10·2019 www.hob-magazin.com E 30279 HOB DIE HOLZBEARBEITUNG special Möbelfertigung Vollautomatisierte Büromöbelproduktion ab Seite 18 CNC-Stationärbearbeitung Markübersicht Bearbeitungszentren ab Seite 32 Handhabungstechnik Komfortable Niederhubkommissionierer ab Seite 66 Effizienz steigern mit neuen Lösungen von Homag (14)

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

10·2019
www.hob-magazin.com E 30279
HOB D i e H o l zbe a r be i t u n g
special MöbelfertigungVollautomatisierte Büromöbelproduktionab Seite 18
CNC-StationärbearbeitungMarkübersicht Bearbeitungszentrenab Seite 32
HandhabungstechnikKomfortable Niederhubkommissioniererab Seite 66
Effizienz steigern mit neuen Lösungen von Homag (14)
Gefertigt von Custom-Bus mit Nestingtechnologie von HOLZ-HER.
Luxus im VW-Bus
HOL_ANZ_HOB_Innentitel_2019_210x297mm_RZ.indd 1 18.10.19 09:35
CnCStationärbearbeitung
SpecialHOB

CNC-Stationärbearbeitung
10.2019
Rund 1 500 Aussteller aus mehr als 50 Ländern zeigten auf der Weltleitmesse für Holzbe- und -verarbeitung die künfti-
gen Entwicklungsrichtungen der Branche auf. Produkt- und Tech-nologiepräsentationen sowie zahlreiche Experteninterviews bilden die Grundlage zur Analyse der Trends und technologischen Ent-wicklungen von CNC-Bearbeitungszentren. Weiterhin wurde mit-hilfe von Datensätzen, die von den Maschinenherstellern zur Ver-fügung gestellt wurden, eine Übersicht zu Kennzahlen aktueller Maschinenbaureihen angefertigt. Hierin sind Schlüsseldaten dieser Maschinentechnologien zusammengefasst. Die Auswertung besitzt keinen Anspruch auf Vollständigkeit.
Marktübersicht Die Marktübersicht beinhaltet Daten von 15 Her-stellern, davon zehn deutsche und fünf aus weiteren europäischen Ländern. Insgesamt wurden 94 Maschinenbaureihen ausgewertet, die mindestens 635 einzelne Maschinen umfassen. Die tabellarische Darstellung der technischen Baureihendaten ist alphabetisch und damit wertungsfrei nach Herstellername geordnet. Aus Gründen der Vergleichbarkeit sind einige Herstellerangaben vereinfacht dar-gestellt, ihre grundsätzliche Gültigkeit bleibt bestehen. Jede Baurei-he enthält verschiedene Maschinentypen, deren spezifische Daten durch die Angabe von Zahlenbereichen der Maschinenkenngrößen berücksichtigt wurden. Bei der Analyse der Daten ist zu beachten, dass ein Großteil der Baureihen und Maschinen individuell an spe-zifische Kundenanforderungen angepasst werden kann, weshalb die Daten von den hier angegebenen Tabellenwerten abweichen kön-nen. Weiterreichende Informationen können über den agt agile technik verlag oder den jeweiligen Maschinenhersteller angefordert werden. Für Änderungen und Neuerungen der Daten im Tabel-lenwerk durch die Maschinenhersteller sowie Übertragungs- und Darstellungsfehler in den tabellarischen und ausgewerteten Daten übernehmen die Autoren keine Haftung.
Preispositionierung Die Umfrage zur Marktanalyse beinhaltet die preisliche Einordnung der Maschinen, wobei Einstiegspreise beziehungsweise Preisspannen angegeben werden. Für die Ver-gleichbarkeit der Ergebnisse wurden die Einstiegspreise analysiert. Machten die Hersteller diesbezüglich keine Angaben, wurden die zugehörigen Baureihen in der Auswertung nicht berücksichtigt. Zur
CnCBearbeitungszentren für die Holzbearbeitung 2019Anlässlich der Ligna 2019 wurde vom Institut für Werkzeugmaschinen (IfW) der Universität Stuttgart eine Marktübersicht über CNC-Bearbeitungszentren erstellt. Die Studie enthält neben technischen Neuerungen und Entwicklungen ein mehrseitiges Tabellenwerk mit den wichtigsten technischen Daten der momentan am Markt angebotenen Maschinen. In Diagrammen und Tabellen werden die Ergebnisse der Datenerhebung grafisch dargestellt und Trends der letzten Jahre erörtert. KaMil Güzel und chriStoPh zizelMann 1)
1) Dipl.-ing. Kamil güzel leitet die Forschungsgruppe Holzbearbeitung am institut für Werkzeugmaschinen (ifW) der universität Stuttgart; M. Sc. Christoph zizelmann ist akademischer Mitarbeiter in der For-schungsgruppe Holzbearbeitung
Gegenüberstellung der Maschinenbaureihen wurden die Einstiegs-preise auf die kleinstmögliche Fläche des Arbeitsraumes bezogen.
Bild 1 zeigt die bezogenen Maschinenpreise seit 1995, die in den Marktanalysen des IfW ermittelt wurden. Der Trend zu steigenden Maschinengrundpreisen seit 2001 erreichte 2015 mit 24,14 T€/m2 ein Maximum. Ab 2015 ist ein Abfallen zu beobachten. Der diesjäh-rige Mittelwert liegt mit 21,33 T€/m2 unter dem durchschnittlichen Niveau von 21,91 T€/m2 der Jahre 2003 bis 2017. Da der Mittelwert auf den Einstiegspreisen der Maschinen beruht, wird vermutet, dass dieses Preisniveau der Grundmaschinen weiter Bestand haben wird. Zusätzliche Funktionalitäten und Aggregate werden als optionale Lösungen angeboten, sodass die Maschinenausstattung individuell an die Bedürfnisse des Anwenders beziehungsweise dessen Produk-tion angepasst werden kann. Die Preispositionierung hängt damit einerseits mit der Leistungsfähigkeit der Maschine und deren Aus-
bild 1: Maschinengrundpreise, bezogen auf die kleinstmögliche Fläche des arbeitsraumes (bilder: ifW)
bild 2: typische bauformen von CnC-bearbeitungszentren und anordnung der Werkzeugwechsler
CNC-Stationärbearbeitung
10.2019
stattung zusammen, andererseits wird sie von der maximal bear-beitbaren Bauteilgröße beeinflusst.
Maschinenstruktur und Bauweise Die Gestellstruktur und Bau-form der Bearbeitungszentren beeinflussen über die statischen und dynamischen Steifigkeitseigenschaften die Bearbeitungsgenauigkeit und Leistungsfähigkeit. Zugleich wird die bearbeitbare Werkstück-größe wesentlich durch die Bauform festgelegt. Zur Veranschauli-chung der am Markt verfügbaren Maschinen sind die verschiedenen Bauformen in Bild 2 zusammengefasst. Die Bezeichnungen stammen aus der systematischen Einteilung der variantenreicheren Metallbe-arbeitungszentren.
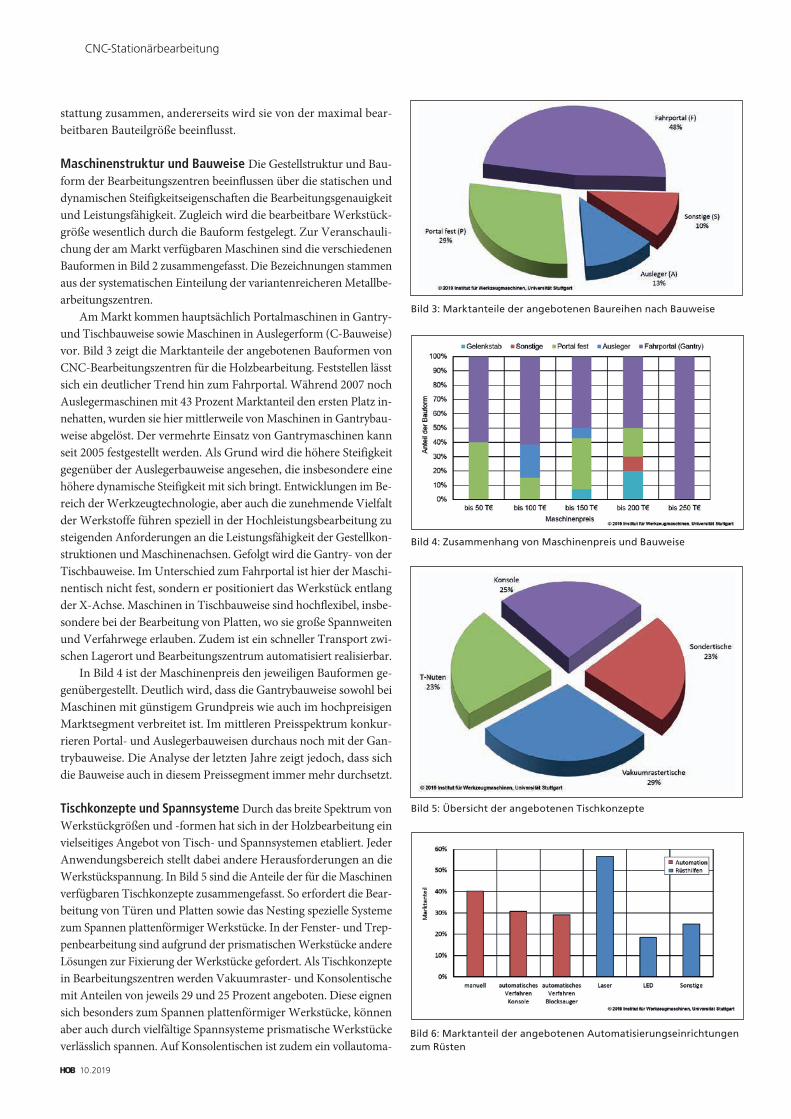
Am Markt kommen hauptsächlich Portalmaschinen in Gantry- und Tischbauweise sowie Maschinen in Auslegerform (C-Bauweise) vor. Bild 3 zeigt die Marktanteile der angebotenen Bauformen von CNC-Bearbeitungszentren für die Holzbearbeitung. Feststellen lässt sich ein deutlicher Trend hin zum Fahrportal. Während 2007 noch Auslegermaschinen mit 43 Prozent Marktanteil den ersten Platz in-nehatten, wurden sie hier mittlerweile von Maschinen in Gantrybau-weise abgelöst. Der vermehrte Einsatz von Gantrymaschinen kann seit 2005 festgestellt werden. Als Grund wird die höhere Steifigkeit gegenüber der Auslegerbauweise angesehen, die insbesondere eine höhere dynamische Steifigkeit mit sich bringt. Entwicklungen im Be-reich der Werkzeugtechnologie, aber auch die zunehmende Vielfalt der Werkstoffe führen speziell in der Hochleistungsbearbeitung zu steigenden Anforderungen an die Leistungsfähigkeit der Gestellkon-struktionen und Maschinenachsen. Gefolgt wird die Gantry- von der Tischbauweise. Im Unterschied zum Fahrportal ist hier der Maschi-nentisch nicht fest, sondern er positioniert das Werkstück entlang der X-Achse. Maschinen in Tischbauweise sind hochflexibel, insbe-sondere bei der Bearbeitung von Platten, wo sie große Spannweiten und Verfahrwege erlauben. Zudem ist ein schneller Transport zwi-schen Lagerort und Bearbeitungszentrum automatisiert realisierbar.
In Bild 4 ist der Maschinenpreis den jeweiligen Bauformen ge-genübergestellt. Deutlich wird, dass die Gantrybauweise sowohl bei Maschinen mit günstigem Grundpreis wie auch im hochpreisigen Marktsegment verbreitet ist. Im mittleren Preisspektrum konkur-rieren Portal- und Auslegerbauweisen durchaus noch mit der Gan-trybauweise. Die Analyse der letzten Jahre zeigt jedoch, dass sich die Bauweise auch in diesem Preissegment immer mehr durchsetzt.
Tischkonzepte und Spannsysteme Durch das breite Spektrum von Werkstückgrößen und -formen hat sich in der Holzbearbeitung ein vielseitiges Angebot von Tisch- und Spannsystemen etabliert. Jeder Anwendungsbereich stellt dabei andere Herausforderungen an die Werkstückspannung. In Bild 5 sind die Anteile der für die Maschinen verfügbaren Tischkonzepte zusammengefasst. So erfordert die Bear-beitung von Türen und Platten sowie das Nesting spezielle Systeme zum Spannen plattenförmiger Werkstücke. In der Fenster- und Trep-penbearbeitung sind aufgrund der prismatischen Werkstücke andere Lösungen zur Fixierung der Werkstücke gefordert. Als Tischkonzepte in Bearbeitungszentren werden Vakuumraster- und Konsolentische mit Anteilen von jeweils 29 und 25 Prozent angeboten. Diese eignen sich besonders zum Spannen plattenförmiger Werkstücke, können aber auch durch vielfältige Spannsysteme prismatische Werkstücke verlässlich spannen. Auf Konsolentischen ist zudem ein vollautoma-
bild 5: Übersicht der angebotenen tischkonzepte
bild 3: Marktanteile der angebotenen baureihen nach bauweise
bild 4: zusammenhang von Maschinenpreis und bauweise
bild 6: Marktanteil der angebotenen automatisierungseinrichtungen zum rüsten

CNC-Stationärbearbeitung
tisches Spannen von Werkstücken möglich, weshalb diese oft bei der Fertigung größerer Stückzahlen von Möbelbauteilen und Fenstern zum Einsatz kommen. Weiterhin sind Sondertische und T-Nutenti-sche verbreitet, die zum Beispiel dem Spannen spezieller Werkstücke dienen und sich durch eine hohe Flexibilität in der Aufnahme von Vorrichtungen auszeichnen. Elektronische Rüsthilfen wie Laser oder LED unterstützen die Maschinenbediener bei der manuellen Aus-richtung von Spannsystemen oder Werkstücken, vergleiche Bild 6.
Der Trend zur automatisierten Werkstückspannung setzt sich fort. Durch automatisch verfahrende Konsolen und Blocksauger las-sen sich Rüstzeiten weiter reduzieren. Die zunehmende Funktiona-lisierung von Bearbeitungszentren führt außerdem dazu, dass durch die Integration zusätzlicher Aktorik in Spannelementen, etwa zum vertikalen Verfahren des Werkstücks zum Kantenanleimen, die Fle-
arbeitungszentren dar. Ihre Eigenschaften sind, wie die der Achsan-triebe, wesentlich für die Produktivität der Fertigung verantwortlich. Die Spindeldrehzahlen und -leistungen beeinflussen zusammen mit dem gewählten Werkzeug maßgeblich die Schnittleistung der Be-arbeitungsprozesse. Der Nachfrageanstieg nach Fünfachsspindeln in industriellen und handwerklichen Betrieben setzte sich in den letzten Jahren weiter fort. Mittlerweile werden über 90 Prozent der Maschinen fünfachsfähig angeboten. Bild 8 zeigt die Verteilung der Hauptspindeln der ausgewerteten Maschinenbaureihen nach Leis-tung und Drehzahl. Der rot markierte Bereich stellt den Medianwert der angebotenen Spindelleistungen und Spindeldrehzahlen dar. Die Hälfte der Maschinen verfügt über Spindeln mit einer maximalen Drehzahl von 24 000 min-1 bei einer Leistung von 17 kW. Die andere Hälfte wird mit höheren Leistungen und Drehzahlen angeboten. Aus
xibilität der Bearbeitung erhöht werden kann. Dem Trend der Digitalisierung folgend, werden mittlerweile in der Spanntechnik zunehmend intelligente Kom-ponenten eingesetzt, die Daten generieren, um beispielsweise eine Energieüberwachung und vorausschauende Wartung zu ermöglichen.
Achsantriebe In der Aufteilung der Achsantriebssysteme hat sich in den vergangenen Jahren kaum etwas verändert. Die längste Ma-schinenachse (X-Achse) ist in 86 Prozent der Fälle mit Ritzel-Zahnstangen-Antrieben ausge-führt. Für das Verfahren auf der X-Achse stellt dieser Antrieb die kostengünstigste Lösung dar. Für den Antrieb der Z-Achsen wer-den zu knapp 92 Prozent Kugel-gewindetriebe eingesetzt. Durch große Steigungen im Gewinde kann dabei eine hohe Dynamik der Achsen erreicht werden. Der Anteil der angebotenen Bearbei-tungszentren mit Lineardirekt-antrieben verharrt in den letz-ten Jahren auf niedrigem Niveau. Bild 7 zeigt die Verteilung der Antriebssysteme für die drei li-nearen Maschinenachsen von CNC-Bearbeitungszentren zur Holzbearbeitung.
Spindeldrehzahlen und -leis-tungen Die Hauptspindel stellt trotz steigender Zahl an Neben-aggregaten (Bohr-, Fräs-, Sägeag-gegrate) den Kern der CNC-Be-

CNC-Stationärbearbeitung
10.2019
den Angaben der Maschinenhersteller lässt sich die durchschnittlich verfügbare Spindelleistung auf den Maschinen zu 20,3 kW und die maximalen Drehzahlen zu durchschnittlich 28 100 min-1 berech-nen. Diese Werte liegen im Durchschnitt auf dem Niveau von 2017.
Tabelle 1 zeigt die Entwicklung der mittleren Spindelleistungen und Drehzahlen der Maschinen der letzten Jahre. Der Trend zu stei-genden Spindeldrehzahlen und -leistungen scheint sich nun auf ei-nem Niveau zwischen 28 000 und 29 000 min-1 und einer Leistung von circa 20 kW einzupendeln.
Hohe Spindeldrehzahlen und -leistungen werden für eine hö-here Produktivität durch potenziell höhere Vorschubgeschwindig-keiten bei gleicher Bearbeitungsqualität benötigt und für die Bear-beitung neuer, schwer zerspanbarer Werkstoffe und faserbasierter Verbundwerkstoffe gefordert. Die Herausforderungen bei der Be-arbeitung mit hohen Spindeldrehzahlen liegen in der zunehmenden Beanspruchung der Spindellager durch Flieh- und Unwuchtkräfte.
In Bild 9 ist die Ausstattung der angebotenen Maschinen mit ma-ximaler Spindeldrehzahl dargestellt. Deutlich ist zu erkennen, dass Bearbeitungszentren größtenteils mit einer Drehzahl von 24 000 min-1 angeboten werden. Fast ein Drittel der Maschinen ist mit größeren
bild 9: Maximale Hauptspindeldrehzahlen der angebotenen bearbei-tungszentren
bild 10: Marktanteile der verfügbaren Spindelleistungen der Haupt-spindel
bild 7: Marktanteil der verschiedenen achsantriebssysteme
bild 8: einordnung der marktgängigen Maschinen nach Spindeldreh-zahl und -leistung
Jahr 2005 2007 2009 2011 2013 2015 2017 2019
durchschnittliche Spindelleistung [kW]
15,4 14 13 14,6 14,8 20,9 20,4 20,3
durchschnittliche Drehzahl [min-1]
26 000 26 000 25 000 26 800 28 600 28 300 28 600 28 100
tabelle 1: Änderung der mittleren Spindelleistung und Drehzahl von 2005 bis 2019
Drehzahlen verfügbar. Dagegen werden Maschinen mit einer ma-ximalen Spindeldrehzahl von unter 18 000 min-1 selten angeboten.
Parallel zur Drehzahl ist die Leistung maßgeblich für die Leis-tungsfähigkeit der Hauptspindel. In Bild 10 sind die angebotenen Maschinen nach diesem Wert klassifiziert. Zu erkennen ist, dass Spindeln mit circa 19 kW Antriebsleistung den größten Marktan-teil mit über 25 Prozent ausmachen. Das Angebot an Spindeln mit einer Leistung von circa 9 kW hat sich im Vergleich zu 2017 mehr als verdreifacht und beträgt nun fast 19 Prozent des Marktanteils. Dies deckt sich mit dem Trend, dass vermehrt Einstiegsmodelle an-geboten werden, die die durchschnittlichen Maschinengrundpreise senken. Des Weiteren sind Maschinen mit Hochleistungsspindeln der Leistungsklassen von über 27 kW verfügbar. Die in der aktu-ellen Umfrage ermittelte höchste Spindelleistung beträgt 80 kW.
Hochgeschwindigkeits- und Hochleistungszerspanung Die Hochgeschwindigkeitszerspanung (HSC) ist fester Bestandteil der spanenden Holz- und Holzwerkstoffbearbeitung. Bedingt durch die Struktur von Massivholz und Holzwerkstoffen ist eine hohe Schnitt-geschwindigkeit bei der Zerspanung notwendig, um einer Vorspal-

CNC-Stationärbearbeitung
www.hob-magaziN.Com
tung des Materials entgegenzuwirken und ausreichend gute Bearbei-tungsqualitäten zu erreichen. Der Begriff Hochleistungsbearbeitung (HPC) stammt aus der Metallbearbeitung und bezeichnet die Bear-beitung mit erhöhtem Zeitspanvolumen durch Erhöhung des Ar-beitseingriffs des Werkzeuges oder durch Erhöhung der Schnitt- und Vorschubgeschwindigkeit. Werden bei schnelldrehenden Werkzeu-gen keine ausreichend hohen Vorschubgeschwindigkeiten erreicht, treten suboptimale Zerspanbedingungen an der Werkzeugschnei-de auf. Diese äußern sich, neben einem hohen Wärmeeintrag in die
Werkstückoberfläche, in einer schnellen Abstumpfung der Werk-zeugschneiden. In der Holzbearbeitung können Schnittgeschwin-digkeiten von 4 000 m/min als normale Prozessparameter angesehen werden. Die Abgrenzung der HSC- zur konventionellen Bearbeitung auf Bearbeitungszentren wird mit dieser Studie bei einer Drehzahl von 30 000 min-1 vorgenommen. Bild 11 zeigt den Zusammenhang zwischen Spindeldrehzahl und maximaler Vorschubgeschwindig-keit der angebotenen Bearbeitungszentren.
Die HSC-Bearbeitung, die als Zielgröße die Steigerung der Aus-bringung hat, wird häufig beim Nesting eingesetzt. Einer Steigerung der Produktivität stehen erhöhte Investitionskosten, Lärmemissio-nen und gegebenenfalls ein vermehrter Werkzeugverschleiß gegen-über. Die aktuelle Marktanalyse zeigt, dass auch 2019 das Angebot an HSC-fähigen Baureihen gestiegen ist. Insbesondere im Bereich von 30 000 bis 60 000 min-1 ist eine Etablierung entsprechender Ma-schinen zu erkennen. In Bild 11 ist die Häufigkeit der angebotenen Bearbeitungszentren in Abhängigkeit von Spindeldrehzahl und Vor-schubgeschwindigkeit dargestellt. Im Gegensatz zu den Studien der vergangenen Jahre scheinen sich aktuell sogenannte Angebotscluster gebildet zu haben. Vor allem im Drehzahlbereich um 40 000 min-1 gibt es für drei Vorschubgeschwindigkeitsbereiche eine Häufung der angebotenen Zentren. Zudem ist nun eine deutliche Konzentration der Bearbeitungszentren mit Drehzahlen von 24 000 min-1 und Vor-schubgeschwindigkeiten zwischen 60 und 120 m/min erkennbar.
bild 11: einordnung der Maschinen auf dem Markt nach Spindeldreh-zahl und Vorschubgeschwindigkeit
CNC-Stationärbearbeitung
10.2019
Aggregatetechnik Im Bereich der Aggregatetechnik halten im-mer mehr Zusatzsysteme Einzug in die CNC-Technik. Zahlreiche Aggregate erfüllen neben dem reinen Zerspanprozess der Haupt-spindel verschiedene Zusatzfunktionen. Das derzeitige Angebot ist so vielfältig wie noch nie und deckt Bearbeitungsoperationen wie Sägen, Bohren, Fräsen bis hin zum Schleifen und Beschichten ab. So können insbesondere die Funktionalitäten vergleichsweise güns-tiger Dreiachsbearbeitungszentren flexibel erweitert werden. In Fünfachsbearbeitungszentren wiederum lassen sich durch Mehr-spindelaggregate die Rüstzeiten reduzieren und die Produktivität erhöhen. Aktuelle Entwicklungen und Produktneuheiten zielen auf die Digitalisierung der Aggregatetechnik ab. So werden Fräs- und Bohrspindeleinheiten angeboten, die Daten für eine vorausschau-ende Wartung (Predictive Maintenance) erheben und in Echtzeit an die IT-Systeme des produzierenden Unternehmens übertragen. Zur Aggregatetechnik lässt sich zusammenfassen, dass die Aggregate- wie auch die Maschinenhersteller eine Vielzahl von Aggregaten für unterschiedliche Anwendungen anbieten und so die Funktionalität von Bearbeitungszentren erhöhen.
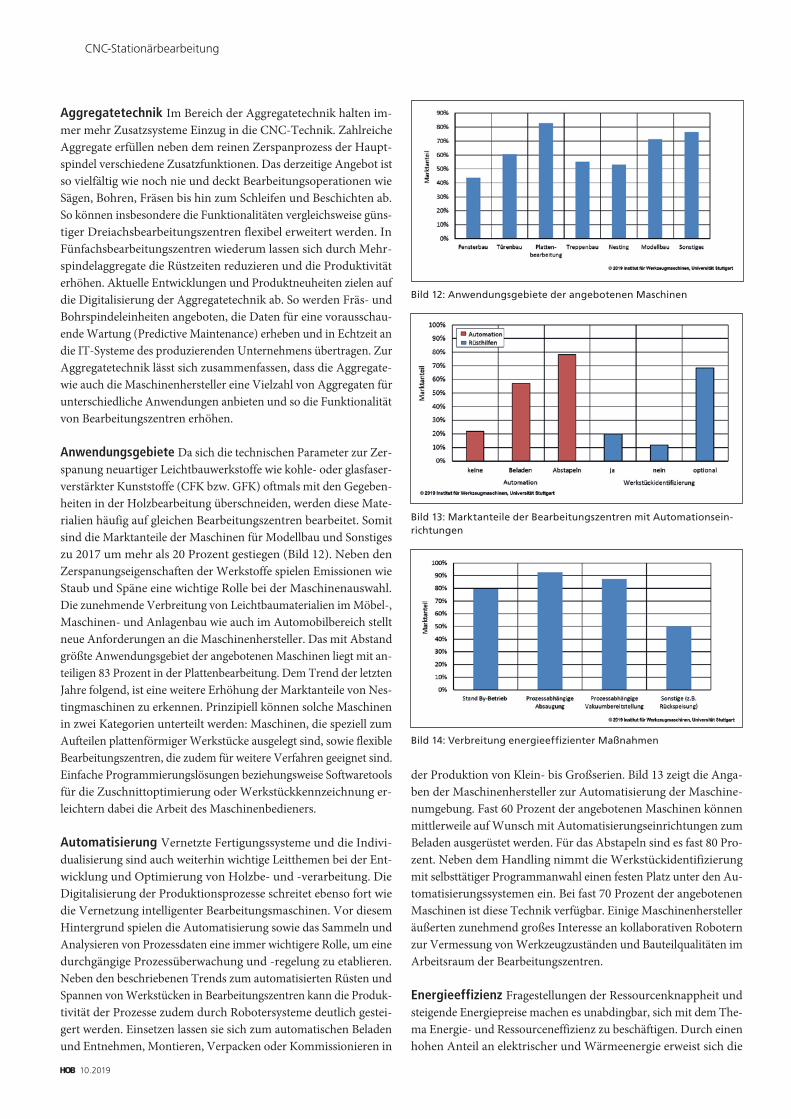
Anwendungsgebiete Da sich die technischen Parameter zur Zer-spanung neuartiger Leichtbauwerkstoffe wie kohle- oder glasfaser-verstärkter Kunststoffe (CFK bzw. GFK) oftmals mit den Gegeben-heiten in der Holzbearbeitung überschneiden, werden diese Mate-rialien häufig auf gleichen Bearbeitungszentren bearbeitet. Somit sind die Marktanteile der Maschinen für Modellbau und Sonstiges zu 2017 um mehr als 20 Prozent gestiegen (Bild 12). Neben den Zerspanungseigenschaften der Werkstoffe spielen Emissionen wie Staub und Späne eine wichtige Rolle bei der Maschinenauswahl. Die zunehmende Verbreitung von Leichtbaumaterialien im Möbel-, Maschinen- und Anlagenbau wie auch im Automobilbereich stellt neue Anforderungen an die Maschinenhersteller. Das mit Abstand größte Anwendungsgebiet der angebotenen Maschinen liegt mit an-teiligen 83 Prozent in der Plattenbearbeitung. Dem Trend der letzten Jahre folgend, ist eine weitere Erhöhung der Marktanteile von Nes-tingmaschinen zu erkennen. Prinzipiell können solche Maschinen in zwei Kategorien unterteilt werden: Maschinen, die speziell zum Aufteilen plattenförmiger Werkstücke ausgelegt sind, sowie flexible Bearbeitungszentren, die zudem für weitere Verfahren geeignet sind. Einfache Programmierungslösungen beziehungsweise Softwaretools für die Zuschnittoptimierung oder Werkstückkennzeichnung er-leichtern dabei die Arbeit des Maschinenbedieners.
Automatisierung Vernetzte Fertigungssysteme und die Indivi-dualisierung sind auch weiterhin wichtige Leitthemen bei der Ent-wicklung und Optimierung von Holzbe- und -verarbeitung. Die Digitalisierung der Produktionsprozesse schreitet ebenso fort wie die Vernetzung intelligenter Bearbeitungsmaschinen. Vor diesem Hintergrund spielen die Automatisierung sowie das Sammeln und Analysieren von Prozessdaten eine immer wichtigere Rolle, um eine durchgängige Prozessüberwachung und -regelung zu etablieren. Neben den beschriebenen Trends zum automatisierten Rüsten und Spannen von Werkstücken in Bearbeitungszentren kann die Produk-tivität der Prozesse zudem durch Robotersysteme deutlich gestei-gert werden. Einsetzen lassen sie sich zum automatischen Beladen und Entnehmen, Montieren, Verpacken oder Kommissionieren in
bild 13: Marktanteile der bearbeitungszentren mit automationsein-richtungen
bild 14: Verbreitung energieeffizienter Maßnahmen
bild 12: anwendungsgebiete der angebotenen Maschinen
der Produktion von Klein- bis Großserien. Bild 13 zeigt die Anga-ben der Maschinenhersteller zur Automatisierung der Maschine-numgebung. Fast 60 Prozent der angebotenen Maschinen können mittlerweile auf Wunsch mit Automatisierungseinrichtungen zum Beladen ausgerüstet werden. Für das Abstapeln sind es fast 80 Pro-zent. Neben dem Handling nimmt die Werkstückidentifizierung mit selbsttätiger Programmanwahl einen festen Platz unter den Au-tomatisierungssystemen ein. Bei fast 70 Prozent der angebotenen Maschinen ist diese Technik verfügbar. Einige Maschinenhersteller äußerten zunehmend großes Interesse an kollaborativen Robotern zur Vermessung von Werkzeugzuständen und Bauteilqualitäten im Arbeitsraum der Bearbeitungszentren.
Energieeffizienz Fragestellungen der Ressourcenknappheit und steigende Energiepreise machen es unabdingbar, sich mit dem The-ma Energie- und Ressourceneffizienz zu beschäftigen. Durch einen hohen Anteil an elektrischer und Wärmeenergie erweist sich die

CNC-Stationärbearbeitung
www.hob-magaziN.Com
bild 15: Marktanteile der bauweisen von Maschinenkapselungen
bild 16: Marktanteile der Werkstoffe der eingesetzten Schutzvor-hangsysteme
Holzbranche von der ersten Bearbeitung des Rohholzes bis hin zum Fertigprodukt als überdurchschnittlich großer Energieverbraucher. Mit durchschnittlich 45 Prozent hat die Absaugung den mit Abstand größten Bedarf an elektrischer Energie, gefolgt vom Stromverbrauch der Bearbeitungsmaschinen selbst. Für Maschinenhersteller ist da-her Ressourcen- und Energieeffizienz eine feste Zielgröße. Ein au-tomatisierter oder manueller Stand-by-Betrieb ist heute bei circa 80 Prozent der angebotenen Maschinen in der CNC-Technik Standard. Hohes Einsparpotenzial beim Energieverbrauch liegt weiterhin in einer prozessabhängigen Aktivierung der Absauganlage. Wie Bild 14 zeigt, verfügen etwa 90 Prozent der Maschinen über eine Kommu-nikationsschnittstelle zu Absaugsystemen und circa 85 Prozent über eine prozessabhängige Vakuumbereitstellung. Durch gezieltes Ak-tivieren von Nebenaggregaten werden so maschinenseitig wesent-liche Einsparpotenziale erschlossen. Weitere Potenziale liegen in Maßnahmen wie der Speicherung und Rückgewinnung der Brem-senergie von Antrieben. Entsprechende Lösungen werden bei der Hälfte der Maschinen optional angeboten.
Maschinensicherheit Um eine Gefährdung des Maschinenbedieners zu vermeiden, müssen stationäre Maschinen in der Holzbearbeitung gekapselt werden. Maschinenumhausungen lassen sich in stationäre und bewegte Kapselungen einteilen. Aufgrund großer Arbeitsräu-me werden Maschinenumhausungen in Holzbearbeitungszentren häufig als mitfahrende Teilkapselungen mit Vorhangsystemen zum Überfahren der Werkstücke ausgelegt. Besonderes Augenmerk ist hier auf eine leichte Gestaltung der Kapselung zu legen, um die be-wegten Massen an der Maschine möglichst gering und die Dynamik, Leistungsfähigkeit und Energieeffizienz möglichst hoch zu halten. Speziell bei der Bearbeitung von Kunst- und Faserverbundwerkstof-fen werden vermehrt stationäre Maschinenumhausungen eingesetzt, die den kompletten Arbeitsraum der Maschine abschirmen. Der Be-
diener soll so vor herumgeschleuderten Stücken bei Werkzeugbruch und feinen Stäuben bei der Zerspanung faserverstärkter Werkstoffe geschützt werden. Für feste trennende Schutzeinrichtungen werden zu 58 Prozent konventionelle Stahlbleche eingesetzt. Bei etwa der Hälfte derartiger Kapselungen werden mit zusätzlichen Maßnahmen (zum Beispiel Akustikschaum) die Schallemissionen reduziert. Bei einem Großteil der Bearbeitungszentren werden mittlerweile die mitfah-renden Maschinenumhausungen mit Leichtbauwerkstoffen ausge-führt, etwa mit glasfaserverstärktem Kunststoff und Polycarbonat. Der Trend hin zum Einsatz von Leichtbauwerkstoffen in Maschi-nenumhausungen ist seit 2011 feststellbar. Seither ist ihr Anteil von 21 auf derzeit 42 Prozent gestiegen. Bei circa 43 Prozent der Kap-selungen finden verschiedene Absorberschaumstoffe zur Reduzie-rung des Maschinenlärms Verwendung. Um einen ausreichenden Schutz gegen Werkzeugbruchstücke zu gewährleisten, werden am Markt verfügbare Bearbeitungszentren überwiegend mit Vorhang-systemen aus hochfesten, beschichteten Textilgeweben, PVC und Aramidgeweben ausgerüstet. In Bild 16 sind die Marktanteile der Schutzvorhangsysteme dargestellt.
Digitalisierung und Vernetzung Allen voran stehen die Themen Digitalisierung und Vernetzung momentan im Fokus der Herstel-ler. In diesem Zuge werden insbesondere digitale Plattformen immer wichtiger, um die Bedienung der Maschinen zu vereinfachen sowie eine digitale Infrastruktur für ganzheitliche Lösungskonzepte zu Themen wie ,Condition Monitoring‘ und ,Predictive Maintenance‘ zu ermöglichen. Für eine vernetzte Produktion müssen die Systeme zudem herstellerunabhängig miteinander kommunizieren und ein Netzwerk bilden können. Ohne ein standardisiertes Kommunika-tionsprotokoll, das Maschinen und Anlagen unterschiedlicher An-bieter verbindet, ist eine ganzheitliche Vernetzung nicht möglich. Unter der Federführung des VDMA Holzbearbeitungsmaschinen erarbeitet derzeit eine Arbeitsgruppe, bestehend aus Altendorf, Biesse, Bürkle, Homag, IMA Schelling, SCM, Weber und Weinig/Holz-Her, eine einheitliche Sprache beziehungsweise Schnittstel-le für die Kommunikation von Holzbearbeitungsmaschinen, ERP/MES-Systemen und Clouds.
Zusammenfassung und Ausblick Dieser Beitrag beinhaltet und analysiert die Marktdaten derzeit verfügbarer CNC-Bearbeitungs-zentren für die Holzbearbeitung, welche zunehmend auch für die Kunststoff- und Verbundwerkstoffbearbeitung eingesetzt werden. Grundlage sind Daten von insgesamt 15 europäischen Herstellern mit insgesamt 94 Baureihen. Gegenüber dem Trend der letzten Jah-re zu immer höheren Drehzahlen und Spindelleistungen zeigen sich aktuell andere Ausprägungen in den Angeboten der Hersteller. Ne-ben Maschinen, die hohe Anforderungen bezüglich Produktivität und Kundenwünsche erfüllen müssen, werden zunehmend kom-pakte, kostengünstige Einsteigermodelle angeboten. Zugleich steigt die Vielfalt der Erweiterungs- und Ausrüstungsmöglichkeiten, etwa durch Zusatzaggregate und Softwaretools. Auffällig sind zudem die Bemühungen nahezu aller Hersteller in Hinsicht auf eine intuitive, einfache Maschinenbedienung und -steuerung. In einem Atemzug können die Themen Automatisierung, Digitalisierung und Vernet-zung als aktuelle und sicherlich zukünftig bestimmende Themen genannt werden. u www.ifw.uni-stuttgart.de

Kons
truk
tion
Achs
enAu
fspa
nnte
chni
kSp
inde
lnAg
greg
ate
Steu
erun
gKa
psel
ung
Ener
giee
ffizi
enz
Bere
ich
Marktübersicht CNC-BearbeitungszentrenAu
tom
ati-
sier
ung
10.2019
Maschinentyp und Baureihe
Anzahl Maschinen innerhalb der Baureihe
Preisklasse T
typischer Anwendungsbereich F=Fensterbau, T=Türenbau, PI=Platten
Tr=Treppenbau, Ne=Nesting, Mo=Modellbau, So=sonstiges
Grundstruktur F=Fahrportal (Gantry) / P=Portal fest / A=Ausleger / GS=Gelenkstab / S=sonst.
Werkstückspannfläche h=horizontal / v=vertikal / s=schräg
NC-Achsen (x,y,z,A,B,C) z.B. bei 5 Achsen: x,y,z,A,B,C
Bett / Rahmen G=Guss- / S=Schweiß- / P=Polymerbeton
Portal / / Ständer G=Guss- / S=Schweiß- / P=Polymerbeton
Führungsart W=Wälz / G=Gleit / P=Prismen / F=Flach
Achsantriebssysteme x-Achse
K=Kugelumlaufspindel / L=Lineardirektantriebe / y-Achse
Z=Zahnstange z-Achse
Achswege x-Achse [mm]
y-Achse [mm]
z-Achse [mm]
(A / B / C) [Grad]
Achsgeschwindigkeiten (x / y / z) [m / min]
Achsbeschleunigungen (x / y / z) [m / s²]
wiederholbare Konturgenauigkeit am Bauteil (x / y / z) [µm]
maximale Einzelbearbeitung (3-Achs) (LxBxH) [mm]
Werkstückmaße Wechselbearbeitung (LxBxH) [mm]
Spanntechnik m=mechanisch / p=pneumatisch / v=mit Vakuumtechnik
Tischkonzept Vk=Vakuumtisch / TN=T-Nuten /
Ko=Konsolen / So = Sondertisch
Rüsten m=manuell / ak=Konsole 1) / aB=Blocksauger 1)
Rüsthilfe L=Laser / LED=LED / So=Sonstiges
Anzahl der Hauptspindeln für automatischen Werkzeugwechsel
Name des Spindelherstellers, Bautyp
Antriebsleistung (Teillastbetrieb S6) [kW]
maximales Moment [Nm]
maximale Drehzahl [1 / min]
Kühlung L=Luft / W=Wasser
Lagerung S=Stahl / K=Keramik / H=Hybrid / L=Luft
Spindelschnittstelle SK30, SK40, HSK50F, HSK63F, HSK80F, s=sonstige
Fünfachs-Kopf ja / nein
Bohrkopf, Nutsäge Anz. horizontal, Anz. vertikal, s=Nutsäge (z.B.h4v12s)
festeingeb. Einh. N=Nebenspindel, W=Winkelgetriebe, S= Sägeeinh. (z.B.N,W,S)
Werkzeugmagazin Anzahl der Plätze
Magazin Typ: Kt=Kette / Km=Kamm / T=Teller / Ks=Kassette / R=Regal / So=Sonst.
Werkzeugwechsler oW=ortsfester Wechsler / mW1=mitfahr. W. 1 Achse
mW2= mitfahr. W. 2 Achsen / S=Shuttle
Span-zu-Span-Zeit bei Werkzeugwechsel [s]
Kantenanleimen und Nachbearbeitung S=Standard / O=Option
Montieren und Beschlagen S=Standard / O=Option
sonstiges
Fabrikat und Typ
Werkstattorientierte Programmierung ja / nein
CAD-Schnittstelle ja / nein
Werkzeugcodiersystem ja / nein
Fernwartungsschnittstelle M=Modem / N=Netzbasiert
Maschinenkapselung v=voll 2) / t=teil 3)
b=nur Bearbeitungseinheit 4)
Material S=Stahl / PC=Polycarbonat / GFK=GFK / A= m. akust. Maßnahmen (z.B.GFK+A)
Vorhänge Material PVC / A=Aramid / T=Textil / b=beschichtet (z.B. bA, bT)
Automat. Werkstückhandhabung: k=keine / b=beim Beladen / a=beim Abstapeln
Werkstückidentifizierung mit automat. Programmanwahl ja / nein / optional
Stand By-Betrieb ja/nein
Prozessabhängige Absaugung ja/nein
Prozessabh. Vakuumbereitstell. (z.B segmentweise/drehz.geregelt) ja/nein
Sonstige (z.B. Rückspeisung) ja/nein
Luftgeschwindigkeit in der Absaugleitung Geschwindigkeit m/s
Luftmenge der Absaugung Volumenstrom m³/h
Notwendiger Unterdruck Unterdruck Pa
Mas
ch.-T
ypBa
uart
1) automatisches Verfahren; 2) z.B. ortsfeste Kapsel um ganze Maschine; 3) z.B. mitfahrende Kapsel bei Fahrportal; 4) z.B. Absaughaube bei Auslegermaschine
Hersteller BiesseAuratronic
Rover K 12–1532 Rover A 14–16XX Rover B 16–19–22XX Rover C 16–19XX
2 8 12 8
85000 105000 160000 200000
PL , T F,T,Tr,Pl F,T,Tr,Pl T, Pl, TR, Mo, So
F A F F
h h h h
x,y,z,c x,y,z,A,B,C x,y1,y2,z,A,B,C x,y1,y2,z,A,B,C
S S S S
S S S S
P P P P
Z Z Z Z
Z Z Z Z
K K K K
3856 2940 bis 6360 4400 bis 9000 4152 bis 8712
1800/2100 1993/2294 2600/2900/3370 3109/3409
320 326(371)/430(515) 371/515 740
– endl./±100/endl. endl./±100/endl. endl./±100/endl.
85/60/20 80/60/30 80/85(120)/35 100/120/40
4,3/4,3/9 03.04.04 4/5 (6)/5 04.05.05
3260x1560x165 5920x1660x225 8415x2230x245 8185x1930x425
p,v p,v p,v p,v
Ko Ko Ko Ko
m, aK, aB m, aK, aB m, aK, aB m, aK, aB
L , SO L , SO L , SO L , SO
1 1 2 2
HSD HSD HSD HSD
13,2/19,2 13,2/19,2 13,2/19,2 13,2/19,2/21,6
24000 24000 24000 24000
L/W L/W L/W L/W
K K K K
SK 30/HSK F 63 6) 6) HSK F63/HSK E 63
nein ja ja ja
h8v20s2 h8v20s2 h10v29s h8v20s2
W W W W
16 12–86 8–74 8–91
T T ,Km , Kt T , Kt T , Kt
mW1 oW , mW1,mW2 oW , mW1,mW2 7)
– O O –
HSD BH660 HSD BH660 HSD BH660 HSD BH660
ja ja ja ja
ja ja ja ja
ja ja ja ja
N N N N
t t t t
S , PC S , PC S , PC S , PC
A A A A
k k k k
optional optional optional optional
ja ja ja ja
ja ja ja ja
ja ja ja ja
ja ja ja ja
K-520 K-510 AT-500 MBZ
div. Ausführ. div. Ausführ. div. Ausführ. 2
F,T,Pl,Tr,Ne Pl,Mo F,T,Pl,Tr,Ne Mo
P P F F
h h h h
x,y,z,A,C+B x,y,z,A,C x,y,z,A,C x,y,z,A,C
S S S/P S/P
S S S S
W W W W
Z Z Z Z
Z Z Z Z
K K K K
2000–5000 2000–5000 3000–20000 1500–6000
4000–9000 4000–9000 1000–6000 1000–3000
1200 1350 935 500–1500
±110/endl./±362 ±110/±362 ±110/±362 ±110/±362
60/60/30 60/60/30 60/60/30 60/60/30
2,5 2,5 2,5 2,5
60 60 60 60
4000x9000x600 4000x9000x1000 20000x3000x500 5500x1400x1300
m,p,v m,p,v m,p,v m,p,v
Vk,So Vk,So Vk,So Vk,So
Ko,So Ko,So Ko,So Ko,So
m, aK, aB m, aK, aB m, aK, aB m
L L L L
1–2 1–2 1–2 1
Zimmer Zimmer Zimmer Zimmer
16 16 16 16
20 20 20 20
24000 24000 24000 24000
W W W W
K K K K
HSK63F HSK63F HSK63F HSK63F
ja ja ja ja
Option Option Option Option
Option Option Option Option
16/32 16/32 16/32 16/32/48
T,Kt T,Kt T,Kt T,Kt,So
mW1 mW1 mW1 mW1
8 8 8 11
Siemens 840 DSL 5) 5) 5)
ja ja ja ja
ja ja ja ja
Option Option Option Option
M/N M/N M/N M/N
t t t v
S/PC S/PC S/PC S/PC
PVC PVC PVC PVC
b/a b/a b/a k
Option Option Option Option
ja ja ja ja
ja ja ja ja
Option Option Option Option
Option Option Option Option
5) Siemens 840 DSL/Heidenhain iTnc 530; 6) SK 30/HSK F63/HSK E 63 7) oW, mW1, mW2, mW3

www.hob-magazin.com
Die Tabelle finden Sie auf unserer Homepage
MATERIA CL
11
160000–300000
Mo,So
S
h
x,y,z,A,B
S
S
G
Z
Z
K
3000–5000
1500–2000
1200
–/(±) 120 8)
85/60/60
5000x2000x1017
2000x2000x1017
Vk/TN
m
So
1
HSD
7,8/13/18
4,1/10,3/20,9
36000/24000/24000
L/W
K
HSK E 40/HSK F 63
ja
–
–
8–32
Km
mW1
–
–
OSAI
–
–
–
–
v
S, PC
–
k
optional
nein
nein
nein
nein
Biesse/Uniteam CMSBZT
BZT Portalfräse PFG–S BZT Portalfräse PFH BZT Portalfräse PFS
10 14 7
ab 28 (Basisma.) ab 20 (Basisma.) ab 27 (Basisma.)
F/T/Pl/Ne/Mo/Tr/So F/T/Pl/Ne/Mo/Tr/So F/T/Ne/Mo/Tr/So
Stab–/Profilbearb.
F/T/Pl/Ne/Mo/Tr/So F F
h h h
(x,y,z) A,B,C opt. (x,y,z) A,B,C opt. (x,y,z) A,B,C opt.
S S S
S S S
W W W
K K K
K , ab 4,50 m Z K , ab 4,50 m Z K , ab 4,50 m Z
K K K
1000–3000 1000–2000 [mm] 1000–6500
1000–6000 2000–6000[mm] 500–2000[mm]
400–650 mm 180–450 mm 180–450[mm]
±92°/±92°/∞ ±92°/±92°/∞ ±92°/±92°/∞
25/25/12,5 25/25/12,5 25/25/12,5
einstellbar einstellbar einstellbar
– – –
bis 6000x3000x500 bis 5000x2000x350 bis 6000x1500x350
– –
m/p/ v m/p/ v m/p/ v
VK/TN/So VK/TN/So VK/TN/So
m m m
L L L
1 1 1
HSD, Elte. Hiteco HSD, Elte, Hiteco HSD, Elte, Hiteco
2,2–14 kW 2,2–12 kW 2,2–12 kW
– – –
24000 opt. 40000 24000 opt. 40000 24000 opt. 40000
L/W L/W L/W
K, H K, H K, H
SK30–HSK 63 SK30–HSK 63 SK30–HSK 63
Optional Optional Optional
Bohrkopf/Nutsäge Bohrkopf/Nutsäge Bohrkopf/Nutsäge
– – –
8,10, 20 8,10, 20 8,10, 20
T/Kt/SO/Km T/Kt/SO/Km T/Kt/SO/Km
oW/mW1 oW/mW1 oW/mW1
2–15 s 2–15 s 2–15 s
– – –
– – –
HSC Bearbeitung HSC Bearbeitung HSC Bearbeitung
9) 9) 9)
10) 10) 10)
BZT CNC, Osai BZT CNC, Osai BZT CNC, Osai
ja ja ja
ja ja ja
Optional Optional Optional
N N N
t t t
PC PC PC
PVC PVC PVC
optional b,a optional b,a optional b,a
optional optional optional
nein nein nein
ja ja ja
ja ja ja
nein nein nein
11) 11) 11)
11) 11) 11)
11) 11) 11)
8) (±245–Kontinuierlich optional; 9) 3D Laserscanner, Passermarkenerkennung; 10) Plasmaschneiden, Tangential/Rillmodul; 11) Absaugung optional od. kundenseitig zu stellen; 12) HSK 40E/63F/63E63A; 13) OSAI/FANUC/SIEMENS; 14) FANUC/SIEMENS/HEIDENHAIN
POWER KARAT AVANT Antares ARES POSEIDON
15 36 84 3 7 64
ab 80 ab 135 ab 150 ab 175 ab 190 ab 230
F,T,M,Tr,So F,T,M,Tr,Mo,So F,T,M,Tr,So F,T,M,Tr,So F,T,M,Tr,So Mo,So
P P G G G G
h h h h h h
x,y,z,A,B x,y,z,B,C x,y,z,B,C x,y,z,B,C x,y,z,B,C x,y,z,B,C
S S S S S S
S S S S S S
W W W W W W
Z K,Z K,Z Z Z Z
Z K,Z K,Z Z Z Z
Z K K Z Z Z
2600–7500 2610–7930 2050–3970 2600 2600–6000 2000–41500
1000–7800 2490–7000 3500–9800 1500 1500–2600 2600–8500
1000 300–1200 300–770 1200 1200 1300–4000
–/240°/540° –/240°/540° –/240°/540° –/240°/540° –/240°/540° –/240°/540°
100/100/40 100/100/30 100/100/30 80/80/70 80/80/70 85/85/45
2,5/2,5/2 3,0/3,0/3,0 3,0/3,0/3,0 3,0/3,0/3,0 3,0/3,0/3,0 3,0/3,0/3,0
20 20 20 10 10 32
5000/3500/800 5600/2500/900 9200/2750/500 2000/920/920 5400/2000/920 40900/7900/3720
2200/3500/800 2800/2500/900 4600/2750/500 2700/2000/920 19000/7900/3720
p, v p, v p, v m,p, v m,p, v m, p, v
Gl,Vk,TN,Ko,Se,So Gl,Vk,TN,Se,So Gl,Vk,TN,Ko,Se,So Gl,Vk,TN,Se,So Gl,Vk,TN,Se,So Gl,Vk,TN,So
a1–a2 a1–a3 a1–a2 a1 a1–a2 a1–a2
CMS CMS CMS CMS CMS CMS
12 8–30 8–30 8–20 8–20 8–30
24000/60000 24000/60000 24000/40000 24000/60000 24000/60000 24000/40000
W W W W W W
K,H K,H K,H K,H K,H K,H
12) 12) 12) 12) 12) 12)
ja ja ja ja ja ja
N,W,S N,W,S N,W,S N,W,S N,W,S W
8, 16, 32,48 8, 16, 32,48 8, 16, 32,48 8, 16, 32, 48 12, 16, 24 8, 16, 32, 48
Km,T,Kt Km,T Km,T Km,T,Kt T Km,T
mW1/oW mW1/oW mW1/oW oW mW1 oW
mW1,mW2 mW1 mW1,oW mW1,oW oW mW1,oW
OSAI/FANUC 13) 13) 14) 14) 14)
nein nein nein nein nein nein
ja ja ja ja ja ja
nein nein nein nein nein nein
N N N N N N
t, v t, v t, v t, v t, v t, v
b
a a a n n n
optional optional optional optional nein nein
nein nein nein nein nein nein
nein nein nein nein nein nein
ja ja ja ja ja ja
nein nein nein nein nein nein
30 30 30 30 30 k.A.
25
creator 950 profit H80
4 3
k.A. k.A.
T, Pl Pl
Mo, So Ne, Mo, So
P F
h h
x,y,z x,y,z,C
S S
S S
P P
Z Z
Z Z
K K
1475 4490/3860/4490
1550 1930/2500/2500
225 225
– 360°
90/90/18 50/25/15
k.A. k.A.
10 10
4000x950x80 3720x2100x85
– –
v, p v
– Vk
S –
– m
– –
1 1
HSD HSD
12 12
k.A. k.A.
24000 24000
L L
K K
HSK F63 HSK F63
nein nein
h8v17s1 h4v12s2
– –
4 (+1) 15
Km Km
oW oW
– –
10–12 10–12
– –
– –
Aggregate mgl. Aggregate mgl.
Dübeleinheit Absaugglocke
T.P.A. T.P.A.
ja ja
ja ja
– –
N N
v t
b
S S
PVC/A PVC/A
k b/a
ja ja
ja ja
ja ja
nein ja
ja ja
20 20
2850 2200
1000 1000
Format-4

Kons
truk
tion
Achs
enAu
fspa
nnte
chni
kSp
inde
lnAg
greg
ate
Steu
erun
gKa
psel
ung
Ener
giee
ffizi
enz
Bere
ich
Marktübersicht CNC-BearbeitungszentrenAu
tom
ati-
sier
ung
10.2019
Maschinentyp und Baureihe
Anzahl Maschinen innerhalb der Baureihe
Preisklasse T
typischer Anwendungsbereich F=Fensterbau, T=Türenbau, PI=Platten
Tr=Treppenbau, Ne=Nesting, Mo=Modellbau, So=sonstiges
Grundstruktur F=Fahrportal (Gantry) / P=Portal fest / A=Ausleger / GS=Gelenkstab / S=sonst.
Werkstückspannfläche h=horizontal / v=vertikal / s=schräg
NC-Achsen (x,y,z,A,B,C) z.B. bei 5 Achsen: x,y,z,A,B,C
Bett / Rahmen G=Guss- / S=Schweiß- / P=Polymerbeton
Portal / / Ständer G=Guss- / S=Schweiß- / P=Polymerbeton
Führungsart W=Wälz / G=Gleit / P=Prismen / F=Flach
Achsantriebssysteme x-Achse
K=Kugelumlaufspindel / L=Lineardirektantriebe / y-Achse
Z=Zahnstange z-Achse
Achswege x-Achse [mm]
y-Achse [mm]
z-Achse [mm]
(A / B / C) [Grad]
Achsgeschwindigkeiten (x / y / z) [m / min]
Achsbeschleunigungen (x / y / z) [m / s²]
wiederholbare Konturgenauigkeit am Bauteil (x / y / z) [µm]
maximale Einzelbearbeitung (3-Achs) (LxBxH) [mm]
Werkstückmaße Wechselbearbeitung (LxBxH) [mm]
Spanntechnik m=mechanisch / p=pneumatisch / v=mit Vakuumtechnik
Tischkonzept Vk=Vakuumtisch / TN=T-Nuten /
Ko=Konsolen / So = Sondertisch
Rüsten m=manuell / ak=Konsole 1) / aB=Blocksauger 1)
Rüsthilfe L=Laser / LED=LED / So=Sonstiges
Anzahl der Hauptspindeln für automatischen Werkzeugwechsel
Name des Spindelherstellers, Bautyp
Antriebsleistung (Teillastbetrieb S6) [kW]
maximales Moment [Nm]
maximale Drehzahl [1 / min]
Kühlung L=Luft / W=Wasser
Lagerung S=Stahl / K=Keramik / H=Hybrid / L=Luft
Spindelschnittstelle SK30, SK40, HSK50F, HSK63F, HSK80F, s=sonstige
Fünfachs-Kopf ja / nein
Bohrkopf, Nutsäge Anz. horizontal, Anz. vertikal, s=Nutsäge (z.B.h4v12s)
festeingeb. Einh. N=Nebenspindel, W=Winkelgetriebe, S= Sägeeinh. (z.B.N,W,S)
Werkzeugmagazin Anzahl der Plätze
Magazin Typ: Kt=Kette / Km=Kamm / T=Teller / Ks=Kassette / R=Regal / So=Sonst.
Werkzeugwechsler oW=ortsfester Wechsler / mW1=mitfahr. W. 1 Achse
mW2= mitfahr. W. 2 Achsen / S=Shuttle
Span-zu-Span-Zeit bei Werkzeugwechsel [s]
Kantenanleimen und Nachbearbeitung S=Standard / O=Option
Montieren und Beschlagen S=Standard / O=Option
sonstiges
Fabrikat und Typ
Werkstattorientierte Programmierung ja / nein
CAD-Schnittstelle ja / nein
Werkzeugcodiersystem ja / nein
Fernwartungsschnittstelle M=Modem / N=Netzbasiert
Maschinenkapselung v=voll 2) / t=teil 3)
b=nur Bearbeitungseinheit 4)
Material S=Stahl / PC=Polycarbonat / GFK=GFK / A= m. akust. Maßnahmen (z.B.GFK+A)
Vorhänge Material PVC / A=Aramid / T=Textil / b=beschichtet (z.B. bA, bT)
Automat. Werkstückhandhabung: k=keine / b=beim Beladen / a=beim Abstapeln
Werkstückidentifizierung mit automat. Programmanwahl ja / nein / optional
Stand By-Betrieb ja/nein
Prozessabhängige Absaugung ja/nein
Prozessabh. Vakuumbereitstell. (z.B segmentweise/drehz.geregelt) ja/nein
Sonstige (z.B. Rückspeisung) ja/nein
Luftgeschwindigkeit in der Absaugleitung Geschwindigkeit m/s
Luftmenge der Absaugung Volumenstrom m³/h
Notwendiger Unterdruck Unterdruck Pa
Mas
ch.-T
ypBa
uart
1) automatisches Verfahren; 2) z.B. ortsfeste Kapsel um ganze Maschine; 3) z.B. mitfahrende Kapsel bei Fahrportal; 4) z.B. Absaughaube bei Auslegermaschine
Hersteller Format-4
profit H100 profit H150 profit H500MT prof. H200R/H300R profit H350R prof. H500 (s-mot.)
4 4 2 3 2 2
k.A. k.A. k.A. k.A. k.A. k.A.
T, Pl T, Pl F, T, Pl F, T, Pl F,T, Pl F, T, Pl
Ne, Mo, Tr, So Ne, Mo, Tr, So Ne, Mo, Tr, So Mo, So Mo, Tr, So Mo, Tr, So
F F A F F A
h h h h h h
x,y,z,C x,y,z,A,B x,y,z,A,B x,y,z,C x,y,z,A,B x,y,z,A,B
S S S S S S
S S S S S S
P P P P P P
Z Z Z Z Z Z
K K K K K K
K K K K K K
5) 5) 4930/6730 4000/4000/6000 4010/6010 4930/6730
6) 6) 1925/1925 1670/1970/1970 1970/1970 1925/1925
495 495 505 500 455 500
360° ±180/180/270 ±180/180/270 360 ±180/180/270 ±180/180/270
100/96/23.5 100/96/23.5 80/80/30 100/96/23.5 100/96/23.5 80/80/30
k.A. k.A. k.A. k.A. k.A. k.A.
10 10 10 10 10 10
4300x2160x200 4300x2160x200 5520x1570x325 5300x1580x125 5000x1550x150 5540x1570x250
k.A. k.A. 2150x1570x325 2150x1580x125 1900x1550x150 2150x1570x250
v v v, m, p v, m, p v, m, p v, m, p
Vk Vk Vk, TN – – –
– – – Ko Ko Ko
m m m m m m, aK, aB
L L L L, LED L, LED L
1 1 1 1 1 1
HSD Omlat Omlat HSD Omlat Omlat
15 15 15 15 15 15
k.A. k.A. k.A. k.A. k.A. k.A.
24000 24000 24000 24000 24000 24000
L, W W W L, W W W
K K K K K K
HSK F63 HSK F63 HSK F63 HSK F63 HSK F63 HSK F63
nein ja ja nein ja ja
h8v18s2 h8v22s2 h6v22s1 h8v22s1 h8v22s1 h6v22s1
– – – – – –
15 15 59 36 31 59
Km Km Km/T Km Km/T Km/T
oW oW oW/mW1 oW/mW1 oW/mW1 oW/mW1
– – – – –
10–12 10–12 8–10 8–10 8–10 8–10
– – – – – –
– – – – – –
Aggregate mgl. Aggregate mgl. Aggregate mgl. Aggregate mgl. Aggregate mgl. Aggregate mgl.
Absaugglocke
SIEMENS SIEMENS T.P.A. SIEMENS SIEMENS T.P.A.
ja ja ja ja ja ja
ja ja ja ja ja ja
– – – – – –
N N N N N N
t t t t, v t, v t
b
S S S S S S
PVC/A PVC/A PVC/A PVC/A PVC/A PVC/A
b/a b/a k k k k
ja ja ja ja ja ja
ja ja ja ja ja ja
ja ja ja ja ja ja
ja ja ja ja ja ja
ja ja ja ja ja ja
20 20 20 20 20 20
5090 5090 5080 3500 5100 5080
1000 1000 1000 1000 1000 1000
Gannomat
5) 5055/5055/4455/5635; 6) 1995/2295/2595/2595; 7) (z.B. Wangen); 8) 3 NC Achsen xyz und 4te Bohrachse; 9) (Werkstückbreite); 10) (Werkstücklänge); 11) (Werkstückstärke); 12) h8(10)v13s => h 3 Doppelspind. in Y, h 1(2) in X, v13, s;
ProTec ProTec
5 5
a.A. a.A.
PL, Mo, So, Tr 7) PL, Mo, So, Tr 7)
S (Kompakt-CNC) S (Kompakt-CNC)
h h
8) 8)
S S
S S
P P
Z Z
K K
K K
60–1000 9) 60–1300 9)
250–5600 10) 250–5600 10)
6–60 11) 6–60 11)
a.A. a.A.
a.A. a.A.
a.A. a.A.
5600x1000x60 5600x1300x60
Durchlauf Durchlauf
m, p m, p
Lufttisch Lufttisch
Keine Rüstarb. Keine Rüstarb.
Nicht notwendig Nicht notwendig
1 1
a.A. a.A.
5,5kW(S1) 5,5kW(S1)
10,5 10,5
20000 20000
L L
H H
HSK63F HSK63F
Nein Nein
12) 12)
S S
3 3
Km Km
oW oW
a.A. a.A.
O O
a.A. a.A.
Lenze Lenze
ja ja
ja ja
a.A. a.A.
N N
v v
S,PC S,PC
a.A./b+a a.A./b+a
a.A. a.A.
ja ja
ja ja
nein nein
nein nein

www.hob-magazin.com
Die Tabelle finden Sie auf unserer Homepage
EVOLUTION 7402 EVOLUTION 7405 DYNEST. 7505/7507 DYNEST. 7532/7535 13) 7017/7018 13) 7122 4L/7125 5L 13) 7222 4XL/72255XL
2 1 5 8 5 3 5
auf Anfrage auf Anfrage auf Anfrage auf Anfrage auf Anfrage auf Anfrage auf Anfrage
Pl, Mo, So Pl, Mo, So Ne, Mo, Pl, So Ne, Mo, Pl, So F, T, Mo, Tr, Pl, So F, T, Mo, Tr, Pl, So F, T, Mo, Tr, Pl, Ne, So
P P G G A A A
v v h h h h h
x,y,z x,y,z x,y,z,C x,y,z,C x,y,z,C x,y,z,C/x,y,z,A,B x,y,z,C/x,y,z,A,B
S S S S S S S
S S S S S S S
P P P P P P P
K K Z Z Z Z Z
K K K Z K K Z
K K K K K K K
950 1700 3062–6572 5357–7670 14) 3865–5665 3865–7465
1350 1350 2820 2820 1554 2170 2170
100 100 325 325/565 325 565 565
0 0 15) 15) 15) 16) 16)
68 m/min 68 m/min 70/70/20 80/100/25 70/70/20 100/80/25 100/100/25
– – – – – – –
20 20 20 20 20 20 20
2500/920/70 3200/920/70 6200x1600/2200x100 6200x2200x100/300 3425x1287x180 5420x1400x210 7220x1600x300
– – – – 1262x1287x180 2150x1400x210 2985x1600x300
p,v p,v v v m, p, v m, p, v m, p, v
Ko Ko Vk Vk Ko Ko Ko, TN, So, Vk
aB aB – – aK, aB aK/aB aK/aB
– – – – L L L
1 1 1 1 1 1 1
Umbra Umbra Umbra Umbra Umbra Umbra Umbra
5,6/7,5 7,5 08.10.12 13 08.10.12 10.12.17 10.12.17
– – – – – – –
18000/24000 24000 24000 24000 24000 24000 24000
W W L/L/W L/L/W L/L/W W W
H H H H H K K
sonstige/HSK F 63 HSK F 63 HSK F 63 HSK F 63 HSK F 63 HSK F 63 HSK F 63
– – – ja 4,5 ja ja
h6v9s/h8v16s h6v9s/h8v16s v10s/h4v10s h4v10s/h6v18s/v34s2 h4v10s/h6v18s h6v18s h6v18s
0 6+1 6–12 14+1, 18 12, 18+12 18+14+60 12, 18+16+60
– Km Km Km/T Km/T Km/T Km/T
– oW oW oW/mW2 oW/mW2 oW/mW2 oW/mW2
<10 <10 <10 <10 <10 <10 <10
– – – – – – –
– – – – – – –
Beckhoff Beckhoff Beckhoff Beckhoff Beckhoff Beckhoff Beckhoff
ja ja ja ja ja ja ja
ja ja ja ja ja ja –
– – – – – – N
N N N N N N t
t t t t t t t
S/PC S/PC S/PC S/PC S/PC S/PC S/PC
bT bT bT bT bT bT bT
k k ba ba k k k
optional optional optional optional optional optional optional
ja ja ja ja ja ja ja
ja ja ja ja ja ja ja
ja ja ja ja ja ja ja
ja ja ja ja ja ja ja
28 28 28 28 28 28 28
4300 4300 4300 4300 4300 4300 4300
2200 2200 2200 2200 2200 2200 2200
HomagHolz-Her
13) PRO-MASTER; 14) 3047–3747/5225–5547; 15) 0°–100°/–/360° endlos; 16) B±360° drehbar, A ±180°; 17) CENTATEQ 18) 3100/4200x1550x260; 19) 3100/4200/6000x1550x280; 20) 1025/1575,1250(1550),260; 21) 1025/1575/2475,1550,280; 22) PowerControl PC86/87
17) P–110 17) P–210 17) P/E–310 17) P/E–500/600 17) T/E–600/700
3 3 3 12 16
auf Anfrage auf Anfrage auf Anfrage auf Anfrage auf Anfrage
F, T, Pl F, T, Pl F, T, Pl F, T, Pl T, Pl
Tr, Ne, Mo, So Tr, Ne, Mo, So Tr, Ne, Mo, So Tr, Ne, Mo, So Tr, Ne, Mo, So
F F F F P
h h h h h
x,y,z,A,C x,y,z,A,C x,y,z,A,C x,y,z,A,C x,y,z,A,C
S S S P S
S S S S S
W W W W W
Z Z Z Z Z
Z Z Z Z Z
K K K K K
335, 405 335, 405 530 600/950 600/950
a.A a.A a.A a.A a.A
35/50/15 (70)35/50/15 80/60/25 100/80/25 80/60/30
a.A. a.A. a.A. a.A. a.A.
18) 19) 6175x1600x300 7575x3250x300/500 5860x2500x300/500
20) 21) 2475x1600x300 3075x2250x300/500 2870x2500x300/500
m, p, v m, p, v m, p, v m, p, v m, p, v
(Vk/TN) (Vk/TN) (Vk/TN) Vk/TN Vk/TN
Ko Ko Ko Ko Ko
m m m , aK , aB m , aK , aB m , aK , aB
L, LED L, LED L/LED L/LED L/LED
1 1 1 1–2 1–4
HOMAG GROUP HOMAG GROUP HOMAG GROUP HOMAG GROUP HOMAG GROUP
13,2 13,2 18,5 18,5 18,5
a.A a.A 19 19 19
24000 24000 24000 24000 24000
L/W L/W L/W W W
K K K K K
HSK F63 HSK F63 HSK F63 HSK F63 HSK F63
ja ja ja ja ja
h12v21s0/90° h12v21s0/90° h10v21s0/90° h10v20S 360° h10v20S 360°
N N N
10+14 10+14 32+10+8 72+18 72+72+18+18
Km,T Km,T T Km T Km Kt T Km Kt
oW/mW1 oW/mW1 oW/mW1 oW/mW1 oW/mW1
mW2 mW2 mW2
12 12 ab 10 ab 8 ab 10
O O O
a.A a.A a.A
a.A a.A Zusatzverfahren Zusatzverfahren Zusatzverfahren
durch Aggregate durch Aggregate durch Aggregate
MMS MMS, Tasteinheit MMS, Tasteinheit
PowerControl PC86 PowerControl PC87 PowerControl PC87 22) PowerControl PC85
ja ja ja ja ja
ja ja ja ja ja
a.A. a.A. a.A. ja ja
N N N N N
t t t t b
S/PC S/PC S+A S+A S+A
bT bT bT bT bT
a.A. a.A. b/a b/a b/a
optional optional optional optional optional
ja ja ja ja ja
ja ja ja ja ja
ja ja ja ja ja
nein nein nein optional optional

Kons
truk
tion
Achs
enAu
fspa
nnte
chni
kSp
inde
lnAg
greg
ate
Steu
erun
gKa
psel
ung
Ener
giee
ffizi
enz
Bere
ich
Marktübersicht CNC-BearbeitungszentrenAu
tom
ati-
sier
ung
10.2019
Maschinentyp und Baureihe
Anzahl Maschinen innerhalb der Baureihe
Preisklasse T
typischer Anwendungsbereich F=Fensterbau, T=Türenbau, PI=Platten
Tr=Treppenbau, Ne=Nesting, Mo=Modellbau, So=sonstiges
Grundstruktur F=Fahrportal (Gantry) / P=Portal fest / A=Ausleger / GS=Gelenkstab / S=sonst.
Werkstückspannfläche h=horizontal / v=vertikal / s=schräg
NC-Achsen (x,y,z,A,B,C) z.B. bei 5 Achsen: x,y,z,A,B,C
Bett / Rahmen G=Guss- / S=Schweiß- / P=Polymerbeton
Portal / / Ständer G=Guss- / S=Schweiß- / P=Polymerbeton
Führungsart W=Wälz / G=Gleit / P=Prismen / F=Flach
Achsantriebssysteme x-Achse
K=Kugelumlaufspindel / L=Lineardirektantriebe / y-Achse
Z=Zahnstange z-Achse
Achswege x-Achse [mm]
y-Achse [mm]
z-Achse [mm]
(A / B / C) [Grad]
Achsgeschwindigkeiten (x / y / z) [m / min]
Achsbeschleunigungen (x / y / z) [m / s²]
wiederholbare Konturgenauigkeit am Bauteil (x / y / z) [µm]
maximale Einzelbearbeitung (3-Achs) (LxBxH) [mm]
Werkstückmaße Wechselbearbeitung (LxBxH) [mm]
Spanntechnik m=mechanisch / p=pneumatisch / v=mit Vakuumtechnik
Tischkonzept Vk=Vakuumtisch / TN=T-Nuten /
Ko=Konsolen / So = Sondertisch
Rüsten m=manuell / ak=Konsole 1) / aB=Blocksauger 1)
Rüsthilfe L=Laser / LED=LED / So=Sonstiges
Anzahl der Hauptspindeln für automatischen Werkzeugwechsel
Name des Spindelherstellers, Bautyp
Antriebsleistung (Teillastbetrieb S6) [kW]
maximales Moment [Nm]
maximale Drehzahl [1 / min]
Kühlung L=Luft / W=Wasser
Lagerung S=Stahl / K=Keramik / H=Hybrid / L=Luft
Spindelschnittstelle SK30, SK40, HSK50F, HSK63F, HSK80F, s=sonstige
Fünfachs-Kopf ja / nein
Bohrkopf, Nutsäge Anz. horizontal, Anz. vertikal, s=Nutsäge (z.B.h4v12s)
festeingeb. Einh. N=Nebenspindel, W=Winkelgetriebe, S= Sägeeinh. (z.B.N,W,S)
Werkzeugmagazin Anzahl der Plätze
Magazin Typ: Kt=Kette / Km=Kamm / T=Teller / Ks=Kassette / R=Regal / So=Sonst.
Werkzeugwechsler oW=ortsfester Wechsler / mW1=mitfahr. W. 1 Achse
mW2= mitfahr. W. 2 Achsen / S=Shuttle
Span-zu-Span-Zeit bei Werkzeugwechsel [s]
Kantenanleimen und Nachbearbeitung S=Standard / O=Option
Montieren und Beschlagen S=Standard / O=Option
sonstiges
Fabrikat und Typ
Werkstattorientierte Programmierung ja / nein
CAD-Schnittstelle ja / nein
Werkzeugcodiersystem ja / nein
Fernwartungsschnittstelle M=Modem / N=Netzbasiert
Maschinenkapselung v=voll 2) / t=teil 3)
b=nur Bearbeitungseinheit 4)
Material S=Stahl / PC=Polycarbonat / GFK=GFK / A= m. akust. Maßnahmen (z.B.GFK+A)
Vorhänge Material PVC / A=Aramid / T=Textil / b=beschichtet (z.B. bA, bT)
Automat. Werkstückhandhabung: k=keine / b=beim Beladen / a=beim Abstapeln
Werkstückidentifizierung mit automat. Programmanwahl ja / nein / optional
Stand By-Betrieb ja/nein
Prozessabhängige Absaugung ja/nein
Prozessabh. Vakuumbereitstell. (z.B segmentweise/drehz.geregelt) ja/nein
Sonstige (z.B. Rückspeisung) ja/nein
Luftgeschwindigkeit in der Absaugleitung Geschwindigkeit m/s
Luftmenge der Absaugung Volumenstrom m³/h
Notwendiger Unterdruck Unterdruck Pa
Mas
ch.-T
ypBa
uart
Hersteller
1) automatisches Verfahren; 2) z.B. ortsfeste Kapsel um ganze Maschine; 3) z.B. mitfahrende Kapsel bei Fahrportal; 4) z.B. Absaughaube bei Auslegermaschine
Homag
5) CENTATEQ; 6) DRILLTEQ; 7) 72/62/15 (100/85/20); 8) 72/62/15 (100/85/20); 9) 3100(7400)x1250(2250)x100; 10) 3100(7400)x1250(2250)x210; 11) 2500(3050)x1300x80; 12) HydroETP25/HSK F63; 13) 7300x1800x125(350); 14) 2925x1800x125(350); 15) Bremsernergie wird im Zwischenkreis gespeichert
IMA
5) S–800/900 5) N–500 5) N–600 6) V–200 6) V–500 6) H–600
2 6 6 2 2 4
auf Anfrage auf Anfrage auf Anfrage auf Anfrage auf Anfrage auf Anfrage
F, T T, Pl T, Pl Pl Pl Pl
Ne,Mo, So Ne,Mo, So So So So
P F F S S S
h h h v v h
x,y,z,A,C x,y,z1,z2,C x,y,z1,z2,z3,A,C x,y,z x1,x2,y1,y2,z1,z2 x1,x2,y1,y2,z1,z2
S S S S S S
S S S S S S
W W W W W W
Z Z Z K Z Z
Z K,Z K,Z K K Z
K K K K K K
a.A a.A 1280 2165 a.A
a.A a.A 1250 1480 a.A
bis 348 bis 348 85 105 135
a.A a.A a.A a.A a.A a.A
80/80/30 7) 8) 24/50/20 24/50/20 135/80/50
3/4/5 (4/4/4) 3/4/5 (4/4/4) 06.06.06 06.06.06 09.09.08
a.A. a.A. a.A. a.A. a.A. a.A.
6000x1300x150 9) 10) 2500(3050),850,60 3050x1250x80 11)
– a.A a.A
m, p, v v v m,p m,p m,p
VK VK
So
aB m m
L
1–4 1 1 1 1 1
HOMAG GROUP HOMAG GROUP HOMAG GROUP HOMAG GROUP HOMAG GROUP HOMAG GROUP
18,5 9/12/15 13,2 10 10 2x6
19 a.A a.A a.A. a.A. a.A.
24000 24000 24000 24000 24000 18000
W L,W L,W L L L
K K K S K S
HSK F63 HSK F63 HSK F63 12) HSK F63 HydroETP25
ja nein ja nein nein nein
v9 h6(8)v12(36)s90° h12v21s0/90° h6v8(13) h16v20 h20v84
N
180 8+14 (bis 3x14) 14 (bis 28) 4 4
T Km Kt T T KM KM
oW/mW1 oW/mW1 oW/mW1 oW oW
mW2
ab 10 ab 8 ab 8 ab 8 ab 8
a.A a.A a.A
Zusatzverfahren a.A a.A a.A a.A a.A
durch Aggregate
Pow.Contr. PC85 Pow.Contr. PC86 Pow.Contr. PC87 Pow.Contr. PC86 Pow.Contr. PC86 Pow.Contr. PC86
ja ja ja ja ja ja
ja ja ja ja ja ja
ja a.A. a.A. a.A. a.A. a.A.
N N N N N N
t t t v v v
S+A S/PC S/PC S/PC S/PC S/PC
bT bT bT bT bT bT
b/a a.A. a.A. a.A. a.A. a.A.
ja optional optional optional optional optional
ja ja ja ja ja ja
ja ja ja ja ja ja
ja ja ja nein nein nein
optional nein nein nein nein nein
BIMA Cx40 BIMA Gx50
14 16
a.A. a.A.
F,T,Pl F,T,Pl
Tr,Ne,Mo,So Tr,Ne,Mo,So
A F
h h
x,y,z,A,C + mehr x,y,z,A,C + mehr
S S
S S
W W
Z Z
K Z
K K
4000–8000 4000–9500
2000 3000
650 a.A.
–/>360/>360 –/>360/>360
100/60/30 100/80/30
4 4
75 75
7600x2000x 125 13)
3050x2000x125 14)
p, v p, v
Vk Vk
Ko/So Ko/So
m/aK/aB m/aK/aB
L/LED L/LED
a1–2 a1–2
Omlat Omlat
10/18/27 10/18/27
11,5 11,5
bis 30000 bis 30000
L,W L,W
K K
HSK F63 HSK F63
ja ja
h8v24s h8v24s
N,W,S N,W,S
8,18,40,50 8,18,40,50
Kt,T Kt,T
mW1/mW2 mW1/mW2
9–12 9–12
O O
a.A. a.A.
Optionen Optionen
Beckhoff Beckhoff
ja ja
ja ja
ja ja
N N
v/t v/t
S/GFK+A S/GFK+A
bT bT
b+a b+a
optional optional
ja ja
ja ja
ja ja
15) 15)
28 28
je nach Ausführ. je nach Ausführ.
je nach Ausführ. je nach Ausführ.
www.hob-magazin.com
Die Tabelle finden Sie auf unserer Homepage
IMA Lohmeyer
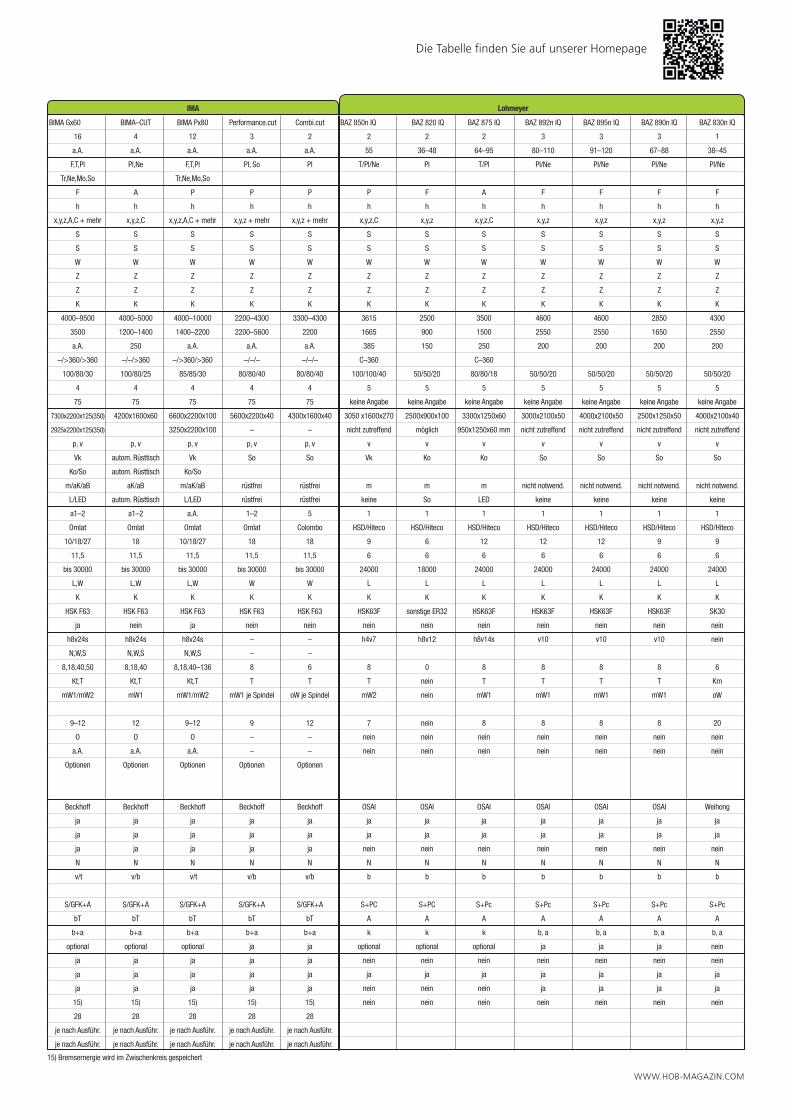
BIMA Gx60 BIMA–CUT BIMA Px80 Performance.cut Combi.cut
16 4 12 3 2
a.A. a.A. a.A. a.A. a.A.
F,T,Pl Pl,Ne F,T,Pl Pl, So Pl
Tr,Ne,Mo,So Tr,Ne,Mo,So
F A P P P
h h h h h
x,y,z,A,C + mehr x,y,z,C x,y,z,A,C + mehr x,y,z + mehr x,y,z + mehr
S S S S S
S S S S S
W W W W W
Z Z Z Z Z
Z Z Z Z Z
K K K K K
4000–9500 4000–5000 4000–10000 2200–4300 3300–4300
3500 1200–1400 1400–2200 2200–5600 2200
a.A. 250 a.A. a.A. a.A.
–/>360/>360 –/–/>360 –/>360/>360 –/–/– –/–/–
100/80/30 100/80/25 85/85/30 80/80/40 80/80/40
4 4 4 4 4
75 75 75 75 75
7300x2200x125(350) 4200x1600x60 6600x2200x100 5600x2200x40 4300x1600x40
2925x2200x125(350) 3250x2200x100 – –
p, v p, v p, v p, v p, v
Vk autom. Rüsttisch Vk So So
Ko/So autom. Rüsttisch Ko/So
m/aK/aB aK/aB m/aK/aB rüstfrei rüstfrei
L/LED autom. Rüsttisch L/LED rüstfrei rüstfrei
a1–2 a1–2 a.A. 1–2 5
Omlat Omlat Omlat Omlat Colombo
10/18/27 18 10/18/27 18 18
11,5 11,5 11,5 11,5 11,5
bis 30000 bis 30000 bis 30000 bis 30000 bis 30000
L,W L,W L,W W W
K K K K K
HSK F63 HSK F63 HSK F63 HSK F63 HSK F63
ja nein ja nein nein
h8v24s h8v24s h8v24s – –
N,W,S N,W,S N,W,S – –
8,18,40,50 8,18,40 8,18,40–136 8 6
Kt,T Kt,T Kt,T T T
mW1/mW2 mW1 mW1/mW2 mW1 je Spindel oW je Spindel
9–12 12 9–12 9 12
O O O – –
a.A. a.A. a.A. – –
Optionen Optionen Optionen Optionen Optionen
Beckhoff Beckhoff Beckhoff Beckhoff Beckhoff
ja ja ja ja ja
ja ja ja ja ja
ja ja ja ja ja
N N N N N
v/t v/b v/t v/b v/b
S/GFK+A S/GFK+A S/GFK+A S/GFK+A S/GFK+A
bT bT bT bT bT
b+a b+a b+a b+a b+a
optional optional optional ja ja
ja ja ja ja ja
ja ja ja ja ja
ja ja ja ja ja
15) 15) 15) 15) 15)
28 28 28 28 28
je nach Ausführ. je nach Ausführ. je nach Ausführ. je nach Ausführ. je nach Ausführ.
je nach Ausführ. je nach Ausführ. je nach Ausführ. je nach Ausführ. je nach Ausführ.
BAZ 850n IQ BAZ 820 IQ BAZ 875 IQ BAZ 892n IQ BAZ 895n IQ BAZ 890n IQ BAZ 830n IQ
2 2 2 3 3 3 1
55 36–48 64–95 80–110 91–120 67–88 38–45
T/Pl/Ne Pl T/Pl PI/Ne PI/Ne PI/Ne PI/Ne
P F A F F F F
h h h h h h h
x,y,z,C x,y,z x,y,z,C x,y,z x,y,z x,y,z x,y,z
S S S S S S S
S S S S S S S
W W W W W W W
Z Z Z Z Z Z Z
Z Z Z Z Z Z Z
K K K K K K K
3615 2500 3500 4600 4600 2850 4300
1665 900 1500 2550 2550 1650 2550
385 150 250 200 200 200 200
C–360 C–360
100/100/40 50/50/20 80/80/18 50/50/20 50/50/20 50/50/20 50/50/20
5 5 5 5 5 5 5
keine Angabe keine Angabe keine Angabe keine Angabe keine Angabe keine Angabe keine Angabe
3050 x1600x270 2500x900x100 3300x1250x60 3000x2100x50 4000x2100x50 2500x1250x50 4000x2100x40
nicht zutreffend möglich 950x1250x60 mm nicht zutreffend nicht zutreffend nicht zutreffend nicht zutreffend
v v v v v v v
Vk Ko Ko So So So So
m m m nicht notwend. nicht notwend. nicht notwend. nicht notwend.
keine So LED keine keine keine keine
1 1 1 1 1 1 1
HSD/Hiteco HSD/Hiteco HSD/Hiteco HSD/Hiteco HSD/Hiteco HSD/Hiteco HSD/Hiteco
9 6 12 12 12 9 9
6 6 6 6 6 6 6
24000 18000 24000 24000 24000 24000 24000
L L L L L L L
K K K K K K K
HSK63F sonstige ER32 HSK63F HSK63F HSK63F HSK63F SK30
nein nein nein nein nein nein nein
h4v7 h8v12 h8v14s v10 v10 v10 nein
8 0 8 8 8 8 6
T nein T T T T Km
mW2 nein mW1 mW1 mW1 mW1 oW
7 nein 8 8 8 8 20
nein nein nein nein nein nein nein
nein nein nein nein nein nein nein
OSAI OSAI OSAI OSAI OSAI OSAI Weihong
ja ja ja ja ja ja ja
ja ja ja ja ja ja ja
nein nein nein nein nein nein nein
N N N N N N N
b b b b b b b
S+PC S+PC S+Pc S+Pc S+Pc S+Pc S+Pc
A A A A A A A
k k k b, a b, a b, a b, a
optional optional optional ja ja ja nein
nein nein nein nein nein nein nein
ja ja ja ja ja ja ja
nein nein nein ja ja ja ja
nein nein nein nein nein nein nein
15) Bremsernergie wird im Zwischenkreis gespeichert

Kons
truk
tion
Achs
enAu
fspa
nnte
chni
kSp
inde
lnAg
greg
ate
Steu
erun
gKa
psel
ung
Ener
giee
ffizi
enz
Bere
ich
Marktübersicht CNC-BearbeitungszentrenAu
tom
ati-
sier
ung
Maschinentyp und Baureihe
Anzahl Maschinen innerhalb der Baureihe
Preisklasse T
typischer Anwendungsbereich F=Fensterbau, T=Türenbau, PI=Platten
Tr=Treppenbau, Ne=Nesting, Mo=Modellbau, So=sonstiges
Grundstruktur F=Fahrportal (Gantry) / P=Portal fest / A=Ausleger / GS=Gelenkstab / S=sonst.
Werkstückspannfläche h=horizontal / v=vertikal / s=schräg
NC-Achsen (x,y,z,A,B,C) z.B. bei 5 Achsen: x,y,z,A,B,C
Bett / Rahmen G=Guss- / S=Schweiß- / P=Polymerbeton
Portal / / Ständer G=Guss- / S=Schweiß- / P=Polymerbeton
Führungsart W=Wälz / G=Gleit / P=Prismen / F=Flach
Achsantriebssysteme x-Achse
K=Kugelumlaufspindel / L=Lineardirektantriebe / y-Achse
Z=Zahnstange z-Achse
Achswege x-Achse [mm]
y-Achse [mm]
z-Achse [mm]
(A / B / C) [Grad]
Achsgeschwindigkeiten (x / y / z) [m / min]
Achsbeschleunigungen (x / y / z) [m / s²]
wiederholbare Konturgenauigkeit am Bauteil (x / y / z) [µm]
maximale Einzelbearbeitung (3-Achs) (LxBxH) [mm]
Werkstückmaße Wechselbearbeitung (LxBxH) [mm]
Spanntechnik m=mechanisch / p=pneumatisch / v=mit Vakuumtechnik
Tischkonzept Vk=Vakuumtisch / TN=T-Nuten /
Ko=Konsolen / So = Sondertisch
Rüsten m=manuell / ak=Konsole 1) / aB=Blocksauger 1)
Rüsthilfe L=Laser / LED=LED / So=Sonstiges
Anzahl der Hauptspindeln für automatischen Werkzeugwechsel
Name des Spindelherstellers, Bautyp
Antriebsleistung (Teillastbetrieb S6) [kW]
maximales Moment [Nm]
maximale Drehzahl [1 / min]
Kühlung L=Luft / W=Wasser
Lagerung S=Stahl / K=Keramik / H=Hybrid / L=Luft
Spindelschnittstelle SK30, SK40, HSK50F, HSK63F, HSK80F, s=sonstige
Fünfachs-Kopf ja / nein
Bohrkopf, Nutsäge Anz. horizontal, Anz. vertikal, s=Nutsäge (z.B.h4v12s)
festeingeb. Einh. N=Nebenspindel, W=Winkelgetriebe, S= Sägeeinh. (z.B.N,W,S)
Werkzeugmagazin Anzahl der Plätze
Magazin Typ: Kt=Kette / Km=Kamm / T=Teller / Ks=Kassette / R=Regal / So=Sonst.
Werkzeugwechsler oW=ortsfester Wechsler / mW1=mitfahr. W. 1 Achse
mW2= mitfahr. W. 2 Achsen / S=Shuttle
Span-zu-Span-Zeit bei Werkzeugwechsel [s]
Kantenanleimen und Nachbearbeitung S=Standard / O=Option
Montieren und Beschlagen S=Standard / O=Option
sonstiges
Fabrikat und Typ
Werkstattorientierte Programmierung ja / nein
CAD-Schnittstelle ja / nein
Werkzeugcodiersystem ja / nein
Fernwartungsschnittstelle M=Modem / N=Netzbasiert
Maschinenkapselung v=voll 2) / t=teil 3)
b=nur Bearbeitungseinheit 4)
Material S=Stahl / PC=Polycarbonat / GFK=GFK / A= m. akust. Maßnahmen (z.B.GFK+A)
Vorhänge Material PVC / A=Aramid / T=Textil / b=beschichtet (z.B. bA, bT)
Automat. Werkstückhandhabung: k=keine / b=beim Beladen / a=beim Abstapeln
Werkstückidentifizierung mit automat. Programmanwahl ja / nein / optional
Stand By-Betrieb ja/nein
Prozessabhängige Absaugung ja/nein
Prozessabh. Vakuumbereitstell. (z.B segmentweise/drehz.geregelt) ja/nein
Sonstige (z.B. Rückspeisung) ja/nein
Luftgeschwindigkeit in der Absaugleitung Geschwindigkeit m/s
Luftmenge der Absaugung Volumenstrom m³/h
Notwendiger Unterdruck Unterdruck Pa
Mas
ch.-T
ypBa
uart
Hersteller
1) automatisches Verfahren 2) z.B. ortsfeste Kapsel um ganze Maschine 3) z.B. mitfahrende Kapsel bei Fahrportal 4) z.B. Absaughaube bei Auslegermaschine
Maka
5) Seitenbohrmaschine; 6) 3000x1500–3000x250; 7) 4000–8000x1300–2000x, 400; 8) 1500–4500x1500–3000x600–1200; 9) 1500x1500–3000x250; 10) 1600–3600x1300–2000x400; 11) 700–3700x1500–3000x420–1200; 12) BWO 920/930 Siemens 840 D sl; 13) BWO 920/930 Siemens 840 sl
Lohmeyer
NCB2412 BAZ 825 IQ
1 1
45–55 35
PI PI
P P
h V
x,y,z x,y,z
S S
S S
W W
Z Z
Z Z
K K
2400 2400
1200 900
150 150
50/50/20 50/50/20
5 5
keine Angabe keine Angabe
2500x1200x30 2500x900x30
nicht zutreff. nicht zutreff.
Spannzangen Spannzangen
nicht zutreff. nicht zutreff.
automatisch automatisch
nicht notwend. nicht notwend.
keine keine
HSD/Hiteco HSD/Hiteco
5,5 6,5
3 4
18000 18001
L L
S S
sonstige sonstige
nein nein
h8v20 h7v13
6 6
nein nein
nein nein
6 5)
Syntec Syntec
ja ja
ja ja
nein nein
ja ja
v v
S+Pc S+Pc
A A
b, a b, a
nein nein
nein nein
ja ja
ja ja
nein nein
MK7 M7/MM7 SM 20 PM Modular CR/CM 27 BC 570
2 6 4 9 16 Sonderlös.
auf Anfrage auf Anfrage auf Anfrage auf Anfrage auf Anfrage auf Anfrage
Mo, Pl, So Mo, Pl, So Mo, Pl, So Tr, Ne, Pl, T, So T,So,Mo,Tr Mo, So
P P P F P F
h h h h h h
x,y,z,A,C x,y,z,A,C x,y,z x,y,z,A,C x,y,z,A,C x,y,z,A,C
S S S S S S
S S S S S P
W W W W W W
K Z Z Z Z Z
Z Z Z Z Z Z
K K K K K (Z) Z
2800 2300...3800 2300/3050 5700/7700/8700 1500–4500 3000–50000
1800 2300...3800 3800/4800 1900/2200/2600 1500–3000 3000–6000
1050 1450 550 800 1000–1600 1250–3000
270/–/540 270/–/540 entf. 540/–/196 540/–/196 540/–/196
60/60/45 60/60/45 60/60/45 60/60/45 60/60/45 60/60/24
3 3 3 3 3,5 3
75 75 75 75 75 75
2000x1000x600 1500x3000x1000 6) 7) 8) kundenspez.
entfällt 1500x1500x1000 9) 10) 11) kundenspez.
m, p, v m, p, v m, p, v m,p,v m, p. v. m,p,v
Vk/TN/So Vk/TN/So Vk/So Ko/Vk/So So, Vk, Ko, Tn So, Vk, Ko, Tn
m, aK, aB m, aK
L L L L L L
1 2 2 2 2 01. Feb
HSD MAKA/HSD MAKA MAKA/HSD MAKA MAKA
15 26/15 26/16 16 26/16 26/16
12 44/12 44/27 27 44/27 44/27
24000 24000 24000 24000 24000 24000
W W W W W W
K K K K K K
HSK F63 HSK F63 HSK F63 HSK F63 HSK F63/A63 HSK F63/A63
ja ja nein ja ja ja
kundenspez. kundenspez. kundenspez.
a.A. a.A. a.A. a.A. a.A. a.A.
6, 10, 20 10...51 8...51 20…33 5, 20...51 5, 20...51
KM/T/T T/Kt T/Kt T, Kt Km, T, Kt Km, T, Kt
oW/mW1/oW oW/mW1/S oW/mW1/S mW1 oW oW
10–15 10–15 10–15 10–15 10–15 10–15
12) 12) 12) 13) 13) 13)
D/C D/C D/C D/C D/C D/C
ja ja ja ja ja ja
N N N N N N
v/t v/t v/t v/t v/t v/t
S/PC/A S/PC/A S/PC/A S/PC S/PC/A S/PC/A
bT bT
optinal b/a optinal b/a optinal b/a optinal b/a optinal b/a optinal b/a
optinal optinal optinal optinal optinal optinal
ja ja ja ja ja ja
ja ja ja ja ja ja
ja ja ja ja ja ja
ja ja ja ja ja ja

Die Tabelle finden Sie auf unserer Homepage
MKM
14) (feststehend); 15) (verfahrbar); 16) ab 3000x ab 1200x200; 17) ab 1000x ab 1200x200; 18) HSK 63F/HSK 63A/HSK E40;
WWW.HOB-MAGAZIN.COM
Maka
BC 150 DC7
Sonderlös. Sonderlös.
auf Anfrage auf Anfrage
Mo, So Mo, So
F A
h v, h, s
x,y,z,A,C x,y,z,A,C
S S
P S
W W
Z Z
Z Z
Z Z
kundenspez. 1200 … 2400
kundenspez. 1000/1300
kundenspez. 700/1000/1300
540/–/196 540/–/196
60/60/45 60/60/45
4 3
75 75
kundenspez. kundenspez.
kundenspez. kundenspez.
m,p,v m,p,v
So, Vk, Ko, Tn So, Vk, Ko, Tn
01. Feb 01. Feb
MAKA HSD
26/16 10/15
44/27 8/15
24000 24000
W W
K K
HSK F63/A63 HSK F63
ja ja
a.A. a.A.
5, 20...51 5, 20...51
Km, T, Kt Km, T, Kt
oW oW
10–15 10–15
13) 13)
D/C D/C
ja ja
N N
v/t v/t
S/PC/A S/PC/A
optinal b/a optinal b/a
optinal optinal
ja ja
ja ja
ja ja
ja ja
Uni–Compact Uni–Concept Uni–Portal 14) Uni–Portal 15)
2 3 div. Ausführ. div. Ausführ.
ab 99 ab 110 ab 140 ab 120
F, T, Pl, F, T, Pl, F, T, Pl, F, T, Pl,
Tr, Ne, Mo, So Tr, Ne, Mo, So Tr, Ne, Mo, So Tr, Ne, Mo, So
F F, P P F, P
h h h h
x, y, z, A, C x, y, z, A, C x, y, z, A, C x, y, z, A, C
S S S S
S S S S
W W W W
Z Z Z Z
Z Z Z Z
K K K K
ab 3000 ab 3000 a.A. a.A.
1900 2100 a.A. a.A.
700 900 a.A. a.A.
–/–/endl. 220/–/endl. ±220/190/endl. ±220/190/endl.
100/80/30 100/80/40 100/80/40 80/80/30
2,5/2/2 2,5/2/2 2,5/2/2 2,5/2/2
50 50 50 50
16) 16) a.A. a.A.
17) 17) a.A. a.A.
m, p, v m, p, v m, p, v m, p, v
Vk, TN, Ko, So Vk, TN, Ko, So Vk, TN, Ko, So Vk, TN, Ko, So
m, aK m, aK, aB m, aK, aB m, aK, aB
L, So L, So L, So L, So
1–2 1–2 1–4 1–4
HSD/Diebold HSD/Diebold HSD/Diebold HSD/Diebold
7,5/13,5/40 7,5/13,5/40 7,5/9/13,5/15/18/40 7,5/9/13,5/15/18/40
Juni 14 Juni 14 6/8/14/18/22 6/8/14/18/22
28000 28000 800–36000 800–36000
L/W L/W L/W L/W
K K K K
HSK 63F/HSK 63A HSK F63/HSK 63A 18) 18)
ja ja ja ja
a.A. a.A. a.A. a.A.
a.A. a.A. a.A. a.A.
max. 2x12 max. 3x12 max. 4x20 max. 4x20
T T T/So T/So
mW1/mW2 mW1/mW2 mW1/mW2 mW1/mW2
10 10 7 7
0 0 0 0
a.A. a.A. a.A. a.A.
NUM/Heidenhain NUM/Heidenhain NUM/Heidenhain NUM/Heidenhain
ja ja ja ja
ja ja ja ja
ja ja ja ja
M/N M/N M/N M/N
t t v/t v/t
S/PC S/PC S/PC+A S/PC+A
PVC/bA PVC/bA PVC/bA PVC/bA
a.A. a.A. a.A. a.A.
a.A. a.A. a.A. a.A.
ja ja ja ja
ja ja ja ja
ja ja ja ja
ja ja ja ja
30 30 30 30
ca. 7800 ca. 7800 ca. 7800 ca. 7800
ca. 2200 ca. 2200 ca. 2200 ca. 2200
APF–Gantry APF–Festportal
div. Ausführ. div. Ausführ.
ab 200 ab 200
T, Pl T, Pl
Mo, So, Ne Mo, So, Ne
F P
h h
x,y,z,B,C max.32 x,y,z,B,C max.32
S S
S S
W W
K, Z Z
K, Z Z
K K
a.A. a.A.
a.A. a.A.
300/a.A. 300/a.A.
360/±100/endl. 360/±100/endl.
80/80/30 80/80/30
nach Anwendung nach Anwendung
a.A. a.A.
a.A. a.A.
m, p, v, m, p, v,
Vk, TN Vk, TN
Ko, So, Ko, So,
m, aK, aB m, aK, aB
1–5 1–5
Omlat/HSD Omlat/HSD
W W
S/K/H S/K/H
HSK F63 HSK F63
ja ja
a.A. a.A.
a.A. a.A.
6–120 6–120
Km/T/R Km/T/R
oW/mW2/S oW/mW2/S
3–10 3–10
a.A. a.A.
NUM NUM
ja/a.A. ja/a.A.
ja/a.A. ja/a.A.
ja/a.A. ja/a.A.
M, N M, N
t, v t, v
S/PC+A S/PC+A
a.A. a.A.
a.A. a.A.
ja ja
ja ja
ja ja
ja ja
32 32
a. A. a. A
Schwabedissen SCM Group
CX 100 CX 200/220 UX 100/200 N 100
2 4 6
30 45 135 43
Pl Pl Pl Ne,Mo,So,Pl
P P P F
v/s v/s h h
x,y,z x,y,z x,y,z x,y,z,C
S S S S
S S S S
P P P P
K K K Z
K K K K
K K K K
>3000 >3000 3200 4320
1000 1400 1400 2450
130 130 145 250
45/45/20 70/40/30 120x45x30 35/35/20
a.A.
100 100 100 100
>3000x900x58 3050x1300x95 3200x1300x80 4200x2100x100
Durchlauf Durchlauf Durchlauf nein
m m m v, m
So So So Vk, TN
entfällt entfällt entfällt m
entfällt entfällt entfällt L/So
1 1 1 1
SCM SCM SCM SCM
5,5 6,6 9,5 8,5
a.A a.A a.A. a.A
24000 24000 24000 1500–24000
L L L L
K K K K
ER32 HSK 63F HSK 63F HSK 63F
nein nein nein nein
h6v12s h13v21s h10v48s h4v7s
S S n/S W
0 6 6+6 20
KM Km Km Km/T
oW oW oW MW1/oW
20 20 15 20
O O
ESA ESA ESA ESA
ja ja ja ja
ja ja Nein ja
nein nein nein nein
N N N N
v v t
S/PC S/PC S/PC S/PC
bT
a.A. a.A. opt. a.A.
opt. opt. opt. a.A.
ja ja ja ja
ja ja ja ja
nein nein ja ja
nein nein nein nein

Kons
truk
tion
Achs
enAu
fspa
nnte
chni
kSp
inde
lnAg
greg
ate
Steu
erun
gKa
psel
ung
Ener
giee
ffizi
enz
Bere
ich
Marktübersicht CNC-BearbeitungszentrenAu
tom
ati-
sier
ung
10.2019
Maschinentyp und Baureihe
Anzahl Maschinen innerhalb der Baureihe
Preisklasse T
typischer Anwendungsbereich F=Fensterbau, T=Türenbau, PI=Platten
Tr=Treppenbau, Ne=Nesting, Mo=Modellbau, So=sonstiges
Grundstruktur F=Fahrportal (Gantry) / P=Portal fest / A=Ausleger / GS=Gelenkstab / S=sonst.
Werkstückspannfläche h=horizontal / v=vertikal / s=schräg
NC-Achsen (x,y,z,A,B,C) z.B. bei 5 Achsen: x,y,z,A,B,C
Bett / Rahmen G=Guss- / S=Schweiß- / P=Polymerbeton
Portal / / Ständer G=Guss- / S=Schweiß- / P=Polymerbeton
Führungsart W=Wälz / G=Gleit / P=Prismen / F=Flach
Achsantriebssysteme x-Achse
K=Kugelumlaufspindel / L=Lineardirektantriebe / y-Achse
Z=Zahnstange z-Achse
Achswege x-Achse [mm]
y-Achse [mm]
z-Achse [mm]
(A / B / C) [Grad]
Achsgeschwindigkeiten (x / y / z) [m / min]
Achsbeschleunigungen (x / y / z) [m / s²]
wiederholbare Konturgenauigkeit am Bauteil (x / y / z) [µm]
maximale Einzelbearbeitung (3-Achs) (LxBxH) [mm]
Werkstückmaße Wechselbearbeitung (LxBxH) [mm]
Spanntechnik m=mechanisch / p=pneumatisch / v=mit Vakuumtechnik
Tischkonzept Vk=Vakuumtisch / TN=T-Nuten /
Ko=Konsolen / So = Sondertisch
Rüsten m=manuell / ak=Konsole 1) / aB=Blocksauger 1)
Rüsthilfe L=Laser / LED=LED / So=Sonstiges
Anzahl der Hauptspindeln für automatischen Werkzeugwechsel
Name des Spindelherstellers, Bautyp
Antriebsleistung (Teillastbetrieb S6) [kW]
maximales Moment [Nm]
maximale Drehzahl [1 / min]
Kühlung L=Luft / W=Wasser
Lagerung S=Stahl / K=Keramik / H=Hybrid / L=Luft
Spindelschnittstelle SK30, SK40, HSK50F, HSK63F, HSK80F, s=sonstige
Fünfachs-Kopf ja / nein
Bohrkopf, Nutsäge Anz. horizontal, Anz. vertikal, s=Nutsäge (z.B.h4v12s)
festeingeb. Einh. N=Nebenspindel, W=Winkelgetriebe, S= Sägeeinh. (z.B.N,W,S)
Werkzeugmagazin Anzahl der Plätze
Magazin Typ: Kt=Kette / Km=Kamm / T=Teller / Ks=Kassette / R=Regal / So=Sonst.
Werkzeugwechsler oW=ortsfester Wechsler / mW1=mitfahr. W. 1 Achse
mW2= mitfahr. W. 2 Achsen / S=Shuttle
Span-zu-Span-Zeit bei Werkzeugwechsel [s]
Kantenanleimen und Nachbearbeitung S=Standard / O=Option
Montieren und Beschlagen S=Standard / O=Option
sonstiges
Fabrikat und Typ
Werkstattorientierte Programmierung ja / nein
CAD-Schnittstelle ja / nein
Werkzeugcodiersystem ja / nein
Fernwartungsschnittstelle M=Modem / N=Netzbasiert
Maschinenkapselung v=voll 2) / t=teil 3)
b=nur Bearbeitungseinheit 4)
Material S=Stahl / PC=Polycarbonat / GFK=GFK / A= m. akust. Maßnahmen (z.B.GFK+A)
Vorhänge Material PVC / A=Aramid / T=Textil / b=beschichtet (z.B. bA, bT)
Automat. Werkstückhandhabung: k=keine / b=beim Beladen / a=beim Abstapeln
Werkstückidentifizierung mit automat. Programmanwahl ja / nein / optional
Stand By-Betrieb ja/nein
Prozessabhängige Absaugung ja/nein
Prozessabh. Vakuumbereitstell. (z.B segmentweise/drehz.geregelt) ja/nein
Sonstige (z.B. Rückspeisung) ja/nein
Luftgeschwindigkeit in der Absaugleitung Geschwindigkeit m/s
Luftmenge der Absaugung Volumenstrom m³/h
Notwendiger Unterdruck Unterdruck Pa
Mas
ch.-T
ypBa
uart
1) automatisches Verfahren; 2) z.B. ortsfeste Kapsel um ganze Maschine; 3) z.B. mitfahrende Kapsel bei Fahrportal; 4) z.B. Absaughaube bei Auslegermaschine
Hersteller SCM Group
Accord 25 Accord 30 Accord 40 Accord 42 Accord 50 Chronos Ergon Area
10 10 8 10 4 2 5 2
90 110 130 155 150 165 190 250
T, Tr, Mo T, Tr, Mo, NE T, Tr, Mo, Ne T, Tr, Mo, Ne T, Tr, Mo, Ne T, Tr, Mo T, Tr, Mo, NE T, Pl
Ne, Pl, So F, Pl, So F, Pl, So F, PL, So F, Pl, So Ne, Pl, So F, Pl, So So
F F F F F F P F
h h h h h h h h
x,y,z,B,C x,y,z,B,C x,y,z,B,C x,y,z,B,C x,y,z,B,C x,y,z,B,C x,y,z,B,C x,y,z,B,C
S S S S S S S S
S S S S S S S S
P P P P P P P P
Z Z Z Z Z Z Z Z
K K K K K K K K
K K K K K K K K
3870–7400 3870–7400 4900–7400 3870–7400 4900–7400 3050–4250 3870–7400 4900–7400
1400–1950 1400–2200 1400–2200 1400–1950 1400–2200 1560 1560–3620 3200–4500
350 450 550 350 750 1300 450 800
720 720 720 720 720 720 720 720
125/80/30 125/80/30 125/80/30 95/90/30 125/80/30 125/80/30 125/80/30 125/80/30
a.A. a.A. a.A. a.A. a.A. a.A. a.A. a.A.
100 100 100 100 100 100 100 100
6360x1680x250 6360x1905x250 6360x1905x350 6360x1905x350 6360x1905x500 4250 x1500x1200 6360x1905x250 50000x4500 x550
2800x1680x250 2800x1905x250 2800x1905x350 2801x1905x350 2800x1905x500 1950 x1500x1200 2800x1905x250
m, v m, v m, v m, v m, v m, v m, v m, v
TN , Ko, Vk TN , Ko, Vk TN , Ko, Vk TN , Ko, Vk TN , Ko, Vk TN , Ko, Vk TN , Ko, Vk Tn , Vk
So
m, aK, aB m, aK, aB m, aK, aB m, aK, aB m, aK, aB m, aK, aB m, aK, aB m
L/so L/so L/so L/so L/so L/so L/so L/so
1 1–2 1–2 1–2 1–2 1–2 1–4 1–2
SCM SCM SCM SCM SCM SCM SCM SCM
bis 15 bis 18 bis 24 bis 21 bis 24 bis 18 bis 18 bis 30
a.A. a.A. a.A. a.A. a.A. a.A. a.A. a.A.
24000 24000 24000 24000 24000 32000 24000 24000
W W W W W W W W
K K K K K K K K
HSK 63F HSK 63F HSK 63F HSK 63F HSK 63F HSK 63F HSK 63F HSK 63F
ja ja ja ja ja ja ja ja
h10v20s h12v40s h12v40s h12v40s h10v40s h10v20s h10v40s h10v40s
W/S N/W/S N/W/S W/S N/W/S W/S N/W/S N/W/S
34 70 bis 76 76 bis 76 48 72 bis 76
T/Km T/Km/Kt T/Km/Kt T/Kt T/Km/Kt T/Km/Kt T/Km/Kt T/Km/Kt
mW1/oW mW1/mW2/oW mW1/mW2/oW mW1/oW mW1/mW2/oW mW1/oW/Mw2 mW1/mW2/oW mW1/mW2/oW
15 5 5 12 5 10 5 12
ESA ESA ESA ESA ESA ESA ESA ESA
ja ja ja ja ja ja ja ja
ja ja ja ja ja ja ja ja
nein a.A. a.A. a.A. a.A. nein a.A. a.A.
N N N N N N N N
t t t t t t t t
S/PC S/PC S/PC S/PC S/PC S/PC S/PC S/PC
bT bT bT bT bT bT bT bT
a.A. a.A. a.A. a.A. a.A. a.A. a.A. a.A.
a.A. a.A. a.A. a.A. a.A. a.A. a.A. a.A.
ja ja ja ja ja ja ja ja
ja ja ja ja ja ja ja ja
ja ja ja ja ja ja ja ja
nein nein nein nein nein nein nein nein

SCM Group
Morbidelli M100 Morbidelli M200 Morbidellix200 Morbidellix400 Morbidelli M600 Morbidelli M 800
3 6 10 8
ab 80 ab 100 ab 85 ab 100 125 150
T,So,Pl, T,So,Pl, T, Tr, Mo, NE T, Tr, Mo, Ne
Mo,Tr,So,Ne Mo,Tr,So,Ne Mo,Tr,So,Ne Mo,Tr,So,Ne F, Pl, So, Ne F, Pl, So
A A F F F F
h h h h h h
x,y,z,B,C x,y,z,B,C x,y,z,B,C x,y,z,B,C x,y,z,B,C x,y,z,B,C
S S S S S S
S S S S S S
P P P P P P
Z Z Z Z Z Z
K K K K K K
K K K K K K
3100–5510 3100–5510 2556–5408 2556–5408 3870–7400 4900–7400
1320–1600 1620–1900 1296–2216 1296–2216 1400–2200 1400–2200
510 580 150 180 450 550
720 720 720 720 720 720
85/80/30 85/80/30 85/80/30 85/80/30 125/80/30 125/80/30
a.A. a.A. a.A. a.A. a.A. a.A.
100 100 100 100 100 100
5510x1380x180 5510x1620x250 4356x2216x180 4356x2216x180 6360x1905x250 6360x1905x350
2164 2164 1585 1585 2800x1905x250 2800x1905x350
m,p,v m,p,v m,p,v m,p,v m, v m, v
TN , Ko, Vk TN , Ko, Vk TN , Vk TN , Vk TN , Ko, Vk TN , Ko, Vk
m, aK, aB m, aK, aB m, aB m, aB m, aK, aB m, aK, aB
L/So L/So L/so L/so L/so L/so
1 1 1 1 43497 43497
SCM SCM SCM SCM SCM SCM
12 15 15 15 bis 18 bis 24
a.A. a.A. a.A. a.A. a.A. a.A.
1500–24000 1500–24000 24000 24000 24000 24000
W W W W W W
K K K K K K
HSK 63F HSK 63F HSK 63F HSK 63F HSK 63F HSK 63F
ja ja ja ja ja ja
h10v21s h10v21s h12/v21s h12/v21s h10v40s h10v40s
S S N/W/S N/W/S N/W/S N/W/S
28 60 53 53 70 bis 76
T/Km T/Km/Kt T/Km/Kt T/Km/Kt T/Km/Kt T/Km/Kt
mW1/oW mW1/oW mW1/oW mW1/oW mW1/mW2/oW mW1/mW2/oW
12 12 12 12 5 5
O O
O
ESA ESA ESA ESA ESA ESA
ja ja ja ja ja ja
ja ja ja ja ja ja
nein nein a.A. a.A. a.A. a.A.
N N N N N N
t t t t t t
S/PC S/PC S/PC S/PC S/PC S/PC
bT bT bT bT bT bT
a.A. a.A. a.A. a.A. a.A. a.A.
opt. opt. opt. opt. opt. opt.
ja ja ja ja ja ja
ja ja ja ja ja ja
ja ja ja ja ja ja
nein nein nein nein nein nein
WWW.HOB-MAGAZIN.COM
Related Documents











