Materials Science and Engineering A 539 (2012) 85–92 Contents lists available at SciVerse ScienceDirect Materials Science and Engineering A journal homepage: www.elsevier.com/locate/msea Effect of friction stir processing on microstructure and mechanical properties of aluminium Devinder Yadav, Ranjit Bauri ∗ Department of Metallurgical and Materials Engineering, Indian Institute of Technology Madras, Chennai 600 036, India article info Article history: Received 27 June 2011 Received in revised form 12 December 2011 Accepted 13 January 2012 Available online 25 January 2012 Keywords: Aluminium alloys Thermomechanical processing Grain refinement EBSD Mechanical characterization abstract Commercially pure aluminium was subjected to friction stir processing (FSP) to study the microstructure developed and its effects on the mechanical properties. Friction stir processing refined the grain size to 3 m in a single pass from the starting coarse grain size of 84 m. Electron backscattered diffraction (EBSD) results showed occurrence of dynamic recrystallization and also revealed existence of different orientations within the stir zone and across the transition zone. Transmission electron microscopy (TEM) revealed fine grains with well defined boundaries. The arrangement and absorption of dislocation into the sub-grain boundaries, formed by dynamic recovery, was also revealed by TEM. The yield strength of the material was improved by a factor of 2.4 after FSP owing to grain refinement. The most important feature of the friction stir processed material was that even after this significant improvement in strength there was little loss of ductility. The hardness also improved by 34% with the peak hardness being observed towards the advancing side. © 2012 Elsevier B.V. All rights reserved. 1. Introduction The high specific properties of aluminium and its alloys due to their low density make them suitable for variety of applications in aerospace and automotive industries. There has been a constant effort to improve the strength properties of Al in order to meet the ever increasing need of high strength to weight ratio. Grain refine- ment is a widely accepted method of improving strength of metals and alloys. This has led to the development of ultra fine grained (UFG) or even nanocrystalline (NC) metals and alloys [1,2]. Differ- ent severe plastic deformation (SPD) methods have been developed for manufacturing UFG/NC alloys [3]. However, many of these pro- cesses have their own limitations to bulk production and this has curtailed their widespread applications. Moreover, retaining the ductility of the material while the strength is increased is a major challenge. Friction stir processing (FSP) has been developed as a generic tool for materials processing and modification [4,5]. In this tech- nique, a specially designed non consumable cylindrical tool, rotating at high speed is traversed into the material along a partic- ular length at a desired traverse speed. A schematic of the process is shown in Fig. 1. The side in which the tangential velocity of the tool surface is parallel to the traverse direction is defined as ∗ Corresponding author. Tel.: +91 44 22574778; fax: +91 44 22574752. E-mail address: [email protected] (R. Bauri). advancing side and the anti-parallel one is defined as the retreating side. Localized heating is produced between the rotating tool and the work piece and the temperature increase softens the material below its melting point, where it can be deformed plastically. The material flows around the pin from the retreating to the advancing side. It is essentially a thermomechanical process during which the temperature of the material is taken to a range (typically > 0.5 T m ) where it can be plastically deformed to yield a fine-grained struc- ture [6,7]. The temperature input to the material depends on the ratio between rotation and traverse speeds. It should be, how- ever, noted that FSP is a relative new process and hence, the exact pattern of material flow, and the exact strain, strain rate and temperature the material experiences in the stir zone are not known. FSP of various aluminium and magnesium alloys have resulted in improvement in their mechanical properties [8,9]. However, since the technique is relatively new there are many outstanding issues which need better scientific understanding [10]. The devel- opment of the microstructure during the process is one such issue which needs particular attention. Moreover, most of the FSP studies are on Al alloys where the second phase particles play a role in the microstructure evolution and mechanical properties. It is equally important to study the microstructure of the pure metal after such a process in order to understand the microstructure developed with- out any secondary effects (from secondary phases or precipitates). Since the microstructure determines the property it is also impor- tant to study the mechanical properties and their correlation with the microstructure. 0921-5093/$ – see front matter © 2012 Elsevier B.V. All rights reserved. doi:10.1016/j.msea.2012.01.055

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Ea
DD
a
ARR1AA
KATGEM
1
taeema(efccdc
tnruit
0d
Materials Science and Engineering A 539 (2012) 85–92
Contents lists available at SciVerse ScienceDirect
Materials Science and Engineering A
journa l homepage: www.e lsev ier .com/ locate /msea
ffect of friction stir processing on microstructure and mechanical properties ofluminium
evinder Yadav, Ranjit Bauri ∗
epartment of Metallurgical and Materials Engineering, Indian Institute of Technology Madras, Chennai 600 036, India
r t i c l e i n f o
rticle history:eceived 27 June 2011eceived in revised form2 December 2011ccepted 13 January 2012vailable online 25 January 2012
a b s t r a c t
Commercially pure aluminium was subjected to friction stir processing (FSP) to study the microstructuredeveloped and its effects on the mechanical properties. Friction stir processing refined the grain size to3 �m in a single pass from the starting coarse grain size of 84 �m. Electron backscattered diffraction(EBSD) results showed occurrence of dynamic recrystallization and also revealed existence of differentorientations within the stir zone and across the transition zone. Transmission electron microscopy (TEM)
eywords:luminium alloyshermomechanical processingrain refinementBSD
revealed fine grains with well defined boundaries. The arrangement and absorption of dislocation into thesub-grain boundaries, formed by dynamic recovery, was also revealed by TEM. The yield strength of thematerial was improved by a factor of 2.4 after FSP owing to grain refinement. The most important featureof the friction stir processed material was that even after this significant improvement in strength therewas little loss of ductility. The hardness also improved by 34% with the peak hardness being observedtowards the advancing side.
echanical characterization
. Introduction
The high specific properties of aluminium and its alloys due toheir low density make them suitable for variety of applications inerospace and automotive industries. There has been a constantffort to improve the strength properties of Al in order to meet thever increasing need of high strength to weight ratio. Grain refine-ent is a widely accepted method of improving strength of metals
nd alloys. This has led to the development of ultra fine grainedUFG) or even nanocrystalline (NC) metals and alloys [1,2]. Differ-nt severe plastic deformation (SPD) methods have been developedor manufacturing UFG/NC alloys [3]. However, many of these pro-esses have their own limitations to bulk production and this hasurtailed their widespread applications. Moreover, retaining theuctility of the material while the strength is increased is a majorhallenge.
Friction stir processing (FSP) has been developed as a genericool for materials processing and modification [4,5]. In this tech-ique, a specially designed non consumable cylindrical tool,
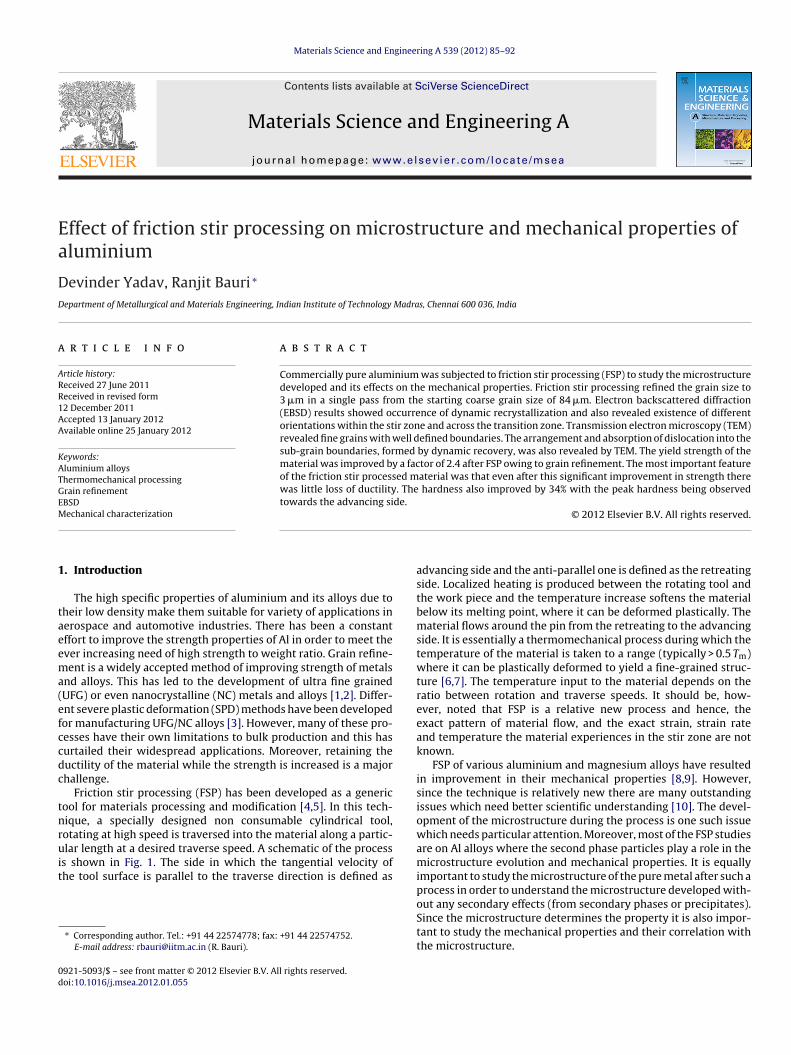
otating at high speed is traversed into the material along a partic-lar length at a desired traverse speed. A schematic of the processs shown in Fig. 1. The side in which the tangential velocity ofhe tool surface is parallel to the traverse direction is defined as
∗ Corresponding author. Tel.: +91 44 22574778; fax: +91 44 22574752.E-mail address: [email protected] (R. Bauri).
921-5093/$ – see front matter © 2012 Elsevier B.V. All rights reserved.oi:10.1016/j.msea.2012.01.055
© 2012 Elsevier B.V. All rights reserved.
advancing side and the anti-parallel one is defined as the retreatingside. Localized heating is produced between the rotating tool andthe work piece and the temperature increase softens the materialbelow its melting point, where it can be deformed plastically. Thematerial flows around the pin from the retreating to the advancingside. It is essentially a thermomechanical process during which thetemperature of the material is taken to a range (typically > 0.5 Tm)where it can be plastically deformed to yield a fine-grained struc-ture [6,7]. The temperature input to the material depends on theratio between rotation and traverse speeds. It should be, how-ever, noted that FSP is a relative new process and hence, theexact pattern of material flow, and the exact strain, strain rateand temperature the material experiences in the stir zone are notknown.
FSP of various aluminium and magnesium alloys have resultedin improvement in their mechanical properties [8,9]. However,since the technique is relatively new there are many outstandingissues which need better scientific understanding [10]. The devel-opment of the microstructure during the process is one such issuewhich needs particular attention. Moreover, most of the FSP studiesare on Al alloys where the second phase particles play a role in themicrostructure evolution and mechanical properties. It is equallyimportant to study the microstructure of the pure metal after such aprocess in order to understand the microstructure developed with-
out any secondary effects (from secondary phases or precipitates).Since the microstructure determines the property it is also impor-tant to study the mechanical properties and their correlation withthe microstructure.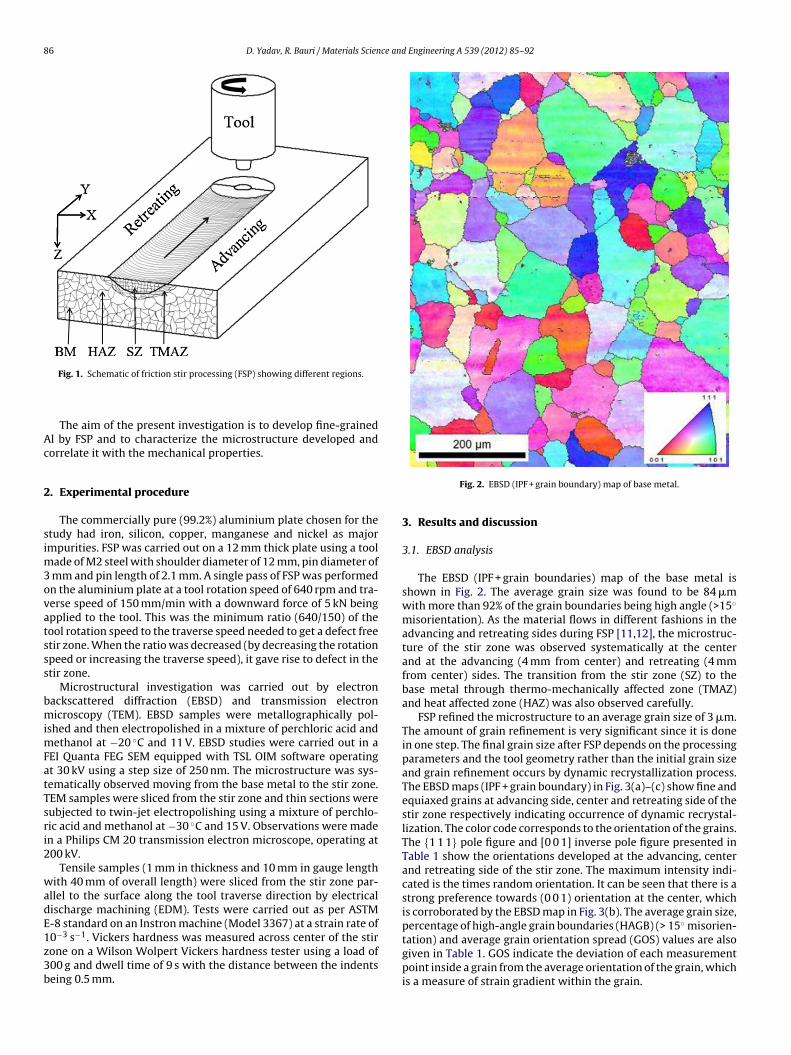
86 D. Yadav, R. Bauri / Materials Science and Engineering A 539 (2012) 85–92
Ac
2
sim3ovatsss
bmimFatTsri2
wadE1z3b
Fig. 1. Schematic of friction stir processing (FSP) showing different regions.
The aim of the present investigation is to develop fine-grainedl by FSP and to characterize the microstructure developed andorrelate it with the mechanical properties.
. Experimental procedure
The commercially pure (99.2%) aluminium plate chosen for thetudy had iron, silicon, copper, manganese and nickel as majormpurities. FSP was carried out on a 12 mm thick plate using a tool
ade of M2 steel with shoulder diameter of 12 mm, pin diameter ofmm and pin length of 2.1 mm. A single pass of FSP was performedn the aluminium plate at a tool rotation speed of 640 rpm and tra-erse speed of 150 mm/min with a downward force of 5 kN beingpplied to the tool. This was the minimum ratio (640/150) of theool rotation speed to the traverse speed needed to get a defect freetir zone. When the ratio was decreased (by decreasing the rotationpeed or increasing the traverse speed), it gave rise to defect in thetir zone.
Microstructural investigation was carried out by electronackscattered diffraction (EBSD) and transmission electronicroscopy (TEM). EBSD samples were metallographically pol-
shed and then electropolished in a mixture of perchloric acid andethanol at −20 ◦C and 11 V. EBSD studies were carried out in a
EI Quanta FEG SEM equipped with TSL OIM software operatingt 30 kV using a step size of 250 nm. The microstructure was sys-ematically observed moving from the base metal to the stir zone.EM samples were sliced from the stir zone and thin sections wereubjected to twin-jet electropolishing using a mixture of perchlo-ic acid and methanol at −30 ◦C and 15 V. Observations were maden a Philips CM 20 transmission electron microscope, operating at00 kV.
Tensile samples (1 mm in thickness and 10 mm in gauge lengthith 40 mm of overall length) were sliced from the stir zone par-
llel to the surface along the tool traverse direction by electricalischarge machining (EDM). Tests were carried out as per ASTM-8 standard on an Instron machine (Model 3367) at a strain rate of0−3 s−1. Vickers hardness was measured across center of the stir
one on a Wilson Wolpert Vickers hardness tester using a load of00 g and dwell time of 9 s with the distance between the indentseing 0.5 mm.Fig. 2. EBSD (IPF + grain boundary) map of base metal.
3. Results and discussion
3.1. EBSD analysis
The EBSD (IPF + grain boundaries) map of the base metal isshown in Fig. 2. The average grain size was found to be 84 �mwith more than 92% of the grain boundaries being high angle (>15◦
misorientation). As the material flows in different fashions in theadvancing and retreating sides during FSP [11,12], the microstruc-ture of the stir zone was observed systematically at the centerand at the advancing (4 mm from center) and retreating (4 mmfrom center) sides. The transition from the stir zone (SZ) to thebase metal through thermo-mechanically affected zone (TMAZ)and heat affected zone (HAZ) was also observed carefully.
FSP refined the microstructure to an average grain size of 3 �m.The amount of grain refinement is very significant since it is donein one step. The final grain size after FSP depends on the processingparameters and the tool geometry rather than the initial grain sizeand grain refinement occurs by dynamic recrystallization process.The EBSD maps (IPF + grain boundary) in Fig. 3(a)–(c) show fine andequiaxed grains at advancing side, center and retreating side of thestir zone respectively indicating occurrence of dynamic recrystal-lization. The color code corresponds to the orientation of the grains.The {1 1 1} pole figure and [0 0 1] inverse pole figure presented inTable 1 show the orientations developed at the advancing, centerand retreating side of the stir zone. The maximum intensity indi-cated is the times random orientation. It can be seen that there is astrong preference towards (0 0 1) orientation at the center, whichis corroborated by the EBSD map in Fig. 3(b). The average grain size,percentage of high-angle grain boundaries (HAGB) (> 15◦ misorien-tation) and average grain orientation spread (GOS) values are also
given in Table 1. GOS indicate the deviation of each measurementpoint inside a grain from the average orientation of the grain, whichis a measure of strain gradient within the grain.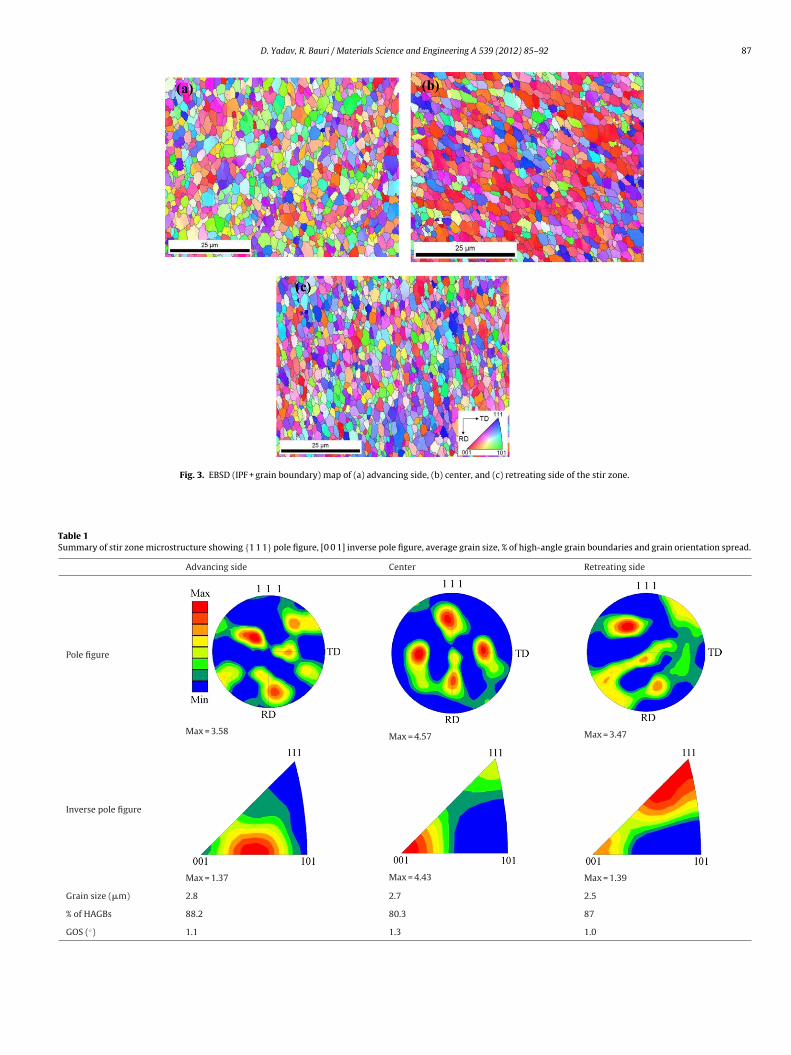
D. Yadav, R. Bauri / Materials Science and Engineering A 539 (2012) 85–92 87
Fig. 3. EBSD (IPF + grain boundary) map of (a) advancing side, (b) center, and (c) retreating side of the stir zone.
Table 1Summary of stir zone microstructure showing {1 1 1} pole figure, [0 0 1] inverse pole figure, average grain size, % of high-angle grain boundaries and grain orientation spread.
Advancing side Center Retreating side
Pole figure
Max = 3.58Max = 4.57 Max = 3.47
Inverse pole figure
Max = 1.37 Max = 4.43 Max = 1.39
Grain size (�m) 2.8 2.7 2.5
% of HAGBs 88.2 80.3 87
GOS (◦) 1.1 1.3 1.0
88 D. Yadav, R. Bauri / Materials Science and Engineering A 539 (2012) 85–92
on zon
ii(utrTsgslzebstisht
TSs
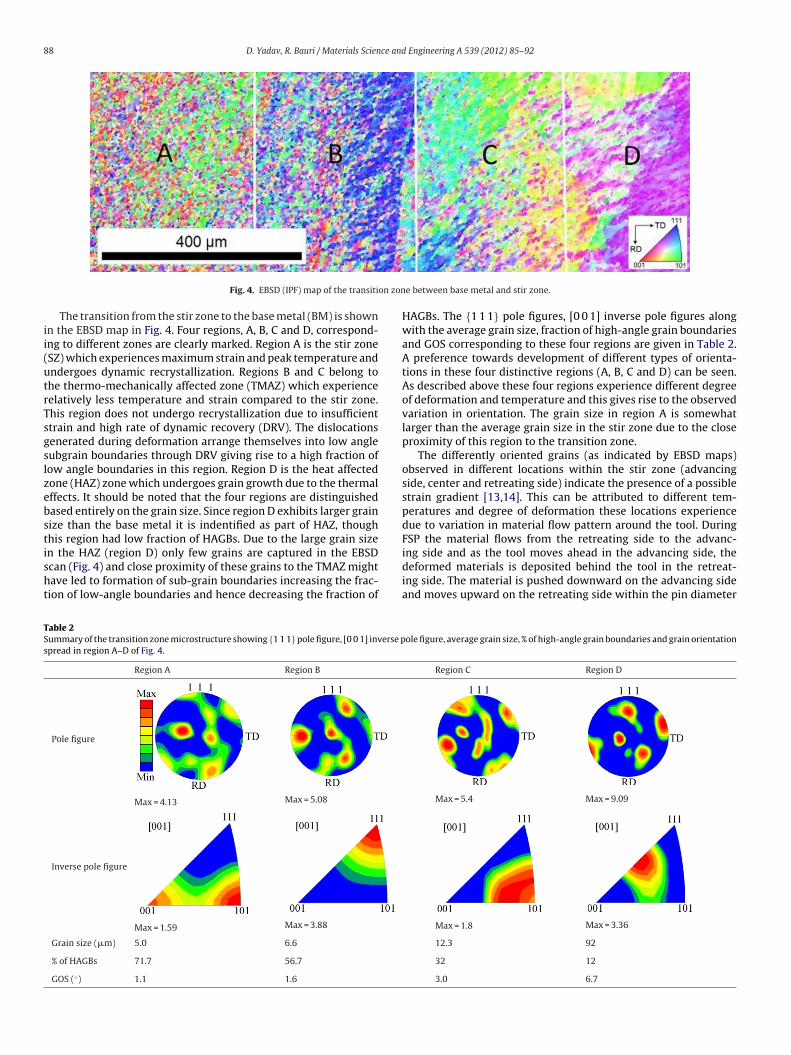
Fig. 4. EBSD (IPF) map of the transiti
The transition from the stir zone to the base metal (BM) is shownn the EBSD map in Fig. 4. Four regions, A, B, C and D, correspond-ng to different zones are clearly marked. Region A is the stir zoneSZ) which experiences maximum strain and peak temperature andndergoes dynamic recrystallization. Regions B and C belong tohe thermo-mechanically affected zone (TMAZ) which experienceelatively less temperature and strain compared to the stir zone.his region does not undergo recrystallization due to insufficienttrain and high rate of dynamic recovery (DRV). The dislocationsenerated during deformation arrange themselves into low angleubgrain boundaries through DRV giving rise to a high fraction ofow angle boundaries in this region. Region D is the heat affectedone (HAZ) zone which undergoes grain growth due to the thermalffects. It should be noted that the four regions are distinguishedased entirely on the grain size. Since region D exhibits larger grainize than the base metal it is indentified as part of HAZ, thoughhis region had low fraction of HAGBs. Due to the large grain size
n the HAZ (region D) only few grains are captured in the EBSDcan (Fig. 4) and close proximity of these grains to the TMAZ mightave led to formation of sub-grain boundaries increasing the frac-ion of low-angle boundaries and hence decreasing the fraction ofable 2ummary of the transition zone microstructure showing {1 1 1}pole figure, [0 0 1] inverse ppread in region A–D of Fig. 4.
Region A Region B
Pole figure
Max = 4.13 Max = 5.08
Inverse pole figure
Max = 1.59 Max = 3.88
Grain size (�m) 5.0 6.6
% of HAGBs 71.7 56.7
GOS (◦) 1.1 1.6
e between base metal and stir zone.
HAGBs. The {1 1 1} pole figures, [0 0 1] inverse pole figures alongwith the average grain size, fraction of high-angle grain boundariesand GOS corresponding to these four regions are given in Table 2.A preference towards development of different types of orienta-tions in these four distinctive regions (A, B, C and D) can be seen.As described above these four regions experience different degreeof deformation and temperature and this gives rise to the observedvariation in orientation. The grain size in region A is somewhatlarger than the average grain size in the stir zone due to the closeproximity of this region to the transition zone.
The differently oriented grains (as indicated by EBSD maps)observed in different locations within the stir zone (advancingside, center and retreating side) indicate the presence of a possiblestrain gradient [13,14]. This can be attributed to different tem-peratures and degree of deformation these locations experiencedue to variation in material flow pattern around the tool. DuringFSP the material flows from the retreating side to the advanc-
ing side and as the tool moves ahead in the advancing side, thedeformed materials is deposited behind the tool in the retreat-ing side. The material is pushed downward on the advancing sideand moves upward on the retreating side within the pin diameterole figure, average grain size, % of high-angle grain boundaries and grain orientation
Region C Region D
Max = 5.4 Max = 9.09
Max = 1.8 Max = 3.36
12.3 92
32 12
3.0 6.7

D. Yadav, R. Bauri / Materials Science and Engineering A 539 (2012) 85–92 89
F in bou(
[icgivgz
3
itaaggroDslgbiisagrri
iio
ig. 5. TEM micrograph of the stir zone showing (a) equiaxed fine grains, (b) subgrad) dislocations absorption into subgrain boundary (indicated by arrow).
12]. Therefore, the material flow is not symmetric around the tooln the stir zone and as a result the material experiences differentombination of strain and temperature within the stir zone. Thisives rise to non-uniform plastic deformation or strain gradientn the stir zone during the process [15,16]. This in turn results inariation in the microstructure (grain size, fraction of high-anglerain boundaries and GOS values) at these three locations of the stirone.
.2. TEM analysis
In order to further understand the microstructure developedn the stir zone, TEM was carried out. The TEM micrograph ofhe friction stir processed (FSPed) material in Fig. 5(a) shows finend equiaxed grain microstructure with well defined grain bound-ries. Dislocation sub-structures were observed inside most of therains. Grains were found to be dividing into subgrains by sub-rain boundaries as shown in Fig. 5(b). Higher magnification imagesevealed that these subgrain boundaries are composed of arrayf dislocations piled on a particular plane as shown in Fig. 5(c).ynamic recovery (DRV) readily occurs in aluminium due to its high
tacking fault energy and leads to arrangement of dislocations intoow-angle subgrain boundaries (2–5◦ misorientation). Dislocationsenerated during deformation in FSP are absorbed in the sub-grainoundaries and increase the misorientation to transforms them
nto low-angle (5–15◦) grain boundaries. Absorption of dislocationnto sub-grain boundaries can be observed in Fig. 5(d). It has beenhown that these low angle boundaries turn to high angle bound-ries through a continuous type dynamic recrystallization processiving rise to the fine-grained structure [17–19]. TEM images alsoevealed presence of some fine precipitates which were found to beich in iron, silicon and magnesium as these are common impuritiesn aluminium. These were observed in the base metal also.
It is worth mentioning here that most of the SPD processesnvolve several steps or several passes. Although grain refinements achieved, grain boundaries are poorly defined and are composedf non-uniformly distributed dislocation structure and the grain
ndaries inside the grains, (c) dislocations piled up to form subgrain boundary, and
size distribution is also generally wide. Moreover, the crystal lat-tice is distorted and high internal stresses exist within the grains[20,21]. Kinetics of grain growth strongly depends on the nature ofthe grain boundary especially, radius of curvature and the mobilityof the grain boundaries. When the grain boundaries are curved, theytend to migrate towards the center of curvature due to the pres-sure difference across the boundary. When the grain boundaries arestraight and the angle at the triple points is close to 120◦, an equilib-rium state can be established. Such a microstructure is expected tobe stable against further thermal cycles. In the present study, TEMimages show that the grains in the friction stir processed (FSPed)material are equiaxed with well defined straight grain boundariesand the banded contrast observed indicates that the boundariesare in equilibrium. Moreover, the fraction of high-angle bound-aries generated in FSP (80%) is substantially higher compared toother SPD processes such as ECAP (60–65%) [22]. The mobility andenergy of high-angle boundaries are independent of misorienta-tion angle unlike low-angle boundaries. For all these reasons, themicrostructure developed in FSP is expected to be more stablecompared to that developed in other SPD processes. It should behowever, noted that strain, strain rate and temperature conditionsare quite different in FSP compared to ECAP.
3.3. Mechanical properties
3.3.1. Tensile propertiesThe tensile stress–strain curve is shown in Fig. 6 and the proper-
ties are summarized in Table 3. High purity aluminium (> 99.99%)has yield strength of 15–20 MPa. The higher yield strength of35 MPa observed in the present case is due to the impurity par-ticles as observed in TEM. It can be seen that the yield stress(0.2% proof stress) of the friction stir processed (FSPed) materialimproved by a factor of about 2.4 to 82 MPa compared to the base
metal (35 MPa). The UTS also increased by 25% from 72 to 90 MPaand the ductility dropped by about 10%. The major contribution tostrength improvement comes from the finer grain size in accor-dance with Hall–Petch relationship. High dislocation density and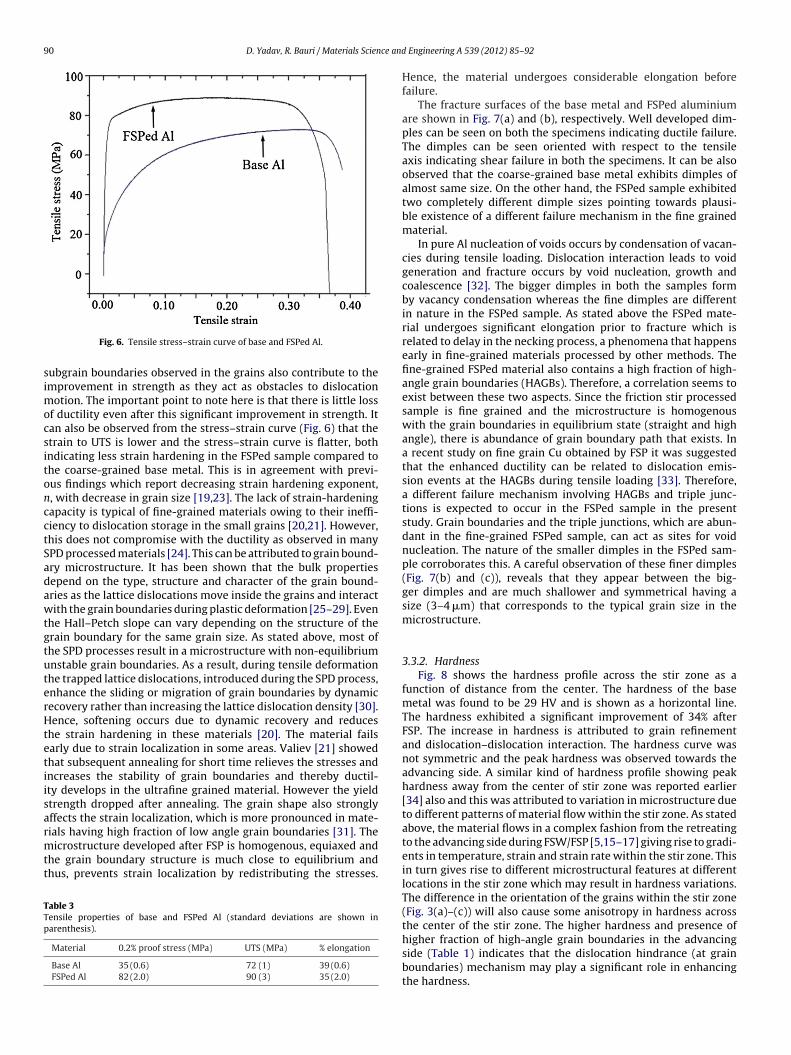
90 D. Yadav, R. Bauri / Materials Science and
simocsitoncctSadawtgtuterHtetiisarmtt
TTp
Fig. 6. Tensile stress–strain curve of base and FSPed Al.
ubgrain boundaries observed in the grains also contribute to themprovement in strength as they act as obstacles to dislocation
otion. The important point to note here is that there is little lossf ductility even after this significant improvement in strength. Itan also be observed from the stress–strain curve (Fig. 6) that thetrain to UTS is lower and the stress–strain curve is flatter, bothndicating less strain hardening in the FSPed sample compared tohe coarse-grained base metal. This is in agreement with previ-us findings which report decreasing strain hardening exponent,, with decrease in grain size [19,23]. The lack of strain-hardeningapacity is typical of fine-grained materials owing to their ineffi-iency to dislocation storage in the small grains [20,21]. However,his does not compromise with the ductility as observed in manyPD processed materials [24]. This can be attributed to grain bound-ry microstructure. It has been shown that the bulk propertiesepend on the type, structure and character of the grain bound-ries as the lattice dislocations move inside the grains and interactith the grain boundaries during plastic deformation [25–29]. Even
he Hall–Petch slope can vary depending on the structure of therain boundary for the same grain size. As stated above, most ofhe SPD processes result in a microstructure with non-equilibriumnstable grain boundaries. As a result, during tensile deformationhe trapped lattice dislocations, introduced during the SPD process,nhance the sliding or migration of grain boundaries by dynamicecovery rather than increasing the lattice dislocation density [30].ence, softening occurs due to dynamic recovery and reduces
he strain hardening in these materials [20]. The material failsarly due to strain localization in some areas. Valiev [21] showedhat subsequent annealing for short time relieves the stresses andncreases the stability of grain boundaries and thereby ductil-ty develops in the ultrafine grained material. However the yieldtrength dropped after annealing. The grain shape also stronglyffects the strain localization, which is more pronounced in mate-
ials having high fraction of low angle grain boundaries [31]. Theicrostructure developed after FSP is homogenous, equiaxed andhe grain boundary structure is much close to equilibrium andhus, prevents strain localization by redistributing the stresses.
able 3ensile properties of base and FSPed Al (standard deviations are shown inarenthesis).
Material 0.2% proof stress (MPa) UTS (MPa) % elongation
Base Al 35 (0.6) 72 (1) 39 (0.6)FSPed Al 82 (2.0) 90 (3) 35 (2.0)
Engineering A 539 (2012) 85–92
Hence, the material undergoes considerable elongation beforefailure.
The fracture surfaces of the base metal and FSPed aluminiumare shown in Fig. 7(a) and (b), respectively. Well developed dim-ples can be seen on both the specimens indicating ductile failure.The dimples can be seen oriented with respect to the tensileaxis indicating shear failure in both the specimens. It can be alsoobserved that the coarse-grained base metal exhibits dimples ofalmost same size. On the other hand, the FSPed sample exhibitedtwo completely different dimple sizes pointing towards plausi-ble existence of a different failure mechanism in the fine grainedmaterial.
In pure Al nucleation of voids occurs by condensation of vacan-cies during tensile loading. Dislocation interaction leads to voidgeneration and fracture occurs by void nucleation, growth andcoalescence [32]. The bigger dimples in both the samples formby vacancy condensation whereas the fine dimples are differentin nature in the FSPed sample. As stated above the FSPed mate-rial undergoes significant elongation prior to fracture which isrelated to delay in the necking process, a phenomena that happensearly in fine-grained materials processed by other methods. Thefine-grained FSPed material also contains a high fraction of high-angle grain boundaries (HAGBs). Therefore, a correlation seems toexist between these two aspects. Since the friction stir processedsample is fine grained and the microstructure is homogenouswith the grain boundaries in equilibrium state (straight and highangle), there is abundance of grain boundary path that exists. Ina recent study on fine grain Cu obtained by FSP it was suggestedthat the enhanced ductility can be related to dislocation emis-sion events at the HAGBs during tensile loading [33]. Therefore,a different failure mechanism involving HAGBs and triple junc-tions is expected to occur in the FSPed sample in the presentstudy. Grain boundaries and the triple junctions, which are abun-dant in the fine-grained FSPed sample, can act as sites for voidnucleation. The nature of the smaller dimples in the FSPed sam-ple corroborates this. A careful observation of these finer dimples(Fig. 7(b) and (c)), reveals that they appear between the big-ger dimples and are much shallower and symmetrical having asize (3–4 �m) that corresponds to the typical grain size in themicrostructure.
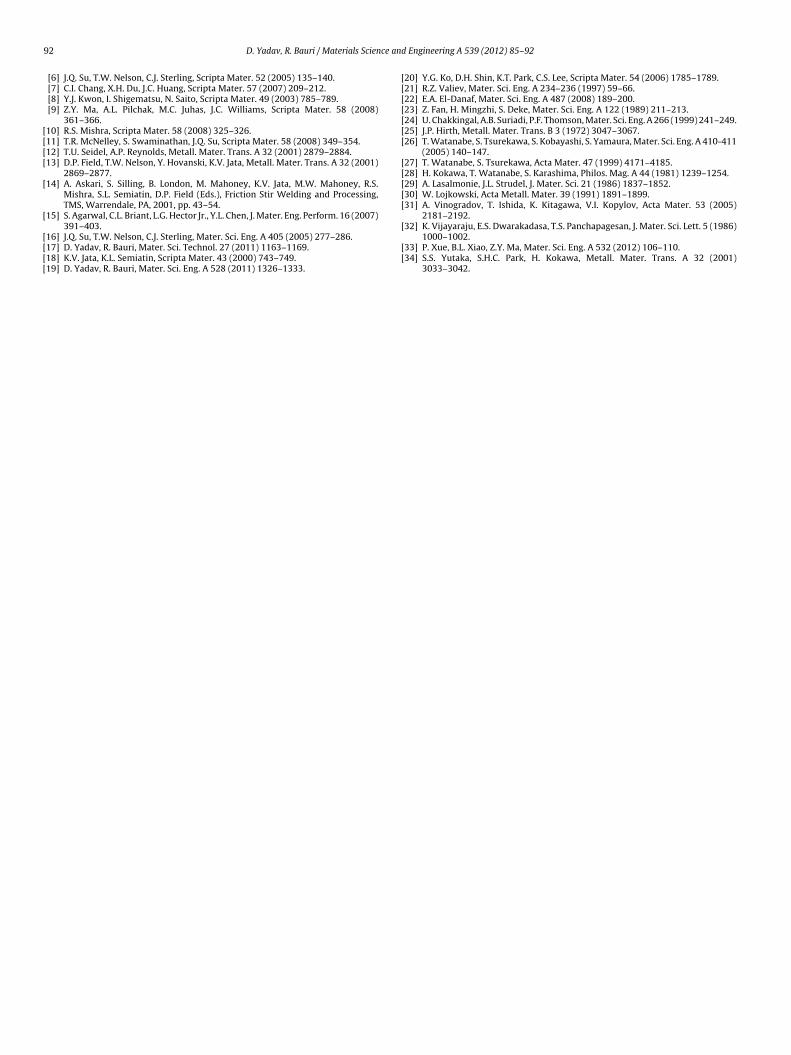
3.3.2. HardnessFig. 8 shows the hardness profile across the stir zone as a
function of distance from the center. The hardness of the basemetal was found to be 29 HV and is shown as a horizontal line.The hardness exhibited a significant improvement of 34% afterFSP. The increase in hardness is attributed to grain refinementand dislocation–dislocation interaction. The hardness curve wasnot symmetric and the peak hardness was observed towards theadvancing side. A similar kind of hardness profile showing peakhardness away from the center of stir zone was reported earlier[34] also and this was attributed to variation in microstructure dueto different patterns of material flow within the stir zone. As statedabove, the material flows in a complex fashion from the retreatingto the advancing side during FSW/FSP [5,15–17] giving rise to gradi-ents in temperature, strain and strain rate within the stir zone. Thisin turn gives rise to different microstructural features at differentlocations in the stir zone which may result in hardness variations.The difference in the orientation of the grains within the stir zone(Fig. 3(a)–(c)) will also cause some anisotropy in hardness acrossthe center of the stir zone. The higher hardness and presence of
higher fraction of high-angle grain boundaries in the advancingside (Table 1) indicates that the dislocation hindrance (at grainboundaries) mechanism may play a significant role in enhancingthe hardness.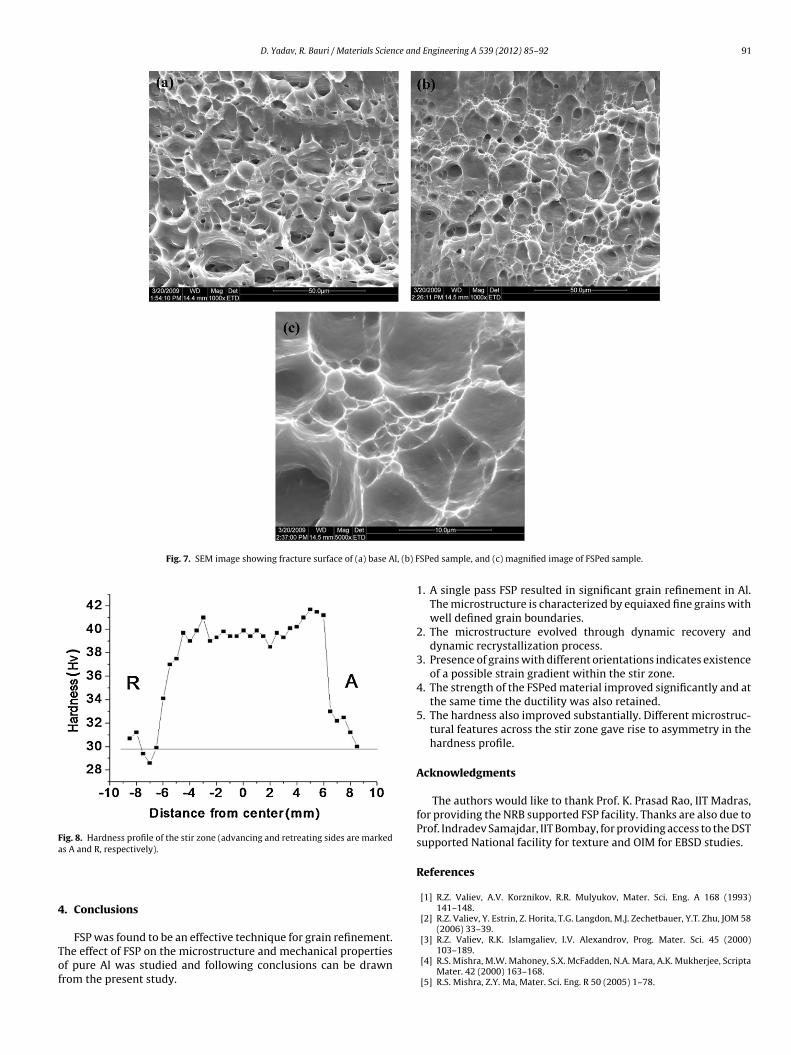
D. Yadav, R. Bauri / Materials Science and Engineering A 539 (2012) 85–92 91
Fig. 7. SEM image showing fracture surface of (a) base Al, (b) F
Fig. 8. Hardness profile of the stir zone (advancing and retreating sides are markedas A and R, respectively).
4
Tof
[3] R.Z. Valiev, R.K. Islamgaliev, I.V. Alexandrov, Prog. Mater. Sci. 45 (2000)103–189.
[4] R.S. Mishra, M.W. Mahoney, S.X. McFadden, N.A. Mara, A.K. Mukherjee, Scripta
. Conclusions
FSP was found to be an effective technique for grain refinement.he effect of FSP on the microstructure and mechanical properties
f pure Al was studied and following conclusions can be drawnrom the present study.SPed sample, and (c) magnified image of FSPed sample.
1. A single pass FSP resulted in significant grain refinement in Al.The microstructure is characterized by equiaxed fine grains withwell defined grain boundaries.
2. The microstructure evolved through dynamic recovery anddynamic recrystallization process.
3. Presence of grains with different orientations indicates existenceof a possible strain gradient within the stir zone.
4. The strength of the FSPed material improved significantly and atthe same time the ductility was also retained.
5. The hardness also improved substantially. Different microstruc-tural features across the stir zone gave rise to asymmetry in thehardness profile.
Acknowledgments
The authors would like to thank Prof. K. Prasad Rao, IIT Madras,for providing the NRB supported FSP facility. Thanks are also due toProf. Indradev Samajdar, IIT Bombay, for providing access to the DSTsupported National facility for texture and OIM for EBSD studies.
References
[1] R.Z. Valiev, A.V. Korznikov, R.R. Mulyukov, Mater. Sci. Eng. A 168 (1993)141–148.
[2] R.Z. Valiev, Y. Estrin, Z. Horita, T.G. Langdon, M.J. Zechetbauer, Y.T. Zhu, JOM 58(2006) 33–39.
Mater. 42 (2000) 163–168.[5] R.S. Mishra, Z.Y. Ma, Mater. Sci. Eng. R 50 (2005) 1–78.
9 ce and
[[[[
[
[
[[[[
[[[[[[[
[[[[[
2 D. Yadav, R. Bauri / Materials Scien
[6] J.Q. Su, T.W. Nelson, C.J. Sterling, Scripta Mater. 52 (2005) 135–140.[7] C.I. Chang, X.H. Du, J.C. Huang, Scripta Mater. 57 (2007) 209–212.[8] Y.J. Kwon, I. Shigematsu, N. Saito, Scripta Mater. 49 (2003) 785–789.[9] Z.Y. Ma, A.L. Pilchak, M.C. Juhas, J.C. Williams, Scripta Mater. 58 (2008)
361–366.10] R.S. Mishra, Scripta Mater. 58 (2008) 325–326.11] T.R. McNelley, S. Swaminathan, J.Q. Su, Scripta Mater. 58 (2008) 349–354.12] T.U. Seidel, A.P. Reynolds, Metall. Mater. Trans. A 32 (2001) 2879–2884.13] D.P. Field, T.W. Nelson, Y. Hovanski, K.V. Jata, Metall. Mater. Trans. A 32 (2001)
2869–2877.14] A. Askari, S. Silling, B. London, M. Mahoney, K.V. Jata, M.W. Mahoney, R.S.
Mishra, S.L. Semiatin, D.P. Field (Eds.), Friction Stir Welding and Processing,TMS, Warrendale, PA, 2001, pp. 43–54.
15] S. Agarwal, C.L. Briant, L.G. Hector Jr., Y.L. Chen, J. Mater. Eng. Perform. 16 (2007)
391–403.16] J.Q. Su, T.W. Nelson, C.J. Sterling, Mater. Sci. Eng. A 405 (2005) 277–286.17] D. Yadav, R. Bauri, Mater. Sci. Technol. 27 (2011) 1163–1169.18] K.V. Jata, K.L. Semiatin, Scripta Mater. 43 (2000) 743–749.19] D. Yadav, R. Bauri, Mater. Sci. Eng. A 528 (2011) 1326–1333.
[
[[
Engineering A 539 (2012) 85–92
20] Y.G. Ko, D.H. Shin, K.T. Park, C.S. Lee, Scripta Mater. 54 (2006) 1785–1789.21] R.Z. Valiev, Mater. Sci. Eng. A 234–236 (1997) 59–66.22] E.A. El-Danaf, Mater. Sci. Eng. A 487 (2008) 189–200.23] Z. Fan, H. Mingzhi, S. Deke, Mater. Sci. Eng. A 122 (1989) 211–213.24] U. Chakkingal, A.B. Suriadi, P.F. Thomson, Mater. Sci. Eng. A 266 (1999) 241–249.25] J.P. Hirth, Metall. Mater. Trans. B 3 (1972) 3047–3067.26] T. Watanabe, S. Tsurekawa, S. Kobayashi, S. Yamaura, Mater. Sci. Eng. A 410-411
(2005) 140–147.27] T. Watanabe, S. Tsurekawa, Acta Mater. 47 (1999) 4171–4185.28] H. Kokawa, T. Watanabe, S. Karashima, Philos. Mag. A 44 (1981) 1239–1254.29] A. Lasalmonie, J.L. Strudel, J. Mater. Sci. 21 (1986) 1837–1852.30] W. Lojkowski, Acta Metall. Mater. 39 (1991) 1891–1899.31] A. Vinogradov, T. Ishida, K. Kitagawa, V.I. Kopylov, Acta Mater. 53 (2005)
2181–2192.
32] K. Vijayaraju, E.S. Dwarakadasa, T.S. Panchapagesan, J. Mater. Sci. Lett. 5 (1986)1000–1002.33] P. Xue, B.L. Xiao, Z.Y. Ma, Mater. Sci. Eng. A 532 (2012) 106–110.34] S.S. Yutaka, S.H.C. Park, H. Kokawa, Metall. Mater. Trans. A 32 (2001)
3033–3042.
Related Documents











