© 2019 ISIJ 1735 ISIJ International, Vol. 59 (2019), No. 10, pp. 1735–1743 * Corresponding author: E-mail: [email protected] DOI: https://doi.org/10.2355/isijinternational.ISIJINT-2019-053 1. Introduction During steelmaking processes, large inclusions are favorable for removal via floating upward, however, compared with small inclusions, quality problems are more likely to occur once large-sized inclusions remain in steels. 1–5) On the other hand, inclusions with fine sizes can be utilized as nucleation sites of acicular ferrite during phase transformation to improve steel strength according to the theory of oxide oetallurgy. Therefore, controlling the size of inclusion particles plays an essential role in improving product quality and mechanical properties of steel products. A main factor affecting inclusion size is collision and agglomeration behaviors among inclusions in molten steel. Many researches 6–15) have investigated the mechanism of inclusion agglomeration at the steel/Ar interface by confocal laser scanning microscope (CLSM). Yin con- sidered that pronounced agglomeration force, especially between alumina inclusions, results from capillary force. 6,7) Nakajima indicated that the agglomeration is significantly affected by inclusion characteristics (size, shape and phase of particles), and the contact angle of inclusion particles with steel based on capillary force theory. 8–11) From another point of view, using physical and numeri- cal simulation methods, 16–20) fluid dynamic actions, such Effect of Interfacial Properties on Agglomeration of Inclusions in Molten Steels Kailai CHEN, Deyong WANG, * Dong HOU, Tianpeng QU, Jun TIAN and Huihua WANG School of Iron and Steel, Soochow University, Suzhou, Jiangsu, 215000 China. (Received on January 26, 2019; accepted on May 13, 2019) Contact angles of five common grades of molten steel on Al 2 O 3 , MgO and MgO·Al 2 O 3 inclusion sub- strates have been measured precisely by a sessile drop technique at 1 823/1 873 K, and the wettability of each type of inclusions is discussed. Interfacial tension between the steels and the inclusions is calculated through the Young equation. Thus, coagulation coefficient, which is used to evaluate agglomeration ten- dency of inclusions, has been calculated based on the collision-coagulation theory combined with the interfacial tension data. The results of the coagulation coefficient show that the agglomeration tendency of the three typical oxide inclusions in molten steel is Al 2 O 3 > MgO > MgO·Al 2 O 3 , and the relationship between coagulation coefficient α t of inclusions and contact angle θ between inclusions and molten steels can be expressed as t M I M r 4.923 10 [ ( / ) /( cos )] 5 3 1/ 2 0.242 I . Furthermore, in order to verify the validity of the results obtained, three deoxidation experiments in resistance furnace were carried out. The resulting samples were quenched and then analyzed by SEM-EDS and ASPEX. The results of inclusions observed in the quenched samples show good agreement with the results of inclusion agglomeration tendency. Overall, the effects of wettability and interfacial tension on inclusion agglomeration behaviors are proved to be remarkable. KEY WORDS: inclusions; agglomeration; contact angle; interfacial tension; relative coagulation coefficient. as Brownian agglomeration, turbulent agglomeration, and agglomeration by Stokes collision have been discussed deeply. In these studies, the agglomeration coefficient, which can be used to evaluate inclusion agglomeration tendency, was derived by taking the van der Waals force and the Hamaker constant into consideration. In addition, Cournil 21–24) assumed that the cavity bridge force due to non-wetting property dominates when Al 2 O 3 inclusions formed by Al deoxidation approach each other within a molten steel flow. According to the previous studies, the wettability of inclusion particles with liquid steel is a key point to reveal the mechanisms of inclusion agglomeration. Unfortunately, few studies have systematically investi- gated the inclusion agglomeration behavior in view of interfacial properties. The behaviors are vital to inclusion size control in steel. In this work, 15 contact angles between molten steel droplets (pure iron, high sulphur steel, tire cord steel, die steel and stainless steel) and typical inclusions (Al 2 O 3 , MgO·Al 2 O 3 and MgO) have been measured. This research aims to obtain the coagulation coefficient (or agglomera- tion tendency) of each inclusion in each steel based on the collision-coalescence theory, 25–28) and clarify the agglom- eration behaviors of the inclusions. In addition, three deoxidation treatment experiments in MoSi 2 resistance furnace were carried out to verify the agglomeration ten- dency of inclusions by observing inclusion characteristics using SEM-EDS and ASPEX methods.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

ISIJ International, Vol. 59 (2019), No. 10
© 2019 ISIJ1735
ISIJ International, Vol. 59 (2019), No. 10, pp. 1735–1743
* Corresponding author: E-mail: [email protected]: https://doi.org/10.2355/isijinternational.ISIJINT-2019-053
1. Introduction
During steelmaking processes, large inclusions are favorable for removal via floating upward, however, compared with small inclusions, quality problems are more likely to occur once large-sized inclusions remain in steels.1–5) On the other hand, inclusions with fine sizes can be utilized as nucleation sites of acicular ferrite during phase transformation to improve steel strength according to the theory of oxide oetallurgy. Therefore, controlling the size of inclusion particles plays an essential role in improving product quality and mechanical properties of steel products.
A main factor affecting inclusion size is collision and agglomeration behaviors among inclusions in molten steel. Many researches6–15) have investigated the mechanism of inclusion agglomeration at the steel/Ar interface by confocal laser scanning microscope (CLSM). Yin con-sidered that pronounced agglomeration force, especially between alumina inclusions, results from capillary force.6,7) Nakajima indicated that the agglomeration is significantly affected by inclusion characteristics (size, shape and phase of particles), and the contact angle of inclusion particles with steel based on capillary force theory.8–11) From another point of view, using physical and numeri-cal simulation methods,16–20) fluid dynamic actions, such
Effect of Interfacial Properties on Agglomeration of Inclusions in Molten Steels
Kailai CHEN, Deyong WANG,* Dong HOU, Tianpeng QU, Jun TIAN and Huihua WANG
School of Iron and Steel, Soochow University, Suzhou, Jiangsu, 215000 China.
(Received on January 26, 2019; accepted on May 13, 2019)
Contact angles of five common grades of molten steel on Al2O3, MgO and MgO·Al2O3 inclusion sub-strates have been measured precisely by a sessile drop technique at 1 823/1 873 K, and the wettability of each type of inclusions is discussed. Interfacial tension between the steels and the inclusions is calculated through the Young equation. Thus, coagulation coefficient, which is used to evaluate agglomeration ten-dency of inclusions, has been calculated based on the collision-coagulation theory combined with the interfacial tension data. The results of the coagulation coefficient show that the agglomeration tendency of the three typical oxide inclusions in molten steel is Al2O3 > MgO > MgO·Al2O3, and the relationship between coagulation coefficient α t of inclusions and contact angle θ between inclusions and molten steels can be expressed as � � � � � � � �t M I Mr� � �4.923 10 [ ( / ) / ( cos )]5 3 1/2 0.242� �
I . Furthermore, in order to verify the validity of the results obtained, three deoxidation experiments in resistance furnace were carried out. The resulting samples were quenched and then analyzed by SEM-EDS and ASPEX. The results of inclusions observed in the quenched samples show good agreement with the results of inclusion agglomeration tendency. Overall, the effects of wettability and interfacial tension on inclusion agglomeration behaviors are proved to be remarkable.
KEY WORDS: inclusions; agglomeration; contact angle; interfacial tension; relative coagulation coefficient.
as Brownian agglomeration, turbulent agglomeration, and agglomeration by Stokes collision have been discussed deeply. In these studies, the agglomeration coefficient, which can be used to evaluate inclusion agglomeration tendency, was derived by taking the van der Waals force and the Hamaker constant into consideration. In addition, Cournil21–24) assumed that the cavity bridge force due to non-wetting property dominates when Al2O3 inclusions formed by Al deoxidation approach each other within a molten steel flow. According to the previous studies, the wettability of inclusion particles with liquid steel is a key point to reveal the mechanisms of inclusion agglomeration. Unfortunately, few studies have systematically investi-gated the inclusion agglomeration behavior in view of interfacial properties. The behaviors are vital to inclusion size control in steel.
In this work, 15 contact angles between molten steel droplets (pure iron, high sulphur steel, tire cord steel, die steel and stainless steel) and typical inclusions (Al2O3, MgO·Al2O3 and MgO) have been measured. This research aims to obtain the coagulation coefficient (or agglomera-tion tendency) of each inclusion in each steel based on the collision-coalescence theory,25–28) and clarify the agglom-eration behaviors of the inclusions. In addition, three deoxidation treatment experiments in MoSi2 resistance furnace were carried out to verify the agglomeration ten-dency of inclusions by observing inclusion characteristics using SEM-EDS and ASPEX methods.
ISIJ International, Vol. 59 (2019), No. 10
© 2019 ISIJ 1736
2. Experiments
2.1. Contact Angle Measurement2.1.1. Materials
Polished metal samples of Φ5 × 5 mm and 0.7 ± 0.02 g are used in contact angle measuring experiments by the sessile drop technique. Chemical compositions of the metal samples are listed in Table 1. Sintered Al2O3, single crystal MgO and MgO·Al2O3 are used as substrates and shown in Fig. 1. Basic properties of the substrates are summarized in Table 2.
2.1.2. Apparatus and ProcedureFor the sessile drop measurements, a high tempera-
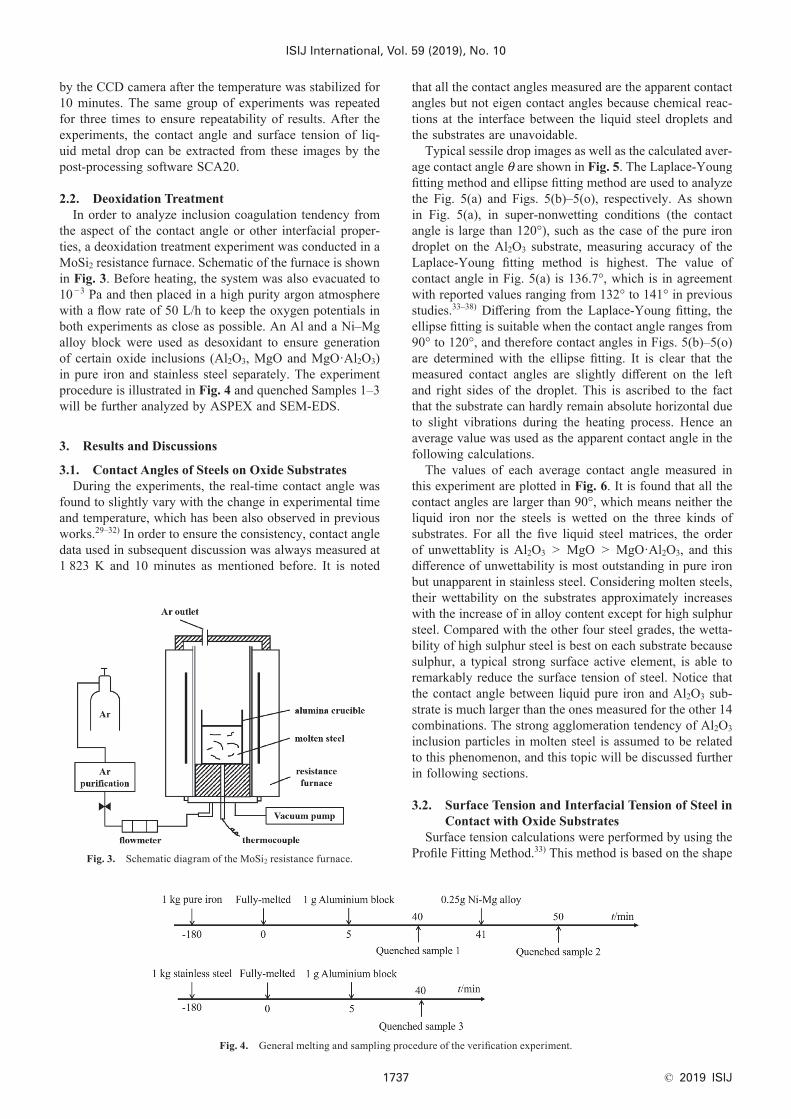
ture and vacuum contact angle measuring instrument (OCA25-HTV1800) provided by dataphysics was used. The apparatus consists of an image analyzing system and a MoSi2 resistance furnace, as shown in Fig. 2. An alumina
reaction tube with an inner diameter of 40 mm and a length of 990 mm was placed horizontally in the furnace. Two quartz windows were fabricated on opposite sides of the furnace for observing the samples. Argon was introduced into the alumina tube to prevent the materials from oxida-tion. A high-resolution CCD camera (2 048 × 1 088 pixels) was used to capture a clear image of the metal samples on the substrates.
In the contact angle measurement experiments, a piece of polished metal sample was placed on the substrate, which was cautiously pushed to the center of the alumina reaction tube. Extreme care was taken to ensure the level of each substrate. After complete sealing, the system was evacuated to 10 −3 Pa. High purity argon (99.999 vol%) was introduced to the alumina tube at a rate of 50 L/h to prevent the sample surface from oxidation (partial pressure of oxygen < 10 −3 Pa). Then the power was switched on and the sample was heated to 1 823 or 1 873 K. The experimental temperatures of high sulphur steel, tire cord steel, die steel and stainless steel are set as 1 823 K, and the temperature of pure iron experiment is set as 1 873 K because of the melting point of pure iron is higher than the others. The images of the metal samples together with the substrates were captured
Table 1. Chemical compositions of the metal samples (mass/%).
No. Steel gradesChemical Composition (Mass Percent/%)
C Si Mn P S Cr Ni Cu N Al Ti O Mo V
1 Pure iron 0.005 0.010 0.040 0.009 0.005 0.020 0.020 0.030 – 0.030 0.020 0.008 – –
2 Tire cord steel 0.820 0.190 0.820 0.012 0.008 0.170 – – – – – – – –
3 Die steel 0.320 0.800 0.200 0.014 0.010 5.040 0.026 0.050 – – – – 1.310 0.990
4 Stainless steel 0.035 0.250 0.300 0.030 0.003 16.050 0.300 0.300 0.040 – – – – –
5 High sulphur steel 0.060 0.020 1.080 0.063 0.320 – – – – – – – – –
Table 2. Basic properties of oxide substrates.
Substrate Making method
Size (mm)
Roughness (nm)
Crystal orientation
MgO Single crystal 15×15×0.5 ~0.5 <100 >
MgO·Al2O3 Single crystal 15×15×0.5 ~0.5 <100 >
Al2O3 Sintering 20× 20×5 ~3 μm —Fig. 1. Photos of the substrates. (Online version in color.)
Fig. 2. Schematic diagram of the sessile drop apparatus.
ISIJ International, Vol. 59 (2019), No. 10
© 2019 ISIJ1737
by the CCD camera after the temperature was stabilized for 10 minutes. The same group of experiments was repeated for three times to ensure repeatability of results. After the experiments, the contact angle and surface tension of liq-uid metal drop can be extracted from these images by the post-processing software SCA20.
2.2. Deoxidation TreatmentIn order to analyze inclusion coagulation tendency from
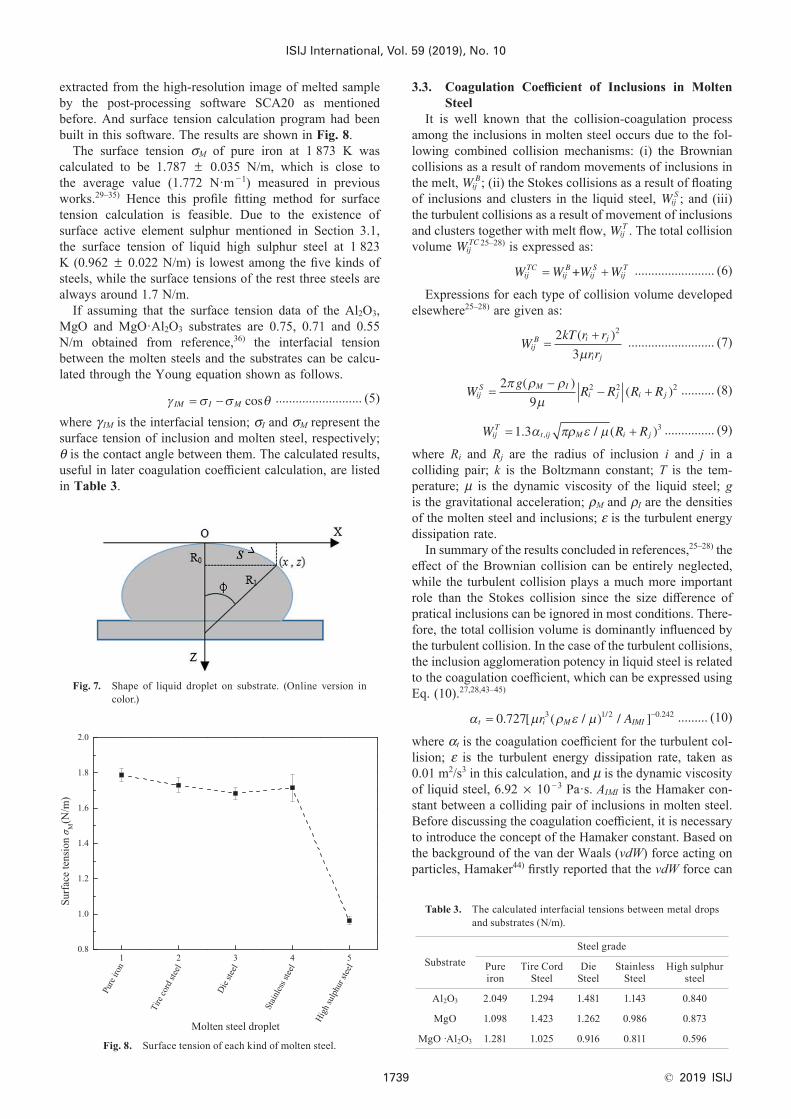
the aspect of the contact angle or other interfacial proper-ties, a deoxidation treatment experiment was conducted in a MoSi2 resistance furnace. Schematic of the furnace is shown in Fig. 3. Before heating, the system was also evacuated to 10 −3 Pa and then placed in a high purity argon atmosphere with a flow rate of 50 L/h to keep the oxygen potentials in both experiments as close as possible. An Al and a Ni–Mg alloy block were used as desoxidant to ensure generation of certain oxide inclusions (Al2O3, MgO and MgO·Al2O3) in pure iron and stainless steel separately. The experiment procedure is illustrated in Fig. 4 and quenched Samples 1–3 will be further analyzed by ASPEX and SEM-EDS.
3. Results and Discussions
3.1. Contact Angles of Steels on Oxide SubstratesDuring the experiments, the real-time contact angle was
found to slightly vary with the change in experimental time and temperature, which has been also observed in previous works.29–32) In order to ensure the consistency, contact angle data used in subsequent discussion was always measured at 1 823 K and 10 minutes as mentioned before. It is noted
that all the contact angles measured are the apparent contact angles but not eigen contact angles because chemical reac-tions at the interface between the liquid steel droplets and the substrates are unavoidable.
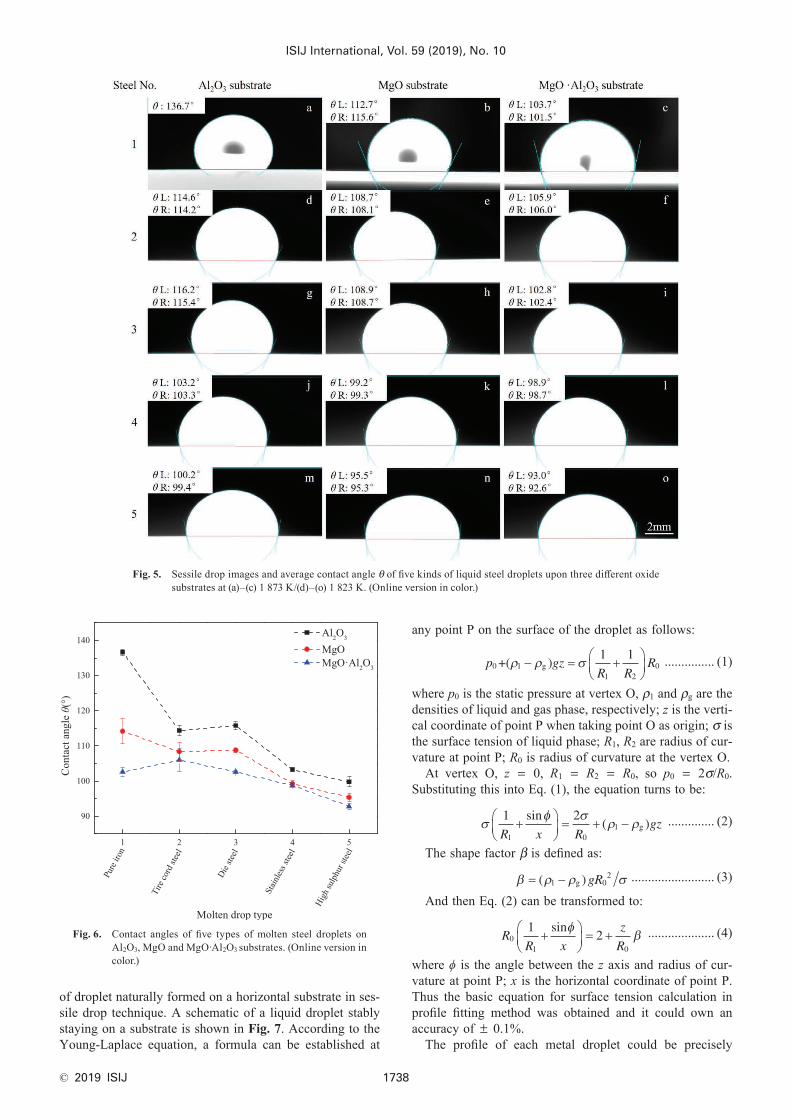
Typical sessile drop images as well as the calculated aver-age contact angle θ are shown in Fig. 5. The Laplace-Young fitting method and ellipse fitting method are used to analyze the Fig. 5(a) and Figs. 5(b)–5(o), respectively. As shown in Fig. 5(a), in super-nonwetting conditions (the contact angle is large than 120°), such as the case of the pure iron droplet on the Al2O3 substrate, measuring accuracy of the Laplace-Young fitting method is highest. The value of contact angle in Fig. 5(a) is 136.7°, which is in agreement with reported values ranging from 132° to 141° in previous studies.33–38) Differing from the Laplace-Young fitting, the ellipse fitting is suitable when the contact angle ranges from 90° to 120°, and therefore contact angles in Figs. 5(b)–5(o) are determined with the ellipse fitting. It is clear that the measured contact angles are slightly different on the left and right sides of the droplet. This is ascribed to the fact that the substrate can hardly remain absolute horizontal due to slight vibrations during the heating process. Hence an average value was used as the apparent contact angle in the following calculations.
The values of each average contact angle measured in this experiment are plotted in Fig. 6. It is found that all the contact angles are larger than 90°, which means neither the liquid iron nor the steels is wetted on the three kinds of substrates. For all the five liquid steel matrices, the order of unwettablity is Al2O3 > MgO > MgO·Al2O3, and this difference of unwettability is most outstanding in pure iron but unapparent in stainless steel. Considering molten steels, their wettability on the substrates approximately increases with the increase of in alloy content except for high sulphur steel. Compared with the other four steel grades, the wetta-bility of high sulphur steel is best on each substrate because sulphur, a typical strong surface active element, is able to remarkably reduce the surface tension of steel. Notice that the contact angle between liquid pure iron and Al2O3 sub-strate is much larger than the ones measured for the other 14 combinations. The strong agglomeration tendency of Al2O3 inclusion particles in molten steel is assumed to be related to this phenomenon, and this topic will be discussed further in following sections.
3.2. Surface Tension and Interfacial Tension of Steel in Contact with Oxide Substrates
Surface tension calculations were performed by using the Profile Fitting Method.33) This method is based on the shape Fig. 3. Schematic diagram of the MoSi2 resistance furnace.
Fig. 4. General melting and sampling procedure of the verification experiment.
ISIJ International, Vol. 59 (2019), No. 10
© 2019 ISIJ 1738
of droplet naturally formed on a horizontal substrate in ses-sile drop technique. A schematic of a liquid droplet stably staying on a substrate is shown in Fig. 7. According to the Young-Laplace equation, a formula can be established at
any point P on the surface of the droplet as follows:
p gzR R
R0 l g1 2
+( )1 1
� � �� � ����
��� 0 ............... (1)
where p0 is the static pressure at vertex O, ρ1 and ρg are the densities of liquid and gas phase, respectively; z is the verti-cal coordinate of point P when taking point O as origin; σ is the surface tension of liquid phase; R1, R2 are radius of cur-vature at point P; R0 is radius of curvature at the vertex O.
At vertex O, z = 0, R1 = R2 = R0, so p0 = 2σ/R0. Substituting this into Eq. (1), the equation turns to be:
�� �
� �1 2
1 0R x Rgz��
��
��� � � �
sin( )l g .............. (2)
The shape factor β is defined as:
� �� �� �( )l g 0gR 2 ......................... (3)
And then Eq. (2) can be transformed to:
RR x
z
R0
1 0
sin2
1� � ��
��
���
�� .................... (4)
where ϕ is the angle between the z axis and radius of cur-vature at point P; x is the horizontal coordinate of point P. Thus the basic equation for surface tension calculation in profile fitting method was obtained and it could own an accuracy of ± 0.1%.
The profile of each metal droplet could be precisely
Fig. 5. Sessile drop images and average contact angle θ of five kinds of liquid steel droplets upon three different oxide substrates at (a)–(c) 1 873 K/(d)–(o) 1 823 K. (Online version in color.)
Fig. 6. Contact angles of five types of molten steel droplets on Al2O3, MgO and MgO·Al2O3 substrates. (Online version in color.)
ISIJ International, Vol. 59 (2019), No. 10
© 2019 ISIJ1739
extracted from the high-resolution image of melted sample by the post-processing software SCA20 as mentioned before. And surface tension calculation program had been built in this software. The results are shown in Fig. 8.
The surface tension σM of pure iron at 1 873 K was calculated to be 1.787 ± 0.035 N/m, which is close to the average value (1.772 N·m −1) measured in previous works.29–35) Hence this profile fitting method for surface tension calculation is feasible. Due to the existence of surface active element sulphur mentioned in Section 3.1, the surface tension of liquid high sulphur steel at 1 823 K (0.962 ± 0.022 N/m) is lowest among the five kinds of steels, while the surface tensions of the rest three steels are always around 1.7 N/m.
If assuming that the surface tension data of the Al2O3, MgO and MgO·Al2O3 substrates are 0.75, 0.71 and 0.55 N/m obtained from reference,36) the interfacial tension between the molten steels and the substrates can be calcu-lated through the Young equation shown as follows.
� � � �IM I M� � cos .......................... (5)
where γ IM is the interfacial tension; σI and σM represent the surface tension of inclusion and molten steel, respectively; θ is the contact angle between them. The calculated results, useful in later coagulation coefficient calculation, are listed in Table 3.
3.3. Coagulation Coefficient of Inclusions in Molten Steel
It is well known that the collision-coagulation process among the inclusions in molten steel occurs due to the fol-lowing combined collision mechanisms: (i) the Brownian collisions as a result of random movements of inclusions in the melt, Wij
B; (ii) the Stokes collisions as a result of floating of inclusions and clusters in the liquid steel, Wij
S ; and (iii) the turbulent collisions as a result of movement of inclusions and clusters together with melt flow, Wij
T . The total collision volume Wij
TC 25–28) is expressed as:
W W W WijTC
ijB
ijS
ijT� + � ........................ (6)
Expressions for each type of collision volume developed elsewhere25–28) are given as:
WkT r r
r rijB i j
i j
�2
3
2( )��
.......................... (7)
Wg
R R R RijS M I
i j i j�2
92 2 2� � �
�( )
( )�
� � .......... (8)
W R RijT
t ij M i j� 1.3� �� � �, / ( )� 3 ............... (9)
where Ri and Rj are the radius of inclusion i and j in a colliding pair; k is the Boltzmann constant; T is the tem-perature; μ is the dynamic viscosity of the liquid steel; g is the gravitational acceleration; ρM and ρI are the densities of the molten steel and inclusions; ε is the turbulent energy dissipation rate.
In summary of the results concluded in references,25–28) the effect of the Brownian collision can be entirely neglected, while the turbulent collision plays a much more important role than the Stokes collision since the size difference of pratical inclusions can be ignored in most conditions. There-fore, the total collision volume is dominantly influenced by the turbulent collision. In the case of the turbulent collisions, the inclusion agglomeration potency in liquid steel is related to the coagulation coefficient, which can be expressed using Eq. (10).27,28,43–45)
� � � � �t i M IMIr A� 0 727 3 1 2 0 242. [ ( / ) / ]/ .� ......... (10)
where αt is the coagulation coefficient for the turbulent col-lision; ε is the turbulent energy dissipation rate, taken as 0.01 m2/s3 in this calculation, and μ is the dynamic viscosity of liquid steel, 6.92 × 10 −3 Pa·s. AIMI is the Hamaker con-stant between a colliding pair of inclusions in molten steel. Before discussing the coagulation coefficient, it is necessary to introduce the concept of the Hamaker constant. Based on the background of the van der Waals (vdW) force acting on particles, Hamaker44) firstly reported that the vdW force can
Table 3. The calculated interfacial tensions between metal drops and substrates (N/m).
SubstrateSteel grade
Pure iron
Tire Cord Steel
Die Steel
Stainless Steel
High sulphur steel
Al2O3 2.049 1.294 1.481 1.143 0.840
MgO 1.098 1.423 1.262 0.986 0.873
MgO ·Al2O3 1.281 1.025 0.916 0.811 0.596
Fig. 7. Shape of liquid droplet on substrate. (Online version in color.)
Fig. 8. Surface tension of each kind of molten steel.

ISIJ International, Vol. 59 (2019), No. 10
© 2019 ISIJ 1740
be split into a purely geometrical value associated with a Hamaker constant. In his method, both the vdW interaction energy between two macroscopic bodies and the interac-tions between all molecular pairs of the two bodies were summarized. The equation of vdW energy for the interaction between a sphere and a flat surface separated by a distance (L) is expressed in Eq. (11).45)
W L A R LvdW ( ) ( / )� � 12 6 ..................... (11)
where R is the radius of a spherical body; A12 is the Hamaker constant between bodies 1 and 2, which is originally defined by Eq. (12).
A122
12 1 2� � � � � ........................... (12)
where λ12 is a coefficient related to atom-atom pair potential and polarizability; ρ1 and ρ2 are the number of atoms per unit volume in the two bodies, respectively.
Hamaker constant is originally utilized in the field of col-loid chemistry.44) Subsequently, Taniguchi et al.16) applied this concept to particle coagulation phenomenon in liquid iron/steel by conducting a physical simulation experiment based on the coagulation of Polystyrene-latex, Al2O3 and SiO2 particles. They considered these particles as rigid spheres, and proposed the Hamaker constant of Al2O3 and SiO2 in liquid iron. Then Nakajima et al.46) proposed a method to calculate the Hamaker constant as well as coagu-lation coefficient of various inclusion particles using the physical properties including contact angle and interfacial energy between inclusions and liquid metal. Their method is based on the original equation by Frenkel et al.47) shown in Eq. (13). The present work applied the same method to investigate the agglomeration potency of three kinds of inclusion particles in the five types of steel matrix men-tioned above.
A aIMI IM� � �24 2� � ........................ (13)
where AIMI is the Hamaker constant; γ IM is the interfacial
tension between inclusions and molten steel; a is the dis-tance between anion and cation in a specific inclusion phase. The value of a is reported to be 2.8 × 10 −10 m for oxide particles.46)
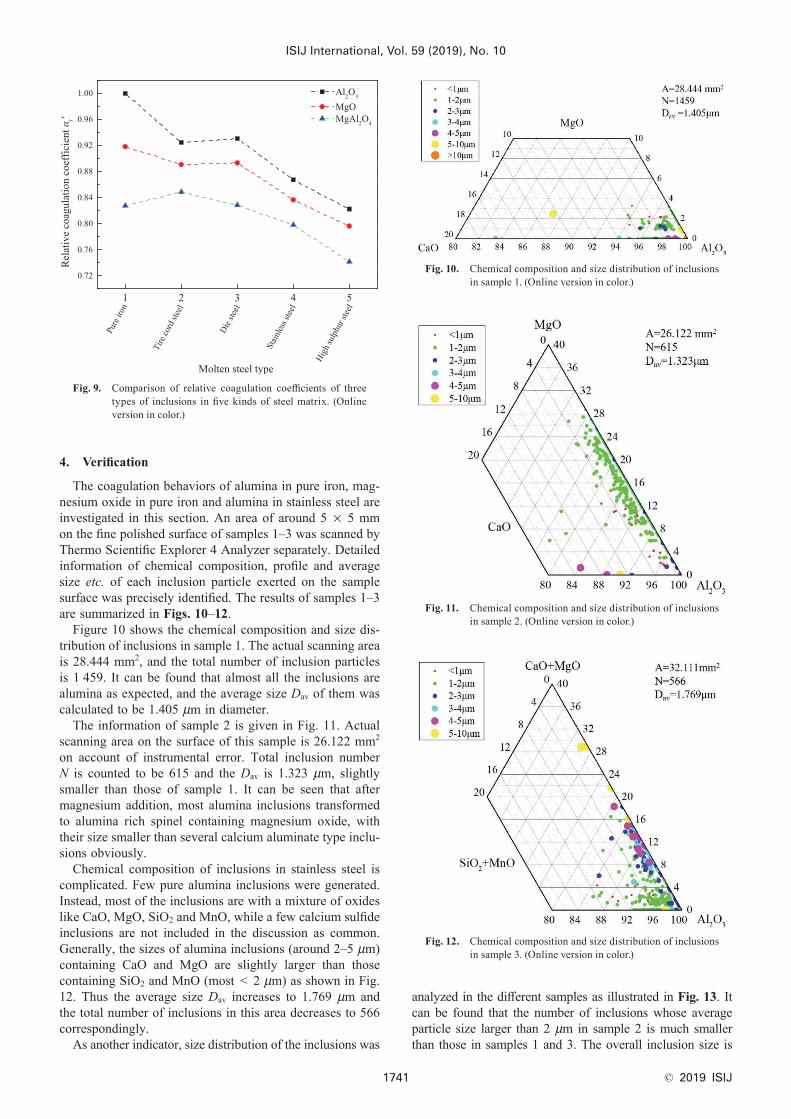
All the parameters used for the calculation of coagulation coefficient are listed in Table 4. By applying the data in Table 4 to Eqs. (5), (10) and (13), the coagulation coefficient of Al2O3, MgO and MgO·Al2O3 inclusions in steel matrix mentioned above has been calculated. The radius of inclu-sion particles is assumed to be 10 μm in this calculation. Since the coagulation coefficient is affected by the density and dynamic viscosity of liquid steel, inclusion particle size and turbulent energy dissipation rate to a large extent, relative value of α αt t( )' is plotted in Fig. 9 to highlight the influence of interfacial tension as well as the Hamaker constant during coagulation process. The maximum value, coagulation coefficient of Al2O3 inclusions in liquid pure iron, is defined to be one as a reference.
As can be seen from Fig. 9, the order of coagulation potency of these three inclusions follows a trend of Al2O3 > MgO > MgO·Al2O3 in all of the five kinds of steel matri-ces. When the steel matrix remains unchanged, the surface tension of steel is a constant so the coagulation coefficient mainly depends on the contact angle. This result is consis-tent with the results reported by Wangzhong Mu.28) For the condition that a same kind of inclusion in different steel matrix, both surface tension of molten steel and interfacial interaction vary with chemical composition of the steels so the difference in coagulation coefficient is caused by combined action of surface tension and contact angle. In brief, the tendency of coagulation coefficient shows some similarity with the contact angle data illustrated in Fig. 6 and the relationship between them can be reduced to be Eq. (14) according to Eqs. (5), (10) and (13).
� � � � � � � �t I M I Mr� � �� �4 923 10 5 3 1 2 0 242. [ ( / ) / ( cos )]/ .
........................................ (14)
Table 4. Parameters used for the calculation of the coagulation coefficient of inclusions in molten steel.
No. Steel grade Inclusion σM (N/m) σI (N/m) θ (deg) γIM (N/m) a (m) AIMI (J) μ (Pa·s) ρM (kg/m3) ε (m2/s3) ri (m) αt α t'
1 Pure iron Al2O3 1.787 0.750 136.7 2.049 2.80×10 −10 1.21×10 −17 6.92×10 −3 7.132 0.01 1×10 − 5 0.628 1.000
2 Tire cord steel Al2O3 1.729 0.750 114.4 1.463 2.80×10 −10 8.64×10 −18 6.92×10 −3 6.941 0.01 1×10 − 5 0.580 0.925
3 Die steel Al2O3 1.683 0.750 115.8 1.481 2.80×10 −10 8.75×10 −18 6.92×10 −3 6.746 0.01 1×10 − 5 0.584 0.931
4 Stainless steel Al2O3 1.715 0.750 103.3 1.143 2.80×10 −10 6.75×10 −18 6.92×10 −3 7.195 0.01 1×10 − 5 0.544 0.867
5 High sulphur steel Al2O3 0.962 0.750 99.8 0.913 2.80×10 −10 5.39×10 −18 6.92×10 −3 7.118 0.01 1×10 − 5 0.516 0.822
6 Pure iron MgO 1.787 0.710 136.7 1.441 2.80×10 −10 8.51×10 −18 6.92×10 −3 7.132 0.01 1×10 − 5 0.576 0.918
7 Tire cord steel MgO 1.729 0.710 114.4 1.254 2.80×10 −10 7.41×10 −18 6.92×10 −3 6.941 0.01 1×10 − 5 0.559 0.891
8 Die steel MgO 1.683 0.710 115.8 1.251 2.80×10 −10 7.39×10 −18 6.92×10 −3 6.746 0.01 1×10 − 5 0.561 0.893
9 Stainless steel MgO 1.715 0.710 103.3 0.986 2.80×10 −10 5.82×10 −18 6.92×10 −3 7.195 0.01 1×10 − 5 0.525 0.837
10 High sulphur steel MgO 0.962 0.710 99.8 0.800 2.80×10 −10 4.72×10 −18 6.92×10 −3 7.118 0.01 1×10 − 5 0.500 0.797
11 Pure iron MgO·Al2O3 1.787 0.550 136.7 0.938 2.80×10 −10 5.54×10 −18 6.92×10 −3 7.132 0.01 1×10 − 5 0.520 0.828
12 Tire cord steel MgO·Al2O3 1.729 0.550 114.4 1.025 2.80×10 −10 6.06×10 −18 6.92×10 −3 6.941 0.01 1×10 − 5 0.533 0.848
13 Die steel MgO·Al2O3 1.683 0.550 115.8 0.916 2.80×10 −10 5.41×10 −18 6.92×10 −3 6.746 0.01 1×10 − 5 0.520 0.828
14 Stainless steel MgO·Al2O3 1.715 0.550 103.3 0.811 2.80×10 −10 4.79×10 −18 6.92×10 −3 7.195 0.01 1×10 − 5 0.501 0.798
15 High sulphur steel MgO·Al2O3 0.962 0.550 99.8 0.596 2.80×10 −10 3.52×10 −18 6.92×10 −3 7.118 0.01 1×10 − 5 0.466 0.742
ISIJ International, Vol. 59 (2019), No. 10
© 2019 ISIJ1741
4. Verification
The coagulation behaviors of alumina in pure iron, mag-nesium oxide in pure iron and alumina in stainless steel are investigated in this section. An area of around 5 × 5 mm on the fine polished surface of samples 1–3 was scanned by Thermo Scientific Explorer 4 Analyzer separately. Detailed information of chemical composition, profile and average size etc. of each inclusion particle exerted on the sample surface was precisely identified. The results of samples 1–3 are summarized in Figs. 10–12.
Figure 10 shows the chemical composition and size dis-tribution of inclusions in sample 1. The actual scanning area is 28.444 mm2, and the total number of inclusion particles is 1 459. It can be found that almost all the inclusions are alumina as expected, and the average size Dav of them was calculated to be 1.405 μm in diameter.
The information of sample 2 is given in Fig. 11. Actual scanning area on the surface of this sample is 26.122 mm2 on account of instrumental error. Total inclusion number N is counted to be 615 and the Dav is 1.323 μm, slightly smaller than those of sample 1. It can be seen that after magnesium addition, most alumina inclusions transformed to alumina rich spinel containing magnesium oxide, with their size smaller than several calcium aluminate type inclu-sions obviously.
Chemical composition of inclusions in stainless steel is complicated. Few pure alumina inclusions were generated. Instead, most of the inclusions are with a mixture of oxides like CaO, MgO, SiO2 and MnO, while a few calcium sulfide inclusions are not included in the discussion as common. Generally, the sizes of alumina inclusions (around 2–5 μm) containing CaO and MgO are slightly larger than those containing SiO2 and MnO (most < 2 μm) as shown in Fig. 12. Thus the average size Dav increases to 1.769 μm and the total number of inclusions in this area decreases to 566 correspondingly.
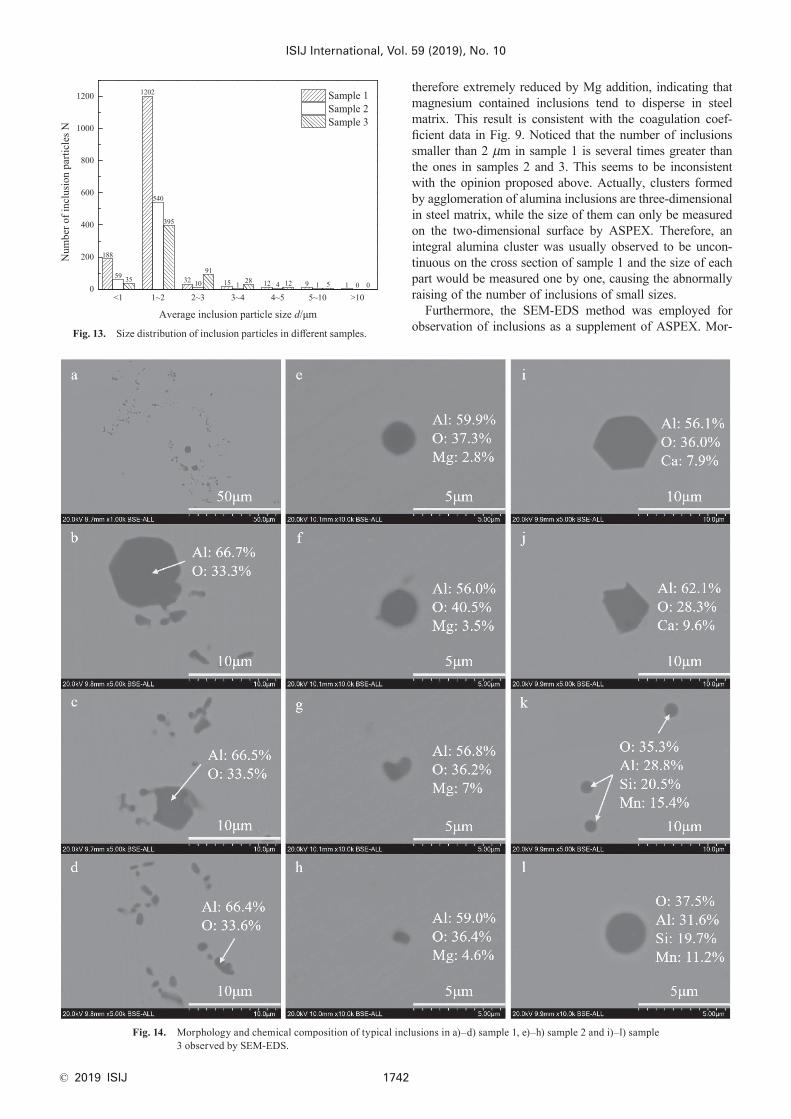
As another indicator, size distribution of the inclusions was
analyzed in the different samples as illustrated in Fig. 13. It can be found that the number of inclusions whose average particle size larger than 2 μm in sample 2 is much smaller than those in samples 1 and 3. The overall inclusion size is
Fig. 9. Comparison of relative coagulation coefficients of three types of inclusions in five kinds of steel matrix. (Online version in color.)
Fig. 10. Chemical composition and size distribution of inclusions in sample 1. (Online version in color.)
Fig. 11. Chemical composition and size distribution of inclusions in sample 2. (Online version in color.)
Fig. 12. Chemical composition and size distribution of inclusions in sample 3. (Online version in color.)
ISIJ International, Vol. 59 (2019), No. 10
© 2019 ISIJ 1742
therefore extremely reduced by Mg addition, indicating that magnesium contained inclusions tend to disperse in steel matrix. This result is consistent with the coagulation coef-ficient data in Fig. 9. Noticed that the number of inclusions smaller than 2 μm in sample 1 is several times greater than the ones in samples 2 and 3. This seems to be inconsistent with the opinion proposed above. Actually, clusters formed by agglomeration of alumina inclusions are three-dimensional in steel matrix, while the size of them can only be measured on the two-dimensional surface by ASPEX. Therefore, an integral alumina cluster was usually observed to be uncon-tinuous on the cross section of sample 1 and the size of each part would be measured one by one, causing the abnormally raising of the number of inclusions of small sizes.
Furthermore, the SEM-EDS method was employed for observation of inclusions as a supplement of ASPEX. Mor-Fig. 13. Size distribution of inclusion particles in different samples.
Fig. 14. Morphology and chemical composition of typical inclusions in a)–d) sample 1, e)–h) sample 2 and i)–l) sample 3 observed by SEM-EDS.

ISIJ International, Vol. 59 (2019), No. 10
© 2019 ISIJ1743
phology, size and chemical composition of typical inclusions in Sample 1–3 are shown in Fig. 14. Figures 14(a)–14(d) show the observed alumina clusters and single alumina inclusion with large size (around 5–10 μm in diameter). Hence the explanation for exceptionally high number of small inclusions (d < 2 μm) is proved to be right inciden-tally. Figures 14(e)–14(h) show that spinel rich inclusions have formed and the size of them, mostly around 1–2 μm, is much smaller than the one of pure alumina inclusions, accounting for the remarkable difference in coagulation coefficient calculated above. As for inclusions in stainless steel, the composition of them is complicated so it may be inappropriate to analyze the inclusion size in the same way. Despite this, it’s summarized that few coagulation phenom-ena occurred in Sample 3.
In the present work, the effects of interfacial properties on inclusion agglomeration behavior has been studied. Other conditions, for example, number density of inclusions, effect of steel flow and Ar bubbling etc., which cannot be ignored in actual steelmaking process, are not considered. If taking all of these potential affecting factors into consideration, the question that how much contribution to agglomeration of an inclusion pair is made by the effect of wettability is still in doubt. Hence further work needs to be conducted from this point of view.
5. Conclusions
Experimental and theoretical studies of inclusion agglom-eration behavior in molten steel matrix have been performed in this research. Conclusions can be drawn as follows.
(1) The contact angles between three typical kinds of oxide inclusions and five common types of molten steels have been measured by the sessile drop technique in high purity Ar atmosphere at 1 823/1 873 K. The interfacial ten-sions between substrates and steel melts were calculated according to the Young equation. The results indicate that the order of unwettablity is Al2O3 > MgO > MgO·Al2O3.
(2) Based on the collision-coagulation theory, the rela-tionship between wettability and agglomeration tendency of inclusions in molten steel matrix has been obtained by calculating the relative coagulation coefficient. The expression of coagulation coefficient can be summarized as � � � � � � � �t I M I Mr� � �� �4 923 10 5 3 1 2 0 242. [ ( / ) / ( cos )]/ . , and the agglomeration tendency of Al2O3, MgO and MgO·Al2O3 inclusions in each steel is Al2O3 > MgO > MgO·Al2O3.
(3) A series of deoxidation treatments for the steels was conducted. Through analyzing the generated oxide inclu-sions, it is found that coagulation tendency of them shows consistence with the relative coagulation coefficient. In the condition of ignoring the influence of molten steel flow, the effect of wettability and interfacial tension on inclusion agglomeration behaviors is therefore proved to be remark-able.
AcknowledgementsThis project is supported by National Nature Science
Foundation of China with grant No. 51674172, U1860205 and 51874203. This project is also supported by China Post-doctoral Science Foundation with grant No. 7131704818,
and Jiangsu Science and Technology Foundation with grant No. 18KJB450002.
REFERENCES
1) H. M. Zhao, W. J. Hui, Y. H. Nie, H. Dong and Y. Q. Weng: Iron Steel, 43 (2008), No. 5, 66 (in Chinese).
2) J. Yao, X. H. Qu, X. B. He and L. Zhang: Int. J. Miner. Metall. Mater., 19 (2012), 608.
3) Y. T. Xu, Z. P. Chen and B. Q. Yang: Steelmaking, 32 (2016), No. 4, 49 (in Chinese).
4) T. H. Zhu, H. Chen, Y. Liu, Y. H. Zhu, Y. Jiang and J. G. Wang: Weld. Join., 8 (2011), No. 8, 25 (in Chinese).
5) R. Pamnani, T. Jayakumar, M. Vasudevan and T. Sakthivel: J. Manuf. Process., 21 (2016), 75.
6) H. Yin, H. Shibata, T. Emi and M. Suzuki: ISIJ Int., 37 (1997), 936.7) H. Yin, H. Shibata, T. Emi and M. Suzuki: ISIJ Int., 37 (1997), 946.8) S. Kimura, K. Nakajima and S. Mizoguchi: Metall. Mater. Trans. B,
32 (2001), 79.9) K. Nakajima and S. Mizoguchi: Metall. Mater. Trans. B, 32 (2001),
629.10) J. Wikström, K. Nakajima, H. Shibata, A. Tilliander and P. Jönsson:
Mater. Sci. Eng. A, 495 (2008), 316.11) J. Appelberg, K. Nakajima, H. Shibata, A. Tilliander and P. Jönsson:
Mater. Sci. Eng. A, 495 (2008), 330.12) B. Coletti, S. Vantilt, B. Blanpian and S. Sridhar: Metall. Mater.
Trans. B, 34 (2003), 533.13) D. Wang, M. Jiang, H. Matsuura and F. Tsukihashi: Steel Res. Int.,
85 (2014), 16.14) G. Du, J. Li, Z. B. Wang and C. B. Shi: Steel Res. Int., 87 (2016),
1600185. https://doi.org/10.1002/srin.20160018515) S. K. Michelic, U. D. Salgado and C. Bernhard: IOP Conf. Ser.
Mater. Sci. Eng., 143 (2016), 012010.16) S. Taniguchi, A. Kikuchi, T. Ise and N. Shoji: ISIJ Int., 36 (1996),
S117.17) T. Nakaoka, S. Taniguchi, K. Matsumoto and S. T. Johansen: ISIJ
Int., 41 (2001), 1103.18) H. Arai, K. Matsumoto, S. Shimasaki and S. Taniguchi: ISIJ Int., 49
(2009), 965.19) Y. Kwon, J. Zhang and H. Lee: ISIJ Int., 48 (2008), 891.20) W. Lou and M. Zhu: Metall. Mater. Trans. B, 44 (2013), 762.21) G. Frédéric, M. Cournil and P. Cugniet: J. Colloid Interface Sci., 284
(2005), 548.22) M. Cournil, F. Gruy, P. Gardin and H. Saint-Raymond: Chem. Eng.
Process. Process Intensif., 45 (2006), 586.23) K. Sasai: ISIJ Int., 54 (2014), 2780.24) K. Sasai: ISIJ Int., 56 (2016), 1013.25) L. Zhang, S. Taniguchi and K. Cai: Metall. Mater. Trans. B, 31
(2000), 253.26) J. Zhang and H. Lee: ISIJ Int., 44 (2004), 1629.27) C. Xuan, A. V. Karasev and P. G. Jönsson: ISIJ Int., 56 (2016), 1204.28) W. Mu, N. Dogan and K. S. Coley: Metall. Mater. Trans. B, 48
(2017), 2092.29) M. Shin, J. Lee and J. Park: ISIJ Int., 48 (2008), 1665.30) H. Shibata, Y. Watanabe, K. Nakajima and S. Kitamura: ISIJ Int., 49
(2009), 985.31) B. J. Monaghan, M. W. Chapman and S. A. Nightingale: ISIJ Int., 50
(2010), 1707.32) C. Xuan, H. Shibata, S. Sukenaga, P. Jönsson and K. Nakajima: ISIJ
Int., 55 (2015), 1882.33) J. F. Paddy: Surface and Colloid Science, Vol. 1, ed. by E. Matijevic,
Clarkson College of Tech., Potsdam, New York, (1969), 108.34) B. F. Dyson: Trans. Metall. Soc. AIME, 227 (1963), 1098.35) B. J. Keene: Int. Mater. Rev., 33 (1988), 1.36) I. Jimbo, A. Sharan and A. W. Cramb: Trans. Iron Steel Soc. AIME,
16 (1995), 45.37) K. Morohoshi, M. Uchikoshi, M. Isshiki and H. Fukuyama: ISIJ Int.,
51 (2011), 1580.38) J. Lee and K. Morita: Steel Res., 73 (2002), 367.39) K. Morohoshi, M. Uchikoshi, M. Isshiki and H. Fukuyama: ISIJ Int.,
53 (2013), 1315.40) B. J. Keene: Slag Atlas, 2nd ed., Verlag Stahleisen GmbH,
Düsseldorf, (1995), 513.41) T. Nakaoka, S. Taniguchi, K. Matsumoto and S. T. Johansen: ISIJ
Int., 41 (2001), 1103.42) H. Lei, K. Nakajima and J.-C. He: ISIJ Int., 50 (2010), 1735.43) H. Ling, L. Zhang and H. Li: Metall. Mater. Trans. B, 47 (2016),
2991.44) H. C. Hamaker: Physica, 4 (1937), 1058.45) S.-W. Lee and W. M. Sigmund: Colloids Surf. A, 204 (2002), 43.46) W. Mu, P. Jönsson and K. Nakajima: J. Mater. Sci., 51 (2015), 2168.47) J. Frenkel: Kinetic Theory of Liquids, Chapter VI, Dover Publica-
tions, New York, (1955), 250.
Related Documents











