Erstellung des Pflichtenhefts und Entwurf einer multifunktionalen Kupplung für den Geothermie-Sonden-Baukasten (ZWERG) Bachelorarbeit für die Prüfung zum Bachelor of Engineering (B.Eng.) in Mechatronik des Studiengangs Mechatronik an der Dualen Hochschule Baden-Württemberg Karlsruhe von Roland Lohrer Bearbeitungszeitraum: 22.06.2009 - 18.09.2009 Matrikelnummer: 142156 Kurs: TMT06B Betreuer und 1. Prüfer: Dr.-Ing. Jörg Isele 2. Prüfer: Rudolf Wildberger

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Erstellung des Pflichtenhefts und Entwurf
einer multifunktionalen Kupplung für den
Geothermie-Sonden-Baukasten (ZWERG)
Bachelorarbeit
für die Prüfung zum
Bachelor of Engineering (B.Eng.) in Mechatronik
des Studiengangs Mechatronik an der Dualen Hochschule Baden-Württemberg Karlsruhe
von
Roland Lohrer
Bearbeitungszeitraum: 22.06.2009 - 18.09.2009 Matrikelnummer: 142156 Kurs: TMT06B Betreuer und 1. Prüfer: Dr.-Ing. Jörg Isele 2. Prüfer: Rudolf Wildberger

Forschungszentrum Karlsruhe in der Helmholtz-Gemeinschaft
Institut für Angewandte Informatik Leiter: Prof . Dr .- Ing . habil. G. Bretthauer
Bachelorarbeit
Erstellung des Pflichtenhefts und Entwurf einer multifunktionalen Kupplung für den
Geothermie-Sonden-Baukasten (ZWERG)
Bearbeiter: Roland Lohrer
Betreuer: Dr.-Ing. Jörg Isele Institut für Angewandte Informatik Forschungszentrum Karlsruhe
Bearbeitungszeit: 22.6.2009-18.9.2009
Das Institut für Angewandte Informatik des Forschungszentrums Karlsruhe beab-sichtigt in den kommenden Jahren einen Baukasten (ZWERG) für die rasche Reali-sierung von neuen und innovativen Bohrlochsonden für den Einsatz in Bohrlöchern für die Geothermie zu entwickeln. Eine Herausforderung sind neben hohen Drücken auch die hohen Temperaturen in den tiefen Bohrlöchern.
Die mit dem Baukastensystem entwickelten Module sollen in beliebiger Reihenfolge aneinandergekoppelt werden können. Dazu muss eine mechanische Standard-schnittstelle geschaffen werden, die neben hohen Zugkräften elektrische Energie und Bussignale für die Steuerung überträgt. Da beabsichtigt ist, Module zu entwickeln, die andere Module kühlen, muss die Schnittstelle auch Vor- und Rücklauf eines Kühlkreises verbinden. Ferner sind in die Kupplungselemente solche Funktionen zu integrieren, die voraussichtlich von allen Modulen benötigt werden. Dies könnte z.B. ein Druckausgleichselement zwischen dem Modulinnendruck und dem Flüssigkeitsdruck im Bohrloch sein.
In der Arbeit sind folgende Fragestellungen zu untersuchen: 1. AROBIS-Kupplung: Studium der Lösung eines vorangegangenen Projekts. 2. Mechanische Randbedingungen: Kraftübertragung, Abdichtungen etc. 3. Energieübertragung: bereitgestellte Spannungen und Leistungsbedarf etc. 4. Signalleitungen: Bussysteme, Videoübertragung, Stecker etc. 5. Kühlkreislauf: notwendiger Querschnitt, Steckverbinder etc. 6. Pflichtenheft: Formulierung und Ergänzung um Standardaufgaben. 7. Entwürfe: Skizzen unterschiedlicher Lösungsansätze. 8. Auswahl: Nachvollziehbare Entscheidungsfindung, z.B. mit einer
Nutzwertanalyse. 9. Konstruktion: 3D-Modellierung der Lösung und Anfertigung von
Fertigungszeichnungen. 10. Dokumentation: Die Ergebnisse werden dokumentiert. 11. Präsentation: Die Arbeit wird vor interessierten Kollegen vorgestellt.
Dr.-Ing. J. Isele

Erklärung:
Hiermit versichere ich, die vorliegende Bachelorarbeit selbstständig verfasst und keine
anderen als die angegebenen Quellen und Hilfsmittel verwendet.
Ort Datum Unterschrift

1
Inhaltsverzeichnis
1 Einleitung ............................................................................................................. 3
1.2 Forschungszentrum Karlsruhe - FZK .............................................................. 3
1.2 Karlsruhe Institute of Technology - KIT .......................................................... 3
1.3 Institut für Angewandte Informatik - IAI ........................................................... 4
1.4 Ziel der Bachelorarbeit ................................................................................... 4
2 Einführung in die Geothermie ............................................................................ 5
2.1 Einleitung ....................................................................................................... 5
2.2 Geothermische Energie .................................................................................. 7
2.2.1 Hydrothermale Lagerstätten .................................................................... 8
2.2.2 Petrothermale Lagerstätten ....................................................................10
2.3 Tiefbohranlage ..............................................................................................12
2.4 Bohrtechnik ...................................................................................................14
3 ZWERG ................................................................................................................16
3.1 Projektbeschreibung .....................................................................................16
3.2 Aktueller Stand ..............................................................................................17
4 Die Kupplung – Vorüberlegungen .....................................................................18
4.1 Geometrie der Sonde ....................................................................................18
4.2 Sondengewicht .............................................................................................19
4.3 Stromversorgung und Signalübertragung ......................................................20
4.3.1 Leistungberechnung ...............................................................................20
4.3.2 Signalübertragung ..................................................................................22
4.4 Kühlkreislauf und Spülungsmöglichkeit .........................................................23
4.5 Betriebsumgebung ........................................................................................23
5 Die Kupplung – Pflichtenheft ............................................................................24
5.1 MUSS-Kriterien .............................................................................................24

2
5.2 KANN-Kriterien .............................................................................................25
6 Die Kupplung – Konstruktion ............................................................................26
6.1 Materialauswahl ............................................................................................26
6.2 Auswahl der elektrischen Schnittstellen ........................................................27
6.2.1 Steckerauswahl für die Stromversorgung ....................................................27
6.2.2 Steckerauswahl für die Signalübertragung ..................................................28
6.3 Modellierung der Kupplungshälfte 1 ..............................................................29
6.4 Modellierung der Kupplungshälfte 2 ..............................................................32
6.4.1 Schraubenberechnung ................................................................................32
6.5 Modellierung der Überwurfmutter ..................................................................31
6.6 Modellierung der der Stecker-Halterungen ....................................................35
6.7 Auswahl der hydraulischen Schnittstellen .....................................................36
6.9 Realisierung der KANN-Kriterien ...................................................................37
6.9.1 Modellierung eines Entlüftungs- und Füllelementes ...............................37
6.10 CAD-Modelle der Kupplung ...........................................................................38
6.10.1 Maße der Kupplung ................................................................................38
7 Zusammenfassung und Ausblick .....................................................................41
7.1 Zusammenfassung ........................................................................................41
7.2 Ausblick ........................................................................................................41
Anhang .......................................................................................................................42
I Literaturverzeichnis ...........................................................................................43
II Abbildungsverzeichnis ......................................................................................45
III Symbolverzeichnis .............................................................................................47
IV Konstruktionszeichnungen ...............................................................................49
V Datenblätter ........................................................................................................60

3
1 EINLEITUNG
1.2 FORSCHUNGSZENTRUM KARLSRUHE - FZK
Mit über 3800 Beschäftigten und einem Budget von mehr als 300 Mio. € ist das
Forschungszentrum Karlsruhe eine der größten natur- und ingenieurwissenschaftlichen
Forschungseinrichtungen in Europa (siehe Abbildung 1). Getragen wird es mit einem
Anteil von 90% von der Bundesrepublik Deutschland und vom Land Baden-
Württemberg, welches die restlichen Anteile besitzt [FZK].
Das FZK ist in folgende Forschungsbereiche gegliedert, die wiederum in insgesamt 11
Programme geteilt werden:
Struktur der Materie
Erde und Umwelt
Energie
Schlüsseltechnologien
1.2 KARLSRUHE INSTITUTE OF TECHNOLOGY - KIT
Mit der Gründung des Karlsruhe Institute of Technology (KIT) hat sich das
Forschungszentrum Karlsruhe als Großforschungseinrichtung mit der Universität
Karlsruhe zusammengeschlossen. Hierdurch erhofft man sich Synergieeffekte und eine
engere Verzahnung von Wissenschaft, Lehre und Wirtschaft. Angelehnt an das
Massachusetts Institute of Technology (MIT), hat KIT den Anspruch in ausgewählten
Forschungsgebieten ein weltweit führendes Forschungszentrum zu werden [FZK].
Abbildung 1: Luftbild Forschungszentrum Karlsruhe

4
1.3 INSTITUT FÜR ANGEWANDTE INFORMATIK - IAI
Das Institut für Angewandte Informatik ist eines von 23 Instituten im
Forschungszentrum Karlsruhe. Es betreibt Forschung und Entwicklung auf dem Gebiet
innovativer, anwendungsorientierter Informations-, Automatisierungs- sowie
Systemtechnik [FZK].
Seid kurzer Zeit arbeiten hier Arbeitsgruppen im Bereich der erneuerbaren Energien,
vor allem der Geothermie. Neben der Entwicklung von semantischen Datenmodellen
im Bereich der Geothermie, wird in den nächsten Jahren auch ein modulares
Baukastensystem für Bohrlochsonden entwickelt. Das Projekt befindet sich im Moment
jedoch erst in einem frühen Stadium.
1.4 ZIEL DER BACHELORARBEIT
Diese Bachelorarbeit befasst sich mit einem zu entwickelnden Kupplungselement,
welches Sondenmodule miteinander verbindet und diesen Schnittstellen, wie
Stromversorgung, Kühlkreislauf etc. zur Verfügung stellt. Die Arbeit teilt sich in
folgende Abschnitte:
Vorüberlegungen (Kapitel 4):
Zum Zeitpunkt dieser Bachelorarbeit sind, mit Ausnahme einer parallel laufenden
Arbeit, noch keine Vorarbeiten zum Projekt vorhanden. Für die Entwicklung der
Kupplung sind jedoch wichtige Parameter wie z.B. die maximale Sondenlänge und
damit auch das Gewicht der Sonde noch nicht bestimmt worden. Zur Berechnung der
maximalen Belastbarkeit des Bauteils, müssen diese Parameter nach bestimmten
Kriterien abgeschätzt werden.
Pflichtenheft (Kapitel 5):
Nach Bestimmung aller Einflussfaktoren und Parameter, wird das Pflichtenheft
formuliert. Hier werden Vorgaben für die anschließende Konstruktion des Bauteils
definiert.
Modellierung und Konstruktion (Kapitel 6):
Zuletzt wird soll die Kupplung, nach den Vorgaben des Pflichtenheftes, modelliert und
konstruiert.

5
2 EINFÜHRUNG IN DIE GEOTHERMIE
2.1 EINLEITUNG
Die Weltbevölkerung und damit der weltweite Energiebedarf, sind in den letzten Jahren
drastisch gestiegen. Zur Energieerzeugung werden dabei hauptsächlich fossile Träger
wie Erdöl, Erdgas, Stein- und sowie Braunkohle verwendet. Diese jedoch werden
mittelfristig erschöpft sein.
Das Schweizer Bundesamt für Energie geht bei Erdöl z.B. von einem Fördermaximum
zwischen den Jahren 2010 und 2030 aus. Danach sinkt die Fördermenge und das
Erdöl wird dementsprechend teurer. Sollten keine neuen Reserven gefunden werden,
was nicht unwahrscheinlich ist, geht man von einer Erschöpfung des Erdöls in etwa 40
Jahren aus [BFE]. Trotzdem werden die fossilen Vorkommen früher oder später
ausgeschöpft.
Weiter, spricht die Belastung der Umwelt, durch die Verwendung der fossilen
Rohstoffe, gegen deren Nutzung. Bei der Erzeugung von elektrischer Energie durch
fossile Rohstoffe wird Kohlenstoffdioxid CO2 ausgestoßen. Kohlenstoffdioxid ist ein
Treibhausgas. Treibhausgase in der Atmosphäre, wie Kohlenstoffdioxid und auch
Wasserdampf, verhalten sich transparent für kurzwellige Strahlung, wie die der Sonne.
Dadurch erwärmt sich die Erdoberfläche und emittiert Wärmestrahlung (langwelliges
Infrarot). Diese wird jedoch in der Atmosphäre durch die Gasteilchen teilweise
zurückreflektiert. Es stellt sich ein Gleichgewicht ein, das für lebenswerte Umstände
auf der Erde sorgt [WWF]. Durch hohe Emissionen von Kohlenstoffdioxid, gerät dieser
natürliche Treibhauseffekt aus dem Gleichgewicht. Die Erdoberfläche erwärmt sich.
Diese zusätzliche Erwärmung beeinflusst das Klima sehr und führt zu einem
Klimawandel, der jetzt schon zu beobachten ist. Klimaexperten sehen einen
Zusammenhang zwischen Naturkatastrophen, wie Überschwemmungen oder auch
extreme Dürren, und dem Klimawandel. Aus diesem Grund hat sich z.B. die
Bundesrepublik Deutschland zum Ziel gesetzt, die Treibhausgasemissionen, bis zum
Jahr 2020, um 40% zum Jahr 1990 zu verringern [BMU].
Neben den endlich vorhandenen fossilen Energieträgern, ist auch eine fast CO2-freie
Energieerzeugung mittels Kernkraft möglich. Jedoch gibt es auch hier große
Bedenken, hinsichtlich der Sicherheit in Kernkraftwerken, sowie der Lagerung von
radioaktiven Brennstäben nach deren Nutzung.

6
Wesentlich nachhaltiger dagegen sind die sogenannten regenerativen und
Erneuerbaren Energien. Zu diesen zählt z.B. die Windkraft, Solarenergie, Energie aus
Biomasse und auch die Energie aus der Erwärme, die sogenannten Geothermie. Diese
sind umweltfreundlich, nachhaltig und haben ein großes Potenzial, sich mittel- und
langfristig gegen die fossilen Energieträger und der Kernkraft durchzusetzen.
Momentan jedoch, tragen diese mit 7,4 % noch recht wenig zur Energieerzeugung in
Deutschland bei (siehe Abbildung 2). Aus diesem Grund werden sie auch von der
Bundesregierung gefördert. Ein Beispiel ist das „Erneuerbare-Energien-Gesetz EGG“.
Es garantiert eine feste Vergütung, für produzierten Strom aus Erneuerbaren Energien,
für mehrere Jahre und fördert somit Investitionen in diese Technologien.
Abbildung 2: Anteile der Energieträger am Primärenergieverbrauch 2008 - gesamt 478 Mio. t SKE (Vorjahr in Klammern)

7
2.2 GEOTHERMISCHE ENERGIE
Als Geothermie wird die unter der Erdoberfläche als Erdwärme gespeicherte, Energie
bezeichnet. Sie gilt als zukunftsträchtige erneuerbare Energie mit großem Potenzial.
Schon vor Jahrhunderten erkannten Bergleute, dass es immer wärmer wurde, je tiefer
sie in der Erde gruben. Alleine die ersten 10 km Erdkruste enthalten eine Energie von
etwa 1.000.000 EJ (Exajoule), im Vergleich zum aktuellen Weltenergieverbrauch im
Jahr 2005, von etwa 500 EJ. Dies verdeutlicht das enorme Potenzial der Energie aus
der Erde. Der Ursprung dieser Energiemengen hat verschiedene Gründe. Ein Teil der
Energie geht auf die Entstehung der Erde vor Milliarden von Jahren zurück. Durch eine
Vielzahl von Kollisionen, sowie der Verdichtung von Materie, wurde Energie, in Form
von Wärme, im Erdinneren gespeichert. Im Laufe der Zeit kühlte die Erde ab; ein
großer Teil der Erdwärme ist jedoch immer noch erhalten. Zusätzlich zu dieser
Energie, entsteht der Großteil der Erdwärme, durch Zerfall von radioaktivem,
langlebigem Material im Erdinneren.
Durch die Temperaturdifferenz vom Erdkern mit 6700 °C zur Erdoberfläche mit
durchschnittlich 15 °C, entsteht ein Wärmestrom in Richtung Oberfläche. Die mittlere
Wärmestromdichte beträgt dabei 65 mW/m2. Damit ergibt sich der sogenannte mittlere
geothermische Gradient von 3 °C pro 100 m. Mit diesem, in der Geothermie wichtigen
Wert, lässt sich die Temperatur in einer bestimmten Tiefe schätzen. In vulkanisch
aktiven Gebieten kann der Gradient sogar auf bis zu 20 °C pro 100 m wachsen. Diese
Energie in der Tiefe der Erde kann an der Oberfläche thermisch und auch elektrisch
genutzt werden. Dazu muss die Wärme an die Oberfläche transportiert werden. Hierbei
wird zwischen petrothermalen und hydrothermalen Lagerstätten unterschieden [GEO].

8
2.2.1 HYDROTHERMALE LAGERSTÄTTEN
Die hydrothermale Geothermie setzt wasserführende Gesteinsschichten voraus. Diese
Wasserreservoire, Aquifere genannt, liegen in 800 – 3500 m Tiefe und können zur
Erzeugung von Elektrizität und Wärme verwendet werden. Zur Erschließung eines
Reservoirs wird eine Förderbohrung benötigt. Aufgrund der Nachhaltigkeit, ist meist
eine zweite Bohrung, zur Reinjizierung des geförderten natürlichen Thermalwassers,
vorhanden. Abbildung 3 zeigt Gebiete in Deutschland, die hydrothermales Potenzial
besitzen. Besonders im Norddeutschen Becken in Norddeutschland kann von
Thermalwasser ausgegangen werden. Hier steht auch das erste hydrothermale
Kraftwerk Deutschlands in Neustadt-Glewe, welches neben Wärme auch Strom
produzieren kann. Der Oberrheingraben besitzt ebenso ein hohes hydrothermales
Abbildung 3: Hydrothermales Potenzial in Deutschland

9
Potenzial. Seit November 2007 steht in Landau/Pfalz ein Geothermiekraftwerk. Hier
wird Elektrizität erstmals industriell hergestellt. Landau liegt in einem Gebiet, bei dem
schon in 2500 m Tiefe etwa 160 °C heißes Thermalwasser vorzufinden ist (siehe
Abbildung 4).
An der Oberfläche wird das 160 °C heiße Thermalwasser zur Erzeugung von
Elektrizität verwendet. Dabei kühlt es auf 70 – 80 °C ab. Mit diesem, immer noch sehr
„warmen“ Wasser, wird die Wärme in ein Fernwärmenetz gespeist. Mit etwa 50 °C wird
es schließlich wieder in die Erde injiziert, um die Regenerationsfähigkeit des
Thermalwasserreservoirs zu gewährleisten. Zur Stromerzeugung werden Turbinen
verwendet. Dabei bedient man sich dem Organic-Rakine-Cycle-Verfahren (ORC). Der
Dampfdruck des Thermalwassers bei 160 °C reicht nicht aus, um Turbinen hinreichend
anzutreiben. Deshalb wird die Wärme des Wassers, über einen Wärmetauscher, an
einen Sekundärkreislauf übertragen. Hierfür wird ein organisches Arbeitsmittel
verwendet, welches einen höheren Dampfdruck besitzt und somit Turbinen schon bei
niedrigerer Temperatur antreiben kann. Als Arbeitsmedium wird im Kraftwerk Landau
Isopentan verwendet [HYD].
Abbildung 4: Temperaturanstieg in der Bohrungen in Landau

10
2.2.2 PETROTHERMALE LAGERSTÄTTEN
Unter petrothermalen Lagerstätten, versteht man heißes Gestein, dem die Erdwärme
entzogen werden kann. In diesem wenig durchlässigen Gestein, kann kein
Thermalwasser zirkulieren. Um die Wärme an die Oberfläche transportieren zu
können, müssen in diesen Erdschichten zuvor Risse gebildet werden, durch die
Wasser zirkulieren kann. Das Gestein funktioniert anschließend wie ein
überdimensionaler Wärmetauscher, bei dem in die Tiefe gebrachtes Wasser erwärmt
und anschließend heiß wieder an die Oberfläche, zur Weiternutzung gefördert wird.
Solche Systeme werden Enhanced Geothermal Systems (EGS) genannt. Das
Verfahren um Gestein in der Tiefe aufzuweiten, falls Gestein nicht durchlässig und
porös genug ist, wird als Hot-Dry-Rock (HDR) bezeichnet. Die heißen Schichten
werden dabei über zwei oder mehrere Bohrungen erschlossen, meist in einer Tiefe
zwischen 3000 und 5000 m. Wasser wird nun unter hohem Druck in die Bohrungen
gepresst. Durch diese Stimulation, weitet sich das Gestein, es bilden sich Risse und
Wasserwege zwischen den Bohrungen entstehen. Ebenso ist auch möglich, das
Gestein chemisch zu stimulieren und vorhandene kleine Klüfte auf zu weiten.
Anschließend wird eine Bohrung als Injektionsbohrung verwendet. Wasser wird in nun
das durchlässige Gestein gepumpt. Dort gibt dieses Wärme an das Wasser ab. Durch
die anderen Bohrungen, wird das nun heiße Wasser wieder an die Oberfläche
gefördert (siehe Abbildung 5).

11
Das erste europäische Projekt, welches mit der HDR-Technologie arbeitet, steht in
Soultz-sous-Forêts im Elsass. In 5000 m Tiefe wird hier 175 °C heißes Wasser
gefördert. In dieser Tiefe sind die Injektions- und die Förderbohrung ca. 600 m
voneinander entfernt. Seit Juni 2008 wird das Kraftwerk am Netz betrieben. Hier die
technischen Daten der Anlage [HDR]:
Volumen geologischer Wärmetauscher: 2 – 3 km3
Geförderte Wassermenge: 35 l/s
Geförderte Wärme: 13 MWth
Temperatur gefördertes Wasser: 175 °C
Temperatur reinjiziertes Wasser: 70 °C
Stromproduktion brutto: 2,1 MW
Abbildung 5: Hot Dry Rock Verfahren (HDR)

12
Eigenverbrauch Strom des Werks: 0,6 MW
Stromproduktion netto: 1,5 MW
Im Gegensatz zur hydrothermalen Geothermie können Projekte mit dem HDR-
Verfahren ortsunabhängig geplant werden, da Wasseraquifere nicht benötigt werden.
2.3 TIEFBOHRANLAGE
Zur Erschließung, von heißen Wasserreservoiren in bis zu 3000 m Tiefe, bei der
hydrothermalen Geothermie und von noch tieferen, heißen Gesteinsschichten, bei
Enhanced Geothermal Systems, werden Tiefbohranlagen eingesetzt. Eine Bohranlage
muss verschiedene Aufgaben erfüllen. Neben dem eigentlichen Bohren, muss das
erbohrte Gestein an die Oberfläche transportiert werden. Ebenso soll das Bohrloch
gegen den Gebirgsdruck und einem denkbaren Einsturz gesichert werden.
Tiefbohranlagen sind meist standardisiert und bestehen aus mehreren Elementen.
Abbildung 6 zeigt den schematischen Aufbau einer Bohranlage. Zu den
Hauptkomponenten, des oberirdischen Teils, zählen der Bohrmast samt Hebesystem
und Flaschenzug, ein Pipe-Handler, ein Unterbau mit Drehtisch und sowie ein
Spülkreislauf.

13
Abbildung 6: Schematische Darstellung einer Tiefbohranlage

14
2.4 BOHRTECHNIK
Die Komponenten, des unterirdischen Teils einer Bohranlage, sind der Bohrstrang und
das Bohrwerkzeug. Ein Bohrstrang selbst besteht aus mehreren Komponenten:
Das Bohrgestänge besteht aus etwa 9 m langen miteinander verschraubten
Stahlrohren. Sie leiten ein Drehmoment, vom oberirdischen Antrieb, an das
Bohrwerkzeug.
Beim Rotary-Bohrverfahren ist die Mitnehmerstange der oberste Teil des
Bohrstranges. Sie ist am Flaschenzug der Bohranlage befestigt und besitzt einen
quadratischen Querschnitt. Damit kann der Drehtisch ein Drehmoment formschlüssig
auf das, unter der Mitnehmerstange befestigte, Bohrgestänge übertragen. Die
Mitnehmerstange ist im Drehtisch axial verschiebbar.
Anders als beim konventionellen Rotary-Verfahren, erfolgt die
Drehmomentübertragung heutzutage jedoch über den sogenannten Top-Drive. Beim
Rotary-Verfahren muss, bei der Erweiterung des Bohrstranges, zuerst die eckige
Mitnehmerstange entfernt, eine neue Bohrstange montiert und die eckige
Mitnehmerstange wieder befestigt werden. Ein Top-Drive-Antrieb jedoch sitzt am
Flaschenzug oben im Bohrturm und überträgt das Drehmoment kraftschlüssig direkt
auf das Bohrgestänge, ohne Verwendung der Mitnehmerstange. Hier kann der Mast
bis zu drei Bohrstangen auf einmal aufnehmen. Damit reduziert sich der Zeitaufwand,
beim Einbau und Wechsel von Bohrstangen, deutlich.
Weitere Elemente, wie Stabilisatoren oder Stoßdämpfer, sitzen im unteren Teil des
Bohrstranges und sorgen für einen kontrollierten Bohrvorgang.
Damit das Bohrwerkzeug einen definierten Druck auf das Gestein ausüben kann,
befinden sich sogenannte Schwerstangen über dem Werkzeug. Zusätzlich halten diese
den Bohrstrang unter Zug.
Während des Bohrvorgangs, muss das gelöste Gestein wegtransportiert werden. Ein
Spülkreislauf sorgt für den Abtransport des abgetragenen Gesteins. Dazu wird, an der
Oberfläche, Spülflüssigkeit durch das hohle Bohrgestänge geleitet. Diese Mischung,
bestehend aus Wasser, Tonmineralien und verschiedenen Additiven, tritt in der
Bohrlochsohle durch das Bohrwerkzeug aus und transportiert das Bohrklein, zwischen

15
Bohrloch und -gestänge, an die Oberfläche. Dort wird es in Sieben und Filtern
gesäubert und kann wieder in die Erde gepumpt werden. Gleichzeitig hat die
Flüssigkeit eine kühlende Wirkung auf das Werkzeug und schmiert zudem die Lager.
Als Bohrwerkzeug dienen in der Geothermie hauptsächlich Rollen- sowie
Diamantmeißel (siehe Abbildung 7 und 8). Durch die Rotation des Meißels und den
Druck des Bohrstranges auf die Bohrlochsohle, werden Teilchen aus dem Gestein
herausgeschlagen [BOHR].
Abbildung 7: Rollenmeißel
Abbildung 8: Diamantmeißel

16
3 ZWERG
3.1 PROJEKTBESCHREIBUNG
Um einen Einblick in den Zustand eines Bohrloches, während einer Bohrung, zu
bekommen, werden heutzutage Messsonden verwendet. Diese werden, aufgrund der
in der Bohrlochsohle herrschenden Umgebung, stark belastet und beansprucht. Sie
müssen noch in Tiefen von bis zu 5000 m Tiefe, bei Temperaturen von bis zu 200 °C
und Drücken von bis zu 500 bar zuverlässig arbeiten. Dies setzt teure,
hochtemperaturbeständige Elektronik als auch Sensorik voraus. Oft werden aus diesen
Gründen, in situ Messungen in Bohrungen nicht durchgeführt.
Im Institut für angewandte Informatik wird seit kurzer Zeit an neuen innovativen Sonden
gearbeitet. Ziel ist es, einen modular aufgebauten Baukasten für Bohrlochsonden,
genannt ZWERG, zu entwickeln. Ein Modul soll z.B. zukünftig Video- und
Bildaufnahmen machen können, um die Beschaffenheit des Bohrloches analysieren zu
können. Weitere Module für die Temperatur- sowie Druckmessung sind möglich.
Aufgrund des modularen Aufbaus, sind nachträglich entwickelte Sondenmodule
möglich. Das Konzept setzt standardisierte Schnittstellen zwischen den einzelnen
Modulen voraus. Dazu soll an jedem Modulende eine Kupplung sitzen, die die
Teilsonden miteinander koppelt.
Um auf spezielle, hochtemperaturbeständige und damit auch teure Elektronik und
Steuerungen verzichten zu können, wird die Sonde innen auf etwa 50 °C gekühlt.
Damit sollen kostengünstige Standardbauteile verwendet werden können.
Die Messsonde wird in einem Schutzrohr verankert. Hier ist es vor der aggressiven
Bohrlochumgebung geschützt. Beim Durchführen einer Messung bzw. einer
Videoaufnahme, wird es deshalb ein Modul geben müssen, welches die
Sondenmodule teleskopartig aus dem Schutzrohr fährt.
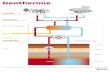
Abbildung 9 zeigt eine schematische Darstellung der Sonde.

17
3.2 AKTUELLER STAND
Die Entwicklung des Baukastens befindet sich in einer sehr frühen Phase. Um die
eindringende Wärme von außen in das Sondeninnere zu minimieren, wurden
Untersuchungen mit Peltierelementen durchgeführt. Diese erwiesen sich aber nicht als
leistungsfähig genug. In einer parallel laufenden Arbeit [EBR] geht es um die
Entwicklung eines Hüllrohres für die Sonde. Um den Wärmeeintrag so gering wie
möglich zu halten, wird hier versucht, ein doppelwandiges Rohr mit einer
Vakuumdämmung zu gestalten.
Abbildung 9: Schematische Darstellung der Sonde im Bohrloch

18
4 DIE KUPPLUNG – VORÜBERLEGUNGEN
Zur Formulierung des Pflichtenheftes werden wichtige Parameter, bezüglich der Sonde
und ihrer Betriebsumgebung, benötigt. Da dies eine der ersten Arbeiten zum Projekt
ist, werden in diesem Kapitel Parameter nach bestimmten Kriterien abgeschätzt.
4.1 GEOMETRIE DER SONDE
In einer parallel laufenden Arbeit [EBR] wird an einem Hüllrohr für die Messsonde
gearbeitet. Diese Hülle besteht aus einem doppelwandigen Rohr, welches im Inneren
vakuumisiert wird. Das äußere Rohr hat, bei einem Außendurchmesser von 170 mm,
eine Wandstärke von 14 mm. Das innere Rohr besitzt einen Innendurchmesser von 90
mm und eine Wandstärke von 10 mm. Damit wird der maximale Durchmesser der
Sonde und damit auch der Kupplung auf 170 Millimeter festgelegt.
Maximaler Sondendurchmesser:
Dmax = 170 mm
Die maximale Sondenlänge ist theoretisch unbegrenzt. In der Realität jedoch begrenzt
die Montage auf der Bohranlage die Länge der Sonde. Hier wird die Sonde an der
Erdoberfläche in das Schutzrohr platziert und befestigt. Dieses wird, wie auch das
normale Bohrgestänge, mittels Pipe-Handler gehoben und an den Flaschenzug am
Bohrmast gehängt. Bei Verwendung des heute üblichen Top-Drives, ist es möglich,
gleichzeitig drei Bohrstangen à 9 m aufzunehmen. Da sich die Sonde vollständig in
dem Schutzrohr befinden soll, wird die maximale Schutzrohrlänge und damit auch
Sondenlänge auf 27 Meter begrenzt.
Maximale Sondenlänge:
lmax = 27 m
Mit diesen Maßangaben kann nun ein maximales Sondengewicht bestimmt werden.

19
4.2 SONDENGEWICHT
Im Betrieb hängt die Sonde in ihrem Schutzrohr im Bohrloch. Durch ihr Eigengewicht,
wird sie auf Zug belastet. Diese Zugkräfte müssen, für die Dimensionierung der
Kupplung, bekannt sein. Dazu wird das Gesamtgewicht der Sonde abgeschätzt.
Als Material für das Hüllrohr wird eine Nickel-Molybdän-Chrom-Legierung, mit der
Bezeichnung Haynes® 242® Alloy, vom Hersteller Haynes International, Inc.,
verwendet. Es besitzt eine Dichte von 9,05 g/cm3. Über das Volumen kann nun das
Gewicht des Hüllrohres bestimmt werden. Für das Volumen eines Rohres gilt:
(1)
Folgende Angaben sind auf die Länge von einem Meter Rohr bezogen. Nach (1) erhält
man ein Innenrohrvolumen von 3,14 dm3 und ein Außenrohrvolumen von 6,86 dm3.
Zusammen ergibt dies ein Rohrvolumen von 10 dm3. Mit:
(2)
erhält man ein Gewicht von 90,5 kg. Zudem wird das Innenrohr, indem Elektronik,
Sensorik etc. sitzt, vollständig mit einer Transformatorflüssigkeit gefüllt. Da im Moment
noch nicht abgeschätzt werden kann, welches Fluid man zum Füllen wählt, wird mit der
Dichte von Wasser gerechnet. Hier liegt man auf der sicheren Seite, da Wasser mit 1
g/cm3 eine höhere Dichte, als gängige Transformatorflüssigkeiten aufweist.
Bei einem Durchmesser von 90 mm ergibt dies ein Volumen von 6,4 dm3. Nach (2)
erhält man damit auch das Gewicht der Füllflüssigkeit von 6,4 kg.
Gemeinsam ergeben Hüllrohr und Füllflüssigkeit ein Gewicht von 96,9 kg. Da zum
Zeitpunkt dieser Arbeit das Gewicht der inneren Bauteile der Sonde, wie z.B. die
Elektronik, noch nicht abgeschätzt werden kann, wird ein Gesamtgewicht von 110 kg/m
Rohr veranschlagt.
Sondengewicht pro Meter:
m1meter = 110 kg

20
Geht man davon aus, dass die Sonde mit der maximalen Länge betrieben wird, ergibt
sich ein maximales Sondengewicht von 2.970 Kilogramm.
Maximales Sondengewicht:
mmax = 2.970 kg
Mit dem maximalen Gewicht kann nun auch die maximale Zugkraft bestimmt werden.
(3)
Aus (3) und der Erdbeschleunigung g = 9,81 m/s2, ergibt sich eine maximale Last von
29.136 Newton.
Maximal auftretende Zugkraft:
FZmax = 29,2 kN
4.3 STROMVERSORGUNG UND SIGNALÜBERTRAGUNG
Sensoren, Aktoren und Elektronik, in jedem einzelnen Sondenmodul, müssen
elektrisch versorgt werden. Über ein Kabel, wird dazu die Sonde im Bohrloch mit
elektrischer Energie, von der Erdoberfläche aus, gespeist. Dieses Kabel wird auch
dazu verwendet, Steuersignale, Videodaten und weitere Informationen zu übertragen.
Hierfür muss die Kupplung jedem Modul eine Schnittstelle für die entsprechenden
elektrischen Leitungen bereitstellen.
4.3.1 LEISTUNGBERECHNUNG
Zur Dimensionierung der elektrischen Schnittstelle, muss die zu übertragende Leistung
bestimmt werden. Dazu müssen mögliche Verbraucher überlegt werden. Hier ist
folgendes Szenario denkbar:
Die Sonde befindet sich im normalen Betrieb vollständig im Schutzrohr. Um
beispielsweise eine Videoaufnahme oder eine Probeentnahme durchführen zu können,
müssen die entsprechenden Module aus dem Schutzrohr herausgefahren werden.
Diese Funktion kann ein spezielles Modul übernehmen, welches einen Teil der Sonde
teleskopartig herausfahren kann. Hierbei wird davon ausgegangen, dass dieses
„Hubmodul“ den obersten Teil der Sonde ausmacht und damit beim Verfahren aus dem
Schutzrohr, das Gewicht der kompletten Sonde zu tragen hat. Weiter werden folgende

21
Annahmen gemacht:
Maximaler Verfahrweg: 15 m
Maximale Verfahrzeit: 5 min
Sicherheitsfaktor für benötigte Leistung: 3
Bei einem Verfahrweg von 15 m und einer dafür benötigten Zeit von 5 min, ergibt dies
eine Verfahrgeschwindigkeit von 0,05 m/s.
Maximale Verfahrgeschwindigkeit:
vmax =0,05 m/s
(4)
Aus (4) ergibt sich eine Leistung von 1457 Watt. Bei einer dreifachen Sicherheit wird
eine Leistung von 4371 Watt benötigt. Somit ist man auch bei weiteren, noch nicht
bedachten Leistungsverbrauchern auf der sicheren Seite.
Versorgt werden die möglichen Verbraucher mit einer Spannung von 100 Volt. Damit
ergibt sich ein maximaler Strom von 44 Ampere.
Spannungsversorgung von leistungsstarken Verbrauchern:
P1max = 4,4 kW
U1max = 100 V
I1max = 44 A
Neben den möglichen leistungsstarken Verbrauchern, müssen ebenso Steuerungen
mit den entsprechenden Sensoren und Aktoren versorgt werden. Dazu wird eine
zusätzliche Spannungsversorgung mit einer Spannung von 24 Volt verwendet.
Es wird davon ausgegangen, dass Steuerungen samt Sensoren, pro Sondenmodul,
eine Leistung von durchschnittlich 5 Watt benötigen. Zusätzlich können Module
Aktoren, wie z.B. Motoren à 100 W beinhalten. Es wird nicht vorausgesetzt, dass
gleichzeitig alle Aktoren, in allen Modulen gleichzeitig betrieben werden. Hier geht man
vom Betrieb von maximal zwei Aktoren à 100 Watt aus.

22
Bei möglichen zehn Sondenmodulen ergibt dies eine Leistung von 250 Watt und somit
einen Maximalstrom von 10,5 Ampere.
Spannungsversorgung der Elektronik und leistungsschwächeren Verbrauchern:
P2max = 250 W
U2max = 24 V
I2max = 10,5 A
4.3.2 SIGNALÜBERTRAGUNG
Zwischen der Geothermie-Sonde im Bohrloch und einem Steuerrechner an der
Erdoberfläche sollen Signale übertragen werden. Jede einzelne Steuerung, in jedem
Modul, muss Steuer und Datenleitungen zum Leitrechner besitzen. Zudem müssen
auch Module untereinander kommunizieren können. Ein Bussystem eignet sich dafür
hervorragend.
Die Kommunikation zwischen den Modulen wird über den CAN-Bus laufen. Dieses
Bussystem wurde schon in früheren, ähnlichen Projekten der Arbeitsgruppe erfolgreich
verwendet. Es eignet sich hervorragend für relativ kurze Strecken bis zu 40 m, bei
einer Übertragungsgeschwindigkeit von 1 MBit/s [CAN].
Zur Übertragung der Signale, zwischen der Sonde und einem Leitrechner an der
Erdoberfläche, wird ein zusätzliches Übertragungssystem benötigt. Selbst bei einer
Übertragungsgeschwindigkeit von 125 kBit/s, ist die Leitungslänge beim CAN-Bus auf
500 m beschränkt. Im Bohrloch soll die Sonde jedoch in bis zu 5.000 m Tiefe betrieben
werden können. Deshalb wird hier zur Signalübertragung Ethernet verwendet.
Neben den Steuer- und Datensignalen, sollen auch Videosignale eines „Kamera-
Moduls“ übertragen werden. Hierzu wird eine zusätzliche Videoleitung verwendet, um
die Bus-Leitungen nicht stark zu belasten.

23
4.4 KÜHLKREISLAUF UND SPÜLUNGSMÖGLICHKEIT
Die Geothermie-Sonde soll eine Innentemperatur von etwa 50 °C aufweisen, um die
Elektronik und weitere Bauteile thermisch nicht zu zerstören. Bei einer
Umgebungstemperatur von 200 °C im Bohrloch, muss es eine Möglichkeit zum Kühlen
der Sonde geben. Hier kann man sich Kühlmodule vorstellen, welche die weiteren
Module kühlen. Dazu muss die Sonde einen Kühlkreislauf besitzen.
Mit einem Kameramodul ausgestattet, kann die Sonde im Betrieb, Videobilder des
Bohrloches an einen Leitrechner übertragen. Jedoch ist die Sonde von trübem Wasser
umgeben. Damit können die Videobilder wenig über die Bohrlochbeschaffenheit
aussagen. Es ist deshalb ein Element notwendig, das für den Zeitraum einer
Videoaufnahme, das Sichtfeld der Kamera mit klarem Wasser umspült.
Zum Zeitpunkt dieser Bachelorarbeit, kann über das Thema „Kühlkreislauf und
Spülleitungsmöglichkeit“ nur spekuliert werden. Für eine Realisierung von
hydraulischen Schnittstellen in einer Kupplung bleiben noch sehr viele Fragen offen.
4.5 BETRIEBSUMGEBUNG
Der Betrieb der Sonde ist bei Geothermiebohrungen in bis zu 5.000 m Tiefe
vorgesehen. In dieser Tiefe herrschen extreme Bedingungen. Es können
Temperaturen von bis zu 200 °C auftreten.
Maximale Umgebungstemperatur in 5.000 m Tiefe:
θmax = 200 °C
Wie in Kapitel 2.4 erwähnt, wird durch das Bohrgestänge Spülflüssigkeit zum
Bohrmeißel gepumpt. Die Sonde mit dem Schutzrohr sitzt oberhalb des Werkzeuges
(In diesem Fall muss es sich um ein Kernlochbohrwerkzeug handeln. Nur durch ein
hohles Werkzeug, kann die Sonde, zur Analyse des Bohrloches, herausgefahren
werden.). Das Fluid umströmt die Sonde innerhalb des Schutzrohres. Dadurch werden
die Module zusätzlich durch den hydrostatischen Druck des Spülwassers belastet. Der
hydrostatische Druck nimmt pro Meter Tiefe um 0,1 bar zu. In 5.000 m Tiefe herrscht
damit im Schutzrohr ein Druck von 500 bar bzw. 50 MPa.
Maximaler Umgebungsdruck in 5.000 m Tiefe:
pmax = 500 bar

24
5 DIE KUPPLUNG – PFLICHTENHEFT
Das Pflichtenheft beinhaltet alle Vorgaben für die Konstruktion der Kupplung. Es wird
unterteilt in sogenannte MUSS- sowie KANN-Kriterien. Das zu konstruierende Modell
muss, wie der Name schon sagt, denn MUSS-Kriterien genügen. Die Funktion der
Kupplung kann durch KANN-Kriterien erweitert werden, muss aber nicht.
5.1 MUSS-KRITERIEN
Der Durchmesser der Kupplung darf 170 mm nicht überschreiten.
Es treten Zugkräfte von bis zu 29,2 kN auf. Die auftretenden Zugspannungen
dürfen die maximal zulässige Zugfestigkeit des verwendeten Materials nicht
überschreiten.
Es muss ein Material verwendet werden, welches folgende Kriterien erfüllen
muss:
Hohe Festigkeit (siehe Punkt weiter oben)
Hohe, chemische Beständigkeit (aufgrund der chemisch aggressiven
Umgebung)
Für die Spannungsversorgung muss eine Schnittstelle vorhanden sein. Sie
muss folgende Werte ausgelegt sein:
Leistung von 4,4 kW bei einer Spannung von 100 V (Strom 44 A)
Leistung von 250 W bei einer Spannung von 24 V (Strom 10,5 A)
Für die Signalübertragung muss eine Schnittstelle vorhanden sein. Sie muss
folgende Kriterien erfüllen:
2 Kontakte für ein Videosignal
2 Kontake für den CAN-Bus
4 Kontakte für eine Ethernet-Leitung
Zusätzlich Reservekontakte

25
Es müssen hydraulische Schnittstellen für die Spülleitung sowie den
Kühlkreislauf ausgewählt werden.
5.2 KANN-KRITERIEN
Um das Innere der Module den äußeren Druckverhältnissen anzugleichen,
kann die Kupplung ein Druckausgleichselement enthalten.
Um die Sonde im Schutzrohr zu zentrieren und zu stabilisieren, kann die
Kupplung ein Stabilisierungselement enthalten.
Die Sondenmodule werden zum Schutz der Elektronik mit
Transformatorflüssigkeit gefüllt. Die Kupplungshälften schließen die Module an
den Enden ab. Hier ist es möglich, diese über die Kupplung zu füllen und zu
entlüften.

26
6 DIE KUPPLUNG – KONSTRUKTION
6.1 MATERIALAUSWAHL
Im Betrieb treten in der Kupplung hohe Zugkräfte auf. Die Verwendung eines Materials
mit einer hohen Zugfestigkeit wird hier deshalb bevorzugt. In einem Bohrloch
herrschen extreme Bedingungen. In 5.000 Meter Tiefe treten Drücke von bis zu 500
bar und Temperaturen bis 200 °C auf. Zudem kommen noch die Auswirkungen des
Spülwassers hinzu. Diese Flüssigkeit besteht aus Wasser, Tonmineralien sowie
verschiedenen Additiven. Während es in die Erde gepumpt wird, können sich darin
Salze und Mineralien aus dem Erdinneren auflösen. Diese Kombination ergibt eine
chemisch aggressive Flüssigkeit. Sie greift das Material an und führt zu Korrosionen.
Hier muss ein Material verwendet werden, das den oben genannten Belastungen
standhält und einen störungsfreien Sondenbetrieb garantiert. Im Bereich der
Geothermie werden üblicherweise Stähle, Titanlegierungen auch Nickel-
Basislegierungen verwendet.
In einer parallel laufenden Arbeit, die sich mit der Entwicklung eines Sondenmantels
beschäftigt, wird eine Nickel-Molybdän-Chrom-Legierung des Herstellers Haynes
International, Inc. verwendet. Haynes® 242® Alloy, die Herstellerbezeichnung dieser
Legierung, besitzt hohe Festigkeitswerte und eignet sich hervorragend für einen
Einsatz in chemisch aggressiven, korrodierenden Umgebungen. Aus diesem Grund
wird diese Nickel-Molybdän-Chrom-Legierung verwendet.
Wichtige mechanische Materialeigenschaften von Haynes® 242® Alloy [EBR]:
Dichte: 9,05 g/cm3
E-Modul: 229.000 N/mm2
Zugfestigkeit: 1290 – 1330 N/mm2
Streckgrenze: 710 N/mm2

27
6.2 AUSWAHL DER ELEKTRISCHEN SCHNITTSTELLEN
Abbildung 10: elektrische Steckverbinder (grün markiert)
Für die Stromversorgung und die Signalübertragung wird jeweils ein Steckverbinder
verwendet. Die Firma LEMO Elektronik GmbH bietet dazu spezielle Steckverbinder an.
Gewählt hier die Serie K, welche speziell für einen Außeneinsatz konzipiert wurde
(siehe Abbildung 11). Im gesteckten Zustand bietet sie die Schutzart IP68.
6.2.1 STECKERAUSWAHL FÜR DIE STROMVERSORGUNG
Zur Versorgung der Systeme mit Energie, wird ein Steckverbinder mit der Bezeichnung
306 der Serie 4K verwendet. Er enthält 6 Kontakte, die für einen Nennstrom von 24
Ampere ausgelegt sind. Der Nennstrom darf, laut Hersteller, durch alle Kontakte
gleichzeitig fließen.
Abbildung 11: Steckverbinder der Firma LEMO

28
Kontaktbelegung:
Jeweils 2 Kontakte für 100 V und Masse
Jeweils 1 Kontakt für 25 V und Masse
Es fließt bei 100 Volt, pro Kontakt maximal ein Strom von 22 Ampere. Bei 24 Volt fließt
ein Strom von maximal 10,5 Ampere. Damit liegen die Ströme innerhalb der
angegebenen Grenze von 24 Ampere.
Der Hersteller empfiehlt eine maximale Betriebsspannung von 400 V. Auch diese
werden hier nicht überschritten.
Es wird folgende Stecker/Apparatedose Kombination gewählt:
Herstellernummer des Steckers: FAG.4K.306.SYCC10
Herstellernummer der Apparatedose: EGG.4K.306.SYM
6.2.2 STECKERAUSWAHL FÜR DIE SIGNALÜBERTRAGUNG
Für die Übertragung von Signalen, werden, laut Pflichtenheft, mindestens acht
Kontakte benötigt. Dazu wird ein Steckverbinder mit der Bezeichnung 310 der etwas
kleineren Serie 3K verwendet. Er verfügt über 10 Kontakte. Damit bleiben zwei der
Kontakte in Reserve.
Es wird folgende Stecker/Apparatedose Kombination gewählt:
Herstellernummer des Steckers: FAG.3K.310.SYBC80
Herstellernummer der Apparatedose: EGG.3K.310.SYP

29
6.3 MODELLIERUNG DER KUPPLUNGSHÄLFTE 1
Abbildung 12: Kupplungshälfte 1 sowie O-Ring-Dichtung (grün markiert)
Abbildung 13: Schnitt durch Kupplungshälfte 1
Die Kupplungshälfte 1 hat einen maximalen Durchmesser von 170 mm, ist 155 mm
lang und besitzt ein Außengewinde. Sie bildet das Gegenstück zu einer
Überwurfmutter, welche in der zweiten Kupplungshälfte befestigt ist (siehe Kapitel 6.4
und 6.5). Bei der Montage wird die Kupplungshälfte 1 in die Kupplungshälfte 2
geschoben und mit der Überwurfmutter verschraubt.

30
Um das Kupplungsinnere gegen die äußere Umgebung abzudichten, wird ein O-Ring
verwendet. Das Dichtungsmaterial muss dabei für Temperaturen von 200 °C ausgelegt
sein. Zudem sollte es eine gewisse Beständigkeit gegenüber chemisch aggressiven
Medien besitzen.
Die Firma Parker Hannifin Corporation vertreibt O-Ringe aus Fluorokarbon (FKM).
Fluorokarbon ist in einem Temperaturbereich von -25 °C bis +200 °C einsetzbar.
Zudem besitzt es eine Beständigkeit gegen eine breite Palette von Chemikalien.
Auf der Mantelfläche befinden sich Bohrungen, (siehe Abbildung 13) für das Entlüften
der Kupplung und zum Füllen der Sondenmodule mit einer Transformatorflüssigkeit.
Die Kupplungshälfte wird mit 12 Zylinderschrauben ISO 4762 – M10 x 40 – 12.9 an ein
Sondenmodul geflanscht und schließt dieses damit ab. Die Berechnung der
Schraubenverbindung befindet in Kapitel 6.5.1.

31
6.4 MODELLIERUNG DER ÜBERWURFMUTTER
Abbildung 14: Überwurfmutter (grün markiert)
Die Überwurfmutter sitzt in der Kupplungshälfte 2 und ist zwischen zwei Anschlägen
axial verschiebbar. Der hintere Anschlag sorgt dafür, dass die Kupplungshälfte 1, bei
der Demontage, automatisch ausgeworfen wird.
Sie besitzt ein, nach DIN 13 definiertes, metrisches Feingewinde mit Nenndurchmesser
155 mm und einer Steigung von 2 mm:
DIN 13 – M155 x 2
Die Mutter hat eine Länge von 99 mm und einen Außendurchmesser von 170 mm. Zur
besseren Handhabung, während der Montage, wird die Mantelfläche gerändelt nach
[TAB]:
DIN 82 – RGE 1,6
Um die Überwurfmutter mit einem Werkzeug anziehen zu können, wird sie als
Nutmutter ausgeführt. Die Nutabmessungen wurden nach DIN 1804 bestimmt. Zur
Montage wird ein Hakenschlüssel nach DIN 1810 verwendet.

32
6.5 MODELLIERUNG DER KUPPLUNGSHÄLFTE 2
Abbildung 15: Vorderer und hinterer Teil der Kupplungshälfte 2 (grün markiert)
Die Kupplungshälfte 2 hat einen maximalen Durchmesser von 170 mm und ist, ohne
die Überwurfmutter, 189 mm lang. Sie wird, genauso wie Kupplungshälfte 1, mit 12
Zylinderschrauben ISO 4762 – M10 x 40 – 12.9 an ein Sondenmodul geflanscht.
Die Kupplungshälfte 2 besteht aus zwei Teilen. Diese werden nach dem Einsetzen der
Überwurfmutter zusammengeschraubt. Dazu werden 12 Zylinderschrauben ISO 4762
– M10 x 90 – 12.9 verwendet.
6.5.1 SCHRAUBENBERECHNUNG
Die Schraubenberechnung erfolgt nach VDI 2230 und Haberhauer, Bodenstein -
Maschinenelemente [HAB]:
Die Schraubenverbindung wird durch eine Zugkraft FZmax = 29,2 kN belastet. Bei 12
ISO 4762 – M10 x 90 – 12.9 Schrauben ergibt sich eine Betriebskraft FA = 2,44 kN pro
Schraube. Zur Schraubenberechnung sind folgende Rechenschritte nötig:
Rechenschritt 1: Ermittlung des Anziehfaktors αA
Anziehen mit Drehmomentschlüssel αA = 1,6

33
Rechenschritt 2: Ermittlung der erforderlichen Mindestklemmkraft
Eine Mindestklemmkraft ist hier nicht erforderlich, da keine Querkraft übertragen und
nicht gegen ein Medium abgedichtet werden muss.
Rechenschritt 3: Aufteilung der Betriebskraft in FSA und FPA , Ermittlung von Φ,
δS, δP:
Damit ergibt sich die elastische Nachgiebigkeit der Schraube: δS = 5,8 * 10-6 mm/N.
Damit ergibt sich die elastische Nachgiebigkeit der verspannten Teile: δP = 2,48 * 10-6
mm/N.
Damit ergibt sich das Kraftverhältnis Φ = 0,3.
Der Krafteinleitungsfaktor ist nach Haberhauer n = 1.
Die Schraubenzusatzkraft FSA beträgt 732 Newton.
Die Plattenzusatzkraft FPA beträgt 1.708 Newton.
Rechenschritt 4: Bestimmung des Vorspannkraftverlustes
Der Setzbetrag wird gewähl: fz = 10 µm. Damit ergibt sich ein Vorspannkraftverlust von
FZ = 1,2 kN.

34
Rechenschritt 5: Ermittlung der Mindestmontagevorspannkraft FM min:
Damit ergibt sich die Mindestmontagevorspannkraft: FM min = 2.9 kN
Rechenschritt 6: Ermittlung der Maximalmontagevorspannkraft FM max:
Damit ergibt sich die Maximalmontagevorspannkraft: FM max = 4,7 kN
Rechenschritt 7: Ermittlung der zulässigen Montagevorspannkraft FM zul, und
Überprüfung der Schraubengröße
Die zulässige Montagevorspannkraft wird bei einem Reibbeiwert von µG =0,1 und einer
M10 Schraube, der Tabelle 2.32 aus dem Buch Maschinenelemente von Haberhauer,
Bodenstein [HAB] entnommen. Die zulässige Montagevorspannkraft beträgt FM zul =
52,1 kN.
Es muss gelten: FM zul ≥ FM max 52,1 kN ≥ 4,7 kN
Die Schraube besitzt die benötigte Festigkeit.
Rechenschritt 7: Ermittlung der Flächenpressung:
Die Grenzflächenpressung wird der Tabelle 2.33 [HAB] entnommen: pG = 490 N/mm2
Die maximale auftretende Flächenpressung ergibt sich pmax = 44,3 N/mm2. Sie liegt
deutlich unter der Grenzflächenpressung
Rechenschritt 8: Bestimmung der Mindesteinschraubtiefe:
Die erforderliche Einschraubtiefe liegt laut Tabelle 2.31 [HAB] bei 1,25 * d. Dies ergibt
eine Mindesteinschraubtiefe von 12,5 mm. Die Einschraubtiefe beträgt 16,6 mm und ist
damit länger als gefordert.

35
6.6 MODELLIERUNG DER DER STECKER-HALTERUNGEN
Abbildung 16: Stecker-Halterungen (grün markiert)
Bei der Montage der Kupplung, werden zuerst die Steckverbinder an den Stecker-
Halterungen befestigt. Anschließend werden diese, an die jeweiligen Kupplungshälften,
mit sechs Senkschrauben ISO 10642 – M5 x 20 – 8.8 geschraubt.
Zwischen Stecker-Halterung und Kupplungshälfte befindet sich eine Flachdichtung, die
die Kupplung nach außen hin abdichtet.
In die Stecker-Halterung der Kupplungshälfte 1 werden Nuten gefräst (siehe Abbildung
16 links). Sie werden zur Entlüftung der Kupplung benötigt (vgl. Kapitel 6.8.1).

36
6.7 AUSWAHL DER HYDRAULISCHEN SCHNITTSTELLEN
Für die Auswahl einer hydraulischen Steckverbindung werden viele Parameter, wie
z.B. Durchfluss, Nenndurchmesser, verwendete Fluide etc. benötigt. Hier bleiben
offene Fragen, die diesem Zeitpunkt noch nicht geklärt werden können. Aus diesem
Grund wird hier vorerst auf eine Steckverbindung verzichtet.
Trotzdessen muss für mögliche hydraulische Schnittstellen Platz vorhanden sein.
Abbildung 17 zeigt schematisch die Platzverhältnisse in der Kupplung. Die elektrischen
Steckverbinder haben einen maximalen Durchmesser von 40,5 mm und 34 mm. Somit
dürfen die beiden hydraulischen Steckverbinder theoretisch einen maximalen
Durchmesser von 40,8 mm besitzen.
Abbildung 17: Platzverhältnisse auf einer Stecker-Halterung

37
6.8 REALISIERUNG DER KANN-KRITERIEN
Die KANN-Kriterien konnten, mit Ausnahme des Füllelementes, innerhalb des
Bearbeitungszeitraums nicht realisiert werden. Druckausgleichs- und ein
Stabilisierungselemente können jedoch in späteren Arbeiten entworfen werden.
6.8.1 MODELLIERUNG EINES ENTLÜFTUNGS- UND FÜLLELEMENTES
Werden die beiden Kupplungshälften ineinandergesteckt, bleibt Luft zwischen den
Stecker-Halterungen eingeschlossen. Dies soll verhindert werden. Dazu wird, über
einen Schmiernippel, Fett bzw. Öl in die Zwischenräume gepresst. Über eine
Entlüftungsbohrung kann die eingeschlossene Luft entweichen (siehe Abbildung 18).
Nach der Entlüftung, wird die Bohrung mit einer Verschlussschraube und Dichtring
verschlossen. Um die Sondenmodule mit Transformatorflüssigkeit zu füllen, sind in
jeder Kupplungshälfte Bohrungen vorgesehen, die ebenso mit einer
Verschlussschraube und Dichtring verschlossen werden.
Verwendete Normteile:
Schmiernippel DIN 71412 – A M10 x 1
Verschlussschrauben DIN 910 – M10 x 1
Verschlussschrauben DIN 910 – M16 x 1,5
Dichtringe DIN 7603 – A 16 x 20
Dichtringe DIN 7603 – A 10 x 13,5
Abbildung 18: Schnitt durch Kupplungshälfte 1

38
6.9 CAD-MODELLE DER KUPPLUNG
6.9.1 MAßE DER KUPPLUNG
Länge der Kupplungshälfte 1: 155 mm
Länge der Kupplungshälfte 2 mit Überwurfmutter : 239 mm
Gesamtlänge gekuppelt: 319 mm
Kupplungsdurchmesser: 170 mm
Abbildung 19: CAD-Modell der Kupplungshälfte 1

39
Abbildung 20: CAD-Modell der Kupplungshälfte 2

40
Abbildung 21: CAD-Modell der Kupplung

41
7 ZUSAMMENFASSUNG UND AUSBLICK
7.1 ZUSAMMENFASSUNG
Das Institut für Angewandte Informatik arbeitet seit kurzem an einem modularen
Baukasten für Geothermie-Sonden. Ziel dieser Bachelorarbeit war es, ein Pflichtenheft
für eine multifunktionale Kupplung, zur Kopplung der Sondenmodule, zu erstellen.
Nach den Vorgaben dieses Pflichtenheftes, sollte ein 3D-Modell der Kupplung erstellt
werden. Da es noch keine Vorarbeiten zum Projekt gab, mussten Vorüberlegungen
bezüglich Sondengeometrie, -gewicht etc. gemacht werden.
Die Kupplung bietet eine Schnittstelle zur Stromversorgung der Sondenmodule an.
Zusätzlich ist für die Signalübertragung zwischen der Sonde und einem oberirdischen
Leitrechner ein Steckverbinder integriert.
Es ist noch nicht geklärt, wie ein Spülkreislauf realisiert wird. Deshalb konnten dafür
keine Schnittstellen in der Kupplung integriert werden.
Die Kupplung ist fertig modelliert worden. Konstruktionszeichnungen für die Fertigung
eines Prototyps sind ebenfalls vorhanden.
7.2 AUSBLICK
Wie in der Zusammenfassung schon erwähnt, fehlen der Kupplung noch Schnittstellen.
Diese müssen, sobald die dafür notwendigen Parameter bestimmt werden können,
ausgewählt werden. Zum Testen der Kupplung, könnte ein Rapid-Prototyping Modell
relativ schnell gefertigt werden. Ist dies nicht möglich, kann ein Prototyp auch in einer
herkömmlichen Fertigung zum Beispiel aus Aluminium gefertigt werden.

42
ANHANG

43
I LITERATURVERZEICHNIS
[FZK] Forschungszentrum Karlsruhe GmbH – Website: www.fzk.de – Stand:
September 2009
[BFE] Schweizer Bundesamt für Energie – Website:
http://www.bfe.admin.ch/themen/00486/00487/index.html?lang=de –
Stand: September 2009
[WWF] WWF – Website: http://www.wwf.de/themen/klima-
energie/klimawandel/treibhauseffekt/ - Stand: September 2009
[BMU] Bundesministerium für Umwelt, Naturschutz und Reaktorsicherheit –
Website:
http://www.bmu.de/klimaschutz/nationale_klimapolitik/doc/5698.php -
Stand: September 2009
[GEO] Geothermische Vereinigung - Bundesverband Geothermie e.V. - Website:
http://www.geothermie.de/wissenswelt/geothermie/einstieg-in-die-
geothermie/woher-kommt-die-geothermische-energie.html - Stand:
September 2009
[HYD] Broschüre: Geothermische Stromerzeugung in Landau, Projektinfo 14/07,
BINE Informationsdienst, Herausgeber FIZ Karlsruhe
[HDR] Broschüre: Geothermische Stromerzeugung in Soultz-sous-Forêts,
Projektinfo 04/09, BINE Informationsdienst, Herausgeber FIZ Karlsruhe
[BOHR] Martin Kaltschmitt, Ernst Huenges, Helmut Wolff: Energie aus der
Erdwärme, Spektrum Akademischer Verlag, Heidelberg 2009

44
[EBR] Andreas Eberle; Entwurf eines Vakuum gedämmten
Bohrlochsondenmantels mit den ANSYS-Funktionen in AutoCAD Inventor;
Projektarbeit, Forschungszentrum Karlsruhe, Institut für Angewandte
Informatik, 2009
[CAN] CAN Specification Version 2.0, Bosch GmbH, 1991
[TAB] Tabellenbuch Metall, Europa Verlag, 43. Auflage, 2005
[HAB] Haberhauer, Bodenstein; Maschinenelemente; 14. bearbeitete Auflage,
Springer Verlag Berlin Heidelberg, 2007

45
II ABBILDUNGSVERZEICHNIS
Abbildung 1: Luftbild Forschungszentrum Karlsruhe ..................................................... 3
Quelle: www.fzk.de, Stand: September 2009
Abbildung 2: Anteile der Energieträger(…) ................................................................... 6
Quelle: www.ag-energiebilanzen.de, Stand: September 2009
Abbildung 3: Hydrothermales Potenzial in Deutschland ............................................... 8
Quelle: www.geothermie.de/wissenswelt, Stand: September 2009
Abbildung 4: Temperaturanstieg in der Bohrungen in Landau ...................................... 9
Quelle: www.bine.info, Stand: September 2009
Abbildung 5: Hot Dry Rock Verfahren (HDR) ...............................................................11
Quelle: www.geothermie.de/wissenswelt, Stand: September 2009
Abbildung 6: Schematische Darstellung einer Tiefbohranlage .....................................13
Quelle: www.scinexx.de, Stand: September 2009
Abbildung 7: Rollenmeißel ...........................................................................................15
Quelle: www.buch-der-synergie.de, Stand: September 2009
Abbildung 8: Diamantmeißel .......................................................................................15
Quelle: www.diamantbohrkopf.de/pcd, Stand September 2009
Abbildung 9: Schematische Darstellung der Sonde im Bohrloch .................................17
Quelle: Andreas Eberle, Präsentation zur Projektarbeit “ Entwurf eines Vakuum
gedämmten Bohrlochsondenmantels mit den ANSYS-Funktionen in
AutoCAD Inventor“, Forschungszentrum Karlsruhe, Institut für
angewandte Informatik, 2009
Abbildung 10: elektrische Steckverbinder (grün markiert) ............................................27
Quelle: selbst erstellt
Abbildung 11: Steckverbinder der Firma LEMO ...........................................................27
Quelle: www.lemo.de, Stand: September 2009
Abbildung 12: Kupplungshälfte 1 sowie O-Ring-Dichtung (grün markiert) ....................29
Quelle: selbst erstellt

46
Abbildung 13: Schnitt durch Kupplungshälfte 1 ...........................................................29
Quelle: selbst erstellt
Abbildung 15: Überwurfmutter (grün markiert) .............................................................31
Quelle: selbst erstellt
Abbildung 14: Vorderer und hinterer Teil der Kupplungshälfte 2 (grün markiert) ..........32
Quelle: selbst erstellt
Abbildung 16: Stecker-Halterungen (grün markiert) .....................................................35
Quelle: selbst erstellt
Abbildung 17: Platzverhältnisse auf einer Stecker-Halterung ......................................36
Quelle: selbst erstellt
Abbildung 18: Schnitt durch Kupplungshälfte 1 ...........................................................37
Quelle: selbst erstellt
Abbildung 19: CAD-Modell der Kupplungshälfte 1 .......................................................38
Quelle: selbst erstellt
Abbildung 20: CAD-Modell der Kupplungshälfte 2 .......................................................39
Quelle: selbst erstellt
Abbildung 21: CAD-Modell der Kupplung ....................................................................40
Quelle: selbst erstellt

47
III SYMBOLVERZEICHNIS
Dmax Sondendurchmesser, maximal [mm]
lmax Sondenlänge, maximal [m]
V Volumen [dm3]
da Rohraußendurchmesser [mm]
di Rohrinnendurchmesser [mm]
l Rohrlänge [m]
m Masse [kg]
ρ Dichte [g/cm3]
m1meter Masse auf einen Meter Rohr bezogen [kg]
mmax Sondenmasse, maximal [kg]
F Kraft [N]
g Erdbeschleunigung [m/s2]
FZmax Zugkraft, maximal [N]
vmax Verfahrgeschwindigkeit, maximal [m/s]
P elektrische Leistung [W]
θmax Umgebungstemperatur, maximal [°C]
pmax Umgebungsdruck, maximal [bar]
FA Betriebskraft [N]
αA Anziehfaktor
δS elastische Nachgiebigkeit der Schraube [mm/N]
δP elastische Nachgiebigkeit der verspannten Teile [mm/N]
Φ Kraftverhältnis

48
FSA Schraubenzusatzkraft [N]
FPA Plattenzusatzkraft [N]
FZ Vorspannkraftverlust [N]
fz Setzbetrag [µm]
FM min Mindestmontagevorspannkraft [N]
FM max Maximalmontagevorspannkraft [N]
FM zul zulässige Montagevorspannkraft [N]
pG Grenzflächenpressung [N/mm2]
pmax Flächenpressung [N/mm2]

49
IV KONSTRUKTIONSZEICHNUNGEN

Teilnr. Anzahl Bauteil Norm/Artikelnr. Material Hersteller
1 1 Flachdichtung_1 - ? -
2 1 Flachdichtung_2 - ? -
3 1 Steckerhalterung_1 - Hastelloy -
4 1 Steckerhalterung_2 - Hastelloy -
5 1 Kupplung_Teil2a - Hastelloy -
6 1 Kupplung_Teil2b - Hastelloy -
7 1 Kupplung_Teil1 - Hastelloy -
8 1 Ueberwurfmutter - Hastelloy -
9 1 O-Ring Parker-Nr.: 2-352 Fluorokarbon (FKM) Parker Hannifin
10 1 O-Ring Parker-Nr.: 2-355 Fluorokarbon (FKM) Parker Hannifin
11 12 Zylinderschraube ISO 4762 - M10 x 90 - 12.9 - -
12 12 Senkschraube ISO 10642 - M5 x 20 - 8.8 - -
13 3 Zylinderstift ISO 2338 - 6 m6 x 50 - St - -
14 3 Zylinderstift ISO 2338 - 8 m6 x 50 - St - -
15 1 Zylinderstift ISO 2338 - 8 m6 x 20 - St - -
16 1 Apparatedose EGG.3K.310.SYP - Lemo
17 1 Apparatedose EGG.4K.306.SYM - Lemo
18 1 Einbaustecker FAG.3K.310.SYBC80 - Lemo
19 1 Einbaustecker FAG.4K.306.SYCC10 - Lemo
20 2 Schmiernippel DIN 71412 A M10x1 - -
21 2 Verschlussschraube DIN 910 M10x1 ? -
22 1 Verschlussschraube DIN 910 M16x1,5 ? -
23 2 Dichtring DIN 7603 A 10 × 13,5 ? -
24 1 Dichtring DIN 7603 A 16 x 20 ? -
Teileliste

A-A ( 1 : 1 )
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
E E
F F
1 A2
ZusammenbauStatus Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
07.09.2009 roland.lohrer
A
A
1 218 16137
10149 1719 6
5
311
20
21
4
8

1 A4
Flachdichtung_1Status Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
28.08.2009 roland.lohrer
n120,00
n100,00
n110,00
t = 1,00
109,00
15°
3 x n8,10
3 x n6,10
n5,00
n5,00
6 x 60
° - n5
,10
n5,00
15°

1 A4
Flachdichtung_2Status Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
29.08.2009 Roland
n120,00n
100,00
n5,10
6 x
3 x n6,10
3 x n8,10
n110,00
t = 1,00

A-A ( 1 : 1 )
B ( 4 : 1 )
C-C ( 1 : 1 )
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
11
11
12
12
A A
B B
C C
D D
E E
F F
G G
H H
1 A1
Kupplung_Teil1Status Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
01.09.2009 roland.lohrer
A
A
B
C
C
120,00
Ø H8
12 x n11,00 - 10,00 TIEF
M155x2
55,00
12,00
3,00 X 45° 6 x M5x0.8 - 10 ,00 TIEF
KERNLOCH 14,00 TIEF
Alle Bohrungen bis auf die beiden n5,00 Bohrungen im Abstand von 30°
15°
3 x n8,00 H7 - 18,00 TIEF
3 x n8,10 - 8,00 TIEF
n110,0
0
109,00
3 x n6,00 H7 - 18,00 TIEF
3 x n6,10 -8,00 TIEF
5,00
7,20 - 0,000,20+
4,50
0,60R `0,20
0,20
R
`0,10
25,00
3,00 X 45°
n100,00
155,00
10,00
1,00 X 45°
15,00Ø
45,00
DIN 158 M10x1 - 8,00 TIEF
KERNLOCH 11,00 TIEF
137,00
15,00Ø
M10x1 - 8,00 TIEF
KERNLOCH 11,00 TIEF
n5,00 -102,00 TIEF
n5,00 -102,00 TIEF
R2,00
n170,00
n170,00
Material:Haynes® 242® Alloy
Ni-Mo-Cr-Legierung
136,00
Ø f7
DIN 509 - F1,2 x 0,4
0,50
0,50
65,00
155,00
85,00
n94,00
H8
n148,00
45,00
3,00 X
20°
n130,
00
22,00
64,00
M16x1.5
Kante gerundet

A-A ( 1 : 1 )
B-B ( 1 : 1 )C ( 4: 1 )D ( 4 : 1 )
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
E E
F F
1 A2
Kupplung_Teil2aStatus Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
29.08.2009 Roland Lohrer
A
A
B B
C
D
105,00
130,00
f7
Ø
150,00
Ø136,00
H8
Ø
120,00
H8
Ø
37,00
25,006,00
3,00 X 20°
3,00 X 2
0°
n8,00 H7 -11,00 TIEF
12 x M1
0x1.5 -
25,00
TIEF
KERNLO
CH 29,0
0 TIEF
6 x M5x0.8 - 15,00 TIEF
KERNLOCH 18,00 TIEF
8,00Ø H7
25,00
14,00
25,00
Material:Haynes® 242® Alloy
Ni-Mo-Cr-Legierung
n6,00 H7
n6,10 n8,10
14,00
Kante abgerundet
Kante abgerundet
DIN 509 F1,2 x 0,4
DIN 509 F1,2 x 0,4
n115,00
n110,00
Bohrungen im Abstand von 30°
3,00 X 20°
100,00
130,00
16,00

A-A ( 1 : 1 )
B ( 4: 1 )
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
E E
F F
1 A2
Kupplung_Teil2bStatus Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
01.09.2009 roland.lohrer
A
A
B
12 x n
11,00 DU
RCH
DIN 974 - n16,00 X
10,60
n170,00
25,00
25,00
71,00
130,00
n H
8
94,00
n
1,00 X 45°
100,00
15,00
148,00
n
n115,00
3 X 45°
3,00 X 15°
Kante abgerundet
30,00
DIN 158
M10x1
DIN 185 M10x1
12 x n11,00
7,20 + 0,000,02+
3,00
0,20R
-0,10
0,10+
0,60R
-0,20
0,20+
16,00
Material:Haynes® 242® Alloy
Ni-Mo-Cr-Legierung
DIN 509 F1,2 x 0,4
7,00
130,00
n
4,50
n8,10 -10,00 TIEF
15,00
94,00
n H
8

A-A ( 1 : 1 )1
1
2
2
3
3
4
4
5
5
6
6
A A
B B
C C
D D
1 A3
UeberwurfmutterStatus Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
29.08.2009 Roland
A
A47,00
12,00
132,00
n H8
M155x2
n170,00
12,00
80,00
99,00
Material:Haynes® 242® Alloy
Ni-Mo-Cr-Legierung
gerändelt DIN 82-RGE 1,6
80,00
155,30
n

A-A ( 1 : 1 )
1
1
2
2
3
3
4
4
5
5
6
6
A A
B B
C C
D D
1 A3
Steckerhalterung_1Status Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
28.08.2009 roland.lohrer
A
A
120,00
Ø f7
11,00
n110,00
3 x n8,10
3 x n6
,10
n5,00
5,005,00 TIEF
5,005,00 TIEF
5,00
8,50*
9,50*
33,00
Ø39,00
n
5,00
30,00
Ø24,00
Ø
28,50
22,50
6 x Senkung DIN 74 - F5
Alle Bohrungen bis auf die beiden Ø5,00 Bohrungen im Abstand 30°
29,75
33,00
n5,00
45°
54,50
54,50
Material:Haynes® 242® Alloy
Ni-Mo-Cr-Legierung
41,04( )
* Bitte um Rückfrage (Herr Isele Tel.: 5766)
R2,50
R2,50

A-A ( 1 : 1 )
1 A4
Steckerhalterung_2Status Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
28.08.2009 roland.lohrer
A A
n120,00 f7
n100,00
n110,00
6x Senkung DIN 74 - F5
1,00
5,00
3x n6,10
3x n8,10
n24,00
22,50
n30,00
28,50
30°
Alle Bohrungen im Abstand von 30°
33,0029,75
Material:Haynes® 242® Alloy
Ni-Mo-Cr-Legierung

60
V DATENBLÄTTER

























2
NEW LONG-RANGE-ORDER STRENGTHENING MECHANISM
HAYNES 242 alloy
HAYNES® 242™ alloy derives itsage-hardened strength from aunique long-range-orderingreaction which essentiallydoubles the un-aged strengthwhile preserving excellent
© 2000 by Haynes International, Inc.
ductility. The orderedNi
2(Mo,Cr)-type domains
are less than a few hundredAngstroms in size, and arevisible only with the use ofelectron microscopy.
Transmission electron micrograph showing long-range-ordered domains (dark lenticular particles) in242TM alloy. (Courtesy Dr. Vijay Vasudevan, University of Cincinnati). Sample was solution heattreated at 20120F (11000C) and aged for 100 hours at 12000F (6500C).

3
PRINCIPAL FEATURES
HAYNES 242 alloy
Excellent High-Temperature
Strength, Low Thermal Expan-
sion Characteristics, and
Good Oxidation ResistanceHAYNES® 242™ alloy is an age-hardenable nickel-molybdenum-chromium alloy which derives itsstrength from a long-range-ordering reaction upon aging. Ithas tensile and creep strengthproperties up to 13000F (7050C)which are as much as doublethose for solid solution strength-ened alloys, but with highductility in the aged condition.The thermal expansion charac-teristics of 242 alloy are muchlower than those for most otheralloys, and it has very goodoxidation resistance up to 15000F(8150C). Other attractive featuresinclude excellent low cyclefatigue properties, very goodthermal stability, and resistanceto high-temperature fluorine andfluoride environments.
FabricationHAYNES 242 alloy has verygood forming and weldingcharacteristics in the annealed
condition. It may be forged orotherwise hot-worked byconventional techniques, and itis readily cold formable.Welding may be performed inthe annealed condition bystandard gas tungsten arc(GTAW) or gas metal arc(GMAW) techniques. Use ofmatching composition fillermetal is suggested. For furtherinformation on forming andfabrication, contact HaynesInternational.
Heat TreatmentHAYNES 242 alloy is furnishedin the annealed condition,unless otherwise specified. Thealloy is usually annealed in therange of 1900-20500F (925-11200C), depending uponspecific requirements, followedby an air cool (or more rapidcooling) before aging. A waterquench is recommended forheavy section components.
Aging is performed at 12000F(6500C) for a period of 24-48hours, followed by an air cool.
Available in Convenient FormsHAYNES 242 alloy is producedin the form of reforge billet, bar,plate, sheet, and wire weldingproducts, all in various sizes.Other forms may be produced
upon request.
ApplicationsHAYNES 242 alloy combinesproperties which make itideally suited for a variety ofcomponent applications inthe aerospace industry. It willbe used for seal rings,containment rings, ductsegments, casings, fasteners,rocket nozzles, pumps, andmany others. In the chemicalprocess industry, 242 alloywill find use in high-tempera-ture hydrofluoric acid vapor-containing processes as aconsequence of its excellentresistance to that environ-ment. The alloy also displaysexcellent resistance to high-temperature fluoride saltmixtures. The high strengthand fluorine environment-resistance of 242 alloy hasalso been shown to providefor excellent service influoroelastomer processequipment, such as extrusionscrews.
CHEMICAL COMPOSITION, PERCENT
Ni Mo Cr Fe Co Mn Si Al C B Cu
65a 24.0- 7.0- 2.0* 2.5* 0.80* 0.80* 0.50* 0.03* 0.006* 0.50*26.0 9.0-
a As balance
*Maximum

4Haynes 242 alloy
HAYNES® 242™ alloy is an age-hardenable material whichcombines excellent strengthand ductility in the agedcondition with goodfabricability in the annealedcondition. It is particularly
STRESS-RUPTURE STRENGTH
effective for strength-limitedapplications up to 13000F(7050C), where its strength is asmuch as double that for typicalsolid-solution strengthenedalloys. It may be used at higher
temperatures, where itssolid-solution strength isstill excellent, but oxida-tion resistance limits suchuses to about 1500-16000F (815-8700C).
COMPARISON OF 100 HOUR STRESS-RUPTURE STRENGTHS*

5HAYNES 242 alloy
STRESS-RUPTURE STRENGTH (continued)
HOT-ROLLED PLATE – ANNEALED AND AGED
Test Approximate Initial Stress, Ksi (MPa)
Temperature Required to Cause Rupture in Specified Time0F (0C) 10 Hrs. 100 Hrs. 1000 Hrs.
1000 (540) 160 (1105) 140 (965) 120 (825)
1100 (595) 130 (895) 110 (760) 93 (640)
1200 (650) 105 (725) 90 (620) 75 (515)
1300 (705) 86 (595) 69 (475) 35 (240)
1400 (760) 62 (425) 29 (200) 17 (115)
1500 (815) 26 (180) 16 (110) 11 (76)
1600 (870) 15 (105) 11 (74) –

6HAYNES 242 alloy
COMPARISON OF YIELD STRENGTHS AND ELONGATIONS*
TENSILE PROPERTIES
BAR AND RINGS – ANNEALED AND AGED
Ultimate
Test Tensile 0.2% Yield Elongation Reduction
Temperature Strength Strength in 4D in Area0F (0C) Ksi MPa Ksi MPa % %
Room 187.4 1290 122.4 845 33.7 45.7
200 (95) 180.7 1245 110.4 760 31.7 47.0
400 (205) 173.5 1195 102.3 705 33.0 51.8
600 (315) 168.6 1160 96.5 665 33.4 48.4
800 (425) 161.3 1110 86.3 595 37.6 45.9
1000 (540) 156.3 1080 78.3 540 38.3 49.9
1200 (650) 144.9 1000 82.7 570 33.2 41.1
1400 (760) 106.2 730 44.9 310 44.3 54.1
1600 (870) 72.5 500 44.8 310 49.7 85.1
1800 (980) 42.0 290 30.6 210 54.0 97.8
HAYNES® 242™ alloy exhibitsmuch higher yield strength thantypical solid-solution-strength-ened nickel-base alloys, suchas HASTELLOY® S alloy, butalso possesses excellentductility in the fully heat-treatedcondition. This can translate intoexcellent containment charac-teristics for gas turbine ringsand casings, particularly whencoupled with 242 alloy's lowerexpansion coefficient andexcellent ductility retentionfollowing thermal exposure. Thiscombination is also well suitedfor a range of fastener andbolting applications up to13000F (7050C).

7 HAYNES 242 alloy
TENSILE PROPERTIES (continued)
HOT-ROLLED PLATE – ANNEALED AND AGED(a)
Ultimate
Test Tensile 0.2% Yield Elongation Reduction
Temperature Strength Strength in 4D in Area0F (0C) Ksi MPa Ksi MPa % %
75 (25) 193 1330 126 868 36 –
400 (205) 176 1213 101 696 43 52
800 (425) 165 1137 91 627 45 52
1000 (540) 164 1130 89 613 44 51
1100 (595) 160 1102 89 613 44 51
1200 (650) 141 971 87 599 29 31
1300 (705) 118 813 73 503 28 30
COLD-ROLLED SHEET – ANNEALED AND AGED(a)
Ultimate
Test Tensile 0.2% Yield Elongation Reduction
Temperature Strength Strength in 4D in Area0F (0C) Ksi MPa Ksi MPa % %
75 (25) 187 1288 120 827 38 –
1000 (540) 165 1137 106 730 31 –
1100 (595) 150 1034 102 703 18 –
1200 (650) 135 930 96 661 14 –
1300 (705) 109 751 83 572 10 –
(a) Average of two tests per heat, two heats of each product form.
Solution Annealed + Aged 12000F-48 hr.

8HAYNES 242 alloy
TENSILE PROPERTIES (continued)
COLD-REDUCED SHEET – AS COLD-WORKED AND COLD-WORKED PLUS AGED
Ultimate
Test Tensile 0.2% Yield Elongation
Temperature Strength Strength in 2 in. (50 mm)0F (0C) Ksi MPa Ksi MPa %
M.A. Room 137.6 950 65.3 450 47
M.A. + 20% C.W. Room 169.6 1170 139.5 960 20
M.A. + 40% C.W. Room 217.9 1500 181.3 1250 8
M.A. + Age Room 192.0 1325 130.0 895 32
M.A. + 20% C.W. + Age Room 209.5 1445 173.0 1195 21
M.A. + 40% C.W. + Age Room 244.7 1685 219.7 1515 11
M.A. + 40% C.W. + Age 1100 (595) 201.9 1390 191.4 1320 11
M.A. + 40% C.W. + Age 1200 (650) 198.7 1370 145.9 1005 8
M.A. + 40% C.W. + Age 1300 (705) 183.7 1265 134.3 925 11
M.A. + 40% C.W. + Age 1400 (760) 156.0 1075 94.1 650 32
*M.A. = Solution Anneal; C.W. = Cold Work; Age = Standard Aging Treatment.
HAYNES® 242 alloy has excel-lent strength and ductility as acold-reduced and directly agedproduct. Coupled with its low
thermal expansion characteris-tics, this makes it an excellentchoice for fasteners and springs.
COMPARATIVE FASTENER ALLOY TENSILE PROPERTIES*
HAYNES 242 alloy comparesvery favorably with other cold-worked and directly agedfastener alloys. The graphsbelow present comparative
room temperature tensileproperties for 40% cold-reduced and aged sheetproduct.
Ultimate and Yield Strength Elongation
250
200
150
100
50
1500
1000
500
242TM
alloy
Alloy
718
Alloy
A-286
UTS-
YS-
*Alloys cold-rolled to 40% reduction. 242 alloy aged 12000F (6500C)/24 hours/AC; alloy 718 aged 13250F (7200C)/8 hours/FC to 11500F (6200C)/8
hours/AC; alloy A-286 aged 12000F (6500C)16 hours/AC.
10
8
6
4
2
242TM
alloy
Alloy
718
Alloy
A-286
ST
RE
SS
, K
si
ST
RE
SS
, M
Pa
EL
ON
GA
TIO
N,
% in
2 in
. (5
0 m
m)

HAYNES 242 alloy9
COMPARISON OF THERMAL EXPANSION CHARACTERISTICS
TOTAL THERMAL EXPANSION, ROOM TO ELEVATED TEMPERATURE
HAYNES® 242™ alloy exhibitssignificantly lower thermalexpansion characteristics thanmost nickel-base high-tempera-ture alloys in the range oftemperature from room tempera-ture to 16000F (8700C). Although
Mean Coefficient of Expansion
From RT to Temperature, in./in.-0F (mm/mm-0C) x 10 -6
Material 10000F (5400C) 11000F (5950C) 12000F (6500C) 13000F (7050C) 14000F (7600C)
Alloy 909 5.0 (9.0) 5.4 (9.7) 5.8 (10.4) 6.2 (11.2) 6.6 (11.9)
242TM alloy 6.8 (12.2) 6.8 (12.3) 7.0 (12.6) 7.2 (13.0) 7.7 (13.9)
Alloy B 6.7 (12.0) 6.7 (12.0) 6.7 (12.0) 6.9 (12.4) 7.1 (12.8)
Alloy N 7.3 (13.1) 7.4 (13.3) 7.5 (13.5) 7.6 (13.7) 7.8 (14.0)
Alloy S 7.4 (13.2) 7.5 (13.5) 7.6 (13.7) 7.8 (14.0) 8.0 (14.4)
Alloy X 8.4 (15.1) 8.5 (15.3) 8.6 (15.5) 8.6 (15.7) 8.8 (15.8)
MEAN COEFFICIENT OF THERMAL EXPANSION
its expansion is greater thanthat for alloy 909 below 10000F(5400C), at higher tempera-tures, the difference narrowsconsiderably.
The following compares the mean coefficient of expansion for several alloys:

LOW CYCLE FATIGUE PROPERTIES
STRESS-CONTROLLED NOTCHED LCF PROPERTIES (HOT-ROLLED RINGS)
The following LCF propertieswere generated from hot-rolledand fully heat-treated plate.Testing was performed in thetransverse direction utilizing asmooth, round bar specimen
The following test results weregenerated from hot-rolled andfully heat-treated rings destinedfor actual gas turbine enginepart applications. Testing wasperformed in the tangentialdirection utilizing a round test
bar geometry with a doublenotch design (K
t=2.18). Load-
ing was uniaxial cycling with anR-ratio of 0.05 stress and acycle frequency of 20 cpm(0.33 Hz).
Maximum Stress Cycles to Failure at 12000F (6500C), NF
Ksi MPa 242TM alloy Alloy 909
110 760 845 2,835
100 690 12,220 22,568
95 655 32,587 13,796
90 620 76,763 59,679; 40,525
85 585 297,848 47,707; 43,701
80 550 304,116* 129,573**
* No crack observed at 198,030 cycles. 8 mil (200µm) crack observed at 200,000 cycles.
**No crack observed at 45,800 cycles. 8 mil (200µm) crack observed at 47,770 cycles.
HIGH-TEMPERATURE HARDNESS PROPERTIES
The following are results from standard vacuum furnace hot hardness tests. Values are given in originallymeasured DPH (Vickers) units and conversions to Rockwell C/B scale in parentheses.
Vickers Diamond Pyramid Hardness (Rockwell C/B Hardness)
Material 8000F (4250C) 10000F (5400C) 12000F (6500C) 14000F (7600C) 16000F (8700C)
242TM alloy 271 (RC 26) 263 (R
C 24) 218 (R
B 95) 140 (R
B 75) 78
Alloy 6B 269 (RC 26) 247 (R
C 22) 225 (R
B 98) 153 (R
B 81) 91
Alloy 25 171 (RB 87) 160 (R
B 83) 150 (R
B 80) 134 (R
B 74) 93
Alloy 188 170 (RB 86) 159 (R
B 83) 147 (R
B 77) 129 (R
B 72) 89
230® alloy 142 (RB 77) 139 (R
B 76) 132 (R
B 73) 125 (R
B 70) 75
556TM alloy 132 (RB 73) 129 (R
B 72) 118 (R
B 67) 100 (R
B 55) 67
10HAYNES 242 alloy
geometry. The specimens weretested by fully reversed axialstrain cycling, R-ratio of -1.0,and a cycle frequency of 20cpm (0.33 Hz) at a strain rangeof 1%.
Cycles to Failure at 12000F (6500C), NF
HAYNES® 242TM alloy HASTELLOY® X alloy HAYNES 188 alloy HAYNES HR-120® alloy
2000 4000 2100 3600
STRAIN-CONTROLLED LCF PROPERTIES (HOT-ROLLED PLATE)

HAYNES 242 alloy11
THERMAL STABILITY
COMPARATIVE RETAINED DUCTILITY AND IMPACT STRENGTH
HAYNES® 242™ alloy has excel-lent retained ductility and impactstrength after long-term thermalexposure at temperature.Combined with its high strengthand low thermal expansioncharacteristics, this makes forvery good containment proper-ties in gas turbine static struc-
tures. The graphs belowshow the retained room-temperature tensile elonga-tion and impact strength for242 alloy versus otherrelevent materials after a4000 hour exposure at12000F (6500C).
Room-Temperature Tensile Elongation Room Temperature Impact Strength
60
50
40
30
20
10
242alloy
AlloyS
%
Fo
ot
– P
ou
nd
s242alloy
AlloyB
Alloy909
AlloyS
AlloyB
Alloy909
Unexposed 12000F (6500C) for4000 Hours*
*Alloy 909 data for 1000 hours.
60
50
40
30
20
10
150
125
100
75
50
25
242alloy
AlloyS
Jo
ule
s242alloy
AlloyB
Alloy909
AlloyS
AlloyB
Alloy909
Unexposed 12000F (6500C) for4000 Hours*
200
150
100
50
ROOM-TEMPERATURE PROPERTIES AFTER EXPOSURE AT 12000F (6500C)*
Ultimate
Exposure Tensile 0.2% Yield Elongation Reduction Charpy
Time Strength Strength in 2 in. (50 mm) in Area V-Notch
Hours Ksi MPa Ksi MPa % % Ft.-lbs. Joules
0 179 1235 110 760 39 44 66 90
1000 194 1340 119 820 28 38 41 56
4000 196 1350 122 840 25 37 31 42
8000 193 1330 121 835 24 39 26 35
*Samples machined from plate after exposure. Duplicate tests.

12HAYNES 242 alloy
TYPICAL PHYSICAL PROPERTIES
Temp., 0F British Units Temp., 0C Metric Units
Density Room 0.327 lb/in3 Room 9.05 g/cm3
Melting Range 2350-2510 1290-1375
Electrical Room 48.0 µohm-in Room 122.0 µohm-cm
Resistivity 200 48.5 µohm-in 100 123.4 µohm-cm
400 49.3 µohm-in 200 125.1 µohm-cm
600 50.0 µohm-in 300 126.7 µohm-cm
800 50.6 µohm-in 400 128.0 µohm-cm
1000 51.1 µohm-in 500 129.5 µohm-cm
1200 51.7 µohm-in 600 130.6 µohm-cm
1400 52.4 µohm-in 700 132.0 µohm-cm
1600 51.3 µohm-in 800 132.4 µohm-cm
1800 50.4 µohm-in 900 129.8 µohm-cm
1000 127.6 µohm-cm
Thermal Diffusivity Room 4.7 x 10-3 in2/sec Room 30.5 x 10-3 cm2/sec
200 5.1 x 10-3 in2/sec 100 32.9 x 10-3 cm2/sec
400 5.6 x 10-3 in2/sec 200 35.9 x 10-3 cm2/sec
600 6.1 x 10-3 in2/sec 300 39.0 x 10-3 cm2/sec
800 6.6 x 10-3 in2/sec 400 41.9 x 10-3 cm2/sec
1000 7.2 x 10-3 in2/sec 500 45.0 x 10-3 cm2/sec
1200 7.9 x 10-3 in2/sec 600 48.1 x 10-3 cm2/sec
1400 7.2 x 10-3 in2/sec 700 51.2 x 10-3 cm2/sec
1600 7.0 x 10-3 in2/sec 800 44.2 x 10-3 cm2/sec
1800 7.6 x 10-3 in2/sec 900 46.6 x 10-3 cm2/sec
1000 49.6 x 10-3 cm2/sec
Thermal Room 75.7 BTU-in/ft2 hr.-0F Room 11.3 W/m-K
Conductivity 200 83.6 BTU-in/ft2 hr-0F 100 12.6 W/m-K
400 96.1 BTU-in/ft2 hr-0F 200 14.2 W/m-K
600 108.5 BTU-in/ft2 hr-0F 300 15.9 W/m-K
800 120.9 BTU-in/ft2 hr-0F 400 17.5 W/m-K
1000 133.3 BTU-in/ft2 hr-0F 500 19.2 W/m-K
1200 145.7 BTU-in/ft2 hr-0F 600 20.9 W/m-K
1400 158.2 BTU-in/ft2 hr-0F 700 22.5 W/m-K
1600 170.6 BTU-in/ft2 hr-0F 800 24.2 W/m-K
1800 183.0 BTU-in/ft2 hr-0F 900 25.8 W/m-K
1000 27.5 W/m-K

HAYNES 242 alloy13
TYPICAL PHYSICAL PROPERTIES (continued)
DYNAMIC MODULUS OF ELASTICITY
Temp., 0F British Units Temp., 0C Metric Units
Specific Heat Room 0.092 BTU/lb-0F Room 386 J/Kg-k
200 0.097 BTU/lb-0F 100 405 J/Kg-K
400 0.100 BTU/lb-0F 200 419 J/Kg-K
600 0.103 BTU/lb-0F 300 431 J/Kg-K
800 0.106 BTU/lb-0F 400 439 J/Kg-K
1000 0.110 BTU/lb-0F 500 451 J/Kg-K
1200 0.118 BTU/lb-0F 600 470 J/Kg-K
1400 0.144 BTU/lb-0F 700 595 J/Kg-K
1600 0.146 BTU/lb-0F 800 605 J/Kg-K
1800 0.150 BTU/lb-0F 900 610 J/Kg-K
1000 627 J/Kg-K
Mean Coefficient of 70-200 6.0 microinches/in-0F 25-100 10.8 µm/m-0C
Thermal Expansion 70-400 6.3 microinches/in-0F 25-200 11.3 µm/m-0C
70-600 6.5 microinches/in-0F 25-300 11.6 µm/m-0C
70-800 6.7 microinches/in-0F 25-400 11.9 µm/m-0C
70-1000 6.8 microinches/in-0F 25-500 12.2 µm/m-0C
70-1100 6.8 microinches/in-0F 25-600 12.3 µm/m-0C
70-1200 6.9 microinches/in-0F 25-650 12.4 µm/m-0C
70-1300 7.2 microinches/in-0F 25-700 13.0 µm/m-0C
70-1400 7.7 microinches/in-0F 25-750 13.7 µm/m-0C
70-1600 8.0 microinches/in-0F 25-800 14.0 µm/m-0C
70-1800 8.3 microinches/in-0F 25-900 14.5 µm/m-0C
25-1000 15.0 µm/m-0C
Dynamic Dynamic
Modulus of Modulus of
Elasticity, Elasticity,
Temp., 0F 106 psi Temp., 0C GPa
Room 33.2 Room 229
200 32.7 100 225
400 31.8 200 219
600 30.8 300 213
800 29.7 400 206
1000 28.6 500 199
1200 27.6 600 193
1400 25.7 700 185
1600 24.0 800 172
1800 22.4 900 163
1000 152

HAYNES 242 alloy 14
OXIDATION RESISTANCE
SCHEMATIC REPRESENTATION OF METALLOGRAPHIC TECHNIQUE
USED FOR EVALUATING OXIDATION TESTS
HAYNES® 242™ alloy exhibitsvery good oxidation resistanceat temperatures up to 15000F(8150C), and should not requireprotective coatings for continu-ous or intermittent service at
these temperatures. The alloy isnot specifically designed foruse at higher temperatures, butcan tolerate short-term expo-sures.
1. Metal Loss = (A – B)/2
2. Average Internal Penetration = C
3. Maximum Internal Penetration = D
4. Average Metal Affected = ((A – B)/2) + C
5. Maximum Metal Affected = ((A – B)/2) + D
COMPARATIVE BURNER RIG OXIDATION-RESISTANCE AT 14000F (7600C) FOR 500 HOURS
Average Maximum
Metal Metal Metal
Loss Affected Affected
Alloy Mils µm Mils µm Mils µm
HASTELLOY® N alloy 0.7 18 0.8 20 1.2 30
242TM alloy 1.1 28 1.2 30 1.6 41
HASTELLOY B alloy 1.8 46 2.6 66 2.8 71
Alloy 909 0.3 8 10.8 275 12.8 325
Oxidation Test ParametersBurner rig oxidation tests wereconducted by exposing samples3/8 inch x 2.5 inches x thickness(9mm x 64mm x thickness), in arotating holder, to the products ofcombustion of No. 2 fuel oil
burned at a ratio of air to fuel ofabout 50:1. (Gas velocity wasabout 0.3 mach). Samples wereautomatically removed from thegas stream every 30 minutes and
fan-cooled to near ambienttemperature and then reinsertedinto the flame tunnel.

HAYNES 242 alloy15
BURNER RIG OXIDATION-RESISTANCE (continued)
Microstructures shown relate tothe burner rig oxidation testdata shown on the pageopposite for three of thematerials evaluated. The blackarea shown at the top of thepictures for 242TM alloy andalloy B represent thickness lossduring the test. The alloy 909apparently exhibited only minorthickness loss. This is believedto be a consequence of thesample actually swelling duringthe exposure due to oxygenabsorption. The sample alsodeveloped a very thick, coarsescale and extensive internaloxidation. There was alsoevidence of significant crack-ing in the alloy 909 specimendue to the thermal cycling,even though the test sampleswere not constrained.
COMPARATIVE OXIDATION-RESISTANCE IN FLOWING AIR
AT 15000F (8150C) FOR 1008 HOURS*
Metal Loss Average Metal Affected
Alloy Mils µm Mils µm
242TM alloy 0.0 0 0.5 13
HASTELLOY® S alloy 0.0 0 0.5 13
HASTELLOY X alloy 0.1 3 1.1 28
HASTELLOY N alloy 0.4 10 1.2 30
HASTELLOY B alloy 7.2 183 8.2 208
Alloy 909 4.4 112 19.4 493
*Coupons exposed to flowing air at a velocity of 7.0 feet/minute (2.1m/minute) past the samples. Samples cycled to room temperature once-a-day.
HAYNES® 242™ alloy
Average Metal Affected = 1.2 Mils (30 µm)
HASTELLOY® B alloy
Average Metal Affected = 2.6 Mils (66 µm)
Alloy 909
Average Metal Affected = 10.8 Mils (275 µm)

HAYNES 242 alloy 16
RESISTANCE TO HIGH-TEMPERATURE FLUORIDE ENVIRONMENTS
Research has shown thatmaterials which have highmolybdenum content and lowchromium content are generallysuperior to other materials inresisting high-temperature
COMPARATIVE RESISTANCE TO 70% HF AT 16700F (9100C) FOR 136 HOURS
corrosion in fluorine-contain-ing environments. HAYNES®
242™ alloy is in that category,and displays excellent resis-tance to both fluoride gas andfluoride salt environments.
COMPARATIVE RESISTANCE TO KCl-KF-NaF MIXED SALTS
Samples were exposed to amixture of KCl-KF-NaF salts fora total of 40 hours in service.Temperature was cycled from1290 to 16500F (700-9000C)during the course of theexposure.
Thickness Loss
Alloy Mils mm
242TM alloy 12.6 0.3
HASTELLOY® S alloy 15.8 0.4
HASTELLOY N alloy 15.8 0.4
Alloy 625 47.2 1.2
230® alloy 70.9 1.8
C-22® alloy 78.7 2.0
Alloy 600 141.7 3.6
AV
ER
AG
E M
ET
AL
AF
FE
CT
ED
(M
ils)
AV
ER
AG
E M
ET
AL
AF
FE
CT
ED
(µ
m)
125
100
75
50
25
5
4
3
2
1
AlloyN
AlloyS
242alloy
AlloyC-276
AlloyX

HAYNES 242 alloy17
RESISTANCE TO NITRIDING
HAYNES® 242™ alloy have verygood resistance to nitridingenvironments. Tests were
performed in flowing ammonia at18000F (9800C) for 168 hours.Nitrogen absorption was deter-
mined by chemical analysisbefore and after exposure andknowledge of the specimen area.
Nitrogen Absorption
Alloy (mg/cm 2)
HAYNES® 214 alloy 0.3
HAYNES 242™ alloy 0.7
Alloy 600 0.9
HAYNES 230® alloy 1.4
HASTELLOY® X alloy 3.2
Alloy 800H 4.0
Type 316 Stainless Steel 6.0
Type 304 Stainless Steel 7.3
Type 310 Stainless Steel 7.7
RESISTANCE TO SALT-SPRAY CORROSION
HAYNES 242 alloy exhibits goodresistance to corrosion bysodium-sulfate-containing seawater environment at 12000F(6500C). Tests were performed
Metal Loss Maximum Metal Affected
Alloy Mils µm Mils µm
HASTELLOY® S alloy 0.10 2.5 0.20 5.1
HAYNES® 242™ alloy 0.15 3.8 0.30 7.6
HASTELLOY B alloy 0.20 5.1 0.30 7.6
Alloy 909 0.40 10.2 1.20 30.5
by heating specimens to 3000F(1500C), spraying with a simu-lated sea water solution, coolingand storing at room temperaturefor a week, heating to 12000F
(6500C) for 20 hours in still air;cooling to room temperature,heating and spraying again at3000F (1500C), and storing atroom temperature for a week.
RESISTANCE TO HYDROGEN EMBRITTLEMENT
Notched room-temperaturetensile tests performed inhydrogen and air reveal that242 alloy is roughly equivalentto alloy 625 in resistinghydrogen embrittlement, andappears to be superior tomany important materials.Tests were performed in MIL-P27201B grade hydrogen,with a crosshead speed of0.005 in./min. (0.13 mm/min.).
Ratio of Notched
Hydrogen Pressure Tensile Strength
Alloy Psig MPa Kt Hydrogen/Air
Waspaloy alloy 7,000 48 6.3 .78
Alloy 625 5,000 34 8.0 .76
242TM alloy 5,000 34 8.0 .74
Alloy 718 10,000 69 8.0 .46
Alloy R-41 10,000 69 8.0 .27
Alloy X-750 7,000 48 6.3 .26

HAYNES 242 alloy 18
Corrosive Temperature Exposure 242™ alloy C-22® alloy
Media 0F (0C) Hours alloy B-2 alloy N
5% HF 175 (79) 24 14 (0.36) 12 (0.30) 25 (0.64) 20 (0.51)
48% HF 175 (79) 24 32 (0.81) 25 (0.64) 27 (0.69) 31 (0.79)
70% HF 125 (52) 24 35 (0.89) 66 (1.68) 32 (0.81) 48 (1.22)
10% HCl Boiling 24 22 (0.56) 7 (0.18) 400 (10.16) 204 (5.18)
20% HCl Boiling 24 41 (1.04) 15 (0.38) 380 (9.65) –
55% H3PO
4Boiling 24 3 (0.08) 4 (0.10) 9 (0.23) –
85% H3PO
4Boiling 24 4 (0.10) 4 (0.10) 120 (3.05) –
10% H2SO
4Boiling 24 2 (0.05) 2 (0.05) 11 (0.28) 46 (1.17)
50% H2SO
4Boiling 24 5 (0.13) 1 (0.03) 390 (9.91) –
99% ACETIC Boiling 24 <1 (<0.03) 1 (0.03) Nil –
AQUEOUS CORROSION RESISTANCE
Although not specifically de-signed for use in applicationswhich require resistance toaqueous corrosion, 242TM alloydoes exhibit resistance in somemedia which compares favorably
with that exhibited by traditionalcorrosion-resistant alloys. Datashown for 242 alloy was gener-ated for samples tested in themill annealed condition.
Corrosion Rate, Mils/year (mm/year)
FABRICATION AND WELDING
HAYNES® 242 alloy has excellentforming and welding characteris-tics. It may be hot-worked attemperatures in the range ofabout 1800-22500F (980-12300C)provided the entire piece issoaked for a time sufficient tobring it uniformly to temperature.Initial breakdown is normallyperformed at the higher end ofthe range, while finishing isusually done at the lower tem-peratures to afford grain refine-ment.
As a consequence of its goodductility, 242 alloy is also readilyformed by cold-working. All hot-or cold-worked parts should beannealed at 1900-20500F (925-11200C) and cooled by air coolor faster rate before aging at12000F (6500C) in order todevelop the best balance ofproperties.
The alloy can be welded by avariety of processes, includinggas tungsten arc, gas metalarc, and shielded metal arc.High heat input processessuch as submerged arc andoxyacetalyne welding are notrecommended.
Welding ProceduresWelding procedures commonto most high-temperature,nickel-base alloys are recom-mended. These include useof stringer beads and aninterpass temperature lessthan 2000F (950C). Preheat isnot required. Cleanliness iscritical, and careful attentionshould be given to theremoval of grease, oil, crayonmarks, shop dirt, etc. prior towelding. Because of thealloy's high nickel content,the weld puddle will besomewhat "sluggish" relativeto steels. To avoid lack of
fusion and incomplete penetra-tion defects, the root openingand bevel should be suffi-ciently open.
Filler MetalsHAYNES 242 alloy should bejoined using matching fillermetal. If shielded metal arcwelding is used, HASTELLOY®
W alloy coated electrodes aresuggested.
Post-Weld Heat TreatmentHAYNES 242 alloy is normallyused in the fully-aged condi-tion. However, followingforming and welding, a fullsolution anneal is recom-mended prior to aging in orderto develop the best joint andoverall mechanical properties.

HAYNES 242 alloy19
FABRICATION AND WELDING (continued)
HEALTH AND SAFETY INFORMATION
Welding can be a safe occupa-tion. Those in the weldingindustry, however, should beaware of the potential hazardsassociated with welding fumes,gases, radiation, electric shock,heat, eye injuries, burns, etc.Also, local, municipal, state, andfederal regulations (such asthose issued by OSHA) relativeto welding and cutting processesshould be considered.
Nickel-, cobalt-, and iron-basealloy products may contain, invarying concentrations, thefollowing elemental constituents:aluminum, cobalt, chromium,copper, iron, manganese,molybdenum, nickel and tung-
MACHINING GUIDELINES
Typical root, face, and sidebends (L to R) for welded242TM alloy 0.5-inch (13 mm)plate and matching fillermetal. Bend radius was 1.0inch (25 mm).
HAYNES® 242™ alloy may bemachined in either the solution-annealed or aged conditions.Carbide tools are recommended.In the annealed condition (R
B 95-
100 typical hardness) the alloy issomewhat "gummy". Better
sten. For specific concentra-tions of these and other ele-ments present, refer to theMaterial Safety Data Sheets(MSDS) H3095 and H1072 forthe product.
Inhalation of metal dust orfumes generated from welding,cutting, grinding, melting, ordross handling of these alloysmay cause adverse healtheffects such as reduced lungfunction, nasal and mucousmembrane irritation. Exposureto dust or fumes which may begenerated in working with thesealloys may also cause eyeirritation, skin rash and effectson other organ systems.
The operation and maintenanceof welding and cutting equip-ment should conform to theprovisions of American NationalStandard ANSI/AWS Z49.1,"Safety in Welding and Cutting".Attention is especially called toSection 7 (Protection of Person-nel) and 8 (Health Protection andVentilation) of ANSI/AWS Z49.1.Mechanical ventilation is advis-able and, under certain condi-tions such as a very confinedspace, is necessary duringwelding or cuttiing operations, orboth, to prevent possible expo-sure to hazardous fumes, gases,or dust that may occur.
results may be achieved byperforming machining opera-tions on material in the age-hardened condition (R
C 35-39
typical hardness). Finishturning has been successfullydone employing carbide tools
with a depth of cut in the rangeof 0.010-0.020 inch (0.25-0.50mm), rotation speeds of 200-400rpm, 40-80 sfm, and a water-base lubricant.

STANDARD PRODUCTSBy Brand or Alloy Designation:
B-3®, C-4, C-22®, C-22HS®, C-276, C-2000®, G-30®, G-35®, G-50®, HYBRID-BC1™, and N
Corrosion-Wear Resistant Alloy
ULTIMET®
25, R-41, 75, HR-120®, HR-160®, HR-224™, 188, 214®, 230®, 230-W®, 242®, 263, 282®, 556®, 617, 625,
625SQ®, 718, X-750, MULTIMET®, NS-163™, and Waspaloy
Wear-Resistant Alloy
Ti-3Al-2.5V
HASTELLOY® High-Temperature Alloys
HASTELLOY® Corrosion-Resistant Alloys
S, W, and X
HAYNES® High-Temperature Alloys
6B
HAYNES® Titanium Alloy Tubular
Properties Data: The data and information in this publication are
based on work conducted principally by Haynes International,
Inc. and occasionally supplemented by information from the open
literature, and are believed to be reliable. However, Haynes
does not make any warranty or assume any legal liability or
responsibility for its accuracy, completeness, or usefulness,
nor does Haynes represent that its use would not infringe
upon private rights.
Any suggestions as to uses and applications for specific
alloys are opinions only and Haynes International, Inc. makes no
warranty of results to be obtained in any particular situation. For
specific concentrations of elements present in a particular product
and a discussion of the potential health affects thereof, refer to
the Material Safety Data Sheet supplied by Haynes International,
Inc. All trademarks are owned by Haynes International, Inc.
Standard Forms: Bar, Billet, Plate, Sheet, Strip, Coils, Seamless or Welded Pipe & Tubing, Pipe
Fittings, Flanges, Fittings, Welding Wire, and Coated Electrodes
052008
Global Headquarters1020 West Park Avenue
P.O. Box 9013
Kokomo, Indiana 46904-9013 (USA)
Phone: 1-800-354-0806 or (765) 456-6012
Fax: (765) 456-6905
For your local service center or sales offi ce, please call or visit our website.
www.haynesintl.com

Teilnr. Anzahl Bauteil Norm/Artikelnr. Material Hersteller
1 1 Flachdichtung_1 - ? -
2 1 Flachdichtung_2 - ? -
3 1 Steckerhalterung_1 - Hastelloy -
4 1 Steckerhalterung_2 - Hastelloy -
5 1 Kupplung_Teil2a - Hastelloy -
6 1 Kupplung_Teil2b - Hastelloy -
7 1 Kupplung_Teil1 - Hastelloy -
8 1 Ueberwurfmutter - Hastelloy -
9 1 O-Ring Parker-Nr.: 2-352 Fluorokarbon (FKM) Parker Hannifin
10 1 O-Ring Parker-Nr.: 2-355 Fluorokarbon (FKM) Parker Hannifin
11 12 Zylinderschraube ISO 4762 - M10 x 90 - 12.9 - -
12 12 Senkschraube ISO 10642 - M5 x 20 - 8.8 - -
13 3 Zylinderstift ISO 2338 - 6 m6 x 50 - St - -
14 3 Zylinderstift ISO 2338 - 8 m6 x 50 - St - -
15 1 Zylinderstift ISO 2338 - 8 m6 x 20 - St - -
16 1 Apparatedose EGG.3K.310.SYP - Lemo
17 1 Apparatedose EGG.4K.306.SYM - Lemo
18 1 Einbaustecker FAG.3K.310.SYBC80 - Lemo
19 1 Einbaustecker FAG.4K.306.SYCC10 - Lemo
20 2 Schmiernippel DIN 71412 A M10x1 - -
21 2 Verschlussschraube DIN 910 M10x1 ? -
22 1 Verschlussschraube DIN 910 M16x1,5 ? -
23 2 Dichtring DIN 7603 A 10 × 13,5 ? -
24 1 Dichtring DIN 7603 A 16 x 20 ? -
Teileliste

A-A ( 1 : 1 )
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
E E
F F
1 A2
ZusammenbauStatus Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
07.09.2009 roland.lohrer
A
A
1 218 16137
10149 1719 6
5
311
20
21
4
8

1 A4
Flachdichtung_1Status Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
28.08.2009 roland.lohrer
n120,00
n100,00
n110,00
t = 1,00
109,00
15°
3 x n8,10
3 x n6,10
n5,00
n5,00
6 x 60
° - n5
,10
n5,00
15°

1 A4
Flachdichtung_2Status Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
29.08.2009 Roland
n120,00n
100,00
n5,10
6 x
3 x n6,10
3 x n8,10
n110,00
t = 1,00

A-A ( 1 : 1 )
B ( 4 : 1 )
C-C ( 1 : 1 )
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
11
11
12
12
A A
B B
C C
D D
E E
F F
G G
H H
1 A1
Kupplung_Teil1Status Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
01.09.2009 roland.lohrer
A
A
B
C
C
120,00
Ø H8
12 x n11,00 - 10,00 TIEF
M155x2
55,00
12,00
3,00 X 45° 6 x M5x0.8 - 10 ,00 TIEF
KERNLOCH 14,00 TIEF
Alle Bohrungen bis auf die beiden n5,00 Bohrungen im Abstand von 30°
15°
3 x n8,00 H7 - 18,00 TIEF
3 x n8,10 - 8,00 TIEF
n110,0
0
109,00
3 x n6,00 H7 - 18,00 TIEF
3 x n6,10 -8,00 TIEF
5,00
7,20 - 0,000,20+
4,50
0,60R `0,20
0,20
R
`0,10
25,00
3,00 X 45°
n100,00
155,00
10,00
1,00 X 45°
15,00Ø
45,00
DIN 158 M10x1 - 8,00 TIEF
KERNLOCH 11,00 TIEF
137,00
15,00Ø
M10x1 - 8,00 TIEF
KERNLOCH 11,00 TIEF
n5,00 -102,00 TIEF
n5,00 -102,00 TIEF
R2,00
n170,00
n170,00
Material:Haynes® 242® Alloy
Ni-Mo-Cr-Legierung
136,00
Ø f7
DIN 509 - F1,2 x 0,4
0,50
0,50
65,00
155,00
85,00
n94,00
H8
n148,00
45,00
3,00 X
20°
n130,
00
22,00
64,00
M16x1.5
Kante gerundet

A-A ( 1 : 1 )
B-B ( 1 : 1 )C ( 4: 1 )D ( 4 : 1 )
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
E E
F F
1 A2
Kupplung_Teil2aStatus Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
29.08.2009 Roland Lohrer
A
A
B B
C
D
105,00
130,00
f7
Ø
150,00
Ø136,00
H8
Ø
120,00
H8
Ø
37,00
25,006,00
3,00 X 20°
3,00 X 2
0°
n8,00 H7 -11,00 TIEF
12 x M1
0x1.5 -
25,00
TIEF
KERNLO
CH 29,0
0 TIEF
6 x M5x0.8 - 15,00 TIEF
KERNLOCH 18,00 TIEF
8,00Ø H7
25,00
14,00
25,00
Material:Haynes® 242® Alloy
Ni-Mo-Cr-Legierung
n6,00 H7
n6,10 n8,10
14,00
Kante abgerundet
Kante abgerundet
DIN 509 F1,2 x 0,4
DIN 509 F1,2 x 0,4
n115,00
n110,00
Bohrungen im Abstand von 30°
3,00 X 20°
100,00
130,00
16,00

A-A ( 1 : 1 )
B ( 4: 1 )
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
E E
F F
1 A2
Kupplung_Teil2bStatus Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
01.09.2009 roland.lohrer
A
A
B
12 x n
11,00 DU
RCH
DIN 974 - n16,00 X
10,60
n170,00
25,00
25,00
71,00
130,00
n H
8
94,00
n
1,00 X 45°
100,00
15,00
148,00
n
n115,00
3 X 45°
3,00 X 15°
Kante abgerundet
30,00
DIN 158
M10x1
DIN 185 M10x1
12 x n11,00
7,20 + 0,000,02+
3,00
0,20R
-0,10
0,10+
0,60R
-0,20
0,20+
16,00
Material:Haynes® 242® Alloy
Ni-Mo-Cr-Legierung
DIN 509 F1,2 x 0,4
7,00
130,00
n
4,50
n8,10 -10,00 TIEF
15,00
94,00
n H
8

A-A ( 1 : 1 )1
1
2
2
3
3
4
4
5
5
6
6
A A
B B
C C
D D
1 A3
UeberwurfmutterStatus Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
29.08.2009 Roland
A
A47,00
12,00
132,00
n H8
M155x2
n170,00
12,00
80,00
99,00
Material:Haynes® 242® Alloy
Ni-Mo-Cr-Legierung
gerändelt DIN 82-RGE 1,6
80,00
155,30
n

A-A ( 1 : 1 )
1
1
2
2
3
3
4
4
5
5
6
6
A A
B B
C C
D D
1 A3
Steckerhalterung_1Status Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
28.08.2009 roland.lohrer
A
A
120,00
Ø f7
11,00
n110,00
3 x n8,10
3 x n6
,10
n5,00
5,005,00 TIEF
5,005,00 TIEF
5,00
8,50*
9,50*
33,00
Ø39,00
n
5,00
30,00
Ø24,00
Ø
28,50
22,50
6 x Senkung DIN 74 - F5
Alle Bohrungen bis auf die beiden Ø5,00 Bohrungen im Abstand 30°
29,75
33,00
n5,00
45°
54,50
54,50
Material:Haynes® 242® Alloy
Ni-Mo-Cr-Legierung
41,04( )
* Bitte um Rückfrage (Herr Isele Tel.: 5766)
R2,50
R2,50

A-A ( 1 : 1 )
1 A4
Steckerhalterung_2Status Änderungen Datum Name
Gezeichnet
Kontrolliert
Norm
Datum Name
28.08.2009 roland.lohrer
A A
n120,00 f7
n100,00
n110,00
6x Senkung DIN 74 - F5
1,00
5,00
3x n6,10
3x n8,10
n24,00
22,50
n30,00
28,50
30°
Alle Bohrungen im Abstand von 30°
33,0029,75
Material:Haynes® 242® Alloy
Ni-Mo-Cr-Legierung
Related Documents