Electrically Nonconductive Thermal Pastes with Carbon as the Thermally Conductive Component CHUANGANG LIN, 1 TIMOTHY A. HOWE, 1 and D.D.L. CHUNG 1,2 1.—Composite Materials Research Laboratory, University at Buffalo, State University of New York, Buffalo, NY 14260-4400, USA. 2.—e-mail: [email protected] Electrically nonconductive thermal pastes have been attained using carbon (carbon black or graphite) as the conductive component and ceramic (fumed alumina or exfoliated clay) as the nonconductive component. For graphite particles (5 lm), both clay and alumina are effective in breaking up the elec- trical connectivity, resulting in pastes with electrical resistivity up to 10 13 Wcm and thermal contact conductance (between copper surfaces of roughness 15 lm) up to 9 · 10 4 W/m 2 °C. For carbon black (30 nm), clay is more effective than alumina, providing a paste with resistivity 10 11 Wcm and thermal contact conductance 7 · 10 4 W/m 2 °C. Carbon black increases the thermal stability, whereas either graphite or alumina decreases the thermal stability. The antioxidation effect of carbon black is further increased by the presence of clay up to 1.5 vol.%. The addition of clay (up to 0.6 vol.%) or alu- mina (up to 2.5 vol.%) to graphite paste enhances the thermal stability. Key words: Carbon black, graphite, clay, alumina, thermal paste, polyol ester, thermal conductance, electrical resistivity INTRODUCTION With the miniaturization and increasing power of microelectronics, heat dissipation has become criti- cal to the performance, reliability, and further miniaturization of microelectronics. Heat dissipa- tion from microelectronics is most commonly per- formed by thermal conduction. For this purpose, a heat sink, which is a material of high thermal con- ductivity, is commonly used. In order for the heat sink to be well used, the thermal contact between the heat sink and the heat source (e.g., a substrate with a semiconductor chip on it) should be good. An important way to alleviate the overheating problem is to improve the thermal contact between the microprocessor and heat sink in the com- puter. 1–5 For this purpose, a material, known as a thermal interface material, 6 is placed at the inter- face. In the case of a microprocessor with an inte- grated heat spreader, a thermal interface material is also needed for the interface between the die and the heat spreader. DESIGN OF THERMAL INTERFACE MATERIALS The proximate surfaces involved in a thermal contact are never perfectly flat. There are hills and valleys in the surface topography, thus resulting in air pockets, which are thermally insulating, at the interface. Because air is a thermal insulator, it is important to displace the air by using an inter- face material that conforms to the topography of the mating surfaces. Therefore, conformability is an essential attribute of a thermal interface mate- rial. A thermal interface material that is thick (i.e., the thickness above about 50 lm, typically above about 100 lm) is needed for filling the gap between the two proximate surfaces, in the case that the sur- faces are not in direct contact (as encountered when each surface is curved, so that gaps exist at parts of the interface, or when the two surfaces are not ex- actly parallel). This category of thermal interface materials is known as gap filling materials. They are to be distinguished from thermal interface materials that are thin (i.e., the thickness below about 100 lm, typically below about 50 lm), ideally (Received October 2, 2006; accepted December 20, 2006; published online May 11, 2007) Journal of ELECTRONIC MATERIALS, Vol. 36, No. 6, 2007 Regular Issue Paper DOI: 10.1007/s11664-007-0116-6 Ó 2007 TMS 659

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Electrically Nonconductive Thermal Pastes with Carbonas the Thermally Conductive Component
CHUANGANG LIN,1 TIMOTHY A. HOWE,1 and D.D.L. CHUNG1,2
1.—Composite Materials Research Laboratory, University at Buffalo, State University of NewYork, Buffalo, NY 14260-4400, USA. 2.—e-mail: [email protected]
Electrically nonconductive thermal pastes have been attained using carbon(carbon black or graphite) as the conductive component and ceramic (fumedalumina or exfoliated clay) as the nonconductive component. For graphiteparticles (5 lm), both clay and alumina are effective in breaking up the elec-trical connectivity, resulting in pastes with electrical resistivity up to1013Wcm and thermal contact conductance (between copper surfaces ofroughness 15 lm) up to 9 · 104 W/m2C. For carbon black (30 nm), clay ismore effective than alumina, providing a paste with resistivity 1011 Wcm andthermal contact conductance 7 · 104 W/m2C. Carbon black increases thethermal stability, whereas either graphite or alumina decreases the thermalstability. The antioxidation effect of carbon black is further increased by thepresence of clay up to 1.5 vol.%. The addition of clay (up to 0.6 vol.%) or alu-mina (up to 2.5 vol.%) to graphite paste enhances the thermal stability.
Key words: Carbon black, graphite, clay, alumina, thermal paste, polyolester, thermal conductance, electrical resistivity
INTRODUCTION
With the miniaturization and increasing power ofmicroelectronics, heat dissipation has become criti-cal to the performance, reliability, and furtherminiaturization of microelectronics. Heat dissipa-tion from microelectronics is most commonly per-formed by thermal conduction. For this purpose, aheat sink, which is a material of high thermal con-ductivity, is commonly used. In order for the heatsink to be well used, the thermal contact betweenthe heat sink and the heat source (e.g., a substratewith a semiconductor chip on it) should be good.
An important way to alleviate the overheatingproblem is to improve the thermal contact betweenthe microprocessor and heat sink in the com-puter.1–5 For this purpose, a material, known as athermal interface material,6 is placed at the inter-face. In the case of a microprocessor with an inte-grated heat spreader, a thermal interface materialis also needed for the interface between the die andthe heat spreader.
DESIGN OF THERMAL INTERFACEMATERIALS
The proximate surfaces involved in a thermalcontact are never perfectly flat. There are hills andvalleys in the surface topography, thus resulting inair pockets, which are thermally insulating, atthe interface. Because air is a thermal insulator, itis important to displace the air by using an inter-face material that conforms to the topography ofthe mating surfaces. Therefore, conformability isan essential attribute of a thermal interface mate-rial.
A thermal interface material that is thick (i.e., thethickness above about 50 lm, typically above about100 lm) is needed for filling the gap between thetwo proximate surfaces, in the case that the sur-faces are not in direct contact (as encountered wheneach surface is curved, so that gaps exist at parts ofthe interface, or when the two surfaces are not ex-actly parallel). This category of thermal interfacematerials is known as gap filling materials. Theyare to be distinguished from thermal interfacematerials that are thin (i.e., the thickness belowabout 100 lm, typically below about 50 lm), ideally
(Received October 2, 2006; accepted December 20, 2006;published online May 11, 2007)
Journal of ELECTRONIC MATERIALS, Vol. 36, No. 6, 2007 Regular Issue Paper
DOI: 10.1007/s11664-007-0116-6 2007 TMS
659
just thick enough to fill the valleys in the topogra-phy of the mating surfaces.
The thin type of thermal interface material ismainly in the form of a paste, which is known as athermal paste.7–17 This paste comprises a basemedium (i.e., the vehicle) and a filler (a solid com-ponent) that is thermally conductive. The filler istypically in the form of particles, because it is moredifficult to make a workable paste that containsfibers (discontinuous) instead of particles.
Workability is a commonly used attribute of apaste. The workability relates to the conformability,although the type of conformability required for athermal paste is conformability to the surfacetopography in a fine (microscopic) scale, so that theextent of flow associated with the process of con-forming is small. In contrast, workability usuallyrefers to the ability to flow or deform in a relativelycoarse scale. Conformability in a fine scale is morechallenging than that in a coarse scale. The viscos-ity, which is a measure of the resistance to flow, iscommonly used to describe the rheology of pastes.However, akin to the workability, the viscosityrelates to the ability to flow in a relatively coarsescale.
For any thermal interface material, the thicker itis, the more thermal resistance it gives. Thus, asmall thickness (ideally just enough to fill the val-leys at the interface) is also important for a thermalinterface material. For a thermal paste, a smallthickness can be attained if the paste is highlyspreadable. Hence, spreadability is the second cri-terion.
A thermal paste is preferably thermally conduc-tive, in addition to being conformable and spread-able. In fact, it is customary to include in theformulation of thermal interface materials constit-uents that are high in thermal conductivity for thepurpose of maximizing the thermal conductivity ofthe thermal interface materials.
For most electronic applications, a thermal pasteis preferably not conductive electrically. This isbecause of the fear that the paste may seep out andcause short circuits.
Examples of constituents of high thermal con-ductivity are metal particles (e.g., nickel particles,zinc particles, copper particles, aluminum particles,and silver particles); ceramic particles (e.g., boronnitride particles, zinc oxide particles, and aluminumnitride particles); and carbon particles (e.g., carbonblack, graphite particles, and diamond particles).Among these materials, carbon in the form of dia-mond is the most conductive thermally.
Graphite, diamond, and fullerenes are three cat-egories of elemental carbon. Graphite and diamonddiffer in their chemical bonding, crystal structure,electrical conductivity, and thermal conductivity.Graphite has a hexagonal crystal structure,whereas diamond has a cubic crystal structure. Thecarbon atoms in graphite are sp2 hybridized in theirchemical bonding, whereas those in diamond are sp3
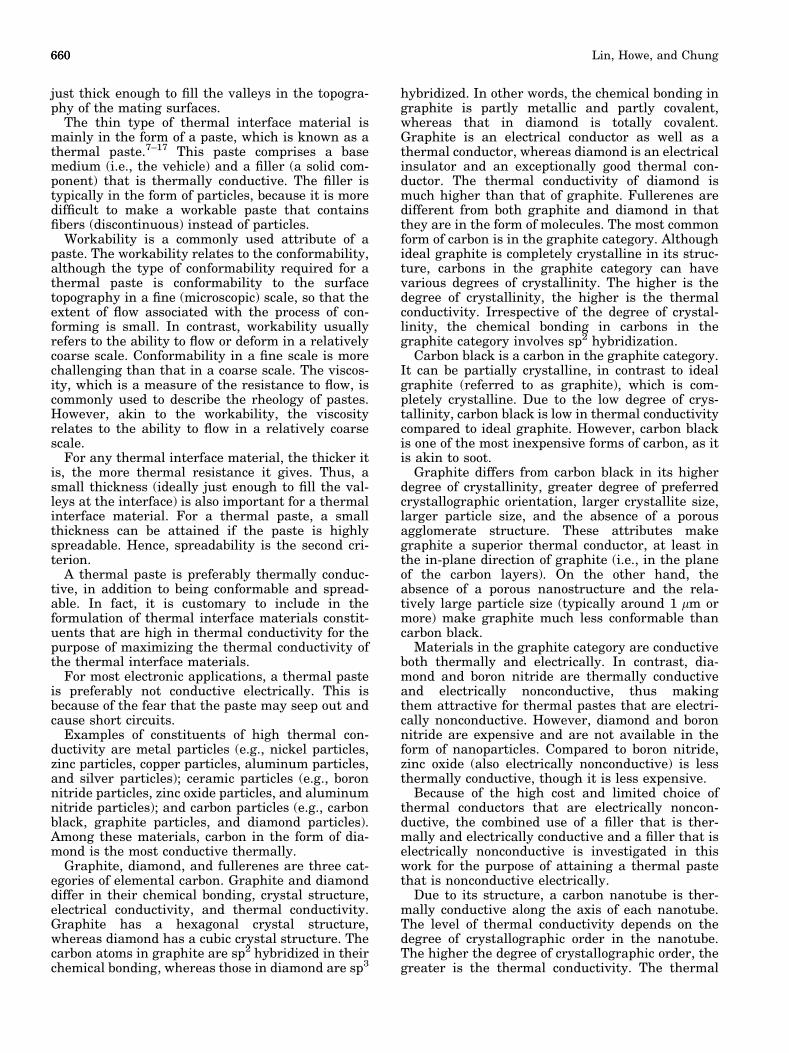
hybridized. In other words, the chemical bonding ingraphite is partly metallic and partly covalent,whereas that in diamond is totally covalent.Graphite is an electrical conductor as well as athermal conductor, whereas diamond is an electricalinsulator and an exceptionally good thermal con-ductor. The thermal conductivity of diamond ismuch higher than that of graphite. Fullerenes aredifferent from both graphite and diamond in thatthey are in the form of molecules. The most commonform of carbon is in the graphite category. Althoughideal graphite is completely crystalline in its struc-ture, carbons in the graphite category can havevarious degrees of crystallinity. The higher is thedegree of crystallinity, the higher is the thermalconductivity. Irrespective of the degree of crystal-linity, the chemical bonding in carbons in thegraphite category involves sp2 hybridization.
Carbon black is a carbon in the graphite category.It can be partially crystalline, in contrast to idealgraphite (referred to as graphite), which is com-pletely crystalline. Due to the low degree of crys-tallinity, carbon black is low in thermal conductivitycompared to ideal graphite. However, carbon blackis one of the most inexpensive forms of carbon, as itis akin to soot.
Graphite differs from carbon black in its higherdegree of crystallinity, greater degree of preferredcrystallographic orientation, larger crystallite size,larger particle size, and the absence of a porousagglomerate structure. These attributes makegraphite a superior thermal conductor, at least inthe in-plane direction of graphite (i.e., in the planeof the carbon layers). On the other hand, theabsence of a porous nanostructure and the rela-tively large particle size (typically around 1 lm ormore) make graphite much less conformable thancarbon black.
Materials in the graphite category are conductiveboth thermally and electrically. In contrast, dia-mond and boron nitride are thermally conductiveand electrically nonconductive, thus makingthem attractive for thermal pastes that are electri-cally nonconductive. However, diamond and boronnitride are expensive and are not available in theform of nanoparticles. Compared to boron nitride,zinc oxide (also electrically nonconductive) is lessthermally conductive, though it is less expensive.
Because of the high cost and limited choice ofthermal conductors that are electrically noncon-ductive, the combined use of a filler that is ther-mally and electrically conductive and a filler that iselectrically nonconductive is investigated in thiswork for the purpose of attaining a thermal pastethat is nonconductive electrically.
Due to its structure, a carbon nanotube is ther-mally conductive along the axis of each nanotube.The level of thermal conductivity depends on thedegree of crystallographic order in the nanotube.The higher the degree of crystallographic order, thegreater is the thermal conductivity. The thermal
660 Lin, Howe, and Chung660

conductivity and the high aspect ratio (i.e., the ratioof the length to the diameter) of a nanotube areattributes that make the nanotubes attractive. Thecombined use of multiwalled carbon nanotubes (2%)and carbon black (10%) as thermally conductiveconstituents in a thermal interface material is rec-ommended by Zhang et al.15
Because of the high thermal conductivity alongthe axis of a carbon nanotube, various forms ofthermal interface materials involving carbonnanotubes have been reported.18–22 The high cost ofthe carbon nanotubes, the high cost of making car-bon nanotube arrays, the geometric limitations ofthe nanotube arrays, and the limited choices of arraysubstrates are disadvantages that make practicaluse of these nanotube technologies difficult.
Of all the fillers mentioned above, carbon black,which is porous and nanostructured, is the only typethat is itself squishable (i.e., highly compressible).Due to the squishability, carbon black is conform-able to the topography of the mating surfaces and isspreadable. The conformability and spreadabilityare believed to be the reasons behind the superiorperformance of carbon black compared to the otherfillers.13–17 Furthermore, the porosity of a carbonblack particle allows penetration of the vehicle intoa carbon black particle, thereby enabling theresulting paste to have high fluidity.
For surfaces encountered in practical applica-tions, such as the surfaces of heat sinks andmicroprocessors, the roughness is typically muchmore than the submicron level. The need for thethermal paste to fill deep valleys in the surfacetopography would make the thermal conductivitywithin the paste more important than when thevalleys are shallow. Therefore, the relative perfor-mance of various thermal pastes can be different forrough mating surfaces and smooth mating surfaces.
The vehicle of a thermal paste is not a thermalconductor. Thus, the higher the proportion of ther-mally conductive constituent in a thermal paste, thehigher is the thermal conductivity of the paste. Forthe purpose of maximizing the thermal conductivityof a thermal paste, it is conventional to use ther-mally conductive constituents at high proportions,e.g., zinc oxide in the amount of 72.8%.23
Both thermal conductivity and conformabilityhelp the performance of a thermal paste. Theworkability and conformability of a thermal pastediminish with increasing conductive filler content,although the thermal conductivity of the pasteincreases with increasing filler content. Thus, theuse of an excessively high filler content results inlow conformability, though the thermal conductivityis enhanced. Work on the development of thermalpastes has conventionally emphasized the attain-ment of a high thermal conductivity in the paste byusing very high contents of conductive fillers. Thelow conformability that results from the high fillercontent has, until recently, been of relatively littleconcern. Thus, the emphasis has conventionally
been on the development of a workable paste thathas a high content of the conductive filler.
Thermal conductivity has long been assumed inthe thermal interface material industry to be thekey criterion in determining the effectiveness of athermal interface material, but it is actually lessimportant than conformability or spreadability, asunexpectedly found in the present invention. Aslong as the thermal interface material is morethermally conductive than air, its presence can im-prove the thermal contact. On the other hand, if thethermal interface material is relatively large inthickness, its thermal conductivity can be impor-tant. Thus, this paper emphasizes thermal pastesthat are small in thickness (less than 50 lm, typi-cally less than 25 lm) during use after application,in contrast to conventional prior work, whichemphasizes thermal pastes that are much larger inthickness (above 50 lm, typically above 100 lm).
The conformability of a thermal paste alsodepends on the vehicle, i.e., the matrix. Silicone isthe most commonly used vehicle, in spite of its highviscosity and the consequent low conformability andlow spreadability.
During use, it is preferred that a thermal pastedoes not seep out of the interface, as the seepage cancause contamination and, in the case of an electri-cally conductive paste, short circuiting of the elec-tronics around the thermal contact. Therefore, athixotropic paste (a paste that flows only under anapplied stress) is preferred to a fluidic paste (a pastethat flows even in the absence of an applied stress).Silicone is thixotropic. Polyol ester can also be usedto form a thixotropic paste.
Metal alloys with low melting temperatures (suchas solders) applied in the molten state have longbeen used as thermal interface materials. However,they tend to suffer from the chemical reactivity ofthe liquid alloy with some metal surfaces (such ascopper). The reaction products can interfere withthe contact between the liquid alloy and a metalsurface. Thus, although metals are high in thermalconductivity, they have limited conformability,thereby resulting in limited effectiveness as thermalinterface materials. Furthermore, alloys suffer fromthe need to heat during their application. In con-trast, thermal pastes do not require heating.
OBJECTIVE AND SCOPE
This paper separately uses two materials in thegraphite category, namely, carbon black (30 nm)and graphite flakes (5 lm), as fillers that are boththermally and electrically conductive. In addition, itseparately uses fumed alumina and exfoliated clayas nanosize fillers that are electrically nonconduc-tive and low in thermal conductivity. Differentcombinations of a conductive filler and a noncon-ductive filler in various proportions are used inthis work to formulate thermal pastes, with theobjective of attaining effective thermal pastes that
Electrically Nonconductive Thermal Pastes with Carbon as the Thermally Conductive Component 661

are nonconductive electrically. Due to the verysmall particle size of carbon black compared tographite, the microstructure needed to avoid for-mation of a conductive network is expected to bedifferent between a carbon black paste and agraphite paste.
The comparative evaluation described in thispaper for the various formulations of thermal pastepertains to the effectiveness of the thermal interfacematerial, the temperature resistance (i.e., the ther-mal stability), the conformability, and the viscosity,as these attributes are relevant to the thermalinterface material application. In particular, evalu-ation of the effectiveness of the thermal interfacematerial is conducted by measuring the thermalcontact conductance across two copper matingsurfaces with a controlled surface roughness.
This paper uses thermal contact conductance (inunits of W/m2C) to describe the quality of thethermal contact. An alternate description is thethermal resistivity (in units of m2C/W), which isdefined as the reciprocal of the thermal contactconductance. The thermal resistivity is the productof the thermal resistance (in unit of C/W) and thecontact area. The thermal resistance depends on thecontact area, whereas the thermal resistivity doesnot. For a thermal contact conductance of3 · 105 W/m2C (best case in prior work10–12) andfor a circular contact area of diameter 12.6 mm, thethermal resistance is 0.026C/W.
Due to variability in the testing conditions (e.g.,roughness and thermal conductivity of the matingsurfaces) and methods (e.g., positions relative to thethermal interface of the temperature measure-ment), the relative performance of various thermalinterface materials should be evaluated by using thesame testing method and condition. Comparativeevaluation in this work uses the guarded hot platemethod, which involves measurement of the heatflux in the steady state (ASTM method D5470).16
EXPERIMENTAL METHODS
Materials
This section describes the formulation of thermalpastes. Two types of thermally conductive solids areused, namely, carbon black and graphite. In addi-tion, two types of electrically nonconductive solidsare used, namely, fumed alumina and exfoliatedclay.
The vehicle consists of polyol esters, which areattractive for their ability to resist elevated tem-peratures. The polyol esters in the vehicle werepentaerythritol ester of linear and branched fattyacids and dipentaerythritol ester of linear andbranched fatty acids. The polyol ester mixture wasHatcol 2372, as provided by Hatco Corp. (Fords,NJ).12 The specific gravity was 0.97. No solute isused.
The carbon black is a type for electrical conduc-tivity and easy dispersion (Vulcan XC72R GP-3820;
Cabot Corp., Billerica, MA). It consists of porousagglomerates of carbon particles of particle size30 nm, density 1.7–1.9 g/cm3, nitrogen specificsurface area 254 m2/g, and maximum ash content0.2%. It is used in the amount of 2.4 vol.%, which isthe optimized amount used in prior work.12
The graphite is natural crystalline graphiteflakes, Grade Micro 850 (Asbury Graphite Mills,Inc., Asbury, NJ), with 98.5% minimum carboncontent, 5-lm typical size, and specific gravity 2.25.It is used in the amount of 10.7 vol.%, which is aneffective amount used in prior work.12
The fumed alumina (SpectrAl, Cabot Corp., Bill-erica, MA) is synthetic aluminum oxide nanoparti-cles, with BET surface area 55 m2/g, pH 4.7, specificgravity 3.6, >99.8% Al2O3, crystallinity, and positivesurface charge. Information on the particle size isnot provided by the manufacturer. The material is alight, fluffy powder that is white in appearance. It isused in amounts ranging from 1.0 to 2.5 vol.% of theresulting paste.
The exfoliated clay is obtained by subjecting theclay to an exfoliation-adsorption process.24–30 It isused in amounts ranging from 0.1 vol.% to 3.0 vol.%of the resulting paste. The clay prior to exfoliation-adsorption processing is nanoclay (Cloisite 25A,from Southern Clay Products, Inc., Gonzales, TX),which is a natural montmorillonite phyllosilicateintercalated with a dimethyl, dihydrogenated tal-low, 2-ethylhexyl quaternary ammonium chloridesalt. Its specific gravity is 1.87. It is made of layeredmagnesium aluminum silicate platelets of thickness1 nm and size 70–150 nm. The interlayer spacing is18.6 A, based on x-ray diffraction. The mean parti-cle size is 6 lm. Phyllosilicates are inherentlyhydrophilic, but ion exchange involving the cationsin the silicate and the ammonium salt renders theclay more hydrophobic. The modified clay has alower surface energy, which is well suited for usewith organic matrices.
The exfoliation-adsorption processing process24–30
refers to a process that combines exfoliation (sepa-ration of the silicate platelets) and adsorption(adsorption of an organic material, i.e., the vehi-cle of the thermal paste, on the surface of theplatelets). This process involves dissolving thepolyol ester vehicle in a solvent, which is chloro-benzene (Mallinckrodt Baker Inc., Phillipsburg, NJ,with assay 100.0% and specific gravity 1.11).25
Interaction of the solution with the ammonium saltin the silicate, along with sonication,25 causes ex-foliation of the silicate and adsorption of the polyolester solution on the exfoliated silicate platelets.The sonication is conducted by using a 100 Wultrasonic cleaner (Fisher Scientific InternationalInc., FS60H, Hampton, NH). Subsequent evapora-tion of the solvent allows the vehicle to adsorb ontothe exfoliated silicate layers, thereby rendering ananocomposite.
The specific procedure of the exfoliation-adsorptionprocess of this work is described below. The solvent
662 Lin, Howe, and Chung662

and clay are mixed in a 70:1 mass ratio and vigorouslyhand mixed to fully disperse the clay in the solvent.The clay dispersion is then placed in a water bath inthe ultrasonic cleaner and sonicated for 2 h. Next thevehicle is added, vigorously hand mixed to achieve ahomogeneous dispersion, and then sonicated for anadditional 15 min. During sonication, the tempera-ture of the water bath is held between 35C and 45C.A large portion of the solvent is then removed byevaporation using a hot plate held at 100C for 4 h.Any remaining solvent is then removed by placing thesamples in a vacuum chamber and heating to 85C for24 h.
In general, the thermal paste preparation in thiswork involves mixing followed by placing the pastein a vacuum chamber (which involves a mechanicalvacuum pump) for the purpose of air bubble re-moval.
Testing
Thermal contact conductance measurement
A steady-state method known as the guarded hotplate method (ASTM method D5470) is used tomeasure the thermal contact conductance for vari-ous thermal contacts. Various thermal pastes aresandwiched between the 1 in. · 1 in. (25 mm ·25 mm) proximate surfaces of two copper blocks(both 1 in. · 1 in. surfaces of each block havingroughness around 15 lm, as attained by mechanicalpolishing). Each copper block has a height of35 mm. The roughness of 15 lm is the same asthat used and referred to by Leong andChung10,12,13 as the ‘‘rough’’ case. The ‘‘smooth’’ case(roughness 0.05 lm) of Leong and Chung10,12,13 isnot addressed in this work, though prior work10,12,13
indicates that the relative performance of variousthermal pastes depends on the roughness of themating surfaces and that pastes containing carbonblack are particularly effective compared to otherpastes when the surfaces are smooth.
The heat in this test is provided by a 3 in. · 3 in.(76 mm · 76 mm) copper block that has twoembedded heating coils (top block in Fig. 1). Duringthe period of temperature rise, the heating rate iscontrolled at 3.2C/min by using a temperaturecontroller. This copper block is in contact with oneof the 1 in. · 1 in. copper blocks that sandwichedthe thermal interface material. The cooling in thistest is provided by a second 3 in. · 3 in. copperblock, which is cooled by running water that flowedinto and out of the block (bottom block in Fig. 1).This block is in contact with the other of the two 1in. · 1 in. copper blocks that sandwich the thermalpaste. A 100-W resistance temperature detectorprobe was inserted in four holes (T1, T2, T3, and T4
in Fig. 1, each hole of diameter 3.2 mm). Two of thefour holes are in each of the 1 in. · 1 in. copperblocks. The temperature gradient is determinedfrom T1 – T2 and T3 – T4. These two quantitiesshould be equal at equilibrium, which is attained
after holding the temperature of the heater at thedesired value for 30 min. Equilibrium is assumedwhen the temperature variation is within ± 0.1C ina period of 15 min. At equilibrium, the temperatureof the hot block is in the range 70–80C, that of thecold block is in the range 60–40C, while that of thethermal paste is in the range 60–70C. The pressurein the direction perpendicular to the plane of thethermal interface is controlled by using a hydraulicpress at pressures of 0.46 MPa, 0.69 MPa, and0.92 MPa. The system is thermally insulated bywrapping laterally all the copper blocks with glassfiber cloth.
In accordance with ASTM method D5470, theheat flow Q is given by
Q ¼ kA
dADT ð1Þ
where DT = T1 – T2 = T3 – T4, k is the thermal con-ductivity of copper, A is the area of the 1 in. · 1 in.copper block, and dA is the distance betweenthermocouples T1 and T2 (i.e., 25 mm).
The temperature at the top surface of the thermalinterface material is TA, which is given by
TA ¼ T2 dB
dAT1 T2ð Þ ð2Þ
where dB is the distance between thermocouple T2
and the top surface of the thermal interface mate-rial (i.e., 5 mm). The temperature at the bottom
Thermal interface material (thickness exaggerated)35
35
72
76
25
Copper block cooled by running water flowing into and out of the block
72
25
Copper block heated by two embedded heating coils
76
5
25
5
5
25
5
T1
T2
T3
T4
Thermal insulation
Fig. 1. A schematic representation of the steady-state method(guarded hot plate method) of thermal contact conductance mea-surement. T1, T2, T3, and T4 in the drawing are holes of diameter2.4 mm. A thermocouple (type T) is inserted in each hole. Alldimensions are in millimeters.
Electrically Nonconductive Thermal Pastes with Carbon as the Thermally Conductive Component 663

surface of the thermal interface material is TD,which is given by
TD ¼ T3 þdD
dCT3 T4ð Þ ð3Þ
where dD is the distance between thermocouple T3
and the bottom surface of the thermal interfacematerial (i.e., 5 mm) and dC is the distance betweenthermocouples T3 and T4 (i.e., 25 mm).
The thermal resistivity h is given by
h ¼ TA TDð ÞAQ
ð4Þ
Note that insertion of Eq. 1 into Eq. 4 causescancellation of the term A, so that h is independentof A. The thermal contact conductance is the re-ciprocal of h.
Electrical resistivity measurement
The DC volume electrical resistivity of the ther-mal pastes is conducted by filling a mold cavity ofsize 70 mm · 10 mm · 10 mm with the paste, suchthat the top surface of the paste is flush with that ofthe mold. The two-probe method is used for films ofresistivity above 105 Wcm, whereas the four-probemethod is used for films of resistivity below 105
Wcm. Electrical contacts are in the form of silverpaint in conjunction with tin-coated copper wires(diameter = 0.13 mm), which are parallel to oneanother, extending across the entire 10-mm width ofthe mold cavity, at a distance of 10 mm from oneanother. Silver paint was used to fix the wires at thebottom of the mold and to improve the electricalcontact between the wires and the thermal paste tobe poured into the mold. Each wire droops downfrom the mold wall into the shallow mold cavity.Thus, each wire is immersed in the paste, thoughit protrudes out of the paste on both sides of themold. Each specimen is measured for three times,using a picoammeter system, which consists of aKeithley (Keithley Instruments, Inc., Cleveland,OH) 617 programmable electrometer, a Keithley230 programmable voltage source, and a computer.
Viscosity measurement
The viscosity describes the resistance to sheardeformation. It is a commonly used attribute fordescribing pastes. The viscosity of various pastes ismeasured by using a viscometer (Brookfield Engi-neering Laboratories, Inc., Middleboro, MA, modelLVT dial-reading viscometer, with model SSA-18/13R small sample adaptor). In addition, the vis-cometer is used to measure the thixotropic index, asexplained below.
Thixotropy refers to the rheological behavior inwhich a material flows only under a stress. Anexample of a thixotropic paste is Ketchup. Thethixotropic index is a time-dependent rheological
property that describes the extent of thixotropicbehavior. A range of rotational speeds are selected.The apparent viscosity is measured while the shearrate is progressively increased to the maximum andthen progressively decreased to the minimum atconstant time intervals. After the last viscositymeasurement, the viscometer is turned off for10 min. After this rest period, a measurement of theviscosity at the lowest rate is taken again. Twomethods can be used to calculate the thixotropicindex. Method A is the ratio of the increasing speedviscosity to that of the decreasing speed viscosity.Method B is the ratio of the lowest speed viscositytaken after the rest period to that before the restperiod. The higher either ratio, the greater is thethixotropy.31
Thermal stability testing
The thermal stability refers to the ability to resistelevated temperatures. It is necessary for a thermalpaste to be able to resist the elevated temperaturesinvolved in the particular application environment.The thermal stability is evaluated by measurementof the weight loss due to heating in air in a furnaceat 200C for 24 h. The specimens are contained inaluminum weighing dishes. Three specimens ofeach type are tested. The heating and cooling ratesare 3C/min.
RESULTS AND DISCUSSION
Thermal Conductance and ElectricalResistivity
Figure 2 shows the thermal contact conductanceand electrical resistivity for the combined use ofcarbon black and various volume fractions of clay.Figure 3 shows these quantities for the combineduse of graphite and various volume fractions of clay.Figure 4 shows these quantities for the combined
2.00
3.00
4.00
5.00
6.00
7.00
8.00
9.00
10.00
11.00
12.00
0 0.5 1 1.5 2 2.5 3 3.5
Clay vol%
(g
olytivitsise
RΩ
)mc·
3
4
5
6
7
8
9
10
11
01(ec
natcu
dn
o cl amre
hT
4m/
W2
)C°·
Fig. 2. Effect of the clay volume fraction on the electrical resistivity(s) and the thermal contact conductance (0.46 MPa: h; 0.69 MPa:D; and 0.92 MPa:·) of carbon black thermal pastes.
664 Lin, Howe, and Chung664

use of graphite and various volume fractions offumed alumina. Figure 5 shows the resistivity forthe combined use of carbon black and various vol-ume fractions of fumed alumina. Figure 6 showsthese quantities for various volume fractions of clayin the absence of conductive fillers. Table I shows acompilation of all the data, including the datascatter.
The resistivity is greatly increased by the additionof clay to pastes containing carbon black (Fig. 2) orgraphite (Fig. 3) and by the addition of fumed alu-mina to the paste containing graphite (Fig. 4).However, it is much less significantly increased bythe addition of alumina to the paste containingcarbon black (Fig. 5). The effectiveness of both clayand alumina in increasing the resistivity of graphitepastes is due to the large size of the graphite par-ticles compared to the clay or alumina particles andthe consequent ability of the clay or alumina tobreak up the electrical connectivity of the graphiteparticles. The effectiveness of both clay and alumina
in increasing the resistivity of carbon black pastes issmaller than that for graphite pastes. This is due tothe small size and squishability of the carbon blackparticles and the consequent difficulty of breakingup the electrical connectivity of the carbon blackparticles. The effectiveness of alumina in increasingthe resistivity of carbon black paste is lower thanthat of clay. This is probably due to the platelikeshape of the clay particles and the equiaxed shape ofthe alumina particles. The platelike shape is moreeffective for breaking up the electrical connectivityof the carbon black than the equiaxed shape. Due tothe particularly low effectiveness of alumina forincreasing the resistivity of carbon black paste, thethermal contact conductance of pastes containingalumina and carbon black has not been measured inthis work.
The thermal contact conductance is decreased bythe addition of clay to carbon black paste up to
5.00
6.00
7.00
8.00
9.00
10.00
11.00
12.00
13.00
0 0.2 0.4 0.6 0.8 1 1.2
Clay vol%
(g
olytivitsis e
RΩ
)mc·
7
8
9
10
11
12
13
14
15
01(ec
natcu
dn
oclamre
hT
4m/
W2
)C°·
Fig. 3. Effect of the clay volume fraction on the electrical resistivity(s) and the thermal contact conductance (0.46 MPa: h; 0.69 MPa:D; 0.92 MPa: ·) of graphite thermal pastes.
3.00
3.05
3.10
3.15
3.20
3.25
3.30
3.35
3.40
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6
Alumina vol.%
(g
olytivitsise
RΩ
)mc·
Fig. 5. Effect of the alumina volume fraction on the electrical resis-tivity of carbon black thermal pastes.
0.00
2.00
4.00
6.00
8.00
10.00
12.00
14.00
0 1 2 3 4
Alumina vol.%
(g
olytivitsise
RΩ
)mc·
7.00
8.00
9.00
10.00
11.00
12.00
13.00
14.0001(
ecnatc
ud
nocla
mreh
T4
m/W
2)
C°·
Fig. 4. Effect of the alumina volume fraction on the electrical resis-tivity (s) and the thermal contact conductance (0.46 MPa: h;0.69 MPa: D; and 0.92 MPa: ·) of graphite thermal pastes.
0.00
2.00
4.00
6.00
8.00
10.00
12.00
14.00
0 0.5 1 1.5 2 2.5 3 3.5
Clay vol%
(g
olytivitsis e
RΩ
)mc·
6.00
7.00
8.00
9.00
10.00
11.00
12.00
01(ec
natcu
dn
oclamre
hT
4m/
W2
)C°·
Fig. 6. Effect of the clay volume fraction on the electrical resistivity(s) and the thermal contact conductance (0.46 MPa: h; 0.69 MPa:D; and 0.92 MPa: ·) in the absence of a conductive filler.
Electrically Nonconductive Thermal Pastes with Carbon as the Thermally Conductive Component 665

0.6 vol.%, but it is increased by the addition of clayor alumina to graphite paste. This is because of theinherently high conformability of the carbon blackpaste (due to the squishability and small particlesize) and the inherently low conformability of thegraphite paste (due to the nonsquishability andlarge particle size). The addition of fine particles(clay or alumina) to graphite paste increases theconformability, thereby improving the thermalcontact conductance, in spite of the increase inresistivity. However, the addition of clay to carbonblack paste decreases the thermal contact conduc-tance, possibly due to the decrease in thermal con-ductivity within the paste, as suggested by theobserved increase in resistivity and possibly alsodue to the minor decrease in the conformability.
For attaining high values of both the thermalcontact conductance and the electrical resistivity,graphite paste containing 1 vol.% alumina is rec-ommended, as it provides the highest resistivity(close to 1013 Wcm) and almost the highest thermalcontact conductance (8.83 · 104 W/m2C). Almostas attractive is the graphite paste containing0.6 vol.% clay, because it provides resistivity close to1012 Wcm and thermal contact conductance9.50 · 104 W/m2C. The pastes containing carbonblack and clay are inferior in both the thermalcontact conductance and the resistivity.
Figure 6 shows that, in the absence of a conduc-tive filler, the electrical resistivity decreases slightlyand monotonically with increasing clay content. Thedecrease occurs up to a clay content of 1 vol.%, be-yond which the resistivity does not change withincreasing clay content. The thermal contact con-ductance increases slightly with increasing clay
content up to 1 vol.% and decreases as the claycontent further increases. The increase in thermalcontact conductance in the range of low clay contentis due to the slight thermal conductivity of the claynanoplatelets. The decrease in the conductance inthe range of high clay content is probably partly dueto the decrease in conformability. It may also bepartly due to the increase in viscosity and the con-sequent increase in bondline thickness of the paste.The monotonic decrease of the electrical resistivitywith increasing clay content is due to the slightelectrical conductivity of the clay.
Viscosity
The viscosity of a paste without a conductive filleris increased by the addition of clay, as shown inFig. 7. The higher the volume fraction of clay, thehigher is the viscosity. At the same content of1 vol.%, clay gives much higher viscosity than alu-mina (Fig. 8), probably because of the high surfacearea of the clay allowing interaction between clayand the vehicle. The further addition of graphite tothe paste with alumina greatly increases the vis-cosity (Fig. 8).
The thixotropic index, as shown in Fig. 9, Fig 10,decreases monotonically with increasing clay con-tent. It is also decreased by the addition of alumina.This decrease is attributed to the nonclassicalthixotropy of montmorillonite clay suspensions.29
This behavior is associated with a slow recoveryprocess after the application of shear, although thebreakdown upon shear is rapid. Figure 9 shows thatthe thixotropic index determined by using method Ais slightly higher than that determined by usingmethod B.
Table I. Thermal Stability of Various Thermal Pastes, as Shown by the Residual Mass Excluding/Includingthe Solid Component after Heating; CB = Carbon Black (2.4 Vol.%), and G = Graphite (10.7 Vol.%)
LineConductive
FillerNonconductive
Filler Vol.%
Residual Wt.%
Excluding the Solid Component Including the Solid Component
1 None None 31.2 ± 1.0 31.2 ± 0.72 None 0.20% clay 31.4 ± 0.1 31.7 ± 0.13 None 0.60% clay 32.0 ± 0.1 32.8 ± 0.14 None 0.75% clay 32.8 ± 0.3 33.8 ± 0.25 None 1.00% clay 33.6 ± 0.4 34.9 ± 0.36 None 1.00% alumina 22.4 ± 1.5 25.9 ± 1.57 CB None 47.0 ± 0.7 44.5 ± 0.78 CB 0.60% clay 59.7 ± 1.0 52.1 ± 0.59 CB 1.50% clay 62.4 ± 1.8 65.1 ± 1.710 CB 3.00% clay 57.7 ± 0.9 60.6 ± 0.811 G None 12.0 ± 2.1 38.5 ± 1.812 G 0.20% clay 14.6 ± 1.3 41.2 ± 1.113 G 0.40% clay 21.0 ± 1.9 45.2 ± 2.314 G 0.60% clay 29.5 ± 0.6 52.1 ± 0.515 G 1.00% clay 28.0 ± 0.1 51.5 ± 1.116 G 1.0% alumina 18.9 ± 1.5 48.5 ± 1.017 G 2.5% alumina 21.7 ± 3.1 56.6 ± 2.718 G 3.5% alumina 19.9 ± 1.2 58.9 ± 1.0
666 Lin, Howe, and Chung666

Thermal Stability
Lines 1–5 of Table I show that, in the absence ofa conductive filler, the addition of clay has negligi-ble effect on the thermal stability of the paste,whether one considers the overall paste or the liquidportion of the paste. Comparison of the data in line 1(the blank vehicle), line 6 (1.0% alumina), line 7(2.4 vol.% carbon black), and line 11 (10.7% graph-ite) of Table I shows that carbon black increasesthe thermal stability, whereas either graphite oralumina decreases thermal stability. These effectsoccur, whether one considers the overall paste(including the solid component) or the liquid portionof the paste (excluding the solid component). Thepositive effect of carbon black is probably because ofthe large surface area of nanostructured carbonblack and the surface functional groups, such asphenolic groups, on the carbon serving as a primaryantioxidant, and quinone31 and lactone functionalgroups on the carbon serving as a scavenger ofalkyl-free radicals. The origin of the negative effectsof graphite and alumina is presently not clear.
In Table I, lines 7–10 show that the antioxidationeffect of carbon black is further increased by thepresence of clay, and lines 11–15 show that theaddition of clay to a graphite paste enhances thethermal stability, though lines 1–5 show that theclay by itself essentially does not affect the thermalstability. The synergistic effect of carbon black andclay and that of graphite and clay may be due to theinteraction between functional groups on the surfaceof carbon black or graphite and those on the claysurface.
Comparison of lines 11 and 16–18 of Table Ishows that addition of alumina to graphite pastehelps the thermal stability, though comparison oflines 1 and 6 shows that alumina by itself degradesthe thermal stability. This means that there is asynergistic effect involving graphite and alumina.
Comparison of lines 9 and 10 of Table I showsthat a clay content beyond 1.5 vol.% slightlydegrades the thermal stability of carbon black paste.
0
50000
100000
150000
200000
250000
0 0.2 0.4 0.6 0.8 1 1.2 1.4
Shear rate (s-1)
)Pc(
ytisocsi
V
0
10000
20000
30000
40000
50000
60000
70000
0 0.5 1 1.5
Shear rate (s-1)
)Pc(
ytisocsiV
Fig. 7. Effect of shear rate on the viscosity for pastes with variousvolume fractions of clay in the absence of a conductive filler. 0 vol.%:e; 0.20 vol.%: h; 0.60 vol.%: D; 0.75 vol.%: ·; and 1.00 vol.%: s.The inset shows a magnified view of the regime of low viscosity.
0
50000
100000
150000
200000
250000
300000
350000
400000
0 0.2 0.4 0.6 0.8 1 1.2 1.4
Shear rate (s-1)
)Pc(
ytisocsi
V
0
10000
20000
30000
40000
50000
60000
70000
80000
0 0.5 1 1.5Shear rate (s-1)
)Pc(
ytisocsiV
Fig. 8. Effect of shear rate on the viscosity for paste with aluminaand of paste with alumina and graphite. Without any filler: h;1.0 vol.% clay: D; 1.0 vol.% alumina: ·; 1.00 vol.% alumina and10.7 vol.% graphite: s. The inset shows a magnified view of theregime of low viscosity.
0
50000
100000
150000
200000
250000
0 0.2 0.4 0.6 0.8 1 1.2
Clay vol. %
Vis
cosi
ty (
cP)
Fig. 10. Effect of clay volume fraction on the viscosity for a shearrate of 0.3 s)1.
0.8
0.9
1
1.1
1.2
1.3
1.4
0 0.2 0.4 0.6 0.8 1 1.2Clay vol. %
xed
nici
port
oxih
T
Fig. 9. Effect of clay volume fraction on the thixotropic index in theabsence of a conductive filler. Method A: h; and method B: s.
Electrically Nonconductive Thermal Pastes with Carbon as the Thermally Conductive Component 667

Similarly, comparison of lines 14 and 15 shows thata clay content beyond 0.6 vol.% slightly degradesthe thermal stability of graphite paste. These effectsmay be due to the high viscosity of both the carbonblack paste with 3.0 vol.% clay (line 10) and thegraphite paste with 1.0 vol.% clay (line 15) and theconsequent difficulty of complete removal of thesolvent from these pastes during the preparation ofthe pastes. The residual solvent may volatilizeduring thermal stability testing, thereby decreasingthe thermal stability.
All levels of thermal stability shown in Table I arelow compared to levels attained by commercialthermal pastes that are similarly tested.32 However,they can be significantly improved by the use ofantioxidants. Commercial thermal pastes tend tocontain antioxidants. Nevertheless, the results inTable I are valuable for showing the effects of thevarious components on the thermal stability.
CONCLUSIONS
Electrically nonconductive thermal pastes havebeen attained using carbon as the thermally con-ductive solid component. The concept involves thebreaking up of the electrical connectivity of thecarbon in the paste by using electrically noncon-ductive fine particles (either fumed alumina orexfoliated clay). In the case that the carbon isgraphite particles of size 5 lm, both clay and alu-mina are effective in breaking up the electricalconnectivity. By using 1 vol.% alumina in pastecontaining 10.7 vol.% graphite, a paste that pro-vides resistivity close to 1013 Wcm and thermalcontact conductance (between copper surfaces ofroughness 15 lm) 8.83 · 104 W/m2C has beenattained. By using 0.6 vol.% clay in paste containing10.7 vol.% graphite, a paste that provides resistivityclose to 1012 Wcm and thermal contact conductance9.50 · 104 W/m2C has been attained. In the casethat the carbon is carbon black, both clay and alu-mina are relatively ineffective, although clay ismore effective than alumina. The use of 1.5 vol.%clay in paste containing 2.4 vol.% carbon blackprovides resistivity 1011 Wcm and thermal contactconductance 6.52 · 104 W/m2C. These resultsreflect the greater ease of breaking up the electricalconnectivity of graphite particles than that ofcarbon black particles.
In the absence of a conductive filler, clay up to1 vol.% slightly decreases the electrical conductiv-ity. The thermal contact conductance increases withincreasing clay content up to 1 vol.% and decreaseswith increasing clay content beyond 1 vol.%. Theseeffects are due to the slight electrical and thermalconductivity of the clay.
In the absence of a conductive filler, the additionof clay has negligible effect on the thermal stability.Carbon black increases the thermal stability,
whereas either graphite or alumina decreases thethermal stability. The antioxidation effect of carbonblack is further increased by the presence of clay.The addition of clay or alumina to graphite pasteenhances the thermal stability.
REFERENCES
1. E.G. Wolff and D.A. Schneider, Int. J. Heat Mass Transfer41, 3469.
2. T. Ouellette and M. de Sorgo (Paper presented at Proc.Power Electronic Design Conf., Power Sources Users Conf.,Cerritos, CA, 1985).
3. M.R. Vogel, Proc. INTERPACK ’95 Electronic PackagingConf. (New York: ASME, 1995), vol. 10–2, p. 989.
4. V. Sartre and M. Lallemand, Appl. Therm. Eng. 21, 221.5. M. Grujicic, C.L. Zhao, and E.C. Dusel, Appl. Surf. Sci. 246,
290.6. D.D.L. Chung, J. Mater. Eng. Perform. 10, 56.7. L. Maguire, M. Behnia, and G.L. Morrison, Microelectron.
Reliab. 45, 711–725 (2005).8. M. Grujicic, C.L. Zhao, and E.C. Dusel, Appl. Surf. Sci. 246,
290.9. Y. Xu, X. Luo, and D.D.L. Chung, J. Electron. Packag. 124,
188.10. C.-K. Leong and D.D.L. Chung, Carbon 42, 2323.11. C.-K. Leong and D.D.L. Chung, Carbon 41, 2459.12. C.-K. Leong, Y. Aoyagi, and D.D.L. Chung, J. Electron.
Mater. 34, 1336.13. C.-K. Leong, Y. Aoyagi, and D.D.L. Chung, Carbon 44, 435.14. T.A. Howe, C.-K. Leong, and D.D.L. Chung, J. Electron.
Mater. 35, 1628.15. K. Zhang, G. Xiao, C.K.Y. Wong, H. Gu, M.M.F. Yuen,
P.C.H. Chan, and B. Xu, Proc. 55th Electronic Componentsand Technology Conf. (Piscataway, NJ: Institute of Electri-cal and Electronics Engineers, 2005), vol. 1, pp. 60–65.
16. Q. Ngo, B.A. Cruden, A.M. Cassell, G. Sims, J. Li, M.Meyyappan, and C.Y. Yang, Proc. Symp. Surface Engi-neering in Materials Science III, ed. A. Agarwal (Warren-dale, PA: TMS, 2005), pp. 75–82.
17. T. Lee, K. Chiou, F. Tseng, and C. Huang, Proc. 55th Elec-tronic Components and Technology Conf. (Lake BuenaVista, FL: Institute of Electrical and Electronics Engineers,2005), vol. 1, pp. 55–59.
18. Y. Wu, C.H. Liu, H. Huang, and S.S. Fan, Appl. Phys. Lett.87, 213108.
19. PCT International Application WO 2006048848 (2006).20. U.S. patent US 6,475,962 (2002).21. M. Alexandre and P. Dubois, Mater. Sci. Eng. 28, 1.22. A.B. Morgan and J.D. Harris, Polymer 45, 8695.23. N.H. Tran, G.R. Dennis, A.S. Mileva, G.S.K. Kannangara,
P. Williams, M.A. Wilsona, and R.N. Lamb, J. ColloidInterface Sci. 297, 541.
24. D. Burgentzle, J. Duchet, J.F. Gerard, A. Jupinb, and B.Fillon, J. Colloid Interface Sci. 278, 26.
25. V.E. Yudina, G.M. Divouxb, J.U. Otaigbeb, and V.M. Sve-tlichnyi, Polymer 46, 10866.
26. T.T. Chasteka, A. Steina, and C. Macosko, Polymer 46, 4431.27. D. Burgentzle, J. Duchet, J.F. Gerard, A. Jupin, and B.
Fillon, J. Colloid Interface Sci. 278, 26.28. Standard Test Methods for Rheological Properties of Non-
Newtonian Materials by Rotational (Brookfield Type) Vis-cometer, ASTM Standard D 2196, Annual Book of ASTMStandards, 2005 (West Conshohocken, PA: ASTM Int.),vol. 06.01, pp. 233–237.
29. R.G. de Kretser, P.J. Scales, and D.V. Boger, Colloids Surf.137, 307.
30. A.R. Horrocks, J. Mwila, M. Miraftab, M. Liu, and S.S.Chohan, Polym. Degrad. Stab. 65, 25.
31. W. Hawkins, ed., Polymer Stabilization, ed. W. Hawkins(New York: Wiley-Interscience, 1972), pp. 63–65.
32. Yasuhiro Aoyagi and D.D.L. Chung, J. Mater. Sci. 42, 2358.
668 Lin, Howe, and Chung668
Related Documents