Dyeing of Organic Cotton Fabric using Conventional and Ultrasonic Exhaust Dyeing Method UZMA SYED*, ABDUL SAMAD** AND FAREED AHMED** RECEIVED ON 26.12.2012 ACCEPTED ON 20.03.2013 ABSTRACT In this research dyeing behavior of organic cotton woven fabric using ultrasonic technique and conventional dyeing method has been compared. The fabric samples were dyed with reactive dyes Drimarene Red Cl-5B and Drimarene Blue Cl-BR (0.5% owf) using exhaust dyeing method. The samples were ultrasonically dyed at varied temperature (60, 50 and 40 o C) for 60, 50, 40 and 30 minutes and for conventional method at varied temperature but at recommended time, 60 minutes. For optimizing the dyeing behavior, the samples were causticized by pad-batch method and then dyed with ultrasonic technique at varied temperature and time. It has been observed organic cotton fabric dyed using ultrasonic exhaust method at 60 o C for 50 minutes gives highest (K/S) λmax value, excellent fastness property, deeper dye diffusion and less surface deterioration compared to the conventional dyeing method. Moreover, causticized and dyed sample with ultrasonic technique at 60 o C for 30 minutes gives colour strength value almost equal to the conventional recommended dyeing method. Hence, dyeing of organic material using ultrasonic exhaust method saves energy and time. Key Words: Ultrasonic, Exhaust Dyeing, Organic Cotton Fabric, Temperature, Time. * Assistant Professor, and ** Post-Graduate Student, Department of Textile Engineering, Mehran University of Engineering & Technology, Jamshoro. 1. INTRODUCTION dyeing, microwaves etc each of these techniques are applied by different method [2-4]. However, dyeing process effected on the physical and mechanical properties of the cotton fabric [5-6]. Among all, ultrasonic dyeing is a novel technique to save time, cost, energy and provides high value of dye uptake. Ultrasonic waves are high frequency (20-40 KHz) and high energy waves then the sound waves and can be used for a variety of purposes. It speeds up the rate of collision of Mehran University Research Journal of Engineering & Technology, Volume 32, No. 2, April, 2013 [ISSN 0254-7821] 329 O rganic cotton fibers are produced from non- genetically modified plants and are grown without synthetic agricultural chemicals [1]. The fibers offer surface protection of groundwater quality and reduce environmental damages. In addition, nowadays along with textile fibers, textile processing sector is focusing on the conservation of energy. This can be achieved by processing the textile materials using various techniques such as infrared heating, ultrasonic dyeing, plasma technique, radiofrequency, electrochemical

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Dyeing of Organic Cotton Fabric using Conventional andUltrasonic Exhaust Dyeing Method
UZMA SYED*, ABDUL SAMAD** AND FAREED AHMED**
RECEIVED ON 26.12.2012 ACCEPTED ON 20.03.2013
ABSTRACT
In this research dyeing behavior of organic cotton woven fabric using ultrasonic technique and
conventional dyeing method has been compared. The fabric samples were dyed with reactive dyes
Drimarene Red Cl-5B and Drimarene Blue Cl-BR (0.5% owf) using exhaust dyeing method. The samples
were ultrasonically dyed at varied temperature (60, 50 and 40oC) for 60, 50, 40 and 30 minutes and for
conventional method at varied temperature but at recommended time, 60 minutes. For optimizing the
dyeing behavior, the samples were causticized by pad-batch method and then dyed with ultrasonic technique
at varied temperature and time. It has been observed organic cotton fabric dyed using ultrasonic exhaust
method at 60oC for 50 minutes gives highest (K/S)λλλλλmax value, excellent fastness property, deeper dye
diffusion and less surface deterioration compared to the conventional dyeing method. Moreover,
causticized and dyed sample with ultrasonic technique at 60oC for 30 minutes gives colour strength
value almost equal to the conventional recommended dyeing method. Hence, dyeing of organic material
using ultrasonic exhaust method saves energy and time.
Key Words: Ultrasonic, Exhaust Dyeing, Organic Cotton Fabric, Temperature, Time.
* Assistant Professor, and ** Post-Graduate Student,Department of Textile Engineering, Mehran University of Engineering & Technology, Jamshoro.
1. INTRODUCTION
dyeing, microwaves etc each of these techniques areapplied by different method [2-4]. However, dyeing processeffected on the physical and mechanical properties of thecotton fabric [5-6].
Among all, ultrasonic dyeing is a novel technique to save
time, cost, energy and provides high value of dye uptake.
Ultrasonic waves are high frequency (20-40 KHz) and high
energy waves then the sound waves and can be used for
a variety of purposes. It speeds up the rate of collision of
Mehran University Research Journal of Engineering & Technology, Volume 32, No. 2, April, 2013 [ISSN 0254-7821]329
Organic cotton fibers are produced from non-genetically modified plants and are grownwithout synthetic agricultural chemicals [1].
The fibers offer surface protection of groundwater qualityand reduce environmental damages. In addition,nowadays along with textile fibers, textile processingsector is focusing on the conservation of energy. Thiscan be achieved by processing the textile materials usingvarious techniques such as infrared heating, ultrasonicdyeing, plasma technique, radiofrequency, electrochemical

Dyeing of Organic Cotton Fabric using Conventional and Ultrasonic Exhaust Dyeing Method
Mehran University Research Journal of Engineering & Technology, Volume 32, No. 2, April, 2013 [ISSN 0254-7821]330
molecules, hence resulting in generation of heat and
energy. The use of ultrasonic energy in dyeing optimizes
the dyeing process. Moreover, it can be used for dyeing
both hydrophilic and hydrophobic fibers. Brauer reported
that the ultrasonic dyeing technique saved the dyeing
time of cellulosic fabric with vat dyes. Compared to the
conventional desizing technique; [7] ultrasonic desizing
reduced the fibre degradation while the degree of
whiteness and wet ability of the cellulosic fabric remained
same. Ultrasonic scouring of wool fibres reduced the fiber
damage. Similarly, in bleaching of cotton fiber with
hydrogen peroxide using ultrasound technique at the
frequency of 20 KHz, increased the bleaching rate and
enhanced the degree of whiteness. The mercerization of
cotton material using ultrasonic technique swelled 35%
fiber diameter [8].
The use of ultrasonic energy in dyeing of cotton fabric
samples with monochlorotriazine and vinylsulphone
reactive dyes could result in energy saving, less water
consumption, increased colour depth and reduced
processing time. Linen fabric sample dyed using ultrasonic
technique at 50oC were given slightly higher colour
strength values than those obtained using conventional
dyeing method at 80oC [9].
The colour strength values obtained for the nylon-6
samples dyed using ultrasonic power were higher than
those obtained using conventional method. In addition,
the effect of alkaline soaping treatment on dye fixation for
the dyed fabric samples with different class of reactive
dyes, at both acidic and neutral pH, gave good to excellent
fastness properties with ultrasonic probe technique than
with conventional heating. The utilization of ultrasonic
wave for cold pad-batch dyeing decreased the batching
time at minimum quantity of alkali concentration [10-11].
Knitted interlock fabric dyed at 600 KHz ultrasonic
frequencies, temperature (30-50oC) and salt concentrations
(60g dm-3) showed deeper hue in comparison with that
achieved by conventional method [12].
Hence, radcure techniques using ultrasonic, minimize the
processing time, temperature and energy. Much work has
been carried out on pre-treatment and dyeing of cotton
and other synthetic material but no work was done on the
comparison of dyeing behaviour of organic cotton material
using conventional and exhaust deying ultrasonic
technique. Therefore, in this research organic cotton
material is dyed with reactive dyes; Drimarene Red Cl-5B
and Drimarene Blue Cl-BR (0.5% owf) using conventional
and ultrasonic technique at varied temperature and time.
For optimizing the dyeing bahviour the fabric samples
were causticized and dyed with ultrasonic technique. The
dyeing behaviour was then assessed with colour strength
values, washing fastness, dye uniformity and surface effect
using scanning electron microscopy.
2. MATERIALS
100% bleached organic cotton fabric as mentioned in
Table 1 was purchased from Yunus Textile Mills,
Pakistan. Reactive dyes, Drimarene Red Cl-5B and
Drimarene Blue Cl-BR and other auxiliaries such as
detergent, Ladipur RSK and leveling agent, Drimagen
E2R were kindly supplied from Clariant, Karachi,
Pakistan. Common salt, NaCl and acetic acid were
marketed by Merck, Germany.
TABLE 1 FABRIC SPECIFICATION
Weave Plain
Ends Per Inch 30
Picks Per Inch 30
Warp Count, tex 76
Weft Count, tex 68
Gram Per Square Meter 150

Mehran University Research Journal of Engineering & Technology, Volume 32, No. 2, April, 2013 [ISSN 0254-7821]331
Dyeing of Organic Cotton Fabric using Conventional and Ultrasonic Exhaust Dyeing Method
3. METHODS
3.1 Conventional Dyeing
Organic cotton fabric sample of weight 3gm was takenand dyed (0.5% owf) on Rapid HT dyeing machine usingconventional dyeing method as shown in Fig. 1 [13]. Thedyeing process was carried out at liquor to goods ratio of20:1 at 60°C with dye, Drimagen E2R solution w/v (2 gl-1)and salt solution w/v (60 gl-1). After exhaustion (30 minutes)alkali solution w/v (15 g l-1) was added and then processedfor further 45 minutes at the same temperature. Afterdyeing, fabric sample was washed with cold water for 10min then warm water at 80ºC for 10 minutes. The soapingwas done at 90°C for 30 minutes and before dried in anoven it was again warm and cold wash for 10 minuteseach. For comparison the conventional dyeing to theultrasonic dyeing method, it was proceeding at variedtemperature such as 60, 50 and 40oC but at recommendedtime 60 minutes (C60) for exhaustion and fixation phases.
3.2 Ultrasonic Dyeing
Organic cotton sample of weight 3gm was taken and dyed(0.5% owf) on Ultrasonic Cleaner KB200 Series using samerecipe and procedure as mention in conventional dyeing
method (Fig. 1). In addition, the fabric samples were dyedat varied temperatures such as 60, 50 and 40oC and at eachtemperature 60 minutes (U60), 50 minutes (U50), 40 minutes(U40) and 30 minutes (U30) for exhaustion and fixationphases. However, washing was carried out usingrecommended method [13].
3.3 Causticisation
For optimizing the organic cotton fabric dyeing behavior,
the fabric samples were pre-treated using caustic, sodium
hydroxide (2 mol dm-3) by pad-batch method for 30 minutes
[14]. The fabric samples were then dyed by ultrasonic
technique at varied temperature and time as discussed in
preceding Section.
3.4 Colour Strength
The spectral reflectance values (400-700nm) were measured
using a Data Colour Spectrophotometer. For each sample,
readings were taken four times, each at different position.
The percentage reflectance values 'R' were converted to
K/S values, using the formula shown in Equation (1).
( )R
RSK
200
2100/
−= (1)
3.5 Washing Fastness
Fastness to washing test was performed according to the
standard of BS EN ISO 105-CO3: 1998 or BS EN 20105-
CO3:1993. After washing, fabric sample and multi fibres
stripe were then rated (1-5) using grey scale and staining
scale. Where 1 means poor fastness and 5 means excellent
fastness.
3.6 Dye Uniformity
Uniformity of dyeing was assessed using Motic video
microscope. For preparing the yarn cross-sectional images;
7-10 yarns were taken from the dyed fabric and were laidFIG. 1. DYEING PROCEDURE
Dyeing of Organic Cotton Fabric using Conventional and Ultrasonic Exhaust Dyeing Method
Mehran University Research Journal of Engineering & Technology, Volume 32, No. 2, April, 2013 [ISSN 0254-7821]332
parallel [14]. The yarn was then passed from the slide; the
extra yarns were then cut using sharp blade. The slide was
then placed on a video microscope and at constant
magnification yarns cross-sectional images were then
captured.
3.7 Surface Effects
For assessing the surface distortion of dyed fabric sample
with conventional and ultrasonic dyeing method, fabric
samples of 1x1cm was taken. The fabric images at 700
magnifications were captured using JEOL JSM 5380 LV.
The fabric images were then visually analyzed.
4. RESULTS AND DISCUSSION
4.1 Effect of (K/S)λλλλλmax Value at 60, 50 and40oC Dyeing Temperatures
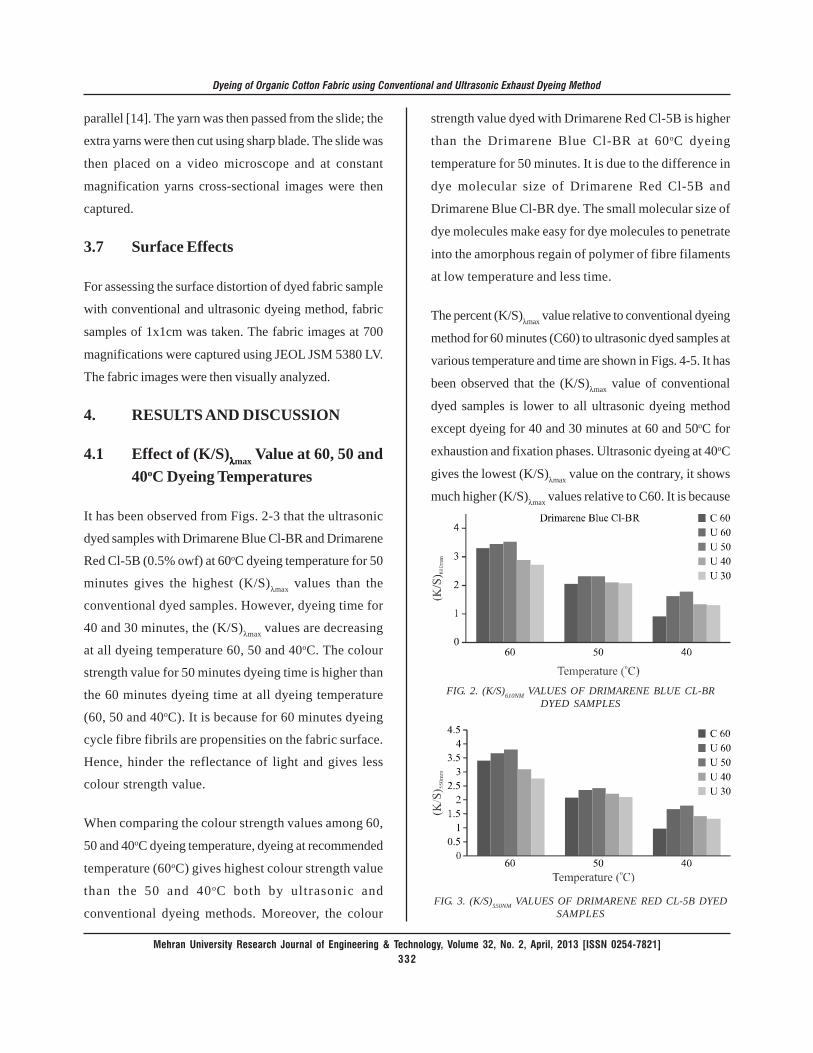
It has been observed from Figs. 2-3 that the ultrasonic
dyed samples with Drimarene Blue Cl-BR and Drimarene
Red Cl-5B (0.5% owf) at 60oC dyeing temperature for 50
minutes gives the highest (K/S)λmax values than the
conventional dyed samples. However, dyeing time for
40 and 30 minutes, the (K/S)λmax values are decreasing
at all dyeing temperature 60, 50 and 40oC. The colour
strength value for 50 minutes dyeing time is higher than
the 60 minutes dyeing time at all dyeing temperature
(60, 50 and 40oC). It is because for 60 minutes dyeing
cycle fibre fibrils are propensities on the fabric surface.
Hence, hinder the reflectance of light and gives less
colour strength value.
When comparing the colour strength values among 60,
50 and 40oC dyeing temperature, dyeing at recommended
temperature (60oC) gives highest colour strength value
than the 50 and 40oC both by ultrasonic and
conventional dyeing methods. Moreover, the colour
strength value dyed with Drimarene Red Cl-5B is higher
than the Drimarene Blue Cl-BR at 60oC dyeing
temperature for 50 minutes. It is due to the difference in
dye molecular size of Drimarene Red Cl-5B and
Drimarene Blue Cl-BR dye. The small molecular size of
dye molecules make easy for dye molecules to penetrate
into the amorphous regain of polymer of fibre filaments
at low temperature and less time.
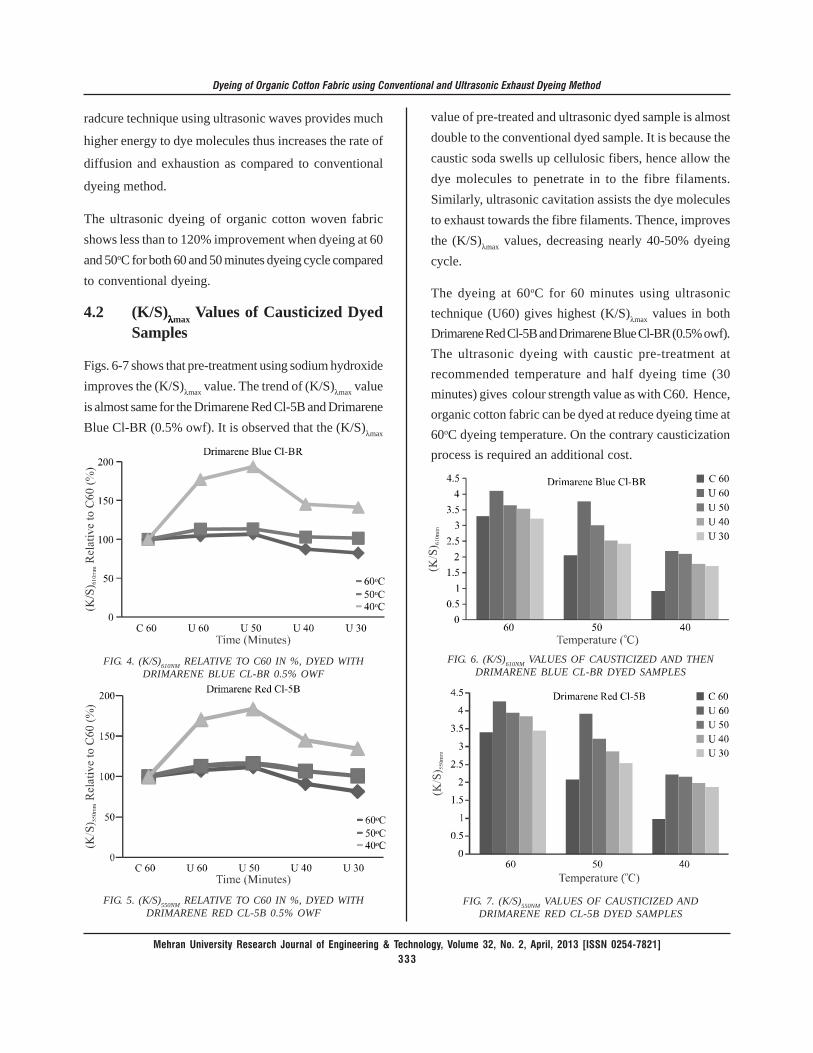
The percent (K/S)λmax value relative to conventional dyeing
method for 60 minutes (C60) to ultrasonic dyed samples at
various temperature and time are shown in Figs. 4-5. It has
been observed that the (K/S)λmax value of conventional
dyed samples is lower to all ultrasonic dyeing method
except dyeing for 40 and 30 minutes at 60 and 50oC for
exhaustion and fixation phases. Ultrasonic dyeing at 40oC
gives the lowest (K/S)λmax value on the contrary, it shows
much higher (K/S)λmax values relative to C60. It is because
FIG. 2. (K/S)610NM VALUES OF DRIMARENE BLUE CL-BRDYED SAMPLES
FIG. 3. (K/S)550NM VALUES OF DRIMARENE RED CL-5B DYEDSAMPLES
Mehran University Research Journal of Engineering & Technology, Volume 32, No. 2, April, 2013 [ISSN 0254-7821]333
Dyeing of Organic Cotton Fabric using Conventional and Ultrasonic Exhaust Dyeing Method
radcure technique using ultrasonic waves provides much
higher energy to dye molecules thus increases the rate of
diffusion and exhaustion as compared to conventional
dyeing method.
The ultrasonic dyeing of organic cotton woven fabricshows less than to 120% improvement when dyeing at 60and 50oC for both 60 and 50 minutes dyeing cycle comparedto conventional dyeing.
4.2 (K/S)λλλλλmax Values of Causticized DyedSamples
Figs. 6-7 shows that pre-treatment using sodium hydroxideimproves the (K/S)λmax value. The trend of (K/S)λmax valueis almost same for the Drimarene Red Cl-5B and DrimareneBlue Cl-BR (0.5% owf). It is observed that the (K/S)λmax
value of pre-treated and ultrasonic dyed sample is almostdouble to the conventional dyed sample. It is because thecaustic soda swells up cellulosic fibers, hence allow thedye molecules to penetrate in to the fibre filaments.Similarly, ultrasonic cavitation assists the dye moleculesto exhaust towards the fibre filaments. Thence, improvesthe (K/S)λmax values, decreasing nearly 40-50% dyeingcycle.
The dyeing at 60oC for 60 minutes using ultrasonictechnique (U60) gives highest (K/S)λmax values in bothDrimarene Red Cl-5B and Drimarene Blue Cl-BR (0.5% owf).The ultrasonic dyeing with caustic pre-treatment atrecommended temperature and half dyeing time (30minutes) gives colour strength value as with C60. Hence,organic cotton fabric can be dyed at reduce dyeing time at60oC dyeing temperature. On the contrary causticizationprocess is required an additional cost.
FIG. 4. (K/S)610NM RELATIVE TO C60 IN %, DYED WITHDRIMARENE BLUE CL-BR 0.5% OWF
FIG. 5. (K/S)550NM RELATIVE TO C60 IN %, DYED WITHDRIMARENE RED CL-5B 0.5% OWF
FIG. 6. (K/S)610NM VALUES OF CAUSTICIZED AND THENDRIMARENE BLUE CL-BR DYED SAMPLES
FIG. 7. (K/S)550NM VALUES OF CAUSTICIZED ANDDRIMARENE RED CL-5B DYED SAMPLES

Dyeing of Organic Cotton Fabric using Conventional and Ultrasonic Exhaust Dyeing Method
Mehran University Research Journal of Engineering & Technology, Volume 32, No. 2, April, 2013 [ISSN 0254-7821]334
Similar to Figs. 4-5, Figs. 8-9 shows the same trend of
colour strength value. The pre-treated and then dyed
sample by ultrasonic technique gives 130-240% high colour
strength value than the sample dyed by conventional
dyeing technique (C60) at all dyeing temperature and time
for exhaustion and fixation phase.
4.3 Washing Fastness
Organic cotton fabric when dyed with reactive dyes
shows inconsiderable change in shade and staining
rating. Hence, fastness to washing is more depended on
the dye type rather than dyeing methods. Reactive dye
molecules formed a strong covalent bond with cellulosic
fabric and gives very good to excellent washing fastness
properties. It is observed Drimarene Red Cl-5B gives the
highest (K/S)λmax values and shows no staining and
colour change when dyed by conventional and
ultrasonic dyeing method at 60oC dyeing temperature.
While fabric dyed with Drimarene Blue Cl-BR shows
slight change in shade when dyed by conventional
dyeing method (C60 at 60oC) and ultrasonic dyed at 60oC
dyeing temperature for 30 minutes.
The staining rating (4-5) on cotton fabric is observed
when Drimarene Blue Cl-BR and Drimarene Red Cl-5B is
dyed at 50 and 40oC for 40 and 30 minutes dyeing cycle
by ultrasonic technique. Pre-treatment using sodium
hydroxide improves the washing fastness rating at 60oC
dyeing temperature and 40 and 30 min dyeing time with
both Drimarene Blue Cl-BR and Drimarene Red Cl-5B
dye. However, staining rating (4-5) on cotton fabric has
been observed when dyeing was performed at 50oC for
40 and 30 minutes using both dyes by ultrasonic dyeing
method.
4.4 Dye Uniformity
The uniformity of dye molecules in to the fibres
filament of the yarns of the fabric was assessed using
optical microscope. The images after capturing were
assessed manually. It has been observed that the
fabric sample dyed by conventional dyeing methods
shows less diffusion of dye moleclues both with
Drimarene Blue Cl-BR and Drimarene Red Cl-5B as
compared to ultrasonic dyeing technique as shown
in Figs. 10-11.
In case of ultrasonic dyeing method, sample dyed at 60oC
for 60 and 50 minutes shows much deeper diffusion of dye
FIG. 8. (K/S)610NM RELATIVE TO C60 IN %, CAUSTICIZEDAND DYED WITH DRIMARENE BLUE CL-BR 0.5% OWF
FIG. 9. (K/S)550NM RELATIVE TO C60 IN %, CAUSTICIZED ANDDYED WITH DRIMARENE RED CL-5B 0.5% OWF

Mehran University Research Journal of Engineering & Technology, Volume 32, No. 2, April, 2013 [ISSN 0254-7821]335
Dyeing of Organic Cotton Fabric using Conventional and Ultrasonic Exhaust Dyeing Method
molecules, hence, high dye uptake values and dye
uniformity. The fabric samples dyed after causticisation
also shows uniform dyeing and deeper diffusion of dye
molecules as shown in Fig. 12.
FIG. 10(a) DYED SAMPLE WITH DRIMARENE BLUE CL-BR BY CONVENTIONAL DYEING METHOD AT 60oC FOR 60 MINUTES (b)DYED WITH DRIMARENE BLUE CL-BR BY ULTRASONIC TECHNIQUE AT 60oC FOR 60 MINUTES (c) DYED WITH DRIMARENE BLUE
CL-BR BY ULTRASONIC TECHNIQUE AT 60oC FOR 50 MINUTES
FIG. 11(a). DYED WITH DRIMARENE RED CL-5B BY CONVENTIONAL DYEING METHOD AT 60oC FOR 60 MINUTES (b) DYED WITHDRIMARENE RED CL-5B BY ULTRASONIC TECHNIQUE AT 60oC FOR 60 MINUTES (c) DYED WITH DRIMARENE RED CL-5B BY
ULTRASONIC TECHNIQUE AT 60oC FOR 50 MINUTES
FIG. 12(a)CAUSTICISED AND DYED WITH DRIMARENE RED CL-5B BY ULTRASONIC TECHNIQUE AT 60ºC FOR 60 MINUTES, (b)CAUSTICISED AND DYED WITH DRIMARENE RED CL-5B BY ULTRASONIC TECHNIQUE AT 60oC FOR 50 MINUTES (c)CAUSTICISED AND DYED WITH DRIMARENE RED CL-5B BY ULTRASONIC TECHNIQUE AT 60oC FOR 40 MINUTES (d)
CAUSTICISED AND DYED WITH DRIMARENE RED CL-5B BY ULTRASONIC TECHNIQUE AT 60oC FOR 30 MINUTES
Dyeing of Organic Cotton Fabric using Conventional and Ultrasonic Exhaust Dyeing Method
Mehran University Research Journal of Engineering & Technology, Volume 32, No. 2, April, 2013 [ISSN 0254-7821]336
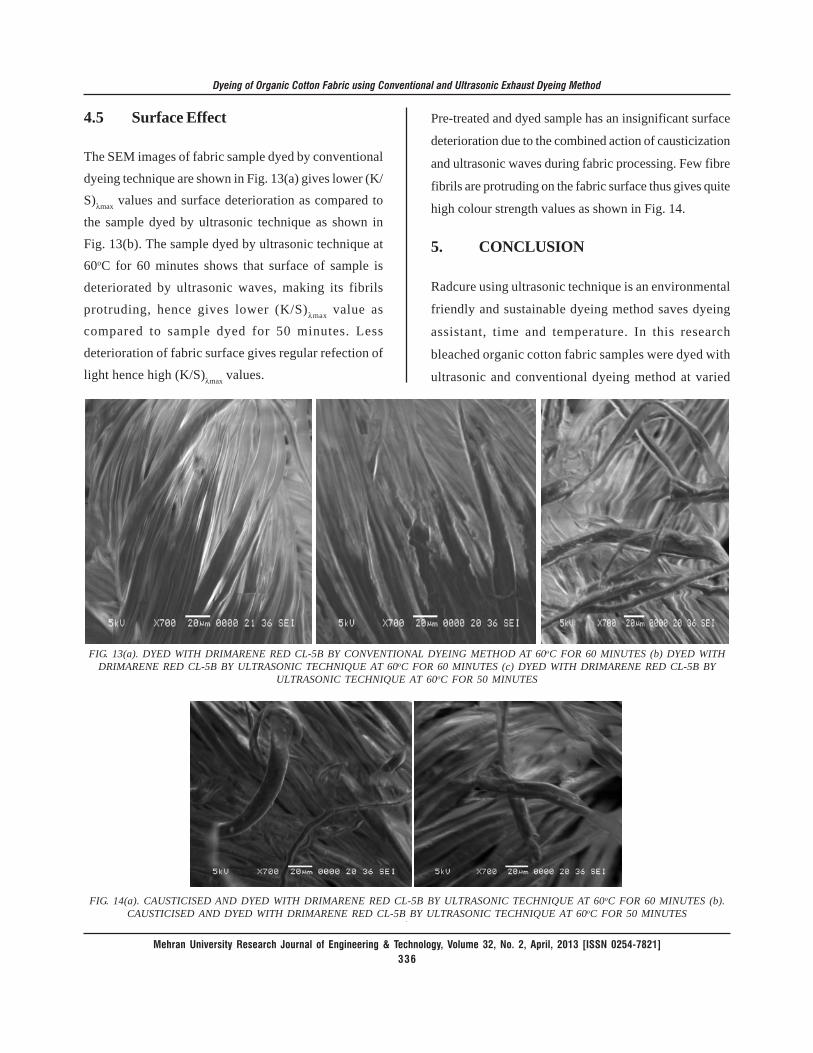
4.5 Surface Effect
The SEM images of fabric sample dyed by conventional
dyeing technique are shown in Fig. 13(a) gives lower (K/S)λmax values and surface deterioration as compared to
the sample dyed by ultrasonic technique as shown in
Fig. 13(b). The sample dyed by ultrasonic technique at60oC for 60 minutes shows that surface of sample is
deteriorated by ultrasonic waves, making its fibrils
protruding, hence gives lower (K/S)λmax value ascompared to sample dyed for 50 minutes. Less
deterioration of fabric surface gives regular refection of
light hence high (K/S)λmax values.
Pre-treated and dyed sample has an insignificant surface
deterioration due to the combined action of causticization
and ultrasonic waves during fabric processing. Few fibre
fibrils are protruding on the fabric surface thus gives quite
high colour strength values as shown in Fig. 14.
5. CONCLUSION
Radcure using ultrasonic technique is an environmental
friendly and sustainable dyeing method saves dyeing
assistant, time and temperature. In this research
bleached organic cotton fabric samples were dyed with
ultrasonic and conventional dyeing method at varied
FIG. 14(a). CAUSTICISED AND DYED WITH DRIMARENE RED CL-5B BY ULTRASONIC TECHNIQUE AT 60oC FOR 60 MINUTES (b).CAUSTICISED AND DYED WITH DRIMARENE RED CL-5B BY ULTRASONIC TECHNIQUE AT 60oC FOR 50 MINUTES
FIG. 13(a). DYED WITH DRIMARENE RED CL-5B BY CONVENTIONAL DYEING METHOD AT 60oC FOR 60 MINUTES (b) DYED WITHDRIMARENE RED CL-5B BY ULTRASONIC TECHNIQUE AT 60oC FOR 60 MINUTES (c) DYED WITH DRIMARENE RED CL-5B BY
ULTRASONIC TECHNIQUE AT 60oC FOR 50 MINUTES

Mehran University Research Journal of Engineering & Technology, Volume 32, No. 2, April, 2013 [ISSN 0254-7821]337
Dyeing of Organic Cotton Fabric using Conventional and Ultrasonic Exhaust Dyeing Method
temperature and time. It is observed that the ultrasound
waves improves 25% colour strength values with
Drimarene Red Cl-5B (0.5% owf) and 8% colour strength
values with Drimarene Blue Cl-BR (0.5% owf). Among
temperature and time variations, sample dyed using
ultrasonic technique at 60oC for 50 minutes gives
highest (K/S)λmax values both Drimarene Red Cl-5B and
Drimarene Blue CL-BR dyes. It is because for 50 minutes
dyeing cycle, less deterioration on fabric surface and
deeper diffusion of dye molecules is observed as
compared to dyeing for 60 minutes dyeing cycle at 60oC
dyeing temperature. However, combine action of caustic
and ultrasonic waves swell up the fibre filaments cause
much deeper diffusion of dye molecules and highest
colour strength value of organic cotton fabric.
Furthermore, insignificant change in fabric surface is
observed. The causticization and dyeing with ultrasonic
technique almost half the dyeing time compared to
conventional dyeing methods, hence save energy and
cost.
ACKNOWLEDGEMENTS
The authors acknowledge the cooperation of technical
staff of Department of Textile Engineering, Mehran
University of Engineering & Technology, Jamshoro,
Pakistan, for conducting research and Prof. Dr. Abdul
Ghani Pathan, Department of Mining Engineering, Mehran
University of Engineering & Technology, Jamshoro,
Pakistan, for conducting the SEM images.
REFERENCES
[1] Lauresn, S. E., Hansen, J., Knudsen, H. H., Wenzel, H.,
Larsen, H. F., & Kristensen, F. M., "EDIPTEX:
Environmental assessment of textiles". Danish
Environmental Protection Agency, working report,
pp 24, 2007
[2] Aravin, P., "Ultrasonic Assisted Wet Processing", http:/
/ww.indiantextilejournal.com/articles, [Accessed on July
2011].
[3] Qingjie, G., "Investigation into Dyeing Acceleration
Efficiency of Ultrasound Energy", Ultrasonic's, Volume.
50, pp 441-446, 2010.
[4] Rahul, G., "Recent Developments in Textile Dyeing
Techniques",http:// www.fiber2fashion.com [Accessed on
August 2011]
[5] Syed, U., Jhatial, R.A., and Peerzada, M.H., "Influence
of Warp Yarn Tension on Cotton Woven Structures",
Mehran University Research Journal of Engineering and
Technology, Volume 32, No. 1, pp. 113-120, Jamshoro,
Pakistan, January, 2013.
[6] Syed, U., Jhatial, R.A., "Influence of Warp Yarn Tension
on Cotton Greige and Dyed Woven Fabric Prosperities",
Mehran University Research Journal of Engineering and
Technology, Volume 32, No. 1, pp. 133-140, Jamshoro,
Pakistan, January, 2013.
[7] Good, J, Zhan, J, Klutz, D, Mock, G and Beckham, H.W.,
"Fundamental Investigations of Ultrasound-Enhanced
Dyeing", AATCC, International Conference and
Exhibition, pp 8-11, Atlanta, October 1995.
[8] Yan, G., Zhang, M., "Ultrasonic Wool Scouring Process",
Journal of Textile Research, Volume 27, No. 10,
pp 96-98, 2006.
[9] Ahmed, N.S., El-Shishtawy R.M., and Kamel, M.M,
"Ultrasound Assisted Pre-treatment and Dyeing of Linen
Fbres with Reactive Dyes", Pigment and Resin
Technology, Volume 36, No. 1, pp 363-372, 2007.
[10] Akalin, M, Merdan, N, Kocak, D, Usta, I., "Effects of
Ultrasonic Energy on The Wash Fastness of Reactive
Dyes", Ultrasonics, Volume 24, No. 1 -9, pp 161-164,
2004.
Dyeing of Organic Cotton Fabric using Conventional and Ultrasonic Exhaust Dyeing Method
Mehran University Research Journal of Engineering & Technology, Volume 32, No. 2, April, 2013 [ISSN 0254-7821]338
[11] Hanna, H.L., Nahed S.?E., "Ultrasonic Assisted Dyeing:
I. Nylon Dyeability with Reactive Dyes", Polymer
International, Volume 52, No. 3, pp 373- 380, 2003.
[12] Milena N. M., Vesna B. I, Aleksandra R. Z.,
"Influence of Different Parameters on Dyeing of
Knitting Material with Reactive Dyes",
Physics, Chemistry and Technology, Volume 5, No. 1,
pp 69-84, 2007.
[13] Samad, A., Aasim, M., Ali, A., Asalm, S., Ahmed, F., and
Khalid, A.," Comparison of Conventional and Ultrasonic
Dyeing of Organic Cotton by Exhaust Method", Bachelor
Thesis, Mehran University of Engineering and
Technology Jamshoro, Pakistan, 2012.
[14] Syed, U, Wardman, R.H., "Assessment of Uniformity of
Fibre Coloration in Tencel Woven Fabric Dyed with
Reactive Dyes", Coloration Technology, Volume 127,
No. 6, pp 418- 425, 2011.
Related Documents