ESTUDIO DE PRETRATAMIENTO CON ÁCIDO DILUIDO Y LÍQUIDOS IÓNICOS EN RESIDUOS AGRÍCOLAS PARA LA PRODUCCIÓN DE BIOETANOL DE SEGUNDA GENERACIÓN TESIS PARA OPTAR AL GRADO DE MAGÍSTER EN CIENCIAS DE LA INGENIERÍA MENCIÓN QUÍMICA Y MEMORIA PARA OPTAR AL TÍTULO DE INGENIERO CIVIL QUÍMICO RICARDO MIGUEL PEZOA CONTE PROFESORA GUÍA: M. ELENA LIENQUEO CONTRERAS MIEMBROS DE LA COMISIÓN: ORIANA SALAZAR AGUIRRE JUAN ASENJO DE LEUZE ALEJANDRO GARCÍA MORA CAROLINA SHENE DE VIDTS SANTIAGO DE CHILE MARZO 2010 UNIVERSIDAD DE CHILE FACULTAD DE CIENCIAS FÍSICAS Y MATEMÁTICAS DEPARTAMENTO DE INGENIERÍA QUÍMICA Y BIOTECNOLOGÍA

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

ESTUDIO DE PRETRATAMIENTO CON ÁCIDO DILUIDO Y LÍQUIDOS IÓNICOS EN RESIDUOS
AGRÍCOLAS PARA LA PRODUCCIÓN DE BIOETANOL DE SEGUNDA GENERACIÓN
TESIS PARA OPTAR AL GRADO DE MAGÍSTER EN CIENCIAS D E LA INGENIERÍA MENCIÓN QUÍMICA
Y MEMORIA PARA OPTAR AL TÍTULO DE INGENIERO CIVIL QUÍ MICO
RICARDO MIGUEL PEZOA CONTE
PROFESORA GUÍA: M. ELENA LIENQUEO CONTRERAS
MIEMBROS DE LA COMISIÓN: ORIANA SALAZAR AGUIRRE
JUAN ASENJO DE LEUZE ALEJANDRO GARCÍA MORA CAROLINA SHENE DE VIDTS
SANTIAGO DE CHILE
MARZO 2010
UNIVERSIDAD DE CHILE FACULTAD DE CIENCIAS FÍSICAS Y MATEMÁTICAS DEPARTAMENTO DE INGENIERÍA QUÍMICA Y BIOTECNOLOGÍA


i
RESUMEN DE LA TESIS PARA OPTAR AL GRADO DE MAGISTER EN CIENCIAS DE LA INGENIERÍA, MENCIÓN QUÍMICA E INGENIERÍA CIVIL QUÍMICA POR: RICARDO PEZOA CONTE FECHA EX. GRADO: 13/05/2010 PROF. GUÍA: SRA MARÍA ELENA LIENQUEO
“ESTUDIO DE PRETRATAMIENTO CON ÁCIDO DILUIDO Y LÍQUIDOS IÓNICOS EN RESIDUOS
AGRÍCOLAS PARA LA PRODUCCIÓN DE BIOETANOL DE SEGUNDA GENERACIÓN”
Los residuos agrícolas tienen un gran potencial para ser usados en la producción de biocombustibles. Así, la presente investigación tuvo por objetivo comparar distintos pretratamientos de material lignocelulósico para la producción de bioetanol. Para ello se utilizaron residuos de maíz y trigo desde cultivos locales, con tamaños de partícula entre 2,3 y 8,0 mm. Se probaron tres pretratamientos, todos seguidos de una sacarificación con enzimas celulolíticas comerciales (Celluclast 1.5 y Novozyme 188, Novo Co.). El primero de los pretratamientos fue una hidrólisis ácida diluida, llevada a cabo en autoclave a 121 °C por 30 y 60 min, y con ácido sulfúrico a concentraciones de 0,50, 0,75 y 1,00 % v/v, con una carga de material de 5,0 % p/v. El segundo pretratamiento fue una hidrólisis ácida, similar a la anterior, seguida de una hidrólisis alcalina con hidróxido de sodio 2,0 % p/v, llevada a cabo en autoclave a 121 °C por 60 min. El último pretratamiento se realizó con el líquido iónico (LI) cloruro de 1-etil-3-metilimidazolio ([EMIM+][Cl -]), a tres diferentes temperaturas de reacción: 80, 121 y 150 °C, por 30 y 60 min, con una carga de material de 5,0 % p/p.
Para los mejores resultados obtenidos con residuos de maíz, se estima una producción de 209 L de etanol/Ton de residuo, fruto de la extracción de un 57 % de los azúcares teóricamente disponibles en el material, con un pretratamiento con [EMIM+][Cl -] por 60 min a 150 °C seguido de una hidrólisis enzimática, considerando un rendimiento de 0,42 g de etanol/g de azúcar liberado. Por otra parte, para los residuos de trigo se estima que la mayor producción es de 242 L de etanol/Ton de residuo, fruto de la extracción de un 71 % de los azúcares teóricamente disponibles en el material, utilizando un pretratamiento con 1,00 % v/v de H2SO4 por 60 min en autoclave seguido de una hidrólisis enzimática. Los experimentos mostraron que a medida que se aumentó la concentración de ácido y el tiempo en la hidrólisis ácida, mayor fue la cantidad de azúcares extraídos, gracias a la hidrólisis de hemicelulosas que determinó mayor presencia de xilosa en el licor. En cambio, en el material pretratado con LI ([EMIM +][Cl -], 60 min y 150 °C), un 4 y un 18 % del total de los azúcares fueron liberados en el pretratamiento, mientras que el 96 y 82% restantes fueron liberados en la sacarificación, para residuos de maíz y trigo, respectivamente. Adicionalmente, se encontró que a medida que se aumentó la temperatura en el pretratamiento la cantidad de azúcares liberados en la sacarificación aumentó considerablemente, mientras que se encontraron diferencias significativas cuando se aumentó en 30 min el tiempo de pretratamiento, pudiendo liberar entre 40 y 27 % más de azúcares, para residuos de maíz y trigo respectivamente. Se realizó un modelo cinético de la sacarificación enzimática de tipo exponencial, donde el término pre-exponencial se modeló con un polinomio de segundo grado para el pretratamiento ácido y con un modelo logístico para el pretratamiento con LIs. Acorde con estos modelos, se obtuvo mejoras en los tiempos de hidrólisis enzimática, logrando liberar en 23 y 14 h un 95 % de los azúcares totales liberados con un pretratamiento con LI y otro con ácido diluido seguido de uno alcalino, respectivamente. Este nivel de aceleración del pretratamiento alcalino y del con LI, respecto al pretratamiento ácido se explica por los niveles de disrupción de lignina, donde para el pretratamiento alcalino en particular se encontró una alta solubilización de lignina. Finalmente, se recomienda seguir esta investigación con el propósito de analizar qué pasa en el material cuando se realiza cada pretratamiento, observando cómo se ve afectada la celulosa y lignina principalmente. La mayor tasa de liberación de azúcares por el pretratamiento alcalino podría permitir la utilización de menor cantidad de carga enzimática en la sacarificación, mientras que la utilización de otros LIs como el [EMIM+][HSO3-] podría ayudar en la mayor extracción de lignina en el pretratamiento, gracias al uso de aniones sulfatados.

ii
iii
AGRADECIMIENTOS Al finalizar este largo proceso de estudios no me queda más que agradecer a la gran cantidad de
personas que, aunque sea con un pequeño granito de arena, me han ayudado durante este todo este tiempo.
En primer lugar quisiera agradecer a mis padres, quienes me han apoyado de forma incondicional
desde el inicio de mis estudios, desde el jardín, pasando por el colegio y por los difíciles momentos de los
primeros años en la universidad. Mención importante también merece mi hermana, Natalia, donde tanto su
ayuda como la de mis padres han sido fundamentales para llegar a este momento.
También deseo agradecer a mi familia entera, mis abuelos, tíos y primos que siempre se han
preocupado de mi formación durante estos años. Junto con ello agradecer a mis cuatro grandes amigos del
colegio: Gerardo, Felipe y Renán… gracias por los grandes momentos vividos!!!
Como no referirme a mis amigos de 1er año, Paula, Andrés, Carlos, Leo, Gustavo, Marcelo,
Hernán y Natalia, con quienes pasamos tantas cosas ese primer año, y que sin duda fueron un soporte
fundamental para seguir adelante. Agradezco también a Sonia, quien ha sido la persona que me ha hecho
más reír durante este tiempo, sus chistes y comentarios siempre fueron una distracción de las
preocupaciones académicas. Mis otros amigos, Daniel, Catalina, Maricelle, Maurice, Nonoy, Igor y tantos
otros, quienes también han sido súper importantes.
Mención importante merece Victoria, mi compañera de viaje a Finlandia. Nunca olvidaré todas las
peripecias vividas, el hielo finés y los paseos por sus alrededores…. sencillamente inolvidable. Tampoco
puedo dejar de agradecer a Sari, por su infinita ayuda en Turku, su total disposición a ayudar en el país
nórdico, y así haciendo más placentera nuestra estadía. También agradezco a Pia, Victor, Pasi y a los prof
M. Reunanen, D. Murzin y JP. Mikkola y a tantos otros que seguramente olvido mencionar.
De forma muy especial también deseo agradecer a la prof. M.E. Lienqueo por su gran ayuda en
este trabajo y al prof. Alejandro García, por su colaboración y consejos sobre Finlandia. También
agradecer a Nancy del laboratorio, y junto con ella a todo el personal administrativo del DIQBT, en
especial a Gina y Erika.
Finalmente agradecer al Programa de Investigación Domeyko de la Universidad de Chile, del
Institute for Cell Dynamics and Biotechnology (ICDB), y la Comisión Nacional de Investigación
Científica y Tecnológica del Gobierno de Chile (CONICYT), por medio de su Programa Bicentenario
CONICYT-AKA, Chile - Finlandia CCF-05.
iv
ÍNDICE TEMÁTICO CAPÍTULO I: INTRODUCCIÓN Y MARCO TEÓRICO ................................................................ 1
1. INTRODUCCIÓN ............................................................................................................................ 1
2. MARCO TEÓRICO ........................................................................................................................ 5
2.1. BIOETANOL ............................................................................................................................ 5
2.1.1. Proceso de producción de bioetanol ..................................................................................... 5
2.1.1.1. A partir de azúcares simples .............................................................................................. 5
2.1.1.2. A partir de almidón ............................................................................................................ 6
2.1.1.3. A partir de la holocelulosa ................................................................................................. 6
2.1.2. Etanol como biocombustible ................................................................................................. 7
2.2. ESTRUCTURAS PRESENTES EN LOS MATERIALES LIGNOCELULÓ SICOS ....... 7
2.2.1. Macro estructuras de la materia vegetal ............................................................................... 8
2.2.1.1. Celulosa ............................................................................................................................ 10
2.2.1.2. Hemicelulosa .................................................................................................................... 11
2.2.1.3. Lignina ............................................................................................................................. 13
2.3. PRETRATAMIENTOS DE MATERIALES LIGNOCELULÓSICOS ............................ 14
2.3.1. Pretratamientos físicos ........................................................................................................ 15
2.3.1.1. Destrucción mecánica ...................................................................................................... 15
2.3.2. Pretratamientos físico-químicos ......................................................................................... 16
2.3.3. Pretratamientos químicos .................................................................................................... 16
2.3.3.1. Pretratamiento ácido ........................................................................................................ 16
2.3.3.1.1. Ácido Concentrado ....................................................................................................... 16
2.3.3.1.2. Ácido Diluido ............................................................................................................... 16
2.3.3.2. Pretratamiento alcalino ................................................................................................... 20
2.4. HIDRÓLISIS ENZIMÁTICA ............................................................................................... 21
2.4.1. Tipos de enzimas y mecanismos ........................................................................................ 21
2.4.1.1. Endoglucanasas ............................................................................................................... 21
2.4.1.2. Exoglucanasas .................................................................................................................. 21
2.4.1.3. Celobiasas ........................................................................................................................ 22
2.4.2. Microorganismos que producen celulasas ....................................................................... 22
2.4.3. Condiciones de sacarificación de la celulosa .................................................................... 23
2.5. LÍQUIDOS IÓNICOS (LI) .................................................................................................... 23
2.5.1. Propiedades y usos ............................................................................................................. 23
2.5.2. Disolución de celulosa ........................................................................................................ 24
2.5.3. Líquidos iónicos como pretratamiento de material lignocelulósico ............................... 26
2.5.3.1. Residuos de maíz .............................................................................................................. 27
v
2.5.3.2. Residuos de trigo .............................................................................................................. 28
2.6. FERMENTACIÓN ................................................................................................................. 29
2.7. BIOREFINERÍA .................................................................................................................... 29
3. OBJETIVOS ................................................................................................................................... 32
3.1. OBJETIVO GENERAL ........................................................................................................ 32
3.2. OBJETIVOS ESPECÍFICOS ............................................................................................... 32
4. JUSTIFICACIÓN DEL PROYECTO ......................................................................................... 33
CAPÍTULO II: METODOLOGÍA ...................................................................................................... 34
1. SELECCIÓN Y PREPARACIÓN DEL MATERIAL ................................................................ 34
2. PRETRATAMIENTO ÁCIDO ..................................................................................................... 35
2.1. HIDRÓLISIS ÁCIDA ............................................................................................................ 35
2.2. HIDRÓLISIS ALCALINA .................................................................................................... 36
2.3. HIDRÓLISIS ENZIMÁTICA ............................................................................................... 36
3. PRETRATAMIENTO CON LÍQUIDOS IÓNICOS .................................................................. 37
3.1. LÍQUIDOS IÓNICOS UTILIZADOS ...................................................................................... 37
3.1.1. [EMIM +][Cl -] ........................................................................................................................... 38
3.1.2. [Aliquat+][OH -] ........................................................................................................................ 38
3.2. CONDICIONES DE PRETRATAMIENTO CON LÍQUIDOS IÓN ICOS .......................... 39
3.2.1. [EMIM +][Cl -] ........................................................................................................................... 39
3.2.2. [Aliquat+][OH -] ........................................................................................................................ 39
3.3. HIDRÓLISIS ENZIMÁTICA ................................................................................................... 39
CAPÍTULO III: RESULTADOS Y DISCUSIONES ........................................................................... 42
1. COMPOSICIÓN DE LOS RESIDUOS ....................................................................................... 42
2. COMPARACIÓN DE MÉTODOS DE MEDICIÓN DE AZÚCARES .................................... 42
3. EFECTO DE LA PRESENCIA DE ÁCIDO Y TEMPERATURA EN EL PRETRATAMIENTO EN LA SACARIFICACIÓN DEL MATERIAL ......................................... 47
4. EFECTO DE LA CONCENTRACIÓN Y TIEMPO DEL PRETRATAMIE NTO DE ÁCIDO DILUIDO ................................................................................................................................................ 48
4.1. HIDRÓLISIS ÁCIDA DILUIDA DE RESIDUOS DE MAÍZ ........................................... 48
4.2. HIDRÓLISIS ÁCIDA DILUIDA DE RESIDUOS DE TRIGO ......................................... 53
4.3. EFECTO DE LA ADICIÓN DE UN PRETRATAMIENTO ALCALINO SEGUIDO A UNO CON ÁCIDO DILUIDO EN LA SACARIFICACIÓN DE AMBOS RESIDUOS............. 58
4.4. CINÉTICA DE HIDRÓLISIS ENZIMÁTICA DE RESIDUOS PRETR ATADOS CON ÁCIDO DILUIDO ............................................................................................................................. 61
4.4.1. Residuos de maíz ................................................................................................................. 62
4.4.2. Residuos de trigo ................................................................................................................. 66
5. PRETRATAMIENTO CON LÍQUIDOS IÓNICOS .................................................................. 69
5.1. EFECTO DE LA TEMPERATURA DE PRETRATAMIENTO EN LA SACARIFICACIÓN DEL MATERIAL ......................................................................................... 70
vi
5.2. EFECTO DEL TIEMPO DEL PRETRATAMIENTO CON LÍQUIDOS I ÓNICOS EN LA SACARIFICACIÓN DEL MATERIAL ................................................................................... 74
5.3. EFECTO DEL TIPO DE LÍQUIDO IÓNICO UTILIZADO EN EL PRETRATAMIENTO EN LA SACARIFICACIÓN DEL MATERIAL ..................................... 75
5.4. CINÉTICA DE HIDRÓLISIS ENZIMÁTICA DE RESIDUOS PRETR ATADOS CON LÍQUIDOS IÓNICOS ....................................................................................................................... 78
6. ASPECTOS GENERALES DE LOS PRETRATAMIENTOS PRACTICAD OS .................... 85
CAPÍTULO IV: CONCLUSIONES ..................................................................................................... 89
BIBLIOGRAFÍA ........................................................................................................................................ 92
ANEXOS ................................................................................................................................................... 100
Anexo A: Pretratamientos de material lignocelulósico .......................................................................... 100
Anexo B: Metodologías de conversión de lignina en productos de valor agregado .............................. 106
Anexo C: Compuestos derivados del levoglucosano ............................................................................. 107
Anexo D: Metodologías de conversión de lignina en productos de valor agregado .............................. 109
Anexo E: Diagrama de metodología experimental de pretratamientos ácido y básico diluidos ............ 111
Anexo F: Diagrama de metodología experimental para pretratamiento con líquidos iónicos ............... 112
Anexo G: Reactivo DNS ........................................................................................................................ 113
Anexo H: Actividad enzimática ............................................................................................................. 114
Anexo J: Reacción de sililación ............................................................................................................. 121
Anexo K: Estudio estadístico ................................................................................................................. 122
Anexo L: Ejemplo de cálculo rendimientos…………………………………………………………...127
Anexo M: Figuras de sacarificación de residuos de maíz y trigo pretratados con [EMIM+][Cl -] por 30
y/o 60 min .............................................................................................................................................. 127
Anexo N: Valores de absorbancias DNS/kit comerciales y áreas GC para cálculo de azúcares liberados en cada etapa .......................................................................................................................................... 129
Anexo Ñ: Tiempos de elución y áreas de azúcares en GC .................................................................... 146

vii
ÍNDICE DE TABLAS
Tabla I-1: Contenido de celulosa, hemicelulosa y lignina de materiales lignocelulósicos [6] ...................... .2
Tabla I-2: Métodos de pretratamientos de material lignocelulósico ............................................................ 13
Tabla I-3: Consumos de energía para reducción de tamaño en materiales lignocelulósicos ....................... 14
Tabla I-4: Niveles de azúcares liberados para residuos de trigo con pretratamiento de ácido diluido a 121
°C por 1 hora, antes y después del tratamiento enzimático [11] .................................................................. 18
Tabla I-5: Composiciones másicas en las distintas etapas de pretratamientos de granos (BSG) para su
posterior sacarificación enzimática [48]....................................................................................................... 20
Tabla I-6: Conversión de residuos de maíz pretratados con [BMIM+][Cl -] a distintos tiempos y
temperaturas [24] ......................................................................................................................................... 27
Tabla I-7: Niveles de azúcares reductores liberados después de 12 horas de hidrólisis enzimática de
residuos de trigo pretratados con [EMIM+][DEtPO4-] por 60 min a distintas temperaturas ........................ 28
Tabla III-1: Composición de macroestructuras y otras sustancias de los residuos de maíz y trigo ............. 41
Tabla III-2: Valores de estadístico “t” en cada prueba realizada con un nivel de confianza del 95 % ........ 46
Tabla III-3: Nivel de azúcares reductores para pretratamientos control ...................................................... 48
Tabla III-4: Resultados del test estadístico practicado a los residuos de maíz a nivel de cantidad de
azúcares reductores totales, liberados en distintos tiempos y concentraciones de ácido sulfúrico ............. 50
Tabla III-5: Niveles de azúcares reductores obtenidos para cada etapa de procesamiento de residuos de
maíz con pretratamiento de ácido diluido .................................................................................................... 50
Tabla III-6: Nivel de lignina solubilizada en pretratamiento de ácido diluido para residuos de maíz ......... 50
Tabla III-7: Niveles de xilosa y glucosa liberados en pretratamiento de ácido diluido e hidrólisis
enzimática para residuos de maíz pretratados con ácido sulfúrico 1,00 % v/v por 30 min .......................... 51
Tabla III-8: Niveles de azúcares reductores obtenidos en cada etapa de procesamiento de residuos de trigo
con pretratamiento ácido .............................................................................................................................. 53
Tabla III-9: Resultados del test estadístico aplicado a los residuos de trigo para cantidad de azúcares
reductores totales liberados en distintos tiempos y con diferentes concentraciones de ácido sulfúrico....... 54
Tabla III-10: Niveles de xilosa y glucosa liberados en pretratamiento con ácido diluido e hidrólisis
enzimática para residuos de trigo pretratados con ácido sulfúrico 1,00 % v/v por 60 min .......................... 57
Tabla III-11: Niveles de lignina solubilizada en pretratamiento ácido para residuos de trigo ..................... 57
Tabla III-12: Niveles de lignina y azúcares reductores solubilizados en pretratamiento básico con NaOH
2,0 % p/v, a 121 °C por 60 min .................................................................................................................... 58
Tabla III-13: Niveles de glucosa y xilosa liberados en las distintas etapas de la hidrólisis de material
lignocelulósico. ............................................................................................................................................ 60

viii
Tabla III-14: Coeficientes cinéticos de la hidrólisis enzimática de residuos de maíz pretratados con ácido
sulfúrico y base diluida ................................................................................................................................ 62
Tabla III-15: Condiciones de pretratamiento ácido diluido que permiten maximizar la cantidad de azúcares
reductores liberados en la hidrólisis enzimática de residuos de maíz, según modelo planteado.................. 64
Tabla III-16: Coeficientes cinéticos de la hidrólisis enzimática de residuos de trigo pretratados con ácido
sulfúrico y base diluida ................................................................................................................................ 67
Tabla III-17: Condiciones de pretratamiento ácido diluido que permiten maximizar la cantidad de azúcares
reductores liberados en la hidrólisis enzimática de residuos de trigo, según modelo planteado .................. 69
Tabla III-18: Resultado estudio estadístico a nivel de azúcares totales liberados en la sacarificación de
residuos de maíz y trigo pretratados con [EMIM+][Cl -] a distintas temperaturas por 60 min ...................... 70
Tabla III-19: Niveles de glucosa y xilosa liberados en las distintas etapas del pretratamiento de residuos
agrícolas con [EMIM+][Cl -] a 150 °C por 60 min ........................................................................................ 71
Tabla III-20: Coeficientes cinéticos de la hidrólisis enzimática de residuos de maíz y trigo pretratados con
[EMIM +][Cl -] a distintas temperaturas y por distintos tiempos ................................................................... 80
Tabla III-21: Tiempos de hidrólisis enzimática de obtención del 95 % de azúcares reductores máximos
liberados según modelos cinéticos para los mejores pretratamientos practicados para residuos de maíz y
trigo .............................................................................................................................................................. 80
Tabla III-22: Parámetros de expresión de Arrhenius para [AzRed]máx en la hidrólisis enzimática de
residuos de maíz y trigo pretratados con [EMIM+][Cl -] por 60 min entre 80 y 150 °C ............................... 82
Tabla III-23: Estimación del etanol producido por gramo de material seco a pretratar para residuos de
maíz y trigo procesados con distintos solventes en relación a la cantidad de azúcares reductores obtenidos
...................................................................................................................................................................... 84
Tabla A 1: Pérdida de componentes estructurales a las cuatro semanas de tratamiento con hongos de
pudrición blanca con tallos de bambú como sustrato [84] ......................................................................... 105
Tabla H 1: Nomenclatura soluciones de ensayo ........................................................................................ 114
Tabla H 2: Soluciones de ensayo de enzimas............................................................................................. 114
Tabla H 3: Soluciones de glucosa para calibración .................................................................................... 115
Tabla H 4: Absobancias a 540 nm para ensayos enzimas utilizadas en pretratamiento ácido diluido ....... 115
Tabla H 5: Absobancias a 540 nm para ensayos enzimas utilizadas en pretratamiento LI ........................ 116
Tabla H 6: Nomenclatura ensayos de actividad de celobiasa..................................................................... 117
Tabla H 7: Soluciones de ensayo de actividad celobiasa ........................................................................... 118
Tabla H 8: Absorbancias a 500 nm para ensayos enzimas utilizadas en pretratamiento ácido diluido ..... 118
Tabla H 9: Absorbancias a 500 nm ............................................................................................................ 120
Tabla K 1: Tabla de distribución t-student ................................................................................................. 122

ix
Tabla K 2: Estadístico t y grados de libertad f para pruebas de validación de metodologías de medición
de azúcares ................................................................................................................................................. 123
Tabla K 3: Tabla de estadístico t y grados de libertad f para residuos de maíz pretratados con ácido
sulfúrico...................................................................................................................................................... 123
Tabla K 4: Tabla de estadístico t y grados de libertad f para residuos de maíz pretratados con ácido
sulfúrico.................................................................................................................................................... 1254
Tabla K 5: Nomenclatura de tags en análisis estadístico…………………………………………………125
Tabla N 1: Valores de absorbancias medidos en los licores hidrolizados en los distintos pretratamientos de
ácido diluido, para residuos de maíz y trigo ............................................................................................... 130
Tabla N 2: Valores de absorbancias medidos en los licores hidrolizados en los distintos pretratamientos
alcalinos, para residuos de maíz y trigo ..................................................................................................... 131
Tabla N 3: Valores de absorbancias medidos en el licor de la hidrólisis enzimática de residuos de maíz y
trigo pretratados con ácido diluido ............................................................................................................. 131
Tabla N 4: Valores de absorbancias medidos en el licor de la hidrólisis enzimática de residuos de maíz y
trigo pretratados con ácido diluido y alcalino ............................................................................................ 136
Tabla N 5: Valores de absorbancias registrados para residuos de maíz y trigo pretratados con ácido diluido
en autoclave a las condiciones especificadas ............................................................................................. 137
Tabla N 6: Valores de absorbancias registrados en la hidrólisis enzimática para residuos de maíz y trigo
pretratados con ácido diluido en autoclave a las condiciones especificadas .............................................. 138
Tabla N 7: Valores de absorbancias registrados en la hidrólisis enzimática para residuos de maíz y trigo
pretratados con ácido diluido en autoclave a las condiciones especificadas y pret alcalino ...................... 138
Tabla N 8: Valores de absorbancias registrados en el pretratamiento de residuos de maíz y trigo
pretratados [EMIM][Cl] a 150 °C por 60 min ............................................................................................ 138
Tabla N 9: Valores de absorbancias registrados para la medición de lignina en el pretratamiento de
residuos de maíz y trigo con ácido diluido y alcalino ................................................................................ 139
Tabla N 10: Nomenclatura de ensayos R y S para pretratamiento alcalino adicional ................................ 140
Tabla N 11: Valores de áreas registrados por GC para la medición de monosacáridos a las 72 h de
sacarificación de residuos de maíz y trigo pretratados con [EMIM+][Cl -] a 80 °C por 60 min y para
residuos sin pretratar .................................................................................................................................. 141
Tabla N 12: Valores de áreas registrados por GC para la medición de monosacáridos a las 72 h de
sacarificación de residuos de maíz y trigo pretratados con [EMIM+][Cl -] a 121 y 150 °C por 60
min…..........................................................................................................................................................142
Tabla N 13: Valores de áreas registrados por GC para la medición de monosacáridos a las 6 y 24 h de
sacarificación de residuos de maíz y trigo pretratados con [EMIM+][Cl -] a 150 °C por 60
min………………………………………………………………………………………………………..141
x
Tabla N 14: Valores de áreas registrados por GC para la medición de monosacáridos a las 72 h de
sacarificación de residuos de maíz y trigo pretratados con [Aliquat+][OH-] y sin solventes a 150 °C por 60
min………………………………………………………………………………………………………..142
Tabla N 15: Nomenclatura de tags utilizados……………………………………………………………142
xi
ÍNDICE DE FIGURAS
Figura I-1: Diagramas de bloques de producción de etanol a partir de distintas materias primas ................. 5
Figura I-2: Emisiones de gases de efecto invernadero de acuerdo a fuente de energía ................................. 8
Figura I-3: Componentes estructurales de las lignocelulosas ........................................................................ 9
Figura I-4: Disposición de las macromoléculas dentro de la pared celular de los vegetales [35] .................. 9
Figura I-5: Estructura hebra de celulosa con "n" moléculas de glucosa ..................................................... .10
Figura I-6: Estructura de la celulosa (tipo II) ............................................................................................... 11
Figura I-7: Estructura de la celobiosa .......................................................................................................... 11
Figura I-8: Unidades estructurales presentes en hemicelulosa ..................................................................... 12
Figura I-9: Estructura de arbino-xilooligosacárido de hemicelulosa de paja de trigo .................................. 12
Figura I-10: Unidades y monómeros básicos de la lignina .......................................................................... 13
Figura I-11: Estructura lignina-fenólica-carbohidrato en tejidos vegetales ................................................. 14
Figura I-12: Diagrama de un pretratamiento para material lignocelulósico ................................................. 15
Figura I-13: Descomposición de glucosa y xilosa en furfural y HMF ......................................................... 17
Figura I-14: Unión directa entre arabinoxilano y matriz de lignina ............................................................. 18
Figura I-15: Niveles de azúcares liberados después de la hidrólisis enzimática para residuos de maíz
previamente tratados a 121 °C con ácido sulfúrico a distintas concentraciones y tiempos,......................... 19
Figura I-16: Hidrólisis enzimática de la celulosa ......................................................................................... 22
Figura I-17: Puentes de hidrógeno en estructura de [EMIM +][Cl -] .............................................................. 24
Figura I-18: Hidrólisis enzimática de avicel pretratado con [BMIM+][Cl -] a 130 °C por 10 min ............... 25
Figura I-19: Puentes de hidrógeno entre fibras de celulosa y [EMIM+][Cl -] ............................................... 26
Figura I-20: Diagrama de una biorefinería de biomasa y/o almidón............................................................ 31
Figura II-1: Liofilizador Alpha 1-4 LDplus, Christ ...................................................................................... 34
Figura II-2: Esquema del montaje experimental para hidrólisis ácida ......................................................... 35
Figura II-3: Esquema del montaje experimental de la hidrólisis enzimática ............................................... 37
Figura II-4: Montaje experimental de pretratamiento con líquidos iónicos ................................................. 38
Figura II-5: Montaje experimental de hidrólisis enzimática de material pretratado con líquidos iónicos ... 38
Figura III-1: Azúcares producidos por hidrólisis enzimática de residuos de maíz ...................................... 43
Figura III-2: Azúcares producidos por la hidrólisis enzimática de residuos de trigo ................................... 44
Figura III-3: Composición de hidrolizado de residuos de maíz sin pretratamiento leído en GC ................. 44
Figura III-4: Composición de hidrolizado de residuos de trigo sin pretratamiento leído en GC ................. 45
Figura III-5: Azúcares reductores totales obtenidos para desechos de maíz con pretratamiento ácido,
seguido de una hidrólisis enzimática analizados con DNS .......................................................................... 49

xii
Figura III-6: Azúcares reductores totales obtenidos para desechos de trigo con pretratamiento ácido,
seguido de una hidrólisis enzimática analizados con DNS .......................................................................... 53
Figura III-7: Residuos de maíz y trigo ......................................................................................................... 56
Figura III-8: Diagrama de una biorefinería de residuos agrícolas con pretratamientos ácidos y alcalinos..59
Figura III-9: Cinética de hidrólisis enzimática de residuos de maíz pretratados con ácido sulfúrico a
distintas concentraciones, por 30 min a 121 °C, y otro con pretratamiento alcalino, medidos con DNS .... 62
Figura III-10: Niveles de azúcares reductores liberados en la hidrólisis enzimática de residuos de maíz
pretratados con ácido sulfúrico 0,50 – 1,00 % v/v, para 30 y 60 min según modelo planteado .................. 65
Figura III-11: Cinética de hidrólisis enzimática de residuos de trigo pretratados con ácido sulfúrico a
distintas concentraciones, por 60 min a 121 °C, y otro con pretratamiento alcalino, medidos con DNS .... 66
Figura III-12: Niveles de azúcares reductores liberados en la hidrólisis enzimática de residuos de trigo
pretratados con ácido sulfúrico 0,50 – 1,00 % v/v, para 30 y 60 min según modelo planteado .................. 68
Figura III-13: Azúcares liberados en la hidrólisis enzimática de residuos de maíz pretratados con
[EMIM +][Cl -] a distintas temperaturas por 60 min, medidos con GC……………………………………..69
Figura III-14: Azúcares liberados en la hidrólisis enzimática de residuos de trigo pretratados con
[EMIM +][Cl -] a distintas temperaturas por 60 min, medidos con GC……………………………………..70
Figura III-15: Azúcares liberados para residuos de maíz y trigo pretratados con [EMIM+][Cl +] a 150 °C
por 30 y 60 min, medidos con GC ............................................................................................................... 73
Figura III-16: Azúcares liberados en la hidrólisis enzimática de residuos de maíz pretratados con distintos
solventes iónicos a 150 °C por 60 min, medidos con GC ............................................................................ 75
Figura III-17: Azúcares liberados en la hidrólisis enzimática de residuos de trigo pretratados con distintos
solventes iónicos a 150 °C por 60 min, medidos con GC ............................................................................ 75
Figura III-18: Diagrama de posibles procesos en producción de bioetanol a partir de residuos agrícolas con
tecnología de pretratamiento con [EMIM+][Cl -] .......................................................................................... 76
Figura III-19: Cinética de hidrólisis enzimática de residuos de maíz pretratados con [EMIM+][Cl -] a
distintas temperaturas por 30 y 60 min ........................................................................................................ 77
Figura III-20: Cinética de hidrólisis enzimática de residuos de trigo pretratados con [EMIM+][Cl -] a
distintas temperaturas por 30 y 60 min ........................................................................................................ 78
Figura III-21: Rendimiento de azúcares reductores liberados en HE respecto al total de azúcares máximo
hidrolizable según modelo cinético ajustado para cada pretratamiento de residuos de maíz ....................... 81
Figura III-22: Rendimiento de azúcares reductores liberados en HE respecto al total de azúcares máximo
hidrolizable según modelo cinético ajustado para cada pretratamiento de residuos de trigo ....................... 81
Figura III-23: Diagrama posible para el procesamiento de residuos de maíz para la producción de
bioetanol mediante pretratamiento con [EMIM+][Cl -] ................................................................................. 87
xiii
Figura III-24: Diagrama posible para el procesamiento de residuos de trigo para la producción de
bioetanol mediante pretratamiento con ácido diluido y base diluida ........................................................... 88
Figura A 1: Esquema de planta piloto de explosión a vapor [92] .............................................................. 101
Figura A 2: Solventes orgánicos presentes en el pretratamiento ................................................................ 104
Figura B 1: Descomposición de levoglucosano (anhidroglucosa) en diferentes compuestos [73] ............ 106
Figura C 1: alkilbenzenosulfonato de 1-etil-3-metilimidazolio [EMIM+][ABS-] ...................................... 107
Figura C 2: Ataque del líquido iónico a la matriz de lignina (adaptado de [86]) ....................................... 108
Figura D 1: Degradación de lignina por ataque en enlace éter en guaiacol y vanilina .............................. 110
Figura E 1: Metodología experimental de pretratamientos ácidos y básicos diluidos ............................... 111
Figura F 1: Metodología experimental de pretratamiento con líquidos iónicos ......................................... 112
Figura H 1: Calibración glucosa - DNS para ensayo de actividad ............................................................. 115
Figura H 2: Concentración de enzima celulasa pret ácido v/s glucosa liberada......................................... 116
Figura H 3: Concentración de enzima celulasa pret LIs v/s glucosa liberada ............................................ 117
Figura H 4: Concentración de enzima celobiasa pret ácido v/s glucosa liberada....................................... 119
Figura H 5: Concentración de enzima celobiasa pret LIs v/s glucosa liberada .......................................... 120
Figura J 1: Reacción de sililación .............................................................................................................. 121
Figura M 1: Cinética de hidrólisis enzimática de residuos de maíz pretratados con ácido sulfúrico a
distintas concentraciones, por 60 min a 121 °C, medidos con DNS .......................................................... 128
Figura M 2: Cinética de hidrólisis enzimática de residuos de trigo pretratados con ácido sulfúrico a
distintas concentraciones, por 30 min a 121 °C, medidos con DNS .......................................................... 128
Figura N 1: Calibración ensayo DNS en glucosa ....................................................................................... 129
Figura Ñ 1: Cromatograma de sacarificación enzimática .......................................................................... 146
Figura Ñ 2: Cromatograma de microextracción en fase sólida de licor de sacarificación para determinación
de existencia de furfural, para residuos de trigo pretratados con [EMIM+][Cl -] por 60 min a 150 °C....... 146

xiv
ÍNDICE DE ECUACIONES
Ecuación 1: Estadístico t y grados de libertad f para prueba de medias Test Welch, de varianzas distintas45
Ecuación 2: Relación entre glucosa medida por kit y medida por GC ......................................................... 46
Ecuación 3: Relación entre azúcares totales medida por DNS y medida por GC ........................................ 46
Ecuación 4: Modelo exponencial de sacarificación enzimática ................................................................... 62
Ecuación 5: Modelo diferencial de sacarificación enzimática ..................................................................... 62
Ecuación 6: Expresión para la liberación de azúcares reductores en la hidrólisis enzimática de residuos de
maíz pretratados con ácido diluido (0,50 – 1,00 % v/v) a 121 °C por 30 min ............................................. 64
Ecuación 7: Expresión para la liberación de azúcares reductores en la hidrólisis enzimática de residuos de
maíz pretratados con ácido diluido (0,50 – 1,00 % v/v) a 121 °C por 60 min ............................................. 64
Ecuación 8: Expresión para la liberación de azúcares reductores en la hidrólisis enzimática de residuos de
trigo pretratados con ácido diluido (0,50 – 1,00 % v/v) a 121 °C por 30 min ............................................. 67
Ecuación 9: Expresión para la liberación de azúcares reductores en la hidrólisis enzimática de residuos de
trigo pretratados con ácido diluido (0,50 – 1,00 % v/v) a 121 °C por 60 min ............................................. 68
Ecuación 10: Expresión de modelo logístico para la cantidad de azúcares máxima hidrolizable en la
hidrólisis enzimática de material pretratado con [EMIM][Cl] por 60 min .................................................. 83
Ecuación 11: Expresión para la liberación de azúcares reductores en la hidrólisis enzimática de residuos de
trigo pretratados con [EMIM+][Cl -] entre 80 y 150 °C por 60 min .............................................................. 84
Ecuación 12: Expresión para la liberación de azúcares reductores en la hidrólisis enzimática de residuos de
maíz pretratados con [EMIM+][Cl -] entre 80 y 150 °C por 60 min .............................................................. 84
Ecuación L 1: Cálculo de rendimientos…………………………………………………………………..126
Ecuación N 1: Calibración absorbancia DNS v/s glucosa ......................................................................... 129
Ecuación N 2: Cálculo cantidad de azúcares reductores en pretratamiento ácido en función de absorbancia
medida por ensayo DNS con curva de calibración en glucosa ................................................................... 129
Ecuación N 3: Cálculo cantidad de azúcares reductores en pretratamiento alcalino en función de
absorbancia medida por ensayo DNS con curva de calibración en glucosa ............................................... 131
Ecuación N 4: Cálculo cantidad de azúcares reductores en sacarificación en función de absorbancia
medida por ensayo DNS con curva de calibración en glucosa ................................................................... 131
Ecuación N 5: Cantidad másica de xilosa en la muestra ............................................................................ 137
Ecuación N 6: Cantidad másica de glucosa en la muestra ......................................................................... 137
Ecuación N 7: Cantidad de lignina solubilizada en pretratamientos ácido y alcalino…………………...138 Ecuación N 8: Expresión para el cálculo de másico de monosacáridos a través de mediciones
GC………………………………………………………………………………………………………...141

1
CAPÍTULO I: INTRODUCCIÓN Y MARCO TEÓRICO
1. INTRODUCCIÓN
Según estimaciones de la CNE1 en Chile la demanda por combustibles en 2010 será de 3,33
millones de m3, con un crecimiento anual del 2,5 % [1]. Esta información refleja el alto aumento de
consumo de gasolinas si se coteja con los casi 2 millones de m3 que se demandaron en 1990 [2]. Otro
antecedente es la gran emisión de gases de efecto invernadero que hoy en día se generan por la utilización
de combustibles fósiles. Así, ambos antecedentes dejan en evidencia la imperiosa necesidad del país de
buscar nuevas fuentes de energía, que en principio sean renovables y que sus precios puedan ser
competitivos en el mercado de las gasolinas convencionales.
Bajo esta premisa ha nacido la idea de los biocombustibles (bioetanol, biodiesel y biogás), los
cuales se basan en ser producidos a partir de materias primas renovables, tales como maíz, trigo, caña de
azúcar, material proveniente de residuos de la industria forestal y agrícola, micro y macro algas, etc. [3].
Estos biocombustibles contribuirían a la expansión de la matriz energética del país hacia el uso de fuentes
de energía renovables, y a la vez disminuirían la emisión de gases de efecto invernadero debido al cierre
del ciclo de liberación de CO2 en su uso con plantaciones vegetales que absorben vía fotosíntesis este
compuesto [4].
Así, fruto de la fermentación de los azúcares presentes en estas materias primas es posible obtener
etanol como biocombustible, el cual ya es utilizado en mezclas con gasolinas convencionales por distintos
países, tales como Brasil, EE.UU y la Unión Europea [3]. Sin embargo, la obtención de etanol de primera
generación usando maíz (Zea mays) y trigo (Triticum aestivum) podría sufrir ciertas dificultades, debido a
la poca cantidad de tierras disponibles para su cultivo y a la competencia con el mercado alimenticio
[5],[6].
De esta forma, es necesario visualizar otras materias primas que permitan producir bioetanol, sin
generar un tan alto impacto en mercados sensibles como el de los alimentos. La utilización de residuos de
la industria agrícola y material de origen forestal, llamados materiales lignocelulósicos, subsanaría este
hecho. Los residuos agrícolas en particular, tales como los de trigo, hoy en día son simplemente quemados
1 CNE: Comisión Nacional de Energía

2
en los campos o utilizados como afrecho para animales [7]. En la misma línea, los residuos de maíz en
parte son utilizados como abono para futuras plantaciones de maíz y también utilizados como alimento en
diferentes tipo de ganado [7].
A nivel mundial, la producción de maíz alcanza los 318 millones de toneladas por año, teniéndose
así una amplia fuente de residuos de maíz para la producción de bioetanol, mientras que 529 millones de
toneladas de residuos de trigo son producidas por año [8]. En Chile, la producción de trigo y maíz en el
período 2007/08 alcanzó las 1,2 y 1,4 millones de toneladas, respectivamente [9]. Considerando que para
maíz y trigo se tienen rendimientos de residuos de 1,0 – 1,5 [kg/kg de maíz] [10] y 1,3 – 1,4 [kg/ kg de
trigo] [11], se deduce la existencia de una fuente de gran abundancia para la producción de
biocombustibles de segunda generación a nivel nacional. Otra ventaja es la gran disminución en la
emisión de gases de efecto invernadero, donde el uso de etanol proveniente de biomasa agrícola
(biocombustible de segunda generación) en forma pura (E100, sin mezclas con gasolinas convencionales)
reduciría en un 106 % la emisión de estos gases, y en mezclas de un 10 % (E10) se reducirían en un 7 %
[4],[12].
No obstante, estas fuentes lignocelulósicas, tal como su nombre lo dice, poseen lignina, el cual es
un polímero de difícil degradación [6],[13]. Así, para la conversión de estos materiales en azúcares
fermentables, es necesario realizar pretratamientos que rompan la lignina para tener acceso a la celulosa y
a la hemicelulosa, para su posterior depolimerización en azúcares con enzimas que hidrolizan estos
componentes estructurales [3],[6]. A continuación se muestra una tabla con los distintos porcentajes de
polímeros que tienen ciertos materiales lignocelulósicos.
Tabla I-1: Contenido de celulosa, hemicelulosa y lignina de materiales lignocelulósicos [6]
Materiales Lignocelulósicos Celulosa ( %) Hemicelulosa ( %) Lignina ( %) Maderas duras 40-55 24-40 18-25 Maderas blandas 45-50 25-35 25-35 Cáscaras de nuez 25-30 25-30 30-40 Mazorcas de maíz 45 35 15 Pastos 25-40 35-50 10-30 Papel 85-99 0 0-15 Paja de trigo 30 50 15 Hojas 15-20 80-85 0 Semillas de algodón 80-95 5-20 0 Papel de diario 40-55 25-40 18-30

3
Los pretratamientos para estos materiales se clasifican principalmente en físicos, químicos, físico-
químicos y biológicos [6]. Todos ellos tienen por objetivo liberar las dos fuentes de azúcares antes
señaladas, dado que se encuentran encapsuladas por la lignina. Los más ampliamente investigados se han
realizado utilizando explosión con vapor y los tratamientos con ácidos, debido a que con ellos se obtienen
altos índices de recuperación de celulosa y hemicelulosa, y un alto porcentaje de hidrólisis de este último
en xilosa principalmente [3],[6]. En cambio, para la degradación de celulosa, se hace necesario suministrar
enzimas que hidrolicen el polímero, para la obtención de glucosa [6],[13].
Glucosa y xilosa son monosacáridos que pueden ser fermentados a etanol por distintos
microorganismos, no obstante, aún no existen microorganismos capaces de fermentar eficientemente
ambos compuestos a la vez [6]. La glucosa es una molécula compuesta por seis carbonos, la cual es
fermentada por una cantidad considerable de especies, dentro de las cuales destaca Saccharomyces
cerevisiae, la cual tiene altos rendimientos de producción de etanol [15]. Sin embargo, S. cerevisiae es
incapaz de fermentar xilosas, la cual es una molécula compuesta por cinco carbonos [6]. De esta forma,
con el desarrollo de ingeniería genética se han hecho múltiples investigaciones en búsqueda de
microorganismos que co-fermenten ambos azúcares, desarrollándose especies recombinantes tales como
Zymomonas mobilis [15] o Saccharomyces spp. con genes de S. cerevisiae y Pichia stipitis [16], este
último capaz de añadir una vía metabólica para la degradación de xilosa .
Una alternativa de pretratamiento de material lignocelulósico que se está estudiando es el uso de
líquidos iónicos. Estos líquidos son sales orgánicas, compuestos de un anión, generalmente halógeno, y un
catión orgánico. Ambas iones dan una alta especificidad a la molécula, teniendo la propiedad de
solubilizar una gran cantidad de sustancias y catalizar una gran variedad de reacciones [17],[18]. Los
líquidos iónicos tienen temperaturas de fusión inferiores a los 100 °C y presiones de vapor prácticamente
despreciables [19]. Algunas investigaciones han reportado altos índices de solubilización de celulosa en
líquidos iónicos [20],[21], con su consiguiente disminución de cristalinidad y mejoras en los tiempos de
hidrólisis enzimática [22],[23]. Otras investigaciones en tanto, ya han tratado material lignocelulósico
como pretratamiento para la hidrólisis enzimática [24], y otras investigaciones preliminares han probado
sólo utilizar este tratamiento para la obtención de azúcares con catalizadores ácidos, con el objetivo de
fermentarlos para obtener etanol como biocombustible, tarea que está aún pendiente [26],[27].
El trabajo de esta tesis se enmarcará en el estudio de los pretratamientos de material
lignocelulósico, para su posterior sacarificación con enzimas celulolíticas, y así observar las mejoras en
los rendimientos de liberación de azúcares y junto con ello estimar la producción de bioetanol a partir de
residuos de maíz y trigo.

4
5
2. MARCO TEÓRICO
2.1. BIOETANOL
El etanol es una cadena de 2 carbonos unidos por un enlace simple, donde uno de estos tiene
enlazado un grupo hidroxilo. El etanol es un producto de la fermentación anaeróbica de azúcares como la
glucosa, por medio de microorganismos tales como S. cerevisiae, Z. mobilis y P. stipitis [3].
2.1.1. Proceso de producción de bioetanol
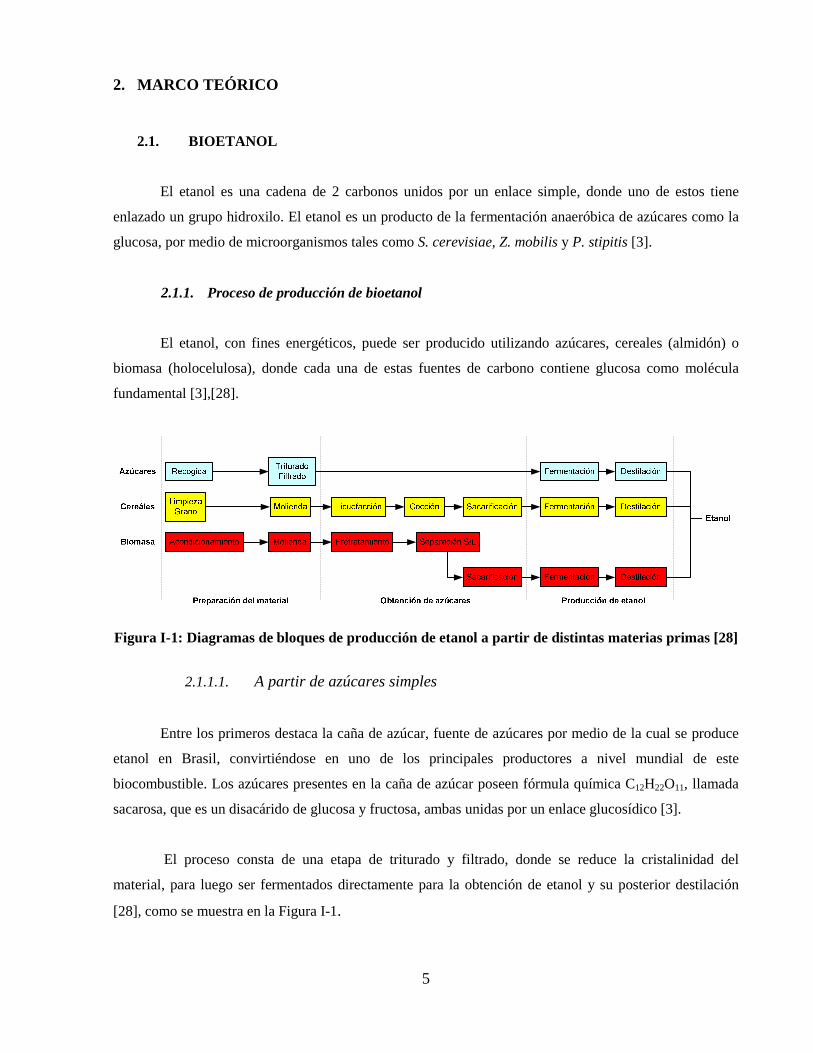
El etanol, con fines energéticos, puede ser producido utilizando azúcares, cereales (almidón) o
biomasa (holocelulosa), donde cada una de estas fuentes de carbono contiene glucosa como molécula
fundamental [3],[28].
Figura I-1: Diagramas de bloques de producción de etanol a partir de distintas materias primas [28]
2.1.1.1. A partir de azúcares simples
Entre los primeros destaca la caña de azúcar, fuente de azúcares por medio de la cual se produce
etanol en Brasil, convirtiéndose en uno de los principales productores a nivel mundial de este
biocombustible. Los azúcares presentes en la caña de azúcar poseen fórmula química C12H22O11, llamada
sacarosa, que es un disacárido de glucosa y fructosa, ambas unidas por un enlace glucosídico [3].
El proceso consta de una etapa de triturado y filtrado, donde se reduce la cristalinidad del
material, para luego ser fermentados directamente para la obtención de etanol y su posterior destilación
[28], como se muestra en la Figura I-1.
6
2.1.1.2. A partir de almidón
Otra materia prima posible es el uso de almidón, una cadena lineal de glucosas unidas por medio
de enlaces α-1,4-glucosídicos. El almidón está presente en distintas fuentes vegetales, entre las que
predominan los cereales como el maíz y el trigo. Los pretratamientos de estos materiales se dividen en
dos: molido en seco y molido húmedo [28].
En el primero de ellos el grano es remojado en agua a 50 °C con pequeñas cantidades de dióxido
de azufre y ácido láctico, lo cual ablanda el grano y libera el almidón. Luego el germen es separado debido
a que flota por su alto contenido de aceite, y posteriormente la fibra es separada. Finalmente, por un
proceso de centrifugación, el gluten, de alto contenido proteico, es separado del almidón, para que éste
último pueda ser fermentado por levaduras en etanol [28].
El proceso de molienda húmeda se inicia con una reducción del tamaño del grano por medio de un
sistema mecánico. La harina resultante es sometida a distintos tratamientos térmicos levemente ácidos con
el objetivo de solubilizar el almidón, para luego ser sacarificados por enzimas α-amilasas [3]. Los azúcares
son fermentados por levaduras y el etanol es destilado. Los granos resultantes del proceso de destilación
son llamados DDGS (Dried Destiller Grains of Solubles) y son vendidos en forma de pellets como
suplemento alimenticio de ganado [28].
2.1.1.3. A partir de la holocelulosa
La tercera forma de obtención de bioetanol es a partir de biomasa, o lo que son llamados
materiales lignocelulósicos. En ellos, la fuente fundamental de azúcares son celulosa y hemicelulosa (en
conjunto, holocelulosa), compuestas por glucanos y arabinoxilanos, respectivamente [28]. Para obtener
azúcares es necesario pretratar el material de forma de romper la matriz de lignina que cubre a los
polisacáridos. Con el material pretratado, se añaden enzimas celulolíticas capaces de romper los enlaces β-
1,4-glucosídicos de la celulosa de forma de obtener glucosa. Además, los cócteles enzimáticos
comerciales, por lo general, contienen enzimas capaces de hidrolizar compuestos xilanos en xilosa [11],
no obstante, gran parte de estos compuestos son hidrolizados en los pretratamientos, como se verá en la
Sección 2.3.
Una vez hidrolizado el material, los azúcares pueden ser fermentados por distintos
microorganismos, dependiendo de su estructura y convertidos en etanol, para luego ser destilado tal como
se aprecia en la Figura I-1. La lignina sobrante del proceso como material sólido puede ser sometida a

7
combustión para la generación de electricidad, o bien, puede ser procesada para la síntesis de distintos
biomateriales (ver Sección 2.7) [29],[30].
La producción de bioetanol de segunda generación, como es llamado el etanol de origen
celulósico, aún no se realiza a gran escala debido a los bajos niveles de rendimiento que tiene la etapa de
pretratamiento y sacarificación enzimática, haciendo muy costosa su producción. No obstante, avances en
este campo existen, ya que la empresa canadiense IOGEN Co. tiene una planta piloto que produce etanol
celulósico a partir de residuos agrícolas, con el uso de un pretratamiento ácido de la biomasa entre 200 y
250 °C, seguido de una hidrólisis enzimática con enzimas celulolíticas, y finalmente una fermentación
continua de los azúcares (pentosas y hexosas) con cepas modificadas de Zymmomonas spp. [31]. La
lignina remanente es utilizada para la generación de energía y reducción de costos del proceso global [32].
Otra empresa que produce hoy en día etanol celulósico es Raven Biofuel International, Co. la cual
lo produce a partir de residuos agrícolas. El proceso consiste en dos etapas de hidrólisis ácida, donde en la
primera de ellas la hemicelulosa es depolimerizada en xilosas, y a través de un proceso de hidrogenización
es transformada en furfural, el cual es comercializado. La segunda etapa de hidrólisis tiene por objetivo
depolimerizar la celulosa en glucosa, para que luego ésta pueda ser fermentada y destilada para la
obtención del etanol. La lignina remanente del proceso es utilizada, al igual que en el proceso de Iogen,
Co., para generar electricidad y disminuir los costos en energía [33].
2.1.2. Etanol como biocombustible
El etanol en Brasil es masivamente producido a partir de caña de azúcar desde los años 70, donde
la utilización del mismo se ha hecho con fines oxigenantes, permitiendo una disminución en la generación
de compuestos carbonados contaminantes como el monóxido de carbono (CO) y compuestos
hidrocarbonados [3]. En EE.UU. la producción de bioetanol se genera a partir de granos de maíz [3],[28].
Para el año 2009 se proyectaban según Renewable Fuels Association de EE.UU. una demanda de 2,3
millones [m3] [34].
Las razones volumétricas en las que se utiliza el etanol en Brasil han llegado a índices de entre 20
y 25 %, aunque en motores convencionales existe una reducción de potencia, debido a que el etanol tiene
un menor poder calorífico que las gasolinas convencionales [28]. Otra desventaja es la corrosión de
componentes metálicos del motor. Para subsanar estas desventajas es necesario realizar ajustes en el
motor, los que si se realizan pueden aumentar la potencia que entrega el motor, mejorando los
rendimientos térmicos y de consumo de combustible [28].

8
Respecto a la emisión de gases de efecto invernadero, la utilización de mezclas de etanol, ya sea
de origen de almidón o celulósico, disminuyen en parte la emisión de dichos contaminantes. El uso de
etanol de grano de maíz, con diferentes tipos de energía involucradas en el proceso, reduce en alrededor de
un 19 % en promedio las emisiones de gases de efecto invernadero, mientras que la utilización de etanol
celulósico reduce en un 86 % las emisiones de estos gases, respecto a lo que se liberaría con el uso de
gasolina tal como muestra la Figura I-2 [34]. Todo esto es considerando el ciclo total de energía, desde la
cosecha (o extracción de petróleo para combustibles fósiles), pasando por el proceso de producción del
combustible, hasta su uso en automóviles y absorción de CO2 por los vegetales.
Figura I-2: Emisiones de gases de efecto invernadero por combustibles de uso vehicular de acuerdo
a la fuente de energía
2.2. ESTRUCTURAS PRESENTES EN LOS MATERIALES
LIGNOCELULÓSICOS
2.2.1. Macro estructuras de la materia vegetal
En los residuos agrícolas coexisten sustancias de bajo y alto peso molecular [8],[11]. Los
primeros son tanto materia orgánica como inorgánica, y representan un porcentaje de alrededor un 10 %.
Por otro lado, existentes moléculas de alto peso molecular, llamadas macromoléculas, dentro de las cuales
existen dos grandes grupos: los polisacáridos, compuestos por celulosa y hemicelulosa, y la lignina, tal
como muestra el siguiente diagrama:
reducción19%
reducción28% reducción
52%reducción
78%reducción
86%
petróleo promedio actual
gas natural biomasa biomasa biomasa
Gasolina Etanol de maíz caña de azúcar
celulósico
Emisión de gases
de efecto
invernadero
Energía utilizada en la producción del combustible
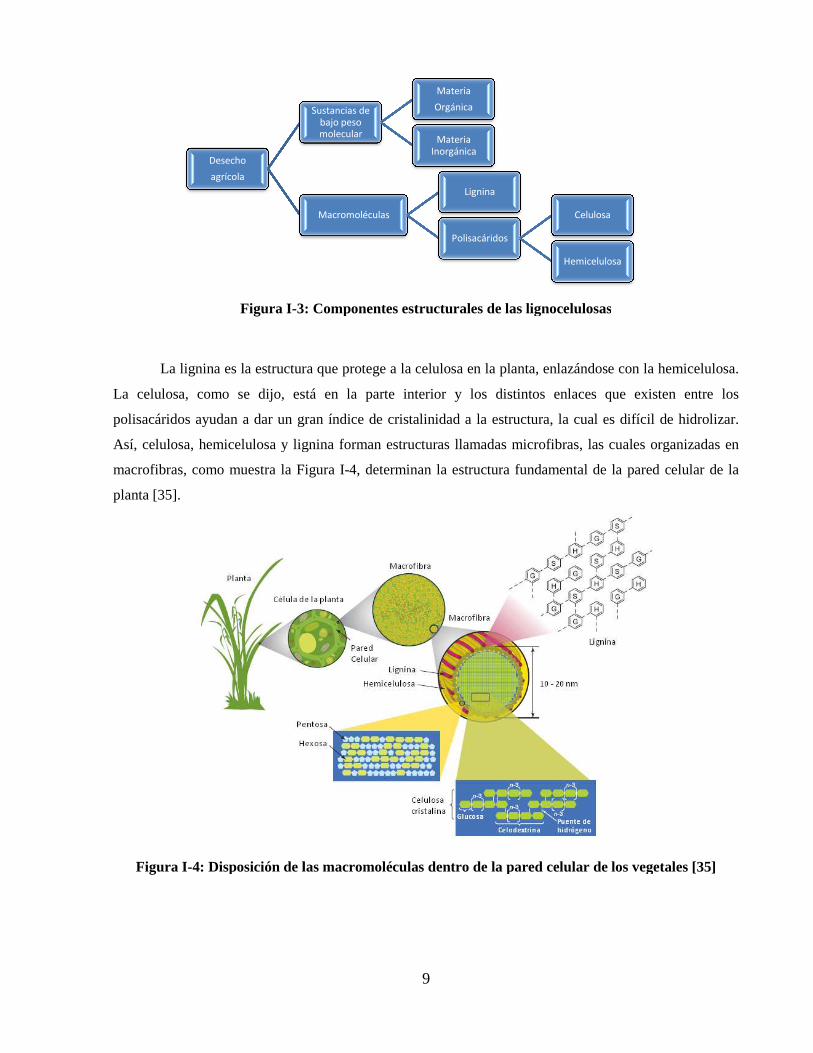
Figura I-3:
La lignina es la estructura que protege a la celulosa en la planta, enlazándose con la hemicelulosa.
La celulosa, como se dijo, está en la parte interior y los distintos enlaces que existen entre los
polisacáridos ayudan a dar un gran índice de crista
Así, celulosa, hemicelulosa y lignina forman estructuras llamadas microfibras, las cuales organizadas en
macrofibras, como muestra la Figura
planta [35].
Figura I-4: Disposición de las macromoléculas dentro de la pared celular de los vegetales
Desecho
agrícola
9
: Componentes estructurales de las lignocelulosas
es la estructura que protege a la celulosa en la planta, enlazándose con la hemicelulosa.
La celulosa, como se dijo, está en la parte interior y los distintos enlaces que existen entre los
polisacáridos ayudan a dar un gran índice de cristalinidad a la estructura, la cual es difícil de hidrolizar.
Así, celulosa, hemicelulosa y lignina forman estructuras llamadas microfibras, las cuales organizadas en
Figura I-4, determinan la estructura fundamental de la pared celular de la
: Disposición de las macromoléculas dentro de la pared celular de los vegetales
Sustancias de bajo peso molecular
Materia
Orgánica
Materia Inorgánica
Macromoléculas
Lignina
Polisacáridos
Celulosa
Hemicelulosa
Componentes estructurales de las lignocelulosas
es la estructura que protege a la celulosa en la planta, enlazándose con la hemicelulosa.
La celulosa, como se dijo, está en la parte interior y los distintos enlaces que existen entre los
ructura, la cual es difícil de hidrolizar.
Así, celulosa, hemicelulosa y lignina forman estructuras llamadas microfibras, las cuales organizadas en
la estructura fundamental de la pared celular de la
: Disposición de las macromoléculas dentro de la pared celular de los vegetales [35]
Celulosa
Hemicelulosa
10
2.2.1.1. Celulosa
La celulosa es el polímero más abundante en las plantas y en la naturaleza, y es utilizada en
múltiples procesos industriales, tales como la fabricación de papel y otros. Junto con ello, se constituye en
la mayor fuente de azúcares de la mayoría de los residuos agrícolas y forestales [8].
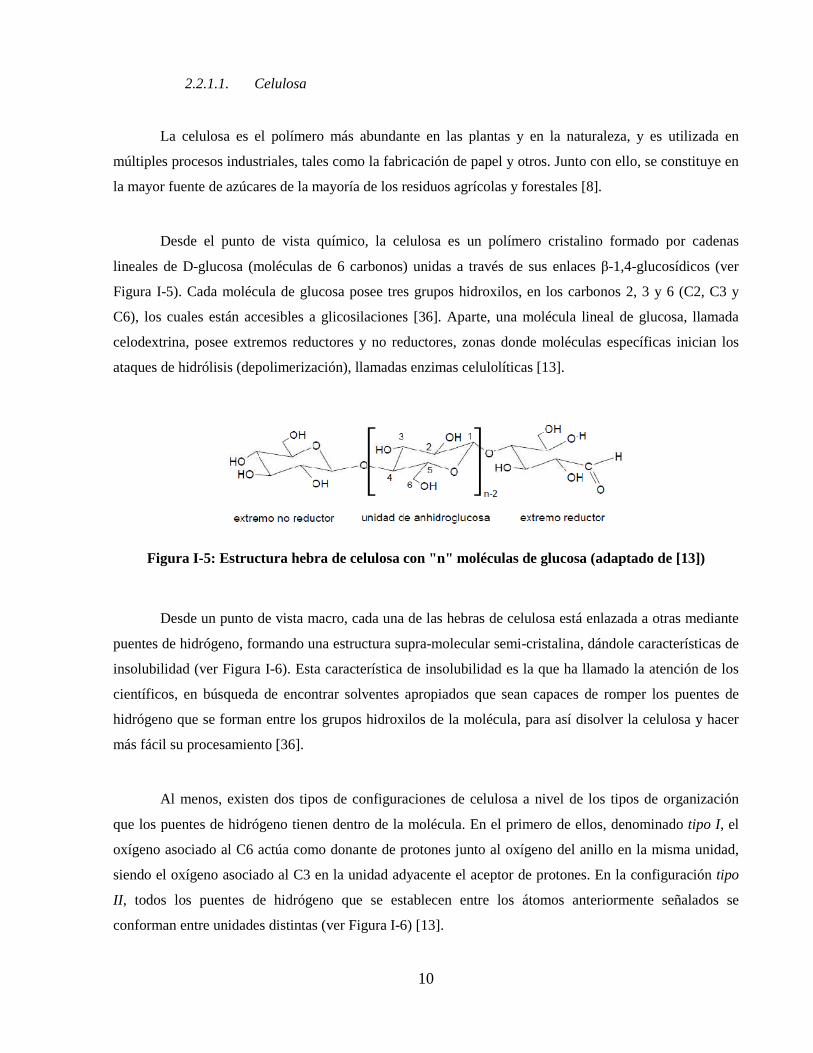
Desde el punto de vista químico, la celulosa es un polímero cristalino formado por cadenas
lineales de D-glucosa (moléculas de 6 carbonos) unidas a través de sus enlaces β-1,4-glucosídicos (ver
Figura I-5). Cada molécula de glucosa posee tres grupos hidroxilos, en los carbonos 2, 3 y 6 (C2, C3 y
C6), los cuales están accesibles a glicosilaciones [36]. Aparte, una molécula lineal de glucosa, llamada
celodextrina, posee extremos reductores y no reductores, zonas donde moléculas específicas inician los
ataques de hidrólisis (depolimerización), llamadas enzimas celulolíticas [13].
Figura I-5: Estructura hebra de celulosa con "n" moléculas de glucosa (adaptado de [13])
Desde un punto de vista macro, cada una de las hebras de celulosa está enlazada a otras mediante
puentes de hidrógeno, formando una estructura supra-molecular semi-cristalina, dándole características de
insolubilidad (ver Figura I-6). Esta característica de insolubilidad es la que ha llamado la atención de los
científicos, en búsqueda de encontrar solventes apropiados que sean capaces de romper los puentes de
hidrógeno que se forman entre los grupos hidroxilos de la molécula, para así disolver la celulosa y hacer
más fácil su procesamiento [36].
Al menos, existen dos tipos de configuraciones de celulosa a nivel de los tipos de organización
que los puentes de hidrógeno tienen dentro de la molécula. En el primero de ellos, denominado tipo I, el
oxígeno asociado al C6 actúa como donante de protones junto al oxígeno del anillo en la misma unidad,
siendo el oxígeno asociado al C3 en la unidad adyacente el aceptor de protones. En la configuración tipo
II , todos los puentes de hidrógeno que se establecen entre los átomos anteriormente señalados se
conforman entre unidades distintas (ver Figura I-6) [13].

11
Figura I-6: Estructura de la celulosa (tipo II ) (adaptado de [37])
Las configuraciones tipo I y II son típicas de las estructuras amorfas de los materiales vegetales,
no obstante, la tipo I es más común en la naturaleza. La configuración tipo II es más parecida a la celulosa
que ha sido tratada con compuestos alcalinos [13].
En el proceso de sacarificación de la celulosa con enzimas celulolíticas, una de las últimas
unidades antes de poder obtener la glucosa como monómero final, es una molécula que está conformada
por dos moléculas de glucosa (dímero) llamada celobiosa. Esta molécula tiene un enlace β-glucosídico
entre los carbonos 1 y 4 de cada molécula, como se aprecia en la Figura I-7.
Figura I-7: Estructura de la celobiosa
2.2.1.2. Hemicelulosa
Como se señalaba anteriormente, la celulosa es la entidad que está en mayor cantidad presente en
la vida vegetal, dado que forma parte importante de la pared celular. Junto con ella, coexiste la
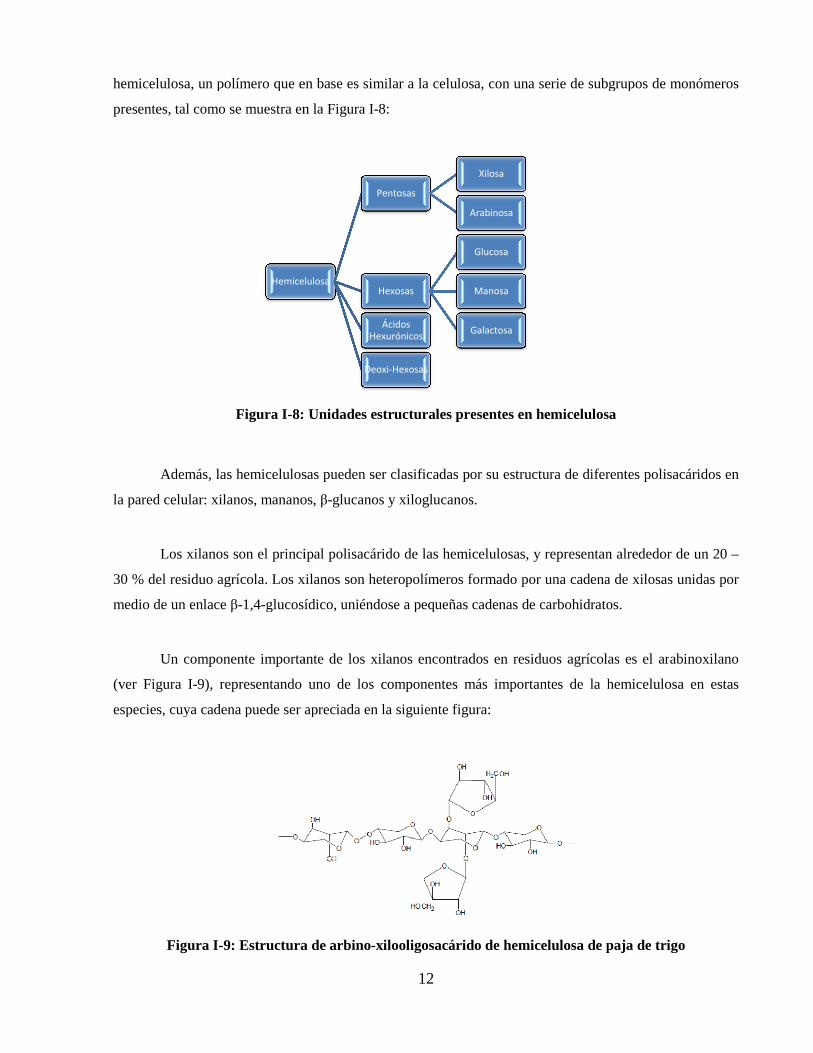
hemicelulosa, un polímero que en base es similar a la celulosa, con una serie de s
presentes, tal como se muestra en la
Figura I-8:
Además, las hemicelulosas p
la pared celular: xilanos, mananos,
Los xilanos son el principal polisacárido de las hemicelulosas, y representan alrededor de un 20
30 % del residuo agrícola. Los xilanos son heteropolímeros formado por una cadena de xilosas unidas por
medio de un enlace β-1,4-glucosídico, uniéndose a pequeñas cadenas de carbohidratos.
Un componente importante de los xilanos encontrados en
(ver Figura I-9), representando uno de los componentes más importantes de la hemicelulosa en estas
especies, cuya cadena puede ser apreciad
Figura I-9: Estructura de arbino
Hemicelulosa
12
hemicelulosa, un polímero que en base es similar a la celulosa, con una serie de subgrupos de monómeros
presentes, tal como se muestra en la Figura I-8:
: Unidades estructurales presentes en hemicelulosa
Además, las hemicelulosas pueden ser clasificadas por su estructura de diferentes polisacáridos en
la pared celular: xilanos, mananos, β-glucanos y xiloglucanos.
Los xilanos son el principal polisacárido de las hemicelulosas, y representan alrededor de un 20
agrícola. Los xilanos son heteropolímeros formado por una cadena de xilosas unidas por
glucosídico, uniéndose a pequeñas cadenas de carbohidratos.
Un componente importante de los xilanos encontrados en residuos agrícolas es el ar
, representando uno de los componentes más importantes de la hemicelulosa en estas
especies, cuya cadena puede ser apreciada en la siguiente figura:
: Estructura de arbino-xilooligosacárido de hemicelulosa de paja de trigo
Hemicelulosa
Pentosas
Xilosa
Arabinosa
Hexosas
Glucosa
Manosa
GalactosaÁcidos
Hexurónicos
Deoxi-Hexosas
ubgrupos de monómeros
presentes en hemicelulosa
ueden ser clasificadas por su estructura de diferentes polisacáridos en
Los xilanos son el principal polisacárido de las hemicelulosas, y representan alrededor de un 20 –
agrícola. Los xilanos son heteropolímeros formado por una cadena de xilosas unidas por
glucosídico, uniéndose a pequeñas cadenas de carbohidratos.
agrícolas es el arabinoxilano
, representando uno de los componentes más importantes de la hemicelulosa en estas
xilooligosacárido de hemicelulosa de paja de trigo
13
2.2.1.3. Lignina
La lignina es uno de los materiales orgánicos mayormente presentes en las plantas, sólo superada
por la celulosa y la hemicelulosa [8]. Tal como se aprecia en la Tabla I-1, el porcentaje en masa de lignina
presente en los desechos agroindustriales varía desde un 15 a un 35 %, y su principal función en la vida
vegetal es proteger a la planta y darle resistencia mecánica [8],[35].
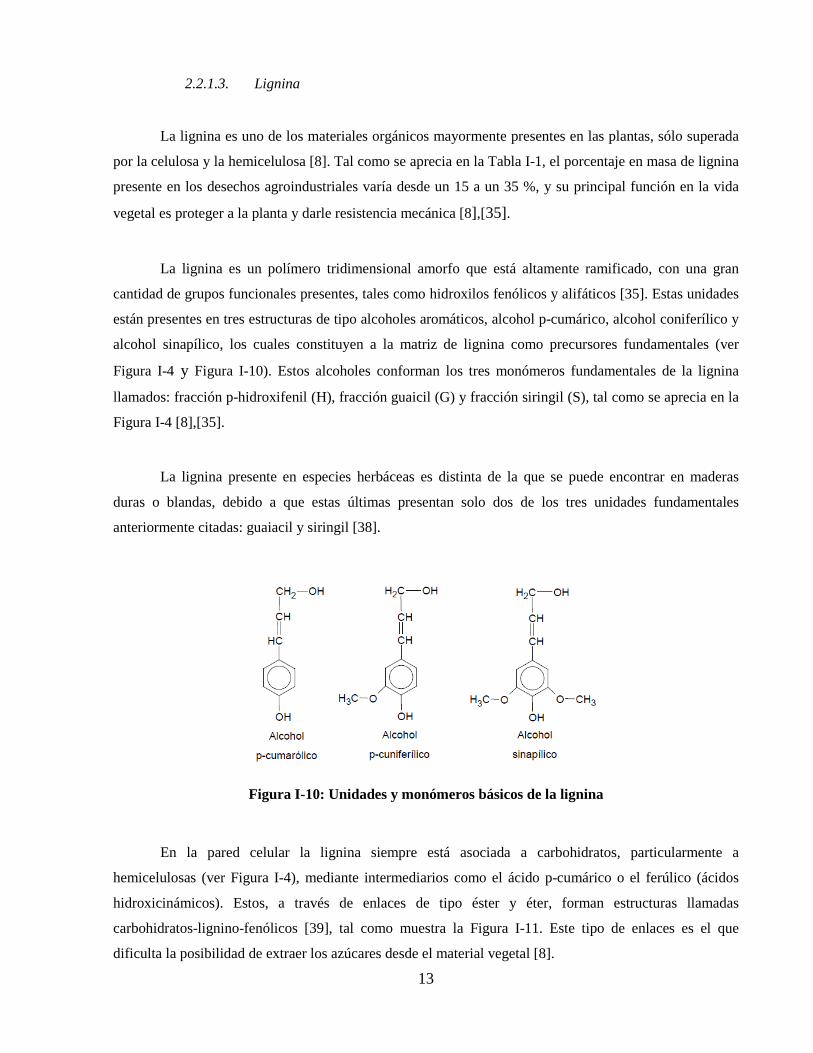
La lignina es un polímero tridimensional amorfo que está altamente ramificado, con una gran
cantidad de grupos funcionales presentes, tales como hidroxilos fenólicos y alifáticos [35]. Estas unidades
están presentes en tres estructuras de tipo alcoholes aromáticos, alcohol p-cumárico, alcohol coniferílico y
alcohol sinapílico, los cuales constituyen a la matriz de lignina como precursores fundamentales (ver
Figura I-4 y Figura I-10). Estos alcoholes conforman los tres monómeros fundamentales de la lignina
llamados: fracción p-hidroxifenil (H), fracción guaicil (G) y fracción siringil (S), tal como se aprecia en la
Figura I-4 [8],[35].
La lignina presente en especies herbáceas es distinta de la que se puede encontrar en maderas
duras o blandas, debido a que estas últimas presentan solo dos de los tres unidades fundamentales
anteriormente citadas: guaiacil y siringil [38].
Figura I-10: Unidades y monómeros básicos de la lignina
En la pared celular la lignina siempre está asociada a carbohidratos, particularmente a
hemicelulosas (ver Figura I-4), mediante intermediarios como el ácido p-cumárico o el ferúlico (ácidos
hidroxicinámicos). Estos, a través de enlaces de tipo éster y éter, forman estructuras llamadas
carbohidratos-lignino-fenólicos [39], tal como muestra la Figura I-11. Este tipo de enlaces es el que
dificulta la posibilidad de extraer los azúcares desde el material vegetal [8].

14
Figura I-11: Estructura lignina-fenólica-carbohidra to en tejidos vegetales [8]
Otras estructuras presentes en la lignina son los llamados lignanos, los cuales en materiales
herbáceos comprenden hasta un 5 %, donde los principales presentes en residuos agrícolas son el 7-
hidroximatairesinol y el siringaresinol. Ambos establecen enlaces covalentes con carbohidratos,
principalmente de tipo glucosídico, los cuales pueden ser extraídos utilizando ácidos o bases diluidas [8].
También es posible encontrar estructuras acetiladas, principalmente en la zona γ (ver Figura I-11) que une
a la lignina con la zona fenólica (ácido ferúlico o p-cumárico); al igual que los lignanos, estos pueden ser
extraídos por bases diluidas.
2.3. PRETRATAMIENTOS DE MATERIALES LIGNOCELULÓSICOS
Los distintos pretratamientos que se realizan al material lignocelulósico se clasifican en físicos,
químicos, físico-químicos y biológicos, tal como muestra la Tabla I-2.
Tabla I-2: Métodos de pretratamientos de material lignocelulósico
Clasificación Pretratamiento Clasificación Pretratamiento
Físicos Destrucción mecánica
Químicos
Ozonólisis Pirólisis Hidrólisis ácida diluida
Físico-químicos Explosión a vapor (SO2) Hidrólisis ácida concentrada AFEX (explosión con NH3) Hidrólisis alcalina Explosión con CO2 Deslignificación oxidativa
Biológicos Hongos de pudrición blanca Proceso Organosolv
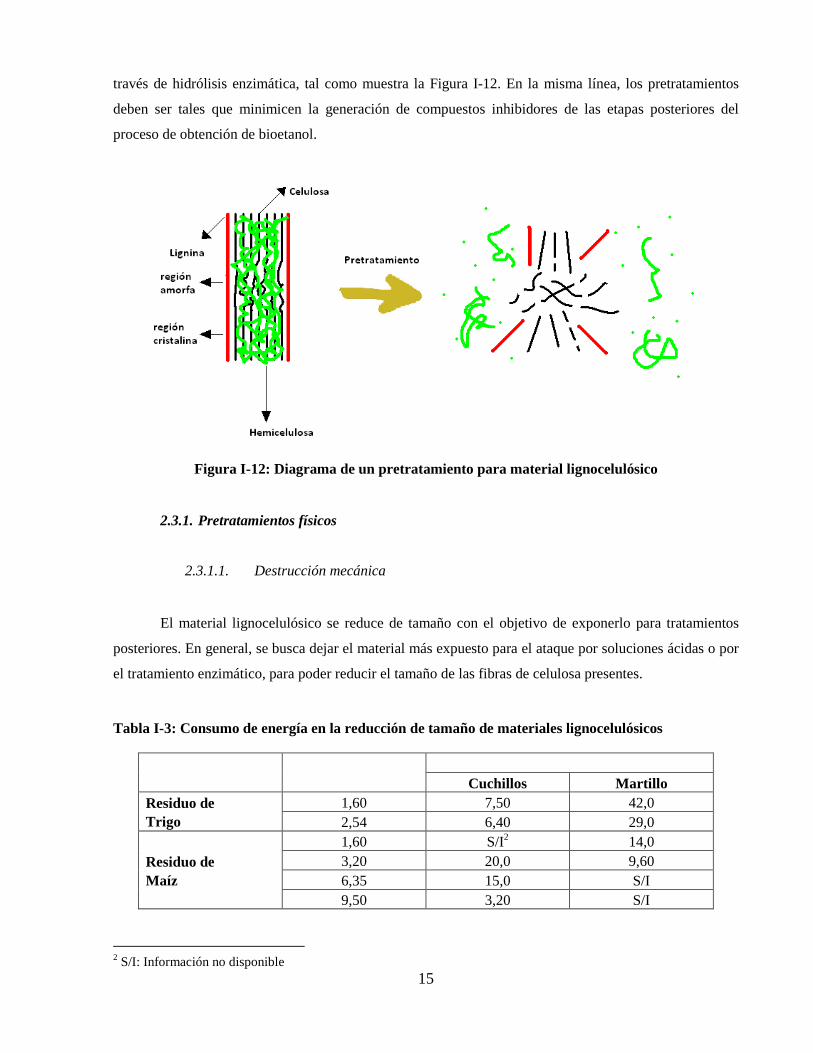
Los pretratamientos tienen por objetivo romper la matriz de lignina presente en el material, de
forma de dejar expuestos los distintos polisacáridos para que sean reducidos a azúcares fermentables a
15
través de hidrólisis enzimática, tal como muestra la Figura I-12. En la misma línea, los pretratamientos
deben ser tales que minimicen la generación de compuestos inhibidores de las etapas posteriores del
proceso de obtención de bioetanol.
Figura I-12: Diagrama de un pretratamiento para material lignocelulósico
2.3.1. Pretratamientos físicos
2.3.1.1. Destrucción mecánica
El material lignocelulósico se reduce de tamaño con el objetivo de exponerlo para tratamientos
posteriores. En general, se busca dejar el material más expuesto para el ataque por soluciones ácidas o por
el tratamiento enzimático, para poder reducir el tamaño de las fibras de celulosa presentes.
Tabla I-3: Consumo de energía en la reducción de tamaño de materiales lignocelulósicos
Material Lignocelulósico
Tamaño Final [mm]
Energía [kWh/Ton] Cuchillos Martillo
Residuo de Trigo
1,60 7,50 42,0 2,54 6,40 29,0
Residuo de Maíz
1,60 S/I2 14,0 3,20 20,0 9,60 6,35 15,0 S/I 9,50 3,20 S/I
2 S/I: Información no disponible

16
Los tamaños que se utilizan generalmente son de 10-30 mm, y de 0,2-2,0 mm después de
tratamientos con molinos de bola o de cuchillos. Los requerimientos de energía para llevar al material a
estos tamaños son elevados, y se resumen en la Tabla I-3 [6].
2.3.2. Pretratamientos físico-químicos
Los pretratamientos físico-químicos son aquellos que utilizan vapor con catalizadores ácidos o
básicos (dióxido de azufre, dióxido de carbono o amoniaco), a temperaturas entre 160 – 260 °C y
presiones entre 0,69 – 4,83 MPa, produciendo un gran fraccionamiento del material y conversiones por
sobre el 50 % en compuestos arabinoxilanos. Para más detalle ver Anexo A.
2.3.3. Pretratamientos químicos
Los pretratamientos químicos utilizan solventes químicos para la ruptura de la matriz de lignina,
con temperaturas no superiores a los 200 °C y presiones inferiores a los 0,2 MPa.
2.3.3.1. Pretratamiento ácido
2.3.3.1.1. Ácido Concentrado
Se tienen altos niveles de hidrólisis de celulosa con altas concentraciones de ácido sulfúrico o
clorhídrico, sin embargo, estos son tóxicos, corrosivos y peligrosos [6]. Adicionalmente, los ácidos deben
ser recuperados para hacer el proceso económicamente viable [40].
2.3.3.1.2. Ácido Diluido
La aplicación de soluciones diluidas de ácido sulfúrico a temperaturas elevadas lleva a altos
niveles de hidrólisis de celulosa, posterior a la hidrólisis enzimática. De la misma forma, se obtienen altas
conversiones de compuestos xilanos en xilosas.
Por lo general, se utilizan temperaturas cercanas a los 160 °C, con porcentajes en peso de material
lignocelulósico variables entre 5 y 40 % [6]. Sin embargo, otros estudios muestran que es posible llevar a
cabo el proceso en autoclave a 121 °C por 1 h y obtener niveles elevados de hidrólisis de celulosa en el

17
tratamiento enzimático [11],[41]. A temperaturas mayores es posible reducir el tiempo de residencia del
tratamiento ácido [6].
La cantidad de ácido sulfúrico a suministrar no supera el 2 % v/v, y se debe tener cuidado en que
no sea demasiado elevado, dado que se pueden obtener componentes furfurales, fruto de la
descomposición de los azúcares [6]. Posterior al pretratamiento se debe neutralizar la solución, de forma
de poder llevar a cabo la etapa enzimática.
Furfural e hidroximetilfurfural son productos de la descomposición de los azúcares liberados en el
pretratamiento ácido, debido a las condiciones de acidez y de altas temperaturas a las cuales se opera la
reacción de hidrólisis, tal como se aprecia en la Figura I-13. Estos compuestos son inhibidores de la etapa
de fermentación, bajando los índices de rendimiento en la producción de etanol. La generación de ácido
acético y acetona también han sido probadas como productos de descomposición de levoglucosano (ver
Anexo B). Este último compuesto (anhidroglucosa) es producto de la pirólisis de la celulosa, y a
descomposición de la glucosa [42]-[44].
Respecto a la lignina, el pretratamiento ácido es capaz de romper el enlace tipo éter que existe
entre los ácidos hidroxicinámicos (ferúlicos o p-cumáricos) y la matriz de lignina (ver Figura I-11) [8].
Así, este pretratamiento permite hasta un 100 % de remoción de la hemicelulosa (arabinoxilanos) sin
disolución de lignina [45].
Figura I-13: Descomposición de glucosa y xilosa en furfural y HMF [33 ],[43],[46]

18
En el caso de residuos de trigo se ha encontrado que es necesaria la adición de un pretratamiento
ácido, debido a que gran parte de los arabinoxilanos están unidos directamente a la matriz de lignina por
enlaces tipo éter (sin ácidos hidroxicinámicos como intermediarios, ver Figura I-14), los que, como se
señala en la Figura I-11, deben ser atacados en ambientes ácidos. Así, los azúcares liberados pueden ser
directamente fermentados [11].
Figura I-14: Unión directa entre arabinoxilano y matriz de lignina [47]
Saha y colaboradores, [11], desarrollaron un pretratamiento de hidrólisis ácida diluida para
residuos de trigo y maíz. Para el primero de ellos se utilizó residuos de trigo, pasado por una malla de 1,27
[mm], al 7,83 [ % p/v], encontrando como mejores condiciones 0,75 [ % v/v] de ácido sulfúrico a 121 °C
por 1 [h], con un rendimiento de azúcares del 74 % después de la hidrólisis enzimática.
Tabla I-4: Niveles de azúcares liberados para residuos de trigo con pretratamiento de ácido diluido
a 121 °C por 1 hora, antes y después del tratamiento enzimático [11]
Ácido [ % v/v]
Hidrólisis Enzimática
Azúcares liberados [mg/g de material seco]
Glucosa Xilosa y galactosa
Arabinosa Total
0,00 Antes 15 ± 1 0 ± 0 0 ± 0 15 ± 1
Después 109 ± 1 60 ± 0 0 ± 0 169 ± 1
0,25 Antes 5 ± 0 46 ± 2 8 ± 1 59 ± 1
Después 186 ± 4 179 ± 13 31 ± 1 396 ± 13
0,50 Antes 5 ± 0 133 ± 1 17 ± 0 155 ± 1
Después 226 ± 4 214 ± 2 32 ± 5 472 ± 11
0,75 Antes 15 ± 1 152 ± 4 20 ± 0 187 ± 5
Después 230 ± 9 222 ± 8 33 ± 5 485 ± 22
1,00 Antes 20 ± 0 158 ± 0 20 ± 0 198 ± 1
Después 214 ± 4 208 ± 4 30 ± 1 452 ± 1

19
Para la hidrólisis enzimática de residuos de trigo se utilizó Celluclast 1.5L (glucanasas) y
Novozyme 188 (celobiasa), con dosis de 72,6 [IU/g de celulosa] 3 y 13,6 [U/g] 4 de celulosa,
respectivamente5 [11].
Para residuos de maíz (pasado por malla 1,27 [mm]), Saha y colaboradores, [41], encontraron
como mejores condiciones para material al 15 % p/v en base seca 0,50 % p/v de ácido sulfúrico a 121 °C y
1 h, con rendimientos entre 85-100 % de los azúcares teóricos.
Figura I-15: Niveles de azúcares liberados después de la hidrólisis enzimática para residuos de maíz
previamente tratados a 121 °C con ácido sulfúrico a distintas concentraciones y tiempos, [41]6
Para la hidrólisis enzimática de residuos de maíz se utilizó Celluclast 1.5L (glucanasas) y
Novozyme 188 (celobiasa), con dosis de 90,8 [IU/g de celulosa] y 26,9 [U/g] de celulosa, respectivamente
[41]. Las definiciones de actividad para cada enzima son iguales a las reportadas para desechos de trigo.
3: 1 [IU] se define como la cantidad de enzima capaz de liberar 1 [µmol] de glucosa como azúcar reductor por minuto, bajo un medio con las siguientes condiciones: volumen 0,5 [mL], carboximetilcelulosa 1,0 [ % p/v] en buffer acetato 50 [mM] a pH 5,0, a 50 °C por 30 minutos. 4 : 1 [U] se define como la cantidad de enzima capaz de liberar 1 [µmol] de p-nitrofenol por minuto, bajo un medio con las siguientes condiciones: volumen 1,0[mL], 4,0 [mM] de p-nitrofenol β-D-glucosidasa en buffer acetato 50 [mM] a pH 5,0, a 50 °C por 30 minutos. 5 : Para más detalles respecto a la hidrólisis enzimática revisar Sección 2.4 6 : En la Figura I-15: A: Glucosa, B: Xilosa, C: Arabinosa y D: Azúcares totales.
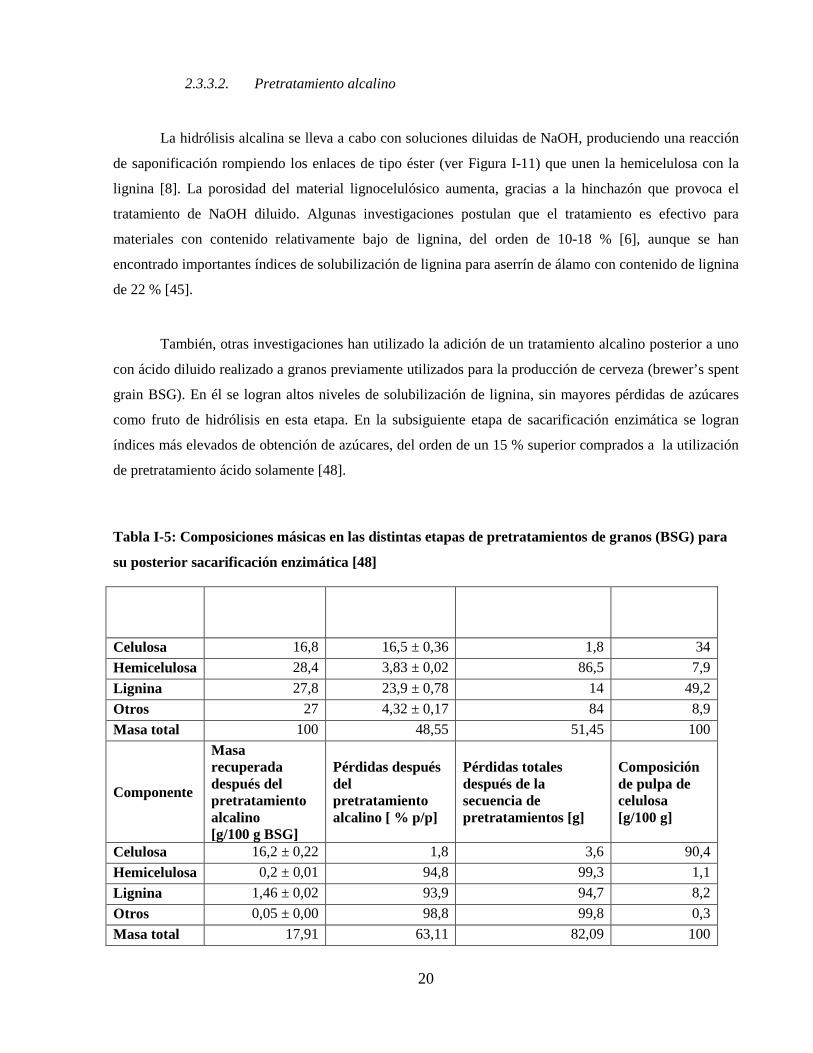
20
2.3.3.2. Pretratamiento alcalino
La hidrólisis alcalina se lleva a cabo con soluciones diluidas de NaOH, produciendo una reacción
de saponificación rompiendo los enlaces de tipo éster (ver Figura I-11) que unen la hemicelulosa con la
lignina [8]. La porosidad del material lignocelulósico aumenta, gracias a la hinchazón que provoca el
tratamiento de NaOH diluido. Algunas investigaciones postulan que el tratamiento es efectivo para
materiales con contenido relativamente bajo de lignina, del orden de 10-18 % [6], aunque se han
encontrado importantes índices de solubilización de lignina para aserrín de álamo con contenido de lignina
de 22 % [45].
También, otras investigaciones han utilizado la adición de un tratamiento alcalino posterior a uno
con ácido diluido realizado a granos previamente utilizados para la producción de cerveza (brewer’s spent
grain BSG). En él se logran altos niveles de solubilización de lignina, sin mayores pérdidas de azúcares
como fruto de hidrólisis en esta etapa. En la subsiguiente etapa de sacarificación enzimática se logran
índices más elevados de obtención de azúcares, del orden de un 15 % superior comprados a la utilización
de pretratamiento ácido solamente [48].
Tabla I-5: Composiciones másicas en las distintas etapas de pretratamientos de granos (BSG) para
su posterior sacarificación enzimática [48]
Componente Composición de BSG sin tratar [ % p/p]
Masa recuperada después del pret ácido [g]
Pérdidas después del tratamiento ácido [ % p/p]
Composición de celulignina [g/100 g]
Celulosa 16,8 16,5 ± 0,36 1,8 34
Hemicelulosa 28,4 3,83 ± 0,02 86,5 7,9
Lignina 27,8 23,9 ± 0,78 14 49,2
Otros 27 4,32 ± 0,17 84 8,9
Masa total 100 48,55 51,45 100
Componente
Masa recuperada después del pretratamiento alcalino [g/100 g BSG]
Pérdidas después del pretratamiento alcalino [ % p/p]
Pérdidas totales después de la secuencia de pretratamientos [g]
Composición de pulpa de celulosa [g/100 g]
Celulosa 16,2 ± 0,22 1,8 3,6 90,4
Hemicelulosa 0,2 ± 0,01 94,8 99,3 1,1
Lignina 1,46 ± 0,02 93,9 94,7 8,2
Otros 0,05 ± 0,00 98,8 99,8 0,3
Masa total 17,91 63,11 82,09 100
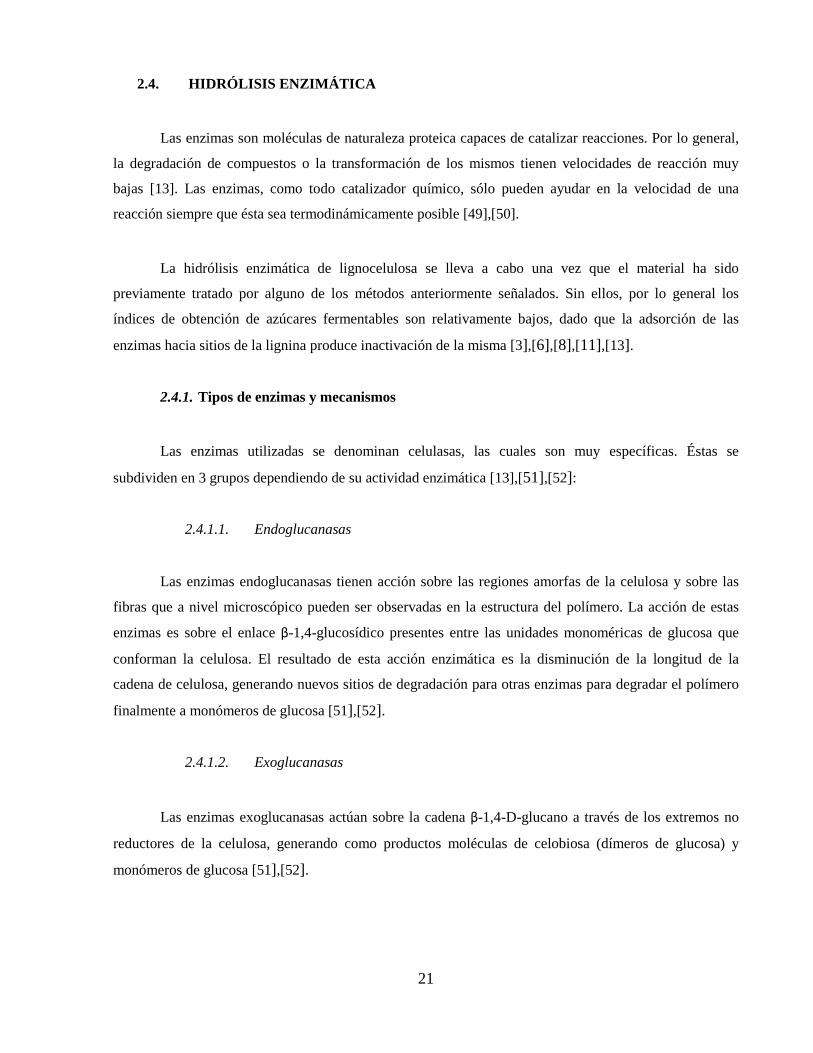
21
2.4. HIDRÓLISIS ENZIMÁTICA
Las enzimas son moléculas de naturaleza proteica capaces de catalizar reacciones. Por lo general,
la degradación de compuestos o la transformación de los mismos tienen velocidades de reacción muy
bajas [13]. Las enzimas, como todo catalizador químico, sólo pueden ayudar en la velocidad de una
reacción siempre que ésta sea termodinámicamente posible [49],[50].
La hidrólisis enzimática de lignocelulosa se lleva a cabo una vez que el material ha sido
previamente tratado por alguno de los métodos anteriormente señalados. Sin ellos, por lo general los
índices de obtención de azúcares fermentables son relativamente bajos, dado que la adsorción de las
enzimas hacia sitios de la lignina produce inactivación de la misma [3],[6],[8],[11],[13].
2.4.1. Tipos de enzimas y mecanismos
Las enzimas utilizadas se denominan celulasas, las cuales son muy específicas. Éstas se
subdividen en 3 grupos dependiendo de su actividad enzimática [13],[51],[52]:
2.4.1.1. Endoglucanasas
Las enzimas endoglucanasas tienen acción sobre las regiones amorfas de la celulosa y sobre las
fibras que a nivel microscópico pueden ser observadas en la estructura del polímero. La acción de estas
enzimas es sobre el enlace β-1,4-glucosídico presentes entre las unidades monoméricas de glucosa que
conforman la celulosa. El resultado de esta acción enzimática es la disminución de la longitud de la
cadena de celulosa, generando nuevos sitios de degradación para otras enzimas para degradar el polímero
finalmente a monómeros de glucosa [51],[52].
2.4.1.2. Exoglucanasas
Las enzimas exoglucanasas actúan sobre la cadena β-1,4-D-glucano a través de los extremos no
reductores de la celulosa, generando como productos moléculas de celobiosa (dímeros de glucosa) y
monómeros de glucosa [51],[52].
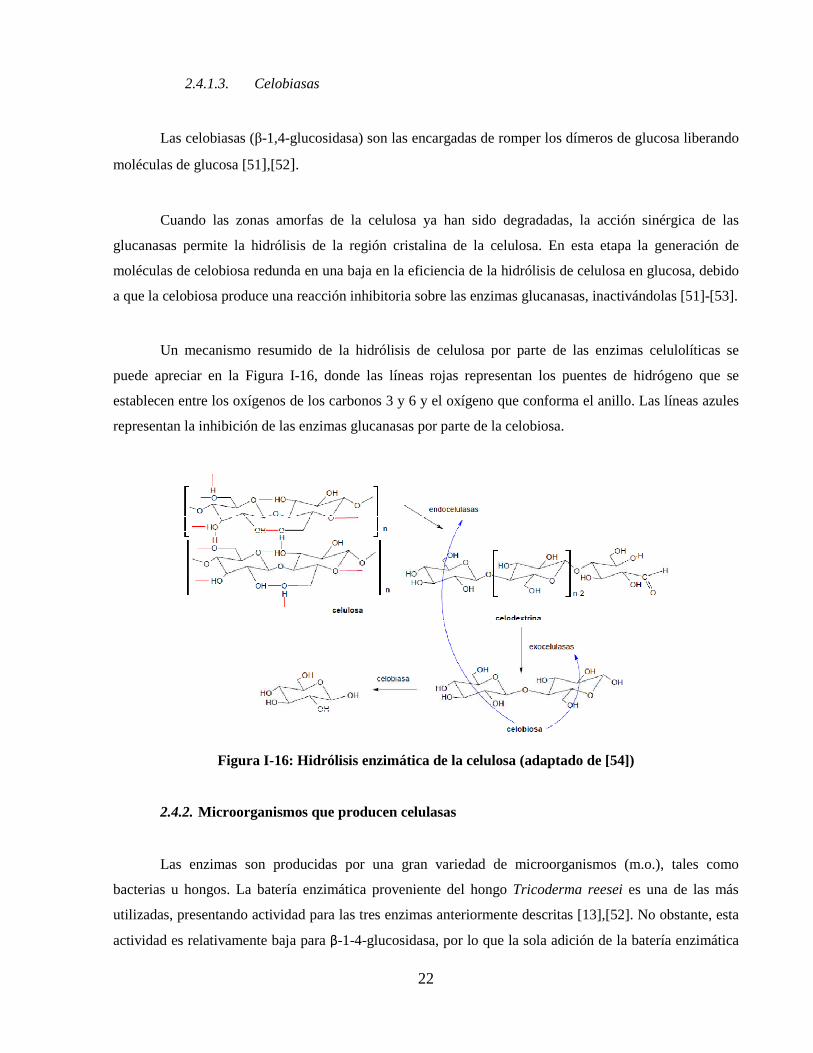
22
2.4.1.3. Celobiasas
Las celobiasas (β-1,4-glucosidasa) son las encargadas de romper los dímeros de glucosa liberando
moléculas de glucosa [51],[52].
Cuando las zonas amorfas de la celulosa ya han sido degradadas, la acción sinérgica de las
glucanasas permite la hidrólisis de la región cristalina de la celulosa. En esta etapa la generación de
moléculas de celobiosa redunda en una baja en la eficiencia de la hidrólisis de celulosa en glucosa, debido
a que la celobiosa produce una reacción inhibitoria sobre las enzimas glucanasas, inactivándolas [51]-[53].
Un mecanismo resumido de la hidrólisis de celulosa por parte de las enzimas celulolíticas se
puede apreciar en la Figura I-16, donde las líneas rojas representan los puentes de hidrógeno que se
establecen entre los oxígenos de los carbonos 3 y 6 y el oxígeno que conforma el anillo. Las líneas azules
representan la inhibición de las enzimas glucanasas por parte de la celobiosa.
Figura I-16: Hidrólisis enzimática de la celulosa (adaptado de [54])
2.4.2. Microorganismos que producen celulasas
Las enzimas son producidas por una gran variedad de microorganismos (m.o.), tales como
bacterias u hongos. La batería enzimática proveniente del hongo Tricoderma reesei es una de las más
utilizadas, presentando actividad para las tres enzimas anteriormente descritas [13],[52]. No obstante, esta
actividad es relativamente baja para β-1-4-glucosidasa, por lo que la sola adición de la batería enzimática
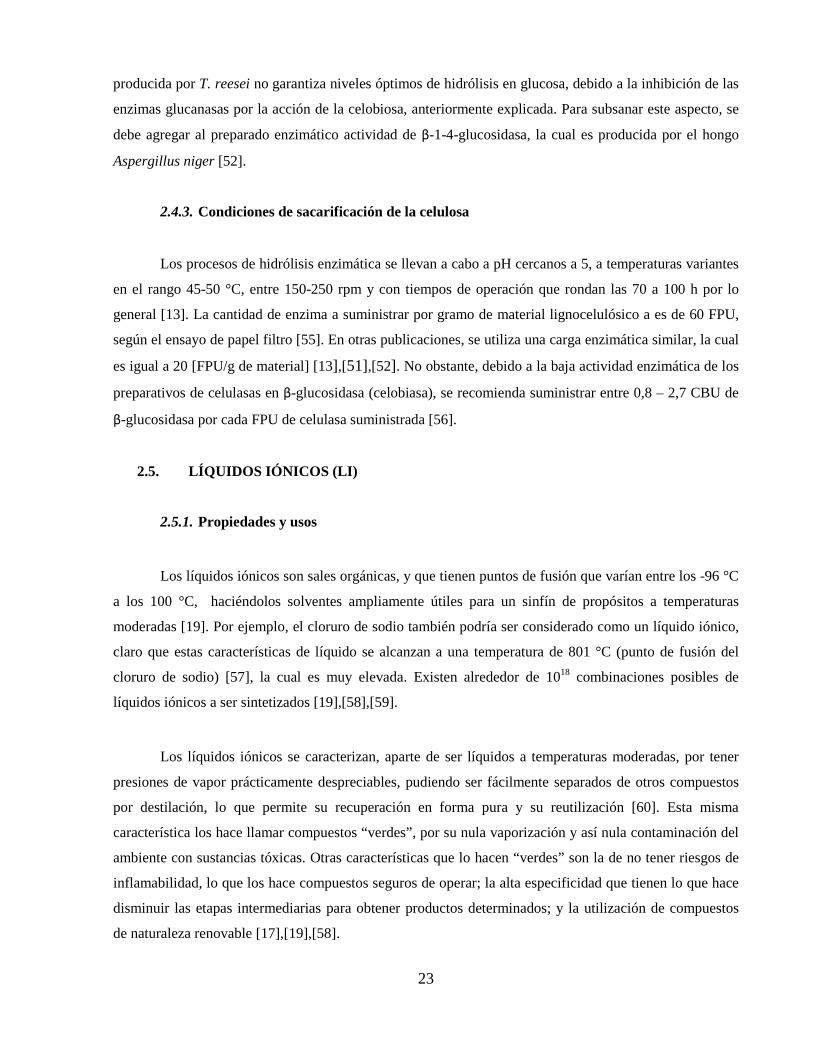
23
producida por T. reesei no garantiza niveles óptimos de hidrólisis en glucosa, debido a la inhibición de las
enzimas glucanasas por la acción de la celobiosa, anteriormente explicada. Para subsanar este aspecto, se
debe agregar al preparado enzimático actividad de β-1-4-glucosidasa, la cual es producida por el hongo
Aspergillus niger [52].
2.4.3. Condiciones de sacarificación de la celulosa
Los procesos de hidrólisis enzimática se llevan a cabo a pH cercanos a 5, a temperaturas variantes
en el rango 45-50 °C, entre 150-250 rpm y con tiempos de operación que rondan las 70 a 100 h por lo
general [13]. La cantidad de enzima a suministrar por gramo de material lignocelulósico a es de 60 FPU,
según el ensayo de papel filtro [55]. En otras publicaciones, se utiliza una carga enzimática similar, la cual
es igual a 20 [FPU/g de material] [13],[51],[52]. No obstante, debido a la baja actividad enzimática de los
preparativos de celulasas en β-glucosidasa (celobiasa), se recomienda suministrar entre 0,8 – 2,7 CBU de
β-glucosidasa por cada FPU de celulasa suministrada [56].
2.5. LÍQUIDOS IÓNICOS (LI)
2.5.1. Propiedades y usos
Los líquidos iónicos son sales orgánicas, y que tienen puntos de fusión que varían entre los -96 °C
a los 100 °C, haciéndolos solventes ampliamente útiles para un sinfín de propósitos a temperaturas
moderadas [19]. Por ejemplo, el cloruro de sodio también podría ser considerado como un líquido iónico,
claro que estas características de líquido se alcanzan a una temperatura de 801 °C (punto de fusión del
cloruro de sodio) [57], la cual es muy elevada. Existen alrededor de 1018 combinaciones posibles de
líquidos iónicos a ser sintetizados [19],[58],[59].
Los líquidos iónicos se caracterizan, aparte de ser líquidos a temperaturas moderadas, por tener
presiones de vapor prácticamente despreciables, pudiendo ser fácilmente separados de otros compuestos
por destilación, lo que permite su recuperación en forma pura y su reutilización [60]. Esta misma
característica los hace llamar compuestos “verdes”, por su nula vaporización y así nula contaminación del
ambiente con sustancias tóxicas. Otras características que lo hacen “verdes” son la de no tener riesgos de
inflamabilidad, lo que los hace compuestos seguros de operar; la alta especificidad que tienen lo que hace
disminuir las etapas intermediarias para obtener productos determinados; y la utilización de compuestos
de naturaleza renovable [17],[19],[58].
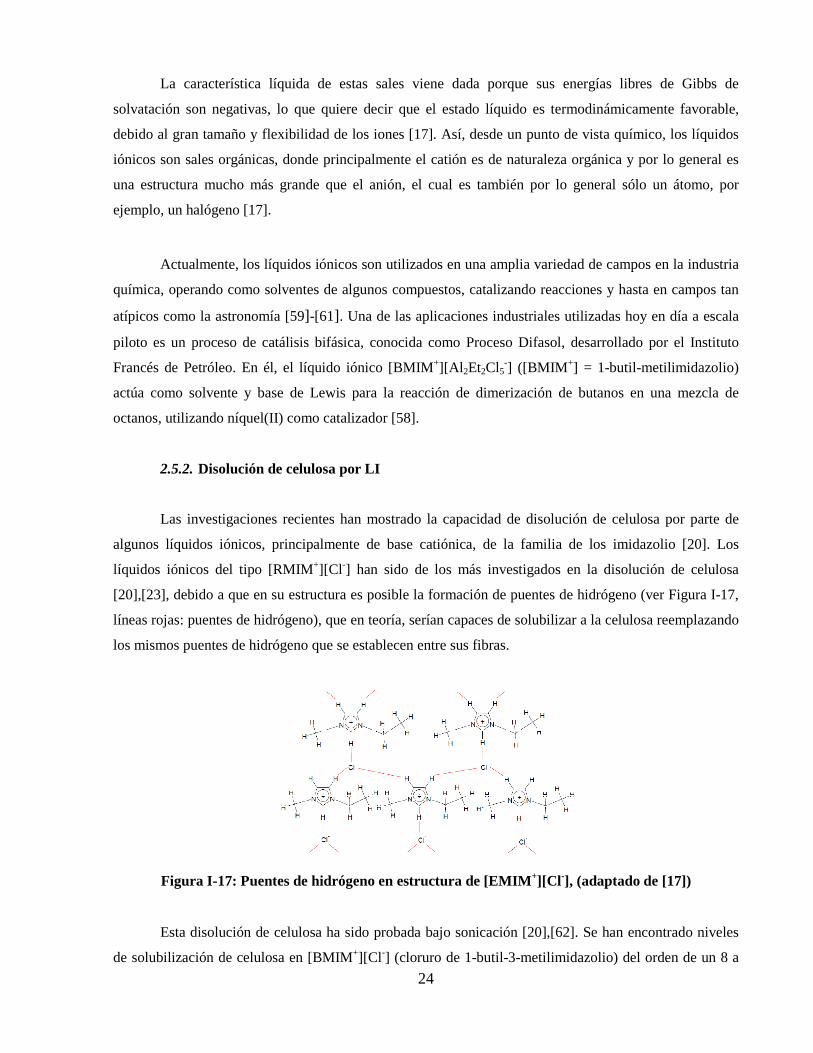
24
La característica líquida de estas sales viene dada porque sus energías libres de Gibbs de
solvatación son negativas, lo que quiere decir que el estado líquido es termodinámicamente favorable,
debido al gran tamaño y flexibilidad de los iones [17]. Así, desde un punto de vista químico, los líquidos
iónicos son sales orgánicas, donde principalmente el catión es de naturaleza orgánica y por lo general es
una estructura mucho más grande que el anión, el cual es también por lo general sólo un átomo, por
ejemplo, un halógeno [17].
Actualmente, los líquidos iónicos son utilizados en una amplia variedad de campos en la industria
química, operando como solventes de algunos compuestos, catalizando reacciones y hasta en campos tan
atípicos como la astronomía [59]-[61]. Una de las aplicaciones industriales utilizadas hoy en día a escala
piloto es un proceso de catálisis bifásica, conocida como Proceso Difasol, desarrollado por el Instituto
Francés de Petróleo. En él, el líquido iónico [BMIM+][Al 2Et2Cl5-] ([BMIM +] = 1-butil-metilimidazolio)
actúa como solvente y base de Lewis para la reacción de dimerización de butanos en una mezcla de
octanos, utilizando níquel(II) como catalizador [58].
2.5.2. Disolución de celulosa por LI
Las investigaciones recientes han mostrado la capacidad de disolución de celulosa por parte de
algunos líquidos iónicos, principalmente de base catiónica, de la familia de los imidazolio [20]. Los
líquidos iónicos del tipo [RMIM+][Cl -] han sido de los más investigados en la disolución de celulosa
[20],[23], debido a que en su estructura es posible la formación de puentes de hidrógeno (ver Figura I-17,
líneas rojas: puentes de hidrógeno), que en teoría, serían capaces de solubilizar a la celulosa reemplazando
los mismos puentes de hidrógeno que se establecen entre sus fibras.
Figura I-17: Puentes de hidrógeno en estructura de [EMIM +][Cl -], (adaptado de [17])
Esta disolución de celulosa ha sido probada bajo sonicación [20],[62]. Se han encontrado niveles
de solubilización de celulosa en [BMIM+][Cl -] (cloruro de 1-butil-3-metilimidazolio) del orden de un 8 a

25
un 10 % en tiempos variantes entre 15 a 20 min, utilizando condiciones de sonicación de 10 W de
potencia máxima, a 10 % de potencia nominal [62].
Para disolver celulosa en [BMIM+][Cl -] se ha utilizado también temperaturas elevadas, que varían
entre 130 y 150 °C. Las cargas de celulosa en líquido iónico (sal iónica a temperatura ambiente) son del
orden de un 5,0 % p/p e incubados por tiempos que varían desde los 10 a 180 min. Dadi y colaboradores,
[21], encontraron condiciones óptimas de disolución de celulosa avicel a 130 °C por 10 minutos, liberando
en la posterior hidrólisis enzimática (60 FPU/g de celulosa) alrededor de 16 [mg/mL] de azúcares
reductores a las 24 horas respecto de una carga inicial de 17 [mg/mL]. Esto supone rendimientos del orden
de un 95 %. A las 6 horas de hidrólisis se encontraron rendimientos del orden de un 80 % en azúcares
reductores, lo que redunda en una clara mejora respecto a avicel sin tratar, la cual a las 24 horas alcanza
rendimientos del orden de un 40 %. Los índices de disminución de cristalinidad de la celulosa son los que
explican los menores tiempos de hidrólisis para la celulosa.
Otros trabajos muestran la disolución de celulosa con distintos líquidos iónicos, demostrando que
para [BMIM+][Cl -] se tienen los índices de hidrólisis enzimática (con 50 FPU/g de celulosa) más veloces,
pero con [EMIM+][OAc-] (acetato de 1-etil-3-metilimidazolio) los más altos índices de obtención de
azúcares, tal como muestra la Figura I-18. La carga de celulosa fue de 20 [mg/mL], por lo que para todos
los tratamientos se alcanzaron rendimientos cercanos al 100 % a las 48 horas en relación a los azúcares
reductores registrados (medidos por DNS, [63]). Los pretratamientos con LI fueron realizados a 110 °C
por 15 min, seguido de la adición de agua desionizada por 30 min bajo agitación, y lavados con agua
desionizada y acetona [23].
Figura I-18: Hidrólisis enzimática de avicel pretratado con [BMIM +][Cl -] a 130 °C por 10 min [22]

26
La regeneración del material lignocelulósico es necesaria debido a que la celulosa tiende a formar
una solución viscosa con el LI, debido a los puentes de hidrógeno que se establecen entre las hebras de
celulosa y el líquido iónico (ver Figura I-19) [21]. Así, la regeneración de la celulosa debe ser realizada
con agua u otro solvente, de forma que la celulosa vuelva a conformar su estructura, esta vez con menor
cristalinidad.
La razón de lavar sucesivamente la celulosa viene dada por la comprobada inactivación de las
celulasas provenientes de T. reseei al estar en presencia de algunos líquidos iónicos. Turner y
colaboradores [64], demostraron que para los líquidos iónicos 5,0 % LiCl – 95 % DMAc, [BMIM+][BF4-]
y [BMIM +][Cl -] la actividad de las enzimas celulolíticas se ve substancialmente reducida. Las razones que
explican la desactivación de las enzimas no han sido del todo comprobadas, y de hecho, después del
contacto de las enzimas con líquidos iónicos no pudieron ser reactivadas.
Figura I-19: Puentes de hidrógeno entre fibras de celulosa y [EMIM +][Cl -], (adaptado de [23])
2.5.3. Líquidos iónicos como pretratamiento de material lignocelulósico
El uso de líquidos iónicos como pretratamiento de material lignocelulósico tiene por objetivo el
fraccionamiento del material, y su consiguiente mejora de rendimiento en las tasas de hidrólisis
enzimáticas, realizadas con enzimas celulolíticas comerciales, versus pretratamientos tales como
explosión a vapor o la hidrólisis ácida [24],[65]. No obstante, su uso a escala industrial aún representa
algunos desafíos, debido a que la recuperación del LI a nivel de laboratorio se realiza por intercambio
iónico, lo cual es impracticable a gran escala. Otro desafío es la utilización de las hemicelulosas y lignina
para hacer el proceso costo-efectivo, después de que la celulosa ha sido extraída [65].
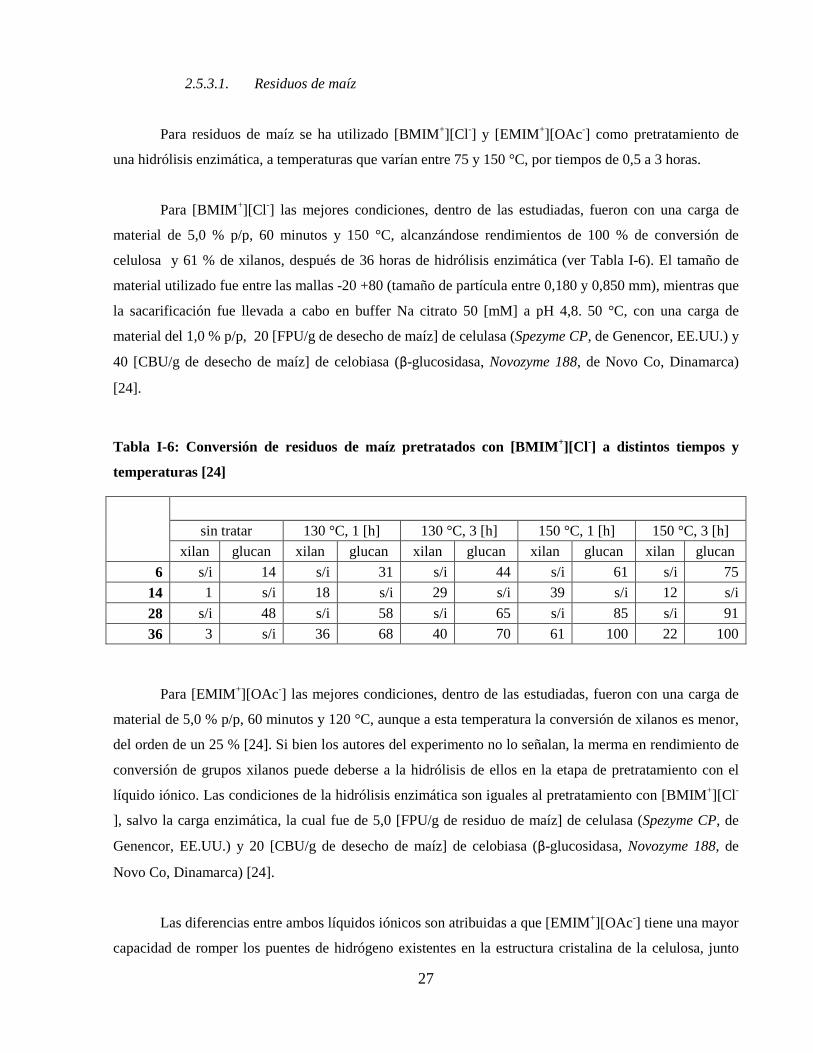
27
2.5.3.1. Residuos de maíz
Para residuos de maíz se ha utilizado [BMIM+][Cl -] y [EMIM +][OAc-] como pretratamiento de
una hidrólisis enzimática, a temperaturas que varían entre 75 y 150 °C, por tiempos de 0,5 a 3 horas.
Para [BMIM+][Cl -] las mejores condiciones, dentro de las estudiadas, fueron con una carga de
material de 5,0 % p/p, 60 minutos y 150 °C, alcanzándose rendimientos de 100 % de conversión de
celulosa y 61 % de xilanos, después de 36 horas de hidrólisis enzimática (ver Tabla I-6). El tamaño de
material utilizado fue entre las mallas -20 +80 (tamaño de partícula entre 0,180 y 0,850 mm), mientras que
la sacarificación fue llevada a cabo en buffer Na citrato 50 [mM] a pH 4,8. 50 °C, con una carga de
material del 1,0 % p/p, 20 [FPU/g de desecho de maíz] de celulasa (Spezyme CP, de Genencor, EE.UU.) y
40 [CBU/g de desecho de maíz] de celobiasa (β-glucosidasa, Novozyme 188, de Novo Co, Dinamarca)
[24].
Tabla I-6: Conversión de residuos de maíz pretratados con [BMIM+][Cl -] a distintos tiempos y
temperaturas [24]
Tiempo H.Enz
[h]
Conversión ( %), temperatura y tiempo pretratamiento con [BMIM +][Cl -]
sin tratar 130 °C, 1 [h] 130 °C, 3 [h] 150 °C, 1 [h] 150 °C, 3 [h]
xilan glucan xilan glucan xilan glucan xilan glucan xilan glucan
6 s/i 14 s/i 31 s/i 44 s/i 61 s/i 75
14 1 s/i 18 s/i 29 s/i 39 s/i 12 s/i
28 s/i 48 s/i 58 s/i 65 s/i 85 s/i 91
36 3 s/i 36 68 40 70 61 100 22 100
Para [EMIM+][OAc-] las mejores condiciones, dentro de las estudiadas, fueron con una carga de
material de 5,0 % p/p, 60 minutos y 120 °C, aunque a esta temperatura la conversión de xilanos es menor,
del orden de un 25 % [24]. Si bien los autores del experimento no lo señalan, la merma en rendimiento de
conversión de grupos xilanos puede deberse a la hidrólisis de ellos en la etapa de pretratamiento con el
líquido iónico. Las condiciones de la hidrólisis enzimática son iguales al pretratamiento con [BMIM+][Cl -
], salvo la carga enzimática, la cual fue de 5,0 [FPU/g de residuo de maíz] de celulasa (Spezyme CP, de
Genencor, EE.UU.) y 20 [CBU/g de desecho de maíz] de celobiasa (β-glucosidasa, Novozyme 188, de
Novo Co, Dinamarca) [24].
Las diferencias entre ambos líquidos iónicos son atribuidas a que [EMIM+][OAc-] tiene una mayor
capacidad de romper los puentes de hidrógeno existentes en la estructura cristalina de la celulosa, junto

28
con tener un punto de fusión menor que [BMIM+][Cl -], lo que ayuda a que el proceso sea más conveniente
del punto de vista energético [24].
Otro aspecto importante de la investigación radica en la presencia de humedad en el material. Es
sabido que la presencia de agua en el líquido iónico afecta la solubilización de la celulosa, no permitiendo
romper los puentes de hidrógeno intermoleculares en el polímero. No obstante, los índices de obtención de
azúcares terminadas 24 horas de hidrólisis enzimática muestran que son prácticamente invariantes al
contenido de humedad entre 0 y 10 %, respecto a la conversión de glucanos y xilanos. Esto se debe, a que
si bien el agua afecta el rompimiento de puentes de hidrógeno en la celulosa, el pretratamiento con
líquidos iónicos en materiales lignocelulósicos busca la disrupción de la matriz de lignina, para hacer la
celulosa más accesible al ataque enzimático. No obstante, el contenido de humedad afecta los tiempos de
hidrólisis enzimática, no permitiendo disminuir de forma tan drástica los tiempos de sacarificación [24].
2.5.3.2. Residuos de trigo
Como pretratamiento de material lignocelulósico se han tratado residuos de trigo con
[EMIM +][DEtPO4-] (dietilfosfato de 1-etil-3-metilimidazolio), a temperaturas entre 25 y 150 °C por 10 a
120 minutos. La carga de material fue de 4,0 % p/p y los desechos de trigo fueron molidos hasta que
quedara un polvo de material (no se especifica la granulometría) [25].
Los mejores resultados se encontraron para un pretratamiento con 130 °C y 30 minutos,
alcanzando rendimientos del orden de 55 % en azúcares reductores. A medida que se aumentó la
temperatura se obtuvieron mayores índices de azúcares posterior a la sacarificación enzimática, no
obstante, entre 130 y 150 °C (ambos 60 min) las diferencias son mínimas y no permiten identificar a un
pretratamiento como mejor que el otro (ver Tabla I-7). Manteniendo la temperatura en 130 °C, no existen
diferencias significativas entre 30, 60, 90 y 120 minutos de pretratamiento.
Tabla I-7: Niveles de azúcares reductores liberados después de 12 horas de hidrólisis enzimática de
residuos de trigo pretratados con [EMIM+][DEtPO4-] por 60 min a distintas temperaturas
Temperatura pretratamiento [ °C] 25 70 100 120 130 150 Azúcares reductores [mg/mL]
2,9 2,8 4,8 5,1 5,5 5,6
Rendimiento [ %] 29 28 48 51 55 56
29
La hidrólisis enzimática se llevó a cabo bajo una carga de material de 1,0 % p/p en buffer Na
acetato 50 [mM] a pH 4,8, a 50 °C bajo agitación. La carga enzimática fue 30 FPU/g de residuo de trigo
de celulasa (Genencor, EE.UU.). Los azúcares liberados fueron medidos bajo la técnica de DNS, [63].
Respecto a la cinética de la hidrólisis enzimática, se aprecia una ostensible mejora respecto a los
controles, tanto en nivel de azúcares liberados como en tiempos en que se alcanzan estos valores
máximos. Por ejemplo, para material pretratado con [EMIM +][DEtPO4-] a 130 °C por 30 min, a las 6
horas de hidrólisis se alcanzó un 50 % de azúcares reductores liberados, de un total de 55 % alcanzado a
las 24 horas, aproximadamente. Respecto a material pretratado con agua se observa que a las 6 horas de
hidrólisis se liberaron alrededor de un 5,0 % de azúcares reductores, mientras que a las 24 horas se
liberaron alrededor de un 10 % de azúcares reductores. Así, con el tratamiento con [EMIM+][DEtPO4-] se
obtiene que los máximos de azúcares reductores liberados se alcanzan en periodos más cortos, respecto a
material pretratado con agua [25].
Otras investigaciones han estudiado la delignificación de desechos de caña de azúcar con
[EMIM +][ABS-] (naturaleza aniónica tipo alquilbenceno-sulfonato), donde se han obtenido rendimientos
de extracción de lignina cercanos al 75 % (ver Anexo C)
2.6. FERMENTACIÓN
La fermentación de los azúcares obtenidos después de la sacarificación enzimática (SHF,
separated hydrolysis fermentation) se lleva a cabo por medio de microorganismos. Cuando la fuente de
carbono es almidón, la fermentación de los azúcares obtenidos se lleva a cabo normalmente con S.
cerevisiae, sin embargo, a la hora de fermentar los azúcares provenientes de material lignocelulósico, la S.
cerevisiae no puede fermentar las pentosas provenientes de la hidrólisis de la hemicelulosa. Así, se ha
tenido que investigar en la adición de rutas metabólicas a estos microorganismos de forma que sean
capaces de procesar las pentosas, mediante ingeniería genética [29]. Otra complejidad que está presente en
la fermentación de pentosas y hexosas es la generación de compuestos inhibidores en las etapas previas,
tales como ácido acético y furanos [6].
Debido a que los principales monómeros que se obtienen de la hidrólisis de material
lignocelulósico son glucosa y xilosa, las investigaciones se han enfocado en tener organismos que tengan
las dos rutas metabólicas para su síntesis. Genes de síntesis de xilosa han sido incorporados a levadura y
Zymomonas mobilis. Otro microorganismo recombinante que tiene la ruta metabólica de síntesis de
pentosas es la Escherichia coli FBR5, utilizada para fermentar azúcares provenientes de la hidrólisis

30
enzimática de residuos de trigo pretratados con ácido sulfúrico diluido a 121 °C por 60 minutos. En dicha
investigación, el rendimiento etanol/sustrato fue de 0,413 [g de etanol/g de sustrato (azúcar)], a 35 °C y
pH 6,0 [11].
La otra forma de fermentar azúcares es hacerlo de forma simultánea con la sacarificación
enzimática (SSF, simultaneous saccharification and fermentation). Este proceso tiene la ventaja de generar
menos compuestos inhibitorios, los cuales reducen los rendimientos de la fermentación. Otras ventajas son
la rápida conversión de azúcares en etanol, lo que reduce la inhibición de las enzimas; menores
requerimientos de enzimas; menores requerimientos de esterilización debido a la rápida conversión de
glucosa en etanol; y tiempos de reacción más cortos junto con una minimización del volumen de reacción.
Las desventajas que tiene el proceso es que el crecimiento de los microorganismos no es el óptimo para la
hidrólisis de la celulosa y la tolerancia de etanol de los microorganismos [6],[31].
Los microorganismo más utilizados en el proceso SSF son T. reesei y S. cerevisiae a una
temperatura óptima de 38 °C, sin embargo, debido a que ésta no es la temperatura óptima para la hidrólisis
de celulosa, tal como se mencionaba anteriormente, se está investigando en la utilización de
microorganismos que puedan crecer a temperaturas más elevadas [6].
2.7. BIOREFINERÍA
La adición de co-procesos para el proceso de producción de etanol a partir de materiales
lignocelulósicos es fundamental para hacerlos costo-efectivos y competitivos en el mercado de las
gasolinas convencionales [6],[29],[66]. El alto gasto en energía que requiere la etapa del pretratamiento
demanda la utilización eficiente de las fuentes energéticas disponibles, como por ejemplo, la generación
de energía eléctrica a partir de la lignina residual mediante su quema (proceso patentado por Iogen, Co
[32]), o bien, la producción de productos secundarios a partir de la lignina o los compuestos xilanos
solubilizados en el proceso, tal como lo hace Raven Biofuels Internationa, Co., produciendo furfural a
partir de una hidrólisis ácida primaria que genera xilosas [33].

31
Figura I-20: Diagrama de una biorefinería de biomasa y/o almidón (adaptado de [29],[67])
La lignina residual del proceso de pretratamiento puede ser utilizada para la síntesis de una gran
variedad de productos adicionales, tales como: vanilina, ácido ferúlico, ácido cumárico, guaiacol,
catechol, entre otros (ver Figura I-20). Por ej., la vanilina, es utilizada como saborizante o fragancias [66].
Por otro lado, en la pirolisis los gases de síntesis pueden ser utilizados para la producción de propileno,
mientras que los aceites de la misma son ricos en distintos alcoholes ésteres, aldehídos, etc. [67].
Las distintas metodologías en una biorefinería se pueden clasificar en tres grandes grupos:
hidrotérmica, química y enzimática (para más detalles, revisar Anexo D).

32
3. OBJETIVOS
3.1. OBJETIVO GENERAL
Comparar producción específica de etanol por gramo de materia prima tratada que sería posible
producir al procesar residuos agrícolas (maíz y trigo) con un proceso que incluya un pretratamiento con
ácido diluido, uno de ácido diluido seguido de otro alcalino y uno con líquidos iónicos, todos seguidos de
una hidrólisis con celulasas comerciales.
3.2. OBJETIVOS ESPECÍFICOS
• Estudiar el efecto de un pretratamiento ácido sobre la efectividad de la hidrólisis enzimática de
celulosa presente en residuos lignocelulósicos de maíz y trigo
• Determinar las condiciones de operación que liberan las máximas cantidades de azúcares y
monosacáridos después de la sacarificación para cada pretratamiento.
• Estudiar el efecto de un pretratamiento alcalino diluido aplicado a residuos de maíz y trigo,
previamente tratados con ácido diluido, sobre la remoción de lignina, y sobre la liberación de
azúcares en la sacarificación.
• Identificar las condiciones de operación en un pretratamiento de residuos de maíz y trigo con
líquidos iónicos, que liberen la mayor concentración de azúcares simples, glucosa y xilosa.
• Evaluar ventajas y desventajas de utilizar del pretratamiento con líquidos iónicos, y pretratamiento
ácido y/o alcalino diluidos.

33
4. JUSTIFICACIÓN DEL PROYECTO
La justificación de la realización del proyecto radica en la necesidad de generar valores
experimentales referenciales respecto a los niveles de liberación de azúcares desde materiales
lignocelulósicos locales (en particular, desechos de maíz y trigo), con pretratamientos químicos
convencionales (ácido diluido y alcalino) y de química verde (ambientalmente amigables), como son los
líquidos iónicos. Todo ello con el objetivo de tener un patrón de comparación para el pretratamiento de
estos desechos con hongos de pudrición blanca y su posterior sacarificación con enzimas celulolíticas
comerciales, enmarcado en el proyecto de producción de bioetanol a partir de materiales lignocelulósicos.
Si bien existe un acervo de literatura respecto a este tipo de pretratamientos para este tipo de
materiales, es imprescindible tener datos experimentales propios en base a este tipo de desechos, debido a
que las composiciones químicas a nivel de macroestructuras es diferente en cada región en que las
plantaciones son cultivadas, y por ello, el comportamiento de los materiales ante distintos tratamientos
puede ser diferente.
Respecto a la investigación con líquidos iónicos, a nivel nacional no existe experiencia en la
utilización de este tipo de solventes en materiales lignocelulósicos con vías a la obtención de bioetanol.
Debido a lo revolucionario de este tipo de compuestos químicos por sus características ambientales
referentes al mínimo impacto del entorno, la investigación en este campo sugiere un avance importante en
pro de la utilización de procesos amigables con el medio ambiente, y junto con ello, coloca al país en la
órbita científica de investigación en este campo.
34
CAPÍTULO II: METODOLOGÍA
La metodología seguida para la realización de esta investigación se basa principalmente en tres
etapas: una primera de fraccionamiento, selección de tamaño y secado del material a tratar; una segunda
referente a la realización del pretratamiento químico seleccionado; y una tercera, de sacarificación del
material pretratado, tal como se aprecia en el diagrama en Anexo E y F.
1. SELECCIÓN Y PREPARACIÓN DEL MATERIAL
Los residuos de maíz y trigo fueron obtenidos desde cosechas locales de los meses de Marzo 2008
y Diciembre 2007, respectivamente. Las partículas de residuos fueron disminuidas de tamaño mediante un
Molino de martillos Condux Werk, LHM 20116 con una malla de 8 [mm], seleccionándose el material de
un tamaño de 2,30 [mm].
Para los materiales pretratados con ácido sulfúrico diluido y/o hidróxido de sodio diluido, la
metodología de secado fue disponer los residuos en un liofilizador MicroModulyo, ThermoSavant por 20
horas, y luego almacenados a -20 °C antes de ser utilizados.
Para los materiales pretratados con líquidos iónicos, la metodología de secado consistió en
dejarlos toda una noche en un congelador, y luego ser dispuestos en un liofilizador Alpha 1-4 LDplus,
Christ, como el de la Figura II-1, a -50 °C y 20 [mbar] por 20 horas. Finalmente los residuos fueron
almacenados en un congelador a -20 °C antes de ser utilizados.
Figura II-1: Liofilizador Alpha 1-4 LDplus, Christ
35
2. PRETRATAMIENTO ÁCIDO
2.1. HIDRÓLISIS ÁCIDA
El pretratamiento ácido fue realizado a tres distintas concentraciones: 0,50, 0,75 y 1,00 % v/v, y a
dos tiempos: 30 y 60 minutos. Los ensayos fueron realizados en una autoclave con 1.750 [mL] de agua a
18 °C, y el tiempo de calentamiento hasta alcanzar el hervor fue de 35 minutos (ver Figura II-2). La
temperatura de operación fue asumida como 121 °C (punto de ebullición del agua a 2 atm). El material fue
cargado a 5,0 % p/v y los ensayos se hicieron en triplicado. Una vez alcanzado el tiempo de hidrólisis la
autoclave fue rápidamente dispuesta en hielo, para enfriarse. Luego los tubos fueron puestos en hielo y
almacenados a -20 °C.
Figura II-2: Esquema del montaje experimental para hidrólisis ácida
Posteriormente el material fue filtrado al vacío con filtros de Millipore Co. de fibra de vidrio, de
2,0 [µm] de tamaño de poro. Se adicionó agua destilada para retirar los azúcares remanentes del material
hasta completar 50 [mL] de solución, de los cuales 1,0 [mL] fue guardado a -20 °C para futuros análisis.
Una vez recolectado el licor el material fue lavado dos veces con 100 [mL] de buffer acetato 50 [mM] a
pH 4,8, con el objetivo de neutralizar el material al pH con el que se llevó a cabo la hidrólisis enzimática.
Los azúcares del licor recolectado fueron analizados con la técnica de DNS con calibración en
glucosa [63], y para ello se tomaron 30 [µL] de muestra y se adicionaron 30 [µL] de agua destilada. A la
solución de 60 [µL] se agregaron 120 [µL] de DNS-fenol (ver Anexo G) y fue dispuesta a 100 °C por 5
minutos, y luego enfriados con hielo. A la solución resultante se le midió la absorbancia a 550 [nm]. Para
medir la lignina soluble del líquido filtrado las muestras se diluyeron entre 50 y 25 veces con agua
desionizada, y se midió su absorbancia a 205 nm, [68]. La cantidad de glucosa fue analizada con el kit
comercial de Randox Laboratories Ltda, mientras que la cantidad de xilosa fue analizada con el kit
comercial de Megazyme International Ireland Ltda.

36
El material filtrado fue secado por 72 horas a 50 °C, para registrar la pérdida de peso y luego ser
hidrolizados con enzimas celulolíticas comerciales.
2.2. HIDRÓLISIS ALCALINA
El pretratamiento alcalino del material previamente tratado con ácido sulfúrico diluido fue
realizado con hidróxido de sodio (NaOH) al 2,0 % p/v por un tiempo de 60 minutos al. Los ensayos se
realizaron en la misma autoclave, utilizándose las mismas condiciones de operación.
Terminada la hidrólisis se tomó una alícuota de 1,0 [mL], la cual fue analizada con la técnica de
DNS con calibración en glucosa. En el ensayo, 60 [µL] de la muestra fueron mezclados con 120 [µL] de
reactivo DNS y fueron dispuestos en un calefactor a 100 °C por 5 minutos y luego enfriados con hielo.
Finalmente 60 [µL] de la mezcla fueron dispuestos en una placa para leer la absorbancia en un
espectrofotómetro a 550 [nm]. La cantidad de glucosa y xilosa fue analizada con los mismos kit
comerciales mencionado anteriormente. Al igual que los licores de la hidrólisis ácida, la lignina soluble
fue medida a 205 [nm].
El material fue filtrado al vacío siguiendo el mismo protocolo descrito anteriormente para ácido
sulfúrico diluido, para después registrar su pérdida de peso.
2.3. HIDRÓLISIS ENZIMÁTICA
La hidrólisis enzimática fue realizada con enzimas celulolíticas comerciales Sigma Aldrich. Se
utilizó una celulasa proveniente de T. resei Celluclast 1.5® (Novo, Co., Dinamarca) con actividad según
Ensayo de Papel Filtro igual a 85,0 [FPU/mL], donde FPU representa la cantidad de µmol de glucosa
liberados por minuto (ver Anexo H), y actividad de β-glucosidasa igual a 6,2 [CBU/mL]. También se
añadió celobiasa debido a que la preparación de celulasa contiene baja actividad de β-glucosidasa. Para
ello se suministró una celobiasa comercial, Novozyme 188® (Novo, Co., Dinamarca) con actividad de β-
glucosidasa de 916 [CBU/mL], donde CBU representa la cantidad en µmol de celobiosa convertida por
minuto.
Las hidrólisis fueron realizadas a 5,0 % p/v en relación a la masa inicial de material a pretratar (es
decir, masa antes de pretratamiento ácido), con buffer acetato 50 [mM] neutralizado con HCl concentrado
a pH 4,8, a 50 °C y 230 rpm por un tiempo de 96 horas, [55] (ver Figura II-3). La actividad enzimática
suministrada para los residuos de maíz fue de 65 [FPU/g de celulosa] para celulasa y 97 [CBU/g de
37
celulosa] (1,5 [CBU/FPU suministrada) para celobiasa. Para los residuos de trigo la actividad enzimática
suministrada fue de 75 [FPU/g de celulosa] y 111 [CBU/g de celulosa] (1,5 [CBU/FPU suministrada),
respectivamente. La carga enzimática se adicionó de acuerdo a lo recomendado para material
lignocelulósico, 60 [FPU/g de celulosa] y 0,8 – 2,7 [CBU/FPU suministrada], [56].
Alícuotas de 40 [µL] fueron tomadas a las 6, 24, 48 y 72 horas de hidrólisis, siendo diluidas con
210 [µL] (muestras 6 y 24 h) y 460 [µL] (muestras 48 y 72 h) de buffer acetato pH 4,8. Luego las muestras
fueron dispuestas a 100 °C por 5 minutos, con el objetivo de desactivar la enzima y guardadas a -20 °C
para posteriores análisis.
Los azúcares reductores fueron analizados mediante la técnica de DNS con calibración en glucosa,
[63], para lo cual se tomaron 60 [µL] de la alícuota diluida. Una vez mezclados, se añadieron 120 [µL] de
DNS-fenol y se pusieron en un baño en seco a 100 °C por 5 minutos. Luego la mezcla se puso en hielo por
5 minutos para detener la reacción y se midió la absorbancia a 550 [nm]. La cantidad de glucosa y xilosa
fue determinada con los mismos kit comerciales mencionados anteriormente.
Figura II-3: Esquema del montaje experimental de la hidrólisis enzimática
Finalmente, para analizar la cinética de sacarificación enzimática los niveles de azúcares
registrados se ajustaron a distintas curvas con el programa computacional CurveExpert 1.3,
seleccionándose así los modelos que mejor se ajusten a los datos medidos.
3. PRETRATAMIENTO CON LÍQUIDOS IÓNICOS
3.1. LÍQUIDOS IÓNICOS UTILIZADOS
Como pretratamiento, dos líquidos iónicos fueron probados: cloruro de 1-etil-3-metilimidazolio
[EMIM +][Cl -] e hidróxido de tricaprilmetilamonio [Aliquat+][OH-].

38
3.1.1. [EMIM +][Cl -]
Este líquido iónico fue sintetizado por Merck & Co.,Inc. Consiste en una sal orgánica sólida a
temperatura ambiente, y con punto de fusión entre 77 y 79 °C, [69]. Es un compuesto altamente
higroscópico, por lo que su manipulación preferentemente debe realizarse bajo atmósfera de argón o
nitrógeno, [62].
3.1.2. [Aliquat+][OH -]
Este líquido iónico fue sintetizado a partir de Aliquat 336®, Sigma Aldrich Corporation. Aliquat
336® es una mezcla 2:1 de dos compuestos; cloruro de trioctilmetilamonio y cloruro de
tricaprilmetilamonio, y es utilizado en la industria minera en la extracción de distintos metales.
Para reemplazar el anión cloruro por uno hidroxilo se añadieron 6,26 [g] de hidróxido de potasio
(KOH) a 50 [mL] de Aliquat 336® previamente diluidos en 500 mL de cloroformo. La razón de KOH
suministrada fue un 10 % molar superior de aquella necesitada para reemplazar los aniones cloruro. El
peso molecular de Aliquat 336® utilizado no fue el entregado por el fabricante, sino que se utilizó aquel
que fue reportado por Mikkola y colaboradores [70].
La reacción fue llevada a cabo a 60 °C por toda una noche, con un sistema de enfriamiento en la
parte superior para recircular el cloroformo evaporado. Una vez que terminó la reacción el líquido fue
filtrado con filtros de nylon, Millipore, Co, de 47 [mm] de diámetro y tamaño de poro de 0,2 [µm], para
retirar los cristales de cloruro de potasio (KCl) formados. El cloroformo fue retirado en un evaporador
rotatorio a 60 °C y 15 [mbar]. Posteriormente, el líquido iónico fue nuevamente diluido, esta vez en
acetona anhídrida, con la cantidad suficiente como para ver al líquido iónico totalmente diluido en la
acetona. Fue guardado por toda una noche a -20 °C, y luego fue filtrado nuevamente con filtros de nylon7.
Para observar si existían aún cristales de KCl remanentes, a una muestra de líquido iónico se le
añadió unas pocas gotas de nitrato de plata (AgNO3), previamente disuelto en etanol (Etax Aa 99,5 % de
pureza), sin observarse la formación de ningún precipitado blanco. Esto último ratifica la ausencia de
cristales de KCl en el líquido preparado, sin embargo, la conversión de la reacción (reemplazo de aniones
OH- por aniones Cl-) no fue medida.
7 Las condiciones de la reacción fueron otorgadas por el profesor Jyri-Pekka Mikkola, Laboratory of Industrial Chemistry and Reaction Engineering, Åbo Akademi University, Turku, Finland; Technical Chemistry, Department of Chemistry, Chemical-Biological Center, Umeå University, Sweden.
39
3.2. CONDICIONES DE PRETRATAMIENTO CON LÍQUIDOS IÓNICOS
3.2.1. [EMIM +][Cl -]
Se pesó 0,1 [g] de material, y se agregó 1,9 [g] de [EMIM+][Cl -] a temperatura ambiente, es decir,
sin atmósfera de argón, por lo que hubo una hidratación parcial de esta sal orgánica (observación
cualitativa). De esta forma, el material estuvo en una relación 5,0 % p/p en [EMIM+][Cl -]. Los ensayos
fueron realizados en triplicado y dispuestos en un baño de silicona para mantener la temperatura deseada
(ver Figura II-4).
Una vez que la reacción finalizó (80, 121 y 150 °C por 30 y 60 min a 300 rpm), los frascos fueron
dispuestos bajo agua fría, para bajar la temperatura, y se añadieron 5 [mL] de agua desionizada para
solubilizar al [EMIM+][Cl -] y regenerar la posible celulosa solubilizada. Luego, los residuos fueron
filtrados (filtro de nylon Millipore, Co., tamaño de poro 0,2 [µm]) y el licor fue aforado a 50 [mL] desde
donde una muestra de 3 [mL] fue guardada a -20 °C. El material hidrolizado fue lavado dos veces con 50
[mL] de agua desionizada para eliminar el [EMIM+][Cl -] remanente, y luego secado en un liofilizador
(previo almacenamiento a -20 °C por una noche) a -50 °C y 20 [mbar].
Finalmente, al líquido iónico se le midió la cantidad de azúcares reductores presentes con la
técnica de DNS, siguiendo el mismo procedimiento citado anteriormente. A los mejores casos se realizó
una medición de glucosa y xilosa con kit comerciales.
3.2.2. [Aliquat+][OH -]
Se pesó 0,1 [g] de material, y se agregaron 1,9 [g] de [Aliquat+][OH-] a temperatura ambiente. De
esta forma, el material estuvo en una relación 5,0 % p/p en [Aliquat+][OH-], siendo realizados en
triplicado. El montaje experimental utilizado fue el mismo que se utilizó para las experiencias realizadas
con [EMIM+][Cl -] (ver Figura II-4).
Una vez que la reacción finalizó (150 °C por 60 min a 300 rpm), se procedió al filtrado y lavado
del material con acetona anhídrida, siguiendo el mismo protocolo realizado para los pretratamientos con
[EMIM +][Cl -].
40
Figura II-4: Montaje experimental de pretratamiento con líquidos iónicos
3.3. HIDRÓLISIS ENZIMÁTICA
Para la sacarificación del material pretratado con líquidos iónicos, se utilizaron las mismas
enzimas celulolíticas comerciales utilizadas para la sacarificación del material pretratado con ácido
diluido, salvo que la actividad de cada una de las enzimas fue distinta, y son las siguientes: Celluclast
1.5L® (celulasa) 63,4 [FPU/mL ],(β-glucosidasa) 6,5 [CBU/mL]; y Novozyme 188® (β-glucosidasa) 650
[CBU/mL], ambas de Novo, Co. (ver Anexo H).
Figura II-5: Montaje experimental de hidrólisis enzimática de material pretratado con líquidos iónicos
Las hidrólisis fueron realizadas a 5,0 % p/v en relación a la masa inicial de material a pretratar (es
decir, masa antes de pretratamiento ácido), con buffer acetato 50 [mM] neutralizado con HCl concentrado
a pH 4,8, a 47,5 °C y 220 rpm por un tiempo de 72 horas (ver Figura II-5). La carga enzimática
suministrada para los residuos de maíz fue la misma que para los residuos pretratados con ácido sulfúrico
diluido.
41
Alícuotas de 20 [µL] fueron tomadas a las 6, 24, 48 y 72 horas de hidrólisis, siendo diluidas con
480 [µL] de buffer acetato pH 4,8. Luego las muestras fueron dispuestas a 100 °C por 5 minutos, con el
objetivo de desactivar la enzima y guardadas a -20 °C para posteriores análisis.
Los monosacáridos fueron medidos a través de cromatografía de gases (GC), realizando un
proceso de derivatización de las muestras previo análisis, con el objetivo de bajar la temperatura de
vaporización de los azúcares. Para realizar la derivatización (sililación) de las muestras 250 [µL] fueron
dispuestos en un frasco de vidrio, agregando 1,0 [mL] de xilitol 0,1 [mg/mL], disuelto en una mezcla 9:1
metanol – agua, como estándar. Además, se hizo una calibración con todos los monómeros a medir,
agregando 1,0 [mL] de una solución que contenía 0,1 [mg/mL] de cada compuesto a medir (arabinosa,
ramnosa, xilosa, manosa, fructosa, glucosa, galactosa y sucrosa) y 1,0 [mL] de solución estándar xilitol.
Todos los frascos fueron dispuestos en un calefactor a 50 °C para ser evaporadas, bajo ambiente de
nitrógeno y bajo campana. Luego las muestras fueron llevadas a un horno a 40 °C al vacío para eliminar
toda la humedad presente en ellas. Posteriormente se inició la reacción de sililación bajo campana,
añadiendo 120 [µL] de piridina a cada muestra seguido de agitación en vortex. Luego se añadieron 150
[µL] de hexametildisilazano (HMDS) y 70 [µL] de trimetilclorosilano (TMCS), seguido de agitación en
vortex (ver Anexo J). Se dejaron reposar las muestras por toda una noche, con objeto de que el precipitado
formado decantara. Finalmente se tomaron alrededor de 50 [µL] de la parte líquida para ser analizados en
el cromatógrafo. El protocolo seguido responde a la metodología de muestras sin metanólisis de
Laboratory of Wood and Paper Chemistry, Åbo Akademi, [71].
El equipo utilizado para la medición de azúcares fue un Cromatógrafo de gas PerkinElmer
Autosystem XL. La columna utilizada fue J&W HP-1 25 m (L) x 0.199 mm (ID), ancho de film 0,110 [µm]
y límites de temperatura desde -60 °C a 350 °C (350 °C Pgm). El método seguido utilizó hidrógeno
gaseoso como gas carrier a 14 [psi], y un volumen de inyección de muestra de 1,0 [µL] a 250 °C. El
detector fue del tipo FID (Flame Ionization Detector, Detector de Ionización de Llama en español) a 310
°C. El horno interior del cromatógrafo operó a 100 °C por 8 minutos, luego calentó hasta los 170 °C a
razón de 2 °C/min, y luego hasta 300 °C a razón de 12 °C/min, manteniéndose en esta última temperatura
por 10 minutos. Compuestos furanos, así como acetona y ácido acético fueron medidos por espectroscopia
de masa.
Las cinéticas de sacarificación enzimática fueron modeladas utilizando el mismo software que
para el material pretratado con ácido diluido.

42
CAPÍTULO III: RESULTADOS Y DISCUSIONES
1. COMPOSICIÓN DE LOS RESIDUOS
La composición de los residuos de maíz y trigo fue determinada por Pablo Santibáñez, del
Departamento de Ingeniería de la Madera de la Universidad de Chile. Las técnicas utilizadas para la
medición de los mismos fueron las normas TAPPI T-204 cm-97, T-203 cm-99 y T-222 om-98,
respectivamente. A continuación se presentan los resultados:
Tabla III-1: Composición de macroestructuras y otras sustancias de los residuos de maíz y trigo
Componente %, p/p
Residuos de maíz Residuos de trigo Lignina klason 11,7 ± 0,2 12,5 ± 0,3
Celulosa 35,5 ± 0,4 30,5 ± 0,8
Hemicelulosa 35,9 ± 7,3 34,3 ± 6,5
Sustancias extraíbles 15,8 ± 1,5 15,7 ± 1,1
Cenizas 5,4 ± 0,1 7,2 ± 0,3
Así, se puede decir que los residuos de maíz tienen una fuente de carbohidratos potencial igual a
714 ± 7,7 [mg de azúcares/g de material seco] ([mg AzRed/g MS]), mientras que los residuos de trigo
contienen 648 ± 8,5 [mg AzRed/g MS].
2. COMPARACIÓN DE MÉTODOS DE MEDICIÓN DE AZÚCARES
Se realizaron dos experiencias para observar si existen diferencias significativas entre las
metodologías de medición de azúcares: para la primera, los azúcares reductores fueron medidos con DNS,
en tanto que glucosa y xilosa con kit comerciales (Randox y Megazyme, respectivamente); mientras que
para la segunda, se midieron los azúcares mediante cromatografía de gases. Para validar el modelo, se
realizó una hidrólisis enzimática a residuos de maíz y trigo, por separado, y sin tratamientos preliminares.
La carga enzimática suministrada fue la misma, tanto para DNS – kit comerciales (1er experimento) como
para cromatógrafo de gases (GC) (2do experimento) (ver CAPÍTULO II: secciones 2.3 y 3.3,
respectivamente), a 47 °C por 72 horas y 220 rpm. En la Figura III-1 se pueden observar los resultados en
obtención de azúcares para los monómeros de glucosa y xilosa, así como los azúcares totales obtenidos de
la hidrólisis.

43
En cuanto a la validez de las metodologías utilizadas, para maíz se observa que todos los valores
son similares, independiente de la metodología, pero presentan errores poco significativos (entre un 10 y
un 13 %). Para residuos de trigo los valores de azúcares determinados por el GC son del orden de un 16 %
inferior a los obtenidos con DNS, de la misma forma que en la medición de glucosa se encontró que los kit
comerciales entregaron un 14 % más de azúcares que el GC. Se debe considerar que la metodología de
DNS representa una aproximación de la cantidad de azúcares reductores presentes en la muestra a
analizar, dado que su calibración se hace en glucosa, y el resto de monosacáridos podría ser supra o
subvalorado respecto a la absorbancia medida con esta técnica. Otro punto importante a considerar es que
las experiencias realizadas por el GC corresponden a una experiencia distinta de las muestras analizadas
con los kit comerciales y con DNS, debido a que las primeras fueron realizadas en el Laboratorio de
Química Industrial e Ingeniería de Reacciones, Åbo Akademi y las segundas en el Centro de Ingeniería
Bioquímica y Biotecnología de la Universidad de Chile. Si bien las experiencias fueron llevadas a cabo
bajo las mismas condiciones, el hecho de que las muestras no sean las mismas puede haber influido de
forma importante en que la cantidad de azúcares medidos no sean más parecidas.
Figura III-1: Azúcares producidos por la hidrólisis enzimática de residuos de maíz (Az totales en
GC es la suma de todos los monómeros analizados)
Comparando los resultados obtenidos por los kit comerciales y los obtenidos con el DNS, se
aprecia que los azúcares totales medidos por esta última metodología son superiores a los medidos con los
kit, lo cual se justifica debido a que con el método DNS se están midiendo extremos reductores, sean estos
monoméricos o no, mientras que en los kit se está midiendo la cantidad específica de glucosa y xilosa por
separado.
23 25
126109
149133
166 164
020406080
100120140160180200
kits GC DNS
Azú
care
s [m
g/g
de m
ater
ial s
eco]
Metodología de medición
Xilosa Glucosa Xil + Glu Az totales

44
Figura III-2: Azúcares producidos por la hidrólisis enzimática de residuos de trigo (Az totales en
GC es la suma de todos los monómeros analizados)
Figura III-3: Composición de hidrolizado de residuos de maíz sin pretratamiento, analizado
mediante GC
Las Figuras III-3 y III-4 muestran las composiciones del hidrolizado (licor) en cuanto a los
monómeros (con la salvedad de sucrosa que es un dímero). Es claro que no importando el residuo, los
mayores monómeros que se obtienen son glucosa y xilosa, correspondiendo a un 86 y un 89 % de los
azúcares totales analizados por el GC, en residuos de maíz y trigo, respectivamente. La glucosa proviene
principalmente de la hidrólisis de la celulosa, aunque se debe considerar que la hemicelulosa en su
estructura también tiene monómeros de glucosa, mientras que la xilosa proviene exclusivamente de la
hemicelulosa. Los restantes monómeros debiesen provenir de la hidrólisis de hemicelulosa o azúcares
libres presentes en el material.
30 3277 92107 124
143118
0
50
100
150
200
kits GC DNSAzú
care
s [m
g/g
de m
ater
ial
seco
]
Metodología de medición
Xilosa Glucosa Xil + Glu Az totales
3,2%7,7% 1,4%
70,0%
1,6%
0,2%
15,8%Arabinosa
Fructosa
Galactosa
Glucosa
Manosa
Sucrosa
Xilosa
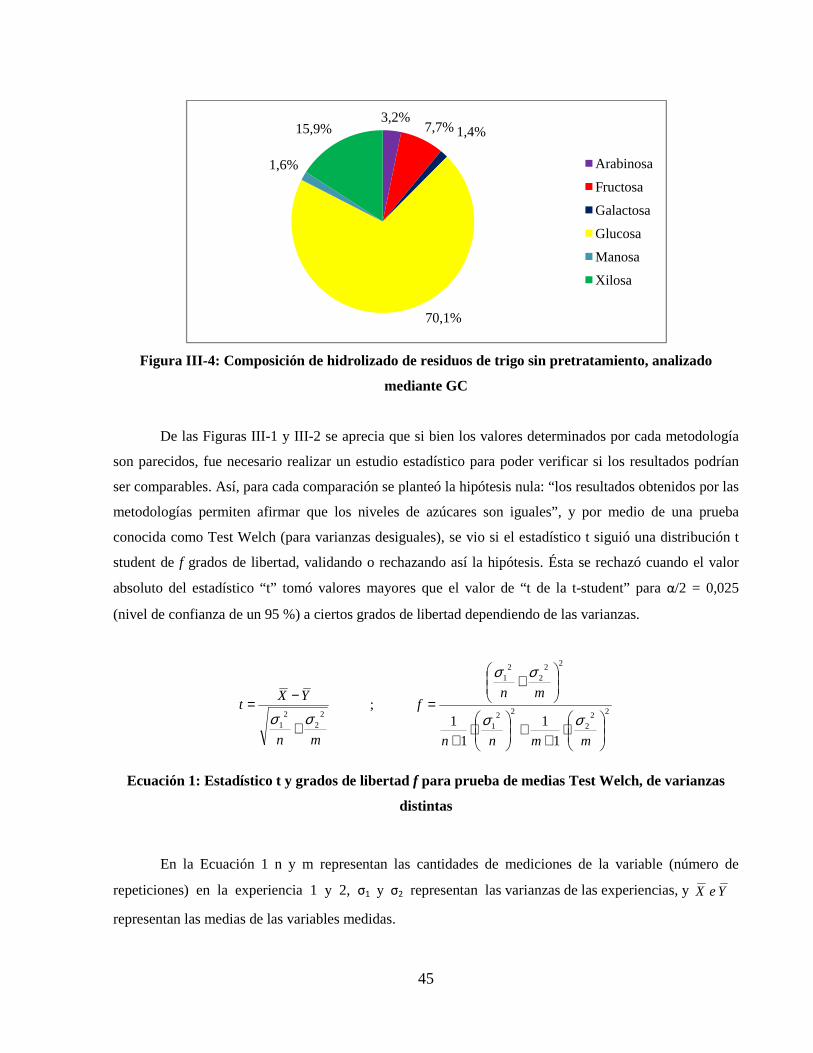
45
Figura III-4: Composición de hidrolizado de residuos de trigo sin pretratamiento, analizado
mediante GC
De las Figuras III-1 y III-2 se aprecia que si bien los valores determinados por cada metodología
son parecidos, fue necesario realizar un estudio estadístico para poder verificar si los resultados podrían
ser comparables. Así, para cada comparación se planteó la hipótesis nula: “los resultados obtenidos por las
metodologías permiten afirmar que los niveles de azúcares son iguales”, y por medio de una prueba
conocida como Test Welch (para varianzas desiguales), se vio si el estadístico t siguió una distribución t
student de f grados de libertad, validando o rechazando así la hipótesis. Ésta se rechazó cuando el valor
absoluto del estadístico “t” tomó valores mayores que el valor de “t de la t-student” para α/2 = 0,025
(nivel de confianza de un 95 %) a ciertos grados de libertad dependiendo de las varianzas.
222
221
222
21
22
21
1
1
1
1;
⋅
++
⋅
+
+
=
+
−=
mmnn
mnf
mn
YXt
σσ
σσ
σσ
Ecuación 1: Estadístico t y grados de libertad f para prueba de medias Test Welch, de varianzas
distintas
En la Ecuación 1 n y m representan las cantidades de mediciones de la variable (número de
repeticiones) en la experiencia 1 y 2, σ1 y σ2 representan las varianzas de las experiencias, y YeX
representan las medias de las variables medidas.
3,2%7,7%1,4%
70,1%
1,6%
15,9%
Arabinosa
Fructosa
Galactosa
Glucosa
Manosa
Xilosa

46
Tabla III-2: Valores de estadístico “t” en cada prueba realizada con un nivel de confianza del 95 %
| t | f t0,975 f Hipótesis nula
Maíz
glucosa GC - kit 1,669 6,47 2,406 Aceptada
xilosa GC - kit 0,721 6,43 2,406 Aceptada
azúcares totales GC - DNS 1,116 6,00 2,447 Aceptada
Trigo
glucosa GC - kit 3,186 6,04 2,447 Rechazada
xilosa GC - kit 0,806 4,43 2,673 Aceptada
azúcares totales GC - DNS 4,260 7,10 2,365 Rechazada
Como se aprecia en la Tabla III-2, sólo dos pruebas fueron rechazadas: los valores de glucosa
medidos por el kit y por el GC y los azúcares totales medidos por DNS y el GC, ambas para trigo. Los
rechazos vienen dados claramente por una menor varianza existente en las mediciones de este material, lo
cual puede ser explicado por una mayor homogeneidad del material. El maíz, por el contrario posee
partículas de diferente densidad, lo que puede haber afectado la medición, dispersando los datos y para
esta clase de análisis hacerlos más similares. En todo caso, se debe hacer hincapié que los experimentos
realizados con kit – DNS y los realizados con cromatógrafo de gases fueron distintos, por lo que gran parte
de las diferencias se pueden explicar por esta vía. Así, para trabajos futuros se recomienda probar todas
las técnicas de medición en un mismo experimento, de forma de poder analizar in situ la validez de cada
metodología.
Con el objetivo de comparar para residuos de trigo los monosacáridos en los test en los que se
encontraron diferencias significativas, se procedió a realizar una normalización de la cantidad de azúcares
en base a los resultados obtenidos por el cromatógrafo de gases mediante las siguientes expresiones:
Residuos de trigo (glucosa kit – GC):
[ ] [ ] kitGC GluGlu ⋅= 194,1
Ecuación 2: Relación entre glucosa medida por kit y medida por GC
Residuos de trigo (DNS – GC):
[ ] [ ] DNSGC redAzredAz ⋅= 204,1
Ecuación 3: Relación entre azúcares totales medida por DNS y medida por GC (sumatoria monosacáridos)
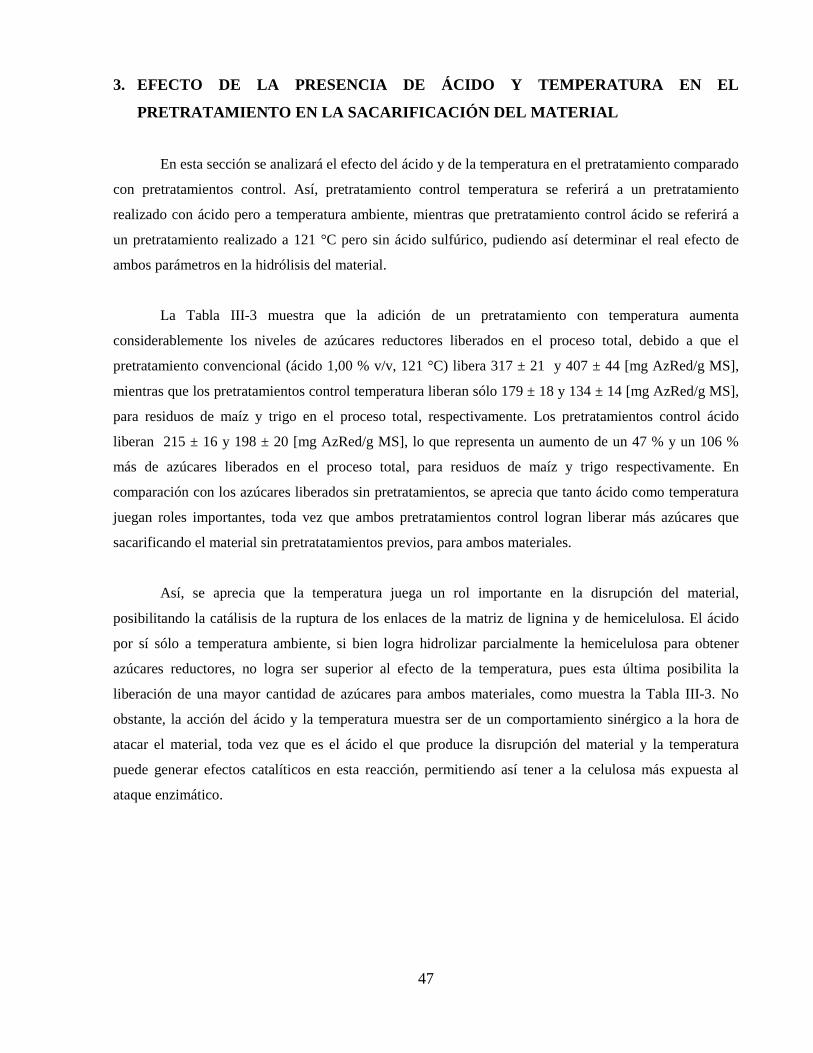
47
3. EFECTO DE LA PRESENCIA DE ÁCIDO Y TEMPERATURA EN EL
PRETRATAMIENTO EN LA SACARIFICACIÓN DEL MATERIAL
En esta sección se analizará el efecto del ácido y de la temperatura en el pretratamiento comparado
con pretratamientos control. Así, pretratamiento control temperatura se referirá a un pretratamiento
realizado con ácido pero a temperatura ambiente, mientras que pretratamiento control ácido se referirá a
un pretratamiento realizado a 121 °C pero sin ácido sulfúrico, pudiendo así determinar el real efecto de
ambos parámetros en la hidrólisis del material.
La Tabla III-3 muestra que la adición de un pretratamiento con temperatura aumenta
considerablemente los niveles de azúcares reductores liberados en el proceso total, debido a que el
pretratamiento convencional (ácido 1,00 % v/v, 121 °C) libera 317 ± 21 y 407 ± 44 [mg AzRed/g MS],
mientras que los pretratamientos control temperatura liberan sólo 179 ± 18 y 134 ± 14 [mg AzRed/g MS],
para residuos de maíz y trigo en el proceso total, respectivamente. Los pretratamientos control ácido
liberan 215 ± 16 y 198 ± 20 [mg AzRed/g MS], lo que representa un aumento de un 47 % y un 106 %
más de azúcares liberados en el proceso total, para residuos de maíz y trigo respectivamente. En
comparación con los azúcares liberados sin pretratamientos, se aprecia que tanto ácido como temperatura
juegan roles importantes, toda vez que ambos pretratamientos control logran liberar más azúcares que
sacarificando el material sin pretratatamientos previos, para ambos materiales.
Así, se aprecia que la temperatura juega un rol importante en la disrupción del material,
posibilitando la catálisis de la ruptura de los enlaces de la matriz de lignina y de hemicelulosa. El ácido
por sí sólo a temperatura ambiente, si bien logra hidrolizar parcialmente la hemicelulosa para obtener
azúcares reductores, no logra ser superior al efecto de la temperatura, pues esta última posibilita la
liberación de una mayor cantidad de azúcares para ambos materiales, como muestra la Tabla III-3. No
obstante, la acción del ácido y la temperatura muestra ser de un comportamiento sinérgico a la hora de
atacar el material, toda vez que es el ácido el que produce la disrupción del material y la temperatura
puede generar efectos catalíticos en esta reacción, permitiendo así tener a la celulosa más expuesta al
ataque enzimático.
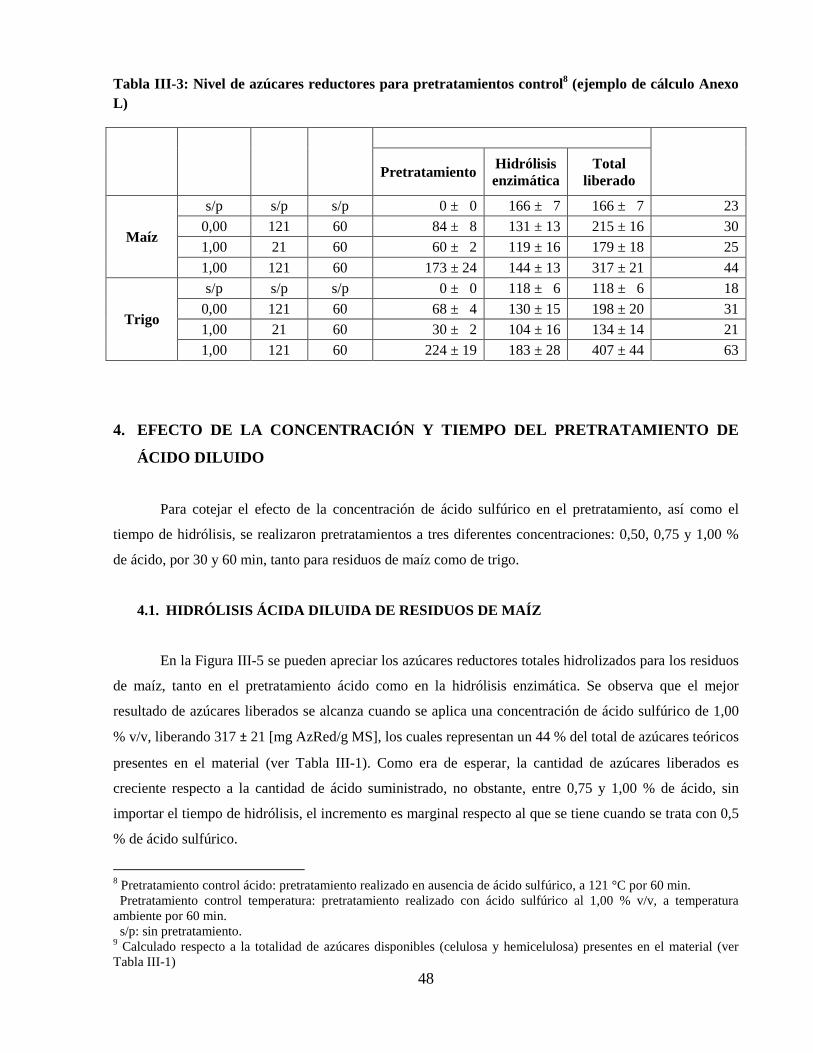
48
Tabla III-3: Nivel de azúcares reductores para pretratamientos control8 (ejemplo de cálculo Anexo L)
Material Ácido % v/v
Temp [ °C]
Tiempo [min]
Azúcares reductores [mg/g material seco] Rendimiento total de
azúcares, % 9
Pretratamiento Hidrólisis enzimática
Total liberado
Maíz
s/p s/p s/p 0 ± 0 166 ± 7 166 ± 7 23
0,00 121 60 84 ± 8 131 ± 13 215 ± 16 30
1,00 21 60 60 ± 2 119 ± 16 179 ± 18 25
1,00 121 60 173 ± 24 144 ± 13 317 ± 21 44
Trigo
s/p s/p s/p 0 ± 0 118 ± 6 118 ± 6 18
0,00 121 60 68 ± 4 130 ± 15 198 ± 20 31
1,00 21 60 30 ± 2 104 ± 16 134 ± 14 21
1,00 121 60 224 ± 19 183 ± 28 407 ± 44 63
4. EFECTO DE LA CONCENTRACIÓN Y TIEMPO DEL PRETRATAMIE NTO DE
ÁCIDO DILUIDO
Para cotejar el efecto de la concentración de ácido sulfúrico en el pretratamiento, así como el
tiempo de hidrólisis, se realizaron pretratamientos a tres diferentes concentraciones: 0,50, 0,75 y 1,00 %
de ácido, por 30 y 60 min, tanto para residuos de maíz como de trigo.
4.1. HIDRÓLISIS ÁCIDA DILUIDA DE RESIDUOS DE MAÍZ
En la Figura III-5 se pueden apreciar los azúcares reductores totales hidrolizados para los residuos
de maíz, tanto en el pretratamiento ácido como en la hidrólisis enzimática. Se observa que el mejor
resultado de azúcares liberados se alcanza cuando se aplica una concentración de ácido sulfúrico de 1,00
% v/v, liberando 317 ± 21 [mg AzRed/g MS], los cuales representan un 44 % del total de azúcares teóricos
presentes en el material (ver Tabla III-1). Como era de esperar, la cantidad de azúcares liberados es
creciente respecto a la cantidad de ácido suministrado, no obstante, entre 0,75 y 1,00 % de ácido, sin
importar el tiempo de hidrólisis, el incremento es marginal respecto al que se tiene cuando se trata con 0,5
% de ácido sulfúrico.
8 Pretratamiento control ácido: pretratamiento realizado en ausencia de ácido sulfúrico, a 121 °C por 60 min. Pretratamiento control temperatura: pretratamiento realizado con ácido sulfúrico al 1,00 % v/v, a temperatura ambiente por 60 min. s/p: sin pretratamiento. 9 Calculado respecto a la totalidad de azúcares disponibles (celulosa y hemicelulosa) presentes en el material (ver Tabla III-1)

49
Figura III-5: Azúcares reductores totales obtenidos para desechos de maíz con pretratamiento
ácido, seguido de una hidrólisis enzimática analizados con DNS
La Tabla III-4 muestra las diferencias significativas10, con un 90 % de confianza, existentes entre
los azúcares reductores totales medidos en el proceso total de hidrólisis de desechos de maíz, es decir,
pretratamiento ácido más hidrólisis enzimática. De ella, se puede inferir que el pretratamiento que queda
totalmente descartado es el de ácido con 0,5 % v/v - 30 min de hidrólisis, debido a que se obtienen menos
azúcares, 226 ± 16 [mg/ g de material seco] (ver Figura III-5), presenta diferencias significativas con todo
el resto de los pretratamientos. Del resto, sólo existen diferencias significativas entre 1,00 % ácido – 30
min y 0,50 % ácido – 60 min, y entre 1,00 % ácido – 60 min y 0,50 % ácido – 60 min. Así, como en todo
el resto de los pretratamientos cotejados no existen diferencias significativas, se tiene que el
pretratamiento ácido 1,00 % por 30 min (311 ± 43 [mg AzRed/g MS], ver Figura III-5) es el más efectivo,
debido a que no existen diferencias significativas entre éste y el de 60 min, alcanzando así el mismo nivel
de azúcares reductores hidrolizados utilizando menos energía debido al menor tiempo de tratamiento. Por
otro lado, si bien entre 0,75 % ácido – 60 min y 0,75 % ácido - 30 min no existen diferencias significativas
con los pretratamientos ácidos 1,00 % a ambos tiempos, los primeros (0,75 % ácido a ambos tiempos)
tampoco marcaron diferencias respecto del tratamiento con ácido 0,50 % – 60 min, mientras que los de
1,00 % a ambos tiempos sí lo hicieron, mostrándose así el pretratamiento 1,00 % ácido – 30 min como el
más efectivo en la liberación de azúcares reductores (ver Tabla III-4).
10 Evaluadas con Test Welch, al igual que en la sección de validación de metodologías de medición de azúcares liberados.
226
295 311262
301 317
0
50
100
150
200
250
300
350
400
0,50 0,75 1,00
Azú
care
s re
du
cto
res
[mg
/g d
e m
ate
ria
l
seco
]
Concentración ácido sulfúrico en pretratamiento [% v/v]
30 min
60 min
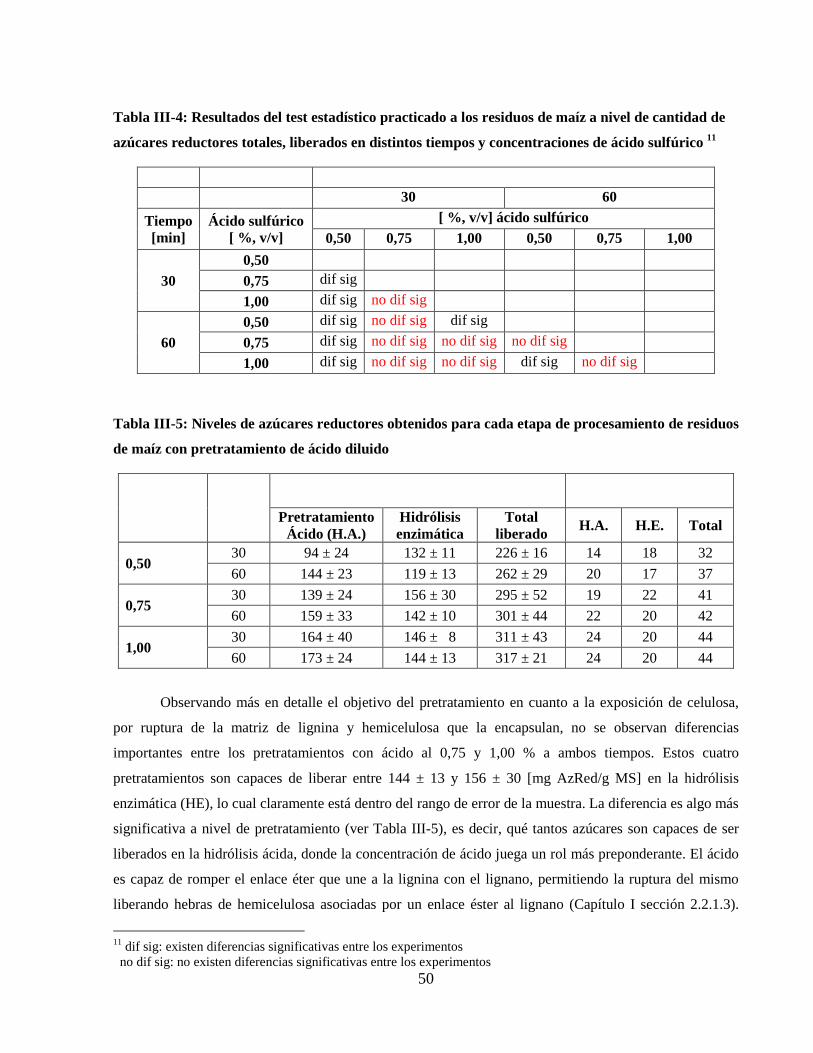
50
Tabla III-4: Resultados del test estadístico practicado a los residuos de maíz a nivel de cantidad de
azúcares reductores totales, liberados en distintos tiempos y concentraciones de ácido sulfúrico 11
Tiempo [min] 30 60
Tiempo [min]
Ácido sulfúrico [ %, v/v]
[ %, v/v] ácido sulfúrico 0,50 0,75 1,00 0,50 0,75 1,00
30 0,50
0,75 dif sig
1,00 dif sig no dif sig
60 0,50 dif sig no dif sig dif sig
0,75 dif sig no dif sig no dif sig no dif sig
1,00 dif sig no dif sig no dif sig dif sig no dif sig
Tabla III-5: Niveles de azúcares reductores obtenidos para cada etapa de procesamiento de residuos
de maíz con pretratamiento de ácido diluido
Ácido [ %, v/v]
Tiempo [min]
Azúcares reductores [mg/g de material seco] Rendimiento azúcares totales, %
Pretratamiento Ácido (H.A.)
Hidrólisis enzimática
Total liberado H.A. H.E. Total
0,50 30 94 ± 24 132 ± 11 226 ± 16 14 18 32
60 144 ± 23 119 ± 13 262 ± 29 20 17 37
0,75 30 139 ± 24 156 ± 30 295 ± 52 19 22 41
60 159 ± 33 142 ± 10 301 ± 44 22 20 42
1,00 30 164 ± 40 146 ± 8 311 ± 43 24 20 44
60 173 ± 24 144 ± 13 317 ± 21 24 20 44
Observando más en detalle el objetivo del pretratamiento en cuanto a la exposición de celulosa,
por ruptura de la matriz de lignina y hemicelulosa que la encapsulan, no se observan diferencias
importantes entre los pretratamientos con ácido al 0,75 y 1,00 % a ambos tiempos. Estos cuatro
pretratamientos son capaces de liberar entre 144 ± 13 y 156 ± 30 [mg AzRed/g MS] en la hidrólisis
enzimática (HE), lo cual claramente está dentro del rango de error de la muestra. La diferencia es algo más
significativa a nivel de pretratamiento (ver Tabla III-5), es decir, qué tantos azúcares son capaces de ser
liberados en la hidrólisis ácida, donde la concentración de ácido juega un rol más preponderante. El ácido
es capaz de romper el enlace éter que une a la lignina con el lignano, permitiendo la ruptura del mismo
liberando hebras de hemicelulosa asociadas por un enlace éster al lignano (Capítulo I sección 2.2.1.3).
11 dif sig: existen diferencias significativas entre los experimentos no dif sig: no existen diferencias significativas entre los experimentos
51
Estas condiciones de acidez y temperatura también permiten depolimerizar la hemicelulosa [6], y así
obtener compuestos como la xilosa, galactosa o arabinosa. De esta forma a una mayor concentración de
ácido en el pretratamiento se liberan más azúcares.
Tabla III-6: Nivel de lignina solubilizada en pretratamiento de ácido diluido para residuos de maíz
Ácido, % v/v
Tiempo [min]
Lignina ácida soluble [mg/g de material seco]
Rendimiento lignina, % (respecto al teórico)
0,50 30 5,2 ± 4,0 4,4
60 12,7 ± 1,2 10,9
0,75 30 10,1 ± 3,1 8,6
60 11,6 ± 4,3 9,9
1,00 30 8,6 ± 2,9 7,4
60 11,2 ± 0,4 9,6
La Tabla III-6 muestra los niveles de lignina solubilizada, los cuales no superan los 15 [mg/g MS],
representando alrededor de un 10 % del total de la lignina existente. Esto sugiere que lo que ha sufrido el
material en el pretratamiento es un fraccionamiento parcial, que permite disminuir la cristalinidad del
material y dejar la celulosa más expuesta al ataque enzimático, pero no una solubilización de lignina. Este
resultado es consistente con el de Mussato y colaboradores, [48], donde las pérdidas de lignina por
solubilización en el pretratamiento ácido no superaron el 14 % (ver Tabla I-5).
Respecto al tiempo de pretratamiento, no se pueden apreciar diferencias significativas
importantes. Sólo para la concentración de ácido de 0,50 % v/v se observan diferencias entre los 30 y 60
min. Los demás no muestran diferencias significativas (con un 90 % de confianza), debido a que el
material si bien se sigue hidrolizando, probablemente un mayor tiempo podría favorecer la generación de
compuestos furanos (ver Capítulo I sección 2.3.3.1.2), en particular furfural debido a la descomposición
de xilosa, el cual es el mayor monómero presente en los licores ácidos del pretratamiento (ver Tabla III-7).
Este resultado es acorde con la literatura, tal como se mostró en la sección anteriormente referenciada (ver
Figura I-15, Saha y colaboradores [41]), donde el incremento de azúcares entre 30 y 60 min es marginal
en cuanto a la hidrólisis de xilanos.
Midiendo la cantidad de xilosa y glucosa con kit comerciales, para el pretratamiento ácido 1,00 %
v/v, 30 min, 121 °C, se liberaron 322 ± 5 [mg de azúcares/g MS] en total (ver Tabla III-7), de los cuales
136 ± 21 [mg/g MS] corresponden a xilosa y 186 ± 16 [mg/g de material seco] corresponden a glucosa.
Este resultado es acorde con la cantidad de azúcares reductores totales liberados (311 ± 43 [mg AzRed/g
MS], ver Tabla III-5), y si bien es un 3 % inferior, está dentro del rango admisible.

52
Tabla III-7: Niveles de xilosa y glucosa liberados en pretratamiento con ácido diluido e hidrólisis
enzimática para residuos de maíz pretratados con ácido sulfúrico 1,00 % v/v por 30 min
Etapas Azúcar [mg/g material seco]
Rendimiento por etapa Xil + Glu, % xilosa glucosa Xil + Glu Azúcares
reductores Pretratamiento ácido 104 ± 16 42 ± 23 147 ± 18 164 ± 40 21
Hidrólisis enzimática 32 ± 13 143 ± 10 175 ± 23 146 ± 8 24
Total hidrolizado 136 ± 21 186 ± 16 322 ± 5 311 ± 43 45
Como se puede observar en la Tabla III-7, la mayor cantidad de xilosa se libera en el
pretratamiento de ácido diluido, lo cual está acorde con lo que dice la literatura [3],[6],[11],[48]. Esto se
debe a que la matriz de lignina está unida a la hemicelulosa mediante enlaces tipo éter y éster, donde los
primeros son susceptibles al ataque ácido, tal como se mencionó anteriormente. La celulosa, en cambio,
está encapsulada por la hemicelulosa y la lignina, por lo que su hidrólisis en glucosa no es esperable en
esta etapa. La glucosa encontrada en el licor ácido puede venir directamente de los arabinoxilanos (ver
Figura I-8) que componen químicamente a los desechos de maíz, y no responder a una hidrólisis de
celulosa. Esta última reacción se ve verificada sólo con la adición de enzimas celulolíticas, que es donde
se encuentran cantidades más elevadas de glucosa. Una hidrólisis parcial de hemicelulosas sigue
ocurriendo debido a la capacidad de estas enzimas de hidrolizar en parte este biopolímero, y romper
también los enlaces tipo éster que enlazan a los lignanos, [8].
En general, los azúcares liberados en el pretratamiento ácido están acorde con lo señalado por
otros autores, [41], sobre todo considerando que los menores niveles de azúcares alcanzados responden,
casi de forma indesmentible, a la granulometría del material. En este estudio se utilizó una granulometría
de -5/16 in + 8 mallas (2,38 – 8,0 mm), ostensiblemente superior a la utilizada en la literatura, que es del
tipo -16 mallas (menor a 1,45 mm), [11],[41]. Esto influye en el pretratamiento ácido, debido a la menor
superficie existente para el ataque ácido, lo que redunda en menores índices de eficiencia en ruptura de la
matriz de lignina y de hemicelulosa, [6]. Respecto a la temperatura, en la literatura se observa que si ésta
es mayor a 160 °C, los índices de azúcares liberados serían superiores; no obstante, la degradación de los
azúcares en compuestos inhibidores de la fermentación también aumenta.
Los resultados de esta hidrólisis ácida para residuos de maíz, comparados con un pretratamiento
de explosión a vapor del mismo material [76], muestran que en este trabajo la cantidad de azúcares
liberados (xilosa y glucosa) son inferiores. Para un pretratamiento realizado a 190 °C con 1,6 % v/v de

53
ácido por 5 min, previa impregnación del material (molidos a 0,2 mm) con ácido sulfúrico al 1,6 % p/p
por toda un noche, los rendimientos de glucosa alcanzaron un 83,5 % mientras que los de xilosa un 49,5
%, alcanzándose así un rendimiento total de azúcares igual al 70,6 % (glucosa más xilosa). Este valor es
mayor que el 44 % de rendimiento alcanzado con un pretratamiento ácido para este mismo material,
debido al mayor nivel de fraccionamiento que sufre el material en el pretratamiento de explosión a vapor;
éste permite una mayor digestibilidad de la celulosa en el pretratamiento enzimático, donde justamente se
registran las mayores diferencias entre ambos pretratamientos. De todas maneras también se debe
considerar la mayor concentración de ácido utilizada en esta experiencia
4.2. HIDRÓLISIS ÁCIDA DILUIDA DE RESIDUOS DE TRIGO
Los mejores resultados obtenidos para este material se alcanzaron con un pretratamiento ácido al
1,00 % v/v y tiempo de 60 min (temperatura 121 °C), registrándose en total 407 ± 44 [mg AzRed/g MS],
tal como se aprecia en la Figura III-6. Este número representa un rendimiento de un 63 % en comparación
con la cantidad de celulosa y hemicelulosa teóricos que componen los residuos de trigo (ver Tabla III-1).
Al ir aumentando tanto el tiempo como la concentración de ácido en el pretratamiento son mayores los
índices de azúcares reductores liberados por el proceso completo, tal como se puede apreciar en la Figura
III-6.
Figura III-6: Azúcares reductores totales obtenidos para desechos de trigo con pretratamiento
ácido, seguido de una hidrólisis enzimática analizados con DNS
Analizando las cantidades de azúcares reductores liberados en la hidrólisis enzimática, entre los
pretratamientos con 0,75 y 1,00 % de ácido a ambos tiempos (30 y 60 min), no existen diferencias
importantes (ver Tabla III-8). Esto refleja que, a nivel de exposición de celulosa al tratamiento enzimático,
266321
361333382 407
0
50
100
150
200
250
300
350
400
450
500
0,50 0,75 1,00
Azú
care
s re
du
cto
res
[mg
/g d
e
ma
teri
al
seco
]
Concentración ácido sulfúrico en pretratamiento [% v/v]
30 min
60 min

54
no hay grandes diferencias, por lo que el pretratamiento ácido a estas condiciones es invariante a nivel de
las cantidades de azúcares que en esta etapa es posible liberar. No obstante, a nivel del proceso total sí
existen diferencias significativas (ver Tabla III-9), las cuales son del todo atribuidas a los azúcares
liberados en la etapa del pretratamiento, que vienen de la hidrólisis de los componentes arabinoxilanos.
Esto quiere decir que las condiciones de ácido 0,75 y 1,00 %, a ambos tiempos, si bien eran invariables a
nivel de sacarificación del material pretratado, no lo son a nivel de la hidrólisis de componentes xilanos en
el pretratamiento. Los resultados muestran que a mayor concentración de ácido, mayores son las
cantidades de azúcares liberados en el pretratamiento, aumentando entre un 22 y un 36 %, debido a la
ruptura de los enlaces tipo éter que unen la lignina con los lignanos, y a su vez estos con los azúcares.
Tabla III-8: Niveles de azúcares reductores obtenidos en cada etapa de procesamiento de residuos
de trigo con pretratamiento ácido
La Tabla III-9 muestra la existencia de diferencias significativas, a nivel de azúcares reductores
totales medidos en el proceso, que fueron observadas entre cada uno de los pretratamientos ácidos
realizados a residuos de trigo. Como se puede apreciar, entre casi todos los pretratamientos existen
diferencias significativas, con un nivel de confianza del 90 %, con la salvedad de los pretratamientos 0,50
% - 60 min y 0,75 % - 60 min, y entre 1,00 % - 60 min y 0,75 % - 60 min, pudiendo afirmar así que
tiempo y temperatura son variables que afectan el rendimiento de azúcares liberados.
Ácido
%, v/v
Tiempo
[min]
Azúcares reductores [mg/g de material seco] Rendimiento azúcares
totales, %
Pretratamiento
Ácido (H.A.)
Hidrólisis
enzimática
Total
liberado H.A. H.E. Total
0,50 30 119 ± 8 147 ± 12 266 ± 16 18 23 41
60 170 ± 6 163 ± 19 333 ± 16 26 25 51
0,75 30 158 ± 11 163 ± 14 321 ± 8 24 25 49
60 197 ± 6 185 ± 16 382 ± 21 31 28 59
1,00 30 184 ± 8 177 ± 12 361 ± 7 28 27 55
60 224 ± 19 183 ± 28 407 ± 44 35 28 63

55
Tabla III-9: Resultados del test estadístico aplicado a los residuos de trigo para cantidad de
azúcares reductores totales liberados en distintos tiempos y con diferentes concentraciones de ácido
sulfúrico
Tiempo [min]
30 60
Tiempo
[min]
Ácido sulfúrico
[ %, v/v]
Ácido sulfúrico [ %, v/v]
0,50 0,75 1,00 0,50 0,75 1,00
30
0,50
0,75 dif sig
1,00 dif sig dif sig
60
0,50 dif sig dif sig dif sig
0,75 dif sig dif sig dif sig no dif sig
1,00 dif sig dif sig dif sig dif sig no dif sig
Los pretratamientos que alcanzaron los mejores rendimientos de acuerdo a la Figura III-6 son los
pretratados con ácido al 0,75 y 1,00 %, ambos por 60 min. Sin embargo, el pretratamiento 0,75 % - 60 min
no mostró diferencias significativas con el pretratamiento 0,50 % - 60 min, por lo que se puede decir que
el mejor pretratamiento fue logrado con ácido al 1,00 % y 60 min, debido a que este último sí registró
diferencias significativas con el pretratamiento 0,50 % - 60 min (ver Tabla III-9).
Se debe apreciar que para residuos de trigo existe una mayor cantidad de azúcares liberados en la
etapa de pretratamiento ácido que en los de maíz, lo cual puede ser justificado por la estructura especial
que tienen los residuos de trigo respecto a las conexiones existentes entre lignina y arabinoxilanos
(hemicelulosas). Se debe recordar que en el Capítulo I sección 2.2.1.3 se mencionó que los residuos de
trigo pueden presentar niveles de hasta un 50 % de arabinoxilanos unidos directamente por un enlace tipo
éter, de susceptibilidad ácida, a la matriz de lignina sin intermediarios lignanos (enlaces tipo éster de
susceptibilidad básica, [8]). Este aspecto es importantísimo para explicar los mayores niveles de azúcares
registrados para residuos de trigo en la etapa de hidrólisis ácida, debido a que este tipo de enlace de
susceptibilidad ácida permitiría la liberación inmediata de los azúcares en estas condiciones.
Otro aspecto que podría explicar las diferencias registradas entre maíz y trigo es la cristalinidad
del material. Si bien este parámetro no fue medido, como observación cualitativa se debe decir que los
residuos de maíz están compuestos por partículas más densas que las de trigo, a la vez que las primeras
tienen forma más homogénea, tal como se aprecia en la Figura III-7. Así, la superficie de ataque del ácido

56
en los residuos de maíz es menor que para los de trigo, lo que puede influir en los índices de azúcares
liberados en esta etapa.
En relación al tiempo de pretratamiento, se observa un aumento continuo en los niveles de
azúcares reductores liberados entre 0,50 y 1,00 % de ácido, tanto para 30 como para 60 min (ver Tabla
III-8). En contraste con los residuos de maíz, los residuos de trigo parecen hidrolizar más material con el
transcurso del tiempo y no llegar a un nivel de estancamiento en la liberación de azúcares que pudiera
hacer pensar en la generación de furanos por descomposición de azúcares, aunque ni HMF ni furfural
fueron analizados para confirmar esta teoría. Así, sería recomendable realizar la medición de estos
compuestos posterior al pretratamiento mediante cromatografía HPLC.
Al igual que para los residuos de maíz, para un pretratamiento en específico se midió la cantidad
de xilosa y glucosa liberados tanto en el pretratamiento de ácido diluido como en la hidrólisis enzimática.
Para el material pretratado con ácido a concentración 1,00 % v/v, 121 °C y 60 minutos se obtuvo en total
212 ± 16 [mg AzRed/g MS] de xilosa, mientras que de glucosa se obtuvo 251 ± 6 [mg AzRed/g MS], tal
como se aprecia en la Tabla III-10. Esto es coherente con la literatura, y similar a lo ocurrido con los
residuos de maíz, donde la mayor cantidad de xilosa (78 % del total de xilosa liberada) se obtiene en el
pretratamiento de ácido diluido, debido a la hidrólisis de arabinoxilanos, mientras que la mayor cantidad
de glucosa (80 % del total de glucosa liberada) se obtiene en la sacarificación enzimática.
En total se liberaron 463 ± 10 [mg Az/g MS] entre glucosa y xilosa, mientras que con DNS se
midieron 407 ± 44 [mg/g MS] de azúcares reductores totales. Este valor es inferior en un 8 % al registrado
con los kit, sin contar la presencia de otros monosacáridos. Esta diferencia es más grande que para los
residuos de maíz, y se escapa de los rangos de dispersión (varianza) obtenidos. No obstante, esto es
concordante con las diferencias observadas en los azúcares medidos por las distintas metodologías en el
experimento de validación. Una justificación a la diferencia de valores es que la técnica de DNS mide
Maíz Trigo
Figura III-7: Residuos de maíz y trigo

57
extremos reductores, sean estos o no azúcares monoméricos. Así, el kit está midiendo la cantidad total de
glucosa y xilosa, pero no otros extremos reductores presentes que la técnica de DNS si cuantifica.
Tabla III-10: Niveles de xilosa y glucosa liberados en pretratamiento con ácido diluido e hidrólisis
enzimática para residuos de trigo pretratados con ácido sulfúrico 1,00 % v/v por 60 min
Etapa Azúcar [mg/g de material seco]
Rendimiento por etapa Xil + Glu, % xilosa glucosa Xil + Glu Azúcares
reductores Pretratamiento ácido 166 ± 5 49 ± 27 215 ± 22 224 ± 19 33
Hidrólisis enzimática 46 ± 13 201 ± 21 247 ± 29 183 ± 28 38
Total hidrolizado 212 ± 16 251 ± 6 463 ± 10 407 ± 44 71
Tabla III-11: Niveles de lignina solubilizada en pretratamiento ácido para residuos de trigo
La lignina solubilizada en este pretratamiento alcanza su mayor concentración con ácido al 1,00 %
por 60 min, alcanzando los 27,6 ± 0,6 [mg/g de material seco], los cuales representan un 22 % de la
lignina presente en el material (ver Tabla III-11). Este valor es mayor respecto al obtenido en residuos de
maíz, lo que reflejaría un mejor nivel de hidrólisis de los residuos de trigo en estas condiciones, toda vez
que se logra solubilizar más lignina y se obtienen mayores niveles de azúcares. También es clara la
diferencia existente entre el tiempo de hidrólisis, donde para 60 min existe en promedio una liberación de
lignina un 50 % que respecto a 30 min.
La literatura existente muestra azúcares liberados del orden de 485 ± 22 [mg AzRed/g MS], para
un pretratamiento con ácido diluido al 0,75 % v/v por 60 min a 121 °C de residuos de trigo, [11]. Este
valor, es acorde con los 463 ± 10 [mg AzRed/g MS] de azúcares (xilosa y glucosa) obtenidos en este
experimento. No obstante, se debe considerar la granulometría utilizada en el experimento de Saha [11], la
cual fue de -16 mallas (menor a 1,45 mm), inferior a los -5/16 in + 8 mallas (2,38 – 8,0 mm) utilizados en
este experimento. Una menor granulometría implica una mayor superficie específica, y con ello mayores
índices de hidrólisis del material en el pretratamiento y su posterior sacarificación. La cantidad de
Ácido, % v/v
Tiempo [min]
Lignina ácida soluble [mg/g de material seco]
Rendimiento de lignina %, (respecto al teórico)
0,50 30 15,2 ± 1,7 12,2
60 22,6 ± 0,8 18,1
0,75 30 16,9 ± 1,9 13,5
60 25,4 ± 0,6 12,3
1,00 30 19,3 ± 0,6 15,4
60 27,6 ± 0,6 22,1

58
azúcares disponibles en ambos materiales son distintas, debido a que en el experimento de Saha [11]
existen 762 ± 0,42, mientras que para este trabajo de tienen 648 ± 8,5 [mg AzRed/g MS]), lo que refleja
diferencias estructurales internas en el material, por lo que no se puede inferir que la granulometría no
afecta en la hidrólisis de este tipo de material.
Comparando con un pretratamiento de explosión a vapor [77], el rendimiento de azúcares fue de
prácticamente 100 %, con 527 [mg AzRed/g MS] para residuos de trigo pretratados con 190 °C y 10 min,
y granulometría similar a la utilizada en este trabajo. Así, para este pretratamiento existe un mayor nivel
de hidrólisis de hemicelulosas y un mayor acceso de la celulosa al ataque enzimático, debido al gran
fraccionamiento que sufre el material por la exposición a elevadas temperaturas y presiones.
4.3. EFECTO DE LA ADICIÓN DE UN PRETRATAMIENTO ALCALINO SEGUIDO A
UNO CON ÁCIDO DILUIDO EN LA SACARIFICACIÓN DE AMBOS RESIDUOS
Se estudió el efecto de la adición de un pretratamiento básico seguido a uno con ácido diluido, con
el objetivo de observar si la supuesta remoción de lignina y de hemicelulosas del material afecta la
digestibilidad enzimática del material pretratado. Previamente, Mussato y colaboradores [48] investigaron
la remoción de lignina y hemicelulosa con un pretratamiento básico adicional, obteniendo finalmente un
material sólido con un contenido de celulosa del orden de un 93 %. Como ya anteriormente se señaló, la
presencia de lignina en la sacarificación induce la inactivación de las enzimas celulolíticas, por adición de
las mismas a la matriz de lignina, perdiendo actividad y obteniendo un menor índice de azúcares
liberados. En la Tabla III-12 se muestran los índices de lignina y hemicelulosa hidrolizados para un
pretratamiento básico con hidróxido de sodio (NaOH) a 2,0 % p/v, a 121 °C por 60 minutos.
Tabla III-12: Niveles de lignina y azúcares reductores solubilizados en pretratamiento básico con NaOH 2,0 % p/v, a 121 °C por 60 min
Residuos
Pretratamiento ácido Pretratamiento básico
Ácido, % v/v
Tiempo [min]
Temp [ °C]
NaOH % p/v
Tiempo [min]
Temp [ °C]
Lignina [mg/g MS]
Azúcares reductores [mg/g MS]
Maíz 1,00 60 121 2,00 60 121 219 ± 15 4,7 ± 2,8
Trigo 1,00 30 121 2,00 60 121 185 ± 8 4,6 ± 0,6
Los resultados de la Tabla III-12 muestran un alto índice de solubilización de lignina, sin una
pérdida importante de azúcares reductores, los cuales en masa no superan el 0,5 % del total de azúcares
presentes en el material. La lignina solubilizada muestra valores marcadamente superiores respecto a los

59
obtenidos con la hidrólisis ácida, lo que sugiere que la digestibilidad del material podría ser superior
posterior a este segundo pretratamiento. La cantidad de lignina solubilizada corresponde a un 185 % y 148
% de la lignina presente para residuos de maíz y trigo, respectivamente. Estos valores superiores al 100 %
no son inesperados entendiendo la naturaleza de la metodología utilizada, debido a que la lignina soluble
fue medida en la relación a la absorbancia registrada a 205 nm, longitud de onda a la cual otros
componentes del hidrolizado (azúcares o furfurales) también absorben, por lo que interfieren en la
medición global [68]. Así, para obtener resultados más confiables es conveniente realizar la medición de
lignina soluble mediante cromatografía HPLC, de forma de poder cuantificar cada uno de los compuestos
presentes en el hidrolizado.
Esta extracción casi total de lignina está acorde con los resultados obtenidos por Mussato y
colaboradores, [48], donde la cantidad de lignina solubilizada en esta etapa alcanza el 93,9 %, y del 94,7
% sumadas hidrólisis ácida y alcalina (ver Tabla I-5). Como resultado cualitativo se debe decir que el
color del material hidrolizado posterior a la hidrólisis alcalina es blanco, lo que manifiesta la mayor
presencia másica de celulosa en el material frente a la lignina remanente en el mismo. Con el objetivo de
confirmar estos resultados es necesario realizar experimentos de espectroscopia de masa, para así
determinar la composición química estructural de celulosa, hemicelulosa y lignina en el material
transcurridos los pretratamientos practicados.
Respecto a los azúcares liberados, se puede decir que estos no superan el 0,5 % como
anteriormente se señaló, resultados acorde con los de Mussato y colaboradores [48], donde se obtuvieron
pérdidas no superiores al 2,0 % en masa.
Para los residuos de trigo, se aprecia que el pretratamiento adicional no favorece la obtención de
mayor cantidad de xilosa en el proceso global. Comparando la cantidad de xilosa obtenida en la hidrólisis
enzimática, es claro el menor nivel de xilosa hidrolizada cuando se adiciona un pretratamiento básico, (ver
Tabla III-13). Una explicación a ello es que en la etapa de pretratamiento básico la xilosa pudo ser
hidrolizada, pero las condiciones de temperatura llevaron rápidamente a la formación de compuestos
furanos. Esto podría ser apoyado por la “mayor cantidad de lignina” encontrada en el hidrolizado, lo que
podría ser explicado por la absorción a 205 nm de compuestos furfurales, [68].
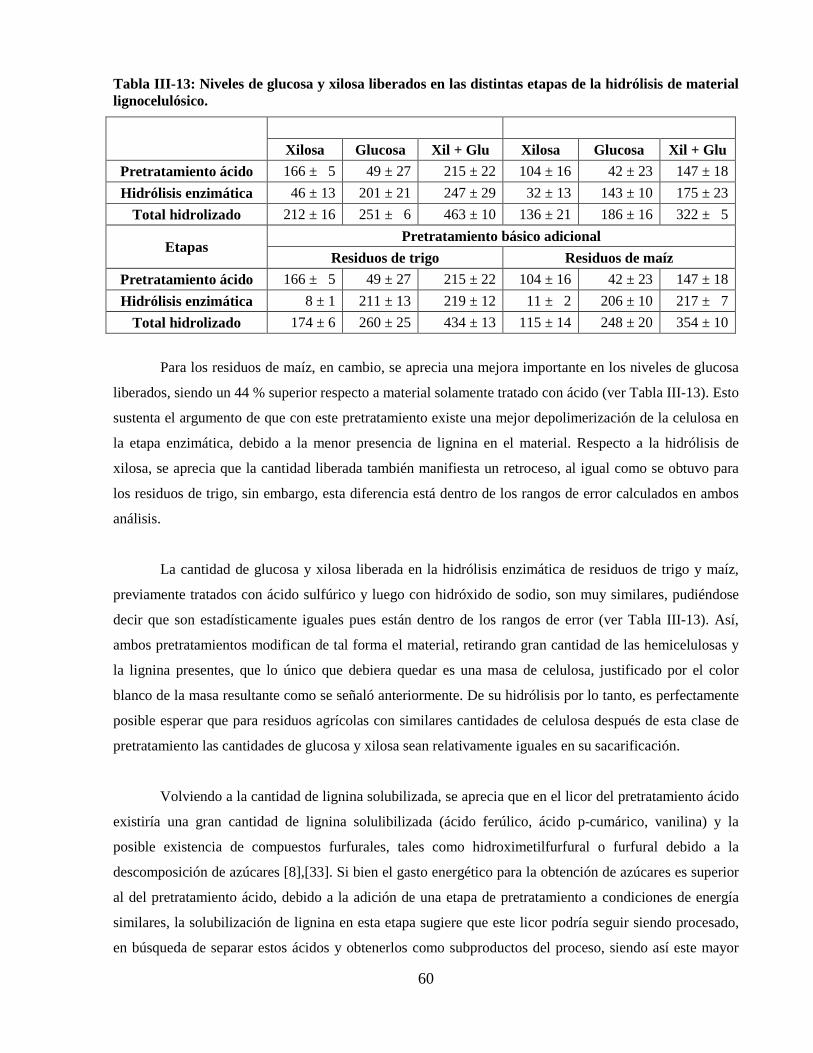
60
Tabla III-13: Niveles de glucosa y xilosa liberados en las distintas etapas de la hidrólisis de material lignocelulósico.
Etapas Residuos de trigo Residuos de maíz
Xilosa Glucosa Xil + Glu Xilosa Glucosa Xil + Glu
Pretratamiento ácido 166 ± 5 49 ± 27 215 ± 22 104 ± 16 42 ± 23 147 ± 18
Hidrólisis enzimática 46 ± 13 201 ± 21 247 ± 29 32 ± 13 143 ± 10 175 ± 23
Total hidrolizado 212 ± 16 251 ± 6 463 ± 10 136 ± 21 186 ± 16 322 ± 5
Etapas Pretratamiento básico adicional
Residuos de trigo Residuos de maíz
Pretratamiento ácido 166 ± 5 49 ± 27 215 ± 22 104 ± 16 42 ± 23 147 ± 18
Hidrólisis enzimática 8 ± 1 211 ± 13 219 ± 12 11 ± 2 206 ± 10 217 ± 7
Total hidrolizado 174 ± 6 260 ± 25 434 ± 13 115 ± 14 248 ± 20 354 ± 10
Para los residuos de maíz, en cambio, se aprecia una mejora importante en los niveles de glucosa
liberados, siendo un 44 % superior respecto a material solamente tratado con ácido (ver Tabla III-13). Esto
sustenta el argumento de que con este pretratamiento existe una mejor depolimerización de la celulosa en
la etapa enzimática, debido a la menor presencia de lignina en el material. Respecto a la hidrólisis de
xilosa, se aprecia que la cantidad liberada también manifiesta un retroceso, al igual como se obtuvo para
los residuos de trigo, sin embargo, esta diferencia está dentro de los rangos de error calculados en ambos
análisis.
La cantidad de glucosa y xilosa liberada en la hidrólisis enzimática de residuos de trigo y maíz,
previamente tratados con ácido sulfúrico y luego con hidróxido de sodio, son muy similares, pudiéndose
decir que son estadísticamente iguales pues están dentro de los rangos de error (ver Tabla III-13). Así,
ambos pretratamientos modifican de tal forma el material, retirando gran cantidad de las hemicelulosas y
la lignina presentes, que lo único que debiera quedar es una masa de celulosa, justificado por el color
blanco de la masa resultante como se señaló anteriormente. De su hidrólisis por lo tanto, es perfectamente
posible esperar que para residuos agrícolas con similares cantidades de celulosa después de esta clase de
pretratamiento las cantidades de glucosa y xilosa sean relativamente iguales en su sacarificación.
Volviendo a la cantidad de lignina solubilizada, se aprecia que en el licor del pretratamiento ácido
existiría una gran cantidad de lignina solulibilizada (ácido ferúlico, ácido p-cumárico, vanilina) y la
posible existencia de compuestos furfurales, tales como hidroximetilfurfural o furfural debido a la
descomposición de azúcares [8],[33]. Si bien el gasto energético para la obtención de azúcares es superior
al del pretratamiento ácido, debido a la adición de una etapa de pretratamiento a condiciones de energía
similares, la solubilización de lignina en esta etapa sugiere que este licor podría seguir siendo procesado,
en búsqueda de separar estos ácidos y obtenerlos como subproductos del proceso, siendo así este mayor

61
requerimiento energético subsanado por este hecho, por lo que sería recomendable realizar estudios de
factibilidad técnico económica para evaluar esta posibilidad. Tal como se señaló en el Capítulo I sección
2.7, referente a biorefinerías, la solubilización de lignina es posible realizarla mediante tratamiento
químicos, como el que se practicó en este estudio. No obstante, consideraciones de tipo ambiental llevan a
que este tipo de pretratamiento no sea del todo practicado, debido a que requieren neutralización de aguas
para que puedan ser descartadas en el proceso. Un diagrama de las distintas potencialidades de los
pretratamientos practicados es el que se muestra a continuación:
Figura III-8: Diagrama de una biorefinería de residuos agrícolas con pretratamiento ácido y alcalino (azul: corrientes líquidas, rojo: material sólido, negro: mezcla de material sólido y líquido)
4.4. CINÉTICA DE HIDRÓLISIS ENZIMÁTICA DE RESIDUOS PRETR ATADOS CON
ÁCIDO DILUIDO
Se estudió la cinética de sacarificación enzimática de residuos agrícolas pretratados tanto con
ácido sulfúrico diluido, así como de material pretratado con una hidrólisis alcalina de forma adicional, con
el objetivo de analizar la liberación de azúcares reductores en el tiempo y así observar si tanto la
concentración, como el tiempo de pretratamientos influyen en la reacción enzimática.
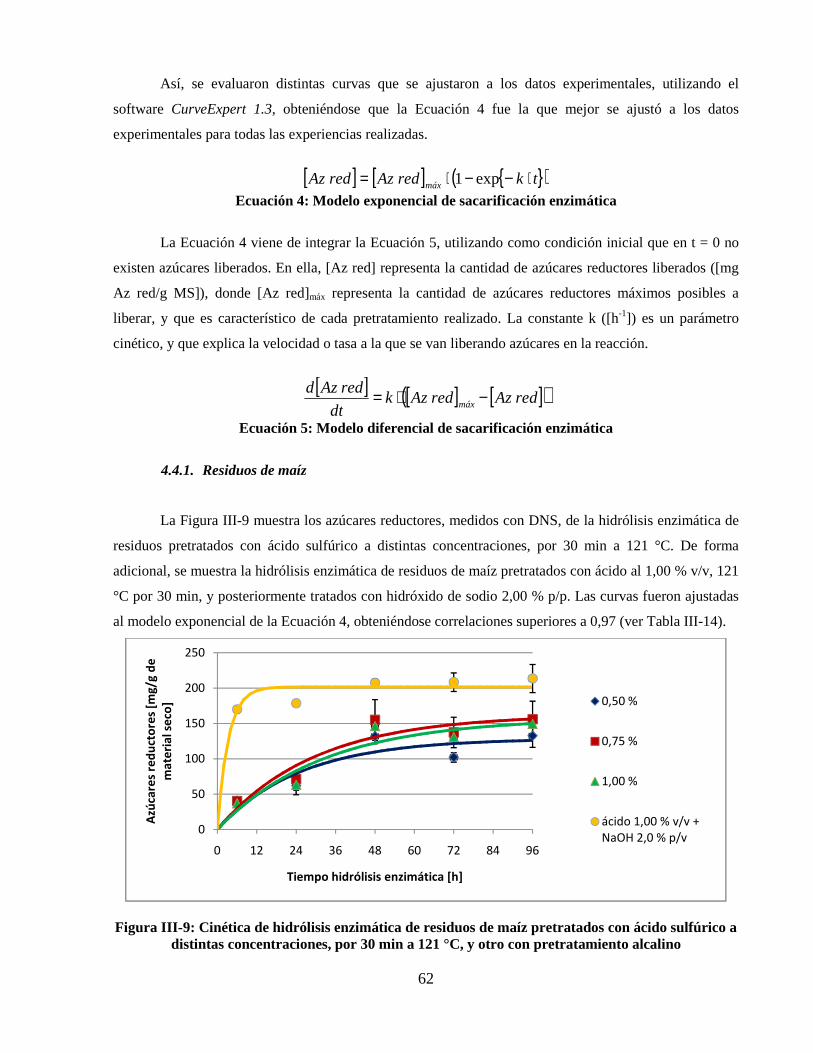
62
Así, se evaluaron distintas curvas que se ajustaron a los datos experimentales, utilizando el
software CurveExpert 1.3, obteniéndose que la Ecuación 4 fue la que mejor se ajustó a los datos
experimentales para todas las experiencias realizadas.
[ ] [ ] { }( )tkredAzredAz máx ⋅−−⋅= exp1
Ecuación 4: Modelo exponencial de sacarificación enzimática
La Ecuación 4 viene de integrar la Ecuación 5, utilizando como condición inicial que en t = 0 no
existen azúcares liberados. En ella, [Az red] representa la cantidad de azúcares reductores liberados ([mg
Az red/g MS]), donde [Az red]máx representa la cantidad de azúcares reductores máximos posibles a
liberar, y que es característico de cada pretratamiento realizado. La constante k ([h-1]) es un parámetro
cinético, y que explica la velocidad o tasa a la que se van liberando azúcares en la reacción.
[ ] [ ] [ ]( )redAzredAzk
dt
redAzdmáx −⋅=
Ecuación 5: Modelo diferencial de sacarificación enzimática
4.4.1. Residuos de maíz
La Figura III-9 muestra los azúcares reductores, medidos con DNS, de la hidrólisis enzimática de
residuos pretratados con ácido sulfúrico a distintas concentraciones, por 30 min a 121 °C. De forma
adicional, se muestra la hidrólisis enzimática de residuos de maíz pretratados con ácido al 1,00 % v/v, 121
°C por 30 min, y posteriormente tratados con hidróxido de sodio 2,00 % p/p. Las curvas fueron ajustadas
al modelo exponencial de la Ecuación 4, obteniéndose correlaciones superiores a 0,97 (ver Tabla III-14).
Figura III-9: Cinética de hidrólisis enzimática de residuos de maíz pretratados con ácido sulfúrico a distintas concentraciones, por 30 min a 121 °C, y otro con pretratamiento alcalino
0
50
100
150
200
250
0 12 24 36 48 60 72 84 96
Azú
care
s re
du
cto
res
[mg
/g d
e
ma
teri
al
seco
]
Tiempo hidrólisis enzimática [h]
0,50 %
0,75 %
1,00 %
ácido 1,00 % v/v + NaOH 2,0 % p/v

63
La Figura III-9 muestra que, tal como se señaló anteriormente, no existen grandes diferencias
entre los pretratamientos con ácido a 0,75 y 1,00 % v/v. La cinética de reacción es lenta, y recién a las 72
horas los azúcares liberados comienzan a estabilizarse. No obstante, el pretratamiento adicional con
hidróxido de sodio al 2,0 % p/v acelera, de forma importante, la liberación de azúcares reductores,
alcanzando su mayor valor a las 12 horas de hidrólisis. Esto induce una reducción del tiempo en 60 horas
en la hidrólisis enzimática, junto con una mayor cantidad de azúcares liberados, del orden de un 30 %
superior.
Tabla III-14: Coeficientes cinéticos de la hidrólisis enzimática de residuos de maíz pretratados con ácido sulfúrico y base diluida
Pretratamiento ácido Pretrat alcalino
Parámetros cinéticos Coeficiente
r 2 Ácido [ %, v/v]
Tiempo [min]
[Az red]máx [mg/g DS]
k [1/h]
0,50 30 129 0,040 0,973
0,75 30 163 0,034 0,984
1,00 30 158 0,031 0,983
0,50 60 154 0,029 0,997
0,75 60 171 0,032 0,995
1,00 60 163 0,031 0,992
1,00 30 X 202 0,301 0,996
A nivel de aceleración de la reacción, no existe una mejora atribuible a la concentración de ácido o
bien al tiempo de pretratamiento (ver Anexo M). Para 60 min existe una mejora en la hidrólisis de
azúcares con 0,75 % v/v de ácido, sin embargo, este mayor valor se puede deber a la mayor disposición de
azúcares en este material, debido a que en el pretratamiento, por ejemplo, para 1,00 % v/v se extrajo una
mayor cantidad de azúcares.
La aceleración de la hidrólisis enzimática con un pretratamiento básico adicional se explica por la
lignina solubilizada en este último pretratamiento. Así, la cantidad de enzimas por unidad de masa es
superior para este pretratamiento, pudiendo éstas atacar directamente a la celulosa y hemicelulosa
remanente, sin perder actividad por blindaje de las enzimas celulolíticas a la lignina, cosa que debe ocurrir
con el material pretratado sólo con ácido sulfúrico diluido, repercutiendo en un bajo rendimiento y en
alcanzar los mayores niveles de azúcares en tiempos más prolongados.
El coeficiente k representa la tasa de liberación de azúcares reductores en la hidrólisis enzimática,
siendo claramente dependiente de la actividad enzimática suministrada (mantenida invariante para todos
los pretratamiento aplicados igual a 65 [FPU/g de celulosa] de celulasa y 97 [CBU/g de celulosa] de

64
celobiasa), y del pretratamiento aplicado al material. Sin importar la concentración del ácido en el
pretratamiento, ni del tiempo del mismo, la tasa de rendimiento k se mantiene relativamente constante, no
así la cantidad de azúcares máxima liberada ([Az red]máx), la cual tiene algunas diferencias, que se deben
al efecto del pretratamiento. Analizando la adición de pretratamiento básico, k cambia notablemente (un
orden de magnitud), mostrando una clara aceleración de la sacarificación del material pretratado, debido a
la mayor disponibilidad de celulosa para el ataque enzimático.
Respecto al coeficiente [Az red]máx se calculó su dependencia en relación a la concentración de
ácido sulfúrico en el pretratamiento, debido a las diferencias manifiestas que se aprecian en la Tabla
III-14. Así, se ajustaron distintos modelos con el software CurveExpert 1.3, donde el mejor modelo que se
ajustó a este coeficiente uno del tipo polinómico de segundo grado. De esta forma, la expresión cinética
que modela la sacarificación enzimática de residuos de maíz pretratados con ácido diluido por 30 o 60 min
son las siguientes:
• Hidrólisis ácida, 30 min, rango de ácido 0,50 – 1,00 % v/v:
[ ] [ ] [ ]( ) { }( )tSOHSOHredAz ⋅−−⋅⋅−⋅+−= 033,0exp131252656 24242
Ecuación 6: Expresión para la liberación de azúcares reductores en la hidrólisis enzimática de residuos de maíz pretratados con ácido diluido (0,50 – 1,00 % v/v) a 121 °C por 30 min (carga
enzimática celulasa: 65 FPU/g de celulosa y celobiasa: 97 CBU/g de celulosa)
• Hidrólisis ácida, 60 min, rango de ácido 0,50 – 1,00 % v/v:
[ ] [ ] [ ]( ) { }( )tSOHSOHredAz ⋅−−⋅⋅−⋅+= 033,0exp120031845 24242
Ecuación 7: Expresión para la liberación de azúcares reductores en la hidrólisis enzimática de residuos de maíz pretratados con ácido diluido (0,50 – 1,00 % v/v) a 121 °C por 60 min (carga
enzimática celulasa: 65 FPU/g de celulosa y celobiasa: 97 CBU/g de celulosa)
Donde t representa el tiempo en horas transcurrido de la hidrólisis enzimática y [H2SO4] es la
concentración del ácido sulfúrico suministrada en el pretratamiento, en % v/v.
En las expresiones cinéticas antes mencionadas el parámetro k se mantuvo constante, igual a
0,033 ± 0,004 [h-1]. En la siguiente figura se muestran la superficie que alcanzan los niveles de azúcares
reductores hidrolizados en la hidrólisis enzimática de estos residuos pretratados, graficados con la
herramienta Maple 7.

65
Figura III-10: Niveles de azúcares reductores liberados en la hidrólisis enzimática de residuos de maíz pretratados con ácido sulfúrico 0,50 – 1,00 % v/v, para 30 y 60 min según modelo planteado
De la Figura III-10 se aprecia que en la superficie de trabajo existen máximos locales, que bajo el
modelo ajustado, representan valores máximos de azúcares reductores liberados en la hidrólisis enzimática
de residuos de maíz pretratados con ácido diluido en las condiciones llevadas a cabo experimentalmente
(ácido sulfúrico 0,50 – 1,00 % v/v, 121 °C, por 30 y 60 min). Así, con la herramienta Solver de Microsoft
Office Excel 2007 de las Ecuación 6 y Ecuación 7 es posible encontrar dichos máximos, los cuales se
muestran en la Tabla III-15. Las diferencias entre ambos tiempos se observan a concentraciones cercanas a
0,5 % v/v de ácido, siendo similares en el resto del campo estudiado (ver Figura III-10).
El modelo muestra diferencias mínimas a nivel de azúcares reductores liberados en la hidrólisis
enzimática (3 %) de residuos de maíz pretratado con ácido diluido por 30 ó 60 min a 121 °C, siendo esta
cantidad de ácido similar para ambos tiempos (0,80 y 0,84 % v/v, ver Tabla III-15).
Tabla III-15: Condiciones de pretratamiento ácido diluido que permiten maximizar la cantidad de azúcares reductores liberados en la hidrólisis enzimática de residuos de maíz, según modelo planteado
Condiciones pretratamiento ácido diluido Hidrólisis enzimática
Tiempo [min] Ácido
sulfúrico, % v/v
Temperatura [ °C]
Tiempo [h]
Azúcares reductores liberados [mg/g MS]
30 0,84 121 72 150 60 0,80 121 72 155
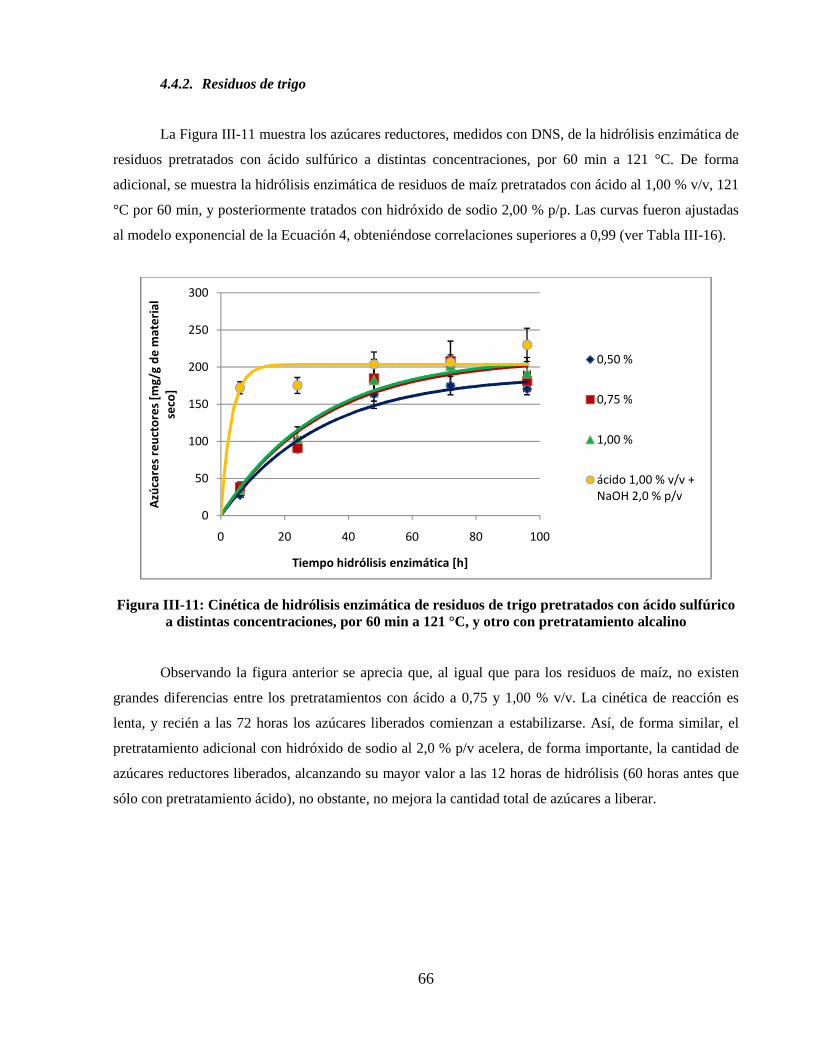
66
4.4.2. Residuos de trigo
La Figura III-11 muestra los azúcares reductores, medidos con DNS, de la hidrólisis enzimática de
residuos pretratados con ácido sulfúrico a distintas concentraciones, por 60 min a 121 °C. De forma
adicional, se muestra la hidrólisis enzimática de residuos de maíz pretratados con ácido al 1,00 % v/v, 121
°C por 60 min, y posteriormente tratados con hidróxido de sodio 2,00 % p/p. Las curvas fueron ajustadas
al modelo exponencial de la Ecuación 4, obteniéndose correlaciones superiores a 0,99 (ver Tabla III-16).
Figura III-11: Cinética de hidrólisis enzimática de residuos de trigo pretratados con ácido sulfúrico a distintas concentraciones, por 60 min a 121 °C, y otro con pretratamiento alcalino
Observando la figura anterior se aprecia que, al igual que para los residuos de maíz, no existen
grandes diferencias entre los pretratamientos con ácido a 0,75 y 1,00 % v/v. La cinética de reacción es
lenta, y recién a las 72 horas los azúcares liberados comienzan a estabilizarse. Así, de forma similar, el
pretratamiento adicional con hidróxido de sodio al 2,0 % p/v acelera, de forma importante, la cantidad de
azúcares reductores liberados, alcanzando su mayor valor a las 12 horas de hidrólisis (60 horas antes que
sólo con pretratamiento ácido), no obstante, no mejora la cantidad total de azúcares a liberar.
0
50
100
150
200
250
300
0 20 40 60 80 100
Azú
care
s re
uct
ore
s [m
g/g
de
ma
teri
al
seco
]
Tiempo hidrólisis enzimática [h]
0,50 %
0,75 %
1,00 %
ácido 1,00 % v/v + NaOH 2,0 % p/v
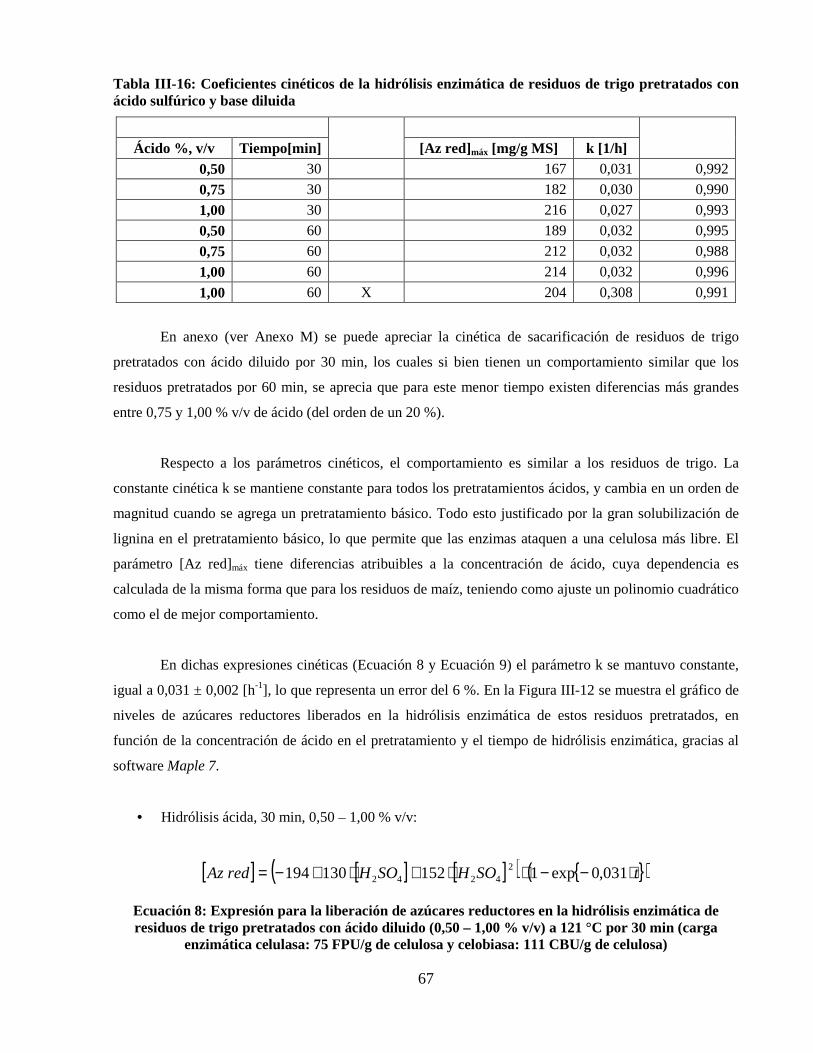
67
Tabla III-16: Coeficientes cinéticos de la hidrólisis enzimática de residuos de trigo pretratados con ácido sulfúrico y base diluida
Pretratamiento ácido Pretrat alcalino
Parámetros cinéticos Coeficiente r 2 Ácido %, v/v Tiempo[min] [Az red]máx [mg/g MS] k [1/h]
0,50 30
167 0,031 0,992
0,75 30
182 0,030 0,990
1,00 30
216 0,027 0,993
0,50 60
189 0,032 0,995
0,75 60
212 0,032 0,988
1,00 60
214 0,032 0,996
1,00 60 X 204 0,308 0,991
En anexo (ver Anexo M) se puede apreciar la cinética de sacarificación de residuos de trigo
pretratados con ácido diluido por 30 min, los cuales si bien tienen un comportamiento similar que los
residuos pretratados por 60 min, se aprecia que para este menor tiempo existen diferencias más grandes
entre 0,75 y 1,00 % v/v de ácido (del orden de un 20 %).
Respecto a los parámetros cinéticos, el comportamiento es similar a los residuos de trigo. La
constante cinética k se mantiene constante para todos los pretratamientos ácidos, y cambia en un orden de
magnitud cuando se agrega un pretratamiento básico. Todo esto justificado por la gran solubilización de
lignina en el pretratamiento básico, lo que permite que las enzimas ataquen a una celulosa más libre. El
parámetro [Az red]máx tiene diferencias atribuibles a la concentración de ácido, cuya dependencia es
calculada de la misma forma que para los residuos de maíz, teniendo como ajuste un polinomio cuadrático
como el de mejor comportamiento.
En dichas expresiones cinéticas (Ecuación 8 y Ecuación 9) el parámetro k se mantuvo constante,
igual a 0,031 ± 0,002 [h-1], lo que representa un error del 6 %. En la Figura III-12 se muestra el gráfico de
niveles de azúcares reductores liberados en la hidrólisis enzimática de estos residuos pretratados, en
función de la concentración de ácido en el pretratamiento y el tiempo de hidrólisis enzimática, gracias al
software Maple 7.
• Hidrólisis ácida, 30 min, 0,50 – 1,00 % v/v:
[ ] [ ] [ ]( ) { }( )tSOHSOHredAz ⋅−−⋅⋅+⋅+−= 031,0exp1152130194 24242
Ecuación 8: Expresión para la liberación de azúcares reductores en la hidrólisis enzimática de residuos de trigo pretratados con ácido diluido (0,50 – 1,00 % v/v) a 121 °C por 30 min (carga
enzimática celulasa: 75 FPU/g de celulosa y celobiasa: 111 CBU/g de celulosa)

68
• Hidrólisis ácida, 60 min, 0,50 – 1,00 % v/v:
[ ] [ ] [ ]( ) { }( )tSOHSOHredAz ⋅−−⋅⋅−⋅+= 031,0exp116830280 24242
Ecuación 9: Expresión para la liberación de azúcares reductores en la hidrólisis enzimática de residuos de trigo pretratados con ácido diluido (0,50 – 1,00 % v/v) a 121 °C por 60 min (carga
enzimática celulasa: 75 FPU/g de celulosa y celobiasa: 111 CBU/g de celulosa)
Figura III-12: Niveles de azúcares reductores liberados en la hidrólisis enzimática de residuos de trigo pretratados con ácido sulfúrico 0,50 – 1,00 % v/v, para 30 y 60 min según modelo planteado
La Figura III-12 muestra la superficie que dibujan los niveles de azúcares reductores liberados en
la hidrólisis enzimática de residuos de trigo pretratados con ácido diluido, en función de la concentración
de ácido en el pretratamiento y del tiempo de la hidrólisis enzimática. Se debe destacar que para un
pretratamiento ácido de 30 min, en el rango de las 70 horas de hidrólisis enzimática, se observa que la
superficie es convexa, a diferencia de todas las otras que son cóncavas, encontrando un máximo dentro del
campo estudiado, y no en los bordes del mismo. Esto puede deberse a que si se hubiese investigado alguna
concentración de ácido más elevada (por ejemplo 1,25 % v/v), probablemente se hubiese encontrado una
merma en la cantidad de azúcares liberados, fruto de la mayor hidrólisis de hemicelulosas en el
pretratamiento (menor disposición de azúcares para sacarificar).
De la misma forma que para residuos de maíz, se determinó la existencia de valores máximos en
la liberación de azúcares reductores en la sacarificación, los cuales se aprecian en la Tabla III-17. Así, se
observa que nuevamente, al igual que para residuos de maíz, la diferencia entre ambos pretratamientos es
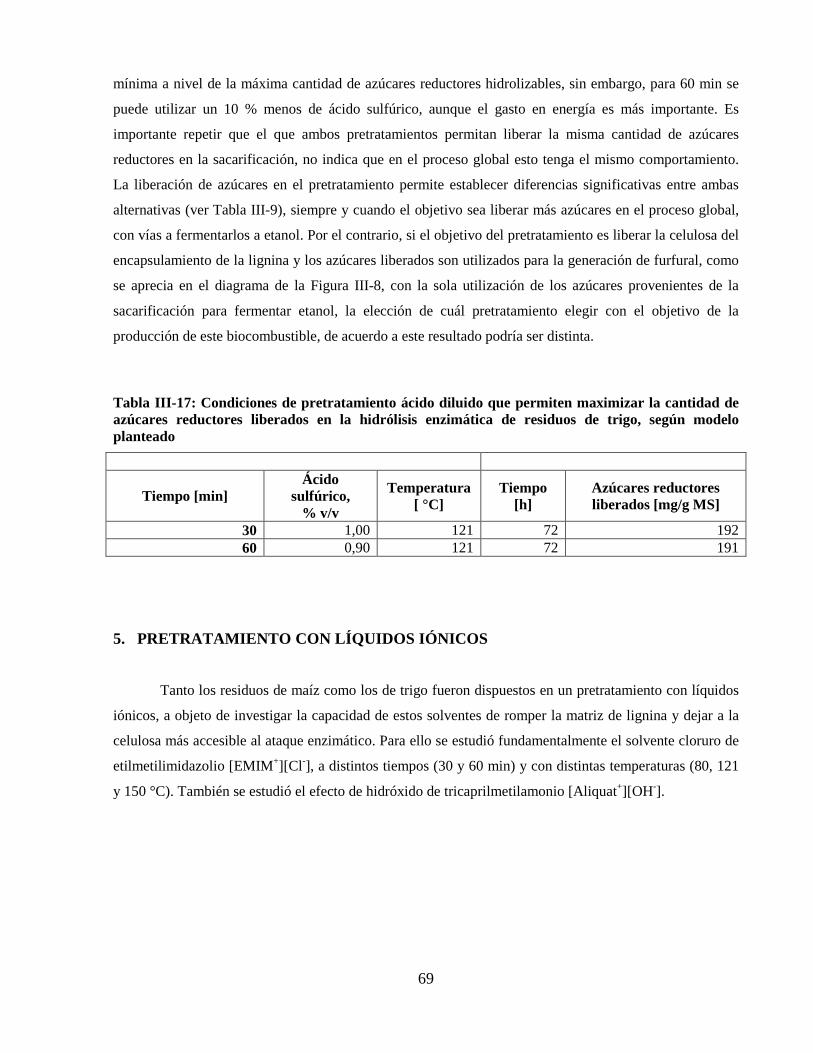
69
mínima a nivel de la máxima cantidad de azúcares reductores hidrolizables, sin embargo, para 60 min se
puede utilizar un 10 % menos de ácido sulfúrico, aunque el gasto en energía es más importante. Es
importante repetir que el que ambos pretratamientos permitan liberar la misma cantidad de azúcares
reductores en la sacarificación, no indica que en el proceso global esto tenga el mismo comportamiento.
La liberación de azúcares en el pretratamiento permite establecer diferencias significativas entre ambas
alternativas (ver Tabla III-9), siempre y cuando el objetivo sea liberar más azúcares en el proceso global,
con vías a fermentarlos a etanol. Por el contrario, si el objetivo del pretratamiento es liberar la celulosa del
encapsulamiento de la lignina y los azúcares liberados son utilizados para la generación de furfural, como
se aprecia en el diagrama de la Figura III-8, con la sola utilización de los azúcares provenientes de la
sacarificación para fermentar etanol, la elección de cuál pretratamiento elegir con el objetivo de la
producción de este biocombustible, de acuerdo a este resultado podría ser distinta.
Tabla III-17: Condiciones de pretratamiento ácido diluido que permiten maximizar la cantidad de azúcares reductores liberados en la hidrólisis enzimática de residuos de trigo, según modelo planteado
Condiciones pretratamiento ácido diluido Hidrólisis enzimática
Tiempo [min] Ácido
sulfúrico, % v/v
Temperatura [ °C]
Tiempo [h]
Azúcares reductores liberados [mg/g MS]
30 1,00 121 72 192 60 0,90 121 72 191
5. PRETRATAMIENTO CON LÍQUIDOS IÓNICOS
Tanto los residuos de maíz como los de trigo fueron dispuestos en un pretratamiento con líquidos
iónicos, a objeto de investigar la capacidad de estos solventes de romper la matriz de lignina y dejar a la
celulosa más accesible al ataque enzimático. Para ello se estudió fundamentalmente el solvente cloruro de
etilmetilimidazolio [EMIM+][Cl -], a distintos tiempos (30 y 60 min) y con distintas temperaturas (80, 121
y 150 °C). También se estudió el efecto de hidróxido de tricaprilmetilamonio [Aliquat+][OH-].
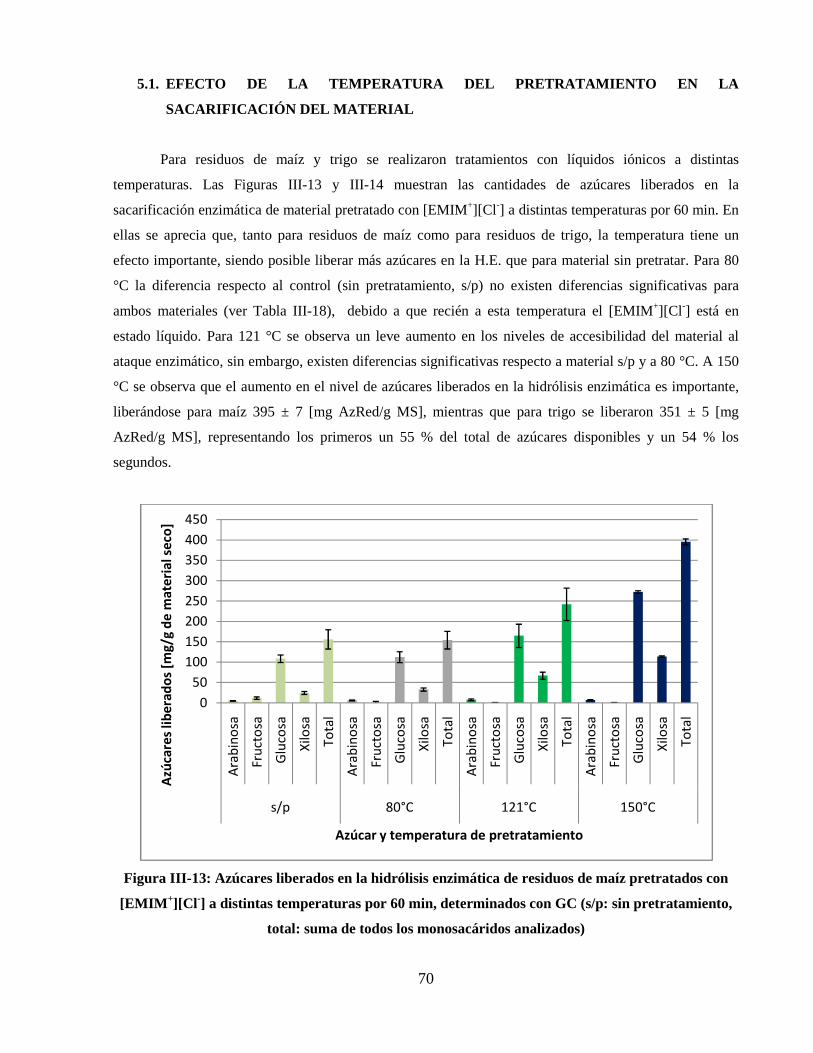
70
5.1. EFECTO DE LA TEMPERATURA DEL PRETRATAMIENTO EN LA
SACARIFICACIÓN DEL MATERIAL
Para residuos de maíz y trigo se realizaron tratamientos con líquidos iónicos a distintas
temperaturas. Las Figuras III-13 y III-14 muestran las cantidades de azúcares liberados en la
sacarificación enzimática de material pretratado con [EMIM+][Cl -] a distintas temperaturas por 60 min. En
ellas se aprecia que, tanto para residuos de maíz como para residuos de trigo, la temperatura tiene un
efecto importante, siendo posible liberar más azúcares en la H.E. que para material sin pretratar. Para 80
°C la diferencia respecto al control (sin pretratamiento, s/p) no existen diferencias significativas para
ambos materiales (ver Tabla III-18), debido a que recién a esta temperatura el [EMIM+][Cl -] está en
estado líquido. Para 121 °C se observa un leve aumento en los niveles de accesibilidad del material al
ataque enzimático, sin embargo, existen diferencias significativas respecto a material s/p y a 80 °C. A 150
°C se observa que el aumento en el nivel de azúcares liberados en la hidrólisis enzimática es importante,
liberándose para maíz 395 ± 7 [mg AzRed/g MS], mientras que para trigo se liberaron 351 ± 5 [mg
AzRed/g MS], representando los primeros un 55 % del total de azúcares disponibles y un 54 % los
segundos.
Figura III-13: Azúcares liberados en la hidrólisis enzimática de residuos de maíz pretratados con
[EMIM +][Cl -] a distintas temperaturas por 60 min, determinados con GC (s/p: sin pretratamiento,
total: suma de todos los monosacáridos analizados)
0
50
100
150
200
250
300
350
400
450
Ara
bin
osa
Fru
cto
sa
Glu
cosa
Xilo
sa
Tota
l
Ara
bin
osa
Fru
cto
sa
Glu
cosa
Xilo
sa
Tota
l
Ara
bin
osa
Fru
cto
sa
Glu
cosa
Xilo
sa
Tota
l
Ara
bin
osa
Fru
cto
sa
Glu
cosa
Xilo
sa
Tota
l
s/p 80°C 121°C 150°C
Azú
care
s li
be
rad
os
[mg
/g d
e m
ate
ria
l se
co]
Azúcar y temperatura de pretratamiento
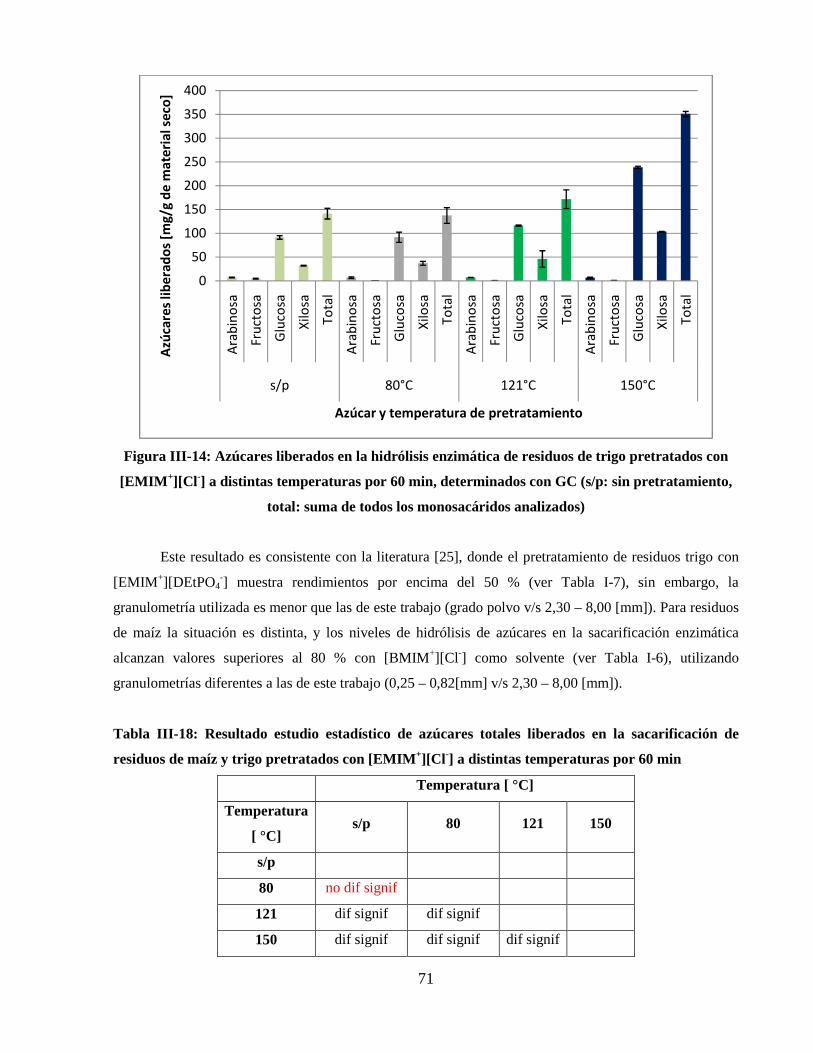
71
Figura III-14: Azúcares liberados en la hidrólisis enzimática de residuos de trigo pretratados con
[EMIM +][Cl -] a distintas temperaturas por 60 min, determinados con GC (s/p: sin pretratamiento,
total: suma de todos los monosacáridos analizados)
Este resultado es consistente con la literatura [25], donde el pretratamiento de residuos trigo con
[EMIM +][DEtPO4-] muestra rendimientos por encima del 50 % (ver Tabla I-7), sin embargo, la
granulometría utilizada es menor que las de este trabajo (grado polvo v/s 2,30 – 8,00 [mm]). Para residuos
de maíz la situación es distinta, y los niveles de hidrólisis de azúcares en la sacarificación enzimática
alcanzan valores superiores al 80 % con [BMIM+][Cl -] como solvente (ver Tabla I-6), utilizando
granulometrías diferentes a las de este trabajo (0,25 – 0,82[mm] v/s 2,30 – 8,00 [mm]).
Tabla III-18: Resultado estudio estadístico de azúcares totales liberados en la sacarificación de
residuos de maíz y trigo pretratados con [EMIM+][Cl -] a distintas temperaturas por 60 min
Temperatura [ °C]
Temperatura
[ °C] s/p 80 121 150
s/p
80 no dif signif
121 dif signif dif signif
150 dif signif dif signif dif signif
0
50
100
150
200
250
300
350
400
Ara
bin
osa
Fru
cto
sa
Glu
cosa
Xilo
sa
Tota
l
Ara
bin
osa
Fru
cto
sa
Glu
cosa
Xilo
sa
Tota
l
Ara
bin
osa
Fru
cto
sa
Glu
cosa
Xilo
sa
Tota
l
Ara
bin
osa
Fru
cto
sa
Glu
cosa
Xilo
sa
Tota
l
s/p 80°C 121°C 150°C
Azú
care
s li
be
rad
os
[mg
/g d
e m
ate
ria
l se
co]
Azúcar y temperatura de pretratamiento
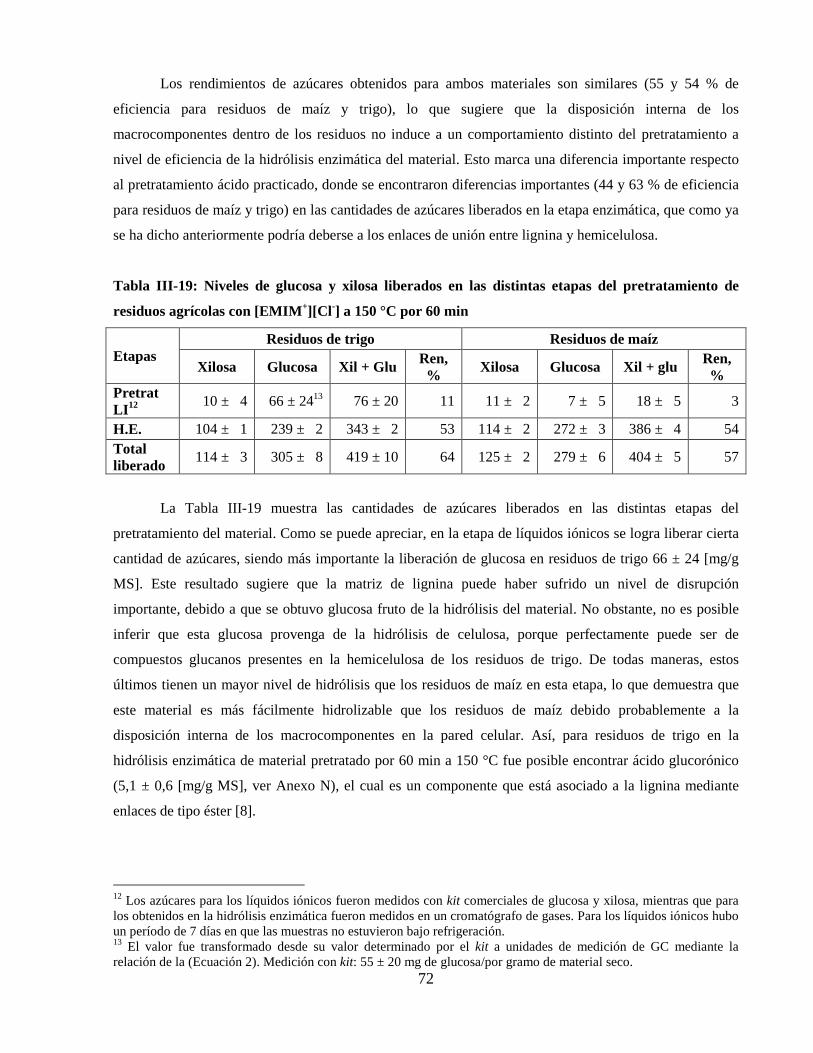
72
Los rendimientos de azúcares obtenidos para ambos materiales son similares (55 y 54 % de
eficiencia para residuos de maíz y trigo), lo que sugiere que la disposición interna de los
macrocomponentes dentro de los residuos no induce a un comportamiento distinto del pretratamiento a
nivel de eficiencia de la hidrólisis enzimática del material. Esto marca una diferencia importante respecto
al pretratamiento ácido practicado, donde se encontraron diferencias importantes (44 y 63 % de eficiencia
para residuos de maíz y trigo) en las cantidades de azúcares liberados en la etapa enzimática, que como ya
se ha dicho anteriormente podría deberse a los enlaces de unión entre lignina y hemicelulosa.
Tabla III-19: Niveles de glucosa y xilosa liberados en las distintas etapas del pretratamiento de
residuos agrícolas con [EMIM+][Cl -] a 150 °C por 60 min
Etapas Residuos de trigo Residuos de maíz
Xilosa Glucosa Xil + Glu Ren, % Xilosa Glucosa Xil + glu Ren,
% Pretrat LI 12
10 ± 4 66 ± 2413 76 ± 20 11 11 ± 2 7 ± 5 18 ± 5 3
H.E. 104 ± 1 239 ± 2 343 ± 2 53 114 ± 2 272 ± 3 386 ± 4 54 Total liberado
114 ± 3 305 ± 8 419 ± 10 64 125 ± 2 279 ± 6 404 ± 5 57
La Tabla III-19 muestra las cantidades de azúcares liberados en las distintas etapas del
pretratamiento del material. Como se puede apreciar, en la etapa de líquidos iónicos se logra liberar cierta
cantidad de azúcares, siendo más importante la liberación de glucosa en residuos de trigo 66 ± 24 [mg/g
MS]. Este resultado sugiere que la matriz de lignina puede haber sufrido un nivel de disrupción
importante, debido a que se obtuvo glucosa fruto de la hidrólisis del material. No obstante, no es posible
inferir que esta glucosa provenga de la hidrólisis de celulosa, porque perfectamente puede ser de
compuestos glucanos presentes en la hemicelulosa de los residuos de trigo. De todas maneras, estos
últimos tienen un mayor nivel de hidrólisis que los residuos de maíz en esta etapa, lo que demuestra que
este material es más fácilmente hidrolizable que los residuos de maíz debido probablemente a la
disposición interna de los macrocomponentes en la pared celular. Así, para residuos de trigo en la
hidrólisis enzimática de material pretratado por 60 min a 150 °C fue posible encontrar ácido glucorónico
(5,1 ± 0,6 [mg/g MS], ver Anexo N), el cual es un componente que está asociado a la lignina mediante
enlaces de tipo éster [8].
12 Los azúcares para los líquidos iónicos fueron medidos con kit comerciales de glucosa y xilosa, mientras que para los obtenidos en la hidrólisis enzimática fueron medidos en un cromatógrafo de gases. Para los líquidos iónicos hubo un período de 7 días en que las muestras no estuvieron bajo refrigeración. 13 El valor fue transformado desde su valor determinado por el kit a unidades de medición de GC mediante la relación de la (Ecuación 2). Medición con kit: 55 ± 20 mg de glucosa/por gramo de material seco.

73
Se debe recordar que el resultado anterior fue similar al obtenido para el pretratamiento ácido,
donde una mayor cantidad de azúcares pudo ser hidrolizada en los residuos de trigo (considerando que
maíz tiene una mayor disponibilidad de azúcares), siendo esto explicado por el enlace éter de
susceptibilidad ácida, que une la matriz de lignina con la hemicelulosa, pudiendo ser atacado por el anión
cloruro. La no existencia de esta configuración en los residuos de maíz, debido a la presencia de ácido
ferúlico como intermediario en la conexión entre lignina y azúcar, explicaría el bajo nivel de azúcares
obtenidos en esta etapa.
Sumados ambos pretratamientos se observa que el rendimiento global de glucosa y xilosa, de
acuerdo a los azúcares totales disponibles en cada uno de los materiales es de 64 % para residuos de trigo
y de 57 % para residuos de maíz. Así, a nivel global, se puede decir que este pretratamiento no muestra
diferencias importantes entre ambos materiales.
Comparados con el pretratamiento ácido, este pretratamiento tiene menores índices de azúcares
(xilosa y glucosa) para trigo, debido a que con este último el pretratamiento ácido logra niveles de
rendimiento del orden de 71 %14. Para residuos de maíz en cambio, el rendimiento con pretratamiento
ácido es de un 44 %, menor que el 57 % que se alcanza con líquidos iónicos. Así, las diferencias en trigo
radican principalmente en la capacidad del ácido de hidrolizar la hemicelulosa para la liberación de
xilosas, cosa que el pretratamiento con líquidos iónicos no es capaz de lograr. No obstante, se debe haber
producido con el pretratamiento con líquidos iónicos un considerable nivel de disrupción de lignina, para
que las enzimas sean capaces de liberar tal cantidad de azúcares sólo en esta etapa. Esta explicación es la
que justificaría los mejores niveles de azúcares obtenidos para residuos de maíz, con un pretratamiento de
líquidos iónicos. El material sería altamente susceptible a este líquido iónico, permitiendo liberar una gran
cantidad de azúcares en la etapa de sacarificación, que en su conjunto, es superior a la obtenida en el
proceso global de pretratamiento con ácido diluido.
Otro resultado importante es la ausencia de compuestos furfurales en el licor de sacarificación,
tanto para residuos de trigo como para residuos de maíz pretratados con [EMIM+][Cl -] a 150 °C por 60
min. El análisis fue realizado por la técnica MEFS (MicroExtracción en Fase Sólida, SPME por sus siglas
en inglés) para compuestos volátiles, encontrándose ácido acético y acetona en los licores, provenientes
probablemente de la descomposición de hemicelulosas (ver Anexo Ñ).
14 Según transformación mediante Ecuación 2. Según kit comerciales el rendimiento es de un 61 %.

74
5.2. EFECTO DEL TIEMPO DE PRETRATAMIENTO CON LÍQUIDOS IÓ NICOS
EN LA SACARIFICACIÓN DEL MATERIAL
Para los 150 °C con [EMIM+][Cl -] como solvente, se decidió realizar una prueba a 30 min de
hidrólisis, para analizar si los resultados obtenidos con 60 min pueden ser alcanzados de igual manera con
un pretratamiento a menor tiempo. Como se aprecia en la Figura III-15, tanto para los residuos de trigo
como para los de maíz, con un tiempo de 60 min es posible liberar 100 y 84 [mg AzRed/g MS] más de
azúcares respecto a 30 min, representando un aumento de un 40 y 27 % del total de los azúcares liberados
en la sacarificación, respectivamente.
Figura III-15: Azúcares liberados para residuos de maíz y trigo pretratados con [EMIM+][Cl +] a 150 °C por 30 y 60 min, medidos con GC
Este mejor comportamiento del material pretratado por 60 min refleja que, la posible disrupción
de lignina efectuada a los 30 min no es suficiente para lograr exponer tanto celulosa y hemicelulosa al
tratamiento enzimático, haciendo al material más accesible al ataque de las enzimas. En la Figura III-15 se
puede observar que el aumento en los índices de xilosa es marginal para ambos materiales, si se comparan
con los obtenidos para glucosa, atribuible este último a la hidrólisis de celulosa. Esto es consistente con la
disposición estructural dentro de la pared celular, como se estudió en el Capítulo I sección 2.2, donde en la
Figura I-4 se puede apreciar que la hemicelulosa está enlazada con la lignina en la zona externa,
encapsulando a la celulosa. Así, para la ruptura de enlaces tipo éter entre hemicelulosa y lignina el
050
100150200250300350400450
Ara
bin
osa
Glu
cosa
Xilo
sa
Tota
l
Ara
bin
osa
Glu
cosa
Xilo
sa
Tota
l
Ara
bin
osa
Glu
cosa
Xilo
sa
Tota
l
Ara
bin
osa
Glu
cosa
Xilo
sa
Tota
l
30 min 60 min 30 min 60 min
maíz trigo
Azú
care
s li
be
rad
os
[mg
/g d
e m
ate
ria
l se
co]
Material utilizado, azúcar obtenido y tiempo de pretratamiento
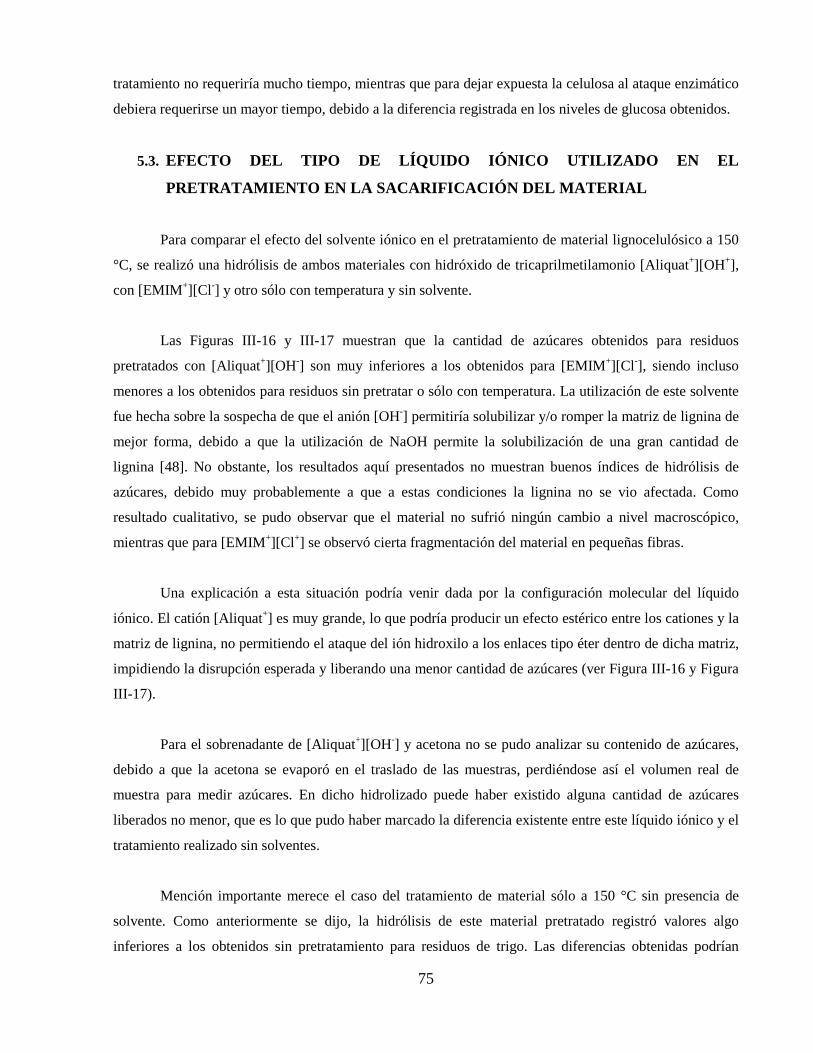
75
tratamiento no requeriría mucho tiempo, mientras que para dejar expuesta la celulosa al ataque enzimático
debiera requerirse un mayor tiempo, debido a la diferencia registrada en los niveles de glucosa obtenidos.
5.3. EFECTO DEL TIPO DE LÍQUIDO IÓNICO UTILIZADO EN EL
PRETRATAMIENTO EN LA SACARIFICACIÓN DEL MATERIAL
Para comparar el efecto del solvente iónico en el pretratamiento de material lignocelulósico a 150
°C, se realizó una hidrólisis de ambos materiales con hidróxido de tricaprilmetilamonio [Aliquat+][OH+],
con [EMIM+][Cl -] y otro sólo con temperatura y sin solvente.
Las Figuras III-16 y III-17 muestran que la cantidad de azúcares obtenidos para residuos
pretratados con [Aliquat+][OH-] son muy inferiores a los obtenidos para [EMIM+][Cl -], siendo incluso
menores a los obtenidos para residuos sin pretratar o sólo con temperatura. La utilización de este solvente
fue hecha sobre la sospecha de que el anión [OH-] permitiría solubilizar y/o romper la matriz de lignina de
mejor forma, debido a que la utilización de NaOH permite la solubilización de una gran cantidad de
lignina [48]. No obstante, los resultados aquí presentados no muestran buenos índices de hidrólisis de
azúcares, debido muy probablemente a que a estas condiciones la lignina no se vio afectada. Como
resultado cualitativo, se pudo observar que el material no sufrió ningún cambio a nivel macroscópico,
mientras que para [EMIM+][Cl +] se observó cierta fragmentación del material en pequeñas fibras.
Una explicación a esta situación podría venir dada por la configuración molecular del líquido
iónico. El catión [Aliquat+] es muy grande, lo que podría producir un efecto estérico entre los cationes y la
matriz de lignina, no permitiendo el ataque del ión hidroxilo a los enlaces tipo éter dentro de dicha matriz,
impidiendo la disrupción esperada y liberando una menor cantidad de azúcares (ver Figura III-16 y Figura
III-17).
Para el sobrenadante de [Aliquat+][OH-] y acetona no se pudo analizar su contenido de azúcares,
debido a que la acetona se evaporó en el traslado de las muestras, perdiéndose así el volumen real de
muestra para medir azúcares. En dicho hidrolizado puede haber existido alguna cantidad de azúcares
liberados no menor, que es lo que pudo haber marcado la diferencia existente entre este líquido iónico y el
tratamiento realizado sin solventes.
Mención importante merece el caso del tratamiento de material sólo a 150 °C sin presencia de
solvente. Como anteriormente se dijo, la hidrólisis de este material pretratado registró valores algo
inferiores a los obtenidos sin pretratamiento para residuos de trigo. Las diferencias obtenidas podrían
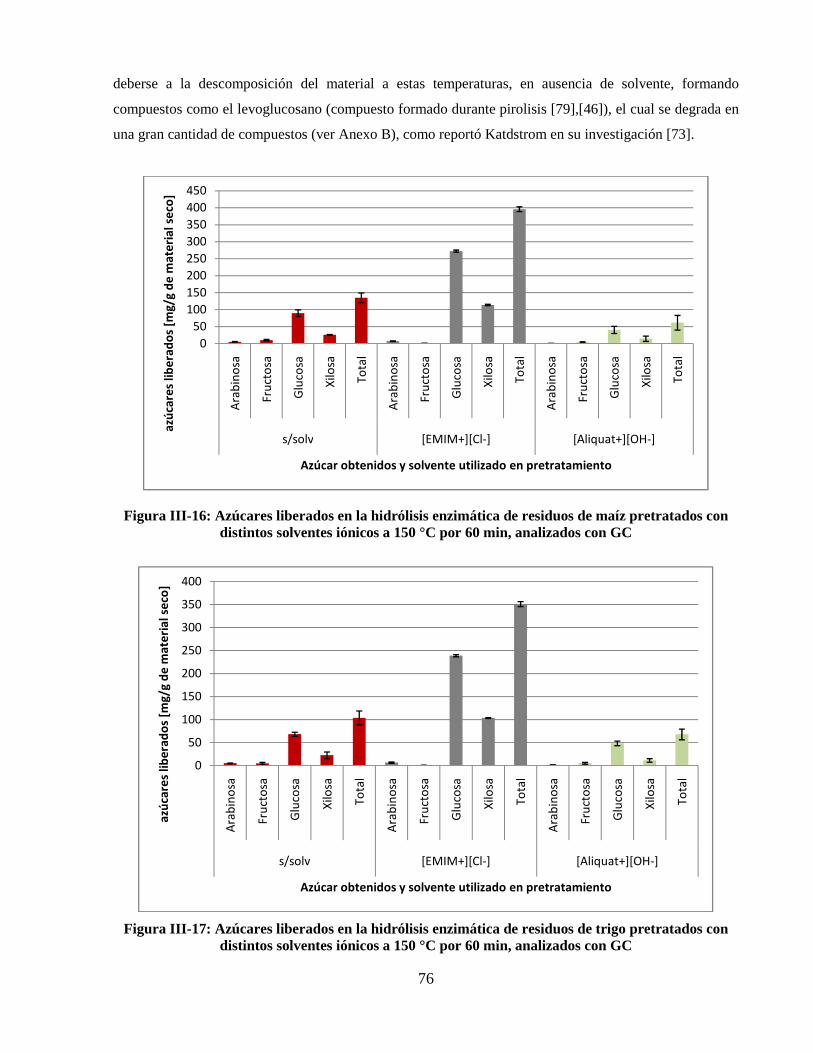
76
deberse a la descomposición del material a estas temperaturas, en ausencia de solvente, formando
compuestos como el levoglucosano (compuesto formado durante pirolisis [79],[46]), el cual se degrada en
una gran cantidad de compuestos (ver Anexo B), como reportó Katdstrom en su investigación [73].
Figura III-16: Azúcares liberados en la hidrólisis enzimática de residuos de maíz pretratados con distintos solventes iónicos a 150 °C por 60 min, analizados con GC
Figura III-17: Azúcares liberados en la hidrólisis enzimática de residuos de trigo pretratados con
distintos solventes iónicos a 150 °C por 60 min, analizados con GC
0
50
100
150
200
250
300
350
400
450
Ara
bin
osa
Fru
cto
sa
Glu
cosa
Xilo
sa
Tota
l
Ara
bin
osa
Fru
cto
sa
Glu
cosa
Xilo
sa
Tota
l
Ara
bin
osa
Fru
cto
sa
Glu
cosa
Xilo
sa
Tota
l
s/solv [EMIM+][Cl-] [Aliquat+][OH-]
azú
care
s li
be
rad
os
[mg
/g d
e m
ate
ria
l se
co]
Azúcar obtenidos y solvente utilizado en pretratamiento
0
50
100
150
200
250
300
350
400
Ara
bin
osa
Fru
cto
sa
Glu
cosa
Xilo
sa
Tota
l
Ara
bin
osa
Fru
cto
sa
Glu
cosa
Xilo
sa
Tota
l
Ara
bin
osa
Fru
cto
sa
Glu
cosa
Xilo
sa
Tota
l
s/solv [EMIM+][Cl-] [Aliquat+][OH-]
azú
care
s li
be
rad
os
[mg
/g d
e m
ate
ria
l se
co]
Azúcar obtenidos y solvente utilizado en pretratamiento
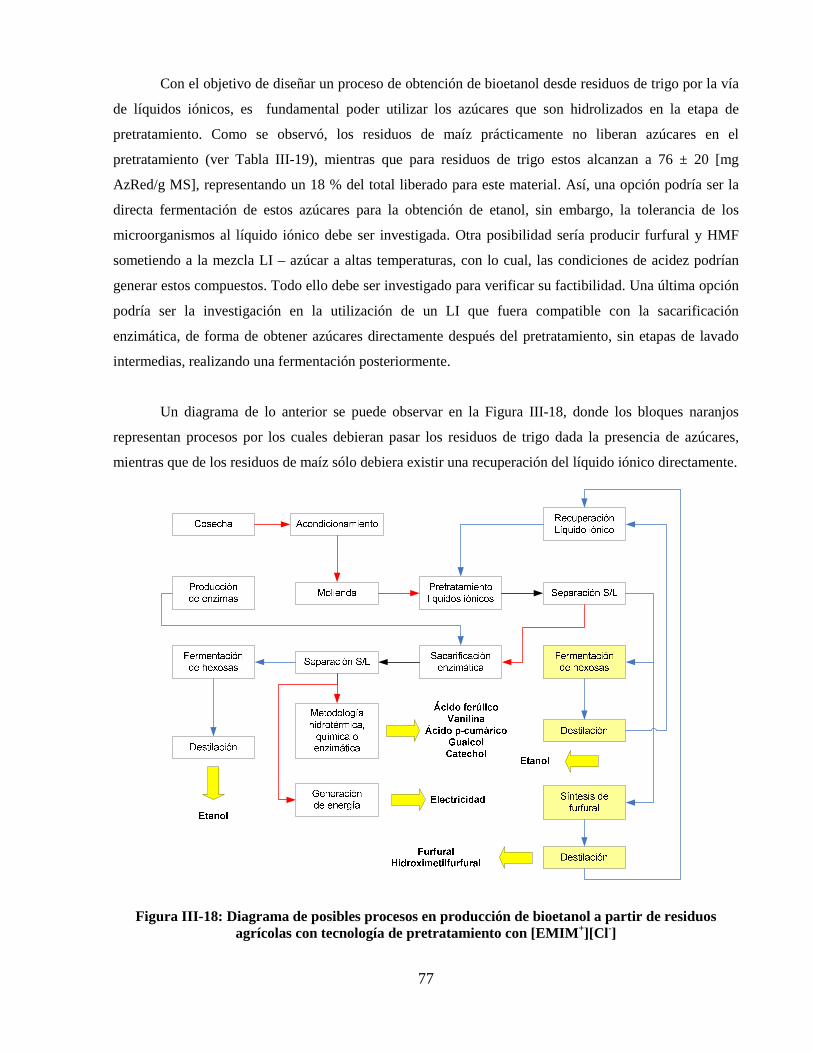
77
Con el objetivo de diseñar un proceso de obtención de bioetanol desde residuos de trigo por la vía
de líquidos iónicos, es fundamental poder utilizar los azúcares que son hidrolizados en la etapa de
pretratamiento. Como se observó, los residuos de maíz prácticamente no liberan azúcares en el
pretratamiento (ver Tabla III-19), mientras que para residuos de trigo estos alcanzan a 76 ± 20 [mg
AzRed/g MS], representando un 18 % del total liberado para este material. Así, una opción podría ser la
directa fermentación de estos azúcares para la obtención de etanol, sin embargo, la tolerancia de los
microorganismos al líquido iónico debe ser investigada. Otra posibilidad sería producir furfural y HMF
sometiendo a la mezcla LI – azúcar a altas temperaturas, con lo cual, las condiciones de acidez podrían
generar estos compuestos. Todo ello debe ser investigado para verificar su factibilidad. Una última opción
podría ser la investigación en la utilización de un LI que fuera compatible con la sacarificación
enzimática, de forma de obtener azúcares directamente después del pretratamiento, sin etapas de lavado
intermedias, realizando una fermentación posteriormente.
Un diagrama de lo anterior se puede observar en la Figura III-18, donde los bloques naranjos
representan procesos por los cuales debieran pasar los residuos de trigo dada la presencia de azúcares,
mientras que de los residuos de maíz sólo debiera existir una recuperación del líquido iónico directamente.
Figura III-18: Diagrama de posibles procesos en producción de bioetanol a partir de residuos agrícolas con tecnología de pretratamiento con [EMIM +][Cl -]
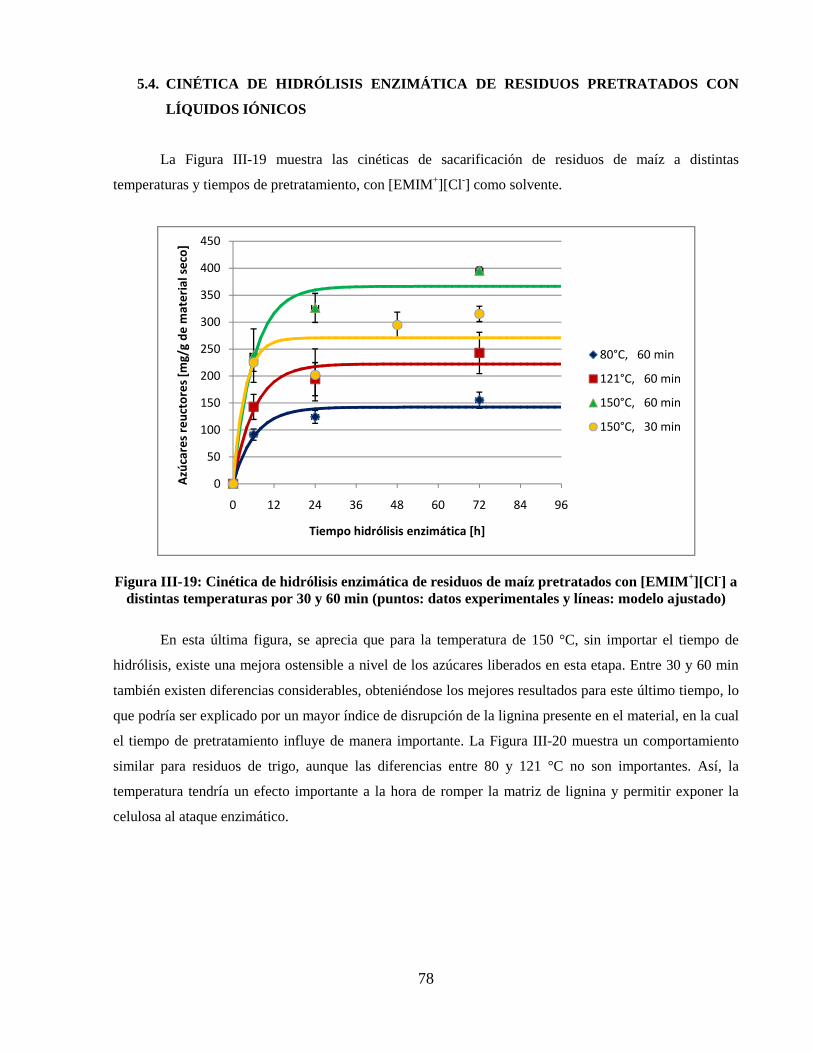
78
5.4. CINÉTICA DE HIDRÓLISIS ENZIMÁTICA DE RESIDUOS PRETR ATADOS CON
LÍQUIDOS IÓNICOS
La Figura III-19 muestra las cinéticas de sacarificación de residuos de maíz a distintas
temperaturas y tiempos de pretratamiento, con [EMIM+][Cl -] como solvente.
Figura III-19: Cinética de hidrólisis enzimática de residuos de maíz pretratados con [EMIM+][Cl -] a distintas temperaturas por 30 y 60 min (puntos: datos experimentales y líneas: modelo ajustado)
En esta última figura, se aprecia que para la temperatura de 150 °C, sin importar el tiempo de
hidrólisis, existe una mejora ostensible a nivel de los azúcares liberados en esta etapa. Entre 30 y 60 min
también existen diferencias considerables, obteniéndose los mejores resultados para este último tiempo, lo
que podría ser explicado por un mayor índice de disrupción de la lignina presente en el material, en la cual
el tiempo de pretratamiento influye de manera importante. La Figura III-20 muestra un comportamiento
similar para residuos de trigo, aunque las diferencias entre 80 y 121 °C no son importantes. Así, la
temperatura tendría un efecto importante a la hora de romper la matriz de lignina y permitir exponer la
celulosa al ataque enzimático.
0
50
100
150
200
250
300
350
400
450
0 12 24 36 48 60 72 84 96
Azú
care
s re
uct
ore
s [m
g/g
de
ma
teri
al
seco
]
Tiempo hidrólisis enzimática [h]
80°C, 60 min
121°C, 60 min
150°C, 60 min
150°C, 30 min

79
Figura III-20: Cinética de hidrólisis enzimática de residuos de trigo pretratados con [EMIM+][Cl -] a distintas temperaturas, por 30 y 60 min (puntos: datos experimentales y líneas: modelo ajustado)
Se observa de las Figuras III-19 y III-20 una hidrólisis más rápida del material, comparando con el
pretratamiento ácido (ver Figuras III-9 y III-11). Éste es un resultado importante, pues evidenciaría que
aparte de una mayor disrupción de lignina también podría producirse una disminución en la cristalinidad
de la celulosa, debido al menor tiempo que se observa para alcanzar los mayores índices de liberación de
azúcares.
El modelo cinético aplicado para la sacarificación de estos materiales pretratados fue el mismo
que para los pretratados con ácido. Observando la Tabla III-20, se aprecia que las tasas de hidrólisis k son
mayores que para los materiales pretratados con ácido, lo cual sustenta la mayor velocidad en liberación
de azúcares en la sacarificación. Si bien la solubilización de lignina no pudo ser medida, como
observación cualitativa de debe decir que el material no registró una decoloración como la registrada con
el material pretratado con base, lo que lleva a pensar que la pérdida de lignina por solubilización no debe
haber sido muy sustancial.
Una disminución en la cristalinidad de la celulosa puede haberse logrado por la formación de
puentes de hidrógeno entre los aniones cloruro y los grupos hidroxilos de la cadena de celulosa (ver Figura
I-19) debido a esta mayor velocidad en la obtención de azúcares reductores liberados. Así, en la
regeneración del material debido a los lavados del mismo con agua desionizada debe haber resultado en
una disminución de esta cristanilidad en la celulosa, permitiendo a la celulosa ser más digerible por las
enzimas celulolíticas.
0
50
100
150
200
250
300
350
400
0 12 24 36 48 60 72 84 96
Azú
care
s re
uct
ore
s [m
g/g
de
ma
teri
al
seco
]
Tiempo hidrólisis enzimática [h]
80°C, 60 min
121°C, 60 min
150°C, 60 min
150°C, 30 min
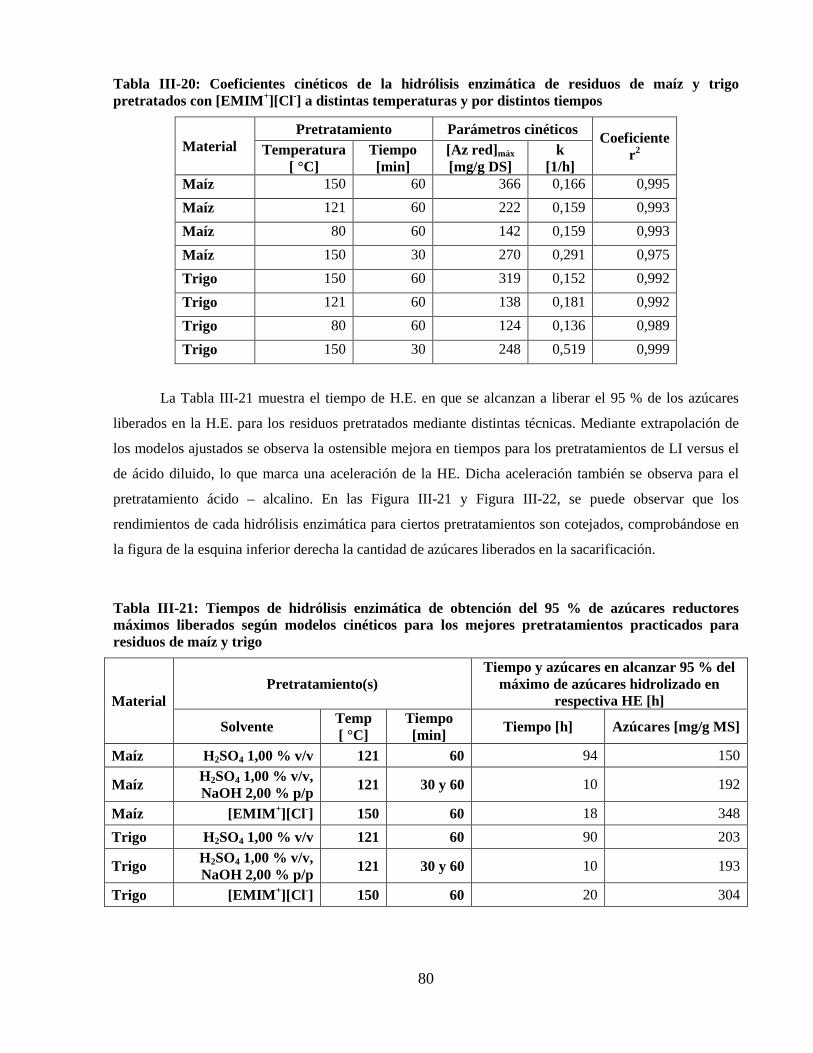
80
Tabla III-20: Coeficientes cinéticos de la hidrólisis enzimática de residuos de maíz y trigo pretratados con [EMIM +][Cl -] a distintas temperaturas y por distintos tiempos
Material Pretratamiento Parámetros cinéticos
Coeficiente r 2 Temperatura
[ °C] Tiempo [min]
[Az red]máx [mg/g DS]
k [1/h]
Maíz 150 60 366 0,166 0,995
Maíz 121 60 222 0,159 0,993
Maíz 80 60 142 0,159 0,993
Maíz 150 30 270 0,291 0,975
Trigo 150 60 319 0,152 0,992
Trigo 121 60 138 0,181 0,992
Trigo 80 60 124 0,136 0,989
Trigo 150 30 248 0,519 0,999
La Tabla III-21 muestra el tiempo de H.E. en que se alcanzan a liberar el 95 % de los azúcares
liberados en la H.E. para los residuos pretratados mediante distintas técnicas. Mediante extrapolación de
los modelos ajustados se observa la ostensible mejora en tiempos para los pretratamientos de LI versus el
de ácido diluido, lo que marca una aceleración de la HE. Dicha aceleración también se observa para el
pretratamiento ácido – alcalino. En las Figura III-21 y Figura III-22, se puede observar que los
rendimientos de cada hidrólisis enzimática para ciertos pretratamientos son cotejados, comprobándose en
la figura de la esquina inferior derecha la cantidad de azúcares liberados en la sacarificación.
Tabla III-21: Tiempos de hidrólisis enzimática de obtención del 95 % de azúcares reductores máximos liberados según modelos cinéticos para los mejores pretratamientos practicados para residuos de maíz y trigo
Material Pretratamiento(s)
Tiempo y azúcares en alcanzar 95 % del máximo de azúcares hidrolizado en
respectiva HE [h]
Solvente Temp [ °C]
Tiempo [min] Tiempo [h] Azúcares [mg/g MS]
Maíz H2SO4 1,00 % v/v 121 60 94 150
Maíz H2SO4 1,00 % v/v, NaOH 2,00 % p/p 121 30 y 60 10 192
Maíz [EMIM +][Cl -] 150 60 18 348
Trigo H2SO4 1,00 % v/v 121 60 90 203
Trigo H2SO4 1,00 % v/v, NaOH 2,00 % p/p 121 30 y 60 10 193
Trigo [EMIM +][Cl -] 150 60 20 304

81
Figura III-21: Rendimiento de azúcares reductores liberados en HE respecto al total de azúcares máximo hidrolizable según modelo cinético ajustado para cada pretratamiento de residuos de maíz
(puntos: datos experimentales y líneas: modelo ajustado)
Figura III-22: Rendimiento de azúcares reductores liberados en HE respecto al total de azúcares máximo hidrolizable según modelo cinético ajustado para cada pretratamiento de residuos de trigo
(puntos: datos experimentales y líneas: modelo ajustado)
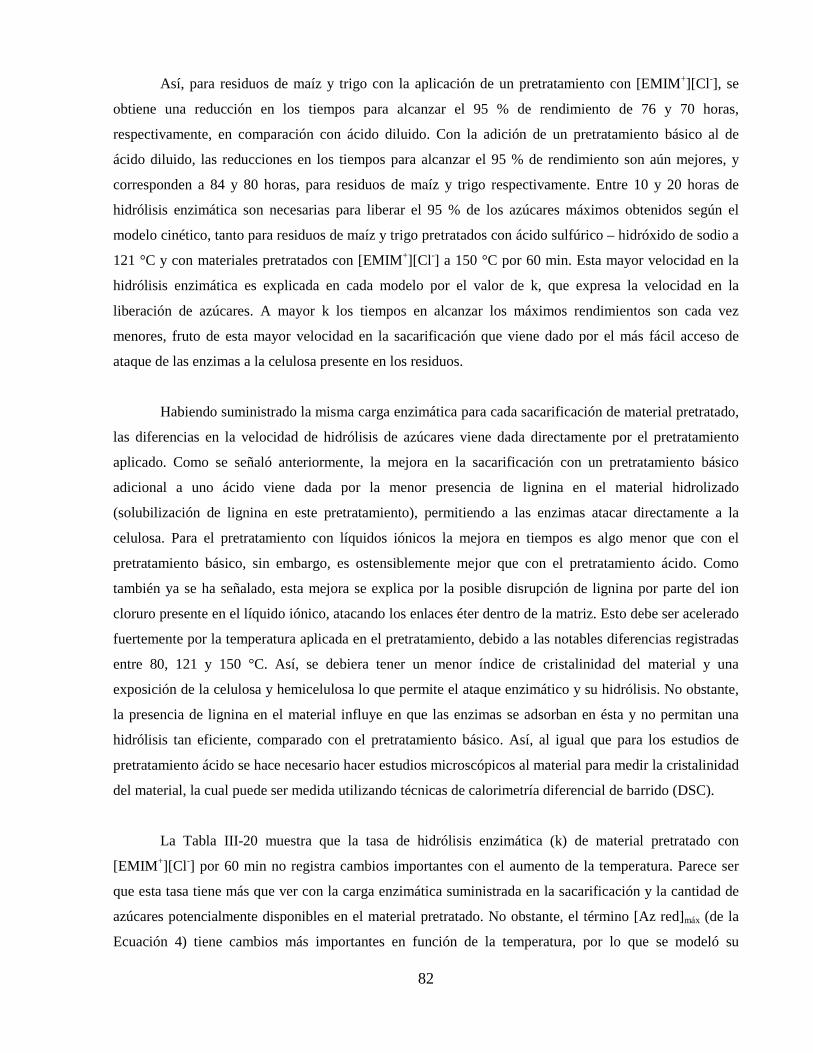
82
Así, para residuos de maíz y trigo con la aplicación de un pretratamiento con [EMIM+][Cl -], se
obtiene una reducción en los tiempos para alcanzar el 95 % de rendimiento de 76 y 70 horas,
respectivamente, en comparación con ácido diluido. Con la adición de un pretratamiento básico al de
ácido diluido, las reducciones en los tiempos para alcanzar el 95 % de rendimiento son aún mejores, y
corresponden a 84 y 80 horas, para residuos de maíz y trigo respectivamente. Entre 10 y 20 horas de
hidrólisis enzimática son necesarias para liberar el 95 % de los azúcares máximos obtenidos según el
modelo cinético, tanto para residuos de maíz y trigo pretratados con ácido sulfúrico – hidróxido de sodio a
121 °C y con materiales pretratados con [EMIM+][Cl -] a 150 °C por 60 min. Esta mayor velocidad en la
hidrólisis enzimática es explicada en cada modelo por el valor de k, que expresa la velocidad en la
liberación de azúcares. A mayor k los tiempos en alcanzar los máximos rendimientos son cada vez
menores, fruto de esta mayor velocidad en la sacarificación que viene dado por el más fácil acceso de
ataque de las enzimas a la celulosa presente en los residuos.
Habiendo suministrado la misma carga enzimática para cada sacarificación de material pretratado,
las diferencias en la velocidad de hidrólisis de azúcares viene dada directamente por el pretratamiento
aplicado. Como se señaló anteriormente, la mejora en la sacarificación con un pretratamiento básico
adicional a uno ácido viene dada por la menor presencia de lignina en el material hidrolizado
(solubilización de lignina en este pretratamiento), permitiendo a las enzimas atacar directamente a la
celulosa. Para el pretratamiento con líquidos iónicos la mejora en tiempos es algo menor que con el
pretratamiento básico, sin embargo, es ostensiblemente mejor que con el pretratamiento ácido. Como
también ya se ha señalado, esta mejora se explica por la posible disrupción de lignina por parte del ion
cloruro presente en el líquido iónico, atacando los enlaces éter dentro de la matriz. Esto debe ser acelerado
fuertemente por la temperatura aplicada en el pretratamiento, debido a las notables diferencias registradas
entre 80, 121 y 150 °C. Así, se debiera tener un menor índice de cristalinidad del material y una
exposición de la celulosa y hemicelulosa lo que permite el ataque enzimático y su hidrólisis. No obstante,
la presencia de lignina en el material influye en que las enzimas se adsorban en ésta y no permitan una
hidrólisis tan eficiente, comparado con el pretratamiento básico. Así, al igual que para los estudios de
pretratamiento ácido se hace necesario hacer estudios microscópicos al material para medir la cristalinidad
del material, la cual puede ser medida utilizando técnicas de calorimetría diferencial de barrido (DSC).
La Tabla III-20 muestra que la tasa de hidrólisis enzimática (k) de material pretratado con
[EMIM +][Cl -] por 60 min no registra cambios importantes con el aumento de la temperatura. Parece ser
que esta tasa tiene más que ver con la carga enzimática suministrada en la sacarificación y la cantidad de
azúcares potencialmente disponibles en el material pretratado. No obstante, el término [Az red]máx (de la
Ecuación 4) tiene cambios más importantes en función de la temperatura, por lo que se modeló su
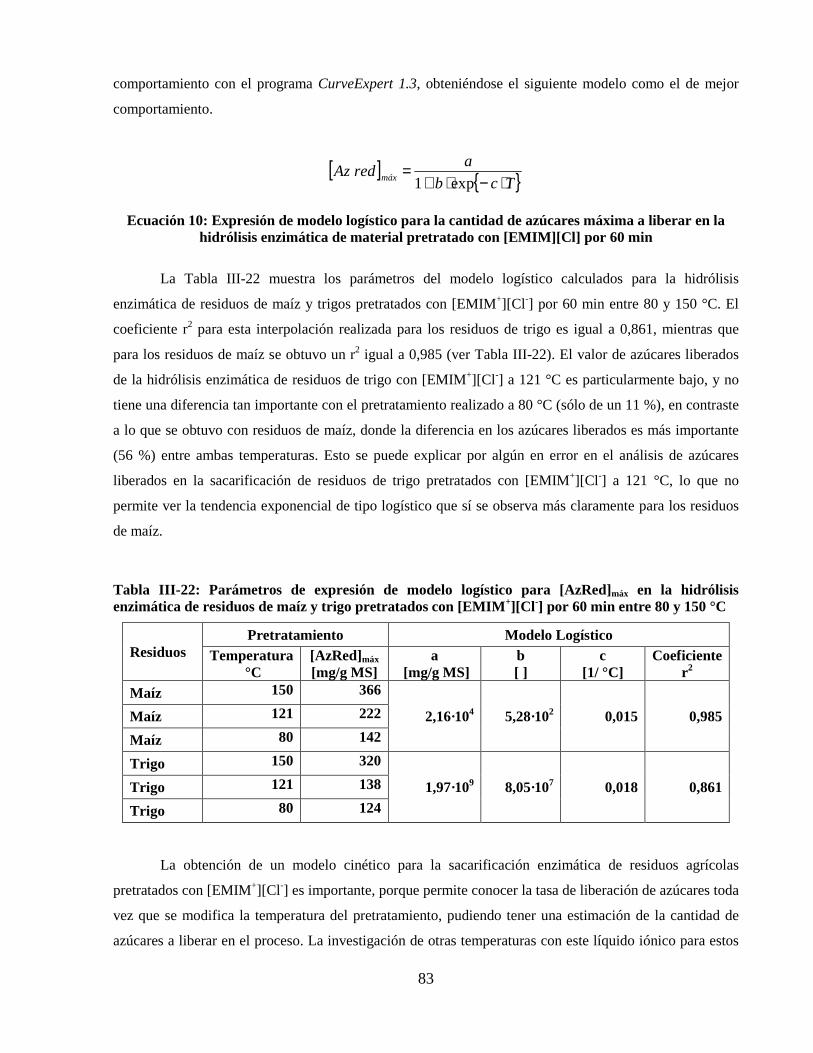
83
comportamiento con el programa CurveExpert 1.3, obteniéndose el siguiente modelo como el de mejor
comportamiento.
[ ] { }Tcb
aredAz máx ⋅−⋅+
=exp1
Ecuación 10: Expresión de modelo logístico para la cantidad de azúcares máxima a liberar en la hidrólisis enzimática de material pretratado con [EMIM][Cl] por 60 min
La Tabla III-22 muestra los parámetros del modelo logístico calculados para la hidrólisis
enzimática de residuos de maíz y trigos pretratados con [EMIM+][Cl -] por 60 min entre 80 y 150 °C. El
coeficiente r2 para esta interpolación realizada para los residuos de trigo es igual a 0,861, mientras que
para los residuos de maíz se obtuvo un r2 igual a 0,985 (ver Tabla III-22). El valor de azúcares liberados
de la hidrólisis enzimática de residuos de trigo con [EMIM+][Cl -] a 121 °C es particularmente bajo, y no
tiene una diferencia tan importante con el pretratamiento realizado a 80 °C (sólo de un 11 %), en contraste
a lo que se obtuvo con residuos de maíz, donde la diferencia en los azúcares liberados es más importante
(56 %) entre ambas temperaturas. Esto se puede explicar por algún en error en el análisis de azúcares
liberados en la sacarificación de residuos de trigo pretratados con [EMIM+][Cl -] a 121 °C, lo que no
permite ver la tendencia exponencial de tipo logístico que sí se observa más claramente para los residuos
de maíz.
Tabla III-22: Parámetros de expresión de modelo logístico para [AzRed]máx en la hidrólisis enzimática de residuos de maíz y trigo pretratados con [EMIM +][Cl -] por 60 min entre 80 y 150 °C
Residuos Pretratamiento Modelo Logístico
Temperatura °C
[AzRed]máx [mg/g MS]
a [mg/g MS]
b [ ]
c [1/ °C]
Coeficiente r 2
Maíz 150 366
2,16·104 5,28·102 0,015 0,985 Maíz 121 222
Maíz 80 142
Trigo 150 320
1,97·109 8,05·107 0,018 0,861 Trigo 121 138
Trigo 80 124
La obtención de un modelo cinético para la sacarificación enzimática de residuos agrícolas
pretratados con [EMIM+][Cl -] es importante, porque permite conocer la tasa de liberación de azúcares toda
vez que se modifica la temperatura del pretratamiento, pudiendo tener una estimación de la cantidad de
azúcares a liberar en el proceso. La investigación de otras temperaturas con este líquido iónico para estos

84
residuos es importante para perfeccionar el modelo aquí presentado, y más aún, para saber qué podría
pasar con el material a temperaturas por sobre los 150 °C, donde hasta una mayor cantidad de azúcares
podrían ser hidrolizados en el pretratamiento o la cantidad de azúcares a liberar en la sacarificación
pudieran ser más elevadas.
Al igual que para el pretratamiento ácido, se puede plantear una expresión cinética general para
los residuos de maíz y trigo pretratados con [EMIM+][Cl -] por 60 min a temperaturas entre 80 y 150 °C,
considerando el coeficiente k como una constante para este tiempo. Así, en función de la temperatura de
pretratamiento (T) y tiempo de hidrólisis enzimática (t), las expresiones son:
[ ] { } { }( )tT
redAz ⋅−−⋅⋅−⋅⋅+
⋅= 161,0exp1018,0exp1005,81
1097,17
9
Ecuación 11: Expresión para la liberación de azúcares reductores en la hidrólisis enzimática de residuos de trigo pretratados con [EMIM+][Cl -] entre 80 y 150 °C por 60 min (carga enzimática
celulasa: 75 FPU/g de celulosa y celobiasa: 111 CBU/g de celulosa)
[ ] { } { }( )tT
redAz ⋅−−⋅⋅−⋅⋅+
⋅= 156,0exp1015,0exp1028,51
1016,22
4
Ecuación 12: Expresión para la liberación de azúcares reductores en la hidrólisis enzimática de residuos de maíz pretratados con [EMIM+][Cl -] entre 80 y 150 °C por 60 min(carga enzimática
celulasa: 65 FPU/g de celulosa y celobiasa: 97 CBU/g de celulosa)

85
6. ASPECTOS GENERALES DE LOS PRETRATAMIENTOS PRACTICAD OS
De los pretratamiento realizados y las respectivas hidrólisis enzimáticas realizadas a dichos
materiales, es posible hacer una proyección del etanol que puede ser producido con cada técnica. Saha y
colaboradores [11] realizaron la fermentación de azúcares obtenidos de la hidrólisis enzimática de
residuos de trigo pretratado con ácido sulfúrico a 121 °C (hidrolizado de pretratamiento ácido e
hidrolizado de la sacarificación juntos), encontrando un rendimiento de 0,413 [g de etanol/g de azúcar
reductor]. Utilizando este rendimiento, una estimación de la cantidad de etanol que podría obtenerse por
fermentación de manera conjunta de los azúcares obtenidos tanto en la etapa de pretratamiento como en la
de sacarificación se presenta en la siguiente tabla:
Tabla III-23: Estimación del etanol producido por gramo de material seco a pretratar para residuos de maíz y trigo procesados con distintos solventes en relación a la cantidad de azúcares reductores obtenidos15
Pretratamiento Producción de etanol [g etanol/g material
seco]
Producción de etanol [L etanol/Ton material seco]
Solvente en pretratamiento
Tiempo [min]
Temp [ °C]
Residuos de maíz
Residuos de trigo
Residuos de maíz
Residuos de trigo
[EMIM +][Cl -] 60 150 0,164 0,142 209 180
[H 2SO4] 1,00 % v/v 60 121 0,133 0,191 169 242
[H 2SO4] 1,00 % v/v - [NaOH] 2,00 % p/v
30 y 60 121 0,146 0,179 185 227
Los resultados de la Tabla III-23 muestran que entre un 13 y un 19 % de la masa de residuos
podría ser convertida en etanol como biocombustible, donde claramente los residuos de trigo, sin ser el
material que dispone más azúcares por unidad de masa, es del cual se podría obtener una mayor cantidad
de producto. Los resultados de Saha y colaboradores [11] para residuos de trigo pretratados con ácido
diluido, muestran que alrededor de un 24 % de la masa inicial puede ser convertida en etanol, siendo así
las de este trabajo proyecciones inferiores a las obtenidas por Saha [11] debido a la menor cantidad de
azúcares obtenidos después de la sacarificación. Si se fermentara sólo la glucosa presente los niveles de
etanol por unidad de masa de material serían aún inferiores, por lo que la producción de este
biocombustible sin la fermentación de pentosas parece ser inviable.
Iogen Co. hoy en día es capaz de producir en promedio 220 L de etanol por Ton de material seco
de desechos de trigo [32], mientras que National Renewable Energy Laboratory de EE.UU. proyectó una
15 Estos valores no consideran la presencia de compuestos inhibidores que podrían hacer los valores más bajos, y asumen la misma tasa de producción tanto para pentosas como para hexosas.

86
producción de 300 L de etanol por Ton de material seco de desechos de maíz [96]. Ambas producciones
utilizan un pretratamiento con explosión a vapor antes de sacarificar el material. Las proyecciones para
maíz en este trabajo son ligeramente inferiores a las de la literatura, dado que con el pretratamiento con
[EMIM +][Cl-] se logra superar ligeramente los 200 L de etanol por Ton de material seco (ver Tabla III-
23), mientras que para residuos trigo la producción proyectada en este trabajo con un pretratamiento ácido
diluido (242 L de etanol por Ton de material) es similar a los que Iogen Co. produce hoy en día.
De no fermentar las pentosas es imperiosamente necesario darle algún uso dentro del proceso
productivo global, de forma de hacerlo costo-efectivo. Su descomposición en furfural podría ser una
buena alternativa para la generación de un subproducto y darle valor agregado al proceso, tal como lo hace
Raven Biofuels International [33].
Así, para los residuos de maíz sería recomendable un pretratamiento con líquidos iónicos, dada la
mayor cantidad de azúcares reductores hidrolizados mediante esta metodología y consideraciones de tipo
ambiental, ya que los líquidos iónicos no requieren tratamientos de aguas tan exhaustivos como los de
hidrólisis ácida – alcalina diluidas y no liberan gases tóxicos. De esta forma, luego del pretratamiento con
[EMIM +][Cl -] a 150 °C por 60 min, que permite la disrupción de lignina y dejar la celulosa más expuesta
al ataque enzimático, vendría una etapa de lavado, donde se permitiría recuperar el material y limpiarlo del
solvente, para posteriormente sacarificar el material. También es necesario recuperar el líquido iónico para
poder reutilizarlo, lo cual puede ser realizado mediante técnicas de destilación. Una vez sacarificado el
material, se puede proceder a la fermentación para producir el etanol. Un esquema del proceso se puede
visualizar en la Figura III-23.
No obstante, la utilización de esta metodología tiene algunos bemoles, como son las características
higroscópicas del [EMIM+][Cl -], lo que obliga a trabajar bajo ambientes en ausencia de humedad, o como
máximo reducidas, para no afectar los rendimientos del pretratamiento. En la misma línea, la recuperación
del líquido iónico a nivel de eficiencia de extracción de agua también debe ser importante [24]. De esta
forma sería auspicioso investigar otros líquidos iónicos, que pudieran generar disrupción en el material,
pero que a su vez solubilizaran la lignina. La utilización de aniones sulfatados podría ser atractivo para la
consecución de estos objetivos (un [EMIM+][SO3-] por ejemplo) [86].
En la etapa de fermentación también existen algunas dificultades en orden a fermentar pentosas y
hexosas de forma conjunta, dado que se deben utilizar microorganismos que co-fermenten ambos
sustratos. Así, posterior a la fermentación y destilación de etanol, sería posible una hipotética síntesis de
furfural con las pentosas no fermentadas en el proceso.
87
Figura III-23: Diagrama posible para el procesamiento de residuos de maíz para la producción de bioetanol mediante pretratamiento con [EMIM+][Cl -]
Para los residuos de trigo, en cambio, parece más recomendable realizar un pretratamiento ácido
diluido debido a que se puede obtener una mayor cantidad de azúcares. Así, esta metodología daría la
opción de fermentar hexosas de manera exclusiva, y evaluar la fermentación de pentosas de forma
separada o su descomposición en furfural como co-producto del proceso. La lignina remanente podría ser
utilizada para la generación de electricidad, ya que la transformación de la misma en ácidos ferúlicos y
otros son técnicas de investigación muy recientes que requieren estudios más profundos. De todas
maneras, la utilización de una hidrólisis alcalina es atractiva toda vez que permite una aceleración de la
hidrólisis enzimática, permitiendo inclusive la posible utilización de cargas enzimáticas reducidas. Junto
con ello, la solubilización de lignina permitiría la purificación de los distintos productos presentes para su
comercialización. Un diagrama del proceso puede apreciarse en la Figura III-24.
Las desventajas de este proceso radican en la utilización de compuestos tóxicos que deben ser
extraídos, anterior al descarte de las aguas del proceso. Por otro lado, la presurización del reactor de
hidrólisis requiere costos adicionales respecto a procesos que se llevan a cabo a presión atmosférica.
También la generación de compuestos inhibidores podrían disminuir los rendimientos en la fermentación
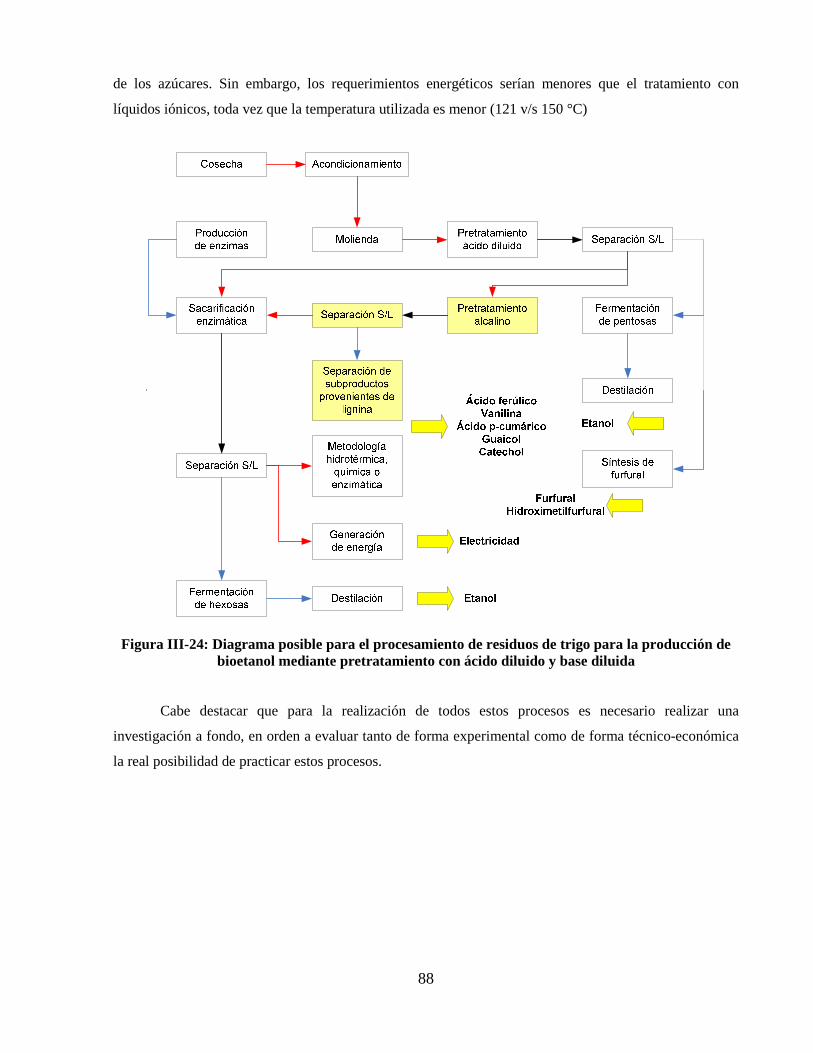
88
de los azúcares. Sin embargo, los requerimientos energéticos serían menores que el tratamiento con
líquidos iónicos, toda vez que la temperatura utilizada es menor (121 v/s 150 °C)
Figura III-24: Diagrama posible para el procesamiento de residuos de trigo para la producción de bioetanol mediante pretratamiento con ácido diluido y base diluida
Cabe destacar que para la realización de todos estos procesos es necesario realizar una
investigación a fondo, en orden a evaluar tanto de forma experimental como de forma técnico-económica
la real posibilidad de practicar estos procesos.
89
CAPÍTULO IV: CONCLUSIONES
En el presente trabajo se compararon tres diferentes metodologías de pretratamiento de material
lignocelulósico: hidrólisis ácida diluida, hidrólisis alcalina diluida seguida a una ácida diluida y un
pretratamiento con líquidos iónicos para residuos de maíz y trigo. En conjunto todas ellas demuestran
liberar una mayor cantidad de azúcares que la sacarificación de material sin pretratar, logrando
rendimientos que varían entre 44 y 71 % después de la sacarificación enzimática.
Para los residuos de maíz (2,30 – 8,00 mm) el pretratamiento con ácido diluido logró liberar un 44
% de los azúcares teóricos presentes en el material, con una concentración de ácido sulfúrico de 1,00 %
v/v y 30 min en autoclave. Con el pretratamiento alcalino adicional se aumentó la liberación de azúcares a
un 50 %, con hidróxido de sodio 2,0 % p/v y 60 min en autoclave. Con el pretratamiento con líquidos
iónicos se consiguió un rendimiento del 57 %, utilizando cloruro de 1-etil-3-metilimidazolio a 150 °C por
60 min, siendo este último el mejor pretratamiento para este material.
Para los residuos de trigo (2,30 – 8,00 mm) el pretratamiento con ácido diluido logró liberar un 71
% de los azúcares teóricos presentes en el material, con una concentración de ácido sulfúrico de 1,00 %
v/v y 60 min en autoclave, siendo éste el mejor pretratamiento. Con el pretratamiento alcalino adicional no
existió un aumento en el rendimiento, utilizando hidróxido de sodio 2,0 % p/v y 60 min en autoclave. Con
el pretratamiento con líquidos iónicos se consiguió un rendimiento del 64 %, utilizando cloruro de 1-etil-
3-metilimidazolio a 150 °C por 60 min.
Estimando la cantidad de etanol a producir a partir de los rendimientos de azúcares liberados, para
residuos de maíz pretratados con cloruro de 1-etil-3-metilimidazolio a 150 °C por 60 min se producirían
209 L de etanol por Ton de material seco procesado. En cambio, para residuos de trigo pretratados con
ácido sulfúrico al 1,00 % v/v por 60 min en autoclave se producirían 242 L de etanol por Ton de material
seco procesado.
Para el pretratamiento con ácido diluido se investigaron tres concentraciones: 0,50, 0,75 y 1,00 %
v/v, encontrándose que a medida que se aumenta la concentración de ácido también aumenta la cantidad
de azúcares liberados en el pretratamiento. No obstante, cuando este material pretratado es sacarificado
con enzimas celulolíticas comerciales dicha relación no es creciente, sino que tiene un máximo, para
ambos materiales. De acuerdo al modelo cinético ajustado de base exponencial para la hidrólisis
enzimática, se encontró que las concentraciones de ácido para el pretratamiento eran de 0,84 % v/v y 60
min para residuos de trigo y 1,00 % v/v y 30 min para residuos de maíz.

90
La cinética de reacción de los residuos agrícolas pretratados con ácido diluido es lenta,
alcanzándose valores estables a nivel de azúcares liberados a las 72 horas de sacarificación. Cuando se
adiciona un pretratamiento alcalino la hidrólisis enzimática se ve acelerada considerablemente,
alcanzándose estabilidad en el nivel de azúcares reductores liberados a las 14 horas de sacarificación. Este
resultado sugiere la utilización de una carga enzimática inferior para este último pretratamiento, dado que
la adición de él influye fundamentalmente en la velocidad de dicha reacción, factor también dependiente
de las enzimas.
Para la sacarificación enzimática de residuos agrícolas fue posible determinar expresiones
cinéticas en función de la acidez del pretratamiento [H2SO4]. Así, para los mejores pretratamientos ácidos
los modelos ajustados son los siguientes, en función del tiempo de hidrólisis enzimática y la acidez:
• Para residuos de maíz, hidrólisis ácida, 30 min a 121 °C, 0,50 – 1,00 % v/v:
[ ] [ ] [ ]( ) { }( )tSOHSOHredAz ⋅−−⋅⋅−⋅+−= 033,0exp131252656 24242
• Para residuos de trigo, hidrólisis ácida, 60 min a 121 °C, 0,50 – 1,00 % v/v:
[ ] [ ] [ ]( ) { }( )tSOHSOHredAz ⋅−−⋅⋅−⋅+= 031,0exp116830280 24242
Para el pretratamiento con [EMIM+][Cl -] se aprecia un aumento notable en el nivel de azúcares
liberados en la sacarificación con el aumento de la temperatura. Este pretratamiento también produjo una
aceleración importante en la sacarificación de ambos residuos, estabilizándose los niveles de azúcares
liberados a las 23 horas de reacción de acuerdo al modelo ajustado. La cinética de esta sacarificación
también es exponencial, dependiendo de la temperatura T del pretratamiento:
• Para residuos de maíz, [EMIM+][Cl -] por 60 min:
[ ] { } { }( )tT
redAz ⋅−−⋅⋅−⋅⋅+
⋅= 156,0exp1015,0exp1028,51
1016,22
4
• Para residuos de trigo, [EMIM+][Cl -] por 60 min:
[ ] { } { }( )tT
redAz ⋅−−⋅⋅−⋅⋅+
⋅= 161,0exp1018,0exp1005,81
1097,17
9
91
Para el pretratamiento con [EMIM+][Cl -] se encontraron diferencias entre un tratamiento por 30 y
60 min, lo que sugiere que el tiempo es importante para alcanzar mayores niveles de disrupción de lignina
y conseguir que la celulosa esté más accesible al ataque enzimático. De la misma forma, la sustitución de
este solvente por [Aliquat+][OH-] no mostró buenos resultados en la sacarificación, lo que sugiere que
existe algún impedimento atribuible a catión y/o anión para el ataque de los residuos, o probablemente la
síntesis del líquido iónico no fue la adecuada.
Finalmente, se recomienda seguir investigando en el campo de líquidos iónicos, en la búsqueda de
solventes más adecuados para el pretratamiento del material, y su consiguiente sacarificación, para hacer
el proceso más simple. De la misma forma, se pueden buscar líquidos iónicos de anión sulfatado con el
objetivo de remover lignina y poder modificarla para hacer procesos que sean costo-efectivos, y permitan
realizar una gran biorefinería de los residuos, obteniendo una gran cantidad de productos aparte del
bioetanol.
92
BIBLIOGRAFÍA
[1]. Ministerio de Agricultura: Oficina de Estudios y Políticas Agrarias (ODEPA). (2007). Comité
Público – Privado de Bioenergía. Santiago, Chile.
[2]. Poniachik K. (2006). Presentación del Ministerio de Minería y Energía del Gobierno de Chile.
Biocombustibles, un aporte para la seguridad energética. Santiago, Chile.
[3]. Sánchez O. y Cardona C. (2005). Producción Biotecnológica de Alcohol Carburante I: Obtención
a Partir de Diferentes Materias Primas. Asociación Interciencia, 30: 671-678.
[4]. Sheehan J., Aden A., Paustian K., Killian K., Brenner J., Walsh M. y Nelson R. (2004). Energy
and Environmental Aspects of Using Corn Stover for Fuel Ethanol. Journal of Industrial Ecology,
7: 117-146.
[5]. I Seminario-Taller Biocombustibles, Biodiesel – Bioetanol. (2007). Revista Virtual, Bogotá,
Colombia.
[6]. Sun Y. y Cheng J. (2001). Hydrolysis of lignocellulosic materials for etanol production: a review.
Bioresource Technology, 83: 1-11.
[7]. Kerketter J. y Lyons J. (2001). Wheat straw for ethanol production in Washington: A resource,
technical, and economic assessment. Washington State University Cooperative, Olympia, WA,
Estados Unidos.
[8]. Buranov A. y Mazza G. (2008). Lignin in straw of herbaceous crops. Industrial Crops and
Products, 28: 237-259.
[9]. Comercializadora de Trigo S.A., Página web. En línea: http://www.cotrisa.cl/, última visita: 23 de
junio de 2008.
[10]. Bothast R. y Schlicher M. (2005). Biotechnological processes for conversion of corn into ethanol,
Applied Microbiology and Biotechnology 67: 19-25
[11]. Saha B., Iten L., Cotta M. y Wu Y. (2005). Dilute acid pretreatment, enzymatic saccharification
and fermentation of wheat straw to ethanol. Process Biochemistry 40: 3693-3700.
[12]. Wang M., Saricks C. y Santini D. (1999). Effects of fuel ethanol use on fuel-cycle energy and
greenhouse gas-emissions. Center for Transportation Research, Argonne, IL, Estados Unidos.
[13]. Coughlan M. (1999). Enzymatic Hydrolysis of Cellulose: An Overview. Bioresource Technology,
39:107-115.
93
[14]. Dien B., Cotta M. y Jeffries T. (2003). Bacteria engineered for fuel ethanol production: current
status. Applied Microbiology Biotechnology, 63:258-266.
[15]. Jeffries T. y Jin Y. (2003). Metabolic engineering for improved fermentation of pentoses by yeast.
Applied Microbiology Biotechnology, 63:495-509.
[16]. Ho N., Chen Z., Brainard, A. (1998). Genetically engineered Saccharomyces yeast capable of
effective co-fermentation of glucose and xylose. Applied Environmental Microbiology 64: 1852–
1859.
[17]. Plechkova N. y Seddon K. (2008). Applications of ionic liquids in the chemical industry.
Chemical Society Reviews 37: 123-150.
[18]. El Seoud O., Koschella A., Fidale L., Dorn S. y Heinze T. (2007). Applications of ionic liquids in
carbohydrate chemistry: a window of opportunities. Biomacromolecules 8: 2629-2647.
[19]. Rogers R. y Seddon K. (2003). Ionic liquids – Solvents of the future?. Science 302: 792-793.
[20]. Swatloski R., Rogers R. y Holbrey D. (2004). Dissolution and processing of cellulose using ionic
liquids. USPatent 6.824.599 B2, The University of Alabama, Tuscaloosa, AL, Estados Unidos.
[21]. Remsing R., Swatloski R., Rogers R., Moyna G. (2006). Mechanism of cellulose dissolution in
the ionic liquid 1-n-butil-3-methylimidazolium chloride: a 13C and 35/37Cl NMR relaxation study
on model systems. Chemical Community, 1271-1273.
[22]. Dadi A., Varanasi S. y Schall C. (2006). Enhancement of cellulose saccharification kinetics using
an ionic liquids pretreatment step. Biotechnology and Bioengineering, 95: 904-910.
[23]. Zhao H., Jones C., Baker G., Xia S., Olubajo O. y Person V. (2007). Regenerating cellulose from
ionic liquids for accelerated enzymatic hydrolysis. Journal of Biotechnology, 139: 47-54.
[24]. Varanasi S., Schall C., Dadi A., Anderson J., Rao J. y Paripatti P. (2008). Biomass pretreatment.
World Intellectual Property Organization WO 2008/112291 A2, The University of Toledo,
Toledo, OH, Estados Unidos.
[25]. Li Q., He Y., Xian M., Jun G., Xu X., Yang JM y Li LZ. (2009). Improving enzymatic Hydrolysis
of wheat straw using liquid 1-ethyl-3-methylimidazolium diethyl phosphate pretreatment.
Bioresource Technology 100: 3570-3575.
[26]. Sievers C., Valenzuela-Olarte M., Marzialetti T., Musin I., Agrawal P. y Jones C. (2009). Ionic
liquid phase hydrolysis of pine wood. Industrial Engineering Chemistry Resource 49: 1277-1286.
[27]. Li C., Wang Q. y Zhao Z. (2008). Acid in ionic liquid: An efficient system for hydrolysis of
lignocellulose. Green Chemistry 10: 177-182.
94
[28]. García Camús J. y García Laborda J. (2006). Biocarburantes líquidos: Biodiesel y bioetanol.
Informe de Vigilancia Tecnológica, vol 4, pág 76-91, Madrid, España.
[29]. Gray K., Zhao L. y Emptage M (2006). Bioethanol. Current Opinion in Chemical Biology, 10:
141-146.
[30]. Ragauskas A., Williams C., Davidson B., Britovsek G., Cairney J., Eckert C., Frederick W, Jr.,
Hallett J., Leak D., Liotta C., Mielenz J., Murphy R., Templer R. y Tschaplinski T. (2006). The
Path Forward for Biofuels and Biomaterials. Science 311: 484-489
[31]. Lawford H. y Rousseau J. (2003). Cellulosic fuel ethanol: Alternative fermentation process
designs with wild-type and recombinant Zymomonas mobilis. Applied Biochemistry and
Bioengineering, 106: 457-469.
[32]. Iogen, Co., Página web. En línea: http://www.iogen.ca/, última visita 07 de agosto de 2009.
[33]. Raven Biofuels International, Co., Página web. En línea: http://www.ravenbiofuels.com/, última
visita 09 de agosto de 2009.
[34]. Wang M., Wu M. y Huo H. (2007). Life-cycle energy and greenhouse gas emission impacts of
different corn ethanol plant types. Environmental Research Letters, 2: 1-13.
[35]. Rubin M. (2008). Genomics of cellulosic biofuels. Nature, 454: 841-845.
[36]. Heinze T. y Liebert T. (2001). Unconventional methods in cellulose functionalization. Progress in
Polymer Science 26: 1689-1762.
[37]. Greer L., Pemberton S., y Tan J. Página web. The structure and mechanical behavior of wood.
DoITPoMS, University of Cambridge, En línea:
http://www.doitpoms.ac.uk/tlplib/wood/printall.php, última visita 10 de agosto de 2009.
[38]. Lapierre C., Pollet B y Rolando C. (1995). New insights into the molecular architecture of
hardwood lignins by chemical degradative methods. Research on Chemicals Intermediates, 21:
397-412.
[39]. Sun R., Sun X., Wang S., Zhu W. y Wang X. (2002). Ester and ether linkages between
hydroxycinnamic acids and lignins from wheat, rice, rye and barley straws, maize stems, and fast-
growing poplar wood. Industrial Crops and Products, 15: 179-188.
[40]. von Sivers M. y Zacchi G. (1995). A techno-economical comparison of three processes for the
production of ethanol from pine. Bioresource Technology, 15: 43-52.
[41]. Saha B. y Bothast R. (1999). Pretreatment and enzymatic saccharification of corn fiber. Applied
Biochemistry and Biotechnology, 76: 65-77.

95
[42]. Kawamoto H., Hatanaka W. y Saka S. (2003). Thermochemical conversion of cellulose in polar
solvent (sulfolane) into levoglucosan and other low molecular-weight substances. Journal of
Analytical and Applied Pyrolysis, 70: 303-313.
[43]. Luijkx G., van der Horst W., Koskinen S., van Rantwijk F. y van Bekkum H. (1994).
Hydrothermal formation of hydroxylated benzenes from furan derivatives. Journal of Analytical
and Applied Pyrolysis, 28: 245-254.
[44]. Takahashi K., Satoh I., Satoh T., Kakuchi T., Miura M., Saski A., Sasaki M. y Kaga H. (2009).
Formation kinetics of levoglucosan from glucose in high temperature water. Chemical
Engineering Journal, 153: 170-174.
[45]. Uçar G. (1990). Pretreatment of poplar by acid and alkali for enzymatic hydrolysis. Wood Science
and Technology, 24: 171-180.
[46]. Shafizadeh F., Philpot C. y Ostojic N. (1971). Thermal degradation of 1,6-Anhydro-β-D-
glucopyranose. Carbohydrate Research, 16: 279-287.
[47]. Sun R., Lawther J. y Banks W. (1997). A tentative chemical structure of wheat straw lignin.
Industrial Crops and Products, 6: 1-8.
[48]. Mussato S., Fernandes M., Milagres A. y Roberto I. (2008). Effect of hemicellulose and lignin on
enzymatic hydrolysis of cellulose from brewer’s spent grain. Enzyme and Microbial Technology,
43: 124-129.
[49]. Levenspiel O. Ingeniería de las reacciones químicas. Ediciones Repla, S.A., México, 1997.
[50]. Perry R. Perry’s Chemical Engineer’s Handbook, Section 24: Biochemical Engineering. The
McGraw-Hill Company, séptima edición, Estados Unidos, 1999.
[51]. Ovando S. y Kaliszewski K. (2005). Preparativos de celulasas comerciales y aplicaciones en
procesos extractivos. Universidad y Ciencia, 21: 113-122.
[52]. Persson I., Tjerneld F. y Hahn-Hägerdal B. (1991). Fungal cellulolitic enzymes production: a
review. Process Biochemistry, 26: 65-74.
[53]. Bommarius A., Katona A., Cheben S., Patel A., Ragauskas A., Knudson K. y Pu Y. (2008).
Cellulase kinetics as a function of cellulose pretreatment. Metabolic Engineering, 10: 370-381.
[54]. Advanced Enzyme Technologies Ltd., Página web. Enzymes – Cellulase. En línea:
http://www.enzymeindia.com/Enzymes-Cellulase.php, última visita 11 de agosto de 2009.
[55]. Selig M., Weiss N. y Ji Y. (2008). Enzymatic saccharification of lignocellulosic biomass. National
Renewable Energy Laboratory, Technical Report NREL/TP-510-42629.
96
[56]. Chahal D., McGuire S., Pikor H. y Noble G. (1982). Production of cellulase complex by
Trichoderma reseei Rut-C30 on lignocelluloses and its hydrolytical potential. Biomass, 2: 122-
137.
[57]. Merck Chemicals Ltd., Página web. Información de seguridad de cloruro de sodio, En línea:
http://www.merckbiosciences.com/msds/English/567440English.pdf, última visita 11 de agosto de
2009.
[58]. Seddon K. (2003). Ionic liquid: a taste of future. Nature Materials, 2: 363-365.
[59]. Rogers R. (2007). Reflections on ionic liquids. Nature, 447: 917-918.
[60]. Mikkola JP., Virtanen P., Karhu H., Salmi T. y Murzin D. (2006). Supported ionic liquid catalysts
for fine chemicals: citral hydrogenation. Green Chemistry, 8: 197-205.
[61]. Borra E. (2007). Deposition of metal film on an ionic liquid as a basis for a lunar telescope.
Nature, 447: 979-981.
[62]. Mikkola JP., Kirilin A., Tuuf JC., Pranovich A., Holmbom B., Kustov L., Murzin D. y Salmi T.
(2007). Ultrasound enhancement of cellulose processing in ionic liquids: from dissolution towards
funtionalization. Green Chemistry, 9: 1229-1237.
[63]. Ghose T. (1987). Measurement of cellulose activities. Pure & Applied Chemistry, 59: 257-268.
[64]. Turner M., Spear S., Huddleston J., Holbrey J. y Rogers R. (2003). Ionic liquid salt-induced
inactivation and unfolding of cellulose from Trichoderma reseei. Green Chemistry, 4: 443-447.
[65]. Zhu S. (2008). Perspective use of ionic liquid for the efficient utilization of lignocellulosic
materials. Journal of Chemical Technology and Biotechnology, 83: 777-779.
[66]. Bentsen N., Felby C. y Ipsen K. (2006). Energy balance of second generation bioethanol
production in Denmark. Royal Veterinary and Agricultural University, Danish Centre for Forest,
Landscape and Planning; and Elsam Engineering A/S.
[67]. Murzin D. Presentación multimedia. Forest Biorefinery: Chemicals and fuels. Process Chemistry
Centre, Åbo Akademi, Turku, Finlandia.
[68]. Hyman D., Suitler A., Crocker D., Johnson D., Suitler J., Blanck S. y Scarlata C. (2007).
Determination of acid soluble lignin concentration curve by UV-Vis spectroscopy. National
Renewable Energy Laboratory, Technical Report NREL/TP-510-42617.
[69]. Merck Chemicals Ltd., Página web. Información de seguridad de 1-etil-3-metilimidazolio, En
línea: http://notes.ump.edu.my/fkksa/FKKSA/Archive/Technical %20Unit/Warehouse
%20Unit/Chemical/MSDS/MERCK_EN/4900/490054.pdf, última visita 17 de agosto de 2009.
97
[70]. Mikkola JP., Virtanen P. y Sjöholm R. (2006). Aliquat 336®-a versatile and affordable cation
source for an entirely new family of hydrophobic ionic liquids. Green Chemistry, 8: 250-255.
[71]. Analysis of carbohydrates on extract without acid methanolysis. Wood and Paper Chemistry,
Department of Chemical Engineering, Faculty of Technology, Åbo Akademi, Turku, Finlandia.
[72]. Sluiter A., Hames B., Ruiz R., Scarlata C., Sluiter J. y Templeton D. (2008). Determination of
sugars, byproducts, and degradation products in liquid fraction process samples. National
Renewable Energy Laboratory, Technical Report NREL/TP-510-42623.
[73]. Mats Katdstrom. Productos obtenidos desde levoglucosano. Laboratory of Industrial Chemistry
and Reaction Engineering, Department of Chemical Engineering, Faculty of Technology, Åbo
Akademi, Turku, Finlandia.
[74]. Kim T., Kim J., Sunwoo C. y Lee Y. (2003). Pretreatment of corn stover by aqueous ammonia.
Bioresource Technology, 90: 39-47.
[75]. García MT., González G., Indacoechea I., Coca M. y Bolado S. (2009). Effect of ozonolysis
pretreatment on enzymatic digestibility of wheat and rye straws. Bioresource Technology, 100:
1608-1613.
[76]. Zimbardi F., Viola E., Nanna F., Larocca E., Cardinale M. y Barisano D. (2007). Acid
impregnation and steam explosion of corn stover in batch processes. Industrial Crops and
Products, 26: 195-206.
[77]. Lindie M., Jakobsson E., Galbe M. y Zacchi G. (2008). Steam pretreatment of dilute H2SO4-
impregnated wheat straw and SSF with low yeast and enzyme loadings for bioethanol production.
Biomass and Bioenergy, 32: 326-332.
[78]. Vidal P. y Molinier J. (1988). Ozonolysis of lignin – improvement in vitro digestibility of poplar
sawdust. Biomass, 16: 1-17.
[79]. Sasaki M., Kabyemela B., Malaluan R., Hirose S., Takeda N., Adschiri T. y Arai K. (1998).
Cellulose hydrolysis in subcritical and supercritical water. Journal of Supercritical Fluids, 13:
261-268.
[80]. Dias A., Pillinger M. y Valente A. (2005). Dehydration of xylose into furfural over micro-
mesoporous sulfonic acid catalyst. Journal of Catalysis, 229: 414-423.
[81]. Saha B. y Cotta M. (2006). Ethanol production from alkaline peroxide pretreated enzymatically
saccharified wheat straw. Biotechnology Progress, 22: 449-453.
98
[82]. Sun R., Lawther J. y Banks J. (2000). Characterization of lignins from wheat straw by alkaline
peroxide treatment. Polymer Degradation and Stability, 67: 101-109.
[83]. Xu F., Sun J., Sun R., Fowler P. y Baird M. (2006). Comparative study of organosolv lignins from
wheat straw. Industrial Crops and Products, 23: 180-193.
[84]. Zhang X., Yu H., Huang H. y Liu Y. (2007). Evaluation of biological pretreatment with white rot
fungi for the enzymatic hydrolysis of bamboo culms. International Biodeterioration &
Biodegradation, 60: 159-164.
[85]. Hatakka A. (1983). Pretreatment of wheat straw by white-rot fungi for enzymatic saccharification
of cellulose. Applied Microbiology and Biotechnology, 18: 350-357.
[86]. S. Tan, MacFarlane D., Upfal J., Edye L., Doherty W., Patti A., Pringle J. y Scott J. (2009).
Extraction of lignin from lignocelluloses at atmospheric pressure using alkilbenzenesulfonate
ionic liquid. Green Chemistry, 11: 339-345.
[87]. Bobleter O. (1994). Hydrothermal degradation of polymers derived from plants. Progress in
Polymer Science, 19: 797-841.
[88]. Lesage-Meessen L., Delattre M., Haon M., Thibault JF., Ceccaldi B., Brunerie P. y Asther M.
(1996). A two-step bioconversion process for vanillin production from ferulic acid combining
Aspergillus niger and Pycnoporus cinnabarinus. Journal of Biotechnology, 50: 107-113.
[89]. McKee R. (1942). Recovery of cellulose and lignin from wood. US Patent 2.308.564, Nueva
York, NY, Estados Unidos.
[90]. Nabarlatz D. (2006). Trabajo de Tesis. Autohydrolysis of Agricultural By-Products for the
Production of Xylo-Oligosaccharides. Universitat Rovira I Virgili, Tarragona, España.
[91]. Villaseñor F., Carmona R., Silva R. (2007). Trabajo de Memoria de Título. Rendimiento en
azúcares reductores, obtenidos mediante hidrólisis enzimática en eucaliptus (Globulus labill),
pretratado con hongos de pudrición blanca. Departamento de Ingeniería de la Madera, Facultad de
Ciencias Forestales, Universidad de Chile.
[92]. Ballesteros M., Ballesteros I., Oliva JM., Martínez J. y Carrasco JE. (1995). Explosión a Vapor
como Pretratamiento de la Biomasa Lignocelulósica. CIEMAT: Instituto de Energías Renovables,
España.
[93]. HMDS + TMCS + Pyridine – Product specification. Hoja de seguridad. (1997). Sigma-Aldrich
Co.
99
[94]. Sundberg A. (2003). Memento: For students and thesis workers. Laboratory of Forest Products
Chemistry, Åbo Akademi, Turku, Finlandia.
[95]. Knapp D. (1979). Handbook of analytical derivatization reactions. John Willey & Sons. Nueva
York, NY, Estados Unidos.
[96]. Aden A., Ruth M., Ibsen K., Jeshura J., Neeves K., Sheehan J. y Wallace B. (2002).
Lignocellulosic biomass to ethanol process design and economics utilizing co-current dilute acid
prehydrolysis and enzymatic hydrolysis for corn stover. National Renewable Energy Laboratory,
Technical Report NREL/TP-510-32438.
100
ANEXOS
Anexo A: Pretratamientos de material lignocelulósico
El presente anexo muestra pretratamientos alternativos a los mostrados en el cuerpo del presente
trabajo, los cuales han sido introducidos en la Tabla I-2: Métodos de pretratamientos de material
lignocelulósico.
• Pirólisis
El material es sometido a altas temperaturas, cercanas a 300 °C, donde la celulosa se descompone
rápidamente en compuestos gaseosos. Si es tratado a temperaturas más bajas se puede lograr
modificaciones estructurales, los cuales si son tratados con ácido diluido dan la posibilidad de obtener
azúcares que pueden ser fermentados para la obtención de etanol [6].
• Explosión a vapor (autohidrólisis)
Este proceso opera en un reactor donde se dispone el material lignocelulósico en forma de chips.
Constantemente se hace ingresar vapor saturado a altas presiones, de forma que éste cope todos los
intersticios del material. Posteriormente, transcurridos unos pocos minutos, una válvula es súbitamente
abierta de forma que el material se rompe totalmente dada la liberación de presión, liberándose la celulosa
[92]. En este proceso, la hemicelulosa en casi su totalidad es degradada [6], debido a que los enlaces tanto
de tipo éter como éster se rompen durante el proceso [8]. Un diagrama del mismo se puede observar en la
Figura A 1.
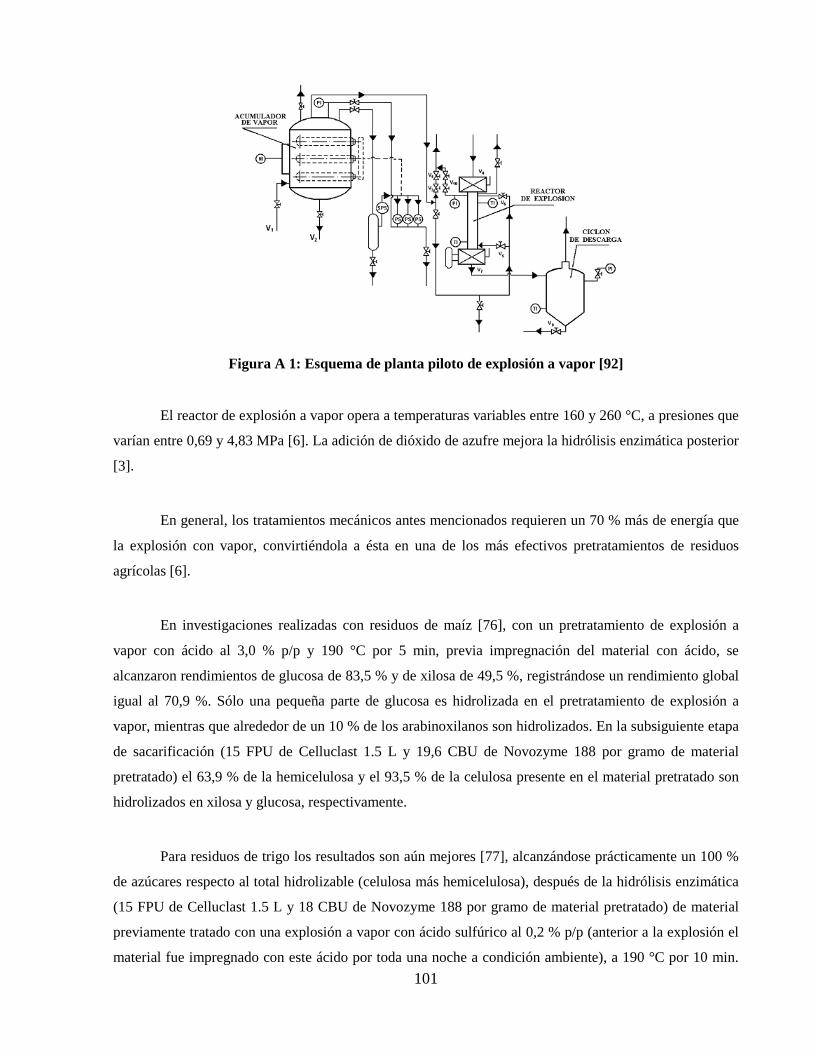
101
Figura A 1: Esquema de planta piloto de explosión a vapor [92]
El reactor de explosión a vapor opera a temperaturas variables entre 160 y 260 °C, a presiones que
varían entre 0,69 y 4,83 MPa [6]. La adición de dióxido de azufre mejora la hidrólisis enzimática posterior
[3].
En general, los tratamientos mecánicos antes mencionados requieren un 70 % más de energía que
la explosión con vapor, convirtiéndola a ésta en una de los más efectivos pretratamientos de residuos
agrícolas [6].
En investigaciones realizadas con residuos de maíz [76], con un pretratamiento de explosión a
vapor con ácido al 3,0 % p/p y 190 °C por 5 min, previa impregnación del material con ácido, se
alcanzaron rendimientos de glucosa de 83,5 % y de xilosa de 49,5 %, registrándose un rendimiento global
igual al 70,9 %. Sólo una pequeña parte de glucosa es hidrolizada en el pretratamiento de explosión a
vapor, mientras que alrededor de un 10 % de los arabinoxilanos son hidrolizados. En la subsiguiente etapa
de sacarificación (15 FPU de Celluclast 1.5 L y 19,6 CBU de Novozyme 188 por gramo de material
pretratado) el 63,9 % de la hemicelulosa y el 93,5 % de la celulosa presente en el material pretratado son
hidrolizados en xilosa y glucosa, respectivamente.
Para residuos de trigo los resultados son aún mejores [77], alcanzándose prácticamente un 100 %
de azúcares respecto al total hidrolizable (celulosa más hemicelulosa), después de la hidrólisis enzimática
(15 FPU de Celluclast 1.5 L y 18 CBU de Novozyme 188 por gramo de material pretratado) de material
previamente tratado con una explosión a vapor con ácido sulfúrico al 0,2 % p/p (anterior a la explosión el
material fue impregnado con este ácido por toda una noche a condición ambiente), a 190 °C por 10 min.
102
En el pretratamiento, respecto a los residuos de maíz, los resultados son similares en cuanto a la celulosa,
hidrolizándose menos de un 5,0 % en glucosa, no obstante, los arabinoxilanos logran solubilizarse en un
75,9 % en xilosa.
• Explosión con amoniaco (AFEX)
El mecanismo de operación del reactor de explosión con amoniaco es relativamente similar al de
vapor, sin embargo la temperatura de operación se realiza a 90 °C por 30 minutos. La cantidad de
amoniaco a utilizar es de 1 kg por kg de material lignocelulósico en base seca. Por lo general, AFEX no
solubiliza la hemicelulosa en grandes cantidades, y no es muy efectivo para materiales con alto contenido
de lignina [3], [6], [8].
Para hacer el proceso más costo efectivo es necesario recuperar el amoniaco residual, y las
pequeñas trazas que puedan quedar aguas abajo no producen inhibición para las etapas posteriores [6].
En otro proceso que involucra amoniaco, denominado ARP (ammonia recycle percolation: reciclo
de amoniaco percolado), a altas temperaturas el material se hincha obteniéndose altos índices de
depolimerización de la lignina (alrededor de 70 % en 10 min a 170 °C, 23, MPa con 15 % p/p de
amoniaco) sin mayor degradación de xilanos y glucanos, y con índices de digestibilidad enzimática del
material del orden de un 90 % [74].
• Explosión con dióxido de carbono
Es un proceso muy similar a los dos anteriores, sin embargo, los rendimientos de obtención de
azúcares posterior a la hidrólisis enzimática son relativamente bajos comparados con los mismos. No
genera compuestos inhibidores [6].
• Ozonólisis
En el proceso de ozonólisis se agrega ozono al proceso para degradar la hemicelulosa y la lignina.
Para desechos de trigo se encontró que posterior a la hidrólisis enzimática se tienen rendimientos del
orden de un 70 y un 90 % para glucanos [75]. Para aserrín de álamo se encontró que pretratándolos con
ozono se pudo retirar alrededor de un 80 % de la lignina con un 50 % de rendimiento en la hidrólisis
enzimática [78].

103
Entre las ventajas del proceso se tiene que no produce compuestos inhibidores y puede ser llevada
a condiciones normales de presión y temperatura. Entre sus desventajas se tienen los altos costos de
operación del proceso [6].
• Deslignificación oxidativa
Se han probado pretratamientos con peróxido de hidrógeno a bajas concentraciones (2 %) a 30 °C
por 8 h, encontrándose una subilización casi total de la hemicelulosa y un 95 % de eficiencia de
conversión de celulosa en glucosa después de la etapa de sacarificación [6].
Otros estudios desarrollados por Saha y colaboradores, [81], encontraron rendimientos de azúcares
para desechos de trigo (pasado por malla 1,27 [mm]), posterior al tratamiento enzimático, de 80 % con
concentraciones de peróxido de hidrógeno (H2O2) de 2,15 % v/v, pH 11,5 a 35 °C por 24 h, y un
tratamiento enzimático por 120 h a 45 °C y pH 5, sin encontrar compuestos furfurales en el medio.
En otra investigación de Sun y colaboradores, [82], para desechos de trigo (pasados por una malla
de 1,0 [mm]) se encontró una solubilización del 18,63 % p/p de lignina a las 16 horas de hidrólisis, con
H2O2 2,0 % v/v, 50 °C a pH 11,5.
• Proceso Organosolv
El proceso organosolv es realizado con solventes orgánicos con ácidos inorgánicos como
catalizadores para romper los enlaces de unión de la lignina con la hemicelulosa. Por lo general se
encuentran elevados niveles de rendimiento, sin embargo, muchos de los solventes utilizados (ver Figura
A 2) son compuestos inhibidores en las etapas posteriores, razón por la cual deben ser drenados para no
perjudicar los procesos que siguen y para hacer el proceso económicamente rentable [6].

Figura A 2:
Estudios realizados por Feng Xu
– ácido acético – agua (20/60/20 v/v/v) 20 [mL] por gramo de rastrojo de trigo, se obtienen rendimientos
de delignificación del orden de 94,1
solventes orgánicos (etanol y metanol) tuvieron muy bajos rendimientos. La temperatura de operación fue
de 85 °C por 4 h y se utilizó 0,1 %
• Pretratamiento biológico
En los pretratamientos biológicos se utilizan hongos de pudrición blanca para degradar la lignina y
la hemicelulosa del material. Se les denomina “de pudrición blanca” debido al color que empieza a tomar
el material lignocelulósico cuando hemicelulosa y li
porcentaje en masa de celulosa, dando ese color albino
Zhang y colaboradores, [84]
taxodii 2538 obteniendo altos índices de reducción de lignina a los 120 días de pretratamiento, e índices
de azúcares fermentables del orden de 350 [mg/g de material], a las 120 horas de hidrólisis con carga de
celulasa de 20 [FPU/g de material]
mínimo consumo de celulosa y el máximo de lignina
104
: Solventes orgánicos presentes en el pretratamiento
Estudios realizados por Feng Xu y colaboradores, [83], muestran que con el
agua (20/60/20 v/v/v) 20 [mL] por gramo de rastrojo de trigo, se obtienen rendimientos
de delignificación del orden de 94,1 % y solubilización del 76,4 % de la hemicelulosa presente. Los
solventes orgánicos (etanol y metanol) tuvieron muy bajos rendimientos. La temperatura de operación fue
% de HCl como catalizador.
Pretratamiento biológico
En los pretratamientos biológicos se utilizan hongos de pudrición blanca para degradar la lignina y
la hemicelulosa del material. Se les denomina “de pudrición blanca” debido al color que empieza a tomar
el material lignocelulósico cuando hemicelulosa y lignina empiezan a ser degradados, aumentando el
porcentaje en masa de celulosa, dando ese color albino [6], [91].
[84], estudiaron el pretratamiento de tallos de bambú con
2538 obteniendo altos índices de reducción de lignina a los 120 días de pretratamiento, e índices
de azúcares fermentables del orden de 350 [mg/g de material], a las 120 horas de hidrólisis con carga de
e material] (ver Tabla A 1). La selección del hongo se realizó seleccionando el
mínimo consumo de celulosa y el máximo de lignina (objetivo principal del pretratamiento).
pentosas y hexosas
HCl H2SO4
(tri)etilen glicol
ac.acético
metanol
acetona
etanol
Solventes orgánicos presentes en el pretratamiento
muestran que con el uso de ácido fórmico
agua (20/60/20 v/v/v) 20 [mL] por gramo de rastrojo de trigo, se obtienen rendimientos
de la hemicelulosa presente. Los
solventes orgánicos (etanol y metanol) tuvieron muy bajos rendimientos. La temperatura de operación fue
En los pretratamientos biológicos se utilizan hongos de pudrición blanca para degradar la lignina y
la hemicelulosa del material. Se les denomina “de pudrición blanca” debido al color que empieza a tomar
gnina empiezan a ser degradados, aumentando el
mbú con Echinodontium
2538 obteniendo altos índices de reducción de lignina a los 120 días de pretratamiento, e índices
de azúcares fermentables del orden de 350 [mg/g de material], a las 120 horas de hidrólisis con carga de
La selección del hongo se realizó seleccionando el
(objetivo principal del pretratamiento).

105
Tabla A 1: Pérdida de componentes estructurales a las cuatro semanas de tratamiento con hongos
de pudrición blanca con tallos de bambú como sustrato [84]
Pérdida de componente [ %] Especie y cepa Peso Lignina Celulosa Hemicelulosa Echinodontium taxodii 2538 10,58 24,28 1,64 28,46
Ganoderma lipsisense 245 10,78 16,25 5,92 19,31
Ganoderma lucidum En4 12,10 10,56 12,83 15,16
Grifola umbellata P64 8,26 10,01 9,00 13,85
Polyporus mongolius 2410 9,01 13,07 3,37 16,13
Tramates gibbosa 5955 11,72 13,40 9,22 24,77
Hatakka, [85], estudió el pretratamiento de residuos de trigo con una gran variedad de hongos de
pudrición blanca, dentro de los cuales encontró que para un tratamiento con Ischnoderma benzoinum 108
por 35 días obtuvo rendimientos de azúcares después de 72 horas de hidrólisis enzimática igual a 359
[mg/g de material], con una carga enzimática de 20 [FPU/g de material].
En la actualidad se han encontrado una vasta cantidad de hongos capaces de generar hidrólisis, sin
embargo, se tienen altos tiempos de operación, los cuales se cuentan por semanas. Otro aspecto negativo
son los altos consumos de hemicelulosa por parte de los hongos, lo que reduce la cantidad de azúcares
disponibles para la fermentación. No obstante, como aspectos positivos se deben destacar los bajos
requerimientos energéticos del proceso y la no generación de compuestos inicuos que contaminen las
etapas posteriores y el medio ambiente [6].

106
Anexo B: Compuestos derivados del levoglucosano
Figura B 1: Descomposición de levoglucosano (anhidroglucosa) en diferentes compuestos [73]
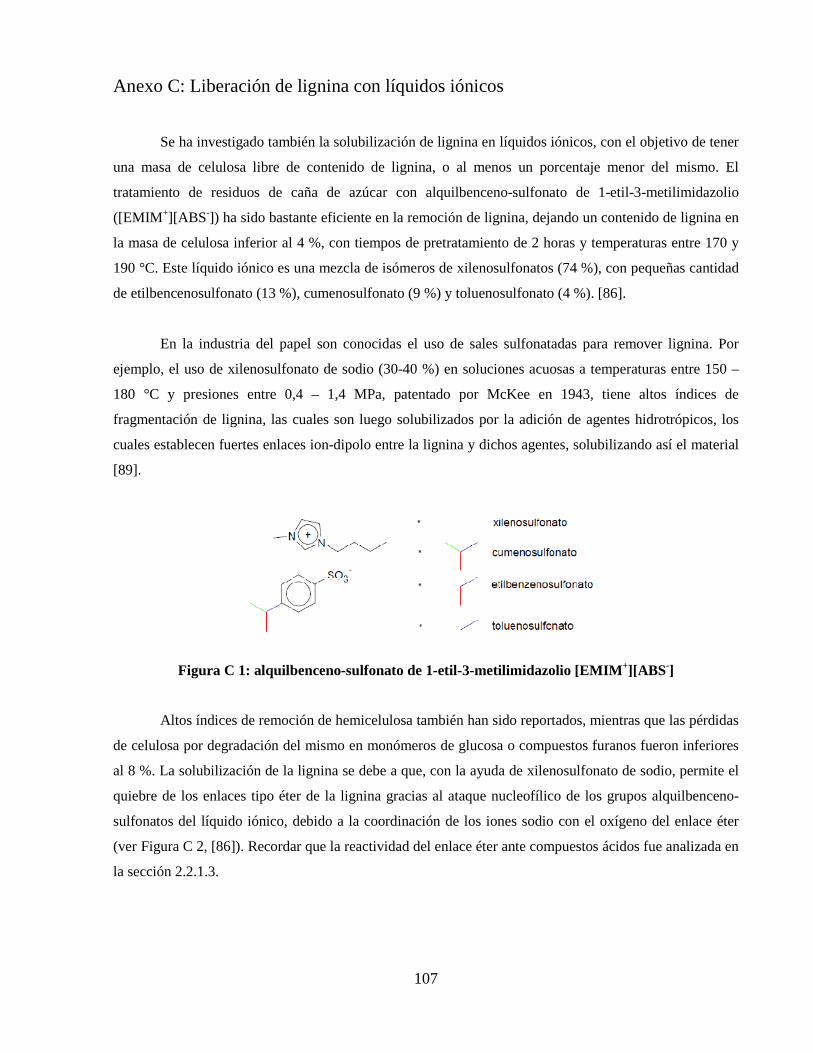
107
Anexo C: Liberación de lignina con líquidos iónicos
Se ha investigado también la solubilización de lignina en líquidos iónicos, con el objetivo de tener
una masa de celulosa libre de contenido de lignina, o al menos un porcentaje menor del mismo. El
tratamiento de residuos de caña de azúcar con alquilbenceno-sulfonato de 1-etil-3-metilimidazolio
([EMIM +][ABS-]) ha sido bastante eficiente en la remoción de lignina, dejando un contenido de lignina en
la masa de celulosa inferior al 4 %, con tiempos de pretratamiento de 2 horas y temperaturas entre 170 y
190 °C. Este líquido iónico es una mezcla de isómeros de xilenosulfonatos (74 %), con pequeñas cantidad
de etilbencenosulfonato (13 %), cumenosulfonato (9 %) y toluenosulfonato (4 %). [86].
En la industria del papel son conocidas el uso de sales sulfonatadas para remover lignina. Por
ejemplo, el uso de xilenosulfonato de sodio (30-40 %) en soluciones acuosas a temperaturas entre 150 –
180 °C y presiones entre 0,4 – 1,4 MPa, patentado por McKee en 1943, tiene altos índices de
fragmentación de lignina, las cuales son luego solubilizados por la adición de agentes hidrotrópicos, los
cuales establecen fuertes enlaces ion-dipolo entre la lignina y dichos agentes, solubilizando así el material
[89].
Figura C 1: alquilbenceno-sulfonato de 1-etil-3-metilimidazolio [EMIM +][ABS-]
Altos índices de remoción de hemicelulosa también han sido reportados, mientras que las pérdidas
de celulosa por degradación del mismo en monómeros de glucosa o compuestos furanos fueron inferiores
al 8 %. La solubilización de la lignina se debe a que, con la ayuda de xilenosulfonato de sodio, permite el
quiebre de los enlaces tipo éter de la lignina gracias al ataque nucleofílico de los grupos alquilbenceno-
sulfonatos del líquido iónico, debido a la coordinación de los iones sodio con el oxígeno del enlace éter
(ver Figura C 2, [86]). Recordar que la reactividad del enlace éter ante compuestos ácidos fue analizada en
la sección 2.2.1.3.
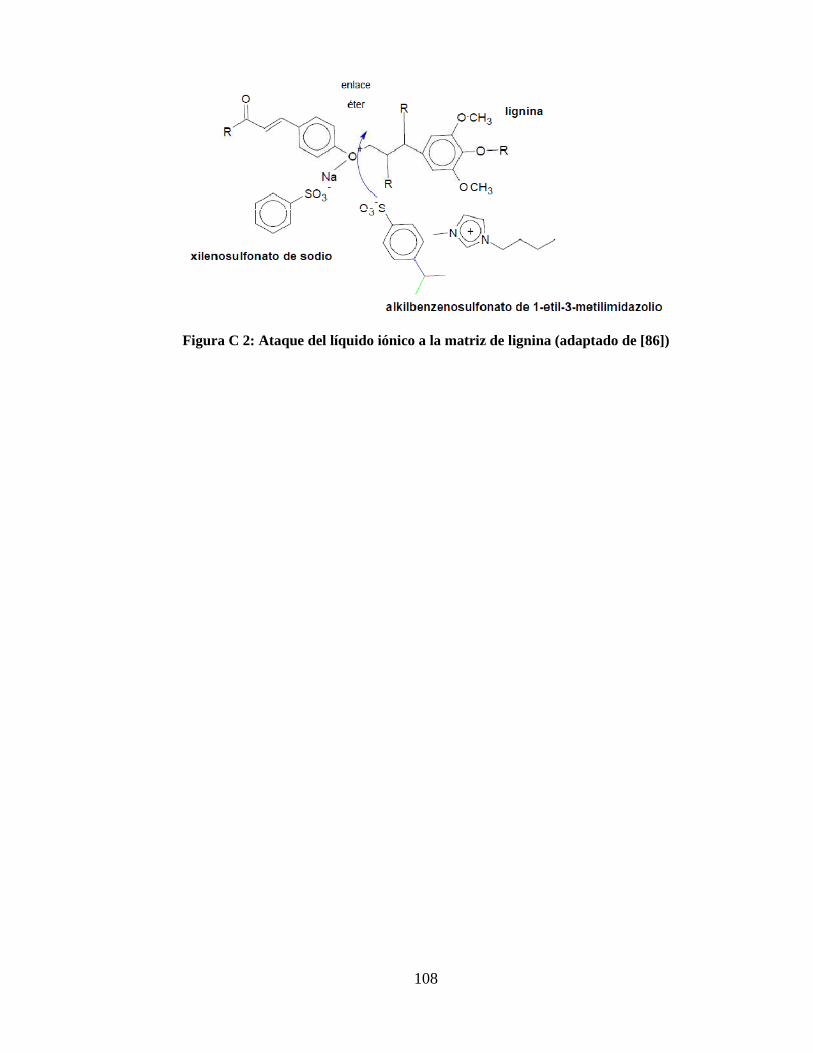
108
Figura C 2: Ataque del líquido iónico a la matriz de lignina (adaptado de [86])
109
Anexo D: Metodologías de conversión de lignina en productos de valor agregado
Con el objetivo de dar valor de utilizar la lignina remanente en los procesos de biorefinería de
material lignocelulósico, el procesamiento de este material se clasifica en tres grandes metodologías:
hidrotérmica, química y enzimática.
1. METODOLOGÍA HIDROTÉRMICA
Los tratamientos hidrotérmicos consisten en el uso de material lignocelulósico con agua en
condiciones subcríticas o súpercriticas (presiones y temperatura extremas). Cuando la temperatura
utilizada ronda los 170 – 190 °C, el pretratamiento es capaz de solubilizar hasta un 50 % de la lignina
inicial, por lo que mayores etapas deben ser adicionadas en orden de retirar un mayor nivel de lignina
[87].
A altas temperaturas y altas presiones (380 °C y 100 MPa) por 8 segundos, se logra degradar el
polímero de lignina en distintos productos debido a la ruptura de los enlaces de éter en la matriz de lignina
[8]. Los principales compuestos que son obtenidos de tratamientos hidrotérmicos de residuos de trigo son
ácidos ferúlicos, siríngico, valinílico y vanilina [87].
2. METODOLOGÍA QUÍMICA
Las metodologías químicas tienen el objetivo de quebrar los enlaces éter al interior de la lignina,
con el objetivo de fraccionarla y/o solubilizar la lignina. Los métodos más tradicionales son las
oxidaciones con permanganatos o alcalino-bencenos y las hidrólisis ácidas, no obstante, ellas son
desventajosas debido a las fuertes condiciones utilizadas y bajos rendimientos. El uso de haluros también
ha sido utilizado, obteniéndose altos índices de solubilización de lignina, pero no pueden ser utilizados
debido a razones ambientales. Así, uno de los pocos métodos actualmente utilizados es la hidrólisis
alcalina, donde generalmente se ocupa hidróxido de sodio (NaOH) para el procesamiento de maderas [8].
También se ha utilizado el NaOH (90 min, 120 °C) como una etapa subsiguiente a una hidrólisis ácida en
granos utilizados para la producción de cerveza, donde alrededor de un 79 % de la lignina es solubilizada
en este tratamiento, permitiendo obtener una gran cantidad de ácidos los cuales pueden ser separados y
comercializados [48].
Debido a las complicaciones existentes en la utilización de compuestos químicos peligrosos, la
utilización de líquidos iónicos como compuestos no volátiles y estables, así como reutilizables, los
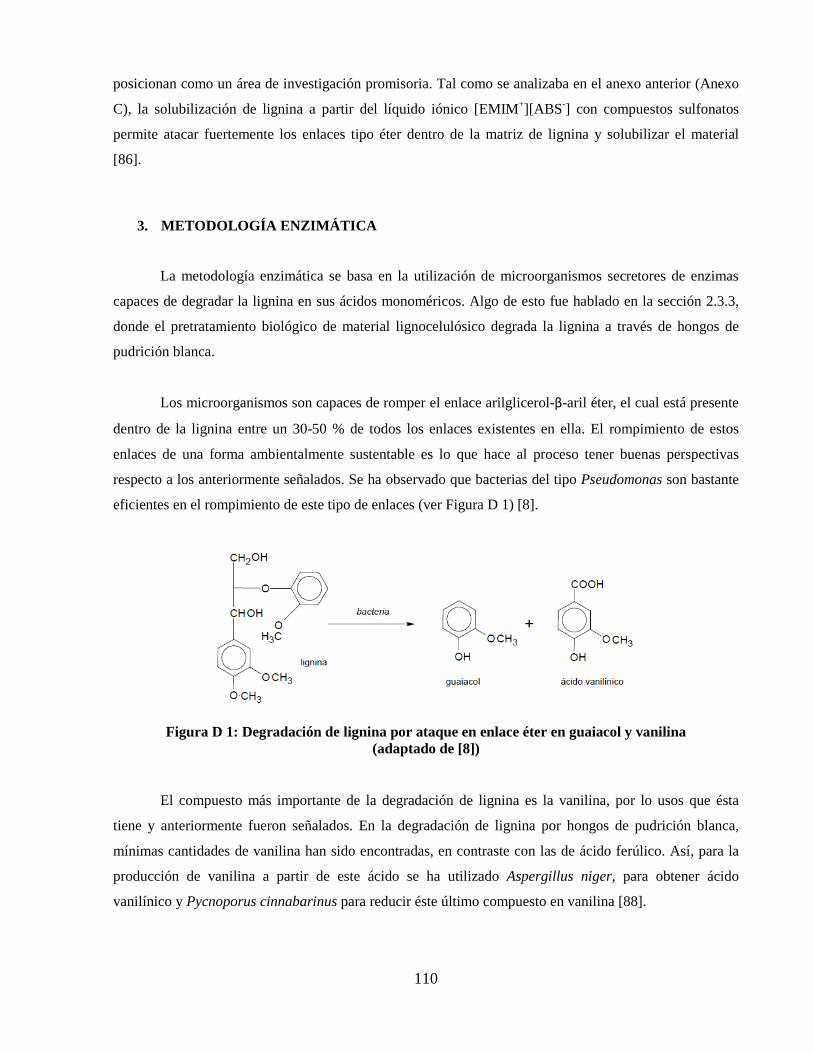
110
posicionan como un área de investigación promisoria. Tal como se analizaba en el anexo anterior (Anexo
C), la solubilización de lignina a partir del líquido iónico [EMIM+][ABS-] con compuestos sulfonatos
permite atacar fuertemente los enlaces tipo éter dentro de la matriz de lignina y solubilizar el material
[86].
3. METODOLOGÍA ENZIMÁTICA
La metodología enzimática se basa en la utilización de microorganismos secretores de enzimas
capaces de degradar la lignina en sus ácidos monoméricos. Algo de esto fue hablado en la sección 2.3.3,
donde el pretratamiento biológico de material lignocelulósico degrada la lignina a través de hongos de
pudrición blanca.
Los microorganismos son capaces de romper el enlace arilglicerol-β-aril éter, el cual está presente
dentro de la lignina entre un 30-50 % de todos los enlaces existentes en ella. El rompimiento de estos
enlaces de una forma ambientalmente sustentable es lo que hace al proceso tener buenas perspectivas
respecto a los anteriormente señalados. Se ha observado que bacterias del tipo Pseudomonas son bastante
eficientes en el rompimiento de este tipo de enlaces (ver Figura D 1) [8].
Figura D 1: Degradación de lignina por ataque en enlace éter en guaiacol y vanilina (adaptado de [8])
El compuesto más importante de la degradación de lignina es la vanilina, por lo usos que ésta
tiene y anteriormente fueron señalados. En la degradación de lignina por hongos de pudrición blanca,
mínimas cantidades de vanilina han sido encontradas, en contraste con las de ácido ferúlico. Así, para la
producción de vanilina a partir de este ácido se ha utilizado Aspergillus niger, para obtener ácido
vanilínico y Pycnoporus cinnabarinus para reducir éste último compuesto en vanilina [88].
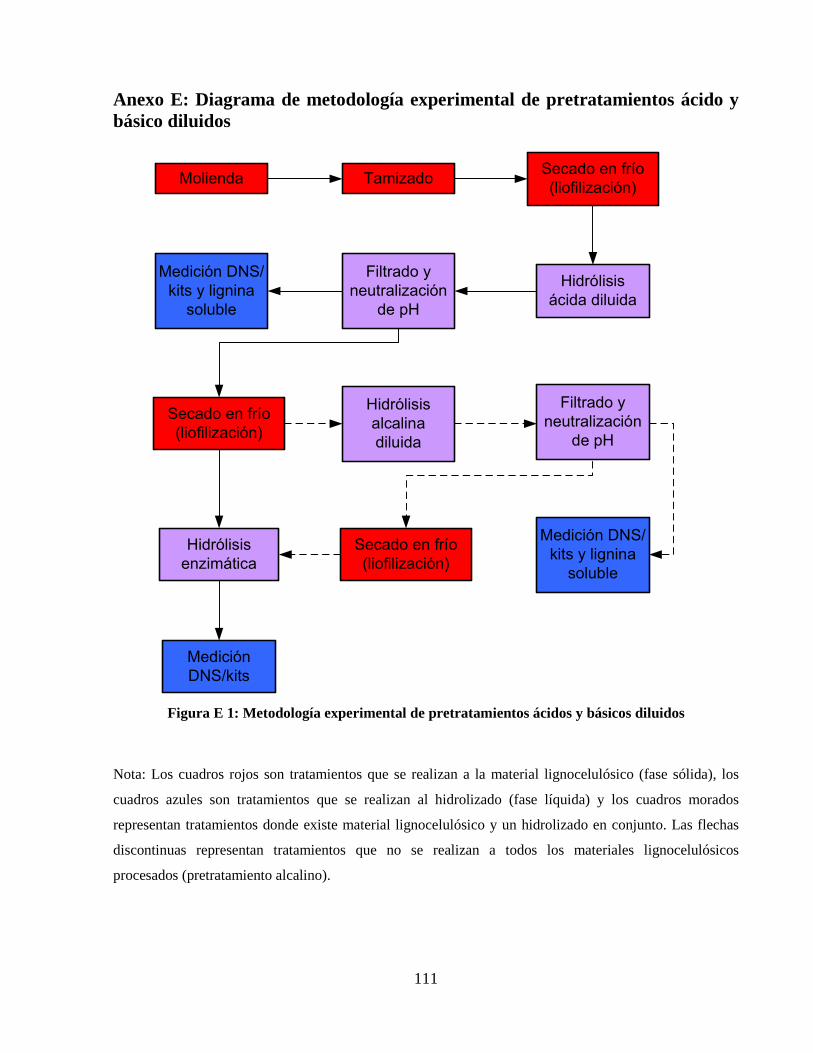
111
Anexo E: Diagrama de metodología experimental de pretratamientos ácido y básico diluidos
Molienda TamizadoSecado en frío
(liofilización)
Hidrólisis
ácida diluida
Filtrado y
neutralización
de pH
Medición DNS/
kits y lignina
soluble
Secado en frío
(liofilización)
Hidrólisis
alcalina
diluida
Filtrado y
neutralización
de pH
Medición DNS/
kits y lignina
soluble
Secado en frío
(liofilización)
Hidrólisis
enzimática
Medición
DNS/kits
Figura E 1: Metodología experimental de pretratamientos ácidos y básicos diluidos
Nota: Los cuadros rojos son tratamientos que se realizan a la material lignocelulósico (fase sólida), los
cuadros azules son tratamientos que se realizan al hidrolizado (fase líquida) y los cuadros morados
representan tratamientos donde existe material lignocelulósico y un hidrolizado en conjunto. Las flechas
discontinuas representan tratamientos que no se realizan a todos los materiales lignocelulósicos
procesados (pretratamiento alcalino).
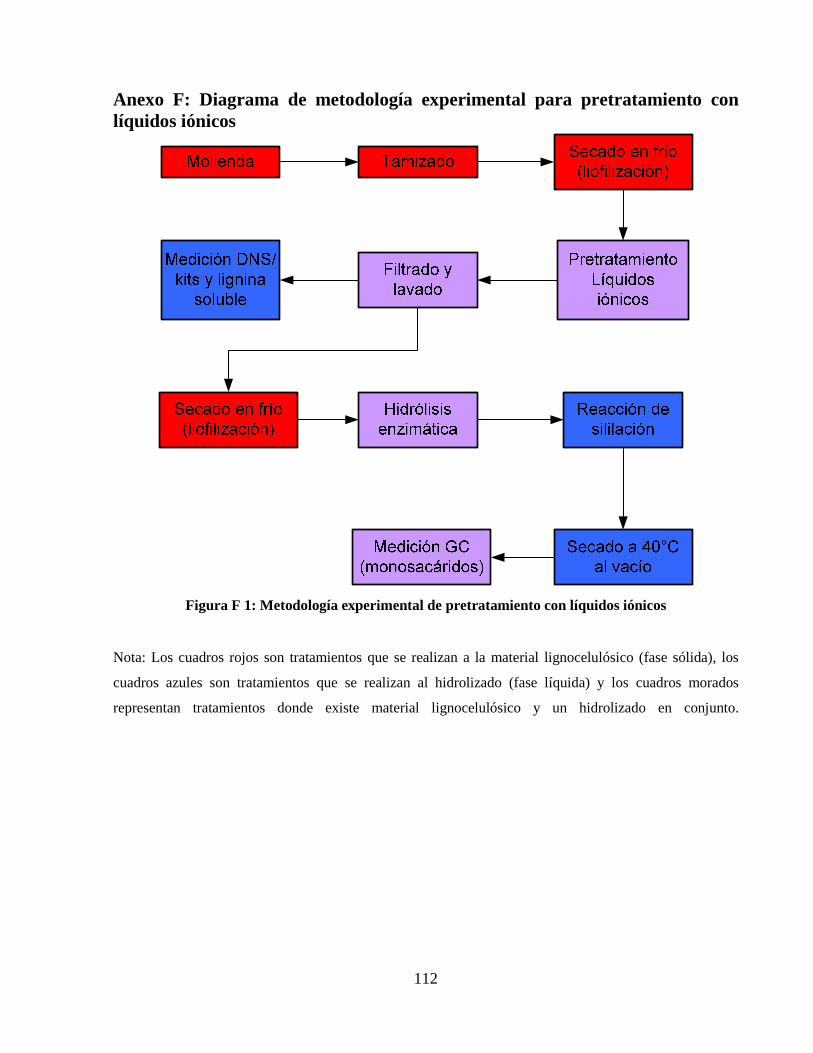
112
Anexo F: Diagrama de metodología experimental para pretratamiento con líquidos iónicos
Figura F 1: Metodología experimental de pretratamiento con líquidos iónicos
Nota: Los cuadros rojos son tratamientos que se realizan a la material lignocelulósico (fase sólida), los
cuadros azules son tratamientos que se realizan al hidrolizado (fase líquida) y los cuadros morados
representan tratamientos donde existe material lignocelulósico y un hidrolizado en conjunto.
113
Anexo G: Reactivo DNS
El reactivo DNS fue preparado una vez y fue utilizado tanto para la medición de actividad de las
enzimas, así como la cantidad de azúcares reductores totales de los pretratamientos de ácido y base diluida
e hidrólisis enzimática, y pretratamiento con líquidos iónicos.
Se disolvieron bajo agitación magnética según [63]:
• 3,53 [g] de 3,5-Ácido dinitrosalicílico
• 6,60 [g] de hidróxido de sodio en pellets
• 472 [mL] de agua destilada.
Luego, se agregaron:
• 102 [g] de Na-K Tartarato
• 2,53 [mL] de Fenol (previamente fundido a 50 °C)
• 2,77 [g] de Metabisulfito de sodio
Finalmente, el DNS preparado fue guardado en un lugar oscuro y en un frasco forrado con papel
aluminio para evitar la degradación del mismo y pérdida de capacidad de desarrollo de color en la
reacción con azúcares reductores.
114
Anexo H: Actividad enzimática
La actividad de las enzimas utilizadas fue medida a través de las técnicas aprobadas por la IUPAC
en el año 1984 (Ghose et al, 1987, [63]).
• Celulasa en Celluclast 1.5L, Novo, Co.
Para la medición de actividad de celulasas se utilizó como sustrato papel filtro de dimensiones 1
cm X 6 cm (≈50 mg), en una solución de 1,0 [mL] de buffer citrato 50 [mM] neutralizado a pH 4,8 con
NaOH y con 0,5 mL de una solución de enzimas. El ensayo fue realizado a 50 °C, sin agitación y por
transcurso de 60 minutos.
Las muestras analizadas fueron cuatro concentraciones de enzimas con sustrato, otras cuatro sin
sustrato (blancos de enzimas), cuatro distintas concentraciones de glucosa (curva de calibración) y un
blanco de buffer, tal como se aprecia en la siguiente tabla:
Tabla H 1: Nomenclatura soluciones de ensayo
E1 Concentración de enzima 1 B1 Blanco de enzima 1 G1 Solución glucosa 1 E2 Concentración de enzima 2 B2 Blanco de enzima 2 G2 Solución glucosa 2 E3 Concentración de enzima 3 B3 Blanco de enzima 3 G3 Solución glucosa 3 E4 Concentración de enzima 4 B4 Blanco de enzima 4 G4 Solución glucosa 4
BG1 Solución buffer
Se preparó una solución 1:100 de Celluclast 1.5L (20 [µL]) diluidos en 1.800 [µL] de buffer
citrato, así como otra solución de 10 mL de glucosa de 10,1 [mg/mL] en buffer citrato, ambos como
soluciones de stock para distintas diluciones a preparar.
Tabla H 2: Soluciones de ensayo de enzimas
Para actividad Soluciones de enzima Solución Buffer
[uL] Enzima
[uL] Concentración
estándar enzima
Concentración Estándar enzima [uL]
Agua destilada
[uL]
E1 y B1 1000 500 0,0100 0,0100 500 0
E2 y B2 1000 500 0,0100 0,0080 400 100
E3 y B3 1000 500 0,0100 0,0060 300 200
E4 y B4 1000 500 0,0100 0,0040 200 300
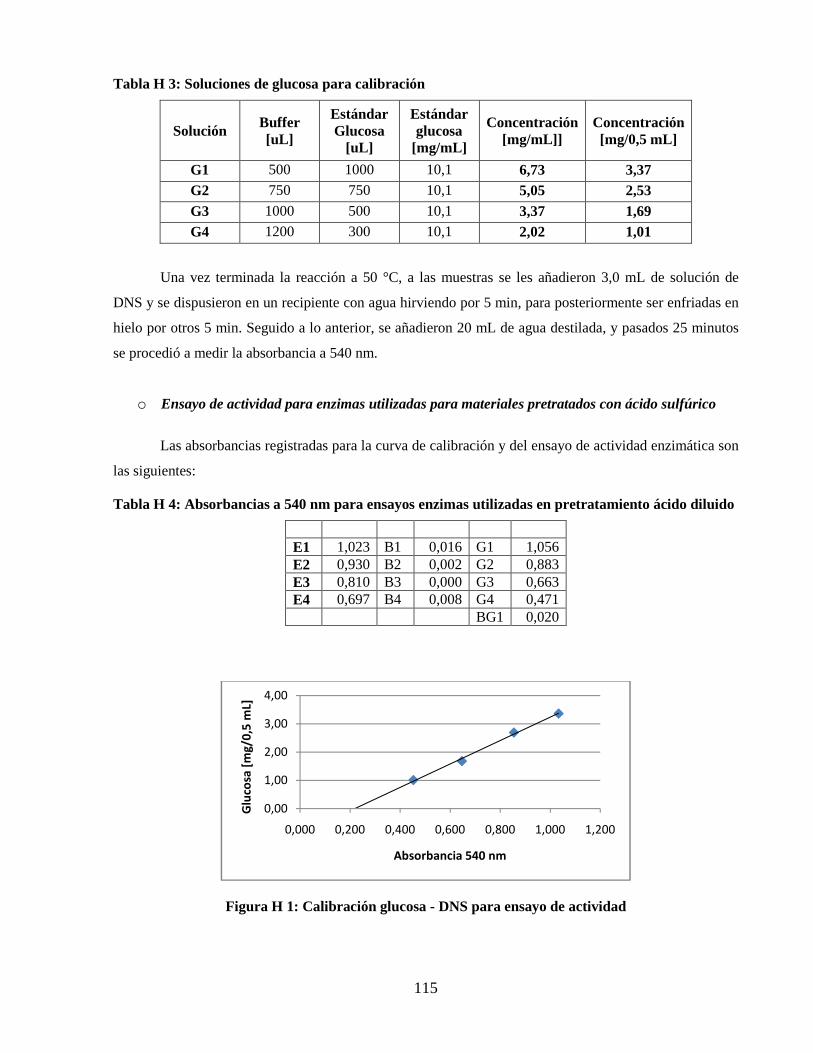
115
Tabla H 3: Soluciones de glucosa para calibración
Solución Buffer [uL]
Estándar Glucosa
[uL]
Estándar glucosa
[mg/mL]
Concentración [mg/mL]]
Concentración [mg/0,5 mL]
G1 500 1000 10,1 6,73 3,37 G2 750 750 10,1 5,05 2,53 G3 1000 500 10,1 3,37 1,69 G4 1200 300 10,1 2,02 1,01
Una vez terminada la reacción a 50 °C, a las muestras se les añadieron 3,0 mL de solución de
DNS y se dispusieron en un recipiente con agua hirviendo por 5 min, para posteriormente ser enfriadas en
hielo por otros 5 min. Seguido a lo anterior, se añadieron 20 mL de agua destilada, y pasados 25 minutos
se procedió a medir la absorbancia a 540 nm.
o Ensayo de actividad para enzimas utilizadas para materiales pretratados con ácido sulfúrico
Las absorbancias registradas para la curva de calibración y del ensayo de actividad enzimática son
las siguientes:
Tabla H 4: Absorbancias a 540 nm para ensayos enzimas utilizadas en pretratamiento ácido diluido
E1 1,023 B1 0,016 G1 1,056 E2 0,930 B2 0,002 G2 0,883 E3 0,810 B3 0,000 G3 0,663 E4 0,697 B4 0,008 G4 0,471 BG1 0,020
Figura H 1: Calibración glucosa - DNS para ensayo de actividad
0,00
1,00
2,00
3,00
4,00
0,000 0,200 0,400 0,600 0,800 1,000 1,200
Glu
cosa
[m
g/0
,5 m
L]
Absorbancia 540 nm
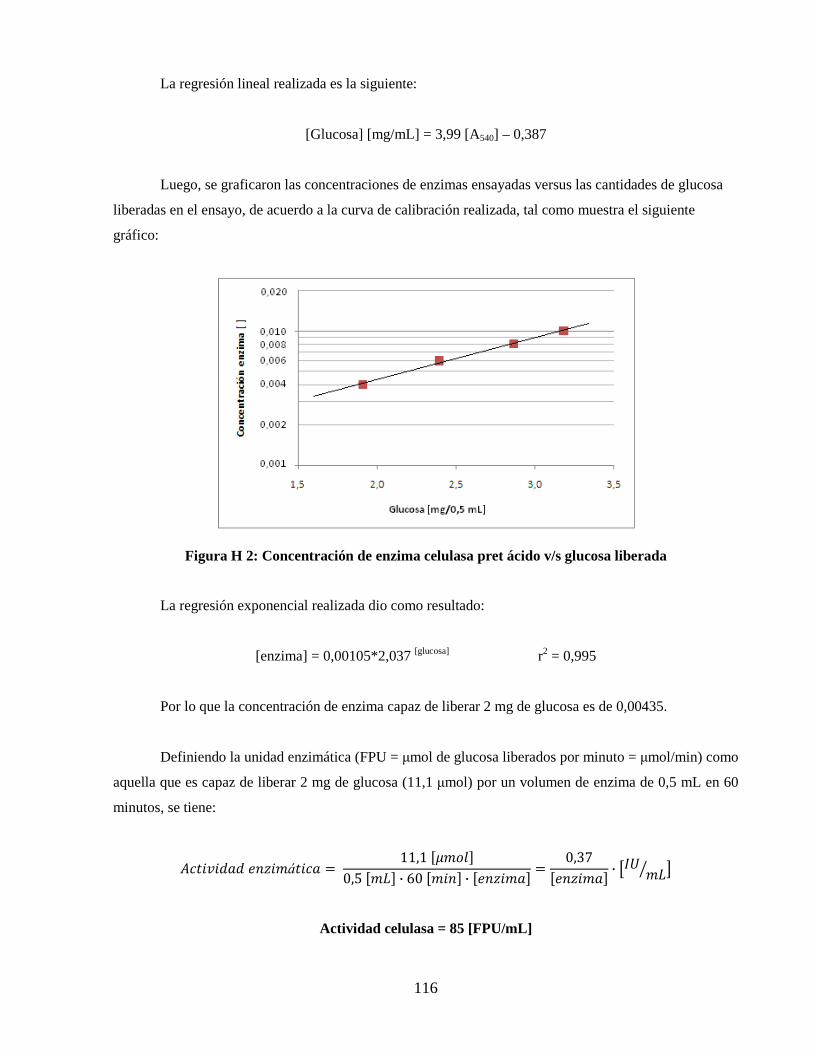
116
La regresión lineal realizada es la siguiente:
[Glucosa] [mg/mL] = 3,99 [A540] – 0,387
Luego, se graficaron las concentraciones de enzimas ensayadas versus las cantidades de glucosa
liberadas en el ensayo, de acuerdo a la curva de calibración realizada, tal como muestra el siguiente
gráfico:
Figura H 2: Concentración de enzima celulasa pret ácido v/s glucosa liberada
La regresión exponencial realizada dio como resultado:
[enzima] = 0,00105*2,037 [glucosa] r2 = 0,995
Por lo que la concentración de enzima capaz de liberar 2 mg de glucosa es de 0,00435.
Definiendo la unidad enzimática (FPU = µmol de glucosa liberados por minuto = µmol/min) como
aquella que es capaz de liberar 2 mg de glucosa (11,1 µmol) por un volumen de enzima de 0,5 mL en 60
minutos, se tiene:
��������� ���á���� 11,1 ������0,5 ���� · 60 ���� · ������ 0,37
������ · ��� ���
Actividad celulasa = 85 [FPU/mL]
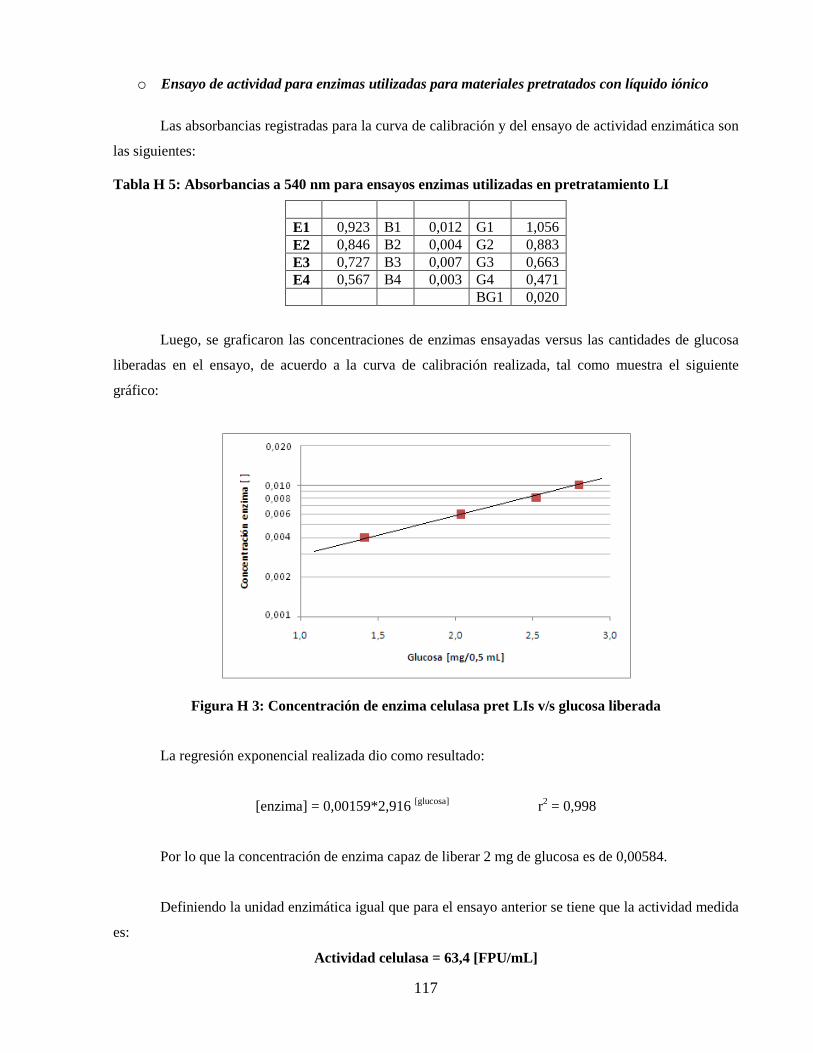
117
o Ensayo de actividad para enzimas utilizadas para materiales pretratados con líquido iónico
Las absorbancias registradas para la curva de calibración y del ensayo de actividad enzimática son
las siguientes:
Tabla H 5: Absorbancias a 540 nm para ensayos enzimas utilizadas en pretratamiento LI
E1 0,923 B1 0,012 G1 1,056 E2 0,846 B2 0,004 G2 0,883 E3 0,727 B3 0,007 G3 0,663 E4 0,567 B4 0,003 G4 0,471 BG1 0,020
Luego, se graficaron las concentraciones de enzimas ensayadas versus las cantidades de glucosa
liberadas en el ensayo, de acuerdo a la curva de calibración realizada, tal como muestra el siguiente
gráfico:
Figura H 3: Concentración de enzima celulasa pret LIs v/s glucosa liberada
La regresión exponencial realizada dio como resultado:
[enzima] = 0,00159*2,916 [glucosa] r2 = 0,998
Por lo que la concentración de enzima capaz de liberar 2 mg de glucosa es de 0,00584.
Definiendo la unidad enzimática igual que para el ensayo anterior se tiene que la actividad medida
es:
Actividad celulasa = 63,4 [FPU/mL]
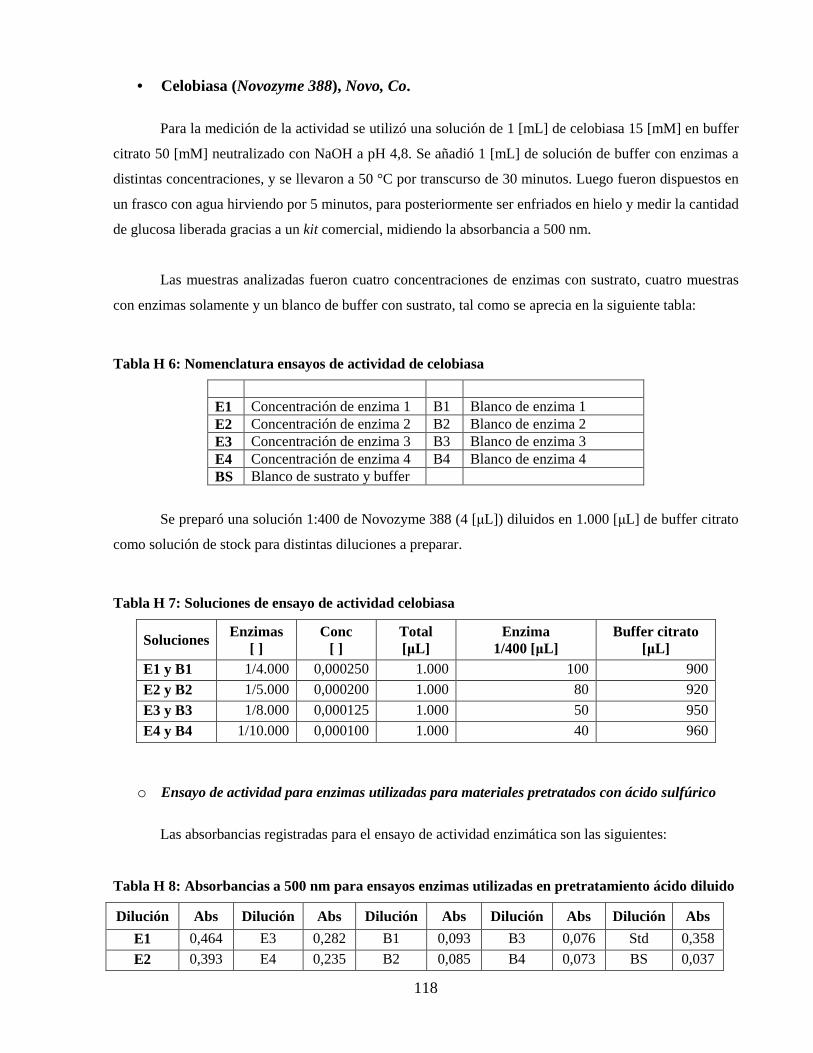
118
• Celobiasa (Novozyme 388), Novo, Co.
Para la medición de la actividad se utilizó una solución de 1 [mL] de celobiasa 15 [mM] en buffer
citrato 50 [mM] neutralizado con NaOH a pH 4,8. Se añadió 1 [mL] de solución de buffer con enzimas a
distintas concentraciones, y se llevaron a 50 °C por transcurso de 30 minutos. Luego fueron dispuestos en
un frasco con agua hirviendo por 5 minutos, para posteriormente ser enfriados en hielo y medir la cantidad
de glucosa liberada gracias a un kit comercial, midiendo la absorbancia a 500 nm.
Las muestras analizadas fueron cuatro concentraciones de enzimas con sustrato, cuatro muestras
con enzimas solamente y un blanco de buffer con sustrato, tal como se aprecia en la siguiente tabla:
Tabla H 6: Nomenclatura ensayos de actividad de celobiasa
E1 Concentración de enzima 1 B1 Blanco de enzima 1 E2 Concentración de enzima 2 B2 Blanco de enzima 2 E3 Concentración de enzima 3 B3 Blanco de enzima 3 E4 Concentración de enzima 4 B4 Blanco de enzima 4 BS Blanco de sustrato y buffer
Se preparó una solución 1:400 de Novozyme 388 (4 [µL]) diluidos en 1.000 [µL] de buffer citrato
como solución de stock para distintas diluciones a preparar.
Tabla H 7: Soluciones de ensayo de actividad celobiasa
Soluciones Enzimas [ ]
Conc [ ]
Total [µL]
Enzima 1/400 [µL]
Buffer citrato [µL]
E1 y B1 1/4.000 0,000250 1.000 100 900
E2 y B2 1/5.000 0,000200 1.000 80 920
E3 y B3 1/8.000 0,000125 1.000 50 950
E4 y B4 1/10.000 0,000100 1.000 40 960
o Ensayo de actividad para enzimas utilizadas para materiales pretratados con ácido sulfúrico
Las absorbancias registradas para el ensayo de actividad enzimática son las siguientes:
Tabla H 8: Absorbancias a 500 nm para ensayos enzimas utilizadas en pretratamiento ácido diluido
Dilución Abs Dilución Abs Dilución Abs Dilución Abs Dilución Abs
E1 0,464 E3 0,282 B1 0,093 B3 0,076 Std 0,358
E2 0,393 E4 0,235 B2 0,085 B4 0,073 BS 0,037
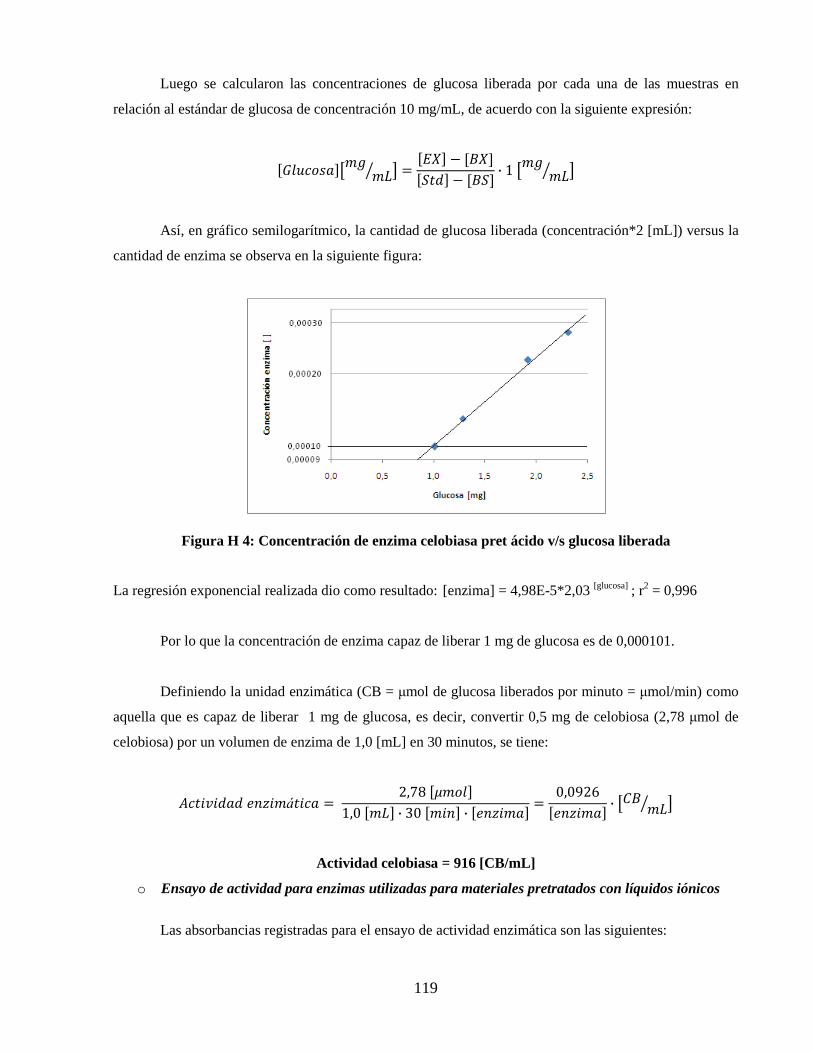
119
Luego se calcularon las concentraciones de glucosa liberada por cada una de las muestras en
relación al estándar de glucosa de concentración 10 mg/mL, de acuerdo con la siguiente expresión:
�!�"��#����$��� �%&� ' �(&�
�)��� ' �()� · 1 ��$���
Así, en gráfico semilogarítmico, la cantidad de glucosa liberada (concentración*2 [mL]) versus la
cantidad de enzima se observa en la siguiente figura:
Figura H 4: Concentración de enzima celobiasa pret ácido v/s glucosa liberada
La regresión exponencial realizada dio como resultado: [enzima] = 4,98E-5*2,03 [glucosa] ; r2 = 0,996
Por lo que la concentración de enzima capaz de liberar 1 mg de glucosa es de 0,000101.
Definiendo la unidad enzimática (CB = µmol de glucosa liberados por minuto = µmol/min) como
aquella que es capaz de liberar 1 mg de glucosa, es decir, convertir 0,5 mg de celobiosa (2,78 µmol de
celobiosa) por un volumen de enzima de 1,0 [mL] en 30 minutos, se tiene:
��������� ���á���� 2,78 ������1,0 ���� · 30 ���� · ������ 0,0926
������ · �-( ���
Actividad celobiasa = 916 [CB/mL]
o Ensayo de actividad para enzimas utilizadas para materiales pretratados con líquidos iónicos
Las absorbancias registradas para el ensayo de actividad enzimática son las siguientes:

120
Tabla H 9: Absorbancias a 500 nm
Dilución Abs Dilución Abs Dilución Abs Dilución Abs Dilución Abs
E1 0,362 E3 0,197 B1 0,081 B3 0,069 Std 0,358
E2 0,303 E4 0,141 B2 0,072 B4 0,051 BS 0,037
Luego se calcularon las concentraciones de glucosa liberada por cada una de las muestras en
relación al estándar de glucosa de concentración 10 mg/mL, de acuerdo con la siguiente expresión:
�!�"��#����$��� �%&� ' �(&�
�)��� ' �()� · 1 ��$���
Así, en gráfico semilogarítmico, la cantidad de glucosa liberada (concentración*2 [mL]) versus la
cantidad de enzima se observa en la siguiente figura:
Figura H 5: Concentración de enzima celobiasa pret LIs v/s glucosa liberada
La regresión exponencial realizada dio como resultado:
[enzima] = 6,66E-5*2,14 [glucosa] r2 = 0,998
Por lo que la concentración de enzima capaz de liberar 1 mg de glucosa es de 0,000142. Así, la
actividad enzimática es:
Actividad celobiasa = 650 [CB/mL]
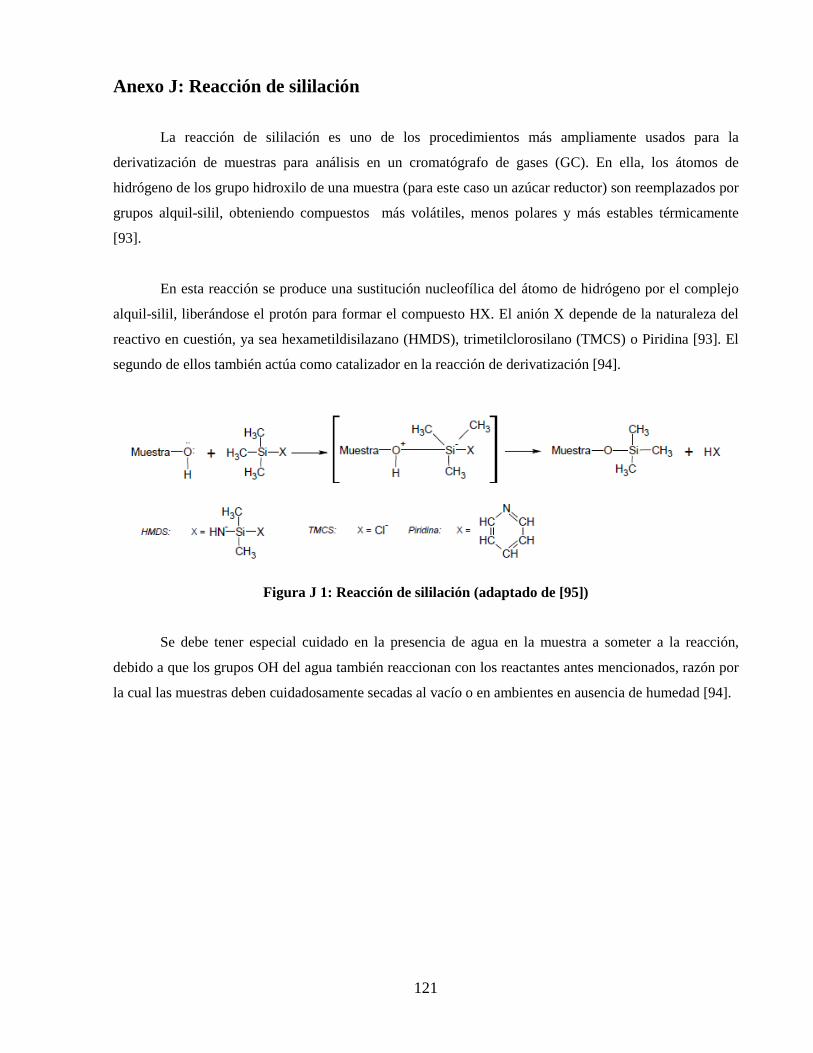
121
Anexo J: Reacción de sililación
La reacción de sililación es uno de los procedimientos más ampliamente usados para la
derivatización de muestras para análisis en un cromatógrafo de gases (GC). En ella, los átomos de
hidrógeno de los grupo hidroxilo de una muestra (para este caso un azúcar reductor) son reemplazados por
grupos alquil-silil, obteniendo compuestos más volátiles, menos polares y más estables térmicamente
[93].
En esta reacción se produce una sustitución nucleofílica del átomo de hidrógeno por el complejo
alquil-silil, liberándose el protón para formar el compuesto HX. El anión X depende de la naturaleza del
reactivo en cuestión, ya sea hexametildisilazano (HMDS), trimetilclorosilano (TMCS) o Piridina [93]. El
segundo de ellos también actúa como catalizador en la reacción de derivatización [94].
Figura J 1: Reacción de sililación (adaptado de [95])
Se debe tener especial cuidado en la presencia de agua en la muestra a someter a la reacción,
debido a que los grupos OH del agua también reaccionan con los reactantes antes mencionados, razón por
la cual las muestras deben cuidadosamente secadas al vacío o en ambientes en ausencia de humedad [94].
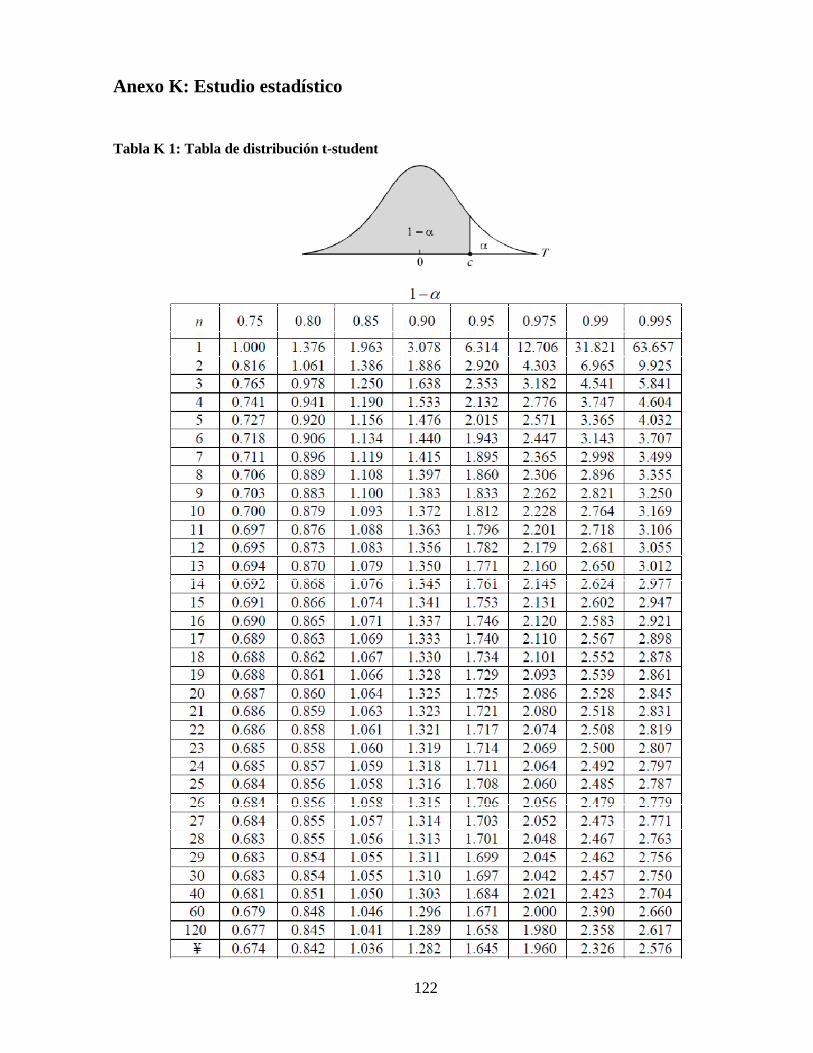
122
Anexo K: Estudio estadístico
Tabla K 1: Tabla de distribución t-student
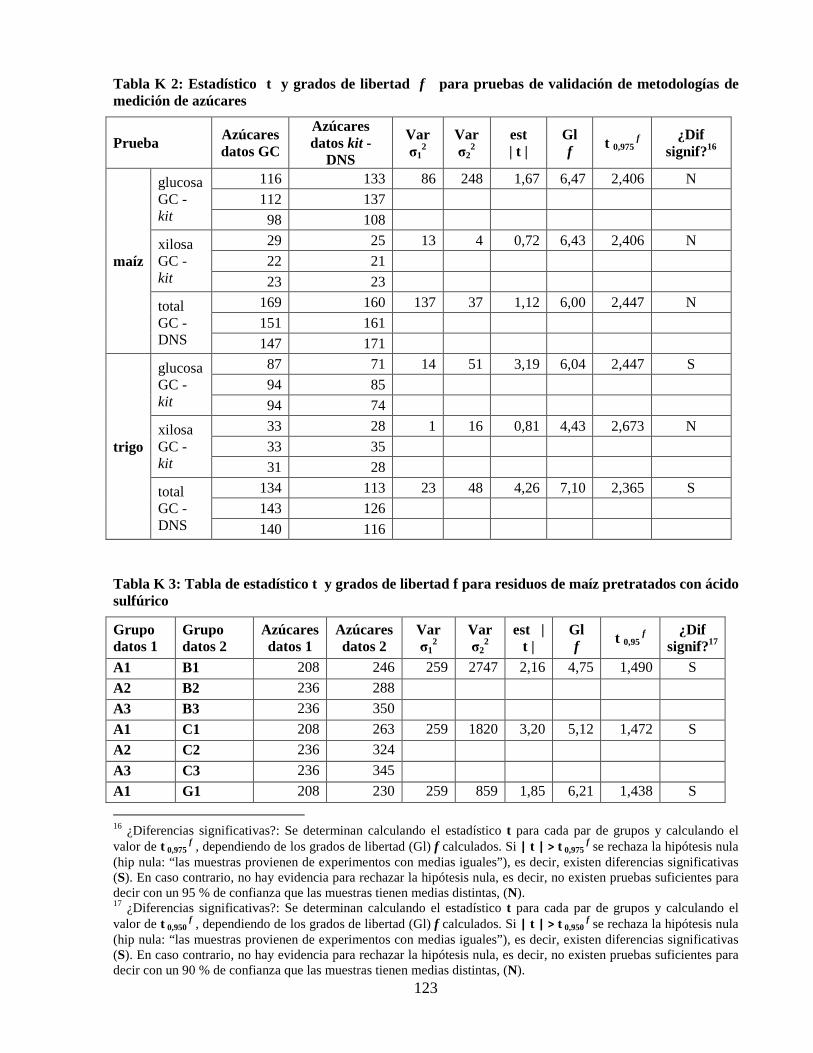
123
Tabla K 2: Estadístico t y grados de libertad f para pruebas de validación de metodologías de medición de azúcares
Prueba Azúcares datos GC
Azúcares datos kit -
DNS
Var σ1
2 Var σ2
2 est | t |
Gl f
t 0,975 f ¿Dif
signif?16
maíz
glucosa GC - kit
116 133 86 248 1,67 6,47 2,406 N
112 137
98 108
xilosa GC - kit
29 25 13 4 0,72 6,43 2,406 N
22 21
23 23
total GC - DNS
169 160 137 37 1,12 6,00 2,447 N
151 161
147 171
trigo
glucosa GC - kit
87 71 14 51 3,19 6,04 2,447 S
94 85
94 74
xilosa GC - kit
33 28 1 16 0,81 4,43 2,673 N
33 35
31 28
total GC - DNS
134 113 23 48 4,26 7,10 2,365 S
143 126
140 116
Tabla K 3: Tabla de estadístico t y grados de libertad f para residuos de maíz pretratados con ácido sulfúrico
Grupo datos 1
Grupo datos 2
Azúcares datos 1
Azúcares datos 2
Var σ1
2 Var σ2
2 est |
t | Gl f t 0,95
f ¿Dif signif?17
A1 B1 208 246 259 2747 2,16 4,75 1,490 S
A2 B2 236 288
A3 B3 236 350
A1 C1 208 263 259 1820 3,20 5,12 1,472 S
A2 C2 236 324
A3 C3 236 345
A1 G1 208 230 259 859 1,85 6,21 1,438 S
16 ¿Diferencias significativas?: Se determinan calculando el estadístico t para cada par de grupos y calculando el valor de t 0,975
f , dependiendo de los grados de libertad (Gl) f calculados. Si | t | > t 0,975 f se rechaza la hipótesis nula
(hip nula: “las muestras provienen de experimentos con medias iguales”), es decir, existen diferencias significativas (S). En caso contrario, no hay evidencia para rechazar la hipótesis nula, es decir, no existen pruebas suficientes para decir con un 95 % de confianza que las muestras tienen medias distintas, (N). 17 ¿Diferencias significativas?: Se determinan calculando el estadístico t para cada par de grupos y calculando el valor de t 0,950
f , dependiendo de los grados de libertad (Gl) f calculados. Si | t | > t 0,950 f se rechaza la hipótesis nula
(hip nula: “las muestras provienen de experimentos con medias iguales”), es decir, existen diferencias significativas (S). En caso contrario, no hay evidencia para rechazar la hipótesis nula, es decir, no existen pruebas suficientes para decir con un 90 % de confianza que las muestras tienen medias distintas, (N).
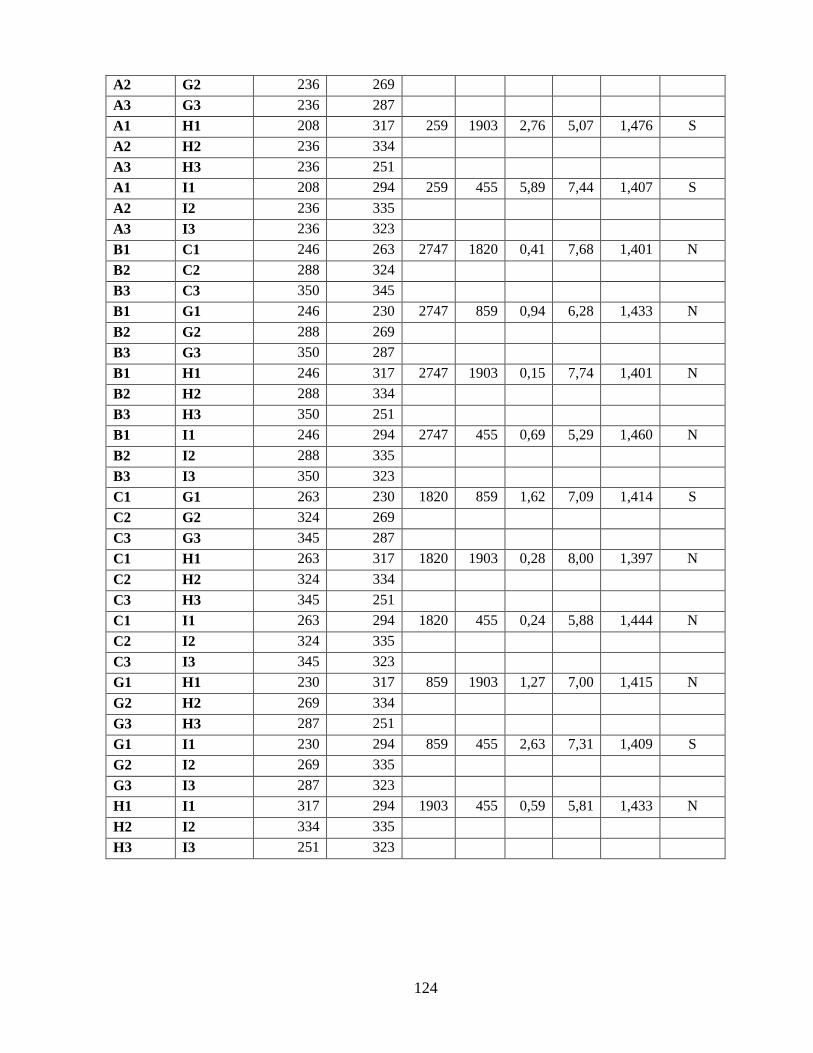
124
A2 G2 236 269
A3 G3 236 287
A1 H1 208 317 259 1903 2,76 5,07 1,476 S
A2 H2 236 334
A3 H3 236 251
A1 I1 208 294 259 455 5,89 7,44 1,407 S
A2 I2 236 335
A3 I3 236 323
B1 C1 246 263 2747 1820 0,41 7,68 1,401 N
B2 C2 288 324
B3 C3 350 345
B1 G1 246 230 2747 859 0,94 6,28 1,433 N
B2 G2 288 269
B3 G3 350 287
B1 H1 246 317 2747 1903 0,15 7,74 1,401 N
B2 H2 288 334
B3 H3 350 251
B1 I1 246 294 2747 455 0,69 5,29 1,460 N
B2 I2 288 335
B3 I3 350 323
C1 G1 263 230 1820 859 1,62 7,09 1,414 S
C2 G2 324 269
C3 G3 345 287
C1 H1 263 317 1820 1903 0,28 8,00 1,397 N
C2 H2 324 334
C3 H3 345 251
C1 I1 263 294 1820 455 0,24 5,88 1,444 N
C2 I2 324 335
C3 I3 345 323
G1 H1 230 317 859 1903 1,27 7,00 1,415 N
G2 H2 269 334
G3 H3 287 251
G1 I1 230 294 859 455 2,63 7,31 1,409 S
G2 I2 269 335
G3 I3 287 323
H1 I1 317 294 1903 455 0,59 5,81 1,433 N
H2 I2 334 335
H3 I3 251 323

125
Tabla K 4: Tabla de estadístico t y grados de libertad f para residuos de maíz pretratados con ácido sulfúrico
Grupo datos 1
Grupo datos 2
Azúcares datos 1
Azúcares datos 2
Var σ1
2 Var σ2
2 est |
t | Gl f
t 0,95 f ¿Dif
signif?18 D1 E1 321 283 66 247 5,36 6,00 1,440 S
D2 E2 329 253
D3 E3 313 262
D1 F1 362 283 49 247 9,54 5,54 1,458 S
D2 F2 368 253
D3 F3 354 262
D1 J1 327 283 271 247 5,08 7,98 1,397 S
D2 J2 320 253
D3 J3 352 262
D1 K1 397 283 458 247 7,58 7,34 1,409 S
D2 K2 392 253
D3 K3 358 262
D1 L1 364 283 1947 247 5,22 5,00 1,476 S
D2 L2 405 253
D3 L3 453 262
E1 F1 362 321 49 66 6,45 7,83 1,403 S
E2 F2 368 329
E3 F3 354 313
E1 J1 327 321 271 66 1,13 5,85 1,446 N
E2 J2 320 329
E3 J3 352 313
E1 K1 397 321 458 66 4,64 5,13 1,480 S
E2 K2 392 329
E3 K3 358 313
E1 L1 364 321 1947 66 3,33 4,27 1,517 S
E2 L2 405 329
E3 L3 453 313
F1 J1 327 362 271 49 2,72 5,41 1,469 S
F2 J2 320 368
F3 J3 352 354
F1 K1 397 362 458 49 1,64 4,85 1,508 S
F2 K2 392 368
F3 K3 358 354
F1 L1 364 362 1947 49 1,79 4,20 1,522 S
F2 L2 405 368
F3 L3 453 354
J1 K1 397 327 458 271 3,17 7,51 1,406 S
18 Las diferencias significativas fueron determinadas de la misma forma que lo hechas para los residuos de maíz pretratados con ácido sulfúrico.

126
J2 K2 392 320
J3 K3 358 352
J1 L1 364 327 1947 271 2,73 5,09 1,473 S
J2 L2 405 320
J3 L3 453 352
K1 L1 364 397 1947 458 0,88 5,78 1,447 S
K2 L2 405 392
K3 L3 453 358
Tabla K 5: Nomenclatura de tags en análisis estadísticos
Tag Residuos Muestra Ácido % v/v
Tiempo [min] Tag Residuos Muestra
Ácido % v/v
Tiempo [min]
A1 Maíz 1 0,50 30 G1 Maíz 1 0,50 60
A2 Maíz 2 0,50 30 G2 Maíz 2 0,50 60
A3 Maíz 3 0,50 30 G3 Maíz 3 0,50 60
B1 Maíz 1 0,75 30 H1 Maíz 1 0,75 60
B2 Maíz 2 0,75 30 H2 Maíz 2 0,75 60
B3 Maíz 3 0,75 30 H3 Maíz 3 0,75 60
C1 Maíz 1 1,00 30 I1 Maíz 1 1,00 60
C2 Maíz 2 1,00 30 I2 Maíz 2 1,00 60
C3 Maíz 3 1,00 30 I3 Maíz 3 1,00 60
D1 Trigo 1 0,50 30 J1 Trigo 1 0,50 60
D2 Trigo 2 0,50 30 J2 Trigo 2 0,50 60
D3 Trigo 3 0,50 30 J3 Trigo 3 0,50 60
E1 Trigo 1 0,75 30 K1 Trigo 1 0,75 60
E2 Trigo 2 0,75 30 K2 Trigo 2 0,75 60
E3 Trigo 3 0,75 30 K3 Trigo 3 0,75 60
F1 Trigo 1 1,00 30 L1 Trigo 1 1,00 60
F2 Trigo 2 1,00 30 L2 Trigo 2 1,00 60
F3 Trigo 3 1,00 30 L3 Trigo 3 1,00 60
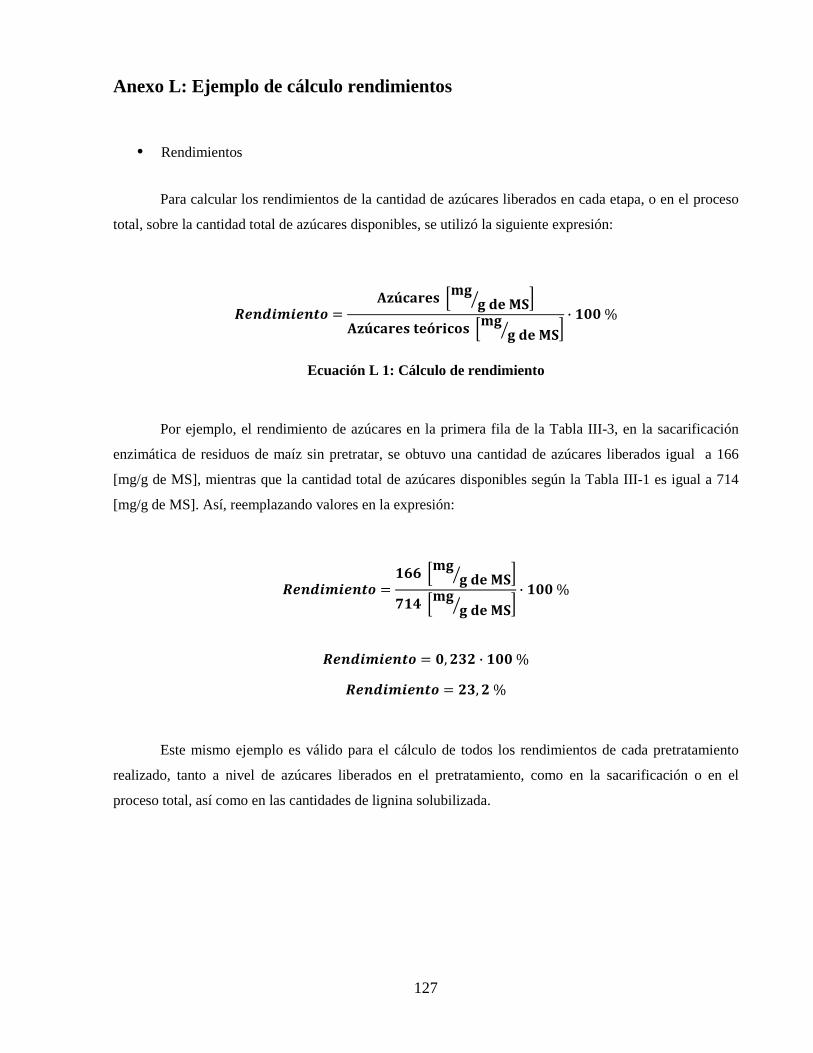
127
Anexo L: Ejemplo de cálculo rendimientos
• Rendimientos
Para calcular los rendimientos de la cantidad de azúcares liberados en cada etapa, o en el proceso
total, sobre la cantidad total de azúcares disponibles, se utilizó la siguiente expresión:
./01232/045 67ú89:;< =>?
? @; AB� C
67ú89:;< D;ó:E8F< =>?? @; AB� C
· GHH %
Ecuación L 1: Cálculo de rendimiento
Por ejemplo, el rendimiento de azúcares en la primera fila de la Tabla III-3, en la sacarificación
enzimática de residuos de maíz sin pretratar, se obtuvo una cantidad de azúcares liberados igual a 166
[mg/g de MS], mientras que la cantidad total de azúcares disponibles según la Tabla III-1 es igual a 714
[mg/g de MS]. Así, reemplazando valores en la expresión:
./01232/045 GJJ =>?
? @; AB� C
KGL =>?? @; AB� C
· GHH %
./01232/045 H, MNM · GHH %
./01232/045 MN, M %
Este mismo ejemplo es válido para el cálculo de todos los rendimientos de cada pretratamiento
realizado, tanto a nivel de azúcares liberados en el pretratamiento, como en la sacarificación o en el
proceso total, así como en las cantidades de lignina solubilizada.

128
Anexo M: Figuras de sacarificación de residuos de maíz y trigo pretratados con [EMIM +][Cl -] por 30 y/o 60 min
Figura M 1: Cinética de hidrólisis enzimática de residuos de maíz pretratados con ácido sulfúrico a distintas concentraciones, por 60 min a 121 °C, medidos con DNS
Figura M 2: Cinética de hidrólisis enzimática de residuos de trigo pretratados con ácido sulfúrico a distintas concentraciones, por 30 min a 121 °C, medidos con DNS
0
20
40
60
80
100
120
140
160
180
200
0 12 24 36 48 60 72 84 96Azú
care
s re
uct
ore
s [m
g/g
de
ma
teri
al
seco
]
Tiempo hidrólisis enzimática [h]
0,50 %
0,75 %
1,00 %
0
50
100
150
200
250
0 20 40 60 80 100
Azú
care
s re
uct
ore
s [m
g/g
de
ma
teri
al
seco
]
Tiempo hidrólisis enzimática [h]
0,50 %
0,75 %
1,00 %
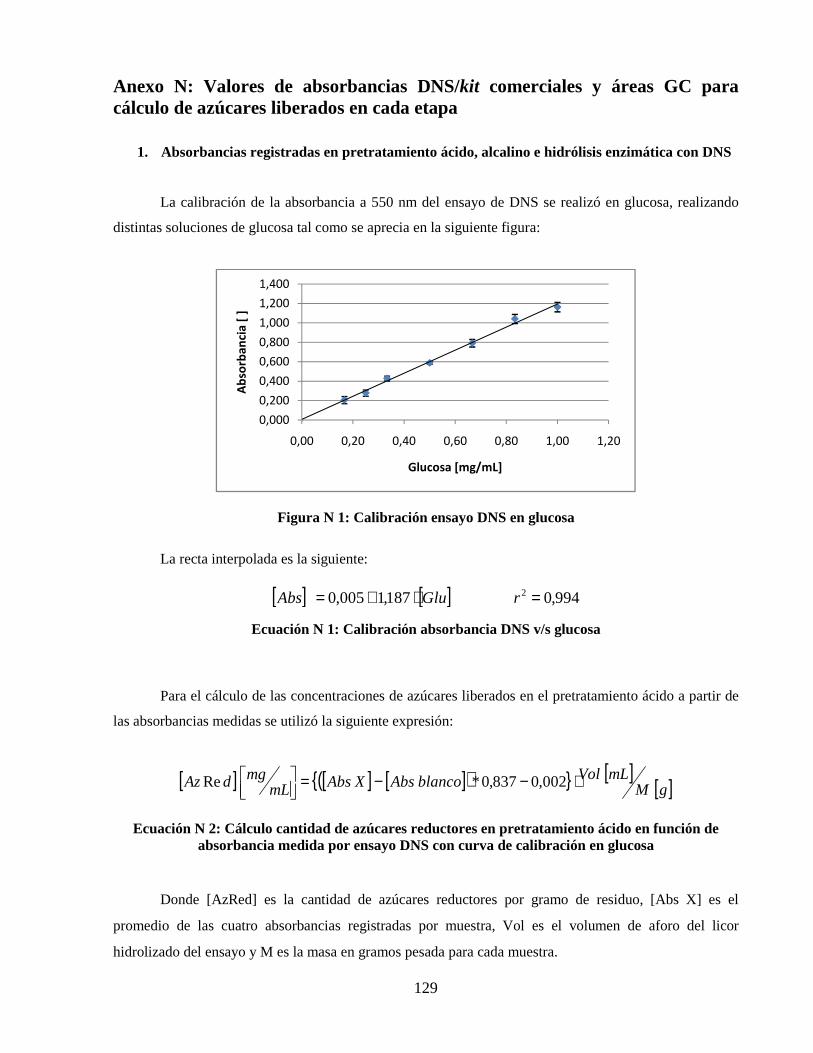
129
Anexo N: Valores de absorbancias DNS/kit comerciales y áreas GC para cálculo de azúcares liberados en cada etapa
1. Absorbancias registradas en pretratamiento ácido, alcalino e hidrólisis enzimática con DNS
La calibración de la absorbancia a 550 nm del ensayo de DNS se realizó en glucosa, realizando
distintas soluciones de glucosa tal como se aprecia en la siguiente figura:
Figura N 1: Calibración ensayo DNS en glucosa
La recta interpolada es la siguiente:
[ ] [ ] 994,0187,1005,0 2 =⋅+= rGluAbs
Ecuación N 1: Calibración absorbancia DNS v/s glucosa
Para el cálculo de las concentraciones de azúcares liberados en el pretratamiento ácido a partir de
las absorbancias medidas se utilizó la siguiente expresión:
[ ] [ ] [ ]( ){ } [ ][ ]gM
mLVolblancoAbsXAbsmLmgdAz ⋅−−=
002,0837,0*Re
Ecuación N 2: Cálculo cantidad de azúcares reductores en pretratamiento ácido en función de absorbancia medida por ensayo DNS con curva de calibración en glucosa
Donde [AzRed] es la cantidad de azúcares reductores por gramo de residuo, [Abs X] es el
promedio de las cuatro absorbancias registradas por muestra, Vol es el volumen de aforo del licor
hidrolizado del ensayo y M es la masa en gramos pesada para cada muestra.
0,000
0,200
0,400
0,600
0,800
1,000
1,200
1,400
0,00 0,20 0,40 0,60 0,80 1,00 1,20
Ab
sorb
an
cia
[ ]
Glucosa [mg/mL]

130
Tabla N 1: Valores de absorbancias medidos en los licores hidrolizados en los distintos pretratamientos de ácido diluido, para residuos de maíz y trigo
Residuo Ácido %v/v
Tiempo [min] Muestra Abs X Abs
(absol) Az red
[mg/mL] Vol
[mL] Peso [g]
Az red
[mg/g] Maíz 0,50 30 1 0,500 0,337 0,280 50 0,2026 69
Maíz 0,50 30 2 0,629 0,467 0,389 50 0,1994 98
Maíz 0,50 30 3 0,718 0,555 0,463 50 0,1993 116
Maíz 0,75 30 1 0,747 0,584 0,487 50 0,1996 122
Maíz 0,75 30 2 0,778 0,615 0,513 50 0,2005 128
Maíz 0,75 30 3 0,971 0,808 0,675 50 0,2022 167
Maíz 1,00 30 1 0,751 0,589 0,491 50 0,2001 123
Maíz 1,00 30 2 0,972 0,809 0,676 50 0,2012 168
Maíz 1,00 30 3 1,128 0,965 0,806 50 0,1995 202
Trigo 0,50 30 1 0,755 0,593 0,494 50 0,2010 123
Trigo 0,50 30 2 0,641 0,479 0,399 55 0,2007 109
Trigo 0,50 30 3 0,759 0,596 0,497 50 0,1994 125
Trigo 0,75 30 1 0,979 0,816 0,682 50 0,2001 170
Trigo 0,75 30 2 0,886 0,724 0,604 50 0,2005 151
Trigo 0,75 30 3 0,898 0,735 0,614 50 0,1993 154
Trigo 1,00 30 1 1,001 0,839 0,700 50 0,1995 175
Trigo 1,00 30 2 1,020 0,857 0,716 52 0,1999 186
Trigo 1,00 30 3 1,082 0,919 0,768 50 0,2010 191
Maíz 0,50 60 1 0,725 0,563 0,469 50 0,2012 117
Maíz 0,50 60 2 0,928 0,765 0,639 50 0,2002 160
Maíz 0,50 60 3 0,900 0,738 0,616 50 0,1994 154
Maíz 0,75 60 1 0,987 0,824 0,688 50 0,1999 172
Maíz 0,75 60 2 0,997 0,834 0,696 52,5 0,1993 183
Maíz 0,75 60 3 0,746 0,583 0,486 50 0,2015 121
Maíz 1,00 60 1 0,865 0,702 0,586 50 0,2001 146
Maíz 1,00 60 2 1,015 0,853 0,712 50 0,1992 179
Maíz 1,00 60 3 1,093 0,931 0,777 50 0,2010 193
Trigo 0,50 60 1 1,008 0,846 0,706 50 0,2004 176
Trigo 0,50 60 2 0,958 0,796 0,664 50 0,2002 166
Trigo 0,50 60 3 0,961 0,799 0,667 50 0,1999 167
Trigo 0,75 60 1 1,115 0,953 0,796 50 0,1998 199
Trigo 0,75 60 2 1,135 0,972 0,812 50 0,2008 202
Trigo 0,75 60 3 1,079 0,917 0,766 50 0,2009 191
Trigo 1,00 60 1 1,184 1,022 0,854 50 0,2006 213
Trigo 1,00 60 2 1,189 1,027 0,858 50 0,2005 214
Trigo 1,00 60 3 1,345 1,183 0,988 50 0,2004 247
blanco 0,174
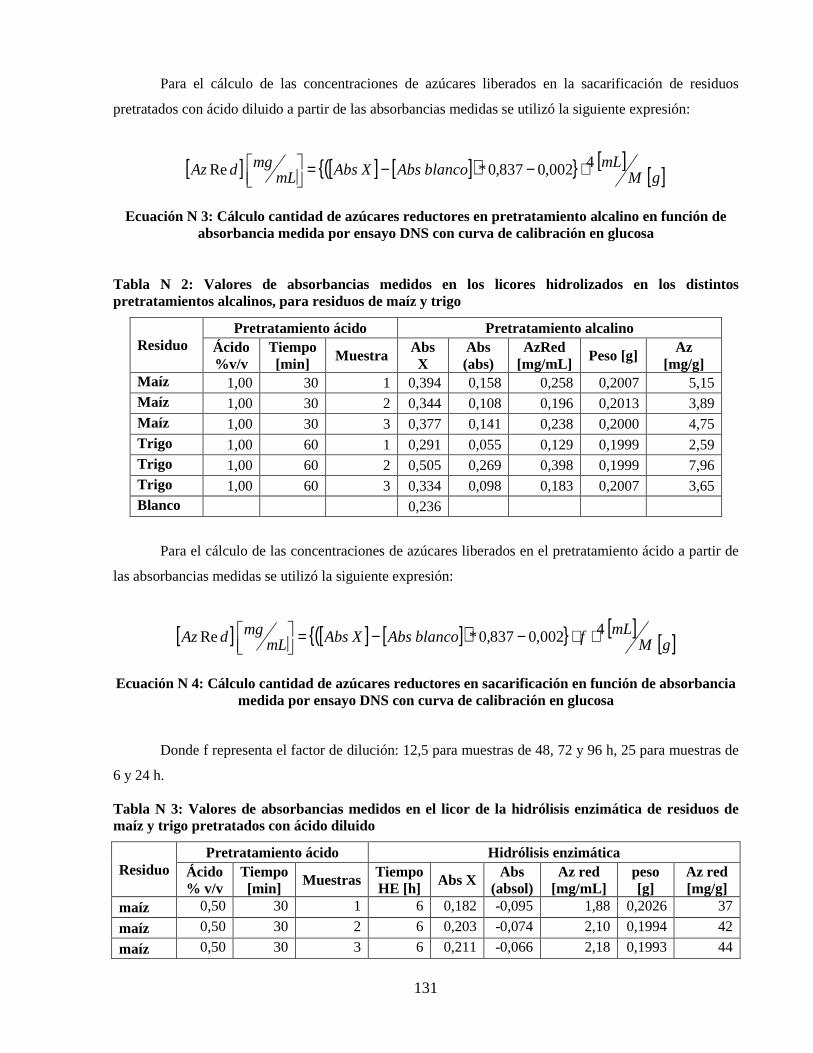
131
Para el cálculo de las concentraciones de azúcares liberados en la sacarificación de residuos
pretratados con ácido diluido a partir de las absorbancias medidas se utilizó la siguiente expresión:
[ ] [ ] [ ]( ){ } [ ][ ]gM
mLblancoAbsXAbsmLmgdAz 4002,0837,0*Re ⋅−−=
Ecuación N 3: Cálculo cantidad de azúcares reductores en pretratamiento alcalino en función de absorbancia medida por ensayo DNS con curva de calibración en glucosa
Tabla N 2: Valores de absorbancias medidos en los licores hidrolizados en los distintos pretratamientos alcalinos, para residuos de maíz y trigo
Residuo Pretratamiento ácido Pretratamiento alcalino
Ácido %v/v
Tiempo [min] Muestra Abs
X Abs (abs)
AzRed [mg/mL] Peso [g] Az
[mg/g] Maíz 1,00 30 1 0,394 0,158 0,258 0,2007 5,15 Maíz 1,00 30 2 0,344 0,108 0,196 0,2013 3,89 Maíz 1,00 30 3 0,377 0,141 0,238 0,2000 4,75 Trigo 1,00 60 1 0,291 0,055 0,129 0,1999 2,59 Trigo 1,00 60 2 0,505 0,269 0,398 0,1999 7,96 Trigo 1,00 60 3 0,334 0,098 0,183 0,2007 3,65 Blanco 0,236
Para el cálculo de las concentraciones de azúcares liberados en el pretratamiento ácido a partir de
las absorbancias medidas se utilizó la siguiente expresión:
[ ] [ ] [ ]( ){ } [ ][ ]gM
mLfblancoAbsXAbsmLmgdAz 4002,0837,0*Re ⋅⋅−−=
Ecuación N 4: Cálculo cantidad de azúcares reductores en sacarificación en función de absorbancia medida por ensayo DNS con curva de calibración en glucosa
Donde f representa el factor de dilución: 12,5 para muestras de 48, 72 y 96 h, 25 para muestras de
6 y 24 h.
Tabla N 3: Valores de absorbancias medidos en el licor de la hidrólisis enzimática de residuos de maíz y trigo pretratados con ácido diluido
Residuo Pretratamiento ácido Hidrólisis enzimática
Ácido % v/v
Tiempo [min] Muestras Tiempo
HE [h] Abs X Abs (absol)
Az red [mg/mL]
peso [g]
Az red [mg/g]
maíz 0,50 30 1 6 0,182 -0,095 1,88 0,2026 37
maíz 0,50 30 2 6 0,203 -0,074 2,10 0,1994 42
maíz 0,50 30 3 6 0,211 -0,066 2,18 0,1993 44

132
maíz 0,75 30 1 6 0,184 -0,093 1,90 0,1996 38
maíz 0,75 30 2 6 0,189 -0,088 1,95 0,2005 39
maíz 0,75 30 3 6 0,214 -0,064 2,21 0,2022 44
maíz 1,00 30 1 6 0,189 -0,088 1,95 0,2001 39
maíz 1,00 30 2 6 0,164 -0,113 1,70 0,2012 34
maíz 1,00 30 3 6 0,182 -0,095 1,88 0,1995 38
trigo 0,50 30 1 6 0,181 -0,097 1,87 0,2010 37
trigo 0,50 30 2 6 0,174 -0,104 1,79 0,2007 36
trigo 0,50 30 3 6 0,164 -0,113 1,69 0,1994 34
trigo 0,75 30 1 6 0,137 -0,140 1,41 0,2001 28
trigo 0,75 30 2 6 0,182 -0,095 1,88 0,2005 38
trigo 0,75 30 3 6 0,147 -0,131 1,51 0,1993 30
trigo 1,00 30 1 6 0,156 -0,121 1,61 0,1995 32
trigo 1,00 30 2 6 0,205 -0,072 2,13 0,1999 43
trigo 1,00 30 3 6 0,184 -0,094 1,90 0,2010 38
maíz 0,50 60 1 6 0,135 -0,143 1,39 0,2012 28
maíz 0,50 60 2 6 0,144 -0,134 1,48 0,2002 30
maíz 0,50 60 3 6 0,121 -0,156 1,25 0,1994 25
maíz 0,75 60 1 6 0,132 -0,145 1,36 0,1999 27
maíz 0,75 60 2 6 0,209 -0,068 2,17 0,1993 43
maíz 0,75 60 3 6 0,169 -0,109 1,74 0,2015 35
maíz 1,00 60 1 6 0,153 -0,124 1,58 0,2001 32
maíz 1,00 60 2 6 0,141 -0,136 1,45 0,1992 29
maíz 1,00 60 3 6 0,138 -0,140 1,42 0,2010 28
trigo 0,50 60 1 6 0,129 -0,148 1,33 0,2004 27
trigo 0,50 60 2 6 0,127 -0,151 1,30 0,2002 26
trigo 0,50 60 3 6 0,150 -0,128 1,54 0,1999 31
trigo 0,75 60 1 6 0,183 -0,095 1,89 0,1998 38
trigo 0,75 60 2 6 0,222 -0,056 2,30 0,2008 46
trigo 0,75 60 3 6 0,150 -0,127 1,55 0,2009 31
trigo 1,00 60 1 6 0,177 -0,100 1,83 0,2006 36
trigo 1,00 60 2 6 0,156 -0,121 1,61 0,2005 32
trigo 1,00 60 3 6 0,174 -0,104 1,79 0,2004 36
maíz 0,50 30 1 24 0,254 -0,023 2,63 0,2026 52
maíz 0,50 30 2 24 0,277 0,000 2,88 0,1994 58
maíz 0,50 30 3 24 0,366 0,088 3,80 0,1993 76
maíz 0,75 30 1 24 0,286 0,008 2,97 0,1996 59
maíz 0,75 30 2 24 0,355 0,078 3,69 0,2005 74
maíz 0,75 30 3 24 0,392 0,115 4,08 0,2022 81
maíz 1,00 30 1 24 0,284 0,007 2,95 0,2001 59
maíz 1,00 30 2 24 0,302 0,025 3,14 0,2012 62
maíz 1,00 30 3 24 0,329 0,052 3,42 0,1995 69
trigo 0,50 30 1 24 0,375 0,097 3,90 0,2010 78

133
trigo 0,50 30 2 24 0,325 0,048 3,38 0,2007 67
trigo 0,50 30 3 24 0,341 0,064 3,55 0,1994 71
trigo 0,75 30 1 24 0,370 0,093 3,85 0,2001 77
trigo 0,75 30 2 24 0,357 0,080 3,71 0,2005 74
trigo 0,75 30 3 24 0,358 0,081 3,73 0,1993 75
trigo 1,00 30 1 24 0,413 0,136 4,30 0,1995 86
trigo 1,00 30 2 24 0,448 0,171 4,67 0,1999 93
trigo 1,00 30 3 24 0,371 0,093 3,86 0,2010 77
maíz 0,50 60 1 24 0,336 0,059 3,49 0,2012 69
maíz 0,50 60 2 24 0,316 0,039 3,28 0,2002 66
maíz 0,50 60 3 24 0,353 0,076 3,67 0,1994 74
maíz 0,75 60 1 24 0,374 0,097 3,89 0,1999 78
maíz 0,75 60 2 24 0,395 0,117 4,11 0,1993 82
maíz 0,75 60 3 24 0,376 0,099 3,91 0,2015 78
maíz 1,00 60 1 24 0,324 0,046 3,36 0,2001 67
maíz 1,00 60 2 24 0,399 0,122 4,16 0,1992 83
maíz 1,00 60 3 24 0,304 0,027 3,16 0,2010 63
trigo 0,50 60 1 24 0,434 0,157 4,52 0,2004 90
trigo 0,50 60 2 24 0,409 0,132 4,26 0,2002 85
trigo 0,50 60 3 24 0,454 0,176 4,72 0,1999 95
trigo 0,75 60 1 24 0,444 0,166 4,62 0,1998 92
trigo 0,75 60 2 24 0,461 0,184 4,80 0,2008 96
trigo 0,75 60 3 24 0,417 0,139 4,34 0,2009 86
trigo 1,00 60 1 24 0,408 0,131 4,25 0,2006 85
trigo 1,00 60 2 24 0,532 0,254 5,54 0,2005 111
trigo 1,00 60 3 24 0,553 0,276 5,76 0,2004 115
maíz 0,50 30 1 48 0,665 0,387 6,93 0,2026 137
maíz 0,50 30 2 48 0,662 0,385 6,91 0,1994 139
maíz 0,50 30 3 48 0,574 0,296 5,98 0,1993 120
maíz 0,75 30 1 48 0,594 0,317 6,20 0,1996 124
maíz 0,75 30 2 48 0,767 0,489 8,00 0,2005 160
maíz 0,75 30 3 48 0,878 0,600 9,16 0,2022 181
maíz 1,00 30 1 48 0,672 0,395 7,01 0,2001 140
maíz 1,00 30 2 48 0,746 0,468 7,78 0,2012 155
maíz 1,00 30 3 48 0,687 0,409 7,16 0,1995 144
trigo 0,50 30 1 48 0,769 0,492 8,03 0,2010 160
trigo 0,50 30 2 48 0,688 0,410 7,17 0,2007 143
trigo 0,50 30 3 48 0,660 0,383 6,89 0,1994 138
trigo 0,75 30 1 48 0,724 0,447 7,56 0,2001 151
trigo 0,75 30 2 48 0,854 0,577 8,91 0,2005 178
trigo 0,75 30 3 48 0,761 0,483 7,94 0,1993 159
trigo 1,00 30 1 48 0,892 0,615 9,31 0,1995 187
trigo 1,00 30 2 48 0,870 0,592 9,08 0,1999 182

134
trigo 1,00 30 3 48 0,780 0,502 8,14 0,2010 162
maíz 0,50 60 1 48 0,544 0,267 5,67 0,2012 113
maíz 0,50 60 2 48 0,526 0,249 5,48 0,2002 110
maíz 0,50 60 3 48 0,638 0,360 6,65 0,1994 133
maíz 0,75 60 1 48 0,692 0,415 7,22 0,1999 145
maíz 0,75 60 2 48 0,722 0,444 7,53 0,1993 151
maíz 0,75 60 3 48 0,626 0,349 6,53 0,2015 130
maíz 1,00 60 1 48 0,705 0,428 7,36 0,2001 147
maíz 1,00 60 2 48 0,748 0,471 7,81 0,1992 157
maíz 1,00 60 3 48 0,624 0,346 6,50 0,2010 129
trigo 0,50 60 1 48 0,723 0,445 7,54 0,2004 151
trigo 0,50 60 2 48 0,740 0,463 7,72 0,2002 154
trigo 0,50 60 3 48 0,885 0,608 9,24 0,1999 185
trigo 0,75 60 1 48 0,949 0,672 9,91 0,1998 198
trigo 0,75 60 2 48 0,908 0,631 9,48 0,2008 189
trigo 0,75 60 3 48 0,801 0,524 8,36 0,2009 167
trigo 1,00 60 1 48 0,727 0,449 7,58 0,2006 151
trigo 1,00 60 2 48 0,915 0,638 9,55 0,2005 191
trigo 1,00 60 3 48 0,986 0,709 10,30 0,2004 206
maíz 0,50 30 1 72 0,465 0,188 4,84 0,2026 96
maíz 0,50 30 2 72 0,486 0,209 5,07 0,1994 102
maíz 0,50 30 3 72 0,520 0,243 5,42 0,1993 109
maíz 0,75 30 1 72 0,558 0,281 5,82 0,1996 117
maíz 0,75 30 2 72 0,653 0,376 6,81 0,2005 136
maíz 0,75 30 3 72 0,773 0,496 8,07 0,2022 160
maíz 1,00 30 1 72 0,612 0,334 6,38 0,2001 128
maíz 1,00 30 2 72 0,628 0,350 6,55 0,2012 130
maíz 1,00 30 3 72 0,645 0,368 6,73 0,1995 135
trigo 0,50 30 1 72 0,713 0,436 7,44 0,2010 148
trigo 0,50 30 2 72 0,734 0,456 7,66 0,2007 153
trigo 0,50 30 3 72 0,689 0,412 7,19 0,1994 144
trigo 0,75 30 1 72 0,747 0,470 7,79 0,2001 156
trigo 0,75 30 2 72 0,798 0,520 8,33 0,2005 166
trigo 0,75 30 3 72 0,760 0,483 7,93 0,1993 159
trigo 1,00 30 1 72 0,884 0,607 9,23 0,1995 185
trigo 1,00 30 2 72 0,916 0,638 9,56 0,1999 191
trigo 1,00 30 3 72 0,817 0,540 8,53 0,2010 170
maíz 0,50 60 1 72 0,725 0,447 7,56 0,2012 150
maíz 0,50 60 2 72 0,608 0,331 6,34 0,2002 127
maíz 0,50 60 3 72 0,743 0,466 7,75 0,1994 156
maíz 0,75 60 1 72 0,749 0,471 7,81 0,1999 156
maíz 0,75 60 2 72 0,831 0,554 8,67 0,1993 174
maíz 0,75 60 3 72 0,785 0,507 8,19 0,2015 163

135
maíz 1,00 60 1 72 0,653 0,375 6,81 0,2001 136
maíz 1,00 60 2 72 0,718 0,440 7,49 0,1992 150
maíz 1,00 60 3 72 0,626 0,348 6,52 0,2010 130
trigo 0,50 60 1 72 0,798 0,521 8,33 0,2004 166
trigo 0,50 60 2 72 0,816 0,538 8,51 0,2002 170
trigo 0,50 60 3 72 0,907 0,629 9,47 0,1999 189
trigo 0,75 60 1 72 1,019 0,742 10,64 0,1998 213
trigo 0,75 60 2 72 1,023 0,746 10,69 0,2008 213
trigo 0,75 60 3 72 0,953 0,676 9,95 0,2009 198
trigo 1,00 60 1 72 0,789 0,512 8,24 0,2006 164
trigo 1,00 60 2 72 1,083 0,805 11,31 0,2005 226
trigo 1,00 60 3 72 1,038 0,761 10,84 0,2004 216
maíz 0,50 30 1 96 0,589 0,312 6,14 0,2026 121
maíz 0,50 30 2 96 0,599 0,321 6,24 0,1994 125
maíz 0,50 30 3 96 0,723 0,446 7,54 0,1993 151
maíz 0,75 30 1 96 0,621 0,344 6,48 0,1996 130
maíz 0,75 30 2 96 0,752 0,474 7,84 0,2005 156
maíz 0,75 30 3 96 0,878 0,601 9,17 0,2022 181
maíz 1,00 30 1 96 0,688 0,411 7,18 0,2001 143
maíz 1,00 30 2 96 0,731 0,454 7,63 0,2012 152
maíz 1,00 30 3 96 0,730 0,453 7,62 0,1995 153
trigo 0,50 30 1 96 0,790 0,513 8,25 0,2010 164
trigo 0,50 30 2 96 0,723 0,446 7,54 0,2007 150
trigo 0,50 30 3 96 0,704 0,427 7,34 0,1994 147
trigo 0,75 30 1 96 0,782 0,505 8,16 0,2001 163
trigo 0,75 30 2 96 0,824 0,546 8,60 0,2005 172
trigo 0,75 30 3 96 0,766 0,489 7,99 0,1993 160
trigo 1,00 30 1 96 0,853 0,576 8,90 0,1995 179
trigo 1,00 30 2 96 1,086 0,809 11,35 0,1999 227
trigo 1,00 30 3 96 0,879 0,602 9,18 0,2010 183
maíz 0,50 60 1 96 0,648 0,370 6,76 0,2012 134
maíz 0,50 60 2 96 0,597 0,320 6,23 0,2002 124
maíz 0,50 60 3 96 0,727 0,449 7,58 0,1994 152
maíz 0,75 60 1 96 0,732 0,455 7,64 0,1999 153
maíz 0,75 60 2 96 0,786 0,509 8,20 0,1993 165
maíz 0,75 60 3 96 0,679 0,402 7,08 0,2015 141
maíz 1,00 60 1 96 0,604 0,327 6,30 0,2001 126
maíz 1,00 60 2 96 0,865 0,588 9,03 0,1992 181
maíz 1,00 60 3 96 0,723 0,446 7,54 0,2010 150
trigo 0,50 60 1 96 0,806 0,529 8,41 0,2004 168
trigo 0,50 60 2 96 0,789 0,511 8,23 0,2002 164
trigo 0,50 60 3 96 0,857 0,579 8,94 0,1999 179
trigo 0,75 60 1 96 0,834 0,556 8,70 0,1998 174
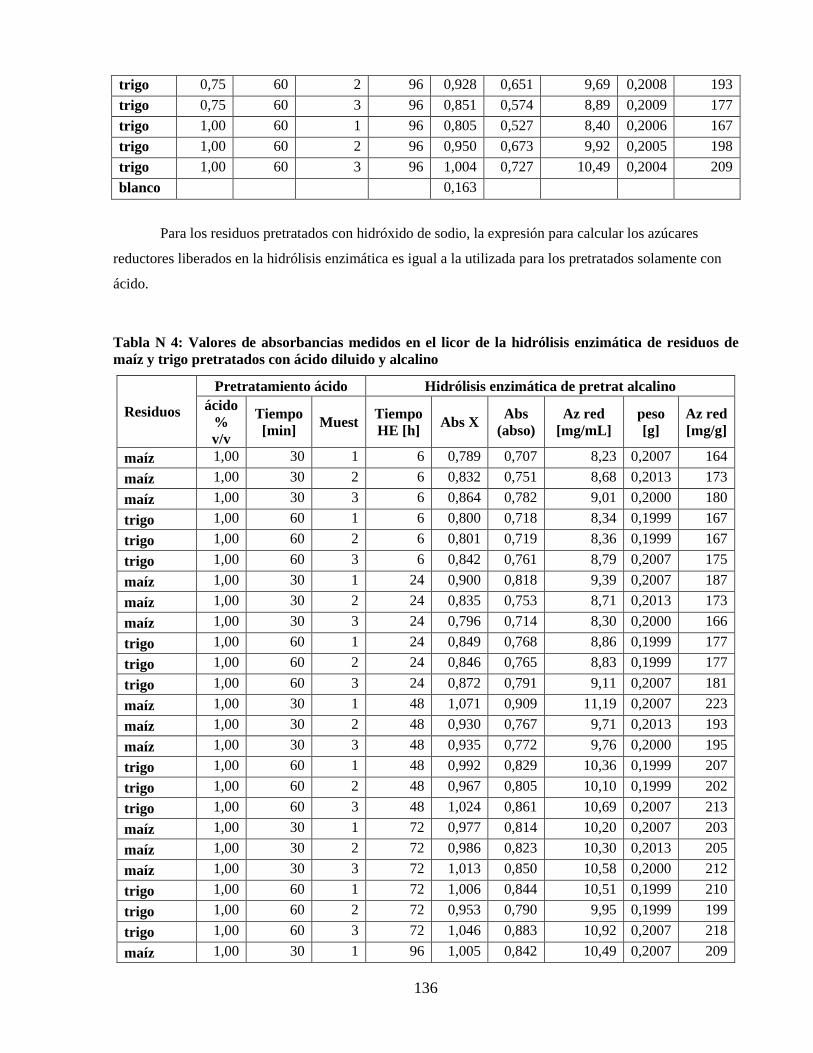
136
trigo 0,75 60 2 96 0,928 0,651 9,69 0,2008 193
trigo 0,75 60 3 96 0,851 0,574 8,89 0,2009 177
trigo 1,00 60 1 96 0,805 0,527 8,40 0,2006 167
trigo 1,00 60 2 96 0,950 0,673 9,92 0,2005 198
trigo 1,00 60 3 96 1,004 0,727 10,49 0,2004 209
blanco 0,163
Para los residuos pretratados con hidróxido de sodio, la expresión para calcular los azúcares
reductores liberados en la hidrólisis enzimática es igual a la utilizada para los pretratados solamente con
ácido.
Tabla N 4: Valores de absorbancias medidos en el licor de la hidrólisis enzimática de residuos de maíz y trigo pretratados con ácido diluido y alcalino
Residuos
Pretratamiento ácido Hidrólisis enzimática de pretrat alcalino ácido
% v/v
Tiempo [min] Muest Tiempo
HE [h] Abs X Abs (abso)
Az red [mg/mL]
peso [g]
Az red [mg/g]
maíz 1,00 30 1 6 0,789 0,707 8,23 0,2007 164
maíz 1,00 30 2 6 0,832 0,751 8,68 0,2013 173
maíz 1,00 30 3 6 0,864 0,782 9,01 0,2000 180
trigo 1,00 60 1 6 0,800 0,718 8,34 0,1999 167
trigo 1,00 60 2 6 0,801 0,719 8,36 0,1999 167
trigo 1,00 60 3 6 0,842 0,761 8,79 0,2007 175
maíz 1,00 30 1 24 0,900 0,818 9,39 0,2007 187
maíz 1,00 30 2 24 0,835 0,753 8,71 0,2013 173
maíz 1,00 30 3 24 0,796 0,714 8,30 0,2000 166
trigo 1,00 60 1 24 0,849 0,768 8,86 0,1999 177
trigo 1,00 60 2 24 0,846 0,765 8,83 0,1999 177
trigo 1,00 60 3 24 0,872 0,791 9,11 0,2007 181
maíz 1,00 30 1 48 1,071 0,909 11,19 0,2007 223
maíz 1,00 30 2 48 0,930 0,767 9,71 0,2013 193
maíz 1,00 30 3 48 0,935 0,772 9,76 0,2000 195
trigo 1,00 60 1 48 0,992 0,829 10,36 0,1999 207
trigo 1,00 60 2 48 0,967 0,805 10,10 0,1999 202
trigo 1,00 60 3 48 1,024 0,861 10,69 0,2007 213
maíz 1,00 30 1 72 0,977 0,814 10,20 0,2007 203
maíz 1,00 30 2 72 0,986 0,823 10,30 0,2013 205
maíz 1,00 30 3 72 1,013 0,850 10,58 0,2000 212
trigo 1,00 60 1 72 1,006 0,844 10,51 0,1999 210
trigo 1,00 60 2 72 0,953 0,790 9,95 0,1999 199
trigo 1,00 60 3 72 1,046 0,883 10,92 0,2007 218
maíz 1,00 30 1 96 1,005 0,842 10,49 0,2007 209

137
maíz 1,00 30 2 96 1,097 0,934 11,46 0,2013 228
maíz 1,00 30 3 96 1,214 1,051 12,68 0,2000 254
trigo 1,00 60 1 96 0,917 0,754 9,57 0,1999 192
trigo 1,00 60 2 96 1,100 0,938 11,49 0,1999 230
trigo 1,00 60 3 96 1,053 0,890 11,00 0,2007 219
2. Absorbancias registradas para kit comerciales
Para calcular las cantidades másicas de cada monómero liberadas se utilizaron las siguientes
expresiones en la hidrólisis ácida:
[ ] ( ) ( ){ } [ ][ ]gM
mLAAAAmLmg
gmgdAz blancoblanco
5012127005,0Re ⋅−−−⋅
=
Ecuación N 5: Cantidad másica de xilosa en la muestra
[ ] [ ][ ]gM
mLA
AmL
mgg
mgdAzstd
5000,1Re ⋅⋅
=
Ecuación N 6: Cantidad másica de glucosa en la muestra
Las absorbancias registradas a 500 nm (glucosa) y 320 nm (xilosa) para las muestras pretratadas
con ácido sulfúrico en el pretratamiento y sacarificación fueron las siguientes:
Tabla N 5: Valores de absorbancias registrados para residuos de maíz y trigo pretratados con ácido
diluido en autoclave a las condiciones especificadas
Residuo
Pretratamiento Xilosa Glucosa
Ácido % v/v
Tiempo [min] M [g] A1
(abs) A2
(abs)
Xilosa [mg/g MS]
A Glucosa mg/mL
Glucosa [mg/g MS]
Maíz 1,00 30 0,2001 0,221 0,828 104 0,042 0,087 22
Maíz 1,00 30 0,2012 0,233 0,753 89 0,129 0,267 67
Maíz 1,00 30 0,1995 0,259 0,953 120 0,075 0,155 39
Trigo 1,00 60 0,2006 0,223 1,150 160 0,155 0,321 80
Trigo 1,00 60 0,2005 0,245 1,223 169 0,059 0,122 31
Trigo 1,00 60 0,2004 0,259 1,234 169 0,072 0,149 37
Std xilosa 0,195 0,721
blanco
0,237 0,247
Std glucosa 0,482

138
Tabla N 6: Valores de absorbancias registrados en la hidrólisis enzimática para residuos de maíz y
trigo pretratados con ácido diluido en autoclave a las condiciones especificadas (std y blanco iguales
a Tabla N-5)
Residuo
Pretratamiento Xilosa Glucosa
Ácido % v/v
Tiempo [min] M [g] A1
(abs) A2
(abs)
Xilosa [mg/g MS]
A Glucosa [mg/mL]
Glucos [mg/g MS]
Maíz 1,00 30 0,2001 0,214 0,490 47 0,298 0,618 154
Maíz 1,00 30 0,2012 0,278 0,423 24 0,267 0,554 138
Maíz 1,00 30 0,1995 0,248 0,403 25 0,264 0,548 137
Trigo 1,00 60 0,2006 0,218 0,456 40 0,342 0,710 177
Trigo 1,00 60 0,2005 0,223 0,581 61 0,414 0,859 214
Trigo 1,00 60 0,2004 0,249 0,471 37 0,412 0,855 213
Tabla N 7: Valores de absorbancias registrados en la hidrólisis enzimática para residuos de maíz y
trigo pretratados con ácido diluido en autoclave a las condiciones especificadas y pret alcalino
Residuo Pretratamiento Xilosa Glucosa
Ácido % v/v
Tiempo [min] M [g] A1
(abs) A2
(abs) mg/g MS A mg/mL mg/g MS
Maíz 1,00 30 0,2007 0,209 0,289 9 0,380 0,788 196 Maíz 1,00 30 0,2013 0,218 0,283 7 0,420 0,871 216 Maíz 1,00 30 0,2000 0,211 0,282 8 0,425 0,882 220 Trigo 1,00 60 0,1999 0,210 0,287 9 0,415 0,861 215 Trigo 1,00 60 0,1999 0,198 0,302 13 0,378 0,784 196 Trigo 1,00 60 0,2007 0,206 0,295 11 0,397 0,824 205 Blanco xilosa 0,206 0,233
Glucosa
0,482
Tabla N 8: Valores de absorbancias registrados en el pretratamiento de residuos de maíz y trigo
pretratados [EMIM][Cl] a 150 °C por 60 min
Residuo M [g] Xilosa Glucosa
A1 (abs)
A2 (abs)
Xilosa [mg/g MS] A Glucosa
[mg/mL] Glucosa
[mg/g MS] Trigo 0,1000 0,509 0,576 12 0,054 0,141 71
Trigo 0,1000 0,497 0,545 6 0,046 0,120 60
Trigo 0,1000 0,443 0,506 11 0,025 0,065 33
Maíz 0,1000 0,213 0,271 9 0,01 0,026 13
Maíz 0,1000 0,209 0,279 13 0,005 0,013 7
Maíz 0,1000 0,217 0,278 10 0,002 0,005 3
Blanco xil 0,202 0,234
Std glucosa 0,382
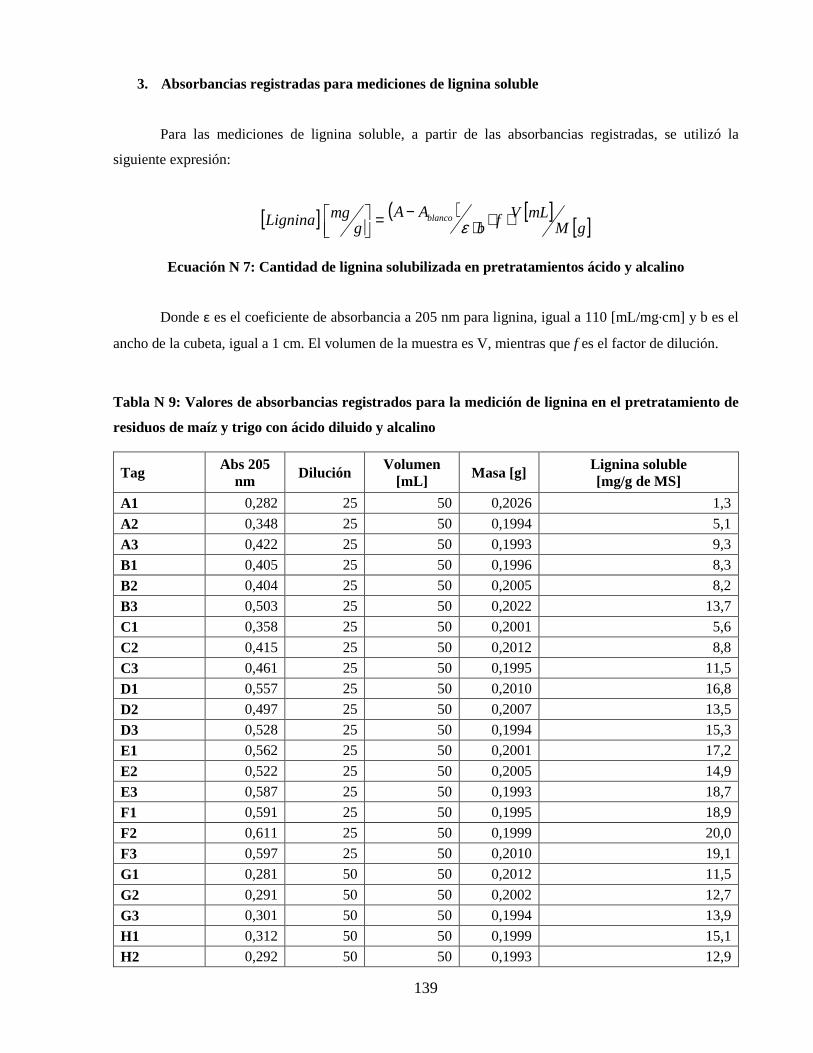
139
3. Absorbancias registradas para mediciones de lignina soluble
Para las mediciones de lignina soluble, a partir de las absorbancias registradas, se utilizó la
siguiente expresión:
[ ] ( ) [ ][ ]gM
mLVfbAA
gmgLignina blanco ⋅⋅⋅
−=
ε
Ecuación N 7: Cantidad de lignina solubilizada en pretratamientos ácido y alcalino
Donde ε es el coeficiente de absorbancia a 205 nm para lignina, igual a 110 [mL/mg·cm] y b es el
ancho de la cubeta, igual a 1 cm. El volumen de la muestra es V, mientras que f es el factor de dilución.
Tabla N 9: Valores de absorbancias registrados para la medición de lignina en el pretratamiento de
residuos de maíz y trigo con ácido diluido y alcalino
Tag Abs 205 nm Dilución Volumen
[mL] Masa [g] Lignina soluble [mg/g de MS]
A1 0,282 25 50 0,2026 1,3
A2 0,348 25 50 0,1994 5,1
A3 0,422 25 50 0,1993 9,3
B1 0,405 25 50 0,1996 8,3
B2 0,404 25 50 0,2005 8,2
B3 0,503 25 50 0,2022 13,7
C1 0,358 25 50 0,2001 5,6
C2 0,415 25 50 0,2012 8,8
C3 0,461 25 50 0,1995 11,5
D1 0,557 25 50 0,2010 16,8
D2 0,497 25 50 0,2007 13,5
D3 0,528 25 50 0,1994 15,3
E1 0,562 25 50 0,2001 17,2
E2 0,522 25 50 0,2005 14,9
E3 0,587 25 50 0,1993 18,7
F1 0,591 25 50 0,1995 18,9
F2 0,611 25 50 0,1999 20,0
F3 0,597 25 50 0,2010 19,1
G1 0,281 50 50 0,2012 11,5
G2 0,291 50 50 0,2002 12,7
G3 0,301 50 50 0,1994 13,9
H1 0,312 50 50 0,1999 15,1
H2 0,292 50 50 0,1993 12,9
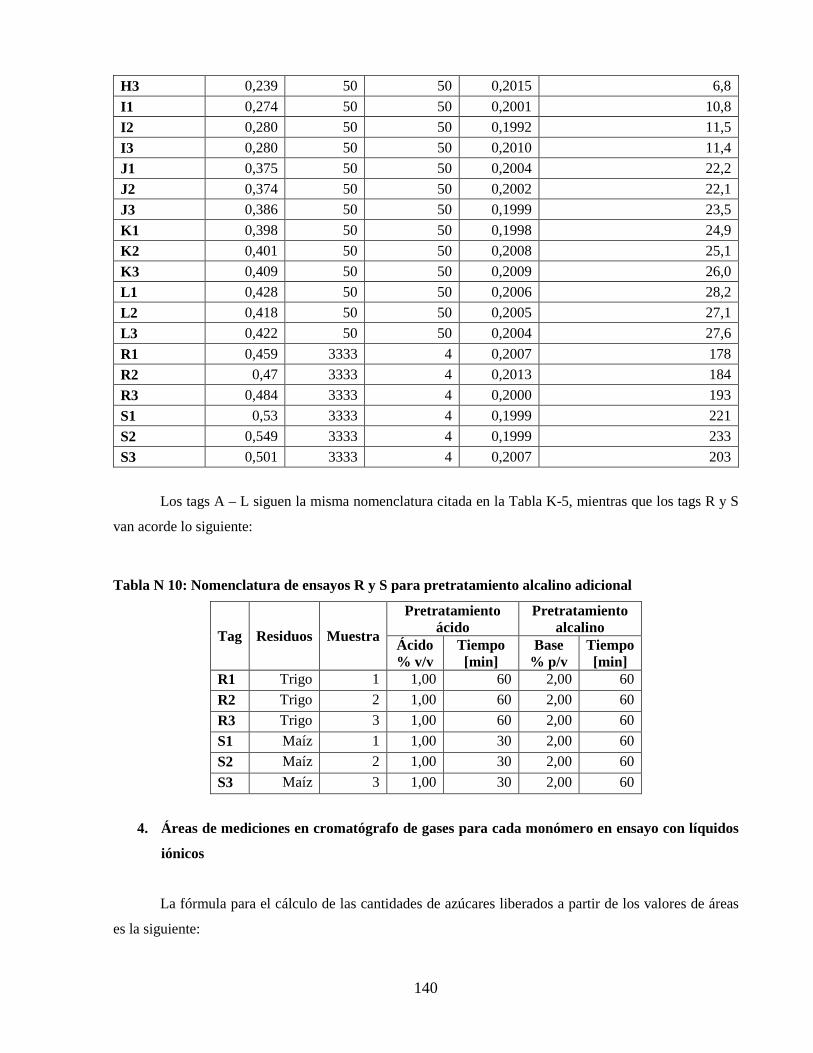
140
H3 0,239 50 50 0,2015 6,8
I1 0,274 50 50 0,2001 10,8
I2 0,280 50 50 0,1992 11,5
I3 0,280 50 50 0,2010 11,4
J1 0,375 50 50 0,2004 22,2
J2 0,374 50 50 0,2002 22,1
J3 0,386 50 50 0,1999 23,5
K1 0,398 50 50 0,1998 24,9
K2 0,401 50 50 0,2008 25,1
K3 0,409 50 50 0,2009 26,0
L1 0,428 50 50 0,2006 28,2
L2 0,418 50 50 0,2005 27,1
L3 0,422 50 50 0,2004 27,6
R1 0,459 3333 4 0,2007 178
R2 0,47 3333 4 0,2013 184
R3 0,484 3333 4 0,2000 193
S1 0,53 3333 4 0,1999 221
S2 0,549 3333 4 0,1999 233
S3 0,501 3333 4 0,2007 203
Los tags A – L siguen la misma nomenclatura citada en la Tabla K-5, mientras que los tags R y S
van acorde lo siguiente:
Tabla N 10: Nomenclatura de ensayos R y S para pretratamiento alcalino adicional
Tag Residuos Muestra
Pretratamiento ácido
Pretratamiento alcalino
Ácido % v/v
Tiempo [min]
Base % p/v
Tiempo [min]
R1 Trigo 1 1,00 60 2,00 60
R2 Trigo 2 1,00 60 2,00 60
R3 Trigo 3 1,00 60 2,00 60
S1 Maíz 1 1,00 30 2,00 60
S2 Maíz 2 1,00 30 2,00 60
S3 Maíz 3 1,00 30 2,00 60
4. Áreas de mediciones en cromatógrafo de gases para cada monómero en ensayo con líquidos
iónicos
La fórmula para el cálculo de las cantidades de azúcares liberados a partir de los valores de áreas
es la siguiente:

141
[ ] ( )( ) ( ) ( )
( )( )
( )( )( )muestraM
enzimatV
muestraV
calibenazúcarc
calibenstdA
calibenmuestraAcalibV
stdA
azúcarAg
mgdoMonosacári ⋅⋅⋅⋅=
Ecuación N 8: Expresión para el cálculo de másico de monosacáridos a través de mediciones GC
Donde:
A (azúcar): es el área del monosacárido en investigación en la muestra
A (std): es el área del estándar (xilitol) suministrado junto a la muestra
A (muestra en calib): es el área del monosacárido en el ensayo de calibración
A (std en calib): es el área del estándar (xilitol) en el ensayo de calibración
C (azúcar en calib): es la concentración de los monosacáridos en la calibración, igual a 0,1 [mg/mL]
V (calib): volumen de calibración, igual a 1 [mL]
V (muestra): volumen de la muestra, igual a 20 [µL]
V (enzimat): volumen del líquido en la sacarificación, asumido constante e igual a 2 [mL]
M (muestra): masa pesada para cada ensayo, igual a 0,1 [g]
Tabla N 11: Valores de áreas registrados por GC para la medición de monosacáridos a las 72 h de
sacarificación de residuos de maíz y trigo pretratados con [EMIM+][Cl -] a 80 °C por 60 min y para
residuos sin pretratar
Tag Área monómeros [µV·s]
Arabin Fructosa Galactosa Glucosa Manosa Sucrosa Xilosa Std Std 1.3 378195 666839 380702 401406 113139 376601 373261 535139
Std 2.3 408103 698869 413483 434378 123365 418049 401171 561680
prom std 393149 682854 397093 417892 118252 397325 387216 548410
rp a4 72 14964 1324 1521 288245 809 334 74807 592161
rp a5 72 8996 7574 2725 190194 0 235 49357 486432
rp a6 72 11795 0 3008 192117 0 205 57452 470892
rp h1 72 13458 112 2750 185843 0 387 70796 519122
rp h2 72 8608 0 1688 139124 0 367 52588 455144
rp h3 72 15673 0 2810 200197 0 380 73619 518625
rp maiz 1 72 9891 47170 5570 228770 1521 1180 52402 516417
rp maiz 2 72 7746 102806 2684 214465 1120 336 39177 503967
rp maiz 3 72 10391 71034 4320 198798 1435 435 43347 529985
rp trigo 1 72 13945 9446 3418 172708 908 0 59880 519951
rp trigo 2 72 11744 21484 6597 172699 1723 0 55964 484288
rp trigo 3 72 17510 36986 4297 220353 1515 0 67600 616669

142
Tabla N 12: Valores de áreas registrados por GC para la medición de monosacáridos a las 72 h de
sacarificación de residuos de maíz y trigo pretratados con [EMIM+][Cl -] a 121 y 150 °C por 60 min
Tag Área monómeros [µV·s]
Arabinos Fructosa Galactosa Glucosa Manosa Sucrosa Xilosa Std STD 1.4 387039 650809 379326 396534 108030 344789 376122 501573
STD 2.4 417118 711107 408327 423618 119558 369197 404650 534145
prom std 402079 680958 393827 410076 113794 356993 390386 517859
RP B1 72 18454 2050 3474 354362 0 723 146985 522678
RP B2 72 17178 2700 3203 378250 709 130331 503496
RP B3 72 11599 1423 2456 291522 0 711 119864 550419
RP C1 72 12892 0 1450 513473 0 1004 546444
RP C2 72 11454 1557 1371 501572 759 206731 526590
RP C3 72 16105 1428 2390 0 996 200440 516635
RP D1 72 13450 0 1612 0 681 562572
RP D2 72 15596 2151 3300 563552 0 946 225128 518617
RP D3 72 17610 2069 3129 626314 0 1133 248685 585796
RP E1 72 14265 327 2583 244976 0 655 53002 529733
RP E2 72 16167 1421 2251 252747 0 702 114292 555798
RP E3 72 14576 1387 1174 239339 0 793 112369 515105
Tabla N 13: Valores de áreas registrados por GC para la medición de monosacáridos a las 6 y 24 h
de sacarificación de residuos de maíz y trigo pretratados con [EMIM+][Cl -] a 150 °C por 60 min
Tag Área monómeros [µV·s]
Arabinosa Fructosa Galactosa Glucosa Manosa Sucrosa Xilosa Std Std 1.3 378195 666839 380702 401406 113139 376601 373261 535139
Std 2.3 408103 698869 413483 434378 123365 418049 401171 561680
prom std 393149 682854 397093 417892 118252 397325 387216 548410
rp c1 6 6217 520 0 354459 0 0 129864 630517
rp c2 6 6564 0 0 432427 0 243 146233 678132
rp c3 6 7802 0 631 267711 0 767 110884 634028
rp c1 24 11909 1305 2518 531710 0 460 220579 729218
rp c2 24 8573 1198 843 476740 0 971 188945 609073
rp c3 24 13709 1532 1068 379566 0 251 177188 630478
rp d1 6 7875 999 0 339659 0 556 110719 566080
rp d2 6 3718 1974 569 309943 0 417 99631 548579
rp d3 6 6704 1795 0 444705 0 140 138391 540367
rp d1 24 15019 2160 3172 490510 641 577 188317 598468
rp d2 24 11291 2004 2061 574523 706 589 217780 700868
rp d3 24 13819 1753 1062 572460 0 207 211445 607683
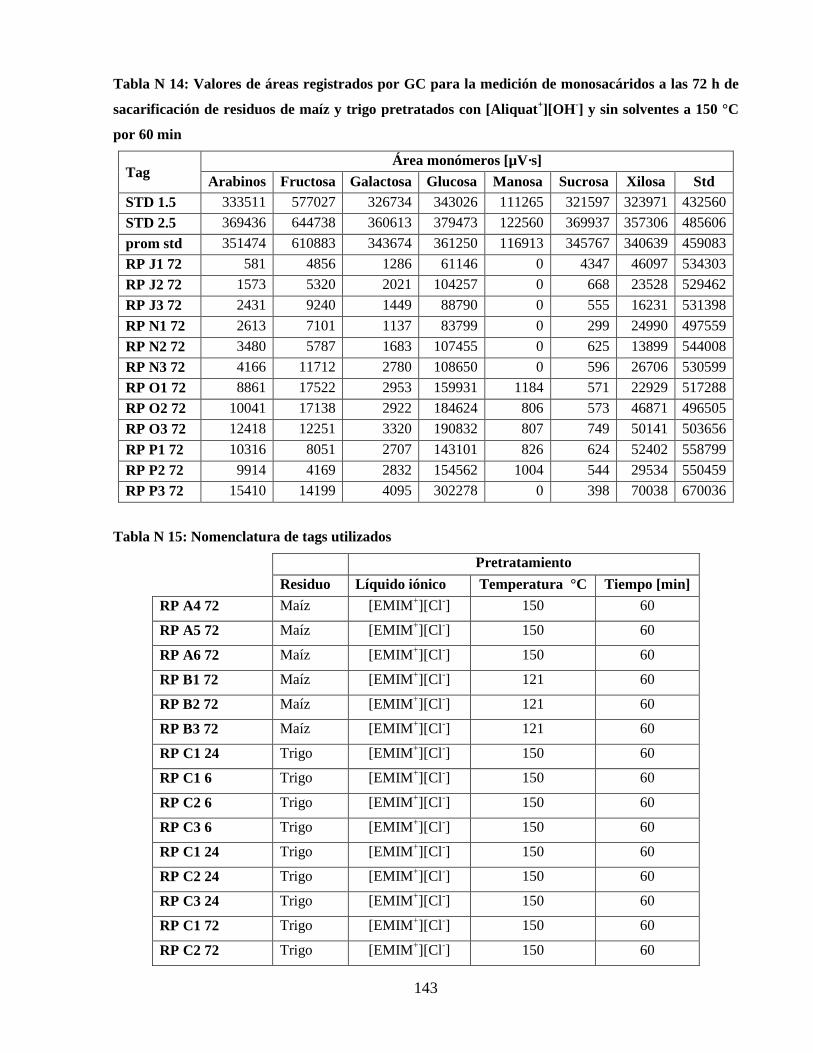
143
Tabla N 14: Valores de áreas registrados por GC para la medición de monosacáridos a las 72 h de
sacarificación de residuos de maíz y trigo pretratados con [Aliquat+][OH -] y sin solventes a 150 °C
por 60 min
Tag Área monómeros [µV·s]
Arabinos Fructosa Galactosa Glucosa Manosa Sucrosa Xilosa Std STD 1.5 333511 577027 326734 343026 111265 321597 323971 432560
STD 2.5 369436 644738 360613 379473 122560 369937 357306 485606
prom std 351474 610883 343674 361250 116913 345767 340639 459083
RP J1 72 581 4856 1286 61146 0 4347 46097 534303
RP J2 72 1573 5320 2021 104257 0 668 23528 529462
RP J3 72 2431 9240 1449 88790 0 555 16231 531398
RP N1 72 2613 7101 1137 83799 0 299 24990 497559
RP N2 72 3480 5787 1683 107455 0 625 13899 544008
RP N3 72 4166 11712 2780 108650 0 596 26706 530599
RP O1 72 8861 17522 2953 159931 1184 571 22929 517288
RP O2 72 10041 17138 2922 184624 806 573 46871 496505
RP O3 72 12418 12251 3320 190832 807 749 50141 503656
RP P1 72 10316 8051 2707 143101 826 624 52402 558799
RP P2 72 9914 4169 2832 154562 1004 544 29534 550459
RP P3 72 15410 14199 4095 302278 0 398 70038 670036
Tabla N 15: Nomenclatura de tags utilizados
Pretratamiento
Residuo Líquido iónico Temperatura °C Tiempo [min]
RP A4 72 Maíz [EMIM+][Cl -] 150 60
RP A5 72 Maíz [EMIM+][Cl -] 150 60
RP A6 72 Maíz [EMIM+][Cl -] 150 60
RP B1 72 Maíz [EMIM+][Cl -] 121 60
RP B2 72 Maíz [EMIM+][Cl -] 121 60
RP B3 72 Maíz [EMIM+][Cl -] 121 60
RP C1 24 Trigo [EMIM+][Cl -] 150 60
RP C1 6 Trigo [EMIM+][Cl -] 150 60
RP C2 6 Trigo [EMIM+][Cl -] 150 60
RP C3 6 Trigo [EMIM+][Cl -] 150 60
RP C1 24 Trigo [EMIM+][Cl -] 150 60
RP C2 24 Trigo [EMIM+][Cl -] 150 60
RP C3 24 Trigo [EMIM+][Cl -] 150 60
RP C1 72 Trigo [EMIM+][Cl -] 150 60
RP C2 72 Trigo [EMIM+][Cl -] 150 60

144
RP C3 72 Trigo [EMIM+][Cl -] 150 60
RP D1 6 Maíz [EMIM+][Cl -] 150 60
RP D2 6 Maíz [EMIM+][Cl -] 150 60
RP D3 6 Maíz [EMIM+][Cl -] 150 60
RP D1 24 Maíz [EMIM+][Cl -] 150 60
RP D2 24 Maíz [EMIM+][Cl -] 150 60
RP D3 24 Maíz [EMIM+][Cl -] 150 60
RP D1 72 Maíz [EMIM+][Cl -] 150 60
RP D2 72 Maíz [EMIM+][Cl -] 150 60
RP D3 72 Maíz [EMIM+][Cl -] 150 60
RP E1 72 Trigo [EMIM+][Cl -] 121 60
RP E2 72 Trigo [EMIM+][Cl -] 121 60
RP E3 72 Trigo [EMIM+][Cl -] 121 60
RP H1 72 Trigo [EMIM+][Cl -] 80 60
RP H2 72 Trigo [EMIM+][Cl -] 80 60
RP H3 72 Trigo [EMIM+][Cl -] 80 60
RP I1 72 Maíz [EMIM+][Cl -] 150 30
RP I2 72 Maíz [EMIM+][Cl -] 150 30
RP I3 72 Maíz [EMIM+][Cl -] 150 30
RP J1 72 Maíz [Aliquat+][OH-] 150 60
RP J2 72 Maíz [Aliquat+][OH-] 150 60
RP J3 72 Maíz [Aliquat+][OH-] 150 60
RP L1 72 Trigo [EMIM+][Cl -] 150 30
RP L2 72 Trigo [EMIM+][Cl -] 150 30
RP L3 72 Trigo [EMIM+][Cl -] 150 30
RP N1 72 Trigo [Aliquat+][OH-] 150 60
RP N2 72 Trigo [Aliquat+][OH-] 150 60
RP N3 72 Trigo [Aliquat+][OH-] 150 60
RP O1 72 Maíz sin solventes 150 60
RP O2 72 Maíz sin solventes 150 60
RP O3 72 Maíz sin solventes 150 60
RP P1 72 Trigo sin solventes 150 60
RP P2 72 Trigo sin solventes 150 60
RP P3 72 Trigo sin solventes 150 60
RP MAIZ 1 72 Maíz sin pretratamiento
RP MAIZ 2 72 Maíz sin pretratamiento
RP MAIZ 3 72 Maíz sin pretratamiento
145
RP TRIGO 1 72 Trigo sin pretratamiento
RP TRIGO 2 72 Trigo sin pretratamiento
RP TRIGO 3 72 Trigo sin pretratamiento

146
Anexo Ñ: Tiempos de elución y áreas de azúcares en GC
Figura Ñ 1: Cromatograma de sacarificación enzimática
Figura Ñ 2: Cromatograma de MicroExtracción en fase sólida de licor de sacarificación para
determinación de existencia de furfural, para residuos de trigo pretratados con [EMIM+][Cl -] por 60 min a 150 °C (similar resultado para residuos de maíz)
Related Documents











