1935 © 2014 ISIJ ISIJ International, Vol. 54 (2014), No. 8, pp. 1935–1942 Effect of Surface Mechanical Attrition Treatment on Microstructure and Oxidation Behavior in T91 Steel at High Temperature Zhi-xin XIA, 1) * Chi ZHANG, 2) Wen-bo LIU 2) and Zhi-gang YANG 2) 1) Shagang School of Iorn and Steel, Soochow University, No. 178 East Ganjiang Road, Suzhou, Jiangsu, 215021 P. R. China. 2) School of Materials Science & Engineering, Tsinghua University, No. 1 Tsinghua yuan, Haidian District, Beijing, 100084 China. (Received on August 29, 2013; accepted on April 15, 2014) Traditional techniques and methods can not resolve the contradictions of the microstructure require- ment between creep resistance and oxidation resistance in T91 steel at high temperature. In the present work, oxidation resistance of T91 steel were successfully improved by surface mechanical attrition treat- ment (SMAT). The variations of ferrite grains and precipitation behavior in the surface layer at different tempering temperature were also observed to investigate thermal stability. A FeCr2O4 spinel inner layer with higher Cr content could rapidly form and protect the material from further oxidation in T91 steel due to the nanocrystalline surface layer. KEY WORDS: heat resistance steel; nanocrystalline surface layer; thermal stability; microstructure; oxida- tion behavior. 1. Introduction T91 steel is considered as one of the ideal structural mate- rials for steam pipes, high temperature boilers and turbine parts in advanced fossil fired power plants. 1) Long-term exposures of T91 steel at high temperature would lead to oxidation. Alloying with Cr at an amout of more than 10 wt.% can protect the material against oxidation by forming chromia. One of the critical issues for the components of ferritic heat resistance steels is ensuring sufficient creep strength under the operation conditions. However, when the Cr content surpass 10 wt%, creep properties would decrease due to the appearance of δ ferrite. 2) Traditional metallurgical techniques and methods can not resolve the contradictions of the Cr content requirement between creep resistance and oxidation resistance in T91 steel at high temperature. Nanocrystalline materials have attracted intensive interest due to the significance in both mechanical properties and physical properties. 3) Surface mechanical attrition treatment (SMAT) is a newly developed surface modification tech- nique by severe plastic deformation to generate a thin skin of nanostructures on alloys. The effect of nanocrystalline or ultrafine grains on wear resistance, 4) corrosion behavior, fatigue behavior, 5) and mechanical properties 6) has been studied in ferritic steels. The results indicate that mechanical properties and physical properties are significantly improved. The diffusivity of Cr in nanocrystalline Fe is 7-9 orders of magnitude higher than that in Fe lattice, and it is 4-5 orders of magnitude higher than that in normal grain boundaries. 7) The mean size of ferrite grains and M23C6 par- ticles at the top surface is about 8 and 4 nm, respectively, they increase gradually with increasing depth in nanocrystal- line ferritic steels. 7–9) An important factor to form protective spinel (Fe, Cr)3O4 layer is an increase of Cr diffusivity in T91 steel. In general, the finer grain size and more deformation amount are adopted to increase the density of fast diffusion paths. Provided creep properties have been improved by controlling the microstructure, SMAT is selected to produce surface nanocrystalline layer, which could achieve the improvement of the high temperature oxidation resistance. 2. Experimental The chemical composition of T91 steel is shown in Table 1. Prior heat treatment is austenitizing at 1 253 K for 45 min, water quenching (WQ). A plate specimen (100 × 50 × 4.0 mm 3 in size) of the quenched steel was subjected to SMAT. The set-up and procedure were described as follows: about 50 spherical steel balls were placed in a reflecting chamber that was vibrated by a vibration generator. The hardened 0.8C steel balls were 5 mm in diameter with a mirror-like surface. The vibration frequency of the chamber was 20 kHz. Once the balls were resonated, a large number of fly- ing balls would impact the specimen surface. Consequently, the repeated multidirectional impacts at high strain rates onto the specimen surface would result in severe plastic deformation and grain refinement progressively down to the nanometer regime in the entire specimen surface. After SMAT with a duration of 30 min, the surface roughness is comparable to that of the original specimen. The other * Corresponding author: E-mail: [email protected] DOI: http://dx.doi.org/10.2355/isijinternational.54.1935

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
1935 © 2014 ISIJ
ISIJ International, Vol. 54 (2014), No. 8, pp. 1935–1942
Effect of Surface Mechanical Attrition Treatment on Microstructure and Oxidation Behavior in T91 Steel at High Temperature
Zhi-xin XIA,1)* Chi ZHANG,2) Wen-bo LIU2) and Zhi-gang YANG2)
1) Shagang School of Iorn and Steel, Soochow University, No. 178 East Ganjiang Road, Suzhou, Jiangsu, 215021 P. R. China.2) School of Materials Science & Engineering, Tsinghua University, No. 1 Tsinghua yuan, Haidian District, Beijing, 100084 China.
(Received on August 29, 2013; accepted on April 15, 2014)
Traditional techniques and methods can not resolve the contradictions of the microstructure require-ment between creep resistance and oxidation resistance in T91 steel at high temperature. In the presentwork, oxidation resistance of T91 steel were successfully improved by surface mechanical attrition treat-ment (SMAT). The variations of ferrite grains and precipitation behavior in the surface layer at differenttempering temperature were also observed to investigate thermal stability. A FeCr2O4 spinel inner layerwith higher Cr content could rapidly form and protect the material from further oxidation in T91 steel dueto the nanocrystalline surface layer.
KEY WORDS: heat resistance steel; nanocrystalline surface layer; thermal stability; microstructure; oxida-tion behavior.
1. Introduction
T91 steel is considered as one of the ideal structural mate-rials for steam pipes, high temperature boilers and turbineparts in advanced fossil fired power plants.1) Long-termexposures of T91 steel at high temperature would lead tooxidation. Alloying with Cr at an amout of more than 10wt.% can protect the material against oxidation by formingchromia. One of the critical issues for the components offerritic heat resistance steels is ensuring sufficient creepstrength under the operation conditions. However, when theCr content surpass 10 wt%, creep properties would decreasedue to the appearance of δ ferrite.2) Traditional metallurgicaltechniques and methods can not resolve the contradictionsof the Cr content requirement between creep resistance andoxidation resistance in T91 steel at high temperature.
Nanocrystalline materials have attracted intensive interestdue to the significance in both mechanical properties andphysical properties.3) Surface mechanical attrition treatment(SMAT) is a newly developed surface modification tech-nique by severe plastic deformation to generate a thin skinof nanostructures on alloys. The effect of nanocrystalline orultrafine grains on wear resistance,4) corrosion behavior,fatigue behavior,5) and mechanical properties6) has beenstudied in ferritic steels. The results indicate that mechanicalproperties and physical properties are significantlyimproved. The diffusivity of Cr in nanocrystalline Fe is 7-9orders of magnitude higher than that in Fe lattice, and it is4-5 orders of magnitude higher than that in normal grain
boundaries.7) The mean size of ferrite grains and M23C6 par-ticles at the top surface is about 8 and 4 nm, respectively,they increase gradually with increasing depth in nanocrystal-line ferritic steels.7–9) An important factor to form protectivespinel (Fe, Cr)3O4 layer is an increase of Cr diffusivity in T91steel. In general, the finer grain size and more deformationamount are adopted to increase the density of fast diffusionpaths. Provided creep properties have been improved bycontrolling the microstructure, SMAT is selected to producesurface nanocrystalline layer, which could achieve theimprovement of the high temperature oxidation resistance.
2. Experimental
The chemical composition of T91 steel is shown in Table1. Prior heat treatment is austenitizing at 1 253 K for 45 min,water quenching (WQ). A plate specimen (100 × 50 × 4.0mm3 in size) of the quenched steel was subjected to SMAT.The set-up and procedure were described as follows: about50 spherical steel balls were placed in a reflecting chamberthat was vibrated by a vibration generator. The hardened0.8C steel balls were 5 mm in diameter with a mirror-likesurface. The vibration frequency of the chamber was 20kHz. Once the balls were resonated, a large number of fly-ing balls would impact the specimen surface. Consequently,the repeated multidirectional impacts at high strain ratesonto the specimen surface would result in severe plasticdeformation and grain refinement progressively down to thenanometer regime in the entire specimen surface. AfterSMAT with a duration of 30 min, the surface roughness iscomparable to that of the original specimen. The other
* Corresponding author: E-mail: [email protected]: http://dx.doi.org/10.2355/isijinternational.54.1935

© 2014 ISIJ 1936
ISIJ International, Vol. 54 (2014), No. 8
experimental setup and the details of SMAT processingwere described in the reference.9)
After the nanocrystalline microstructure was induced bySMAT, the specimes were tempered at 893 K and 1 033 Kfor different holding times (1.5 h, 3 h, 10 h, 16 h, 30 h) inglass tubes with argon/dry air, and the change of microstruc-ture and oxide scale were determined by OM, SEM, TEMand XRD. XRD experiments were performed on a Rigaku
D/max 2400 X-ray diffractometer (12 kW) with Cu Kαradiation. The average crystallite size in the surface layerproduced by SMAT was derived from the breadths at halfmaximum intensity of measured Bragg diffraction peaksusing the Scherrer-Wilson method. The cross-sectional mor-phologies of specimens were observed by using a JEM-6301Fand TESCAN-VEGA TS5136XM SEM with back-scatteredelectron (BSE) and EDX. Microstructure characterizations of
Table 1. Chemical compositions of T91steel (mass percent, wt%).
C Si Mn Cr Mo Ni V Nb N S P O Fe
0.10 0.36 0.60 8.80 0.95 0.23 0.20 0.08 0.04 0.0017 <0.005 <0.002 BaL
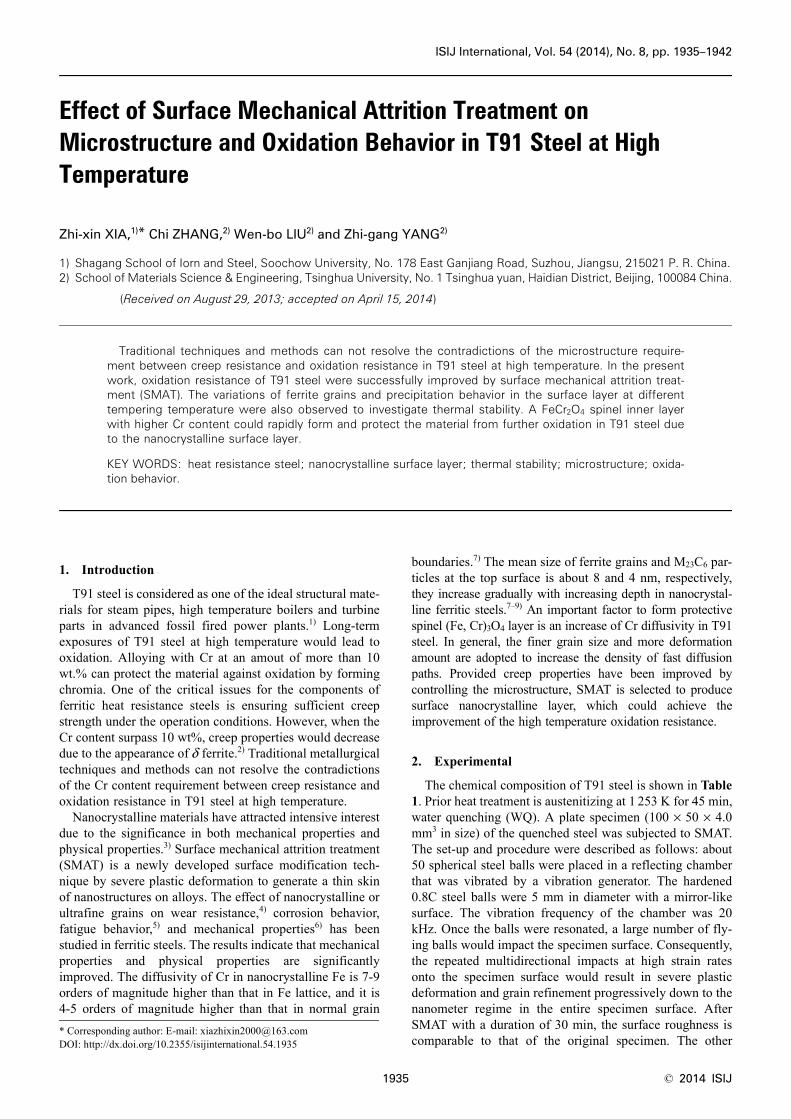
Fig. 1. Cross-sectional OM observations of microstructure in (a) the quenched T91 steel treated by SMAT; (b) the speci-men treated by SMAT and tempered at 893 K for 90 min; (c) the specimen treated by SMAT and tempered at 1 033K for 90 min; (d) the specimen treated by SMAT and tempered at 893 K for 30 h.
Fig. 2. Cross-sectional SEM observations of microstructure (a) the quenched T91 steel treated by SMAT; (b) the speci-men treated by SMAT and tempered at 893 K for 90 min; (c) the specimen treated by SMAT and tempered at 1 033K for 90 min.
ISIJ International, Vol. 54 (2014), No. 8
1937 © 2014 ISIJ
nanocrystalline microstructure were also examined by usinga JEM 200CX transmission electron microscope (TEM).Thin foil specimens for TEM observation were prepared byusing ionmilling at low temperatures.
3. Experimental Results
Optical microscope images Fig. 1(a) and SEM images Fig.2(a) show effect of SMAT on ferrite grains in quenched T91steel, respectively. The nanocrystalline surface layer isobtained in the specimen treated by SMAT. Owing to thegradient variation of the strain and strain rate from the treatedtop surface (both are very large) to the deep matrix. Severeplastic deformation layer denotes where the coarse-grained
structure in the surface layer is refined into the micrometer–nanometer regime. A gradient grain size distribution from afew nanometers (in the top surface layer) to several microm-eters is developed in the surface of SMAT sample. Totalplastic deformed layer includes the deformed coarse-grainlayer. Schematic illustration of microstructure characteris-tics were also described in the reference.9) Cross-sectionalmorphologies (Figs. 1 and 2) show the clear evidence ofsevere plastic deformation with 100 μm thick in the speci-men, and the total plastic deformed layer is about 260 μmthick. Owing to the plastic deformation in the surface layerinduced by SMAT, the coarse-grained structure in the surfacelayer is refined into the nanometer scale. The mean size offerrite grains is 10 nm in the top surface of T91 steel treated
Fig. 3. Cross-sectional SEM observations and TEM observations of different micristrucutre in quenched T91 steel treatedby SMAT (a) nanocrystalline microstructure of the top surface; (b) the subsurface; (c) the un-deformed matrix; (d)nanocrystalline microstructure of the top surface.
Fig. 4. Cross-sectional SEM observations of different micristrucutre in quenched T91 steel treated by SMAT after tempering at893 K for 90 min (a) nanocrystalline microstructure of the top surface; (b) the subsurface; (c) the un-deformed matrix.
© 2014 ISIJ 1938
ISIJ International, Vol. 54 (2014), No. 8
by SMAT as shown in Fig. 3. The mean size of ferrite grainsincreases to be 50 nm in the top nanocrystalline surface lay-er after tempering at 893 K for 90 min, and ferrite grainssize is still unchanged with increasing tempering time to 30h as shown in Fig. 1(d). In the meantime, there are some fin-er Cr-rich carbides in the top surface layer as shown in Fig.2(b), the mean size of carbides is little variation in the dif-ferent position of the specimen after tempering at 893 K.
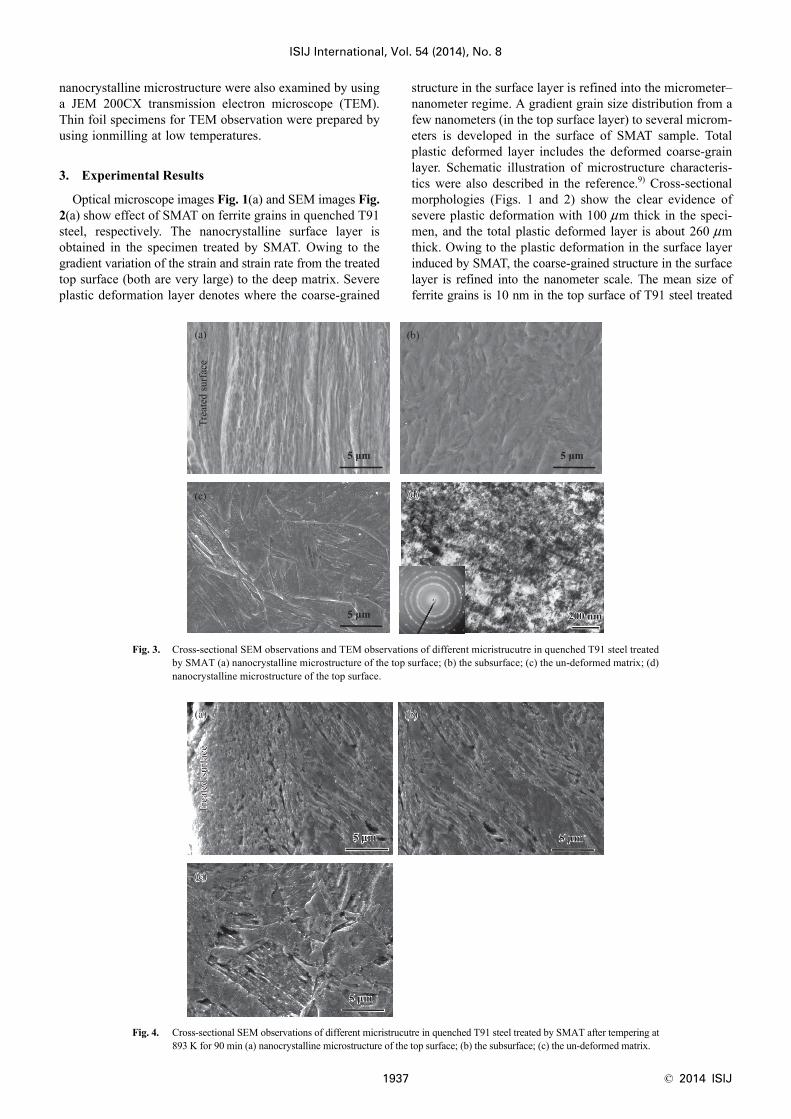
The average grain/cell size of ferrite along depth in thesurface layer gradually increases in the specimens, theresults at different tempering temperature are shown in Figs.1 and 2. There are fine equiaxed crystal with mean size of2 μm, coarse equiaxed crystal with 20 μm and coarsecolumnar crystal with average dimensions of 40 μm alongthe short axis and 80 μm along the long axis in the specimenafter tempering at 1 033 K for 90 min. The ferrite grain isstill fine in the top surface, the growth occurs in the regionof 120–280 μm deep from top surface as shown in Figs. 1(c)and 2(c). Figure 3 indicates Cross-sectional observations ofthe different positions along the depth in the surface layerof quenched T91 steel treated by SMAT. The microstraindecreases significantly along the depth, and the mean sizeof ferrite grains is refined to be 8 nm in the top surface layerof T92 steel treated by SMAT [9], this result is well in agree-ment with the T91 steel treated by SMAT. The average sizechange of ferrite grains/cells in those specimens is compa-rable to the quenched specimen treated by SMAT, only therecovery of ferrite grains occurs during tempering at 893 Kin Fig. 4. The mean size of Cr-rich carbides is little variationin the different position of the specimen tempered at 893 K.It may be difficult to distinguish the tiny change accordingto SEM results. M23C6 (M = Cr, W, Fe) carbides precipitateduring tempering at 1 033 K, and smaller grains and coarserM23C6 carbides are observed in the top surface layer thanthat of the un-deformed matrix, as shown in Fig. 5. Themean size of carbides almost increases to 1 μm in the topsurface layer of the specimen treated by SMAT after tem-pering at 1 033 K for 90 min, then decreases slightly in the
severely deformed layer and matrix. The mean grain size offerrite is determined to be about 3 μm in the top surface lay-er of the specimen treated by SMAT after tempering at 1 033K for 30 h. It could be inferred that the nanocrystalline sur-face layer is quite stable until 1 033 K. Thermodynamically,as a mainly part of driving force for grain growth, the grainboundary energy is regarded as constance in common. How-ever, under the condition of solute segregation in GBs, onthe basis of Gibbs adsorption theory, the GB energy isthought to be reduced with segregation promoting in nano-crystalline produced by SMAT. Furthermore, a systemicmetastable state where the GB energy reduces to zero withsolute segregating. Namely, the GB segregation reduces thedriving force to retard grain growth. The recrystallizationkinetics originates from numerous nanocrystalline ferritegrain boundaries with a high excess stored energy in the sur-face layer due to severe plastic deformation during SMAT.
Fig. 5. Cross-sectional SEM observations of different micristrucutre in quenched T91 steel treated by SMAT after tempering at1 033 K for 90 min (a) nanocrystalline microstructure of the top surface; (b) the subsurface; (c) the un-deformed matrix.
Fig. 6. Schematic illustration of mean size in ferrite grain andM23C6 carbides as a function of depth in both the quenchedsample treated by SMAT and the sample after tempering at1 033 K for 90 min.
ISIJ International, Vol. 54 (2014), No. 8
1939 © 2014 ISIJ
Howerve, it do not meet the drive force of recrystallizationat 1 033 K. So the nanocrystalline surface layerof T91 steelis quite stable until 1 033 K.
The average size of ferrite grains and M23C6 carbides asa function of depth in both the specimens is measured byusing a series of analysis techniques, as summarized in Fig.
6. It is clear that the surface layer in T91 steel treated bySMAT is nanocrystalline and the average grain size increas-es with increasing depth. The growth of ferritic grainsoccurs in the surface layer of T91 steel treated by SMATafter tempering at 1 033 K.
T91 steel with nanocrystalline microstructure rapidly
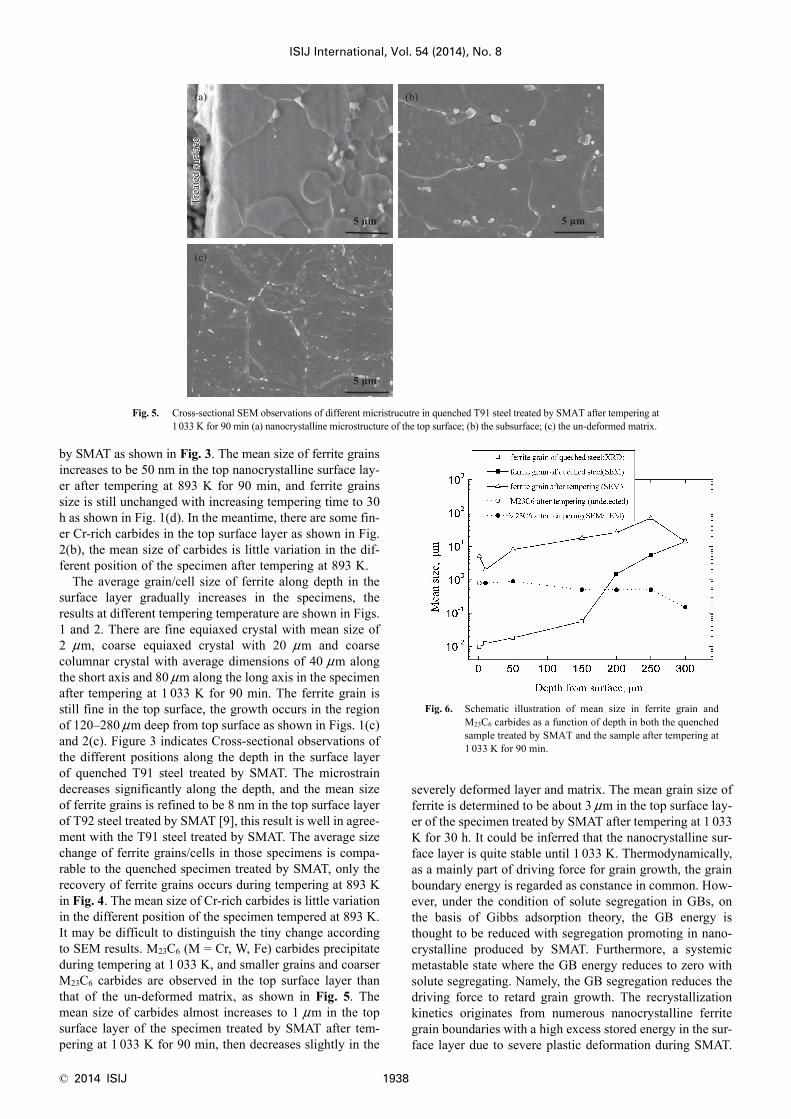
Fig. 7. Cross-sectional BSE observations of oxide scales formed at 893 K for 90 min (a) quenched T91 steel treated bySMAT; (b) quenched T91 steel; (c) the results of EDS linescan corresponding to figure (a).
Fig. 8. Cross-sectional BSE observations, EDX linescan and XRD analysis of oxide scales formed at 1 033 K for 90 minin (a), (c), (e) quenched T91 steel treated by SMAT; (b), (d), (f) quenched T91 steel.
© 2014 ISIJ 1940
ISIJ International, Vol. 54 (2014), No. 8
formed a FeCr2O4 inner oxide and Fe2O3 + Fe3O4 outeroxide after tempering at 893 K and 1 033 K by SEM andXRD analysis. For the “inner” and “outer” oxide layers inT91 steel, there are different chemical elements and phase,an inner scale layer (usually fine-grained) consisting of Fe–Cr spinel oxides, and an outer layer which has a columnar-grained structure, and consists of essentially Cr-free magne-tite (Fe3O4). Discontinuous patches of haematite were visiblein the outer surface of the oxide, and separation had occurredbetween the inner and outer layers. Semi-quantitative linescanchemical analysis of oxide scale of the specimen after tem-pering at different temperature indicates that the outer layerconsists of Fe and O, and so is Fe2O3. In contrast, the inneroxide layer is enriched in the element Cr compared to thealloy and outmost layer, suggesting that the inner layer is tobe protective spinel FeCr2O4 oxide in Figs. 7 and 8. Crosssection of the scale in the specimen after tempering at 893K for 90 min, shown in Fig. 7(a), show them to consist ofa Fe2O3 layer of approximately equal thickness and a darkappearing line (typically Cr-rich 14 wt.%). Cross sections ofthe scale in the specimen after tempering at 1 033 K for 90min, as shown in Fig. 8, showing them to consist of theFe2O3 outer layers and the spinel FeCr2O4 inner layerenriched in Cr with about 16 wt.% based on SEM and XRDresults. However, the FeCr2O4 layers are not detected in thespecimen without nanocrystalline microstructure, and themost scale is discontinuous, as shown in 8(b). The thickness
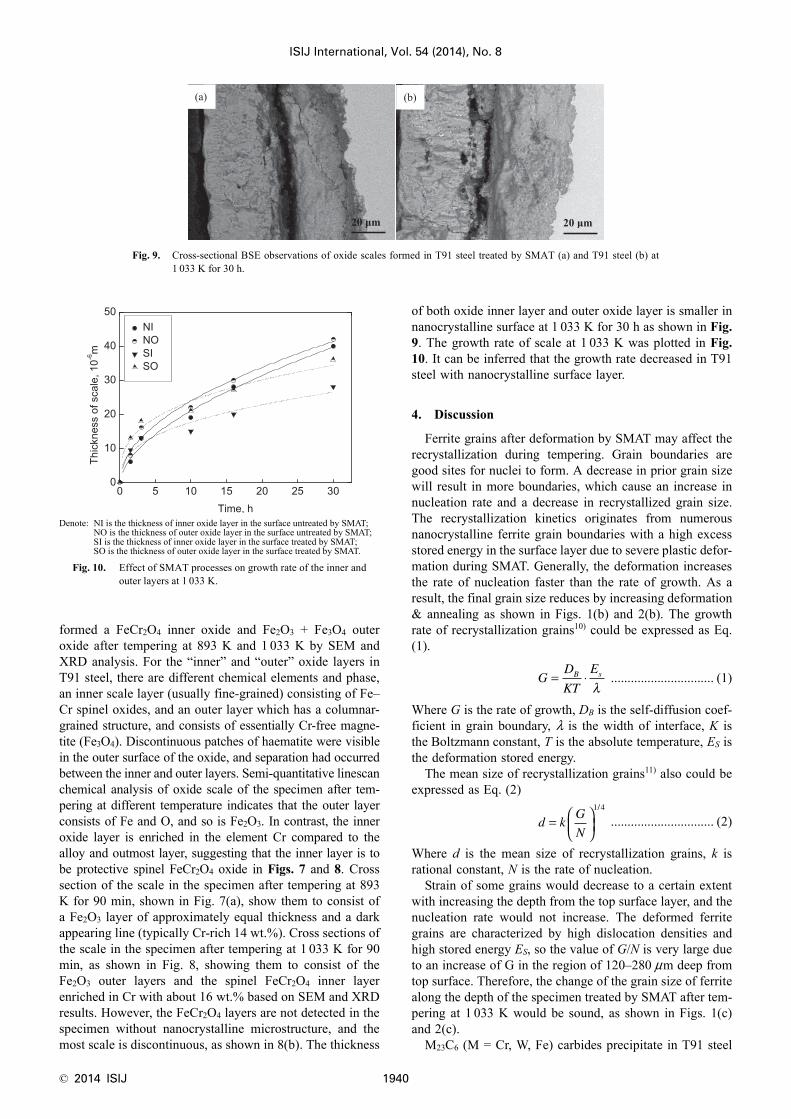
of both oxide inner layer and outer oxide layer is smaller innanocrystalline surface at 1 033 K for 30 h as shown in Fig.9. The growth rate of scale at 1 033 K was plotted in Fig.10. It can be inferred that the growth rate decreased in T91steel with nanocrystalline surface layer.
4. Discussion
Ferrite grains after deformation by SMAT may affect therecrystallization during tempering. Grain boundaries aregood sites for nuclei to form. A decrease in prior grain sizewill result in more boundaries, which cause an increase innucleation rate and a decrease in recrystallized grain size.The recrystallization kinetics originates from numerousnanocrystalline ferrite grain boundaries with a high excessstored energy in the surface layer due to severe plastic defor-mation during SMAT. Generally, the deformation increasesthe rate of nucleation faster than the rate of growth. As aresult, the final grain size reduces by increasing deformation& annealing as shown in Figs. 1(b) and 2(b). The growthrate of recrystallization grains10) could be expressed as Eq.(1).
............................... (1)
Where G is the rate of growth, DB is the self-diffusion coef-ficient in grain boundary, λ is the width of interface, K isthe Boltzmann constant, T is the absolute temperature, ES isthe deformation stored energy.
The mean size of recrystallization grains11) also could beexpressed as Eq. (2)
............................... (2)
Where d is the mean size of recrystallization grains, k isrational constant, N is the rate of nucleation.
Strain of some grains would decrease to a certain extentwith increasing the depth from the top surface layer, and thenucleation rate would not increase. The deformed ferritegrains are characterized by high dislocation densities andhigh stored energy ES, so the value of G/N is very large dueto an increase of G in the region of 120–280 μm deep fromtop surface. Therefore, the change of the grain size of ferritealong the depth of the specimen treated by SMAT after tem-pering at 1 033 K would be sound, as shown in Figs. 1(c)and 2(c).
M23C6 (M = Cr, W, Fe) carbides precipitate in T91 steel
Fig. 9. Cross-sectional BSE observations of oxide scales formed in T91 steel treated by SMAT (a) and T91 steel (b) at1 033 K for 30 h.
Denote: NI is the thickness of inner oxide layer in the surface untreated by SMAT; NO is the thickness of outer oxide layer in the surface untreated by SMAT;SI is the thickness of inner oxide layer in the surface treated by SMAT;SO is the thickness of outer oxide layer in the surface treated by SMAT.
Fig. 10. Effect of SMAT processes on growth rate of the inner andouter layers at 1 033 K.
GD
KT
EB s= ⋅λ
d kG
N= ⎛
⎝⎜⎞⎠⎟1 4/

ISIJ International, Vol. 54 (2014), No. 8
1941 © 2014 ISIJ
treated by SMAT during tempering at 1 033 K, and the car-bides in the top surface layer are far larger than that of theun-deformed specimen, as shown in Fig. 5. M23C6 carbideswith the mean size of 150 nm mainly precipitate along prioraustenite grain and packet boundaries.11) However, the meansize of carbides almost increases to 1 μm in the surface layerof the specimen.
The growth of M23C6 is controlled by the diffusion of thesubstitutional component chromium in 9Cr reduced activa-tion steels.11,12) According to the LSW theory of OstwaldRipening13) and the work of Brailsford et al.,14,15) the meansize of M23C6 would be express as Eq. (3)
.................... (3)
Where Pf is the coefficient of coarsening rate depended onthe volume fraction of M23C6. σ is the interfacial energy,which is mainly depend on temperature and of mismatch ofatomic arrangement. Vp is the mole volume of M23C6, D isthe diffusion coefficient of chromium in ferrite. C0 is thechromium equilibrium mole concentration in ferrite. VB isthe mole volume of chromium. Cp is the chromium equilib-rium mole concentration in M23C6. R is the gas constant. Tis the temperature and t is the tempering time.
The coarse-grained structure in the surface layer isrefined into the nanometer scale by SMAT without anychange of the chemical compositions,9) so the volume frac-tion of M23C6 carbides and the coefficient of coarsening ratePf should be invariable. Effect of the increase in interfaceenergy σ on coarsening kinetics of M23C6 can be neglected,because mismatch of atomic arrangement are similar in boththe specimen treated by SMAT and the un-deformed speci-men, only plastic deformation induces more interfaces anddislocations. The carbon and chromium content in ferrite isinvariable in T91 steel treated by SMAT,8) so it could beconcluded that the coarsening kinetics of M23C6 onlydepends on the diffusion coefficient of chromium in ferrite.The effective diffusivity in the severely deformed surfacelayer is more than 2 orders of magnitude higher than thatalong conventional high-angle grain boundaries in Cu16) andNi.17) Wang et al.7) report that the diffusivity of Cr in theSMAT-induced nanocrystalline Fe is 7-9 orders of magni-tude larger than that in Fe lattice, and 4-5 orders of magni-tude higher than that in the Fe grain boundaries.18,19)
According to the Eq. (3), the diffusion rate of chromiumalong nanocrystalline grain boundaries is approximately 300times than that of the coarse grain boundaries. Therefore, itcould be refered that refining the grains in the surface layerof T91 steel treated by SMAT to enhance the chromium dif-fusion is one of reasons that cause the nearly an order ofmagnitude increase of mean size of M23C6 carbides.
The typical scales are found to be double-layered asFe2O3/Fe3O4 and Fe–Cr spinel layer in T91 steel, also, theinner Fe–Cr spinel layer has often been observed to containmultiple, partial layers of Cr-rich oxide.20) Linescan chemi-cal analyses of oxide scale of the SMAT specimen after tem-pering at different temperature indicates that the outer layerconsists of Fe, O (essentially hematite), and the inner layerenrich in Cr is spinel layer, suggesting that with nner layerof the specimen is more protective than the specimen un-
treated by SMAT. The oxidation reaction is assumed to bepurely controlled by the diffusion of chromium. The Cr-dif-fusion distance (x) after a duration (t) can be described byFick’s second law:
................................ (4)
Where Dm is the mean diffusion coefficient during the treat-ment, α is a constant.
Most commercial high-temperature alloys are designed tocontain sufficient Cr so that they can form Cr2O3 scales. ButCr dissolves in magnetite (Fe3O4) to form Fe–Cr spinel-typeoxides in steels. The Fe–Cr spinels have variable stoichiom-etry (FeFe2–xCrxO4), which can accommodate varying levelsof Cr without large changes in structure, and exhibit reduceddiffusion of iron ions with increasing Cr content.20)
The diffusivity of Cr in the nanocrystalline Fe is 4-5orders of magnitude higher than that in the normal grainboundaries,3–8,16–18) the diffusivity of oxygen inwards to thealloy-oxide interface and the diffusivity of iron outward tothe air-oxide interface extremely increases as well in thenanocrystalline T91 steel. Therefore, T91 steel with nano-crystalline microstructure rapidly forms the double layers asFe2O3 and FeCr2O4, and this will lead to acceleration of theoxidation rate in the early stage. On Fe–Cr alloys oxidizedin air, the increase of Cr content in the inner layer has theeffect of reducing the diffusion rate of iron ions outwardsand oxygen ions inwards. Cr content of the inner layer in thenanocrystalline surface is large than that of the undeformedsurface, as shown in Table 2. It is the main reason that therate of thickening of the outer oxide layers decreases afterexposure at 1 033 K for 10 h. T91 steel with nanocrystallinemicrostructure rapidly forms a FeCr2O4 oxide with suffi-cient thick that protects the material against further oxida-tion. The inner FeCr2O4 layer with high Cr content in thespecimen after tempering at 1 033 K for 1.5 h is about 10μm. The results demonstrate the effectiveness of nanocrys-talline boundaries as preferential diffusion paths for Cr,hence increase the flux of Cr to the alloy surface and thenenhance the development of an internal Fe–Cr spinel scale.The increase of FeCr2O4 spinel scale to a certain extent withincreasing time can lead to reduction of the diffusion rate ofiron ions outwards and oxygen ions inwards, so that the rateof thickening of the oxide layers decreases.
r PV DC
V C RTtt f
p
B p
=⎛
⎝⎜⎜
⎞
⎠⎟⎟ ⋅
8
9
20
1 3
1 3σ
/
/
Table 2. Chemical compositions of inner layer at 1 033 K for dif-ferent oxidation time, wt.%.
O Fe Cr Cr/Fe
un-deformed specimen + 1 033 K × 1.5 h 25 61 13 0.21
specimen produced by SMAT + 1 033 K × 1.5 h 24 55 16 0.29
un-deformed specimen + 1 033 K × 3 h 25 58 13 0.22
specimen produced by SMAT + 1 033 K × 3 h 25 57 17 0.30
un-deformed specimen + 1 033 K × 10 h 30 51 11 0.21
specimen produced by SMAT + 1 033 K × 10 h 24 54 17 0.31
un-deformed specimen + 1 033 K × 16 h 26 53 12 0.22
specimen produced by SMAT + 1 033 K × 16 h 23 54 17 0.31
un-deformed specimen + 1 033 K × 30 h 24 60 12 0.20
specimen produced by SMAT + 1 033 K × 30 h 26 54 16 0.30
x D tm= α

© 2014 ISIJ 1942
ISIJ International, Vol. 54 (2014), No. 8
5. Summary
The change of microstructure and oxide scale inquenched T91 steel with nanocrystalline microstructureinduced by SMAT are studied at different temperingtemperature. The thermal stability of nanocrystalline micro-structure is excellent in T91 steel until the tempering tem-perature hits 893 K. The smaller grains and coarser M23C6
carbides are observed in the top nanocrystalline surface layerafter tempering at 1 033 K than that of the un-deformedmatrix. The increase of mean size in M23C6 carbidesdepends on the higher Cr diffusivity in the nanocrystallinesurface layer of T91 steel. The mean size of ferrite grainafter tempering increases gradually along depth in the sur-face layer. However, the growth of ferrite grain occurs in thenanocrystalline specimen tempering at 1 033 K due to thedecrease of strain to a certain extent with increasing thedepth from the top surface layer. The typical oxide scales arethe double-layer as Fe2O3 and FeCr2O4 in T91 steel withnanocrystalline microstructure. The growth rate obviouslydecreases and the Cr content of inner oxide layer increasesin T91 steel with nanocrystalline surface layer. T91 steelwith nanocrystalline microstructure rapidly forms a FeCr2O4
inner oxide layer with higher Cr content that protects thematerial from further oxidation.
AcknowledgementsThe authors are indebted to Dr. Zhenbo Wang of
Shenyang National Laboratory for Materials Science forthe cooperation in the SMAT experiments. Financialsupport from the National Natural Science Foundation of
China (No. 51071090, No. 51201061), National Scienceand Technology ITER Major Project of the Ministry ofScience and Technology of China (No. 2011GB108006) isacknowledged.
REFERENCES
1) F. Masuyama: ISIJ Int., 41 (2001), 612.2) R. L. Klueh and D. R. Harries: High-chromium Ferritic and Marten-
sitic Steels for Nuclear Applications. ASTM, West Conshohochen,PA, (2001).
3) S. H. Whang: Nanostructured Metals and Alloys: Processing,Microstructure, Mechanical Properties and Applications, WoodheadPublishing Limited, Cambridge UK, (2011).
4) L. Zhou, G. Liu, Z. Han and K. Lu: Scr. Mater., 58 (2008), 445.5) Y. Wang, M. Huang, L. Zhou, Z. X. Cong and H. L. Gao: J. Mater.
Sci. Technol., 25 (2009), 513.6) G. Yang, C. X. Huang, C. Wang, L. Y. Zhang, C. Hu, Z. F. Zhang
and S. D. Wu: Mater. Sci. Eng. A, 515 (2009), 199.7) Z. B. Wang, N. R. Tao, W. P. Tong, J. Lu and K. Lu: Acta Mater.,
51 (2003), 4319.8) Y. Ivanisenko, R. K. Wunderlich, R. Z. Valiev and H. J. Fecht: Scr.
Mater., 49 (2003), 947.9) K. Lu and J. Lu: Mater. Sci. Eng. A, 375 (2004), 38.
10) J. S. Pan, J. Q. Tong and M. B. Tian: Introduction to Materials Sci-ence, Tsinghua University Press, Beijing, (1998).
11) Z. X. Xia, C. Zhang and Z. G. Yang: Mater. Sci. Eng. A, 528 (2011),6764.
12) A. Schneider and G. Inden: Acta Mater., 53 (2005), 519.13) I. M. Lifshitz and V. V. Slyosov: J. Phys. Chem. Solids, 19 (1961),
35.14) C. K. L. Davies, P. Nash and R. N. Stevens: Acta Metall., 28 (1980),
179.15) A. D. Brailsford and P. Wynblatt: Acta Metall., 27 (1979), 489.16) Z. B. Wang, K. Lu, G. Wilde and S. V. Divinski: Acta Mater., 58
(2010), 2376.17) S. V. Divinski, G. Reglitz, H. Rösner, Y. Estrin and G. Wilde: Acta
Mater., 59 (2011), 1974.18) Z. B. Wang, J. Lu and K. Lu: Acta Mater., 53 (2005), 2081.19) L. M. Wang, Z. B. Wang and K. Lu: Acta Mater., 59 (2011), 3710.20) I. G. Wright and R. B. Dooley: Int. Mater. Rev., 55 (2010), 129.
Related Documents








![Presentazione per circuito smat [modalità compatibilità]](https://static.cupdf.com/doc/110x72/55c61b58bb61eba97d8b47bc/presentazione-per-circuito-smat-modalita-compatibilita.jpg)


