OPM2 Assignment 3 Esterline:Tec hnologies: Lean Manufacturing Solution by Group AC2 Ankit Kumar Baranwal Ashish G Gyanchandani Charu Pandey Natesh Bharadwaj Surya Bakshi 3-16-2015

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
OPM2 Assignment 3
Esterline:Technologies: Lean ManufacturingSolution by Group AC2
Ankit Kumar BaranwalAshish G GyanchandaniCharu PandeyNatesh BharadwajSurya Bakshi
3-16-2015
Of the key lean elements described in the case, which onesdo you think are the most important, and why? Based on thecase, and your own experience, what do you believe to be the most significant challenge for implementing lean manufacturing? How can organizations overcome these obstacles?
The Key lean elements offered by Esterline were:
1. Technical tools of Lean Value Stream Mapping Standard Work Kaizen Heijunka One-piece flow TAKT Time Mistake Proofing(poka yoke) Set-up reduction and quick changeover 5-S Organisation method Kanban methods of moving inventory Six- sigma process Visual Management Total Production Management Jidoka Co- location of equipment
2. Change Management
3. Basic Leadership Skills Training
4. Basic Team Skills Training
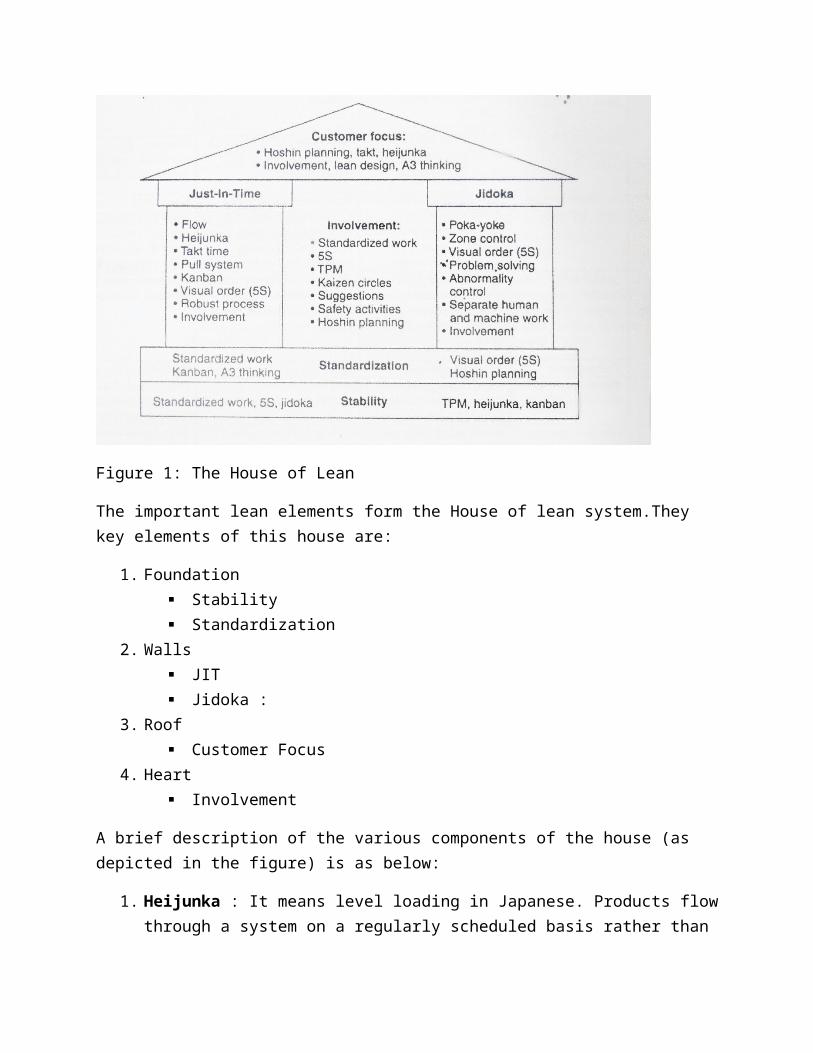
Figure 1: The House of Lean
The important lean elements form the House of lean system.They key elements of this house are:
1. Foundation Stability Standardization
2. Walls JIT Jidoka :
3. Roof Customer Focus
4. Heart Involvement
A brief description of the various components of the house (as depicted in the figure) is as below:
1. Heijunka : It means level loading in Japanese. Products flowthrough a system on a regularly scheduled basis rather than
in batches. It involves levelling of production load by bothvolume and product mix. The lean system implementing heijunka has a mmixed-model assembly and a lot size of one which requires brief setup times
2. JIT (Just in time): This refers to streamlining production process in such a way that the production happens as per thequantity of customer demand.
3. Jidoka: This is the Japanese word for defect free. It aims at creating defect free process by narrowing the range of variability in a process and identifying defects.
4. Kaizen: This means continuous improvement. With this the organisation aims to continuously improve its process by reducing wastage and errors. The key to kaizen is the understanding that excess capacity or inventory hides process problems. Its goal is to eliminate the eight types of waste (Muda).
5. Kanban system of moving inventory: Kanban which means ‘card’in Japanese refers to the visual system of communicating information about the production needs. This can reduce/eliminate the need for complex MRP scheduling and tracking.
6. TPM (Total Productive Maintenance): It focuses on routine maintenance rather than on traditional ‘firefighting’ approach as and when the problem arises. This helps create aculture of shared responsibility for effective operation of machinery as effectiveness of machine is imperative for the overall stability of the production system.
7. A3 thinking: It is an A3 sized paper document that tells thestory about the situation, problem, plan or strategy with words and pictures in a particular format. It involves conceptualization of issues in a structured manner to clarify the problem and solution.

8. Hoshin planning: This is a comprehensive planning system, aligned with the concepts from management by Objectives thatincludes planning of short term and long term process.
9. Poka Yoke: It is the Japanese phrase for mistake proofing. This key element helps the firm make efforts to make it impossible to produce a defect.
10. TAKT time: It is used to set a production pace based onthe customer demand rate. This a more customer demand based element that helps the company stay JIT.
11. Visual order (5-S) organisation method: It is a method to create orderliness and cleanliness in the workplace. The Japanese words – Seiketsu, Seiri, Seiso, Seiton and Shitsukeform the base of this methodology. This method was implemented with the intention to organize workspace including ‘desk maps’ that specified standard positions for various work materials. These maps helped the employees workmore efficiently and enabled coworkers to find relevant things when someone was absent from work. This had helped create a value stream map for high-volume process families, identifying bottlenecks, rework problems, and duplicated efforts
The challenges in implementing lean manufacturing and their strategy to overcome them are:
1. Inculcating the philosophy of lean manufacturing: For lean to be successful the management must create an environment that honors true value that people bring to the business. Todevelop employees to understand the philosophy of lean system and engage them more and more in the business, encouraging their ideas and implementing them at work was a challenge for successfully implementing lean system.
2. Employees given more authority and ownership of work: Givingauthority to the employees may make supervisors feel uncomfortable. For this the leaders should be instead given

the role of change management process and they should be made responsible for bringing continuous improvement in the processes and motivate employees to achieve better performance objectives. This is an important part of implementation of an efficient lean system. If a trained employee is given the authority to take decisions based on the requirement of the problem and allowed to choose the tools required, it would reduce the dependence on the management and also the possibility of any error. In the absence of this the employees would focus narrowly on isolated process steps, sometimes making local improvements that could have unintended negative effects on downstream operations.
3. Fewer employees required: Implementing lean would improve the processing time and require lesser workforce. This wouldhamper the employee morale as they would feel the threat of losing jobs. At Esterline leaders like Cremin communicated the benefits of lean manufacturing and ensured the employeesthat lean does not eliminate jobs. To use the idle employee manpower they can be deployed in other projects and processes that can be identified as valuable for customers. Though layoff is a threat, this is an opportunity for the company to implement a reward system based on performance and competences to retain the top class people.
4. Tendency to work in the traditional batching system (MRP): Employees would find it difficult to migrating to a lean system easily as they find the batch system more logical. A communication strategy should implemented by the management for the employees and communicate to them the benefits beneath the implementation of lean manufacturing like savingtime, reducing workload, implementing process efficiency andenhancing financial performance.
5. Rearranging the process architecture: Esterline had thousands of customers and a high mix of products, many of
which were produced in low volumes. The existing functionality oriented shop seemed like a logical design to its employees and they were well accustomed to it. Working in a new architecture of lean manufacturing with a changed style of work was a challenge for the workers. For instance the process of inspection which was separate from the assembly line. But for implementing lean system it had to bestreamlined with the value stream. Like Esterline the companies should standardize the value stream in such a way that employees find it easier to migrate from the old systemto the new.
6. Reliance on team work: Lean system requires a lot of team work of which communication forms the backbone. At Esterlinetoo, after implementation of lean system everything is streamlined and the employees work in collaboration providing inputs from one cell to another. Teamwork promotescompetitiveness resulting in company efficiency gains. At Esterline the management overcame this obstacle by recognizing and rewarding teams based on their performance which induced team spirit all the more. Similarly companies can target to gain efficiency by empowering their employees by infusing team spirit.
Related Documents











