costo para la fabricación de piezas con estas tecnologías a gran
escala.
Se pueden encontrar varias empresas fabricantes de automóviles interesadas en
estas áreas tecnológicas (Honda, Hyundai, Nissan) principalmente asiáticas y solo
una empresa autopartista de presencia mundial como Benteler.
Figura 82. Países principales por empresas líderes en Hot Stamp - Aceros Especiales
(HS AHSS)
Fuente: Elaboración propia con Thomson Innovation.

134
Figura 83. Países principales por empresas líderes en Hot Stamp - Aceros
Convencionales (HS CS)
Fuente: Elaboración propia con Thomson Innovation.
Figura 84. Países principales por empresas líderes en Roll Forming - Aceros
Especiales (RF AHSS)
Fuente: Elaboración propia con Thomson Innovation.

135
7.2.6 Empresas líderes en patentamiento
Como se puede apreciar en las figuras siguientes en todas las tecnologías, el
liderazgo en presentación de patentes lo tienen las empresas siderúrgicas (Nippon
Steel, Posco), seguidas en participación de las empresas de producción de
autopartes conformadas (Benteler y Hyundai).
Figura 85. Empresas líderes en Hot Stamp - Aceros Especiales (HS AHSS)
Fuente: Elaboración Propia con Thomson Innovation.

136
Figura 86. Empresas líderes en Hot Stamp - Aceros Convencionales (HS CS)
Fuente: Elaboración propia con Thomson Innovation.
7.2.7 Nuevas áreas tecnológicas por años
En función de los principales temas que abarcan los documentos obtenidos en las
búsquedas, con su evolución a lo largo de los últimos diez años, observamos la
continuidad e incremento de términos de búsqueda y generación de nuevos en
cantidad relativa.
En lo que respecta a aceros especiales, aparecen nuevas áreas tecnológicas, que no
estaban tipificados anteriormente. Se amplían los campos de investigación.

137
Figura 87. Nuevos términos tecnológicos relacionados con Hot Stamp - Aceros
Especiales (HS AHSS) más usados en el último año
Fuente: Elaboración propia con Thomson Data Analyzer.
Figura 87. Nuevos términos tecnológicos relacionados con Hot Stamp - Aceros
Convencionales (HS CS) más usados en el último año
Fuente: Elaboración propia con Thomson Data Analyzer.

138
Figura 88. Nuevos términos tecnológicos relacionados con Roll Forming - Aceros
Especiales (RF AHSS) más usados en el último año
Fuente: Elaboración propia con Thomson Data Analyzer.
7.2.8 Inventores nuevos por año
Todos los años se presenta un gran crecimiento en la cantidad de nuevos inventores
que se relacionan con las distintas tecnologías, es decir, que los actores principales
suman nuevos participantes a las investigaciones y aplicación de estas áreas
tecnológicas. Esto se explica en algunos países por la tendencia de lograr que los
investigadores apoyen a las áreas industriales, logrando nuevas patentes de
investigación aplicada.

139
Figura 89. Cantidad de inventores nuevos en Hot Stamp - Aceros Especiales (HS
AHSS)
Fuente: Elaboración propia con Thomson Data Analyzer.
Figura 90. Cantidad de inventores nuevos en Hot Stamp - Aceros Convencionales (HS
CS)
Fuente: Elaboración propia con Thomson Data Analyzer.

140
Figura 91. Cantidad de inventores nuevos en Roll Forming - Aceros Especiales (RF
AHSS)
Fuente: Elaboración propia con Thomson Data Analyzer.
7.2.9 Mapas de distribución de tecnologías (Theme Scapes)
Según el theme scapes se vislumbra áreas de trabajo especificas vinculadas a
tecnológicas de procesamiento y tratamiento de materiales. Uno de los principales
picos denota el interés por el método de producción del estampado en caliente,
también se destaca el tratamiento superficial a modo de escudo de chapas y la
producción en forma continua de tubos de acero (figura 92).

141
Figura 92. Mapa topográfico de los términos con mayor frecuencia de aparición en
publicaciones científicas relacionadas a Hot Stamp - Aceros Especiales (HS AHSS)
Fuente: Elaboración propia con Thomson Innovation.
En el área tecnológica de los aceros tradicionales, se puede observar un gran interés
en el tratamiento de los mismos con temperatura, por el método de estampado en
caliente y conformado de partes (figura 93).
Figura 93. Mapa topográfico de los términos con mayor frecuencia de aparición en
publicaciones científicas relacionadas a Hot Stamp - Aceros Convencionales (HS CS)
Fuente: Elaboración propia con Thomson Innovation.
En el roll forming aparecen temáticas vinculadas al mejoramiento del proceso tanto
en frío como en caliente. Se apunta a mejorar la rigidez y alargamiento del curvado,

142
moldeado para lograr nuevas formas, abastecimiento y producción en forma continua
y al uso de múltiples tipos de rodillos para lograr nuevas formas. También se observa
un interés por el tratamiento de soldaduras vinculadas al proceso (figura 94).
Figura 94. Mapa topográfico de los términos con mayor frecuencia de aparición en
publicaciones científicas relacionadas a Roll Forming - Aceros Especiales (RF AHSS)
Fuente: Elaboración propia con Thomson Innovation.
7.3 Análisis de combinación de procesos y materiales de acuerdo a las
publicaciones y patentes detectadas
Según se puede observar en las figuras siguientes, los distintos datos obtenidos a
partir de la información obtenida en el campo de las publicaciones científicas que
muestran hacía donde se concentran más las investigaciones en estos procesos.

143
Figura 95. Datos derivados de las publicaciones científicas
Fuente: Elaboración propia.
El proceso de Hot Stamping con aceros convencionales representa casi la mitad de
las publicaciones encontradas y sumando aceros especiales llega al 59%.
El proceso de Roll Forming genera un escaso 7% de publicaciones asociadas
sumando el empleo de ambas tecnologías de aceros.
Similar valor, 6%, aporta el Hidro Forming y las publicaciones sobre aceros avanzados
(AHSS) aportan el 28% de los documentos encontrados.
Según la orientación temática de las publicaciones, las mismas podemos distribuirlas
en:

144
Figura 96. Distribución temática a partir de las publicaciones científicas
Fuente: Elaboración propia.
Del análisis realizado en este bloque, se podría vislumbrar atractivo y tendencia para
desarrollar el proceso de Hot Stamping sin y con aceros especiales.
Cabe destacar que en el proceso de generación de patentes, la mayoría de ellas en
los últimos años, son generadas por inventores pertenecientes a las empresas
miembro de WorldAutoSteel.
Tanto para patentes como para publicaciones, la participación de Latinoamérica es
casi nula.
Por otra parte, se puede observar en las figuras siguientes, los distintos datos
obtenidos a partir de la información obtenida en el campo de las patentes que
muestran hacía donde se concentran más las mismas en estos procesos.

145
Figura 97. Datos derivados de las patentes
Fuente: Elaboración propia.
El proceso de Hot Stamping representa el mayor atractivo de desarrollo con el 62%
de las patentes presentadas frente al 38% del Roll Forming.
Los aceros convencionales mantienen atractivo y potencial de desarrollo para los
procesos de Hot Stamping y Roll Forming, si bien podría marcarse una tendencia de
crecimiento en los aceros avanzados.

146
8. ANÁLISIS DE LA SITUACIÓN EN ARGENTINA E INSERCIÓN
EN EL CONTEXTO Y DINÁMICA MUNDIAL
Argentina opera como país ensamblador de vehículos y productor de un amplio
espectro de familias de autopartes, varias de las cuales a nivel mundial se encuentran
en intensa evolución de las tecnologías y son las analizadas en este estudio.
Las plataformas de vehículos designadas por las casas matrices, de costo medio y
media / alta complejidad tienen sustento a nivel local en función de –entre varios
aspectos- calificación de mano de obra adecuada. Un aspecto de mejora necesario es
la productividad, medida en hs-h por vehículo.
Existe una base de proveedores histórica instalada para las partes genéricas; pero no
ha acompañado con suficiencia la evolución para atender los requerimientos de
piezas de tecnología, tanto por la incorporación masiva reciente en vehículos (airbags,
sistemas ABS, componentes electrónicos), o por fabricación de piezas de cierta
complejidad y/o alta performance (componentes de motores, piezas estructurales de
alta tecnología).
El mercado interno ha ido evolucionando en volumen, y se espera mantener la
tendencia creando las condiciones de mercado de accesibilidad convenientes al
mercado externo, de acuerdo a las condiciones a nivel regional, tiene potencial de
expansión.
8.1 Algunas apreciaciones sobre la visión de los integrantes de la cadena de
valor Argentina
Para desarrollar este apartado, la información volcada está basada en datos
obtenidos de entrevistas a referentes del sector, centrados específicamente en la
producción de piezas de chapa de acero.

147
Los referentes entrevistados pertenecen a empresas que participan fuertemente en
la cadena de valor local, destinada a la producción de vehículos:
Empresa líder productora de acero, incluyendo el mercado automotriz.
Empresa líder productora de piezas estampadas y soldadas (capital nacional).
Empresa líder en la producción de vehículos (terminal automotriz).
Las entrevistas tuvieron como objetivo entender cuál era la visión de los distintos
referentes de acuerdo al rol que desempeña la empresa a la que representan, en la
cadena de valor local.
De las entrevistas se han extraído las apreciaciones más relevantes acordes al
objetivo del estudio, según los siguientes puntos.
8.1.1 Productos: vehículos y autopartes
Algunas consideraciones sobre:
Posible vigencia de la tecnología de partes en chapa metálica
La coincidencia es absoluta. Todos los sectores consideran la plena vigencia de la
chapa de acero en la producción de partes estructurales de los vehículos.
Participación de la chapa de acero como materia prima en la próxima década.
Tendencia del tipo de aceros
Si bien la coincidencia es absoluta sobre la vigencia de la chapa de acero para la
próxima década como también la tendencia a la utilización de aceros AHSS más
livianos y elásticos, comienzan a aparecer algunas diferencias temporales en cuanto
al tiempo de inicio de utilización de los mismos.
A nivel terminal automotriz, la respuesta presenta cierta incertidumbre dada
fundamentalmente por la baja participación local en los diseños lo que genera ciertas
imprecisiones temporales, dependientes inclusive del destino final de las plataformas
que se fabriquen en el país. A nivel local no hay exigencias regulatorias ni demanda

148
de mercado, lo que sí está sucediendo a nivel regional (MERCOSUR+ México), lo que
implica el cumplimiento de dichas exigencias para habilitar mercados de exportación,
que justifiquen la producción en nuestro país. Por otra parte, las terminales a nivel
mundial unifican plataformas y tecnologías de fabricación, con lo cual una adecuación
a una inclusive menor exigencia es una complicación a nivel operativo de fabricación,
y es habitualmente no realizado.
A nivel autopartismo existe un convencimiento de la mayor utilización de este tipo de
aceros, pero es un sector que trabaja traccionado por la demanda de las terminales
quienes demandan la tecnología. El desafío es poder acompañar dicho
requerimiento, sobre todo de las empresas de capital nacional.
A nivel productor de chapa, se promociona la utilización de aceros convencionales
por más tiempo mediante la utilización de procesos como el Hot Stamping, con lo
que se espera que los aceros AHSS se apliquen en forma más gradual y pensando a
dos décadas. Eventualmente se acuerda entre los centros globales automotrices y
siderúrgicos la disponibilidad de materiales para proyectos, inclusive para provisión
global, independientemente de la ubicación de la fabricación del acero.
Participación de la chapa de aluminio como materia prima en la próxima década.
Tendencia de los tipos de materiales
Existe coincidencia sobre la escasa a nula participación masiva de la chapa de
aluminio en la producción de vehículos a nivel local / regional, salvo eventualmente
algunas autopartes para algún modelo puntual.
Participación de otros materiales (plásticos, compuestos, fibras) como materia prima
sustitutiva de la chapa de acero en la próxima década.
Si bien los materiales compuestos están incrementando la participación de partes de
vehículos, al igual que para el aluminio, se espera en una primera instancia una
escasa a nula participación masiva en Argentina. El uso de esta tecnología tiende a
partes de piel o de vestimenta / decoración.

149
8.1.2 Aspecto procesos de fabricación
Vigencia de los procesos actuales. Horizonte de tiempo
Desde el autopartismo la visión es que seguirán vigentes por un tiempo considerable
(10-20 años). Existe una gran base instalada de máquinas en el mundo que no se van
a desechar.
Desde la visión del sector terminales, sin esperar cambios bruscos, vislumbran una
tendencia gradual hacia el uso gradual de nuevas tecnologías. Los reclamos aparecen
por el lado del management de los proveedores de piezas estampadas. Los
proveedores globales presentan una importante burocracia, mientras que en las
empresas locales se ve una tendencia a la mejora, pero no en forma organizada.
El sector productor de materia prima impulsa el uso de la base instalada, y además la
incorporación de nuevas tecnologías ausentes en el país, como el Hot Stamping.
Necesidad de contemplar nuevas tecnologías de procesos, tipos y tiempos para
tener disponibles en el país / región
En referencia a contemplar nuevas tecnologías de estampado, todos los sectores son
coincidentes con la necesidad de incorporar nuevas tecnologías aun no vigentes o no
maduras en el país, como ser el Hot Stamping, el conformado en frio de los AHSS y el
Roll Forming. La diferencia radica en un aspecto temporal y de visión de negocio
entre los sectores.
Por las características de las piezas, a nivel terminal se manifiesta una preferencia por
el abastecimiento local de aceros, herramental y nuevos procesos.
1) Hot Stamping
La tecnología no se encuentra disponible en el país. La provisión más cercana se
centraliza en Brasil. Una ventaja a nivel país pasa por la disponibilidad de materia
prima de producción local en lo que respecta a aceros convencionales.

150
Para el sector autopartista la incorporación de la tecnología y la necesidad de know
how tiene un fuerte condicionamiento dado por las oportunidades de negocio
(volumen interno pequeño para producción a escala eficiente) y la necesidad de una
importante inversión con un retorno de la misma en un plazo no aceptable, pero es
considerada importante a nivel tecnología.
La visión del sector terminal es una tendencia al aumento de piezas producidas
mediante el uso de esta tecnología. Actualmente el principal proveedor es Brasil. De
existir disponibilidad de fabricantes nacionales de piezas estampadas con este
proceso, la restricción aparece por la adjudicación de las producciones. Las piezas de
las plataformas actualmente en producción difícilmente migren de su lugar de
producción actual (Brasil). La posibilidad de adjudicar piezas localmente pasa por la
aparición de nuevas plataformas para las cuales se estén buscando proveedores que
puedan competir, y que no existen en el país hasta el momento.
La estrategia del principal proveedor de chapa local pasa por la promoción de la
producción de piezas estampadas con esta tecnología, basada fundamentalmente en
la disponibilidad de algunas materias primas que ellos mismo producen y como
transición hacia la producción y uso de AHSS (tendencia a más largo plazo).
Consideran que a nivel mundial se están instalando plantas para producir con esta
tecnología y, particularmente en Brasil y en México existen 5 plantas en cada país
(alguna de ellas en proceso de implementación), traccionadas por una mayor
demanda de piezas producidas por esta tecnología. Se observa un cambio en los
autopartistas de Brasil en este sentido. Para este sector el negocio existe, está
totalmente vigente y en crecimiento y lo consideran una oportunidad para la
Argentina. Lo que entienden debería ser un proceso de puesta en marcha de plantas
productoras de piezas por Hot Stamping, además de la tecnología de producción
(hornos, matrices, corte, etc.), debería añadirse un centro de investigación y
transferencia de conocimientos dado que, además de ser necesario para dar soporte
al proyecto, existen los profesionales locales que disponen del know how para
conducirlo. Para lograr una producción a escala, se estiman cinco años de puesta en

151
régimen de la tecnología y aproximadamente 20 años de vida útil como horizonte
propuesto.
Es esperable que en los próximos años se registre a nivel mundial, pero
principalmente en Norte y Sur América, un crecimiento de la demanda similar al
observado en Europa en la década pasada, triplicándose la cantidad de líneas de Hot
Stamping instaladas como consecuencia del incremento en la demanda de partes por
parte de las terminales, como lo muestra la siguiente figura.
Figura 98. Evolución de partes estampadas en caliente
Fuente: CHS2
En la siguiente figura se muestran las proyecciones actuales para partes estructurales
de los vehículos tipo Sedan americanos de gama media, con una participación del
3 % en 2014, que crece al 19 % en 2015.

152
Figura 99. Migración de mix de aceros en BIW GM
Fuente: General Motors.
Figura 100. Modelos Latam con uso de partes estampadas en caliente
Piezas estampadas en caliente en vehículos
Fuente: Boronextrication2 y carbodydesign3.
2 www.boronextrication.com

153
2) Conformado en frio de AHSS
Los requerimientos en la reducción de peso de los vehículos y la apuesta de los
principales productores de acero a nivel mundial hacen que la tendencia en el uso de
aceros AHSS (Dual Face, TRIP) sea marcada, aunque por el momento estos aceros
cumplen las exigencias mecánicas, por su baja capacidad de alargamiento y la
necesidad de incorporar nuevas y precisas tecnologías de estampado, por el
momento su aplicación se restringe a las piezas simples. Para piezas de mayor
complejidad, estos aceros requieren de la utilización de servo prensas con mayor
capacidad que las prensas convencionales así como de herramental especial, lo que
implica inversiones importantes en nuevas tecnologías de estampado.
Los aceros AHSS que presentan características de mayor capacidad de deformación
(como por ejemplo los TWIP), por el momento estarían disponibles con costos que
los harían perder competitividad debido a una alta dificultad para producirlos y una
baja capacidad de producción a nivel mundial.
A nivel sectorial, en general, todos los sectores coinciden en que existe una
tendencia hacia el uso de AHSS, pero por el momento el volumen de aplicación no es
importante en las plataformas que se producen en la región.
Como mención cabe destacar que el principal productor de aceros local tendría en
proceso de estudio inversiones orientadas a adaptar las líneas de producción para
fabricar y cortar algunos tipos de AHSS.
3) Roll Forming
Tanto desde el sector terminal como desde el sector productor de materia prima,
destacan un crecimiento en el volumen de piezas producidas a través de este
proceso, generado fundamentalmente por la necesidad de conformar piezas con
aceros AHSS donde la geometría es apta para el uso de esta tecnología.
3 www.carbodydesign.com

154
8.1.3 Aspecto performance del proceso productivo
Como aspecto marginal al de evolución tecnológica de este estudio, cabe aclarar lo
expresado por cada eslabón de la cadena mencionada (terminal, productor de partes,
productor de materia prima): todas son conscientes de la necesidad imperiosa de
mejorar la competitividad, lo que es requerido por su cliente respectivo.
El aporte a dicha competitividad tiene grandes oportunidades “puertas adentro” de
las plantas de producción, aún con los equipamientos empleados actualmente,
independientemente del grado de tecnología.
La conclusión de un referente del sector autopartista indica que “es fundamental
hacer bien lo que se hace hoy, no necesariamente adquiriendo tecnología”.
A todos los sectores los vincula la imperiosa necesidad de generar mejoras en
aspectos de organización y gestión para mejorar la performance integral de la
producción de piezas estampadas.
Otros aspectos asociados a cuestiones operativas y técnicas en la conveniencia de
hacer mejor aprovechamiento de la hoja de chapa (blank) dado por el empleo de
cortes en ondas y reaprovechamiento del descarte que se produce luego del
estampado, para producir otros componentes.
Por otra parte desde el sector autopartista se ve como una necesidad el
acercamiento físico de las plantas de rebobinado, corte y provisión de blank así como
la necesidad de disponer de una mayor oferta de aceros locales, dado que el flete es
un factor determinante en la competitividad.

155
8.2 Análisis de Fortalezas / Oportunidades / Debilidades / Amenazas (FODA)
en Argentina, en temas referidos a estampado
Tomando como premisa de contexto la promoción de incorporación de nuevas
plataformas a la producción nacional, en la cual Argentina resulte atractiva como país
productor de vehículos, se analiza la posición frente a diversos aspectos:
8.2.1 Regulaciones y Normativas
Tabla 10. FODA en regulaciones y normativas
REGULACIONES Y NORMATIVAS
Análisis Interno Análisis Externo
Fortalezas Debilidades Oportunidades Amenazas
Argentina sin indicio
de generación de
regulaciones que
den referencia a las
exigencias de
fabricación.
No preparada al
nivel de nuevas
reglamentaciones
de países socios
comerciales
Brasil y México
incorporaron
regulaciones
Fuente: Elaboración propia.

156
8.2.2 Producción de vehículos
Tabla 11. FODA en producción local de vehículos
PRODUCCION LOCAL DE VEHICULOS
Análisis Interno Análisis Externo
Fortalezas Debilidades Oportunidades Amenazas
Argentina es
productora de
vehículos
Mano de obra
calificada apta para
producción de
vehículos de
mediana / alta
complejidad
Base productiva
instalada para
producción de
pick-ups
Baja productividad
(Hs-hombre /
vehículo)
Costos internos
elevados
El mercado
automotriz
demanda cada vez
más vehículos para
uso interno y
potencial
exportación
Cambios en las
reglas de juego
internas o externas
Decisión de
localización de
nuevas
plataformas no
radicadas en
Argentina
Fuente: Elaboración propia

157
8.2.3 Producción de autopartes
Tabla 12. FODA en situación actual del sector
SITUACION ACTUAL DEL SECTOR
Análisis Interno Análisis Externo
Fortalezas Debilidades Oportunidades Amenazas
Argentina es
productora de
partes
Mano de obra
calificada apta
para la producción
automotriz
Importante base
autopartista
instalada
Amplio dominio de
la tecnología de
producción actual
vigente en el País
Rubros con Baja
capacidad de
atender la
fabricación local
(“contenido local”)
Bajo grado de
actualización
tecnológica
Dificultades en la
disponibilidad
energética
Costos internos
elevados del
autopartismo
Perfil de
plataformas
duplicadas en
algunos casos.
Proceso de
localización deben
repagar
(duplicación) de
herramentales.
Fuerte desventaja
para proveedores
locales.
Potencial de mejora
en la productividad
(competitividad)
interna de las
plantas
Incorporación /
actualización de
nuevas tecnologías
y know-how
Falta de incentivos
para que las
empresas que
puede limitar la
evolución y la
cultura de
competitividad de
las mismas
Autopartistas de la
región
acompañando los
requerimientos de
terminales.
Políticas activas en
Brasil.
Fuente: Elaboración propia

158
Tabla 13. FODA en estampado en frío de AHSS
ESTAMPADO EN FRÍO DE AHSS
Análisis Interno Análisis Externo
Fortalezas Debilidades Oportunidades Amenazas
Tecnología no
disponible
know-how escaso
a nulo
Cobertura de
disponibilidad de
partes vía
importación
No atractivo para
mercados externos
(oferta de vehículos
obsoletos a la
reglamentación
externa)
No atractivo para
terminales
ensambladoras
Fuente: Elaboración propia.
Tabla 14. FODA en Roll Forming de AHSS
ROLL FORMING DE AHSS
Análisis Interno Análisis Externo
Fortalezas Debilidades Oportunidades Amenazas
Adecuación
relativamente
simple
Actualización de
know-how
razonablemente
simple (existe en
roll forming
convencional)
Tecnología no
disponible
Cobertura de
disponibilidad de
partes vía
importación
No atractivo para
mercados externos
(oferta de vehículos
obsoletos a la
reglamentación
externa)
No atractivo para
terminales
ensambladoras
Fuente: Elaboración propia.

159
Tabla 15. FODA en Hidro Forming de AHSS
HIDRO FORMING DE AHSS
Análisis Interno Análisis Externo
Fortalezas Debilidades Oportunidades Amenazas
Adecuación
relativamente
simple
Tecnología no
disponible
No atractivo para
mercados externos
(oferta de vehículos
obsoletos a la
reglamentación
externa)
No atractivo para
terminales
ensambladoras
Fuente: Elaboración propia
Tabla 16. FODA en Hot Stamping
HOT STAMPING
Análisis Interno Análisis Externo
Fortalezas Debilidades Oportunidades Amenazas
Coincidencia entre
terminales,
autopartistas y
siderúrgica de la
conveniencia de la
disponibilidad de la
tecnología
Necesidad de
acordar entre
terminales y
proveedores la
disponibilidad de la
oferta
Tecnología no
disponible
Inversiones medias
/ alta
Existencia de
demanda de
mercado
Existencia de
empresas en otros
países con esta
tecnológica
(MERCOSUR:
Brasil)
Terminales que
impongan
especificaciones
técnicas para piezas
a ser producidas
exclusivamente con
esta tecnología
Fuente: Elaboración propia.

160
8.2.4 Producción de materia prima
Básicamente la oferta local de chapa de aceros tradicionales para la industria
automotriz está regida por la producción de Ternium – Siderar (grupo Techint). En lo
que respecta a los aceros especiales, son importados en su totalidad.
Tabla 17. FODA en producción de aceros AHSS
PRODUCCION DE ACEROS AHSS
Análisis Interno Análisis Externo
Fortalezas Debilidades Oportunidades Amenazas
Existen plantas
productoras de
aceros AHSS en la
región (Usiminas y
Arcelor Mittal)
No se producen
aceros AHSS en el
país
No se garantiza el
control del know
how local en la
tecnología de
producción de los
AHSS
No todos los aceros
convencionales que
utiliza el sector
automotriz se
producen en el país
Demanda creciente
del mercado
automotriz de AHSS
No aporte de know
how de
productores de
AHSS de otros
países para la
producción local
Limitaciones en la
importación de
AHSS para el
sector automotriz
Fuente: Elaboración propia.

161
Tabla 18. FODA en producción de aceros convencionales aptos para Hot Stamping
PRODUCCION DE ACEROS CONVENCIONALES APTOS PARA HOT STAMPING
Análisis Interno Análisis Externo
Fortalezas Debilidades Oportunidades Amenazas
No todos los aceros
convencionales que
utiliza el sector
automotriz se
producen en el país
La demora en la
disponibilidad,
expone a entrar en
la fase final de la
vida de esta
tecnología
Posibles inversiones
en curso (en
proceso de
aprobación) para
producir algunos
tipos de AHSS
Los tiempos son
dictados por los
proyectos de las
terminales, de
renovación cada 5
a 8 años
Fuente: Elaboración propia

162
9. CONCLUSIONES Y CIERRE - RECOMENDACIONES A NIVEL
PAÍS
Las publicaciones se han incrementado diez veces en el lapso de la última década
para AHSS (Aceros especiales), y dos veces para CS (Aceros convencionales), lo que
indica un creciente interés en los aceros especiales de alta resistencia.
Estados Unidos, China y Corea del Sur son los principales países que publican sobre
las temáticas de Hot Stamping de Aceros Especiales (HS AHSS), en tanto a nivel
latinoamericano, sólo Brasil, quien muestra interés en los dos últimos años, siguiendo
a los países productores de aceros líderes.
En las publicaciones de Hot Stamping de Aceros Convencionales (HS CS), China tiene
la mayor intervención seguido por Corea del Sur, Estados Unidos, Alemania y Japón.
Vale destacar que los principales países que realizan publicaciones también son los
principales productores de aceros, es decir cuentan con la materia prima en el país
para la producción: 1º China, 3º USA, 6º Corea del Sur, Brasil ocupa el 9º puesto
siendo el único país de latinoamérica dentro del top 20 de productores mundiales.
El proceso de Hot Stamping con aceros convencionales representa casi la mitad de
las publicaciones de estampado y Roll Forming y sumando aceros especiales llega al
59%. Las publicaciones asociadas exclusivamente a propiedades de los aceros
avanzados (AHSS) aportan el 28% de los documentos encontrados.
El objeto de la publicación continúa siendo de carácter de investigación sobre los
aceros (propiedades del material), pero con mayor fuerza se vuelca hacia la
manufactura (procesos productivos) e ingeniería metalúrgica. Esto denota un grado
de madurez de las tecnologías, es decir, que la investigación es aplicada y de mejora
de los procesos.

163
Por las características productivas de la cadena de valor automotriz argentina, nuestro
país no se caracteriza por generar patentes de invención relacionadas con materiales
y aplicaciones en el proceso de fabricación de estampado. Tanto las nuevas
tecnológicas de producto o de procesos son desarrolladas por proveedores globales
que colaboran en el desarrollo de componentes a nivel mundial.
La situación y tendencia a nivel mundial de los actores en las diferentes temáticas
debe ser considerada como guía de potencial aplicación al momento de conservar y
aumentar las posibilidades de producción de piezas estampadas locales.
En lo que respecta al proceso de estampado, los aceros especiales aumentaron su
participación en los últimos 10 años en un 400% y los aceros tradicionales en un
250%. El incremento se justifica por la búsqueda de materiales más livianos con
preponderancia en las tecnologías de procesamiento, por ello se asocia que los
aceros tradicionales siguen vigentes con nuevas formas de procesamiento que les
permiten obtener resistencias mayores y pesos menores.
El crecimiento de patentes en el proceso de Roll Forming (RF), es explicado
principalmente por el creciente interés en diseño de piezas de sección constante.
Japón, Corea del Sur, China y Alemania son los principales países iniciadores de
patentes de procesos de Hot Stamping. Ello coincide con los principales centros de
desarrollo y de mayor volumen de producción.
En lo que respecta a la tecnología del Roll Forming, el liderazgo ampliamente lo lleva
Corea del Sur (50% de las patentes en los últimos 10 años), seguido por China y
Japón.
China es el principal productor y consumidor de acero en el mundo, seguido por
Japón y USA. En base a su plataforma productora / exportadora, Corea del Sur posee
el consumo per cápita más elevado del mundo.

164
Las principales áreas tecnológicas abordadas son la laminación de metales, el
procesamiento y tratamiento de chapas (Incluye los bienes de capital, ej.: prensas) y
la modificación estructural a través de tratamientos térmicos (ej. Hot Stamping).
Las empresas patentan principalmente en Corea del Sur, China y Japón, países que
demuestran tener investigación en las áreas tecnológicas y poseen mano de obra
calificada y a costo competitivo para la fabricación de piezas con estas tecnologías a
gran escala.
En todas las tecnologías, el liderazgo en presentación de patentes lo tienen las
empresas siderúrgicas, seguidas en participación de las empresas de producción de
autopartes conformadas.
Del análisis estadístico de patentes se vislumbra una tendencia hacia desarrollar el
proceso de Hot Stamping sin y con aceros especiales. El proceso de Hot Stamping
representa el mayor atractivo de desarrollo con el 62% de las patentes presentadas
frente al 38% del Roll Forming. Los aceros convencionales mantienen atractivo y
potencial de desarrollo para los procesos de Hot Stamping y Roll Forming, si bien
podría marcarse una tendencia de crecimiento en los aceros avanzados.
Al alcance de este estudio, desde el punto de vista de las autopartes de estructura -
aceptada la vigencia del acero- se detectan dos aspectos esenciales por desarrollar
en actualización tecnológica y disponibilidad. Referimos a nuevos materiales y
procesos:
MATERIALES
Las terminales requieren la disponibilidad de materia prima en especificaciones,
calidad estable y tiempos de disponibilidad adecuados.

165
La oferta local actual, de algunas de las especificaciones necesarias, atiende
parcialmente estos requerimientos, motivo por el cual existe demanda y uso de
materiales e inclusive autopartes importadas.
El uso de aceros convencionales CS en procesos de estampado en caliente, hoy no
disponibles en Argentina, es una demanda actual a cubrir de las terminales. Implica
evaluar las condiciones para el equipamiento tecnológico de empleo en caliente de
materiales básicamente disponibles a nivel local; y el desarrollo de know how para su
procesamiento.
La dirección de empleo de los AHSS en tendencia creciente puede ser atractiva para
evaluar la producción local. Implicaría la generación de know how en empresas
productoras y eventualmente instituciones y organismos de certificación; y la
generación de condiciones de mercado: usuarios (terminales) con proyectos en
volumen y horizonte de tiempo de mediano plazo. Como ejemplo, el productor local
Siderar tiene vinculaciones con el Grupo Usiminas (Usinas Minas Gerais), que es a su
vez desarrollador de know how y productos AHSS.
PROCESOS
El empleo de los aceros superiores a los CS para ser convertidos en autopartes
requiere adecuaciones tecnológicas según cada proceso:
Estampado
o En caliente, con uso de aceros CS convencionales
Como forma de cubrir la demanda actual y futura mediata creciente de partes a partir
de este proceso, implicaría la ampliación de la parte de proceso de tratamiento en
caliente, tanto de máquinas como herramientas; y el know how para el desarrollo en
la construcción y mantenimiento local.
o En frío, con uso de aceros de alta resistencia AHSS
Requiere esencialmente la actualización de conocimiento y tecnología en prensas
servo-motorizadas.

166
o Matrices: know how para el desarrollo en la construcción y
mantenimiento local. Acceso a aceros especiales de elevada
performance.
Roll-forming
La tendencia creciente en diseños de piezas obtenidas de este proceso implica
evaluar la capacidad instalada en el país para eventualmente impulsar el
equipamiento de empresas. La producción local, por diseños y volumen actuales,
emplean capacidad muy baja. Requerirá a su vez know how para el desarrollo de
procesos y mantenimiento local de las herramientas de conformado.
Hidro-forming
La tendencia creciente en diseños de piezas obtenidas de este proceso implica
evaluar la capacidad instalada en el país para eventualmente impulsar el
equipamiento de empresas. La producción local, por diseños y volumen, emplea
capacidad casi nula.
Requerirá a su vez actualización de know how y expertise para el desarrollo de
procesos y mantenimiento local de las herramientas de formado.
De todas formas, parece ser un nicho específico de necesidad; no se avizora un
potencial de actividad relevante y atractivo.
A su vez, a todos los procesos en actividad actual los une la situación de necesidad
de mejora de performance, en la dirección de hacer uso más eficiente de la
capacidad instalada y mejor organización y gestión de procesos para dar mejor
aprovechamiento de los recursos disponibles.
Para todas las actividades se considera conveniente fluidizar la vinculación entre
actores asociados a la investigación, al soporte al desarrollo y la operación, entre
otros universidades e INTI con las diversas empresas.

167
ANEXO METODOLÓGICO
1. INTRODUCCIÓN
El presente Estudio Panorámico de Vigilancia Tecnológica e Inteligencia Competitiva
se basó en dos fuentes de información. Por un lado, fuentes primarias, que
comprende la información surgida de la experiencia y el conocimiento de los
consultores expertos. Por otro lado, las fuentes secundarias, conformadas por las
bases de datos con documentos científicos y de patentes de invención.
Con el apoyo de los representantes de la cámara empresarial del sector se analizó
inicialmente el contexto tecnológico del sector y teniendo en cuenta criterios de
relevancia tecnológica y sectorial y cobertura, se seleccionaron las temáticas y/o
tecnologías de interés, que fueron los focos del estudio.
En función de dichas temáticas y/o tecnologías, los consultores expertos procedieron
a definir las palabras claves y/o códigos de clasificación de patentes CIP4, a partir de
los cuales fue posible construir las diferentes sentencias de búsquedas que se
aplicaron en las bases de datos de publicaciones científicas y de patentes de
invención, a fin de permitir recuperar documentos relevantes que permitieron llevar a
cabo el presente Estudio.
Las bases de datos utilizadas fueron las disponibles en la plataforma de Vigilancia e
Inteligencia Thomson Reuters, denominada Thomson Innovation - TI, a través de la
cual se accedió a más de 95 millones de patentes, de más de 90 países del mundo,
contando además con información de su propia base de datos de patentes Derwent,
4 La Clasificación Internacional de Patentes (CIP), establecida por el Arreglo de Estrasburgo de 1971,
prevé un sistema jerárquico de símbolos independientes del idioma para clasificar las patentes y los
modelos de utilidad con arreglo a los distintos sectores de la tecnología a los que pertenecen. La CIP
divide la tecnología en ocho secciones, con unas 70.000 subdivisiones, cada una de las cuales cuenta
con un símbolo que consiste en números arábigos y letras del alfabeto latino. Tomado de:
http://www.wipo.int/classifications/ipc/es/

168
y a cerca de 50 millones de publicaciones científicas de Web of Science, Conference
Proceedings y Current Contents. Esta plataforma permitió además la utilización de
herramientas de datamining, tales como TextClustering, ThemeScape y de gráficas
estadísticas relacionadas con los campos de información de los documentos de
patentes y de las publicaciones científicas recuperados en las búsquedas.
Por otra parte, toda la primera etapa de búsqueda realizada con el TI, se
complementó con la utilización de otra de las herramientas del proveedor Thomson
Routers, la Thomson Data Analyzer - TDA, permite realizar una gran variedad de
análisis a partir de un corpus determinado, aplicando técnicas de datamining y
textmining.
El periodo de años con el que se realizaron las distintas búsquedas sobre los
sectores de Estudio para el caso de las publicaciones científicas y patentes de
invención fueron 2006:2015 y 2005:2015 respectivamente.
En la tabla 1 se muestran los distintos campos técnicos contenidos en los
documentos de patentes y publicaciones científicas que fueron trabajados para la
construcción de los corpus.

169
Tabla 1. Campos técnicos de publicaciones científicas y patentes. Fuente:
Elaboración propia.
TIPO DE
DOCUMENTO CAMPOS TÉCNICOS
RESULTADOS
OBTENIDOS DESCRIPCIÓN
Publicaciones
Científicas
Fuente
Título
Autor(es)
Fecha
Palabras claves de los
autores
Palabras claves adicionales
Año de publicación
Volumen
Resumen
Base de datos
Cuerpos de
información
Documento
Word o planilla
Excel que
contiene los
campos técnicos
de información
que se
encuentran en
los documentos
de patentes o
publicaciones
científicas que
cumplen los
requisitos de la
sentencia de
búsqueda. Patentes
Título
Resumen
Número de publicación
Solicitante/titular
Inventores
Fecha de publicación
Clasificación Internacional de
Patentes
Fecha de presentación o
prioridad
Cuerpos de
información

170
En la tabla 2 se describen todo lo que se ha generado para el estudio a partir de las
herramientas de TI y TDA con los corpus obtenidos correspondientes al campo
científico y tecnológico.
Tabla 2. Resultados generados a partir del uso de las herramientas TI y TDA
HERRAMI
ENTAS
RESULTAD
OS
OBTENIDOS
INDICADORES Y CAMPOS
TÉCNICOS TRABAJADOS
DESCRIPCIÓN PUBLICA
CIONES
CIENTÌFIC
AS
DOCUMENTO
S DE
PATENTES
THOMSO
N
INNOVATI
ON - TI
GRÁFICAS
ESTADÍSTIC
AS
Evolución
de
publicacio
nes
científicas
por año
Principale
s
institucion
es de
investigac
ión
Autores
líderes
Institucion
es líderes
por año
Principale
s revistas
científicas
Principale
Principales
empresas con
patentes
Evolución de
patentes por
empresas
Principales
áreas
tecnológicas
por empresa
Principales
países por
empresa
Principales
inventores
Principales
áreas
tecnológicas
Principales
áreas
tecnológicas
Gráficas que
corresponden al
análisis
cuantitativo a
partir de los
resultados de
patentes o
publicaciones
científicas que
cumplen los
requisitos de la
sentencia de
búsqueda.

171
s revistas
científicas
por año
por año
Principales
áreas
tecnológicas
por país
Evolución del
número de
patentes
Principales
países de
patentamiento
Principales
países de
origen de
invención
THEMESCA
PE5
Título
Autor(s)
Organizac
ión
Año de
Título y
resumen
Gráfico o mapa
de estilo
topográfico,
llamado
también mapa
5 Themescape: Mapa gráfico que busca mostrar los temas involucrados mediante el análisis de las
palabras de cada documento, permite la visualización del estado de determinadas áreas tecnológicas
sobre los temas que se estén trabajando. Mediante algoritmos de minería de datos, se ubica a cada
documento en un “cluster” o “grupo” especifico. En el mapa se visualizan los nombres de todos los
clusters o grupos que el algoritmo conforma a partir de las palabras presentes en los documentos. De
existir muchos documentos que forman parte del “grupo”, se creará una zona blanca de dimensiones
proporcionales con la cantidad de documentos. Los “grupos” se ubicarán en el mapa, distanciados en
función de la similitud entre las palabras de los “grupos”. Los puntos que se ven indican la existencia de
documentos que no forman parte de un grupo en particular, y estarán ubicados en el mapa en función
también de la similitud de sus palabras con respecto a los grupos conformados. Si los grupos se
encuentran alejados unos de otros indicará que en la tecnología que se ha buscado, los investigadores o
solicitantes se encuentran trabajando en temas diferentes dentro de la misma tecnología. Estos mapas
son útiles para buscar por una misma empresa en donde es posible ver su política de I&D, viendo si los
campos tecnológicos son siempre los mismo o si están surgiendo nuevos campos de interés. Si los
grupos se encuentran muy próximos o que hay grupos con muchas zonas blancas grandes, eso dirá que
todos están interesados en algunos temas específicos dentro de las tecnologías.

172
publicació
n
Resumen
de contenido.
Se interpreta
con la
identificación
de los términos
tecnológicos /
conceptos que
aparecen con
mayor
frecuencia,
como las áreas
en las cuales
hay mayor
interés por
investigar o
solicitar
protección por
la patente
THOMSO
N DATA
ANALYZE
R - TDA
REPORTE
TECNOLOGI
CO6
Autor (s)
Institución
(es)
País
Año de
publicació
n
Disciplina
temática
Inventor (es)
Solicitante (s)
País de
prioridad
Año de
publicación
Nuevas
temáticas
Nuevos
inventores
Nuevas
A través de
técnicas de
minería de
datos y minería
de texto, se
genera un
reporte en
formato Excel
donde se
pueden
visualizar los
6 Reporte Tecnológico: Reporte en formato Excel que representa el análisis de los datos de patentes y
literatura científica. El reporte tecnológico proporciona un análisis de tendencias, perfiles de
competidores, y ayuda a identificar oportunidades de desarrollo estratégico tecnológico.

173
organizaciones
distintos
indicadores a
partir de los
campos
técnicos
trabajados.
REDES –
ADUNA
CLUSTER
MAP7
Institución
(es)
Investigad
or (es)
Empresas
Solicitantes
Mapa que
muestra los
niveles de
interacción
entre
determinados
campos
técnicos.
Fuente: Elaboración propia
7 Redes – Aduna: El Mapa Cluster – Aduna es una forma de visualizar los resultados a partir de una
búsqueda. El mapa muestra una visión general de la relación entre distintos campos técnicos de
publicaciones científicas o patentes (Autor – Autor, Organización – Organización o país – país) según el
interés del estudio.

174
PALABRAS CLAVES Y SENTENCIAS DE BÚSQUEDAS 2.
2.1 Sentencias de Búsquedas para publicaciones científicas
Tabla 3. Ecuaciones de búsqueda para la búsqueda de Publicaciones Científicas –
Tecnologías de Estampados.
SECTOR: Autopartes TEMA DE ESTUDIO: Tecnologías de
Estampados
SUBTE
MA PALABRAS CLAVES SENTENCIAS DE BUSQUEDA
RESULT
ADOS
Hot
stampin
g
Stamping, pressing, hot
stamping, hot formed,
ahss, advanced high
strengh steel, dual phase,
trip, transformation induced
plasticity, complex fase,
martensitic, ferritic bainitic,
twinning induced plasticity,
post forming heat treatable,
nanofibers, nanofibres, hot
isostactic, power
generation, composites,
trim, polymers, nano,
silicon, magnet, bernoulli,
forge, extrusion, car, cars,
vehicle, vehicles,
automobiles, automotive.
ALL=((stamping or pressing or
("hot stamping") or (hot near
formed)) AND (AHSS or
"Advanced High Strengh Steel" or
(dual near phase) or (TRIP or
"TRansformation Induced
Plasticity") or (complex near fase)
or (martensitic) or (ferritic near
bainitic) or ("Twinning Induced
Plasticity") or ("post forming heat
treatable")) NOT (nanofib* or "hot
isostactic" or "power generation"
or composite* or trim* or
polymer* or nano* or silicon or
magnet or Bernoulli or forge* or
extru*) AND (car or cars or
vehicle* or automobile* or
automotive*)) AND (PY>=(2006)
AND PY<=(2015));
50
Stamping, pressing, hot
stamping, hot formed,
ALL=((stamping or pressing or
("hot stamping") or (hot near 107

175
steel, ahss, advanced high
strengh steel, dual phase,
trip, transformation induced
plasticity, complex fase,
martensitic, ferritic bainitic,
twinning induced plasticity,
post forming heat treatable,
nanofibres, nanofibers, hot
isostactic, power
generation, composites,
trim, polymers, nano,
silicon, magnet, bernoulli,
forge, extrusion, car, cars,
vehicle, vehicles,
automobile, automotive.
formed))) AND ALL=(steel) NOT
ALL=((AHSS or "Advanced High
Strengh Steel" or (dual near phase)
or (TRIP or "TRansformation
Induced Plasticity") or (complex
near fase) or (martensitic) or
(ferritic near bainitic) or ("Twinning
Induced Plasticity") or ("post
forming heat treatable"))) NOT
ALL=((nanofib* or (hot near
isostactic) or (power near
generation) or composite* or
trim* or polmer* or nano* or
silicon or magnet or Bernoulli or
forge* or extru*)) AND ALL=((car
or cars or vehicle* or automobile*
or automotive*)) AND
(PY>=(2006) AND PY<=(2015));
Roll
Formin
g
Roll forming, ahss,
advanced high strengh
steel, dual phase, trip,
transformation induced
plasticity, complex fase,
martensitic, ferritic bainitic,
twinning induced plasticity,
post forming heat
treatable, nanofibres,
nanofibers, hot isostactic,
power generation,
composites, trim,
polymers, nano, silicon,
magnet, bernoulli, forge,
ALL=(((roll* near form*)) AND
(AHSS or "Advanced High Strengh
Steel" or (dual near phase) or
(TRIP or "TRansformation Induced
Plasticity") or (complex near fase)
or (martensitic) or (ferritic near
bainitic) or ("Twinning Induced
Plasticity") or ("post forming heat
treatable")) NOT (nanofib* or "hot
isostactic" or "power generation"
or composite* or trim* or polmer*
or nano* or silicon or magnet or
Bernoulli or forge* or extru*) AND
(car or cars or vehicle* or
17

176
extrusion, car, cars,
vehicle, vehicles,
automobile, automotive.
automobile* or automotive*))
AND (PY>=(2006) AND
PY<=(2015));
Roll
Formin
g
Stamping, pressing, hot
stamping, hot formed,
steel, ahss, advanced high
strengh steel, dual phase,
trip, transformation
induced plasticity, complex
fase, martensitic, ferritic
bainitic, twinning induced
plasticity, post forming
heat treatable, nanofibres,
nanofibers, hot isostactic,
power generation,
composites, trim,
polymers, nano, silicon,
magnet, bernoulli, forge,
extrusion, car, cars,
vehicle, vehicles,
automobile, automotive.
ALL=((roll* near form*)) AND
ALL=(steel) NOT ALL=((AHSS or
"Advanced High Strengh Steel" or
(dual near phase) or (TRIP or
"TRansformation Induced
Plasticity") or (complex near fase)
or (martensitic) or (ferritic near
bainitic) or ("Twinning Induced
Plasticity") or ("post forming heat
treatable"))) NOT ALL=((nanofib*
or (hot near isostactic) or (power
near generation) or composite* or
trim* or polmer* or nano* or
silicon or magnet or Bernoulli or
forge* or extru*)) AND ALL=((car
or cars or vehicle* or automobile*
or automotive*)) AND
(PY>=(2006) AND PY<=(2015));
39
Roll
Formin
g
Coil, sheet, blank, steel,
ahss, advanced high
strengh steel, dual phase,
trip, transformation induced
plasticity, complex fase,
martensitic, ferritic bainitic,
twinning induced plasticity,
post forming heat treatable,
nanofibres, nanofibers, hot
isostactic, power
generation, composites,
ALL=(((coil or sheet or blank))
AND (Steel or AHSS or "Advanced
High Strengh Steel" or (dual near
phase) or (TRIP or "TRansformation
Induced Plasticity") or (complex
near fase) or (martensitic) or
(ferritic near bainitic) or ("Twinning
Induced Plasticity") or ("post
forming heat treatable")) NOT
(nanofib* or "hot isostactic" or
"power generation" or composite*
501

177
trim, polymers, nano,
silicon, magnet, bernoulli,
forge, extrusion, car, cars,
vehicle, vehicles,
automobile, automotive.
or trim* or polmer* or nano* or
silicon or magnet or Bernoulli or
forge* or extru*) AND (car or cars
or vehicle* or automobile* or
automotive*)) AND (PY>=(2006)
AND PY<=(2015));
Hidro
Formin
g
Hydro forming, car, cars,
vehicles, automobile,
automotive.
ALL=((hydro near forming) AND
(car or cars or vehicle* or
automobile* or automotive*))
AND (PY>=(2006) AND
PY<=(2015));
10
Fuente: Elaboración propia.
2.2 Sentencias de Búsquedas para patentes
Tabla 4. Ecuaciones de búsqueda para la búsqueda de Patentes – Tecnologías de
Estampados. Fuente: Elaboración propia.
SECTOR: Autopartes TEMA DE ESTUDIO: Tecnologías de
Estampados
SUBTEMA PALABRAS CLAVES SENTENCIAS DE BUSQUEDA
Hot stamping
Steel, sheet, coil,
blank, hot, warm,
warm, high
temperature, mid
temperature,
stamping, form, gas,
conformed, molding,
forge, pressing,
deform, hot formed,
vehicle, automobile,
cars, motor, motors,
parts, C21D, C22C,
TAB=((steel) AND (sheet* OR coil* OR
blank*) AND (hot* OR warm* OR warm * OR
(high AND temperature*) OR (mid AND
temperature*)) AND (stamping OR (form*
AND gas) OR conform* OR mold* OR forg*
OR press* OR deform* or (hot near formed))
AND (VEHICLE* OR automobil* OR car or
cars or motor or motors) AND (PART OR
Parts)) AND AIC=(C21D OR C22C OR C23C
OR B21D OR B21B OR C23C) NOT
TAB=((film* OR fabric* OR cloth* OR photo*
OR hologram* OR Print* OR ((nanofib* or (hot

178
C23C, B21D, B21B,
C23C, film, fabric,
cloth, photo,
hologram, Printing,
nanofib, hot isostactic,
power generation,
composite, trim,
polymers,
nanotechnology,
silicon, magnet,
bernoulli, forge,
extrusion
near isostactic) or (power near generation) or
composite* or trim* or polymer* or nano* or
silicon or magnet or Bernoulli or forge* or
extru*)))) AND (PY>=(2005) AND
PY<=(2015))
High strength, high
tensile, medium
strength, medium
tensile, low strength,
low tensile, ahss,
advanced high
strengh steel, df, dual
phase, trip,
transformation
induced plasticity, cp,
complex fase, ms,
martensitic, fb, ferritic
bainitic, twip,
twinning-induced
plasticity, hf, hot
formed, pfht, post-
forming, heat
treatable, sheet, coil,
blanking, hot, warm,
temperature, high
TAB=(((high AND strength) OR (high AND
tensile) OR (mid* AND strength) OR (mid*
AND tensile) OR (low AND strength) OR low
AND tensile OR AHSS OR (Advanced AND
High AND Strengh AND Steel) OR DF OR
(dual AND phase) OR TRIP OR
(Transformation AND Induced AND Plasticity)
OR CP OR (complex AND fase) OR MS OR
(martensitic) OR FB OR (ferritic AND bainitic)
OR TWIP OR (Twinning-Induced AND
Plasticity) OR HF OR (hot AND formed) OR
PFHT OR (post-forming AND heat AND
treatable)) AND (sheet* OR coil* OR blank*)
AND (hot* OR warm* OR temper* OR (high
AND temperature*) OR (mid AND
temperature*)) AND (stamping OR (form*
AND gas) OR conform* OR mold* OR forg*
OR press* OR deform* or (hot near formed))
AND (VEHICLE* OR automobil* OR car or
cars or motor or motors) AND (PART OR Parts)

179
temperature, medium
temperature,
stamping, forming
gas, conform,
molding, forge,
pressing, deformed,
hot formed, vehicle,
automobile, car, cars,
motor, motors, part,
parts, sheet, coil,
blanking, hot, warm,
temperature, high
temperature, mid
temperature,
stamping, form gas,
conformed, molding,
forge, pressing,
deform, hot formed,
c21d, c22c, c23c,
b21d, b21b, c23c,
film, fabric, cloth,
photo, hologram,
printing, nanofiber,
hot isostactic, power
generation,
composite, trim,
polymers, silicon,
magnet, bernoulli,
forge, extrusion
AND (sheet* OR coil* OR blank*) AND (hot*
OR warm* OR temper* OR (high AND
temperature*) OR (mid AND temperature*))
AND (stamping OR (form* AND gas) OR
conform* OR mold* OR forg* OR press* OR
deform* or (hot near formed)) AND
(VEHICLE* OR automobil* OR car or cars or
motor or motors) AND (PART OR Parts)) AND
AIC=(C21D OR C22C OR C23C OR B21D OR
B21B OR C23C) NOT TAB=((film* OR fabric*
OR cloth* OR photo* OR hologram* OR
Print* OR ((nanofib* or (hot near isostactic) or
(power near generation) or composite* or
trim* or polymer* or nano* or silicon or
magnet or Bernoulli or forge* or extru*))))
AND (PY>=(2005) AND PY<=(2015))

180
Roll Forming
Roll forming, roll
conformed,
nanofibers, hot
isostactic, power
generation,
composite, trim,
polymers, silicon,
magnet, bernoulli,
forge, extrusion, ahss,
advanced high
strengh steel, df, dual
phase, trip,
transformation
induced plasticity, cp,
complex fase, ms,
martensitic, fb, ferritic
bainitic, twip,
twinning-induced
plasticity, hf, hot
formed, pfht, post-
forming, heat
treatable,
B21D000508,
B21D000510.
TAB=(((roll* AND form*) or (roll* AND
conform*)) AND (steel)) NOT TAB=((nanofib*
or "hot isostactic" or "power generation" or
composite* or trim* or polmer* or nano* or
silicon or magnet or Bernoulli or forge* or
extru*) or (AHSS or "Advanced High Strengh
Steel" or (dual near phase) or (TRIP or
"TRansformation Induced Plasticity") or
(complex near fase) or (martensitic) or (ferritic
near bainitic) or ("Twinning Induced Plasticity")
or ("post forming heat treatable"))) AND
AIC=(B21D000508 OR B21D000510) AND
(PY>=(2005) AND PY<=(2015));
Roll forming, roll
conformed, ahss,
advanced high
strengh steel, df, dual
phase, trip,
transformation
induced plasticity, cp,
complex fase, ms,
TAB=(((roll* AND form*) or (roll* AND
conform*)) AND (AHSS or "Advanced High
Strengh Steel" or (dual near phase) or (TRIP or
"TRansformation Induced Plasticity") or
(complex near fase) or (martensitic) or (ferritic
near bainitic) or ("Twinning Induced Plasticity")
or ("post forming heat treatable"))) NOT
TAB=((nanofib* or "hot isostactic" or "power

181
martensitic, fb, ferritic
bainitic, twip,
twinning induced
plasticity, hf, hot
formed, pfht, post
forming, heat
treatable, nanofibers,
hot isostactic, power
generation,
composite, trim,
polymers, silicon,
magnet, bernoulli,
forge, extrusion,
B21D0005.
generation" or composite* or trim* or
polmer* or nano* or silicon or magnet or
Bernoulli or forge* or extru*)) AND
AIC=(B21D0005) AND (PY>=(2005) AND
PY<=(2015));
Fuente: Elaboración propia.

182
3. SIGLAS Y ACRÓNIMOS
3.1 Operadores de búsqueda
*: Su uso permitirá buscar documentos con palabras que comiencen con
las letras que anteceden al operador.
?: Su uso permite reemplazar una letra particular por cualquier letra del
abecedario.
NEAR: Su uso devolverá documentos que posean las dos palabras entre las
que se encuentra, ubicada primera una u otra, existiendo un número de palabras
entre las mismas que se define por el valor que se encuentra luego del operador. EJ.
“A” NEAR2 “B”, buscará documentos que contengan A y B, pero solo cuando no
estén separados por más de 2 palabras.
ADJ: Su uso devolverá documentos que posean las dos palabras entre las
que se encuentra, ubicadas solo en el mismo orden, existiendo un número de
palabras entre las mismas definido por el número que se encuentra luego del
operador. EJ. “A” NEAR2 “B”, buscará documentos que contengan A y B, pero solo
cuando no estén separados por más de 2 palabras.
>= Su uso devolverá documentos que contengan un determinado campo
de información con valores mayores o iguales al valor que antecede.
<= Su uso devolverá documentos que contengan un determinado un
campo de información con valores menores o iguales al valor que antecede.
3.2 Campos de información usados en sentencias de búsquedas
TI: Campo de información referido al título del documento
TAB: Campo de información referido al título y al resumen del documento
AIC: Campo de información referido a la clasificación del documento de
patente, tanto CIP como CPC
PY: Campo de información de año de publicación del documento
ALL: Referido a todos los campos de información del documento
CC: Campo de información de código de país

Related Documents











