EFECTO DEL PROCESO DE SOLDADURA SOBRE LAS CARACTERÍSTICAS MICROESTRUCTURALES DE UNIONES SOLDADAS DE LOS ACEROS A106 Gr. B, A516 Gr. 70, A283 Gr. C Y DISEÑO PARA IMPLEMENTAR LA PRUEBA DE PROPAGACIÓN DE GRIETAS POR FATIGA EN LA ESCUELA DE INGENIERÍA MECÁNICA LUIS FELIPE GONZÁLEZ ESCOBAR ELVER JHOAN MELO PENAGOS UNIVERSIDAD DEL VALLE FACULTAD DE INGENIERÍA ESCUELA DE INGENIERÍA MECÁNICA SANTIAGO DE CALI 2014

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
EFECTO DEL PROCESO DE SOLDADURA SOBRE LAS CARACTERÍSTICAS MICROESTRUCTURALES DE UNIONES SOLDADAS DE LOS ACEROS A106 Gr. B, A516 Gr.
70, A283 Gr. C Y DISEÑO PARA IMPLEMENTAR LA PRUEBA DE PROPAGACIÓN DE GRIETAS POR FATIGA EN LA ESCUELA DE INGENIERÍA MECÁNICA
LUIS FELIPE GONZÁLEZ ESCOBAR
ELVER JHOAN MELO PENAGOS
UNIVERSIDAD DEL VALLE FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA MECÁNICA SANTIAGO DE CALI
2014
EFECTO DEL PROCESO DE SOLDADURA SOBRE LAS CARACTERÍSTICAS MICROESTRUCTURALES DE UNIONES SOLDADAS DE LOS ACEROS A106 Gr. B, A516 Gr.
70, A283 Gr. C Y DISEÑO PARA IMPLEMENTAR LA PRUEBA DE PROPAGACIÓN DE GRIETAS POR FATIGA EN LA ESCUELA DE INGENIERÍA MECÁNICA
LUIS FELIPE GONZÁLEZ ESCOBAR
ELVER JHOAN MELO PENAGOS
Trabajo de grado para optar al título de: Ingeniero Mecánico
Director: Ing. Yesid Aguilar Castro. PhD.
Codirector: Ing. Joao Luis Ealo Cuello. PhD.
Codirector: Ing. Daniel Fernando Atehortua.
UNIVERSIDAD DEL VALLE FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA MECÁNICA SANTIAGO DE CALI
2014
3
Nota de aceptación:
___________________________________
___________________________________
___________________________________
___________________________________
___________________________________
____________________________________
Firma del presidente de aprobadores
____________________________________
Firma del aprobador
____________________________________
Firma del aprobador
Santiago de Cali (17, 02, 2014)

4
5
DEDICATORIA
A Dios.
A nuestras familias
A todas las personas que siempre nos
apoyaron y alentaron en la consecución de este logro.

6
7
AGRADECIMIENTOS
Agradecemos a la Universidad del Valle y a la empresa Controltec LTDA, porque sin ellos hubiese
sido imposible la realización de este proyecto. Asimismo al instituto de Instituto Madrileño de
Estudios Avanzados (IMDEA-Materiales), por la colaboración prestada con los equipos y personal
para realizar las pruebas de simulación de soldadura en la maquina GLEEB 3800.

8
9
CONTENIDO
DEDICATORIA ............................................................................................................................................................................ 5
AGRADECIMIENTOS ................................................................................................................................................................. 7
LISTA DE TABLAS .................................................................................................................................................................. 13
LISTA DE FIGURAS ................................................................................................................................................................. 15
RESUMEN .................................................................................................................................................................................. 19
1. INTRODUCCIÓN ............................................................................................................................................................ 21
2. OBJETIVOS ...................................................................................................................................................................... 25
2.1. OBJETIVO GENERAL ......................................................................................................................................... 25
2.2. OBJETIVOS ESPECÍFICOS ................................................................................................................................ 25
3. ESTADO DEL ARTE ...................................................................................................................................................... 27
3.1. MEDICIÓN DE GRIETAS POR FATIGA ......................................................................................................... 28
4. MARCO TEÓRICO ......................................................................................................................................................... 31
4.1. GENERALIDADES DEL PROCESO DE SOLDADURA GMAW. ................................................................ 31
4.1.1. Metal de aporte ......................................................................................................................................... 31
4.1.2. Gas de protección..................................................................................................................................... 31
4.1.3. Tipos de transporte ................................................................................................................................. 33
4.1.3.1. Transporte por pulverización ................................................................................................... 33
4.1.3.2. Transporte globular ...................................................................................................................... 34
4.1.3.3. Transporte por cortocircuito. .................................................................................................... 35
4.1.4. Defectos típicos en la soldadura por electrodo fundente. .......................................................... 36
4.1.4.1. Faltas de fusión............................................................................................................................... 36
4.1.4.2. Porosidad superficial.................................................................................................................... 36
4.2. GENERALIDADES DEL PROCESO DE SOLDADURA FCAW ................................................................... 36
4.3. LA ZONA TÉRMICAMENTE AFECTADA (ZTA) ......................................................................................... 38
4.4. EL CARBONO EQUIVALENTE. ........................................................................................................................ 42
4.5. WPS Y PQR ........................................................................................................................................................... 43
4.6. PROPAGACIÓN DE CRECIMIENTO DE GRIETAS POR FATIGA............................................................ 43
4.6.1. Análisis por esfuerzos nominales. ...................................................................................................... 44
4.6.2. Análisis por esfuerzos estructurales o hot-spot. ........................................................................... 44
4.6.3. Análisis por esfuerzos e intensidad de esfuerzos de muesca. .................................................. 44
4.6.4. Análisis por deformaciones. ................................................................................................................. 44
10
4.6.5. Análisis por propagación de grietas por fatiga. ............................................................................. 44
4.6.6. Sólidos con comportamiento elástico. .............................................................................................. 45
4.6.7. Factor de intensidad de esfuerzos en fatiga. .................................................................................. 46
4.6.8. Rapidez de crecimiento de grietas por fatiga. ................................................................................ 47
5. METODOLOGÍA ............................................................................................................................................................. 49
5.1. ANÁLISIS QUÍMICO DEL MATERIAL ........................................................................................................... 49
5.2. DISEÑO DE LOS WPS ........................................................................................................................................ 49
5.3. DETERMINACIÓN DEL CALOR APORTADO .............................................................................................. 50
5.4. PREALISTAMIENTO .......................................................................................................................................... 50
5.5. PROCESO DE SOLDADURA ............................................................................................................................. 50
5.6. CALIFICACIÓN DE SOLDADURAS ................................................................................................................. 50
5.6.1. Ensayos no destructivos. ....................................................................................................................... 50
5.6.2. Evaluación mecánica. ............................................................................................................................. 51
5.6.2.1. Maquinado de probetas. .............................................................................................................. 51
5.6.2.2. Tracción ............................................................................................................................................ 51
5.6.2.3. Doblez ................................................................................................................................................ 51
5.7. ANÁLISIS MACROSCÓPICO ............................................................................................................................. 51
5.7.1. Medición del tamaño de la zona térmicamente afectada ........................................................... 52
5.8. ANÁLISIS MICROSCÓPICO .............................................................................................................................. 52
5.8.1. Barrido de microdurezas ...................................................................................................................... 52
5.8.2. Metalografías ............................................................................................................................................. 52
5.8.3. Microscopia electrónica de barrido (MEB) ..................................................................................... 53
6. DATOS Y RESULTADOS .............................................................................................................................................. 55
6.1. PROCESO DE SOLDADURA ............................................................................................................................. 55
6.2. MACRO ATAQUE................................................................................................................................................. 66
6.3. APORTE DE CALOR ........................................................................................................................................... 67
6.3.1. Tamaño de la zona térmicamente afectada .................................................................................... 69
6.4. ANÁLISIS METALOGRÁFICO .......................................................................................................................... 69
6.4.1. Proceso de soldadura FCAW A106 (zona de un solo pase cordón 4)..................................... 70
6.4.1.1. Dureza. .............................................................................................................................................. 70
6.4.1.2. Metalografías................................................................................................................................... 70
6.4.2. Proceso de soldadura FCAW A106 (zona de multipase, cordón 3) ........................................ 72
6.4.2.1. Dureza. .............................................................................................................................................. 72
6.4.2.2. Metalografías .................................................................................................................................. 72
11
6.4.3. Proceso de soldadura GMAW A106 (zona de un solo pase, cordón 3) .................................. 72
6.4.3.1. Dureza. .............................................................................................................................................. 72
6.4.3.2. Metalografías................................................................................................................................... 73
6.4.4. Proceso de soldadura GMAW A106 (zona de multipase, cordón 2) ....................................... 74
6.4.4.1. Dureza. .............................................................................................................................................. 74
6.4.4.2. Metalografías................................................................................................................................... 74
6.4.5. Proceso de soldadura FCAW A283 (zona de un solo pase, cordón 6).................................... 75
6.4.5.1. Dureza ............................................................................................................................................... 75
6.4.5.2. Metalografías y MEB. .................................................................................................................... 75
6.4.6. Proceso de soldadura FCAW A283 ZI2 (Zona de multipase, cordón 2) ................................ 78
6.4.6.1. Dureza ............................................................................................................................................... 78
6.4.6.1. Metalografías y MEB. .................................................................................................................... 79
6.4.7. Proceso de soldadura GMAW A283 (zona de un solo pase, cordón 5) .................................. 79
6.4.7.1. DUREZA ............................................................................................................................................ 79
6.4.7.2. Metalografías y MEB. .................................................................................................................... 80
6.4.8. Proceso de soldadura GMAW A283 (zona de multipase, cordón 4) ....................................... 82
6.4.8.1. DUREZA ............................................................................................................................................ 82
6.4.8.2. Metalografías y MEB. .................................................................................................................... 83
6.4.9. Proceso de soldadura FCAW A516 (zona de un solo pase, cordón 2).................................... 83
6.4.9.1. Dureza. .............................................................................................................................................. 83
6.4.9.2. Metalografías y MEB. .................................................................................................................... 84
6.4.10. Proceso de soldadura FCAW A516 (zona de multipase, cordón 1) ........................................ 87
6.4.10.1. Dureza. .............................................................................................................................................. 87
6.4.10.2. Metalografía y MEB. ...................................................................................................................... 87
6.4.11. Proceso de soldadura GMAW A516 (zona de un solo pase, cordón 5) .................................. 88
6.4.11.1. Dureza. .............................................................................................................................................. 88
6.4.11.2. Metalografías y MEB ..................................................................................................................... 88
6.4.12. Proceso de soldadura GMAW A516 (zona de multipase, cordón 1) ....................................... 91
6.4.12.1. Dureza. .............................................................................................................................................. 91
6.4.12.2. Metalografías y MEB. .................................................................................................................... 92
7. DISCUSIÓN DE RESULTADOS................................................................................................................................... 93
7.1. ZONA SUBCRÍTICA............................................................................................................................................. 93
7.2. ZONA INTERCRÍTICA. ....................................................................................................................................... 94
7.3. ZONA DE GRANO FINO. .................................................................................................................................... 94
12
7.4. ZONA DE GRANO PARCIALMENTE RECRECIDO. .................................................................................... 94
7.5. ZONA DE GRANO GRUESO. ............................................................................................................................. 94
7.6. ZONA DE MULTIPASE. ...................................................................................................................................... 95
7.7. DUREZA. ................................................................................................................................................................ 97
7.8. TAMAÑO DE GRANO. ........................................................................................................................................ 98
7.9. PORCENTAJE DE FASE. .................................................................................................................................... 98
7.10. GMAW vs. FCAW ........................................................................................................................................... 99
7.11. COMPOSICIÓN QUÍMICA ............................................................................................................................ 99
7.11.1. Aceros con carbono equivalente bajo .............................................................................................100
7.12. VELOCIDAD DE ENFRIAMIENTO...........................................................................................................100
8. DISEÑO DE LA PRUEBA DE MEDICIÓN DE GRIETAS POR FATIGA ...........................................................103
8.1. TERMINOLOGÍA ...............................................................................................................................................103
8.2. PRE AGRIETAMIENTO ...................................................................................................................................103
8.3. PRECAUCIONES AL REALIZAR LA PRUEBA ............................................................................................104
8.4. EFECTOS QUE INFLUYEN EN EL CRECIMIENTO DE GRIETAS .........................................................105
8.4.1. Efectos del espesor. ...............................................................................................................................105
8.4.2. Efectos de los esfuerzos residuales. ................................................................................................105
8.5. DISEÑO DE LA PROBETA ..............................................................................................................................106
8.6. DETERMINACIÓN DEL TAMAÑO DE GRIETA ........................................................................................109
8.7. DETERMINACIÓN DE LA VELOCIDAD DEL CRECIMIENTO DE GRIETA POR FATIGA..............109
8.7.1. Método de la secante. ...........................................................................................................................109
8.7.2. Método del incremento polinomial. ................................................................................................110
8.8. DETERMINACIÓN DEL RANGO DEL FACTOR DE INTENSIDAD DE ESFUERZOS ΔK ................110
8.9. DISEÑO DE UTILLAJES ...................................................................................................................................111
9. CONCLUSIONES ..........................................................................................................................................................113
10. BIBLIOGRAFÍA .......................................................................................................................................................115
11. ANEXOS ....................................................................................................................................................................119

13
LISTA DE TABLAS
Tabla 1. Composición química de los aceros objeto de estudio. ................................................................... 55
Tabla 2. Aportes de calor en cada uno de los cordones de los diferentes aceros y procesos estudiados ......... 68
Tabla 3. Diferencia del aporte de calor entre los procesos de soldadura FCAW Y GMAW en cada acero en
las zonas de estudio. ................................................................................................................................... 69
Tabla 4. Ancho de la zona térmicamente afectada. ...................................................................................... 69
Tabla 5. Resumen de las durezas en el acero A106 ...................................................................................... 96
Tabla 6. Resumen de las durezas en el acero A283 ...................................................................................... 96
Tabla 7. Resumen durezas acero A516 ........................................................................................................ 96
Tabla 8. Resumen del tamaño de grano encontrado en las diferentes zonas de la ZTA de cada acero. .......... 97
Tabla 9. Porcentaje de fase encontrado en las diferentes zonas de la ZTA. .................................................. 97

14
15
LISTA DE FIGURAS
Figura 1. Características de las grietas por fatiga que aparecen en las configuraciones de las juntas más
usadas en la industria. Las flechas indican la dirección de la carga fluctuante aplicada [9]. En las figuras
superiores, la grieta se inicia en el pie de la soldadura, que es una región de alta concentración de esfuerzos,
y se propaga a través de la ZTA. En las figuras inferiores, la grieta se inicia en una discontinuidad ubicada
en la base del cordón, como por ejemplo una falta de penetración. En este caso la grieta se propaga luego a
través del metal fundido. ............................................................................................................................. 23
Figura 2. Transporte por pulverización o spray. [21] ................................................................................... 34
Figura 3. Transporte globular. .................................................................................................................... 34
Figura 4. Fases del transporte por cortocircuito. a) comienzo del ciclo de transporte. b) el hilo avanza por el
baño de fusión. c) el extremo del hilo entra en contacto con las piezas y se produce un cortocircuito. d) La
gota fundida en el extremo del hilo se desprende del mismo y se restablece el arco...................................... 35
Figura 5. Esquema del cordón de soldadura en el proceso de soldadura por arco con núcleo fundente
(FCAW) [2]. ............................................................................................................................................... 37
Figura 6. Representación del ciclo térmico al cual puede estar sometida una región de la junta, lo que genera
una ZTA característica en el material, de acuerdo con las características del proceso de soldadura, las
propiedades del material, la configuración de la junta y la distancia de la región con respecto a la fuente de
calor [10]. .................................................................................................................................................. 39
Figura 7. Representación esquemática de las diferentes zonas que se presentan en la unión soldada de un
acero AISI 1015 [10]. ................................................................................................................................. 41
Figura 8. a) Ejemplo de un diagrama CCT obtenido bajo condiciones típicas encontradas en un proceso de
soldadura (Tmax = 1.300 °C). b) Gráfico correspondiente a la variación de dureza en función del parámetro
de enfriamiento. Composición nominal del acero: 0,18% C; 1,40% Mn; 0,40% Si [5]. ................................ 42
Figura 9. Modos de apertura de grieta: a) modo I, b) modo II y c) modo III. ................................................ 45
Figura 10. Esfuerzos locales alrededor de la grieta. .................................................................................... 45
Figura 11. Crecimiento de la longitud de grieta frente al número de ciclos .................................................. 47
Figura 12. Tasa de crecimiento de grieta frente a ΔK. ................................................................................. 48
Figura 13. Esquema metodológico de la investigación. ................................................................................ 49
Figura 14. Ensayo no destructivo de tintas penetrantes. ............................................................................... 51
Figura 15. Macroataque, zona térmicamente afectada, acero A283 soldado por GMAW. ............................. 52
Figura 16. Probetas después de la prueba de tensión. .................................................................................. 55
Figura 17. Pruebas de doblez realizadas. .................................................................................................... 55
Figura 18. Anchos de las ZTA. A) A106 FCAW, B) A106 GMAW, C) A283 FCAW, D) A283 GMAW, E) A516
FCAW, F) A516 GMAW ............................................................................................................................. 66
Figura 19. Sitios de las zonas de estudio. A) acero A106 proceso FCAW, B) acero A106 proceso GMAW .... 67
Figura 20. Relación del barrido de dureza acero A106 soldado por FCAW en el cordón 4. .......................... 70
Figura 21. Zona de grano grueso, porcentaje de ferrita 48,8%, dureza HV 217.1, se observa que la ferrita
esta en proporciones mayores que la bainita. Se observa ferrita Widmanstatten, ferrita acicular y ferrita
proeutectoide. Este tipo de microestructuras son características de la zona de grano grueso, aunque se
pueden visualizar también en otras zonas, principalmente en la zona de grano parcialmente recrecido. ...... 70
Figura 22. Zona de grano parcialmente recrecido, porcentaje de ferrita 56,02%, dureza HV 202.2 ............. 71
Figura 23. a) Zona de grano fino. Tamaño de grano ASTM 9.9, porcentaje de ferrita 77.122%, dureza HV
197.8, b) Zona intercrítica. Tamaño de grano ASTM 9.8, porcentaje de ferrita 78.71%, perlita 21.29%,
dureza HV 197.8. ........................................................................................................................................ 71
16
Figura 24 . a) Metal base, Tamaño de grano ASTM 8.05, porcentaje de ferrita 81.37%, perlita 18.63%,
dureza HV185.8, b) Zona subcrítica tamaño de grano ASTM 8.2, porcentaje de ferrita 80.72%, perlita
19.28%, dureza HV 198.3. La perlita se observa globulizada. ..................................................................... 71
Figura 25. Relación del barrido de dureza acero A106 soldado por FCAW en la zona de multipase. ............ 72
Figura 26. Zona de multipase, Tamaño de grano ASTM 10.2, porcentaje de ferrita 77.23%, dureza HV 182.7.
.................................................................................................................................................................. 72
Figura 27. Relación del barrido de dureza acero A106 soldado por GMAW en la zona del cordón 3. .......... 72
Figura 28. Zona de grano grueso, porcentaje de ferrita 64.33%, dureza HV 210.1. Se observan ferritas
Widmanstatten, aciculares y proeutectoides. También bainita inferior. Observar que las agujas de ferrita
acicular son más largas y angostas, en comparación a las que se observan en el A106 soldado por FCAW. Se
observa también parte de la zona parcialmente fundida. ............................................................................. 73
Figura 29. a) Zona de grano parcialmente recrecido. Porcentaje de ferrita 54.48%, HV 202.7, b) Zona de
grano fino. Tamaño de grano ASTM 9.7, porcentaje de ferrita 73.01%, dureza HV 188.3 ............................ 73
Figura 30. a) Zona subcrítica. Tamaño de grano ASTM 8.4, porcentaje de ferrita 79.05%, perlita 20.95%, HV
209.5. La perlita se observa globulizada. b) Zona intercrítica Tamaño de grano ASTM 9.3, porcentaje de
fase, ferrita 79.84%, perlita 20. 16%, HV 199.8 ........................................................................................ 73
Figura 31. Metal base, Tamaño de grano ASTM 8.0, porcentaje de ferrita 83.26%, perlita 16.74%, dureza HV
187.1 .......................................................................................................................................................... 74
Figura 32. Relación del barrido de dureza acero A106 soldado por GMAW en la zona de multipase. ........... 74
Figura 33. Zona de multipase. Tamaño de grano ASTM 10.5, porcentaje de fase, ferrita 79.43%, dureza HV
179.0, el tamaño de grado ha sufrido un refinamiento mayor en comparación con la zona de grano fino. La
zona de multipase presenta el tamaño de grano más pequeño de todas las zonas de la ZTA. ........................ 74
Figura 34. Relación del barrido de dureza acero A283 soldado por FCAW en el último cordón. .................. 75
Figura 35. Metal base. Tamaño de grano ASTM 10.8, porcentaje de ferrita 79.80%, perlita 20.20%, HV
178.7. b) Zona subcrítica. Tamaño de grano ASTM 10.8, porcentaje de ferrita 76.42%, perlita 23.58% .HV
185.3. ......................................................................................................................................................... 75
Figura 36. Metal base. (MEB) Perlita en forma laminar y granos de ferrita, se observa la textura que tiene el
material debido al proceso de fabricación................................................................................................... 75
Figura 37. Zona subcrítica. Perlita globulizada. Sin embargo, la perlita no se globuliza totalmente. ............ 76
Figura 38. a) Zona intercrítica. Tamaño de grano ASTM 9.6, porcentaje de ferrita 71.76%, perlita 28.24%,
dureza HV 181.244 b) Zona grano fino. Tamaño de grano ASTM 9.2, porcentaje de ferrita 66.99%, perlita
33.01%, dureza HV 190.030 ....................................................................................................................... 76
Figura 39. Zona de grano fino. Se observa mayormente perlita fina dispersa en una matriz de granos de
ferrita fina y una pequeña proporción de bainita inferior. .......................................................................... 76
Figura 40. Zona de grano parcialmente recrecido, porcentaje de ferrita 52.03%, HV 205.089 ..................... 77
Figura 41. Zona de grano parcialmente recrecido. (MEB). Se observa la formación de granos irregulares, la
ferrita (fase oscura), empieza a disminuir en porcentaje y se observa bainita inferior en proporciones
mayores a la zona de grano fino. ................................................................................................................ 77
Figura 42. Zona de grano grueso, porcentaje de ferrita 38.58% dureza HV 217.142, b) zona de grano grueso
(MEB). El porcentaje de ferrita es muy bajo, se observa ferrita Widmanstatten y proeutectoide. La
microestructura se compone principalmente de bainita inferior. .................................................................. 77
Figura 43. Zona de grano grueso. (MEB). Dentro del grano se observa bainita inferior, en cantidades
superiores a cualquier otra zona de la ZTA. Se observa cementita libre en los bordes de grano y cementita
alargada precipitada dentro de los granos de ferrita. .................................................................................. 78
Figura 44. Zona de parcialmente fundida. (MEB). Se observa como los bordes de grano empiezan a fundirse.
Los precipitados dentro de la bainita inferior son mucho más finos. ............................................................ 78
17
Figura 45. Relación del barrido de dureza acero A106 soldado por GMAW en la zona de multipase. ZPF:
zona parcialmente fundida. ......................................................................................................................... 78
Figura 46. Zona de multipase. Tamaño de grano12.3, porcentaje de ferrita 66.07%, dureza HV180.3 .......... 79
Figura 47. Zona de multipase, se observa un refinamiento de perlita y en general un tamaño de grano muy
fino. Asimismo, el espaciamiento interlaminar dentro de la perlita es muy pequeño. .................................... 79
Figura 48. Relación del barrido de dureza acero A283 soldado por GMAW en la zona del último cordón. ... 79
Figura 49. a) Metal base, Tamaño de grano ASTM 9.9, porcentaje de ferrita 76.36%, perlita 23.67%, dureza
HV 152.9 b) Zona subcrítica tamaño de grano ASTM 10.5%, porcentaje de ferrita 72.88%, perlita 27.12%,
dureza HV 160.9......................................................................................................................................... 80
Figura 50. a) Metal base, b) zona subcrítica. (MEB), se observa la transformación de la perlita laminar en
perlita globular. ......................................................................................................................................... 80
Figura 51. a) Zona intercrítica Tamaño de grano ASTM 10.4, porcentaje de ferrita 71.48%, perlita28.52%,
dureza HV 164.159 b) Zona grano fino, tamaño de grano ASTM 11.4, porcentaje de ferrita 64.87%, perlita
35.13%, dureza HV 172.758 ....................................................................................................................... 80
Figura 52. Zona intercrítica. En esta zona se observa como la perlita se empieza a refinar. Adicionalmente se
observa que la textura producida por el proceso de manufactura de la placa no ha cambiado. .................... 81
Figura 53. Grano fino (MEB). Se observa la aparición de bainita inferior en pequeñas proporciones. ........ 81
Figura 54. a) Zona de grano parcialmente recrecido, porcentaje de ferrita 43.47 %, dureza HV 186.7, b) zona
de grano grueso porcentaje de ferrita 52.03%, dureza HV 190.230. Se observa ferrita acicular y ferrita
proeutectoide, además de bainita inferior. .................................................................................................. 81
Figura 55. Zona de grano parcialmente recrecido. (MEB). Se observa la aparicion de bainita, en
proporciones mayores a las de grano fino. .................................................................................................. 82
Figura 56. Zona de grano grueso (MEB). Se observa que la mayor parte de esta zona es bainita inferior,
adicionalmente se observa ferrita proeutectoide. Los precipitados dentro de la bainita son alargados. ........ 82
Figura 57. Relación del barrido de dureza acero A283 soldado por GMAW en la zona del último cordón. ... 82
Figura 58. Zona de multipase. Tamaño de grano ASTM 12.1, porcentaje de ferrita 68.32%, dureza HV 159.9
.................................................................................................................................................................. 83
Figura 59. Zona de multipase (MEB). Se observa un refinamiento de la perlita. En general hay un
refinamiento de grano mayor que en la zona de grano fino. ......................................................................... 83
Figura 60. Relación del barrido de dureza acero A516 soldado por FCAW en el último cordón ................... 83
Figura 61. Zona de grano grueso, porcentaje de ferrita 36.50%, dureza HV 205.0 .................................. 84
Figura 62. Zona de grano grueso. a) Se observa bainita inferior, cementita en bordes de grano, ferrita
acicular 1000X, b) 5000X. c) bainita superior, d) bainita y ferrita acicular. ................................................ 84
Figura 63. Zona de grano parcialmente recrecido. porcentaje de ferrita 58.82%, dureza HV 198.8 .............. 85
Figura 64. Zona de grano parcialmente recrecido. (MEB). Se observa una menor proporción de ferrita en
esta zona, con respecto a la misma zona de los aceros A106 y A283. Hay presencia de ferrita acicular y
proeutectoide. ............................................................................................................................................. 85
Figura 65. a) Zona de grano fino, porcentaje de ferrita 74.53%, tamaño de grano ASTM 12.7, dureza HV
197.5 b) Zona intercrítica. porcentaje de ferrita 68.51, tamaño de grano, ASTM 12.0, dureza HV 191.5 ...... 85
Figura 66. Zona de grano fino. (MEB), se observa la aparición de bainita inferior proporciones importantes y
un refinamiento de la perlita. ...................................................................................................................... 86
Figura 67. a) Zona de metal base, porcentaje de ferrita 69.50%, tamaño de grano ASTM 11.1, dureza HV
183.2 b) Zona subcrítica. porcentaje de ferrita 66.35, tamaño de grano ASTM 11.7, dureza HV 193.5 ......... 86
Figura 68. a) Zona de metal base, b) zona subcrititca (MEB), se observa como la perlita empieza a
globulizarse. ............................................................................................................................................... 86
Figura 69. Relación del barrido de dureza acero A516 soldado por FCAW en la zona de multipase ............. 87
18
Figura 70. Zona de multipase. Tamaño de grano ASTM 13.0, porcentaje de ferrita 54,73 %, dureza HV 223.1
.................................................................................................................................................................. 87
Figura 71. Zona de multipase. La perlita ha sufrido un refinamiento al igual que el tamaño de grano. ......... 87
Figura 72. Relación del barrido de dureza acero A516 soldado por GMAW en la zona del último cordón. ... 88
Figura 73. Zona de grano grueso, porcentaje de ferrita 39.15, dureza HV 245.9. Las estructuras angulares
muestran una relación de aspecto más grande, en comparación al proceso FCAW. ..................................... 88
Figura 74. Zona de grano grueso. (MEB), Se observa, ferrita acicular, widmasttäten, bainita superior y
bainita inferior. .......................................................................................................................................... 88
Figura 75. Zona de grano parcialmente recrecido. porcentaje de ferrita 58.60%, dureza HV 233.8 ............. 89
Figura 76. Zona de grano parcialmente recrecido.Se observa la aparicion de bainita superior y aparición de
ferrita acicular y proeutectoide. .................................................................................................................. 89
Figura 77. Zona de grano fino. porcentaje de ferrita 67.14%, tamaño de grano ASTM 12.5, dureza HV 233.0,
b) Zona intercrítica. porcentaje de ferrita 65.34%, perlita 36.66%, tamaño de grano ASTM 12.3, dureza HV
251.4 .......................................................................................................................................................... 89
Figura 78. Zona de grano fino (MEB). Se observa una disminucion en el porcentaje de ferrita, aparcion de
bainita en bajas proporciones y perlita muy refinada. ................................................................................. 90
Figura 79. Zona intercrítica (MEB), se observa que la perlita se empieza a refinar. ..................................... 90
Figura 80. a) Metal base, porcentaje de ferrita 71.93, perlita 28.07%, tamaño de grano ASTM 11.3, dureza
HV 196.2 b) Zona subcrítica. porcentaje de ferrita 67.38%, perlita 32.62%, tamaño de grano ASTM 12.0,
dureza HV 248.1......................................................................................................................................... 90
Figura 81. Zona de metal base. (MEB), Se observa como la perlita es totalmente laminar. En los borde de
grano se observa camentita libre. ............................................................................................................... 91
Figura 82. Zona subcrítica (MEB), se observa un cambio en la perlita, en esta zona se encuentra de forma
globular. .................................................................................................................................................... 91
Figura 83. Relación del barrido de dureza acero A516 soldado por GMAW en la zona de multipase. ZPF:
zona parcialmente fundida. ......................................................................................................................... 91
Figura 84. Zona de multipase, porcentaje de ferrita 56.51%, tamaño de grano ASTM 13.3, dureza HV 224.9
.................................................................................................................................................................. 92
Figura 85. Zona de multipase. (MEB). Se observa un refinamiento de gramo, bainita inferior en bajas
proporciones y perlita muy refinada............................................................................................................ 92
Figura 86. Velocidades de enfriamiento simuladas con el método F(s,d). ................................................... 101
Figura 87. Curva I – T, velocidad de enfriamiento proceso GMAW, tamaño de grano 8 - 9 ........................ 101
Figura 88. Curva I – T, velocidad de enfriamiento proceso FCAW, tamaño de grano 8 - 9 ......................... 102
Figura 89. Tamaño de la pre grieta. [29] ................................................................................................... 104
Figura 90. Relaciones geométricas establecidas para el diseño de la probeta C(T). [29] ............................ 106
Figura 91. Relaciones geométricas establecidas para el diseño de la probeta C(T) [29] ............................. 107
Figura 92. Integral Knife design [29] ........................................................................................................ 107
Figura 93. Límites de la desviación del perfil de la grieta. [29] .................................................................. 108
Figura 94. Muesca para la iniciación de grietas y configuraciones de grieta. [29] ..................................... 108
Figura 95. Esquema de la configuración de la ranura lateral [29] ............................................................. 109
Figura 96. Estado de carga ....................................................................................................................... 111
Figura 97. Medidas utilizadas en el diseño de la geometría. ...................................................................... 111
19
RESUMEN
Las estructuras metálicas construidas por soldadura, predominantemente con aceros de bajo y
medio contenido de carbono, fallan por fatiga por lo general en las uniones soldadas de manera
súbita. En la construcción de estos elementos se pueden utilizar diferentes procedimientos de soldadura, de acuerdo a las recomendaciones del código de construcción aplicable. Siendo la etapa
de propagación de la grieta a lo largo de la zona térmicamente afectada de la junta (ZTA) la que
gobierna la evolución del fenómeno de fatiga en este tipo de elementos, es importante determinar qué tipo de microestructuras proveen una mayor resistencia a la propagación de la grieta y bajo qué
condiciones del proceso de soldadura se pueden producir tales microestructuras. Este último punto
se abordó con la consecución del trabajo que se presenta a continuación, en el cual se realizó la
caracterización mecánica y microestructural de la ZTA de uniones soldadas de aceros estructurales por diferentes procedimientos de soldadura y se correlacionaron los resultados con las
características del procedimiento utilizado, en términos del aporte de calor.
Para ello, se diseñaron dos procedimientos de soldadura diferentes para los aceros A106 grado B
(utilizado en la fabricación de tuberías de transporte de hidrocarburos), A516 grado 70 (utilizado en
la fabricación de tanques y recipientes a presión) y A283 grado C (utilizado en estructuras en general), tomando como base los lineamientos de los códigos de construcción por soldadura de la
ASME (Código de Calderas y Recipientes a Presión) y de la AWS (Código Estructural). Los
procedimientos, uno por el proceso GMAW y el otro por el proceso FCAW, fueron calificados de
acuerdo a los lineamientos de los mismos códigos. La diferencia principal entre dichos procedimientos fue el aporte de calor, que en el caso del proceso GMAW (modo corto circuito) fue
más bajo que en el proceso FCAW (con protección gaseosa externa). Las uniones soldadas fueron
caracterizadas en su sección transversal mediante pruebas de Microscopia Óptica, SEM – EDS, Micro dureza y Espectrometría de Masas. Para los aceros estudiados, se encontró que el desarrollo
de las microestructuras en la ZTA de la unión está ligeramente condicionado por la composición
química del material y por el aporte de calor del proceso de soldadura. A pesar que se identificaron 6 zonas térmicamente afectadas diferentes en cada uno de los procedimientos de soldadura, solo se
observaron diferencias microestructurales y en las propiedades de la ZTA atribuibles al aporte de
calor cuando el carbono equivalente (CE) de la aleación es relativamente alto, al comparar los dos
procesos de soldadura utilizados para un mismo acero. En este sentido, resultó ser mucho más influyente la homogeneidad del metal base en la variación de las propiedades de la ZTA.
Adicionalmente, las zonas de multipase en cada unión presentan las mejores características
microestructurales en comparación con las otras zonas.
Para los dos procesos utilizados se encontró que el proceso GMAW produjo una ZTA más angosta,
a pesar que la eficiencia haya sido menor que la del FCAW, debido al aporte de calor tan alto que
generó el proceso FCAW, en algunos casos mayor al 60%.
En este trabajo también se realizó un diseño para implementar la prueba de propagación de grietas
por fatiga utilizando el método compliance, de acuerdo a la norma ASTM E647, en la máquina de ensayos dinámicos de la Escuela de Ingeniería Mecánica de la Universidad del Valle. Se incluyen
memorias de cálculo, planos y las ecuaciones propuestas por las normas correspondientes para la
medición de la velocidad del crecimiento de grietas por fatiga.

20
21
1. INTRODUCCIÓN
El mantenimiento mecánico industrial ha evolucionado paralelamente con los programas de
mejoramiento continuo implementados en la industria. El mantenimiento correctivo fue la primera expresión de mantenimiento, el cual se limita simplemente a actuar sobre los hechos o fallas
manifiestas, sacrificando valiosos tiempos y compromisos de producción. A fin de mitigar el fuerte
impacto que ocasiona, este mantenimiento, aún vigente, evolucionó hasta su forma preventiva que, como su nombre lo indica, se fundamenta en prevenir las fallas que recurrentemente fueron objeto
de tratamiento por parte del mantenimiento correctivo. Con este tipo de mantenimiento, a través de
estimativos estadísticos o por recomendación de los fabricantes, se han cambiado componentes que
en muchas ocasiones tienen vidas remanentes extendidas con las consecuencias que esto supone, quizá no tan desastrosas como las experimentadas con el mantenimiento correctivo. Sin embargo, ni
el uno ni el otro han logrado mitigar el profundo vacío de control que resulta a la postre en
incalculables pérdidas económicas con las cuales se aprendió a convivir en el mundo entero, pero que no han permitido en el inmediato pasado, ni permitirán en el inmediato futuro, el sobrevivir
económico de las empresas que no evolucionen hasta la nueva y más avanzada forma de
mantenimiento, el mantenimiento predictivo, contenido programáticamente en el mantenimiento productivo total.
El mantenimiento productivo total, que tiene como herramienta de sustento al mantenimiento
predictivo, apunta a la aplicación del bien llamado Justo a Tiempo, entre muchos otros aspectos claves. El mantenimiento predictivo ha venido trabajando en una modalidad que conjura las fuertes
deficiencias de sus predecesores preventivo y correctivo. Para ello, se basa en programas de control
asistidos por ensayos no destructivos (END), en permanente evolución tecnológica, buscando predecir las condiciones bajo las cuales se pueden presentar fallas durante los procesos de
producción y transformación de los materiales o durante los procesos de construcción de
componentes y posterior uso de los mismos. De esta manera se logran evitar las condiciones que pueden llegar a nuclear un defecto y cuando esta intensión no puede cumplirse, por lo menos se
puede controlar la evolución de la falla y predecir, con una exactitud adecuada, el tiempo de vida
remanente del componente.
La soldadura como ciencia y tecnología ha evolucionado a través del tiempo, y está comprometida
en los proyectos de construcción y desarrollo tecnológico del más alto nivel que se pueda concebir,
como son los proyectos de viajes interespaciales, los proyectos aeronáuticos, los proyectos navales, los proyectos de generación de energía, muy en particular la del orden nuclear, así como en los
proyectos corrientes de construcción industrial entre los que se encuentran generadores, digestores,
autoclaves, tuberías, edificios y puentes metálicos. Los códigos de construcción soldada y los
similares de control ‐ END, evolucionan permanentemente con el desarrollo de los campos industriales mencionados. De la soldadura y sus transformaciones alotrópicas asociadas y
especialmente las de la zona térmicamente afectada (ZTA) se conoce hondamente por
experimentación directa e indirecta, a tal punto que la soldadura aunque sea profundamente necesaria y por demás inevitable para muchos propósitos industriales es paradójicamente
“indeseable”. Conjugar tal nivel de contradicción solo ha sido posible a través del más alto y
desarrollado nivel científico y tecnológico, lo cual explica el porqué de la gran inversión en ciencia y tecnología para la soldadura que se ha hecho en el mundo hasta ahora. Sin embargo, a pesar de
todo el esfuerzo realizado la vulnerabilidad de la unión soldada sigue siendo grande, en especial
cuando las mismas son convocadas a solicitudes de cargas vivas y alternantes, condición mejor
conocida como fatiga, en cuyo caso su tendencia a fallar se da muy por debajo de la resistencia del
22
material base. Además, debido al carácter súbito de este tipo de fallas, actualmente resulta difícil
poder predecir con exactitud adecuada, a través de la utilización de modelos o métodos de análisis,
el comportamiento de una unión soldada sometida a fatiga. En otras palabras, la aplicabilidad del mantenimiento predictivo es muy limitada en el caso mencionado.
Como prueba de lo anterior se pueden citar muchos casos documentados en la literatura sobre fallas
de componentes y estructuras por fatiga de uniones soldadas de aceros. De hecho, se afirma [1] que las fallas por fatiga que se presentan en las estructuras soldadas, como puentes, barcos, plataformas
marítimas, recipientes a presión y edificios, ocurren predominantemente en las uniones soldadas,
con algunas excepciones, a pesar que dichas estructuras hayan sido diseñadas, construidas e inspeccionadas de acuerdo a los códigos correspondientes. En este sentido se debe mencionar que el
propósito de los códigos es el de realizar diferentes recomendaciones orientadas a evitar la aparición
de fallas catastróficas en componentes y estructuras por fatiga de las soldaduras de acero durante su
vida útil, de acuerdo a las características particulares de la aplicación. Adicionalmente, los códigos proveen diferentes métodos de análisis para el diseño de uniones soldadas de aceros sometidas a
estas condiciones de servicio. Entre estos códigos se encuentran los de Construcción de Calderas y
Recipientes a Presión (BPVC por sus siglas en inglés) de la American Society of Mechanical Engineers (ASME), los códigos de la American Welding Society (AWS), los códigos del American
Petroleum Institute (API), los códigos del British Standards Institution (BSI), y los códigos del
International Institute of Welding (IIW).
Casos como el de los problemas que se han presentado en algunos viaductos en Japón como
consecuencia de las grietas originadas y propagadas en las soldaduras de las uniones pilar-columna
[2], los derrumbes de edificios por terremotos debido a fracturas frágiles en las soldaduras de las uniones viga-columna [3], las fallas de algunos componentes aeronáuticos soldados [4], las roturas
de eslabones de cadenas utilizadas para remolcar vehículos militares pesados [5], la mayoría de los
problemas que se presentan en las vigas de los puente-grúas [6], algunas fallas en el balancín de los aparatos de bombeo de petróleo [7] y el desastre de la plataforma semi-sumergible de explotación
petrolera Alexander Kielland en 1980 [8], son algunos ejemplos claros que demuestran las
dimensiones y alcances de la problemática aquí presentada. Todas estas fallas han resultado ser de consecuencias desastrosas, no solo por las incalculables pérdidas económicas asociadas, sino
también por las lesiones, muertes y daños ecológicos causados. De este modo, predecir con
precisión la aparición este tipo de fallas, a través de la filosofía del mantenimiento predictivo, sería
una habilidad invaluable para la industria y la sociedad en general.
Así mismo, esta problemática no es ajena a la industria nacional. Actualmente la industria papelera
vallecaucana tiene problemas recurrentes por fallas en las soldaduras verticales sobre la cara externa de los digestores. Estos recipientes a presión son los encargados de realizar el cocimiento inicial de
la astilla de madera o del bagazo de caña para producir pulpa de papel, operan por tandas a
presiones relativas de 150 psi y a temperaturas de 170 °C, y en su construcción se pueden emplear
diferentes tipos de aceros, como el ASTM A 516 o el ASTM A 285, en placas de 1 pulgada de espesor, las cuales son soldadas mediante el proceso Flux Core Arc Welding (FCAW).
Como consecuencia de estos hechos, numerosos estudios se han llevado a cabo con el fin de identificar las causas de las fallas, establecer acciones que eviten su reincidencia y generar métodos
que permitan predecir con cierto nivel de precisión la aparición de este tipo de fallas a través del
cálculo de la “vida útil”, estudios que representan la base sobre la cual se han elaborado los códigos a través del tiempo. La evidencia recogida de las fallas muestra que la mayoría de las grietas por
fatiga en uniones soldadas inician en el pie de la soldadura o en la terminación del cordón [1] y se
23
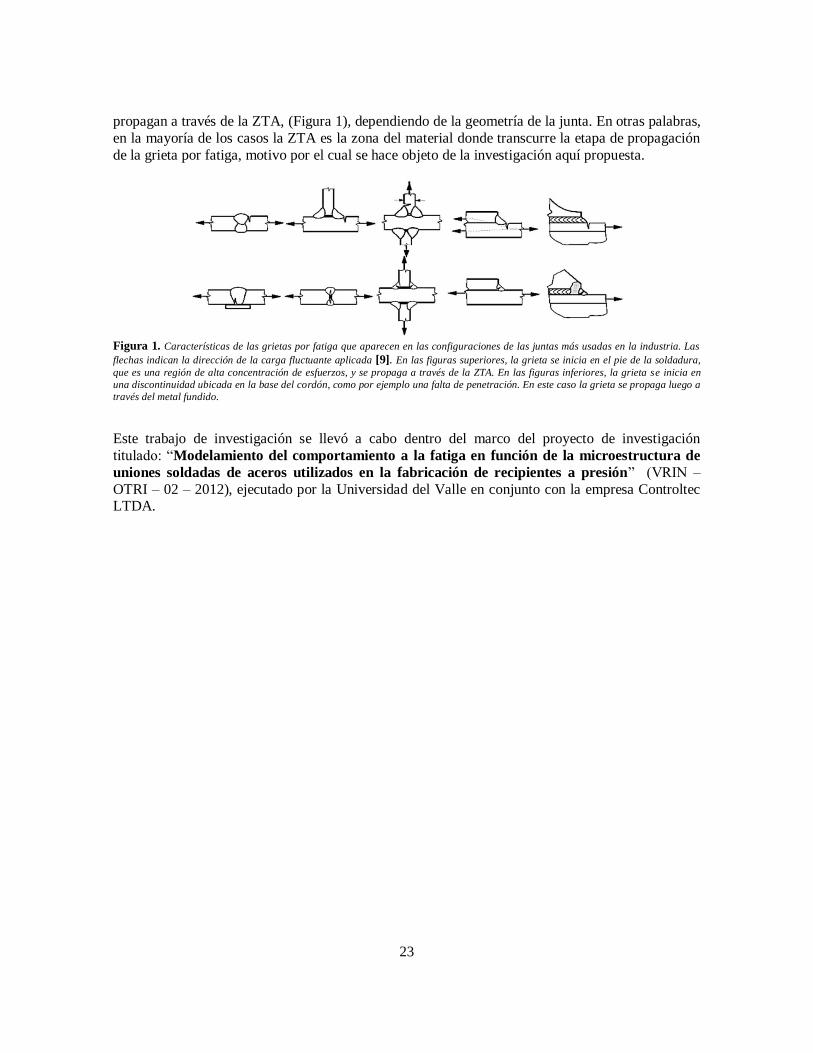
propagan a través de la ZTA, (Figura 1), dependiendo de la geometría de la junta. En otras palabras,
en la mayoría de los casos la ZTA es la zona del material donde transcurre la etapa de propagación
de la grieta por fatiga, motivo por el cual se hace objeto de la investigación aquí propuesta.
Figura 1. Características de las grietas por fatiga que aparecen en las configuraciones de las juntas más usadas en la industria. Las
flechas indican la dirección de la carga fluctuante aplicada [9]. En las figuras superiores, la grieta se inicia en el pie de la soldadura,
que es una región de alta concentración de esfuerzos, y se propaga a través de la ZTA. En las figuras inferiores, la grieta se inicia en
una discontinuidad ubicada en la base del cordón, como por ejemplo una falta de penetración. En este caso la grieta se propaga luego a
través del metal fundido.
Este trabajo de investigación se llevó a cabo dentro del marco del proyecto de investigación
titulado: “Modelamiento del comportamiento a la fatiga en función de la microestructura de
uniones soldadas de aceros utilizados en la fabricación de recipientes a presión” (VRIN –
OTRI – 02 – 2012), ejecutado por la Universidad del Valle en conjunto con la empresa Controltec LTDA.

24
25
2. OBJETIVOS
2.1. OBJETIVO GENERAL
Establecer el efecto de los parámetros del proceso de soldadura, en términos del aporte de calor, y el
efecto de la composición química del material, en términos del Carbono Equivalente (CE), en la
microestructura resultante en la zona térmicamente afectada (ZTA) de los aceros A106 Gr. B,
A516, A283 soldados a través de los procesos FCAW y GMAW.
2.2. OBJETIVOS ESPECÍFICOS
Caracterizar la variación microestructural obtenida a lo largo de las uniones soldadas.
Establecer el efecto relativo de los procesos de soldadura sobre la microestructura resultante
en la ZTA de la unión.
Correlacionar la variación microestructural con las propiedades mecánicas de la ZTA en
los aceros de bajo carbono.
Establecer el efecto de la velocidad de enfriamiento en el cambio microestructural en la
ZTA.
Establecer el efecto de los elementos de aleación en la variación microestructural de la ZTA y cómo influyen estos en cada proceso de soldadura.
26
27
3. ESTADO DEL ARTE
Existe un vacío en el conocimiento del fenómeno de propagación de grietas por fatiga en uniones
soldadas en aceros. Aunque se han realizado estudios para encontrar teorías y modelos que puedan
predecir la evolución del fenómeno de fatiga en uniones soldadas, la mayoría suelen ser insuficientes y los modelos cuentan además con limitaciones importantes; cabe resaltar aquí que
ninguno de estos modelos tienen en cuenta un factor tan determinante en la propagación de fisuras
por fatiga como lo puede ser la microestructura de la ZTA.
El calor producido durante un proceso de soldadura llega a ser lo suficientemente alto como para
producir un cambio microestructural en los alrededores de la zona fundida; estos cambios
microestructurales suelen generar límites, por lo general difusos, entre tipos de granos de diferente tamaño, composición y geometría, además de algunas inhomogeneidades debido a la precipitación
de pequeñas partículas entre las fases [10]. De este modo, se puede encontrar una zona con una
estructura no uniforme y puntos de concentración de esfuerzos que dan origen a una zona débil y sensible a la propagación de la grieta por fatiga en las cercanías del material de aporte, denominada
zona térmicamente afectada [10]. Se ha encontrado que la ferrita acicular y el tamaño de grano fino
en la ZTA muestran un buen comportamiento bajo la aplicación de cargas cíclicas [10] ya que ambas microestructuras dificultan la propagación de grietas por fatiga, aunque este fenómeno no se
encuentra del todo claro todavía. Asimismo, la ferrita pro eutectoide se considera perjudicial por su
tamaño de grano grueso comparado con la ferrita acicular, ya que permite una fácil propagación de
la grieta ayudada comúnmente por cementita frágil precipitada en los bordes de grano [10].
Por otra parte, una combinación de esfuerzos y dislocaciones que se presentan en la interface entre
la ferrita y la austeníta, como consecuencia de las diferencias que existen en la composición química y en la estructura cristalina entre estas dos fases, promueven la iniciación de grietas por
fatiga en cierto tipo de depósitos [10]. Se encontró también que las variaciones en el
comportamiento del crecimiento de la grieta y la resistencia a la fatiga de las uniones soldadas puede ser debido a diferencias en la cantidad de calor (o proceso de soldadura) que se aporta
durante la fabricación [11]. Investigaciones han reportado que los siguientes cambios en
composición química, propiedades mecánicas y microestructuras se observan como consecuencia
del aumento de la entrada de calor en aceros del tipo ASTM A 515: (i) el manganeso contenido en el depósito de soldadura y el contenido de silicio se reduce, (ii) la resistencia a la tracción
disminuye, (iii) la dureza del metal depositado disminuye igualmente, (iv) la anchura media de los
granos columnares es mayor, (v) la cantidad de ferrita pro-eutectoide en el metal de soldadura aumenta a expensas de ferrita acicular, (vi) el tamaño de las agujas de la ferrita acicular es mayor, y
(vii) el tamaño de grano equiaxial aumenta [12]. Por otra parte, se encuentran variaciones en el
comportamiento del crecimiento de la grieta y la resistencia a la fatiga debido a la aplicación de
pases múltiples en la fabricación de las uniones soldadas. En los depósitos de pasadas múltiples, gran parte del material sufre una transformación microestructural terciaria, puesto que cada paso de
soldadura afecta la ZTA del paso anterior. Este tipo de microestructuras normalmente presentan
mayor dureza que el metal no transformado por soldadura [13]. En este caso, las microestructuras de las soldaduras se encuentran en dos regiones diferentes: (i) la región de recalentamiento debido a
los pasos posteriores, y (ii) región no recalentada por los pasos posteriores.
La microestructura del metal soldado por un proceso de FCAW tiende a presentar una formación
principalmente de ferrita pro-eutectoide en el límite de grano de ferrita con forma de placas laterales
28
y martensita, la cual es perjudicial debido a que proporciona caminos de fácil propagación de
grietas por fatiga [14] [12]. Otro punto que vale la pena mencionar es que el manganeso tiende a
promover la formación de ferrita acicular a expensas de la ferrita pro-eutectoide. El proceso de soldadura FCAW de aleaciones con alto contenido de níquel muestra una baja resistencia a la fatiga
debido a la formación de martensita y la presencia de granos columnares de ferrita acicular.
Como se puede observar, existe una relación entre la microestructura producida en la ZTA durante un proceso de soldadura y el comportamiento de la unión soldada sometida a condiciones de fatiga.
Asimismo, el desarrollo de la microestructura en la ZTA está influenciado por el aporte de calor del
proceso de soldadura y la composición química de la aleación.
3.1. MEDICIÓN DE GRIETAS POR FATIGA
Los primeros ensayos en este tema se hicieron sin profundizar mucho en los efectos que pueden
tener la soldadura, las condiciones ambientales y otros factores sobre el crecimiento de la grieta. Sin embargo, actualmente se adelantan numerosos estudios para definir la velocidad de crecimiento de
grieta en diferentes materiales sometidos a distintas condiciones ambientales, térmicas, corrosivas,
entre otras. Al estudiar estos fenómenos es importante definir los materiales ideales de acuerdo al entorno en el que van a estar sometidos.
En el año de 1986, Leist y Goetz [15] estudiaron el comportamiento axial y de ciclos de presión en una tubería soldada de acero A106 Gr. B, bajo la presencia de diferentes defectos. Se muestran
resultados de curvas S-N para cada tipo de defecto y una curva de la ecuación de parís para el
material base sin ningún tipo de defecto.
En el 2002, Young-Jin Kim y Nam-Su Huh [16] presentaron la validación experimental de dos
métodos de referencia para calcular esfuerzos en tuberías agrietadas. Uno de ellos es el método R6
donde se define la tensión de referencia por el límite de carga plástica. El otro es el método de referencia de estrés amplificado, propuesto por los autores, donde se definen los esfuerzos de
referencia a través de una carga de referencia optimizada. Utilizando 38 datos de pruebas en tubería
publicados, las cargas de inestabilidad máximas predichas a través de ambos métodos se comparan con las cargas experimentales medidas en tubos con grietas circunferenciales ubicadas a través del
espesor y en la superficie circunferencial. Se ha encontrado que el método R6 arroja estimaciones
conservadoras de las cargas máximas para todos los casos. La proporción entre la carga predicha y
la carga máxima experimental está entre 0,54 y 0,98. Sin embargo, para el caso de las grietas ubicadas a través del espesor, las cargas estimadas fueron ligeramente no-conservadoras en cuatro
ocasiones, y las posibles razones se debatieron a profundidad.
En el año 2009, Gyu young Lee, Dongho Bae y Sunkyu Park [17] evaluaron la resistencia a la fatiga
en soldaduras de tubos de acero A106 Gr B en presencia de corrosión por sulfuros. Las
características de crecimiento de la grieta en estos tubos soldados se evaluaron en el límite más bajo
de resistencia a la fatiga, que se obtuvo anteriormente a partir de pruebas de fatiga bajo corrosión por sulfuros (SCF). El resultado, en términos de la SCF, fue que todas las muestras fallaron en
la zona térmicamente afectada, donde se presentaron importantes esfuerzos residuales. Se encontró
que la grieta creció por fatiga con un 32% (160MPa) de la resistencia ultima a la tracción (502MPa) de las muestras soldadas.
29
En el año de 1992, G.O Rading [18] estudió los efectos de la soldadura en la velocidad de
crecimiento de grietas por fatiga en un acero estructural de bajo carbono. El interés del estudio del
acero es utilizarlo extensivamente en la fabricación de marcos estructurales de buses. Se llevaron a cabo pruebas en el metal base, en la zona térmicamente afectada y en el metal soldado. Los
regímenes de crecimiento de grieta fueron estudiados cerca del umbral de fatiga, así como en el
rango lineal de la curva de propagación. Como conclusión se obtuvo que en el régimen lineal, la
velocidad de crecimiento de grieta por fatiga fue más alta en la zona térmicamente afectada y más baja en el metal soldado. En cambio, cerca del umbral la velocidad de crecimiento de grietas por
fatiga fue más alta en el metal base y más baja en el metal soldado. En este estudio se utilizó como
referencia la norma ASTM E647.
Recientemente en el año 2004, C. S. Kusko, J. N. Dupont, y A. R. Marder [19], estudiaron la
influencia de la microestructura en la velocidad de propagación de grietas por fatiga en aceros
austeníticos inoxidables 316L y AL6XN soldados por medio de GMAW. Las pruebas fueron
realizadas para un rango de intensidad de esfuerzos (K) constante. Se utilizó un valor de relación de esfuerzos igual a 0,6 en un principio para determinar el rango de intensidad de esfuerzos y el
efecto de los esfuerzos residuales. Los resultados de este ensayo demostraron que un tamaño de
grano grande en el metal de soldadura produce una superficie de fractura áspera con resistencia a la fatiga mejorada en relación con el metal base. La influencia del tamaño de grano en la resistencia
a la fatiga se estudió entonces con más detalle, mediante la generación de curvas de
fatiga completas sobre una amplia gama de valores de K en muestras de metal base que se trataron con calor para obtener diversos tamaños de grano uniforme. Los resultados de los ensayos de
fatiga realizados sobre las muestras fueron consistentes con los resultados obtenidos del metal de soldadura y se demostró que los tamaños de grano grueso producen superficies de
fractura relativamente rugosas con mejor resistencia a la fatiga. El mejoramiento de la resistencia a
la fatiga fue producido predominantemente a bajos rangos de intensidad de esfuerzo, donde
el tamaño de la zona plástica es aproximadamente igual o menor que el tamaño de grano. El mejoramiento de la resistencia a la fatiga con aumento de tamaño de grano fue atribuido a tres
factores principales, incluyendo 1) un camino tortuoso de propagación de la grieta que requiere la
formación de una área superficial grande para una longitud de propagación determinada, 2) crecimiento de la grieta por fuera del Modo I, lo que reduce el rango de intensidad de
esfuerzos disponibles para crecimiento de la grieta, y 3) la rugosidad induce el cierre que protege la
grieta de parte de la carga aplicada. Se realizaron mediciones directas del cierre de grieta para
identificar el rango de niveles de K donde el tercer factor era operable. Las estimaciones
cuantitativas del nivel de K por debajo del cual el efecto del tamaño de grano se esperaba que ocurriera estuvieron razonablemente de acuerdo con los resultados experimentales.

30
31
4. MARCO TEÓRICO
La soldadura es un proceso de fabricación en donde se realiza la unión de dos piezas metálicas, usualmente a través de fusión por arco eléctrico. Existen diferentes procesos de soldadura a nivel
industrial, entre ellos la soldadura manual por electrodo revestido (SMAW), la soldadura por arco
eléctrico con material de aporte continuo protegido con gas (GMAW), la soldadura de arco con
electrodo de tungsteno y gas (GTAW), la soldadura de arco con núcleo fundente (FCAW) y la soldadura con arco sumergido (SAW).
4.1. GENERALIDADES DEL PROCESO DE SOLDADURA GMAW.
4.1.1. Metal de aporte
La soldadura por arco con electrodo fusible de alambre sólido y protección gaseosa (procedimientos
GMAW), utiliza como material de aportación un alambre continuo y fusible, que se alimenta
automáticamente, a través de la pistola de soldadura, a una velocidad regulable. El baño de fusión está completamente cubierto por un chorro de gas protector, que también se suministra a través de
la pistola.
El procedimiento puede ser totalmente automático o semiautomático. Cuando la instalación es
totalmente automática, la alimentación de alambre, la corriente de soldadura, el caudal de gas y la
velocidad de desplazamiento a lo largo de la junta, se regulan previamente a los valores adecuados,
y luego, todo funciona de forma automática. En la soldadura semiautomática, la alimentación de alambre, la corriente de soldadura y la circulación de gas, se regulan a los valores convenientes y
funcionan automáticamente, pero la pistola hay que sostenerla y desplazarla manualmente. El
soldador dirige la pistola a lo largo del cordón de soldadura, manteniendo la posición, longitud de arco y velocidad de avance adecuados.
4.1.2. Gas de protección
En los procedimientos de soldadura por arco con protección gaseosa, el gas protector puede tener
una gran influencia sobre las propiedades del metal depositado. Por tanto, es necesario que la
soldadura se realice en una atmósfera controlada. En la soldadura con electrodos revestidos, los gases que rodean el arco proceden de la combustión de algunas sustancias contenidas en el
revestimiento del electrodo. En el procedimiento GMAW se produce la atmósfera protectora
rodeando el arco con un chorro de gas, suministrado a través de una boquilla y procedente de una fuente de alimentación externa.
El aire de la zona de soldadura se va desplazando por el chorro de gas protector. Como
consecuencia, el arco y el baño de fusión se mantienen en el interior de una atmósfera protectora. Puesto que el metal fundido sólo entra en contacto con gases que no lo contaminan, se obtienen
buenos depósitos y de gran resistencia. La finalidad del gas protector es la de evitar que el aire entre
en contacto con el metal fundido.
En volumen, el aire está compuesto en un 21% de oxígeno, un 78 % de nitrógeno, 0,94% de argón y
0,04 % de otros gases (principalmente anhídrido carbónico CO2). Además, la atmósfera contiene una cierta cantidad de agua, que depende del grado de humedad. De todos los elementos que se
encuentran en la atmósfera, los tres más nocivos desde el punto de vista de la soldadura son el
oxígeno, el nitrógeno y el hidrógeno. [20]
32
El oxígeno es un elemento muy activo y se combina fácilmente con los metales, o con algunos
elementos de aleación, formando óxidos y gases perjudiciales para la soldadura. La oxidación puede
evitarse utilizando desoxidantes adecuados. En el caso de los aceros, suelen utilizarse con desoxidantes el magnesio y el silicio. Estos elementos se combinan con el oxígeno formando una
ligera capa de escoria que flota sobre el baño de fusión. Si no se emplean desoxidantes el oxígeno
se mezclara con el hierro, formando compuestos que pueden quedar ocluidos en el cordón de
soldadura, reduciendo sus características mecánicas. Además, el oxígeno libre en la zona de soldadura se combina con el carbono del acero, formando monóxido de carbono. Si durante el
enfriamiento del baño de fusión estos gases no tienen tiempo a desprenderse del mismo, quedarán
aprisionados en el metal del cordón bajo la forma de porosidades.
De todos los elementos que se encuentran en el aire, el nitrógeno es el que puede plantear mayores
dificultades en la soldadura de los aceros.
El hierro, en estado de fusión, puede disolver grandes cantidades de nitrógeno. Por el contrario, a
temperatura ambiente la solubilidad es mucho más baja. De acuerdo con esto, el baño de fusión
puede disolver cantidades de nitrógeno relativamente importantes. Luego, durante el enfriamiento, disminuye la solubilidad, por lo que el gas en exceso precipita en forma de nitruros o de nitrógeno
libre. Estos nitruros provocan un aumento considerable del límite de fluencia, de la resistencia a
tracción y de la dureza de los aceros; pero reducen notablemente la resiliencia y la ductilidad. Esta pérdida de ductilidad puede ocasionar en muchos casos, fisuraciones en el cordón o en la zona
térmicamente afectada. En cuanto al nitrógeno libre, puede dar lugar a grandes porosidades.
Teniendo en cuenta el gran contenido de nitrógeno presente en la atmósfera (78% en volumen), si el
baño de fusión no se protege convenientemente durante la soldadura puede producirse una reducción considerable en la calidad de la junta.
El hidrógeno también es muy nocivo para la soldadura. Bastan pequeñas cantidades de este gas para que, en la atmósfera que rodea la zona de soldadura, el arco sea errático. Aunque este inconveniente
puede dificultar la operación de soldeo, es mucho más importante el efecto negativo del hidrogeno
sobre las características del metal depositado. Como en el caso del nitrógeno, el hierro, en estado de fusión, puede disolver grandes cantidades de hidrógeno, pero esta solubilidad disminuye
notablemente durante el enfriamiento. En cuanto se inicia la solidificación del baño, el metal
desprende el hidrógeno que no es capaz de disolver. Parte de este gas queda aprisionado en el metal
sólido y se acumula en ciertas zonas de la red cristalina originando grandes presiones y tensiones internas. Estas elevadas presiones producen una serie de micro fisuras que pueden traducirse,
posteriormente, en importantes grietas o roturas. Otros defectos provocados por el hidrógeno son las
fisuras bajo cordón y los “ojos de pez” [21].
Los efectos del oxígeno, el nitrógeno y el hidrogeno hace que sea imprescindible eliminarlos de las
inmediaciones del arco y del baño de fusión durante la operación de soldeo. Esto se consigue
mediante la protección de un gas inerte. Los gases inertes son elementos simples, muy estables, y que no reaccionan con otras sustancias. En la naturaleza sólo se encuentran seis elementos que
poseen esta estabilidad, y todos ellos son gases. Aunque los gases inertes son seis: helio, argón,
neón, criptón, xenón y radón; en la industria de la soldadura, y por ser los únicos que pueden obtenerse en cantidades industriales a un precio razonable, sólo se utilizan el helio y el argón.
Aunque no es un gas inerte, también puede utilizarse como protección el anhídrido carbónico
(CO2). Para ello hay que compensar su tendencia oxidante a base de utilizar varillas de aportación ricas en elementos desoxidantes. Otros gases de protección muy utilizados en este proceso de
soldadura son:
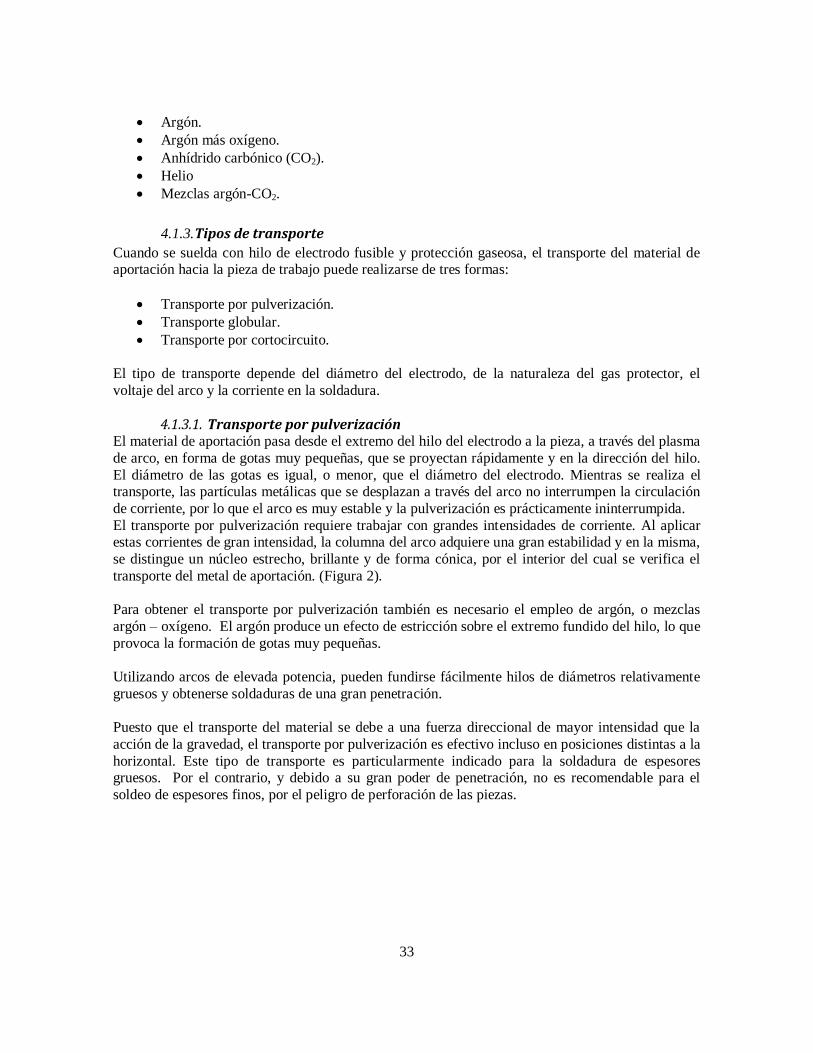
33
Argón.
Argón más oxígeno.
Anhídrido carbónico (CO2).
Helio
Mezclas argón-CO2.
4.1.3. Tipos de transporte
Cuando se suelda con hilo de electrodo fusible y protección gaseosa, el transporte del material de aportación hacia la pieza de trabajo puede realizarse de tres formas:
Transporte por pulverización.
Transporte globular.
Transporte por cortocircuito.
El tipo de transporte depende del diámetro del electrodo, de la naturaleza del gas protector, el
voltaje del arco y la corriente en la soldadura.
4.1.3.1. Transporte por pulverización El material de aportación pasa desde el extremo del hilo del electrodo a la pieza, a través del plasma
de arco, en forma de gotas muy pequeñas, que se proyectan rápidamente y en la dirección del hilo.
El diámetro de las gotas es igual, o menor, que el diámetro del electrodo. Mientras se realiza el transporte, las partículas metálicas que se desplazan a través del arco no interrumpen la circulación
de corriente, por lo que el arco es muy estable y la pulverización es prácticamente ininterrumpida.
El transporte por pulverización requiere trabajar con grandes intensidades de corriente. Al aplicar estas corrientes de gran intensidad, la columna del arco adquiere una gran estabilidad y en la misma,
se distingue un núcleo estrecho, brillante y de forma cónica, por el interior del cual se verifica el
transporte del metal de aportación. (Figura 2).
Para obtener el transporte por pulverización también es necesario el empleo de argón, o mezclas
argón – oxígeno. El argón produce un efecto de estricción sobre el extremo fundido del hilo, lo que
provoca la formación de gotas muy pequeñas.
Utilizando arcos de elevada potencia, pueden fundirse fácilmente hilos de diámetros relativamente
gruesos y obtenerse soldaduras de una gran penetración.
Puesto que el transporte del material se debe a una fuerza direccional de mayor intensidad que la
acción de la gravedad, el transporte por pulverización es efectivo incluso en posiciones distintas a la
horizontal. Este tipo de transporte es particularmente indicado para la soldadura de espesores gruesos. Por el contrario, y debido a su gran poder de penetración, no es recomendable para el
soldeo de espesores finos, por el peligro de perforación de las piezas.
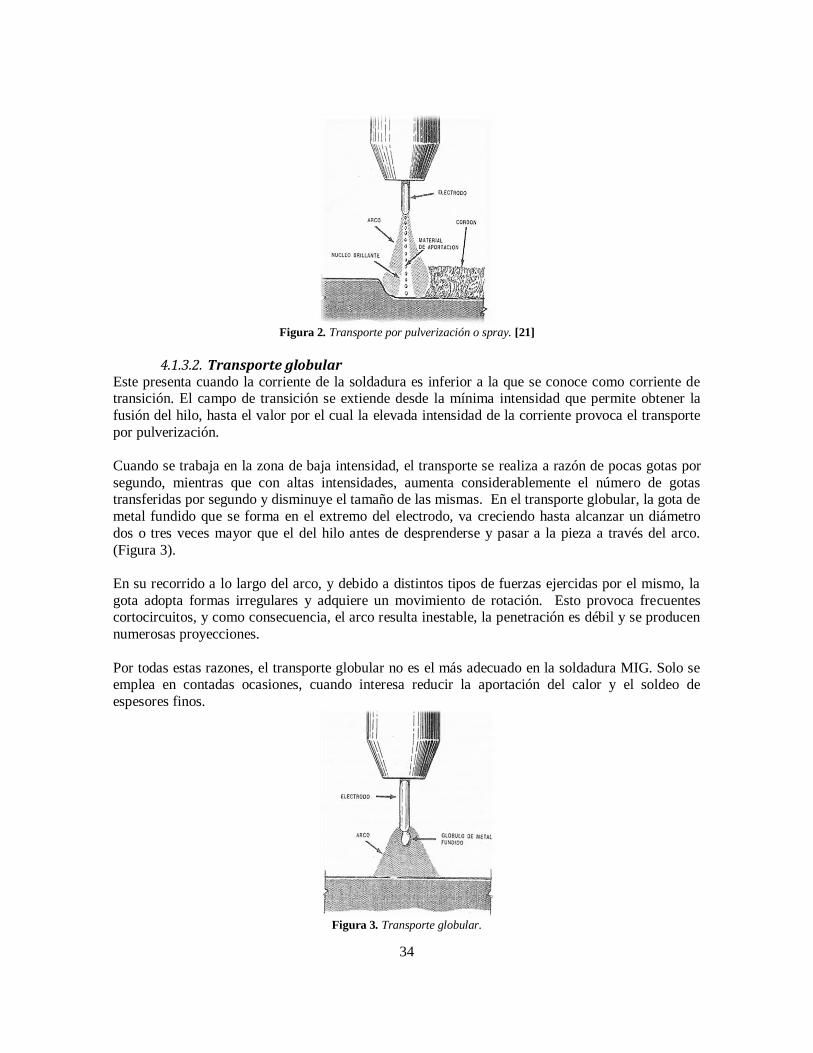
34
Figura 2. Transporte por pulverización o spray. [21]
4.1.3.2. Transporte globular Este presenta cuando la corriente de la soldadura es inferior a la que se conoce como corriente de transición. El campo de transición se extiende desde la mínima intensidad que permite obtener la
fusión del hilo, hasta el valor por el cual la elevada intensidad de la corriente provoca el transporte
por pulverización.
Cuando se trabaja en la zona de baja intensidad, el transporte se realiza a razón de pocas gotas por
segundo, mientras que con altas intensidades, aumenta considerablemente el número de gotas transferidas por segundo y disminuye el tamaño de las mismas. En el transporte globular, la gota de
metal fundido que se forma en el extremo del electrodo, va creciendo hasta alcanzar un diámetro
dos o tres veces mayor que el del hilo antes de desprenderse y pasar a la pieza a través del arco.
(Figura 3).
En su recorrido a lo largo del arco, y debido a distintos tipos de fuerzas ejercidas por el mismo, la
gota adopta formas irregulares y adquiere un movimiento de rotación. Esto provoca frecuentes cortocircuitos, y como consecuencia, el arco resulta inestable, la penetración es débil y se producen
numerosas proyecciones.
Por todas estas razones, el transporte globular no es el más adecuado en la soldadura MIG. Solo se emplea en contadas ocasiones, cuando interesa reducir la aportación del calor y el soldeo de
espesores finos.
Figura 3. Transporte globular.
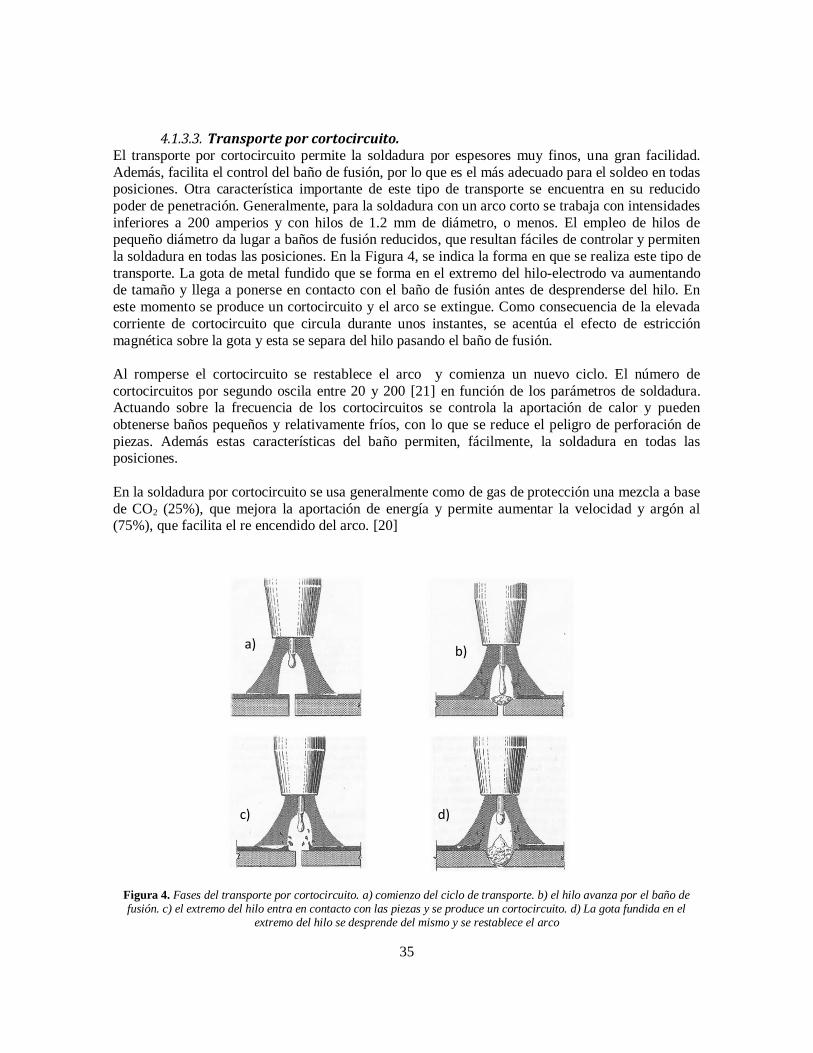
35
4.1.3.3. Transporte por cortocircuito. El transporte por cortocircuito permite la soldadura por espesores muy finos, una gran facilidad.
Además, facilita el control del baño de fusión, por lo que es el más adecuado para el soldeo en todas posiciones. Otra característica importante de este tipo de transporte se encuentra en su reducido
poder de penetración. Generalmente, para la soldadura con un arco corto se trabaja con intensidades
inferiores a 200 amperios y con hilos de 1.2 mm de diámetro, o menos. El empleo de hilos de pequeño diámetro da lugar a baños de fusión reducidos, que resultan fáciles de controlar y permiten
la soldadura en todas las posiciones. En la Figura 4, se indica la forma en que se realiza este tipo de
transporte. La gota de metal fundido que se forma en el extremo del hilo-electrodo va aumentando de tamaño y llega a ponerse en contacto con el baño de fusión antes de desprenderse del hilo. En
este momento se produce un cortocircuito y el arco se extingue. Como consecuencia de la elevada
corriente de cortocircuito que circula durante unos instantes, se acentúa el efecto de estricción
magnética sobre la gota y esta se separa del hilo pasando el baño de fusión.
Al romperse el cortocircuito se restablece el arco y comienza un nuevo ciclo. El número de
cortocircuitos por segundo oscila entre 20 y 200 [21] en función de los parámetros de soldadura. Actuando sobre la frecuencia de los cortocircuitos se controla la aportación de calor y pueden
obtenerse baños pequeños y relativamente fríos, con lo que se reduce el peligro de perforación de
piezas. Además estas características del baño permiten, fácilmente, la soldadura en todas las posiciones.
En la soldadura por cortocircuito se usa generalmente como de gas de protección una mezcla a base
de CO2 (25%), que mejora la aportación de energía y permite aumentar la velocidad y argón al (75%), que facilita el re encendido del arco. [20]
Figura 4. Fases del transporte por cortocircuito. a) comienzo del ciclo de transporte. b) el hilo avanza por el baño de fusión. c) el extremo del hilo entra en contacto con las piezas y se produce un cortocircuito. d) La gota fundida en el
extremo del hilo se desprende del mismo y se restablece el arco
a) b)
c) d)
36
4.1.4. Defectos típicos en la soldadura por electrodo fundente.
En la soldadura GMAW, como en cualquier otro procedimiento, deben controlarse tanto los parámetros como la técnica operatoria, para conseguir buenas soldaduras y de la calidad adecuada.
Al iniciarse en este procedimiento de soldeo debe analizarse detenidamente cada una de las piezas
realizadas, con vistas a evitar la repetición de defectos. A continuación se citan algunos de los defectos más típicos que suelen presentarse durante el proceso de aprendizaje. [21]
4.1.4.1. Faltas de fusión. Normalmente se presentan cuando el arco no llega a fundir suficientemente al metal base, con lo
que el baño de fusión se establece sobre zonas de la pieza relativamente frías. Cuando se trabaja con
baños muy grandes, aumenta la probabilidad de que se produzca este tipo de defectos. Para
conseguir una fusión correcta, el arco debe dirigirse hacia la parte delantera del baño. De esta forma se evita que el metal fundido adelante al arco y se deposite sobre zonas frías. También conviene
recordar que el baño de fusión puede reducirse aumentando la velocidad de avance o reduciendo la
velocidad de alimentación. [21]
4.1.4.2. Porosidad superficial. Este tipo de defecto suele presentarse como consecuencia de la contaminación atmosférica,
originada por una protección inadecuada. Se produce cuando el caudal de gas protector es insuficiente o excesivo. Si es insuficiente, porque no logra desplazar todo el aire existente en la
zona de soldadura; y si es excesivo, porque origina turbulencias que pueden introducir aire en la
corriente de gas protector.
En algunas ocasiones, este defecto puede presentarse cuando se suelda en zonas sometidas a fuertes
corrientes de aire, sin utilizar pantallas de protección adecuadas. En estos casos, la corriente de aire puede desplazar el chorro de gas protector, exponiendo el daño a la contaminación atmosférica.
Además de estos defectos algunos de los más comunes que se observan en soldaduras efectuadas
por GMAW son los siguientes:
Porosidades o fisura en el cráter.
Faltas de penetración
Penetración excesiva
4.2. GENERALIDADES DEL PROCESO DE SOLDADURA FCAW
La soldadura por arco con núcleo fundente (FCAW, por sus siglas en inglés) es un proceso de
soldadura por fusión, en el cual el calentamiento de la soldadura se produce por un arco eléctrico
que se forma entre la pieza de trabajo y un electrodo tubular de alimentación continua relleno de
fundente al interior de su núcleo [22]. El fundente, que puede estar compuesto por formadores de escoria, desoxidantes, estabilizadores del arco y elementos de aleación, proporciona protección
atmosférica al cordón de soldadura bien sea a través del escudo de escoria que se forma por encima
del cordón o adicionalmente a través de los gases que se producen por la descomposición de algunos de sus ingredientes, aunque en una variante del proceso FCAW se puede utilizar además
protección gaseosa externa [23]. A su vez, la escoria actúa como molde, controlando la forma del
cordón, y es una capa que retarda la velocidad de enfriamiento de la soldadura, mejorando sus
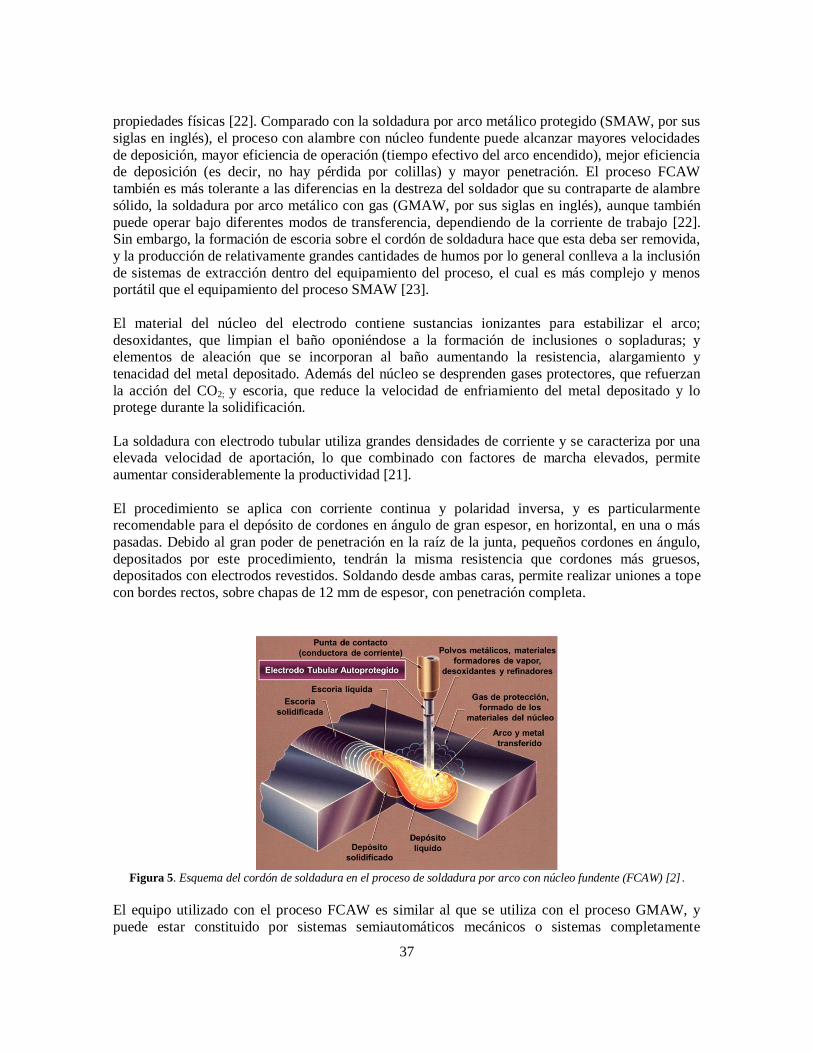
37
propiedades físicas [22]. Comparado con la soldadura por arco metálico protegido (SMAW, por sus
siglas en inglés), el proceso con alambre con núcleo fundente puede alcanzar mayores velocidades
de deposición, mayor eficiencia de operación (tiempo efectivo del arco encendido), mejor eficiencia de deposición (es decir, no hay pérdida por colillas) y mayor penetración. El proceso FCAW
también es más tolerante a las diferencias en la destreza del soldador que su contraparte de alambre
sólido, la soldadura por arco metálico con gas (GMAW, por sus siglas en inglés), aunque también
puede operar bajo diferentes modos de transferencia, dependiendo de la corriente de trabajo [22]. Sin embargo, la formación de escoria sobre el cordón de soldadura hace que esta deba ser removida,
y la producción de relativamente grandes cantidades de humos por lo general conlleva a la inclusión
de sistemas de extracción dentro del equipamiento del proceso, el cual es más complejo y menos portátil que el equipamiento del proceso SMAW [23].
El material del núcleo del electrodo contiene sustancias ionizantes para estabilizar el arco;
desoxidantes, que limpian el baño oponiéndose a la formación de inclusiones o sopladuras; y elementos de aleación que se incorporan al baño aumentando la resistencia, alargamiento y
tenacidad del metal depositado. Además del núcleo se desprenden gases protectores, que refuerzan
la acción del CO2; y escoria, que reduce la velocidad de enfriamiento del metal depositado y lo protege durante la solidificación.
La soldadura con electrodo tubular utiliza grandes densidades de corriente y se caracteriza por una elevada velocidad de aportación, lo que combinado con factores de marcha elevados, permite
aumentar considerablemente la productividad [21].
El procedimiento se aplica con corriente continua y polaridad inversa, y es particularmente recomendable para el depósito de cordones en ángulo de gran espesor, en horizontal, en una o más
pasadas. Debido al gran poder de penetración en la raíz de la junta, pequeños cordones en ángulo,
depositados por este procedimiento, tendrán la misma resistencia que cordones más gruesos, depositados con electrodos revestidos. Soldando desde ambas caras, permite realizar uniones a tope
con bordes rectos, sobre chapas de 12 mm de espesor, con penetración completa.
Figura 5. Esquema del cordón de soldadura en el proceso de soldadura por arco con núcleo fundente (FCAW) [2] .
El equipo utilizado con el proceso FCAW es similar al que se utiliza con el proceso GMAW, y
puede estar constituido por sistemas semiautomáticos mecánicos o sistemas completamente
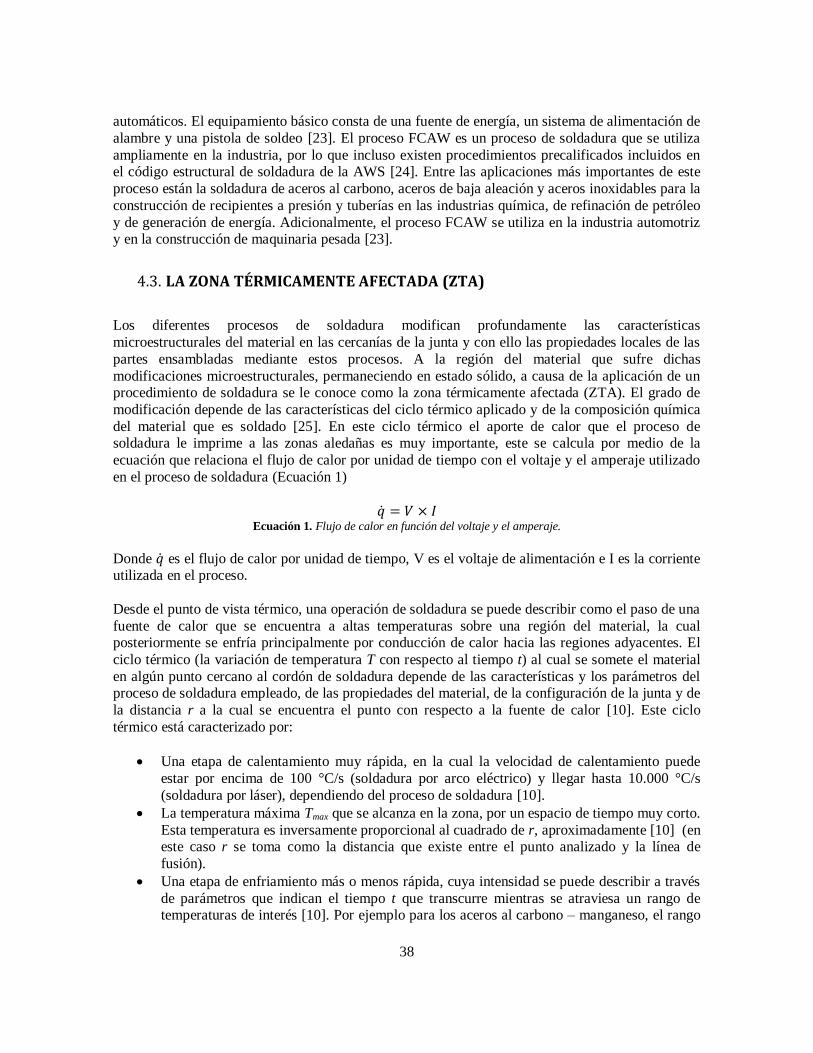
38
automáticos. El equipamiento básico consta de una fuente de energía, un sistema de alimentación de
alambre y una pistola de soldeo [23]. El proceso FCAW es un proceso de soldadura que se utiliza
ampliamente en la industria, por lo que incluso existen procedimientos precalificados incluidos en el código estructural de soldadura de la AWS [24]. Entre las aplicaciones más importantes de este
proceso están la soldadura de aceros al carbono, aceros de baja aleación y aceros inoxidables para la
construcción de recipientes a presión y tuberías en las industrias química, de refinación de petróleo
y de generación de energía. Adicionalmente, el proceso FCAW se utiliza en la industria automotriz y en la construcción de maquinaria pesada [23].
4.3. LA ZONA TÉRMICAMENTE AFECTADA (ZTA)
Los diferentes procesos de soldadura modifican profundamente las características
microestructurales del material en las cercanías de la junta y con ello las propiedades locales de las
partes ensambladas mediante estos procesos. A la región del material que sufre dichas
modificaciones microestructurales, permaneciendo en estado sólido, a causa de la aplicación de un procedimiento de soldadura se le conoce como la zona térmicamente afectada (ZTA). El grado de
modificación depende de las características del ciclo térmico aplicado y de la composición química
del material que es soldado [25]. En este ciclo térmico el aporte de calor que el proceso de soldadura le imprime a las zonas aledañas es muy importante, este se calcula por medio de la
ecuación que relaciona el flujo de calor por unidad de tiempo con el voltaje y el amperaje utilizado
en el proceso de soldadura (Ecuación 1)
Ecuación 1. Flujo de calor en función del voltaje y el amperaje.
Donde es el flujo de calor por unidad de tiempo, V es el voltaje de alimentación e I es la corriente utilizada en el proceso.
Desde el punto de vista térmico, una operación de soldadura se puede describir como el paso de una
fuente de calor que se encuentra a altas temperaturas sobre una región del material, la cual posteriormente se enfría principalmente por conducción de calor hacia las regiones adyacentes. El
ciclo térmico (la variación de temperatura T con respecto al tiempo t) al cual se somete el material
en algún punto cercano al cordón de soldadura depende de las características y los parámetros del proceso de soldadura empleado, de las propiedades del material, de la configuración de la junta y de
la distancia r a la cual se encuentra el punto con respecto a la fuente de calor [10]. Este ciclo
térmico está caracterizado por:
Una etapa de calentamiento muy rápida, en la cual la velocidad de calentamiento puede
estar por encima de 100 °C/s (soldadura por arco eléctrico) y llegar hasta 10.000 °C/s
(soldadura por láser), dependiendo del proceso de soldadura [10].
La temperatura máxima Tmax que se alcanza en la zona, por un espacio de tiempo muy corto.
Esta temperatura es inversamente proporcional al cuadrado de r, aproximadamente [10] (en este caso r se toma como la distancia que existe entre el punto analizado y la línea de
fusión).
Una etapa de enfriamiento más o menos rápida, cuya intensidad se puede describir a través
de parámetros que indican el tiempo t que transcurre mientras se atraviesa un rango de temperaturas de interés [10]. Por ejemplo para los aceros al carbono – manganeso, el rango

39
puede estar comprendido entre 800 °C y 500 °C (parámetro ) o entre 700 °C y 300 °C
(parámetro ), puesto que es en estos rangos de temperatura donde ocurren la mayoría
de transformaciones metalúrgicas en estos aceros. Experimentalmente se ha observado que los valores de los parámetros anteriores no dependen de la posición, por lo cual toda la
junta puede ser caracterizada a través de un único parámetro, en función principalmente del
aporte de calor efectivo y de la temperatura inicial Ti (o de precalentamiento [10]).
Figura 6. Representación del ciclo térmico al cual puede estar sometida una región de la junta, lo que genera una ZTA característica en el material, de acuerdo con las características del proceso de soldadura, las propiedades del material,
la configuración de la junta y la distancia de la región con respecto a la fuente de calor [10].
La experiencia revela que la microestructura final en un punto determinado de la ZTA para un material en particular depende casi por completo de la temperatura máxima Tmax que se alcanza en
ese punto y del parámetro de enfriamiento [10]. De esta forma, existen varios métodos
analíticos que, para la mayoría de problemas prácticos, permiten calcular los valores característicos
descritos anteriormente y determinar la variación de temperatura con respecto al tiempo en determinado punto de la ZTA con una precisión adecuada, a pesar de las simplificaciones que
realizan. Uno de los métodos analíticos más utilizados es la ecuación de Rosenthal (Ecuación 2),
referenciada ampliamente en la literatura, a partir de la cual se pueden derivar las ecuaciones para
calcular los valores de Tmax (Ecuación 2) y de (Ecuación 3)
⁄
(
)
Ecuación 2. Ecuación de Rosenthal. En este caso, r es la distancia que existe entre el punto analizado y la fuente de
calor.
( )
⁄
Ecuación 3. Temperatura máxima que alcanza una región de la ZTA, ubicada a una distancia r con respecto a la línea de
fusión, a causa de la aplicación de un proceso de soldadura.
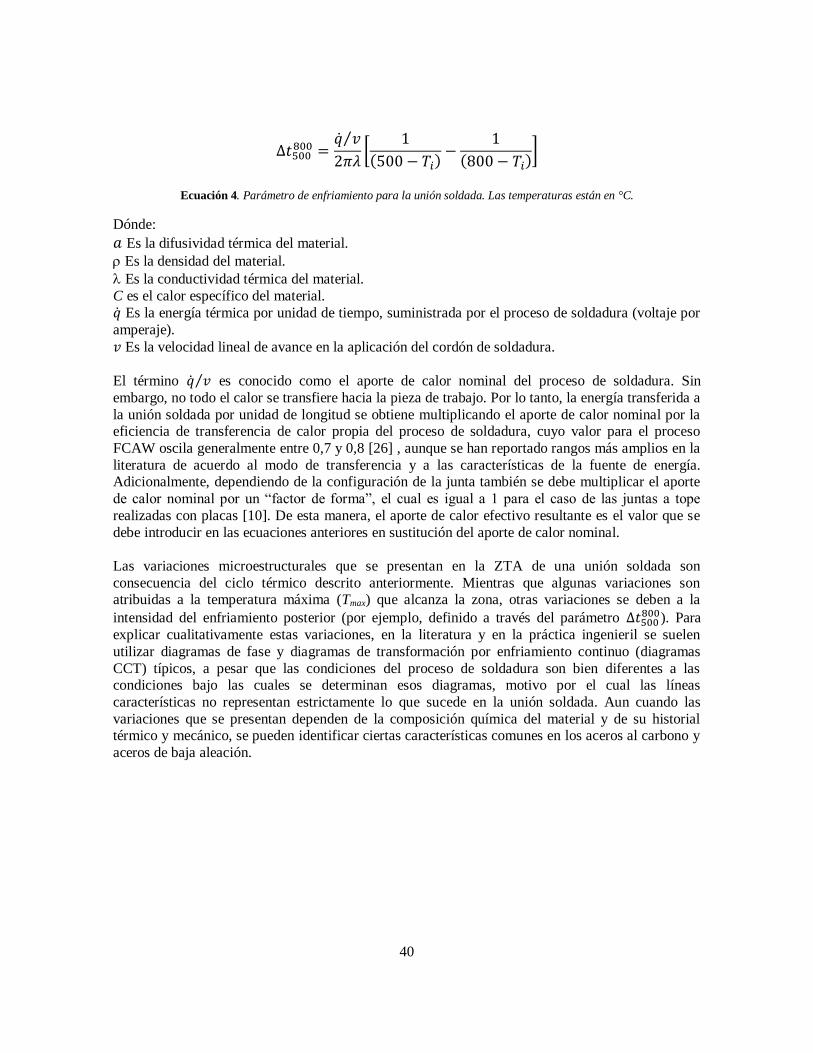
40
⁄
[
( )
( )]
Ecuación 4. Parámetro de enfriamiento para la unión soldada. Las temperaturas están en °C.
Dónde:
Es la difusividad térmica del material.
Es la densidad del material.
Es la conductividad térmica del material.
C es el calor específico del material.
Es la energía térmica por unidad de tiempo, suministrada por el proceso de soldadura (voltaje por
amperaje).
Es la velocidad lineal de avance en la aplicación del cordón de soldadura.
El término ⁄ es conocido como el aporte de calor nominal del proceso de soldadura. Sin
embargo, no todo el calor se transfiere hacia la pieza de trabajo. Por lo tanto, la energía transferida a
la unión soldada por unidad de longitud se obtiene multiplicando el aporte de calor nominal por la eficiencia de transferencia de calor propia del proceso de soldadura, cuyo valor para el proceso
FCAW oscila generalmente entre 0,7 y 0,8 [26] , aunque se han reportado rangos más amplios en la
literatura de acuerdo al modo de transferencia y a las características de la fuente de energía. Adicionalmente, dependiendo de la configuración de la junta también se debe multiplicar el aporte
de calor nominal por un “factor de forma”, el cual es igual a 1 para el caso de las juntas a tope
realizadas con placas [10]. De esta manera, el aporte de calor efectivo resultante es el valor que se
debe introducir en las ecuaciones anteriores en sustitución del aporte de calor nominal.
Las variaciones microestructurales que se presentan en la ZTA de una unión soldada son
consecuencia del ciclo térmico descrito anteriormente. Mientras que algunas variaciones son atribuidas a la temperatura máxima (Tmax) que alcanza la zona, otras variaciones se deben a la
intensidad del enfriamiento posterior (por ejemplo, definido a través del parámetro ). Para
explicar cualitativamente estas variaciones, en la literatura y en la práctica ingenieril se suelen
utilizar diagramas de fase y diagramas de transformación por enfriamiento continuo (diagramas
CCT) típicos, a pesar que las condiciones del proceso de soldadura son bien diferentes a las condiciones bajo las cuales se determinan esos diagramas, motivo por el cual las líneas
características no representan estrictamente lo que sucede en la unión soldada. Aun cuando las
variaciones que se presentan dependen de la composición química del material y de su historial térmico y mecánico, se pueden identificar ciertas características comunes en los aceros al carbono y
aceros de baja aleación.
41
Figura 7. Representación esquemática de las diferentes zonas que se presentan en la unión soldada de un acero AISI
1015 [10].
Algunos efectos ocasionados por la temperatura máxima sobre la microestructura de los aceros al carbono y los aceros de baja aleación se ilustran en la Figura 7, tomando como ejemplo lo que
sucedería al soldar un acero AISI 1015 y con ayuda del diagrama de fase correspondiente [10]. Por
lo general, las zonas transformadas que alcanzan las temperaturas máximas más bajas de la junta (debido a que se encuentran más alejadas de la fuente de calor) pueden sufrir procesos de revenido,
esferoidización de la cementita laminar, recristalización de granos en materiales deformados
plásticamente, entre otros. Por su parte, se puede presentar un proceso de refinamiento de grano, como consecuencia de un cambio de fase, en una zona del material donde las temperaturas máximas
que se alcanzan son un poco superiores a A3. A esta zona se le conoce como ZTA de grano fino. En
contraste, si las temperaturas máximas son muy altas se pueden presentar procesos de crecimiento
de grano, lo que corresponde a la ZTA de grano grueso. A esta zona se le atribuyen varios problemas de origen metalúrgico [10], como la reducción en la tenacidad a la fractura.
Adicionalmente, se pueden afectar las características de los precipitados presentes en la aleación,
como óxidos, carburos o nitruros, si la temperatura es lo suficientemente alta como para descomponerlos o disolverlos en la matriz, afectando con ello las propiedades mecánicas del acero
que dependan de su presencia.
Por su parte, los efectos de la velocidad de enfriamiento sobre la microestructura del acero se pueden explicar a través de un diagrama CCT. Estos efectos aplican sobre aquellas zonas que han
sufrido cambios de fase en función de la temperatura máxima alcanzada. El diagrama CCT que se
muestra en la Figura 8, es un diagrama particularmente especial, puesto que fue obtenido bajo las condiciones típicas que se presentan en un proceso de soldadura [10]. Las velocidades de
enfriamiento más altas pueden producir martensita, cuya dureza depende del contenido de carbono
en la aleación. A velocidades de enfriamiento intermedias se pueden producir microestructuras bainíticas, que se caracterizan por el crecimiento rápido de agujas de ferrita y la forma de los
carburos precipitados. En este sentido, las mayores velocidades de enfriamiento intermedias pueden
producir bainitas inferiores más duras que se caracterizan por la precipitación de carburos en forma
de placas delgadas, mientras que las menores velocidades de enfriamiento intermedias pueden formar bainitas superiores que se caracterizan por la presencia de cementita de apariencia casi
continua. Incluso, dependiendo del contenido local de carbono, bajo estas velocidades se pueden
presentar zonas donde coexistan fases austeníticas y martensíticas a temperatura ambiente
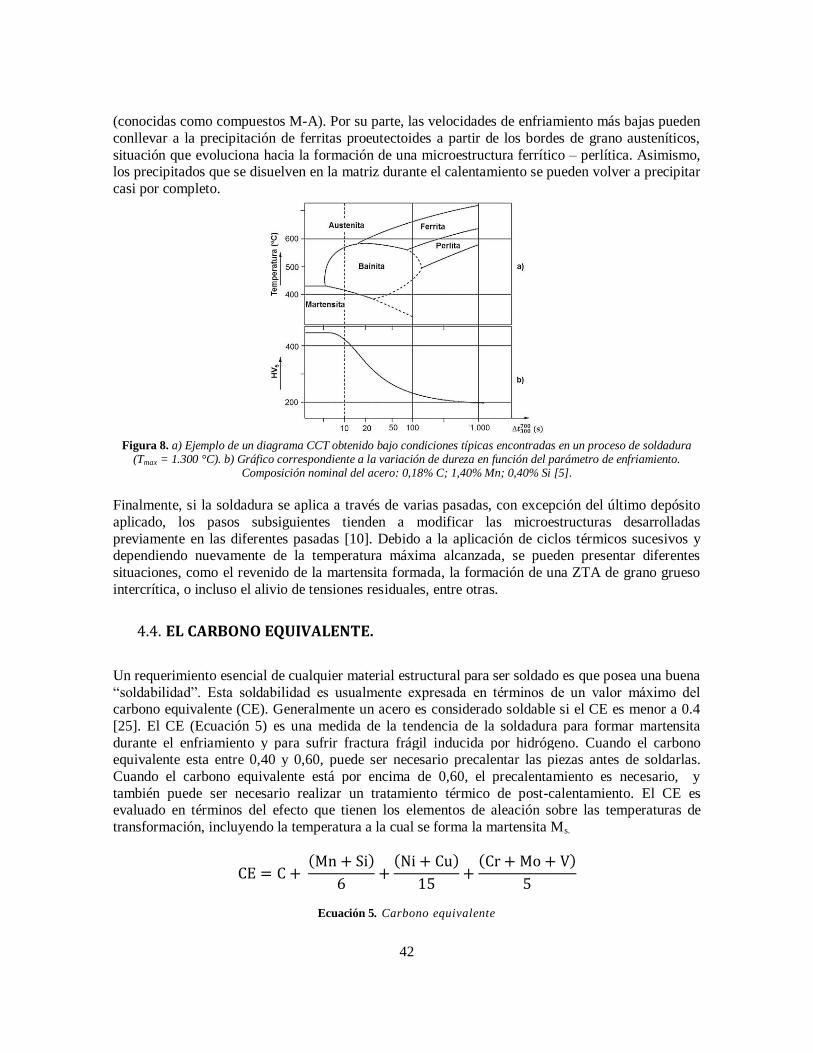
42
(conocidas como compuestos M-A). Por su parte, las velocidades de enfriamiento más bajas pueden
conllevar a la precipitación de ferritas proeutectoides a partir de los bordes de grano austeníticos,
situación que evoluciona hacia la formación de una microestructura ferrítico – perlítica. Asimismo, los precipitados que se disuelven en la matriz durante el calentamiento se pueden volver a precipitar
casi por completo.
Figura 8. a) Ejemplo de un diagrama CCT obtenido bajo condiciones típicas encontradas en un proceso de soldadura
(Tmax = 1.300 °C). b) Gráfico correspondiente a la variación de dureza en función del parámetro de enfriamiento. Composición nominal del acero: 0,18% C; 1,40% Mn; 0,40% Si [5].
Finalmente, si la soldadura se aplica a través de varias pasadas, con excepción del último depósito
aplicado, los pasos subsiguientes tienden a modificar las microestructuras desarrolladas
previamente en las diferentes pasadas [10]. Debido a la aplicación de ciclos térmicos sucesivos y dependiendo nuevamente de la temperatura máxima alcanzada, se pueden presentar diferentes
situaciones, como el revenido de la martensita formada, la formación de una ZTA de grano grueso
intercrítica, o incluso el alivio de tensiones residuales, entre otras.
4.4. EL CARBONO EQUIVALENTE.
Un requerimiento esencial de cualquier material estructural para ser soldado es que posea una buena
“soldabilidad”. Esta soldabilidad es usualmente expresada en términos de un valor máximo del carbono equivalente (CE). Generalmente un acero es considerado soldable si el CE es menor a 0.4
[25]. El CE (Ecuación 5) es una medida de la tendencia de la soldadura para formar martensita
durante el enfriamiento y para sufrir fractura frágil inducida por hidrógeno. Cuando el carbono equivalente esta entre 0,40 y 0,60, puede ser necesario precalentar las piezas antes de soldarlas.
Cuando el carbono equivalente está por encima de 0,60, el precalentamiento es necesario, y
también puede ser necesario realizar un tratamiento térmico de post-calentamiento. El CE es evaluado en términos del efecto que tienen los elementos de aleación sobre las temperaturas de
transformación, incluyendo la temperatura a la cual se forma la martensita Ms.
( )
( )
( )
Ecuación 5. Carbono equivalente
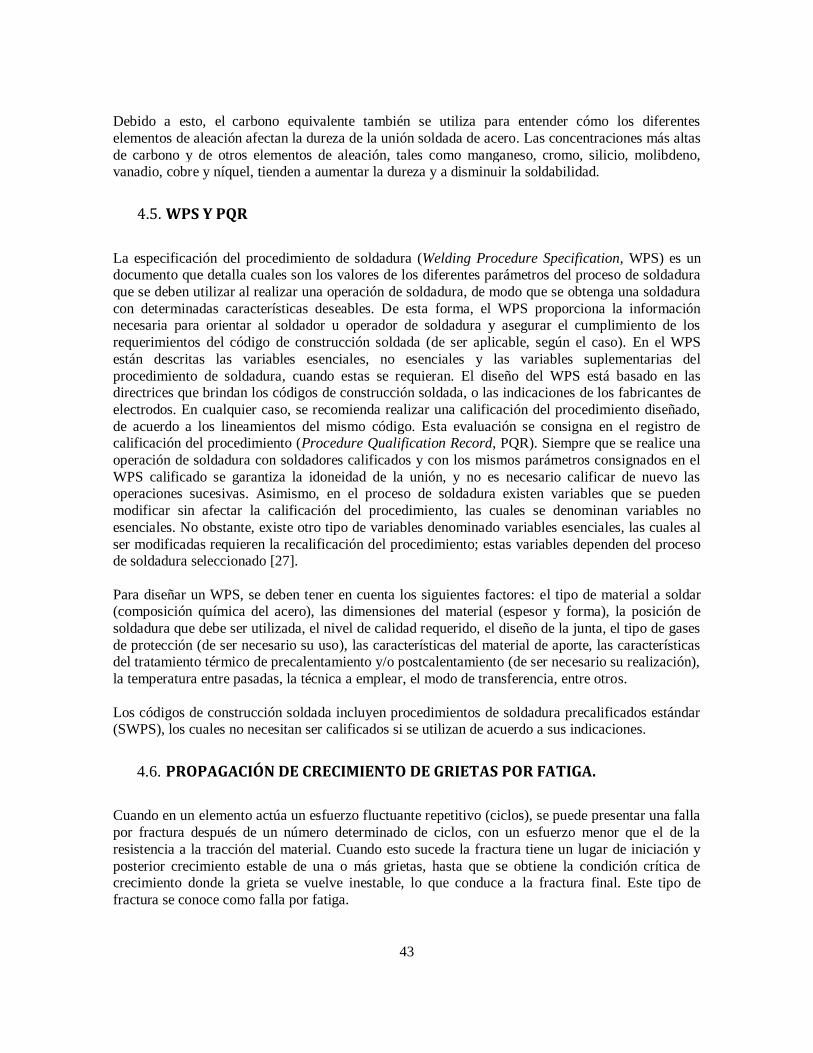
43
Debido a esto, el carbono equivalente también se utiliza para entender cómo los diferentes
elementos de aleación afectan la dureza de la unión soldada de acero. Las concentraciones más altas
de carbono y de otros elementos de aleación, tales como manganeso, cromo, silicio, molibdeno, vanadio, cobre y níquel, tienden a aumentar la dureza y a disminuir la soldabilidad.
4.5. WPS Y PQR
La especificación del procedimiento de soldadura (Welding Procedure Specification, WPS) es un documento que detalla cuales son los valores de los diferentes parámetros del proceso de soldadura
que se deben utilizar al realizar una operación de soldadura, de modo que se obtenga una soldadura
con determinadas características deseables. De esta forma, el WPS proporciona la información necesaria para orientar al soldador u operador de soldadura y asegurar el cumplimiento de los
requerimientos del código de construcción soldada (de ser aplicable, según el caso). En el WPS
están descritas las variables esenciales, no esenciales y las variables suplementarias del
procedimiento de soldadura, cuando estas se requieran. El diseño del WPS está basado en las directrices que brindan los códigos de construcción soldada, o las indicaciones de los fabricantes de
electrodos. En cualquier caso, se recomienda realizar una calificación del procedimiento diseñado,
de acuerdo a los lineamientos del mismo código. Esta evaluación se consigna en el registro de calificación del procedimiento (Procedure Qualification Record, PQR). Siempre que se realice una
operación de soldadura con soldadores calificados y con los mismos parámetros consignados en el
WPS calificado se garantiza la idoneidad de la unión, y no es necesario calificar de nuevo las operaciones sucesivas. Asimismo, en el proceso de soldadura existen variables que se pueden
modificar sin afectar la calificación del procedimiento, las cuales se denominan variables no
esenciales. No obstante, existe otro tipo de variables denominado variables esenciales, las cuales al
ser modificadas requieren la recalificación del procedimiento; estas variables dependen del proceso de soldadura seleccionado [27].
Para diseñar un WPS, se deben tener en cuenta los siguientes factores: el tipo de material a soldar (composición química del acero), las dimensiones del material (espesor y forma), la posición de
soldadura que debe ser utilizada, el nivel de calidad requerido, el diseño de la junta, el tipo de gases
de protección (de ser necesario su uso), las características del material de aporte, las características del tratamiento térmico de precalentamiento y/o postcalentamiento (de ser necesario su realización),
la temperatura entre pasadas, la técnica a emplear, el modo de transferencia, entre otros.
Los códigos de construcción soldada incluyen procedimientos de soldadura precalificados estándar (SWPS), los cuales no necesitan ser calificados si se utilizan de acuerdo a sus indicaciones.
4.6. PROPAGACIÓN DE CRECIMIENTO DE GRIETAS POR FATIGA.
Cuando en un elemento actúa un esfuerzo fluctuante repetitivo (ciclos), se puede presentar una falla
por fractura después de un número determinado de ciclos, con un esfuerzo menor que el de la
resistencia a la tracción del material. Cuando esto sucede la fractura tiene un lugar de iniciación y
posterior crecimiento estable de una o más grietas, hasta que se obtiene la condición crítica de crecimiento donde la grieta se vuelve inestable, lo que conduce a la fractura final. Este tipo de
fractura se conoce como falla por fatiga.
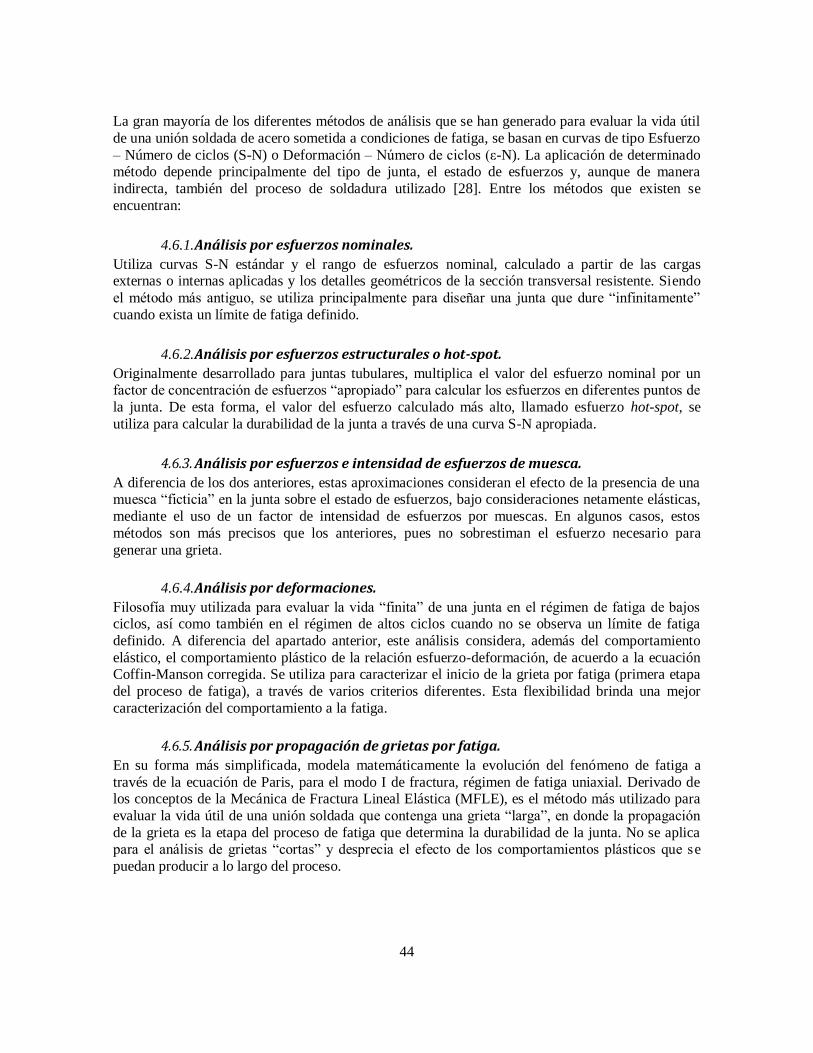
44
La gran mayoría de los diferentes métodos de análisis que se han generado para evaluar la vida útil
de una unión soldada de acero sometida a condiciones de fatiga, se basan en curvas de tipo Esfuerzo
– Número de ciclos (S-N) o Deformación – Número de ciclos (ε-N). La aplicación de determinado método depende principalmente del tipo de junta, el estado de esfuerzos y, aunque de manera
indirecta, también del proceso de soldadura utilizado [28]. Entre los métodos que existen se
encuentran:
4.6.1. Análisis por esfuerzos nominales.
Utiliza curvas S-N estándar y el rango de esfuerzos nominal, calculado a partir de las cargas externas o internas aplicadas y los detalles geométricos de la sección transversal resistente. Siendo
el método más antiguo, se utiliza principalmente para diseñar una junta que dure “infinitamente”
cuando exista un límite de fatiga definido.
4.6.2. Análisis por esfuerzos estructurales o hot-spot.
Originalmente desarrollado para juntas tubulares, multiplica el valor del esfuerzo nominal por un factor de concentración de esfuerzos “apropiado” para calcular los esfuerzos en diferentes puntos de
la junta. De esta forma, el valor del esfuerzo calculado más alto, llamado esfuerzo hot-spot, se
utiliza para calcular la durabilidad de la junta a través de una curva S-N apropiada.
4.6.3. Análisis por esfuerzos e intensidad de esfuerzos de muesca.
A diferencia de los dos anteriores, estas aproximaciones consideran el efecto de la presencia de una muesca “ficticia” en la junta sobre el estado de esfuerzos, bajo consideraciones netamente elásticas,
mediante el uso de un factor de intensidad de esfuerzos por muescas. En algunos casos, estos
métodos son más precisos que los anteriores, pues no sobrestiman el esfuerzo necesario para
generar una grieta.
4.6.4. Análisis por deformaciones.
Filosofía muy utilizada para evaluar la vida “finita” de una junta en el régimen de fatiga de bajos ciclos, así como también en el régimen de altos ciclos cuando no se observa un límite de fatiga
definido. A diferencia del apartado anterior, este análisis considera, además del comportamiento
elástico, el comportamiento plástico de la relación esfuerzo-deformación, de acuerdo a la ecuación Coffin-Manson corregida. Se utiliza para caracterizar el inicio de la grieta por fatiga (primera etapa
del proceso de fatiga), a través de varios criterios diferentes. Esta flexibilidad brinda una mejor
caracterización del comportamiento a la fatiga.
4.6.5. Análisis por propagación de grietas por fatiga.
En su forma más simplificada, modela matemáticamente la evolución del fenómeno de fatiga a
través de la ecuación de Paris, para el modo I de fractura, régimen de fatiga uniaxial. Derivado de los conceptos de la Mecánica de Fractura Lineal Elástica (MFLE), es el método más utilizado para
evaluar la vida útil de una unión soldada que contenga una grieta “larga”, en donde la propagación
de la grieta es la etapa del proceso de fatiga que determina la durabilidad de la junta. No se aplica para el análisis de grietas “cortas” y desprecia el efecto de los comportamientos plásticos que se
puedan producir a lo largo del proceso.
45
4.6.6. Sólidos con comportamiento elástico.
Generalmente en el estudio de sólidos con comportamiento elástico y lineal se distinguen tres
modos básicos de desplazamiento en la grieta, que dependen de la dirección de aplicación de la
carga con respecto al plano de ésta, denominados modo I, modo II y modo III y que se representan en la (Figura 9) Los casos de fracturas producidos por los modos cortantes (II y III) son
relativamente poco frecuentes, siendo generalmente el caso I de tracción el modo por el que se
producen la mayoría de las fracturas, particularmente en fenómenos de fatiga. No obstante, algunas veces se presentan varios modos conjuntamente, generalmente el I y III.
Figura 9. Modos de apertura de grieta: a) modo I, b) modo II y c) modo III.
Para cualquiera de estos modos, el análisis elástico muestra que los esfuerzos locales alrededor de la
grieta responden de forma general a la expresión:
√ ( )
Ecuación 6
Donde r y θ son las coordenadas cilíndricas en un punto con respecto a la punta de la grieta (Figura
10) y KI es el factor de intensidad de esfuerzos en modo I.
Figura 10. Esfuerzos locales alrededor de la grieta.
El factor de intensidad de esfuerzos, KI, introducido en la ecuación 9, define la magnitud de los
esfuerzos locales en el entorno de la punta de la grieta. Este factor depende del tipo de cargas, el
tamaño y forma de la grieta y de las condiciones de contorno geométricas, que de forma general se suele expresar como:
( ) √ Ecuación 7

46
Donde σ es la tensión remota aplicada al componente, componente que no debe confundirse con los
esfuerzos locales definidos en la Ecuación 6, a es la longitud de la grieta y f(g) es un factor de
corrección que depende de la geometría de la probeta y de la grieta.
El factor de intensidad de esfuerzos ha sido obtenido para una amplia variedad de problemas y su valor está disponible en manuales de ingeniería. La Ecuación 8 corresponde a la expresión del
factor de intensidad de esfuerzos para una probeta tipo CT [29].
( )
√ ( )
⁄( )
Ecuación 8
Donde
, expresión válida para
La ecuación 8 muestra una singularidad para r = 0, que conduce a esfuerzos infinitos a una distancia nula de la grieta. Dado que los materiales se deforman plásticamente cuando el valor del
esfuerzo excede del límite elástico, se formará una zona plástica cerca del borde de grieta. Las
hipótesis de la Mecánica de la Fractura Elástica Lineal (MFEL) seguirán siendo válidas sólo si el tamaño de la zona plástica es pequeño comparado con las dimensiones de la grieta y el resto del
componente agrietado.
4.6.7. Factor de intensidad de esfuerzos en fatiga.
Generalmente los esfuerzos de fatiga aplicados en componentes son de una magnitud que
comparada con la zona plástica al frente de la grieta son muy grandes, de modo que el factor de
intensidad de esfuerzo es un buen indicativo del campo de esfuerzos cíclicos bajo el cual se está produciendo el crecimiento de grieta.
Cuando en un componente actúa una carga cíclica de amplitud constante variando entre un Smáx y un Smin, perpendicular al plano de la grieta (modo de apertura tipo I), entonces el factor de
intensidad de esfuerzo KI varía entre
√ √ Ecuación 9
La variación del factor de intensidad de esfuerzos ΔK en un ciclo de carga es
( )√ Ecuación 10
Donde β es un factor adimensional que depende del tipo de carga y de la relación de tamaño de
grieta a las dimensiones del componente.
Ecuación 11
La relación de esfuerzo de fatiga R se define como

47
Ecuación 12
4.6.8. Rapidez de crecimiento de grietas por fatiga.
Se ha encontrado experimentalmente que el crecimiento de una grieta en relación con el número de
ciclos, para un esfuerzo de fatiga constante, se observa que la tasa de crecimiento aumenta con la
longitud de esta. Bajo ciertas condiciones en las pruebas generalmente el aumentar el esfuerzo de fatiga aumenta la tasa de crecimiento de grieta. [30] (Figura 11).
Figura 11. Crecimiento de la longitud de grieta frente al número de ciclos
De lo anterior se concluye que el crecimiento de grieta por fatiga en relación con el número de
ciclos de esfuerzo, da/dN, es de la forma
( )
Ecuación 13
Es decir, si en dos grietas diferentes se da la misma combinación de ΔK y Kmáx, se tendrá la misma
rapidez de crecimiento.
Para una relación de esfuerzo cíclico , la relación anterior se puede escribir como:
( )
Ecuación 14
Cuando , se presentan esfuerzos de compresión, con los cuales no se mantiene la validez del campo de esfuerzo en la vecindad del frente de la grieta cuantificado por el factor KI; debido a que
la grieta no se propaga al aplicar cargas de compresión.
Los ensayos de rapidez de crecimiento de grieta por fatiga para una relación de esfuerzo R
constante, al graficar los datos de ⁄ , por lo general muestran un
comportamiento similar al que se observa en la (Figura 12), de modo que el crecimiento de grieta
por fatiga puede estar en tres regiones diferentes. [31]
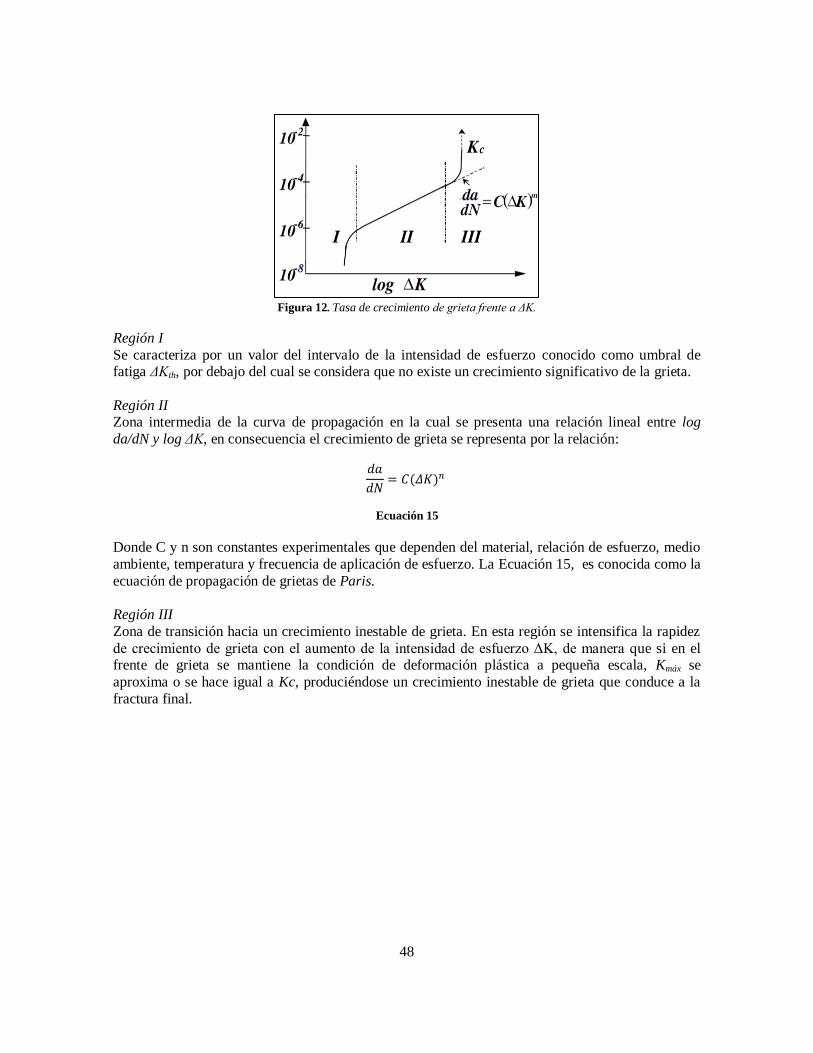
48
Figura 12. Tasa de crecimiento de grieta frente a ΔK.
Región I
Se caracteriza por un valor del intervalo de la intensidad de esfuerzo conocido como umbral de fatiga ΔKth, por debajo del cual se considera que no existe un crecimiento significativo de la grieta.
Región II Zona intermedia de la curva de propagación en la cual se presenta una relación lineal entre log
da/dN y log ΔK, en consecuencia el crecimiento de grieta se representa por la relación:
( )
Ecuación 15
Donde C y n son constantes experimentales que dependen del material, relación de esfuerzo, medio
ambiente, temperatura y frecuencia de aplicación de esfuerzo. La Ecuación 15, es conocida como la
ecuación de propagación de grietas de Paris.
Región III
Zona de transición hacia un crecimiento inestable de grieta. En esta región se intensifica la rapidez
de crecimiento de grieta con el aumento de la intensidad de esfuerzo ΔK, de manera que si en el frente de grieta se mantiene la condición de deformación plástica a pequeña escala, Kmáx se
aproxima o se hace igual a Kc, produciéndose un crecimiento inestable de grieta que conduce a la
fractura final.
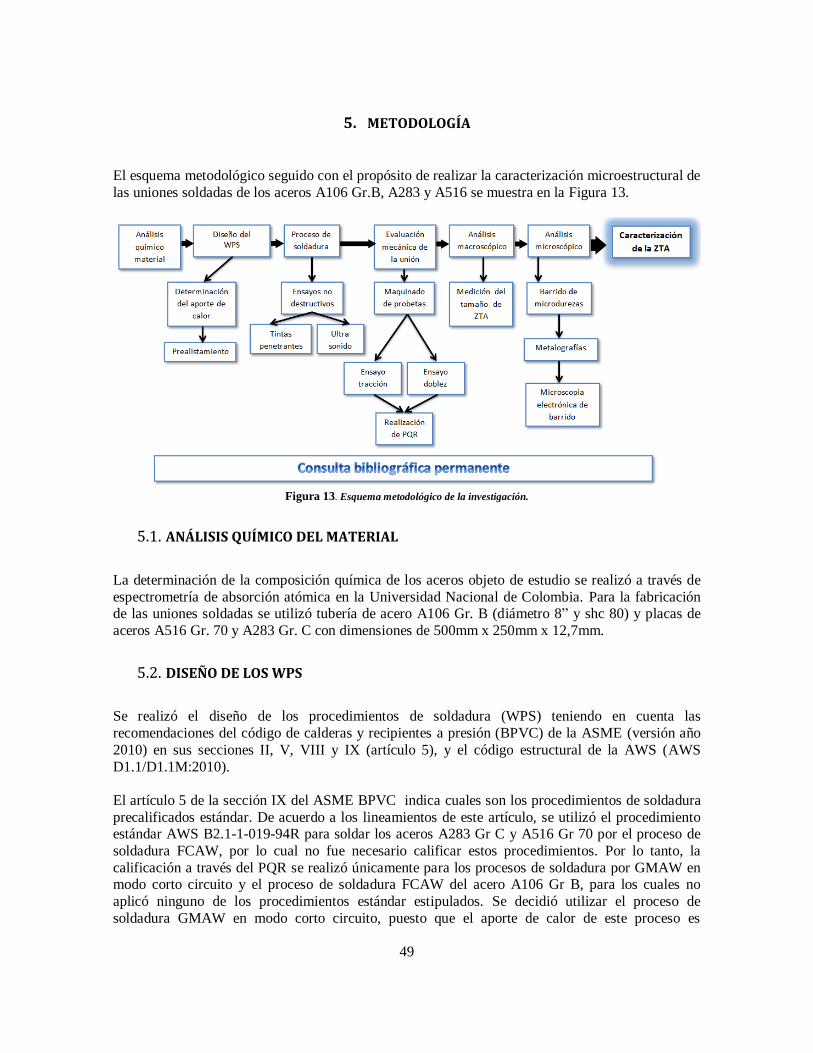
49
5. METODOLOGÍA
El esquema metodológico seguido con el propósito de realizar la caracterización microestructural de
las uniones soldadas de los aceros A106 Gr.B, A283 y A516 se muestra en la Figura 13.
Figura 13. Esquema metodológico de la investigación.
5.1. ANÁLISIS QUÍMICO DEL MATERIAL
La determinación de la composición química de los aceros objeto de estudio se realizó a través de
espectrometría de absorción atómica en la Universidad Nacional de Colombia. Para la fabricación de las uniones soldadas se utilizó tubería de acero A106 Gr. B (diámetro 8” y shc 80) y placas de
aceros A516 Gr. 70 y A283 Gr. C con dimensiones de 500mm x 250mm x 12,7mm.
5.2. DISEÑO DE LOS WPS
Se realizó el diseño de los procedimientos de soldadura (WPS) teniendo en cuenta las
recomendaciones del código de calderas y recipientes a presión (BPVC) de la ASME (versión año
2010) en sus secciones II, V, VIII y IX (artículo 5), y el código estructural de la AWS (AWS
D1.1/D1.1M:2010).
El artículo 5 de la sección IX del ASME BPVC indica cuales son los procedimientos de soldadura
precalificados estándar. De acuerdo a los lineamientos de este artículo, se utilizó el procedimiento estándar AWS B2.1-1-019-94R para soldar los aceros A283 Gr C y A516 Gr 70 por el proceso de
soldadura FCAW, por lo cual no fue necesario calificar estos procedimientos. Por lo tanto, la
calificación a través del PQR se realizó únicamente para los procesos de soldadura por GMAW en modo corto circuito y el proceso de soldadura FCAW del acero A106 Gr B, para los cuales no
aplicó ninguno de los procedimientos estándar estipulados. Se decidió utilizar el proceso de
soldadura GMAW en modo corto circuito, puesto que el aporte de calor de este proceso es
50
significativamente inferior al aporte de calor del proceso de soldadura FCAW. De este modo, se
pudo estudiar el efecto que tiene el proceso de soldadura sobre el desarrollo de las microestructuras
de la ZTA en los aceros estructurales.
Todas las uniones soldadas se evaluaron mediante ensayos no destructivos (tintas penetrantes y
ultrasonido), con el objeto de determinar la sanidad de las uniones soldadas, de acuerdo a las
recomendaciones de los códigos mencionados anteriormente.
5.3. DETERMINACIÓN DEL CALOR APORTADO
La determinación del calor aportado se realizó por medio del cálculo teórico, teniendo en cuenta los valores de voltaje, amperaje y velocidad de avance (Ecuación 1) consignados en el WPS.
Adicionalmente, se tuvo en cuenta el valor estimado de la eficiencia del proceso, el cual es un dato
totalmente empírico [20].
5.4. PREALISTAMIENTO
En esta etapa se realizó la preparación de la junta, en la cual no solo se mecanizaron los bordes de
las placas y las tuberías para hacer los biseles requeridos de acuerdo al WPS, sino que también se llevó a cabo el posicionamiento de la misma, a través de guías metálicas que permitieron mantener
la posición y la geometría de la junta (evitando distorsiones), ya que debido a la gran cantidad de
transferencia de calor, en el material se presentan esfuerzos residuales muy altos que tienden a dejar distorsionada la unión soldada.
5.5. PROCESO DE SOLDADURA
El proceso de soldadura de los diferentes aceros fue realizado por soldadores calificados y se basó en el código AWS D1.1/D1.1M:2010, Código de Soldadura Estructural. Todos los parámetros y
especificaciones exigidos por el código, fueron consignados en los WPS que son mostrados en la
sección de resultados, en el aparte del proceso de soldadura 6.1.
5.6. CALIFICACIÓN DE SOLDADURAS
La calificación de los procedimientos de soldadura no precalificados se realizó teniendo en cuenta
los lineamientos del código ASME BPVC 2010, sección IX artículo 4. Los resultados de todas las pruebas necesarias para calificar cada procedimiento de soldadura realizado aparecen consignados
en el respectivo PQR. A continuación se describe el procedimiento de calificación:
5.6.1. Ensayos no destructivos.
A las soldaduras se les realizaron ensayos no destructivos tales como tintas penetrantes (Figura 14)
y ensayos de ultrasonido, cuyos resultados se consignan en los respectivos PQR. Las inspecciones con tintas penetrantes fueron utilizadas durante el proceso de soldadura para la evaluación del
denominado “blanco perfecto”, que consiste en eliminar los defectos presentados después del pase
de raíz de soldadura, garantizando así una superficie libre de defectos. De igual manera, luego del
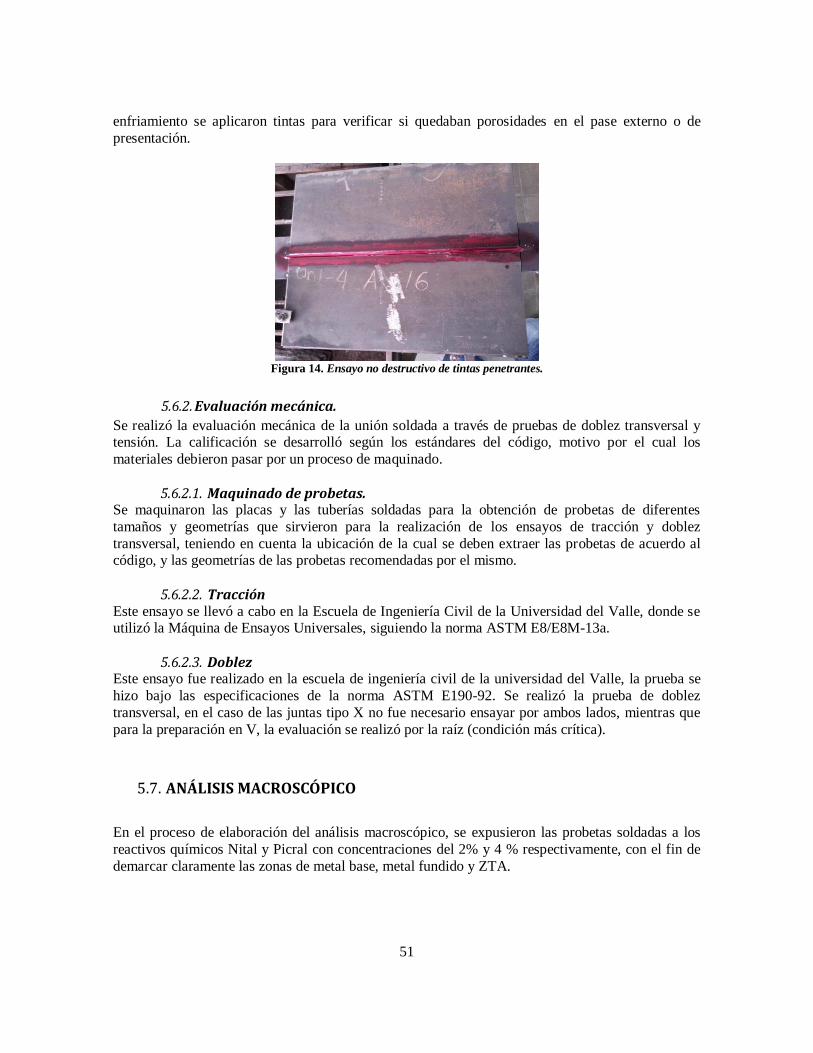
51
enfriamiento se aplicaron tintas para verificar si quedaban porosidades en el pase externo o de
presentación.
Figura 14. Ensayo no destructivo de tintas penetrantes.
5.6.2. Evaluación mecánica.
Se realizó la evaluación mecánica de la unión soldada a través de pruebas de doblez transversal y tensión. La calificación se desarrolló según los estándares del código, motivo por el cual los
materiales debieron pasar por un proceso de maquinado.
5.6.2.1. Maquinado de probetas. Se maquinaron las placas y las tuberías soldadas para la obtención de probetas de diferentes
tamaños y geometrías que sirvieron para la realización de los ensayos de tracción y doblez
transversal, teniendo en cuenta la ubicación de la cual se deben extraer las probetas de acuerdo al código, y las geometrías de las probetas recomendadas por el mismo.
5.6.2.2. Tracción Este ensayo se llevó a cabo en la Escuela de Ingeniería Civil de la Universidad del Valle, donde se utilizó la Máquina de Ensayos Universales, siguiendo la norma ASTM E8/E8M-13a.
5.6.2.3. Doblez Este ensayo fue realizado en la escuela de ingeniería civil de la universidad del Valle, la prueba se
hizo bajo las especificaciones de la norma ASTM E190-92. Se realizó la prueba de doblez
transversal, en el caso de las juntas tipo X no fue necesario ensayar por ambos lados, mientras que
para la preparación en V, la evaluación se realizó por la raíz (condición más crítica).
5.7. ANÁLISIS MACROSCÓPICO
En el proceso de elaboración del análisis macroscópico, se expusieron las probetas soldadas a los
reactivos químicos Nital y Picral con concentraciones del 2% y 4 % respectivamente, con el fin de
demarcar claramente las zonas de metal base, metal fundido y ZTA.
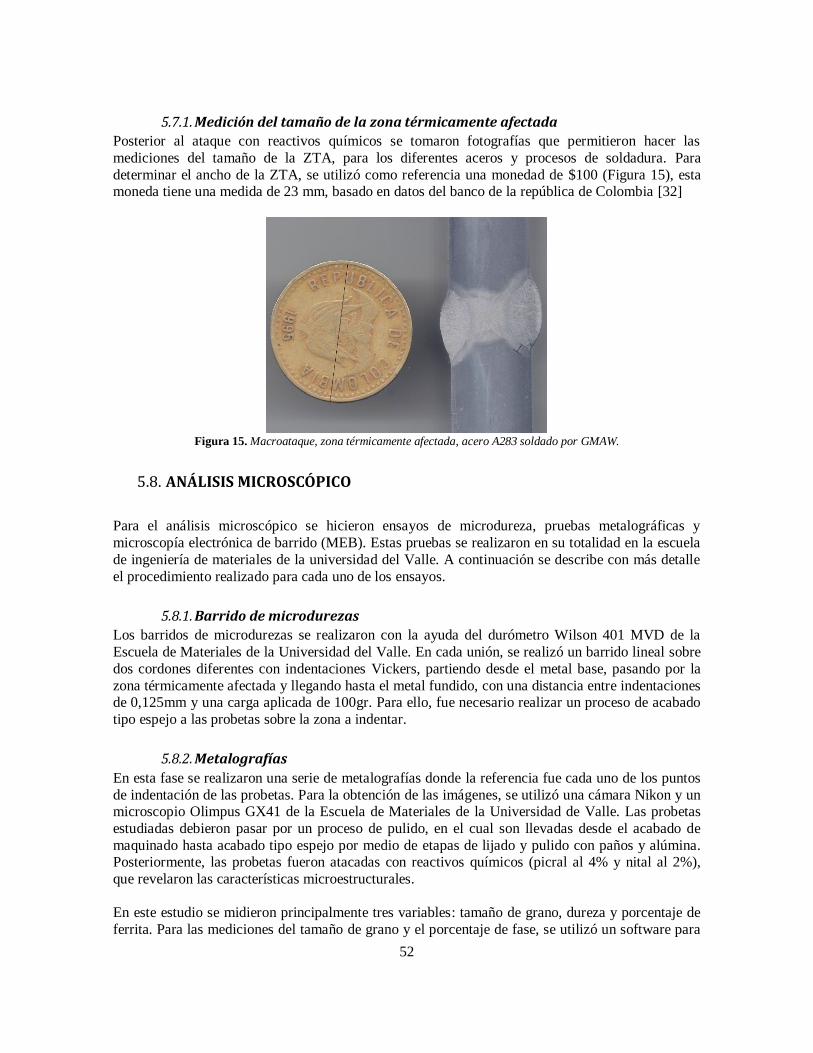
52
5.7.1. Medición del tamaño de la zona térmicamente afectada
Posterior al ataque con reactivos químicos se tomaron fotografías que permitieron hacer las
mediciones del tamaño de la ZTA, para los diferentes aceros y procesos de soldadura. Para
determinar el ancho de la ZTA, se utilizó como referencia una monedad de $100 (Figura 15), esta moneda tiene una medida de 23 mm, basado en datos del banco de la república de Colombia [32]
Figura 15. Macroataque, zona térmicamente afectada, acero A283 soldado por GMAW.
5.8. ANÁLISIS MICROSCÓPICO
Para el análisis microscópico se hicieron ensayos de microdureza, pruebas metalográficas y
microscopía electrónica de barrido (MEB). Estas pruebas se realizaron en su totalidad en la escuela
de ingeniería de materiales de la universidad del Valle. A continuación se describe con más detalle
el procedimiento realizado para cada uno de los ensayos.
5.8.1. Barrido de microdurezas
Los barridos de microdurezas se realizaron con la ayuda del durómetro Wilson 401 MVD de la
Escuela de Materiales de la Universidad del Valle. En cada unión, se realizó un barrido lineal sobre
dos cordones diferentes con indentaciones Vickers, partiendo desde el metal base, pasando por la
zona térmicamente afectada y llegando hasta el metal fundido, con una distancia entre indentaciones de 0,125mm y una carga aplicada de 100gr. Para ello, fue necesario realizar un proceso de acabado
tipo espejo a las probetas sobre la zona a indentar.
5.8.2. Metalografías
En esta fase se realizaron una serie de metalografías donde la referencia fue cada uno de los puntos
de indentación de las probetas. Para la obtención de las imágenes, se utilizó una cámara Nikon y un microscopio Olimpus GX41 de la Escuela de Materiales de la Universidad de Valle. Las probetas
estudiadas debieron pasar por un proceso de pulido, en el cual son llevadas desde el acabado de
maquinado hasta acabado tipo espejo por medio de etapas de lijado y pulido con paños y alúmina. Posteriormente, las probetas fueron atacadas con reactivos químicos (picral al 4% y nital al 2%),
que revelaron las características microestructurales.
En este estudio se midieron principalmente tres variables: tamaño de grano, dureza y porcentaje de
ferrita. Para las mediciones del tamaño de grano y el porcentaje de fase, se utilizó un software para

53
la edición de imágenes metalográficas, el cual por medio de las diferentes tonalidades que revela el
ataque químico de la superficie permite determinar las cantidades de fase y los tamaños de grano en
la escala ASTM. Para las zonas donde los granos presentaban grandes irregularidades geométricas, como las zonas de grano grueso y la zona de grano parcialmente recrecido, no se midió el tamaño
de grano por resultar impráctico y para evitar tener resultados erróneos sobre estas zonas. Como la
ferrita siempre muestra un color más claro que las demás fases, para calcular el porcentaje de fase
principalmente se midió el porcentaje de ferrita total, debido a que es la estructura cristalina que siempre estuvo presente en todas las inspecciones metalográficas. En este punto, no se diferenció
las diferentes clases de ferrita presentes (proeutectoide, widmanstatten, etc). Sin embargo, las zonas
que revelaron un color más oscuro presentaron diferentes microestructuras, como se verá más adelante, por lo cual no fue posible cuantificar efectivamente la presencia de cada una de estas
microestructuras.
5.8.3. Microscopia electrónica de barrido (MEB)
Para el uso de esta técnica las probetas fueron pulidas y luego atacadas primero con picral al 4%,
durante 30 segundos, seguido por nital al 2% durante 15 segundos. Los aumentos que se utilizaron fueron de 1000X y 5000X, dependiendo del tipo de zona que se observó.
54

55
6. DATOS Y RESULTADOS
6.1. PROCESO DE SOLDADURA
En la Tabla 1 se encuentran las composiciones químicas de los aceros utilizados en este estudio. El carbono equivalente se calculó utilizando la Ecuación 5.
Tabla 1. Composición química de los aceros objeto de estudio.
Con respecto a la calificación mecánica de las uniones soldadas, los resultados de la prueba de
tensión (Figura 16) arrojaron que todas las probetas fallaron por el metal base, a excepción de una
probeta que falló por la soldadura con un valor de resistencia a la tensión superior a la especificación de resistencia a la tensión mínima para el metal base correspondiente (60 ksi).
Adicionalmente, todas las pruebas de doblez (Figura 17) pasaron el criterio de evaluación. De esta
forma, se determinó que las uniones soldadas fabricadas cumplieron con los requerimientos del código ASME BPVC 2010. Por lo tanto, los estudios se llevaron a cabo tomando como base
procedimientos de soldadura industriales.
Figura 16. Probetas después de la prueba de tensión.
Figura 17. Pruebas de doblez realizadas.
Los diseños de los WPS y los respectivos PQR se pueden observar en las páginas siguientes. Estas hojas de ruta en el proceso de soldadura muestran todos los parámetros utilizados en el proceso de
soldadura de cada acero.
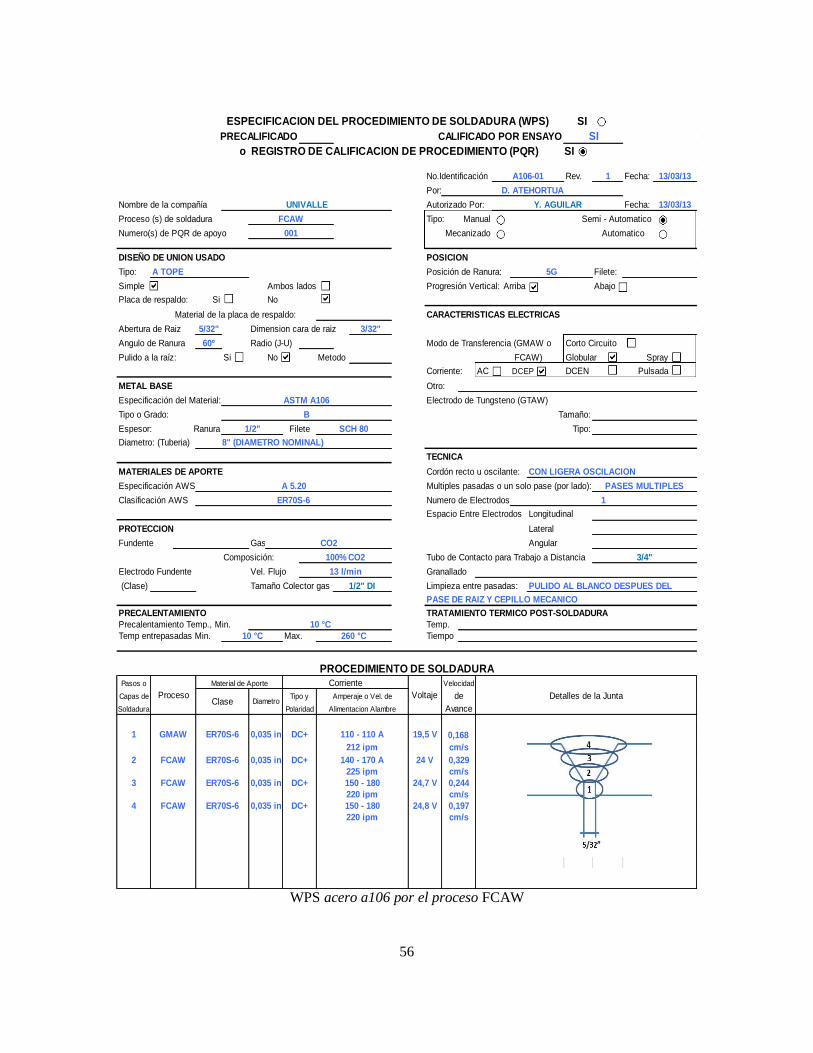
56
PRECALIFICADO CALIFICADO POR ENSAYO
No.Identificación Rev. 1 Fecha:
Por:
Nombre de la compañía Autorizado Por: Fecha:
Proceso (s) de soldadura Tipo: Manual Semi - Automatico
Numero(s) de PQR de apoyo Mecanizado
DISEÑO DE UNION USADO POSICION
Tipo: A TOPE Posición de Ranura: Filete:
Simple Ambos lados Progresión Vertical: Arriba Abajo
Placa de respaldo: Si No
Material de la placa de respaldo: CARACTERISTICAS ELECTRICAS
Abertura de Raiz 5/32" Dimension cara de raiz 3/32"
Angulo de Ranura 60º Radio (J-U) Modo de Transferencia (GMAW o Corto Circuito
Pulido a la raíz: Si No Metodo FCAW) Globular Spray
Corriente: AC DCEP DCEN Pulsada
METAL BASE Otro:
Especificación del Material: Electrodo de Tungsteno (GTAW)
Tipo o Grado: Tamaño:
Espesor: Ranura Tipo:
Diametro: (Tuberia)
TECNICA
MATERIALES DE APORTE Cordón recto u oscilante: CON LIGERA OSCILACION
Especificación AWS Multiples pasadas o un solo pase (por lado):
Clasificación AWS Numero de Electrodos
Espacio Entre Electrodos Longitudinal
PROTECCION Lateral
Fundente Gas Angular
Composición: Tubo de Contacto para Trabajo a Distancia
Electrodo Fundente Vel. Flujo Granallado
(Clase) Tamaño Colector gas Limpieza entre pasadas:
PRECALENTAMIENTO TRATAMIENTO TERMICO POST-SOLDADURA
Precalentamiento Temp., Min. Temp.
Temp entrepasadas Min. Max. Tiempo
cm/s220 ipm
cm/s
4 FCAW ER70S-6 0,035 in DC+ 150 - 180 24,8 V 0,197
220 ipm
cm/s
3 FCAW ER70S-6 0,035 in DC+ 150 - 180 24,7 V 0,244
225 ipm
2 FCAW ER70S-6 0,035 in DC+ 140 - 170 A 24 V 0,329
0,168
cm/s212 ipm
1 GMAW ER70S-6 0,035 in DC+ 110 - 110 A 19,5 V
Clase DiametroTipo y Amperaje o Vel. de Detalles de la Junta
10 °C 260 °C
PROCEDIMIENTO DE SOLDADURA
Pasos o
Proceso
Material de Aporte Corriente
Voltaje
Velocidad
Capas de
Soldadura Polaridad Alimentacion Alambre Avance
de
13 l/min
1/2" DI PULIDO AL BLANCO DESPUES DEL
PASE DE RAIZ Y CEPILLO MECANICO
10 °C
CO2
100% CO2 3/4"
A 5.20 PASES MULTIPLES
ER70S-6 1
B
1/2" Filete SCH 80
8" (DIAMETRO NOMINAL)
ASTM A106
D. ATEHORTUA
UNIVALLE Y. AGUILAR 13/03/13
FCAW
001 Automatico
ESPECIFICACION DEL PROCEDIMIENTO DE SOLDADURA (WPS) SI
SI
o REGISTRO DE CALIFICACION DE PROCEDIMIENTO (PQR) SI
A106-01 13/03/13
5G
WPS acero a106 por el proceso FCAW
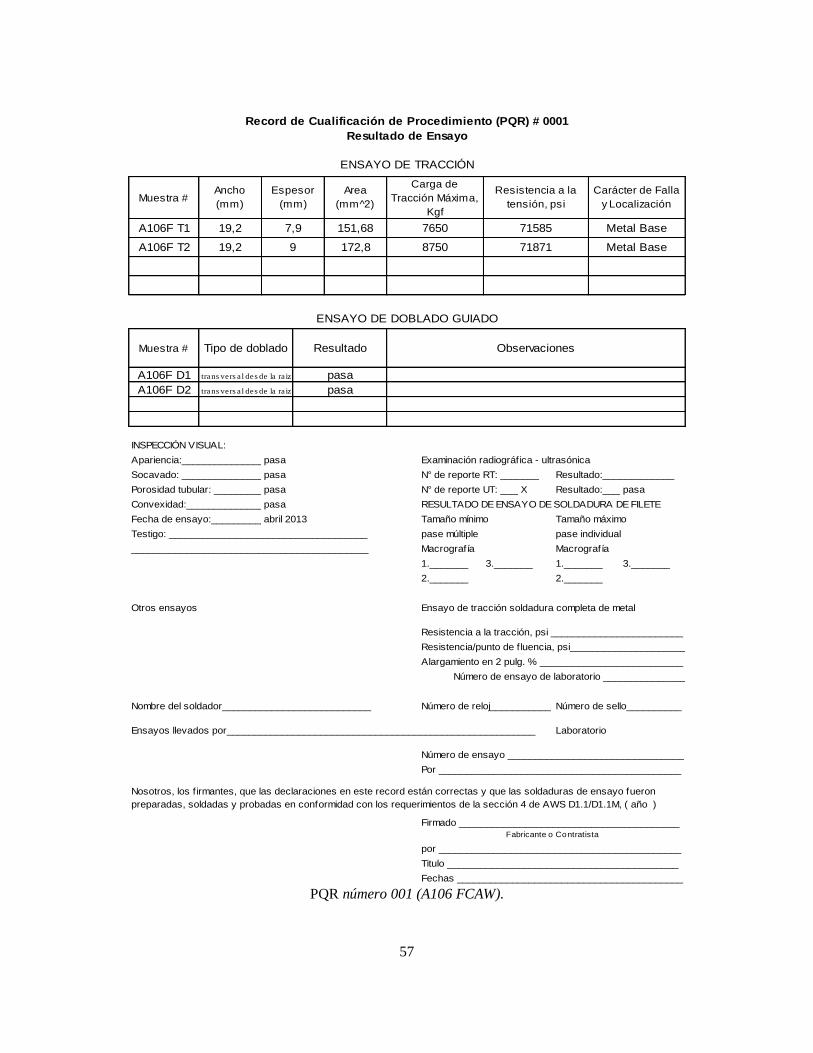
57
Muestra #
A106F T1
A106F T2
Muestra #
A106F D1
A106F D2
INSPECCIÓN VISUAL:
Apariencia:__________________________________pasa Examinación radiográfica - ultrasónica
Socavado: __________________________________pasa N° de reporte RT: _______ Resultado:_____________
Porosidad tubular: ____________________________pasa N° de reporte UT: _______X Resultado:_____________pasa
Convexidad:_________________________________pasa RESULTADO DE ENSAYO DE SOLDADURA DE FILETE
Fecha de ensayo:_____________________________abril 2013 Tamaño mínimo Tamaño máximo
Testigo: ____________________________________ pase múltiple pase individual
___________________________________________ Macrografía Macrografía
1._______ 3._______ 1._______ 3._______
2._______ 2._______
Otros ensayos Ensayo de tracción soldadura completa de metal
Resistencia a la tracción, psi ________________________
Resistencia/punto de f luencia, psi_____________________
Alargamiento en 2 pulg. % __________________________
Número de ensayo de laboratorio _______________
Nombre del soldador___________________________ Número de reloj___________ Número de sello__________
Ensayos llevados por________________________________________________________ Laboratorio
Número de ensayo ________________________________
Por ____________________________________________
Firmado ________________________________________
por ____________________________________________
Titulo __________________________________________
Fechas _________________________________________
Nosotros, los f irmantes, que las declaraciones en este record están correctas y que las soldaduras de ensayo fueron
preparadas, soldadas y probadas en conformidad con los requerimientos de la sección 4 de AWS D1.1/D1.1M, ( año )
Fabricante o Contratista
trans vers a l des de la ra iz pasa
ENSAYO DE DOBLADO GUIADO
Tipo de doblado Resultado Observaciones
trans vers a l des de la ra iz pasa
Metal Base
19,2 7,9 151,68 7650 71585 Metal Base
19,2 9 172,8 8750 71871
Record de Cualificación de Procedimiento (PQR) # 0001
Resultado de Ensayo
ENSAYO DE TRACCIÓN
Ancho
(mm)
Espesor
(mm)
Area
(mm^2)
Carga de
Tracción Máxima,
Kgf
Resistencia a la
tensión, psi
Carácter de Falla
y Localización
PQR número 001 (A106 FCAW).
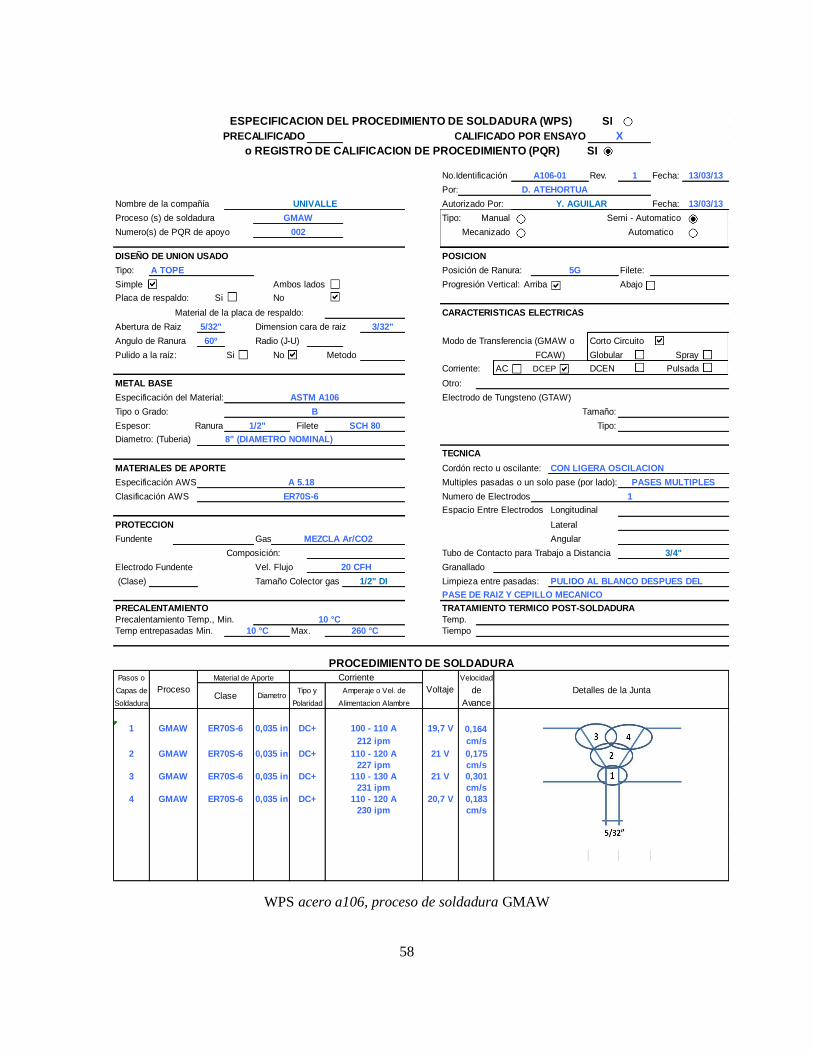
58
PRECALIFICADO CALIFICADO POR ENSAYO
No.Identificación Rev. 1 Fecha:
Por:
Nombre de la compañía Autorizado Por: Fecha:
Proceso (s) de soldadura Tipo: Manual Semi - Automatico
Numero(s) de PQR de apoyo Mecanizado
DISEÑO DE UNION USADO POSICION
Tipo: A TOPE Posición de Ranura: Filete:
Simple Ambos lados Progresión Vertical: Arriba Abajo
Placa de respaldo: Si No
Material de la placa de respaldo: CARACTERISTICAS ELECTRICAS
Abertura de Raiz 5/32" Dimension cara de raiz 3/32"
Angulo de Ranura 60º Radio (J-U) Modo de Transferencia (GMAW o Corto Circuito
Pulido a la raíz: Si No Metodo FCAW) Globular Spray
Corriente: AC DCEP DCEN Pulsada
METAL BASE Otro:
Especificación del Material: Electrodo de Tungsteno (GTAW)
Tipo o Grado: Tamaño:
Espesor: Ranura Tipo:
Diametro: (Tuberia)
TECNICA
MATERIALES DE APORTE Cordón recto u oscilante: CON LIGERA OSCILACION
Especificación AWS Multiples pasadas o un solo pase (por lado):
Clasificación AWS Numero de Electrodos
Espacio Entre Electrodos Longitudinal
PROTECCION Lateral
Fundente Gas Angular
Composición: Tubo de Contacto para Trabajo a Distancia
Electrodo Fundente Vel. Flujo Granallado
(Clase) Tamaño Colector gas Limpieza entre pasadas:
PRECALENTAMIENTO TRATAMIENTO TERMICO POST-SOLDADURA
Precalentamiento Temp., Min. Temp.
Temp entrepasadas Min. Max. Tiempo
cm/s230 ipm
cm/s
4 GMAW ER70S-6 0,035 in DC+ 110 - 120 A 20,7 V 0,183
231 ipm
cm/s
3 GMAW ER70S-6 0,035 in DC+ 110 - 130 A 21 V 0,301
227 ipm
2 GMAW ER70S-6 0,035 in DC+ 110 - 120 A 21 V 0,175
0,164
cm/s212 ipm
1 GMAW ER70S-6 0,035 in DC+ 100 - 110 A 19,7 V
Clase DiametroTipo y Amperaje o Vel. de Detalles de la Junta
10 °C 260 °C
PROCEDIMIENTO DE SOLDADURA
Pasos o
Proceso
Material de Aporte Corriente
Voltaje
Velocidad
Capas de
Soldadura Polaridad Alimentacion Alambre Avance
de
20 CFH
1/2" DI PULIDO AL BLANCO DESPUES DEL
PASE DE RAIZ Y CEPILLO MECANICO
10 °C
MEZCLA Ar/CO2
3/4"
8" (DIAMETRO NOMINAL)
A 5.18 PASES MULTIPLES
ER70S-6 1
B
1/2" Filete SCH 80
ASTM A106
D. ATEHORTUA
UNIVALLE Y. AGUILAR 13/03/13
GMAW
002 Automatico
ESPECIFICACION DEL PROCEDIMIENTO DE SOLDADURA (WPS) SI
X
o REGISTRO DE CALIFICACION DE PROCEDIMIENTO (PQR) SI
A106-01 13/03/13
5G
WPS acero a106, proceso de soldadura GMAW
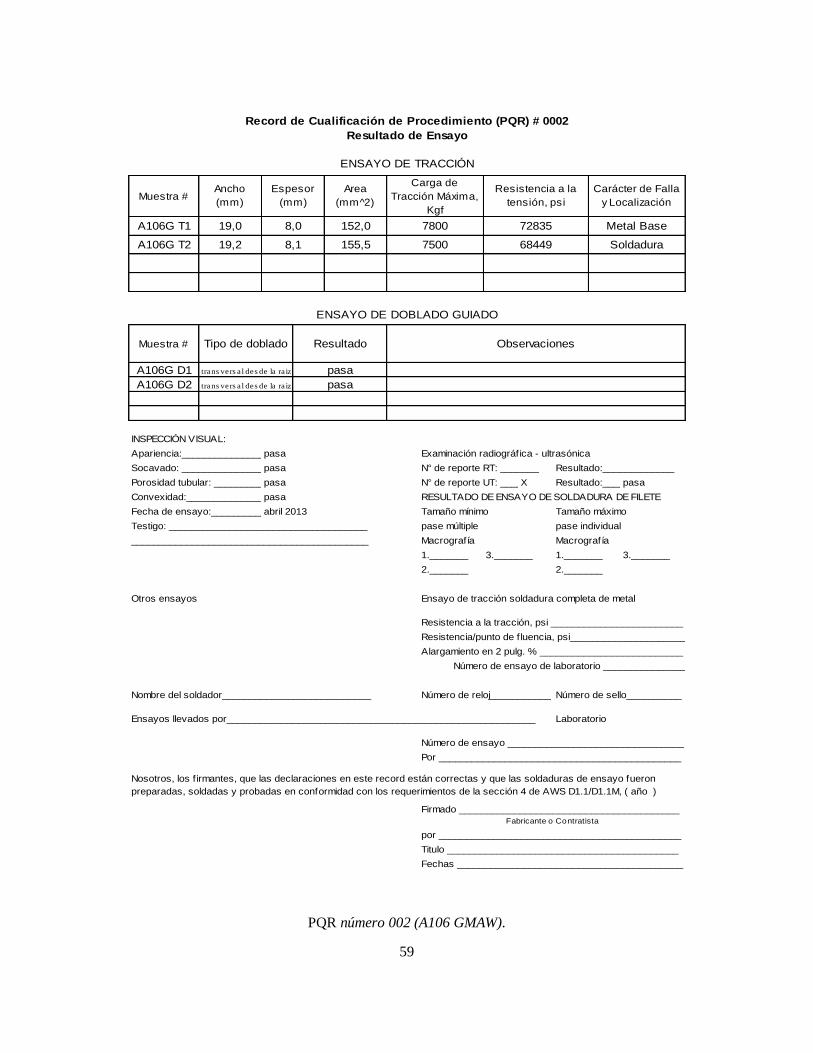
59
Muestra #
A106G T1
A106G T2
Muestra #
A106G D1
A106G D2
INSPECCIÓN VISUAL:
Apariencia:__________________________________pasa Examinación radiográfica - ultrasónica
Socavado: __________________________________pasa N° de reporte RT: _______ Resultado:_____________
Porosidad tubular: ____________________________pasa N° de reporte UT: _______X Resultado:_____________pasa
Convexidad:_________________________________pasa RESULTADO DE ENSAYO DE SOLDADURA DE FILETE
Fecha de ensayo:_____________________________abril 2013 Tamaño mínimo Tamaño máximo
Testigo: ____________________________________ pase múltiple pase individual
___________________________________________ Macrografía Macrografía
1._______ 3._______ 1._______ 3._______
2._______ 2._______
Otros ensayos Ensayo de tracción soldadura completa de metal
Resistencia a la tracción, psi ________________________
Resistencia/punto de f luencia, psi_____________________
Alargamiento en 2 pulg. % __________________________
Número de ensayo de laboratorio _______________
Nombre del soldador___________________________ Número de reloj___________ Número de sello__________
Ensayos llevados por________________________________________________________ Laboratorio
Número de ensayo ________________________________
Por ____________________________________________
Firmado ________________________________________
por ____________________________________________
Titulo __________________________________________
Fechas _________________________________________
Record de Cualificación de Procedimiento (PQR) # 0002
Resultado de Ensayo
ENSAYO DE TRACCIÓN
Ancho
(mm)
Espesor
(mm)
Area
(mm^2)
Carga de
Tracción Máxima,
Kgf
Resistencia a la
tensión, psi
Carácter de Falla
y Localización
Soldadura
19,0 8,0 152,0 7800 72835 Metal Base
19,2 8,1 155,5 7500 68449
ENSAYO DE DOBLADO GUIADO
Tipo de doblado Resultado Observaciones
trans vers a l des de la ra iz pasa
trans vers a l des de la ra iz pasa
Nosotros, los f irmantes, que las declaraciones en este record están correctas y que las soldaduras de ensayo fueron
preparadas, soldadas y probadas en conformidad con los requerimientos de la sección 4 de AWS D1.1/D1.1M, ( año )
Fabricante o Contratista
PQR número 002 (A106 GMAW).
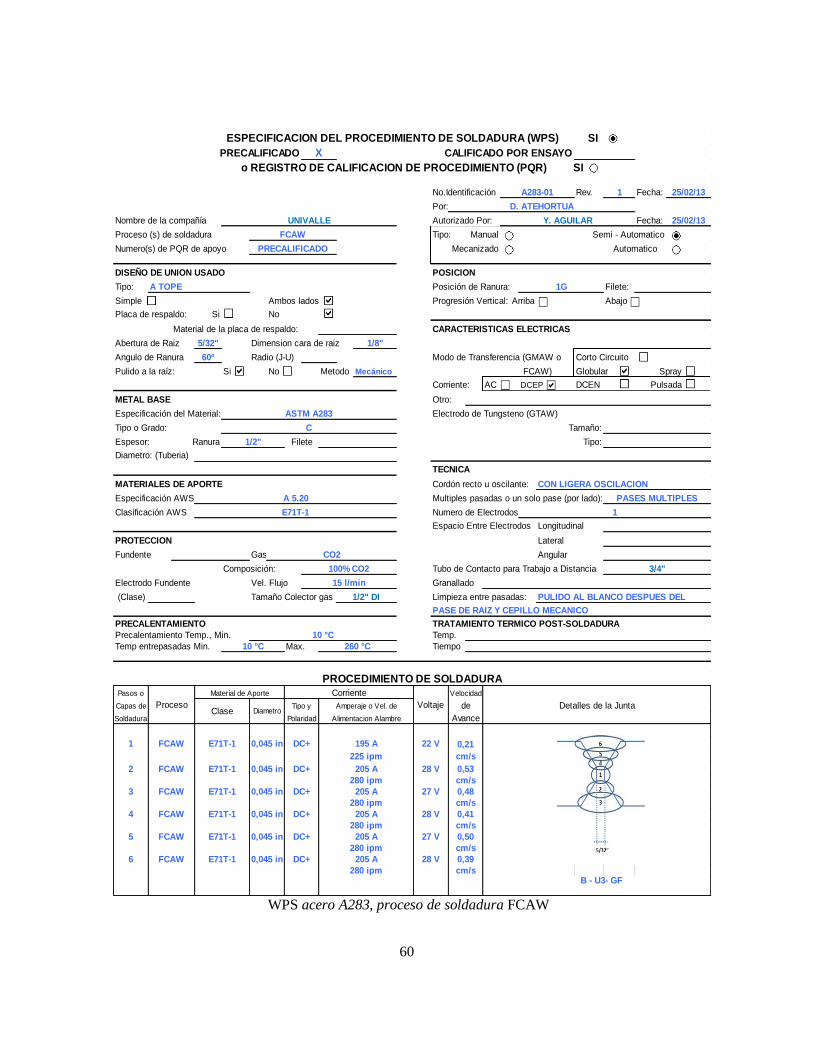
60
PRECALIFICADO CALIFICADO POR ENSAYO
No.Identificación Rev. 1 Fecha:
Por:
Nombre de la compañía Autorizado Por: Fecha:
Proceso (s) de soldadura Tipo: Manual Semi - Automatico
Numero(s) de PQR de apoyo Mecanizado
DISEÑO DE UNION USADO POSICION
Tipo: A TOPE Posición de Ranura: Filete:
Simple Ambos lados Progresión Vertical: Arriba Abajo
Placa de respaldo: Si No
Material de la placa de respaldo: CARACTERISTICAS ELECTRICAS
Abertura de Raiz 5/32" Dimension cara de raiz 1/8"
Angulo de Ranura 60º Radio (J-U) Modo de Transferencia (GMAW o Corto Circuito
Pulido a la raíz: Si No Metodo Mecánico FCAW) Globular Spray
Corriente: AC DCEP DCEN Pulsada
METAL BASE Otro:
Especificación del Material: Electrodo de Tungsteno (GTAW)
Tipo o Grado: Tamaño:
Espesor: Ranura Tipo:
Diametro: (Tuberia)
TECNICA
MATERIALES DE APORTE Cordón recto u oscilante: CON LIGERA OSCILACION
Especificación AWS Multiples pasadas o un solo pase (por lado):
Clasificación AWS Numero de Electrodos
Espacio Entre Electrodos Longitudinal
PROTECCION Lateral
Fundente Gas Angular
Composición: Tubo de Contacto para Trabajo a Distancia
Electrodo Fundente Vel. Flujo Granallado
(Clase) Tamaño Colector gas Limpieza entre pasadas:
PRECALENTAMIENTO TRATAMIENTO TERMICO POST-SOLDADURA
Precalentamiento Temp., Min. Temp.
Temp entrepasadas Min. Max. Tiempo
0,21
cm/s
B - U3- GF
cm/s
E71T-1 0,045 in DC+ 205 A 28 V
280 ipm cm/s
0,39
280 ipm
6 FCAW
cm/s
5 FCAW E71T-1 0,045 in DC+ 205 A 27 V 0,50
280 ipm
cm/s
4 FCAW E71T-1 0,045 in DC+ 205 A 28 V 0,41
280 ipm
cm/s
3 FCAW E71T-1 0,045 in DC+ 205 A 27 V 0,48
280 ipm
2 FCAW E71T-1 0,045 in DC+ 205 A 28 V 0,53
225 ipm
1 FCAW E71T-1 0,045 in DC+ 195 A 22 V
Clase DiametroTipo y Amperaje o Vel. de Detalles de la Junta
10 °C 260 °C
PROCEDIMIENTO DE SOLDADURA
Pasos o
Proceso
Material de Aporte Corriente
Voltaje
Velocidad
Capas de
Soldadura Polaridad Alimentacion Alambre Avance
de
15 l/min
1/2" DI PULIDO AL BLANCO DESPUES DEL
PASE DE RAIZ Y CEPILLO MECANICO
10 °C
CO2
100% CO2 3/4"
A 5.20 PASES MULTIPLES
E71T-1 1
C
1/2" Filete
ASTM A283
D. ATEHORTUA
UNIVALLE Y. AGUILAR 25/02/13
FCAW
PRECALIFICADO Automatico
ESPECIFICACION DEL PROCEDIMIENTO DE SOLDADURA (WPS) SI
X
o REGISTRO DE CALIFICACION DE PROCEDIMIENTO (PQR) SI
A283-01 25/02/13
1G
WPS acero A283, proceso de soldadura FCAW
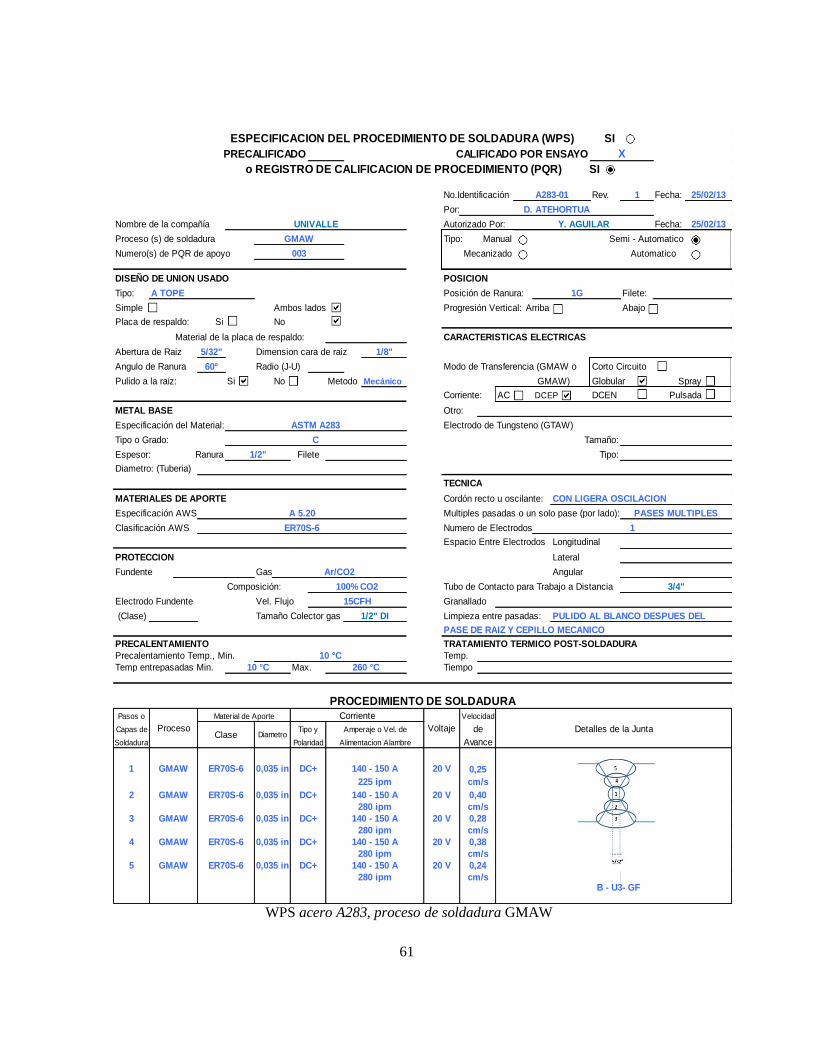
61
PRECALIFICADO CALIFICADO POR ENSAYO
No.Identificación Rev. 1 Fecha:
Por:
Nombre de la compañía Autorizado Por: Fecha:
Proceso (s) de soldadura Tipo: Manual Semi - Automatico
Numero(s) de PQR de apoyo Mecanizado
DISEÑO DE UNION USADO POSICION
Tipo: A TOPE Posición de Ranura: Filete:
Simple Ambos lados Progresión Vertical: Arriba Abajo
Placa de respaldo: Si No
Material de la placa de respaldo: CARACTERISTICAS ELECTRICAS
Abertura de Raiz 5/32" Dimension cara de raiz 1/8"
Angulo de Ranura 60º Radio (J-U) Modo de Transferencia (GMAW o Corto Circuito
Pulido a la raíz: Si No Metodo Mecánico GMAW) Globular Spray
Corriente: AC DCEP DCEN Pulsada
METAL BASE Otro:
Especificación del Material: Electrodo de Tungsteno (GTAW)
Tipo o Grado: Tamaño:
Espesor: Ranura Tipo:
Diametro: (Tuberia)
TECNICA
MATERIALES DE APORTE Cordón recto u oscilante: CON LIGERA OSCILACION
Especificación AWS Multiples pasadas o un solo pase (por lado):
Clasificación AWS Numero de Electrodos
Espacio Entre Electrodos Longitudinal
PROTECCION Lateral
Fundente Gas Angular
Composición: Tubo de Contacto para Trabajo a Distancia
Electrodo Fundente Vel. Flujo Granallado
(Clase) Tamaño Colector gas Limpieza entre pasadas:
PRECALENTAMIENTO TRATAMIENTO TERMICO POST-SOLDADURA
Precalentamiento Temp., Min. Temp.
Temp entrepasadas Min. Max. Tiempo
ESPECIFICACION DEL PROCEDIMIENTO DE SOLDADURA (WPS) SI
X
o REGISTRO DE CALIFICACION DE PROCEDIMIENTO (PQR) SI
A283-01 25/02/13
1G
ASTM A283
D. ATEHORTUA
UNIVALLE Y. AGUILAR 25/02/13
GMAW
003 Automatico
A 5.20 PASES MULTIPLES
ER70S-6 1
C
1/2" Filete
15CFH
1/2" DI PULIDO AL BLANCO DESPUES DEL
PASE DE RAIZ Y CEPILLO MECANICO
10 °C
Ar/CO2
100% CO2 3/4"
Clase DiametroTipo y Amperaje o Vel. de Detalles de la Junta
10 °C 260 °C
PROCEDIMIENTO DE SOLDADURA
Pasos o
Proceso
Material de Aporte Corriente
Voltaje
Velocidad
Capas de
Soldadura Polaridad Alimentacion Alambre Avance
de
1 GMAW ER70S-6 0,035 in DC+ 140 - 150 A 20 V
2 GMAW ER70S-6 0,035 in DC+ 140 - 150 A 20 V 0,40
0,25
cm/s225 ipm
cm/s
3 GMAW ER70S-6 0,035 in DC+ 140 - 150 A 20 V 0,28
280 ipm
cm/s
4 GMAW ER70S-6 0,035 in DC+ 140 - 150 A 20 V 0,38
280 ipm
cm/s280 ipm
cm/s
5 GMAW ER70S-6 0,035 in DC+ 140 - 150 A 20 V 0,24
280 ipm
B - U3- GF
WPS acero A283, proceso de soldadura GMAW
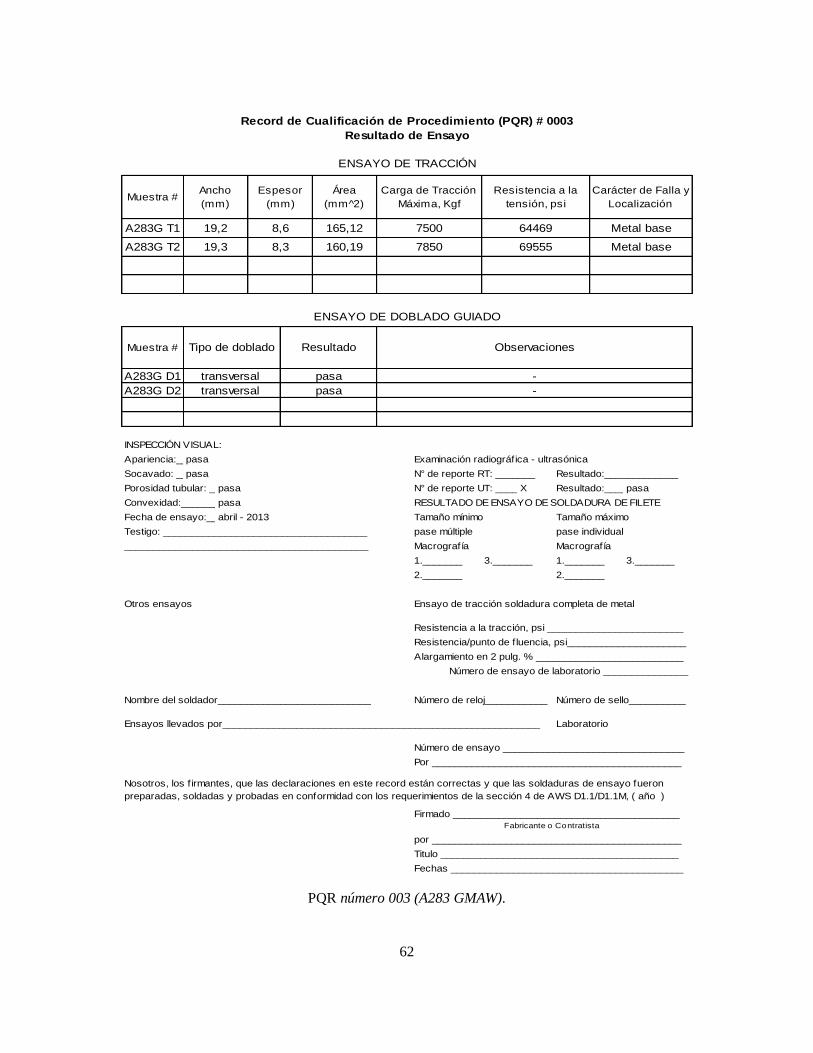
62
Muestra #
A283G T1
A283G T2
Muestra #
A283G D1
A283G D2
INSPECCIÓN VISUAL:
Apariencia:__________________________________pasa Examinación radiográfica - ultrasónica
Socavado: __________________________________pasa N° de reporte RT: _______ Resultado:_____________
Porosidad tubular: ____________________________pasa N° de reporte UT: _______X Resultado:_____________pasa
Convexidad:_________________________________pasa RESULTADO DE ENSAYO DE SOLDADURA DE FILETE
Fecha de ensayo:_____________________________abril - 2013 Tamaño mínimo Tamaño máximo
Testigo: ____________________________________ pase múltiple pase individual
___________________________________________ Macrografía Macrografía
1._______ 3._______ 1._______ 3._______
2._______ 2._______
Otros ensayos Ensayo de tracción soldadura completa de metal
Resistencia a la tracción, psi ________________________
Resistencia/punto de f luencia, psi_____________________
Alargamiento en 2 pulg. % __________________________
Número de ensayo de laboratorio _______________
Nombre del soldador___________________________ Número de reloj___________ Número de sello__________
Ensayos llevados por________________________________________________________ Laboratorio
Número de ensayo ________________________________
Por ____________________________________________
Firmado ________________________________________
por ____________________________________________
Titulo __________________________________________
Fechas _________________________________________
Nosotros, los f irmantes, que las declaraciones en este record están correctas y que las soldaduras de ensayo fueron
preparadas, soldadas y probadas en conformidad con los requerimientos de la sección 4 de AWS D1.1/D1.1M, ( año )
Fabricante o Contratista
transversal pasa -
ENSAYO DE DOBLADO GUIADO
Tipo de doblado Resultado Observaciones
transversal pasa -
Metal base
19,2 8,6 165,12 7500 64469 Metal base
19,3 8,3 160,19 7850 69555
Record de Cualificación de Procedimiento (PQR) # 0003
Resultado de Ensayo
ENSAYO DE TRACCIÓN
Ancho
(mm)
Espesor
(mm)
Área
(mm^2)
Carga de Tracción
Máxima, Kgf
Resistencia a la
tensión, psi
Carácter de Falla y
Localización
PQR número 003 (A283 GMAW).
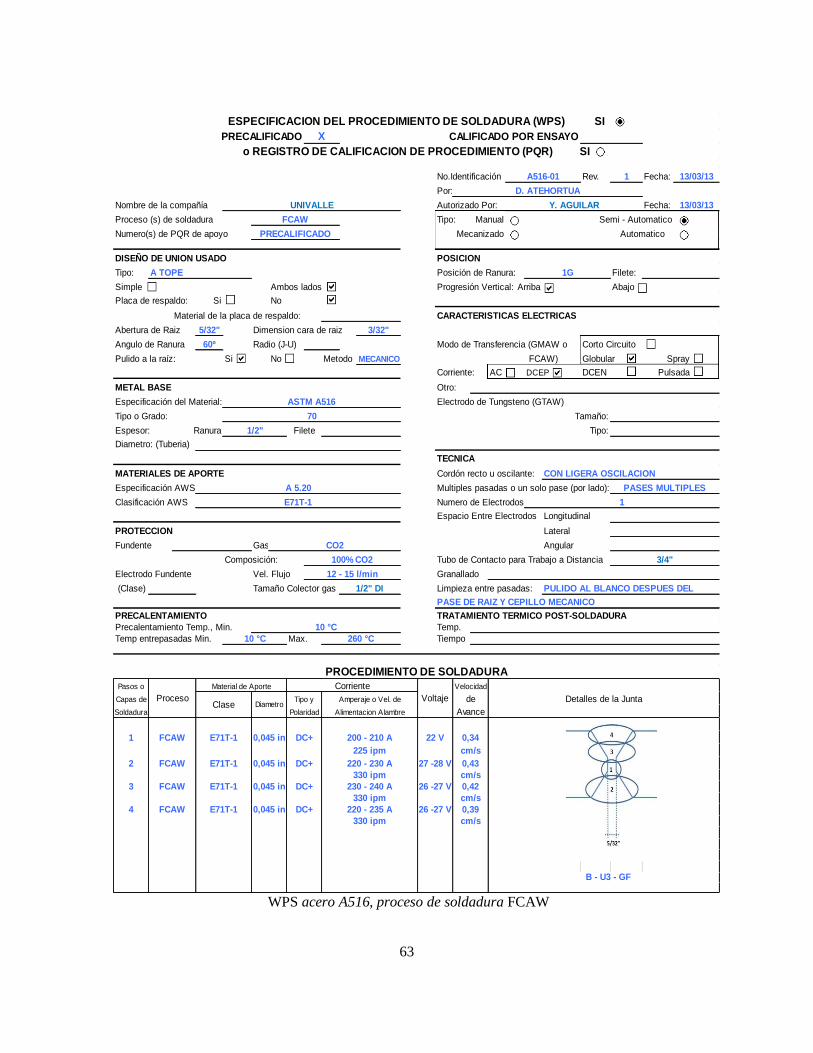
63
PRECALIFICADO CALIFICADO POR ENSAYO
No.Identificación Rev. 1 Fecha:
Por:
Nombre de la compañía Autorizado Por: Fecha:
Proceso (s) de soldadura Tipo: Manual Semi - Automatico
Numero(s) de PQR de apoyo Mecanizado
DISEÑO DE UNION USADO POSICION
Tipo: A TOPE Posición de Ranura: Filete:
Simple Ambos lados Progresión Vertical: Arriba Abajo
Placa de respaldo: Si No
Material de la placa de respaldo: CARACTERISTICAS ELECTRICAS
Abertura de Raiz 5/32" Dimension cara de raiz 3/32"
Angulo de Ranura 60º Radio (J-U) Modo de Transferencia (GMAW o Corto Circuito
Pulido a la raíz: Si No Metodo MECANICO FCAW) Globular Spray
Corriente: AC DCEP DCEN Pulsada
METAL BASE Otro:
Especificación del Material: Electrodo de Tungsteno (GTAW)
Tipo o Grado: Tamaño:
Espesor: Ranura Tipo:
Diametro: (Tuberia)
TECNICA
MATERIALES DE APORTE Cordón recto u oscilante: CON LIGERA OSCILACION
Especificación AWS Multiples pasadas o un solo pase (por lado):
Clasificación AWS Numero de Electrodos
Espacio Entre Electrodos Longitudinal
PROTECCION Lateral
Fundente Gas Angular
Composición: Tubo de Contacto para Trabajo a Distancia
Electrodo Fundente Vel. Flujo Granallado
(Clase) Tamaño Colector gas Limpieza entre pasadas:
PRECALENTAMIENTO TRATAMIENTO TERMICO POST-SOLDADURA
Precalentamiento Temp., Min. Temp.
Temp entrepasadas Min. Max. Tiempo
ESPECIFICACION DEL PROCEDIMIENTO DE SOLDADURA (WPS) SI
X
o REGISTRO DE CALIFICACION DE PROCEDIMIENTO (PQR) SI
A516-01 13/03/13
1G
ASTM A516
D. ATEHORTUA
UNIVALLE Y. AGUILAR 13/03/13
FCAW
PRECALIFICADO Automatico
A 5.20 PASES MULTIPLES
E71T-1 1
70
1/2" Filete
12 - 15 l/min
1/2" DI PULIDO AL BLANCO DESPUES DEL
PASE DE RAIZ Y CEPILLO MECANICO
10 °C
CO2
100% CO2 3/4"
Clase DiametroTipo y Amperaje o Vel. de Detalles de la Junta
10 °C 260 °C
PROCEDIMIENTO DE SOLDADURA
Pasos o
Proceso
Material de Aporte Corriente
Voltaje
Velocidad
Capas de
Soldadura Polaridad Alimentacion Alambre Avance
de
1 FCAW E71T-1 0,045 in DC+ 200 - 210 A 22 V
2 FCAW E71T-1 0,045 in DC+ 220 - 230 A 27 -28 V 0,43
225 ipm
3 FCAW E71T-1 0,045 in DC+ 230 - 240 A 26 -27 V 0,42
330 ipm
4 FCAW E71T-1 0,045 in DC+ 220 - 235 A 26 -27 V 0,39
330 ipm
330 ipm
0,34
cm/s
B - U3 - GF
cm/s
cm/s
cm/s
WPS acero A516, proceso de soldadura FCAW
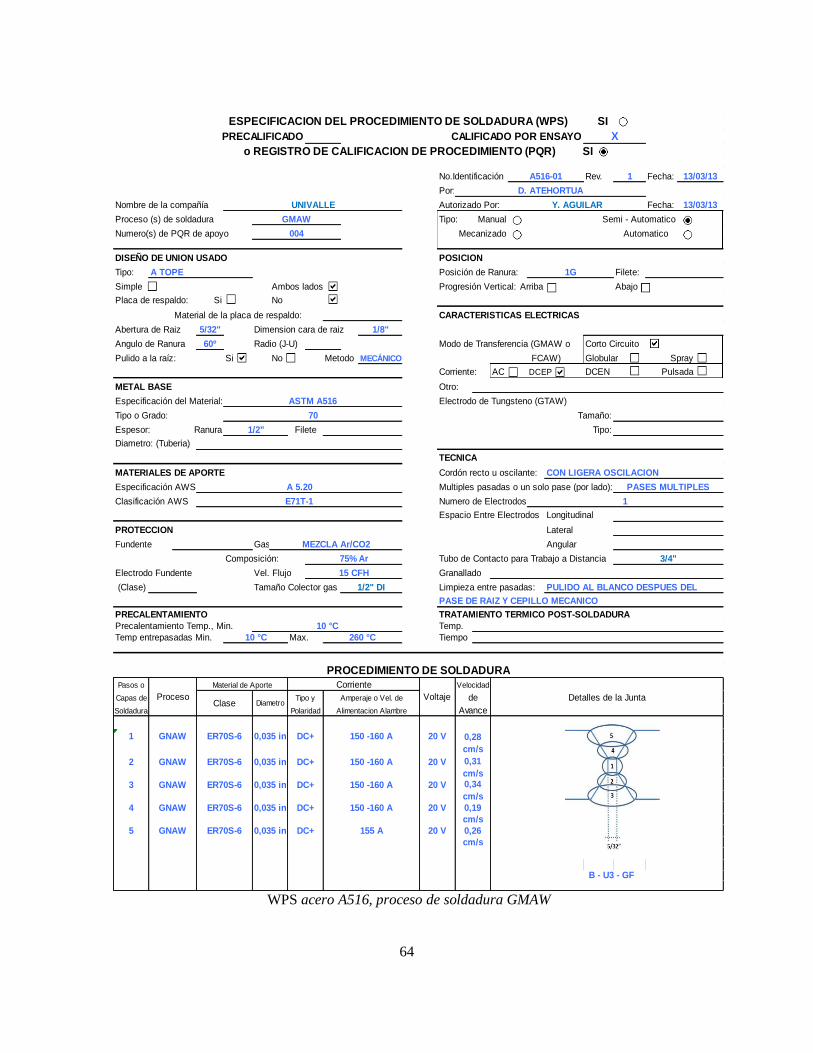
64
PRECALIFICADO CALIFICADO POR ENSAYO
No.Identificación Rev. 1 Fecha:
Por:
Nombre de la compañía Autorizado Por: Fecha:
Proceso (s) de soldadura Tipo: Manual Semi - Automatico
Numero(s) de PQR de apoyo Mecanizado
DISEÑO DE UNION USADO POSICION
Tipo: A TOPE Posición de Ranura: Filete:
Simple Ambos lados Progresión Vertical: Arriba Abajo
Placa de respaldo: Si No
Material de la placa de respaldo: CARACTERISTICAS ELECTRICAS
Abertura de Raiz 5/32" Dimension cara de raiz 1/8"
Angulo de Ranura 60º Radio (J-U) Modo de Transferencia (GMAW o Corto Circuito
Pulido a la raíz: Si No Metodo MECÁNICO FCAW) Globular Spray
Corriente: AC DCEP DCEN Pulsada
METAL BASE Otro:
Especificación del Material: Electrodo de Tungsteno (GTAW)
Tipo o Grado: Tamaño:
Espesor: Ranura Tipo:
Diametro: (Tuberia)
TECNICA
MATERIALES DE APORTE Cordón recto u oscilante: CON LIGERA OSCILACION
Especificación AWS Multiples pasadas o un solo pase (por lado):
Clasificación AWS Numero de Electrodos
Espacio Entre Electrodos Longitudinal
PROTECCION Lateral
Fundente Gas Angular
Composición: Tubo de Contacto para Trabajo a Distancia
Electrodo Fundente Vel. Flujo Granallado
(Clase) Tamaño Colector gas Limpieza entre pasadas:
PRECALENTAMIENTO TRATAMIENTO TERMICO POST-SOLDADURA
Precalentamiento Temp., Min. Temp.
Temp entrepasadas Min. Max. Tiempo
0,31
cm/s0,34
cm/s
B - U3 - GF
cm/s
cm/s
5 GNAW ER70S-6 0,035 in DC+ 155 A 20 V 0,26
4 GNAW ER70S-6 0,035 in DC+ 150 -160 A 20 V 0,19
3 GNAW ER70S-6 0,035 in DC+ 150 -160 A 20 V
2 GNAW ER70S-6 0,035 in DC+ 150 -160 A 20 V
0,28
cm/s
1 GNAW ER70S-6 0,035 in DC+ 150 -160 A 20 V
Clase DiametroTipo y Amperaje o Vel. de Detalles de la Junta
10 °C 260 °C
PROCEDIMIENTO DE SOLDADURA
Pasos o
Proceso
Material de Aporte Corriente
Voltaje
Velocidad
Capas de
Soldadura Polaridad Alimentacion Alambre Avance
de
15 CFH
1/2" DI PULIDO AL BLANCO DESPUES DEL
PASE DE RAIZ Y CEPILLO MECANICO
10 °C
MEZCLA Ar/CO2
75% Ar 3/4"
A 5.20 PASES MULTIPLES
E71T-1 1
70
1/2" Filete
ASTM A516
D. ATEHORTUA
UNIVALLE Y. AGUILAR 13/03/13
GMAW
004 Automatico
ESPECIFICACION DEL PROCEDIMIENTO DE SOLDADURA (WPS) SI
X
o REGISTRO DE CALIFICACION DE PROCEDIMIENTO (PQR) SI
A516-01 13/03/13
1G
WPS acero A516, proceso de soldadura GMAW
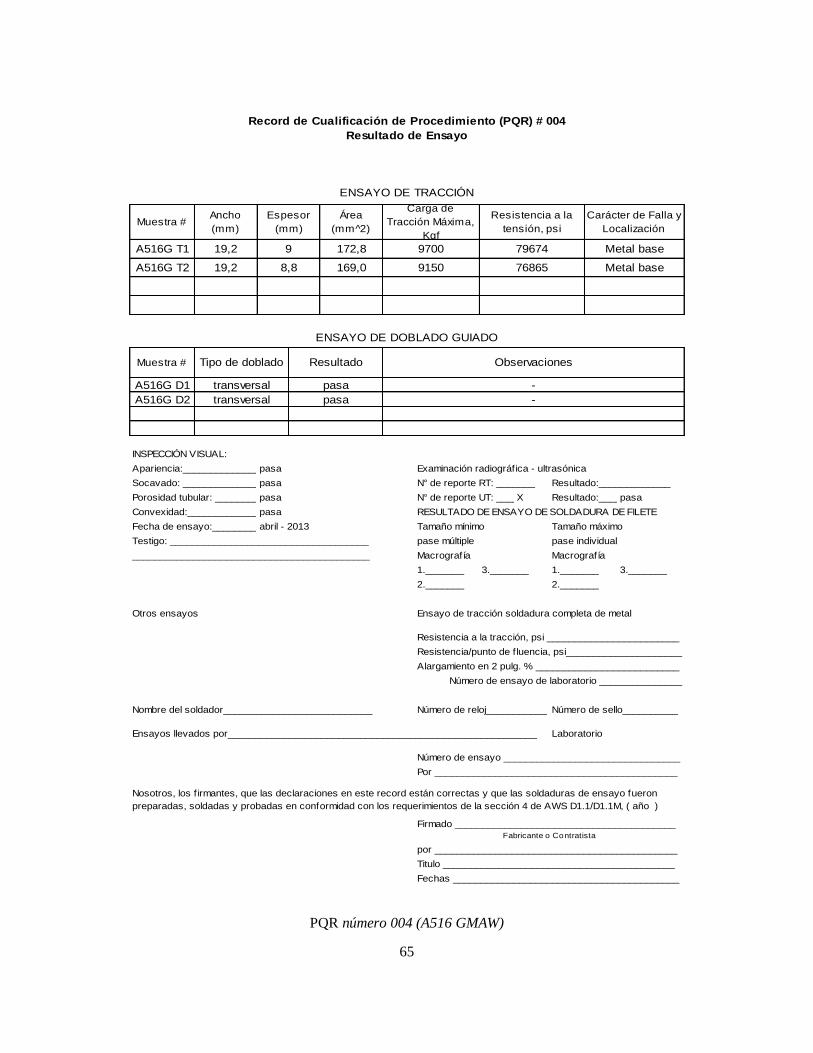
65
Muestra #
A516G T1
A516G T2
Muestra #
A516G D1
A516G D2
INSPECCIÓN VISUAL:
Apariencia:__________________________________pasa Examinación radiográfica - ultrasónica
Socavado: __________________________________pasa N° de reporte RT: _______ Resultado:_____________
Porosidad tubular: ____________________________pasa N° de reporte UT: _______X Resultado:_____________pasa
Convexidad:_________________________________pasa RESULTADO DE ENSAYO DE SOLDADURA DE FILETE
Fecha de ensayo:_____________________________abril - 2013 Tamaño mínimo Tamaño máximo
Testigo: ____________________________________ pase múltiple pase individual
___________________________________________ Macrografía Macrografía
1._______ 3._______ 1._______ 3._______
2._______ 2._______
Otros ensayos Ensayo de tracción soldadura completa de metal
Resistencia a la tracción, psi ________________________
Resistencia/punto de f luencia, psi_____________________
Alargamiento en 2 pulg. % __________________________
Número de ensayo de laboratorio _______________
Nombre del soldador___________________________ Número de reloj___________ Número de sello__________
Ensayos llevados por________________________________________________________ Laboratorio
Número de ensayo ________________________________
Por ____________________________________________
Firmado ________________________________________
por ____________________________________________
Titulo __________________________________________
Fechas _________________________________________
Nosotros, los f irmantes, que las declaraciones en este record están correctas y que las soldaduras de ensayo fueron
preparadas, soldadas y probadas en conformidad con los requerimientos de la sección 4 de AWS D1.1/D1.1M, ( año )
Fabricante o Contratista
transversal pasa -
ENSAYO DE DOBLADO GUIADO
Tipo de doblado Resultado Observaciones
transversal pasa -
Metal base
19,2 9 172,8 9700 79674 Metal base
19,2 8,8 169,0 9150 76865
Record de Cualificación de Procedimiento (PQR) # 004
Resultado de Ensayo
ENSAYO DE TRACCIÓN
Ancho
(mm)
Espesor
(mm)
Área
(mm^2)
Carga de
Tracción Máxima,
Kgf
Resistencia a la
tensión, psi
Carácter de Falla y
Localización
PQR número 004 (A516 GMAW)
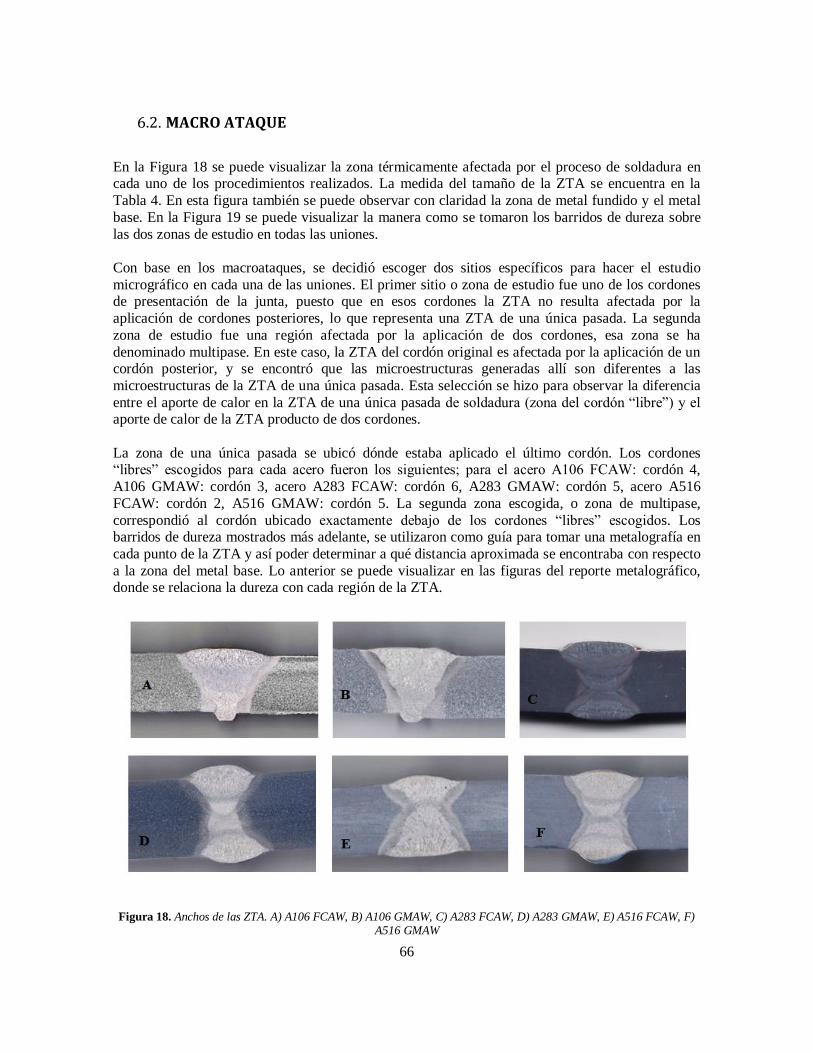
66
6.2. MACRO ATAQUE
En la Figura 18 se puede visualizar la zona térmicamente afectada por el proceso de soldadura en cada uno de los procedimientos realizados. La medida del tamaño de la ZTA se encuentra en la
Tabla 4. En esta figura también se puede observar con claridad la zona de metal fundido y el metal
base. En la Figura 19 se puede visualizar la manera como se tomaron los barridos de dureza sobre
las dos zonas de estudio en todas las uniones.
Con base en los macroataques, se decidió escoger dos sitios específicos para hacer el estudio
micrográfico en cada una de las uniones. El primer sitio o zona de estudio fue uno de los cordones de presentación de la junta, puesto que en esos cordones la ZTA no resulta afectada por la
aplicación de cordones posteriores, lo que representa una ZTA de una única pasada. La segunda
zona de estudio fue una región afectada por la aplicación de dos cordones, esa zona se ha
denominado multipase. En este caso, la ZTA del cordón original es afectada por la aplicación de un cordón posterior, y se encontró que las microestructuras generadas allí son diferentes a las
microestructuras de la ZTA de una única pasada. Esta selección se hizo para observar la diferencia
entre el aporte de calor en la ZTA de una única pasada de soldadura (zona del cordón “libre”) y el aporte de calor de la ZTA producto de dos cordones.
La zona de una única pasada se ubicó dónde estaba aplicado el último cordón. Los cordones “libres” escogidos para cada acero fueron los siguientes; para el acero A106 FCAW: cordón 4,
A106 GMAW: cordón 3, acero A283 FCAW: cordón 6, A283 GMAW: cordón 5, acero A516
FCAW: cordón 2, A516 GMAW: cordón 5. La segunda zona escogida, o zona de multipase,
correspondió al cordón ubicado exactamente debajo de los cordones “libres” escogidos. Los barridos de dureza mostrados más adelante, se utilizaron como guía para tomar una metalografía en
cada punto de la ZTA y así poder determinar a qué distancia aproximada se encontraba con respecto
a la zona del metal base. Lo anterior se puede visualizar en las figuras del reporte metalográfico, donde se relaciona la dureza con cada región de la ZTA.
Figura 18. Anchos de las ZTA. A) A106 FCAW, B) A106 GMAW, C) A283 FCAW, D) A283 GMAW, E) A516 FCAW, F)
A516 GMAW
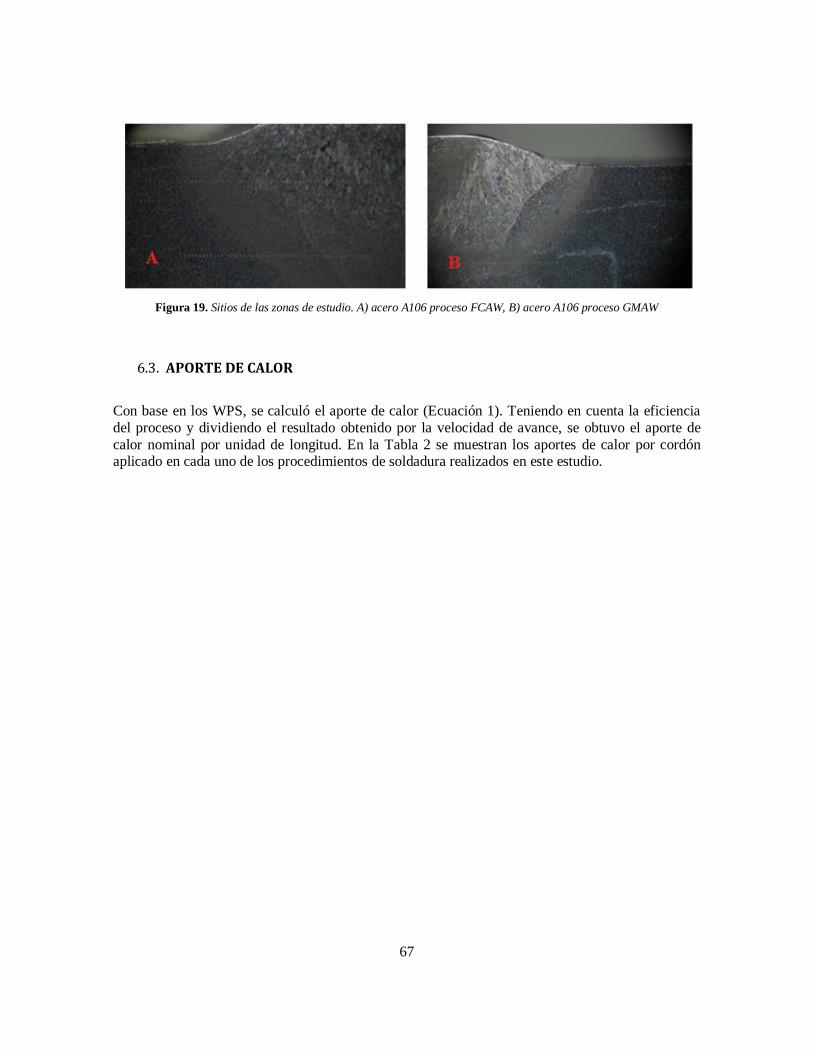
67
Figura 19. Sitios de las zonas de estudio. A) acero A106 proceso FCAW, B) acero A106 proceso GMAW
6.3. APORTE DE CALOR
Con base en los WPS, se calculó el aporte de calor (Ecuación 1). Teniendo en cuenta la eficiencia
del proceso y dividiendo el resultado obtenido por la velocidad de avance, se obtuvo el aporte de
calor nominal por unidad de longitud. En la Tabla 2 se muestran los aportes de calor por cordón aplicado en cada uno de los procedimientos de soldadura realizados en este estudio.
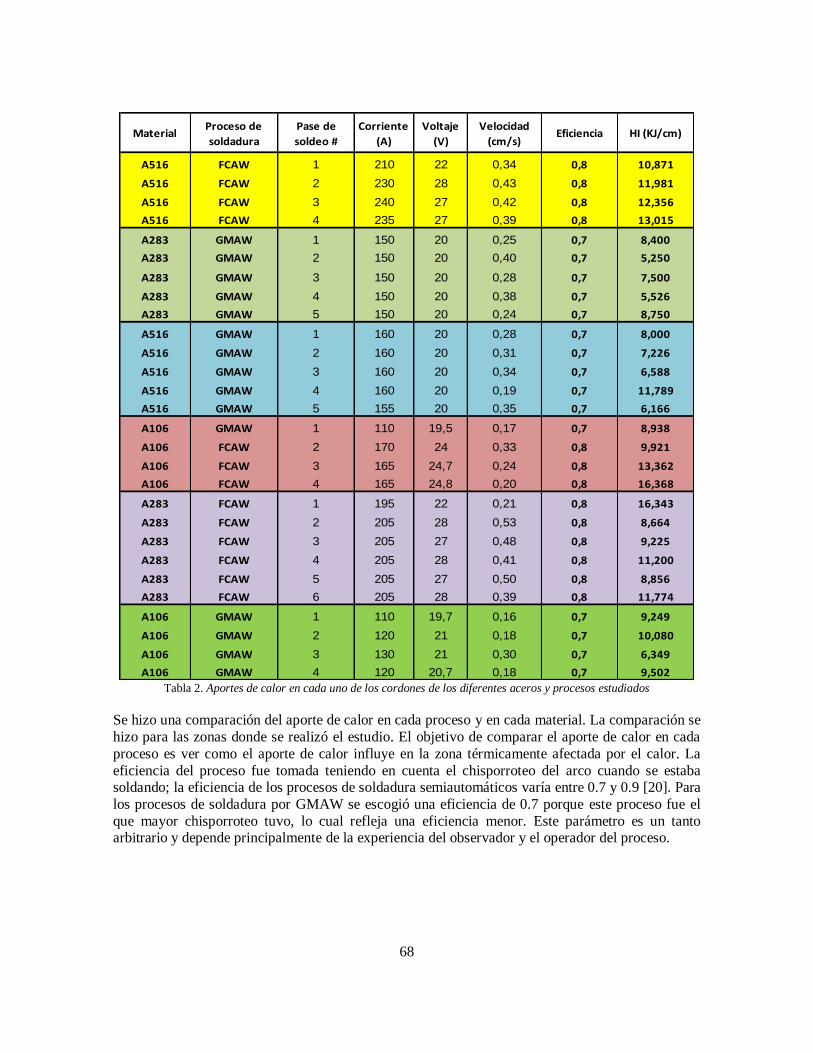
68
MaterialProceso de
soldadura
Pase de
soldeo #
Corriente
(A)
Voltaje
(V)
Velocidad
(cm/s)Eficiencia HI (KJ/cm)
A516 FCAW 1 210 22 0,34 0,8 10,871
A516 FCAW 2 230 28 0,43 0,8 11,981
A516 FCAW 3 240 27 0,42 0,8 12,356
A516 FCAW 4 235 27 0,39 0,8 13,015
A283 GMAW 1 150 20 0,25 0,7 8,400
A283 GMAW 2 150 20 0,40 0,7 5,250
A283 GMAW 3 150 20 0,28 0,7 7,500
A283 GMAW 4 150 20 0,38 0,7 5,526
A283 GMAW 5 150 20 0,24 0,7 8,750
A516 GMAW 1 160 20 0,28 0,7 8,000
A516 GMAW 2 160 20 0,31 0,7 7,226
A516 GMAW 3 160 20 0,34 0,7 6,588
A516 GMAW 4 160 20 0,19 0,7 11,789
A516 GMAW 5 155 20 0,35 0,7 6,166
A106 GMAW 1 110 19,5 0,17 0,7 8,938
A106 FCAW 2 170 24 0,33 0,8 9,921
A106 FCAW 3 165 24,7 0,24 0,8 13,362
A106 FCAW 4 165 24,8 0,20 0,8 16,368
A283 FCAW 1 195 22 0,21 0,8 16,343
A283 FCAW 2 205 28 0,53 0,8 8,664
A283 FCAW 3 205 27 0,48 0,8 9,225
A283 FCAW 4 205 28 0,41 0,8 11,200
A283 FCAW 5 205 27 0,50 0,8 8,856
A283 FCAW 6 205 28 0,39 0,8 11,774
A106 GMAW 1 110 19,7 0,16 0,7 9,249
A106 GMAW 2 120 21 0,18 0,7 10,080
A106 GMAW 3 130 21 0,30 0,7 6,349
A106 GMAW 4 120 20,7 0,18 0,7 9,502 Tabla 2. Aportes de calor en cada uno de los cordones de los diferentes aceros y procesos estudiados
Se hizo una comparación del aporte de calor en cada proceso y en cada material. La comparación se
hizo para las zonas donde se realizó el estudio. El objetivo de comparar el aporte de calor en cada
proceso es ver como el aporte de calor influye en la zona térmicamente afectada por el calor. La
eficiencia del proceso fue tomada teniendo en cuenta el chisporroteo del arco cuando se estaba soldando; la eficiencia de los procesos de soldadura semiautomáticos varía entre 0.7 y 0.9 [20]. Para
los procesos de soldadura por GMAW se escogió una eficiencia de 0.7 porque este proceso fue el
que mayor chisporroteo tuvo, lo cual refleja una eficiencia menor. Este parámetro es un tanto arbitrario y depende principalmente de la experiencia del observador y el operador del proceso.
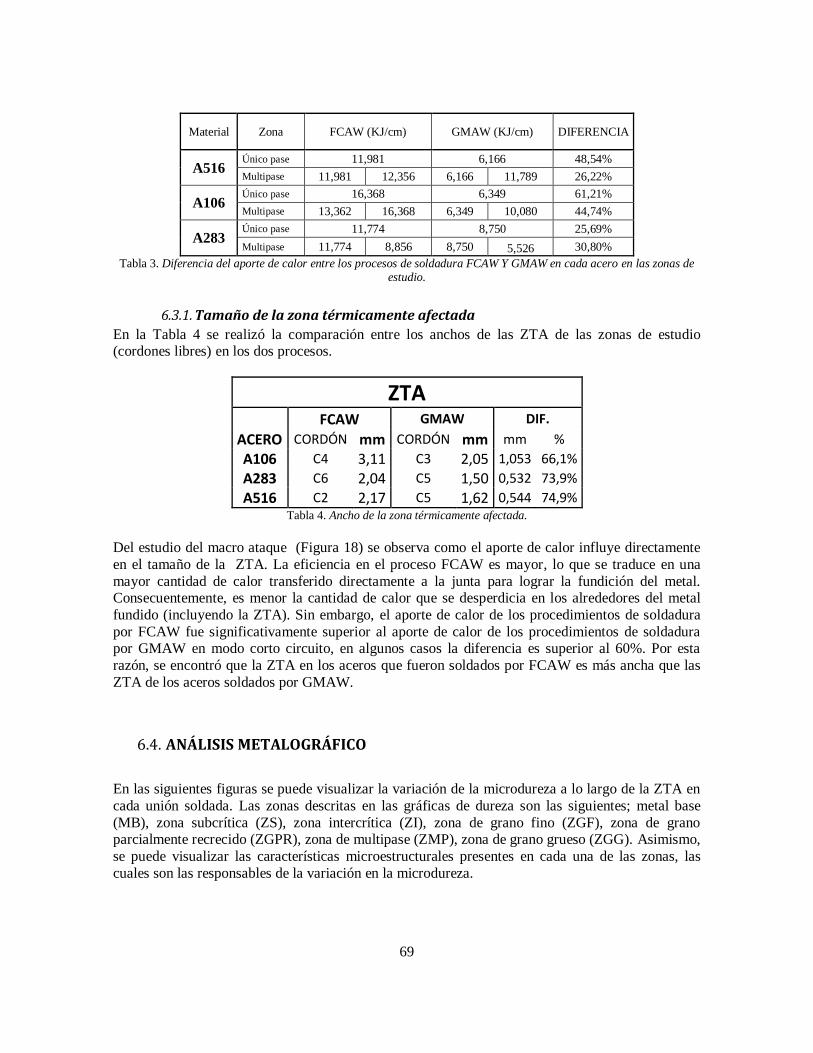
69
Material Zona FCAW (KJ/cm) GMAW (KJ/cm) DIFERENCIA
A516 Único pase 11,981 6,166 48,54%
Multipase 11,981 12,356 6,166 11,789 26,22%
A106 Único pase 16,368 6,349 61,21%
Multipase 13,362 16,368 6,349 10,080 44,74%
A283 Único pase 11,774 8,750 25,69%
Multipase 11,774 8,856 8,750 5,526 30,80%
Tabla 3. Diferencia del aporte de calor entre los procesos de soldadura FCAW Y GMAW en cada acero en las zonas de estudio.
6.3.1. Tamaño de la zona térmicamente afectada
En la Tabla 4 se realizó la comparación entre los anchos de las ZTA de las zonas de estudio (cordones libres) en los dos procesos.
ZTA FCAW GMAW DIF.
ACERO CORDÓN mm CORDÓN mm mm %
A106 C4 3,11 C3 2,05 1,053 66,1%
A283 C6 2,04 C5 1,50 0,532 73,9%
A516 C2 2,17 C5 1,62 0,544 74,9% Tabla 4. Ancho de la zona térmicamente afectada.
Del estudio del macro ataque (Figura 18) se observa como el aporte de calor influye directamente
en el tamaño de la ZTA. La eficiencia en el proceso FCAW es mayor, lo que se traduce en una
mayor cantidad de calor transferido directamente a la junta para lograr la fundición del metal. Consecuentemente, es menor la cantidad de calor que se desperdicia en los alrededores del metal
fundido (incluyendo la ZTA). Sin embargo, el aporte de calor de los procedimientos de soldadura
por FCAW fue significativamente superior al aporte de calor de los procedimientos de soldadura por GMAW en modo corto circuito, en algunos casos la diferencia es superior al 60%. Por esta
razón, se encontró que la ZTA en los aceros que fueron soldados por FCAW es más ancha que las
ZTA de los aceros soldados por GMAW.
6.4. ANÁLISIS METALOGRÁFICO
En las siguientes figuras se puede visualizar la variación de la microdureza a lo largo de la ZTA en
cada unión soldada. Las zonas descritas en las gráficas de dureza son las siguientes; metal base
(MB), zona subcrítica (ZS), zona intercrítica (ZI), zona de grano fino (ZGF), zona de grano parcialmente recrecido (ZGPR), zona de multipase (ZMP), zona de grano grueso (ZGG). Asimismo,
se puede visualizar las características microestructurales presentes en cada una de las zonas, las
cuales son las responsables de la variación en la microdureza.
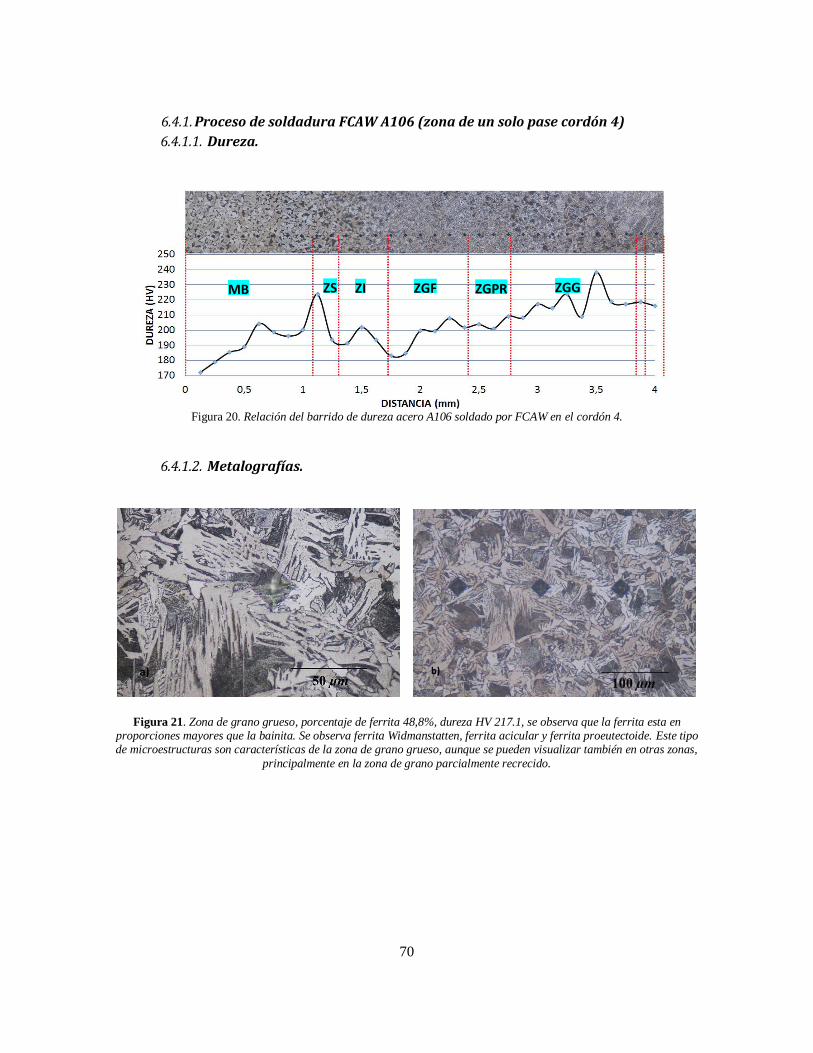
70
6.4.1. Proceso de soldadura FCAW A106 (zona de un solo pase cordón 4)
6.4.1.1. Dureza.
Figura 20. Relación del barrido de dureza acero A106 soldado por FCAW en el cordón 4.
6.4.1.2. Metalografías.
Figura 21. Zona de grano grueso, porcentaje de ferrita 48,8%, dureza HV 217.1, se observa que la ferrita esta en proporciones mayores que la bainita. Se observa ferrita Widmanstatten, ferrita acicular y ferrita proeutectoide. Este tipo de microestructuras son características de la zona de grano grueso, aunque se pueden visualizar también en otras zonas,
principalmente en la zona de grano parcialmente recrecido.
b) a)
)
MB ZS ZI ZGF ZGPR
ZGR ZPF ZF
ZGG
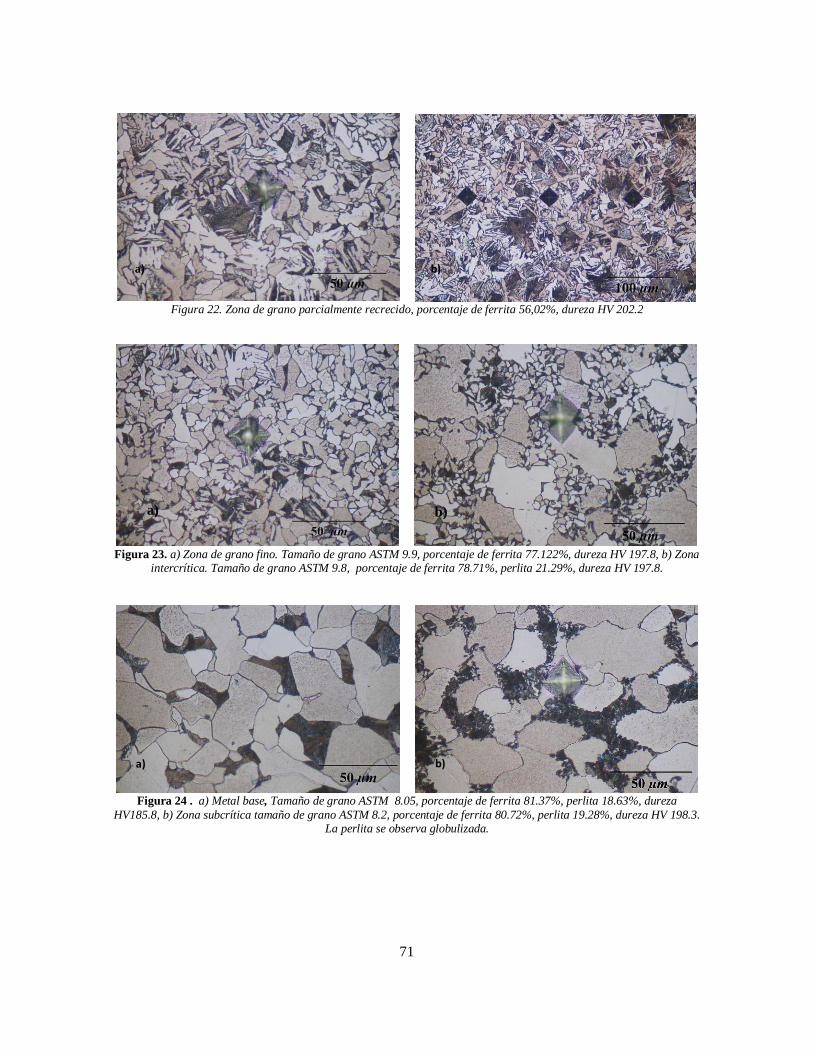
71
Figura 22. Zona de grano parcialmente recrecido, porcentaje de ferrita 56,02%, dureza HV 202.2
Figura 23. a) Zona de grano fino. Tamaño de grano ASTM 9.9, porcentaje de ferrita 77.122%, dureza HV 197.8, b) Zona
intercrítica. Tamaño de grano ASTM 9.8, porcentaje de ferrita 78.71%, perlita 21.29%, dureza HV 197.8.
Figura 24 . a) Metal base, Tamaño de grano ASTM 8.05, porcentaje de ferrita 81.37%, perlita 18.63%, dureza
HV185.8, b) Zona subcrítica tamaño de grano ASTM 8.2, porcentaje de ferrita 80.72%, perlita 19.28%, dureza HV 198.3. La perlita se observa globulizada.
b)
b)
a)
b) a)
a)
a)
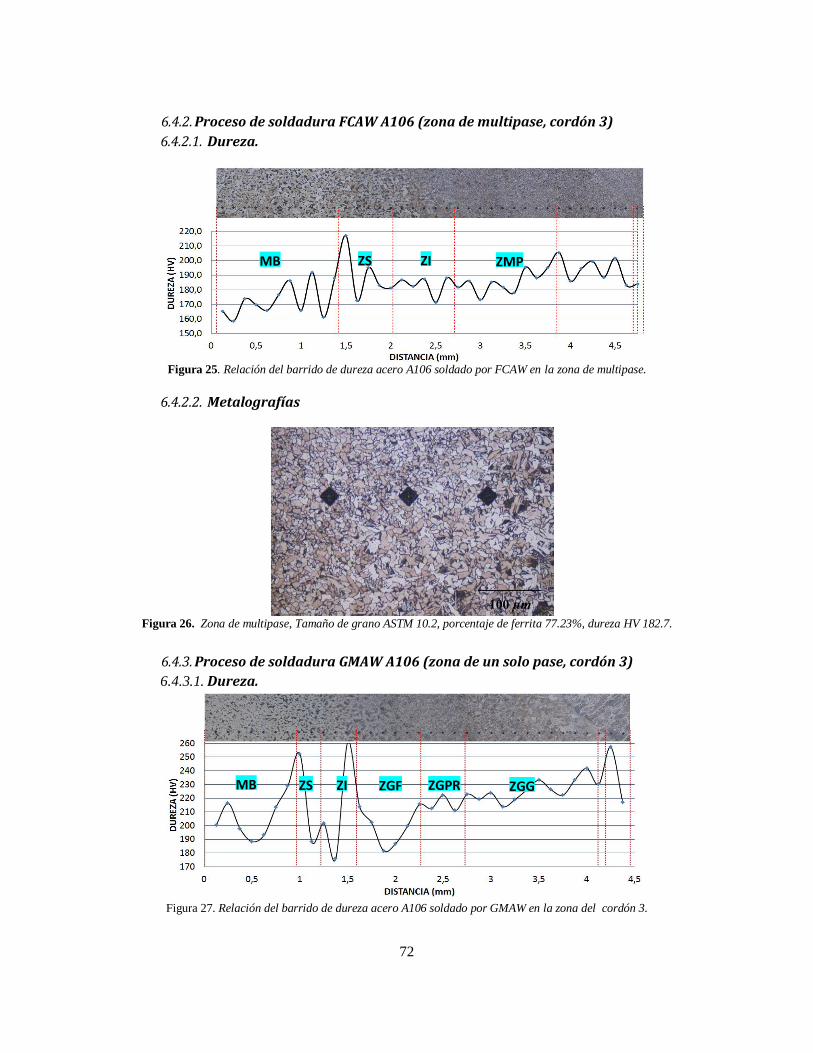
72
6.4.2. Proceso de soldadura FCAW A106 (zona de multipase, cordón 3)
6.4.2.1. Dureza.
Figura 25. Relación del barrido de dureza acero A106 soldado por FCAW en la zona de multipase.
6.4.2.2. Metalografías
Figura 26. Zona de multipase, Tamaño de grano ASTM 10.2, porcentaje de ferrita 77.23%, dureza HV 182.7.
6.4.3. Proceso de soldadura GMAW A106 (zona de un solo pase, cordón 3)
6.4.3.1. Dureza.
Figura 27. Relación del barrido de dureza acero A106 soldado por GMAW en la zona del cordón 3.
MB ZS ZI ZMP
ZGPR ZPF ZF
MB ZS ZI ZGF ZGPR
ZGR ZPF ZF
ZGG
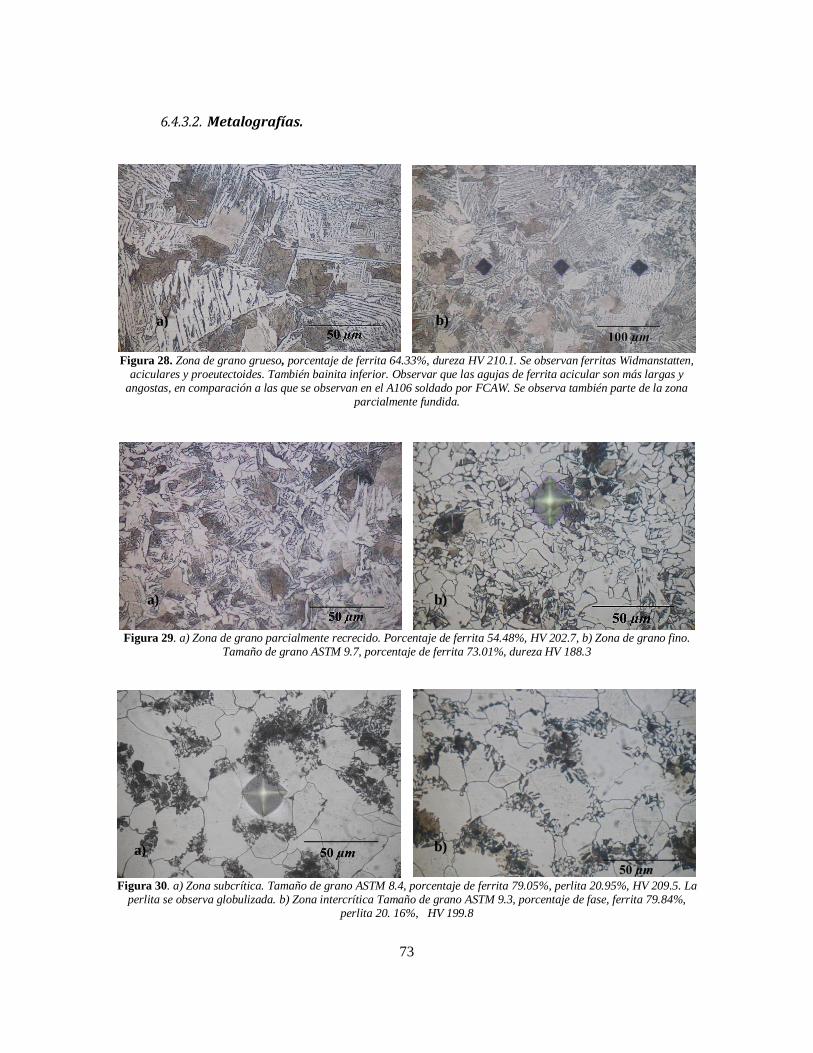
73
6.4.3.2. Metalografías.
Figura 28. Zona de grano grueso, porcentaje de ferrita 64.33%, dureza HV 210.1. Se observan ferritas Widmanstatten,
aciculares y proeutectoides. También bainita inferior. Observar que las agujas de ferrita acicular son más largas y angostas, en comparación a las que se observan en el A106 soldado por FCAW. Se observa también parte de la zona
parcialmente fundida.
Figura 29. a) Zona de grano parcialmente recrecido. Porcentaje de ferrita 54.48%, HV 202.7, b) Zona de grano fino.
Tamaño de grano ASTM 9.7, porcentaje de ferrita 73.01%, dureza HV 188.3
Figura 30. a) Zona subcrítica. Tamaño de grano ASTM 8.4, porcentaje de ferrita 79.05%, perlita 20.95%, HV 209.5. La
perlita se observa globulizada. b) Zona intercrítica Tamaño de grano ASTM 9.3, porcentaje de fase, ferrita 79.84%, perlita 20. 16%, HV 199.8
b) a)
b)
b)
a)
a)
a) b) a)
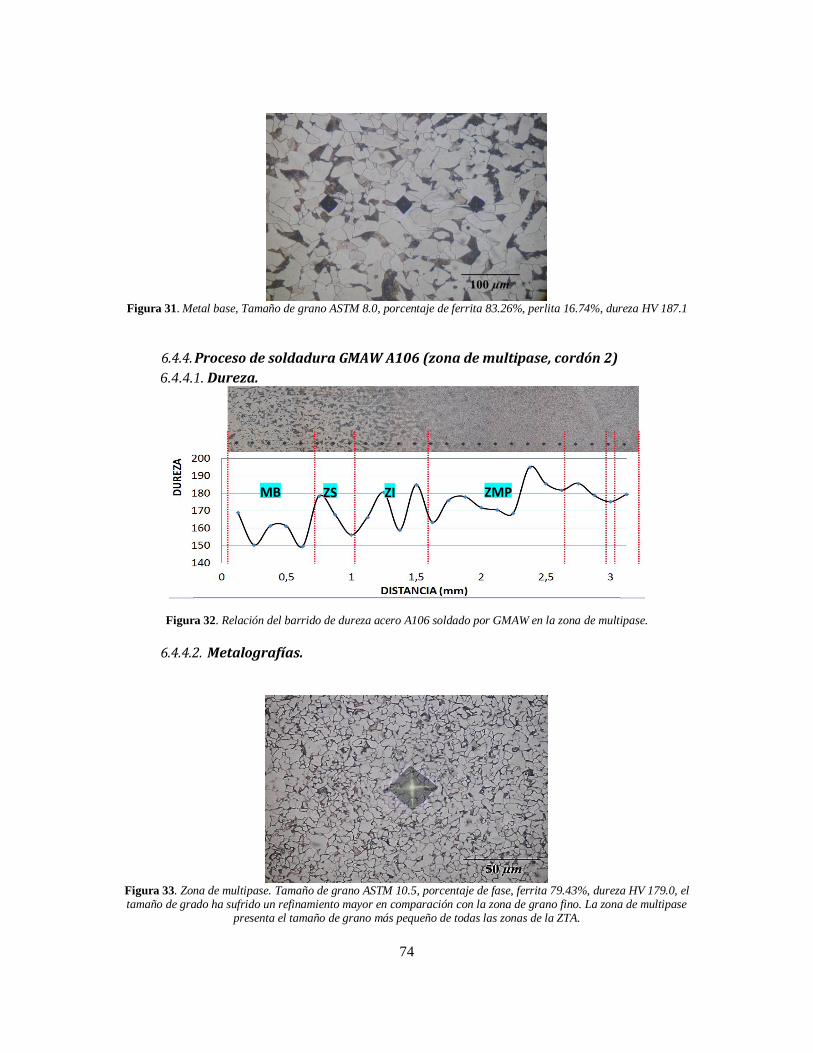
74
Figura 31. Metal base, Tamaño de grano ASTM 8.0, porcentaje de ferrita 83.26%, perlita 16.74%, dureza HV 187.1
6.4.4. Proceso de soldadura GMAW A106 (zona de multipase, cordón 2)
6.4.4.1. Dureza.
Figura 32. Relación del barrido de dureza acero A106 soldado por GMAW en la zona de multipase.
6.4.4.2. Metalografías.
Figura 33. Zona de multipase. Tamaño de grano ASTM 10.5, porcentaje de fase, ferrita 79.43%, dureza HV 179.0, el tamaño de grado ha sufrido un refinamiento mayor en comparación con la zona de grano fino. La zona de multipase
presenta el tamaño de grano más pequeño de todas las zonas de la ZTA.
MB ZS ZI ZMP
GF
ZGPR ZPF ZF
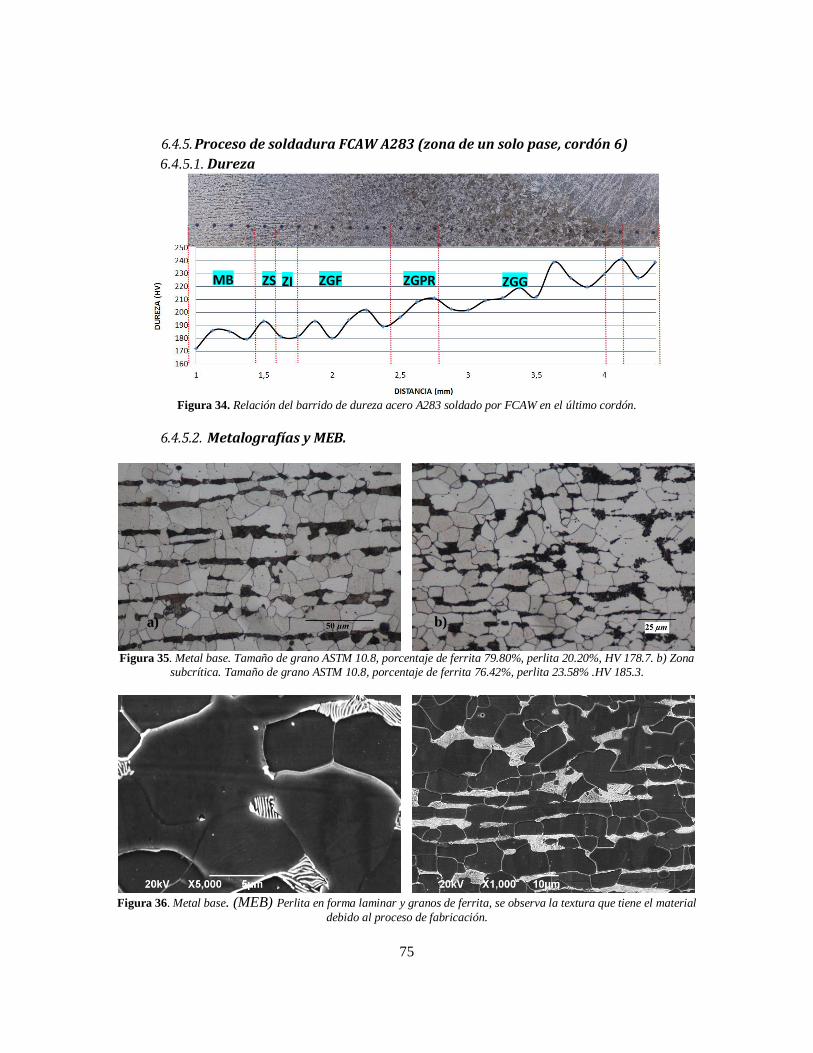
75
6.4.5. Proceso de soldadura FCAW A283 (zona de un solo pase, cordón 6)
6.4.5.1. Dureza
Figura 34. Relación del barrido de dureza acero A283 soldado por FCAW en el último cordón.
6.4.5.2. Metalografías y MEB.
Figura 35. Metal base. Tamaño de grano ASTM 10.8, porcentaje de ferrita 79.80%, perlita 20.20%, HV 178.7. b) Zona
subcrítica. Tamaño de grano ASTM 10.8, porcentaje de ferrita 76.42%, perlita 23.58% .HV 185.3.
Figura 36. Metal base. (MEB) Perlita en forma laminar y granos de ferrita, se observa la textura que tiene el material
debido al proceso de fabricación.
MB ZS ZI ZGF ZGPR
ZGR ZPF ZF
a) b)
a) ZGG
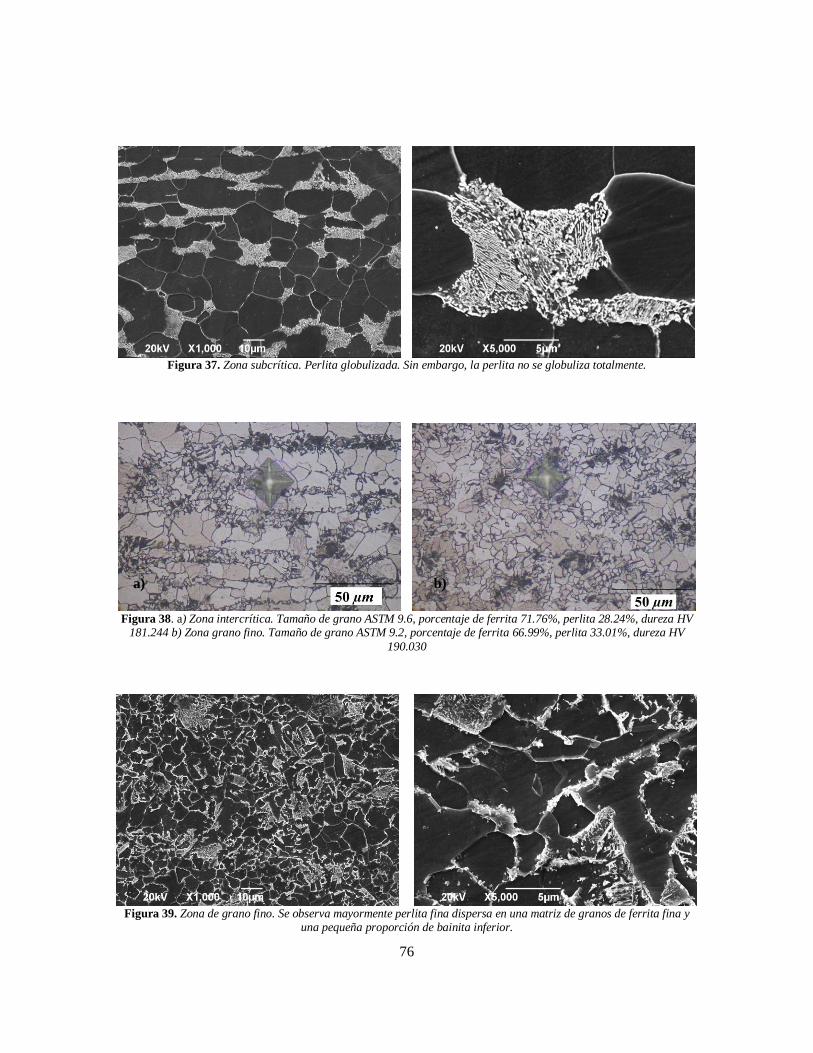
76
Figura 37. Zona subcrítica. Perlita globulizada. Sin embargo, la perlita no se globuliza totalmente.
Figura 38. a) Zona intercrítica. Tamaño de grano ASTM 9.6, porcentaje de ferrita 71.76%, perlita 28.24%, dureza HV
181.244 b) Zona grano fino. Tamaño de grano ASTM 9.2, porcentaje de ferrita 66.99%, perlita 33.01%, dureza HV
190.030
Figura 39. Zona de grano fino. Se observa mayormente perlita fina dispersa en una matriz de granos de ferrita fina y
una pequeña proporción de bainita inferior.
a) b)
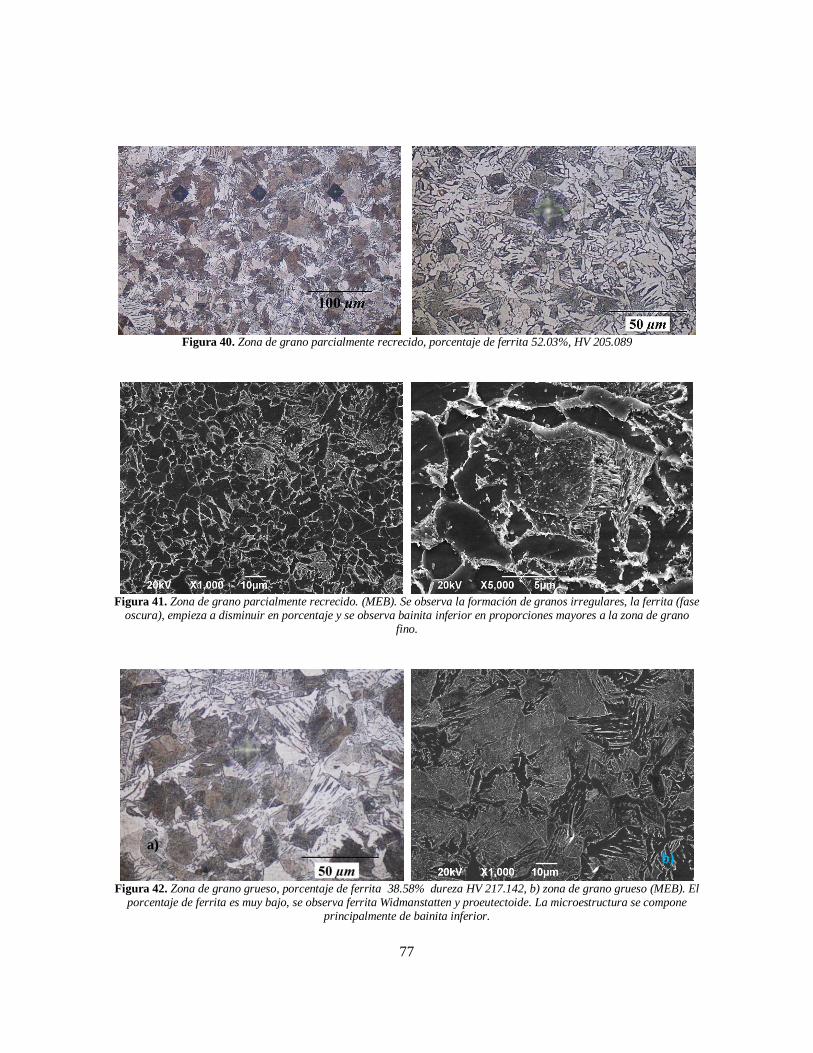
77
Figura 40. Zona de grano parcialmente recrecido, porcentaje de ferrita 52.03%, HV 205.089
Figura 41. Zona de grano parcialmente recrecido. (MEB). Se observa la formación de granos irregulares, la ferrita (fase
oscura), empieza a disminuir en porcentaje y se observa bainita inferior en proporciones mayores a la zona de grano fino.
Figura 42. Zona de grano grueso, porcentaje de ferrita 38.58% dureza HV 217.142, b) zona de grano grueso (MEB). El
porcentaje de ferrita es muy bajo, se observa ferrita Widmanstatten y proeutectoide. La microestructura se compone principalmente de bainita inferior.
a) b)
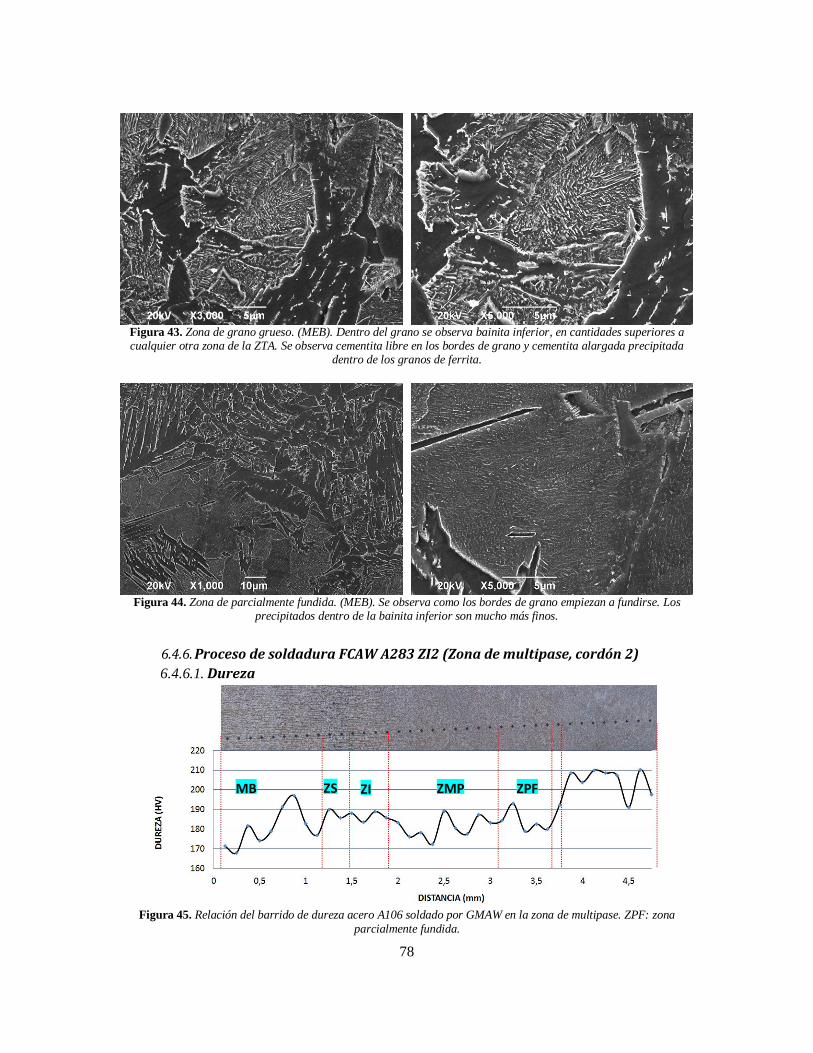
78
Figura 43. Zona de grano grueso. (MEB). Dentro del grano se observa bainita inferior, en cantidades superiores a cualquier otra zona de la ZTA. Se observa cementita libre en los bordes de grano y cementita alargada precipitada
dentro de los granos de ferrita.
Figura 44. Zona de parcialmente fundida. (MEB). Se observa como los bordes de grano empiezan a fundirse. Los
precipitados dentro de la bainita inferior son mucho más finos.
6.4.6. Proceso de soldadura FCAW A283 ZI2 (Zona de multipase, cordón 2)
6.4.6.1. Dureza
Figura 45. Relación del barrido de dureza acero A106 soldado por GMAW en la zona de multipase. ZPF: zona
parcialmente fundida.
MB ZS ZI ZMP
F
ZPF
ZPF ZF
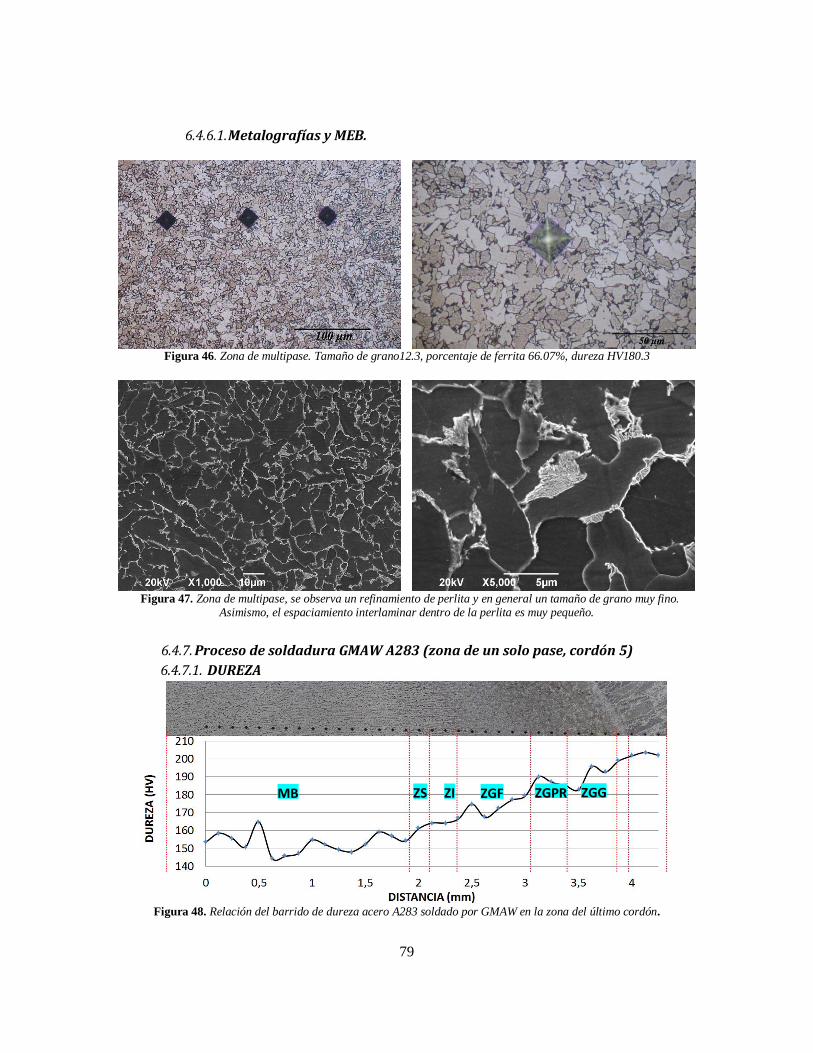
79
6.4.6.1. Metalografías y MEB.
Figura 46. Zona de multipase. Tamaño de grano12.3, porcentaje de ferrita 66.07%, dureza HV180.3
Figura 47. Zona de multipase, se observa un refinamiento de perlita y en general un tamaño de grano muy fino.
Asimismo, el espaciamiento interlaminar dentro de la perlita es muy pequeño.
6.4.7. Proceso de soldadura GMAW A283 (zona de un solo pase, cordón 5)
6.4.7.1. DUREZA
Figura 48. Relación del barrido de dureza acero A283 soldado por GMAW en la zona del último cordón.
MB ZS ZI ZGF ZGPR ZGG
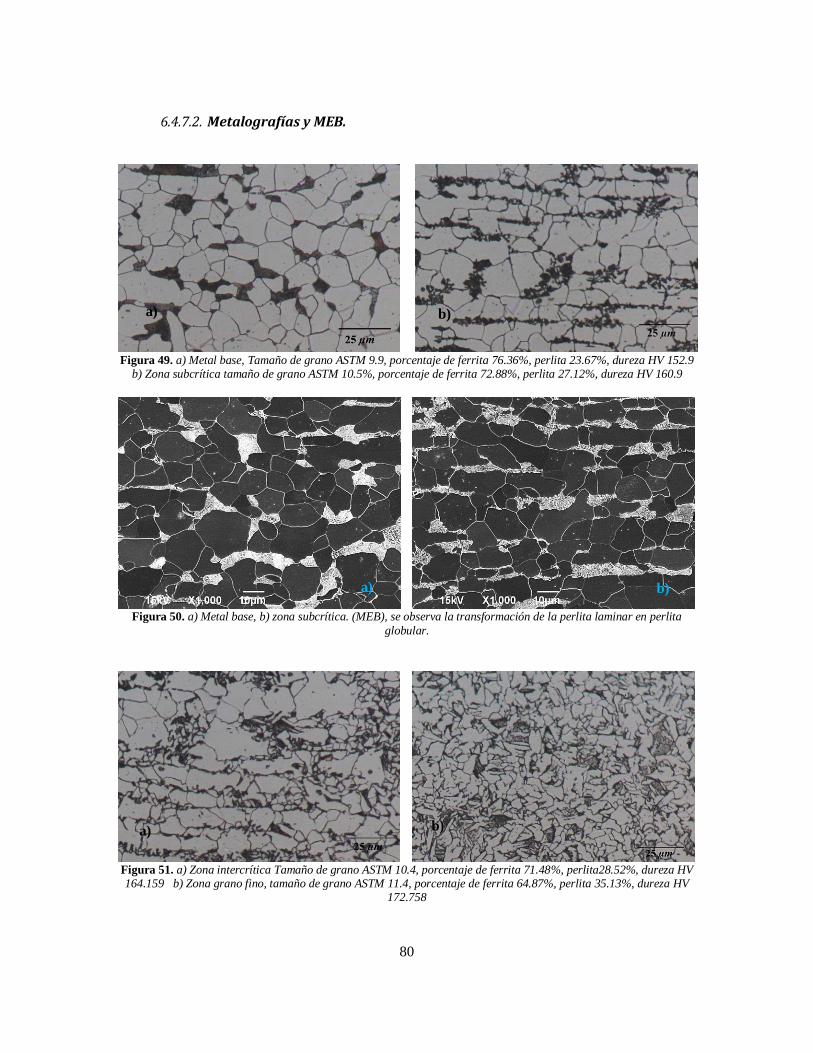
80
6.4.7.2. Metalografías y MEB.
Figura 49. a) Metal base, Tamaño de grano ASTM 9.9, porcentaje de ferrita 76.36%, perlita 23.67%, dureza HV 152.9
b) Zona subcrítica tamaño de grano ASTM 10.5%, porcentaje de ferrita 72.88%, perlita 27.12%, dureza HV 160.9
Figura 50. a) Metal base, b) zona subcrítica. (MEB), se observa la transformación de la perlita laminar en perlita
globular.
Figura 51. a) Zona intercrítica Tamaño de grano ASTM 10.4, porcentaje de ferrita 71.48%, perlita28.52%, dureza HV 164.159 b) Zona grano fino, tamaño de grano ASTM 11.4, porcentaje de ferrita 64.87%, perlita 35.13%, dureza HV
172.758
a) b)
a) b)
a) b)
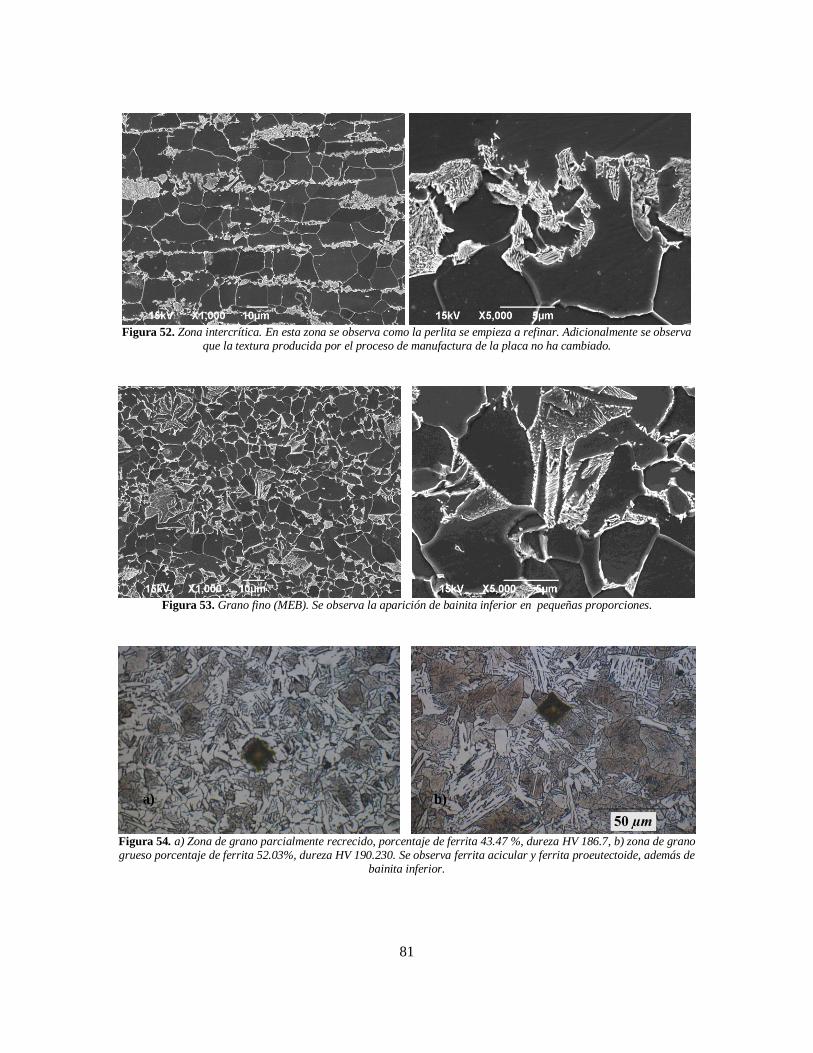
81
Figura 52. Zona intercrítica. En esta zona se observa como la perlita se empieza a refinar. Adicionalmente se observa
que la textura producida por el proceso de manufactura de la placa no ha cambiado.
Figura 53. Grano fino (MEB). Se observa la aparición de bainita inferior en pequeñas proporciones.
Figura 54. a) Zona de grano parcialmente recrecido, porcentaje de ferrita 43.47 %, dureza HV 186.7, b) zona de grano grueso porcentaje de ferrita 52.03%, dureza HV 190.230. Se observa ferrita acicular y ferrita proeutectoide, además de
bainita inferior.
a) b)
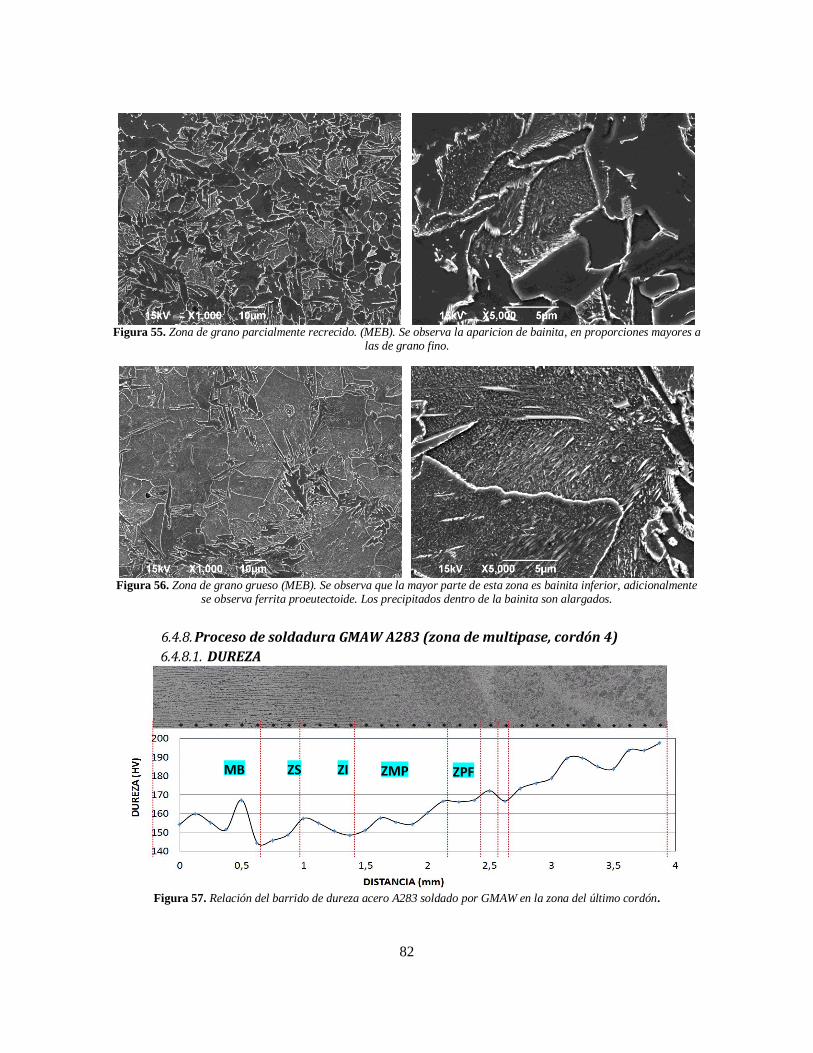
82
Figura 55. Zona de grano parcialmente recrecido. (MEB). Se observa la aparicion de bainita, en proporciones mayores a
las de grano fino.
Figura 56. Zona de grano grueso (MEB). Se observa que la mayor parte de esta zona es bainita inferior, adicionalmente
se observa ferrita proeutectoide. Los precipitados dentro de la bainita son alargados.
6.4.8. Proceso de soldadura GMAW A283 (zona de multipase, cordón 4)
6.4.8.1. DUREZA
Figura 57. Relación del barrido de dureza acero A283 soldado por GMAW en la zona del último cordón.
MB ZS ZI ZMP
GF
ZPF
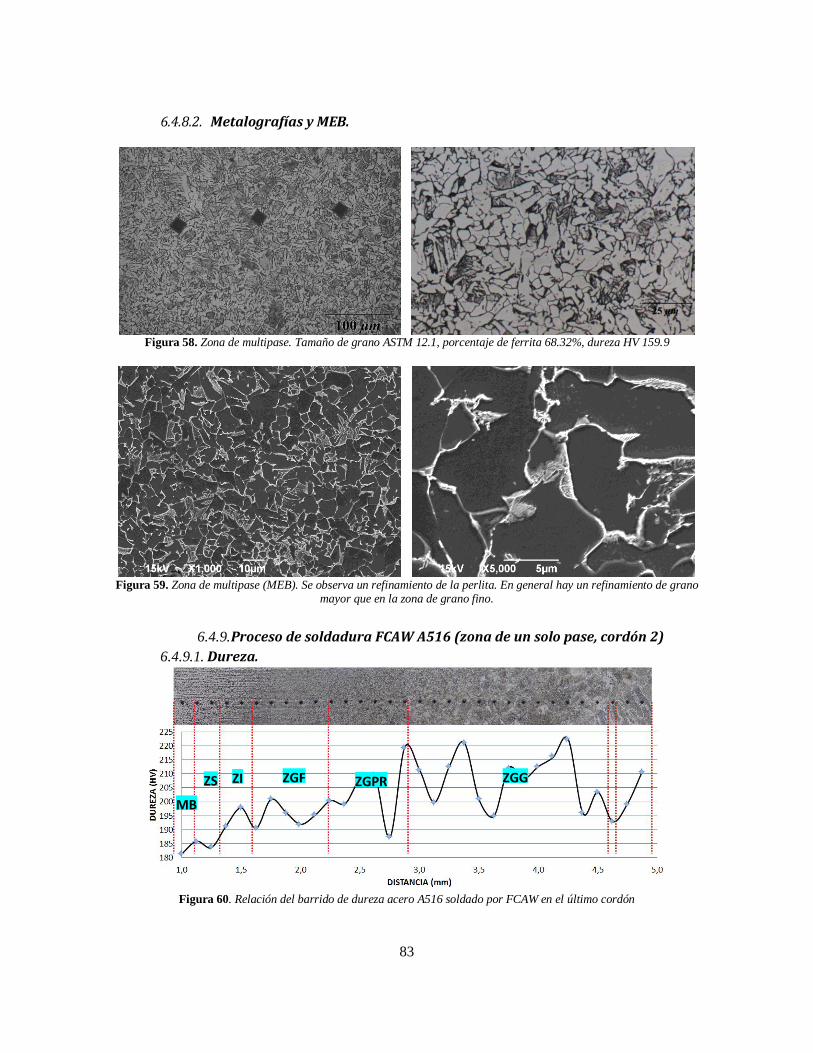
83
6.4.8.2. Metalografías y MEB.
Figura 58. Zona de multipase. Tamaño de grano ASTM 12.1, porcentaje de ferrita 68.32%, dureza HV 159.9
Figura 59. Zona de multipase (MEB). Se observa un refinamiento de la perlita. En general hay un refinamiento de grano
mayor que en la zona de grano fino.
6.4.9. Proceso de soldadura FCAW A516 (zona de un solo pase, cordón 2)
6.4.9.1. Dureza.
Figura 60. Relación del barrido de dureza acero A516 soldado por FCAW en el último cordón
MB
ZS ZI ZGF ZGPR ZGG
ZPF ZF
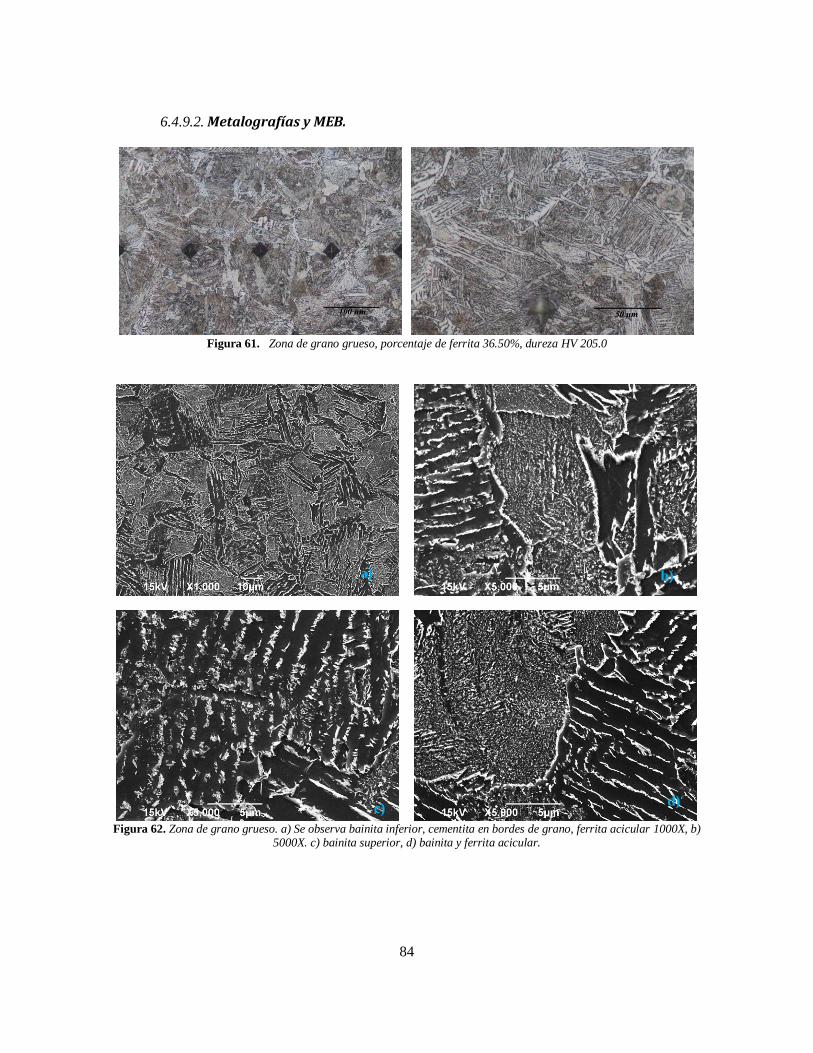
84
6.4.9.2. Metalografías y MEB.
Figura 61. Zona de grano grueso, porcentaje de ferrita 36.50%, dureza HV 205.0
Figura 62. Zona de grano grueso. a) Se observa bainita inferior, cementita en bordes de grano, ferrita acicular 1000X, b)
5000X. c) bainita superior, d) bainita y ferrita acicular.
a) b)
c) d)
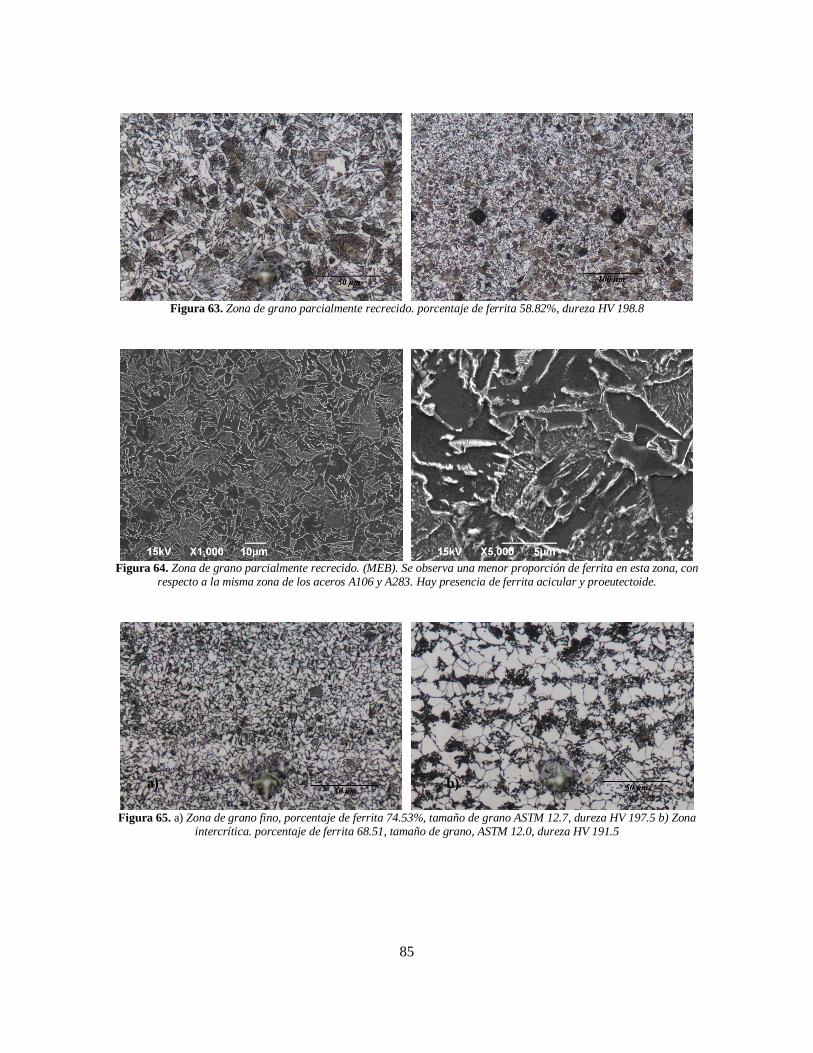
85
Figura 63. Zona de grano parcialmente recrecido. porcentaje de ferrita 58.82%, dureza HV 198.8
Figura 64. Zona de grano parcialmente recrecido. (MEB). Se observa una menor proporción de ferrita en esta zona, con
respecto a la misma zona de los aceros A106 y A283. Hay presencia de ferrita acicular y proeutectoide.
Figura 65. a) Zona de grano fino, porcentaje de ferrita 74.53%, tamaño de grano ASTM 12.7, dureza HV 197.5 b) Zona
intercrítica. porcentaje de ferrita 68.51, tamaño de grano, ASTM 12.0, dureza HV 191.5
a) b)
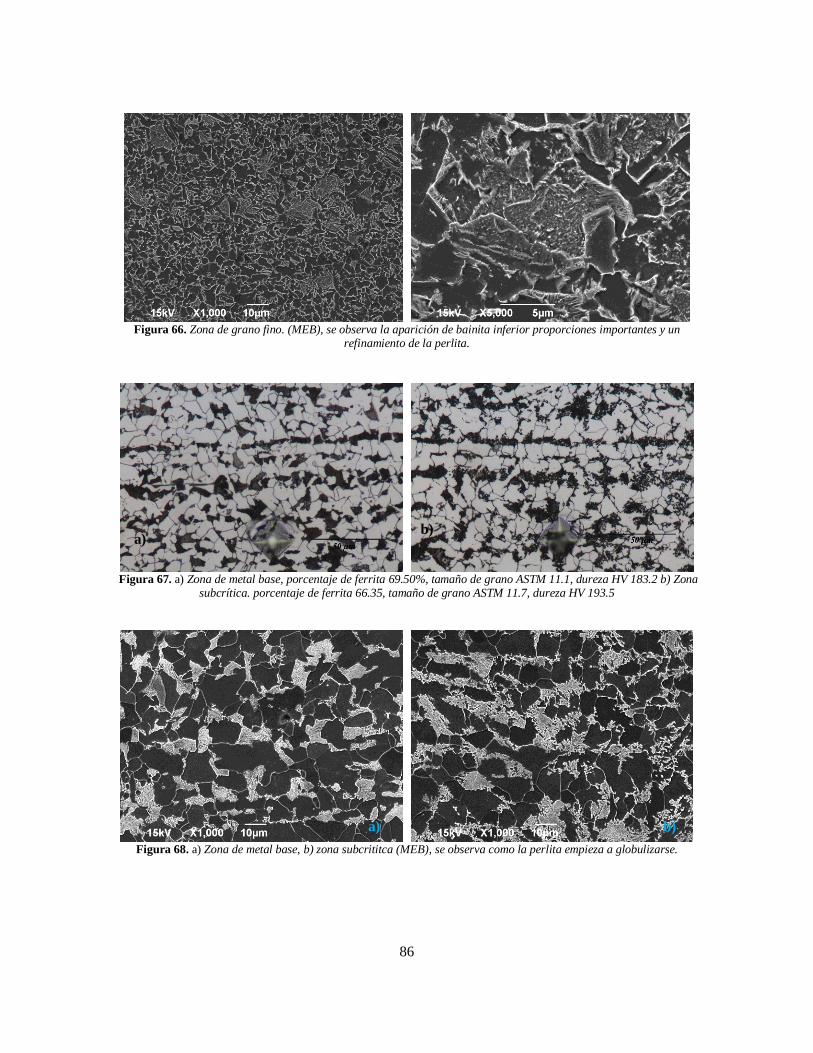
86
Figura 66. Zona de grano fino. (MEB), se observa la aparición de bainita inferior proporciones importantes y un
refinamiento de la perlita.
Figura 67. a) Zona de metal base, porcentaje de ferrita 69.50%, tamaño de grano ASTM 11.1, dureza HV 183.2 b) Zona
subcrítica. porcentaje de ferrita 66.35, tamaño de grano ASTM 11.7, dureza HV 193.5
Figura 68. a) Zona de metal base, b) zona subcrititca (MEB), se observa como la perlita empieza a globulizarse.
a) b)
a) b)
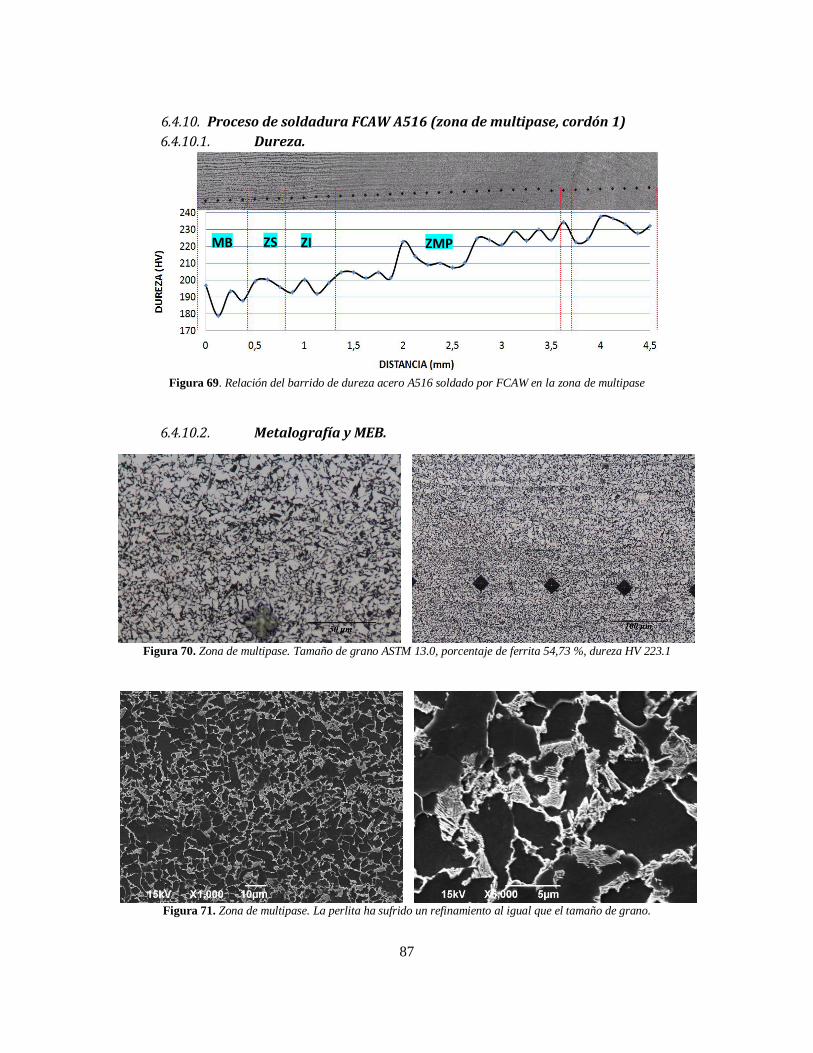
87
6.4.10. Proceso de soldadura FCAW A516 (zona de multipase, cordón 1)
6.4.10.1. Dureza.
Figura 69. Relación del barrido de dureza acero A516 soldado por FCAW en la zona de multipase
6.4.10.2. Metalografía y MEB.
Figura 70. Zona de multipase. Tamaño de grano ASTM 13.0, porcentaje de ferrita 54,73 %, dureza HV 223.1
Figura 71. Zona de multipase. La perlita ha sufrido un refinamiento al igual que el tamaño de grano.
ZPF ZF
MB ZS ZI ZMP
GF
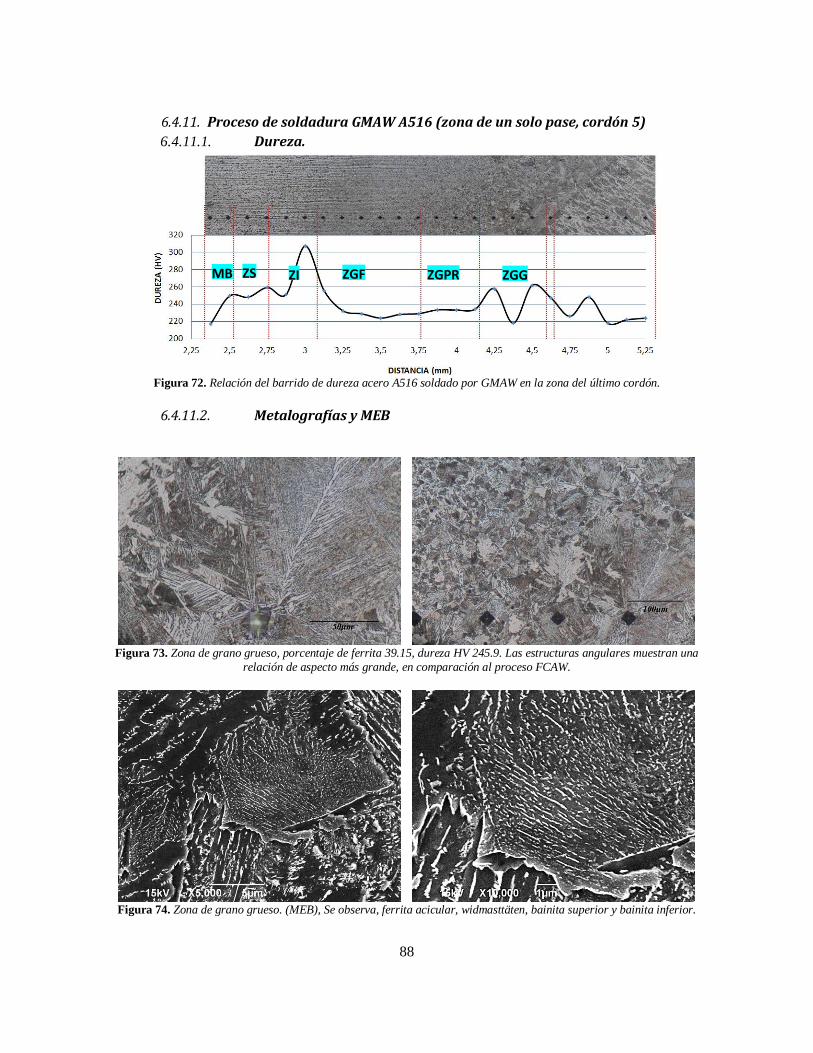
88
6.4.11. Proceso de soldadura GMAW A516 (zona de un solo pase, cordón 5)
6.4.11.1. Dureza.
Figura 72. Relación del barrido de dureza acero A516 soldado por GMAW en la zona del último cordón.
6.4.11.2. Metalografías y MEB
Figura 73. Zona de grano grueso, porcentaje de ferrita 39.15, dureza HV 245.9. Las estructuras angulares muestran una
relación de aspecto más grande, en comparación al proceso FCAW.
Figura 74. Zona de grano grueso. (MEB), Se observa, ferrita acicular, widmasttäten, bainita superior y bainita inferior.
MB ZS ZI ZGF ZGPR ZGG
ZPF ZF
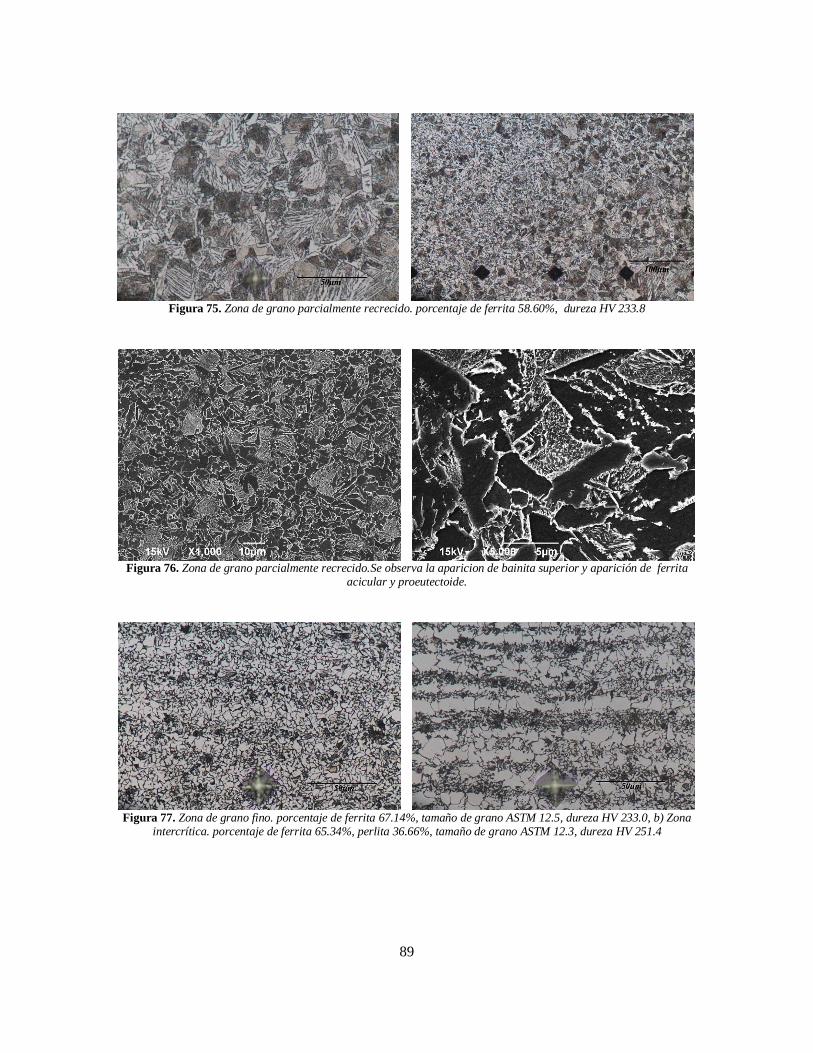
89
Figura 75. Zona de grano parcialmente recrecido. porcentaje de ferrita 58.60%, dureza HV 233.8
Figura 76. Zona de grano parcialmente recrecido.Se observa la aparicion de bainita superior y aparición de ferrita
acicular y proeutectoide.
Figura 77. Zona de grano fino. porcentaje de ferrita 67.14%, tamaño de grano ASTM 12.5, dureza HV 233.0, b) Zona
intercrítica. porcentaje de ferrita 65.34%, perlita 36.66%, tamaño de grano ASTM 12.3, dureza HV 251.4
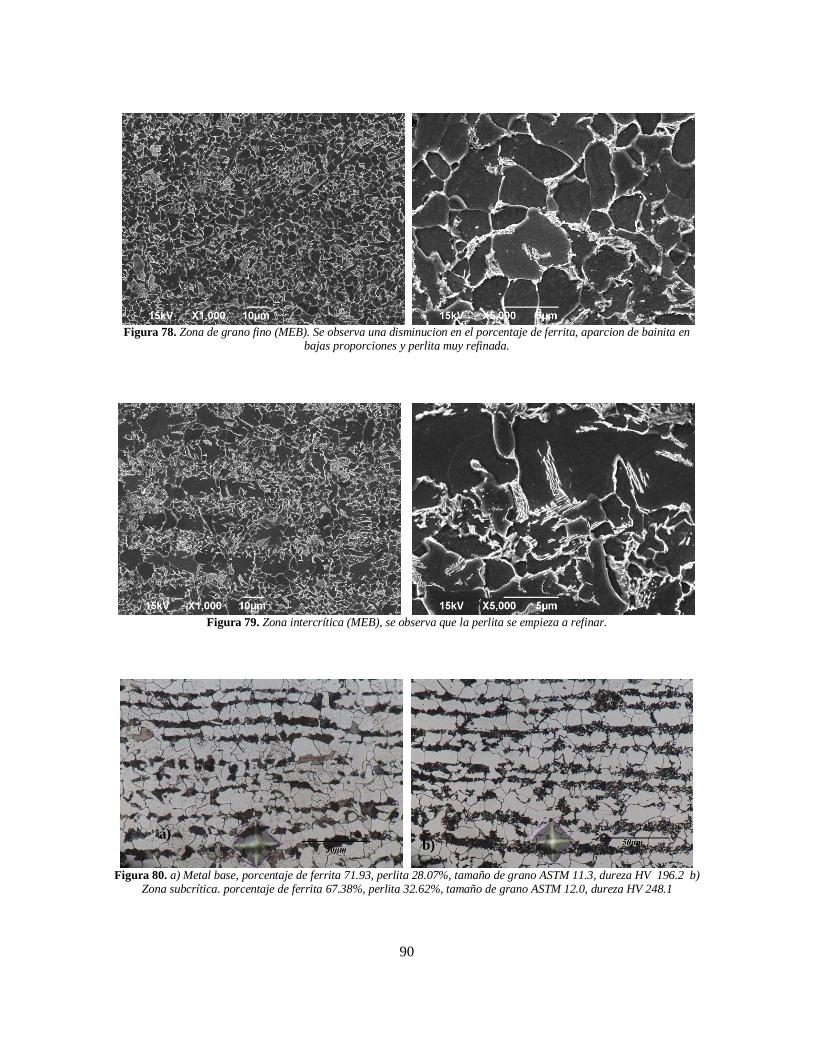
90
Figura 78. Zona de grano fino (MEB). Se observa una disminucion en el porcentaje de ferrita, aparcion de bainita en
bajas proporciones y perlita muy refinada.
Figura 79. Zona intercrítica (MEB), se observa que la perlita se empieza a refinar.
Figura 80. a) Metal base, porcentaje de ferrita 71.93, perlita 28.07%, tamaño de grano ASTM 11.3, dureza HV 196.2 b)
Zona subcrítica. porcentaje de ferrita 67.38%, perlita 32.62%, tamaño de grano ASTM 12.0, dureza HV 248.1
a) b)
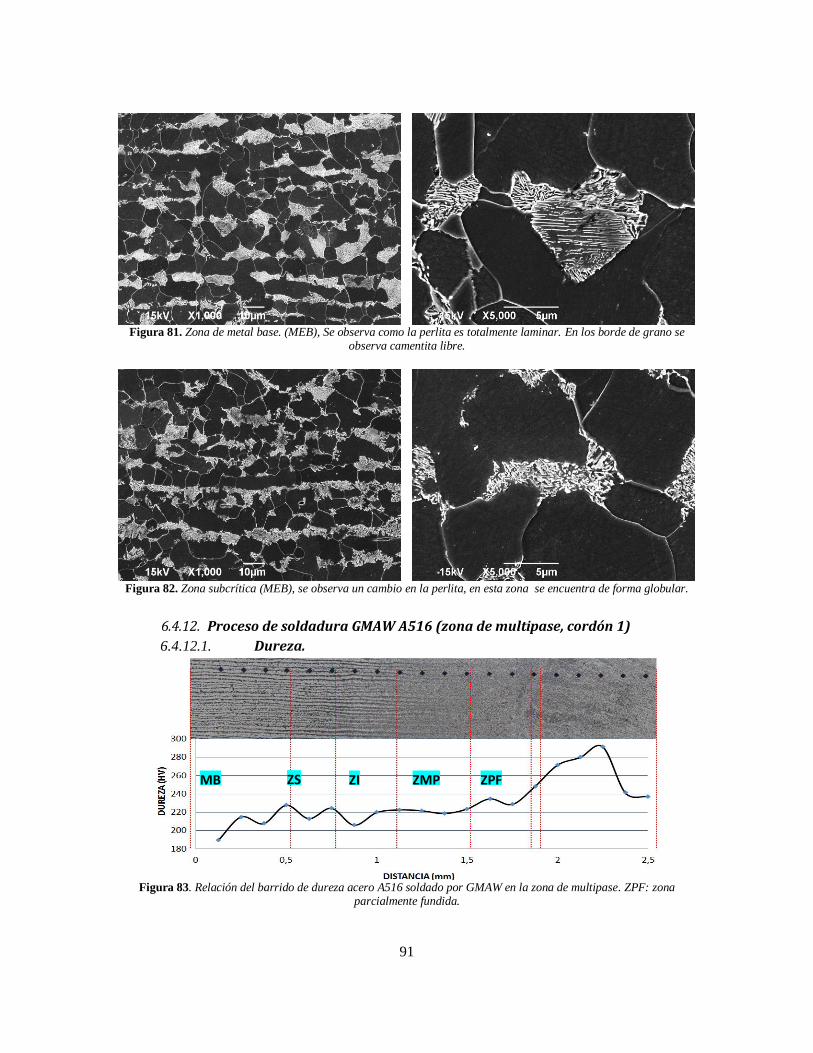
91
Figura 81. Zona de metal base. (MEB), Se observa como la perlita es totalmente laminar. En los borde de grano se
observa camentita libre.
Figura 82. Zona subcrítica (MEB), se observa un cambio en la perlita, en esta zona se encuentra de forma globular.
6.4.12. Proceso de soldadura GMAW A516 (zona de multipase, cordón 1)
6.4.12.1. Dureza.
Figura 83. Relación del barrido de dureza acero A516 soldado por GMAW en la zona de multipase. ZPF: zona
parcialmente fundida.
MB ZS ZI ZMP
GF
ZPF
ZPF ZF
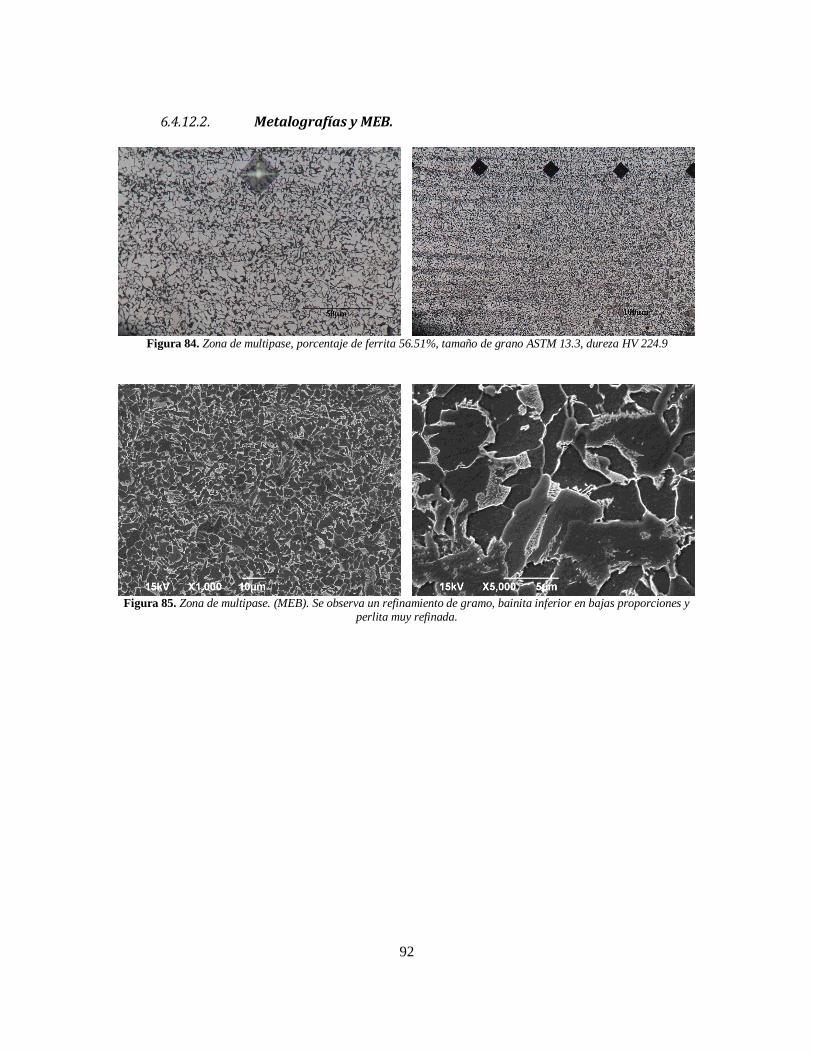
92
6.4.12.2. Metalografías y MEB.
Figura 84. Zona de multipase, porcentaje de ferrita 56.51%, tamaño de grano ASTM 13.3, dureza HV 224.9
Figura 85. Zona de multipase. (MEB). Se observa un refinamiento de gramo, bainita inferior en bajas proporciones y
perlita muy refinada.
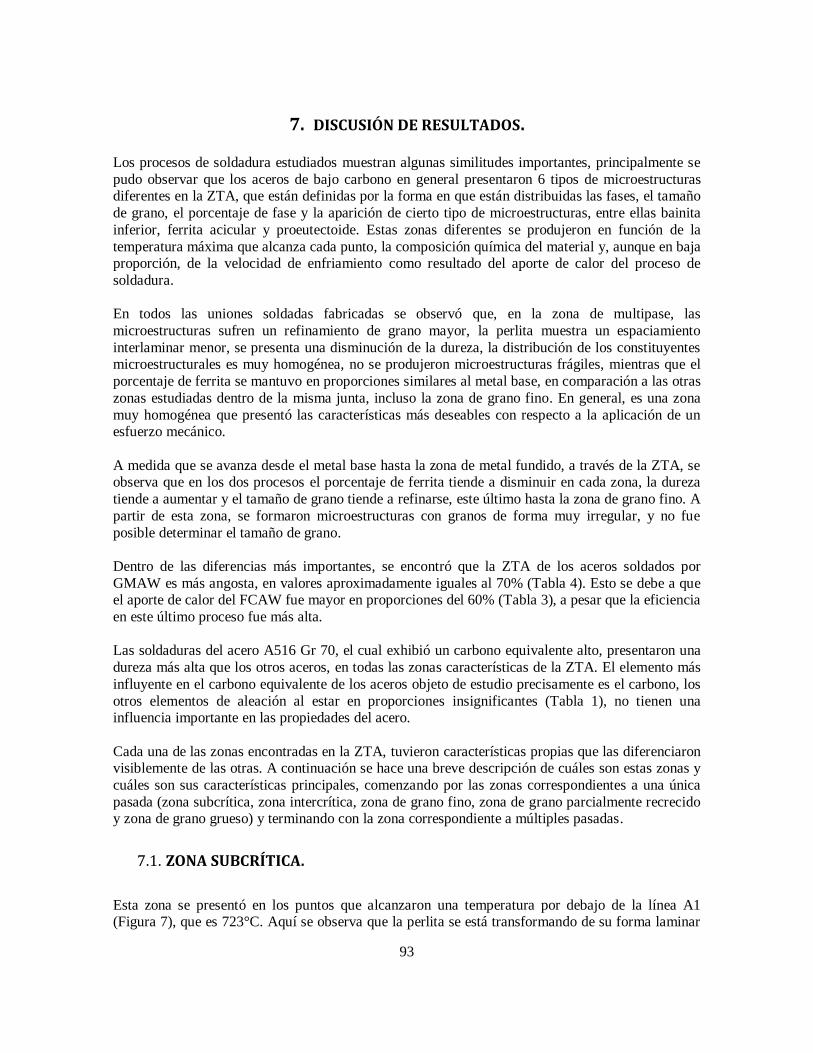
93
7. DISCUSIÓN DE RESULTADOS.
Los procesos de soldadura estudiados muestran algunas similitudes importantes, principalmente se
pudo observar que los aceros de bajo carbono en general presentaron 6 tipos de microestructuras diferentes en la ZTA, que están definidas por la forma en que están distribuidas las fases, el tamaño
de grano, el porcentaje de fase y la aparición de cierto tipo de microestructuras, entre ellas bainita
inferior, ferrita acicular y proeutectoide. Estas zonas diferentes se produjeron en función de la
temperatura máxima que alcanza cada punto, la composición química del material y, aunque en baja proporción, de la velocidad de enfriamiento como resultado del aporte de calor del proceso de
soldadura.
En todos las uniones soldadas fabricadas se observó que, en la zona de multipase, las
microestructuras sufren un refinamiento de grano mayor, la perlita muestra un espaciamiento
interlaminar menor, se presenta una disminución de la dureza, la distribución de los constituyentes microestructurales es muy homogénea, no se produjeron microestructuras frágiles, mientras que el
porcentaje de ferrita se mantuvo en proporciones similares al metal base, en comparación a las otras
zonas estudiadas dentro de la misma junta, incluso la zona de grano fino. En general, es una zona
muy homogénea que presentó las características más deseables con respecto a la aplicación de un esfuerzo mecánico.
A medida que se avanza desde el metal base hasta la zona de metal fundido, a través de la ZTA, se observa que en los dos procesos el porcentaje de ferrita tiende a disminuir en cada zona, la dureza
tiende a aumentar y el tamaño de grano tiende a refinarse, este último hasta la zona de grano fino. A
partir de esta zona, se formaron microestructuras con granos de forma muy irregular, y no fue
posible determinar el tamaño de grano.
Dentro de las diferencias más importantes, se encontró que la ZTA de los aceros soldados por
GMAW es más angosta, en valores aproximadamente iguales al 70% (Tabla 4). Esto se debe a que el aporte de calor del FCAW fue mayor en proporciones del 60% (Tabla 3), a pesar que la eficiencia
en este último proceso fue más alta.
Las soldaduras del acero A516 Gr 70, el cual exhibió un carbono equivalente alto, presentaron una
dureza más alta que los otros aceros, en todas las zonas características de la ZTA. El elemento más
influyente en el carbono equivalente de los aceros objeto de estudio precisamente es el carbono, los
otros elementos de aleación al estar en proporciones insignificantes (Tabla 1), no tienen una influencia importante en las propiedades del acero.
Cada una de las zonas encontradas en la ZTA, tuvieron características propias que las diferenciaron visiblemente de las otras. A continuación se hace una breve descripción de cuáles son estas zonas y
cuáles son sus características principales, comenzando por las zonas correspondientes a una única
pasada (zona subcrítica, zona intercrítica, zona de grano fino, zona de grano parcialmente recrecido y zona de grano grueso) y terminando con la zona correspondiente a múltiples pasadas.
7.1. ZONA SUBCRÍTICA.
Esta zona se presentó en los puntos que alcanzaron una temperatura por debajo de la línea A1 (Figura 7), que es 723°C. Aquí se observa que la perlita se está transformando de su forma laminar
94
a una forma globular. Sin embargo, como se observó a través del microscopio electrónico de
barrido, (Figura 82b) la perlita no se globulizó totalmente. El porcentaje de fase es muy similar al
encontrado en el metal base debido a que la perlita no se ha refinado ni ha sufrido transformación alotrópica.
7.2. ZONA INTERCRÍTICA.
Los puntos que se encuentran en la zona intercrítica, alcanzaron una temperatura máxima entre las líneas A1 y A3 del diagrama hierro-carbono (Figura 7). Aquí se observa que solamente la perlita
empieza a refinarse. Hay un aumento en la dureza.
7.3. ZONA DE GRANO FINO.
Esta zona corresponde a la región del material que alcanzó temperaturas ligeramente superiores a la
línea A3, aproximadamente hasta 900 °C. Se observó que tanto la perlita como la ferrita están totalmente refinadas y la dureza ha aumentado con respecto a las dos zonas anteriores.
Adicionalmente, en el acero A516 se observó la formación de bainita inferior, aunque en bajas
proporciones (Figura 66).
7.4. ZONA DE GRANO PARCIALMENTE RECRECIDO.
Esta zona corresponde a los puntos que alcanzaron una temperatura máxima ubicada entre 900°C y 1100°C, aunque estos límites son difusos. En esta zona se observó que el grano no es totalmente
grueso. Tampoco se observa perlita en grandes proporciones, como en la zona de grano fino. Sin
embargo, no se midió el tamaño de grano en esta región puesto que representa una transición
paulatina de la zona de grano fino a la zona de grano grueso en la ZTA. Aquí se observó la formación de bainita inferior en proporciones mayores. Alrededor de los bordes de grano de bainita,
empezaron a presentarse microestructuras propias de altas temperaturas y moderadas velocidades de
enfriamiento, como la ferrita acicular. Debido a que las velocidades de enfriamiento evaluadas en diferentes lugares de la unión son prácticamente iguales entre sí [10], estos cambios
microestructurales se atribuyen al aumento del tamaño de grano austenítico previo, como
consecuencia de una temperatura máxima alcanzada mayor durante el ciclo térmico de la soldadura,
en comparación con las zonas de grano fino. Como el tamaño de grano es relativamente grande y no hay tiempo suficiente para posibilitar la difusión de los átomos de soluto hacia las superficies donde
suceden las transformaciones alotrópicas en estado de equilibrio, el exceso se debe precipitar
localmente. Asimismo, se observan cantidades importantes de ferrita proeutectoide. El aumento en el contenido de bainita inferior en el interior de los granos austeníticos previos genera un aumento
en la dureza y la aparición de ferrita acicular produce la formación de granos irregulares.
7.5. ZONA DE GRANO GRUESO.
En esta zona no resultó conveniente medir el tamaño de grano por medio del software de edición de
imágenes, debido a que los granos presentaron una irregularidad geométrica notable y los bordes de
95
grano (principalmente los bordes de grano bainita-bainita) no se mostraron claramente, al
inspeccionar la zona por medio de microscopia óptica. El grano austenítico previo es todavía más
grande, debido a que la zona alcanza temperaturas superiores a los 1100 °C (dato estimado). Por este motivo, no se presentó perlita en la microestructura, y en su reemplazo se presentó gran
cantidad de bainita inferior (Figura 56 y Figura 62), bainita superior (Figura 74) y ferrita acicular,
ferrita widmasttäten y ferrita proeutectoide (Figura 28). Hay precipitación de cementita en los
bordes de grano. El porcentaje de ferrita total encontrado en esta zona fue el más bajo, experimentando una disminución con respecto a la zona de grano recrecido (Tabla 9). La cantidad
de bainita superior e inferior fue mayor que en la zona de grano parcialmente recrecido, generando
el mayor aumento de dureza en todas las zonas de la ZTA. Claramente, es la zona más indeseable dentro de la ZTA.
7.6. ZONA DE MULTIPASE.
Esta zona morfológicamente presentó una gran similitud con la zona de grano fino, pero el tamaño de grano y la microdureza variaron considerablemente, por lo cual se definió como una zona
diferente. Se encontró que la microdureza experimentó una disminución con respecto a la zona de
grano fino, aunque su tamaño de grano fue menor. Al estar sometido a dos pases de soldadura, el material sufrió un tratamiento térmico en la ZTA con la aplicación del segundo pase, que refinó y
homogeneizó los granos que se transformaron previamente al hacer el primer pase (Figura 70).
También se observó la ausencia de microestructuras frágiles en esta zona. Por su parte, la perlita se encontró muy refinada, uniformemente distribuida en toda la matriz ferrítica (Figura 59) y el
espacio interlaminar fue menor (en comparación con el metal base). Al ser una zona en la cual se
homogeneizó y refinó la ZTA del pase previo (zona de grano fino, zona de grano parcialmente
recrecido y zona de grano grueso), la zona de multipase fue mucho más ancha en comparación a cualquier otra zona. Estas dos características sumadas a la disminución de la dureza, hacen que esta
sea la zona con las características más deseables desde el punto de vista mecánico.
De los resultados obtenidos anteriormente, se tomaron los promedios de dureza, tamaños de grano y
porcentajes de fase en cada una de las zonas descritas anteriormente para cada unión soldada
fabricada. Esta información se resumió en las tablas 5, 6, 7, 8 y 9 que se muestran a continuación. La microestructura que se tomó en cuenta para todas las zonas de la ZTA en el cálculo del
porcentaje de fase fue principalmente la ferrita (fase clara), la cual siempre estuvo presente en
todas las microestructuras. Los valores de las unidades de dureza están en la escala de microdureza
vickers. Las unidades utilizadas en el tamaño de grano están en escala ASTM y su equivalente en micras.
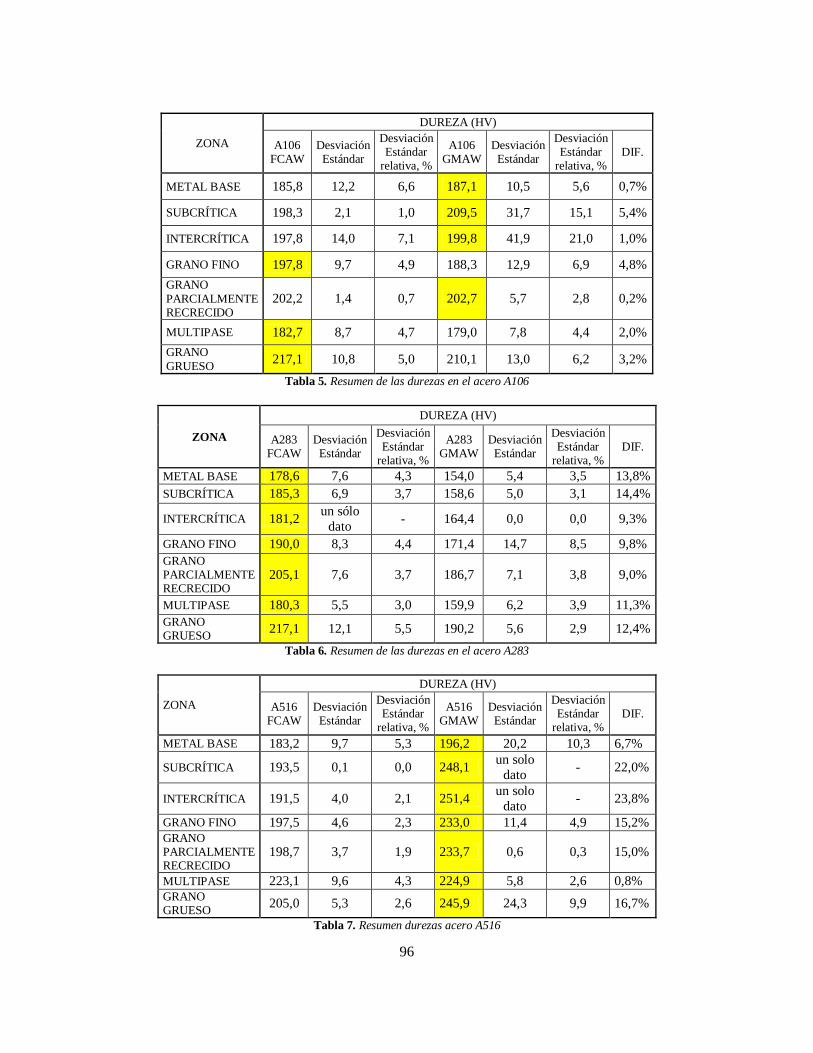
96
ZONA
DUREZA (HV)
A106 FCAW
Desviación Estándar
Desviación Estándar
relativa, %
A106 GMAW
Desviación Estándar
Desviación Estándar
relativa, % DIF.
METAL BASE 185,8 12,2 6,6 187,1 10,5 5,6 0,7%
SUBCRÍTICA 198,3 2,1 1,0 209,5 31,7 15,1 5,4%
INTERCRÍTICA 197,8 14,0 7,1 199,8 41,9 21,0 1,0%
GRANO FINO 197,8 9,7 4,9 188,3 12,9 6,9 4,8%
GRANO
PARCIALMENTE RECRECIDO
202,2 1,4 0,7 202,7 5,7 2,8 0,2%
MULTIPASE 182,7 8,7 4,7 179,0 7,8 4,4 2,0%
GRANO
GRUESO 217,1 10,8 5,0 210,1 13,0 6,2 3,2%
Tabla 5. Resumen de las durezas en el acero A106
ZONA
DUREZA (HV)
A283 FCAW
Desviación Estándar
Desviación Estándar
relativa, %
A283 GMAW
Desviación Estándar
Desviación Estándar
relativa, % DIF.
METAL BASE 178,6 7,6 4,3 154,0 5,4 3,5 13,8%
SUBCRÍTICA 185,3 6,9 3,7 158,6 5,0 3,1 14,4%
INTERCRÍTICA 181,2 un sólo
dato - 164,4 0,0 0,0 9,3%
GRANO FINO 190,0 8,3 4,4 171,4 14,7 8,5 9,8%
GRANO PARCIALMENTE RECRECIDO
205,1 7,6 3,7 186,7 7,1 3,8 9,0%
MULTIPASE 180,3 5,5 3,0 159,9 6,2 3,9 11,3%
GRANO GRUESO
217,1 12,1 5,5 190,2 5,6 2,9 12,4%
Tabla 6. Resumen de las durezas en el acero A283
ZONA
DUREZA (HV)
A516 FCAW
Desviación Estándar
Desviación Estándar
relativa, %
A516 GMAW
Desviación Estándar
Desviación Estándar
relativa, % DIF.
METAL BASE 183,2 9,7 5,3 196,2 20,2 10,3 6,7%
SUBCRÍTICA 193,5 0,1 0,0 248,1 un solo
dato - 22,0%
INTERCRÍTICA 191,5 4,0 2,1 251,4 un solo
dato - 23,8%
GRANO FINO 197,5 4,6 2,3 233,0 11,4 4,9 15,2%
GRANO PARCIALMENTE RECRECIDO
198,7 3,7 1,9 233,7 0,6 0,3 15,0%
MULTIPASE 223,1 9,6 4,3 224,9 5,8 2,6 0,8%
GRANO GRUESO
205,0 5,3 2,6 245,9 24,3 9,9 16,7%
Tabla 7. Resumen durezas acero A516
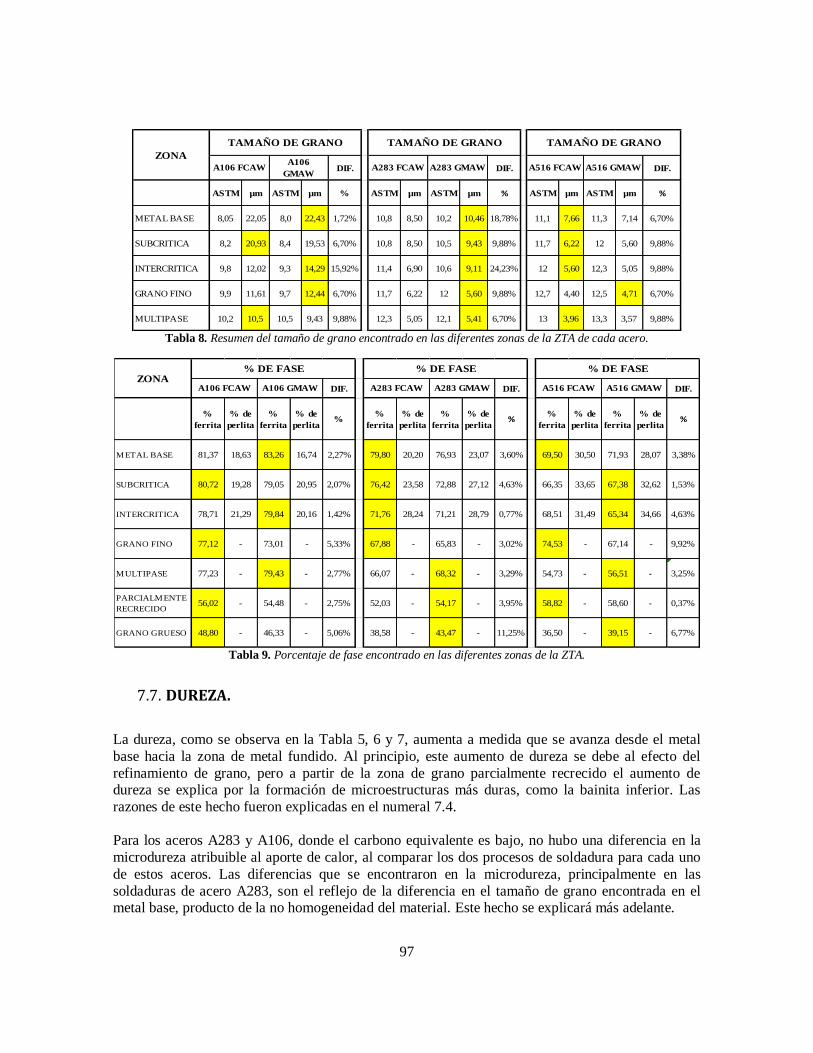
97
DIF. DIF. DIF.
ASTM µm ASTM µm % ASTM µm ASTM µm % ASTM µm ASTM µm %
METAL BASE 8,05 22,05 8,0 22,43 1,72% 10,8 8,50 10,2 10,46 18,78% 11,1 7,66 11,3 7,14 6,70%
SUBCRITICA 8,2 20,93 8,4 19,53 6,70% 10,8 8,50 10,5 9,43 9,88% 11,7 6,22 12 5,60 9,88%
INTERCRITICA 9,8 12,02 9,3 14,29 15,92% 11,4 6,90 10,6 9,11 24,23% 12 5,60 12,3 5,05 9,88%
GRANO FINO 9,9 11,61 9,7 12,44 6,70% 11,7 6,22 12 5,60 9,88% 12,7 4,40 12,5 4,71 6,70%
MULTIPASE 10,2 10,5 10,5 9,43 9,88% 12,3 5,05 12,1 5,41 6,70% 13 3,96 13,3 3,57 9,88%
A516 FCAW A516 GMAW
TAMAÑO DE GRANO TAMAÑO DE GRANO
ZONA
A283 GMAWA283 FCAW
TAMAÑO DE GRANO
A106
GMAWA106 FCAW
Tabla 8. Resumen del tamaño de grano encontrado en las diferentes zonas de la ZTA de cada acero.
DIF. DIF. DIF.
%
ferrita
% de
perlita
%
ferrita
% de
perlita%
%
ferrita
% de
perlita
%
ferrita
% de
perlita%
%
ferrita
% de
perlita
%
ferrita
% de
perlita%
METAL BASE 81,37 18,63 83,26 16,74 2,27% 79,80 20,20 76,93 23,07 3,60% 69,50 30,50 71,93 28,07 3,38%
SUBCRITICA 80,72 19,28 79,05 20,95 2,07% 76,42 23,58 72,88 27,12 4,63% 66,35 33,65 67,38 32,62 1,53%
INTERCRITICA 78,71 21,29 79,84 20,16 1,42% 71,76 28,24 71,21 28,79 0,77% 68,51 31,49 65,34 34,66 4,63%
GRANO FINO 77,12 - 73,01 - 5,33% 67,88 - 65,83 - 3,02% 74,53 - 67,14 - 9,92%
MULTIPASE 77,23 - 79,43 - 2,77% 66,07 - 68,32 - 3,29% 54,73 - 56,51 - 3,25%
PARCIALMENTE
RECRECIDO56,02 - 54,48 - 2,75% 52,03 - 54,17 - 3,95% 58,82 - 58,60 - 0,37%
GRANO GRUESO 48,80 - 46,33 - 5,06% 38,58 - 43,47 - 11,25% 36,50 - 39,15 - 6,77%
ZONAA106 FCAW A106 GMAW
% DE FASE % DE FASE
A516 FCAW A516 GMAWA283 GMAWA283 FCAW
% DE FASE
Tabla 9. Porcentaje de fase encontrado en las diferentes zonas de la ZTA.
7.7. DUREZA.
La dureza, como se observa en la Tabla 5, 6 y 7, aumenta a medida que se avanza desde el metal
base hacia la zona de metal fundido. Al principio, este aumento de dureza se debe al efecto del
refinamiento de grano, pero a partir de la zona de grano parcialmente recrecido el aumento de dureza se explica por la formación de microestructuras más duras, como la bainita inferior. Las
razones de este hecho fueron explicadas en el numeral 7.4.
Para los aceros A283 y A106, donde el carbono equivalente es bajo, no hubo una diferencia en la
microdureza atribuible al aporte de calor, al comparar los dos procesos de soldadura para cada uno
de estos aceros. Las diferencias que se encontraron en la microdureza, principalmente en las
soldaduras de acero A283, son el reflejo de la diferencia en el tamaño de grano encontrada en el metal base, producto de la no homogeneidad del material. Este hecho se explicará más adelante.
98
El acero A516 Gr. 70 presentó en todas las diferentes zonas de la ZTA generalmente estructuras
más duras debido a que su carbono equivalente (CE) fue mayor, principalmente por el contenido de
carbono mayor, lo que permitió generar un mayor porcentaje de microestructuras duras.
7.8. TAMAÑO DE GRANO.
Si se compara la dureza y el tamaño de grano (Tabla 5, Tabla 6, Tabla 7 y Tabla 8), para las zonas a
las cuales se determinó el tamaño de grano, se observa que a medida que el grano se va refinando la dureza tiende a aumentar. Esto es cierto solo hasta la zona de grano fino. A partir de allí, el tamaño
de grano aumenta considerablemente y esto posibilita la formación de microestructuras más duras,
lo que deriva en un aumento de microdureza.
Se encontró que el tamaño de grano del acero A516 Gr. 70 fue más fino en todas las zonas
empezando desde el metal base, esto contribuye también al mayor valor de microdureza obtenida
respecto a los otros dos aceros estudiados.
7.9. PORCENTAJE DE FASE.
En las imágenes obtenidas por microscopia óptica, la ferrita total corresponde a las zonas claras. Sin embargo, las zonas oscuras pueden estar constituidas por diferentes componentes que no alcanzan a
ser identificados mediante esta técnica, por lo cual, no pueden ser diferenciados por el software de
análisis de imágenes. Para ello, se empleó la microscopia electrónica de barrido. Como se pudo observar, incluso en la zona de grano fino (Figura 53) la tonalidad oscura, que en el caso de las
imágenes obtenidas por MEB pasa a ser clara, ya no se encuentra conformada en un 100% por
perlita, puesto que se empieza a encontrar una microestructura diferente, en este caso bainita
inferior, aunque en pequeñas proporciones. Para evitar confusiones debido a la tonalidad oscura que tiene la bainita y la perlita, la fase que se cuantificó principalmente fue la ferrita total, sin
diferenciar entre los distintos tipos de ferrita que se presentaron. Esto brinda un panorama respecto
a la evolución que tuvo la ferrita, una fase blanda, a lo largo de la ZTA.
A medida se avanza desde el metal base hacia la zona de metal fundido (ZMF), como se observa en
la Tabla 9, el porcentaje de ferrita disminuye a expensas de la formación de microestructuras más duras, lo cual se hace muy notorio a partir de la zona de grano parcialmente recrecido. Este hecho se
refleja en el valor de microdureza, como se ha explicado anteriormente.
En el acero A516 Gr. 70, que es el acero con mayor contenido de carbono, se observó que los porcentajes de ferrita son los de menor cantidad en los tres aceros objeto de estudio, lo cual era de
esperarse. Esto se refleja en la dureza del material y en la proporción de las microestructuras que se
forman, siendo este acero el que presentó las mayores proporciones de las diferentes clases de bainita (superior e inferior) encontradas (Figura 62).
99
7.10. GMAW vs. FCAW
Se pudo establecer que en los aceros donde el carbono equivalente es bajo (A106 Gr. B y A283 Gr. C), las diferencias obtenidas en las propiedades mecánicas, en términos del valor de microdureza, al
comparar la ZTA de las uniones soldadas por FCAW y GMAW para un mismo metal base no
pueden ser atribuidas a diferencias en el aporte de calor. En el caso del acero A106 Gr. B, a pesar
que el aporte de calor del proceso FCAW fue superior en un 60% al aporte de calor del proceso GMAW, las ZTA de ambos procesos de soldadura mostraron diferencias en el valor de microdureza
insignificantes para todas las zonas distintas, y la mayoría se encuentran dentro del error de la
prueba de microdureza realizada (Tabla 5). En el caso del acero A283 Gr. C, a pesar que las uniones soldadas se fabricaron a partir de una misma placa madre, son muy notorias las variaciones de
microdureza y tamaño de grano dentro de la misma placa, si se comparan estos factores medidos en
el metal base de las probetas soldadas por los dos procesos. Es evidente que las zonas de estudio en
la unión de acero A283 Gr. C soldado por FCAW cayeron en una región del metal base de grano notablemente más fino que su contraparte por GMAW, lo cual afectó el desarrollo de las
microestructuras de la ZTA correspondientes en este punto (todas son significativamente más
finas). Sin embargo, el porcentaje de ferrita no es significativamente diferente y tampoco se observaron constituyentes microestructurales con características diferentes, al comparar cada una de
las zonas de la ZTA entre sí en los dos procesos de soldadura para este acero. La única diferencia es
el tamaño de grano. Por este motivo, las diferencias encontradas al comparar ambos procesos de soldadura para el acero A283 Gr. C son atribuibles a la falta de homgeneidad de la placa de acero.
Para corroborar este hecho, se procedió a inspeccionar las probetas de acero A283 Gr. C soldadas
por ambos procesos con mediciones de dureza Rockwell B en varios puntos del metal base
correspondiente, donde se evidenció una variación similar a la obtenida a través de microdureza. Esta falta de homogeneidad se debe al proceso de manufactura al cual ha sido sometido el acero
durante su fabricación.
En el caso del acero A516 Gr. 70, las variaciones en el aporte de calor si alcanzaron a generar
cambios en las características de los constituyentes microestructurales, y consecuentemente en los
valores de microdureza, al comparar los dos procesos de soldadura. Esto se debe a que para esta aleación el CE fue considerablemente más alto. Cuando esto sucede, la variación microestructural
en la ZTA de la unión es más sensible a las velocidades de enfriamiento que resultan del aporte de
calor de cada proceso.
En todos los aceros se encontraron diferencias con respecto al ancho de la ZTA (Tabla 4), como se
ha explicado anteriormente. Basado en estas observaciones, se aconseja la fabricación de uniones
soldadas de aceros estructurales utilizando procesos de soldadura con bajos aportes de calor, siempre que sea posible teniendo en cuenta las características de la aplicación y si el CE de la
aleación no es alto, debido a que con estos procesos se generan ZTA mas angostas sin formación de
microestructuras frágiles, lo cual es una situación deseable cuando hay una unión soldada.
7.11. COMPOSICIÓN QUÍMICA
Se pudo observar que el carbono equivalente tiene un impacto importante en la sensibilidad para
generar variaciones microestructurales en la ZTA con la variación del aporte de calor. Principalmente, el contenido de carbono que fue el factor que más afecto el carbono equivalente
para cada acero.
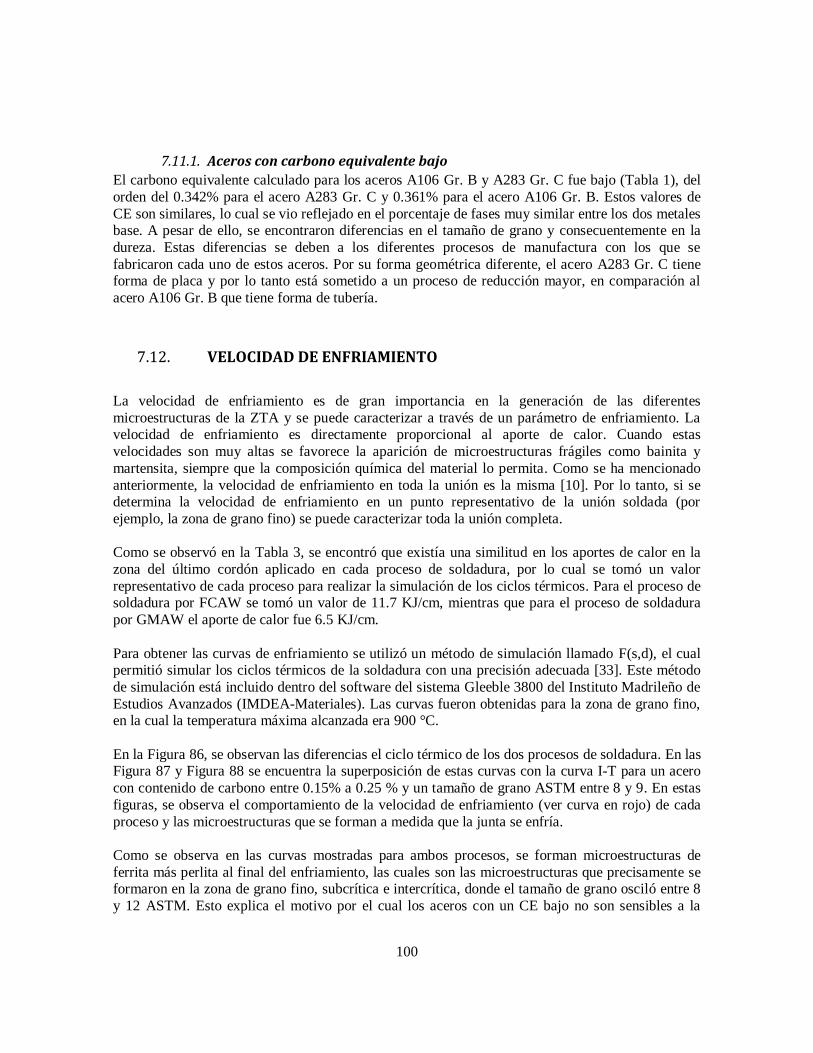
100
7.11.1. Aceros con carbono equivalente bajo
El carbono equivalente calculado para los aceros A106 Gr. B y A283 Gr. C fue bajo (Tabla 1), del
orden del 0.342% para el acero A283 Gr. C y 0.361% para el acero A106 Gr. B. Estos valores de
CE son similares, lo cual se vio reflejado en el porcentaje de fases muy similar entre los dos metales base. A pesar de ello, se encontraron diferencias en el tamaño de grano y consecuentemente en la
dureza. Estas diferencias se deben a los diferentes procesos de manufactura con los que se
fabricaron cada uno de estos aceros. Por su forma geométrica diferente, el acero A283 Gr. C tiene forma de placa y por lo tanto está sometido a un proceso de reducción mayor, en comparación al
acero A106 Gr. B que tiene forma de tubería.
7.12. VELOCIDAD DE ENFRIAMIENTO
La velocidad de enfriamiento es de gran importancia en la generación de las diferentes
microestructuras de la ZTA y se puede caracterizar a través de un parámetro de enfriamiento. La velocidad de enfriamiento es directamente proporcional al aporte de calor. Cuando estas
velocidades son muy altas se favorece la aparición de microestructuras frágiles como bainita y
martensita, siempre que la composición química del material lo permita. Como se ha mencionado
anteriormente, la velocidad de enfriamiento en toda la unión es la misma [10]. Por lo tanto, si se determina la velocidad de enfriamiento en un punto representativo de la unión soldada (por
ejemplo, la zona de grano fino) se puede caracterizar toda la unión completa.
Como se observó en la Tabla 3, se encontró que existía una similitud en los aportes de calor en la
zona del último cordón aplicado en cada proceso de soldadura, por lo cual se tomó un valor
representativo de cada proceso para realizar la simulación de los ciclos térmicos. Para el proceso de soldadura por FCAW se tomó un valor de 11.7 KJ/cm, mientras que para el proceso de soldadura
por GMAW el aporte de calor fue 6.5 KJ/cm.
Para obtener las curvas de enfriamiento se utilizó un método de simulación llamado F(s,d), el cual permitió simular los ciclos térmicos de la soldadura con una precisión adecuada [33]. Este método
de simulación está incluido dentro del software del sistema Gleeble 3800 del Instituto Madrileño de
Estudios Avanzados (IMDEA-Materiales). Las curvas fueron obtenidas para la zona de grano fino, en la cual la temperatura máxima alcanzada era 900 °C.
En la Figura 86, se observan las diferencias el ciclo térmico de los dos procesos de soldadura. En las Figura 87 y Figura 88 se encuentra la superposición de estas curvas con la curva I-T para un acero
con contenido de carbono entre 0.15% a 0.25 % y un tamaño de grano ASTM entre 8 y 9. En estas
figuras, se observa el comportamiento de la velocidad de enfriamiento (ver curva en rojo) de cada
proceso y las microestructuras que se forman a medida que la junta se enfría.
Como se observa en las curvas mostradas para ambos procesos, se forman microestructuras de
ferrita más perlita al final del enfriamiento, las cuales son las microestructuras que precisamente se formaron en la zona de grano fino, subcrítica e intercrítica, donde el tamaño de grano osciló entre 8
y 12 ASTM. Esto explica el motivo por el cual los aceros con un CE bajo no son sensibles a la
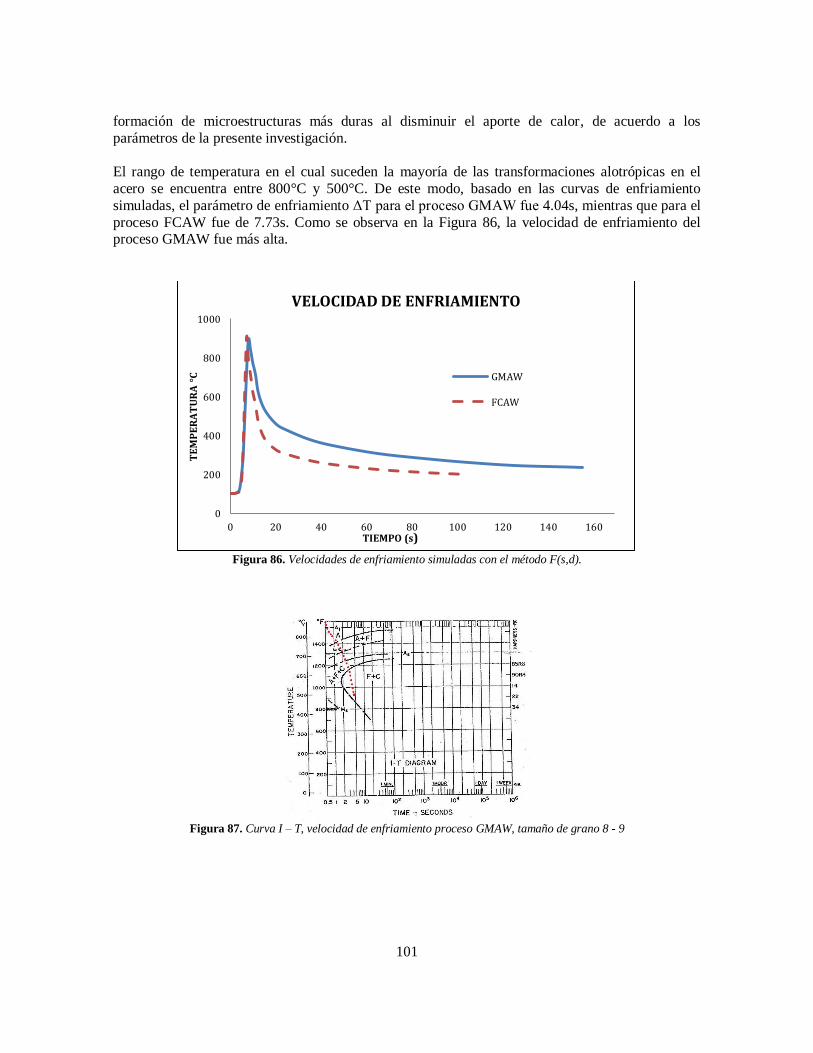
101
formación de microestructuras más duras al disminuir el aporte de calor, de acuerdo a los
parámetros de la presente investigación.
El rango de temperatura en el cual suceden la mayoría de las transformaciones alotrópicas en el
acero se encuentra entre 800°C y 500°C. De este modo, basado en las curvas de enfriamiento
simuladas, el parámetro de enfriamiento ΔT para el proceso GMAW fue 4.04s, mientras que para el
proceso FCAW fue de 7.73s. Como se observa en la Figura 86, la velocidad de enfriamiento del proceso GMAW fue más alta.
Figura 86. Velocidades de enfriamiento simuladas con el método F(s,d).
Figura 87. Curva I – T, velocidad de enfriamiento proceso GMAW, tamaño de grano 8 - 9
0
200
400
600
800
1000
0 20 40 60 80 100 120 140 160
TE
MP
ER
AT
UR
A °
C
TIEMPO (s)
VELOCIDAD DE ENFRIAMIENTO
GMAW
FCAW
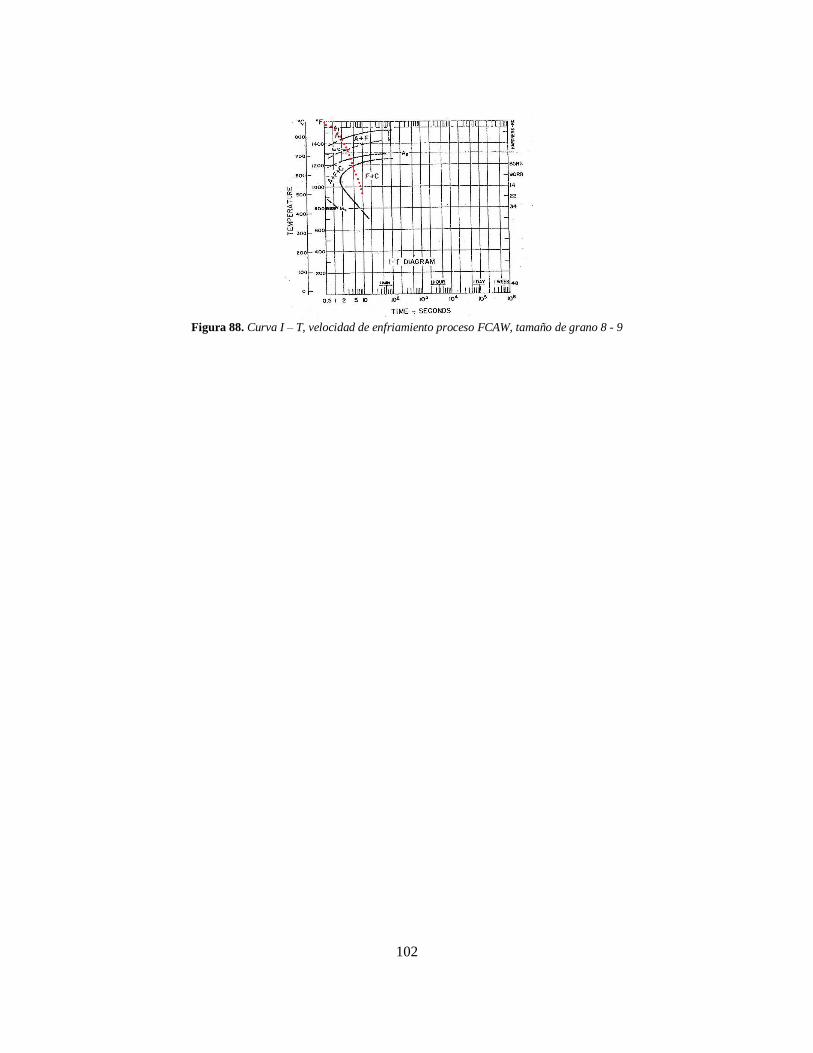
102
Figura 88. Curva I – T, velocidad de enfriamiento proceso FCAW, tamaño de grano 8 - 9
103
8. DISEÑO DE LA PRUEBA DE MEDICIÓN DE GRIETAS POR FATIGA
El diseño de esta prueba está basado en los lineamientos especificados en la norma ASTM E647 (Standard Test Method for Measurement of Fatigue Crack Growth Rates), y para la ampliación que
se necesitaba en algunos tópicos, en los cuales la misma norma ASTM E647 hacía referencia, se
utilizaron las normas ASTM E1820, ASTM E399, ASTM E1823 Y ASTM E399.
Este método de ensayo consiste en cargas cíclicas, de probetas entalladas que han sido pre agrietadas aceptablemente en fatiga.
El tamaño de la grieta se mide, ya sea visualmente o por un método equivalente, como una función
de ciclos por fatiga y transcurridos estos, los datos se someten a un análisis numérico para establecer la tasa de crecimiento de la grieta. Las tasas de crecimiento de la grieta se expresan como
una función del rango del factor de intensidad de esfuerzos, ΔK, que se calcula a partir de
expresiones basadas en el análisis del esfuerzo lineal elástico.
Este método puede servir para los siguientes propósitos:
Establecer la influencia del crecimiento de grietas por fatiga en la vida de los componentes
sujetos a carga cíclica.
Establecer criterios de selección de material y requerimientos de inspección para la
tolerancia de daño en diferentes aplicaciones.
Establecer en términos cuantitativos, los efectos individuales y combinados de la
metalurgia, fabricación medioambiente y carga variable en el crecimiento de grietas por fatiga.
8.1. TERMINOLOGÍA
Tamaño de grieta (a):
Ciclo (N)
Rata de crecimiento de grieta por fatiga ( )⁄
Rango de fuerza Stress ratio (R)
Factor de intensidad de esfuerzos máximo
Factor de intensidad de esfuerzos mínimo
Rango de factor de intensidad de esfuerzo
Fuerza máxima
Fuerza mínima
Applied-K curve Test con K creciente
Test con K decreciente
8.2. PRE AGRIETAMIENTO
La importancia del pre-agrietamiento es proporcionar una grieta afilada generada por fatiga, con
dimensiones y rectitud adecuada que asegure lo siguiente.
1) que el efecto del arranque del mecanizado de la muesca se elimine de la muestra. 2) los efectos posteriores sobre los datos de la tasa de crecimiento de grietas causada por el cambio
de forma en el frente de la grieta o el historial de carga de la pre-grieta se elimine.

104
El equipo de pre-agrietamiento deberá ser tal, que la distribución de la fuerza sea simétrica con
respecto a la muesca o entalla mecanizada y el durante el pre-agrietamiento se debe controlar
con . Cualquier frecuencia de carga conveniente que permita la precisión de la fuerza
requerida para ser logrado este rango del 5% puede ser utilizada para el pre-agrietamiento. Además la pre grieta por fatiga no deberá ser inferior a 0.10B, h, o 1,0 mm (0,040 pulgadas), el que
sea mayor (Figura 89).
Figura 89. Tamaño de la pre grieta. [29]
El final durante el pre agrietamiento no excederá el inicial para el cual los datos de
prueba se han de obtener. Si es necesario, las fuerzas correspondientes a los valores de pueden utilizarse valores más altos para iniciar grietas en la muesca mecanizada. En este caso, el rango de
fuerza será escalonado hacia abajo para cumplir con el requisito anterior.
Además, se sugiere que la reducción en para cualquiera de estos pasos no sea mayor del 20% y que la extensión de grieta sea medible antes de proceder al siguiente paso. Para evitar efectos
transitorios en los datos de prueba, aplicar el rango de fuerza en cada paso sobre un incremento de
grieta tamaño de al menos (3 / π) (K’max/σYS) 2, donde K’max es el valor terminal de de los
pasos de carga previos. Si el durante el pre agrietamiento difiere del utilizado durante la prueba, consulte las precauciones descritas a continuación:
8.3. PRECAUCIONES AL REALIZAR LA PRUEBA
Algunas precauciones que se deben tener en cuenta en el momento de ejecutar la prueba de
medición de grietas por fatiga son los siguientes:
En ambientes inocuos (inerte) las tasas de crecimiento de grietas por fatiga son principalmente una
función de ΔK y la fuerza de relación, R, o y R.
105
Los ambientes y temperaturas agresivos pueden afectar significativamente frente a ΔK, y en
muchos casos acentuar los efectos de R e introducir efectos de otras variables de carga tales como la
frecuencia y la forma de onda en el ciclo. Debe prestarse atención a la selección y el control de estas
variables en los estudios de investigación y en la generación de los datos de diseño adecuados.
ΔK, y R no son independientes el uno del otro. La especificación de cualquiera de dos de
estas variables es suficiente para definir las condiciones de carga. Es habitual para especificar uno
de los parámetros de intensidad de esfuerzos
(ΔK o ) junto con la relación de fuerzas, R.
8.4. EFECTOS QUE INFLUYEN EN EL CRECIMIENTO DE GRIETAS
8.4.1. Efectos del espesor.
Los datos de la tasa de crecimiento de grietas por fatiga no siempre son estrictamente
independientes de la geometría ya que a veces se producen efectos por el espesor. Sin embargo, los
resultados sobre la influencia del espesor en la tasa de crecimiento de grietas por fatiga son mixtos. Las tasas de crecimiento de grietas por fatiga utilizando una amplia gama de ΔK, se ha visto, que ya
sea aumentándolos o disminuyéndolos, no se ven afectadas a medida que aumenta espesor de la
muestra. Los efectos del espesor también pueden interactuar con otras variables tales como, el
medio ambiente y tratamientos térmicos. Por ejemplo, los materiales pueden exhibir efectos de
espesor en el rango terminal de vs. ΔK, los cuales están asociados con la fluencia nominal1
o como el se aproxima a la tenacidad a la fractura del material. La posible influencia de
espesor de la muestra debe ser considerada cuando la generación de datos es para la investigación o el diseño.
8.4.2. Efectos de los esfuerzos residuales.
Los esfuerzos residuales pueden influir en las tasas de crecimiento de grietas de fatiga, la medición de estos índices de crecimiento y la previsibilidad del comportamiento a la fatiga de fisuras. El
efecto puede ser significativo cuando las muestras de ensayo se retiran de los materiales que
abarcan los campos de esfuerzos residuales, por ejemplo, piezas soldadas o de forjado de formas complejas, extrusión, fundido o mecanizado de secciones gruesas, donde el alivio del esfuerzo
residual total no es posible.
Las muestras tomadas de tales productos que contienen esfuerzos residuales, estarán en sí mismos conteniendo la tensión residual. Mientras que la extracción de la muestra y la introducción de la
ranura en el inicio de la grieta en sí mismo alivian y redistribuye parcialmente el patrón de esfuerzo
residual, la magnitud restante puede causar un error significativo en el resultado de la prueba
subsiguiente. Los esfuerzos residuales se superponen al esfuerzo cíclico aplicado y los resultado máximos y mínimos de la intensidad de esfuerzos en la punta real de la grietas son diferentes de los
basados únicamente en las fuerzas o desplazamientos cíclicos aplicados externamente.
La distorsión del mecanizado durante la preparación de la muestra, la ubicación y la dependencia de la configuración del crecimiento de grietas irregulares durante el pre agrietamiento por fatiga
(por ejemplo, tasas de crecimiento de grietas lentas, rápidas o inesperadas, curvatura excesiva de la
grieta o de la ruta de desviación de la grieta), y la relajación dramática en fuerzas de cierre grieta
(asociada con muestras de alivio de esfuerzo como la extensión de la grieta) a menudo indican el
impacto de esfuerzos residuales influyentes en el resultado frente a la medida de ΔK. [34]
Un notable desplazamiento en la boca de la grieta con una fuerza aplicada de cero, es indicativo de
1 Esta condición se debe evitar en pruebas que cumplen con los requisitos de tamaño de muestra, que figuran en el anexo
de la muestra adecuada. Anexo 1
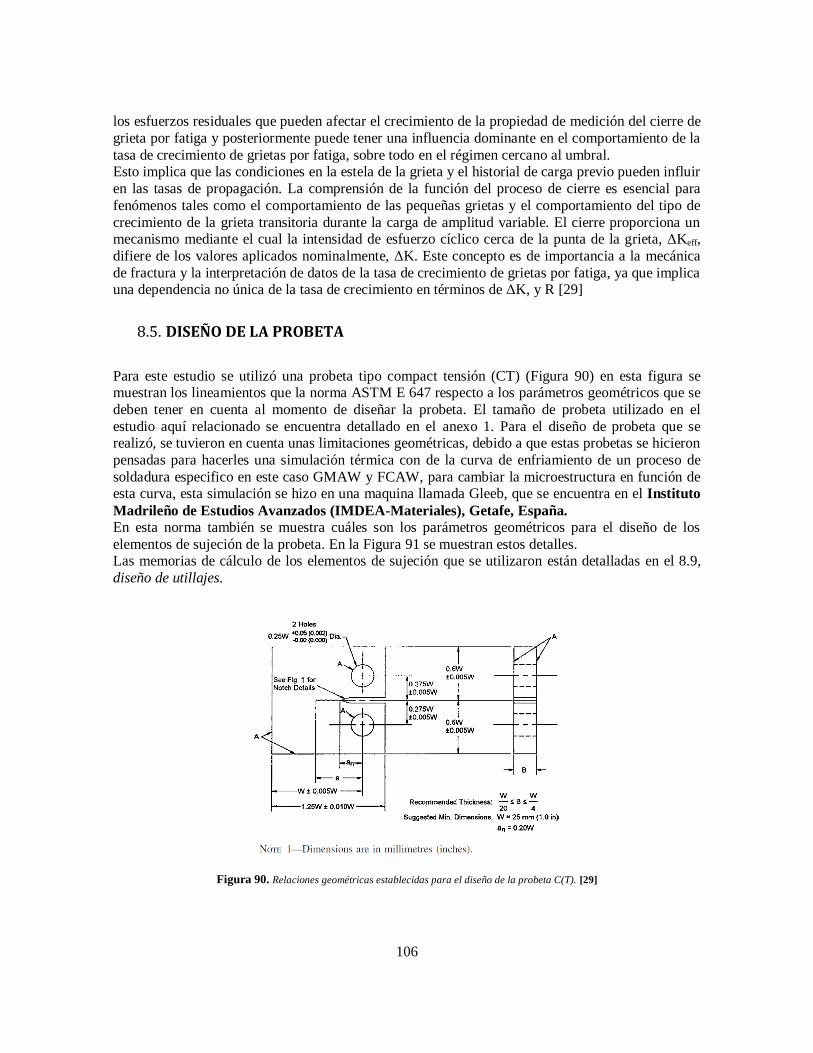
106
los esfuerzos residuales que pueden afectar el crecimiento de la propiedad de medición del cierre de
grieta por fatiga y posteriormente puede tener una influencia dominante en el comportamiento de la
tasa de crecimiento de grietas por fatiga, sobre todo en el régimen cercano al umbral. Esto implica que las condiciones en la estela de la grieta y el historial de carga previo pueden influir
en las tasas de propagación. La comprensión de la función del proceso de cierre es esencial para
fenómenos tales como el comportamiento de las pequeñas grietas y el comportamiento del tipo de
crecimiento de la grieta transitoria durante la carga de amplitud variable. El cierre proporciona un mecanismo mediante el cual la intensidad de esfuerzo cíclico cerca de la punta de la grieta, ΔKeff,
difiere de los valores aplicados nominalmente, ΔK. Este concepto es de importancia a la mecánica
de fractura y la interpretación de datos de la tasa de crecimiento de grietas por fatiga, ya que implica una dependencia no única de la tasa de crecimiento en términos de ΔK, y R [29]
8.5. DISEÑO DE LA PROBETA
Para este estudio se utilizó una probeta tipo compact tensión (CT) (Figura 90) en esta figura se muestran los lineamientos que la norma ASTM E 647 respecto a los parámetros geométricos que se
deben tener en cuenta al momento de diseñar la probeta. El tamaño de probeta utilizado en el
estudio aquí relacionado se encuentra detallado en el anexo 1. Para el diseño de probeta que se realizó, se tuvieron en cuenta unas limitaciones geométricas, debido a que estas probetas se hicieron
pensadas para hacerles una simulación térmica con de la curva de enfriamiento de un proceso de
soldadura especifico en este caso GMAW y FCAW, para cambiar la microestructura en función de esta curva, esta simulación se hizo en una maquina llamada Gleeb, que se encuentra en el Instituto
Madrileño de Estudios Avanzados (IMDEA-Materiales), Getafe, España. En esta norma también se muestra cuáles son los parámetros geométricos para el diseño de los
elementos de sujeción de la probeta. En la Figura 91 se muestran estos detalles. Las memorias de cálculo de los elementos de sujeción que se utilizaron están detalladas en el 8.9,
diseño de utillajes.
Figura 90. Relaciones geométricas establecidas para el diseño de la probeta C(T). [29]
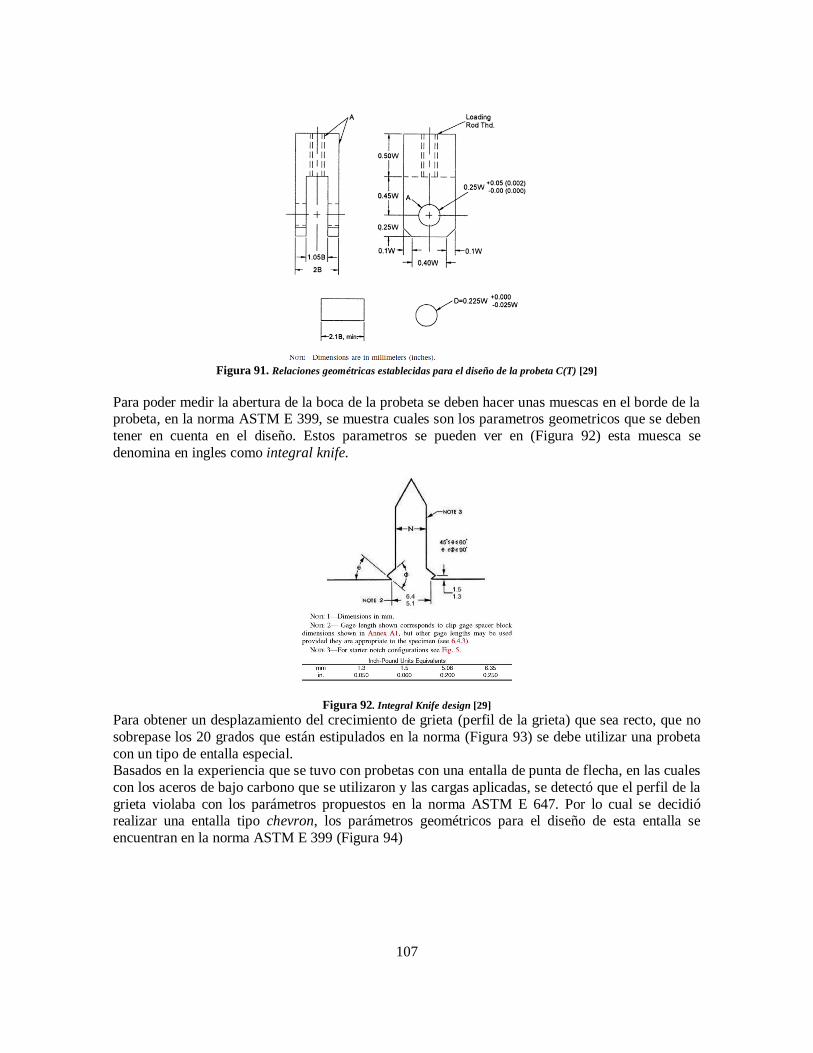
107
Figura 91. Relaciones geométricas establecidas para el diseño de la probeta C(T) [29]
Para poder medir la abertura de la boca de la probeta se deben hacer unas muescas en el borde de la probeta, en la norma ASTM E 399, se muestra cuales son los parametros geometricos que se deben
tener en cuenta en el diseño. Estos parametros se pueden ver en (Figura 92) esta muesca se
denomina en ingles como integral knife.
Figura 92. Integral Knife design [29]
Para obtener un desplazamiento del crecimiento de grieta (perfil de la grieta) que sea recto, que no
sobrepase los 20 grados que están estipulados en la norma (Figura 93) se debe utilizar una probeta
con un tipo de entalla especial. Basados en la experiencia que se tuvo con probetas con una entalla de punta de flecha, en las cuales
con los aceros de bajo carbono que se utilizaron y las cargas aplicadas, se detectó que el perfil de la
grieta violaba con los parámetros propuestos en la norma ASTM E 647. Por lo cual se decidió realizar una entalla tipo chevron, los parámetros geométricos para el diseño de esta entalla se
encuentran en la norma ASTM E 399 (Figura 94)
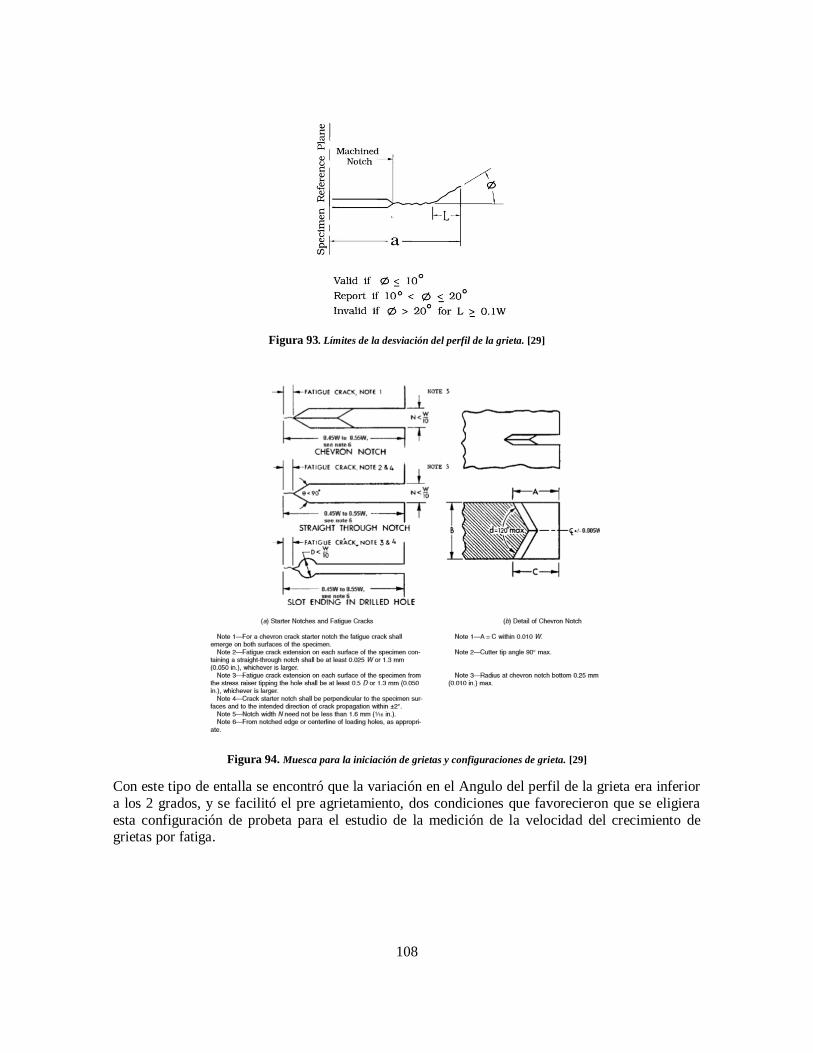
108
Figura 93. Límites de la desviación del perfil de la grieta. [29]
Figura 94. Muesca para la iniciación de grietas y configuraciones de grieta. [29]
Con este tipo de entalla se encontró que la variación en el Angulo del perfil de la grieta era inferior
a los 2 grados, y se facilitó el pre agrietamiento, dos condiciones que favorecieron que se eligiera
esta configuración de probeta para el estudio de la medición de la velocidad del crecimiento de grietas por fatiga.
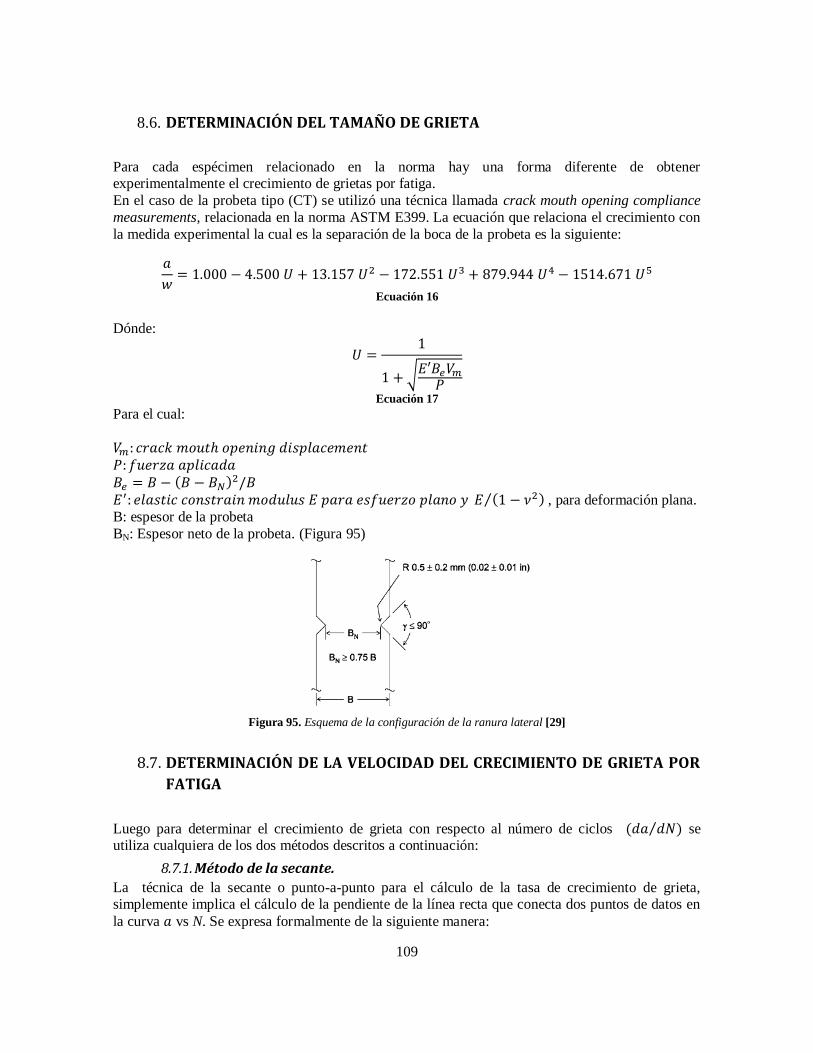
109
8.6. DETERMINACIÓN DEL TAMAÑO DE GRIETA
Para cada espécimen relacionado en la norma hay una forma diferente de obtener experimentalmente el crecimiento de grietas por fatiga.
En el caso de la probeta tipo (CT) se utilizó una técnica llamada crack mouth opening compliance
measurements, relacionada en la norma ASTM E399. La ecuación que relaciona el crecimiento con
la medida experimental la cual es la separación de la boca de la probeta es la siguiente:
Ecuación 16
Dónde:
√
Ecuación 17
Para el cual:
( )
( )⁄ , para deformación plana.
B: espesor de la probeta
BN: Espesor neto de la probeta. (Figura 95)
Figura 95. Esquema de la configuración de la ranura lateral [29]
8.7. DETERMINACIÓN DE LA VELOCIDAD DEL CRECIMIENTO DE GRIETA POR
FATIGA
Luego para determinar el crecimiento de grieta con respecto al número de ciclos ( )⁄ se utiliza cualquiera de los dos métodos descritos a continuación:
8.7.1. Método de la secante.
La técnica de la secante o punto-a-punto para el cálculo de la tasa de crecimiento de grieta, simplemente implica el cálculo de la pendiente de la línea recta que conecta dos puntos de datos en
la curva vs N. Se expresa formalmente de la siguiente manera:

110
( ⁄ ) ( ) ( )⁄
Ecuación 18
Dado que el cálculo de es una tasa promedio del incremento ( ) el tamaño
medio de grieta ⁄ ( ) es normalmente usado para calcular ΔK.
8.7.2. Método del incremento polinomial.
Este método para el cálculo de implica ajustar un polinomio de segundo orden (parábola) a
los conjuntos de (2n + 1) a los puntos de datos sucesivos, en donde n es por lo general 1, 2, 3, o 4. La forma de la ecuación para el ajuste local es como sigue:
(
) (
)
Ecuación 19
Dónde:
(
)
y b0, b1, y b2 son los parámetros de regresión que se determinan por el método de mínimos
cuadrados (es decir, la minimización del cuadrado de las desviaciones entre los valores observados
y medidos del tamaño de grieta) en el rango de donde el valor de es el valor
ajustado del tamaño de grieta en .
Los parámetros ⁄ ( ) y ⁄ ( ) se utilizan para ajustar los
datos de entrada, evitando así las dificultades numéricas en la determinación de los parámetros de regresión. La tasa de crecimiento de la grieta en Ni se obtiene a partir de la derivada de la parábola
anterior, que es dada por la siguiente expresión:
( ⁄ )
( ) ( )⁄ ( ) ⁄
Ecuación 20
El valor de ΔK asociado a este valor de se calcula utilizando el tamaño de la grieta
ajustada, , correspondiente al Ni.
8.8. DETERMINACIÓN DEL RANGO DEL FACTOR DE INTENSIDAD DE
ESFUERZOS ΔK
Para una probeta tipo (CT) el cálculo de ΔK está dado por la ecuación…
√
( )
( ) ⁄ ( )
Ecuación 21
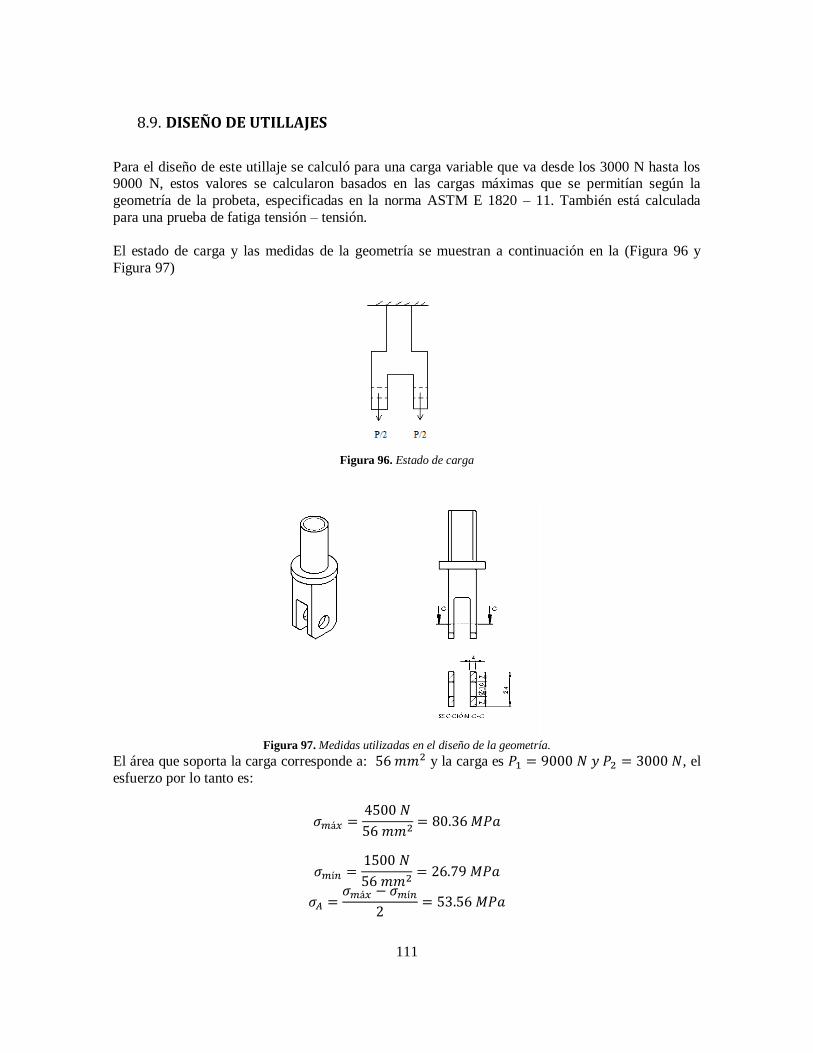
111
8.9. DISEÑO DE UTILLAJES
Para el diseño de este utillaje se calculó para una carga variable que va desde los 3000 N hasta los 9000 N, estos valores se calcularon basados en las cargas máximas que se permitían según la
geometría de la probeta, especificadas en la norma ASTM E 1820 – 11. También está calculada
para una prueba de fatiga tensión – tensión.
El estado de carga y las medidas de la geometría se muestran a continuación en la (Figura 96 y
Figura 97)
Figura 96. Estado de carga
Figura 97. Medidas utilizadas en el diseño de la geometría.
El área que soporta la carga corresponde a: y la carga es , el
esfuerzo por lo tanto es:

112
El material utilizado para este utillaje fue acero AISI 4340 normalizado, el esfuerzo último de este
material es 1282 MPa y el esfuerzo de fluencia 862 MPa.
Ahora se calcula el esfuerzo de resistencia a la fatiga.
A este esfuerzo se le aplica los factores de corrección de Marín [35], que dependen de diferentes condiciones a las cuales va ser usado el utillaje.
Para el factor de seguridad se utilizó la ecuación para esfuerzo uniaxiales [36]:
(
)
Como se observa en el cálculo hecho anteriormente el factor de seguridad es de 5,94. Dando así un
factor confiable en el diseño del utillaje, los planos detallados se encuentran en los anexos 2 al 6.
113
9. CONCLUSIONES
El efecto relativo sobre las ZTA de cada proceso de soldadura se dio a través del aporte de calor, se observó que la ZTA de los aceros soldados por FCAW fue más ancha, debido a que tuvo un aporte
de calor mayor al proceso GMAW, en algunos casos superando el 60% de diferencia.
Cuando el carbono equivalente es bajo, no hay variaciones microestructurales atribuibles al proceso de soldadura para un mismo material base. Las diferencias se encontraron cuando el carbono
equivalente fue alto, como en el caso del A516 Gr. 70. Además de la formación de microestructuras
más duras, se encontró que existían diferencias en las propiedades mecánicas de la ZTA entre los dos procesos de soldadura para este acero.
La velocidad de enfriamiento no tuvo incidencia para variar la microestructura entre los procesos de
soldadura, cuando el metal base tiene un CE bajo. A pesar de ser bien diferentes las velocidades de enfriamiento en cada proceso de soldadura, se encontraron los mismos tipos de microestructuras en
la ZTA.
En la variación microestructural de la ZTA, se encontraron principalmente 6 zonas diferentes a lo
largo de ella. Cada una de estas zonas se diferenció claramente de las otras por el tamaño de grano,
el porcentaje de fase y las diferentes características de los constituyentes microestructurales que se formaron.
En la zona de estudio donde hubo 2 pases de soldadura (zona de multipase) se encontró las mejores
características microestructurales de toda la ZTA en cada unión soldada.
A medida que la se avanza en la ZTA desde el metal base hacia la zona fundida se presenta una
tendencia a aumentar la dureza, a disminuir el tamaño de grano y a disminuir el porcentaje de ferrita. En la zona de grano grueso, el interior de los granos está compuesto por bainita superior e
inferior.

114
115
10. BIBLIOGRAFÍA
[1] J. Rolfe y S. Barsom, Fracture and fatigue control in structures; applications of fracture machine,
Tercera ed, ASTM, 1999.
[2] T. A. y. S. Shimizu, «A study of the seismic effects on a portal frame having a hole at the beam-column
connection,» Thin walled structures, vol. 52, pp. 53-60, 2012.
[3] D. G. Lignos, Y. Chung, T. Nagae y M. Nakashima, «Numerical and experimental evaluation of seismic
capacity of high-rise steel buildings subjected to long duration earthquakes,» Computers and
Structures, vol. 89, nº 11-12, pp. 959-967, 2011.
[4] M. Nascimento, H. Voorwald y J. Payão Filho, «Fatigue strength of tungsten inert gas-repaired weld
joints in airplane critical structures,» Journal of Materials Processing Technology, vol. 211, nº 6, pp.
1126-1135, 2011.
[5] K. Al-Fadhalah, A. Elkholy y M. Majeed, «Failure analysis of Grade-80 alloy steel towing chain links,»
Engineering Failure Analysis, vol. 17, nº 7-8, pp. 1542-1550, 2010.
[6] O. Caglayan, K. Ozakgul, O. Tezer y E. Uzgider, «Fatigue life prediction of existing crane runway
girders,» Journal of Constructional Steel Research, vol. 66, nº 10, pp. 1164-1173, 2010.
[7] C. Larrainzar, I. Korin y J. Perez Ipiña, «Analysis of fatigue crack growth and estimation of residual
life of the walking beam of an oilfield pumping unit,» Engineering Failure Analysis, vol. 17, nº 5, pp.
1038-1050, 2010.
[8] T. Lassen y N. Recho, Fatigue life analyses of welded structures, ISTE Ltd., 2006.
[9] A. Hobbacher, Recommendations for Fatigue Design of Welded Joints and Components, París:
International Institute of Welding, 2008.
[10] D. F. Atehortua, «PROPAGACIÓN DE GRIETAS POR FATIGA EN UNIONES SOLDADAS POR
FCAW DE ACEROS DE BAJO CARBONO Y ACEROS DE BAJA ALEACIÓN Y LA APLICABILIDAD
DEL ULTRASONIDO COMO HERRAMIENTA DE MONITOREO EN ESTE TIPO DE ESTUDIOS,»
Propuesta Doctoral, Cali, 2012.
[11] E. J. León, Diseño y cálculo de recipientes sujetados a presión, 2001.
[12] M. Chapettu, T. Kitano, T. Tagawa y T. Miyata, «Fatigue limit of blunt-notched components.,» Fatigue
& fracture of engineering material & structures, pp. 1525-1536, 1998.
[13] C. F. Giménez y V. A. Borras, Tecnologias de materiales, Universidad politécnica de Valencia, 2003.
116
[14] A. Handbook, Welding, Brazing and soldering, vol. 6, Volume 6: ASM International, 1993.
[15] B. N. Leis, D. P. Goetz, P. M. S. Hudson y C. Michael, «Fatigue behavior of axial and pressure cycled
butt and girth welds containing defects,» Fracture Mechanics: Nineteenth symposium, pp. 374-391,
1998.
[16] Y.-J. Kim, D.-J. Shim, N.-S. Huh y Y.-J. Kim, «Elastic-plastic fracture mechanics assesment of test data
for circumferential cracked pipes.,» SAFE research centre, School of Mechanical Engineering,
Sungkyunkwan University, pp. 440-445.
[17] G. Y. Lee, D. Bae y S. Park, «Assesment of the crack growth characteristics at the low corrosion fatigue
limit of an A106 Gr. B Steel pipe weld».
[18] G. Rading, «The effect of the welding process on the fatigue crack growth,» Welding research
supplement, vol. bulletin 370, 1992.
[19] C. Kusko, J. Dupont y A. Marder, «The Influence of Microstructure on Fatigue Crack Propagation
Behavior of Stainless Steel Welds,» Welding Journal, pp. 6-15, 2004.
[20] R. Rowe, L. Jeffus y J. P. Caballero, Manual de soldadura GMAW (MIG - MAG), España: Paraninfo,
2008.
[21] G. J. W, Técnica y practica de la soldadura, España: Reverté, 1998.
[22] L. Jeffus, Soldadura: Principios y Aplicaciones, Quinta ed., Paraninfo, 2009.
[23] ASM Handbook Committe, ASM Handbook: Welding, Brazing and Soldering, vol. 6, ASM International,
1993.
[24] AWS D1 Committee on Structural Welding, AWS D1.1/D1.1 M:2008. Structural Welding Code - Steel,
Vigésima primer ed., AWS, 2008.
[25] R. Blondeau, Metallurgy and Mechanics of Welding: Processes and Industrial Applications, ISTE Ltd
and John Wiley & Sons, Inc., 2008.
[26] G. Atkins, D. Thiessen, N. Nissley y Y. Adonyi, «Welding Process Effects in Weldability Testing of
Steels,» Welding Journal, pp. 61s-68s, Abril 2002.
[27] M. Torres, «Control de procesos de soldadura,» 28 Octubre 2007. [En línea]. Available:
http://controlsoldaduramargot.blogspot.com/2007/10/establecimiento-de-los-procedimientos.html.
[Último acceso: 5 Enero 2014].
[28] E. E. M. Hector Hérnandez Albañil, Mecánica de fractura y análisis de falla, Bogotá: Universidad
Nacional de Colombia, 2002.
117
[29] ASTM Standards, Standard test method for measurement of fatigue crack growth rate, 2011.
[30] B. D., Damage tolerance of structures, ASM, 1986.
[31] T. Anderson, Fracture mechanics: fundamentals and applications, Estados Unidos: Taylor & Francis,
2005.
[32] Banco de la República, «Banco de la República,» [En línea]. Available:
http://www.banrep.gov.co/es/contenidos/page/moneda-100-pesos. [Último acceso: 12 Diceimbre 2013].
[33] C. Lundin y G. Zhou, «A comparison of published HAZ simulation thermal simulation methods used to
derive weld HAZ thermal cycles,» Acta metalurgica sinica, vol. 13, nº 1, pp. 223 - 232, 2000.
[34] R. Buchi, «Fatigue crack growth rate measurement in alluminum alloy,» de Fracture mechanics:
Twenty third symposium, Philadelphia, 1993.
[35] J. E. Shigley, Diseño en ingeniería mecánica, Mc Graw Hill, 1978 2 ed..
[36] R. L. Norton, Diseño de máquinas, México: Prentice Hall, 2011.
[37] I. J. L. Estrada, Diseño y cálculo de recipientes sujetados a presión, 2001.
[38] T. G., «Classifiaction and qualification of microstructures steel,» Materials perspective, vol. 20, pp.
143-161, 2004.

118
119
11. ANEXOS
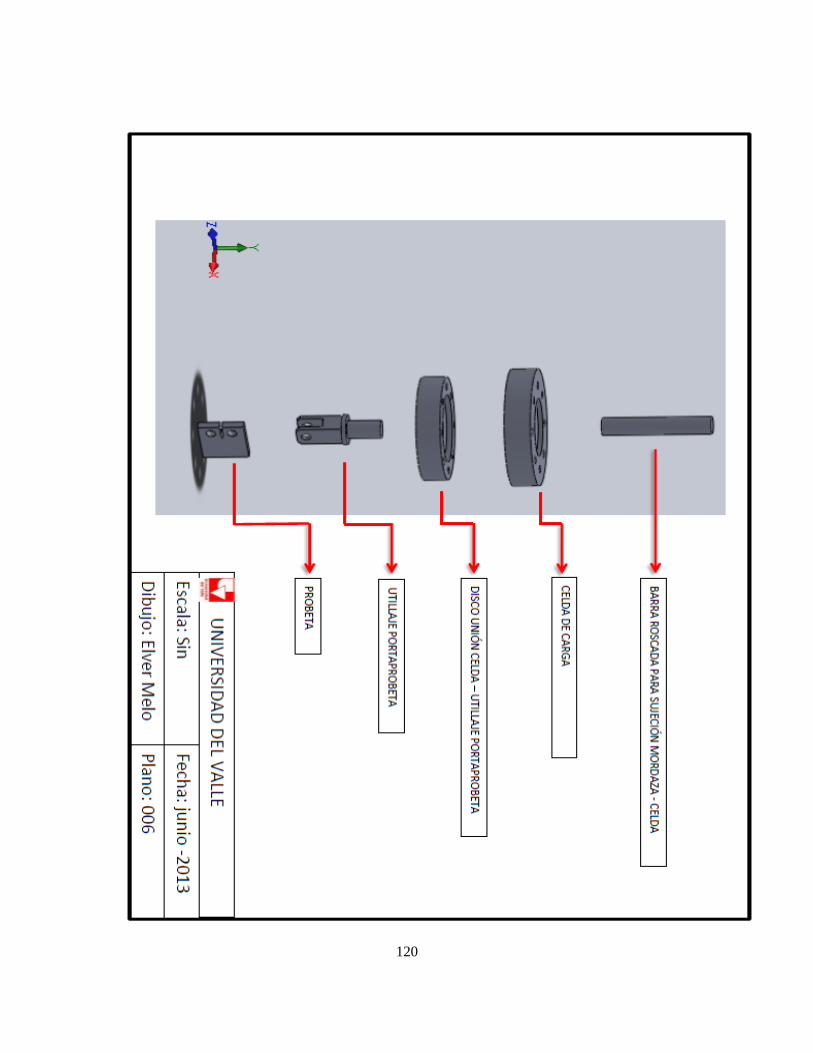
120
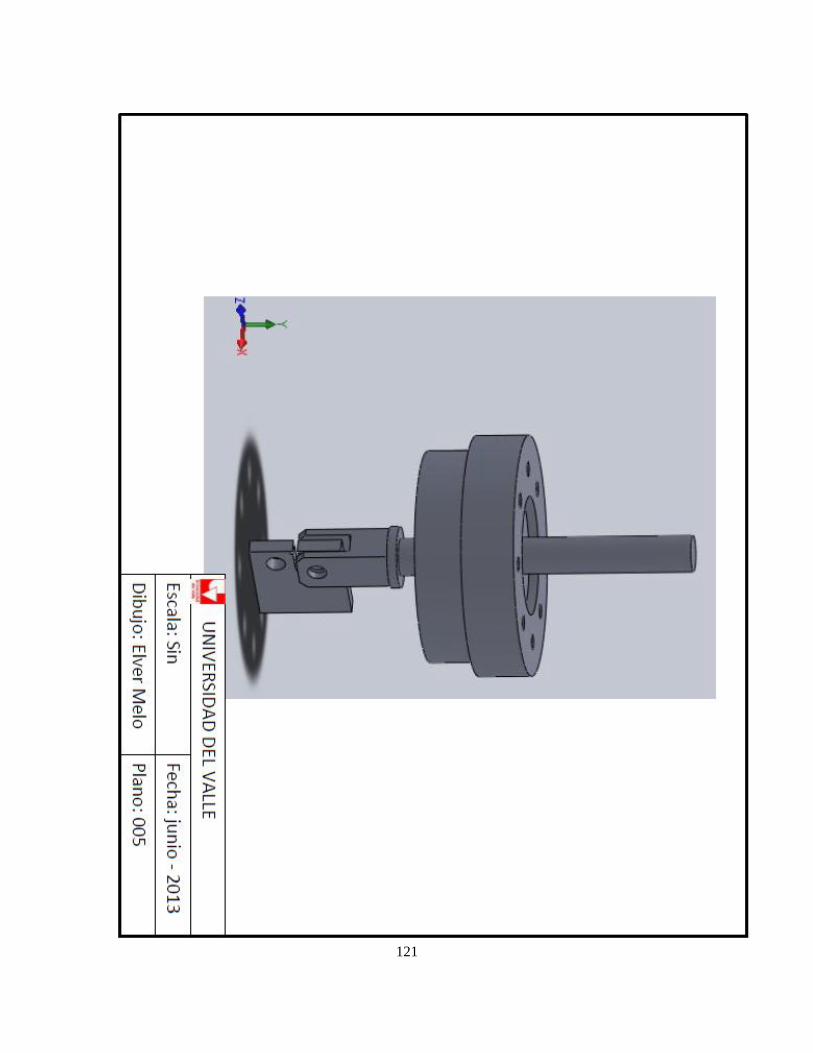
121
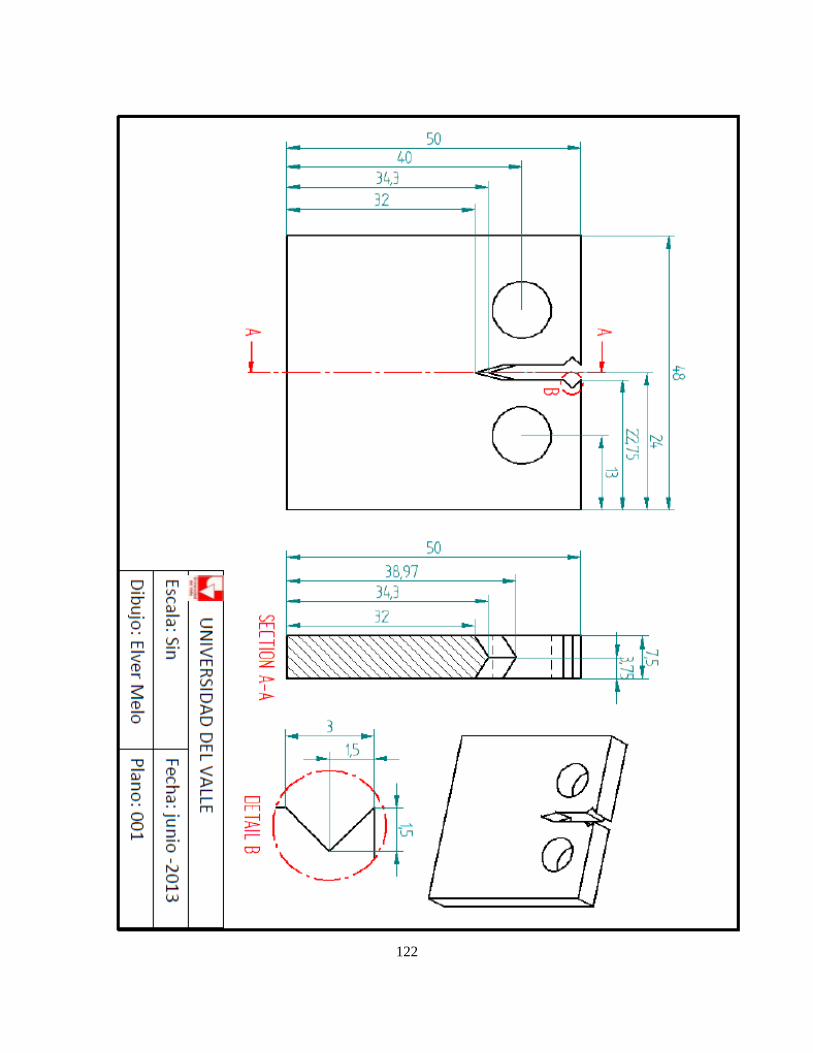
122
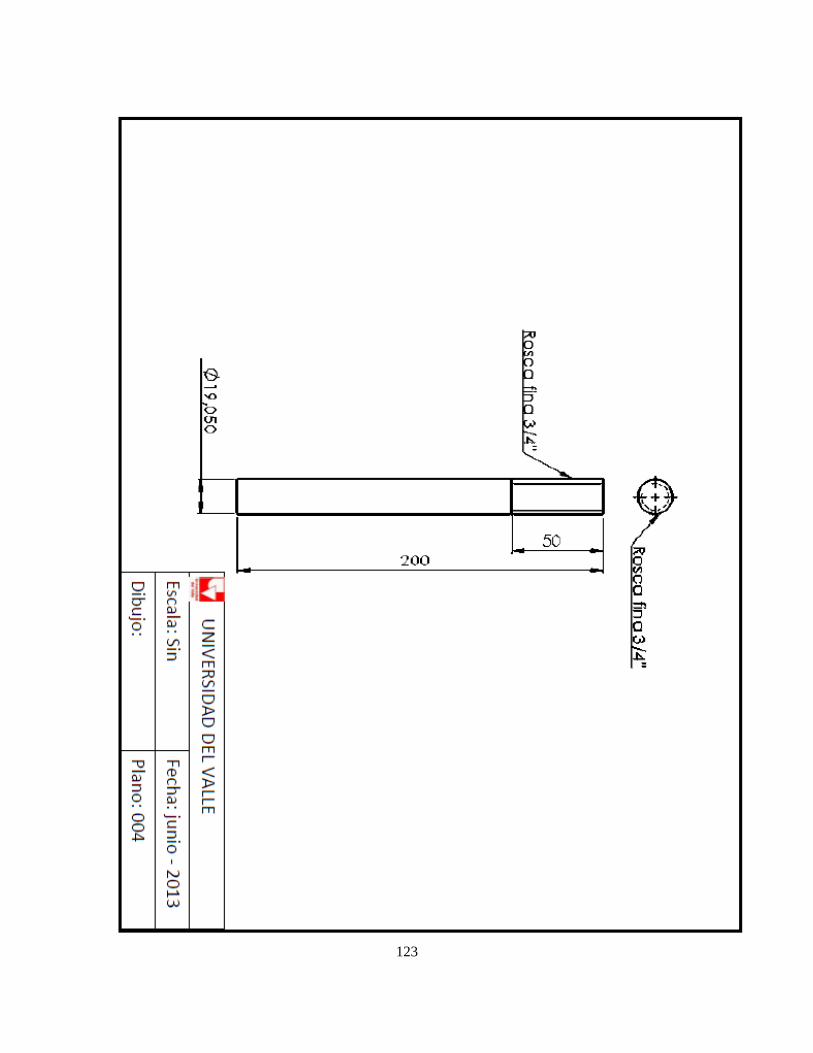
123
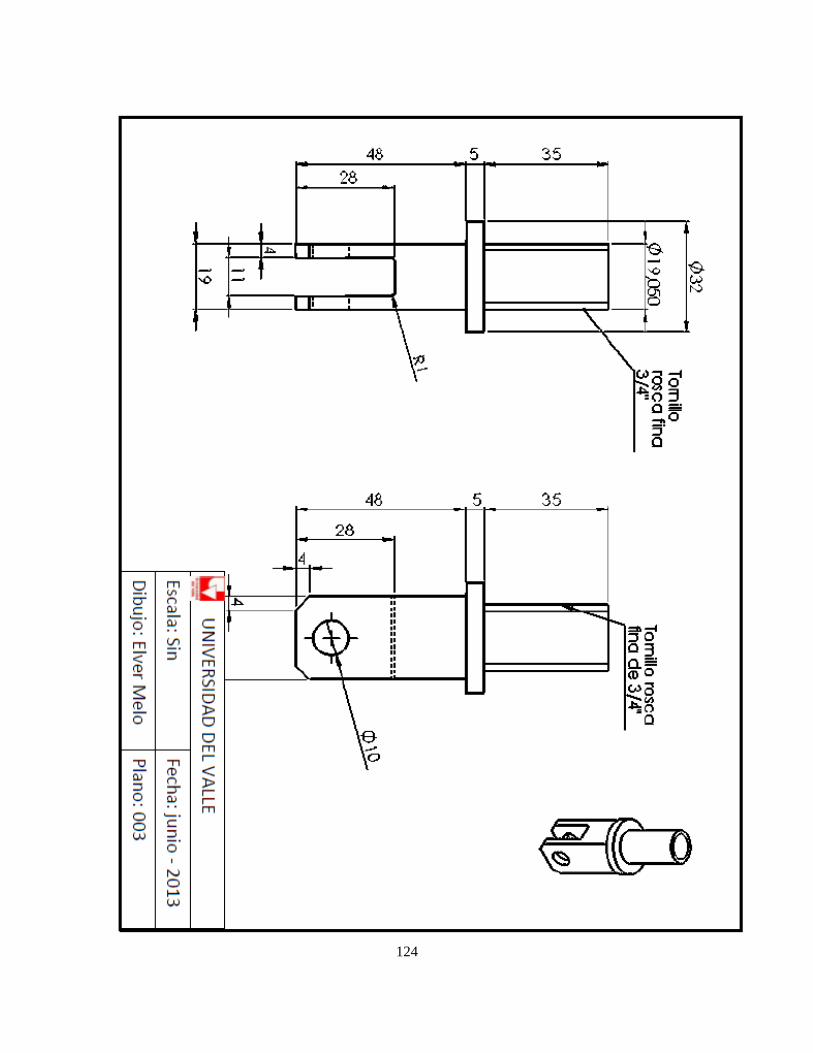
124
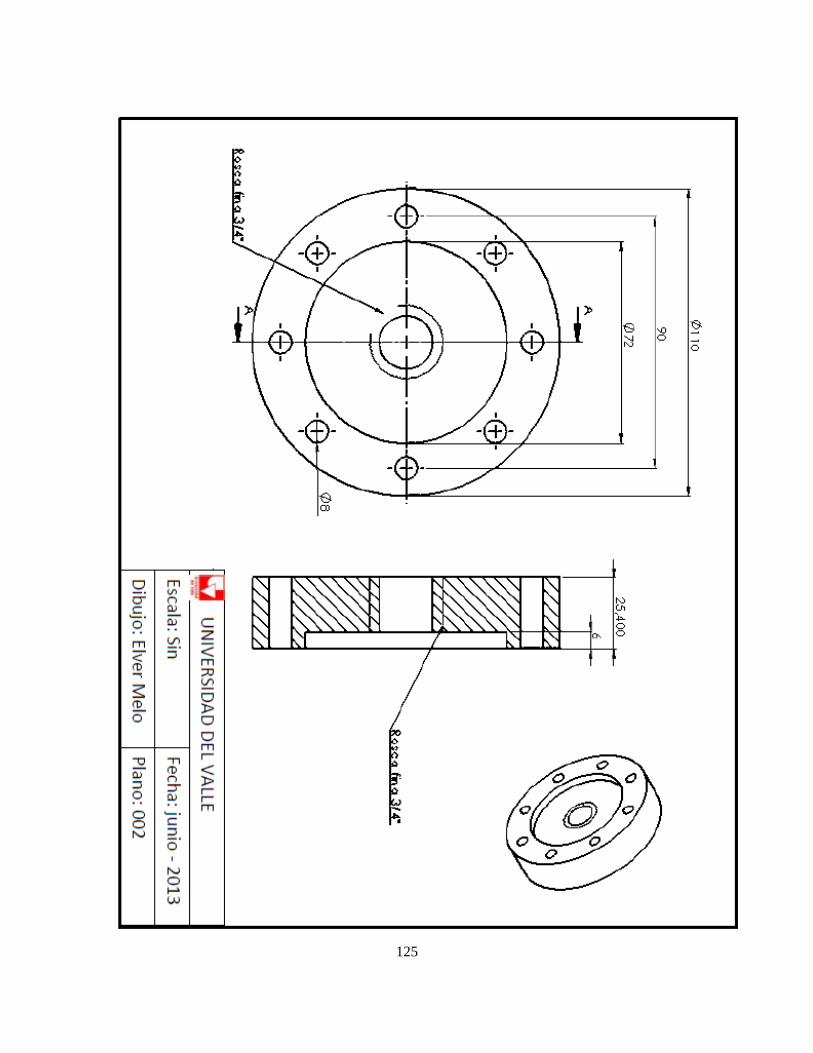
125
Related Documents











