
Electro Discharge Macnining
Dec 11, 2015
edm
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
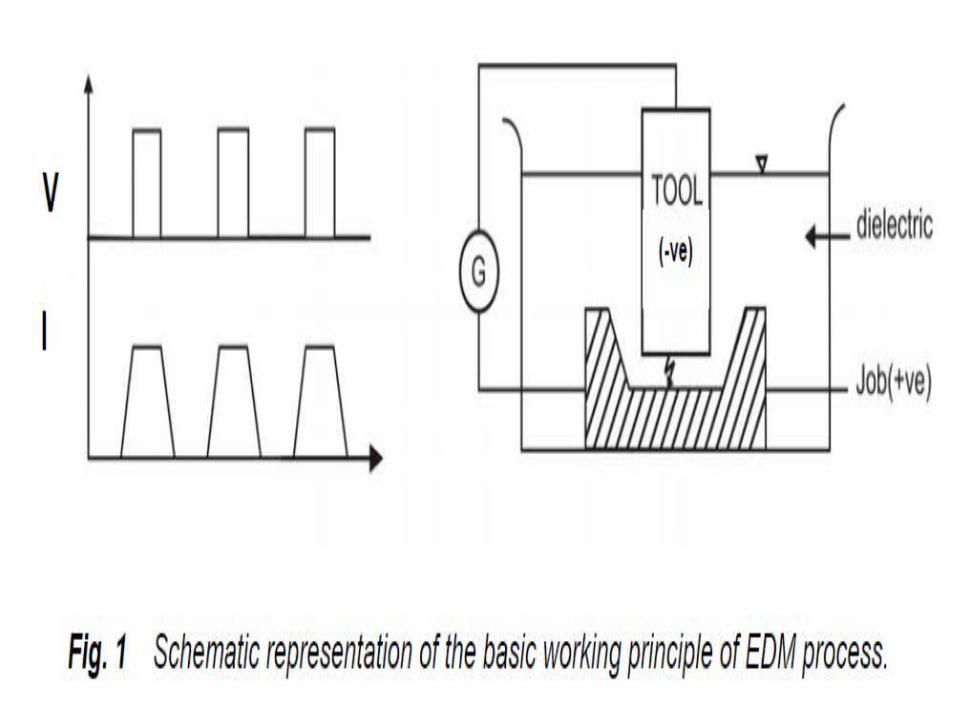

Characteristics of EDM
• (a) The process can be used to machine any work material if it is electrically conductive
• (b) Material removal depends on mainly thermal properties of the work material rather than its strength, hardness etc
• (c) In EDM there is a physical tool and geometry of the tool is the positive impression of the hole or geometric feature machined
• (d) The tool has to be electrically conductive as well. The tool wear once again depends on the thermal properties of the tool material
• (e) Though the local temperature rise is rather high, still due to very small pulse on time, there is not enough time for the heat to diffuse and thus almost no increase in bulk temperature takes place. Thus the heat affected zone is limited to 2 – 4 μm of the spark crater

• (f) However rapid heating and cooling and local high temperature leads to surface hardening which may be desirable in some applications
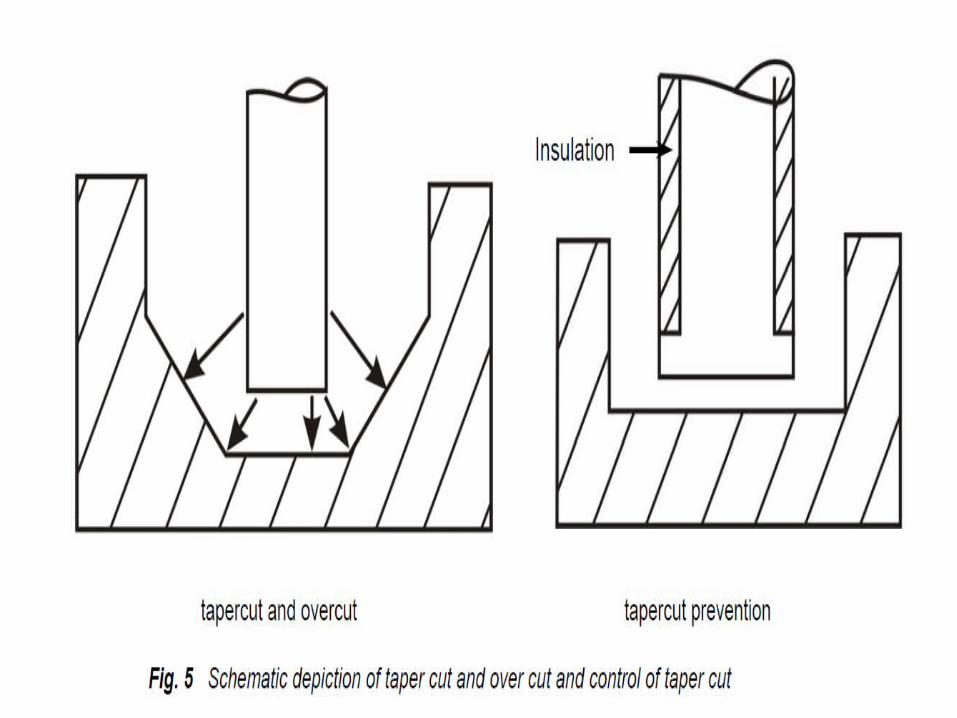
• (g) Though there is a possibility of taper cut and overcut in EDM, they can be controlled and compensated.

Basic characteristics of electrode materials
• High electrical conductivity – electrons are cold emitted more easily and there is less bulk electrical heating
• High thermal conductivity – for the same heat load, the local temperature rise would be less due to faster heat conducted to the bulk of the tool and thus less tool wear
• Higher density – for the same heat load and same tool wear by weight there would be less volume removal or tool wear and thus less dimensional loss or inaccuracy
• High melting point – high melting point leads to less tool wear due to less tool material melting for the same heat load
• Easy manufacturability • Cost – cheap
electrode materials which are used commonly in the industry
• Graphite • Electrolytic oxygen free copper • Tellurium copper – 99% Cu + 0.5% tellurium • Brass

EDM machine has the following major modules
• Dielectric reservoir, pump and circulation system
• Power generator and control unit • Working tank with work holding device • X-y table accommodating the working table • The tool holder • The servo system to feed the tool

Drawbacks
• Surface finish • Overcut • Tapercut
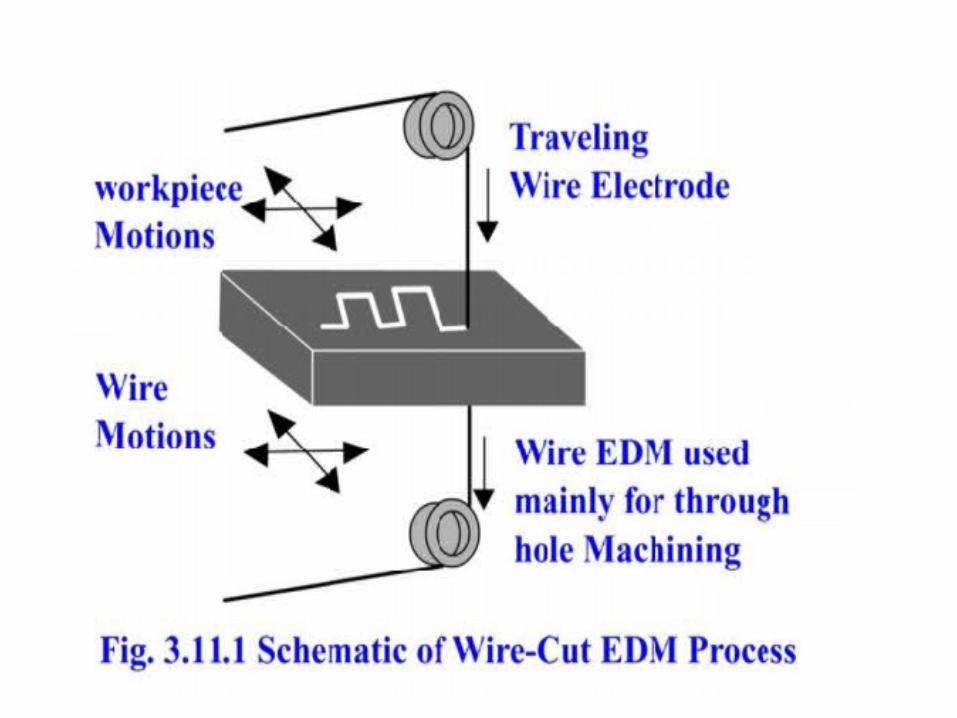
Wire Cut Electric Discharge Machining (WEDM)
• Can cut plates as thick as 300mm and is used for making punches, tools, dies from hard metals that are difficult to machine with other methods.
• The wire which is constantly fed from a spool , is held between upper and lower diamond guides.
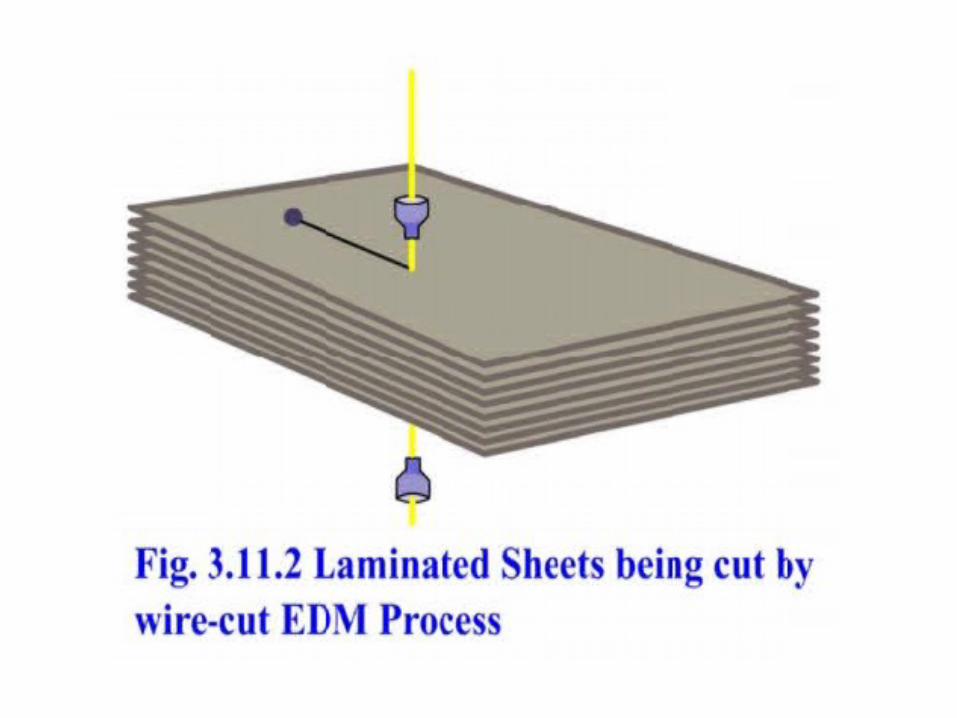
• Used for cutting very intricate and delicate shapes.

Applications of Wire-Cut EDM
• Used for cutting aluminium, brass, copper, carbides, graphite, steels and titanium
• For quicker cutting action, zinc-coated brass wires are used while for more accurate applications, molybdenum wires are used.

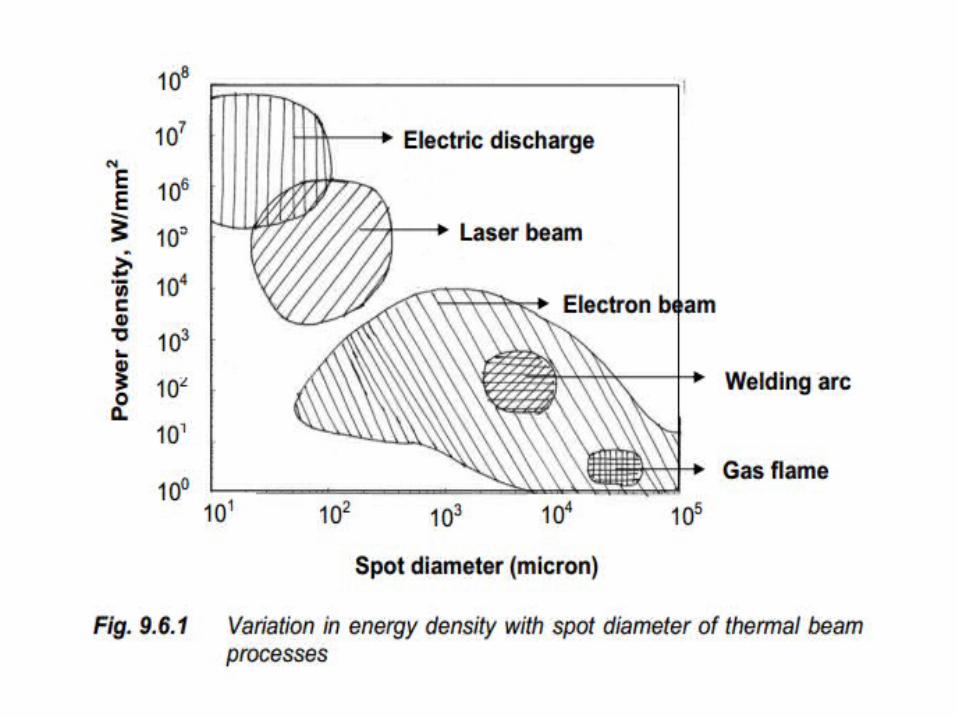
Electron beam machining
• EBM and LBM are typically used with higher power density to machine materials.
• The mechanism of material removal is primarily by melting and rapid vaporisation due to intense heating by the electrons and laser beam respectively.

Electron Beam Machining – Process





Related Documents











