Efeito do Procedimento de Mistura nas Características de Argamassas de Revestimento Industrializadas (Effect of the Mixing Procedure in the Industrialized Rendering Mortars Characteristics) Roberto Cesar de O. Romano, Harry Schreurs, Fernanda Belizário da Silva, Fábio Alonso Cardoso, Mercia Maria Semensato Bottura de Barros, Vanderley Moacyr John, Rafael Giuliano Pileggi Escola Politécnica da Universidade de São Paulo, Brasil [email protected] Resumo: Apesar do preciso controle na dosagem das matérias-primas e aditivos nas formulações de argamassas industrializadas, as variações nas condições de preparo em obra afetam de forma significativa o teor de ar no revestimento. Como usualmente, as argamassas são processadas com o auxílio de equipamentos de mistura e, considerando que existem diferentes tipos de equipamentos, essa etapa se torna mais crítica, devido às diferenças conceituais entre os misturadores. Desta forma, neste trabalho foi avaliado o impacto do tipo de equipamento e do tempo de mistura, na incorporação de ar de argamassas industrializadas e o efeito nas propriedades após o endurecimento. Os resultados demonstraram a necessidade de adequação entre o equipamento de mistura e a formulação da argamassa e a importância de formular argamassas de revestimentos menos sensíveis ao processo de mistura. Palavras–chave: Argamassa, ar incorporado, mistura, módulo de elasticidade, resistência mecânica. Abstract: Even with the precise control of the raw materials and admixtures in the industrialized mortars, the changes in the mixing conditions in the constructions can significantly affect the rendering air-incorporation level. As usually, the mortars are processed in appropriated equipments and, consider that there are many mixer types; this stage becomes very critical, due to the mixers conceptual differences. In such a way, in this work were evaluated the impact of the type of mixer and time of mixture in the rendering mortar air-incorporation; and the affect in the hardened state. The results show the necessity of adequacy between the mixer and the mortar formulation and the importance of to formulate lower sensible rendering mortar to the mix process. Key-words: Air-incorporation, mixture, modulus of elasticity, mortar, tensile strength. 1. INTRODUÇÃO As argamassas industrializadas são produzidas em unidades fabris com o controle preciso do proporcionamento das matérias-primas e aditivos empregados na formulação [1]. No entanto, o que comumente se observa no preparo das mesmas em obra é a elevada sensibilidade desses materiais ao processamento devido, principalmente, à presença dos aditivos incorporadores de ar [2]. As argamassas geralmente são misturadas de duas formas: manual ou mecânica. Quando são misturadas manualmente, dificilmente é atingido o mesmo nível de desaglomeração e

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Efeito do Procedimento de Mistura nas Características de Argamassas de Revestimento Industrializadas
(Effect of the Mixing Procedure in the Industrialized Rendering Mortars
Characteristics) Roberto Cesar de O. Romano, Harry Schreurs, Fernanda Belizário da Silva, Fábio Alonso
Cardoso, Mercia Maria Semensato Bottura de Barros, Vanderley Moacyr John, Rafael Giuliano Pileggi
Escola Politécnica da Universidade de São Paulo, Brasil
[email protected] Resumo: Apesar do preciso controle na dosagem das matérias-primas e aditivos nas formulações de argamassas industrializadas, as variações nas condições de preparo em obra afetam de forma significativa o teor de ar no revestimento. Como usualmente, as argamassas são processadas com o auxílio de equipamentos de mistura e, considerando que existem diferentes tipos de equipamentos, essa etapa se torna mais crítica, devido às diferenças conceituais entre os misturadores. Desta forma, neste trabalho foi avaliado o impacto do tipo de equipamento e do tempo de mistura, na incorporação de ar de argamassas industrializadas e o efeito nas propriedades após o endurecimento. Os resultados demonstraram a necessidade de adequação entre o equipamento de mistura e a formulação da argamassa e a importância de formular argamassas de revestimentos menos sensíveis ao processo de mistura. Palavras–chave: Argamassa, ar incorporado, mistura, módulo de elasticidade, resistência mecânica. Abstract: Even with the precise control of the raw materials and admixtures in the
industrialized mortars, the changes in the mixing conditions in the constructions can
significantly affect the rendering air-incorporation level. As usually, the mortars are
processed in appropriated equipments and, consider that there are many mixer types; this
stage becomes very critical, due to the mixers conceptual differences. In such a way, in
this work were evaluated the impact of the type of mixer and time of mixture in the
rendering mortar air-incorporation; and the affect in the hardened state. The results show
the necessity of adequacy between the mixer and the mortar formulation and the
importance of to formulate lower sensible rendering mortar to the mix process.
Key-words: Air-incorporation, mixture, modulus of elasticity, mortar, tensile strength.
1. INTRODUÇÃO As argamassas industrializadas são produzidas em unidades fabris com o controle preciso do proporcionamento das matérias-primas e aditivos empregados na formulação [1]. No entanto, o que comumente se observa no preparo das mesmas em obra é a elevada sensibilidade desses materiais ao processamento devido, principalmente, à presença dos aditivos incorporadores de ar [2]. As argamassas geralmente são misturadas de duas formas: manual ou mecânica. Quando são misturadas manualmente, dificilmente é atingido o mesmo nível de desaglomeração e
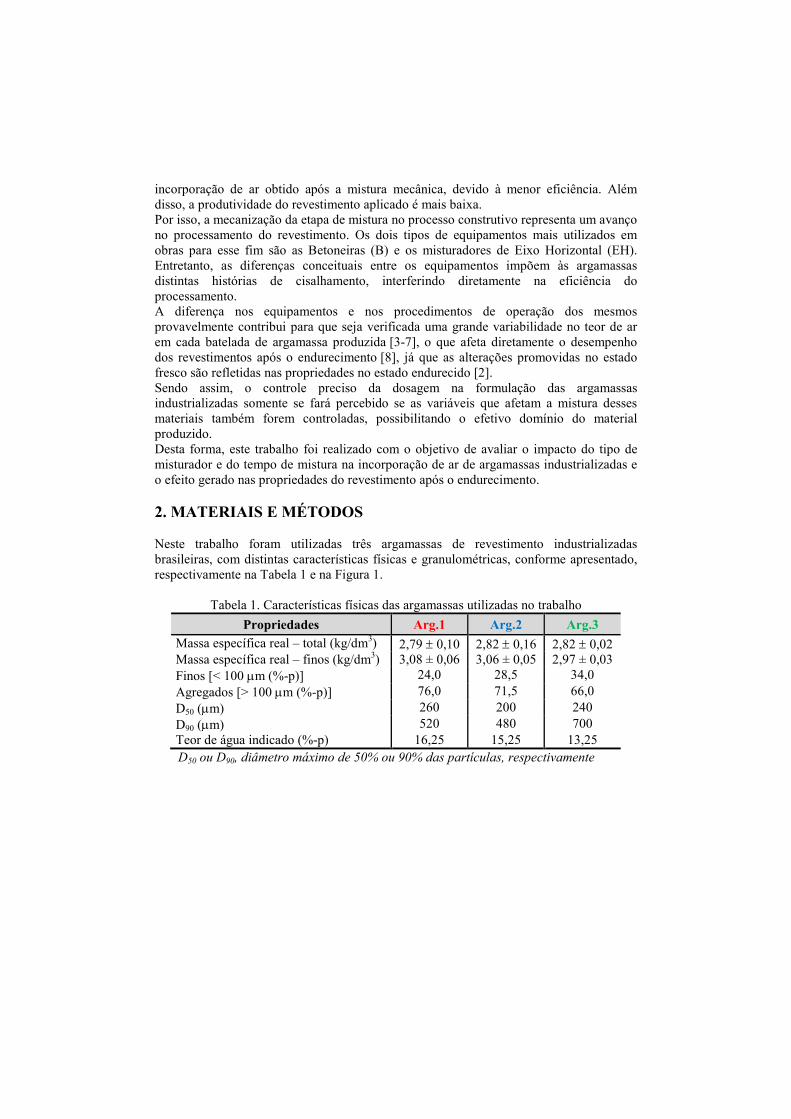
incorporação de ar obtido após a mistura mecânica, devido à menor eficiência. Além disso, a produtividade do revestimento aplicado é mais baixa. Por isso, a mecanização da etapa de mistura no processo construtivo representa um avanço no processamento do revestimento. Os dois tipos de equipamentos mais utilizados em obras para esse fim são as Betoneiras (B) e os misturadores de Eixo Horizontal (EH). Entretanto, as diferenças conceituais entre os equipamentos impõem às argamassas distintas histórias de cisalhamento, interferindo diretamente na eficiência do processamento. A diferença nos equipamentos e nos procedimentos de operação dos mesmos provavelmente contribui para que seja verificada uma grande variabilidade no teor de ar em cada batelada de argamassa produzida [3-7], o que afeta diretamente o desempenho dos revestimentos após o endurecimento [8], já que as alterações promovidas no estado fresco são refletidas nas propriedades no estado endurecido [2]. Sendo assim, o controle preciso da dosagem na formulação das argamassas industrializadas somente se fará percebido se as variáveis que afetam a mistura desses materiais também forem controladas, possibilitando o efetivo domínio do material produzido. Desta forma, este trabalho foi realizado com o objetivo de avaliar o impacto do tipo de misturador e do tempo de mistura na incorporação de ar de argamassas industrializadas e o efeito gerado nas propriedades do revestimento após o endurecimento. 2. MATERIAIS E MÉTODOS Neste trabalho foram utilizadas três argamassas de revestimento industrializadas brasileiras, com distintas características físicas e granulométricas, conforme apresentado, respectivamente na Tabela 1 e na Figura 1.
Tabela 1. Características físicas das argamassas utilizadas no trabalho
Propriedades Arg.1 Arg.2 Arg.3
Massa específica real – total (kg/dm3) 2,79 ± 0,10 2,82 ± 0,16 2,82 ± 0,02 Massa específica real – finos (kg/dm3) 3,08 ± 0,06 3,06 ± 0,05 2,97 ± 0,03 Finos [< 100 µm (%-p)] 24,0 28,5 34,0 Agregados [> 100 µm (%-p)] 76,0 71,5 66,0 D50 (µm) 260 200 240 D90 (µm) 520 480 700 Teor de água indicado (%-p) 16,25 15,25 13,25
D50 ou D90, diâmetro máximo de 50% ou 90% das partículas, respectivamente

Figura 1. Distribuições granulométricas das argamassas. Em (a) discreta e em (b)
acumulada. 2.1. Procedimentos de Mistura As argamassas foram misturadas em dois equipamentos com distintas capacidades volumétricas e perfis de cisalhamento e os procedimentos utilizados são descritos a seguir: Argamassadeira de Eixo Horizontal: 40kg de pó foram colocados na argamassadeira (Consolid, com capacidade para 60L de material) e em seguida, toda água foi adicionada (no teor indicado pelo fabricante), numa vazão de 200 g/s. Para garantir a adição homogênea da água em toda argamassa, foi utilizada uma bandeja com furos projetada especialmente para este trabalho. O esquema do equipamento utilizado é apresentado na Figura 2a. Neste tipo de equipamento a lâmina de mistura (tipo naben blade) [9] empurra as camadas mais externas de argamassa para o interior da massa, impondo intenso cisalhamento ao material e facilitando o rompimento dos aglomerados e a entrada de ar. Betoneira: Toda água, no teor indicado pelo fabricante, foi adicionada na betoneira (Formeq, com capacidade de 120L) e em seguida, 40 kg do pó foi adicionado com o equipamento desligado (Figura 2b). Após a adição de todo o pó na água, o equipamento foi ligado e iniciou-se a marcação dos tempos de mistura.
(a) (b)
Figura 2. Equipamentos utilizados para a mistura das argamassas. Em (a) ilustra-se a argamassadeira de eixo horizontal e em (b) a Betoneira.
A mistura na Betoneira ocorre após sucessivas quedas de parte da argamassa sobre o restante do material, encontrado na parte inferior do equipamento [10] e a inclinação interfere diretamente na eficiência da mistura e incorporação de ar, já que altera a energia
0
1
2
3
4
5
6
7
8
9
10
0,1 1 10 100 1000 10000
Dis
trib
uiça
o di
scre
ta
Diâmetro das particulas (µm)
(a)
Arg.1Arg.2Arg.3
0
10
20
30
40
50
60
70
80
90
100
0,1 1 10 100 1000 10000
Dis
trib
uiçã
o A
cum
ulad
a (%
)
Diâmetro das particulas (µm)
(b)
Arg.1Arg.2Arg.3
potencial e cinética geradas cerca de 30° para garantir as mesmas condições de uso para todos os sistemas.Para avaliação do efeito do tempo de misturaestado endurecido, as argamassas foram 2.2. Caracterizações no estado frescoReometria de mistura: a quantificação do perfil de cisalhamento e da energia de mistura foi realizada em um reômetro tipo planetário (velocidade (500 rpm) e aquisição do torque como resPara realização do ensaio, água (no teor indicado por cada fabricante)realizada por 2 minutos a partir da adição da água no pó seco.A reometria de mistura método de aplicação, ou como base para formulação das argamassas
Densidade e ar incorporado
brasileira, NBR 13278/02 pó (obtida por picnometria de gás Hélio). A realização do ensaio.
(a) Figura 3. Ilustração dos equipamentos utilizados para caracterização do estado fresco. Em
(a) ilustra-se o reômetro, em (b) o
2.3. Caracterizações no estado endurecidoResistência a tração na flexão em três pontos
quantificada de acordo com a norma técnica corpos-de-prova com dimensões de 4 cm x 4 cm x 16 cm. Módulo de elasticidade: BS 1881 – part 203 [13]transdutores de freqüência 200 kHz e seção transversal circular com diâmetro(acoplados com gel na superfície dos corpos 3. RESULTADOS E DISCUSSÕES
potencial e cinética geradas durante as quedas. Neste trabalho, a inclinação utilizada foi de cerca de 30° para garantir as mesmas condições de uso para todos os sistemas. Para avaliação do efeito do tempo de mistura na incorporação de ar e nas propriedades no
gamassas foram processadas por 2, 4 ou 6 minutos.
Caracterizações no estado fresco a quantificação do perfil de cisalhamento e da energia de mistura
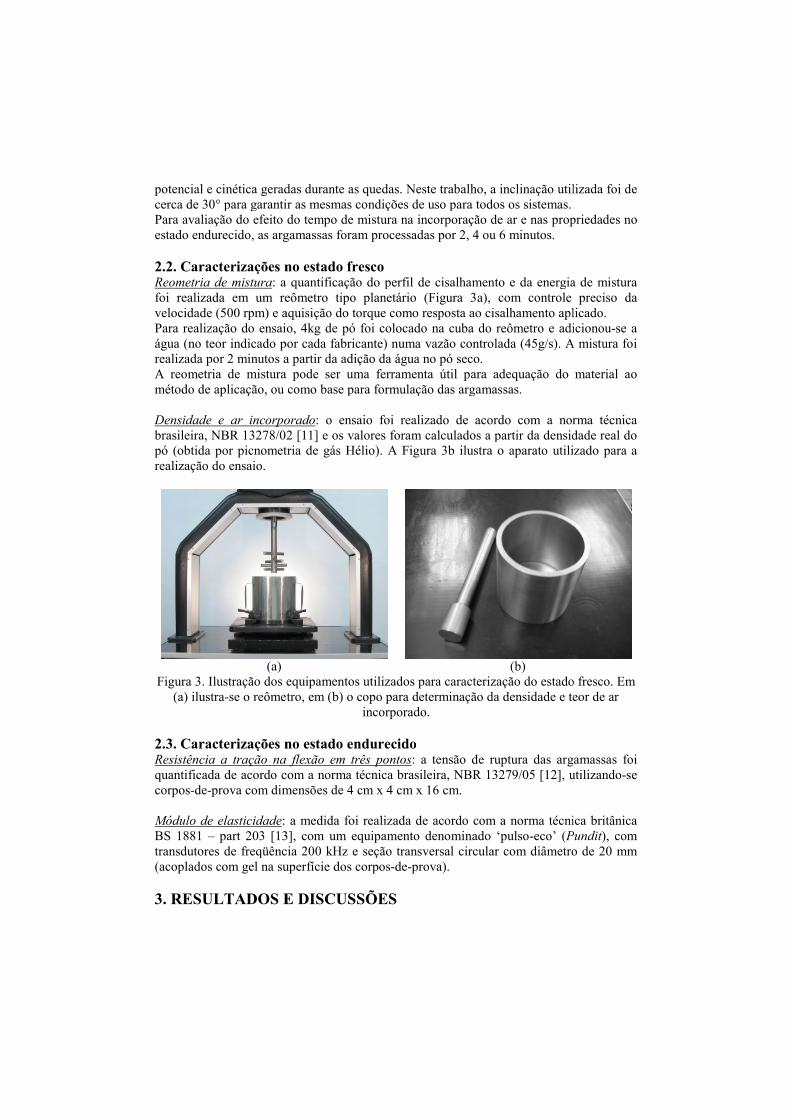
realizada em um reômetro tipo planetário (Figura 3a), com controle preciso da e aquisição do torque como resposta ao cisalhamento aplicado.
Para realização do ensaio, 4kg de pó foi colocado na cuba do reômetro e adicionou(no teor indicado por cada fabricante) numa vazão controlada (45g/s). A mistura foi
realizada por 2 minutos a partir da adição da água no pó seco. pode ser uma ferramenta útil para adequação do material ao
, ou como base para formulação das argamassas.
Densidade e ar incorporado: o ensaio foi realizado de acordo com a norma técnicaNBR 13278/02 [11] e os valores foram calculados a partir da densidade real do
pó (obtida por picnometria de gás Hélio). A Figura 3b ilustra o aparato utilizado para a
(b)
. Ilustração dos equipamentos utilizados para caracterização do estado fresco. Em se o reômetro, em (b) o copo para determinação da densidade e teor de ar
incorporado.
Caracterizações no estado endurecido Resistência a tração na flexão em três pontos: a tensão de ruptura das argamassas foi quantificada de acordo com a norma técnica brasileira, NBR 13279/05 [12], utilizando
prova com dimensões de 4 cm x 4 cm x 16 cm.
a medida foi realizada de acordo com a norma técnica britânica [13], com um equipamento denominado ‘pulso-eco’ (Pundit
transdutores de freqüência 200 kHz e seção transversal circular com diâmetro(acoplados com gel na superfície dos corpos-de-prova).
RESULTADOS E DISCUSSÕES
o utilizada foi de
na incorporação de ar e nas propriedades no
a quantificação do perfil de cisalhamento e da energia de mistura a), com controle preciso da
posta ao cisalhamento aplicado. colocado na cuba do reômetro e adicionou-se a
A mistura foi
dequação do material ao
: o ensaio foi realizado de acordo com a norma técnica e os valores foram calculados a partir da densidade real do
b ilustra o aparato utilizado para a
. Ilustração dos equipamentos utilizados para caracterização do estado fresco. Em copo para determinação da densidade e teor de ar
a tensão de ruptura das argamassas foi , utilizando-se
técnica britânica Pundit), com
transdutores de freqüência 200 kHz e seção transversal circular com diâmetro de 20 mm
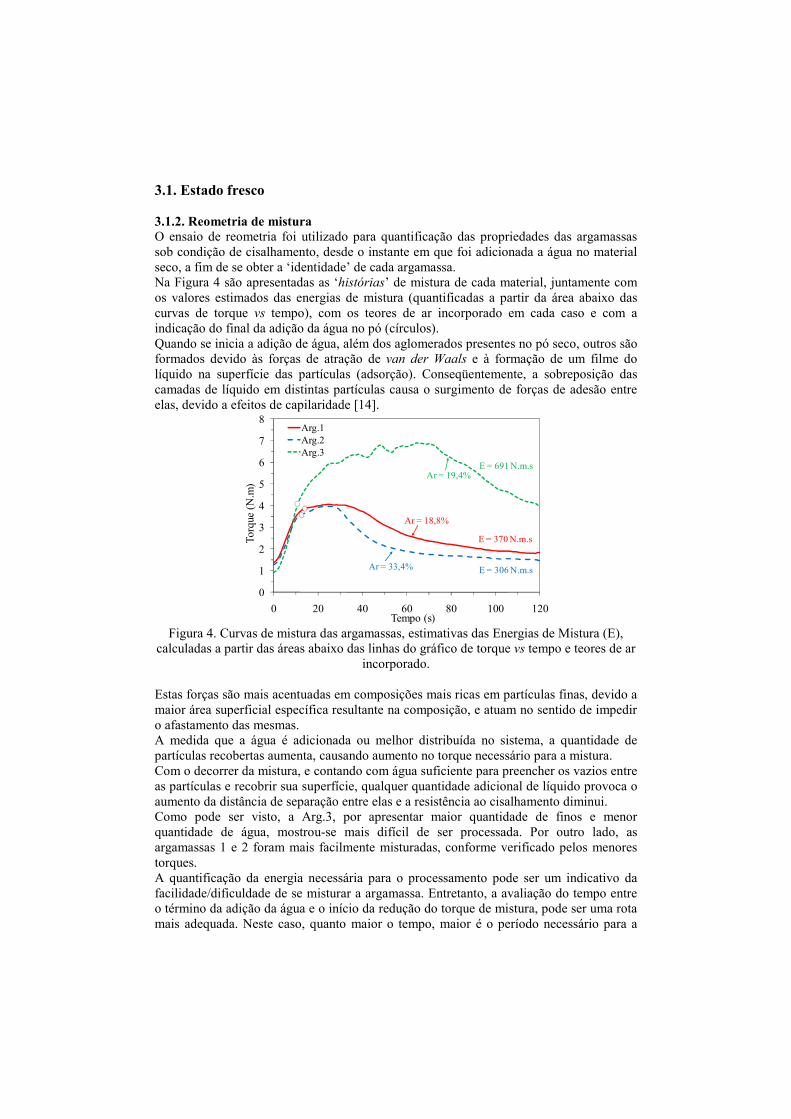
3.1. Estado fresco 3.1.2. Reometria de mistura O ensaio de reometria foi utilizado para quantificação das propriedades das argamassas sob condição de cisalhamento, desde o instante em que foi adicionada a água no material seco, a fim de se obter a ‘identidade’ de cada argamassa. Na Figura 4 são apresentadas as ‘histórias’ de mistura de cada material, juntamente com os valores estimados das energias de mistura (quantificadas a partir da área abaixo das curvas de torque vs tempo), com os teores de ar incorporado em cada caso e com a indicação do final da adição da água no pó (círculos). Quando se inicia a adição de água, além dos aglomerados presentes no pó seco, outros são formados devido às forças de atração de van der Waals e à formação de um filme do líquido na superfície das partículas (adsorção). Conseqüentemente, a sobreposição das camadas de líquido em distintas partículas causa o surgimento de forças de adesão entre elas, devido a efeitos de capilaridade [14].
Figura 4. Curvas de mistura das argamassas, estimativas das Energias de Mistura (E),
calculadas a partir das áreas abaixo das linhas do gráfico de torque vs tempo e teores de ar incorporado.
Estas forças são mais acentuadas em composições mais ricas em partículas finas, devido a maior área superficial específica resultante na composição, e atuam no sentido de impedir o afastamento das mesmas. A medida que a água é adicionada ou melhor distribuída no sistema, a quantidade de partículas recobertas aumenta, causando aumento no torque necessário para a mistura. Com o decorrer da mistura, e contando com água suficiente para preencher os vazios entre as partículas e recobrir sua superfície, qualquer quantidade adicional de líquido provoca o aumento da distância de separação entre elas e a resistência ao cisalhamento diminui. Como pode ser visto, a Arg.3, por apresentar maior quantidade de finos e menor quantidade de água, mostrou-se mais difícil de ser processada. Por outro lado, as argamassas 1 e 2 foram mais facilmente misturadas, conforme verificado pelos menores torques. A quantificação da energia necessária para o processamento pode ser um indicativo da facilidade/dificuldade de se misturar a argamassa. Entretanto, a avaliação do tempo entre o término da adição da água e o início da redução do torque de mistura, pode ser uma rota mais adequada. Neste caso, quanto maior o tempo, maior é o período necessário para a
0
1
2
3
4
5
6
7
8
0 20 40 60 80 100 120
Torq
ue (
N.m
)
Tempo (s)
Arg.1Arg.2Arg.3
E = 691 N.m.s
E = 306 N.m.s
E = 370 N.m.s
Ar = 18,8%
Ar = 33,4%
Ar = 19,4%
desaglomeração, preenchimento dos vazios e separação das partículas, indicando maior dificuldade para a mistura. Além do teor de finos e da quantidade de água, outra variável que interfere diretamente nas características das argamassas durante a mistura, é a presença de aditivos. Como pode ser observado, até 30 segundos de mistura, os níveis de torque das argamassas 1 e 2 são muito semelhantes. A partir deste tempo a maior incorporação de ar na Arg.2 foi responsável pela queda no torque, atingindo teor de ar quase 2 vezes maior que a Arg.1, após 2 minutos, mesmo com maior teor de finos na Arg.2. Na prática, um teor máximo de 20% de ar incorporado tem sido considerado adequado para aplicação das argamassas de revestimento e, por isso, os produtores têm tentado adequar as formulações para essa demanda. A fim de se estabelecer uma metodologia para o desenvolvimento de formulações de argamassas dividiu-se, neste trabalho, os níveis de ar incorporado em três partes: até 15%, baixo; de 15% a 25%, moderado; e acima de 25%, elevado. Assim, pode-se inferir a partir da Figura 4, que as três argamassas avaliadas apresentam ‘identidades’ distintas, onde:
• Arg.1 apresenta baixa energia de mistura, rápida cinética de incorporação/desaglomeração e moderado teor de ar;
• Arg.2 apresenta baixa energia de mistura, rápida cinética de incorporação/desaglomeração e elevado teor de ar incorporado; e
• Arg.3 têm elevada energia de mistura, baixa cinética de incorporação/desaglomeração e moderado teor de ar incorporado.
Em busca de uma formulação de argamassa que apresente menor sensibilidade ao processamento, teoricamente, a ‘identidade’ desejada deve ser a mais semelhante possível à obtida para a Arg.1. Apesar da técnica de reometria de mistura ser uma ferramenta muito útil no desenvolvimento de formulações de argamassas, os efeitos durante a aplicação nas obras podem ser diferente do previsto, já que a forma de processamento varia bastante. Por isso é de extrema importância usar outros tipos de avaliações tanto no estado fresco quanto endurecido. 3.1.1. Ar incorporado Conforme apresentado na Figura 5 a variação no tempo de mistura e no tipo de equipamento geraram sensíveis alterações nas quantidades de ar incorporado. Em (a) são apresentados os resultados para as argamassas misturadas no equipamento de eixo horizontal (EH) e em (b) na Betoneira (B). O que deve ser salientado é que os teores de ar quantificados no reômetro foram distintos dos teores de ar incorporado nos dois equipamentos de mistura, devido às diferentes energias e condições de cisalhamento impostas nos três equipamentos. A alteração do teor de ar foi proporcional a variação do tempo de mistura, independente do tipo de equipamento. No caso da Arg.1 observou-se menor variação do volume de ar incorporado quando foi processada no equipamento EH, com um aumento de somente 1,4% em função do tempo de processamento. No entanto, quando foi misturada no equipamento B apresentou um aumento absoluto no volume de ar de 8%. A Arg.2, por outro lado, apresentou aumento volumétrico no teor de ar de 10% e 4,1% após mistura nos equipamentos EH e B, respectivamente, apesar de incorporar maior quantidade de ar que as demais argamassas.
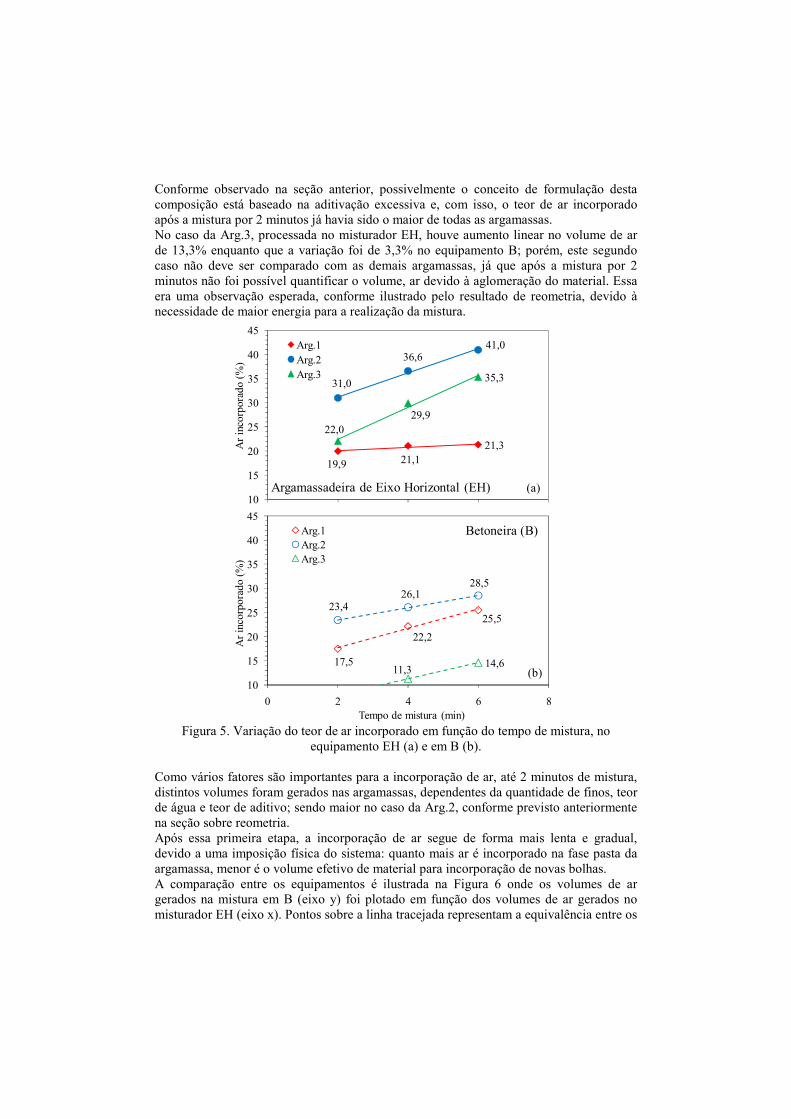
Conforme observado na seção anterior, possivelmente o conceito de formulação desta composição está baseado na aditivação excessiva e, com isso, o teor de ar incorporado após a mistura por 2 minutos já havia sido o maior de todas as argamassas. No caso da Arg.3, processada no misturador EH, houve aumento linear no volume de ar de 13,3% enquanto que a variação foi de 3,3% no equipamento B; porém, este segundo caso não deve ser comparado com as demais argamassas, já que após a mistura por 2 minutos não foi possível quantificar o volume, ar devido à aglomeração do material. Essa era uma observação esperada, conforme ilustrado pelo resultado de reometria, devido à necessidade de maior energia para a realização da mistura.
Figura 5. Variação do teor de ar incorporado em função do tempo de mistura, no
equipamento EH (a) e em B (b). Como vários fatores são importantes para a incorporação de ar, até 2 minutos de mistura, distintos volumes foram gerados nas argamassas, dependentes da quantidade de finos, teor de água e teor de aditivo; sendo maior no caso da Arg.2, conforme previsto anteriormente na seção sobre reometria. Após essa primeira etapa, a incorporação de ar segue de forma mais lenta e gradual, devido a uma imposição física do sistema: quanto mais ar é incorporado na fase pasta da argamassa, menor é o volume efetivo de material para incorporação de novas bolhas. A comparação entre os equipamentos é ilustrada na Figura 6 onde os volumes de ar gerados na mistura em B (eixo y) foi plotado em função dos volumes de ar gerados no misturador EH (eixo x). Pontos sobre a linha tracejada representam a equivalência entre os
19,9 21,121,3
31,0
36,641,0
22,029,9
35,3
10
15
20
25
30
35
40
45
0 2 4 6 8
Ar
inco
rpor
ado
(%)
Tempo de mistura (min)
Argamassadeira de Eixo Horizontal (EH)
Arg.1Arg.2Arg.3
(a)
17,5
22,2
25,523,4
26,128,5
11,314,6
10
15
20
25
30
35
40
45
0 2 4 6 8
Ar
inco
rpor
ado
(%)
Tempo de mistura (min)
Betoneira (B)Arg.1Arg.2Arg.3
(b)
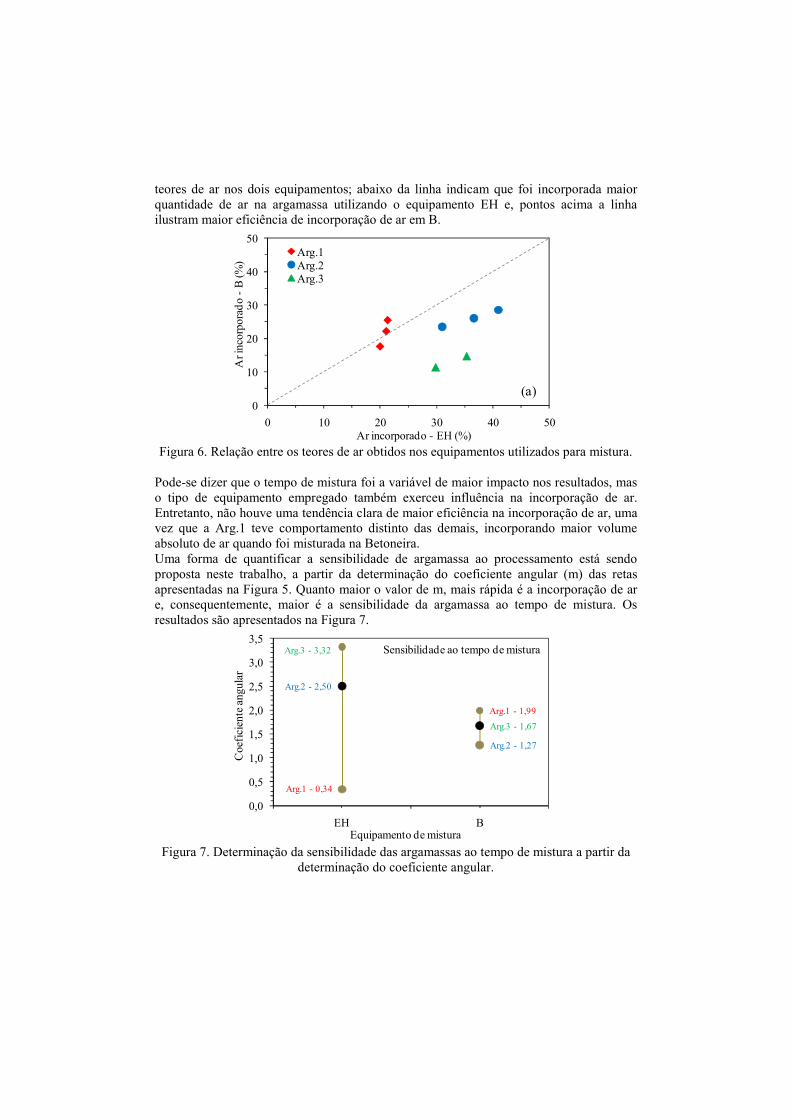
teores de ar nos dois equipamentos; abaixo da linha indicam que foi incorporada maior quantidade de ar na argamassa utilizando o equipamento EH e, pontos acima a linha ilustram maior eficiência de incorporação de ar em B.
Figura 6. Relação entre os teores de ar obtidos nos equipamentos utilizados para mistura.
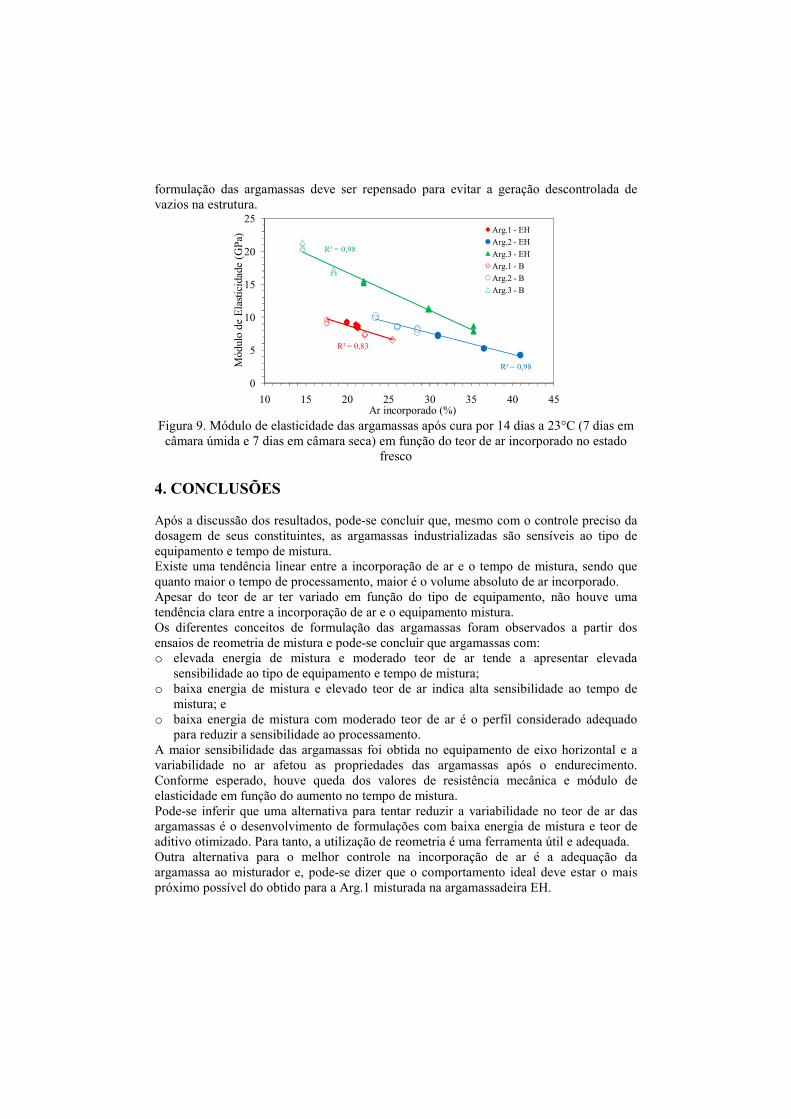
Pode-se dizer que o tempo de mistura foi a variável de maior impacto nos resultados, mas o tipo de equipamento empregado também exerceu influência na incorporação de ar. Entretanto, não houve uma tendência clara de maior eficiência na incorporação de ar, uma vez que a Arg.1 teve comportamento distinto das demais, incorporando maior volume absoluto de ar quando foi misturada na Betoneira. Uma forma de quantificar a sensibilidade de argamassa ao processamento está sendo proposta neste trabalho, a partir da determinação do coeficiente angular (m) das retas apresentadas na Figura 5. Quanto maior o valor de m, mais rápida é a incorporação de ar e, consequentemente, maior é a sensibilidade da argamassa ao tempo de mistura. Os resultados são apresentados na Figura 7.
Figura 7. Determinação da sensibilidade das argamassas ao tempo de mistura a partir da
determinação do coeficiente angular.
0
10
20
30
40
50
0 10 20 30 40 50
Ar i
ncor
pora
do
-B
(%)
Ar incorporado - EH (%)
(a)
Arg.1Arg.2Arg.3
Arg.2 - 2,50
Arg.3 - 1,67
Arg.1 - 0,34
Arg.2 - 1,27
Arg.3 - 3,32
Arg.1 - 1,99
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
EH B
Coe
fici
ente
ang
ular
Equipamento de mistura
Sensibilidade ao tempo de mistura

Devido ao tipo de solicitação imposta pelo misturador EH, a variação do coeficiente angular foi maior que no equipamento B, onde a sensibilidade ao processamento foi menor, independente do teor inicial de ar atingido na primeira etapa da mistura. Correlacionando os resultados das Figura 5 e 7, com as curvas de mistura apresentadas na Figura 4, pode-se inferir que:
• Argamassas com elevada energia de mistura e moderado teor de ar são sensíveis ao tipo de equipamento e tempo de mistura;
• Argamassas com baixa energia de mistura e elevado teor de ar são sensíveis ao tempo de mistura; e
• Argamassas com baixa energia de mistura e moderado teor de ar sofrem menor influência do processamento.
Pode-se dizer que o controle na incorporação de ar depende da adequação da argamassa ao misturador, sendo que o comportamento ideal deve ser o mais próximo possível do obtido para a Arg.1 misturada na argamassadeira EH. 3.2. Estado endurecido Como visto na caracterização no estado fresco, a variação no tempo de mistura influenciou diretamente no teor de ar incorporado nas argamassas e isso pode afetar o desempenho dos revestimentos em uso. No entanto, dependendo da estabilidade do ar durante a moldagem, nem todo ar incorporado gera porosidade no corpo-de-prova após o endurecimento, devido a coalescência das bolhas. Assim, antes de se avaliar as propriedades das argamassas após o endurecimento, foi avaliada a estabilidade do ar durante a moldagem. Para isso, utilizou-se o procedimento descrito a seguir: • Após a completa secagem, os corpos-de-prova (CP) foram medidos e pesados. • A partir do cálculo do volume e da massa, determinou-se a densidade volumétrica de
cada CP (ρvol); • Os CPs foram moídos e tiveram as densidades reais determinadas a partir de
picnometria de gás He (ρreal); e • A partir da equação 1, estimou-se a porosidade de cada CP (PCP):
��� �%� = 1 − � �������
� � 100% (1)
A relação entre a porosidade do CP e o teor de ar incorporado + o volume de água utilizado na mistura foi linear e diretamente proporcional, com coeficiente angular 0,99. Assim, pode-se inferir que todo ar incorporado no material no estado fresco foi responsável pela alteração na resistência mecânica e no módulo de elasticidade dos materiais após o endurecimento.
3.2.1. Resistência Mecânica A resistência mecânica está relacionada com a capacidade das argamassas resistirem a uma força aplicada podendo fornecer informações a respeito da rigidez do revestimento. O tipo de material utilizado na composição, teor de ar incorporado, o teor de cimento, a relação água/cimento, a porosidade, são variáveis que influenciam diretamente no valor desta propriedade mecânica. A Figura 8, ilustra a variação da resistência a tração na flexão em três pontos para as três argamassas estudadas, em função do teor de ar incorporado no estado fresco. Adicionalmente, são ilustradas as tendências observadas em cada argamassa.

Conforme esperado, a resistência mecânica está diretamente relacionada com a variação do teor de ar incorporado no estado fresco. No entanto, para semelhantes teores de ar notou-se que o que comandou a resistência mecânica foi a quantidade de finos na composição, sendo observado maiores valores para a Arg.3, seguido pela Arg,2 e por último Arg.1. Provavelmente, a riqueza de finos representou maior quantidade de material aglomerante, responsável pelo desenvolvimento da rigidez do material.
Figura 8. Resistência mecânica das argamassas após cura por 14 dias a 23°C (7 dias em câmara úmida e 7 dias em câmara seca) em função do teor de ar incorporado no estado
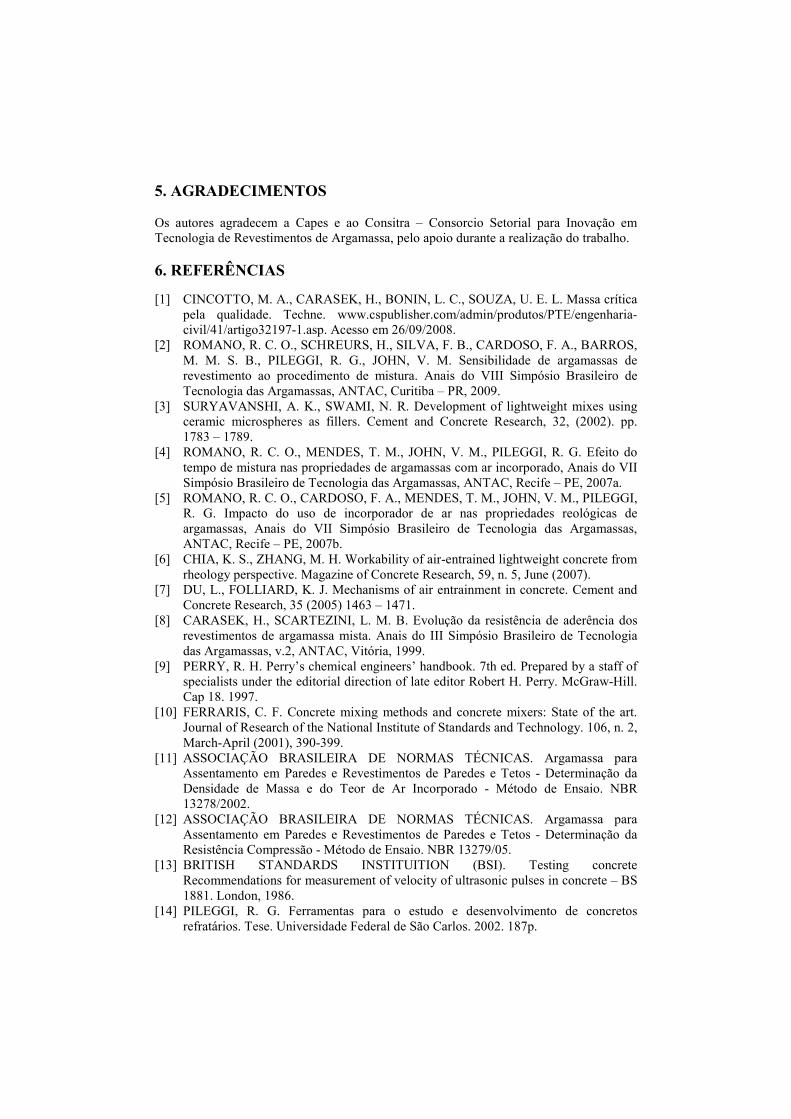
fresco. Mesmo com composições diferentes, a resistência mecânica das argamassas tende para semelhantes valores, ilustrando que o aumento de defeitos críticos está sendo determinante na redução da rigidez do material. A variação na resistência a tração, provocada pela alteração no tipo de misturador e tempo de mistura, ilustra o grande problema enfrentado nas obras, pois o material aplicado apresenta diferentes propriedades no estado endurecido e conseqüentemente, diferente desempenho dos revestimentos. 3.2.2. Módulo de elasticidade O módulo de elasticidade está relacionado com o comportamento elástico do revestimento, podendo fornecer informações a respeito da deformabilidade do material. Assim como no caso da resistência a tração, o módulo também foi inversamente proporcional ao teor de ar no estado fresco. Como o ar incorporado durante o estado fresco se manteve no corpo-de-prova após a moldagem, as alterações geradas pela variação no tempo de mistura e pelo tipo de equipamento se refletiram no módulo de elasticidade, conforme ilustrado na Figura 9. Para semelhantes teores de ar, a Arg.3 apresentou maiores valores de E, devido à maior quantidade de finos. Essa tendência ilustra que para tentar melhorar as propriedades mecânicas e elásticas das argamassas os produtores têm formulado os seus materiais aumentando a quantidade de finos na composição já que a sensibilidade ao processamento tem sido uma variável de difícil controle em obra. Entretanto, independente da composição do material, o excessivo aumento no teor de ar reduz o módulo de elasticidade para um ponto comum, salientando que o conceito de
R² = 0,39R² = 0,90
R² = 0,95
0
1
2
3
4
5
6
10 15 20 25 30 35 40 45
Tra
ção
na f
lexã
o em
3 p
ts (
MP
a)
Ar incorporado (%)
Arg.1 - EH
Arg.2 - EH
Arg.3 - EH
Arg.1 - B
Arg.2 - B
Arg.3 - B
formulação das argamassas deve ser repensado para evitar a geração descontrolada de vazios na estrutura.
Figura 9. Módulo de elasticidade das argamassas após cura por 14 dias a 23°C (7 dias em
câmara úmida e 7 dias em câmara seca) em função do teor de ar incorporado no estado fresco
4. CONCLUSÕES Após a discussão dos resultados, pode-se concluir que, mesmo com o controle preciso da dosagem de seus constituintes, as argamassas industrializadas são sensíveis ao tipo de equipamento e tempo de mistura. Existe uma tendência linear entre a incorporação de ar e o tempo de mistura, sendo que quanto maior o tempo de processamento, maior é o volume absoluto de ar incorporado. Apesar do teor de ar ter variado em função do tipo de equipamento, não houve uma tendência clara entre a incorporação de ar e o equipamento mistura. Os diferentes conceitos de formulação das argamassas foram observados a partir dos ensaios de reometria de mistura e pode-se concluir que argamassas com: o elevada energia de mistura e moderado teor de ar tende a apresentar elevada
sensibilidade ao tipo de equipamento e tempo de mistura; o baixa energia de mistura e elevado teor de ar indica alta sensibilidade ao tempo de
mistura; e o baixa energia de mistura com moderado teor de ar é o perfil considerado adequado
para reduzir a sensibilidade ao processamento. A maior sensibilidade das argamassas foi obtida no equipamento de eixo horizontal e a variabilidade no ar afetou as propriedades das argamassas após o endurecimento. Conforme esperado, houve queda dos valores de resistência mecânica e módulo de elasticidade em função do aumento no tempo de mistura. Pode-se inferir que uma alternativa para tentar reduzir a variabilidade no teor de ar das argamassas é o desenvolvimento de formulações com baixa energia de mistura e teor de aditivo otimizado. Para tanto, a utilização de reometria é uma ferramenta útil e adequada. Outra alternativa para o melhor controle na incorporação de ar é a adequação da argamassa ao misturador e, pode-se dizer que o comportamento ideal deve estar o mais próximo possível do obtido para a Arg.1 misturada na argamassadeira EH.
R² = 0,83
R² = 0,98
R² = 0,98
0
5
10
15
20
25
10 15 20 25 30 35 40 45
Mód
ulo
de E
last
icid
ade
(GP
a)
Ar incorporado (%)
Arg.1 - EH
Arg.2 - EH
Arg.3 - EH
Arg.1 - B
Arg.2 - B
Arg.3 - B
5. AGRADECIMENTOS Os autores agradecem a Capes e ao Consitra – Consorcio Setorial para Inovação em Tecnologia de Revestimentos de Argamassa, pelo apoio durante a realização do trabalho. 6. REFERÊNCIAS
[1] CINCOTTO, M. A., CARASEK, H., BONIN, L. C., SOUZA, U. E. L. Massa crítica pela qualidade. Techne. www.cspublisher.com/admin/produtos/PTE/engenharia-civil/41/artigo32197-1.asp. Acesso em 26/09/2008.
[2] ROMANO, R. C. O., SCHREURS, H., SILVA, F. B., CARDOSO, F. A., BARROS, M. M. S. B., PILEGGI, R. G., JOHN, V. M. Sensibilidade de argamassas de revestimento ao procedimento de mistura. Anais do VIII Simpósio Brasileiro de Tecnologia das Argamassas, ANTAC, Curitiba – PR, 2009.
[3] SURYAVANSHI, A. K., SWAMI, N. R. Development of lightweight mixes using ceramic microspheres as fillers. Cement and Concrete Research, 32, (2002). pp. 1783 – 1789.
[4] ROMANO, R. C. O., MENDES, T. M., JOHN, V. M., PILEGGI, R. G. Efeito do tempo de mistura nas propriedades de argamassas com ar incorporado, Anais do VII Simpósio Brasileiro de Tecnologia das Argamassas, ANTAC, Recife – PE, 2007a.
[5] ROMANO, R. C. O., CARDOSO, F. A., MENDES, T. M., JOHN, V. M., PILEGGI, R. G. Impacto do uso de incorporador de ar nas propriedades reológicas de argamassas, Anais do VII Simpósio Brasileiro de Tecnologia das Argamassas, ANTAC, Recife – PE, 2007b.
[6] CHIA, K. S., ZHANG, M. H. Workability of air-entrained lightweight concrete from rheology perspective. Magazine of Concrete Research, 59, n. 5, June (2007).
[7] DU, L., FOLLIARD, K. J. Mechanisms of air entrainment in concrete. Cement and Concrete Research, 35 (2005) 1463 – 1471.
[8] CARASEK, H., SCARTEZINI, L. M. B. Evolução da resistência de aderência dos revestimentos de argamassa mista. Anais do III Simpósio Brasileiro de Tecnologia das Argamassas, v.2, ANTAC, Vitória, 1999.
[9] PERRY, R. H. Perry’s chemical engineers’ handbook. 7th ed. Prepared by a staff of specialists under the editorial direction of late editor Robert H. Perry. McGraw-Hill. Cap 18. 1997.
[10] FERRARIS, C. F. Concrete mixing methods and concrete mixers: State of the art. Journal of Research of the National Institute of Standards and Technology. 106, n. 2, March-April (2001), 390-399.
[11] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Argamassa para Assentamento em Paredes e Revestimentos de Paredes e Tetos - Determinação da Densidade de Massa e do Teor de Ar Incorporado - Método de Ensaio. NBR 13278/2002.
[12] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Argamassa para Assentamento em Paredes e Revestimentos de Paredes e Tetos - Determinação da Resistência Compressão - Método de Ensaio. NBR 13279/05.
[13] BRITISH STANDARDS INSTITUITION (BSI). Testing concrete Recommendations for measurement of velocity of ultrasonic pulses in concrete – BS 1881. London, 1986.
[14] PILEGGI, R. G. Ferramentas para o estudo e desenvolvimento de concretos refratários. Tese. Universidade Federal de São Carlos. 2002. 187p.
Related Documents











