Electric Discharge Machining of Titanium Alloy SAHIL DEV 10406EN016 MECHANICAL, IIT-BHU

Electrical Discharge Machining of Ti-6Al-4V
Jul 16, 2015
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Electric Discharge
Machining of Titanium AlloySAHIL DEV
10406EN016
MECHANICAL, IIT-BHU

Contents
Introduction
Electrical Discharge Machining
Why to use EDM
Metal Removal Mechanism
Experimental Procedure
Experimental Result
Conclusions
References

INTRODUCTION
Titanium alloys are widely used in many industrial and commercial
applications. Examples: aerospace, chemical, automotive, medical
and sporting goods
Ti-6Al-4V is the most common Titanium alloy
Difficult to machine with the use of traditional machining process.
High manufacturing cost
Poor surface finish
Electrical discharge machining is very efficient to machine such
alloy

What is EDM
Electrical Discharge Machining,
also known as Spark Machining,
Spark Erosion.
Used on hard metals.
Works with electrically
conductive materials.
Source: Ref. 1

PERFORMANCE MEASUREMENT
Material Removal Rate
Tool Wear Rate
Surface Quality
PROCESS PARAMETERS
Spark On-time
Spark Off-time
Discharge current
Electrode material
EXPERIMENTAL PROCEDURE:
Ti-6Al-4V ALLOY
Alpha + Beta alloy
Heat treatable
High strength
Low weight
High corrosion resistance
Used in aerospace industry

EXPERIMENTAL PROCEDURE
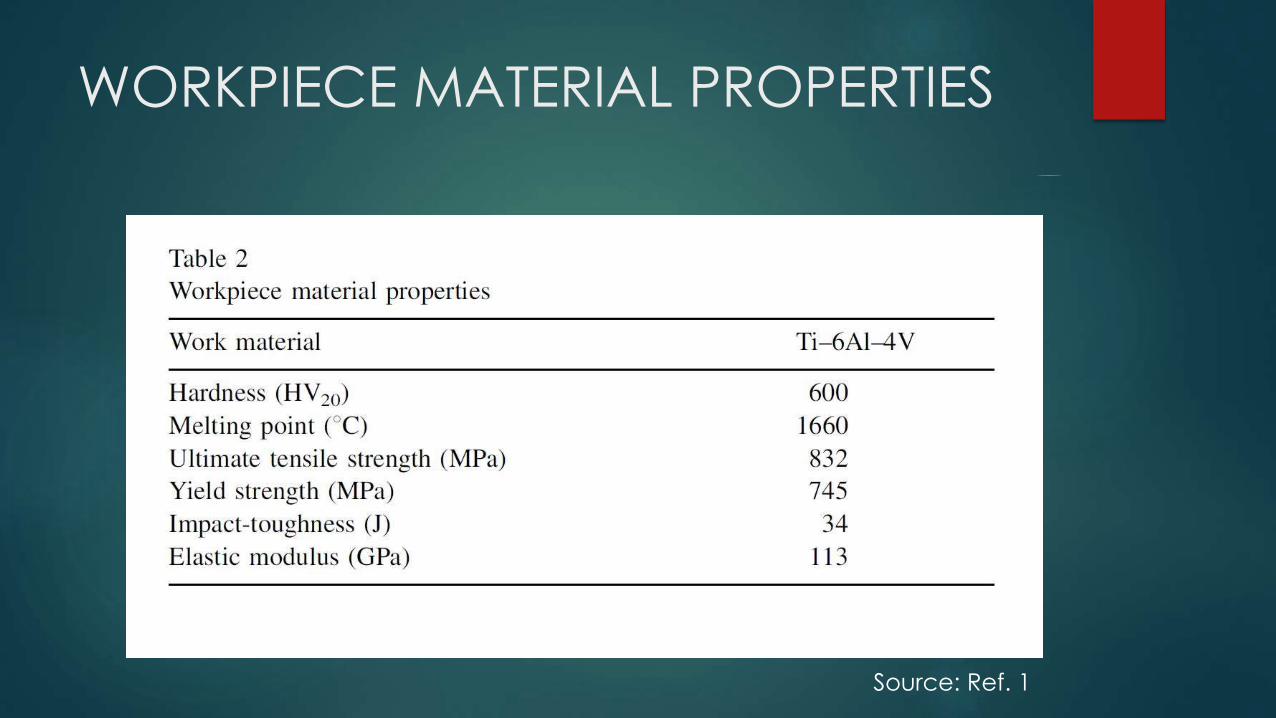
WORKPIECE MATERIAL PROPERTIES
Source: Ref. 1

ELECTRODE MATERIAL PROPERTIES

MACHINING CONDITION
Source: Ref. 1

EXPERIMENTAL RESULT: SURFACE
ROUGHNESS
Surface roughness increases with
increase in pulse current or pulse
duration.
Surface roughness improved at
extended pulse duration, i.e. 200µs
Aluminium electrode produces best
surface finish while graphite shows the
poorest.
Source: Ref. 1
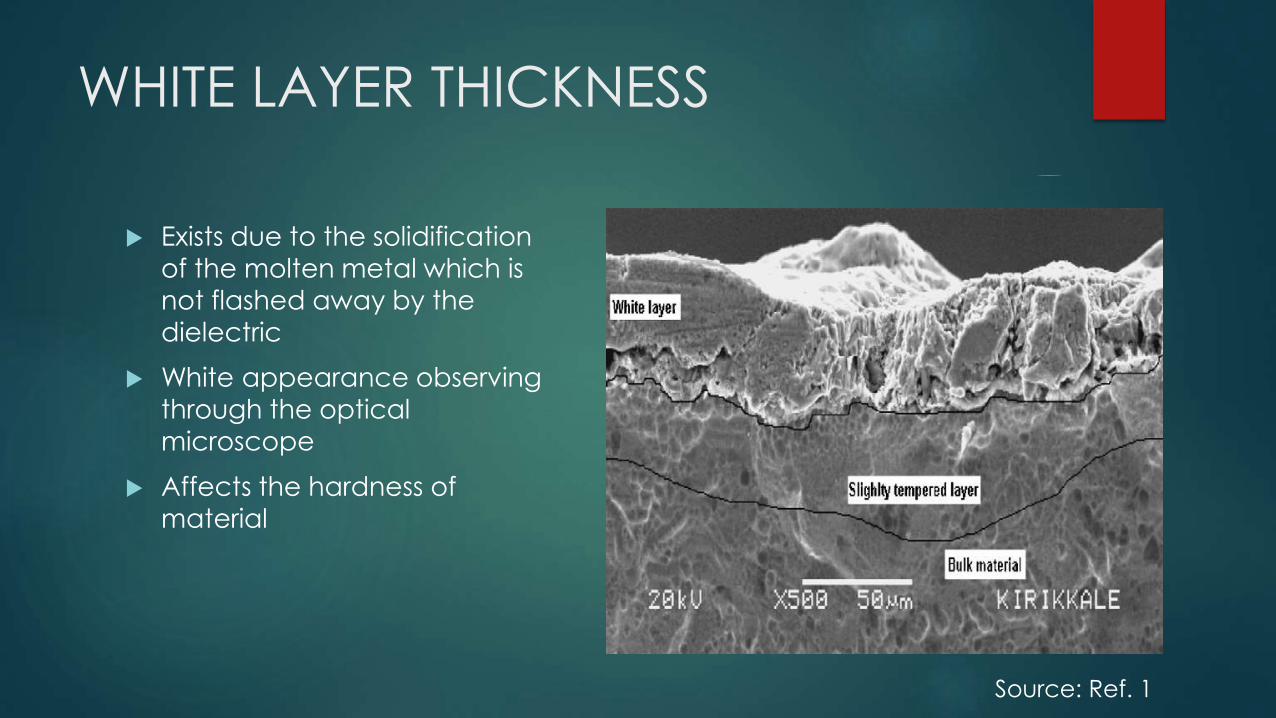
WHITE LAYER THICKNESS
Exists due to the solidification
of the molten metal which is
not flashed away by the dielectric
White appearance observing
through the optical
microscope
Affects the hardness of
material
Source: Ref. 1

WHITE LAYER THICKNESS
Increases with the increase
in pulse current or duration
Thicker for graphite compare to the copper and
aluminium
Source: Ref. 1
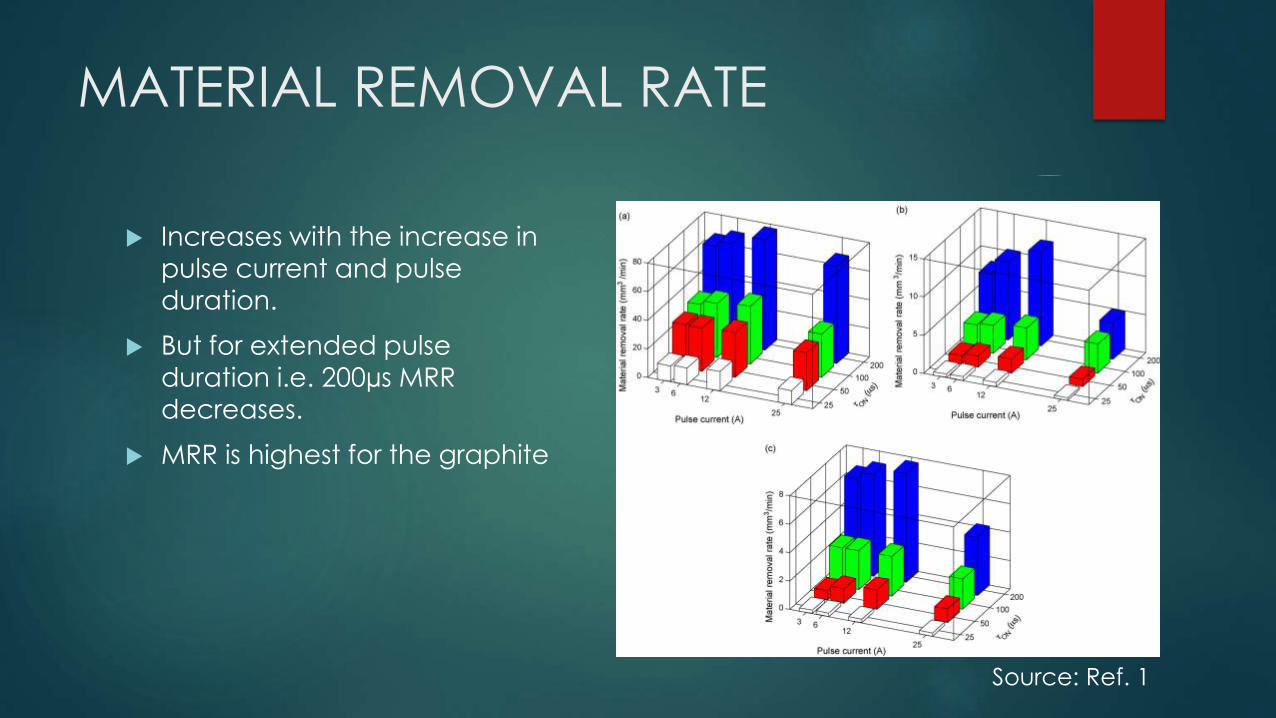
MATERIAL REMOVAL RATE
Increases with the increase in
pulse current and pulse
duration.
But for extended pulse
duration i.e. 200µs MRR
decreases.
MRR is highest for the graphite
Source: Ref. 1

TOOL WEAR RATE
Increases with the increase in
pulse current and pulse
duration.
For aluminium tool wear rate is
the highest and MRR is the
lowest.
Source: Ref. 1

CONCLUSIONS
The material removal rate, surface roughness and electrode wear
are increasing with process parameters for each electrode material
except the prolonged pulse duration of 200µs.
The average white layer thickness is increasing with EDM parameters
REFERENCES
Ahmet Hascalık and Ulas Caydas, “Electrical discharge machining of titanium alloy (Ti–6Al–4V)” Applied Surface Science 253 (2007)
Mohammadreza Shabgard and Mirsadegh Seyedzavvar “Influence of Input Parameters on the Characteristics of the EDM Process” Strojniški vestnik - Journal of Mechanical Engineering 57(2011)
Serope Kalpakjian and Steven R Schmid, Manufacturing Engineering and Technology, Prentice Hall; 6th edition (27 Mar. 2009) Chapter 26: Advance Machining Process, Page no. 774.
www.sciencedirect.com/science/article/pii/S0169433207006988
http://en.wikipedia.org/wiki/Electrical_discharge_machining

THANK YOU
Related Documents











