2012 Procesos Industriales Área Manufactura José Armando Rubio Reyes 3 “B” [-HISTOGRAMA (ESTRATIFICACION)-] Este documento el primer ejercicio de Histogramas (estratificación). De la materia “Control Estadístico del Proceso”. Para más información visita el Blog: http://licmata-math.blogspot.mx/ Profesor: Edgar Mata Ortiz.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
2012
Procesos Industriales Área Manufactura José Armando Rubio Reyes 3 “B”
[-HISTOGRAMA
(ESTRATIFICACION)-] Este documento el primer ejercicio de Histogramas (estratificación). De la materia “Control
Estadístico del Proceso”. Para más información visita el Blog: http://licmata-math.blogspot.mx/ Profesor: Edgar Mata Ortiz.
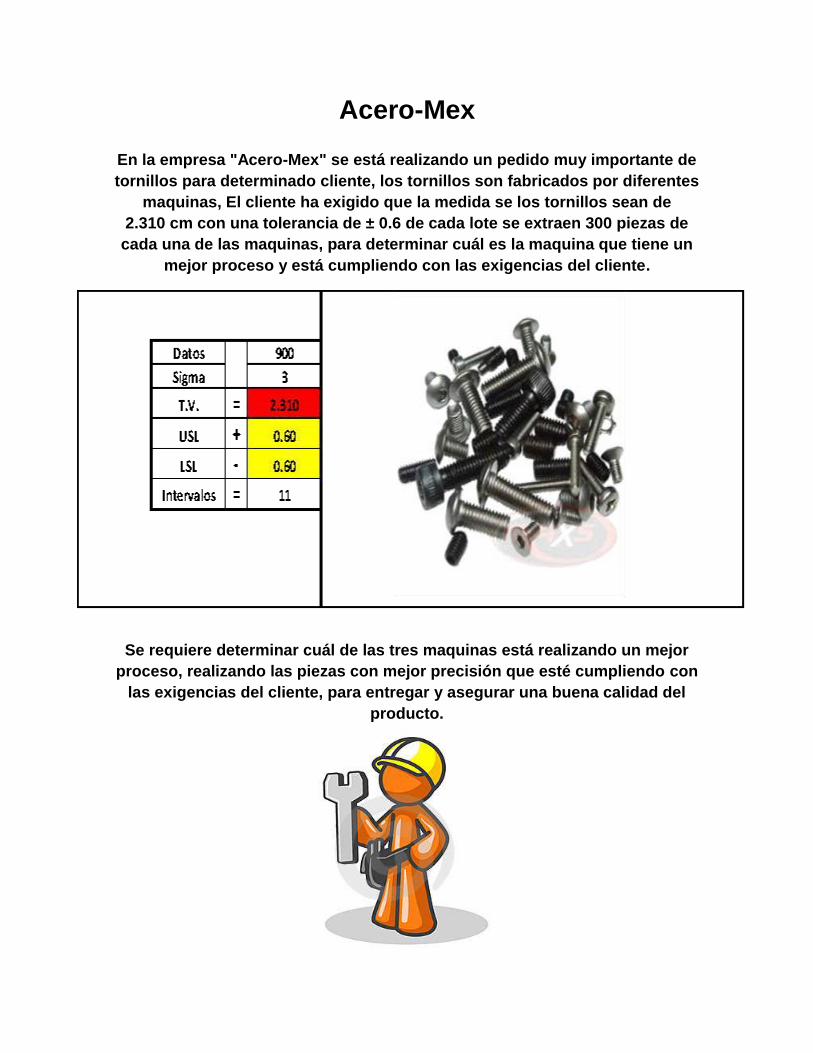
Acero-Mex
En la empresa "Acero-Mex" se está realizando un pedido muy importante de
tornillos para determinado cliente, los tornillos son fabricados por diferentes
maquinas, El cliente ha exigido que la medida se los tornillos sean de
2.310 cm con una tolerancia de ± 0.6 de cada lote se extraen 300 piezas de
cada una de las maquinas, para determinar cuál es la maquina que tiene un
mejor proceso y está cumpliendo con las exigencias del cliente.
Se requiere determinar cuál de las tres maquinas está realizando un mejor
proceso, realizando las piezas con mejor precisión que esté cumpliendo con
las exigencias del cliente, para entregar y asegurar una buena calidad del
producto.

José Armando Rubio Reyes
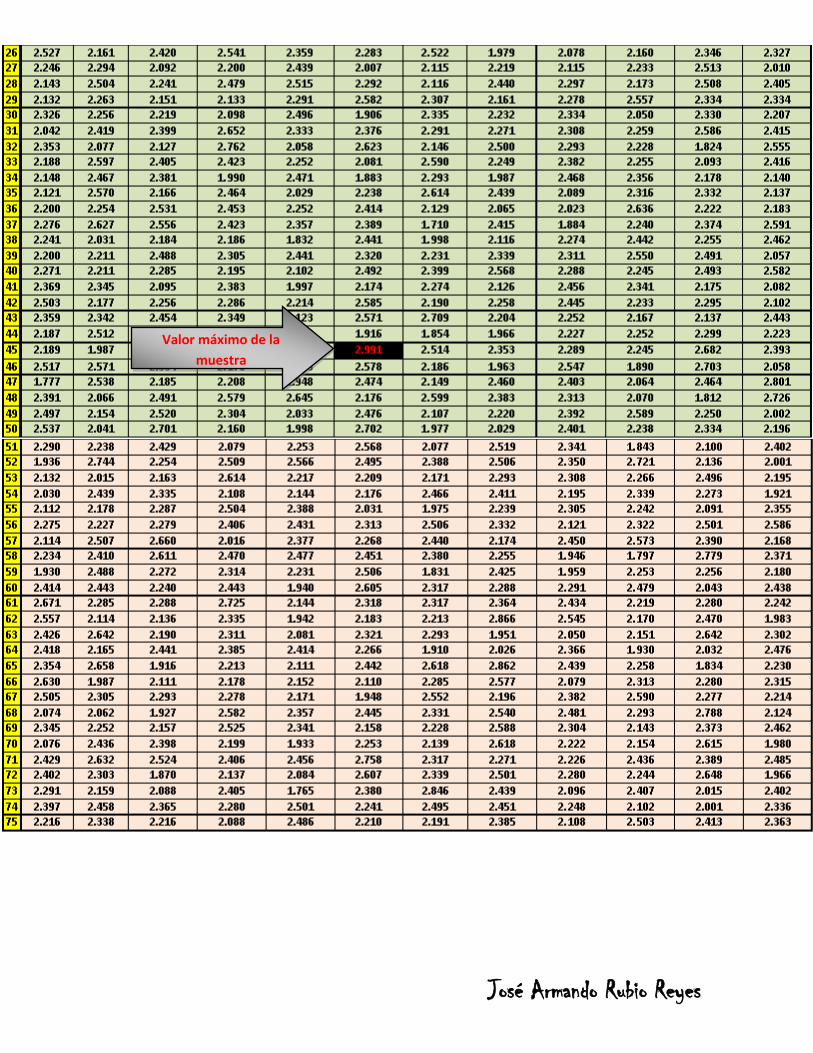
Para comenzar el análisis de la calidad del producto, comenzamos
extrayendo de un lote 900 muestras de las tres maquinas, se obtuvieron los
siguientes resultados:
Valor mínimo de la
muestra
José Armando Rubio Reyes
Valor máximo de la
muestra
José Armando Rubio Reyes
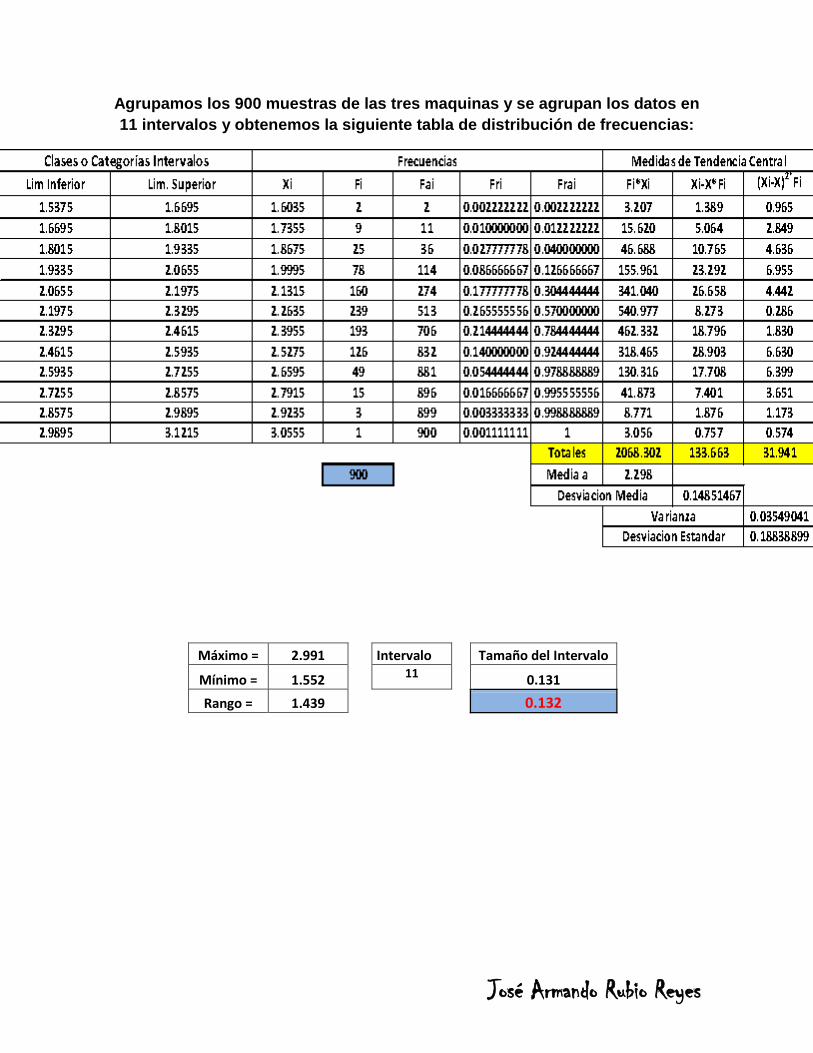
Agrupamos los 900 muestras de las tres maquinas y se agrupan los datos en
11 intervalos y obtenemos la siguiente tabla de distribución de frecuencias:
Máximo = 2.991
Intervalo
Tamaño del Intervalo
Mínimo = 1.552
11
0.131
Rango = 1.439
0.132
José Armando Rubio Reyes
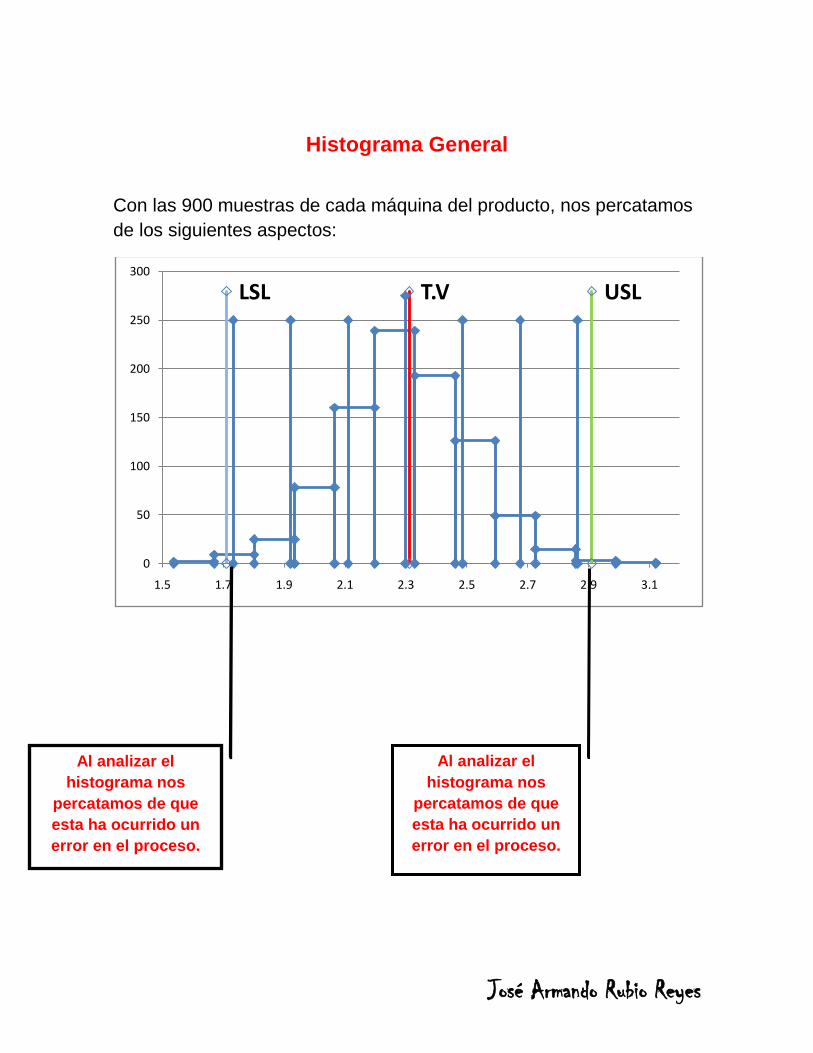
Histograma General
Con las 900 muestras de cada máquina del producto, nos percatamos
de los siguientes aspectos:
T.V USLLSL
0
50
100
150
200
250
300
1.5 1.7 1.9 2.1 2.3 2.5 2.7 2.9 3.1
Al analizar el
histograma nos
percatamos de que
esta ha ocurrido un
error en el proceso.
Al analizar el
histograma nos
percatamos de que
esta ha ocurrido un
error en el proceso.
José Armando Rubio Reyes
INTERPRETACION:
Con este histograma nos estamos percatando simple vista que hay un error en el proceso, para dar posterior análisis a todas las maquinas.
Aunque su distribución es normal, su defecto es que no está cumpliendo con el T.V que el cliente nos está indicando.
Es obvio que hay una gran cantidad de producto que está saliendo completamente defectuoso, tanto en el LSL como en el USL, que aunque tenga calidad 3 sigma (3sigma= 66.807 Defectos Por Millón de Eventos u Oportunidades = 93,3% de eficiencia), seguimos teniendo una gran cantidad de defectos en nuestro producto.
José Armando Rubio Reyes
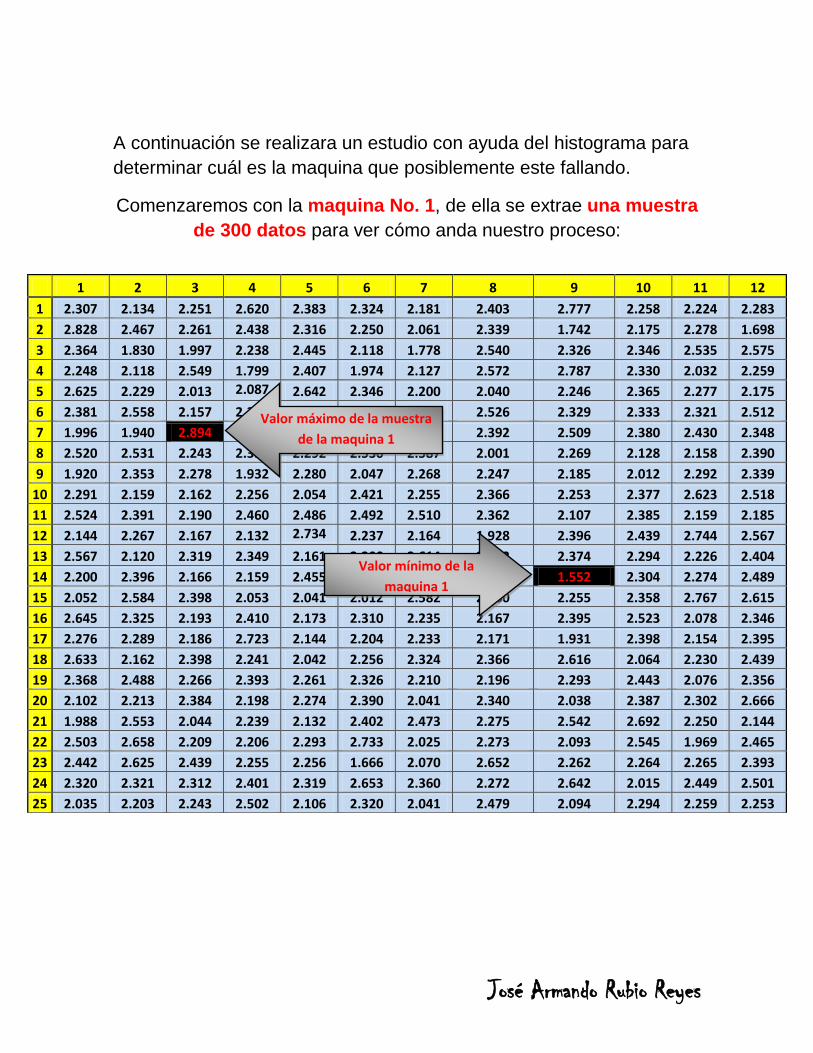
A continuación se realizara un estudio con ayuda del histograma para
determinar cuál es la maquina que posiblemente este fallando.
Comenzaremos con la maquina No. 1, de ella se extrae una muestra
de 300 datos para ver cómo anda nuestro proceso:
1 2 3 4 5 6 7 8 9 10 11 12
1 2.307 2.134 2.251 2.620 2.383 2.324 2.181 2.403 2.777 2.258 2.224 2.283
2 2.828 2.467 2.261 2.438 2.316 2.250 2.061 2.339 1.742 2.175 2.278 1.698
3 2.364 1.830 1.997 2.238 2.445 2.118 1.778 2.540 2.326 2.346 2.535 2.575
4 2.248 2.118 2.549 1.799 2.407 1.974 2.127 2.572 2.787 2.330 2.032 2.259
5 2.625 2.229 2.013 2.087 2.642 2.346 2.200 2.040 2.246 2.365 2.277 2.175
6 2.381 2.558 2.157 2.356 2.328 2.403 2.387 2.526 2.329 2.333 2.321 2.512
7 1.996 1.940 2.894 2.175 2.300 2.121 2.418 2.392 2.509 2.380 2.430 2.348
8 2.520 2.531 2.243 2.336 2.292 2.530 2.587 2.001 2.269 2.128 2.158 2.390
9 1.920 2.353 2.278 1.932 2.280 2.047 2.268 2.247 2.185 2.012 2.292 2.339
10 2.291 2.159 2.162 2.256 2.054 2.421 2.255 2.366 2.253 2.377 2.623 2.518
11 2.524 2.391 2.190 2.460 2.486 2.492 2.510 2.362 2.107 2.385 2.159 2.185
12 2.144 2.267 2.167 2.132 2.734 2.237 2.164 1.928 2.396 2.439 2.744 2.567
13 2.567 2.120 2.319 2.349 2.161 2.200 2.614 2.432 2.374 2.294 2.226 2.404
14 2.200 2.396 2.166 2.159 2.455 2.578 2.341 2.637 1.552 2.304 2.274 2.489
15 2.052 2.584 2.398 2.053 2.041 2.012 2.582 2.160 2.255 2.358 2.767 2.615
16 2.645 2.325 2.193 2.410 2.173 2.310 2.235 2.167 2.395 2.523 2.078 2.346
17 2.276 2.289 2.186 2.723 2.144 2.204 2.233 2.171 1.931 2.398 2.154 2.395
18 2.633 2.162 2.398 2.241 2.042 2.256 2.324 2.366 2.616 2.064 2.230 2.439
19 2.368 2.488 2.266 2.393 2.261 2.326 2.210 2.196 2.293 2.443 2.076 2.356
20 2.102 2.213 2.384 2.198 2.274 2.390 2.041 2.340 2.038 2.387 2.302 2.666
21 1.988 2.553 2.044 2.239 2.132 2.402 2.473 2.275 2.542 2.692 2.250 2.144
22 2.503 2.658 2.209 2.206 2.293 2.733 2.025 2.273 2.093 2.545 1.969 2.465
23 2.442 2.625 2.439 2.255 2.256 1.666 2.070 2.652 2.262 2.264 2.265 2.393
24 2.320 2.321 2.312 2.401 2.319 2.653 2.360 2.272 2.642 2.015 2.449 2.501
25 2.035 2.203 2.243 2.502 2.106 2.320 2.041 2.479 2.094 2.294 2.259 2.253
Valor mínimo de la
maquina 1
Valor máximo de la muestra
de la maquina 1
José Armando Rubio Reyes
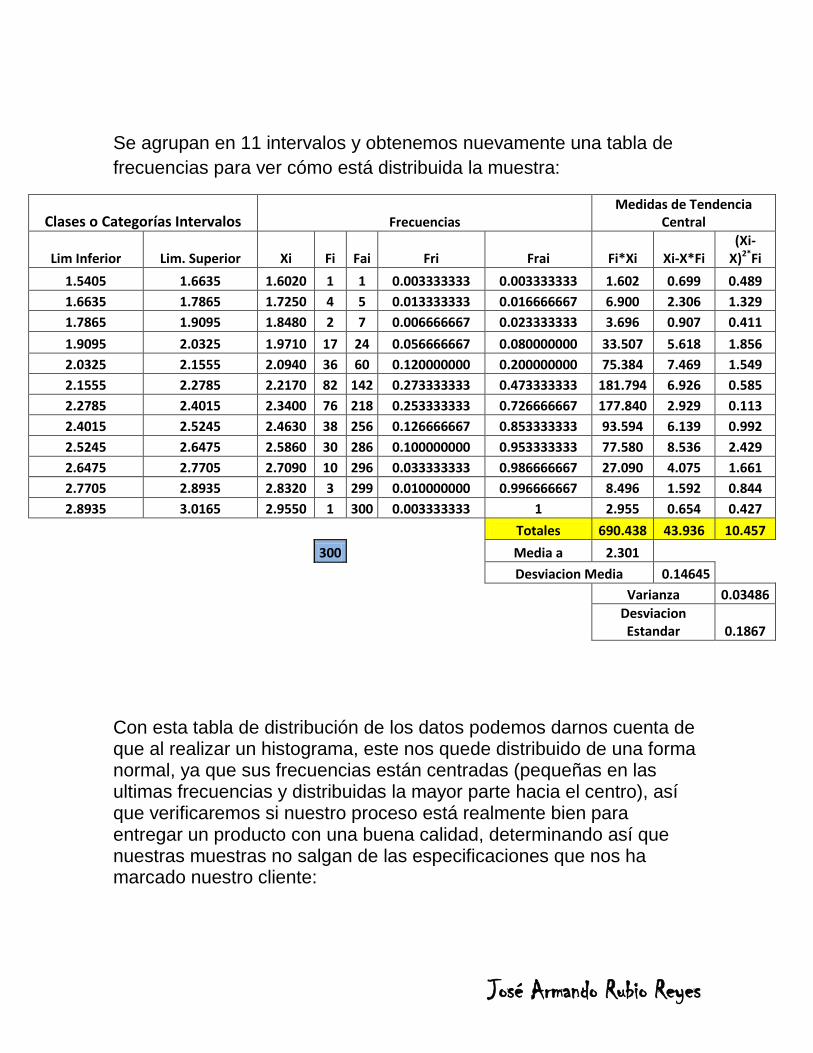
Se agrupan en 11 intervalos y obtenemos nuevamente una tabla de
frecuencias para ver cómo está distribuida la muestra:
Clases o Categorías Intervalos Frecuencias Medidas de Tendencia
Central
Lim Inferior Lim. Superior Xi Fi Fai Fri Frai Fi*Xi Xi-X*Fi (Xi-
X)2*Fi
1.5405 1.6635 1.6020 1 1 0.003333333 0.003333333 1.602 0.699 0.489
1.6635 1.7865 1.7250 4 5 0.013333333 0.016666667 6.900 2.306 1.329
1.7865 1.9095 1.8480 2 7 0.006666667 0.023333333 3.696 0.907 0.411
1.9095 2.0325 1.9710 17 24 0.056666667 0.080000000 33.507 5.618 1.856
2.0325 2.1555 2.0940 36 60 0.120000000 0.200000000 75.384 7.469 1.549
2.1555 2.2785 2.2170 82 142 0.273333333 0.473333333 181.794 6.926 0.585
2.2785 2.4015 2.3400 76 218 0.253333333 0.726666667 177.840 2.929 0.113
2.4015 2.5245 2.4630 38 256 0.126666667 0.853333333 93.594 6.139 0.992
2.5245 2.6475 2.5860 30 286 0.100000000 0.953333333 77.580 8.536 2.429
2.6475 2.7705 2.7090 10 296 0.033333333 0.986666667 27.090 4.075 1.661
2.7705 2.8935 2.8320 3 299 0.010000000 0.996666667 8.496 1.592 0.844
2.8935 3.0165 2.9550 1 300 0.003333333 1 2.955 0.654 0.427
Totales 690.438 43.936 10.457
300
Media a 2.301
Desviacion Media 0.14645
Varianza 0.03486
Desviacion Estandar 0.1867
Con esta tabla de distribución de los datos podemos darnos cuenta de que al realizar un histograma, este nos quede distribuido de una forma normal, ya que sus frecuencias están centradas (pequeñas en las ultimas frecuencias y distribuidas la mayor parte hacia el centro), así que verificaremos si nuestro proceso está realmente bien para entregar un producto con una buena calidad, determinando así que nuestras muestras no salgan de las especificaciones que nos ha marcado nuestro cliente:
José Armando Rubio Reyes
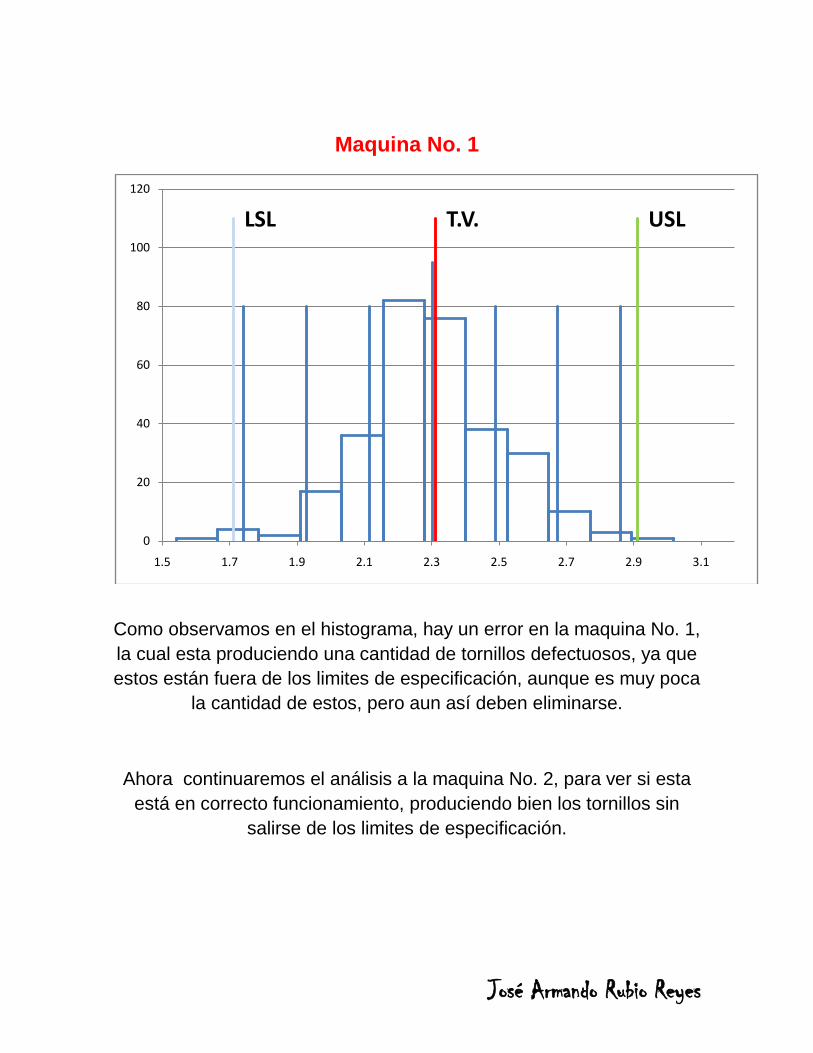
Maquina No. 1
Como observamos en el histograma, hay un error en la maquina No. 1,
la cual esta produciendo una cantidad de tornillos defectuosos, ya que
estos están fuera de los limites de especificación, aunque es muy poca
la cantidad de estos, pero aun así deben eliminarse.
Ahora continuaremos el análisis a la maquina No. 2, para ver si esta
está en correcto funcionamiento, produciendo bien los tornillos sin
salirse de los limites de especificación.
T.V. USLLSL
0
20
40
60
80
100
120
1.5 1.7 1.9 2.1 2.3 2.5 2.7 2.9 3.1
José Armando Rubio Reyes
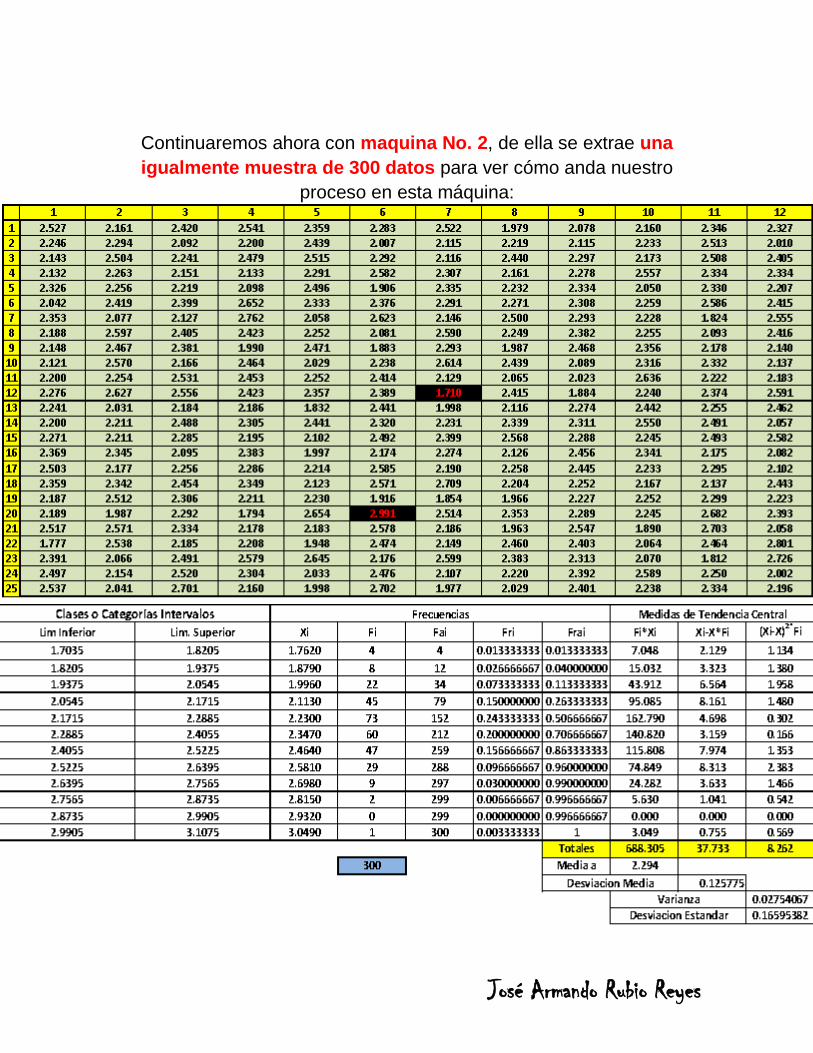
Continuaremos ahora con maquina No. 2, de ella se extrae una
igualmente muestra de 300 datos para ver cómo anda nuestro
proceso en esta máquina:
José Armando Rubio Reyes
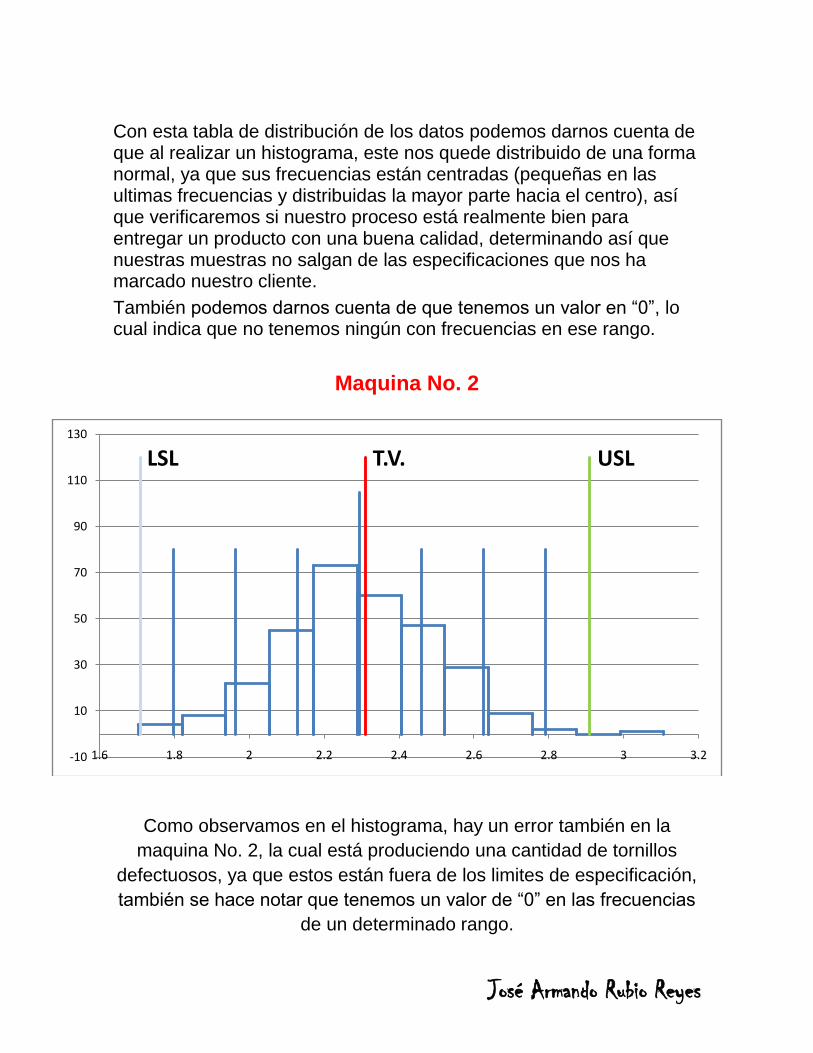
Con esta tabla de distribución de los datos podemos darnos cuenta de que al realizar un histograma, este nos quede distribuido de una forma normal, ya que sus frecuencias están centradas (pequeñas en las ultimas frecuencias y distribuidas la mayor parte hacia el centro), así que verificaremos si nuestro proceso está realmente bien para entregar un producto con una buena calidad, determinando así que nuestras muestras no salgan de las especificaciones que nos ha marcado nuestro cliente.
También podemos darnos cuenta de que tenemos un valor en “0”, lo cual indica que no tenemos ningún con frecuencias en ese rango.
Maquina No. 2
Como observamos en el histograma, hay un error también en la
maquina No. 2, la cual está produciendo una cantidad de tornillos
defectuosos, ya que estos están fuera de los limites de especificación,
también se hace notar que tenemos un valor de “0” en las frecuencias
de un determinado rango.
T.V. USLLSL
-10
10
30
50
70
90
110
130
1.6 1.8 2 2.2 2.4 2.6 2.8 3 3.2
José Armando Rubio Reyes
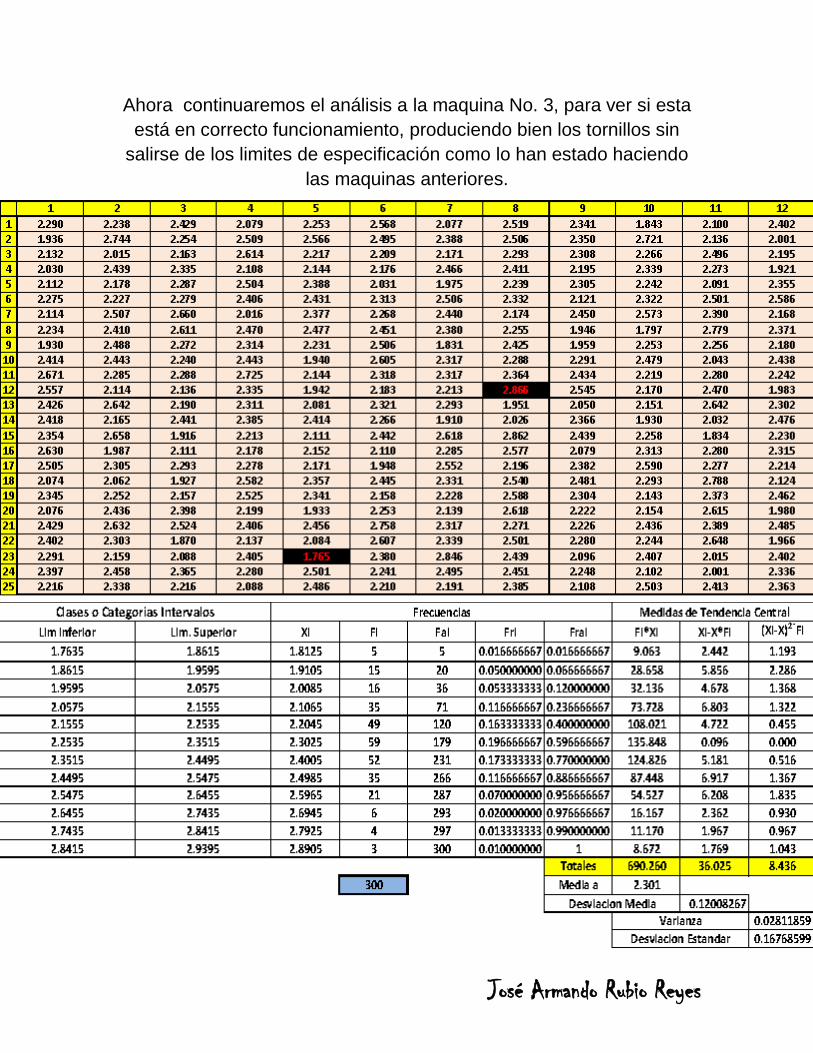
Ahora continuaremos el análisis a la maquina No. 3, para ver si esta
está en correcto funcionamiento, produciendo bien los tornillos sin
salirse de los limites de especificación como lo han estado haciendo
las maquinas anteriores.
José Armando Rubio Reyes
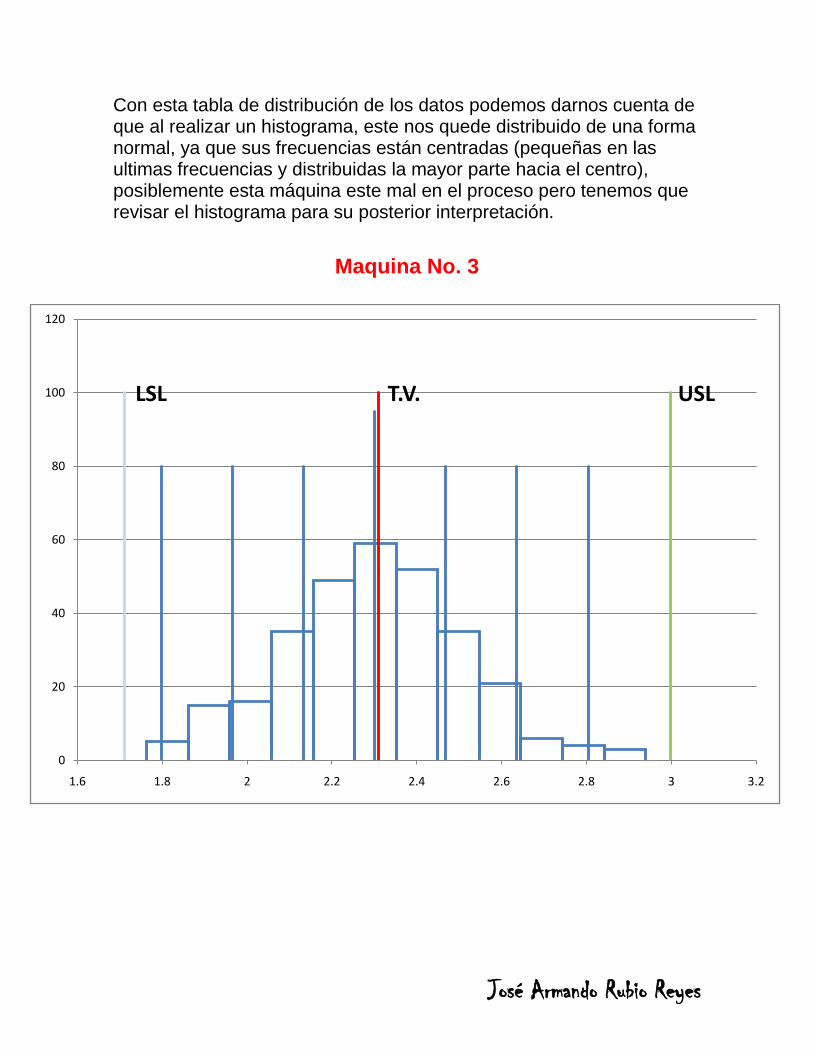
Con esta tabla de distribución de los datos podemos darnos cuenta de que al realizar un histograma, este nos quede distribuido de una forma normal, ya que sus frecuencias están centradas (pequeñas en las ultimas frecuencias y distribuidas la mayor parte hacia el centro), posiblemente esta máquina este mal en el proceso pero tenemos que revisar el histograma para su posterior interpretación.
Maquina No. 3
T.V. USLLSL
0
20
40
60
80
100
120
1.6 1.8 2 2.2 2.4 2.6 2.8 3 3.2
José Armando Rubio Reyes
En este histograma se plasma que el proceso esta concorde a las
especificaciones de nuestro cliente, estando dentro de los limites de
especificación.
Además su distribución esta en forma normal y el T.V y la XM
coinciden con una pequeña diferencia de 0.009, lo cual indica que la
maquina está trabajando de forma normal, brindándonos los tornillos
con calidad 3sigma para cada lado de la media.
Related Documents











