Direcção de Formação Materiais e seu comportamento em soldadura ESTRUTURA DA LIGAÇÃO SOLDADA Curso de Engenharia de Soldadura EWF IIW Guideline – doc. IAB-002-2000/EWF-409 (Revisão 1)

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Direcção de Formação
Materiais e seu comportamento em soldadura
ESTRUTURA DA LIGAÇÃO SOLDADA
Curso de Engenharia de Soldadura EWFIIW Guideline – doc. IAB-002-2000/EWF-409 (Revisão 1)

Módulo 2.7 – Estrutura da ligação soldada – 2Rev. 0 (24-04-2004) Luís Barros
Objectivo
Compreender a formação das diferentes estruturas metalúrgicas numa união soldada.

Módulo 2.7 – Estrutura da ligação soldada – 3Rev. 0 (24-04-2004) Luís Barros
Temas a discutir
• Equações de distribuição térmica• Entrega térmica• Picos de temperatura / velocidade de arrefecimento• Diluição / material fundido / solidificação do MF• Microestruturas do MF / ZTA / Linha de fusão • Crescimento de grão / relação tamanho de grão - tenacidade• Temperatura de transição• Soldabilidade (definições)• Soldaduras com uma e várias passagens

Módulo 2.7 – Estrutura da ligação soldada – 4Rev. 0 (24-04-2004) Luís Barros
Resultados esperados
• Conhecer as distribuições típicas de temperaturas e microestruturas das soldaduras;
• Compreender as influências da entrega térmica, velocidade de arrefecimento e operações multi-passe nas microestruturas formadas;
• Descrever os efeitos da protecção do banho, do tipo de consumíveis na microestrutura do MF e suas propriedades;
• Definir sub-zonas na ZTA e compreender as relações entre o tamanho de grão ealterações microestruturais nas propriedades da junta.
• Discutir os vários aspectos da soldabilidade.
• Prever as modificações microestruturais e de soldabilidade induzidas pela diluição.

Módulo 2.7 – Estrutura da ligação soldada – 5Rev. 0 (24-04-2004) Luís Barros
ASPECTO TÉRMICO
• Ciclo térmico de curta duração � modificações microestruturais � alterações no comportamento mecânico;
• Importância da análise metalográfica neste estudo;
• O processo e o procedimento de soldadura bem como as propriedades físicas do material determinam a extensão da zona afectada pelo ciclo térmico.

Módulo 2.7 – Estrutura da ligação soldada – 6Rev. 0 (24-04-2004) Luís Barros
ASPECTO TÉRMICO

Módulo 2.7 – Estrutura da ligação soldada – 7Rev. 0 (24-04-2004) Luís Barros
FONTES DE CALOR
• Exemplos de fontes de calor de elevada intensidade utilizadas emsoldadura: arco eléctrico, os feixes de electrões e laser, as reacções químicas e a resistência eléctrica.
• Potência transferida da fonte de calor (W) = energia fornecida às peças por unidade de tempo.
• Intensidade da fonte de calor = potência transferida por unidade de área de contacto efectivo entre a fonte de calor e a peça.
• A eficiência duma fonte de calor depende fortemente da sua intensidade

Módulo 2.7 – Estrutura da ligação soldada – 8Rev. 0 (24-04-2004) Luís Barros
FONTES DE CALOR

Módulo 2.7 – Estrutura da ligação soldada – 9Rev. 0 (24-04-2004) Luís Barros
ENTREGA TÉRMICA - Definição
Quantidade de energia fornecida pela fonte de calor por unidade de comprimento de soldadura. É traduzida pela razão potência total da fonte de calor �W� / velocidade de deslocamento da fonte de calor �mm/s�.
Quanto mais elevada for a intensidade da fonte de calor menor será a entrega térmica necessária para fundir uma determinada quantidade de material para produzir um dado comprimento de cordão de soldadura.

Módulo 2.7 – Estrutura da ligação soldada – 10Rev. 0 (24-04-2004) Luís Barros
ENTREGA TÉRMICA

Módulo 2.7 – Estrutura da ligação soldada – 11Rev. 0 (24-04-2004) Luís Barros
EFICIÊNCIA DE FUSÃO - Definição
Relação entre a fracção da entrega térmica que éusada para fundir o material e a entrega térmica efectiva.
Exemplo: � condutibilidade térmica do material a soldar � � eficiência de fusão ( � escoamento de Q por condução) - efeito agravado para fontes de baixa intensidade.

Módulo 2.7 – Estrutura da ligação soldada – 12Rev. 0 (24-04-2004) Luís Barros
EFICIÊNCIA DE FUSÃO

Módulo 2.7 – Estrutura da ligação soldada – 13Rev. 0 (24-04-2004) Luís Barros
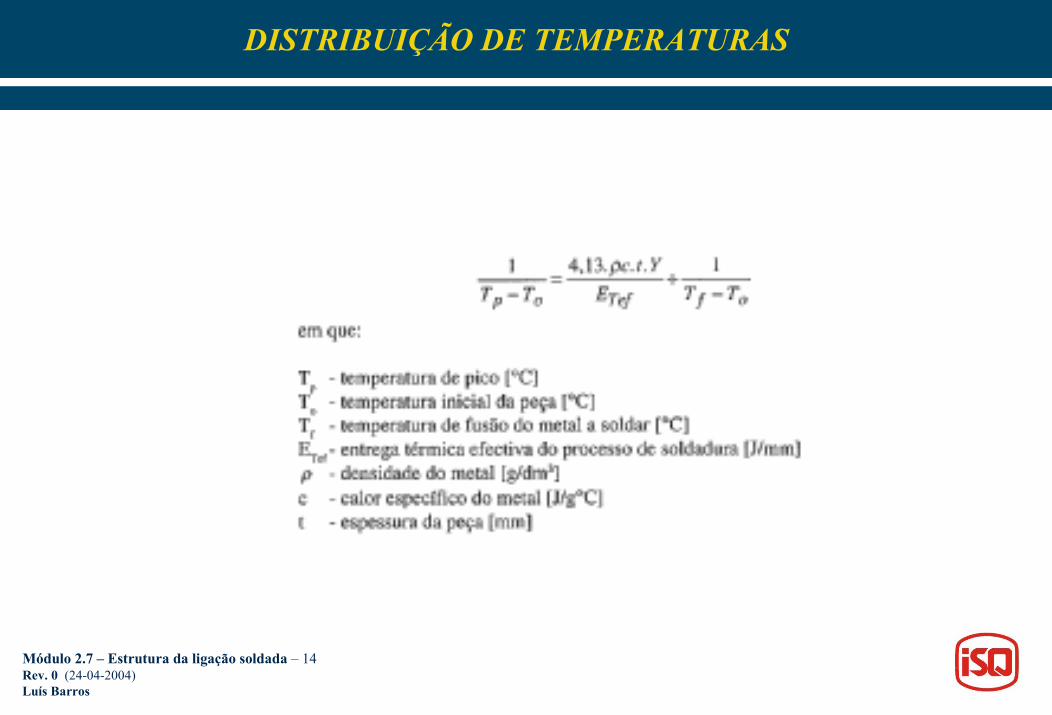
DISTRIBUIÇÃO DE TEMPERATURAS
Existem expressões para determinar a temperatura máxima“Tp”, num ponto a uma distância Y �mm� da L.F.
Permitem calcular a largura da ZTA e estudar a sua dependência do pré-aquecimento e da entrega térmica.
� ET , � temp. inicial do material � ZTA �
As fontes de calor de baixa intensidade dão ZTA(s) �.
Módulo 2.7 – Estrutura da ligação soldada – 14Rev. 0 (24-04-2004) Luís Barros
DISTRIBUIÇÃO DE TEMPERATURAS

Módulo 2.7 – Estrutura da ligação soldada – 15Rev. 0 (24-04-2004) Luís Barros
TAXAS DE ARREFECIMENTO
A velocidade de arrefecimento num dado ponto depende do tipo de escoamento de calor, o qual depende da espessura. Definem-se espessuras fortes e fracas que correspondem a dois tipos diferentes de escoamento de calor, respectivamente tridimensional e bidimensional.Exemplos: a) chapa com 300 mm pode ser fina se soldada com electro-escória; b) chapa com 25 mm pode ser grossa se soldada por eléctrodos revestidos.Os cálculos das velocidades de arrefecimento para escoamentos tridimensional / bidimensional têm interesse para o cálculo das temperaturas de pré-aquecimento, podendo-se verificar que quanto maiores estas forem, menores as velocidades de arrefecimento.

Módulo 2.7 – Estrutura da ligação soldada – 16Rev. 0 (24-04-2004) Luís Barros
TAXAS DE ARREFECIMENTO

Módulo 2.7 – Estrutura da ligação soldada – 17Rev. 0 (24-04-2004) Luís Barros
TAXAS DE ARREFECIMENTO
Conhecida a vel. crítica para a ocorrência de estruturas duras e frágeis de um determinado aço (diagramas TTT-TAC), pode-se determinar, para qualquer condição de soldadura, a T de pré-aquec. para que aquelas não ocorram.
Existem diagramas mais adequados que os TTT-AC para a utilização em soldadura. Um dos métodos é a análise térmica “in situ”.Sobre o implante (material a estudar) é depositado um cordão de soldadura, utilizando um processo que não produza escória e com um MA austenítico. Com o auxílio de termopares é feito o estudo do ciclo térmico, onde as inflexões originadas pela libertação de calor latente de transformação permitem marcar os pontos de início de transformação para cada curva de arrefecimento.

Módulo 2.7 – Estrutura da ligação soldada – 18Rev. 0 (24-04-2004) Luís Barros
TAXAS DE ARREFECIMENTO

Módulo 2.7 – Estrutura da ligação soldada – 19Rev. 0 (24-04-2004) Luís Barros
TAXAS DE ARREFECIMENTO
A distribuição de temperatura e a velocidade de arrefecimento são influenciadas pelas propriedades do metal, T inicial, espessura das peças e entrega térmica.
O tipo de junta também afecta o escoamento de calor. Numa junta em “T” existem três “caminhos” de escoamento de calor em vez de dois, devendo-se assim afectar a ET do factor 2/3.

Módulo 2.7 – Estrutura da ligação soldada – 20Rev. 0 (24-04-2004) Luís Barros
TAXAS DE ARREFECIMENTO

Módulo 2.7 – Estrutura da ligação soldada – 21Rev. 0 (24-04-2004) Luís Barros
CICLOS TÉRMICOS
Nos ciclos térmicos, a variação de T, t em pontos a várias distâncias da LF permitem verificar que “Tp” e as taxas de aquec. e arref. diminuem com o aumento da distância à LF.
“Tp” idênticas podem corresponder a condições de soldadura diferentes.
Da análise de curvas típicas constata-se que: a) Para uma dada To, � ET � � vel. arref. e � de t acima de determinada T.Para uma dada ET, � To � � vel. arref. e � de t acima de determinada T �significativo a baixas T(s)�.

Módulo 2.7 – Estrutura da ligação soldada – 22Rev. 0 (24-04-2004) Luís Barros
CICLOS TÉRMICOS

Módulo 2.7 – Estrutura da ligação soldada – 23Rev. 0 (24-04-2004) Luís Barros
CICLOS TÉRMICOS
Para evitar estruturas duras e frágeis na ZTA existem duas maneiras: a) Usar pré-aquecimento (solução preferível); b) Usar uma entrega térmica mais elevada;
· � ET e a To � o gradiente térmico na ZTA.· � ET � � MF e ZTA· � To � � MF e ZTA
Esta análise reforça a ideia de que � ET � � MF e ZTA e aumenta o tempo de permanência a T(s) onde ocorre a coalescência do grão.

Módulo 2.7 – Estrutura da ligação soldada – 24Rev. 0 (24-04-2004) Luís Barros
CICLOS TÉRMICOS

Módulo 2.7 – Estrutura da ligação soldada – 25Rev. 0 (24-04-2004) Luís Barros
CICLOS TÉRMICOS
Relativamente à condutibilidade térmica (K) dos materiais a soldar, verifica-se: a) � K � � gradientes térmicos; b) � K � � taxa de arref. e � o t de permanência acima de dada T (independente do ciclo);
� intensidades de calor da fonte � � gradientes térmicos e ZTA(s) �

Módulo 2.7 – Estrutura da ligação soldada – 26Rev. 0 (24-04-2004) Luís Barros
ASPECTO QUÍMICO
Três tipos fundamentais de reacções entre o MF e o meio: L/L(MF-MF ou MF-escória; ex: formação de sulfuretos e óxidos), L/G (MA ou MF - atmosfera envolvente; ex: formação de óxidos ou nitretos de ferro durante a transferência do arco) e L/S(banho de fusão-MB na zona de ligação � introdução de conceito de diluição).
TAXA DE DILUIÇÃO – razão, medida em secção transversal da junta soldada, entre a área do material base que sofreu fusão e a área total da zona fundida - 0 % na brasagem; 100 % soldadura sem metal de adição (ex: SR); 10 - 20 % para SER

Módulo 2.7 – Estrutura da ligação soldada – 27Rev. 0 (24-04-2004) Luís Barros
ASPECTO QUÍMICO

Módulo 2.7 – Estrutura da ligação soldada – 28Rev. 0 (24-04-2004) Luís Barros
ASPECTO MECÂNICO - evolução com ciclo térmico
T � expansão do material é constrangida pelo material adjacente � � -�T � � �e e o nível de �(s) na junta;�T � material mais frio impede contracção � � +; dependendo da rigidez da junta, as �(s) residuais poderão ser da ordem de grandeza de �e;Variações dimensionais associadas às transformações de fase no aquec. e no arref. (no caso dos aços nas reacções � � ou � � temos uma expansão de volume);

Módulo 2.7 – Estrutura da ligação soldada – 29Rev. 0 (24-04-2004) Luís Barros
ASPECTO MECÂNICO

Módulo 2.7 – Estrutura da ligação soldada – 30Rev. 0 (24-04-2004) Luís Barros
ZONAS CARACTERÍSTICAS DE UMA JUNTA SOLDADA
Zona fundida - ocorrem variações importantes de composição química devido às reacções MB-MA-Atmosfera protectora. No MF há anisotropia de propriedades físicas e mecânicas devido à formação de estruturas orientadas (grãos desenvolvem-se a partir do MB - por epitaxia - segundo direcções perpendiculares às isotérmicas de arrefecimento).
Zona de ligação – desenvolvem-se T(s) entre o “solidus” e o “líquidus” da liga e caracteriza-se por haver fenómenos de difusão, descarbonação, formação de eutécticos ou ainda de liquação.
ZTA - ocorrem tranformações no estado sólido, resultando daí diferentes estruturas e propriedades consoante o ciclo térmico e as características iniciais do MB. Podem ocorrer estruturas metaestáveis, que no caso dos aços são a bainite e a martensite.
MB - não ocorrem alterações estruturais significativas.

Módulo 2.7 – Estrutura da ligação soldada – 31Rev. 0 (24-04-2004) Luís Barros
ZONAS DA LIGAÇÃO SOLDADA

Módulo 2.7 – Estrutura da ligação soldada – 32Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO DA ZONA FUNDIDA
Banho de fusão (definição): porção de material que, num dado instante no decurso da execução de uma soldadura, se encontra no estado líquido.
O perfil da frente de solidificação resulta do compromisso entre as vels. de soldadura e de solidificação.
Cristalografia; Epitaxia - crescimento dos grãosA solidificação inicia-se a partir das frentes do material no estado sólido, orientando-se sobre os grãos do MB (a rede cristalina que constitui cada grão de solidificação toma a mesma orientação do MB) - crescimento epitaxialOs grãos de solidificação desenvolvem-se perpendicularmente às isotérmicas por crescimento “competitivo”.

Módulo 2.7 – Estrutura da ligação soldada – 33Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO DA ZONA FUNDIDA

Módulo 2.7 – Estrutura da ligação soldada – 34Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO DE LIGAS METÁLICAS - fundamentos
Consideram-se 3 casos de solidificação: • De sólidos monofásicos; • Em sistemas com reacção eutéctica; • Em sistemas com reacção peritéctica;

Módulo 2.7 – Estrutura da ligação soldada – 35Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO DE LIGAS MONOFÁSICAS
Em equilíbrio: a) Quando há suficiente difusão nos estados sólido e líquido, ambas as fases são totalmente homogéneas; b) 1º sólido tem composição kX0 e o último líquido X0/k, onde k=XS/XL (coeficiente de partição -razão entre as fracções molares do soluto nas fases sólida e líquida a uma dada T); As composições seguem respectivamente as linhas solidus e liquidus (XS�X0)

Módulo 2.7 – Estrutura da ligação soldada – 36Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO DE LIGAS MONOFÁSICAS

Módulo 2.7 – Estrutura da ligação soldada – 37Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO DE LIGAS MONOFÁSICAS
• Sem difusão no estado sólido. Líquido homogéneo: a) com arrefecimentos rápidos (sem tempo para difusão no estado sólido) e líquido homogeneizado por agitação; b) estabelece-se um equilíbrio local na interface S/L que segue a regra da alavanca mas mantém-se um gradiente de composição no sólido; c) a composição média do sólido é menor que o valor de equilíbrio; Para o último líquido XL > X0/k podendo mesmo atingir o valor eutéctico XE
• Sem difusão no estado sólido. Líquido heterogéneo (com transporte do soluto por difusão): a) sem agitação no líquido (líquido estagnado) o soluto rejeitado pelo sólido vai aumentar a respectiva concentração no líquido, na interface S/L – estágio inicial transiente; b) atinge-se um estágio estacionário quando o sólido atinge X0 e o líquido X0/k; c) o fluxo de soluto ao longo do gradiente de concentração no líquido é balanceado pelo avanço da interface, pelo soluto rejeitado na solidificação; Enquanto nos casos anteriores o crescimento é do tipo planar, no caso presente pode dar-se crescimento dendrítico (continua)

Módulo 2.7 – Estrutura da ligação soldada – 38Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO DE LIGAS MONOFÁSICAS
• Se gradiente de temperatura na interface, TL, for inferior a um gradiente crítico relacionado com Te, o líquido pode estar em condições de sobrearrefecimento constitucional (o líquido para lá da interface S/L está a T < T liquidus)
• Qualquer saliência que se desenvolva tem condições para crescer porque o seu topo vai encontrar uma zona T<Te
• Demonstra-se que a condição para o sobrearrefecimento constitucional é Tl/v<(T1-T3)/D, onde T1 e T3 são as temperaturas de equilíbrio de início e de fim de solidificação para a liga em causa (T1-T3 denomina-se intervalo de solidificação)
• Normalmente as ligas nunca solidificam em condições de crescimento planar existindo condições locais para o desenvolvimento dendrítico

Módulo 2.7 – Estrutura da ligação soldada – 39Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO DE LIGAS MONOFÁSICAS

Módulo 2.7 – Estrutura da ligação soldada – 40Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO DE LIGAS MONOFÁSICAS

Módulo 2.7 – Estrutura da ligação soldada – 41Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO DE LIGAS MONOFÁSICAS

Módulo 2.7 – Estrutura da ligação soldada – 42Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO – MODELO DE DESENVOLVIMENTO DE CÉLULAS
• A formação da 1ª saliência origina a rejeição periférica do soluto
• A T liquidus baixa a periferia da saliência causando a formação de reentrâncias
• As saliências desenvolvem-se em colunas paralelas ao fluxo térmico, formam-se as células
• Entre as células, o líquido enriquecido em soluto pode sofrer solidificação eutéctica

Módulo 2.7 – Estrutura da ligação soldada – 43Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO EUTÉCTICA
• A solidificação de ligas eutécticas é classificada de regular (crescimento planar com estruturas lamelares –caso mais comum) ou irregular (crescimento facetado);
• As duas fases crescem cooperativamente: (fase rica em A) rejeita B que é incorporado na fase ;
• Espaçamentos interlamelares � pequenos resultam em crescimento rápido porque as distâncias de difusão são curtas;
• Mas há um espaçamentos mínimo �* abaixo do qual a “nova” energia interfacial ��� deixa de ser compensada

Módulo 2.7 – Estrutura da ligação soldada – 44Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO EUTÉCTICA

Módulo 2.7 – Estrutura da ligação soldada – 45Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO EUTÉCTICA
• Para baixos gradientes térmicos há condições de desenvolvimento de ramificações secundárias e terciárias nas células dando origem a dendrites
• Usa-se o termo célula dendrítica para designar quando o braço primário mantém crescimento preferencial na direcção do escoamento de calor
• O crescimento planar é instável na presença de impurezas ou elementos de liga que originam crescimento celular dendrítico

Módulo 2.7 – Estrutura da ligação soldada – 46Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO DE LIGAS NÃO-EUTÉCTICAS
• Quando a composição da liga difere da eutéctica dá-se a formação de dendrites primárias que rejeitam o soluto para o líquido, que acabará por ter solidificação eutéctica
• Na ausência de difusão no estado sólido as dendrites primárias apresentam zonamento

Módulo 2.7 – Estrutura da ligação soldada – 47Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO DE LIGAS NÃO-EUTÉCTICAS

Módulo 2.7 – Estrutura da ligação soldada – 48Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO PERITÉCTICA
• Na prática a formação peritéctica nunca é completa• O 1º sólido, ou aquele que vai solidificando no topo das
dendrites, tem composição kX0
• A fase primária reagirá com o líquido precipitando • As dendrites primárias isolam-se do líquido remanescente
que pode resultar num eutéctico (do tipo divorciado, normalmente)
• Casos há (diagrama Fe-C) em que a transformação peritéctica é completa
• As ligas peritécticas crescem sempre na forma dendrítica

Módulo 2.7 – Estrutura da ligação soldada – 49Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO PERITÉCTICA

Módulo 2.7 – Estrutura da ligação soldada – 50Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO – efeito do sobrearrefecimento constitucional

Módulo 2.7 – Estrutura da ligação soldada – 51Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO DA ZONA FUNDIDA
Crescimento dos grãos (metal puro e liga)
No caso de um metal puro ou de uma liga que não sofre transformações no estado sólido, a microestrutura do MF é geralmente celular dendrítica.
Se a dendrite for perpendicular à isotérmica, crescerá originando um grão alongado.
Relação entre as vels. de solidificação (R) e de soldadura (v): R = v cos �
onde � é o ângulo entres as direcções de crescimento dos cristais e de soldadura.
Constata-se que o grão de solidificação destaca-se do MB com uma vel. nula (� = 90�) e que esta aumenta até atingir o seu máximo no centro do cordão.

Módulo 2.7 – Estrutura da ligação soldada – 52Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO DA ZONA FUNDIDA

Módulo 2.7 – Estrutura da ligação soldada – 53Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO DA ZONA FUNDIDA
Se R � v (solidificação rápida) os grãos crescem encurvando até ao centro.
Se Rmáx. v (solidificação lenta) os grãos desenvolvem-se quase perpendicularmente à ZL.
Processos rápidos de soldadura (por resistência) originam MF com grãos finos.
Processos lentos de soldadura (SEE, SAS e SOA) originam MF com grãos grosseiros.

Módulo 2.7 – Estrutura da ligação soldada – 54Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO DA ZONA FUNDIDA

Módulo 2.7 – Estrutura da ligação soldada – 55Rev. 0 (24-04-2004) Luís Barros
MODOS DE SOLIDIFICAÇÃO - síntese
• Metal puro – interface S/L geralmente plana• Liga - interface S/L pode ser planar, celular ou
dendrítica (colunar / equiaxial), função da condição de solidificação e do sistema (efeitos do sobrearrefecimento constitucional, da velocidade de arrefecimento - gradiente térmico / velocidade de solidificação - e da microsgregação)

Módulo 2.7 – Estrutura da ligação soldada – 56Rev. 0 (24-04-2004) Luís Barros
MODOS DE SOLIDIFICAÇÃO - síntese

Módulo 2.7 – Estrutura da ligação soldada – 57Rev. 0 (24-04-2004) Luís Barros
SOLIDIFICAÇÃO – ligação soldada

Módulo 2.7 – Estrutura da ligação soldada – 58Rev. 0 (24-04-2004) Luís Barros
Soldadura multipasse
• Ciclo térmico refina (normaliza) grão do passe precedente• A ET total por passe decresce com consequente decréscimo do
crescimento do grão• Passagens prévias promovem certo pré-aquecimento, com tendência para
aumentar o tempo de arrefecimento �t 8-5
• Passes subsequentes tendem em relaxar as tensões residuais originadas pelas passagens prévias
• O efeito do reaquecimento da ZTA é positivo porque refina o grão em vez de aumentar as zonas de grão grosseiro.
• O aumento do volume de grão refinado no MF e a possibilidade de remover segregações, como precipitados nos LG da estrutura colunar, resulta num melhoramento das propriedades mecânicas

Módulo 2.7 – Estrutura da ligação soldada – 59Rev. 0 (24-04-2004) Luís Barros
Soldadura multipasse

Módulo 2.7 – Estrutura da ligação soldada – 60Rev. 0 (24-04-2004) Luís Barros
Soldadura multipasse
Soldaduras com MA dos tipos Cu, Al, Ni, aço inox �, etc, o ciclo térmico de cada passe não altera a estrutura do precedente, existindo o fenómeno de epitaxia entre passes; Pode ocorrer recristalização desde que seja efectuada uma martelagem entre passagens (com consequentes benefícios para as características mecânicas da ZF).
Com MA que sofrem alterações estruturais no estado sólido (ex: aços) cada passe provoca modificações estruturais no passe precedente (onde se atingirem T�AC1). Neste caso a microestrutura do MF de soldadura multipasse é uma mistura de zonas brutas de solidificação e de zonas estruturalmente regeneradas.

Módulo 2.7 – Estrutura da ligação soldada – 61Rev. 0 (24-04-2004) Luís Barros
Porosidades
Resultam do aprisionamento dos gases libertados nas reacções químicas durante a elaboração da zona fundida, no decorrer do processo de solidificação.
Se a velocidade de solidificação for superior à velocidade de desgaseificação do banho de fusão � bolhas gasosas são retidas originando poros de forma arredondada (porosidades dispersas ou agrupadas no reinício ou no fim dos cordões).
Se vel. de solidificação = vel. de desgaseificação, uma bollha formada na interface S/L vai progredindo nesta interface originando uma porosidade alongada (poro vermicular).

Módulo 2.7 – Estrutura da ligação soldada – 62Rev. 0 (24-04-2004) Luís Barros
Porosidades

Módulo 2.7 – Estrutura da ligação soldada – 63Rev. 0 (24-04-2004) Luís Barros
Factores que afectam as propriedades do MF em soldadura por arco eléctrico
Em SAS e SER, boas propriedades no MF são geralmente associadas à formação de estrutura bruta de solidificação, exibindo um máximo de AF (fina) intragranular e um mínimo de PF nos LG da austenite.
Esta microestrutura é função de: a) Composição do MF; b) Tipo de inclusões, nº e distribuições; c) Vel. de arrefecimento do M

Módulo 2.7 – Estrutura da ligação soldada – 64Rev. 0 (24-04-2004) Luís Barros
Factores significativos para obter MF (processo SAS) com estrutura com boas características
• Vel. de arrefecimento que promovam um sobre-arrefecimento abaixo de AC3, favorecem a formação de AF
• Elementos de liga como Ti, Mo e B nos consumíveis e C, Mn, Nb e V no MB para assegurar o endurecimento necessário, bem como um comportamento conveniente de acordo com os diagramas CCT
• Utilização de fluxo básico para conferir ao banho um teor crítico de oxigénio
• Determinados níveis de Al e Si no MB para formar inclusões com o oxigénio

Módulo 2.7 – Estrutura da ligação soldada – 65Rev. 0 (24-04-2004) Luís Barros
Formação e distribuição de inclusões
• Determinada pelo movimento do banho, sendo depois influenciada pelo modo como se processa a solidificação
• As inclusões mais comuns são óxidos complexos de Al, Mn, Si e Ti
• Por razões de solubilidade é pouco provável a formação de nitretos dos tipos AlN e BN, sendo TiN pouco frequente

Módulo 2.7 – Estrutura da ligação soldada – 66Rev. 0 (24-04-2004) Luís Barros
Solidificação do banho
• Nos aços não ligados, a solidificação inicia-se com a formação de grãos de � podendo ter um sub-estrutura celular, celular-dendrítica ou dendrítica, dependendo da composição química da liga e do grau de sobrearrefecimento constitucional.
• A distribuição do soluto e a forma e dimensão (maioritariamente inferiores a 1�m) e nº de inclusões no MF solidificado está relacionado com a est. colunar e em particular com o tipo de sub-estrutura de solidificação.

Módulo 2.7 – Estrutura da ligação soldada – 67Rev. 0 (24-04-2004) Luís Barros
Transformação ���
• Durante arrefecimento rápido, ocorre através de reacção, maciça onde são reduzidos os mecanismos de difusão, formando-se uma sub-estrutura de � cujos limites coincidem com a � que a originou.
• Caso ocorra bloqueamento dos LG da �, durante o arrefecimento, menor a dimensão dos grãos de � e vice-versa.

Módulo 2.7 – Estrutura da ligação soldada – 68Rev. 0 (24-04-2004) Luís Barros
Transformação ���
• Inclusões / partículas influenciam esta transformação, funcionando como potenciais locais de nucleação no interior e nos LG da � originária.
• Ordem decrescente de eficiência de locais de nucleação de �: a) Ponto triplo com limite de elevado ângulo; b) Inclusão em limite de elevado ângulo; c) Limite de elevado ângulo; d) Inclusão grosseira; e) Limite de baixo ângulo; f) Pequena inclusão.
• Concentração de tensões (decorrentes do arref.) em torno de inclusões poderá conduzir a elevada densidade de deslocações – forma sub-estrutura que irá desencadear outros locais de nucleação de � intragranular (AF).

Módulo 2.7 – Estrutura da ligação soldada – 69Rev. 0 (24-04-2004) Luís Barros
Principais produtos de transformação do material fundido
• Ferrite poligonal intergranular• Ferrite de Widmanstatten• Ferrite acicular• Bainite superior
O desenvolvimento das estruturas do MF é, basicamente, função da entrega térmica, do teor em oxigénio, dos el. liga e da vel. arref.

Módulo 2.7 – Estrutura da ligação soldada – 70Rev. 0 (24-04-2004) Luís Barros
Material fundido – microestruturas aços não ligados / baixa liga

Módulo 2.7 – Estrutura da ligação soldada – 71Rev. 0 (24-04-2004) Luís Barros
Material fundido – microestruturas aços não ligados / baixa liga

Módulo 2.7 – Estrutura da ligação soldada – 72Rev. 0 (24-04-2004) Luís Barros
Material fundido – microestruturas aços não ligados / baixa liga

Módulo 2.7 – Estrutura da ligação soldada – 73Rev. 0 (24-04-2004) Luís Barros
Factores que favorecem a ferrite poligonal intergranular
• Elevada entrega térmica
• Vel arref. < 0,15ºC/s (800-500ºC)
• Baixos teores em el. liga
• Grão � fino
• Elevados teores em oxigénio (600-700 ppm)

Módulo 2.7 – Estrutura da ligação soldada – 74Rev. 0 (24-04-2004) Luís Barros
Factores que favorecem a ferrite de Widmanstatten
• Baixas entregas térmicas
• Vel arref. � 1ºC/s
• Elevado teor em elementos de liga
• Grão austenítico grosseiro
• Baixo teor em oxigénio (400-600 ppm)
• Sobrearrefecimento apreciável abaixo de AC3

Módulo 2.7 – Estrutura da ligação soldada – 75Rev. 0 (24-04-2004) Luís Barros
Condições para a formação de ferrite acicular
• Baixas entregas térmicas
• Vel arref. intermédias
• Elementos de liga (Mo, B, Mn, Nb, V, etc.)
• Grão austenítico grosseiro
• Níveis de oxigénio no MF (200-400 ppm)
• Baixo teor em C
• Elevado sobrearrefecimento abaixo de AC3

Módulo 2.7 – Estrutura da ligação soldada – 76Rev. 0 (24-04-2004) Luís Barros
Factores para a formação de ferrite acicular
• Retardamento de nucleação de nos LG da � (elementos de liga, efeito das inclusões)
• Retardamento da taxa de crescimento de PF nucleada nos LG da � (velocidade de arrefecimento)
• Encorajar elevadas taxas de nucleação nas inclusões e sub-estruturas de deslocações nas regiões intragranulares (tipo de inclusões, número, dimensão e distribuição)
• Retardar a taxa de crescimento da ferrite nas regiões intragranulares (elem. liga e vel. arref.).

Módulo 2.7 – Estrutura da ligação soldada – 77Rev. 0 (24-04-2004) Luís Barros
Factores que favorecem a ferrite em paquetas (bainite)
• Baixas entregas térmicas
• Vel arref. inferiores às requeridas para a transf. martensítica
• Elevado teor em elementos de liga
• Grão austenítico grosseiro
• Teores em oxigénio no MF < 200 ppm

Módulo 2.7 – Estrutura da ligação soldada – 78Rev. 0 (24-04-2004) Luís Barros
Desenvolvimento microestrutural do MF C-Mn e C-Mn-Ni
Os diagramas CCT são um método excelente para o estudo das interacções complexas entre os vários factores como sejam:
• composição química
• velocidade de arrefecimento
• dimensão do grão austenítico
• teor em inclusões

Módulo 2.7 – Estrutura da ligação soldada – 79Rev. 0 (24-04-2004) Luís Barros
Microestruturas do MF – influência da composição química
• Aumento de %Mn, ocorre � Ts Transf., favorece �AF, tendendo em suprimir a formação de perlite, pouca influência na formação de ferrite em placas
• Crescimento %Ni, promove � Ts Transf.
• Para a mesma vel. de arref., o Ni favorece �%AF em detrimento da PF, com tendência para suprimir a formação de perlite.
• Ni e Mn promovem a ocorrência de AF em detrimento de PF e ferrite com 2ª fase alinhada.

Módulo 2.7 – Estrutura da ligação soldada – 80Rev. 0 (24-04-2004) Luís Barros
Microestruturas do MF – influência da dimensão do grão �
• � grão, predominam estruturas de PF
• � grão, predominam estruturas de AF
• � grão contém uma elevada densidade de locais para nucleação heterogénea primária, havendo uma elevada velocidade de nucleação nos LG e baixo sobrearrefecimento
• � grão contém poucos locais de nucleação primária, pelo que requer elevados sobrearrefecimentos. Nesta situação, no centro dos grãos � produzem-se produtos de transf. de mais baixa T (AF) – pequena proporção de PF nos LG da � e elevada proporção de AF no interior dos grãos �

Módulo 2.7 – Estrutura da ligação soldada – 81Rev. 0 (24-04-2004) Luís Barros
Microestruturas do MF – influência da velocidade de arrefecimento
• VA lentas � formam-se PF e perlite
• À medida VA� � PF refinada restringindo-se aos LG da �, atingindo-se situações onde a perlite é ausente; pode ocorrer estruturas de Widmanstatten; aumenta a razão entre as estruturas alinhadas (“em placas” – ferrite e carbonetos, podendo ser bainite superior) e as estruturas de PF
• VA moderadas � transf. intragranulares (AF); estruturas “em placas” (FSA)
• VA + elevadas � pode-se formar martensite

Módulo 2.7 – Estrutura da ligação soldada – 82Rev. 0 (24-04-2004) Luís Barros
Microestruturas do MF – influência do teor em inclusões
• Microestruturas frágeis quando os teores de oxigénio do MF são baixos ou elevados
• Microestruturas (AF) com elevada tenacidade para teores intermédios de oxigénio no MF
• A distribuição de inclusões poderá influenciar a transf. ��, criando locais de nucleação heterogénea da ferrite, ou indirectamente fixando os LG da � e promovendo aí a nucleação da PF.

Módulo 2.7 – Estrutura da ligação soldada – 83Rev. 0 (24-04-2004) Luís Barros
Microestruturas do MF
• A ferrite em placas (bainite superior) ocorre praticamente na mesma banda de sobrearrefecimento da AF.
• Para VA elevadas, o comportamento intragranular da � éinfluenciado pelo �� e a rejeição do C pela PF entretanto formada
• ��� ou forte enriquecimento em C � reacções primárias nos limites de grão predominam
• Elementos gamagéneos � �AC1• Elementos alfagéneos � �AC3

Módulo 2.7 – Estrutura da ligação soldada – 84Rev. 0 (24-04-2004) Luís Barros
Microestruturas do MF
• PF forma-se nos LG da �• AF nuclea-se quer nas deslocações quer nas sub-estruturas de
deslocações• Ferrite em placas é nucleada nas placas existentes• Martensite forma-se nas deslocações• Combinação �VA+ � �� + �el. Liga �elevado grau de
sobrearrefecimento � est. Martensítica; o inverso tem-se PF• Ausência de inclusões no MF � remoção dos locais
intragranulares para precipitação de AF (pode-se extrapolar para ZTA) – forma-se ferrite em plaquetas.

Módulo 2.7 – Estrutura da ligação soldada – 85Rev. 0 (24-04-2004) Luís Barros
Microestruturas do MF – propriedades mecânicas
• �%AF é benéfico para a tenacidade • Quantidades substanciais de perlite e martensite dentro da AF � criação de potenciais locais de germinação de fractura por clivagem – baixa tenacidade
• PS, FSP, LF – menos tenazes que AF porque têm � �ef. �fácil propagação de fissuras de clivagem
• Durante o reaquecimento ou em soldaduras multi-passe, Nb, V e Ti podem causar endurecimento do grão e reduzir a tenacidade devido às reacções de precipitação
• Eléctrodos básico melhores que de rutilo porque mantêm elevada resistência mecânica e aumentam tenacidade

Módulo 2.7 – Estrutura da ligação soldada – 86Rev. 0 (24-04-2004) Luís Barros
Microestruturas do MF – propriedades mecânicas

Módulo 2.7 – Estrutura da ligação soldada – 87Rev. 0 (24-04-2004) Luís Barros
Microestruturas do MF – propriedades mecânicas

Módulo 2.7 – Estrutura da ligação soldada – 88Rev. 0 (24-04-2004) Luís Barros
Microestruturas da ZTA
• O tipo e fracção volúmica dos produtos de transformação depende de diversos factores, incluindo o tamanho de grão, temperatura de pico, velocidade de arrefecimento, elementos de liga presentes, etc.
• Existem diagramas TTT-TAC aplicados a soldadura, onde se faz a previsão de microestruturas, desenvolvendo-se inclusivamente modelos para o cálculo de ciclos térmicos, crescimento de � �, dissolução e crescimento de precipitados.

Módulo 2.7 – Estrutura da ligação soldada – 89Rev. 0 (24-04-2004) Luís Barros
Microestruturas da ZTA – aços não ligados / baixa liga
Transformações da austenite no arrefecimento
Transformações com difusão - perlíticas
• Semelhantes às que ocorrem em condições de equilíbrio, envolvendo nucleação e crescimento num processo controlado por difusão ;
• No arrefecimento, ��+ Fe3C (perlite com morfologia tipicamente lamelar), sendo a espessura das lamelas e a distância entre elas função da velocidade de arrefecimento.

Módulo 2.7 – Estrutura da ligação soldada – 90Rev. 0 (24-04-2004) Luís Barros
Microestruturas da ZTA – transf. � no arrefecimento
Transformações com difusão - martensíticas
• A martensite resulta de expansão e rotação da rede c.f.c. (�) para uma rede tetragonal de corpo centrado. A transformação inicia-se a Ms e conclui a Mf, num processo atérmico. Estas temperaturas (Ms e Mf) dependem da composição química (especialmente da % C) e das condições de austenitização (T e ��).
• Variação da razão c/a (função da %C) determina a acicularidade da ´ e a sua dureza. Valores baixos de c/a�´maciça. Valores elevados de c/a�´ fortemente acicular (agulhas bem desenvolvidas).

Módulo 2.7 – Estrutura da ligação soldada – 91Rev. 0 (24-04-2004) Luís Barros
Microestruturas da ZTA – transf. � no arrefecimento
Transformações com difusão - martensíticas
• Se Mf < Tamb. � austenite residual (�´), cuja fracção volumétrica é dada pela expressão empírica: �´ = exp [ -0.011(Ms - T)]
• �´ geralmente é indesejável (Ex: peças temperadas) e muito estável, transformando-se normalmente por TT posterior.

Módulo 2.7 – Estrutura da ligação soldada – 92Rev. 0 (24-04-2004) Luís Barros
Microestruturas da ZTA – transf. � no arrefecimento
Transformações intermédias - bainíticas
• A bainite forma-se a partir de finos agregados de ferrite e carbonetos envolvendo transformações com difusão a curta distância. Consoante a T transf., distinguem-se bainite superior e bainite inferior.
• Bainite superior � morfologia semelhante à perlite, com plaquetas de ferrite e carbonetos precipitados entre plaquetas.
• Bainite inferior � morfologia mais acicular, com lamelas mais finas e longas, ocorrendo a precipitação nos LG e no interior dos grãos inicialmente austeníticos.

Módulo 2.7 – Estrutura da ligação soldada – 93Rev. 0 (24-04-2004) Luís Barros
Microestruturas da ZTA

Módulo 2.7 – Estrutura da ligação soldada – 94Rev. 0 (24-04-2004) Luís Barros
Microestruturas da ZTA

Módulo 2.7 – Estrutura da ligação soldada – 95Rev. 0 (24-04-2004) Luís Barros
Microestruturas da ZTA

Módulo 2.7 – Estrutura da ligação soldada – 96Rev. 0 (24-04-2004) Luís Barros
Microestruturas da ZTA, sub-zonas
Zona de grão coalescido• Em aços com baixos Cequi. formam-se redes intergranulares
de ferrite pró-eutectóide• Em aços com elevados Cequi. formam-se produtos de transf. a
mais baixas Ts, nomeadamente estruturas em placas do tipo Widmanstatten, em detrimento da ferrite pró-eutectóide intergranular, podendo também ocorrer martensite
• Aços com baixa temperabilidade, nomeadamente os microligados contendo Nb, ocorre precipitação intergranular

Módulo 2.7 – Estrutura da ligação soldada – 97Rev. 0 (24-04-2004) Luís Barros
Microestruturas da ZTA, sub-zonas
Zona de grão refinado• As temperaturas máximas atingidas são da ordem
dos 1100ºC• No arrefecimento, a � � � + Fe3C (estrutura de
grão fino) - � geralmente nuclea-se nos LG da �(particularmente extenso nos aços microligados, onde por ex., os carbonitretos impedem o crescimento dos grãos).

Módulo 2.7 – Estrutura da ligação soldada – 98Rev. 0 (24-04-2004) Luís Barros
Microestruturas da ZTA, sub-zonas
Zona com transformação parcial• No aquecimento, atingem-se temperaturas
compreendidas entre 750 e 900ºC• Ocorre uma transformação total da perlite e
parcial da ferrite. A �, geralmente rica em C e Mn, em função da vel. de arref. �t8-5, pode transformar-se em perlite, bainite superior ou martensite.

Módulo 2.7 – Estrutura da ligação soldada – 99Rev. 0 (24-04-2004) Luís Barros
Microestruturas da ZTA, sub-zonas
Zona de esferoidização dos carbonetos • No aquecimento, atingem-se temperaturas
compreendidas entre 700 e 750ºC• Ocorre ligeira transformação ��� e
esferoidização da perlite lamelar. Poderá ocorrer ligeira coalescência de carbonetos nos LG e pontos triplos (locais onde a difusão de átomos se processa mais rapidamente)

Módulo 2.7 – Estrutura da ligação soldada – 100Rev. 0 (24-04-2004) Luís Barros
Microestruturas da ZTA

Módulo 2.7 – Estrutura da ligação soldada – 101Rev. 0 (24-04-2004) Luís Barros
Microestruturas da ZTA

Módulo 2.7 – Estrutura da ligação soldada – 102Rev. 0 (24-04-2004) Luís Barros
Microestruturas da ZTA – propriedades mecânicas
• A tensão de cedência do material varia na razão inversa com o tamanho de grão (equação de Hall-Petch)
• Temperatura de transição, que distingue o ponto onde ocorre a transição de fractura frágil (�y ��r) para fractura dúctil (�y <<�r) - para temperaturas mais baixas �y cresce mais rápido que �r. O refinamento do tamanho de grão tem o efeito contrário de aumentar mais �r que �y
• Tratamentos de refinamento dos grãos (grão uniforme e preferencialmente equiaxial) sem indução de endurecimento promovem uma combinação de elevada resistência mecânica e tenacidade (baixas temperaturas de transição)

Módulo 2.7 – Estrutura da ligação soldada – 103Rev. 0 (24-04-2004) Luís Barros
Microestruturas da ZTA – propriedades mecânicas
• Nos processos com elevada ET há crescimento exagerado dos grãos, havendo a possibilidade de agravamento (fundamentalmente da tenacidade) adicional com a formação de martensite (aços com Cequi. > 0.4 ou VA elevadas)
• Aços com baixa temperabilidade (microligados com Nb), a baixa tenacidade da zona de grão grosseiro poderá advir da precipitação intergranular;
• Quebra da resistência mecânica na zona de esferoidização dos carbonetos;
• Ferrite pró-eutectóide intergranular, na zona de grão grosseiro -frágil

Módulo 2.7 – Estrutura da ligação soldada – 104Rev. 0 (24-04-2004) Luís Barros
Microestruturas da ZTA – propriedades mecânicas

Módulo 2.7 – Estrutura da ligação soldada – 105Rev. 0 (24-04-2004) Luís Barros
Reacções / Microestrutura na Linha de Fusão
• Diminuição do tamanho de grão se ���+�, havendo transformação posterior em L+� nos LG. Segregação de C e Mn para os LG fundidos (liquação), impedindo o crescimento dos grãos. Estas alterações de composição química e de tamanho de grão vão ter reflexos nas transformações da � no arrefecimento.
• Este refinamento de grão não ocorre quando ��L(semformação de �); a fusão inicia-se pelos LG, para onde haverásegregação de impurezas que poderão formar compostos de baixo ponto de fusão (MnFe)S – pode gerar fissuração.
• Segregação de outros elementos que fragilizam os aços - por ordem decrescente de nocividade: S, C, B, P, N, Sb e Sn

Módulo 2.7 – Estrutura da ligação soldada – 106Rev. 0 (24-04-2004) Luís Barros
SOLDABILIDADE
Definição: aptidão que um material apresenta à operação de soldadura.
Distinguem-se três tipos de soldabilidade: operatória, local e global.
Soldabilidade operatória: estuda e tenta resolver os problemas postos durante a operação de soldadura (ex. - problema inerente à formação de alumina na soldadura do alumínio).
Soldabilidade local: estuda problemas locais desta operação (ex. -precipitação de carbonetos de crómio na soldadura dos aços inoxidáveis não estabilizados).
Soldabilidade global: estuda comportamento global da junta (ex. - problemas de fragilização (com rotura) e de fissuração).

Módulo 2.7 – Estrutura da ligação soldada – 107Rev. 0 (24-04-2004) Luís Barros
Bibliografia
• Metalurgia da Soldadura (E. M. Dias Lopes e R. M. Miranda – Instituto de Soldadura e Qualidade)
• Bases Metalúrgicas da Soldadura (H. Granjon – Instituto de Soldadura e Qualidade)
• Welding Metallurgy (Sindo Kou – University of Wisconsin – John Wiley & Sons)
• Introduction to the Physical Metallugy of welding (Kenneth Easterling - University of Lulea – Butterworths)
• Welding Metallurgy – Carbon and alloy steels (George E. Linnert – GML Publications, AWS)
• Metallurgy of Welding (J.F. Lancaster – London – Allen & Unwin)• Phase Transformations in Metals and Alloys (David Porter and
Kenneth Easterling – VNR International)
Related Documents











